
線輪部品
【課題】 大電流での重畳特性の良好な線輪部品の提供を目的とする。
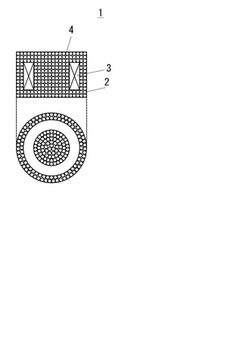
【解決手段】 比透磁率の高い成型体2の群を充填し第1の磁性体粉末とより小径の第2の磁性体粉末または非磁性体粉と樹脂とからなる混和物4を注型して硬化させてなるミクロギャップを持たせた磁芯中に、巻線内包絶縁物3を埋設した線輪部品1とする。
【解決手段】 比透磁率の高い成型体2の群を充填し第1の磁性体粉末とより小径の第2の磁性体粉末または非磁性体粉と樹脂とからなる混和物4を注型して硬化させてなるミクロギャップを持たせた磁芯中に、巻線内包絶縁物3を埋設した線輪部品1とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、数百kHz以下、最大印加磁界H=3.98kA/m以上の領域での使用に好適な電子機器用のチョークコイル、トランス等の線輪部品に関する。
【背景技術】
【0002】
これらの線輪部品の応用先としては、例えば、太陽光発電や風力発電などに用いられる昇電圧制御用や降電圧制御用の線輪部品などがある。地球温暖化対策のための、具体的対策の実行が急務となってきており、燃料電池車などのクリーンエネルギーの競争も激化してきている。さらに、家庭や業務などの民生部門においては、政府・自治体が補助を強化し、太陽光発電、小型風力発電、燃料電池発電などの温室効果ガスを出さない分散型発電システムの早期定着を図り始めている。
【0003】
これらの燃料電池車や分散型電源設備の共通する要素技術として、電源系内に直流電圧の昇降圧回路(D−Dコンバーター)、直流―交流変換回路(インバーター)が挿入されている。この回路内で不要に電力を消費しないことが必要である。
【0004】
D−Dコンバーター、インバーター回路による直流から交流への電力変換の際には、出力系への高調波電流の流出を防止するためのフィルター用インダクタ、電圧昇降用コンバーターでは、電気エネルギーを瞬時的に磁気エネルギーとして蓄えるインダクタが必要であり、いずれも小型・軽量化、省エネルギー、省資源、静音化を図った最適インダクタが必要である。
【0005】
従来の磁芯は、マクロなギャップにより直流電流重畳特性を調整してきた。このために漏洩磁束を発生し、可聴ノイズを発生させ易かった。また閉磁路の磁芯は、低磁界で高透磁率を得るため、プレス成形やインジェクション成形で製造してきた。しかし、工業化の為には、大規模かつ高価な設備、金型に対する投資が必要となる。また、磁芯の製造方法としては、低圧または減圧で注型する方式もあるが、流動性の確保が必要なために、磁性粉の充填率があまり高くできないという問題点があった。
【0006】
性能的な問題点としては、コイル部品の駆動周波数または待機モード周波数が、可聴領域の数kHzから数十kHzにかかる場合、コイルの線間、コイルと磁芯との間にて相互吸引力に起因した振動が生じる。このために可聴ノイズ・うなりを発生させるという問題がある。
【0007】
特許文献1の記載から明らかなように、特許文献1に記載されたコイル部品の対象としている周波数範囲は、いわゆる“高周波”であり、可聴周波数を遥かに超えた周波数領域である。実際、特許文献1には「数百kHz〜MHz」という記載があり、且つ、「高周波」という文言がキーワードとして頻繁に用いられている。
【0008】
数百kHz〜MHzといった非常に高い周波数で仮にエアギャップ部分が振動したとしても人間の耳では聞き取れない音を発生するのみであり、それが上述したような可聴ノイズ・うなりになることは考えられない。
【0009】
従って、可聴周波数帯域にて駆動されたことにより生じる可聴ノイズ・うなりについての解決策は、特許文献1に記載された技術から離れて考察するのが妥当である。加えて、特許文献1においてターゲットとしているコイル部品は、その例示されているサイズなどからも明らかなように、小電力システム用のコイル部品である。従って、当然のことながら、数百ボルト以上の耐電圧性能あるいは、数百アンペア以上の耐不要パルス電流性能(サージ電流などの望まれない電流ノイズに対する耐性)は望めない。
【0010】
このように、特許文献1に記載されていたコイル部品を大電力・低周波数用途に流用することは不適切であると考えるのが妥当である。
【0011】
本発明は、上記を鑑み、高い耐電圧性能と高い耐不要パルス電流性能とを有し且つ可聴周波数領域にかかるような周波数で駆動されても可聴ノイズ・うなりを抑制することのできる線輪部品を提供することを目的とする。
【0012】
【特許文献1】特開2001−185421号公報
【発明の開示】
【発明が解決しようとする課題】
【0013】
従来技術で対処できないようなニーズとして、マクロギャップのない巻線一体型の磁芯がある。同じ軟磁性材料であっても、巻線一体として、より小型化することによって、低損失化を図れる。この際、巻線の起磁力による印加磁界H=N・I/leは、巻き数N、最大電流I、実行磁路長leにより決定できる。この中で、実行磁路長leを小さくすることで、小型化できる。
【0014】
しかし印加磁界Hは、より大きくなるので、最大印加磁界中でより高い透磁率を得ることが必要である。即ち同じ材料であっても、どの磁界まで使用するのかについては、その製品の外形寸法によって、磁気回路の実行断面積が異なる。このため、材料の要求される印加磁界と透磁率が変化する。
【0015】
今回、マクロギャップではなく、ミクロな分散ギャップでより低価格に当該磁芯と線輪部品とを構成するに至った。そして市場のニーズに応えるべく、小型化を中心に、低損失、静粛化可能な製品を発明した。
【0016】
電子機器の小型化が進み、小型で高効率の磁性材料が要求されており、高周波で用いられるチョークコイルとしては、フェライト磁芯や珪素鋼板・アモルファスリボン、圧粉磁芯等が使用されている。
【0017】
適した磁芯の選定について、電子機器の駆動周波数と前述のインダクタの最大印加磁界とによって分類することができる。
【0018】
H=3.98kA/m未満では、主にギャップを設けたフェライトが用いられる。
【0019】
H=7.96kA/m未満までは、主にギャップを設けた珪素鋼板が用いられる。
【0020】
H=15.92kA/m未満までは、ギャップを設けた圧粉磁芯か珪素鋼板が用いられる。
【0021】
さらに15.92kA/m以上(H=31.84kA/mのレベル)では、適した磁芯の選定が難しい。
【0022】
各軟磁性材料の透磁率は、巻線と最大電流、磁路長によって決まり、特に印加磁界に依存する。
【0023】
領域イ:H=3.98kA/m未満
フェライト磁芯の飽和磁束密度は小さい。また、ギャップを設けたフェライト磁芯の場合、次の問題点が指摘できる。まず、磁芯外部に磁束が漏れ出し、銅線表面に渦電流を発生させる。
【0024】
リッツ線を使用しない場合、この巻線部分の渦電流損失が大きく、インダクタの温度上昇が著しく使用できない。次に、漏れ磁束による巻線部分の渦電流損失対策として、線径の細い銅線を多数本束ねたいわゆるリッツ線が使用される。しかしリッツ線は単線に比べて占積率が低く、直流抵抗が増加し、同一のインダクタンス値を得るためには単線の場合に比べ、より大きいサイズの磁芯が要る。また、リッツ線は単線に比較してコスト高である。
【0025】
フェライトは珪素鋼板、アモルファスリボン等に比べ、鉄損が著しく低いという優れた特徴がある。しかし、上述したようにギャップを設けた場合は、上記の漏れ磁束による巻線部分での渦電流損失のために、その利点を十分に生かすことができなかった。更に、フェライトは金属酸化物からなるため、金属系の軟磁性材料に比べ、本質的に飽和磁束密度が低く、磁気的に飽和しやすい、損失の温度依存性が大きいという欠点を持っている。このためフェライト磁芯は、金属系の軟磁性材料からなる磁芯よりも磁芯の断面積を増やして磁気飽和を防止しなければならず、磁芯の小型化が難しい。
【0026】
領域ロ:H=7.96kA/m未満まで
例えば、珪素鋼などの100μmの薄帯は、この範囲で特に高μの優位性を発揮できている。同じ組成で比較する場合、粉体の圧粉磁芯よりも透磁率が高い理由は、薄帯にすることで反磁界係数を下げ、低保磁力のスピン磁化回転モードを使用するからである。ただし薄帯厚みに起因する、渦電流損失の増大により、40kHz位までしか適応できない。更に薄い薄帯が開発されつつあるが、製造コストが甚だ高い。またマクロギャップ部の加工精度の問題がある。
【0027】
領域ハ:H=15.92kA/m未満まで
例えば、センダストの圧粉体が用いられる。軟磁性粉を成形して作製される圧粉磁芯は、フェライトに比べて大きい飽和磁束密度を有しているため小型化に有利であるが、透磁率および鉄損についてはフェライトより優れているとはいえず、その点では小型化が図りにくい。
【0028】
例えば、マクロギャップ無しのフェライト磁芯は、インダクタンスL値が、H=1kA/m程度の磁界となる直流重畳電流で急激に低下するのに対し、マクロギャップ無しの圧粉磁芯は直流重畳電流に対してなだらかに低下する。これは、圧粉磁芯に存在するミクロな分散ギャップに分布がある為と考えられる。より高磁界まで透磁率を確保するためには、ミクロギャップの適合化が必要と思われる。ミクロギャップを増やすと、磁芯の透磁率は、低下傾向となる。
【0029】
圧粉磁芯のコア損失は、通常ヒステリシス損失と渦電流損失からなるが、渦電流損失は、周波数の約二乗と渦電流が流れるサイズの約二乗に比例して増大するので、磁性粉末表面に電気絶縁性樹脂等を覆うことにより渦電流の発生を抑制する。一方、ヒステリシス損失は、圧粉磁芯の成形密度をあげるために通常500MPa以上の成形圧力を加える必要があり、そのため磁性体として歪みが増大するとともに透磁率が劣化して、ヒステリシス損失が増大してしまうものであった。これを回避するために、必要に応じて歪みを解放するために成形後熱処理を施すことが行われる。しかし高温の熱処理が必要な場合は、磁性粉末を絶縁し、しかも粉体同士の結着を保つために絶縁性の結着剤が必要だった。
【0030】
領域ニ:H=31.84kA/mレベル(15.92kA/m以上)
圧粉磁芯でも、複数のマクロギャップや磁芯中の磁束密度の分布をより均一化するために、部分的に磁化困難方向に磁化させることなどの必要がある領域であり、特に漏洩磁束が巻線の渦電流損失の著しい増加をもたらしていた。この領域では、適した磁芯の選定が難しい。
【0031】
本発明は以上のように使用する磁界範囲での透磁率を確保するために、使用する最大印加磁界H=3.98kA/m以上の領域について検討し、数百kHzの周波数までの電子機器に用いられるチョークコイル、トランス等のインダクタ用磁芯に関し、特に小型化にも適した線輪部品の提供を目的とする。
【課題を解決するための手段】
【0032】
本発明者らは、高電流の直流重畳特性の良好な線輪部品としては、磁性体粉末と樹脂との混和物からなるミクロギャップを持たせた磁芯を用いると良いことを見いだした。特に、磁性体の充填率を上げることと、ミクロギャップを均一にすることが有効であると考えられることから、本発明は、そのための混和物等の構成を検討した結果、得られたものである。
【0033】
本発明では、磁芯として、初透磁率μdc=10以上の成型体の群とこれら成型体の群の隙間を磁性体粉末等と樹脂からなる混和物で充填したものを用い、巻線として巻線の端部を除くように絶縁樹脂で包囲して得られる巻線内包絶縁物を用いて線輪部品を構成している。
【0034】
即ち、本発明は、初透磁率μdc=10以上の成型体の群と巻線の端部を除くように絶縁樹脂で包囲して得られる巻線内包絶縁物とが、第1の磁性体粉末とより小径の第2の磁性体粉末または非磁性体粉末と樹脂との混和物の固化または硬化されたものに埋設されたことを特徴とする線輪部品である。
【0035】
また、本発明は、前記混和物は前記第1の磁性体粉末の実効的な反磁界係数Nが0.4以下であり、前記第1の磁性体粉末と第2の磁性体粉末または非磁性体粉末との合計の充填率が50vol%以上であり、かつ比透磁率μdcが2以上であることを特徴とする線輪部品である。
【0036】
また、本発明は、前記第1の磁性体粉末の平均粒径φ1に対する、前記第2の磁性体粉末または非磁性体粉末の平均粒径φ2がφ2=<φ1/15、かつ前記第2の磁性体粉末または非磁性体粉末の体積分率が全体の40vol%以下で、望ましくは前記第2の磁性体粉末または非磁性体粉末が略球状粉末であることを特徴とする線輪部品である。
【0037】
また、本発明は、前記第2の磁性体粉末または非磁性体粉末の半分以下がφ1/50以下の粒径の粉末であり、望ましくは略球状粉末であることを特徴とする線輪部品である。
【0038】
また、本発明は、前記樹脂または樹脂との混和物が、少なくともチキソトロピックな成分を含むことを特徴とする線輪部品である。
【0039】
また、本発明は、前記巻線内包絶縁物が少なくともチキソトロピックな成分を含む絶縁非磁性粉と前記絶縁樹脂との混合物で含浸され、固化または硬化して得られたものであることを特徴とする線輪部品である。
【0040】
また、本発明は、前記磁性体粉末は、軟磁性体粉末からなることを特徴とする線輪部品である。
【0041】
また、本発明は、前記磁性体粉末は、少なくとも軟磁性体粉末を含むことを特徴とする線輪部品である。
【0042】
また、本発明は、比透磁率μdcが1である特定透磁率磁芯部材が埋設されたことを特徴とする線輪部品である。
【0043】
また、本発明は、保持ケースを更に備え、前記混和物の少なくとも一部が前記ケース内で固化または硬化したことを特徴とする線輪部品である。
【発明の効果】
【0044】
本発明では、磁芯として、比透磁率の大きい成型体の群を用い、さらにこれら成型体群の隙間を磁性体粉末等と樹脂の混和物を充填することにより、高透磁率の閉磁路磁芯を得ることができる。従来、高透磁率の閉磁路の磁芯は、プレス成形やインジェクション成形で製造されてきたが、大規模かつ高価な設備、金型に対する投資が必要であり、特に大電流用等で、大型の線輪部品の製造設備には高価な投資が必要であった。しかしながら、本発明では、磁芯として、成型体の群を用いているために大型の成型装置が不要となり設備投資が少なくて済む。また、成型体の群を用いることにより、混和物のみで磁芯を製造するよりも、低コストで高透磁率の磁芯を製造することが可能である。
【0045】
また、本発明では磁性粉体と無機充填剤を高充填することできるので、熱放散性と耐クラック性が向上し、線輪部品としても機器の小型化が可能である。
【0046】
本発明では、線輪部品として従来の閉磁路の磁芯であれば、磁気飽和してしまうような磁界、
H1=15.92kA/m
H2=31.84kA/m
H3=79.6kA/m
においてより高い透磁率を得る事ができ、さらに成型体の群を用いることによって、H=7.96kA/m以下での、透磁率も大幅に引き上げることができた。
【0047】
さらに、チキソトロピックな性質を付与してあるので、イ)スラリー静止時の粘度を上昇させたので、充填材を分散させた状態で長期間にわたり保管できた。また、ロ)配合時の均一混合と充填剤の均一分散を可能にする。ハ)注型時には、振動させながら行う事により、スラリーの流動性を確保できた。
【0048】
当該線輪部品において巻線は、少なくとも絶縁体にて端部を除き包囲されていることから、耐電圧特性及び耐不要パルス電流性能に優れており、且つ、それを少なくとも磁性体粉末を含む粉末と樹脂との混和物からなる磁芯内部に埋設し、巻線の動きが固定されている。そのため可聴周波数帯域で駆動されても可聴ノイズ・うなりを生じるような振動の振幅はより小さくなる。
【発明を実施するための最良の形態】
【0049】
本発明の実施の形態による線輪部品は、ケースもしくは離型用の注型に巻線部品を配置し、高透磁率の成型体を充填し、さらにそれらの隙間に、磁性体等と樹脂からなる混和物を注型して、混和物を固化または硬化したものである。
【0050】
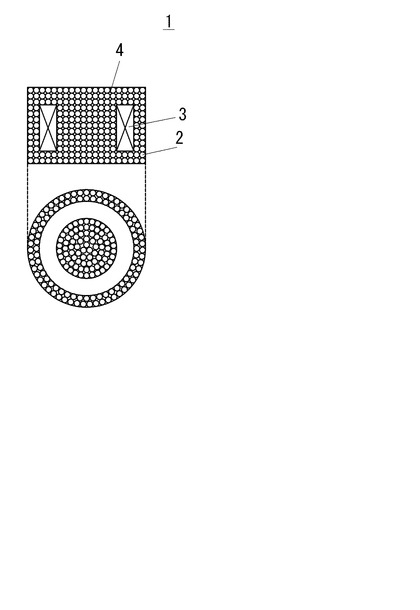
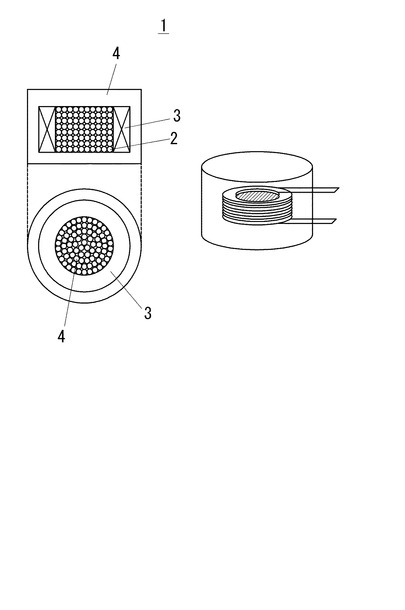
図1、図2は本発明の線輪部品の説明図である。図1に示すように、注型(この図では示していない)に巻線部品として巻線内包絶縁物3を配置して、高透磁率の成型体2を充填し、磁性体等と樹脂からなる混和物4を注型して得られる。また、場合によっては、図2に示すように、円柱状の部分のみ高透磁率の成型体2を充填してもよい。
【0051】
混和物は注型して用いるので、線輪部品のサイズが大きい場合、固化または硬化時の製造過程の環境配慮および省エネルギーを考える必要がある、特に当該コイル部品が一定以上の高さを有する場合を考慮すると、混和物は溶剤を加えることなく注型できる樹脂を用いることが好ましい。
【0052】
高透磁率(μ>10)な成型体としては、大きさが数mmの軟磁性圧粉体が適している。成型体の形状は球状、円柱状やその他の多面体形状であってもよいが、成型体の製造、注型への充填を考慮して選定する。例えば円柱状の場合は、成型体の作製が容易であり、密に充填することも可能ではある。しかしながら、成型体を充填する際の巻線内包絶縁物の絶縁被覆の損傷を考慮する必要があり、成型体を密に充填するためには振動充填することが望ましいが、振動充填の場合はより損傷の可能性が大きくなる。従って表面が鋭角の形状をした高透磁率の成形体は、巻線内包絶縁物を傷付けるので、充填の作業性を考慮した場合は略球状または球状の成形体を使うことが望ましい。
【0053】
成型体である軟磁性圧粉体を構成する磁性体粉末は軟磁性粉末、詳しくは、Fe系の軟磁性磁性体粉末であることが望ましい。更に具体的には、軟磁性磁性体粉末はFe−Si系粉末、Fe−Si−Al系粉末、Fe−Ni系粉末、及びFe系アモルファス粉末からなる群から選択された粉末である。ここで、Fe−Si系粉末における平均Si含有量は好ましくは11.0重量%以下である。また、Fe−Si−Al系粉末における平均Si含有量は好ましくは11.0重量%以下であり、平均Al含有量は好ましくは7.0重量%以下である。また、Fe−Ni系粉末における平均Ni含有量は好ましくは30.0重量%以上85.0重量%以下である。
【0054】
これらの軟磁性粉末をプレス成型、インジェクション成型等により成型し必要に応じて焼結、アニーリングの熱処理を行うことにより、目的とする比透磁率μ>10の軟磁性圧粉体を得ることができる。
【0055】
また、巻線に関し、本発明の巻線内包絶縁物と磁芯の一体構成は、ピンホールによる絶縁耐圧不良が発生し易い構成である。従来の内鉄型線輪部品では、ボビン、ワニス含浸や粉体塗装による対策が行われているが、より気泡を含有し難い方法で行うことが望ましい。粉体塗装法は、常圧で行うため、コイルの線間に空隙が発生し、ピンホールも発生し易い面がある。このため本発明の場合は、コイルとコイル間やコイル台座間の含浸や接着には、熱硬化エポキシ樹脂に、無機充填フィラーを均一分散させた含浸・接着剤を用いて巻線内包絶縁物を製造するのが望ましい。
【0056】
本発明の線輪部品は、型に巻線内包絶縁物や特定透磁率磁芯部材を配置して、離型性の樹脂を組み合わせた混和物を注型して硬化させて磁芯を製造し、型を取り外して製造することができる。また、ケースを備えた線輪部品を製造することもできる。型の一部もしくは全部をケースとして利用することにより、型の取り外しを省略して製造することもできる。型の取り外しを行わない場合は、離型性を考慮する必要がないため、複雑な形状の磁芯の製造も容易となる。
【0057】
さらに、磁芯として機能するケースを用いても良い。例えば、磁芯として機能するケースを他の部品と共用部品とする場合、一旦、巻線部品を形成し、その後、その巻線部品を共用部品たるケース内に配置するといった場合に有効である。このケースは例えばFe−Ni系合金など他の磁性体・合金で形成されていても良い。ケースが磁性体製である場合、適切な絶縁性能を確保するためには、ケースの内面に絶縁膜を形成し、その後に混和物を注型して磁芯を形成することが好ましい。なお、ケースは例えばアルミナ成形体のようなセラミックスケースであっても良いし、アルミニウム合金からなるものとしても良い。
【0058】
上記のようなケースを備え、巻線内包絶縁物と前記混和物からなる磁芯とが、ケースとの間の空間を満たすような線輪部品を提供できる。
【0059】
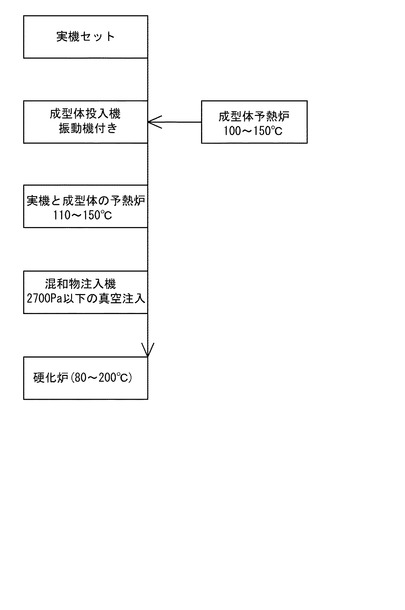
具体例で、本発明の線輪部品の製造フローを説明する。図3に、本発明の線輪部品の製造フローを示す。ケースもしくは離型用の注型に、巻線内包絶縁物を配置しておき、高透磁率の成形体(例えば直径2mmのFe−Si系の球状圧粉成形体)を充填する。この場合、先ず、100℃から150℃に予熱した実機の注型に対し、予熱された成形体を投入して、加振充填する。
【0060】
次に、充填した実機の注型と充填された成型体を、再予熱する。次に真空下で、より小径の磁性体粉末、非磁性体粉末と、樹脂との混和物を、注型して成型体群の間隙に含浸させる。さらに、熱処理炉内で80℃から200℃で硬化させる。
【0061】
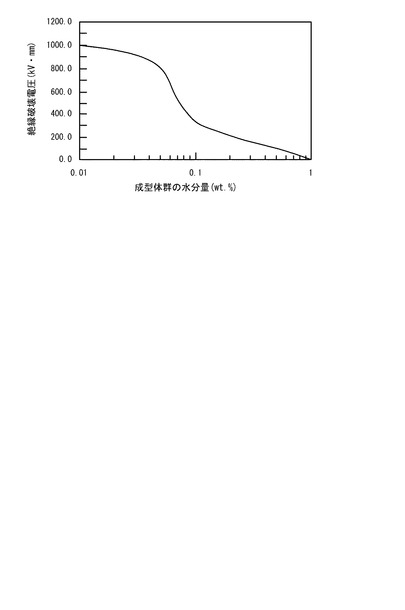
図3の製造フローに示すように、混和物を注型する前に、注型と成型体を加熱することが望ましい。これは、成形体の吸着水分により表面電気絶縁が低下すると共に混和物の含浸性が低下するためであり、加熱することで防止できることが確認されている。
【0062】
図4は成型体群の水分量と絶縁破壊電圧との関係を示したものである。図4に示すように、成形体群に吸着した水分量を、減らすことで、絶縁破壊電圧の低下を防ぐことができる。このことから成形体の温度を100℃以上に余熱することが望ましいことがわかる。
【0063】
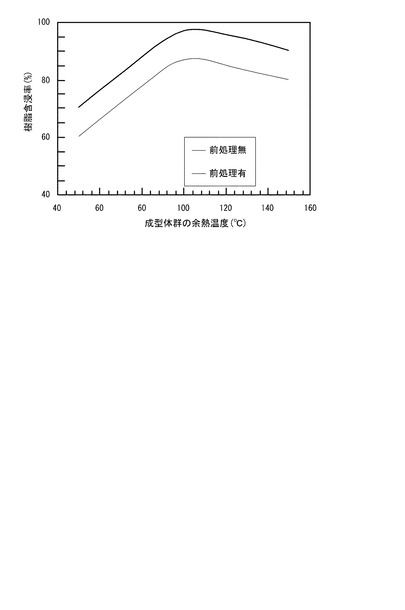
さらに、図5は、成型体群の余熱温度と混和物の樹脂含浸率との関係を示すものである。図5に示すように成型体群を100℃近辺に余熱することにより、樹脂の含浸率を上げることができることがわかる。さらに、前処理として成型体の表面をシリカ等のカップリング剤で処理することにより、樹脂の含浸率を高めることができることがわかる。以上のように成型体はカップリング剤で表面処理を行っておき、充填前に100〜150℃程度で余熱することが望ましい。
【0064】
この方法を適用すると表1に示すように、成型体を用いずに混和物のみを用いる場合よりも、磁性体の充填率を高くできるために、熱伝導率が向上する。この様に熱伝導性が向上することから耐熱衝撃性に優れた線輪部品を得ることができる。さらに、磁気損失等により発生する熱の放熱特性も良好になるので、場合によっては、線輪部品の小型化も図れる。
【0065】
【表1】

【0066】
混和物のみを用いる場合には、磁性粉等の充填率を上げると、混和物の粘度が高くなり、注型作業が可能なスラリーとすることができないため、充填率はあまり高くできなかった。また、直径1mmを超えるような成形体を用いた混和物も用いられていない。一方、本発明では、成形体の群を、あらかじめ充填しておいて、その間隙に、混和物を注型するので、混和物は注入作業性を損なわないように、同様に低粘度とする必要があるために、混和物の分の充填率は変わらないものの、成型体の群の分は磁性粉等の充填率を上げることができる。
【0067】
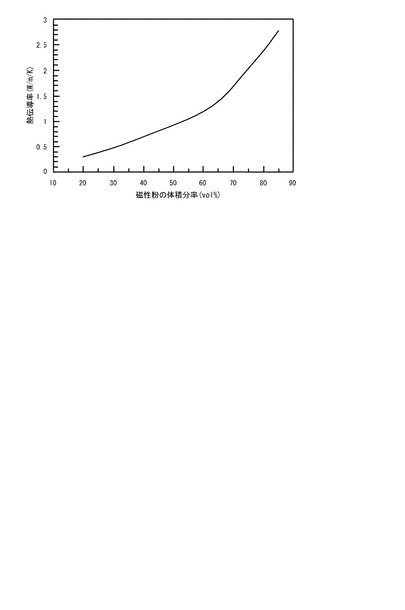
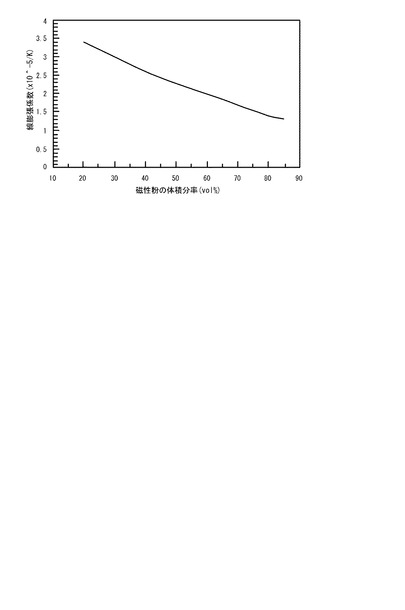
図6に、磁性粉の充填率と熱伝導率との関係を示す。また、図7に、磁性粉の充填率と線膨張係数との関係を示す。上記のように、本発明の線輪部品では、磁性粉等の充填率を高くすることができ、図6に示されるように、熱伝導率は、混和物のみを用いる場合と比較して約2倍に向上し、部品内部の熱放散性を高め、温度上昇を低減することができる。さらに、図7に示されるような、低膨張率効果とあいまって、耐クラック性の向上を図ることができる。
【0068】
樹脂については適宜、ガラス転移温度が高く、線膨張係数が小さいなどのものを選定すればよく、エポキシ樹脂が推奨される。樹脂たるエポキシ樹脂には液状で低粘度であるといった要求があるため、添加剤、硬化剤、触媒との相溶性、保存安定性も具体的なエポキシ樹脂選定において考慮されるべき重要な特性である。そういったことを考慮すると、主剤としては、ビスフェノールA型、ビスフェノールF型、多官能型等のエポキシ樹脂を用いることができ、硬化剤としては芳香族ポリアミン系、カルボン酸無水物系、潜在性硬化剤系のものを用いることができる。以下、ビスフェノールA型のエポキシ樹脂と無溶剤型低粘度液状芳香族アミンの硬化剤との組合せを使用したものを代表例として説明する。
【0069】
なお、この樹脂は例えばシリコーン樹脂のような他の熱硬化性樹脂としても良いし、化学反応性硬化樹脂、紫外線硬化性樹脂、光硬化性樹脂などの熱を加えずとも硬化するような硬化性樹脂であっても良い。また加圧成形になった場合、ある圧力と温度でより低粘度の特性を示すような、ナイロンやフェノールなどを含む熱可塑性樹脂であっても良い。さらに基油と適融点のゲル化剤であっても良い。もちろん、熱硬化性樹脂以外の樹脂を用いる場合は、固化もしくは硬化の方法はそれぞれ樹脂に合ったを採用すればよい。
【0070】
混和物を構成する磁性体粉末は軟磁性体粉末、詳しくは、Fe系の軟磁性体粉末であることが望ましい。更に具体的には、Fe系の軟磁性体粉末はFe−Si系粉末、Fe−Si−Al系粉末、Fe−Ni系粉末、及びFe系アモルファス粉末からなる群から選択された粉末が望ましい。ここで、特に推奨される組成範囲としては、Fe−Si系粉末における平均Si含有量は好ましくは11.0重量%以下である。また、Fe−Si−Al系粉末における平均Si含有量は好ましくは11.0重量%以下であり、平均Al含有量は好ましくは7.0重量%以下である。また、Fe−Ni系粉末における平均Ni含有量は好ましくは30.0重量%以上85.0重量%以下である。
【0071】
特に、混和物に用いる磁性体粉末としては略球状の粉末を用いることが望ましい。磁性体粉末として略球状の磁性体粉末を用いると、樹脂と混ぜたスラリー状の混和物の流動性が高くなるため、混和物における磁性体粉末の充填率を向上させることができる。かかる略球状の磁性体粉末は、例えばガスアトマイズ法によって得られる。ガスアトマイズ法によれば、磁性体粉末の粒径及び形状はある程度の分布を有することとなるが、目安としては、最も標準的な磁性体粉末の平均粒径D50(体積基準の累積度数50%相当径を示す)が500μm以下であることが望ましく、これを超えると十分な歩留まりや特性・性能が得られない。また、成型体の隙間を埋めることからは小粒径が望ましく、平均粒径D50が100μm程度が入手しやすいが、さらに微粒の平均粒径D50が10μm程度のものでもよい。
【0072】
ガスアトマイズ法によれば、上記のような略球状の粉末の他に、非球状の粉末を意図的に形成することもできる。また、水アトマイズ法によれば、不定形の粉末を得ることもできる。本発明においては、当該実施の形態において採用されている略球状の粉末に代えて上記の手法により得られた非球状粉末や不定形粉末、その他の形状の粉末をも使用することができる。略球状以外の磁性体粉末を採用する理由としては例えばその形状に起因した異方性を利用することが挙げられる。より具体的には、例えば、非球状、扁平状、又は針状の磁性体粉末を樹脂に混成し、その樹脂を硬化させる前に所定の磁界を加えて粉末群の異方性配向を行い、その後に樹脂を硬化させるといった利用法が考えられる。
【0073】
具体的な、実証モデルとして、磁性粉末を熱硬化性エポキシ樹脂に混合しスラリー化し減圧下で所定のケースに注型する方式を採用した。この中で使用する磁芯用のスラリーにおいて、磁性体粉末の高充填および高重畳特性を得るためのイ)磁性体粒度の最適化、ロ)無磁性粉の選定を行なった。バインダ樹脂は、主剤と硬化剤の組み合わせで、低粘度(80℃、70mPas以下)のものを選定した。即ち、低粘度エポキシ中で磁性粉末を高充填、均一分散させることで、複合磁性材料の作製を行った。
【0074】
従来、例えば外形容積が約300ccの巻線内包型線輪部品を、プレス成形によるセンダスト圧粉体で製作するには、1000トン規模のプレス設備が必要である。本発明では数ccの成型体を用い、さらに注型方式を選択しているので、試作費や設備投資の金額を抑制することができる。我々は、一つの手段として、成型体の群と流動性を持つコンポジット(複合)磁性体を用い、製品ケースまたは離けい性ケースに対し、充填し、直接注型する方式を選定した。この方式では、プレス成形と比較し磁性粉体の充填率の点で劣る事があるとしても、充分な優位点を持っており、以下にも示すようにこの方式で充分な充填率の複合磁性体を得ることができ、充分な特性の巻線内包型線輪部品を提供できる。
【0075】
本発明において、次の磁界領域H1、H2、H3の透磁率をそれぞれ大きくする複合磁性材料を見出すことを目標に検討を行った。
H0=5A/m(初透磁率の測定のため、LCRメーターの最小磁界を設定)
H1=15.92kA/m
H2=31.84kA/m
H3=79.6kA/m
【0076】
磁芯の成分は、上記で使用する印加磁界中において適宜変更可能である。例えば、初期透磁率を若干大きくするために、磁性体粉末の表面に高透磁率薄膜層を形成することとしても良い。ここで、高透磁率薄膜の例としてはFe−Ni系薄膜が挙げられる。また、磁性体粉末による電気的短絡を避けるべく、磁性体粉末を、樹脂と混成する前に、一以上の絶縁層でコーティングすることとしても良い。ここで、磁性体粉末の表面に高透磁率薄膜を形成する場合は、形成された高透磁率薄膜上に絶縁層をコーティングするとよい。
【0077】
更に、より高磁界中で高い比透磁率を確保すべく磁性体粉末及び樹脂の混和物に対して非磁性体粉末を加えると良い。非磁性対粉末としては、例えば、シリカ粉、アルミナ粉、酸化チタン粉、石英ガラス粉、ジルコニウム粉、炭酸カルシウム粉、水酸化アルミニウム粉等からなる無機質材系粉末、ガラス繊維、及び顆粒状樹脂が挙げられる。さらに、非磁性体粉末としては中空ガラス球を用いても良い。また、直流電流重畳特性をより高磁界中まで良好に伸ばすために永久磁石粉末を少量加えて磁芯に磁気バイアスをかけることとしても良い。
【実施例】
【0078】
次に、混和物、特に磁性体粉末について詳述する。磁性体粉末としては、6.5%Si−Fe粉の平均粒径D50=160μmの粉末を使用し、シランカップリング処理を施した。このときのシランカップリング量は、後で述べる固化性樹脂にてスラリー化できる最小量とした。なぜなら結合に寄与しないシランカップリング剤は、接着力、ガラス転移温度などを低下させる要因になるからである。
【0079】
次に、熱硬化型の低粘度エポキシ樹脂を用いて、混合、脱泡し、80℃、粘度は30P(ポアズ)となる複合磁性体の基になるスラリーを作製、内径15mm、外形27mm、高さ11mmの離けい性のシリコーン型に注型し、その後、115℃、4時間で硬化させた。硬化物のトロイダルコアの、密度を測定後、φ1.5mm線で23ターンの巻き線をし、その直流電流重畳特性を確認した。粘度計(HADV-I+、Brookfield製)はスクリューヘッドタイプ(PC-1TL、VISCOMETER製)のものを用いた。
【0080】
ここで、磁性体粉末の組成は、上記の磁歪ゼロで飽和磁束密度が最も高い6.5%Si−Fe粉であるが、製造方法が異なる粉末を用い、粒子形状の違いを検討した。製造方法として水アトマイズ粉末、ガスアトマイズ粉末及び粉砕粉末を比較すると、充填率が最も高くなるのはガスアトマイズ粉末である。スラリー化できる充填率については、粉砕粉の充填率は、58.6vol%にとどまり、同じ平均粒径のガスアトマイズ粉末の充填率は、63.6vol%であった。ガスアトマイズ粉末は球状であるので、注型式の場合は球状の粉末を用いたほうが充填率を高くすることができた。
【0081】
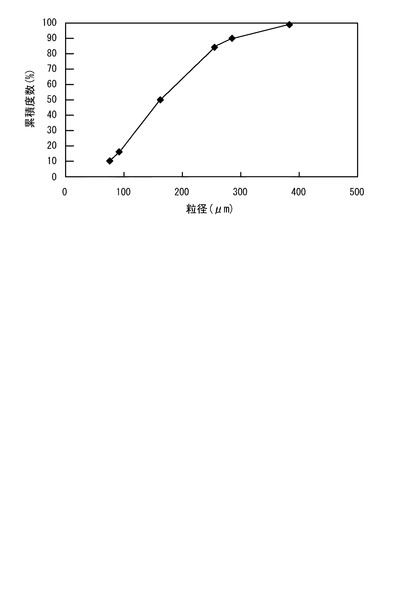
さらに、磁性体粉末について、充填率と粉末粒度分布の関係を調べるため、ガスアトマイズ上がりの平均粒径D50=160μmの粉末を150μm及び75μm目開きの篩によって分級し、粒径が150μm以上の粉末と粒径が150μmから75μm粒径の2種類の粉末を作製した。これに用いた母粉末の累積度数と度数分布とを、図8、 図9に示す。
【0082】
粒径が150μm以上の粉末、粒径が75から150μmの粉末のいずれも、樹脂の添加量を増やして60vol%まで充填率を下げたが、高粘度ペースト状になり、スラリー化することができなかった。この理由は、粒度分布を狭くすることが充填率低下の原因になったとからと考えられる。
【0083】
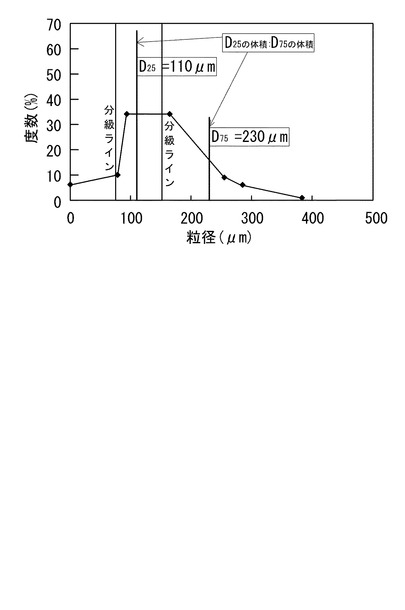
図9に示すように、母粉末は、D25(体積基準の小径側からの累積度数25%相当径)=110μmピークの分布とD75(体積基準の小径側からの累積度数75%相当径)=230μmピークの分布との分布和として考えることができる。
【0084】
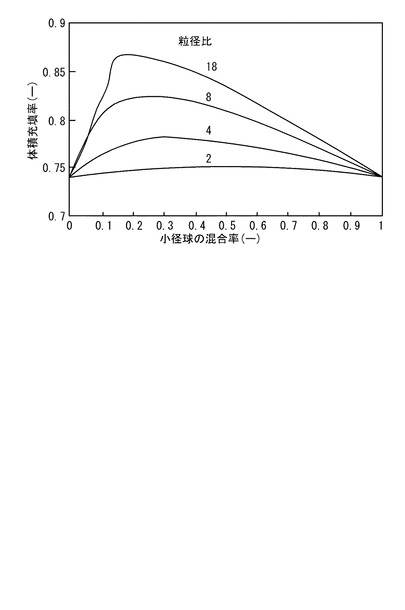
図10に、真球充填モデルの事例として、大小2成分粒子混合充填層における粒径比と混合比率と充填率の関係を示す。なお、図10は鈴木道隆:姫路工業大学粉粒体工学研究室が発表したデータである。大粒子と小粒子を混合充填すると大粒子間の隙間に小粒子が入り込むために隙間が減少し、密に充填される。これは、図10に示されるように、粒子径の比が大きいほど充填率は大きくなる。また、粒径比が大きくなるほど小粒径粉末の混合比が小さい側に充填率が高くなるピークがある。よって、高充填率を得るためには、粒径が大きく異なる微細粉末を少量添加することが有効である。つまり粒度分布を広げることが有効と分かる。上記の分級粉末の場合は粒度分布を狭めることになったため充填率の低下につながったと考えられる。
【0085】
この場合は、実際にスラリー化できた充填率は、63.6vol%であり、理想的な1次球だけで構成した場合に予想される約74%程度の充填率にも及ばない。このように、実際にはアトマイズ粉の真球度のバラツキや粒度分布の幅があることなどが、起因していると考えられる。また、磁性体粉末表面の表面が平滑でないために、ある粒子と複数の粒子との間で、凝集とそのブリッジが発生し易い。この発生確率を減らすためには、均一分散と成形の過程で低粘度(低摩擦)であることが要求される。
【0086】
本発明は、数百kHz迄の電子機器に使用されるチョークコイル、トランス等のインダクタ用磁芯に関するものである。この中の一例として駆動周波数f=10kHzにおけるインダクタの渦電流損失の問題がないかどうかを判定する。ここで、製品の駆動周波数f=10kHz、粉末組成のバルクの比透磁率μ=1000、粉末組成のバルクの比抵抗ρ=80μΩcmを定数として用いる。
【0087】
表皮深さδmm=(2/(2 πfμσ))0.5を算出すると、表皮深さは0.14mmであり、相当する粒子直径は0.28mmである。現在使用のダスト材の平均粒径D50は0.16mm、粒径D90(体積基準の小径側からの累積度数90%相当径)は0.28mm程度であり、上記から表皮効果の影響はほとんどないと思われる。また、μの周波数特性は10kHzでは低下が見られず、表皮効果の影響は十分小さいが、280μm以上の粒径については影響を受けている可能性がある。このように磁性粉の最大粒径は、駆動周波数に応じて、適宜選択することが望ましい。
【0088】
高充填および高重畳特性の磁芯は、小径球の2次、3次粒子を添加することにより、得ることができる。ここで小径球の2次、3次粒子としては、磁性体粉を用いる場合と非磁性粉を用いる場合とに分類できる。
【0089】
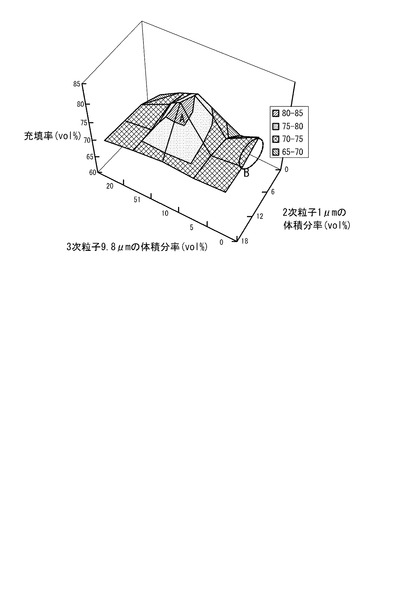
はじめに、より小径の第2の磁性体粉末を用いる場合、即ち磁性粉末のみで高充填化する例として、粒度の異なる磁性粉末を2次粒子及び3次粒子として種々の配合比率で添加することを試みた。添加粉末の粒径は、2次粒子がD50=9.8μm、3次粒子がD50=1.0μmの球状粉である。使用した粉末はいずれも略球形である。その結果を図11に示す。図11は1次粒子(D50=160μm)に2次粒子(D50=9.8μm)及び3次粒子(D50=1.0μm)を種々の配合比率で添加した場合の充填率を示したものである。
【0090】
エポキシ樹脂に分散した充填粉が再配列し高充填しやすくなるような効果をねらい、粒子径の選定を行った。図11から、2次粒子の添加量に対する充填率の変化は、図10に示したように微細粒子の少量の配合比率域で1つの最大値を持つ傾向を示している。しかし、3次粒子の添加効果は2山の極大を持つ傾向を示している。図10でシャープな粒度を持つ粉末の混合実験では充填率向上の効果は粒径比が大きい方、即ちより微細な粒子を添加する方が、顕著であることを示しているのに対して、実際に用いたブロードな粒度を持つ粉末では、この効果の程度が異なることを示しているものと思われる。ただ、図11に示すように、粒度分布の調整により高充填率の混和物を得ることが可能なことがわかる。
【0091】
図11に示す領域の代表的な3箇所についてインダクタンス及びその直量重畳特性を評価した。表2に磁性体粉末の配合比率と結果を示す。本明細書では粉末等の配合比率をvol%で表しているが、このvol%の基準としては、粉末と樹脂とを混合し硬化した混和物を100vol%とし、各粉末等の体積百分率を算出して示している。
【0092】
【表2】
【0093】
3種類の配合の結果、透磁率は、A領域の試料No.1でμ(H0)=43.4、μ(H1)=22.4、B領域の試料No.2でμ(H2)=18.9の値が得られた。即ち、磁界H0=5A/m、H1=15.92kA/mで、より小型化できる複合磁性材料はA領域で、また磁界H2=31.84kA/mでより小型化できる複合磁性材料はB領域で得られる。
【0094】
B領域の試料No.3に示すように、1次粒子(D50=160μm)のみでの到達可能な充填率は63.6vol%である。次に隙間充填を行うために、2次粒子(D50=10μm)を11vol%を添加することにより、充填率を74.6vol%とできる。さらに2次粒子(D50=10μm)を14vol%、3次粒子(D50=10μm)を13vol%と複合添加し、充填率を78.6vol%にできる。
【0095】
以上のように、より小径の第2の磁性粉末(小径球の磁性粉末からなる2次、3次粒子)を用いることで、磁界H0=5A/m、H1=15.92kA/m、H2=31.84kA/mでの磁芯の透磁率を上げることができる。
【0096】
次に、高充填および高重畳特性の磁芯を得ることのできる別の例として、より小径の非磁性体粉末を用いる場合、即ち小径球の2次、3次粒子として非磁性粉を用いる場合について述べる。まず、第1の磁性体粉末と非磁性粉末を選定した。非磁性粉末は粒径が広範囲に変えられるシリカ、アルミナなどの無機粉末を用いた。
【0097】
先ず、第1の磁性体粉末としては上記と同じ、6.5%Si−Fe粉の平均粒径D50=160μmの粉末を使用し、シランカップリング処理したものを用いた。
【0098】
次に、無機粉末のシリカとして、焼結用粉は、電子顕微鏡SEMで見ると凝集粒子であり、球状粉に比べ比表面積が7倍以上あり樹脂分が吸収され易く、スラリー化に有効な流体成分が少なくなってしまうと考えられる。このため焼結用粉は、低価格であるが本願の充填率向上の効果を得る事が困難である。
【0099】
さらに、他の、球状粉、丸味状粉及び粉砕粉の3種類を比較した。これらの粉末を各々3,5,10vol%添加し、磁性体粉末との総量が60vol%となるよう第1の磁性体粉末量を調整した。その結果、丸味状粉及び粉砕粉の双方がスラリー化できなかった。従って、充填率向上の効果を得るためには球状粉を使用するのが望ましいことがわかる。
【0100】
以下、球状シリカ粉末を使った結果を示す。
2次粒子として平均粒径D50=2.5μmの球状シリカ、3次粒子として平均粒径D50=2.5μmの球状シリカを選定して、これらの選定したシリカを複合で添加した結果を表3に示す。
【0101】
【表3】
【0102】
微細末の粒径と添加量によって比透磁率μが変わることが確認できた。非磁性粉末の配合により、透磁率は、A領域の試料No.4でμ(H3)=7.6の値が得られた。
【0103】
即ち、非磁性粉添加前(試料No.3)に比較すると、添加後は磁界H0=5A/m、H1=15.92kA/m、H2=31.84kA/mでの透磁率は小さな値を示している。しかし磁界H3=79.6kA/mにおいては、より高い透磁率を示すことがわかる。
【0104】
さらに、表2のA領域の試料No.4に示すように、1次粒子(D50=160μm)に対して、2次粒子(D50=2.5μm)を5.5vol%、3次粒子(D50=0.5μm)を5.5vol%と複合添加することにより、充填率を72.2vol%とできる。
【0105】
B領域の試料No.3の成形体の密度分布を調べた結果について述べる。不均一性の確認のため、硬化物の上下の密度分布を測定した方法と結果を示す。方法として、深さ約45mm、φ23mmのシリンジ内でスラリーを硬化させ、硬化物の底面からと表面から約5mmの2箇所を切断して三個の円柱とし、各円柱の重量、平均の径、平均の高さを測定し、重量と体積から各円柱の平均密度を算出した。
【0106】
結果は、下記のように、表面から約5mmの部分の密度が低く、底部から約5mmの部分の密度が高い値を示した。
a)表面から約5mmの部分 5.17g/cc(中心比5%低い)
b)中心部分5〜37mm部分 5.44g/cc
c)底面から約5mmの部分 5.71g/cc(中心比5%高い)
【0107】
この現象は、混和物の樹脂マトリックスが加熱硬化に至るまでの間に粒子が沈降し、局所的に充填率が向上することで、磁芯が不均質な構造となり、不均質な構造となることにより直流重畳特性が低下する可能があることを示している。即ち、ここまでの結果から直流重畳特性の更なる改善には、磁性粒子、あるいは非磁性粒子の沈殿を抑えることが必須であると考えられる。
【0108】
このことに関し、さらに詳しく考察する。
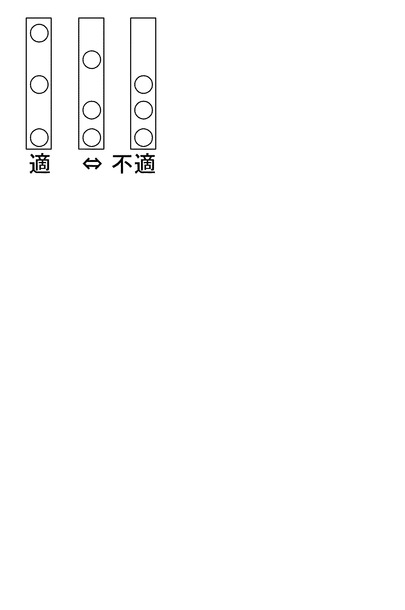
目標とする直流重畳特性は、磁性体粉末の充填率が同一であっても個々の粒子間に構成されるミクロギャップの大きさは場所によって異なることが予想できる。図12は、磁性体粉末の分散状態を示す模式図である。○印は磁性体粉末である。つまり、図12の適と示すような磁性体粉末(○印)が均一分散している状態であれば、平均の反磁界は小さくならずに、磁気飽和しにくい特性を得ることができるはずである。しかし、不適と示すような磁性体粉末(○印)の充填率が局所的に上昇すると、このような場所の粒子間ミクロギャップは小さくなり、結果として反磁界が小さくなり磁気飽和しやすい状態となる。従って、このような磁性体粉末の不均一分布を解消することが高特性化につながることと考えられる。その方策の一つとして、樹脂硬化中に起こる磁性体粉末の沈降を抑えることが有効と考えられる。
【0109】
粒子の沈降速度を小さくする方策として、スラリーの粘度を大きくすることが考えられる。単純には増粘剤を添加することで達成できると考えられる。しかし、注型する方式ではスラリーを型に流し込む作業が必要なため、注型作業中は十分に粘度が低下していることが必要である。従って、せん断もしくは振動などが加わることで粘度が低下するチキソトロピックのような性質を利用できることが望ましい。このため、磁性体粉末の均一分散のためチキソトロピック付与剤を用いると良い。
【0110】
ナノシリカと称されるナノサイズの微粒子状の無水シリカは、接着剤工業に於いて、粘性を増加させかつチキソトロピックな性質を付与するための高活性充填剤として広く用いられている。一次粒径が数nmのナノシリカの表面にあるシラノール基は隣のナノシリカの表面と水素結合によるつながりを生じ、3次元的な網の目構造を形成し、優れた増粘性を示す。この水素結合は、比較的に弱い結合で、僅かなせん断力(例えば振動、攪拌)を加えることにより、網の目構造は破壊され、鎖状結合粒子の単位でバラバラにされ、粘性を失う。この粘度低下により良好な充填性と充填剤の再配列を行うことができる。一方、静止の状態では網の目の構造が再生され粘度が回復し、沈降速度を抑制することができる。
【0111】
これらの現象はチキソトロピー現象と呼ばれており、磁性スラリーの製造並びに保管、更に工程能力、および製品特性を良好にする重要な特性である。
【0112】
チキソトロピックな性質は、主として使用する樹脂に依存する。このため表面処理の異なるナノシリカを試した結果、最も効果の大きかったものは粒径が4〜7nmと揃い、疎水性のジメチルシリコーンオイルで表面処理したもので、これによりチキソトロピックな性質が得られた。このナノシリカを用いた結果を表4に示す。
【0113】
【表4】
【0114】
ナノシリカ添加なし、ナノシリカ0.27vol%、ナノシリカ0.53vol%の3水準での結果、透磁率として、ナノシリカ0.27vol%添加のものでμ(H0)=13.7、μ(H1)=13.2、μ(H2)=12.0、ナノシリカ0.58vol%添加のものでμ(H3)=9.0の値が得られた。
【0115】
即ち、磁界H0=5A/m、H1=15.92kA/m、H2=31.84kA/mでは、より小型化できる複合磁性材料はナノシリカ0.27vol%添加(A領域の試料No.5)で、また磁界H3=79.6kA/mにおいては、より小型化できる複合磁性材料はナノシリカ0.58vol%添加のもの(A領域の試料No.6)である。特にμ(H3)=9.0の値は磁界H3=79.6kA/mにおいては実験で得られた最大値である。
【0116】
このように高磁界H3における直流電流重畳特性に関しては、ナノシリカ添加による効果は大きい。しかし充填率に関しては、ナノシリカ添加の有り無しの影響はあまり大きくない。表3に示すように、充填率は、ナノシリカ添加なしの72.2vol%に対し、ナノシリカを0.27vol%添加で71.1vol%、さらにナノシリカを0.58vol%添加で68.4vol%である。
【0117】
以上のように、小径球の2次、3次粒子として非磁性粉(シリカ)を用い、さらにナノシリカを用いることで、磁界H3=79.6kA/mの透磁率を上げることができる。即ちナノシリカの添加により、チキソトロピックな性質が付与され、沈降抑制効果により、磁性体粉末の不均一分布を解消することができ、透磁率も改善できる。
【0118】
ナノシリカを添加した場合はチキソトロピックな性質を示すために、注型を行う場合は、適当な攪拌エネルギーを与えて、振動させながら注型を行うのが良い。原理的にはナノシリカの水素結合は、比較的に弱い結合で、僅かな剪断力(例えば振動、攪拌)を加えることにより、粘性を失う。
【0119】
このため、スラリーの攪拌条件は、量産時に羽根(直径50mm)の摩耗の観点から上限と考えられる高速攪拌2000rpmで5分、15分、20分のように変えて検討した。その結果、直流電流重畳特性の指標となるΔμ/μ0は15分以上でほぼ一定の値をとることがわかり、この15分以上、攪拌の条件を採用すれば良い。
【0120】
また、注型は、攪拌後のスラリーを50Paで脱泡後に、2700Paの真空中で行った。また、注型を、バイブレータ(av-02:村田精工(株)製)で50Hzの振動をかけながら行った。注型完了後に振動を止め、大気解放する。その後すぐに静止させた状態で熱処理を行って、硬化させた。
【0121】
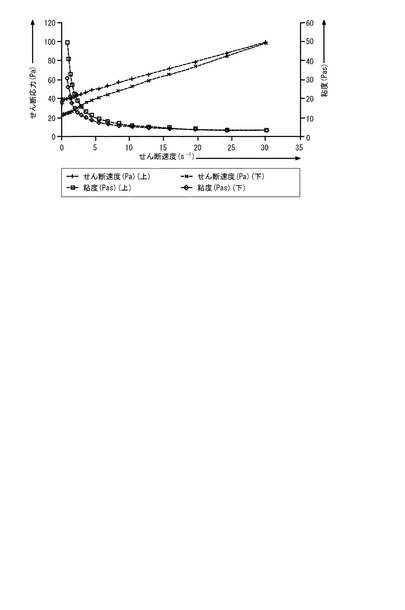
ナノシリカの添加によってチキソトロピー性を向上させたエポキシ樹脂の流動・粘度曲線の類似系を図13に示す。これはエポキシ樹脂の硬化中に50℃等温で流動し易さを測定した結果である。2.5rpmで回転するBrookfield回転粘度計およびせん断力発生源としてバイブレータを用いている。この結果から、磁性体粉末の均一な再配列にはせん断速度をかけながら注型することが必要であると分かる。本検討では、バイブレータの振動数を50Hzに設定することにより、粘度をほぼ最小値にして粒子の再配列を容易にしていることがわかる。またスラリー磁性体の充填後は、速やかにせん断速度をゼロにする。この様にすることで、スラリー磁性体の粘度は最大値を示し、沈降速度をミニマムにできる。
【0122】
本発明では、上記の技術を用いて、さらに、圧粉焼結体のような高充填率で、高透磁率の成型体の群を注型用容器内に配置して、上記混和物を注型するので、より磁性体粉末の充填率の高い磁芯を製造することができる。
【0123】
本発明品の実施例における、磁芯の特性を示す。先ず、図1に示すような線輪部品を製造した。7.96kA/m磁界中の比透磁率μdcが20の混和物を用いて、磁芯の中に高透磁率の成型体の群を配置する。ここで7.96(kA/m)磁界中の比透磁率μdcが30であるような成型体の群を磁芯の全体に配置すると、本実施例の磁芯の7.96kA/m磁界中での比透磁率μdcは、混和物のみの20から28に上昇した。
【0124】
同様に、3.98kA/m磁界中の比透磁率μdcが20の混和物を用いて磁芯の中に高透磁率の成型体の群を配置する。ここで3.98kA/m磁界中の比透磁率μdcが70であるような成型体の群を磁芯の全体に配置すると、本実施例の磁芯の3.98kA/m磁界中での比透磁率μdcは、混和物のみの20から66に上昇した。
【0125】
次に、図2に示すような線輪部品を製造した。7.96kA/m磁界中の比透磁率μdcが20の混和物を用いて磁芯の中の一部に高透磁率の成型体の群を配置する。ここで7.96kA/m磁界中の比透磁率μdcが30であるような成型体の群を全磁芯体積の半分の円柱状に配置すると、本実施例の磁芯の7.96kA/m磁界中での比透磁率μdcは、混和物のみの20から23に上昇した。
【0126】
同様に、3.98kA/m磁界中の比透磁率μdcが20の混和物を用いて磁芯の中の一部に高透磁率の成型体の群を配置する。ここで3.98kA/m磁界中の比透磁率μdcが70であるような成型体の群を全磁芯体積の半分の円柱状に配置すると、本実施例の磁芯の3.98kA/m磁界中での比透磁率μdcは、混和物のみの20から30に上昇した。
【0127】
本実施の形態においては、成型体の群と混和物を充填するための注型用容器の形状を選択するだけで、必要とする形状で、かつ、高磁界においても高透磁率である複合磁性体の磁芯を製造することができる。この注型用容器の製造時等における形状の自由度は、プレス成型の金型と比較すれば非常に大きく、この形状の自由度を利用すれば、製品形状が球状の線輪部品等も、必要であれば製造可能である。
【0128】
さらに、比透磁率μdc=1から10程度の低透磁率の特定透磁率磁芯部材を磁路の一部に挿入することにより、線輪部品のインダクタンスがより高磁界中まで飽和しにくくさせることが可能である。この場合の特定透磁率磁芯部材に用いる樹脂は、巻線内包絶縁物に用いる絶縁樹脂と同じ樹脂であることが望ましい。より透磁率の低い特定透磁率磁芯部材も、例えば、巻線内包絶縁物に用いる絶縁樹脂と同じ樹脂、もしくは、同じ樹脂に非磁性フィラーを混ぜたものを用いることが望ましい。また、高磁気抵抗部材は、例えば、巻線内包絶縁物に用いる絶縁樹脂とと同じ樹脂に対して所定量(結果として高磁気抵抗部材の磁気抵抗が混和物よりも高くなる程度の量)の磁性体粉末を混ぜたもので形成すると良い。
【0129】
磁芯の一部に組み込む、特定透磁率磁芯部材は使用する磁界に応じて、必要な透磁率と形状のものを適宜選択すればよい。磁芯形状については任意の形状が選択可能ではあるが、理論上は、磁路が均一なトロイダル磁芯形状が、理想的であるのは言うまでもない。このような均一磁路形状は、漏れ磁束低減と透磁率の確保の点で有利である。
【0130】
本発明の線輪部品は、型に巻線内包絶縁物や特定透磁率磁芯部材を配置して、離型性の樹脂を組み合わせた混和物を注型して硬化させて磁芯を製造し、型を取り外して製造することができる。また、ケースを備えた線輪部品を製造することもできる。型の一部もしくは全部をケースとして利用することにより、型の取り外しを省略して製造することもできる。型の取り外しを行わない場合は、離型性を考慮する必要がないため、複雑な形状の磁芯の製造も容易となる。
【0131】
さらに、磁芯として機能するケースを用いても良い。例えば、磁芯として機能するケースを他の部品と共用部品とする場合、一旦、巻線部品を形成し、その後、その巻線部品を共用部品たるケース内に配置するといった場合に有効である。このケースは例えばFe−Ni系合金など他の磁性体・合金で形成されていても良い。ケースが磁性体製である場合、適切な絶縁性能を確保するためには、ケースの内面に絶縁膜を形成し、その後に混和物を注型して磁芯を形成することが好ましい。なお、ケースは例えばアルミナ成形体のようなセラミックスケースであっても良いし、アルミニウム合金からなるものとしても良い。
【0132】
上記のようなケースを備え、巻線内包絶縁物と前記混和物からなる磁芯とが、ケースとの間の空間を満たすような線輪部品を提供できる。
【図面の簡単な説明】
【0133】
【図1】本発明の線輪部品の説明図。
【図2】本発明の線輪部品の説明図。
【図3】本発明の線輪部品の製造フロー。
【図4】成型体群の水分量と絶縁破壊電圧との関係。
【図5】成型体群の余熱温度と混和物の樹脂含浸率との関係。
【図6】磁性粉の充填率と熱伝導率との関係。
【図7】磁性粉の充填率と線膨張係数との関係。
【図8】母粉末の体積基準の累積粒度分布。
【図9】母粉末の体積基準の粒径の度数分布。
【図10】大小2成分粒子混合充填層における粒径比と混合比率と充填率の関係。本図は鈴木道隆:姫路工業大学粉粒体工学研究室が発表したデータである。
【図11】1次粒子(D50=160μm)に2次粒子(D50=9.8μm)及び3次粒子(D50=1.0μm)を種々の配合比率で添加した場合の充填率。
【図12】磁性体粉末の分散状態を示す模式図。
【図13】ナノシリカの添加によってチキソトロピー性を向上させたエポキシ樹脂の流動・粘度曲線の類似系。
【符号の説明】
【0134】
1 線輪部品
2 成型体
3 巻線内包絶縁物
4 混和物
【技術分野】
【0001】
本発明は、数百kHz以下、最大印加磁界H=3.98kA/m以上の領域での使用に好適な電子機器用のチョークコイル、トランス等の線輪部品に関する。
【背景技術】
【0002】
これらの線輪部品の応用先としては、例えば、太陽光発電や風力発電などに用いられる昇電圧制御用や降電圧制御用の線輪部品などがある。地球温暖化対策のための、具体的対策の実行が急務となってきており、燃料電池車などのクリーンエネルギーの競争も激化してきている。さらに、家庭や業務などの民生部門においては、政府・自治体が補助を強化し、太陽光発電、小型風力発電、燃料電池発電などの温室効果ガスを出さない分散型発電システムの早期定着を図り始めている。
【0003】
これらの燃料電池車や分散型電源設備の共通する要素技術として、電源系内に直流電圧の昇降圧回路(D−Dコンバーター)、直流―交流変換回路(インバーター)が挿入されている。この回路内で不要に電力を消費しないことが必要である。
【0004】
D−Dコンバーター、インバーター回路による直流から交流への電力変換の際には、出力系への高調波電流の流出を防止するためのフィルター用インダクタ、電圧昇降用コンバーターでは、電気エネルギーを瞬時的に磁気エネルギーとして蓄えるインダクタが必要であり、いずれも小型・軽量化、省エネルギー、省資源、静音化を図った最適インダクタが必要である。
【0005】
従来の磁芯は、マクロなギャップにより直流電流重畳特性を調整してきた。このために漏洩磁束を発生し、可聴ノイズを発生させ易かった。また閉磁路の磁芯は、低磁界で高透磁率を得るため、プレス成形やインジェクション成形で製造してきた。しかし、工業化の為には、大規模かつ高価な設備、金型に対する投資が必要となる。また、磁芯の製造方法としては、低圧または減圧で注型する方式もあるが、流動性の確保が必要なために、磁性粉の充填率があまり高くできないという問題点があった。
【0006】
性能的な問題点としては、コイル部品の駆動周波数または待機モード周波数が、可聴領域の数kHzから数十kHzにかかる場合、コイルの線間、コイルと磁芯との間にて相互吸引力に起因した振動が生じる。このために可聴ノイズ・うなりを発生させるという問題がある。
【0007】
特許文献1の記載から明らかなように、特許文献1に記載されたコイル部品の対象としている周波数範囲は、いわゆる“高周波”であり、可聴周波数を遥かに超えた周波数領域である。実際、特許文献1には「数百kHz〜MHz」という記載があり、且つ、「高周波」という文言がキーワードとして頻繁に用いられている。
【0008】
数百kHz〜MHzといった非常に高い周波数で仮にエアギャップ部分が振動したとしても人間の耳では聞き取れない音を発生するのみであり、それが上述したような可聴ノイズ・うなりになることは考えられない。
【0009】
従って、可聴周波数帯域にて駆動されたことにより生じる可聴ノイズ・うなりについての解決策は、特許文献1に記載された技術から離れて考察するのが妥当である。加えて、特許文献1においてターゲットとしているコイル部品は、その例示されているサイズなどからも明らかなように、小電力システム用のコイル部品である。従って、当然のことながら、数百ボルト以上の耐電圧性能あるいは、数百アンペア以上の耐不要パルス電流性能(サージ電流などの望まれない電流ノイズに対する耐性)は望めない。
【0010】
このように、特許文献1に記載されていたコイル部品を大電力・低周波数用途に流用することは不適切であると考えるのが妥当である。
【0011】
本発明は、上記を鑑み、高い耐電圧性能と高い耐不要パルス電流性能とを有し且つ可聴周波数領域にかかるような周波数で駆動されても可聴ノイズ・うなりを抑制することのできる線輪部品を提供することを目的とする。
【0012】
【特許文献1】特開2001−185421号公報
【発明の開示】
【発明が解決しようとする課題】
【0013】
従来技術で対処できないようなニーズとして、マクロギャップのない巻線一体型の磁芯がある。同じ軟磁性材料であっても、巻線一体として、より小型化することによって、低損失化を図れる。この際、巻線の起磁力による印加磁界H=N・I/leは、巻き数N、最大電流I、実行磁路長leにより決定できる。この中で、実行磁路長leを小さくすることで、小型化できる。
【0014】
しかし印加磁界Hは、より大きくなるので、最大印加磁界中でより高い透磁率を得ることが必要である。即ち同じ材料であっても、どの磁界まで使用するのかについては、その製品の外形寸法によって、磁気回路の実行断面積が異なる。このため、材料の要求される印加磁界と透磁率が変化する。
【0015】
今回、マクロギャップではなく、ミクロな分散ギャップでより低価格に当該磁芯と線輪部品とを構成するに至った。そして市場のニーズに応えるべく、小型化を中心に、低損失、静粛化可能な製品を発明した。
【0016】
電子機器の小型化が進み、小型で高効率の磁性材料が要求されており、高周波で用いられるチョークコイルとしては、フェライト磁芯や珪素鋼板・アモルファスリボン、圧粉磁芯等が使用されている。
【0017】
適した磁芯の選定について、電子機器の駆動周波数と前述のインダクタの最大印加磁界とによって分類することができる。
【0018】
H=3.98kA/m未満では、主にギャップを設けたフェライトが用いられる。
【0019】
H=7.96kA/m未満までは、主にギャップを設けた珪素鋼板が用いられる。
【0020】
H=15.92kA/m未満までは、ギャップを設けた圧粉磁芯か珪素鋼板が用いられる。
【0021】
さらに15.92kA/m以上(H=31.84kA/mのレベル)では、適した磁芯の選定が難しい。
【0022】
各軟磁性材料の透磁率は、巻線と最大電流、磁路長によって決まり、特に印加磁界に依存する。
【0023】
領域イ:H=3.98kA/m未満
フェライト磁芯の飽和磁束密度は小さい。また、ギャップを設けたフェライト磁芯の場合、次の問題点が指摘できる。まず、磁芯外部に磁束が漏れ出し、銅線表面に渦電流を発生させる。
【0024】
リッツ線を使用しない場合、この巻線部分の渦電流損失が大きく、インダクタの温度上昇が著しく使用できない。次に、漏れ磁束による巻線部分の渦電流損失対策として、線径の細い銅線を多数本束ねたいわゆるリッツ線が使用される。しかしリッツ線は単線に比べて占積率が低く、直流抵抗が増加し、同一のインダクタンス値を得るためには単線の場合に比べ、より大きいサイズの磁芯が要る。また、リッツ線は単線に比較してコスト高である。
【0025】
フェライトは珪素鋼板、アモルファスリボン等に比べ、鉄損が著しく低いという優れた特徴がある。しかし、上述したようにギャップを設けた場合は、上記の漏れ磁束による巻線部分での渦電流損失のために、その利点を十分に生かすことができなかった。更に、フェライトは金属酸化物からなるため、金属系の軟磁性材料に比べ、本質的に飽和磁束密度が低く、磁気的に飽和しやすい、損失の温度依存性が大きいという欠点を持っている。このためフェライト磁芯は、金属系の軟磁性材料からなる磁芯よりも磁芯の断面積を増やして磁気飽和を防止しなければならず、磁芯の小型化が難しい。
【0026】
領域ロ:H=7.96kA/m未満まで
例えば、珪素鋼などの100μmの薄帯は、この範囲で特に高μの優位性を発揮できている。同じ組成で比較する場合、粉体の圧粉磁芯よりも透磁率が高い理由は、薄帯にすることで反磁界係数を下げ、低保磁力のスピン磁化回転モードを使用するからである。ただし薄帯厚みに起因する、渦電流損失の増大により、40kHz位までしか適応できない。更に薄い薄帯が開発されつつあるが、製造コストが甚だ高い。またマクロギャップ部の加工精度の問題がある。
【0027】
領域ハ:H=15.92kA/m未満まで
例えば、センダストの圧粉体が用いられる。軟磁性粉を成形して作製される圧粉磁芯は、フェライトに比べて大きい飽和磁束密度を有しているため小型化に有利であるが、透磁率および鉄損についてはフェライトより優れているとはいえず、その点では小型化が図りにくい。
【0028】
例えば、マクロギャップ無しのフェライト磁芯は、インダクタンスL値が、H=1kA/m程度の磁界となる直流重畳電流で急激に低下するのに対し、マクロギャップ無しの圧粉磁芯は直流重畳電流に対してなだらかに低下する。これは、圧粉磁芯に存在するミクロな分散ギャップに分布がある為と考えられる。より高磁界まで透磁率を確保するためには、ミクロギャップの適合化が必要と思われる。ミクロギャップを増やすと、磁芯の透磁率は、低下傾向となる。
【0029】
圧粉磁芯のコア損失は、通常ヒステリシス損失と渦電流損失からなるが、渦電流損失は、周波数の約二乗と渦電流が流れるサイズの約二乗に比例して増大するので、磁性粉末表面に電気絶縁性樹脂等を覆うことにより渦電流の発生を抑制する。一方、ヒステリシス損失は、圧粉磁芯の成形密度をあげるために通常500MPa以上の成形圧力を加える必要があり、そのため磁性体として歪みが増大するとともに透磁率が劣化して、ヒステリシス損失が増大してしまうものであった。これを回避するために、必要に応じて歪みを解放するために成形後熱処理を施すことが行われる。しかし高温の熱処理が必要な場合は、磁性粉末を絶縁し、しかも粉体同士の結着を保つために絶縁性の結着剤が必要だった。
【0030】
領域ニ:H=31.84kA/mレベル(15.92kA/m以上)
圧粉磁芯でも、複数のマクロギャップや磁芯中の磁束密度の分布をより均一化するために、部分的に磁化困難方向に磁化させることなどの必要がある領域であり、特に漏洩磁束が巻線の渦電流損失の著しい増加をもたらしていた。この領域では、適した磁芯の選定が難しい。
【0031】
本発明は以上のように使用する磁界範囲での透磁率を確保するために、使用する最大印加磁界H=3.98kA/m以上の領域について検討し、数百kHzの周波数までの電子機器に用いられるチョークコイル、トランス等のインダクタ用磁芯に関し、特に小型化にも適した線輪部品の提供を目的とする。
【課題を解決するための手段】
【0032】
本発明者らは、高電流の直流重畳特性の良好な線輪部品としては、磁性体粉末と樹脂との混和物からなるミクロギャップを持たせた磁芯を用いると良いことを見いだした。特に、磁性体の充填率を上げることと、ミクロギャップを均一にすることが有効であると考えられることから、本発明は、そのための混和物等の構成を検討した結果、得られたものである。
【0033】
本発明では、磁芯として、初透磁率μdc=10以上の成型体の群とこれら成型体の群の隙間を磁性体粉末等と樹脂からなる混和物で充填したものを用い、巻線として巻線の端部を除くように絶縁樹脂で包囲して得られる巻線内包絶縁物を用いて線輪部品を構成している。
【0034】
即ち、本発明は、初透磁率μdc=10以上の成型体の群と巻線の端部を除くように絶縁樹脂で包囲して得られる巻線内包絶縁物とが、第1の磁性体粉末とより小径の第2の磁性体粉末または非磁性体粉末と樹脂との混和物の固化または硬化されたものに埋設されたことを特徴とする線輪部品である。
【0035】
また、本発明は、前記混和物は前記第1の磁性体粉末の実効的な反磁界係数Nが0.4以下であり、前記第1の磁性体粉末と第2の磁性体粉末または非磁性体粉末との合計の充填率が50vol%以上であり、かつ比透磁率μdcが2以上であることを特徴とする線輪部品である。
【0036】
また、本発明は、前記第1の磁性体粉末の平均粒径φ1に対する、前記第2の磁性体粉末または非磁性体粉末の平均粒径φ2がφ2=<φ1/15、かつ前記第2の磁性体粉末または非磁性体粉末の体積分率が全体の40vol%以下で、望ましくは前記第2の磁性体粉末または非磁性体粉末が略球状粉末であることを特徴とする線輪部品である。
【0037】
また、本発明は、前記第2の磁性体粉末または非磁性体粉末の半分以下がφ1/50以下の粒径の粉末であり、望ましくは略球状粉末であることを特徴とする線輪部品である。
【0038】
また、本発明は、前記樹脂または樹脂との混和物が、少なくともチキソトロピックな成分を含むことを特徴とする線輪部品である。
【0039】
また、本発明は、前記巻線内包絶縁物が少なくともチキソトロピックな成分を含む絶縁非磁性粉と前記絶縁樹脂との混合物で含浸され、固化または硬化して得られたものであることを特徴とする線輪部品である。
【0040】
また、本発明は、前記磁性体粉末は、軟磁性体粉末からなることを特徴とする線輪部品である。
【0041】
また、本発明は、前記磁性体粉末は、少なくとも軟磁性体粉末を含むことを特徴とする線輪部品である。
【0042】
また、本発明は、比透磁率μdcが1である特定透磁率磁芯部材が埋設されたことを特徴とする線輪部品である。
【0043】
また、本発明は、保持ケースを更に備え、前記混和物の少なくとも一部が前記ケース内で固化または硬化したことを特徴とする線輪部品である。
【発明の効果】
【0044】
本発明では、磁芯として、比透磁率の大きい成型体の群を用い、さらにこれら成型体群の隙間を磁性体粉末等と樹脂の混和物を充填することにより、高透磁率の閉磁路磁芯を得ることができる。従来、高透磁率の閉磁路の磁芯は、プレス成形やインジェクション成形で製造されてきたが、大規模かつ高価な設備、金型に対する投資が必要であり、特に大電流用等で、大型の線輪部品の製造設備には高価な投資が必要であった。しかしながら、本発明では、磁芯として、成型体の群を用いているために大型の成型装置が不要となり設備投資が少なくて済む。また、成型体の群を用いることにより、混和物のみで磁芯を製造するよりも、低コストで高透磁率の磁芯を製造することが可能である。
【0045】
また、本発明では磁性粉体と無機充填剤を高充填することできるので、熱放散性と耐クラック性が向上し、線輪部品としても機器の小型化が可能である。
【0046】
本発明では、線輪部品として従来の閉磁路の磁芯であれば、磁気飽和してしまうような磁界、
H1=15.92kA/m
H2=31.84kA/m
H3=79.6kA/m
においてより高い透磁率を得る事ができ、さらに成型体の群を用いることによって、H=7.96kA/m以下での、透磁率も大幅に引き上げることができた。
【0047】
さらに、チキソトロピックな性質を付与してあるので、イ)スラリー静止時の粘度を上昇させたので、充填材を分散させた状態で長期間にわたり保管できた。また、ロ)配合時の均一混合と充填剤の均一分散を可能にする。ハ)注型時には、振動させながら行う事により、スラリーの流動性を確保できた。
【0048】
当該線輪部品において巻線は、少なくとも絶縁体にて端部を除き包囲されていることから、耐電圧特性及び耐不要パルス電流性能に優れており、且つ、それを少なくとも磁性体粉末を含む粉末と樹脂との混和物からなる磁芯内部に埋設し、巻線の動きが固定されている。そのため可聴周波数帯域で駆動されても可聴ノイズ・うなりを生じるような振動の振幅はより小さくなる。
【発明を実施するための最良の形態】
【0049】
本発明の実施の形態による線輪部品は、ケースもしくは離型用の注型に巻線部品を配置し、高透磁率の成型体を充填し、さらにそれらの隙間に、磁性体等と樹脂からなる混和物を注型して、混和物を固化または硬化したものである。
【0050】
図1、図2は本発明の線輪部品の説明図である。図1に示すように、注型(この図では示していない)に巻線部品として巻線内包絶縁物3を配置して、高透磁率の成型体2を充填し、磁性体等と樹脂からなる混和物4を注型して得られる。また、場合によっては、図2に示すように、円柱状の部分のみ高透磁率の成型体2を充填してもよい。
【0051】
混和物は注型して用いるので、線輪部品のサイズが大きい場合、固化または硬化時の製造過程の環境配慮および省エネルギーを考える必要がある、特に当該コイル部品が一定以上の高さを有する場合を考慮すると、混和物は溶剤を加えることなく注型できる樹脂を用いることが好ましい。
【0052】
高透磁率(μ>10)な成型体としては、大きさが数mmの軟磁性圧粉体が適している。成型体の形状は球状、円柱状やその他の多面体形状であってもよいが、成型体の製造、注型への充填を考慮して選定する。例えば円柱状の場合は、成型体の作製が容易であり、密に充填することも可能ではある。しかしながら、成型体を充填する際の巻線内包絶縁物の絶縁被覆の損傷を考慮する必要があり、成型体を密に充填するためには振動充填することが望ましいが、振動充填の場合はより損傷の可能性が大きくなる。従って表面が鋭角の形状をした高透磁率の成形体は、巻線内包絶縁物を傷付けるので、充填の作業性を考慮した場合は略球状または球状の成形体を使うことが望ましい。
【0053】
成型体である軟磁性圧粉体を構成する磁性体粉末は軟磁性粉末、詳しくは、Fe系の軟磁性磁性体粉末であることが望ましい。更に具体的には、軟磁性磁性体粉末はFe−Si系粉末、Fe−Si−Al系粉末、Fe−Ni系粉末、及びFe系アモルファス粉末からなる群から選択された粉末である。ここで、Fe−Si系粉末における平均Si含有量は好ましくは11.0重量%以下である。また、Fe−Si−Al系粉末における平均Si含有量は好ましくは11.0重量%以下であり、平均Al含有量は好ましくは7.0重量%以下である。また、Fe−Ni系粉末における平均Ni含有量は好ましくは30.0重量%以上85.0重量%以下である。
【0054】
これらの軟磁性粉末をプレス成型、インジェクション成型等により成型し必要に応じて焼結、アニーリングの熱処理を行うことにより、目的とする比透磁率μ>10の軟磁性圧粉体を得ることができる。
【0055】
また、巻線に関し、本発明の巻線内包絶縁物と磁芯の一体構成は、ピンホールによる絶縁耐圧不良が発生し易い構成である。従来の内鉄型線輪部品では、ボビン、ワニス含浸や粉体塗装による対策が行われているが、より気泡を含有し難い方法で行うことが望ましい。粉体塗装法は、常圧で行うため、コイルの線間に空隙が発生し、ピンホールも発生し易い面がある。このため本発明の場合は、コイルとコイル間やコイル台座間の含浸や接着には、熱硬化エポキシ樹脂に、無機充填フィラーを均一分散させた含浸・接着剤を用いて巻線内包絶縁物を製造するのが望ましい。
【0056】
本発明の線輪部品は、型に巻線内包絶縁物や特定透磁率磁芯部材を配置して、離型性の樹脂を組み合わせた混和物を注型して硬化させて磁芯を製造し、型を取り外して製造することができる。また、ケースを備えた線輪部品を製造することもできる。型の一部もしくは全部をケースとして利用することにより、型の取り外しを省略して製造することもできる。型の取り外しを行わない場合は、離型性を考慮する必要がないため、複雑な形状の磁芯の製造も容易となる。
【0057】
さらに、磁芯として機能するケースを用いても良い。例えば、磁芯として機能するケースを他の部品と共用部品とする場合、一旦、巻線部品を形成し、その後、その巻線部品を共用部品たるケース内に配置するといった場合に有効である。このケースは例えばFe−Ni系合金など他の磁性体・合金で形成されていても良い。ケースが磁性体製である場合、適切な絶縁性能を確保するためには、ケースの内面に絶縁膜を形成し、その後に混和物を注型して磁芯を形成することが好ましい。なお、ケースは例えばアルミナ成形体のようなセラミックスケースであっても良いし、アルミニウム合金からなるものとしても良い。
【0058】
上記のようなケースを備え、巻線内包絶縁物と前記混和物からなる磁芯とが、ケースとの間の空間を満たすような線輪部品を提供できる。
【0059】
具体例で、本発明の線輪部品の製造フローを説明する。図3に、本発明の線輪部品の製造フローを示す。ケースもしくは離型用の注型に、巻線内包絶縁物を配置しておき、高透磁率の成形体(例えば直径2mmのFe−Si系の球状圧粉成形体)を充填する。この場合、先ず、100℃から150℃に予熱した実機の注型に対し、予熱された成形体を投入して、加振充填する。
【0060】
次に、充填した実機の注型と充填された成型体を、再予熱する。次に真空下で、より小径の磁性体粉末、非磁性体粉末と、樹脂との混和物を、注型して成型体群の間隙に含浸させる。さらに、熱処理炉内で80℃から200℃で硬化させる。
【0061】
図3の製造フローに示すように、混和物を注型する前に、注型と成型体を加熱することが望ましい。これは、成形体の吸着水分により表面電気絶縁が低下すると共に混和物の含浸性が低下するためであり、加熱することで防止できることが確認されている。
【0062】
図4は成型体群の水分量と絶縁破壊電圧との関係を示したものである。図4に示すように、成形体群に吸着した水分量を、減らすことで、絶縁破壊電圧の低下を防ぐことができる。このことから成形体の温度を100℃以上に余熱することが望ましいことがわかる。
【0063】
さらに、図5は、成型体群の余熱温度と混和物の樹脂含浸率との関係を示すものである。図5に示すように成型体群を100℃近辺に余熱することにより、樹脂の含浸率を上げることができることがわかる。さらに、前処理として成型体の表面をシリカ等のカップリング剤で処理することにより、樹脂の含浸率を高めることができることがわかる。以上のように成型体はカップリング剤で表面処理を行っておき、充填前に100〜150℃程度で余熱することが望ましい。
【0064】
この方法を適用すると表1に示すように、成型体を用いずに混和物のみを用いる場合よりも、磁性体の充填率を高くできるために、熱伝導率が向上する。この様に熱伝導性が向上することから耐熱衝撃性に優れた線輪部品を得ることができる。さらに、磁気損失等により発生する熱の放熱特性も良好になるので、場合によっては、線輪部品の小型化も図れる。
【0065】
【表1】
【0066】
混和物のみを用いる場合には、磁性粉等の充填率を上げると、混和物の粘度が高くなり、注型作業が可能なスラリーとすることができないため、充填率はあまり高くできなかった。また、直径1mmを超えるような成形体を用いた混和物も用いられていない。一方、本発明では、成形体の群を、あらかじめ充填しておいて、その間隙に、混和物を注型するので、混和物は注入作業性を損なわないように、同様に低粘度とする必要があるために、混和物の分の充填率は変わらないものの、成型体の群の分は磁性粉等の充填率を上げることができる。
【0067】
図6に、磁性粉の充填率と熱伝導率との関係を示す。また、図7に、磁性粉の充填率と線膨張係数との関係を示す。上記のように、本発明の線輪部品では、磁性粉等の充填率を高くすることができ、図6に示されるように、熱伝導率は、混和物のみを用いる場合と比較して約2倍に向上し、部品内部の熱放散性を高め、温度上昇を低減することができる。さらに、図7に示されるような、低膨張率効果とあいまって、耐クラック性の向上を図ることができる。
【0068】
樹脂については適宜、ガラス転移温度が高く、線膨張係数が小さいなどのものを選定すればよく、エポキシ樹脂が推奨される。樹脂たるエポキシ樹脂には液状で低粘度であるといった要求があるため、添加剤、硬化剤、触媒との相溶性、保存安定性も具体的なエポキシ樹脂選定において考慮されるべき重要な特性である。そういったことを考慮すると、主剤としては、ビスフェノールA型、ビスフェノールF型、多官能型等のエポキシ樹脂を用いることができ、硬化剤としては芳香族ポリアミン系、カルボン酸無水物系、潜在性硬化剤系のものを用いることができる。以下、ビスフェノールA型のエポキシ樹脂と無溶剤型低粘度液状芳香族アミンの硬化剤との組合せを使用したものを代表例として説明する。
【0069】
なお、この樹脂は例えばシリコーン樹脂のような他の熱硬化性樹脂としても良いし、化学反応性硬化樹脂、紫外線硬化性樹脂、光硬化性樹脂などの熱を加えずとも硬化するような硬化性樹脂であっても良い。また加圧成形になった場合、ある圧力と温度でより低粘度の特性を示すような、ナイロンやフェノールなどを含む熱可塑性樹脂であっても良い。さらに基油と適融点のゲル化剤であっても良い。もちろん、熱硬化性樹脂以外の樹脂を用いる場合は、固化もしくは硬化の方法はそれぞれ樹脂に合ったを採用すればよい。
【0070】
混和物を構成する磁性体粉末は軟磁性体粉末、詳しくは、Fe系の軟磁性体粉末であることが望ましい。更に具体的には、Fe系の軟磁性体粉末はFe−Si系粉末、Fe−Si−Al系粉末、Fe−Ni系粉末、及びFe系アモルファス粉末からなる群から選択された粉末が望ましい。ここで、特に推奨される組成範囲としては、Fe−Si系粉末における平均Si含有量は好ましくは11.0重量%以下である。また、Fe−Si−Al系粉末における平均Si含有量は好ましくは11.0重量%以下であり、平均Al含有量は好ましくは7.0重量%以下である。また、Fe−Ni系粉末における平均Ni含有量は好ましくは30.0重量%以上85.0重量%以下である。
【0071】
特に、混和物に用いる磁性体粉末としては略球状の粉末を用いることが望ましい。磁性体粉末として略球状の磁性体粉末を用いると、樹脂と混ぜたスラリー状の混和物の流動性が高くなるため、混和物における磁性体粉末の充填率を向上させることができる。かかる略球状の磁性体粉末は、例えばガスアトマイズ法によって得られる。ガスアトマイズ法によれば、磁性体粉末の粒径及び形状はある程度の分布を有することとなるが、目安としては、最も標準的な磁性体粉末の平均粒径D50(体積基準の累積度数50%相当径を示す)が500μm以下であることが望ましく、これを超えると十分な歩留まりや特性・性能が得られない。また、成型体の隙間を埋めることからは小粒径が望ましく、平均粒径D50が100μm程度が入手しやすいが、さらに微粒の平均粒径D50が10μm程度のものでもよい。
【0072】
ガスアトマイズ法によれば、上記のような略球状の粉末の他に、非球状の粉末を意図的に形成することもできる。また、水アトマイズ法によれば、不定形の粉末を得ることもできる。本発明においては、当該実施の形態において採用されている略球状の粉末に代えて上記の手法により得られた非球状粉末や不定形粉末、その他の形状の粉末をも使用することができる。略球状以外の磁性体粉末を採用する理由としては例えばその形状に起因した異方性を利用することが挙げられる。より具体的には、例えば、非球状、扁平状、又は針状の磁性体粉末を樹脂に混成し、その樹脂を硬化させる前に所定の磁界を加えて粉末群の異方性配向を行い、その後に樹脂を硬化させるといった利用法が考えられる。
【0073】
具体的な、実証モデルとして、磁性粉末を熱硬化性エポキシ樹脂に混合しスラリー化し減圧下で所定のケースに注型する方式を採用した。この中で使用する磁芯用のスラリーにおいて、磁性体粉末の高充填および高重畳特性を得るためのイ)磁性体粒度の最適化、ロ)無磁性粉の選定を行なった。バインダ樹脂は、主剤と硬化剤の組み合わせで、低粘度(80℃、70mPas以下)のものを選定した。即ち、低粘度エポキシ中で磁性粉末を高充填、均一分散させることで、複合磁性材料の作製を行った。
【0074】
従来、例えば外形容積が約300ccの巻線内包型線輪部品を、プレス成形によるセンダスト圧粉体で製作するには、1000トン規模のプレス設備が必要である。本発明では数ccの成型体を用い、さらに注型方式を選択しているので、試作費や設備投資の金額を抑制することができる。我々は、一つの手段として、成型体の群と流動性を持つコンポジット(複合)磁性体を用い、製品ケースまたは離けい性ケースに対し、充填し、直接注型する方式を選定した。この方式では、プレス成形と比較し磁性粉体の充填率の点で劣る事があるとしても、充分な優位点を持っており、以下にも示すようにこの方式で充分な充填率の複合磁性体を得ることができ、充分な特性の巻線内包型線輪部品を提供できる。
【0075】
本発明において、次の磁界領域H1、H2、H3の透磁率をそれぞれ大きくする複合磁性材料を見出すことを目標に検討を行った。
H0=5A/m(初透磁率の測定のため、LCRメーターの最小磁界を設定)
H1=15.92kA/m
H2=31.84kA/m
H3=79.6kA/m
【0076】
磁芯の成分は、上記で使用する印加磁界中において適宜変更可能である。例えば、初期透磁率を若干大きくするために、磁性体粉末の表面に高透磁率薄膜層を形成することとしても良い。ここで、高透磁率薄膜の例としてはFe−Ni系薄膜が挙げられる。また、磁性体粉末による電気的短絡を避けるべく、磁性体粉末を、樹脂と混成する前に、一以上の絶縁層でコーティングすることとしても良い。ここで、磁性体粉末の表面に高透磁率薄膜を形成する場合は、形成された高透磁率薄膜上に絶縁層をコーティングするとよい。
【0077】
更に、より高磁界中で高い比透磁率を確保すべく磁性体粉末及び樹脂の混和物に対して非磁性体粉末を加えると良い。非磁性対粉末としては、例えば、シリカ粉、アルミナ粉、酸化チタン粉、石英ガラス粉、ジルコニウム粉、炭酸カルシウム粉、水酸化アルミニウム粉等からなる無機質材系粉末、ガラス繊維、及び顆粒状樹脂が挙げられる。さらに、非磁性体粉末としては中空ガラス球を用いても良い。また、直流電流重畳特性をより高磁界中まで良好に伸ばすために永久磁石粉末を少量加えて磁芯に磁気バイアスをかけることとしても良い。
【実施例】
【0078】
次に、混和物、特に磁性体粉末について詳述する。磁性体粉末としては、6.5%Si−Fe粉の平均粒径D50=160μmの粉末を使用し、シランカップリング処理を施した。このときのシランカップリング量は、後で述べる固化性樹脂にてスラリー化できる最小量とした。なぜなら結合に寄与しないシランカップリング剤は、接着力、ガラス転移温度などを低下させる要因になるからである。
【0079】
次に、熱硬化型の低粘度エポキシ樹脂を用いて、混合、脱泡し、80℃、粘度は30P(ポアズ)となる複合磁性体の基になるスラリーを作製、内径15mm、外形27mm、高さ11mmの離けい性のシリコーン型に注型し、その後、115℃、4時間で硬化させた。硬化物のトロイダルコアの、密度を測定後、φ1.5mm線で23ターンの巻き線をし、その直流電流重畳特性を確認した。粘度計(HADV-I+、Brookfield製)はスクリューヘッドタイプ(PC-1TL、VISCOMETER製)のものを用いた。
【0080】
ここで、磁性体粉末の組成は、上記の磁歪ゼロで飽和磁束密度が最も高い6.5%Si−Fe粉であるが、製造方法が異なる粉末を用い、粒子形状の違いを検討した。製造方法として水アトマイズ粉末、ガスアトマイズ粉末及び粉砕粉末を比較すると、充填率が最も高くなるのはガスアトマイズ粉末である。スラリー化できる充填率については、粉砕粉の充填率は、58.6vol%にとどまり、同じ平均粒径のガスアトマイズ粉末の充填率は、63.6vol%であった。ガスアトマイズ粉末は球状であるので、注型式の場合は球状の粉末を用いたほうが充填率を高くすることができた。
【0081】
さらに、磁性体粉末について、充填率と粉末粒度分布の関係を調べるため、ガスアトマイズ上がりの平均粒径D50=160μmの粉末を150μm及び75μm目開きの篩によって分級し、粒径が150μm以上の粉末と粒径が150μmから75μm粒径の2種類の粉末を作製した。これに用いた母粉末の累積度数と度数分布とを、図8、 図9に示す。
【0082】
粒径が150μm以上の粉末、粒径が75から150μmの粉末のいずれも、樹脂の添加量を増やして60vol%まで充填率を下げたが、高粘度ペースト状になり、スラリー化することができなかった。この理由は、粒度分布を狭くすることが充填率低下の原因になったとからと考えられる。
【0083】
図9に示すように、母粉末は、D25(体積基準の小径側からの累積度数25%相当径)=110μmピークの分布とD75(体積基準の小径側からの累積度数75%相当径)=230μmピークの分布との分布和として考えることができる。
【0084】
図10に、真球充填モデルの事例として、大小2成分粒子混合充填層における粒径比と混合比率と充填率の関係を示す。なお、図10は鈴木道隆:姫路工業大学粉粒体工学研究室が発表したデータである。大粒子と小粒子を混合充填すると大粒子間の隙間に小粒子が入り込むために隙間が減少し、密に充填される。これは、図10に示されるように、粒子径の比が大きいほど充填率は大きくなる。また、粒径比が大きくなるほど小粒径粉末の混合比が小さい側に充填率が高くなるピークがある。よって、高充填率を得るためには、粒径が大きく異なる微細粉末を少量添加することが有効である。つまり粒度分布を広げることが有効と分かる。上記の分級粉末の場合は粒度分布を狭めることになったため充填率の低下につながったと考えられる。
【0085】
この場合は、実際にスラリー化できた充填率は、63.6vol%であり、理想的な1次球だけで構成した場合に予想される約74%程度の充填率にも及ばない。このように、実際にはアトマイズ粉の真球度のバラツキや粒度分布の幅があることなどが、起因していると考えられる。また、磁性体粉末表面の表面が平滑でないために、ある粒子と複数の粒子との間で、凝集とそのブリッジが発生し易い。この発生確率を減らすためには、均一分散と成形の過程で低粘度(低摩擦)であることが要求される。
【0086】
本発明は、数百kHz迄の電子機器に使用されるチョークコイル、トランス等のインダクタ用磁芯に関するものである。この中の一例として駆動周波数f=10kHzにおけるインダクタの渦電流損失の問題がないかどうかを判定する。ここで、製品の駆動周波数f=10kHz、粉末組成のバルクの比透磁率μ=1000、粉末組成のバルクの比抵抗ρ=80μΩcmを定数として用いる。
【0087】
表皮深さδmm=(2/(2 πfμσ))0.5を算出すると、表皮深さは0.14mmであり、相当する粒子直径は0.28mmである。現在使用のダスト材の平均粒径D50は0.16mm、粒径D90(体積基準の小径側からの累積度数90%相当径)は0.28mm程度であり、上記から表皮効果の影響はほとんどないと思われる。また、μの周波数特性は10kHzでは低下が見られず、表皮効果の影響は十分小さいが、280μm以上の粒径については影響を受けている可能性がある。このように磁性粉の最大粒径は、駆動周波数に応じて、適宜選択することが望ましい。
【0088】
高充填および高重畳特性の磁芯は、小径球の2次、3次粒子を添加することにより、得ることができる。ここで小径球の2次、3次粒子としては、磁性体粉を用いる場合と非磁性粉を用いる場合とに分類できる。
【0089】
はじめに、より小径の第2の磁性体粉末を用いる場合、即ち磁性粉末のみで高充填化する例として、粒度の異なる磁性粉末を2次粒子及び3次粒子として種々の配合比率で添加することを試みた。添加粉末の粒径は、2次粒子がD50=9.8μm、3次粒子がD50=1.0μmの球状粉である。使用した粉末はいずれも略球形である。その結果を図11に示す。図11は1次粒子(D50=160μm)に2次粒子(D50=9.8μm)及び3次粒子(D50=1.0μm)を種々の配合比率で添加した場合の充填率を示したものである。
【0090】
エポキシ樹脂に分散した充填粉が再配列し高充填しやすくなるような効果をねらい、粒子径の選定を行った。図11から、2次粒子の添加量に対する充填率の変化は、図10に示したように微細粒子の少量の配合比率域で1つの最大値を持つ傾向を示している。しかし、3次粒子の添加効果は2山の極大を持つ傾向を示している。図10でシャープな粒度を持つ粉末の混合実験では充填率向上の効果は粒径比が大きい方、即ちより微細な粒子を添加する方が、顕著であることを示しているのに対して、実際に用いたブロードな粒度を持つ粉末では、この効果の程度が異なることを示しているものと思われる。ただ、図11に示すように、粒度分布の調整により高充填率の混和物を得ることが可能なことがわかる。
【0091】
図11に示す領域の代表的な3箇所についてインダクタンス及びその直量重畳特性を評価した。表2に磁性体粉末の配合比率と結果を示す。本明細書では粉末等の配合比率をvol%で表しているが、このvol%の基準としては、粉末と樹脂とを混合し硬化した混和物を100vol%とし、各粉末等の体積百分率を算出して示している。
【0092】
【表2】
【0093】
3種類の配合の結果、透磁率は、A領域の試料No.1でμ(H0)=43.4、μ(H1)=22.4、B領域の試料No.2でμ(H2)=18.9の値が得られた。即ち、磁界H0=5A/m、H1=15.92kA/mで、より小型化できる複合磁性材料はA領域で、また磁界H2=31.84kA/mでより小型化できる複合磁性材料はB領域で得られる。
【0094】
B領域の試料No.3に示すように、1次粒子(D50=160μm)のみでの到達可能な充填率は63.6vol%である。次に隙間充填を行うために、2次粒子(D50=10μm)を11vol%を添加することにより、充填率を74.6vol%とできる。さらに2次粒子(D50=10μm)を14vol%、3次粒子(D50=10μm)を13vol%と複合添加し、充填率を78.6vol%にできる。
【0095】
以上のように、より小径の第2の磁性粉末(小径球の磁性粉末からなる2次、3次粒子)を用いることで、磁界H0=5A/m、H1=15.92kA/m、H2=31.84kA/mでの磁芯の透磁率を上げることができる。
【0096】
次に、高充填および高重畳特性の磁芯を得ることのできる別の例として、より小径の非磁性体粉末を用いる場合、即ち小径球の2次、3次粒子として非磁性粉を用いる場合について述べる。まず、第1の磁性体粉末と非磁性粉末を選定した。非磁性粉末は粒径が広範囲に変えられるシリカ、アルミナなどの無機粉末を用いた。
【0097】
先ず、第1の磁性体粉末としては上記と同じ、6.5%Si−Fe粉の平均粒径D50=160μmの粉末を使用し、シランカップリング処理したものを用いた。
【0098】
次に、無機粉末のシリカとして、焼結用粉は、電子顕微鏡SEMで見ると凝集粒子であり、球状粉に比べ比表面積が7倍以上あり樹脂分が吸収され易く、スラリー化に有効な流体成分が少なくなってしまうと考えられる。このため焼結用粉は、低価格であるが本願の充填率向上の効果を得る事が困難である。
【0099】
さらに、他の、球状粉、丸味状粉及び粉砕粉の3種類を比較した。これらの粉末を各々3,5,10vol%添加し、磁性体粉末との総量が60vol%となるよう第1の磁性体粉末量を調整した。その結果、丸味状粉及び粉砕粉の双方がスラリー化できなかった。従って、充填率向上の効果を得るためには球状粉を使用するのが望ましいことがわかる。
【0100】
以下、球状シリカ粉末を使った結果を示す。
2次粒子として平均粒径D50=2.5μmの球状シリカ、3次粒子として平均粒径D50=2.5μmの球状シリカを選定して、これらの選定したシリカを複合で添加した結果を表3に示す。
【0101】
【表3】
【0102】
微細末の粒径と添加量によって比透磁率μが変わることが確認できた。非磁性粉末の配合により、透磁率は、A領域の試料No.4でμ(H3)=7.6の値が得られた。
【0103】
即ち、非磁性粉添加前(試料No.3)に比較すると、添加後は磁界H0=5A/m、H1=15.92kA/m、H2=31.84kA/mでの透磁率は小さな値を示している。しかし磁界H3=79.6kA/mにおいては、より高い透磁率を示すことがわかる。
【0104】
さらに、表2のA領域の試料No.4に示すように、1次粒子(D50=160μm)に対して、2次粒子(D50=2.5μm)を5.5vol%、3次粒子(D50=0.5μm)を5.5vol%と複合添加することにより、充填率を72.2vol%とできる。
【0105】
B領域の試料No.3の成形体の密度分布を調べた結果について述べる。不均一性の確認のため、硬化物の上下の密度分布を測定した方法と結果を示す。方法として、深さ約45mm、φ23mmのシリンジ内でスラリーを硬化させ、硬化物の底面からと表面から約5mmの2箇所を切断して三個の円柱とし、各円柱の重量、平均の径、平均の高さを測定し、重量と体積から各円柱の平均密度を算出した。
【0106】
結果は、下記のように、表面から約5mmの部分の密度が低く、底部から約5mmの部分の密度が高い値を示した。
a)表面から約5mmの部分 5.17g/cc(中心比5%低い)
b)中心部分5〜37mm部分 5.44g/cc
c)底面から約5mmの部分 5.71g/cc(中心比5%高い)
【0107】
この現象は、混和物の樹脂マトリックスが加熱硬化に至るまでの間に粒子が沈降し、局所的に充填率が向上することで、磁芯が不均質な構造となり、不均質な構造となることにより直流重畳特性が低下する可能があることを示している。即ち、ここまでの結果から直流重畳特性の更なる改善には、磁性粒子、あるいは非磁性粒子の沈殿を抑えることが必須であると考えられる。
【0108】
このことに関し、さらに詳しく考察する。
目標とする直流重畳特性は、磁性体粉末の充填率が同一であっても個々の粒子間に構成されるミクロギャップの大きさは場所によって異なることが予想できる。図12は、磁性体粉末の分散状態を示す模式図である。○印は磁性体粉末である。つまり、図12の適と示すような磁性体粉末(○印)が均一分散している状態であれば、平均の反磁界は小さくならずに、磁気飽和しにくい特性を得ることができるはずである。しかし、不適と示すような磁性体粉末(○印)の充填率が局所的に上昇すると、このような場所の粒子間ミクロギャップは小さくなり、結果として反磁界が小さくなり磁気飽和しやすい状態となる。従って、このような磁性体粉末の不均一分布を解消することが高特性化につながることと考えられる。その方策の一つとして、樹脂硬化中に起こる磁性体粉末の沈降を抑えることが有効と考えられる。
【0109】
粒子の沈降速度を小さくする方策として、スラリーの粘度を大きくすることが考えられる。単純には増粘剤を添加することで達成できると考えられる。しかし、注型する方式ではスラリーを型に流し込む作業が必要なため、注型作業中は十分に粘度が低下していることが必要である。従って、せん断もしくは振動などが加わることで粘度が低下するチキソトロピックのような性質を利用できることが望ましい。このため、磁性体粉末の均一分散のためチキソトロピック付与剤を用いると良い。
【0110】
ナノシリカと称されるナノサイズの微粒子状の無水シリカは、接着剤工業に於いて、粘性を増加させかつチキソトロピックな性質を付与するための高活性充填剤として広く用いられている。一次粒径が数nmのナノシリカの表面にあるシラノール基は隣のナノシリカの表面と水素結合によるつながりを生じ、3次元的な網の目構造を形成し、優れた増粘性を示す。この水素結合は、比較的に弱い結合で、僅かなせん断力(例えば振動、攪拌)を加えることにより、網の目構造は破壊され、鎖状結合粒子の単位でバラバラにされ、粘性を失う。この粘度低下により良好な充填性と充填剤の再配列を行うことができる。一方、静止の状態では網の目の構造が再生され粘度が回復し、沈降速度を抑制することができる。
【0111】
これらの現象はチキソトロピー現象と呼ばれており、磁性スラリーの製造並びに保管、更に工程能力、および製品特性を良好にする重要な特性である。
【0112】
チキソトロピックな性質は、主として使用する樹脂に依存する。このため表面処理の異なるナノシリカを試した結果、最も効果の大きかったものは粒径が4〜7nmと揃い、疎水性のジメチルシリコーンオイルで表面処理したもので、これによりチキソトロピックな性質が得られた。このナノシリカを用いた結果を表4に示す。
【0113】
【表4】
【0114】
ナノシリカ添加なし、ナノシリカ0.27vol%、ナノシリカ0.53vol%の3水準での結果、透磁率として、ナノシリカ0.27vol%添加のものでμ(H0)=13.7、μ(H1)=13.2、μ(H2)=12.0、ナノシリカ0.58vol%添加のものでμ(H3)=9.0の値が得られた。
【0115】
即ち、磁界H0=5A/m、H1=15.92kA/m、H2=31.84kA/mでは、より小型化できる複合磁性材料はナノシリカ0.27vol%添加(A領域の試料No.5)で、また磁界H3=79.6kA/mにおいては、より小型化できる複合磁性材料はナノシリカ0.58vol%添加のもの(A領域の試料No.6)である。特にμ(H3)=9.0の値は磁界H3=79.6kA/mにおいては実験で得られた最大値である。
【0116】
このように高磁界H3における直流電流重畳特性に関しては、ナノシリカ添加による効果は大きい。しかし充填率に関しては、ナノシリカ添加の有り無しの影響はあまり大きくない。表3に示すように、充填率は、ナノシリカ添加なしの72.2vol%に対し、ナノシリカを0.27vol%添加で71.1vol%、さらにナノシリカを0.58vol%添加で68.4vol%である。
【0117】
以上のように、小径球の2次、3次粒子として非磁性粉(シリカ)を用い、さらにナノシリカを用いることで、磁界H3=79.6kA/mの透磁率を上げることができる。即ちナノシリカの添加により、チキソトロピックな性質が付与され、沈降抑制効果により、磁性体粉末の不均一分布を解消することができ、透磁率も改善できる。
【0118】
ナノシリカを添加した場合はチキソトロピックな性質を示すために、注型を行う場合は、適当な攪拌エネルギーを与えて、振動させながら注型を行うのが良い。原理的にはナノシリカの水素結合は、比較的に弱い結合で、僅かな剪断力(例えば振動、攪拌)を加えることにより、粘性を失う。
【0119】
このため、スラリーの攪拌条件は、量産時に羽根(直径50mm)の摩耗の観点から上限と考えられる高速攪拌2000rpmで5分、15分、20分のように変えて検討した。その結果、直流電流重畳特性の指標となるΔμ/μ0は15分以上でほぼ一定の値をとることがわかり、この15分以上、攪拌の条件を採用すれば良い。
【0120】
また、注型は、攪拌後のスラリーを50Paで脱泡後に、2700Paの真空中で行った。また、注型を、バイブレータ(av-02:村田精工(株)製)で50Hzの振動をかけながら行った。注型完了後に振動を止め、大気解放する。その後すぐに静止させた状態で熱処理を行って、硬化させた。
【0121】
ナノシリカの添加によってチキソトロピー性を向上させたエポキシ樹脂の流動・粘度曲線の類似系を図13に示す。これはエポキシ樹脂の硬化中に50℃等温で流動し易さを測定した結果である。2.5rpmで回転するBrookfield回転粘度計およびせん断力発生源としてバイブレータを用いている。この結果から、磁性体粉末の均一な再配列にはせん断速度をかけながら注型することが必要であると分かる。本検討では、バイブレータの振動数を50Hzに設定することにより、粘度をほぼ最小値にして粒子の再配列を容易にしていることがわかる。またスラリー磁性体の充填後は、速やかにせん断速度をゼロにする。この様にすることで、スラリー磁性体の粘度は最大値を示し、沈降速度をミニマムにできる。
【0122】
本発明では、上記の技術を用いて、さらに、圧粉焼結体のような高充填率で、高透磁率の成型体の群を注型用容器内に配置して、上記混和物を注型するので、より磁性体粉末の充填率の高い磁芯を製造することができる。
【0123】
本発明品の実施例における、磁芯の特性を示す。先ず、図1に示すような線輪部品を製造した。7.96kA/m磁界中の比透磁率μdcが20の混和物を用いて、磁芯の中に高透磁率の成型体の群を配置する。ここで7.96(kA/m)磁界中の比透磁率μdcが30であるような成型体の群を磁芯の全体に配置すると、本実施例の磁芯の7.96kA/m磁界中での比透磁率μdcは、混和物のみの20から28に上昇した。
【0124】
同様に、3.98kA/m磁界中の比透磁率μdcが20の混和物を用いて磁芯の中に高透磁率の成型体の群を配置する。ここで3.98kA/m磁界中の比透磁率μdcが70であるような成型体の群を磁芯の全体に配置すると、本実施例の磁芯の3.98kA/m磁界中での比透磁率μdcは、混和物のみの20から66に上昇した。
【0125】
次に、図2に示すような線輪部品を製造した。7.96kA/m磁界中の比透磁率μdcが20の混和物を用いて磁芯の中の一部に高透磁率の成型体の群を配置する。ここで7.96kA/m磁界中の比透磁率μdcが30であるような成型体の群を全磁芯体積の半分の円柱状に配置すると、本実施例の磁芯の7.96kA/m磁界中での比透磁率μdcは、混和物のみの20から23に上昇した。
【0126】
同様に、3.98kA/m磁界中の比透磁率μdcが20の混和物を用いて磁芯の中の一部に高透磁率の成型体の群を配置する。ここで3.98kA/m磁界中の比透磁率μdcが70であるような成型体の群を全磁芯体積の半分の円柱状に配置すると、本実施例の磁芯の3.98kA/m磁界中での比透磁率μdcは、混和物のみの20から30に上昇した。
【0127】
本実施の形態においては、成型体の群と混和物を充填するための注型用容器の形状を選択するだけで、必要とする形状で、かつ、高磁界においても高透磁率である複合磁性体の磁芯を製造することができる。この注型用容器の製造時等における形状の自由度は、プレス成型の金型と比較すれば非常に大きく、この形状の自由度を利用すれば、製品形状が球状の線輪部品等も、必要であれば製造可能である。
【0128】
さらに、比透磁率μdc=1から10程度の低透磁率の特定透磁率磁芯部材を磁路の一部に挿入することにより、線輪部品のインダクタンスがより高磁界中まで飽和しにくくさせることが可能である。この場合の特定透磁率磁芯部材に用いる樹脂は、巻線内包絶縁物に用いる絶縁樹脂と同じ樹脂であることが望ましい。より透磁率の低い特定透磁率磁芯部材も、例えば、巻線内包絶縁物に用いる絶縁樹脂と同じ樹脂、もしくは、同じ樹脂に非磁性フィラーを混ぜたものを用いることが望ましい。また、高磁気抵抗部材は、例えば、巻線内包絶縁物に用いる絶縁樹脂とと同じ樹脂に対して所定量(結果として高磁気抵抗部材の磁気抵抗が混和物よりも高くなる程度の量)の磁性体粉末を混ぜたもので形成すると良い。
【0129】
磁芯の一部に組み込む、特定透磁率磁芯部材は使用する磁界に応じて、必要な透磁率と形状のものを適宜選択すればよい。磁芯形状については任意の形状が選択可能ではあるが、理論上は、磁路が均一なトロイダル磁芯形状が、理想的であるのは言うまでもない。このような均一磁路形状は、漏れ磁束低減と透磁率の確保の点で有利である。
【0130】
本発明の線輪部品は、型に巻線内包絶縁物や特定透磁率磁芯部材を配置して、離型性の樹脂を組み合わせた混和物を注型して硬化させて磁芯を製造し、型を取り外して製造することができる。また、ケースを備えた線輪部品を製造することもできる。型の一部もしくは全部をケースとして利用することにより、型の取り外しを省略して製造することもできる。型の取り外しを行わない場合は、離型性を考慮する必要がないため、複雑な形状の磁芯の製造も容易となる。
【0131】
さらに、磁芯として機能するケースを用いても良い。例えば、磁芯として機能するケースを他の部品と共用部品とする場合、一旦、巻線部品を形成し、その後、その巻線部品を共用部品たるケース内に配置するといった場合に有効である。このケースは例えばFe−Ni系合金など他の磁性体・合金で形成されていても良い。ケースが磁性体製である場合、適切な絶縁性能を確保するためには、ケースの内面に絶縁膜を形成し、その後に混和物を注型して磁芯を形成することが好ましい。なお、ケースは例えばアルミナ成形体のようなセラミックスケースであっても良いし、アルミニウム合金からなるものとしても良い。
【0132】
上記のようなケースを備え、巻線内包絶縁物と前記混和物からなる磁芯とが、ケースとの間の空間を満たすような線輪部品を提供できる。
【図面の簡単な説明】
【0133】
【図1】本発明の線輪部品の説明図。
【図2】本発明の線輪部品の説明図。
【図3】本発明の線輪部品の製造フロー。
【図4】成型体群の水分量と絶縁破壊電圧との関係。
【図5】成型体群の余熱温度と混和物の樹脂含浸率との関係。
【図6】磁性粉の充填率と熱伝導率との関係。
【図7】磁性粉の充填率と線膨張係数との関係。
【図8】母粉末の体積基準の累積粒度分布。
【図9】母粉末の体積基準の粒径の度数分布。
【図10】大小2成分粒子混合充填層における粒径比と混合比率と充填率の関係。本図は鈴木道隆:姫路工業大学粉粒体工学研究室が発表したデータである。
【図11】1次粒子(D50=160μm)に2次粒子(D50=9.8μm)及び3次粒子(D50=1.0μm)を種々の配合比率で添加した場合の充填率。
【図12】磁性体粉末の分散状態を示す模式図。
【図13】ナノシリカの添加によってチキソトロピー性を向上させたエポキシ樹脂の流動・粘度曲線の類似系。
【符号の説明】
【0134】
1 線輪部品
2 成型体
3 巻線内包絶縁物
4 混和物
【特許請求の範囲】
【請求項1】
初透磁率μdc=10以上の成型体の群と巻線の端部を除くように絶縁樹脂で包囲して得られる巻線内包絶縁物とが、第1の磁性体粉末とより小径の第2の磁性体粉末または非磁性体粉末と樹脂との混和物の固化または硬化されたものに埋設されたことを特徴とする線輪部品。
【請求項2】
前記混和物は前記第1の磁性体粉末の実効的な反磁界係数Nが0.4以下であり、前記第1の磁性体粉末と第2の磁性体粉末または非磁性体粉末との合計の充填率が50vol%以上であり、かつ比透磁率μdcが2以上であることを特徴とする請求項1に記載の線輪部品。
【請求項3】
前記第1の磁性体粉末の平均粒径φ1に対する、前記第2の磁性体粉末または非磁性体粉末の平均粒径φ2がφ2=<φ1/15、かつ前記第2の磁性体粉末または非磁性体粉末の体積分率が全体の40vol%以下であることを特徴とする請求項1または2のいずれかに記載の線輪部品。
【請求項4】
前記第2の磁性体粉末または非磁性体粉末の半分以下がφ1/50以下の粒径の粉末であることを特徴とする請求項1ないし3のいずれか一項に記載の線輪部品。
【請求項5】
前記混和物が、一次粒子の平均粒径5から50nmの第2の非磁性粉末を1vol%以下(0vol%を除く)含むことを特徴とする請求項1ないし4のいずれか一項に記載の線輪部品。
【請求項6】
前記巻線内包絶縁物が少なくともチキソトロピックな成分を含む絶縁非磁性粉と前記絶縁樹脂との混合物で含浸され、固化または硬化して得られたものであることを特徴とする請求項1ないし5のいずれか一項に記載の線輪部品。
【請求項7】
前記磁性体粉末は、軟磁性体粉末からなることを特徴とする請求項1ないし6のいずれか1項に記載の線輪部品。
【請求項8】
前記磁性体粉末は、少なくとも軟磁性体粉末を含むことを特徴とする請求項1ないし6のいずれか1項に記載の線輪部品。
【請求項9】
比透磁率μdcが1である特定透磁率磁芯部材が埋設されたことを特徴とする請求項1ないし6のいずれか1項に記載の線輪部品。
【請求項10】
保持ケースを更に備え、前記混和物の少なくとも一部が前記ケース内で固化または硬化したことを特徴とする請求項1ないし9のいずれか1項に記載の線輪部品。
【請求項1】
初透磁率μdc=10以上の成型体の群と巻線の端部を除くように絶縁樹脂で包囲して得られる巻線内包絶縁物とが、第1の磁性体粉末とより小径の第2の磁性体粉末または非磁性体粉末と樹脂との混和物の固化または硬化されたものに埋設されたことを特徴とする線輪部品。
【請求項2】
前記混和物は前記第1の磁性体粉末の実効的な反磁界係数Nが0.4以下であり、前記第1の磁性体粉末と第2の磁性体粉末または非磁性体粉末との合計の充填率が50vol%以上であり、かつ比透磁率μdcが2以上であることを特徴とする請求項1に記載の線輪部品。
【請求項3】
前記第1の磁性体粉末の平均粒径φ1に対する、前記第2の磁性体粉末または非磁性体粉末の平均粒径φ2がφ2=<φ1/15、かつ前記第2の磁性体粉末または非磁性体粉末の体積分率が全体の40vol%以下であることを特徴とする請求項1または2のいずれかに記載の線輪部品。
【請求項4】
前記第2の磁性体粉末または非磁性体粉末の半分以下がφ1/50以下の粒径の粉末であることを特徴とする請求項1ないし3のいずれか一項に記載の線輪部品。
【請求項5】
前記混和物が、一次粒子の平均粒径5から50nmの第2の非磁性粉末を1vol%以下(0vol%を除く)含むことを特徴とする請求項1ないし4のいずれか一項に記載の線輪部品。
【請求項6】
前記巻線内包絶縁物が少なくともチキソトロピックな成分を含む絶縁非磁性粉と前記絶縁樹脂との混合物で含浸され、固化または硬化して得られたものであることを特徴とする請求項1ないし5のいずれか一項に記載の線輪部品。
【請求項7】
前記磁性体粉末は、軟磁性体粉末からなることを特徴とする請求項1ないし6のいずれか1項に記載の線輪部品。
【請求項8】
前記磁性体粉末は、少なくとも軟磁性体粉末を含むことを特徴とする請求項1ないし6のいずれか1項に記載の線輪部品。
【請求項9】
比透磁率μdcが1である特定透磁率磁芯部材が埋設されたことを特徴とする請求項1ないし6のいずれか1項に記載の線輪部品。
【請求項10】
保持ケースを更に備え、前記混和物の少なくとも一部が前記ケース内で固化または硬化したことを特徴とする請求項1ないし9のいずれか1項に記載の線輪部品。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2008−192887(P2008−192887A)
【公開日】平成20年8月21日(2008.8.21)
【国際特許分類】
【出願番号】特願2007−26619(P2007−26619)
【出願日】平成19年2月6日(2007.2.6)
【出願人】(000134257)NECトーキン株式会社 (1,832)
【公開日】平成20年8月21日(2008.8.21)
【国際特許分類】
【出願日】平成19年2月6日(2007.2.6)
【出願人】(000134257)NECトーキン株式会社 (1,832)
[ Back to top ]