
締付診断システム及び締付診断方法
【課題】クラッチ機構の異常を迅速に検知することができ、締付部材の締付けを安定して行うことができる締付診断システム及び締付診断方法を提供すること。
【解決手段】締付診断システムは、ボルトの締付けを電動で行うナットランナを、電子制御コントローラによって制御し、ボルトの締付けが正常に行われたかを異常診断コンピュータによって判定する。異常診断コンピュータは、締付トルクPの測定値が所定のクラッチ作動規定値P1になった後、締付トルクPの測定値が、所定の低下規定値以下に所定時間低下した状態が続いたときには、クラッチ機構が正常に動作してボルトの締付けが正常に行われたことを検知する。
【解決手段】締付診断システムは、ボルトの締付けを電動で行うナットランナを、電子制御コントローラによって制御し、ボルトの締付けが正常に行われたかを異常診断コンピュータによって判定する。異常診断コンピュータは、締付トルクPの測定値が所定のクラッチ作動規定値P1になった後、締付トルクPの測定値が、所定の低下規定値以下に所定時間低下した状態が続いたときには、クラッチ機構が正常に動作してボルトの締付けが正常に行われたことを検知する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ナットランナによるボルト等の締付部材の締付けが正常に行われたかを判定する締付診断システム及び締付診断方法に関する。
【背景技術】
【0002】
ボルト等の締付部材の締付けを行う装置であるナットランナは、種々の機械部品の組付を行う際に用いられている。例えば、特許文献1に開示されるナットランナは、減速軸と回転主軸との間にクラッチ機構を介装すると共に、回転主軸にトルクセンサを付設し、締付トルクがクラッチ機構作動トルク値よりも小さなモータ切替トルク値に達したのを、トルクセンサが検知して、回転主軸を回転させるモータを高速回転から低速回転に切り替えるよう構成している。また、クラッチ機構は、クラッチ上と、クラッチ下と、その間に挟まれたボールとから構成しており、トルクセンサがモータへ上記切替信号を送った後に、クラッチ機構が作動するよう構成している。
【0003】
ところで、ナットランナが被締付対象に締付部材の締付けを正常に行うためには、クラッチ機構が正常に動作することが前提となる。しかしながら、従来のナットランナにおいては、クラッチ機構が正常に動作したことを検知する手段については、十分な工夫がなされていない。そのため、クラッチ機構が正常に動作しなかったときの検知時期が遅れ、クラッチ機構が故障してから交換するか、クラッチ機構を定期的に交換する必要があった。
【0004】
【特許文献1】特許第3889947号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、かかる従来の問題点に鑑みてなされたもので、クラッチ機構の異常を迅速に検知することができ、締付部材の締付けを安定して行うことができる締付診断システム及び締付診断方法を提供しようとするものである。
【課題を解決するための手段】
【0006】
第1の発明は、ボルト等の締付部材の締付けを電動で行うナットランナを、電子制御コントローラによって制御し、上記締付部材の締付けが正常に行われたかを異常診断コンピュータによって判定するよう構成した締付診断システムにおいて、
上記ナットランナは、サーボモータと、
該サーボモータの回転速度を減速する減速機と、
該減速機により減速された回転速度で回転する回転主軸と、
該回転主軸に所定の負荷が加わった後、該回転主軸と上記減速機との係合状態を解除し、該回転主軸に対して該減速機を所定回転量だけ相対的に回転させるためのクラッチ機構と、
上記締付部材を保持すると共に、上記回転主軸の回転を受けて回転する保持ソケットと、
上記回転主軸に加わる締付トルクを測定するトルクセンサと、
上記サーボモータの回転速度を検出する回転速度検出器とを有しており、
上記電子制御コントローラは、被締付対象における被締付部位への締付部材の締付けを開始した後、上記保持ソケットに保持する上記締付部材の頭部が、上記被締付部位における締付面に当接し、上記トルクセンサによる締付トルクの測定値が所定の上昇規定値になるまで、上記サーボモータを高速回転させる移動動作と、上記トルクセンサによる締付トルクの測定値が上記上昇規定値になったとき、上記サーボモータを上記高速回転よりも遅い回転速度で低速回転させる締付動作とを行うよう構成してあり、
上記異常診断コンピュータは、上記締付トルクの測定値が上記上昇規定値になった後、該締付トルクの測定値が、所定の低下規定値以下に所定時間低下した状態が続いたときには、上記クラッチ機構が正常に動作して上記締付部材の締付けが正常に行われたことを検知するよう構成してあることを特徴とする締付診断システムにある(請求項1)。
【0007】
本発明の締付診断システムは、サーボモータ、減速機、回転主軸、クラッチ機構、保持ソケット、トルクセンサ及び回転速度検出器を有するナットランナを、電子制御コントローラによって制御するよう構成してある。そして、電子制御コントローラは、サーボモータを高速回転させる移動動作を行うことにより、保持ソケットに保持する締付部材を高速で回転させ、被締付対象における被締付部位への締付部材の締付けを高速で行うことができる。これにより、締付部材の締付けを行う時間を短縮することができる。
【0008】
そして、保持ソケットに保持する締付部材の頭部が、被締付部位における締付面に当接したときには、トルクセンサによる締付トルクの測定値が上昇する。このとき、電子制御コントローラは、トルクセンサによる締付トルクの測定値が所定の上昇規定値になったときには、サーボモータを低速回転させる締付動作を行うことにより、保持ソケットに保持する締付部材を低速で回転させ、被締付対象における被締付部位への締付部材の締付けを低速で行うことができる。これにより、締付部材を被締付部位へ安定して締め付けることができる。
【0009】
ところで、保持ソケットに保持する締付部材の頭部が、被締付部位における締付面に当接したときには、回転主軸に負荷が加わる又は回転主軸に加わる負荷が上昇する。このとき、回転主軸に加わる負荷が所定の値になったときには、クラッチ機構によって回転主軸と減速機との係合状態が解除される。そして、減速機が回転主軸に対して所定回転量だけ相対的に回転する間に、電子制御コントローラがサーボモータの回転を高速回転から低速回転に切り替えることができ、この切替えを行う際に、急激な衝撃トルクが締付部材の頭部と締付面との間に生ずることを防止することができる。そのため、上記締付動作をより安定して行うことができる。
【0010】
そして、本発明の異常診断コンピュータは、トルクセンサによる締付トルクの測定値を監視して、クラッチ機構が正常に動作したかを検出することができる。具体的には、トルクセンサによる締付トルクの測定値が、所定の上昇規定値になった後、所定の低下規定値以下に所定時間低下した状態が続いたときには(所定の低下規定値以下に低下した時間が所定時間以上になったときには)、異常診断コンピュータは、クラッチ機構が正常に動作して締付部材の締付けが正常に行われたことを検知することができる。
【0011】
一方、トルクセンサによる締付トルクの測定値が、所定の上昇規定値になった後、所定の低下規定値以下に所定時間低下した状態が続かなかったときには(所定の低下規定値以下に低下した時間が所定時間未満であったときには)、異常診断コンピュータは、クラッチ機構が正常に動作せず、締付部材の締付けが正常に行われなかったことを検知することができる。
【0012】
このように、本発明の締付診断システムによれば、クラッチ機構に何らかの異常が生じたときには、迅速にこれを検出することができる。そのため、クラッチ機構の管理が容易になり、例えば、定期的な分解点検、交換等を行わなくても、クラッチ機構を正常な状態に維持することができる。
また、クラッチ機構の動作状態を監視することにより、締付部材の締付けが正常に行われているかを監視することができ、締付部材の締付けを安定して行うことができる。
【0013】
それ故、本発明の締付診断システムによれば、クラッチ機構の異常を迅速に検知することができ、締付部材の締付けを安定して行うことができる。
【0014】
第2の発明は、ボルト等の締付部材の締付けを電動で行うナットランナを、電子制御コントローラによって制御し、上記締付部材の締付けが正常に行われたかを異常診断コンピュータによって判定するよう構成した締付診断システムにおいて、
上記ナットランナは、サーボモータと、
該サーボモータの回転速度を減速する減速機と、
該減速機により減速された回転速度で回転する回転主軸と、
該回転主軸に所定の負荷が加わった後、該回転主軸と上記減速機との係合状態を解除し、該回転主軸に対して該減速機を所定回転量だけ相対的に回転させるためのクラッチ機構と、
上記締付部材を保持すると共に、上記回転主軸の回転を受けて回転する保持ソケットと、
上記回転主軸に加わる締付トルクを測定するトルクセンサと、
上記サーボモータの回転速度を検出する回転速度検出器とを有しており、
上記電子制御コントローラは、被締付対象における被締付部位への締付部材の締付けを開始した後、上記保持ソケットに保持する上記締付部材の頭部が、上記被締付部位における締付面に当接し、上記トルクセンサによる締付トルクの測定値が所定の上昇規定値になるまで、上記サーボモータを高速回転させる移動動作と、上記締付トルクの測定値が上記上昇規定値になったとき、上記サーボモータを上記高速回転よりも遅い回転速度で低速回転させる締付動作とを行うよう構成してあり、
上記異常診断コンピュータは、上記締付トルクの測定値が上記上昇規定値になった後、上記回転速度検出器による回転速度の測定値から積算した上記締付部材の締付角度が、所定の締付正常角度に到達したときには、上記クラッチ機構が正常に動作して上記締付部材の締付けが正常に行われたことを検知するよう構成してあることを特徴とする締付診断システムにある(請求項2)。
【0015】
本発明の締付診断システムにおいても、上述した締付診断システムの発明と同様に、上記移動動作によって、締付部材の締付けを行う時間を短縮することができると共に、上記締付動作によって、締付部材を被締付部位へ安定して締め付けることができる。
そして、本発明の異常診断コンピュータも、トルクセンサによる締付トルクの測定値を監視して、クラッチ機構が正常に動作したかを検出することができる。
【0016】
具体的には、トルクセンサによる締付トルクの測定値が所定の上昇規定値になった後、回転速度検出器による回転速度の測定値から積算した上記締付部材の締付角度が、所定の締付正常角度に到達したときには(所定の締付正常角度以上になったときには)、異常診断コンピュータは、クラッチ機構が正常に動作して締付部材の締付けが正常に行われたことを検知することができる。
なお、締付正常角度は、締付部材の締付けが正常に行われるときの締付角度として設定することができる。
【0017】
一方、トルクセンサによる締付トルクの測定値が、所定の上昇規定値になった後、回転速度検出器による回転速度の測定値から積算した締付部材の締付角度が、所定の締付正常角度に到達しなかったときには(所定の締付正常角度未満であったときには)、異常診断コンピュータは、クラッチ機構が正常に動作せず、締付部材の締付けが正常に行われなかったことを検知することができる。
【0018】
このように、本発明の締付診断システムによっても、クラッチ機構に何らかの異常が生じたときには、迅速にこれを検出することができる。そのため、クラッチ機構の管理が容易になり、例えば、定期的な分解点検、交換等を行わなくても、クラッチ機構を正常な状態に維持することができる。
また、クラッチ機構の動作状態を監視することにより、締付部材の締付けが正常に行われているかを監視することができ、締付部材の締付けを安定して行うことができる。
【0019】
それ故、本発明の締付診断システムによっても、クラッチ機構の異常を迅速に検知することができ、締付部材の締付けを安定して行うことができる。
【0020】
第3の発明は、ボルト等の締付部材の締付けを電動で行うナットランナを、電子制御コントローラによって制御し、上記締付部材の締付けが正常に行われたかを異常診断コンピュータによって判定するよう構成した締付診断システムにおいて、
上記ナットランナは、サーボモータと、
該サーボモータの回転速度を減速する減速機と、
該減速機により減速された回転速度で回転する回転主軸と、
該回転主軸に所定の負荷が加わった後、該回転主軸と上記減速機との係合状態を解除し、該回転主軸に対して該減速機を所定回転量だけ相対的に回転させるためのクラッチ機構と、
上記締付部材を保持すると共に、上記回転主軸の回転を受けて回転する保持ソケットと、
上記回転主軸に加わる締付トルクを測定するトルクセンサと、
上記サーボモータの回転速度を検出する回転速度検出器とを有しており、
上記電子制御コントローラは、被締付対象における被締付部位への締付部材の締付けを開始した後、上記保持ソケットに保持する上記締付部材の頭部が、上記被締付部位における締付面に当接し、上記トルクセンサによる締付トルクの測定値が所定の上昇規定値になるまで、上記サーボモータを高速回転させる移動動作と、上記締付トルクの測定値が上記上昇規定値になったとき、上記サーボモータを上記高速回転よりも遅い回転速度で低速回転させる締付動作とを行うよう構成してあり、
上記異常診断コンピュータは、上記締付トルクの測定値が上記上昇規定値になった後、該締付トルクの測定値が所定の締付完了規定値に到達するまでに要した時間が、所定の締付正常時間以上であるときには、上記クラッチ機構が正常に動作して上記締付部材の締付けが正常に行われたことを検知するよう構成してあることを特徴とする締付診断システムにある(請求項3)。
【0021】
本発明の締付診断システムにおいても、上述した締付診断システムの発明と同様に、上記移動動作によって、締付部材の締付けを行う時間を短縮することができると共に、上記締付動作によって、締付部材を被締付部位へ安定して締め付けることができる。
そして、本発明の異常診断コンピュータも、トルクセンサによる締付トルクの測定値を監視して、クラッチ機構が正常に動作したかを検出することができる。
【0022】
具体的には、トルクセンサによる締付トルクの測定値が、所定の上昇規定値になった後、所定の締付完了規定値に到達するまでに要した時間が、所定の締付正常時間以上であるときには、異常診断コンピュータは、クラッチ機構が正常に動作して締付部材の締付けが正常に行われたことを検知することができる。
なお、締付完了規定値は、被締付部位への締付部材の締付状態を維持することができる大きさに設定することができる。
【0023】
一方、トルクセンサによる締付トルクの測定値が、所定の上昇規定値になった後、所定の締付完了規定値に到達するまでに要した時間が、所定の締付正常時間未満であるときには、異常診断コンピュータは、クラッチ機構が正常に動作せず、締付部材の締付けが正常に行われなかったことを検知することができる。
【0024】
このように、本発明の締付診断システムによっても、クラッチ機構に何らかの異常が生じたときには、迅速にこれを検出することができる。そのため、クラッチ機構の管理が容易になり、例えば、定期的な分解点検、交換等を行わなくても、クラッチ機構を正常な状態に維持することができる。
また、クラッチ機構の動作状態を監視することにより、締付部材の締付けが正常に行われているかを監視することができ、締付部材の締付けを安定して行うことができる。
【0025】
それ故、本発明の締付診断システムによっても、クラッチ機構の異常を迅速に検知することができ、締付部材の締付けを安定して行うことができる。
【0026】
第4の発明は、ボルト等の締付部材の締付けを電動で行うナットランナを、電子制御コントローラによって制御し、上記締付部材の締付けが正常に行われたかを異常診断コンピュータによって判定するよう構成した締付診断システムにおいて、
上記ナットランナは、サーボモータと、
該サーボモータの回転速度を減速する減速機と、
該減速機により減速された回転速度で回転する回転主軸と、
該回転主軸に所定の負荷が加わった後、該回転主軸と上記減速機との係合状態を解除し、該回転主軸に対して該減速機を所定回転量だけ相対的に回転させるためのクラッチ機構と、
上記締付部材を保持すると共に、上記回転主軸の回転を受けて回転する保持ソケットと、
上記回転主軸に加わる締付トルクを測定するトルクセンサと、
上記サーボモータの回転速度を検出する回転速度検出器とを有しており、
上記電子制御コントローラは、被締付対象における被締付部位への締付部材の締付けを開始した後、上記保持ソケットに保持する上記締付部材の頭部が、上記被締付部位における締付面に当接し、上記トルクセンサによる締付トルクの測定値が所定の上昇規定値になるまで、上記サーボモータを高速回転させる移動動作と、上記締付トルクの測定値が上記上昇規定値になったとき、上記サーボモータを上記高速回転よりも遅い回転速度で低速回転させる締付動作とを行うよう構成してあり、
上記異常診断コンピュータは、上記締付トルクの測定値が上記上昇規定値になった後、上記回転速度検出器によって測定する回転速度が、所定の規定時間継続して所定の締付正常回転速度以上に維持されたときには、上記クラッチ機構が正常に動作して上記締付部材の締付けが正常に行われたことを検知するよう構成してあることを特徴とする締付診断システムにある(請求項4)。
【0027】
本発明の締付診断システムにおいても、上述した締付診断システムの発明と同様に、上記移動動作によって、締付部材の締付けを行う時間を短縮することができると共に、上記締付動作によって、締付部材を被締付部位へ安定して締め付けることができる。
そして、本発明の異常診断コンピュータも、トルクセンサによる締付トルクの測定値を監視して、クラッチ機構が正常に動作したかを検出することができる。
【0028】
具体的には、トルクセンサによる締付トルクの測定値が、所定の上昇規定値になった後、回転速度検出器によって測定する回転速度が、所定の規定時間継続して所定の締付正常回転速度以上に維持されたときには(所定の締付正常回転速度以上に維持された時間が、所定の規定時間以上になったときには)、異常診断コンピュータは、クラッチ機構が正常に動作して締付部材の締付けが正常に行われたことを検知することができる。
なお、締付部材の締付けが終わると(トルクセンサによって測定する締付トルクの測定値が所定の締付完了規定値に到達すると)、回転速度検出器によって測定する回転速度が、締付正常回転速度未満又はゼロに低下する。
【0029】
一方、トルクセンサによる締付トルクの測定値が、所定の上昇規定値になった後、回転速度検出器によって測定する回転速度が、所定の規定時間継続して所定の締付正常回転速度以上に維持されなかったときには(所定の締付正常回転速度以上に維持された時間が、所定の規定時間未満になったときには)、異常診断コンピュータは、クラッチ機構が正常に動作せず、締付部材の締付けが正常に行われなかったことを検知することができる。
【0030】
このように、本発明の締付診断システムによっても、クラッチ機構に何らかの異常が生じたときには、迅速にこれを検出することができる。そのため、クラッチ機構の管理が容易になり、例えば、定期的な分解点検、交換等を行わなくても、クラッチ機構を正常な状態に維持することができる。
また、クラッチ機構の動作状態を監視することにより、締付部材の締付けが正常に行われているかを監視することができ、締付部材の締付けを安定して行うことができる。
【0031】
それ故、本発明の締付診断システムによっても、クラッチ機構の異常を迅速に検知することができ、締付部材の締付けを安定して行うことができる。
【0032】
第5の発明は、ボルト等の締付部材の締付けを電動で行うナットランナを、電子制御コントローラによって制御し、上記締付部材の締付けが正常に行われたかを判定する締付診断方法において、
上記ナットランナは、サーボモータと、
該サーボモータの回転速度を減速する減速機と、
該減速機により減速された回転速度で回転する回転主軸と、
該回転主軸に所定の負荷が加わった後、該回転主軸と上記減速機との係合状態を解除し、該回転主軸に対して該減速機を所定回転量だけ相対的に回転させるためのクラッチ機構と、
上記締付部材を保持すると共に、上記回転主軸の回転を受けて回転する保持ソケットと、
上記回転主軸に加わる締付トルクを測定するトルクセンサと、
上記サーボモータの回転速度を検出する回転速度検出器とを有しており、
上記電子制御コントローラは、被締付対象における被締付部位への締付部材の締付けを開始した後、上記保持ソケットに保持する上記締付部材の頭部が、上記被締付部位における締付面に当接し、上記トルクセンサによる締付トルクの測定値が所定の上昇規定値になるまで、上記サーボモータを高速回転させる移動動作と、上記締付トルクの測定値が上記上昇規定値になったとき、上記サーボモータを上記高速回転よりも遅い回転速度で低速回転させる締付動作とを行うよう構成してあり、
上記締付トルクの測定値が上記上昇規定値になった後、該締付トルクの測定値が、所定の低下規定値以下に所定時間低下した状態が続いたときには、上記クラッチ機構が正常に動作して上記締付部材の締付けが正常に行われたことを検知することを特徴とする締付診断方法にある(請求項8)。
【0033】
本発明の締付診断方法は、上述した締付診断方法の発明と同様に、上記移動動作によって、締付部材の締付けを行う時間を短縮することができると共に、上記締付動作によって、締付部材を被締付部位へ安定して締め付けることができる。
そして、本発明の異常診断方法においては、トルクセンサによる締付トルクの測定値を監視して、クラッチ機構が正常に動作したかを検出することができる。
【0034】
具体的には、トルクセンサによる締付トルクの測定値が、所定の上昇規定値になった後、所定の低下規定値以下に所定時間低下した状態が続いたときには(所定の低下規定値以下に低下した時間が所定時間以上になったときには)、クラッチ機構が正常に動作して締付部材の締付けが正常に行われたことを検知することができる。
【0035】
一方、トルクセンサによる締付トルクの測定値が、所定の上昇規定値になった後、所定の低下規定値以下に所定時間低下した状態が続かなかったときには(所定の低下規定値以下に低下した時間が所定時間未満であったときには)、クラッチ機構が正常に動作せず、締付部材の締付けが正常に行われなかったことを検知することができる。
【0036】
このように、本発明の締付診断方法によれば、クラッチ機構に何らかの異常が生じたときには、迅速にこれを検出することができる。そのため、クラッチ機構の管理が容易になり、例えば、定期的な分解点検、交換等を行わなくても、クラッチ機構を正常な状態に維持することができる。
また、クラッチ機構の動作状態を監視することにより、締付部材の締付けが正常に行われているかを監視することができ、締付部材の締付けを安定して行うことができる。
【0037】
それ故、本発明の締付診断方法によれば、クラッチ機構の異常を迅速に検知することができ、締付部材の締付けを安定して行うことができる。
【0038】
第6の発明は、ボルト等の締付部材の締付けを電動で行うナットランナを、電子制御コントローラによって制御し、上記締付部材の締付けが正常に行われたかを判定する締付診断方法において、
上記ナットランナは、サーボモータと、
該サーボモータの回転速度を減速する減速機と、
該減速機により減速された回転速度で回転する回転主軸と、
該回転主軸に所定の負荷が加わった後、該回転主軸と上記減速機との係合状態を解除し、該回転主軸に対して該減速機を所定回転量だけ相対的に回転させるためのクラッチ機構と、
上記締付部材を保持すると共に、上記回転主軸の回転を受けて回転する保持ソケットと、
上記回転主軸に加わる締付トルクを測定するトルクセンサと、
上記サーボモータの回転速度を検出する回転速度検出器とを有しており、
上記電子制御コントローラは、被締付対象における被締付部位への締付部材の締付けを開始した後、上記保持ソケットに保持する上記締付部材の頭部が、上記被締付部位における締付面に当接し、上記トルクセンサによる締付トルクの測定値が所定の上昇規定値になるまで、上記サーボモータを高速回転させる移動動作と、上記締付トルクの測定値が上記上昇規定値になったとき、上記サーボモータを上記高速回転よりも遅い回転速度で低速回転させる締付動作とを行うよう構成してあり、
上記締付トルクの測定値が上記上昇規定値になった後、上記回転速度検出器による回転速度の測定値から積算した上記締付部材の締付角度が、所定の締付正常角度に到達したときには、上記クラッチ機構が正常に動作して上記締付部材の締付けが正常に行われたことを検知することを特徴とする締付診断方法にある(請求項9)。
【0039】
本発明の締付診断方法においても、上述した締付診断方法の発明と同様に、上記移動動作によって、締付部材の締付けを行う時間を短縮することができると共に、上記締付動作によって、締付部材を被締付部位へ安定して締め付けることができる。
そして、本発明の締付診断方法においても、トルクセンサによる締付トルクの測定値を監視して、クラッチ機構が正常に動作したかを検出することができる。
【0040】
具体的には、トルクセンサによる締付トルクの測定値が所定の上昇規定値になった後、回転速度検出器による回転速度の測定値から積算した締付部材の締付角度が、所定の締付正常角度に到達したときには(所定の締付正常角度以上になったときには)、クラッチ機構が正常に動作して締付部材の締付けが正常に行われたことを検知することができる。
なお、締付正常角度は、締付部材の締付けが正常に行われるときの締付角度として設定することができる。
【0041】
一方、トルクセンサによる締付トルクの測定値が、所定の上昇規定値になった後、回転速度検出器による回転速度の測定値から積算した締付部材の締付角度が、所定の締付正常角度に到達しなかったときには(所定の締付正常角度未満であったときには)、クラッチ機構が正常に動作せず、締付部材の締付けが正常に行われなかったことを検知することができる。
【0042】
このように、本発明の締付診断方法によっても、クラッチ機構に何らかの異常が生じたときには、迅速にこれを検出することができる。そのため、クラッチ機構の管理が容易になり、例えば、定期的な分解点検、交換等を行わなくても、クラッチ機構を正常な状態に維持することができる。
また、クラッチ機構の動作状態を監視することにより、締付部材の締付けが正常に行われているかを監視することができ、締付部材の締付けを安定して行うことができる。
【0043】
それ故、本発明の締付診断方法によっても、クラッチ機構の異常を迅速に検知することができ、締付部材の締付けを安定して行うことができる。
【0044】
第7の発明は、ボルト等の締付部材の締付けを電動で行うナットランナを、電子制御コントローラによって制御し、上記締付部材の締付けが正常に行われたかを判定する締付診断方法において、
上記ナットランナは、サーボモータと、
該サーボモータの回転速度を減速する減速機と、
該減速機により減速された回転速度で回転する回転主軸と、
該回転主軸に所定の負荷が加わった後、該回転主軸と上記減速機との係合状態を解除し、該回転主軸に対して該減速機を所定回転量だけ相対的に回転させるためのクラッチ機構と、
上記締付部材を保持すると共に、上記回転主軸の回転を受けて回転する保持ソケットと、
上記回転主軸に加わる締付トルクを測定するトルクセンサと、
上記サーボモータの回転速度を検出する回転速度検出器とを有しており、
上記電子制御コントローラは、被締付対象における被締付部位への締付部材の締付けを開始した後、上記保持ソケットに保持する上記締付部材の頭部が、上記被締付部位における締付面に当接し、上記トルクセンサによる締付トルクの測定値が所定の上昇規定値になるまで、上記サーボモータを高速回転させる移動動作と、上記締付トルクの測定値が上記上昇規定値になったとき、上記サーボモータを上記高速回転よりも遅い回転速度で低速回転させる締付動作とを行うよう構成してあり、
上記締付トルクの測定値が上記上昇規定値になった後、該締付トルクの測定値が所定の締付完了規定値に到達するまでに要した時間が、所定の締付正常時間以上であるときには、上記クラッチ機構が正常に動作して上記締付部材の締付けが正常に行われたことを検知することを特徴とする締付診断方法にある(請求項10)。
【0045】
本発明の締付診断方法においても、上述した締付診断方法の発明と同様に、上記移動動作によって、締付部材の締付けを行う時間を短縮することができると共に、上記締付動作によって、締付部材を被締付部位へ安定して締め付けることができる。
そして、本発明の締付診断方法においても、トルクセンサによる締付トルクの測定値を監視して、クラッチ機構が正常に動作したかを検出することができる。
【0046】
具体的には、トルクセンサによる締付トルクの測定値が、所定の上昇規定値になった後、所定の締付完了規定値に到達するまでに要した時間が、所定の締付正常時間以上であるときには、クラッチ機構が正常に動作して締付部材の締付けが正常に行われたことを検知することができる。
なお、締付完了規定値は、被締付部位への締付部材の締付状態を維持することができる大きさに設定することができる。
【0047】
一方、トルクセンサによる締付トルクの測定値が、所定の上昇規定値になった後、所定の締付完了規定値に到達するまでに要した時間が、所定の締付正常時間未満であるときには、クラッチ機構が正常に動作せず、締付部材の締付けが正常に行われなかったことを検知することができる。
【0048】
このように、本発明の締付診断方法によっても、クラッチ機構に何らかの異常が生じたときには、迅速にこれを検出することができる。そのため、クラッチ機構の管理が容易になり、例えば、定期的な分解点検、交換等を行わなくても、クラッチ機構を正常な状態に維持することができる。
また、クラッチ機構の動作状態を監視することにより、締付部材の締付けが正常に行われているかを監視することができ、締付部材の締付けを安定して行うことができる。
【0049】
それ故、本発明の締付診断方法によっても、クラッチ機構の異常を迅速に検知することができ、締付部材の締付けを安定して行うことができる。
【0050】
第8の発明は、ボルト等の締付部材の締付けを電動で行うナットランナを、電子制御コントローラによって制御し、上記締付部材の締付けが正常に行われたかを判定する締付診断方法において、
上記ナットランナは、サーボモータと、
該サーボモータの回転速度を減速する減速機と、
該減速機により減速された回転速度で回転する回転主軸と、
該回転主軸に所定の負荷が加わった後、該回転主軸と上記減速機との係合状態を解除し、該回転主軸に対して該減速機を所定回転量だけ相対的に回転させるためのクラッチ機構と、
上記締付部材を保持すると共に、上記回転主軸の回転を受けて回転する保持ソケットと、
上記回転主軸に加わる締付トルクを測定するトルクセンサと、
上記サーボモータの回転速度を検出する回転速度検出器とを有しており、
上記電子制御コントローラは、被締付対象における被締付部位への締付部材の締付けを開始した後、上記保持ソケットに保持する上記締付部材の頭部が、上記被締付部位における締付面に当接し、上記トルクセンサによる締付トルクの測定値が所定の上昇規定値になるまで、上記サーボモータを高速回転させる移動動作と、上記締付トルクの測定値が上記上昇規定値になったとき、上記サーボモータを上記高速回転よりも遅い回転速度で低速回転させる締付動作とを行うよう構成してあり、
上記締付トルクの測定値が上記上昇規定値になった後、上記回転速度検出器によって測定する回転速度が、所定の規定時間継続して所定の締付正常回転速度以上に維持されたときには、上記クラッチ機構が正常に動作して上記締付部材の締付けが正常に行われたことを検知することを特徴とする締付診断方法にある(請求項11)。
【0051】
本発明の締付診断方法においても、上述した締付診断方法の発明と同様に、上記移動動作によって、締付部材の締付けを行う時間を短縮することができると共に、上記締付動作によって、締付部材を被締付部位へ安定して締め付けることができる。
そして、本発明の異常診断方法も、トルクセンサによる締付トルクの測定値を監視して、クラッチ機構が正常に動作したかを検出することができる。
【0052】
具体的には、トルクセンサによる締付トルクの測定値が、所定の上昇規定値になった後、回転速度検出器によって測定する回転速度が、所定の規定時間継続して所定の締付正常回転速度以上に維持されたときには(所定の締付正常回転速度以上に維持された時間が、所定の規定時間以上になったときには)、クラッチ機構が正常に動作して締付部材の締付けが正常に行われたことを検知することができる。
なお、締付部材の締付けが終わると(トルクセンサによって測定する締付トルクの測定値が所定の締付完了規定値に到達すると)、回転速度検出器によって測定する回転速度が、締付正常回転速度未満又はゼロに低下する。
【0053】
一方、トルクセンサによる締付トルクの測定値が、所定の上昇規定値になった後、回転速度検出器によって測定する回転速度が、所定の規定時間継続して所定の締付正常回転速度以上に維持されなかったときには(所定の締付正常回転速度以上に維持された時間が、所定の規定時間未満になったときには)、クラッチ機構が正常に動作せず、締付部材の締付けが正常に行われなかったことを検知することができる。
【0054】
このように、本発明の締付診断方法によっても、クラッチ機構に何らかの異常が生じたときには、迅速にこれを検出することができる。そのため、クラッチ機構の管理が容易になり、例えば、定期的な分解点検、交換等を行わなくても、クラッチ機構を正常な状態に維持することができる。
また、クラッチ機構の動作状態を監視することにより、締付部材の締付けが正常に行われているかを監視することができ、締付部材の締付けを安定して行うことができる。
【0055】
それ故、本発明の締付診断方法によっても、クラッチ機構の異常を迅速に検知することができ、締付部材の締付けを安定して行うことができる。
【発明を実施するための最良の形態】
【0056】
上述した第1〜第8の発明における好ましい実施の形態につき説明する。
第1〜第4の発明は、いずれか2つ以上を組み合わせて採用することもでき、第5〜第8の発明も、いずれか2つ以上を組み合わせて採用することもできる。
例えば、上記異常診断コンピュータは、上記締付トルクの測定値及び締付時間の両方を用いて、上記クラッチ機構の異常判定を行うことができる。
【0057】
第1〜第8の発明において、上記クラッチ機構は、上記係合状態にあるときには、一対のクラッチ部材のクラッチ面同士の間にボールを挟持した状態を付勢バネによる付勢力を受けて維持すると共に、一方のクラッチ部材のクラッチ面に形成した一方の原位置隆起部と、他方のクラッチ部材のクラッチ面に形成した他方の原位置隆起部との間に上記ボールを周方向に挟持しており、上記係合状態を解除するときには、上記ボールが上記一方の原位置隆起部と上記他方の原位置隆起部とを乗り越えて、当該ボールが、一方のクラッチ部材のクラッチ面に形成した一方の動作位置隆起部と、他方のクラッチ部材のクラッチ面に形成した他方の動作位置隆起部との間に周方向に挟持されるまで、当該ボールを介して上記一方のクラッチ部材と上記他方のクラッチ部材とが上記付勢バネによる付勢力に抗して相対的に回転するよう構成してあることが好ましい(請求項5、12)。
【0058】
この場合には、一対のクラッチ部材、ボール及び付勢バネを用いた構成により、クラッチ機構を容易に形成することができる。なお、付勢バネによる付勢力を変更することにより、クラッチ機構の係合状態が解除されるときの回転主軸に加わる所定の負荷の大きさを変更することができる。
【0059】
また、クラッチ機構が係合状態にあるときには、一対のクラッチ部材が付勢バネによる付勢力を受けて、原位置隆起部同士の間の周方向にボールを挟持していることにより、サーボモータの回転を受けて減速機の出力軸と回転主軸とが一体的に回転し、保持ソケットに保持する締付部材を回転させて被締付部位に締め付けることができる。
一方、保持ソケットに保持する締付部材の頭部が被締付部位における締付面に当接し、回転主軸に所定の負荷が加わったときには、付勢バネによる付勢力に抗して、一対のクラッチ部材がボールを介して相対的に回転し、減速機を回転主軸に対して所定回転量だけ相対的に回転させることができる。
【0060】
上記保持ソケットは、付勢手段を介して上記回転主軸に取り付けてあると共に、当該保持ソケットに保持する上記締付部材を上記被締付部位に締め付ける際に、上記付勢手段による弾性反発力によって上記締付部材を上記被締付部位へ押圧するよう構成してあることが好ましい(請求項6、13)。
この場合には、付勢手段により締付部材を被締付部位へ押圧しておくことができ、サーボモータの回転によって、被締付部位へ締付部材を容易に締め付けることができる。
【0061】
また、上記ナットランナは、該ナットランナを上記被締付対象における被締付部位へ接近させるための進退手段に取り付けてあり、該進退手段は、上記ナットランナを上記被締付対象における被締付部位まで移動させる移動ロボットに取り付けてあり、上記進退手段により、上記ナットランナを上記被締付対象における被締付部位へ接近させて、上記付勢手段に反発弾性力を発生させた後、上記電子制御コントローラが上記移動動作を開始するよう構成してあることが好ましい(請求項7、14)。
【0062】
この場合には、移動ロボットによって、ナットランナを被締付部位まで移動させた後、進退手段によって、ナットランナを被締付部位へ接近させることにより、付勢手段による弾性反発力によって保持ソケットに保持する締付部材を被締付部位へ押圧することができる。これにより、サーボモータの回転によって、被締付部位へ締付部材を容易に締め付けることができる。
【実施例】
【0063】
以下に、本発明の締付診断システム及び締付診断方法にかかる実施例につき、図面と共に説明する。
(実施例1)
本例の締付診断システム1は、図1に示すごとく、締付部材としてのボルト85の締付けを電動で行うナットランナ2を、電子制御コントローラ11によって制御し、ボルト85の締付けが正常に行われたかを異常診断コンピュータ12によって判定するよう構成してある。
図2に示すごとく、ナットランナ2は、サーボモータ31、減速機32、回転主軸4、クラッチ機構5、保持ソケット6、トルクセンサ(トルクトランスジューサ)45及び回転速度検出器33を有している。
【0064】
図1に示すごとく、サーボモータ31は、電子制御コントローラ11からの指令を受けて動作するドライバ回路によって駆動されるよう構成してある。図3に示すごとく、減速機32は、サーボモータ31の出力軸に接続してあり、サーボモータ31の回転速度を所定の減速比で減速して、この減速された回転速度で当該減速機32の出力軸321を回転させるよう構成されている。減速機32の出力軸321には、クラッチ機構5を配設するための保持軸部34が、同一軸心を有して連結してある。図4〜図6に示すごとく、クラッチ機構5は、その上側クラッチ部材51が保持軸部34の外周に配設してあり、回転主軸4に所定の負荷が加わった後、回転主軸4と減速機32及び保持軸部34との係合状態を解除し、回転主軸4に対して減速機32を所定回転量だけ相対的に回転させるよう構成してある。
【0065】
図3に示すごとく、回転主軸4は、保持軸部34に対して、同一軸心を有して回転可能に軸支されると共に、クラッチ機構5の下側クラッチ部材52に対して係合している。そして、回転主軸4は、クラッチ機構5が係合状態にあるときには、減速機32の出力軸321、保持軸部34及びクラッチ機構5と一体的に回転するよう構成されている。図7に示すごとく、保持ソケット6は、回転主軸4に対して同一軸心を有して連結してあり、その先端部に、締付部材としてのボルト85の頭部851を保持するための保持凹部61を有している。
図1、図3に示すごとく、トルクセンサ45は、回転主軸4の外周に配設してあり、回転主軸4に加わる締付トルクPを測定し、この測定信号を異常診断コンピュータ12へ送信するよう構成してある。回転速度検出器33は、サーボモータ31に連結してあり、サーボモータ31の回転速度Vを検出し、この検出信号を異常診断コンピュータ12へ送信するよう構成してある。
【0066】
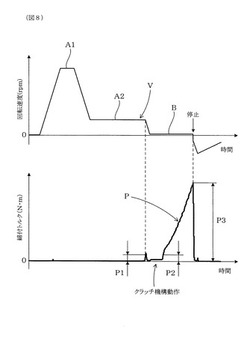
図8に示すごとく、電子制御コントローラ11は、ナットランナ2に、ボルト85のねじ込みとしての移動動作A1、A2と、ボルト85の締付けとしての締付動作Bとを行わせるよう構成してある。より具体的には、図7〜図9に示すごとく、電子制御コントローラ11は、移動動作A1、A2として、被締付対象8における被締付部位81へのボルト85の締付けを開始した後、保持ソケット6に保持するボルト85の頭部851が、被締付部位81における締付面811に当接し、トルクセンサ45による締付トルクPの測定値が所定のクラッチ作動規定値(上昇規定値)P1になるまで、サーボモータ31を高速回転させるよう構成してある。また、電子制御コントローラ11は、締付動作Bとして、締付トルクPの測定値がクラッチ作動規定値P1になったとき、サーボモータ31を高速回転よりも遅い回転速度Vで低速回転させるよう構成してある。
【0067】
そして、図9に示すごとく、異常診断コンピュータ12においては、トルクセンサ45からの測定信号を受けて、締付トルクPの測定値が、所定のクラッチ作動規定値P1になったとき、時間tの計測を開始し、締付トルクPの測定値が、再びクラッチ作動規定値P1以下になった後、所定のクラッチ作動完了規定値P2になるまで時間tの計測を継続する。そして、この計測時間tが、所定のクラッチ動作正常時間t1以上である場合には、異常診断コンピュータ12は、クラッチ機構5が正常に動作してボルト85の締付けが正常に行われたことを検知する。一方、上記計測時間tが、所定のクラッチ動作正常時間t1未満である場合には、異常診断コンピュータ12は、クラッチ機構5が正常に動作せず、ボルト85の締付けが正常に行われたことを検知する。
【0068】
以下に、本例の締付診断システム1及び締付診断方法につき、図1〜図10と共に詳説する。
本例のナットランナ2は、2次元又は3次元に移動する移動ロボット(図示略)に取り付けてあり、被締付対象8における複数の被締付部位81へ移動して、複数の被締付部位81へ締付部材としてのボルト85を順次締め付けることができるものである。
図7に示すごとく、本例の被締付対象8は、締付部材としてのボルト85のねじ部852を挿通させる貫通穴81Aを形成した第1部品8Aと、貫通穴81Aに挿通したボルト85のねじ部852を螺合させるねじ穴81Bを形成した第2部品8Bとからなる。
【0069】
移動ロボットの移動先端部には、ナットランナ2を被締付対象8における被締付部位81へ接近させるための進退手段7が取り付けてある。この進退手段7は、シリンダー、モータ等のアクチュエータと、このアクチュエータによってナットランナ2を進退するようガイドするガイド部71とを有している。本例のアクチュエータは、エアシリンダーからなる。そして、ナットランナ2は、移動ロボットによって被締付対象8における所定の被締付部位81まで移動した後、進退手段7によって被締付部位81へ接近するよう構成してある。
また、移動ロボット及び進退手段7は、種々の制御コンピュータ等によって制御することができる。図1に示すごとく、異常診断コンピュータ12、制御コントローラ等は、同じコンピュータ10内に形成することができ、上位のコンピュータ内に形成することもできる。
【0070】
本例のクラッチ機構5は、図4に示すごとく、減速機32の出力軸321に連結した保持軸部34と回転主軸4とを一体的に回転させる原位置係合状態501と、図6に示すごとく、減速機32の出力軸321に連結した保持軸部34を回転主軸4に対して相対的に回転させた後(図5参照)、再び減速機32の出力軸321に連結した保持軸部34と回転主軸4とを一体的に回転させる動作位置係合状態502とを形成するよう構成されている。図3、図4に示すごとく、クラッチ機構5は、保持軸部34の外周に配設した上側クラッチ部材51と、回転主軸4の上端部に連結した下側クラッチ部材52と、上側クラッチ部材51の下面に形成したクラッチ面511と下側クラッチ部材52の上面に形成したクラッチ面521との間に挟持させた複数のボール53(鋼球)とを有している。
また、クラッチ機構5、保持軸部34、減速機32の出力軸321及び回転主軸4の上端部は、クラッチケース54内に収容してある。
【0071】
図4に示すごとく、上側クラッチ部材51のクラッチ面511には、周方向一方側C1へ向けて下方への突出量が大きくなる上側傾斜山部512が形成してあり、下側クラッチ部材52のクラッチ面521には、周方向他方側C2へ向けて上方への突出量が大きくなる下側傾斜山部522が形成してある。そして、クラッチ機構5が、原位置係合状態501にあるときには、上側傾斜山部512と下側傾斜山部522との周方向の位置がずれており、これらの間に形成されたクラッチ空間530にボール53が配置されている。
【0072】
また、上側傾斜山部512の周方向他方側C2の基部には、上側原位置隆起部513が形成されており、上側傾斜山部512の周方向一方側C1の頂点部には、上側動作位置隆起部514が形成されている。また、下側傾斜山部522の周方向一方側C1の基部には、下側原位置隆起部523が形成されており、下側傾斜山部522の周方向他方側C2の頂点部には、下側動作位置隆起部524が形成されている。
【0073】
そして、同図に示すごとく、クラッチ機構5が、原位置係合状態501にあるときには、クラッチ空間530内にあるボール53は、上側原位置隆起部513と下側原位置隆起部523との間に周方向から挟持されている。
また、上側傾斜山部512及び下側傾斜山部522は、それぞれ上側クラッチ部材51及び下側クラッチ部材52の周方向における複数箇所に形成してあり、周方向の複数箇所に形成されたクラッチ空間530内には、それぞれボール53が配置されている。
【0074】
図3に示すごとく、保持軸部34の外周の上端側には、バネ用座板341が設けてあり、保持軸部34の外周側において、バネ用座板341と上側クラッチ部材51との間には、付勢バネ342が配置してある。上側クラッチ部材51は、付勢バネ342による付勢力を受けて下側クラッチ部材52の方向へ押圧されている。
また、上側クラッチ部材51は、保持軸部34の外周に、上下にスライド可能な状態で配設してある。上側クラッチ部材51は、周方向の複数箇所において、軸方向へ複数個のボールを並べて構成したボールキー55によって、保持軸部34に対して回り止めがなされていると共に、保持軸部34に対して上下にスライドできるようになっている。
【0075】
そして、サーボモータ31を回転させる際に、回転主軸4に負荷が加わっていないときには、図4に示すごとく、上側原位置隆起部513と下側原位置隆起部523との間に周方向にボール53を挟持した状態で、付勢バネ342による付勢力を受けて、上側クラッチ部材51と下側クラッチ部材52とによる原位置係合状態501が形成される。
次いで、サーボモータ31を回転させる際に、回転主軸4に所定の負荷(付勢バネ342の付勢力による回転摩擦トルクよりも大きな負荷トルク)が加わったときには、図5に示すごとく、クラッチ機構5の原位置係合状態501が解除され、ボール53が、上側原位置隆起部513と下側原位置隆起部523とを乗り越えて、上側傾斜山部512と下側傾斜山部522との間を転がる。そして、図6に示すごとく、ボール53が、上側動作位置隆起部514と下側動作位置隆起部524との間に周方向に挟持されるまで、下側クラッチ部材52に対して上側クラッチ部材51が、付勢バネ342による付勢力に抗して相対的に回転し、動作位置係合状態502が形成される。
【0076】
図7に示すごとく、本例の保持ソケット6は、スプリング(付勢手段)41による付勢力を受けた状態で回転主軸4に、同一軸心を有して連結してある。スプリング41は、回転主軸4の外周側において、回転主軸4と保持ソケット6との間に挟持して配置してある。回転主軸4及びスプリング41と、保持ソケット6の後端部は、ケース42内に配置されている。保持ソケット6は、回転主軸4と共に回転可能であると共に、スプリング41を収縮させながら回転主軸4の側へ引っ込むよう構成されている。
【0077】
保持ソケット6の保持凹部61に保持するボルト85を被締付部位81に締め付ける際には、スプリング41による弾性反発力によってボルト85を被締付部位81へ押圧することができる。進退手段7により、ボルト85を保持するナットランナ2を被締付部位81へ接近させたときには、スプリング41による付勢力に抗して保持ソケット6を回転主軸4の側へ引っ込ませ、スプリング41による反発弾性力を保持ソケット6からボルト85に与えることができる。そして、この状態で、サーボモータ31によって保持ソケット6を回転させることにより、ボルト85のねじ部852を第2部品8Bにおけるねじ穴81Bへ締め込むことができる。
【0078】
本例の回転速度検出器33は、エンコーダとした。これ以外にも、回転速度検出器33は、タコジェネレータ等の種々の検出器とすることもできる。
トルクセンサ45は、回転主軸4に生じるトルクを測定することができる種々のセンサを用いることができる。例えば、トルクを測定する原理によって、ひずみゲージ式、磁歪効果式、位相差検出方式、機械的反力式等のトルクセンサ45を用いることができる。
【0079】
本例の電子制御コントローラ11は、移動動作A1、A2として、サーボモータ31をより高速で回転させてボルト85のねじ込みをより高速で行う第1段階の移動動作A1と、この第1段階の移動動作A1に比べてサーボモータ31の回転速度Vを低下させてボルト85のねじ込みを行う第2段階の移動動作A2とを行うよう構成してある。
【0080】
次に、本例の締付診断システム1を用いてボルト85の締付診断を行う方法、及び本例の作用効果につき、図10のフローチャートと共に説明する。
まず、制御コンピュータ等によって移動ロボットを制御して、ボルト85を保持させたナットランナ2を、被締付対象8における被締付部位81に対する対向位置まで移動させる(図10のステップS101)。そして、制御コンピュータ等によって、進退手段7を制御し、ボルト85を保持するナットランナ2を、被締付部位81へ接近(前進)させる。
このとき、ボルト85のねじ部852が第1部品8Aの貫通穴81Aに挿通されると共に、ねじ部852の先端部が第2部品8Bのねじ穴81Bに当接する。そして、ナットランナ2をさらに前進させることによって、スプリング41を収縮させながら保持ソケット6が回転主軸4の方向へ引っ込む(図7参照)。
【0081】
次いで、電子制御コントローラ11は、第1段階の移動動作A1として、サーボモータ31を所定時間高速回転させてボルト85のねじ込みを行い、第2段階の移動動作A2として、サーボモータ31の回転速度Vを低下させてボルト85のねじ込みを行う(S102)。そして、電子制御コントローラ11は、トルクセンサ45による締付トルクPの測定値が、所定のクラッチ作動規定値P1になるまで、第2段階の移動動作A2を行う(S103)。
こうして、電子制御コントローラ11は、サーボモータ31を高速回転させる2段階の移動動作A1、A2を行うことにより、保持ソケット6に保持するボルト85を高速で回転させ、被締付対象8における被締付部位81へのボルト85の締付けを高速で行うことができる。これにより、ボルト85の締付けを行う時間を短縮することができる。
【0082】
ところで、保持ソケット6に保持するボルト85の頭部851が、被締付部位81における締付面811に当接したときには、回転主軸4に負荷が加わる又は回転主軸4に加わる負荷トルクが上昇し、トルクセンサ45による締付トルクPの測定値が上昇する。このとき、トルクセンサ45による締付トルクPの測定値が所定のクラッチ作動規定値(上昇規定値)P1になったときには(S103がYesの場合)、電子制御コントローラ11は、サーボモータ31の回転速度Vをさらに低下させる(S104)。なお、電子制御コントローラ11は、回生ブレーキ、電磁ブレーキ等を用いてサーボモータ31の回転速度Vを迅速に低下させることができる。
【0083】
そして、電子制御コントローラ11は、サーボモータ31を低速回転させる締付動作Bを行うことにより、保持ソケット6に保持するボルト85を低速で回転させ、被締付対象8における被締付部位81へのボルト85の締付けを低速で行うことができる。これにより、ボルト85を被締付部位81へ安定して締め付けることができる。
【0084】
また、回転主軸4に加わる負荷トルクが、付勢バネ342の付勢力による回転摩擦トルクよりも大きくなったときには、図5に示すごとく、クラッチ機構5によって回転主軸4と減速機32との係合状態が解除される。そして、減速機32が回転主軸4に対して所定回転量だけ相対的に回転する間に、電子制御コントローラ11がサーボモータ31の回転を高速回転から低速回転に切り替えることができ、この切替えを行う際に、急激な衝撃トルクがボルト85の頭部851と締付面811との間に生ずることを防止することができる。そのため、上記締付動作Bをより安定して行うことができる。
【0085】
また、トルクセンサ45による締付トルクPの測定値が所定のクラッチ作動規定値P1になったときには、異常診断コンピュータ12は、時間tの計測を開始する(S105)。
そして、異常診断コンピュータ12は、トルクセンサ45による締付トルクPの測定値が、再びクラッチ作動規定値P1以下になったことを検出した後、締付トルクPの測定値が、所定のクラッチ作動完了規定値P2になるまで時間tの計測を継続する(S106)。その後、締付トルクPの測定値が、所定のクラッチ作動完了規定値P2になったときには(S106がYesの場合)、異常診断コンピュータ12は、時間tの計測を終了する(S107)。
【0086】
こうして、異常診断コンピュータ12は、時間tを計測し、この計測時間tが所定のクラッチ動作正常時間t1以上である場合には(S108がYesの場合)、クラッチ機構5が正常に動作したことを検出することができる(S109)。
一方、異常診断コンピュータ12は、上記計測時間tが所定のクラッチ動作正常時間t1未満である場合には(S108がNoの場合)、クラッチ機構5が正常に動作しなかったことを検出することができる(S110)。
【0087】
その後、電子制御コントローラ11は、トルクセンサ45による締付トルクPの測定値が所定の締付完了規定値P3に到達するまでサーボモータ31を低速回転させる。そして、締付トルクPの測定値が所定の締付完了規定値P3になったときには、サーボモータ31の回転を停止して締付動作Bを完了する(図8参照)。
そして、異常診断コンピュータ12は、上記計測時間tが所定のクラッチ動作正常時間t1以上であった場合には、ボルト85の締付けが正常に行われたことを検知することができる(S109)。
【0088】
一方、異常診断コンピュータ12は、上記計測時間tが所定のクラッチ動作正常時間t1未満であった場合には、ボルト85の締付けが正常に行われなかったことを検知することができる(S110)。また、この場合には、クラッチ機構5に何らかの異常が生じたと考えられ、作業者等は、早期に対策を行うことができる。
【0089】
このように、本例の締付診断システム1によれば、クラッチ機構5に何らかの異常が生じたときには、迅速にこれを検出することができる。そのため、クラッチ機構5の管理が容易になり、例えば、定期的な分解点検、交換等を行わなくても、クラッチ機構5を正常な状態に維持することができる。
また、クラッチ機構5の動作状態を監視することにより、ボルト85の締付けが正常に行われているかを監視することができ、ボルト85の締付けを安定して行うことができる。
【0090】
それ故、本例の締付診断システム1によれば、クラッチ機構5の異常を迅速に検知することができ、ボルト85の締付けを安定して行うことができる。
【0091】
(実施例2)
本例は、上記実施例1に対して、異常診断コンピュータ12による異常判定の仕方が異なる例である。
本例の異常診断コンピュータ12は、図11に示すごとく、トルクセンサ45による締付トルクPの測定値が所定のクラッチ作動規定値(上昇規定値)P1になった後、回転速度検出器33による回転速度Vの測定値から積算したボルト85の締付角度Rが、所定の締付正常角度R1に到達したときには、クラッチ機構5が正常に動作してボルト85の締付けが正常に行われたことを検知する。一方、本例の異常診断コンピュータ12は、上記ボルト85の締付角度Rが、所定の締付正常角度R1に到達しなかったときには、クラッチ機構5が正常に動作せず、ボルト85の締付けが正常に行われなかったことを検知する。
【0092】
本例の締付診断システム1を用いてボルト85の締付診断を行う際には、上記実施例1と同様に、電子制御コントローラ11は、2段階の移動動作A1、A2を行って、保持ソケット6に保持するボルト85を高速で回転させ、被締付対象8における被締付部位81へのボルト85の締付けを高速で行うことができる(図12のステップS201、S202)。第2段階の移動動作A2を行う際に、トルクセンサ45による締付トルクPの測定値が所定のクラッチ作動規定値P1になったときには(S203がYesの場合)、電子制御コントローラ11は、サーボモータ31の回転速度Vを低速回転にして締付動作Bを行う(S204)。また、このとき、異常診断コンピュータ12は、回転速度検出器33による回転速度Vの測定値を積算して、サーボモータ31の回転量の計測を開始する(S205)。
【0093】
そして、異常診断コンピュータ12は、トルクセンサ45による締付トルクPの測定値が、所定の締付完了規定値P3になるまで、サーボモータ31の回転量の計測を継続する(S206)。その後、電子制御コントローラ11は、トルクセンサ45による締付トルクPの測定値が、所定の締付完了規定値P3になったときには(S206がYesの場合)、サーボモータ31の回転を停止して締付動作Bを完了し、異常診断コンピュータ12は、回転量の計測を終了する(S207)。
【0094】
その後、異常診断コンピュータ12は、上記回転量からボルト85の締付角度(締付回転量)Rを算出し、この締付角度Rが所定の締付正常角度R1以上である場合には(S208がYesの場合)、クラッチ機構5が正常に動作したことを検出することができる(S209)。そして、この場合には、異常診断コンピュータ12は、ボルト85の締付けが正常に行われたことを検知することができる。
一方、異常診断コンピュータ12は、上記ボルト85の締付角度Rが所定の締付正常角度R1未満である場合には(S208がNoの場合)、クラッチ機構5が正常に動作しなかったことを検出することができる(S210)。そして、この場合には、異常診断コンピュータ12は、ボルト85の締付けが正常に行われなかったことを検知することができる。また、この場合には、クラッチ機構5に何らかの異常が生じたと考えられ、作業者等は、早期に対策を行うことができる。
【0095】
このように、本例の締付診断システム1及び締付診断方法によっても、クラッチ機構5に何らかの異常が生じたときには、迅速にこれを検出することができる。そのため、クラッチ機構5の管理が容易になり、例えば、定期的な分解点検、交換等を行わなくても、クラッチ機構5を正常な状態に維持することができる。
また、クラッチ機構5の動作状態を監視することにより、ボルト85の締付けが正常に行われているかを監視することができ、ボルト85の締付けを安定して行うことができる。本例においても、その他の構成は上記実施例1と同様であり、上記実施例1と同様の作用効果を得ることができる。
【0096】
(実施例3)
本例も、上記実施例1に対して、異常診断コンピュータ12による異常判定の仕方が異なる例である。
本例の異常診断コンピュータ12は、図13に示すごとく、トルクセンサ45による締付トルクPの測定値がクラッチ作動規定値(上昇規定値)P1になった後、締付トルクPの測定値が所定の締付完了規定値P3に到達するまでに要した時間tが、所定の締付正常時間t2以上であるときには、クラッチ機構5が正常に動作してボルト85の締付けが正常に行われたことを検知する。一方、本例の異常診断コンピュータ12は、上記締付トルクPの測定値が所定の締付完了規定値P3に到達するまでに要した時間tが、所定の締付正常時間t2未満であるときには、クラッチ機構5が正常に動作せず、ボルト85の締付けが正常に行われなかったことを検知する。
【0097】
本例の締付診断システム1を用いてボルト85の締付診断を行う際には、上記実施例1と同様に、電子制御コントローラ11は、2段階の移動動作A1、A2を行って、保持ソケット6に保持するボルト85を高速で回転させ、被締付対象8における被締付部位81へのボルト85の締付けを高速で行うことができる(図14のステップS301、S302)。第2段階の移動動作A2を行う際に、トルクセンサ45による締付トルクPの測定値が所定のクラッチ作動規定値P1になったときには(S303がYesの場合)、電子制御コントローラ11は、サーボモータ31の回転速度Vを低速回転にして締付動作Bを行う(S304)。また、このとき、異常診断コンピュータ12は、時間tの計測を開始する(S305)。
【0098】
そして、異常診断コンピュータ12は、トルクセンサ45による締付トルクPの測定値が、所定の締付完了規定値P3になるまで時間tの計測を継続する(S306)。その後、電子制御コントローラ11は、トルクセンサ45による締付トルクPの測定値が、所定の締付完了規定値P3になったときには(S306がYesの場合)、サーボモータ31の回転を停止して締付動作Bを完了し、異常診断コンピュータ12は、時間tの計測を終了する(S307)。
【0099】
次いで、異常診断コンピュータ12は、上記計測時間tが所定の締付正常時間t2以上である場合には(S308がYesの場合)、クラッチ機構5が正常に動作したことを検出することができる(S309)。そして、この場合には、異常診断コンピュータ12は、ボルト85の締付けが正常に行われたことを検知することができる。
一方、異常診断コンピュータ12は、上記計測時間tが所定の締付正常時間t2未満である場合には(S308がNoの場合)、クラッチ機構5が正常に動作しなかったことを検出することができる(S310)。そして、この場合には、異常診断コンピュータ12は、ボルト85の締付けが正常に行われなかったことを検知することができる。また、この場合には、クラッチ機構5に何らかの異常が生じたと考えられ、作業者等は、早期に対策を行うことができる。
【0100】
このように、本例の締付診断システム1及び締付診断方法によっても、クラッチ機構5に何らかの異常が生じたときには、迅速にこれを検出することができる。そのため、クラッチ機構5の管理が容易になり、例えば、定期的な分解点検、交換等を行わなくても、クラッチ機構5を正常な状態に維持することができる。
また、クラッチ機構5の動作状態を監視することにより、ボルト85の締付けが正常に行われているかを監視することができ、ボルト85の締付けを安定して行うことができる。本例においても、その他の構成は上記実施例1と同様であり、上記実施例1と同様の作用効果を得ることができる。
【0101】
また、本例の締付診断システム1及び締付診断方法においては、以下のように応用することもできる。
異常診断コンピュータ12は、上記計測時間tが所定の締付正常時間t2以上であって、所定の締付許容時間以下であるときに、ボルト85の締付けが正常に行われたことを検知することができる。すなわち、ボルト85のねじ部852に、ねじ山潰れ、ボルト85の浮き、被締付部位81の締付面811の異常等の問題が生じたときには、ボルト85の締付時間が通常よりも長くかかると考えられる。
【0102】
図15には、ボルト85のねじ部852にねじ山潰れが発生したときのサーボモータ31の回転速度Vの波形と締付トルクPの波形とを示す。この場合は、所定の締付許容時間t3を経過しても、締付トルクPの測定値が締付完了規定値P3にならないため、異常診断コンピュータ12は、クラッチ機構5以外の異常が発生したことを検出して、ボルト85の締付けが正常に行われなかったことを検知することができる。
また、図示は省略するが、トルクセンサ45が故障した場合には、締付時間と締付角度Rとの関係に時間的なずれが生じると考えられる。そのため、異常診断コンピュータ12は、締付トルクPの波形を監視することにより、トルクセンサ45に生じた異常を検出することも可能である。
【0103】
(実施例4)
本例も、上記実施例1に対して、異常診断コンピュータ12による異常判定の仕方が異なる例である。
本例の異常診断コンピュータ12は、図16に示すごとく、トルクセンサ45による締付トルクPの測定値がクラッチ作動規定値(上昇規定値)P1になった後、回転速度検出器33によって測定する回転速度Vが、所定の規定時間継続して所定の締付正常回転速度V1以上に維持されたときには、クラッチ機構5が正常に動作してボルト85の締付けが正常に行われたことを検知する。一方、本例の異常診断コンピュータ12は、上記回転速度検出器33によって測定する回転速度Vが、所定の規定時間継続して所定の締付正常回転速度V1以上に維持されなかったときには、クラッチ機構5が正常に動作せず、ボルト85の締付けが正常に行われなかったことを検知する。
【0104】
本例の締付診断システム1を用いてボルト85の締付診断を行う際には、上記実施例1と同様に、電子制御コントローラ11は、2段階の移動動作A1、A2を行って、保持ソケット6に保持するボルト85を高速で回転させ、被締付対象8における被締付部位81へのボルト85の締付けを高速で行うことができる(図16のステップS401、S402)。第2段階の移動動作A2を行う際に、トルクセンサ45による締付トルクPの測定値が所定のクラッチ作動規定値P1になったときには(S403がYesの場合)、電子制御コントローラ11は、サーボモータ31の回転速度Vを低速回転にして締付動作Bを行う(S404)。また、このとき、異常診断コンピュータ12は、時間tの計測を開始する(S405)。
【0105】
そして、異常診断コンピュータ12は、回転速度検出器33によって測定する回転速度Vが、所定の締付正常回転速度V1未満になるまで、時間tの計測を継続する(S306)。その後、電子制御コントローラ11は、締付トルクPの測定値が所定の締付完了規定値P3になったときに(S406がYesの場合)、サーボモータ31の回転を停止して締付動作Bを完了し、異常診断コンピュータ12は、時間tの計測を終了する(S407)。また、このときには、回転速度検出器33によって測定する回転速度Vが、所定の締付正常回転速度V1未満になる(ゼロ以下になる)。
【0106】
次いで、異常診断コンピュータ12は、上記計測時間tが所定の締付正常時間t2以上である場合には(S408がYesの場合)、クラッチ機構5が正常に動作したことを検出することができる(S409)。そして、この場合には、異常診断コンピュータ12は、ボルト85の締付けが正常に行われたことを検知することができる。
一方、異常診断コンピュータ12は、上記計測時間tが所定の締付正常時間t2未満である場合には(S408がNoの場合)、クラッチ機構5が正常に動作しなかったことを検出することができる(S410)。そして、この場合には、異常診断コンピュータ12は、ボルト85の締付けが正常に行われなかったことを検知することができる。また、この場合には、クラッチ機構5に何らかの異常が生じたと考えられ、作業者等は、早期に対策を行うことができる。
【0107】
このように、本例の締付診断システム1及び締付診断方法によっても、クラッチ機構5に何らかの異常が生じたときには、迅速にこれを検出することができる。そのため、クラッチ機構5の管理が容易になり、例えば、定期的な分解点検、交換等を行わなくても、クラッチ機構5を正常な状態に維持することができる。
また、クラッチ機構5の動作状態を監視することにより、ボルト85の締付けが正常に行われているかを監視することができ、ボルト85の締付けを安定して行うことができる。本例においても、その他の構成は上記実施例1と同様であり、上記実施例1と同様の作用効果を得ることができる。
【0108】
(実施例5)
本例は、クラッチ機構5が正常に動作してボルト85の締付けが正常に行われた場合と、クラッチ機構5が正常に動作せず、ボルト85の締付けが正常に行われなかった場合とについて、サーボモータ31の回転速度Vの波形と締付トルクPの波形とを示す例である。図17〜図20は、回転速度検出器33によって検出したサーボモータ31の回転速度Vと、トルクセンサ45によって検出した締付トルクPとの時間的変化を示すグラフである。
【0109】
図17には、クラッチ機構5が正常に動作してボルト85の締付けが正常に行われた場合を示す。この場合、同図に示すごとく、ボルト85の頭部851が被締付部位81の締付面811に当接したときには、クラッチ機構5における原位置係合状態501が解除され、クラッチ機構5におけるボール53が一対の原位置隆起部513、523を乗り越えるために、締付トルクPが一時的に上昇する(図17のa部)。その後、回転主軸4に対して減速機32が相対的に回転するため、締付トルクPが所定時間低下し(図17のb部)、クラッチ機構5が動作位置係合状態502になったときには、締付トルクPが徐々に上昇することがわかる(図17のc部)。
【0110】
また、サーボモータ31の回転速度Vは、締付トルクPが一時的に上昇したときに、低速回転に切り替えられる。そして、締付トルクPの測定値が締付完了規定値P3になったときには、サーボモータ31の回転が停止され、その回転速度Vはゼロになる(図17においては逆回転させているためゼロ以下になっている。)。
【0111】
図18〜図20には、クラッチ機構5が正常に動作せず、ボルト85の締付けが正常に行われなかった場合を示す。各図に示すごとく、クラッチ機構5が正常に動作しないときには、ボルト85の頭部851が被締付部位81の締付面811に当接したときに、クラッチ機構5における原位置係合状態501が正常に解除されず、締付トルクPが一時的に上昇した後(各図のa部)、締付トルクPが所定時間低下することなく、上昇することがわかる(各図のc部)。そして、この場合には、クラッチ機構5が正常に動作した場合に比べて、ボルト85の締付時間が短くなっていることがわかる(これに伴って締付角度Rも小さくなる。)。
【0112】
また、図21は、横軸に、締付角度R(締付トルクPの測定値がクラッチ作動規定値P1になってから締付完了規定値P3になるまでに、ボルト85の頭部851が回転した角度)をとり、縦軸に、締付時間(締付トルクPの測定値がクラッチ作動規定値P1になってから締付完了規定値P3になるまでに要した時間)をとって、クラッチ機構5が正常に動作した場合Gと正常に動作しなかった場合Bとについて両者の関係を示すグラフである。
【0113】
同図に示すごとく、クラッチ機構5が正常に動作したときには、締付角度Rが大きくなると共に締付時間が長くなり、両者は比例的な関係を有していることがわかる。これに対し、クラッチ機構5が正常に動作しなかったときには、締付時間が極端に短くなり、締付角度Rも小さくなることがわかる。
このことより、上記実施例1〜4に示した締付診断システム1及び締付診断方法によれば、クラッチ機構5の正常又は異常を判定することが容易であることがわかる。
【0114】
図22、図23は、横軸に締付角度Rをとり、縦軸に締付トルクPをとって、クラッチ機構5が正常に動作したときの締付トルクPの波形を示す図である。図22は、繰り返しによるばらつきを示し、図23は、ナットランナ2の個体差によるばらつきを示す。なお、クラッチ機構5が正常に動作したときには、その動作により約25〜35°の角度rだけ減速機32が回転主軸4に対して相対的に回転することがわかる。
【0115】
(比較例)
従来のナットランナにおいては、締付部材としてのボルト85の締付けが正常に行われたか否かは、トルクセンサ45による締付トルクPの測定値が、所定の締付完了規定値P3の1/2の大きさになった時点から締付完了規定値P3になるまでの締付時間と締付角度Rとの関係から判定していた。この場合、図24に示すごとく、締付角度Rと締付時間との関係において、クラッチ機構5が正常に動作した場合Gと正常に動作しなかった場合Bとの差が顕著にならなかった。
したがって、上述した実施例1〜4の締付診断システム1及び締付診断方法を用いることにより、クラッチ機構5の動作不良の有無を精度よく判定できると共に、ボルト85の締付不良の有無も精度よく判定できることがわかった。
【図面の簡単な説明】
【0116】
【図1】実施例1における、締付診断システムの電気的構成を示す説明図。
【図2】実施例1における、ナットランナの全体を示す説明図。
【図3】実施例1における、ナットランナにおけるクラッチ機構の周辺を示す断面説明図。
【図4】実施例1における、原位置係合状態にあるクラッチ機構の周辺を示す断面説明図。
【図5】実施例1における、過渡状態にあるクラッチ機構の周辺を示す断面説明図。
【図6】実施例1における、動作位置係合状態にあるクラッチ機構の周辺を示す断面説明図。
【図7】実施例1における、保持ソケット及び被締付対象の周辺を示す断面説明図。
【図8】実施例1における、横軸に時間をとり、縦軸に回転速度及び締付トルクをとって、回転速度及び締付トルクの変化を示すグラフ。
【図9】実施例1における、横軸に時間をとり、縦軸に締付トルクをとって、締付トルクの変化の一部を拡大して示すグラフ。
【図10】実施例1における、締付診断システムの動作を示すフローチャート。
【図11】実施例2における、横軸に時間をとり、縦軸に回転速度及び締付トルクをとって、回転速度及び締付トルクの変化を示すグラフ。
【図12】実施例2における、締付診断システムの動作を示すフローチャート。
【図13】実施例3における、横軸に時間をとり、縦軸に回転速度及び締付トルクをとって、回転速度及び締付トルクの変化を示すグラフ。
【図14】実施例3における、締付診断システムの動作を示すフローチャート。
【図15】実施例3における、横軸に時間をとり、縦軸に回転速度及び締付トルクをとって、ボルトにねじ山潰れが発生したときの回転速度及び締付トルクの変化を示すグラフ。
【図16】実施例4における、締付診断システムの動作を示すフローチャート。
【図17】実施例5における、横軸に時間をとり、縦軸に回転速度及び締付トルクをとって、クラッチ機構が正常に動作した場合の回転速度及び締付トルクの変化を示すグラフ。
【図18】実施例5における、横軸に時間をとり、縦軸に回転速度及び締付トルクをとって、クラッチ機構が正常に動作しなかった場合の回転速度及び締付トルクの変化を示すグラフ。
【図19】実施例5における、横軸に時間をとり、縦軸に回転速度及び締付トルクをとって、クラッチ機構が正常に動作しなかった場合の回転速度及び締付トルクの変化を示すグラフ。
【図20】実施例5における、横軸に時間をとり、縦軸に回転速度及び締付トルクをとって、クラッチ機構が正常に動作しなかった場合の回転速度及び締付トルクの変化を示すグラフ。
【図21】実施例5における、横軸に締付角度をとり、縦軸に締付時間をとって、クラッチ機構が正常に動作した場合と正常に動作しなかった場合とについて両者の関係を示すグラフ。
【図22】実施例5における、横軸に締付角度をとり、縦軸に締付トルクをとって、クラッチ機構が正常に動作したときの締付トルクの波形を示すグラフ。
【図23】実施例5における、横軸に締付角度をとり、縦軸に締付トルクをとって、クラッチ機構が正常に動作したときの締付トルクの波形を示すグラフ。
【図24】比較例における、横軸に締付角度をとり、縦軸に締付時間をとって、クラッチ機構が正常に動作した場合と正常に動作しなかった場合とについて両者の関係を示すグラフ。
【符号の説明】
【0117】
1 締付診断システム
11 電子制御コントローラ
12 異常診断コンピュータ
2 ナットランナ
31 サーボモータ
32 減速機
33 回転速度検出器
34 保持軸部
4 回転主軸
41 スプリング(付勢手段)
45 トルクセンサ
5 クラッチ機構
51 上側クラッチ部材
52 下側クラッチ部材
53 ボール
6 保持ソケット
61 保持凹部
7 進退手段
8 被締付対象
81 被締付部位
811 締付面
85 締付部材(ボルト)
851 頭部
852 ねじ部
A1 第1段階の移動動作
A2 第2段階の移動動作
B 締付動作
P 締付トルク
P1 クラッチ作動規定値(上昇規定値)
P2 クラッチ作動完了規定値
P3 締付完了規定値
t 時間
t1 クラッチ動作正常時間
t2 締付正常時間
V 回転速度
V1 締付正常回転速度
R 締付角度
R1 締付正常角度
【技術分野】
【0001】
本発明は、ナットランナによるボルト等の締付部材の締付けが正常に行われたかを判定する締付診断システム及び締付診断方法に関する。
【背景技術】
【0002】
ボルト等の締付部材の締付けを行う装置であるナットランナは、種々の機械部品の組付を行う際に用いられている。例えば、特許文献1に開示されるナットランナは、減速軸と回転主軸との間にクラッチ機構を介装すると共に、回転主軸にトルクセンサを付設し、締付トルクがクラッチ機構作動トルク値よりも小さなモータ切替トルク値に達したのを、トルクセンサが検知して、回転主軸を回転させるモータを高速回転から低速回転に切り替えるよう構成している。また、クラッチ機構は、クラッチ上と、クラッチ下と、その間に挟まれたボールとから構成しており、トルクセンサがモータへ上記切替信号を送った後に、クラッチ機構が作動するよう構成している。
【0003】
ところで、ナットランナが被締付対象に締付部材の締付けを正常に行うためには、クラッチ機構が正常に動作することが前提となる。しかしながら、従来のナットランナにおいては、クラッチ機構が正常に動作したことを検知する手段については、十分な工夫がなされていない。そのため、クラッチ機構が正常に動作しなかったときの検知時期が遅れ、クラッチ機構が故障してから交換するか、クラッチ機構を定期的に交換する必要があった。
【0004】
【特許文献1】特許第3889947号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、かかる従来の問題点に鑑みてなされたもので、クラッチ機構の異常を迅速に検知することができ、締付部材の締付けを安定して行うことができる締付診断システム及び締付診断方法を提供しようとするものである。
【課題を解決するための手段】
【0006】
第1の発明は、ボルト等の締付部材の締付けを電動で行うナットランナを、電子制御コントローラによって制御し、上記締付部材の締付けが正常に行われたかを異常診断コンピュータによって判定するよう構成した締付診断システムにおいて、
上記ナットランナは、サーボモータと、
該サーボモータの回転速度を減速する減速機と、
該減速機により減速された回転速度で回転する回転主軸と、
該回転主軸に所定の負荷が加わった後、該回転主軸と上記減速機との係合状態を解除し、該回転主軸に対して該減速機を所定回転量だけ相対的に回転させるためのクラッチ機構と、
上記締付部材を保持すると共に、上記回転主軸の回転を受けて回転する保持ソケットと、
上記回転主軸に加わる締付トルクを測定するトルクセンサと、
上記サーボモータの回転速度を検出する回転速度検出器とを有しており、
上記電子制御コントローラは、被締付対象における被締付部位への締付部材の締付けを開始した後、上記保持ソケットに保持する上記締付部材の頭部が、上記被締付部位における締付面に当接し、上記トルクセンサによる締付トルクの測定値が所定の上昇規定値になるまで、上記サーボモータを高速回転させる移動動作と、上記トルクセンサによる締付トルクの測定値が上記上昇規定値になったとき、上記サーボモータを上記高速回転よりも遅い回転速度で低速回転させる締付動作とを行うよう構成してあり、
上記異常診断コンピュータは、上記締付トルクの測定値が上記上昇規定値になった後、該締付トルクの測定値が、所定の低下規定値以下に所定時間低下した状態が続いたときには、上記クラッチ機構が正常に動作して上記締付部材の締付けが正常に行われたことを検知するよう構成してあることを特徴とする締付診断システムにある(請求項1)。
【0007】
本発明の締付診断システムは、サーボモータ、減速機、回転主軸、クラッチ機構、保持ソケット、トルクセンサ及び回転速度検出器を有するナットランナを、電子制御コントローラによって制御するよう構成してある。そして、電子制御コントローラは、サーボモータを高速回転させる移動動作を行うことにより、保持ソケットに保持する締付部材を高速で回転させ、被締付対象における被締付部位への締付部材の締付けを高速で行うことができる。これにより、締付部材の締付けを行う時間を短縮することができる。
【0008】
そして、保持ソケットに保持する締付部材の頭部が、被締付部位における締付面に当接したときには、トルクセンサによる締付トルクの測定値が上昇する。このとき、電子制御コントローラは、トルクセンサによる締付トルクの測定値が所定の上昇規定値になったときには、サーボモータを低速回転させる締付動作を行うことにより、保持ソケットに保持する締付部材を低速で回転させ、被締付対象における被締付部位への締付部材の締付けを低速で行うことができる。これにより、締付部材を被締付部位へ安定して締め付けることができる。
【0009】
ところで、保持ソケットに保持する締付部材の頭部が、被締付部位における締付面に当接したときには、回転主軸に負荷が加わる又は回転主軸に加わる負荷が上昇する。このとき、回転主軸に加わる負荷が所定の値になったときには、クラッチ機構によって回転主軸と減速機との係合状態が解除される。そして、減速機が回転主軸に対して所定回転量だけ相対的に回転する間に、電子制御コントローラがサーボモータの回転を高速回転から低速回転に切り替えることができ、この切替えを行う際に、急激な衝撃トルクが締付部材の頭部と締付面との間に生ずることを防止することができる。そのため、上記締付動作をより安定して行うことができる。
【0010】
そして、本発明の異常診断コンピュータは、トルクセンサによる締付トルクの測定値を監視して、クラッチ機構が正常に動作したかを検出することができる。具体的には、トルクセンサによる締付トルクの測定値が、所定の上昇規定値になった後、所定の低下規定値以下に所定時間低下した状態が続いたときには(所定の低下規定値以下に低下した時間が所定時間以上になったときには)、異常診断コンピュータは、クラッチ機構が正常に動作して締付部材の締付けが正常に行われたことを検知することができる。
【0011】
一方、トルクセンサによる締付トルクの測定値が、所定の上昇規定値になった後、所定の低下規定値以下に所定時間低下した状態が続かなかったときには(所定の低下規定値以下に低下した時間が所定時間未満であったときには)、異常診断コンピュータは、クラッチ機構が正常に動作せず、締付部材の締付けが正常に行われなかったことを検知することができる。
【0012】
このように、本発明の締付診断システムによれば、クラッチ機構に何らかの異常が生じたときには、迅速にこれを検出することができる。そのため、クラッチ機構の管理が容易になり、例えば、定期的な分解点検、交換等を行わなくても、クラッチ機構を正常な状態に維持することができる。
また、クラッチ機構の動作状態を監視することにより、締付部材の締付けが正常に行われているかを監視することができ、締付部材の締付けを安定して行うことができる。
【0013】
それ故、本発明の締付診断システムによれば、クラッチ機構の異常を迅速に検知することができ、締付部材の締付けを安定して行うことができる。
【0014】
第2の発明は、ボルト等の締付部材の締付けを電動で行うナットランナを、電子制御コントローラによって制御し、上記締付部材の締付けが正常に行われたかを異常診断コンピュータによって判定するよう構成した締付診断システムにおいて、
上記ナットランナは、サーボモータと、
該サーボモータの回転速度を減速する減速機と、
該減速機により減速された回転速度で回転する回転主軸と、
該回転主軸に所定の負荷が加わった後、該回転主軸と上記減速機との係合状態を解除し、該回転主軸に対して該減速機を所定回転量だけ相対的に回転させるためのクラッチ機構と、
上記締付部材を保持すると共に、上記回転主軸の回転を受けて回転する保持ソケットと、
上記回転主軸に加わる締付トルクを測定するトルクセンサと、
上記サーボモータの回転速度を検出する回転速度検出器とを有しており、
上記電子制御コントローラは、被締付対象における被締付部位への締付部材の締付けを開始した後、上記保持ソケットに保持する上記締付部材の頭部が、上記被締付部位における締付面に当接し、上記トルクセンサによる締付トルクの測定値が所定の上昇規定値になるまで、上記サーボモータを高速回転させる移動動作と、上記締付トルクの測定値が上記上昇規定値になったとき、上記サーボモータを上記高速回転よりも遅い回転速度で低速回転させる締付動作とを行うよう構成してあり、
上記異常診断コンピュータは、上記締付トルクの測定値が上記上昇規定値になった後、上記回転速度検出器による回転速度の測定値から積算した上記締付部材の締付角度が、所定の締付正常角度に到達したときには、上記クラッチ機構が正常に動作して上記締付部材の締付けが正常に行われたことを検知するよう構成してあることを特徴とする締付診断システムにある(請求項2)。
【0015】
本発明の締付診断システムにおいても、上述した締付診断システムの発明と同様に、上記移動動作によって、締付部材の締付けを行う時間を短縮することができると共に、上記締付動作によって、締付部材を被締付部位へ安定して締め付けることができる。
そして、本発明の異常診断コンピュータも、トルクセンサによる締付トルクの測定値を監視して、クラッチ機構が正常に動作したかを検出することができる。
【0016】
具体的には、トルクセンサによる締付トルクの測定値が所定の上昇規定値になった後、回転速度検出器による回転速度の測定値から積算した上記締付部材の締付角度が、所定の締付正常角度に到達したときには(所定の締付正常角度以上になったときには)、異常診断コンピュータは、クラッチ機構が正常に動作して締付部材の締付けが正常に行われたことを検知することができる。
なお、締付正常角度は、締付部材の締付けが正常に行われるときの締付角度として設定することができる。
【0017】
一方、トルクセンサによる締付トルクの測定値が、所定の上昇規定値になった後、回転速度検出器による回転速度の測定値から積算した締付部材の締付角度が、所定の締付正常角度に到達しなかったときには(所定の締付正常角度未満であったときには)、異常診断コンピュータは、クラッチ機構が正常に動作せず、締付部材の締付けが正常に行われなかったことを検知することができる。
【0018】
このように、本発明の締付診断システムによっても、クラッチ機構に何らかの異常が生じたときには、迅速にこれを検出することができる。そのため、クラッチ機構の管理が容易になり、例えば、定期的な分解点検、交換等を行わなくても、クラッチ機構を正常な状態に維持することができる。
また、クラッチ機構の動作状態を監視することにより、締付部材の締付けが正常に行われているかを監視することができ、締付部材の締付けを安定して行うことができる。
【0019】
それ故、本発明の締付診断システムによっても、クラッチ機構の異常を迅速に検知することができ、締付部材の締付けを安定して行うことができる。
【0020】
第3の発明は、ボルト等の締付部材の締付けを電動で行うナットランナを、電子制御コントローラによって制御し、上記締付部材の締付けが正常に行われたかを異常診断コンピュータによって判定するよう構成した締付診断システムにおいて、
上記ナットランナは、サーボモータと、
該サーボモータの回転速度を減速する減速機と、
該減速機により減速された回転速度で回転する回転主軸と、
該回転主軸に所定の負荷が加わった後、該回転主軸と上記減速機との係合状態を解除し、該回転主軸に対して該減速機を所定回転量だけ相対的に回転させるためのクラッチ機構と、
上記締付部材を保持すると共に、上記回転主軸の回転を受けて回転する保持ソケットと、
上記回転主軸に加わる締付トルクを測定するトルクセンサと、
上記サーボモータの回転速度を検出する回転速度検出器とを有しており、
上記電子制御コントローラは、被締付対象における被締付部位への締付部材の締付けを開始した後、上記保持ソケットに保持する上記締付部材の頭部が、上記被締付部位における締付面に当接し、上記トルクセンサによる締付トルクの測定値が所定の上昇規定値になるまで、上記サーボモータを高速回転させる移動動作と、上記締付トルクの測定値が上記上昇規定値になったとき、上記サーボモータを上記高速回転よりも遅い回転速度で低速回転させる締付動作とを行うよう構成してあり、
上記異常診断コンピュータは、上記締付トルクの測定値が上記上昇規定値になった後、該締付トルクの測定値が所定の締付完了規定値に到達するまでに要した時間が、所定の締付正常時間以上であるときには、上記クラッチ機構が正常に動作して上記締付部材の締付けが正常に行われたことを検知するよう構成してあることを特徴とする締付診断システムにある(請求項3)。
【0021】
本発明の締付診断システムにおいても、上述した締付診断システムの発明と同様に、上記移動動作によって、締付部材の締付けを行う時間を短縮することができると共に、上記締付動作によって、締付部材を被締付部位へ安定して締め付けることができる。
そして、本発明の異常診断コンピュータも、トルクセンサによる締付トルクの測定値を監視して、クラッチ機構が正常に動作したかを検出することができる。
【0022】
具体的には、トルクセンサによる締付トルクの測定値が、所定の上昇規定値になった後、所定の締付完了規定値に到達するまでに要した時間が、所定の締付正常時間以上であるときには、異常診断コンピュータは、クラッチ機構が正常に動作して締付部材の締付けが正常に行われたことを検知することができる。
なお、締付完了規定値は、被締付部位への締付部材の締付状態を維持することができる大きさに設定することができる。
【0023】
一方、トルクセンサによる締付トルクの測定値が、所定の上昇規定値になった後、所定の締付完了規定値に到達するまでに要した時間が、所定の締付正常時間未満であるときには、異常診断コンピュータは、クラッチ機構が正常に動作せず、締付部材の締付けが正常に行われなかったことを検知することができる。
【0024】
このように、本発明の締付診断システムによっても、クラッチ機構に何らかの異常が生じたときには、迅速にこれを検出することができる。そのため、クラッチ機構の管理が容易になり、例えば、定期的な分解点検、交換等を行わなくても、クラッチ機構を正常な状態に維持することができる。
また、クラッチ機構の動作状態を監視することにより、締付部材の締付けが正常に行われているかを監視することができ、締付部材の締付けを安定して行うことができる。
【0025】
それ故、本発明の締付診断システムによっても、クラッチ機構の異常を迅速に検知することができ、締付部材の締付けを安定して行うことができる。
【0026】
第4の発明は、ボルト等の締付部材の締付けを電動で行うナットランナを、電子制御コントローラによって制御し、上記締付部材の締付けが正常に行われたかを異常診断コンピュータによって判定するよう構成した締付診断システムにおいて、
上記ナットランナは、サーボモータと、
該サーボモータの回転速度を減速する減速機と、
該減速機により減速された回転速度で回転する回転主軸と、
該回転主軸に所定の負荷が加わった後、該回転主軸と上記減速機との係合状態を解除し、該回転主軸に対して該減速機を所定回転量だけ相対的に回転させるためのクラッチ機構と、
上記締付部材を保持すると共に、上記回転主軸の回転を受けて回転する保持ソケットと、
上記回転主軸に加わる締付トルクを測定するトルクセンサと、
上記サーボモータの回転速度を検出する回転速度検出器とを有しており、
上記電子制御コントローラは、被締付対象における被締付部位への締付部材の締付けを開始した後、上記保持ソケットに保持する上記締付部材の頭部が、上記被締付部位における締付面に当接し、上記トルクセンサによる締付トルクの測定値が所定の上昇規定値になるまで、上記サーボモータを高速回転させる移動動作と、上記締付トルクの測定値が上記上昇規定値になったとき、上記サーボモータを上記高速回転よりも遅い回転速度で低速回転させる締付動作とを行うよう構成してあり、
上記異常診断コンピュータは、上記締付トルクの測定値が上記上昇規定値になった後、上記回転速度検出器によって測定する回転速度が、所定の規定時間継続して所定の締付正常回転速度以上に維持されたときには、上記クラッチ機構が正常に動作して上記締付部材の締付けが正常に行われたことを検知するよう構成してあることを特徴とする締付診断システムにある(請求項4)。
【0027】
本発明の締付診断システムにおいても、上述した締付診断システムの発明と同様に、上記移動動作によって、締付部材の締付けを行う時間を短縮することができると共に、上記締付動作によって、締付部材を被締付部位へ安定して締め付けることができる。
そして、本発明の異常診断コンピュータも、トルクセンサによる締付トルクの測定値を監視して、クラッチ機構が正常に動作したかを検出することができる。
【0028】
具体的には、トルクセンサによる締付トルクの測定値が、所定の上昇規定値になった後、回転速度検出器によって測定する回転速度が、所定の規定時間継続して所定の締付正常回転速度以上に維持されたときには(所定の締付正常回転速度以上に維持された時間が、所定の規定時間以上になったときには)、異常診断コンピュータは、クラッチ機構が正常に動作して締付部材の締付けが正常に行われたことを検知することができる。
なお、締付部材の締付けが終わると(トルクセンサによって測定する締付トルクの測定値が所定の締付完了規定値に到達すると)、回転速度検出器によって測定する回転速度が、締付正常回転速度未満又はゼロに低下する。
【0029】
一方、トルクセンサによる締付トルクの測定値が、所定の上昇規定値になった後、回転速度検出器によって測定する回転速度が、所定の規定時間継続して所定の締付正常回転速度以上に維持されなかったときには(所定の締付正常回転速度以上に維持された時間が、所定の規定時間未満になったときには)、異常診断コンピュータは、クラッチ機構が正常に動作せず、締付部材の締付けが正常に行われなかったことを検知することができる。
【0030】
このように、本発明の締付診断システムによっても、クラッチ機構に何らかの異常が生じたときには、迅速にこれを検出することができる。そのため、クラッチ機構の管理が容易になり、例えば、定期的な分解点検、交換等を行わなくても、クラッチ機構を正常な状態に維持することができる。
また、クラッチ機構の動作状態を監視することにより、締付部材の締付けが正常に行われているかを監視することができ、締付部材の締付けを安定して行うことができる。
【0031】
それ故、本発明の締付診断システムによっても、クラッチ機構の異常を迅速に検知することができ、締付部材の締付けを安定して行うことができる。
【0032】
第5の発明は、ボルト等の締付部材の締付けを電動で行うナットランナを、電子制御コントローラによって制御し、上記締付部材の締付けが正常に行われたかを判定する締付診断方法において、
上記ナットランナは、サーボモータと、
該サーボモータの回転速度を減速する減速機と、
該減速機により減速された回転速度で回転する回転主軸と、
該回転主軸に所定の負荷が加わった後、該回転主軸と上記減速機との係合状態を解除し、該回転主軸に対して該減速機を所定回転量だけ相対的に回転させるためのクラッチ機構と、
上記締付部材を保持すると共に、上記回転主軸の回転を受けて回転する保持ソケットと、
上記回転主軸に加わる締付トルクを測定するトルクセンサと、
上記サーボモータの回転速度を検出する回転速度検出器とを有しており、
上記電子制御コントローラは、被締付対象における被締付部位への締付部材の締付けを開始した後、上記保持ソケットに保持する上記締付部材の頭部が、上記被締付部位における締付面に当接し、上記トルクセンサによる締付トルクの測定値が所定の上昇規定値になるまで、上記サーボモータを高速回転させる移動動作と、上記締付トルクの測定値が上記上昇規定値になったとき、上記サーボモータを上記高速回転よりも遅い回転速度で低速回転させる締付動作とを行うよう構成してあり、
上記締付トルクの測定値が上記上昇規定値になった後、該締付トルクの測定値が、所定の低下規定値以下に所定時間低下した状態が続いたときには、上記クラッチ機構が正常に動作して上記締付部材の締付けが正常に行われたことを検知することを特徴とする締付診断方法にある(請求項8)。
【0033】
本発明の締付診断方法は、上述した締付診断方法の発明と同様に、上記移動動作によって、締付部材の締付けを行う時間を短縮することができると共に、上記締付動作によって、締付部材を被締付部位へ安定して締め付けることができる。
そして、本発明の異常診断方法においては、トルクセンサによる締付トルクの測定値を監視して、クラッチ機構が正常に動作したかを検出することができる。
【0034】
具体的には、トルクセンサによる締付トルクの測定値が、所定の上昇規定値になった後、所定の低下規定値以下に所定時間低下した状態が続いたときには(所定の低下規定値以下に低下した時間が所定時間以上になったときには)、クラッチ機構が正常に動作して締付部材の締付けが正常に行われたことを検知することができる。
【0035】
一方、トルクセンサによる締付トルクの測定値が、所定の上昇規定値になった後、所定の低下規定値以下に所定時間低下した状態が続かなかったときには(所定の低下規定値以下に低下した時間が所定時間未満であったときには)、クラッチ機構が正常に動作せず、締付部材の締付けが正常に行われなかったことを検知することができる。
【0036】
このように、本発明の締付診断方法によれば、クラッチ機構に何らかの異常が生じたときには、迅速にこれを検出することができる。そのため、クラッチ機構の管理が容易になり、例えば、定期的な分解点検、交換等を行わなくても、クラッチ機構を正常な状態に維持することができる。
また、クラッチ機構の動作状態を監視することにより、締付部材の締付けが正常に行われているかを監視することができ、締付部材の締付けを安定して行うことができる。
【0037】
それ故、本発明の締付診断方法によれば、クラッチ機構の異常を迅速に検知することができ、締付部材の締付けを安定して行うことができる。
【0038】
第6の発明は、ボルト等の締付部材の締付けを電動で行うナットランナを、電子制御コントローラによって制御し、上記締付部材の締付けが正常に行われたかを判定する締付診断方法において、
上記ナットランナは、サーボモータと、
該サーボモータの回転速度を減速する減速機と、
該減速機により減速された回転速度で回転する回転主軸と、
該回転主軸に所定の負荷が加わった後、該回転主軸と上記減速機との係合状態を解除し、該回転主軸に対して該減速機を所定回転量だけ相対的に回転させるためのクラッチ機構と、
上記締付部材を保持すると共に、上記回転主軸の回転を受けて回転する保持ソケットと、
上記回転主軸に加わる締付トルクを測定するトルクセンサと、
上記サーボモータの回転速度を検出する回転速度検出器とを有しており、
上記電子制御コントローラは、被締付対象における被締付部位への締付部材の締付けを開始した後、上記保持ソケットに保持する上記締付部材の頭部が、上記被締付部位における締付面に当接し、上記トルクセンサによる締付トルクの測定値が所定の上昇規定値になるまで、上記サーボモータを高速回転させる移動動作と、上記締付トルクの測定値が上記上昇規定値になったとき、上記サーボモータを上記高速回転よりも遅い回転速度で低速回転させる締付動作とを行うよう構成してあり、
上記締付トルクの測定値が上記上昇規定値になった後、上記回転速度検出器による回転速度の測定値から積算した上記締付部材の締付角度が、所定の締付正常角度に到達したときには、上記クラッチ機構が正常に動作して上記締付部材の締付けが正常に行われたことを検知することを特徴とする締付診断方法にある(請求項9)。
【0039】
本発明の締付診断方法においても、上述した締付診断方法の発明と同様に、上記移動動作によって、締付部材の締付けを行う時間を短縮することができると共に、上記締付動作によって、締付部材を被締付部位へ安定して締め付けることができる。
そして、本発明の締付診断方法においても、トルクセンサによる締付トルクの測定値を監視して、クラッチ機構が正常に動作したかを検出することができる。
【0040】
具体的には、トルクセンサによる締付トルクの測定値が所定の上昇規定値になった後、回転速度検出器による回転速度の測定値から積算した締付部材の締付角度が、所定の締付正常角度に到達したときには(所定の締付正常角度以上になったときには)、クラッチ機構が正常に動作して締付部材の締付けが正常に行われたことを検知することができる。
なお、締付正常角度は、締付部材の締付けが正常に行われるときの締付角度として設定することができる。
【0041】
一方、トルクセンサによる締付トルクの測定値が、所定の上昇規定値になった後、回転速度検出器による回転速度の測定値から積算した締付部材の締付角度が、所定の締付正常角度に到達しなかったときには(所定の締付正常角度未満であったときには)、クラッチ機構が正常に動作せず、締付部材の締付けが正常に行われなかったことを検知することができる。
【0042】
このように、本発明の締付診断方法によっても、クラッチ機構に何らかの異常が生じたときには、迅速にこれを検出することができる。そのため、クラッチ機構の管理が容易になり、例えば、定期的な分解点検、交換等を行わなくても、クラッチ機構を正常な状態に維持することができる。
また、クラッチ機構の動作状態を監視することにより、締付部材の締付けが正常に行われているかを監視することができ、締付部材の締付けを安定して行うことができる。
【0043】
それ故、本発明の締付診断方法によっても、クラッチ機構の異常を迅速に検知することができ、締付部材の締付けを安定して行うことができる。
【0044】
第7の発明は、ボルト等の締付部材の締付けを電動で行うナットランナを、電子制御コントローラによって制御し、上記締付部材の締付けが正常に行われたかを判定する締付診断方法において、
上記ナットランナは、サーボモータと、
該サーボモータの回転速度を減速する減速機と、
該減速機により減速された回転速度で回転する回転主軸と、
該回転主軸に所定の負荷が加わった後、該回転主軸と上記減速機との係合状態を解除し、該回転主軸に対して該減速機を所定回転量だけ相対的に回転させるためのクラッチ機構と、
上記締付部材を保持すると共に、上記回転主軸の回転を受けて回転する保持ソケットと、
上記回転主軸に加わる締付トルクを測定するトルクセンサと、
上記サーボモータの回転速度を検出する回転速度検出器とを有しており、
上記電子制御コントローラは、被締付対象における被締付部位への締付部材の締付けを開始した後、上記保持ソケットに保持する上記締付部材の頭部が、上記被締付部位における締付面に当接し、上記トルクセンサによる締付トルクの測定値が所定の上昇規定値になるまで、上記サーボモータを高速回転させる移動動作と、上記締付トルクの測定値が上記上昇規定値になったとき、上記サーボモータを上記高速回転よりも遅い回転速度で低速回転させる締付動作とを行うよう構成してあり、
上記締付トルクの測定値が上記上昇規定値になった後、該締付トルクの測定値が所定の締付完了規定値に到達するまでに要した時間が、所定の締付正常時間以上であるときには、上記クラッチ機構が正常に動作して上記締付部材の締付けが正常に行われたことを検知することを特徴とする締付診断方法にある(請求項10)。
【0045】
本発明の締付診断方法においても、上述した締付診断方法の発明と同様に、上記移動動作によって、締付部材の締付けを行う時間を短縮することができると共に、上記締付動作によって、締付部材を被締付部位へ安定して締め付けることができる。
そして、本発明の締付診断方法においても、トルクセンサによる締付トルクの測定値を監視して、クラッチ機構が正常に動作したかを検出することができる。
【0046】
具体的には、トルクセンサによる締付トルクの測定値が、所定の上昇規定値になった後、所定の締付完了規定値に到達するまでに要した時間が、所定の締付正常時間以上であるときには、クラッチ機構が正常に動作して締付部材の締付けが正常に行われたことを検知することができる。
なお、締付完了規定値は、被締付部位への締付部材の締付状態を維持することができる大きさに設定することができる。
【0047】
一方、トルクセンサによる締付トルクの測定値が、所定の上昇規定値になった後、所定の締付完了規定値に到達するまでに要した時間が、所定の締付正常時間未満であるときには、クラッチ機構が正常に動作せず、締付部材の締付けが正常に行われなかったことを検知することができる。
【0048】
このように、本発明の締付診断方法によっても、クラッチ機構に何らかの異常が生じたときには、迅速にこれを検出することができる。そのため、クラッチ機構の管理が容易になり、例えば、定期的な分解点検、交換等を行わなくても、クラッチ機構を正常な状態に維持することができる。
また、クラッチ機構の動作状態を監視することにより、締付部材の締付けが正常に行われているかを監視することができ、締付部材の締付けを安定して行うことができる。
【0049】
それ故、本発明の締付診断方法によっても、クラッチ機構の異常を迅速に検知することができ、締付部材の締付けを安定して行うことができる。
【0050】
第8の発明は、ボルト等の締付部材の締付けを電動で行うナットランナを、電子制御コントローラによって制御し、上記締付部材の締付けが正常に行われたかを判定する締付診断方法において、
上記ナットランナは、サーボモータと、
該サーボモータの回転速度を減速する減速機と、
該減速機により減速された回転速度で回転する回転主軸と、
該回転主軸に所定の負荷が加わった後、該回転主軸と上記減速機との係合状態を解除し、該回転主軸に対して該減速機を所定回転量だけ相対的に回転させるためのクラッチ機構と、
上記締付部材を保持すると共に、上記回転主軸の回転を受けて回転する保持ソケットと、
上記回転主軸に加わる締付トルクを測定するトルクセンサと、
上記サーボモータの回転速度を検出する回転速度検出器とを有しており、
上記電子制御コントローラは、被締付対象における被締付部位への締付部材の締付けを開始した後、上記保持ソケットに保持する上記締付部材の頭部が、上記被締付部位における締付面に当接し、上記トルクセンサによる締付トルクの測定値が所定の上昇規定値になるまで、上記サーボモータを高速回転させる移動動作と、上記締付トルクの測定値が上記上昇規定値になったとき、上記サーボモータを上記高速回転よりも遅い回転速度で低速回転させる締付動作とを行うよう構成してあり、
上記締付トルクの測定値が上記上昇規定値になった後、上記回転速度検出器によって測定する回転速度が、所定の規定時間継続して所定の締付正常回転速度以上に維持されたときには、上記クラッチ機構が正常に動作して上記締付部材の締付けが正常に行われたことを検知することを特徴とする締付診断方法にある(請求項11)。
【0051】
本発明の締付診断方法においても、上述した締付診断方法の発明と同様に、上記移動動作によって、締付部材の締付けを行う時間を短縮することができると共に、上記締付動作によって、締付部材を被締付部位へ安定して締め付けることができる。
そして、本発明の異常診断方法も、トルクセンサによる締付トルクの測定値を監視して、クラッチ機構が正常に動作したかを検出することができる。
【0052】
具体的には、トルクセンサによる締付トルクの測定値が、所定の上昇規定値になった後、回転速度検出器によって測定する回転速度が、所定の規定時間継続して所定の締付正常回転速度以上に維持されたときには(所定の締付正常回転速度以上に維持された時間が、所定の規定時間以上になったときには)、クラッチ機構が正常に動作して締付部材の締付けが正常に行われたことを検知することができる。
なお、締付部材の締付けが終わると(トルクセンサによって測定する締付トルクの測定値が所定の締付完了規定値に到達すると)、回転速度検出器によって測定する回転速度が、締付正常回転速度未満又はゼロに低下する。
【0053】
一方、トルクセンサによる締付トルクの測定値が、所定の上昇規定値になった後、回転速度検出器によって測定する回転速度が、所定の規定時間継続して所定の締付正常回転速度以上に維持されなかったときには(所定の締付正常回転速度以上に維持された時間が、所定の規定時間未満になったときには)、クラッチ機構が正常に動作せず、締付部材の締付けが正常に行われなかったことを検知することができる。
【0054】
このように、本発明の締付診断方法によっても、クラッチ機構に何らかの異常が生じたときには、迅速にこれを検出することができる。そのため、クラッチ機構の管理が容易になり、例えば、定期的な分解点検、交換等を行わなくても、クラッチ機構を正常な状態に維持することができる。
また、クラッチ機構の動作状態を監視することにより、締付部材の締付けが正常に行われているかを監視することができ、締付部材の締付けを安定して行うことができる。
【0055】
それ故、本発明の締付診断方法によっても、クラッチ機構の異常を迅速に検知することができ、締付部材の締付けを安定して行うことができる。
【発明を実施するための最良の形態】
【0056】
上述した第1〜第8の発明における好ましい実施の形態につき説明する。
第1〜第4の発明は、いずれか2つ以上を組み合わせて採用することもでき、第5〜第8の発明も、いずれか2つ以上を組み合わせて採用することもできる。
例えば、上記異常診断コンピュータは、上記締付トルクの測定値及び締付時間の両方を用いて、上記クラッチ機構の異常判定を行うことができる。
【0057】
第1〜第8の発明において、上記クラッチ機構は、上記係合状態にあるときには、一対のクラッチ部材のクラッチ面同士の間にボールを挟持した状態を付勢バネによる付勢力を受けて維持すると共に、一方のクラッチ部材のクラッチ面に形成した一方の原位置隆起部と、他方のクラッチ部材のクラッチ面に形成した他方の原位置隆起部との間に上記ボールを周方向に挟持しており、上記係合状態を解除するときには、上記ボールが上記一方の原位置隆起部と上記他方の原位置隆起部とを乗り越えて、当該ボールが、一方のクラッチ部材のクラッチ面に形成した一方の動作位置隆起部と、他方のクラッチ部材のクラッチ面に形成した他方の動作位置隆起部との間に周方向に挟持されるまで、当該ボールを介して上記一方のクラッチ部材と上記他方のクラッチ部材とが上記付勢バネによる付勢力に抗して相対的に回転するよう構成してあることが好ましい(請求項5、12)。
【0058】
この場合には、一対のクラッチ部材、ボール及び付勢バネを用いた構成により、クラッチ機構を容易に形成することができる。なお、付勢バネによる付勢力を変更することにより、クラッチ機構の係合状態が解除されるときの回転主軸に加わる所定の負荷の大きさを変更することができる。
【0059】
また、クラッチ機構が係合状態にあるときには、一対のクラッチ部材が付勢バネによる付勢力を受けて、原位置隆起部同士の間の周方向にボールを挟持していることにより、サーボモータの回転を受けて減速機の出力軸と回転主軸とが一体的に回転し、保持ソケットに保持する締付部材を回転させて被締付部位に締め付けることができる。
一方、保持ソケットに保持する締付部材の頭部が被締付部位における締付面に当接し、回転主軸に所定の負荷が加わったときには、付勢バネによる付勢力に抗して、一対のクラッチ部材がボールを介して相対的に回転し、減速機を回転主軸に対して所定回転量だけ相対的に回転させることができる。
【0060】
上記保持ソケットは、付勢手段を介して上記回転主軸に取り付けてあると共に、当該保持ソケットに保持する上記締付部材を上記被締付部位に締め付ける際に、上記付勢手段による弾性反発力によって上記締付部材を上記被締付部位へ押圧するよう構成してあることが好ましい(請求項6、13)。
この場合には、付勢手段により締付部材を被締付部位へ押圧しておくことができ、サーボモータの回転によって、被締付部位へ締付部材を容易に締め付けることができる。
【0061】
また、上記ナットランナは、該ナットランナを上記被締付対象における被締付部位へ接近させるための進退手段に取り付けてあり、該進退手段は、上記ナットランナを上記被締付対象における被締付部位まで移動させる移動ロボットに取り付けてあり、上記進退手段により、上記ナットランナを上記被締付対象における被締付部位へ接近させて、上記付勢手段に反発弾性力を発生させた後、上記電子制御コントローラが上記移動動作を開始するよう構成してあることが好ましい(請求項7、14)。
【0062】
この場合には、移動ロボットによって、ナットランナを被締付部位まで移動させた後、進退手段によって、ナットランナを被締付部位へ接近させることにより、付勢手段による弾性反発力によって保持ソケットに保持する締付部材を被締付部位へ押圧することができる。これにより、サーボモータの回転によって、被締付部位へ締付部材を容易に締め付けることができる。
【実施例】
【0063】
以下に、本発明の締付診断システム及び締付診断方法にかかる実施例につき、図面と共に説明する。
(実施例1)
本例の締付診断システム1は、図1に示すごとく、締付部材としてのボルト85の締付けを電動で行うナットランナ2を、電子制御コントローラ11によって制御し、ボルト85の締付けが正常に行われたかを異常診断コンピュータ12によって判定するよう構成してある。
図2に示すごとく、ナットランナ2は、サーボモータ31、減速機32、回転主軸4、クラッチ機構5、保持ソケット6、トルクセンサ(トルクトランスジューサ)45及び回転速度検出器33を有している。
【0064】
図1に示すごとく、サーボモータ31は、電子制御コントローラ11からの指令を受けて動作するドライバ回路によって駆動されるよう構成してある。図3に示すごとく、減速機32は、サーボモータ31の出力軸に接続してあり、サーボモータ31の回転速度を所定の減速比で減速して、この減速された回転速度で当該減速機32の出力軸321を回転させるよう構成されている。減速機32の出力軸321には、クラッチ機構5を配設するための保持軸部34が、同一軸心を有して連結してある。図4〜図6に示すごとく、クラッチ機構5は、その上側クラッチ部材51が保持軸部34の外周に配設してあり、回転主軸4に所定の負荷が加わった後、回転主軸4と減速機32及び保持軸部34との係合状態を解除し、回転主軸4に対して減速機32を所定回転量だけ相対的に回転させるよう構成してある。
【0065】
図3に示すごとく、回転主軸4は、保持軸部34に対して、同一軸心を有して回転可能に軸支されると共に、クラッチ機構5の下側クラッチ部材52に対して係合している。そして、回転主軸4は、クラッチ機構5が係合状態にあるときには、減速機32の出力軸321、保持軸部34及びクラッチ機構5と一体的に回転するよう構成されている。図7に示すごとく、保持ソケット6は、回転主軸4に対して同一軸心を有して連結してあり、その先端部に、締付部材としてのボルト85の頭部851を保持するための保持凹部61を有している。
図1、図3に示すごとく、トルクセンサ45は、回転主軸4の外周に配設してあり、回転主軸4に加わる締付トルクPを測定し、この測定信号を異常診断コンピュータ12へ送信するよう構成してある。回転速度検出器33は、サーボモータ31に連結してあり、サーボモータ31の回転速度Vを検出し、この検出信号を異常診断コンピュータ12へ送信するよう構成してある。
【0066】
図8に示すごとく、電子制御コントローラ11は、ナットランナ2に、ボルト85のねじ込みとしての移動動作A1、A2と、ボルト85の締付けとしての締付動作Bとを行わせるよう構成してある。より具体的には、図7〜図9に示すごとく、電子制御コントローラ11は、移動動作A1、A2として、被締付対象8における被締付部位81へのボルト85の締付けを開始した後、保持ソケット6に保持するボルト85の頭部851が、被締付部位81における締付面811に当接し、トルクセンサ45による締付トルクPの測定値が所定のクラッチ作動規定値(上昇規定値)P1になるまで、サーボモータ31を高速回転させるよう構成してある。また、電子制御コントローラ11は、締付動作Bとして、締付トルクPの測定値がクラッチ作動規定値P1になったとき、サーボモータ31を高速回転よりも遅い回転速度Vで低速回転させるよう構成してある。
【0067】
そして、図9に示すごとく、異常診断コンピュータ12においては、トルクセンサ45からの測定信号を受けて、締付トルクPの測定値が、所定のクラッチ作動規定値P1になったとき、時間tの計測を開始し、締付トルクPの測定値が、再びクラッチ作動規定値P1以下になった後、所定のクラッチ作動完了規定値P2になるまで時間tの計測を継続する。そして、この計測時間tが、所定のクラッチ動作正常時間t1以上である場合には、異常診断コンピュータ12は、クラッチ機構5が正常に動作してボルト85の締付けが正常に行われたことを検知する。一方、上記計測時間tが、所定のクラッチ動作正常時間t1未満である場合には、異常診断コンピュータ12は、クラッチ機構5が正常に動作せず、ボルト85の締付けが正常に行われたことを検知する。
【0068】
以下に、本例の締付診断システム1及び締付診断方法につき、図1〜図10と共に詳説する。
本例のナットランナ2は、2次元又は3次元に移動する移動ロボット(図示略)に取り付けてあり、被締付対象8における複数の被締付部位81へ移動して、複数の被締付部位81へ締付部材としてのボルト85を順次締め付けることができるものである。
図7に示すごとく、本例の被締付対象8は、締付部材としてのボルト85のねじ部852を挿通させる貫通穴81Aを形成した第1部品8Aと、貫通穴81Aに挿通したボルト85のねじ部852を螺合させるねじ穴81Bを形成した第2部品8Bとからなる。
【0069】
移動ロボットの移動先端部には、ナットランナ2を被締付対象8における被締付部位81へ接近させるための進退手段7が取り付けてある。この進退手段7は、シリンダー、モータ等のアクチュエータと、このアクチュエータによってナットランナ2を進退するようガイドするガイド部71とを有している。本例のアクチュエータは、エアシリンダーからなる。そして、ナットランナ2は、移動ロボットによって被締付対象8における所定の被締付部位81まで移動した後、進退手段7によって被締付部位81へ接近するよう構成してある。
また、移動ロボット及び進退手段7は、種々の制御コンピュータ等によって制御することができる。図1に示すごとく、異常診断コンピュータ12、制御コントローラ等は、同じコンピュータ10内に形成することができ、上位のコンピュータ内に形成することもできる。
【0070】
本例のクラッチ機構5は、図4に示すごとく、減速機32の出力軸321に連結した保持軸部34と回転主軸4とを一体的に回転させる原位置係合状態501と、図6に示すごとく、減速機32の出力軸321に連結した保持軸部34を回転主軸4に対して相対的に回転させた後(図5参照)、再び減速機32の出力軸321に連結した保持軸部34と回転主軸4とを一体的に回転させる動作位置係合状態502とを形成するよう構成されている。図3、図4に示すごとく、クラッチ機構5は、保持軸部34の外周に配設した上側クラッチ部材51と、回転主軸4の上端部に連結した下側クラッチ部材52と、上側クラッチ部材51の下面に形成したクラッチ面511と下側クラッチ部材52の上面に形成したクラッチ面521との間に挟持させた複数のボール53(鋼球)とを有している。
また、クラッチ機構5、保持軸部34、減速機32の出力軸321及び回転主軸4の上端部は、クラッチケース54内に収容してある。
【0071】
図4に示すごとく、上側クラッチ部材51のクラッチ面511には、周方向一方側C1へ向けて下方への突出量が大きくなる上側傾斜山部512が形成してあり、下側クラッチ部材52のクラッチ面521には、周方向他方側C2へ向けて上方への突出量が大きくなる下側傾斜山部522が形成してある。そして、クラッチ機構5が、原位置係合状態501にあるときには、上側傾斜山部512と下側傾斜山部522との周方向の位置がずれており、これらの間に形成されたクラッチ空間530にボール53が配置されている。
【0072】
また、上側傾斜山部512の周方向他方側C2の基部には、上側原位置隆起部513が形成されており、上側傾斜山部512の周方向一方側C1の頂点部には、上側動作位置隆起部514が形成されている。また、下側傾斜山部522の周方向一方側C1の基部には、下側原位置隆起部523が形成されており、下側傾斜山部522の周方向他方側C2の頂点部には、下側動作位置隆起部524が形成されている。
【0073】
そして、同図に示すごとく、クラッチ機構5が、原位置係合状態501にあるときには、クラッチ空間530内にあるボール53は、上側原位置隆起部513と下側原位置隆起部523との間に周方向から挟持されている。
また、上側傾斜山部512及び下側傾斜山部522は、それぞれ上側クラッチ部材51及び下側クラッチ部材52の周方向における複数箇所に形成してあり、周方向の複数箇所に形成されたクラッチ空間530内には、それぞれボール53が配置されている。
【0074】
図3に示すごとく、保持軸部34の外周の上端側には、バネ用座板341が設けてあり、保持軸部34の外周側において、バネ用座板341と上側クラッチ部材51との間には、付勢バネ342が配置してある。上側クラッチ部材51は、付勢バネ342による付勢力を受けて下側クラッチ部材52の方向へ押圧されている。
また、上側クラッチ部材51は、保持軸部34の外周に、上下にスライド可能な状態で配設してある。上側クラッチ部材51は、周方向の複数箇所において、軸方向へ複数個のボールを並べて構成したボールキー55によって、保持軸部34に対して回り止めがなされていると共に、保持軸部34に対して上下にスライドできるようになっている。
【0075】
そして、サーボモータ31を回転させる際に、回転主軸4に負荷が加わっていないときには、図4に示すごとく、上側原位置隆起部513と下側原位置隆起部523との間に周方向にボール53を挟持した状態で、付勢バネ342による付勢力を受けて、上側クラッチ部材51と下側クラッチ部材52とによる原位置係合状態501が形成される。
次いで、サーボモータ31を回転させる際に、回転主軸4に所定の負荷(付勢バネ342の付勢力による回転摩擦トルクよりも大きな負荷トルク)が加わったときには、図5に示すごとく、クラッチ機構5の原位置係合状態501が解除され、ボール53が、上側原位置隆起部513と下側原位置隆起部523とを乗り越えて、上側傾斜山部512と下側傾斜山部522との間を転がる。そして、図6に示すごとく、ボール53が、上側動作位置隆起部514と下側動作位置隆起部524との間に周方向に挟持されるまで、下側クラッチ部材52に対して上側クラッチ部材51が、付勢バネ342による付勢力に抗して相対的に回転し、動作位置係合状態502が形成される。
【0076】
図7に示すごとく、本例の保持ソケット6は、スプリング(付勢手段)41による付勢力を受けた状態で回転主軸4に、同一軸心を有して連結してある。スプリング41は、回転主軸4の外周側において、回転主軸4と保持ソケット6との間に挟持して配置してある。回転主軸4及びスプリング41と、保持ソケット6の後端部は、ケース42内に配置されている。保持ソケット6は、回転主軸4と共に回転可能であると共に、スプリング41を収縮させながら回転主軸4の側へ引っ込むよう構成されている。
【0077】
保持ソケット6の保持凹部61に保持するボルト85を被締付部位81に締め付ける際には、スプリング41による弾性反発力によってボルト85を被締付部位81へ押圧することができる。進退手段7により、ボルト85を保持するナットランナ2を被締付部位81へ接近させたときには、スプリング41による付勢力に抗して保持ソケット6を回転主軸4の側へ引っ込ませ、スプリング41による反発弾性力を保持ソケット6からボルト85に与えることができる。そして、この状態で、サーボモータ31によって保持ソケット6を回転させることにより、ボルト85のねじ部852を第2部品8Bにおけるねじ穴81Bへ締め込むことができる。
【0078】
本例の回転速度検出器33は、エンコーダとした。これ以外にも、回転速度検出器33は、タコジェネレータ等の種々の検出器とすることもできる。
トルクセンサ45は、回転主軸4に生じるトルクを測定することができる種々のセンサを用いることができる。例えば、トルクを測定する原理によって、ひずみゲージ式、磁歪効果式、位相差検出方式、機械的反力式等のトルクセンサ45を用いることができる。
【0079】
本例の電子制御コントローラ11は、移動動作A1、A2として、サーボモータ31をより高速で回転させてボルト85のねじ込みをより高速で行う第1段階の移動動作A1と、この第1段階の移動動作A1に比べてサーボモータ31の回転速度Vを低下させてボルト85のねじ込みを行う第2段階の移動動作A2とを行うよう構成してある。
【0080】
次に、本例の締付診断システム1を用いてボルト85の締付診断を行う方法、及び本例の作用効果につき、図10のフローチャートと共に説明する。
まず、制御コンピュータ等によって移動ロボットを制御して、ボルト85を保持させたナットランナ2を、被締付対象8における被締付部位81に対する対向位置まで移動させる(図10のステップS101)。そして、制御コンピュータ等によって、進退手段7を制御し、ボルト85を保持するナットランナ2を、被締付部位81へ接近(前進)させる。
このとき、ボルト85のねじ部852が第1部品8Aの貫通穴81Aに挿通されると共に、ねじ部852の先端部が第2部品8Bのねじ穴81Bに当接する。そして、ナットランナ2をさらに前進させることによって、スプリング41を収縮させながら保持ソケット6が回転主軸4の方向へ引っ込む(図7参照)。
【0081】
次いで、電子制御コントローラ11は、第1段階の移動動作A1として、サーボモータ31を所定時間高速回転させてボルト85のねじ込みを行い、第2段階の移動動作A2として、サーボモータ31の回転速度Vを低下させてボルト85のねじ込みを行う(S102)。そして、電子制御コントローラ11は、トルクセンサ45による締付トルクPの測定値が、所定のクラッチ作動規定値P1になるまで、第2段階の移動動作A2を行う(S103)。
こうして、電子制御コントローラ11は、サーボモータ31を高速回転させる2段階の移動動作A1、A2を行うことにより、保持ソケット6に保持するボルト85を高速で回転させ、被締付対象8における被締付部位81へのボルト85の締付けを高速で行うことができる。これにより、ボルト85の締付けを行う時間を短縮することができる。
【0082】
ところで、保持ソケット6に保持するボルト85の頭部851が、被締付部位81における締付面811に当接したときには、回転主軸4に負荷が加わる又は回転主軸4に加わる負荷トルクが上昇し、トルクセンサ45による締付トルクPの測定値が上昇する。このとき、トルクセンサ45による締付トルクPの測定値が所定のクラッチ作動規定値(上昇規定値)P1になったときには(S103がYesの場合)、電子制御コントローラ11は、サーボモータ31の回転速度Vをさらに低下させる(S104)。なお、電子制御コントローラ11は、回生ブレーキ、電磁ブレーキ等を用いてサーボモータ31の回転速度Vを迅速に低下させることができる。
【0083】
そして、電子制御コントローラ11は、サーボモータ31を低速回転させる締付動作Bを行うことにより、保持ソケット6に保持するボルト85を低速で回転させ、被締付対象8における被締付部位81へのボルト85の締付けを低速で行うことができる。これにより、ボルト85を被締付部位81へ安定して締め付けることができる。
【0084】
また、回転主軸4に加わる負荷トルクが、付勢バネ342の付勢力による回転摩擦トルクよりも大きくなったときには、図5に示すごとく、クラッチ機構5によって回転主軸4と減速機32との係合状態が解除される。そして、減速機32が回転主軸4に対して所定回転量だけ相対的に回転する間に、電子制御コントローラ11がサーボモータ31の回転を高速回転から低速回転に切り替えることができ、この切替えを行う際に、急激な衝撃トルクがボルト85の頭部851と締付面811との間に生ずることを防止することができる。そのため、上記締付動作Bをより安定して行うことができる。
【0085】
また、トルクセンサ45による締付トルクPの測定値が所定のクラッチ作動規定値P1になったときには、異常診断コンピュータ12は、時間tの計測を開始する(S105)。
そして、異常診断コンピュータ12は、トルクセンサ45による締付トルクPの測定値が、再びクラッチ作動規定値P1以下になったことを検出した後、締付トルクPの測定値が、所定のクラッチ作動完了規定値P2になるまで時間tの計測を継続する(S106)。その後、締付トルクPの測定値が、所定のクラッチ作動完了規定値P2になったときには(S106がYesの場合)、異常診断コンピュータ12は、時間tの計測を終了する(S107)。
【0086】
こうして、異常診断コンピュータ12は、時間tを計測し、この計測時間tが所定のクラッチ動作正常時間t1以上である場合には(S108がYesの場合)、クラッチ機構5が正常に動作したことを検出することができる(S109)。
一方、異常診断コンピュータ12は、上記計測時間tが所定のクラッチ動作正常時間t1未満である場合には(S108がNoの場合)、クラッチ機構5が正常に動作しなかったことを検出することができる(S110)。
【0087】
その後、電子制御コントローラ11は、トルクセンサ45による締付トルクPの測定値が所定の締付完了規定値P3に到達するまでサーボモータ31を低速回転させる。そして、締付トルクPの測定値が所定の締付完了規定値P3になったときには、サーボモータ31の回転を停止して締付動作Bを完了する(図8参照)。
そして、異常診断コンピュータ12は、上記計測時間tが所定のクラッチ動作正常時間t1以上であった場合には、ボルト85の締付けが正常に行われたことを検知することができる(S109)。
【0088】
一方、異常診断コンピュータ12は、上記計測時間tが所定のクラッチ動作正常時間t1未満であった場合には、ボルト85の締付けが正常に行われなかったことを検知することができる(S110)。また、この場合には、クラッチ機構5に何らかの異常が生じたと考えられ、作業者等は、早期に対策を行うことができる。
【0089】
このように、本例の締付診断システム1によれば、クラッチ機構5に何らかの異常が生じたときには、迅速にこれを検出することができる。そのため、クラッチ機構5の管理が容易になり、例えば、定期的な分解点検、交換等を行わなくても、クラッチ機構5を正常な状態に維持することができる。
また、クラッチ機構5の動作状態を監視することにより、ボルト85の締付けが正常に行われているかを監視することができ、ボルト85の締付けを安定して行うことができる。
【0090】
それ故、本例の締付診断システム1によれば、クラッチ機構5の異常を迅速に検知することができ、ボルト85の締付けを安定して行うことができる。
【0091】
(実施例2)
本例は、上記実施例1に対して、異常診断コンピュータ12による異常判定の仕方が異なる例である。
本例の異常診断コンピュータ12は、図11に示すごとく、トルクセンサ45による締付トルクPの測定値が所定のクラッチ作動規定値(上昇規定値)P1になった後、回転速度検出器33による回転速度Vの測定値から積算したボルト85の締付角度Rが、所定の締付正常角度R1に到達したときには、クラッチ機構5が正常に動作してボルト85の締付けが正常に行われたことを検知する。一方、本例の異常診断コンピュータ12は、上記ボルト85の締付角度Rが、所定の締付正常角度R1に到達しなかったときには、クラッチ機構5が正常に動作せず、ボルト85の締付けが正常に行われなかったことを検知する。
【0092】
本例の締付診断システム1を用いてボルト85の締付診断を行う際には、上記実施例1と同様に、電子制御コントローラ11は、2段階の移動動作A1、A2を行って、保持ソケット6に保持するボルト85を高速で回転させ、被締付対象8における被締付部位81へのボルト85の締付けを高速で行うことができる(図12のステップS201、S202)。第2段階の移動動作A2を行う際に、トルクセンサ45による締付トルクPの測定値が所定のクラッチ作動規定値P1になったときには(S203がYesの場合)、電子制御コントローラ11は、サーボモータ31の回転速度Vを低速回転にして締付動作Bを行う(S204)。また、このとき、異常診断コンピュータ12は、回転速度検出器33による回転速度Vの測定値を積算して、サーボモータ31の回転量の計測を開始する(S205)。
【0093】
そして、異常診断コンピュータ12は、トルクセンサ45による締付トルクPの測定値が、所定の締付完了規定値P3になるまで、サーボモータ31の回転量の計測を継続する(S206)。その後、電子制御コントローラ11は、トルクセンサ45による締付トルクPの測定値が、所定の締付完了規定値P3になったときには(S206がYesの場合)、サーボモータ31の回転を停止して締付動作Bを完了し、異常診断コンピュータ12は、回転量の計測を終了する(S207)。
【0094】
その後、異常診断コンピュータ12は、上記回転量からボルト85の締付角度(締付回転量)Rを算出し、この締付角度Rが所定の締付正常角度R1以上である場合には(S208がYesの場合)、クラッチ機構5が正常に動作したことを検出することができる(S209)。そして、この場合には、異常診断コンピュータ12は、ボルト85の締付けが正常に行われたことを検知することができる。
一方、異常診断コンピュータ12は、上記ボルト85の締付角度Rが所定の締付正常角度R1未満である場合には(S208がNoの場合)、クラッチ機構5が正常に動作しなかったことを検出することができる(S210)。そして、この場合には、異常診断コンピュータ12は、ボルト85の締付けが正常に行われなかったことを検知することができる。また、この場合には、クラッチ機構5に何らかの異常が生じたと考えられ、作業者等は、早期に対策を行うことができる。
【0095】
このように、本例の締付診断システム1及び締付診断方法によっても、クラッチ機構5に何らかの異常が生じたときには、迅速にこれを検出することができる。そのため、クラッチ機構5の管理が容易になり、例えば、定期的な分解点検、交換等を行わなくても、クラッチ機構5を正常な状態に維持することができる。
また、クラッチ機構5の動作状態を監視することにより、ボルト85の締付けが正常に行われているかを監視することができ、ボルト85の締付けを安定して行うことができる。本例においても、その他の構成は上記実施例1と同様であり、上記実施例1と同様の作用効果を得ることができる。
【0096】
(実施例3)
本例も、上記実施例1に対して、異常診断コンピュータ12による異常判定の仕方が異なる例である。
本例の異常診断コンピュータ12は、図13に示すごとく、トルクセンサ45による締付トルクPの測定値がクラッチ作動規定値(上昇規定値)P1になった後、締付トルクPの測定値が所定の締付完了規定値P3に到達するまでに要した時間tが、所定の締付正常時間t2以上であるときには、クラッチ機構5が正常に動作してボルト85の締付けが正常に行われたことを検知する。一方、本例の異常診断コンピュータ12は、上記締付トルクPの測定値が所定の締付完了規定値P3に到達するまでに要した時間tが、所定の締付正常時間t2未満であるときには、クラッチ機構5が正常に動作せず、ボルト85の締付けが正常に行われなかったことを検知する。
【0097】
本例の締付診断システム1を用いてボルト85の締付診断を行う際には、上記実施例1と同様に、電子制御コントローラ11は、2段階の移動動作A1、A2を行って、保持ソケット6に保持するボルト85を高速で回転させ、被締付対象8における被締付部位81へのボルト85の締付けを高速で行うことができる(図14のステップS301、S302)。第2段階の移動動作A2を行う際に、トルクセンサ45による締付トルクPの測定値が所定のクラッチ作動規定値P1になったときには(S303がYesの場合)、電子制御コントローラ11は、サーボモータ31の回転速度Vを低速回転にして締付動作Bを行う(S304)。また、このとき、異常診断コンピュータ12は、時間tの計測を開始する(S305)。
【0098】
そして、異常診断コンピュータ12は、トルクセンサ45による締付トルクPの測定値が、所定の締付完了規定値P3になるまで時間tの計測を継続する(S306)。その後、電子制御コントローラ11は、トルクセンサ45による締付トルクPの測定値が、所定の締付完了規定値P3になったときには(S306がYesの場合)、サーボモータ31の回転を停止して締付動作Bを完了し、異常診断コンピュータ12は、時間tの計測を終了する(S307)。
【0099】
次いで、異常診断コンピュータ12は、上記計測時間tが所定の締付正常時間t2以上である場合には(S308がYesの場合)、クラッチ機構5が正常に動作したことを検出することができる(S309)。そして、この場合には、異常診断コンピュータ12は、ボルト85の締付けが正常に行われたことを検知することができる。
一方、異常診断コンピュータ12は、上記計測時間tが所定の締付正常時間t2未満である場合には(S308がNoの場合)、クラッチ機構5が正常に動作しなかったことを検出することができる(S310)。そして、この場合には、異常診断コンピュータ12は、ボルト85の締付けが正常に行われなかったことを検知することができる。また、この場合には、クラッチ機構5に何らかの異常が生じたと考えられ、作業者等は、早期に対策を行うことができる。
【0100】
このように、本例の締付診断システム1及び締付診断方法によっても、クラッチ機構5に何らかの異常が生じたときには、迅速にこれを検出することができる。そのため、クラッチ機構5の管理が容易になり、例えば、定期的な分解点検、交換等を行わなくても、クラッチ機構5を正常な状態に維持することができる。
また、クラッチ機構5の動作状態を監視することにより、ボルト85の締付けが正常に行われているかを監視することができ、ボルト85の締付けを安定して行うことができる。本例においても、その他の構成は上記実施例1と同様であり、上記実施例1と同様の作用効果を得ることができる。
【0101】
また、本例の締付診断システム1及び締付診断方法においては、以下のように応用することもできる。
異常診断コンピュータ12は、上記計測時間tが所定の締付正常時間t2以上であって、所定の締付許容時間以下であるときに、ボルト85の締付けが正常に行われたことを検知することができる。すなわち、ボルト85のねじ部852に、ねじ山潰れ、ボルト85の浮き、被締付部位81の締付面811の異常等の問題が生じたときには、ボルト85の締付時間が通常よりも長くかかると考えられる。
【0102】
図15には、ボルト85のねじ部852にねじ山潰れが発生したときのサーボモータ31の回転速度Vの波形と締付トルクPの波形とを示す。この場合は、所定の締付許容時間t3を経過しても、締付トルクPの測定値が締付完了規定値P3にならないため、異常診断コンピュータ12は、クラッチ機構5以外の異常が発生したことを検出して、ボルト85の締付けが正常に行われなかったことを検知することができる。
また、図示は省略するが、トルクセンサ45が故障した場合には、締付時間と締付角度Rとの関係に時間的なずれが生じると考えられる。そのため、異常診断コンピュータ12は、締付トルクPの波形を監視することにより、トルクセンサ45に生じた異常を検出することも可能である。
【0103】
(実施例4)
本例も、上記実施例1に対して、異常診断コンピュータ12による異常判定の仕方が異なる例である。
本例の異常診断コンピュータ12は、図16に示すごとく、トルクセンサ45による締付トルクPの測定値がクラッチ作動規定値(上昇規定値)P1になった後、回転速度検出器33によって測定する回転速度Vが、所定の規定時間継続して所定の締付正常回転速度V1以上に維持されたときには、クラッチ機構5が正常に動作してボルト85の締付けが正常に行われたことを検知する。一方、本例の異常診断コンピュータ12は、上記回転速度検出器33によって測定する回転速度Vが、所定の規定時間継続して所定の締付正常回転速度V1以上に維持されなかったときには、クラッチ機構5が正常に動作せず、ボルト85の締付けが正常に行われなかったことを検知する。
【0104】
本例の締付診断システム1を用いてボルト85の締付診断を行う際には、上記実施例1と同様に、電子制御コントローラ11は、2段階の移動動作A1、A2を行って、保持ソケット6に保持するボルト85を高速で回転させ、被締付対象8における被締付部位81へのボルト85の締付けを高速で行うことができる(図16のステップS401、S402)。第2段階の移動動作A2を行う際に、トルクセンサ45による締付トルクPの測定値が所定のクラッチ作動規定値P1になったときには(S403がYesの場合)、電子制御コントローラ11は、サーボモータ31の回転速度Vを低速回転にして締付動作Bを行う(S404)。また、このとき、異常診断コンピュータ12は、時間tの計測を開始する(S405)。
【0105】
そして、異常診断コンピュータ12は、回転速度検出器33によって測定する回転速度Vが、所定の締付正常回転速度V1未満になるまで、時間tの計測を継続する(S306)。その後、電子制御コントローラ11は、締付トルクPの測定値が所定の締付完了規定値P3になったときに(S406がYesの場合)、サーボモータ31の回転を停止して締付動作Bを完了し、異常診断コンピュータ12は、時間tの計測を終了する(S407)。また、このときには、回転速度検出器33によって測定する回転速度Vが、所定の締付正常回転速度V1未満になる(ゼロ以下になる)。
【0106】
次いで、異常診断コンピュータ12は、上記計測時間tが所定の締付正常時間t2以上である場合には(S408がYesの場合)、クラッチ機構5が正常に動作したことを検出することができる(S409)。そして、この場合には、異常診断コンピュータ12は、ボルト85の締付けが正常に行われたことを検知することができる。
一方、異常診断コンピュータ12は、上記計測時間tが所定の締付正常時間t2未満である場合には(S408がNoの場合)、クラッチ機構5が正常に動作しなかったことを検出することができる(S410)。そして、この場合には、異常診断コンピュータ12は、ボルト85の締付けが正常に行われなかったことを検知することができる。また、この場合には、クラッチ機構5に何らかの異常が生じたと考えられ、作業者等は、早期に対策を行うことができる。
【0107】
このように、本例の締付診断システム1及び締付診断方法によっても、クラッチ機構5に何らかの異常が生じたときには、迅速にこれを検出することができる。そのため、クラッチ機構5の管理が容易になり、例えば、定期的な分解点検、交換等を行わなくても、クラッチ機構5を正常な状態に維持することができる。
また、クラッチ機構5の動作状態を監視することにより、ボルト85の締付けが正常に行われているかを監視することができ、ボルト85の締付けを安定して行うことができる。本例においても、その他の構成は上記実施例1と同様であり、上記実施例1と同様の作用効果を得ることができる。
【0108】
(実施例5)
本例は、クラッチ機構5が正常に動作してボルト85の締付けが正常に行われた場合と、クラッチ機構5が正常に動作せず、ボルト85の締付けが正常に行われなかった場合とについて、サーボモータ31の回転速度Vの波形と締付トルクPの波形とを示す例である。図17〜図20は、回転速度検出器33によって検出したサーボモータ31の回転速度Vと、トルクセンサ45によって検出した締付トルクPとの時間的変化を示すグラフである。
【0109】
図17には、クラッチ機構5が正常に動作してボルト85の締付けが正常に行われた場合を示す。この場合、同図に示すごとく、ボルト85の頭部851が被締付部位81の締付面811に当接したときには、クラッチ機構5における原位置係合状態501が解除され、クラッチ機構5におけるボール53が一対の原位置隆起部513、523を乗り越えるために、締付トルクPが一時的に上昇する(図17のa部)。その後、回転主軸4に対して減速機32が相対的に回転するため、締付トルクPが所定時間低下し(図17のb部)、クラッチ機構5が動作位置係合状態502になったときには、締付トルクPが徐々に上昇することがわかる(図17のc部)。
【0110】
また、サーボモータ31の回転速度Vは、締付トルクPが一時的に上昇したときに、低速回転に切り替えられる。そして、締付トルクPの測定値が締付完了規定値P3になったときには、サーボモータ31の回転が停止され、その回転速度Vはゼロになる(図17においては逆回転させているためゼロ以下になっている。)。
【0111】
図18〜図20には、クラッチ機構5が正常に動作せず、ボルト85の締付けが正常に行われなかった場合を示す。各図に示すごとく、クラッチ機構5が正常に動作しないときには、ボルト85の頭部851が被締付部位81の締付面811に当接したときに、クラッチ機構5における原位置係合状態501が正常に解除されず、締付トルクPが一時的に上昇した後(各図のa部)、締付トルクPが所定時間低下することなく、上昇することがわかる(各図のc部)。そして、この場合には、クラッチ機構5が正常に動作した場合に比べて、ボルト85の締付時間が短くなっていることがわかる(これに伴って締付角度Rも小さくなる。)。
【0112】
また、図21は、横軸に、締付角度R(締付トルクPの測定値がクラッチ作動規定値P1になってから締付完了規定値P3になるまでに、ボルト85の頭部851が回転した角度)をとり、縦軸に、締付時間(締付トルクPの測定値がクラッチ作動規定値P1になってから締付完了規定値P3になるまでに要した時間)をとって、クラッチ機構5が正常に動作した場合Gと正常に動作しなかった場合Bとについて両者の関係を示すグラフである。
【0113】
同図に示すごとく、クラッチ機構5が正常に動作したときには、締付角度Rが大きくなると共に締付時間が長くなり、両者は比例的な関係を有していることがわかる。これに対し、クラッチ機構5が正常に動作しなかったときには、締付時間が極端に短くなり、締付角度Rも小さくなることがわかる。
このことより、上記実施例1〜4に示した締付診断システム1及び締付診断方法によれば、クラッチ機構5の正常又は異常を判定することが容易であることがわかる。
【0114】
図22、図23は、横軸に締付角度Rをとり、縦軸に締付トルクPをとって、クラッチ機構5が正常に動作したときの締付トルクPの波形を示す図である。図22は、繰り返しによるばらつきを示し、図23は、ナットランナ2の個体差によるばらつきを示す。なお、クラッチ機構5が正常に動作したときには、その動作により約25〜35°の角度rだけ減速機32が回転主軸4に対して相対的に回転することがわかる。
【0115】
(比較例)
従来のナットランナにおいては、締付部材としてのボルト85の締付けが正常に行われたか否かは、トルクセンサ45による締付トルクPの測定値が、所定の締付完了規定値P3の1/2の大きさになった時点から締付完了規定値P3になるまでの締付時間と締付角度Rとの関係から判定していた。この場合、図24に示すごとく、締付角度Rと締付時間との関係において、クラッチ機構5が正常に動作した場合Gと正常に動作しなかった場合Bとの差が顕著にならなかった。
したがって、上述した実施例1〜4の締付診断システム1及び締付診断方法を用いることにより、クラッチ機構5の動作不良の有無を精度よく判定できると共に、ボルト85の締付不良の有無も精度よく判定できることがわかった。
【図面の簡単な説明】
【0116】
【図1】実施例1における、締付診断システムの電気的構成を示す説明図。
【図2】実施例1における、ナットランナの全体を示す説明図。
【図3】実施例1における、ナットランナにおけるクラッチ機構の周辺を示す断面説明図。
【図4】実施例1における、原位置係合状態にあるクラッチ機構の周辺を示す断面説明図。
【図5】実施例1における、過渡状態にあるクラッチ機構の周辺を示す断面説明図。
【図6】実施例1における、動作位置係合状態にあるクラッチ機構の周辺を示す断面説明図。
【図7】実施例1における、保持ソケット及び被締付対象の周辺を示す断面説明図。
【図8】実施例1における、横軸に時間をとり、縦軸に回転速度及び締付トルクをとって、回転速度及び締付トルクの変化を示すグラフ。
【図9】実施例1における、横軸に時間をとり、縦軸に締付トルクをとって、締付トルクの変化の一部を拡大して示すグラフ。
【図10】実施例1における、締付診断システムの動作を示すフローチャート。
【図11】実施例2における、横軸に時間をとり、縦軸に回転速度及び締付トルクをとって、回転速度及び締付トルクの変化を示すグラフ。
【図12】実施例2における、締付診断システムの動作を示すフローチャート。
【図13】実施例3における、横軸に時間をとり、縦軸に回転速度及び締付トルクをとって、回転速度及び締付トルクの変化を示すグラフ。
【図14】実施例3における、締付診断システムの動作を示すフローチャート。
【図15】実施例3における、横軸に時間をとり、縦軸に回転速度及び締付トルクをとって、ボルトにねじ山潰れが発生したときの回転速度及び締付トルクの変化を示すグラフ。
【図16】実施例4における、締付診断システムの動作を示すフローチャート。
【図17】実施例5における、横軸に時間をとり、縦軸に回転速度及び締付トルクをとって、クラッチ機構が正常に動作した場合の回転速度及び締付トルクの変化を示すグラフ。
【図18】実施例5における、横軸に時間をとり、縦軸に回転速度及び締付トルクをとって、クラッチ機構が正常に動作しなかった場合の回転速度及び締付トルクの変化を示すグラフ。
【図19】実施例5における、横軸に時間をとり、縦軸に回転速度及び締付トルクをとって、クラッチ機構が正常に動作しなかった場合の回転速度及び締付トルクの変化を示すグラフ。
【図20】実施例5における、横軸に時間をとり、縦軸に回転速度及び締付トルクをとって、クラッチ機構が正常に動作しなかった場合の回転速度及び締付トルクの変化を示すグラフ。
【図21】実施例5における、横軸に締付角度をとり、縦軸に締付時間をとって、クラッチ機構が正常に動作した場合と正常に動作しなかった場合とについて両者の関係を示すグラフ。
【図22】実施例5における、横軸に締付角度をとり、縦軸に締付トルクをとって、クラッチ機構が正常に動作したときの締付トルクの波形を示すグラフ。
【図23】実施例5における、横軸に締付角度をとり、縦軸に締付トルクをとって、クラッチ機構が正常に動作したときの締付トルクの波形を示すグラフ。
【図24】比較例における、横軸に締付角度をとり、縦軸に締付時間をとって、クラッチ機構が正常に動作した場合と正常に動作しなかった場合とについて両者の関係を示すグラフ。
【符号の説明】
【0117】
1 締付診断システム
11 電子制御コントローラ
12 異常診断コンピュータ
2 ナットランナ
31 サーボモータ
32 減速機
33 回転速度検出器
34 保持軸部
4 回転主軸
41 スプリング(付勢手段)
45 トルクセンサ
5 クラッチ機構
51 上側クラッチ部材
52 下側クラッチ部材
53 ボール
6 保持ソケット
61 保持凹部
7 進退手段
8 被締付対象
81 被締付部位
811 締付面
85 締付部材(ボルト)
851 頭部
852 ねじ部
A1 第1段階の移動動作
A2 第2段階の移動動作
B 締付動作
P 締付トルク
P1 クラッチ作動規定値(上昇規定値)
P2 クラッチ作動完了規定値
P3 締付完了規定値
t 時間
t1 クラッチ動作正常時間
t2 締付正常時間
V 回転速度
V1 締付正常回転速度
R 締付角度
R1 締付正常角度
【特許請求の範囲】
【請求項1】
ボルト等の締付部材の締付けを電動で行うナットランナを、電子制御コントローラによって制御し、上記締付部材の締付けが正常に行われたかを異常診断コンピュータによって判定するよう構成した締付診断システムにおいて、
上記ナットランナは、サーボモータと、
該サーボモータの回転速度を減速する減速機と、
該減速機により減速された回転速度で回転する回転主軸と、
該回転主軸に所定の負荷が加わった後、該回転主軸と上記減速機との係合状態を解除し、該回転主軸に対して該減速機を所定回転量だけ相対的に回転させるためのクラッチ機構と、
上記締付部材を保持すると共に、上記回転主軸の回転を受けて回転する保持ソケットと、
上記回転主軸に加わる締付トルクを測定するトルクセンサと、
上記サーボモータの回転速度を検出する回転速度検出器とを有しており、
上記電子制御コントローラは、被締付対象における被締付部位への締付部材の締付けを開始した後、上記保持ソケットに保持する上記締付部材の頭部が、上記被締付部位における締付面に当接し、上記トルクセンサによる締付トルクの測定値が所定の上昇規定値になるまで、上記サーボモータを高速回転させる移動動作と、上記締付トルクの測定値が上記上昇規定値になったとき、上記サーボモータを上記高速回転よりも遅い回転速度で低速回転させる締付動作とを行うよう構成してあり、
上記異常診断コンピュータは、上記締付トルクの測定値が上記上昇規定値になった後、該締付トルクの測定値が、所定の低下規定値以下に所定時間低下した状態が続いたときには、上記クラッチ機構が正常に動作して上記締付部材の締付けが正常に行われたことを検知するよう構成してあることを特徴とする締付診断システム。
【請求項2】
ボルト等の締付部材の締付けを電動で行うナットランナを、電子制御コントローラによって制御し、上記締付部材の締付けが正常に行われたかを異常診断コンピュータによって判定するよう構成した締付診断システムにおいて、
上記ナットランナは、サーボモータと、
該サーボモータの回転速度を減速する減速機と、
該減速機により減速された回転速度で回転する回転主軸と、
該回転主軸に所定の負荷が加わった後、該回転主軸と上記減速機との係合状態を解除し、該回転主軸に対して該減速機を所定回転量だけ相対的に回転させるためのクラッチ機構と、
上記締付部材を保持すると共に、上記回転主軸の回転を受けて回転する保持ソケットと、
上記回転主軸に加わる締付トルクを測定するトルクセンサと、
上記サーボモータの回転速度を検出する回転速度検出器とを有しており、
上記電子制御コントローラは、被締付対象における被締付部位への締付部材の締付けを開始した後、上記保持ソケットに保持する上記締付部材の頭部が、上記被締付部位における締付面に当接し、上記トルクセンサによる締付トルクの測定値が所定の上昇規定値になるまで、上記サーボモータを高速回転させる移動動作と、上記締付トルクの測定値が上記上昇規定値になったとき、上記サーボモータを上記高速回転よりも遅い回転速度で低速回転させる締付動作とを行うよう構成してあり、
上記異常診断コンピュータは、上記締付トルクの測定値が上記上昇規定値になった後、上記回転速度検出器による回転速度の測定値から積算した上記締付部材の締付角度が、所定の締付正常角度に到達したときには、上記クラッチ機構が正常に動作して上記締付部材の締付けが正常に行われたことを検知するよう構成してあることを特徴とする締付診断システム。
【請求項3】
ボルト等の締付部材の締付けを電動で行うナットランナを、電子制御コントローラによって制御し、上記締付部材の締付けが正常に行われたかを異常診断コンピュータによって判定するよう構成した締付診断システムにおいて、
上記ナットランナは、サーボモータと、
該サーボモータの回転速度を減速する減速機と、
該減速機により減速された回転速度で回転する回転主軸と、
該回転主軸に所定の負荷が加わった後、該回転主軸と上記減速機との係合状態を解除し、該回転主軸に対して該減速機を所定回転量だけ相対的に回転させるためのクラッチ機構と、
上記締付部材を保持すると共に、上記回転主軸の回転を受けて回転する保持ソケットと、
上記回転主軸に加わる締付トルクを測定するトルクセンサと、
上記サーボモータの回転速度を検出する回転速度検出器とを有しており、
上記電子制御コントローラは、被締付対象における被締付部位への締付部材の締付けを開始した後、上記保持ソケットに保持する上記締付部材の頭部が、上記被締付部位における締付面に当接し、上記トルクセンサによる締付トルクの測定値が所定の上昇規定値になるまで、上記サーボモータを高速回転させる移動動作と、上記締付トルクの測定値が上記上昇規定値になったとき、上記サーボモータを上記高速回転よりも遅い回転速度で低速回転させる締付動作とを行うよう構成してあり、
上記異常診断コンピュータは、上記締付トルクの測定値が上記上昇規定値になった後、該締付トルクの測定値が所定の締付完了規定値に到達するまでに要した時間が、所定の締付正常時間以上であるときには、上記クラッチ機構が正常に動作して上記締付部材の締付けが正常に行われたことを検知するよう構成してあることを特徴とする締付診断システム。
【請求項4】
ボルト等の締付部材の締付けを電動で行うナットランナを、電子制御コントローラによって制御し、上記締付部材の締付けが正常に行われたかを異常診断コンピュータによって判定するよう構成した締付診断システムにおいて、
上記ナットランナは、サーボモータと、
該サーボモータの回転速度を減速する減速機と、
該減速機により減速された回転速度で回転する回転主軸と、
該回転主軸に所定の負荷が加わった後、該回転主軸と上記減速機との係合状態を解除し、該回転主軸に対して該減速機を所定回転量だけ相対的に回転させるためのクラッチ機構と、
上記締付部材を保持すると共に、上記回転主軸の回転を受けて回転する保持ソケットと、
上記回転主軸に加わる締付トルクを測定するトルクセンサと、
上記サーボモータの回転速度を検出する回転速度検出器とを有しており、
上記電子制御コントローラは、被締付対象における被締付部位への締付部材の締付けを開始した後、上記保持ソケットに保持する上記締付部材の頭部が、上記被締付部位における締付面に当接し、上記トルクセンサによる締付トルクの測定値が所定の上昇規定値になるまで、上記サーボモータを高速回転させる移動動作と、上記締付トルクの測定値が上記上昇規定値になったとき、上記サーボモータを上記高速回転よりも遅い回転速度で低速回転させる締付動作とを行うよう構成してあり、
上記異常診断コンピュータは、上記締付トルクの測定値が上記上昇規定値になった後、上記回転速度検出器によって測定する回転速度が、所定の規定時間継続して所定の締付正常回転速度以上に維持されたときには、上記クラッチ機構が正常に動作して上記締付部材の締付けが正常に行われたことを検知するよう構成してあることを特徴とする締付診断システム。
【請求項5】
請求項1〜4のいずれか一項において、上記クラッチ機構は、上記係合状態にあるときには、一対のクラッチ部材のクラッチ面同士の間にボールを挟持した状態を付勢バネによる付勢力を受けて維持すると共に、一方のクラッチ部材のクラッチ面に形成した一方の原位置隆起部と、他方のクラッチ部材のクラッチ面に形成した他方の原位置隆起部との間に上記ボールを周方向に挟持しており、
上記係合状態を解除するときには、上記ボールが上記一方の原位置隆起部と上記他方の原位置隆起部とを乗り越えて、当該ボールが、一方のクラッチ部材のクラッチ面に形成した一方の動作位置隆起部と、他方のクラッチ部材のクラッチ面に形成した他方の動作位置隆起部との間に周方向に挟持されるまで、当該ボールを介して上記一方のクラッチ部材と上記他方のクラッチ部材とが上記付勢バネによる付勢力に抗して相対的に回転するよう構成してあることを特徴とする締付診断システム。
【請求項6】
請求項1〜5のいずれか一項において、上記保持ソケットは、付勢手段を介して上記回転主軸に取り付けてあると共に、当該保持ソケットに保持する上記締付部材を上記被締付部位に締め付ける際に、上記付勢手段による弾性反発力によって上記締付部材を上記被締付部位へ押圧するよう構成してあることを特徴とする締付診断システム。
【請求項7】
請求項6において、上記ナットランナは、該ナットランナを上記被締付対象における被締付部位へ接近させるための進退手段に取り付けてあり、該進退手段は、上記ナットランナを上記被締付対象における被締付部位まで移動させる移動ロボットに取り付けてあり、
上記進退手段により、上記ナットランナを上記被締付対象における被締付部位へ接近させて、上記付勢手段に反発弾性力を発生させた後、上記電子制御コントローラが上記移動動作を開始するよう構成してあることを特徴とする締付診断システム。
【請求項8】
ボルト等の締付部材の締付けを電動で行うナットランナを、電子制御コントローラによって制御し、上記締付部材の締付けが正常に行われたかを判定する締付診断方法において、
上記ナットランナは、サーボモータと、
該サーボモータの回転速度を減速する減速機と、
該減速機により減速された回転速度で回転する回転主軸と、
該回転主軸に所定の負荷が加わった後、該回転主軸と上記減速機との係合状態を解除し、該回転主軸に対して該減速機を所定回転量だけ相対的に回転させるためのクラッチ機構と、
上記締付部材を保持すると共に、上記回転主軸の回転を受けて回転する保持ソケットと、
上記回転主軸に加わる締付トルクを測定するトルクセンサと、
上記サーボモータの回転速度を検出する回転速度検出器とを有しており、
上記電子制御コントローラは、被締付対象における被締付部位への締付部材の締付けを開始した後、上記保持ソケットに保持する上記締付部材の頭部が、上記被締付部位における締付面に当接し、上記トルクセンサによる締付トルクの測定値が所定の上昇規定値になるまで、上記サーボモータを高速回転させる移動動作と、上記締付トルクの測定値が上記上昇規定値になったとき、上記サーボモータを上記高速回転よりも遅い回転速度で低速回転させる締付動作とを行うよう構成してあり、
上記締付トルクの測定値が上記上昇規定値になった後、該締付トルクの測定値が、所定の低下規定値以下に所定時間低下した状態が続いたときには、上記クラッチ機構が正常に動作して上記締付部材の締付けが正常に行われたことを検知することを特徴とする締付診断方法。
【請求項9】
ボルト等の締付部材の締付けを電動で行うナットランナを、電子制御コントローラによって制御し、上記締付部材の締付けが正常に行われたかを判定する締付診断方法において、
上記ナットランナは、サーボモータと、
該サーボモータの回転速度を減速する減速機と、
該減速機により減速された回転速度で回転する回転主軸と、
該回転主軸に所定の負荷が加わった後、該回転主軸と上記減速機との係合状態を解除し、該回転主軸に対して該減速機を所定回転量だけ相対的に回転させるためのクラッチ機構と、
上記締付部材を保持すると共に、上記回転主軸の回転を受けて回転する保持ソケットと、
上記回転主軸に加わる締付トルクを測定するトルクセンサと、
上記サーボモータの回転速度を検出する回転速度検出器とを有しており、
上記電子制御コントローラは、被締付対象における被締付部位への締付部材の締付けを開始した後、上記保持ソケットに保持する上記締付部材の頭部が、上記被締付部位における締付面に当接し、上記トルクセンサによる締付トルクの測定値が所定の上昇規定値になるまで、上記サーボモータを高速回転させる移動動作と、上記締付トルクの測定値が上記上昇規定値になったとき、上記サーボモータを上記高速回転よりも遅い回転速度で低速回転させる締付動作とを行うよう構成してあり、
上記締付トルクの測定値が上記上昇規定値になった後、上記回転速度検出器による回転速度の測定値から積算した上記締付部材の締付角度が、所定の締付正常角度に到達したときには、上記クラッチ機構が正常に動作して上記締付部材の締付けが正常に行われたことを検知することを特徴とする締付診断方法。
【請求項10】
ボルト等の締付部材の締付けを電動で行うナットランナを、電子制御コントローラによって制御し、上記締付部材の締付けが正常に行われたかを判定する締付診断方法において、
上記ナットランナは、サーボモータと、
該サーボモータの回転速度を減速する減速機と、
該減速機により減速された回転速度で回転する回転主軸と、
該回転主軸に所定の負荷が加わった後、該回転主軸と上記減速機との係合状態を解除し、該回転主軸に対して該減速機を所定回転量だけ相対的に回転させるためのクラッチ機構と、
上記締付部材を保持すると共に、上記回転主軸の回転を受けて回転する保持ソケットと、
上記回転主軸に加わる締付トルクを測定するトルクセンサと、
上記サーボモータの回転速度を検出する回転速度検出器とを有しており、
上記電子制御コントローラは、被締付対象における被締付部位への締付部材の締付けを開始した後、上記保持ソケットに保持する上記締付部材の頭部が、上記被締付部位における締付面に当接し、上記トルクセンサによる締付トルクの測定値が所定の上昇規定値になるまで、上記サーボモータを高速回転させる移動動作と、上記締付トルクの測定値が上記上昇規定値になったとき、上記サーボモータを上記高速回転よりも遅い回転速度で低速回転させる締付動作とを行うよう構成してあり、
上記締付トルクの測定値が上記上昇規定値になった後、該締付トルクの測定値が所定の締付完了規定値に到達するまでに要した時間が、所定の締付正常時間以上であるときには、上記クラッチ機構が正常に動作して上記締付部材の締付けが正常に行われたことを検知することを特徴とする締付診断方法。
【請求項11】
ボルト等の締付部材の締付けを電動で行うナットランナを、電子制御コントローラによって制御し、上記締付部材の締付けが正常に行われたかを判定する締付診断方法において、
上記ナットランナは、サーボモータと、
該サーボモータの回転速度を減速する減速機と、
該減速機により減速された回転速度で回転する回転主軸と、
該回転主軸に所定の負荷が加わった後、該回転主軸と上記減速機との係合状態を解除し、該回転主軸に対して該減速機を所定回転量だけ相対的に回転させるためのクラッチ機構と、
上記締付部材を保持すると共に、上記回転主軸の回転を受けて回転する保持ソケットと、
上記回転主軸に加わる締付トルクを測定するトルクセンサと、
上記サーボモータの回転速度を検出する回転速度検出器とを有しており、
上記電子制御コントローラは、被締付対象における被締付部位への締付部材の締付けを開始した後、上記保持ソケットに保持する上記締付部材の頭部が、上記被締付部位における締付面に当接し、上記トルクセンサによる締付トルクの測定値が所定の上昇規定値になるまで、上記サーボモータを高速回転させる移動動作と、上記締付トルクの測定値が上記上昇規定値になったとき、上記サーボモータを上記高速回転よりも遅い回転速度で低速回転させる締付動作とを行うよう構成してあり、
上記締付トルクの測定値が上記上昇規定値になった後、上記回転速度検出器によって測定する回転速度が、所定の規定時間継続して所定の締付正常回転速度以上に維持されたときには、上記クラッチ機構が正常に動作して上記締付部材の締付けが正常に行われたことを検知することを特徴とする締付診断方法。
【請求項12】
請求項8〜11のいずれか一項において、上記クラッチ機構は、上記係合状態にあるときには、一対のクラッチ部材のクラッチ面同士の間にボールを挟持した状態を付勢バネによる付勢力を受けて維持すると共に、一方のクラッチ部材のクラッチ面に形成した一方の原位置隆起部と、他方のクラッチ部材のクラッチ面に形成した他方の原位置隆起部との間に上記ボールを周方向に挟持しており、
上記係合状態を解除するときには、上記ボールが上記一方の原位置隆起部と上記他方の原位置隆起部とを乗り越えて、当該ボールが、一方のクラッチ部材のクラッチ面に形成した一方の動作位置隆起部と、他方のクラッチ部材のクラッチ面に形成した他方の動作位置隆起部との間に周方向に挟持されるまで、当該ボールを介して上記一方のクラッチ部材と上記他方のクラッチ部材とが上記付勢バネによる付勢力に抗して相対的に回転するよう構成してあることを特徴とする締付診断方法。
【請求項13】
請求項8〜12のいずれか一項において、上記保持ソケットは、付勢手段を介して上記回転主軸に取り付けてあると共に、当該保持ソケットに保持する上記締付部材を上記被締付部位に締め付ける際に、上記付勢手段による弾性反発力によって上記締付部材を上記被締付部位へ押圧するよう構成してあることを特徴とする締付診断方法。
【請求項14】
請求項13において、上記ナットランナは、該ナットランナを上記被締付対象における被締付部位へ接近させるための進退手段に取り付けてあり、該進退手段は、上記ナットランナを上記被締付対象における被締付部位まで移動させる移動ロボットに取り付けてあり、
上記進退手段により、上記ナットランナを上記被締付対象における被締付部位へ接近させて、上記付勢手段に反発弾性力を発生させた後、上記電子制御コントローラが上記移動動作を開始するよう構成してあることを特徴とする締付診断方法。
【請求項1】
ボルト等の締付部材の締付けを電動で行うナットランナを、電子制御コントローラによって制御し、上記締付部材の締付けが正常に行われたかを異常診断コンピュータによって判定するよう構成した締付診断システムにおいて、
上記ナットランナは、サーボモータと、
該サーボモータの回転速度を減速する減速機と、
該減速機により減速された回転速度で回転する回転主軸と、
該回転主軸に所定の負荷が加わった後、該回転主軸と上記減速機との係合状態を解除し、該回転主軸に対して該減速機を所定回転量だけ相対的に回転させるためのクラッチ機構と、
上記締付部材を保持すると共に、上記回転主軸の回転を受けて回転する保持ソケットと、
上記回転主軸に加わる締付トルクを測定するトルクセンサと、
上記サーボモータの回転速度を検出する回転速度検出器とを有しており、
上記電子制御コントローラは、被締付対象における被締付部位への締付部材の締付けを開始した後、上記保持ソケットに保持する上記締付部材の頭部が、上記被締付部位における締付面に当接し、上記トルクセンサによる締付トルクの測定値が所定の上昇規定値になるまで、上記サーボモータを高速回転させる移動動作と、上記締付トルクの測定値が上記上昇規定値になったとき、上記サーボモータを上記高速回転よりも遅い回転速度で低速回転させる締付動作とを行うよう構成してあり、
上記異常診断コンピュータは、上記締付トルクの測定値が上記上昇規定値になった後、該締付トルクの測定値が、所定の低下規定値以下に所定時間低下した状態が続いたときには、上記クラッチ機構が正常に動作して上記締付部材の締付けが正常に行われたことを検知するよう構成してあることを特徴とする締付診断システム。
【請求項2】
ボルト等の締付部材の締付けを電動で行うナットランナを、電子制御コントローラによって制御し、上記締付部材の締付けが正常に行われたかを異常診断コンピュータによって判定するよう構成した締付診断システムにおいて、
上記ナットランナは、サーボモータと、
該サーボモータの回転速度を減速する減速機と、
該減速機により減速された回転速度で回転する回転主軸と、
該回転主軸に所定の負荷が加わった後、該回転主軸と上記減速機との係合状態を解除し、該回転主軸に対して該減速機を所定回転量だけ相対的に回転させるためのクラッチ機構と、
上記締付部材を保持すると共に、上記回転主軸の回転を受けて回転する保持ソケットと、
上記回転主軸に加わる締付トルクを測定するトルクセンサと、
上記サーボモータの回転速度を検出する回転速度検出器とを有しており、
上記電子制御コントローラは、被締付対象における被締付部位への締付部材の締付けを開始した後、上記保持ソケットに保持する上記締付部材の頭部が、上記被締付部位における締付面に当接し、上記トルクセンサによる締付トルクの測定値が所定の上昇規定値になるまで、上記サーボモータを高速回転させる移動動作と、上記締付トルクの測定値が上記上昇規定値になったとき、上記サーボモータを上記高速回転よりも遅い回転速度で低速回転させる締付動作とを行うよう構成してあり、
上記異常診断コンピュータは、上記締付トルクの測定値が上記上昇規定値になった後、上記回転速度検出器による回転速度の測定値から積算した上記締付部材の締付角度が、所定の締付正常角度に到達したときには、上記クラッチ機構が正常に動作して上記締付部材の締付けが正常に行われたことを検知するよう構成してあることを特徴とする締付診断システム。
【請求項3】
ボルト等の締付部材の締付けを電動で行うナットランナを、電子制御コントローラによって制御し、上記締付部材の締付けが正常に行われたかを異常診断コンピュータによって判定するよう構成した締付診断システムにおいて、
上記ナットランナは、サーボモータと、
該サーボモータの回転速度を減速する減速機と、
該減速機により減速された回転速度で回転する回転主軸と、
該回転主軸に所定の負荷が加わった後、該回転主軸と上記減速機との係合状態を解除し、該回転主軸に対して該減速機を所定回転量だけ相対的に回転させるためのクラッチ機構と、
上記締付部材を保持すると共に、上記回転主軸の回転を受けて回転する保持ソケットと、
上記回転主軸に加わる締付トルクを測定するトルクセンサと、
上記サーボモータの回転速度を検出する回転速度検出器とを有しており、
上記電子制御コントローラは、被締付対象における被締付部位への締付部材の締付けを開始した後、上記保持ソケットに保持する上記締付部材の頭部が、上記被締付部位における締付面に当接し、上記トルクセンサによる締付トルクの測定値が所定の上昇規定値になるまで、上記サーボモータを高速回転させる移動動作と、上記締付トルクの測定値が上記上昇規定値になったとき、上記サーボモータを上記高速回転よりも遅い回転速度で低速回転させる締付動作とを行うよう構成してあり、
上記異常診断コンピュータは、上記締付トルクの測定値が上記上昇規定値になった後、該締付トルクの測定値が所定の締付完了規定値に到達するまでに要した時間が、所定の締付正常時間以上であるときには、上記クラッチ機構が正常に動作して上記締付部材の締付けが正常に行われたことを検知するよう構成してあることを特徴とする締付診断システム。
【請求項4】
ボルト等の締付部材の締付けを電動で行うナットランナを、電子制御コントローラによって制御し、上記締付部材の締付けが正常に行われたかを異常診断コンピュータによって判定するよう構成した締付診断システムにおいて、
上記ナットランナは、サーボモータと、
該サーボモータの回転速度を減速する減速機と、
該減速機により減速された回転速度で回転する回転主軸と、
該回転主軸に所定の負荷が加わった後、該回転主軸と上記減速機との係合状態を解除し、該回転主軸に対して該減速機を所定回転量だけ相対的に回転させるためのクラッチ機構と、
上記締付部材を保持すると共に、上記回転主軸の回転を受けて回転する保持ソケットと、
上記回転主軸に加わる締付トルクを測定するトルクセンサと、
上記サーボモータの回転速度を検出する回転速度検出器とを有しており、
上記電子制御コントローラは、被締付対象における被締付部位への締付部材の締付けを開始した後、上記保持ソケットに保持する上記締付部材の頭部が、上記被締付部位における締付面に当接し、上記トルクセンサによる締付トルクの測定値が所定の上昇規定値になるまで、上記サーボモータを高速回転させる移動動作と、上記締付トルクの測定値が上記上昇規定値になったとき、上記サーボモータを上記高速回転よりも遅い回転速度で低速回転させる締付動作とを行うよう構成してあり、
上記異常診断コンピュータは、上記締付トルクの測定値が上記上昇規定値になった後、上記回転速度検出器によって測定する回転速度が、所定の規定時間継続して所定の締付正常回転速度以上に維持されたときには、上記クラッチ機構が正常に動作して上記締付部材の締付けが正常に行われたことを検知するよう構成してあることを特徴とする締付診断システム。
【請求項5】
請求項1〜4のいずれか一項において、上記クラッチ機構は、上記係合状態にあるときには、一対のクラッチ部材のクラッチ面同士の間にボールを挟持した状態を付勢バネによる付勢力を受けて維持すると共に、一方のクラッチ部材のクラッチ面に形成した一方の原位置隆起部と、他方のクラッチ部材のクラッチ面に形成した他方の原位置隆起部との間に上記ボールを周方向に挟持しており、
上記係合状態を解除するときには、上記ボールが上記一方の原位置隆起部と上記他方の原位置隆起部とを乗り越えて、当該ボールが、一方のクラッチ部材のクラッチ面に形成した一方の動作位置隆起部と、他方のクラッチ部材のクラッチ面に形成した他方の動作位置隆起部との間に周方向に挟持されるまで、当該ボールを介して上記一方のクラッチ部材と上記他方のクラッチ部材とが上記付勢バネによる付勢力に抗して相対的に回転するよう構成してあることを特徴とする締付診断システム。
【請求項6】
請求項1〜5のいずれか一項において、上記保持ソケットは、付勢手段を介して上記回転主軸に取り付けてあると共に、当該保持ソケットに保持する上記締付部材を上記被締付部位に締め付ける際に、上記付勢手段による弾性反発力によって上記締付部材を上記被締付部位へ押圧するよう構成してあることを特徴とする締付診断システム。
【請求項7】
請求項6において、上記ナットランナは、該ナットランナを上記被締付対象における被締付部位へ接近させるための進退手段に取り付けてあり、該進退手段は、上記ナットランナを上記被締付対象における被締付部位まで移動させる移動ロボットに取り付けてあり、
上記進退手段により、上記ナットランナを上記被締付対象における被締付部位へ接近させて、上記付勢手段に反発弾性力を発生させた後、上記電子制御コントローラが上記移動動作を開始するよう構成してあることを特徴とする締付診断システム。
【請求項8】
ボルト等の締付部材の締付けを電動で行うナットランナを、電子制御コントローラによって制御し、上記締付部材の締付けが正常に行われたかを判定する締付診断方法において、
上記ナットランナは、サーボモータと、
該サーボモータの回転速度を減速する減速機と、
該減速機により減速された回転速度で回転する回転主軸と、
該回転主軸に所定の負荷が加わった後、該回転主軸と上記減速機との係合状態を解除し、該回転主軸に対して該減速機を所定回転量だけ相対的に回転させるためのクラッチ機構と、
上記締付部材を保持すると共に、上記回転主軸の回転を受けて回転する保持ソケットと、
上記回転主軸に加わる締付トルクを測定するトルクセンサと、
上記サーボモータの回転速度を検出する回転速度検出器とを有しており、
上記電子制御コントローラは、被締付対象における被締付部位への締付部材の締付けを開始した後、上記保持ソケットに保持する上記締付部材の頭部が、上記被締付部位における締付面に当接し、上記トルクセンサによる締付トルクの測定値が所定の上昇規定値になるまで、上記サーボモータを高速回転させる移動動作と、上記締付トルクの測定値が上記上昇規定値になったとき、上記サーボモータを上記高速回転よりも遅い回転速度で低速回転させる締付動作とを行うよう構成してあり、
上記締付トルクの測定値が上記上昇規定値になった後、該締付トルクの測定値が、所定の低下規定値以下に所定時間低下した状態が続いたときには、上記クラッチ機構が正常に動作して上記締付部材の締付けが正常に行われたことを検知することを特徴とする締付診断方法。
【請求項9】
ボルト等の締付部材の締付けを電動で行うナットランナを、電子制御コントローラによって制御し、上記締付部材の締付けが正常に行われたかを判定する締付診断方法において、
上記ナットランナは、サーボモータと、
該サーボモータの回転速度を減速する減速機と、
該減速機により減速された回転速度で回転する回転主軸と、
該回転主軸に所定の負荷が加わった後、該回転主軸と上記減速機との係合状態を解除し、該回転主軸に対して該減速機を所定回転量だけ相対的に回転させるためのクラッチ機構と、
上記締付部材を保持すると共に、上記回転主軸の回転を受けて回転する保持ソケットと、
上記回転主軸に加わる締付トルクを測定するトルクセンサと、
上記サーボモータの回転速度を検出する回転速度検出器とを有しており、
上記電子制御コントローラは、被締付対象における被締付部位への締付部材の締付けを開始した後、上記保持ソケットに保持する上記締付部材の頭部が、上記被締付部位における締付面に当接し、上記トルクセンサによる締付トルクの測定値が所定の上昇規定値になるまで、上記サーボモータを高速回転させる移動動作と、上記締付トルクの測定値が上記上昇規定値になったとき、上記サーボモータを上記高速回転よりも遅い回転速度で低速回転させる締付動作とを行うよう構成してあり、
上記締付トルクの測定値が上記上昇規定値になった後、上記回転速度検出器による回転速度の測定値から積算した上記締付部材の締付角度が、所定の締付正常角度に到達したときには、上記クラッチ機構が正常に動作して上記締付部材の締付けが正常に行われたことを検知することを特徴とする締付診断方法。
【請求項10】
ボルト等の締付部材の締付けを電動で行うナットランナを、電子制御コントローラによって制御し、上記締付部材の締付けが正常に行われたかを判定する締付診断方法において、
上記ナットランナは、サーボモータと、
該サーボモータの回転速度を減速する減速機と、
該減速機により減速された回転速度で回転する回転主軸と、
該回転主軸に所定の負荷が加わった後、該回転主軸と上記減速機との係合状態を解除し、該回転主軸に対して該減速機を所定回転量だけ相対的に回転させるためのクラッチ機構と、
上記締付部材を保持すると共に、上記回転主軸の回転を受けて回転する保持ソケットと、
上記回転主軸に加わる締付トルクを測定するトルクセンサと、
上記サーボモータの回転速度を検出する回転速度検出器とを有しており、
上記電子制御コントローラは、被締付対象における被締付部位への締付部材の締付けを開始した後、上記保持ソケットに保持する上記締付部材の頭部が、上記被締付部位における締付面に当接し、上記トルクセンサによる締付トルクの測定値が所定の上昇規定値になるまで、上記サーボモータを高速回転させる移動動作と、上記締付トルクの測定値が上記上昇規定値になったとき、上記サーボモータを上記高速回転よりも遅い回転速度で低速回転させる締付動作とを行うよう構成してあり、
上記締付トルクの測定値が上記上昇規定値になった後、該締付トルクの測定値が所定の締付完了規定値に到達するまでに要した時間が、所定の締付正常時間以上であるときには、上記クラッチ機構が正常に動作して上記締付部材の締付けが正常に行われたことを検知することを特徴とする締付診断方法。
【請求項11】
ボルト等の締付部材の締付けを電動で行うナットランナを、電子制御コントローラによって制御し、上記締付部材の締付けが正常に行われたかを判定する締付診断方法において、
上記ナットランナは、サーボモータと、
該サーボモータの回転速度を減速する減速機と、
該減速機により減速された回転速度で回転する回転主軸と、
該回転主軸に所定の負荷が加わった後、該回転主軸と上記減速機との係合状態を解除し、該回転主軸に対して該減速機を所定回転量だけ相対的に回転させるためのクラッチ機構と、
上記締付部材を保持すると共に、上記回転主軸の回転を受けて回転する保持ソケットと、
上記回転主軸に加わる締付トルクを測定するトルクセンサと、
上記サーボモータの回転速度を検出する回転速度検出器とを有しており、
上記電子制御コントローラは、被締付対象における被締付部位への締付部材の締付けを開始した後、上記保持ソケットに保持する上記締付部材の頭部が、上記被締付部位における締付面に当接し、上記トルクセンサによる締付トルクの測定値が所定の上昇規定値になるまで、上記サーボモータを高速回転させる移動動作と、上記締付トルクの測定値が上記上昇規定値になったとき、上記サーボモータを上記高速回転よりも遅い回転速度で低速回転させる締付動作とを行うよう構成してあり、
上記締付トルクの測定値が上記上昇規定値になった後、上記回転速度検出器によって測定する回転速度が、所定の規定時間継続して所定の締付正常回転速度以上に維持されたときには、上記クラッチ機構が正常に動作して上記締付部材の締付けが正常に行われたことを検知することを特徴とする締付診断方法。
【請求項12】
請求項8〜11のいずれか一項において、上記クラッチ機構は、上記係合状態にあるときには、一対のクラッチ部材のクラッチ面同士の間にボールを挟持した状態を付勢バネによる付勢力を受けて維持すると共に、一方のクラッチ部材のクラッチ面に形成した一方の原位置隆起部と、他方のクラッチ部材のクラッチ面に形成した他方の原位置隆起部との間に上記ボールを周方向に挟持しており、
上記係合状態を解除するときには、上記ボールが上記一方の原位置隆起部と上記他方の原位置隆起部とを乗り越えて、当該ボールが、一方のクラッチ部材のクラッチ面に形成した一方の動作位置隆起部と、他方のクラッチ部材のクラッチ面に形成した他方の動作位置隆起部との間に周方向に挟持されるまで、当該ボールを介して上記一方のクラッチ部材と上記他方のクラッチ部材とが上記付勢バネによる付勢力に抗して相対的に回転するよう構成してあることを特徴とする締付診断方法。
【請求項13】
請求項8〜12のいずれか一項において、上記保持ソケットは、付勢手段を介して上記回転主軸に取り付けてあると共に、当該保持ソケットに保持する上記締付部材を上記被締付部位に締め付ける際に、上記付勢手段による弾性反発力によって上記締付部材を上記被締付部位へ押圧するよう構成してあることを特徴とする締付診断方法。
【請求項14】
請求項13において、上記ナットランナは、該ナットランナを上記被締付対象における被締付部位へ接近させるための進退手段に取り付けてあり、該進退手段は、上記ナットランナを上記被締付対象における被締付部位まで移動させる移動ロボットに取り付けてあり、
上記進退手段により、上記ナットランナを上記被締付対象における被締付部位へ接近させて、上記付勢手段に反発弾性力を発生させた後、上記電子制御コントローラが上記移動動作を開始するよう構成してあることを特徴とする締付診断方法。
【図1】


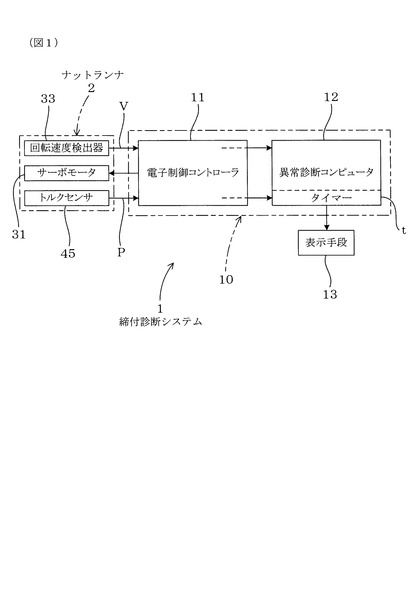
【図2】
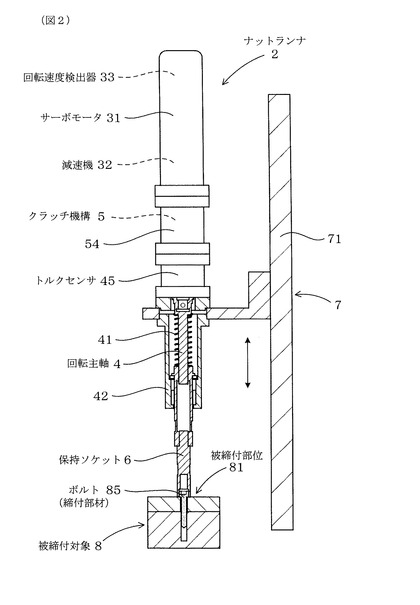
【図3】
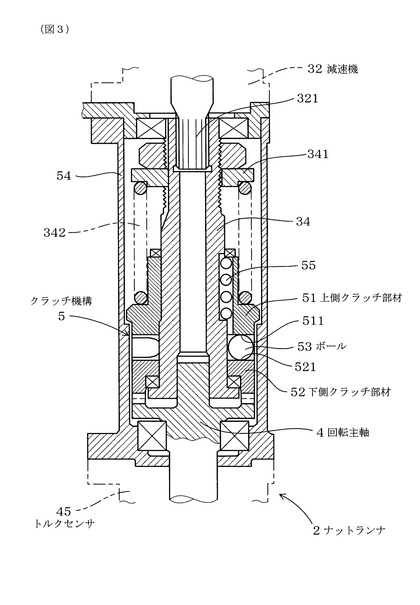
【図4】
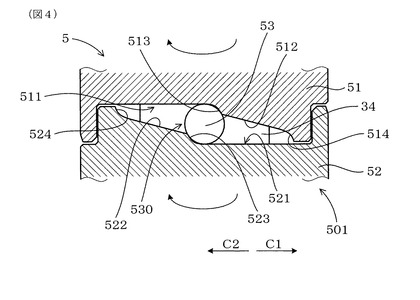
【図5】
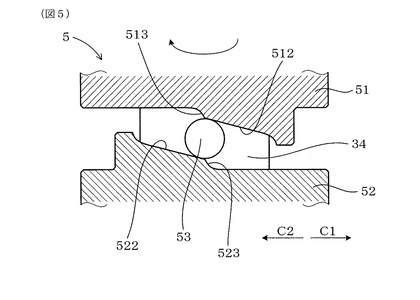
【図6】
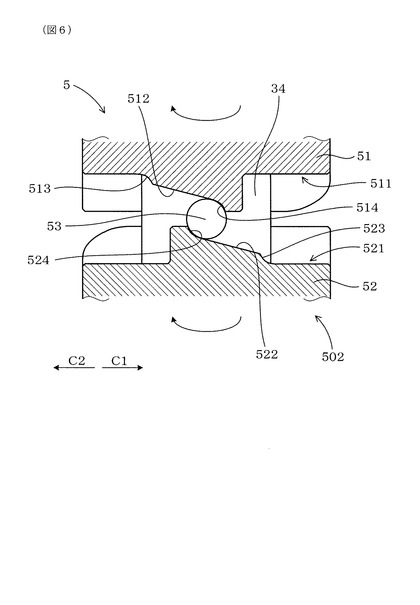
【図7】
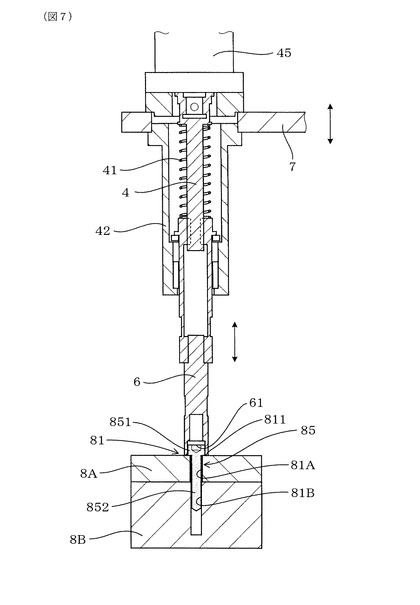
【図8】
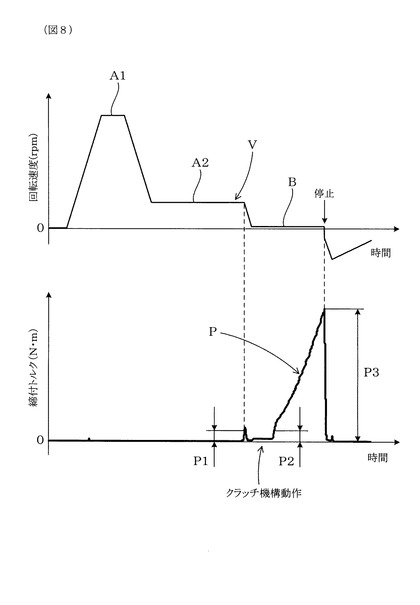
【図9】
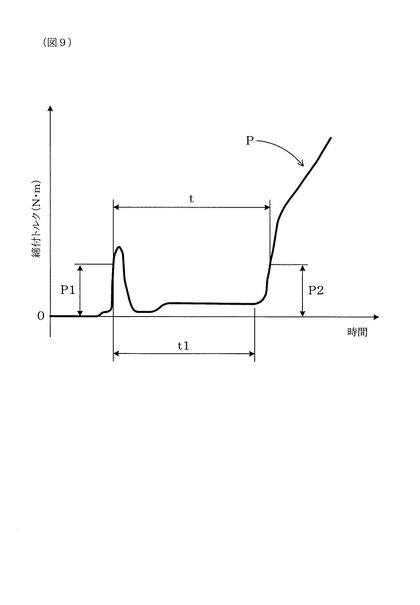
【図10】
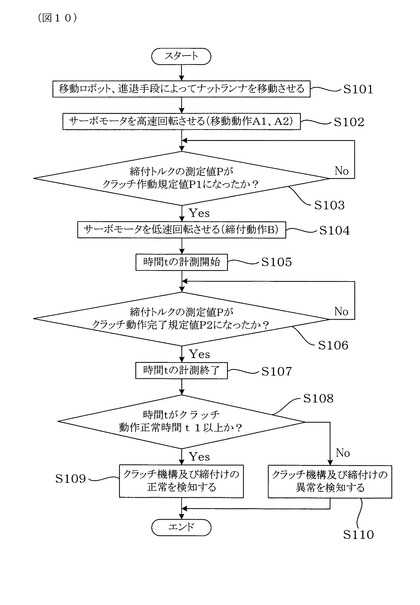
【図11】
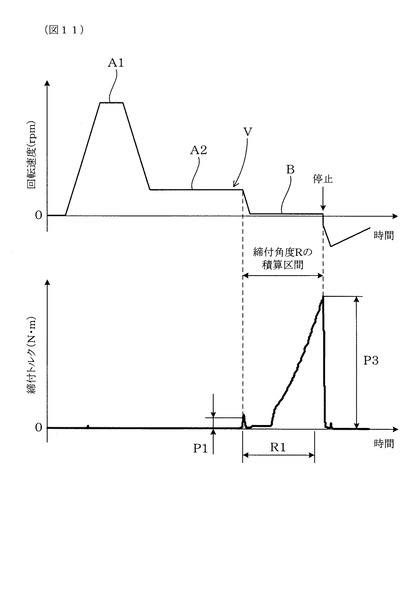
【図12】
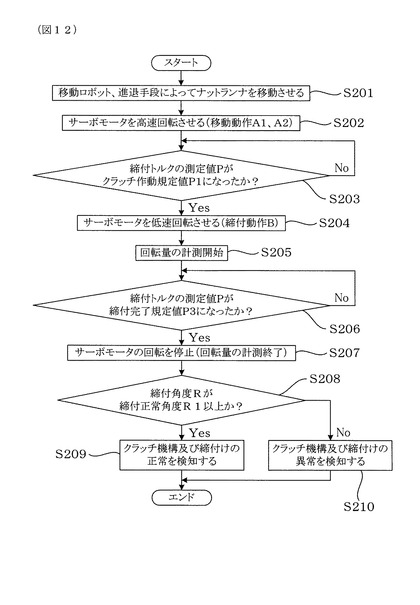
【図13】
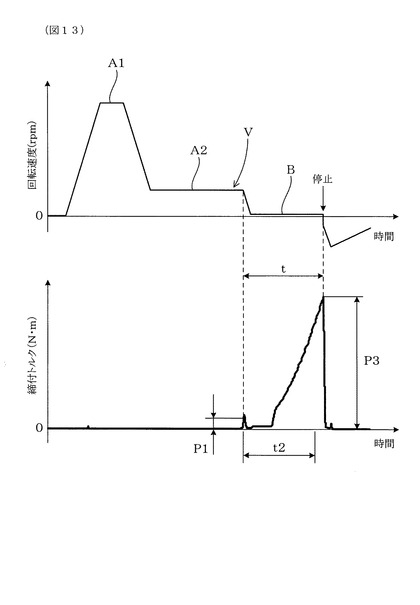
【図14】
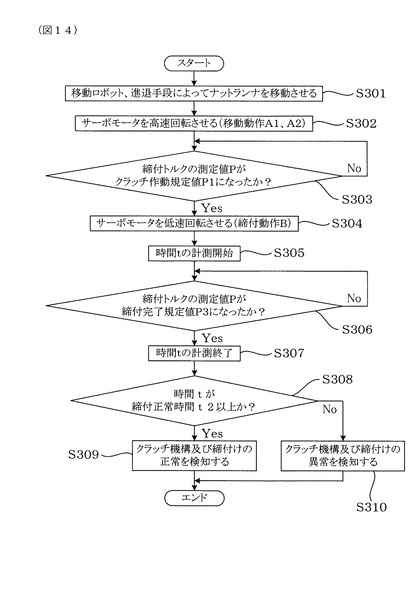
【図15】
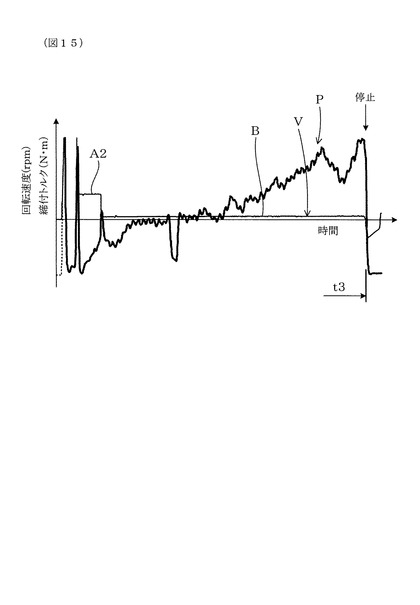
【図16】
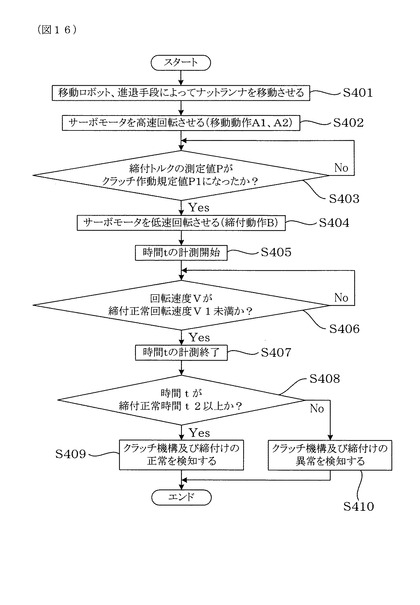
【図17】
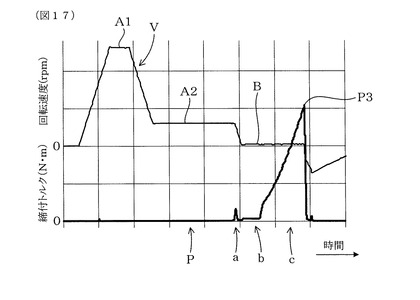
【図18】
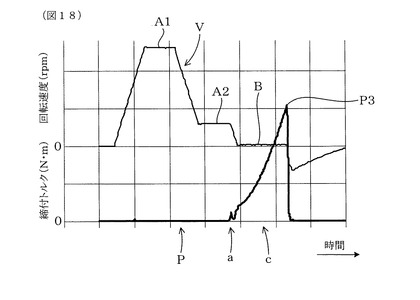
【図19】
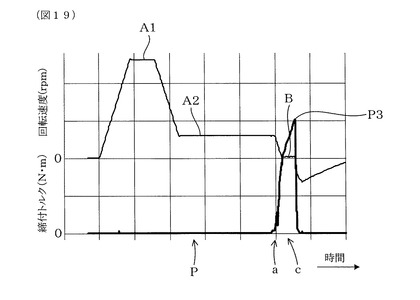
【図20】
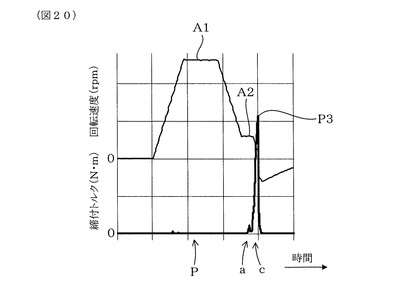
【図21】
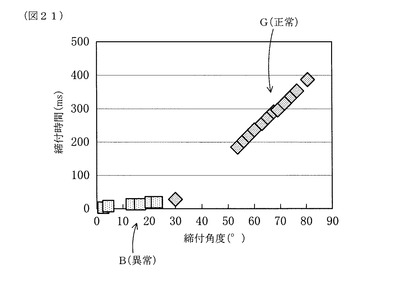
【図22】
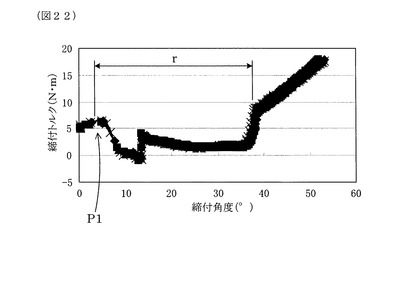
【図23】
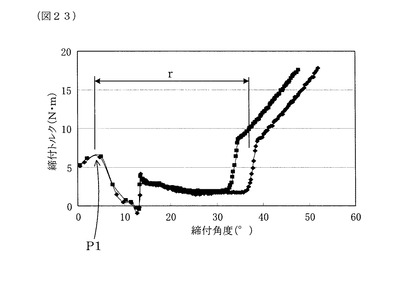
【図24】
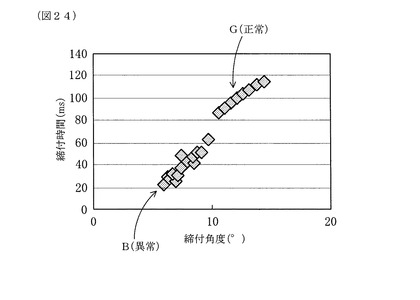
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【公開番号】特開2009−125907(P2009−125907A)
【公開日】平成21年6月11日(2009.6.11)
【国際特許分類】
【出願番号】特願2007−306424(P2007−306424)
【出願日】平成19年11月27日(2007.11.27)
【出願人】(000100768)アイシン・エィ・ダブリュ株式会社 (3,717)
【Fターム(参考)】
【公開日】平成21年6月11日(2009.6.11)
【国際特許分類】
【出願日】平成19年11月27日(2007.11.27)
【出願人】(000100768)アイシン・エィ・ダブリュ株式会社 (3,717)
【Fターム(参考)】
[ Back to top ]