
締着装置
【課題】係合構成要素及び受取構成要素を有する機械的締着装置の提供。
【解決手段】受取構成要素は第1接着ライン110、第2接着ライン112、接着ゾーン、及び複数の連続した掃引領域140、142、144、146を有する。第2接着ライン112は、第2接着ライン112の一部が第1接着ライン110の一部に重なるように第1接着ラインに隣接して配置される。接着ゾーン130は第1接着ライン110及び第2接着ライン112を囲む。複数の連続した掃引領域140、142、144、146は接着ゾーン130内に配置される。少なくとも1つの掃引領域は第1接着ライン110及び第2接着ライン112の両方の一部を含み、残りの掃引領域は少なくとも第1又は第2接着ライン110,112の一部を含む。受取構成要素100は1以上及び20以下の接着比を有する。
【解決手段】受取構成要素は第1接着ライン110、第2接着ライン112、接着ゾーン、及び複数の連続した掃引領域140、142、144、146を有する。第2接着ライン112は、第2接着ライン112の一部が第1接着ライン110の一部に重なるように第1接着ラインに隣接して配置される。接着ゾーン130は第1接着ライン110及び第2接着ライン112を囲む。複数の連続した掃引領域140、142、144、146は接着ゾーン130内に配置される。少なくとも1つの掃引領域は第1接着ライン110及び第2接着ライン112の両方の一部を含み、残りの掃引領域は少なくとも第1又は第2接着ライン110,112の一部を含む。受取構成要素100は1以上及び20以下の接着比を有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は締着装置に関係する。厳密に言うと、本発明は締着装置にある好適な係合構成要素とともに使うための受取構成要素に関係する。
【0002】
本発明はプロクター・アンド・ギャンブル社と三井化学社間の共同研究協定に従ってなされた。
【背景技術】
【0003】
再締着可能な機械的締着装置は、幅広く多数の用途に用いられ得る。例えば、そのような再締着可能な締着装置は使い捨て吸収性物品の一部分を使い捨て吸収性物品の別な部分に繋ぐために使われ得る。
【0004】
一般に、機械的締着装置は受取/雌部材及び係合/雄部材を含む。いくつかの機械的締着装置において、係合部材は複数のフック要素を備え、受取部材は複数のループ要素を備えている。締着状態では、フック要素は一般に係合及び受取構成要素間の結合が形成されるようにループ要素と絡み合っている。
【0005】
不織布ウェブは当該技術分野において雌部材として使う可能性のある材料として知られている。一般に、不織布雌部材は複数のポリマー繊維を含む。これら繊維部分は十分な量の利用できる非接着繊維又は接着繊維の非接着区域並びにウェブの一体性を有するウェブを形成するために繊維・繊維接着によって接合され得る。繊維・繊維接着は一般に、例えば熱、圧力、又は音波(すなわち、超音波)エネルギーによって繊維同士を部分的に熔融することによって形成される。
【0006】
いくつかのプロセスにおいてこれらの繊維・繊維接着を作るために一対の加熱カレンダロールが使われ得る。一般に、カレンダロールの1つはその外部表面から外へ伸びる複数の突出部を備えている。不織布ウェブがカレンダロールの間を通過するときに突出部が不織布ウェブに圧力を掛けるように、一般に一定の力がカレンダロールの1つに掛けられる。一般に、圧力がかかった位置に少なくとも1つの繊維・繊維接着が作られる。
【0007】
一般に、受取構成要素として使われる不織布ウェブは、例えば100%の繊維・繊維接着、のように完全に接着されることはない。一般に繊維・繊維接着は接着区域を係合構成要素による係合ができないようにするために、不織布ウェブを完全に接着することは性能の悪い受取構成要素を生じる可能性がある。それ故、カレンダロールの外部表面から外側に伸びている突出部は一般に不織布に特殊なパターンが作られるように間隔が開いている。
【0008】
さらに、係合構成要素からのフックがどこに置かれようとも、フックを係合するために非接着繊維又は接着繊維の非接着区域が得られることを確実にするために、大きく、隙間のある非接着区域を有することが好ましい。しかし、大きく、隙間のある非接着区域を作る接着パターンは、非接着区域における繊維・繊維接着の数の減少のために機械横方向の強度が弱くなる可能性がある。これを補うために、いくつかの接着パターンは全面的に囲まれた、例えば完全に接着された繊維が非接着繊維を取り囲んでいる、区域を作ることができる。しかし、非接着繊維を取り囲む完全に接着された繊維を作る接着パターンは係合構成要素からのフックが係合できる非接着繊維を見出せる可能性を減らすことがあり得る。
【0009】
さらに、このような接着パターンは繊維・繊維接着の品質にマイナスに影響し得る。例えば、従来の接着パターンは不織布ウェブを完全には接着しないために、不織布ウェブがカレンダロールを通過するときに不織布ウェブにかかる圧力が変動する可能性がある。いくつかのケースで、圧力変動は、ある繊維・繊維接着サイトで高めの圧力を生じ、別の繊維・繊維接着サイトで低めの圧力を生じる可能性がある。高めの圧力は過接着又は繊維切断(得られたウェブを弱くする)という結果になり得る。低めの圧力は、望ましい接着区域の割合に比べて少ない割合の接着区域の形成、低接着強度、及び/又は低接着品質、という結果になり得る。さらに、低めの圧力は機械横方向の強度を減じる可能性がある。
【発明の開示】
【発明が解決しようとする課題】
【0010】
その結果、十分な面積の非接着繊維及び/又は接着繊維の非接着区域を維持しながら、工程で受取構成要素によって経験した圧力変動を減らす接着パターンを有する受取構成要素を備える締着装置を提供する必要がある。
【課題を解決するための手段】
【0011】
本発明は係合構成要素及び受取構成要素からなる機械的締着装置に関係する。係合構成要素は、複数個の係合要素を含む。複数の係合構成要素が受取構成要素と係合でき、受取構成要素は長手軸及び横軸を有する。
【0012】
さらに受取構成要素は第1接着ライン、第2接着ライン、接着ゾーン、及び複数の連続した掃引領域を含む。第2接着ラインの一部が第1接着ラインの一部に重なるように第2接着ラインが第1接着ラインに隣接して配置されており、第1接着ライン及び第2接着ラインは第1方向に伸びる。重なりは、一般に第1方向に直角である第2方向に略平行である。
【0013】
接着ゾーンは第1接着ライン及び第2接着ラインを囲む。複数の連続した掃引領域は接着ゾーン内に配置される。各掃引領域は長手軸に略平行な方向に伸び、各掃引領域は長さ及び幅を含む。掃引領域の長さは等しく、掃引領域の幅は等しい。少なくとも1つの掃引領域は第1接着ライン及び第2接着ラインの両方の一部を含み、複数の掃引領域の残りの掃引領域は少なくとも第1接着ラインの一部又は少なくも第2接着ラインの一部を含む。各掃引領域は接着区域を有し、受取構成要素は2つの掃引領域の間に約1以上及び約20以下の接着比を有する。
【発明を実施するための最良の形態】
【0014】
定義:
本明細書で使用するとき、用語「吸収性物品」及び「物品」は、液体を吸収し且つ/又は封じ込める着用可能なデバイスを指し、より具体的には、着用者の身体に接して又は近接して置かれて、身体から排泄される様々な排出物を吸収し封じ込めるデバイスを指す。好適な例としては、おむつ、トレーニングパンツ、再締着可能なパンツ、プルオン肌着、成人用失禁製品、及び生理用ナプキンなどの女性用ケア製品が挙げられる。更に、用語「吸収性物品」及び「物品」は、10回以内の使用後、好ましくは5回以内の使用後、より好ましくは1回の使用後に、廃棄されることが意図され、洗濯されるか別の方法で復元されることが意図されない「使い捨て吸収性物品」を包含する(但し、特定の構成要素は、再利用、再使用、又は堆肥化されてもよい)。
【0015】
「身体に面する」、「着用者に面する」、「外部に面する」、及び「衣類に面する」はそれぞれ要素又は要素の表面若しくは要素のグループの相対的位置関係を参照している。「身体に面する」及び「着用者に面する」は要素又は表面が着用時に他の要素又は表面よりも着用者に近いことを示している。「衣類に面する」及び「外部に面する」は、要素又は表面が他の要素又は表面より着用時に着用者からより遠く離れていることを意味する(すなわち、要素又は表面が、使い捨て吸収性物品の上に着用される着用者の衣類に最も近い)。
【0016】
本明細書で使用するとき、「接着ライン」という言葉は基材の繊維がともに熔融された基材上の複数のサイトのことを言っている。複数のサイトは「ライン」を形成するためにともに熔融される。しかし、「ライン」という言葉は本明細書で使用するときには、一連の不連続な点又は事実上1本の線に近いように密な間隔になっている短い線をも記述し得る。それ故、当該技術分野に熟練した人は、実線の接着パターンが記載されているけれども、本発明の利点は密な間隔になっている点又は事実上線に近い不連続な線の断片によって同じように達成され得ることを分っている。
【0017】
本明細書で使用するとき、「接着ラインパターン」という言葉は少なくとも2つの接着ラインの間にいくらかの重なりを有する少なくとも2つの接着ラインのことを言う。
【0018】
本明細書で使用するとき、「連続した」という言葉は次から次へと続いていることを意味する。例えば、本発明の隣り合う掃引領域は互いの持つ境界を分け合ってもよい。
【0019】
本発明で使用するとき、「捲縮」という言葉は少なくとも1つの折畳又は隆起部を持つ繊維の特徴のことを言う。「捲縮」という言葉は多数の折畳を有する繊維、縮れを有する繊維、及び/又はスパイラル又はヘリカルな構造を形成する繊維を含む。
【0020】
「おむつ」という用語は、本明細書で使用するとき、一般に幼児及び失禁症者が腰及び脚を囲むように胴体下部周辺に着用し、並びに尿及び糞便排泄物を受容して収容するように特に適合されている吸収性物品を指す。「おむつ」という用語には、本明細書で使用するとき、以下で定義されている「パンツ」も含まれる。
【0021】
「弾性的伸張性」は、本明細書で使用するとき、伸張性材料を伸張させた力を取り除いた後、略元の寸法に戻る力を有する伸張性材料の特質を指す。本明細書では、「伸張性がある」と記載されている材料又は要素は、別途規定がない限り、「弾性的伸張性」でもあり得る。
【0022】
本明細書で使用するとき、用語「接合された」は、ある要素を他の要素に直接固着することによって、その要素が別の要素に直接固定された構成、並びに、ある要素を中間部材(1つ又は複数)に固着し、それが次に他の要素に固着されることによって、その要素が別の要素に間接的に固定された構成を包含する。
【0023】
用語「長手」は、本明細書において、特に言及しない限り、要素の最も長い縁部に略平行な方向を指すのに使用される。使い捨て吸収性物品の文脈において、「長手方向」の方向は、腰縁部から物品の対向する腰縁部に実質的に垂直で、物品の最大直線寸法と略平行に伸びる。長手方向の±45度内の方向が、「長手方向」であると考えられる。
【0024】
用語「横」は、「長手」方向に略垂直に通り、且つそれと同一面内にある方向を指す。使い捨て吸収性物品においては、「横」方向は、物品の1つの長手方向縁部から物品の反対側の長手方向縁部まで通る。横方向の±45°以内の方向は「横」であるとみなされる。
【0025】
「機械方向」又は「MD」という言葉は、プロセスを経る材料、部材、要素、品目、構成要素などの前方方向に略平行な方向を指す。例えば、不織布は、一般に製作の長さ又は巻取り方向に一致する機械方向で形成される。機械方向は、不織布における繊維の向きの主要方向であることもできる。
【0026】
「機械横方向」又は「CD」という言葉は、機械方向に略垂直、及びそれと同一面内にある方向を言う。
【0027】
本明細書で使用するとき、用語「パンツ」、「トレーニングパンツ」、「閉じたおむつ」、「予め締着されたおむつ」、及び「プルオンおむつ」は、幼児又は成人着用者向けに設計される腰部開口部及び脚開口部を有する使い捨て衣類を指す。パンツは、パンツが着用者上に装着される前に閉じた腰部開口部及び脚開口部を有するように構成され得るか、あるいは、パンツは、着用者上にある間に腰部開口部が閉じられ、脚開口部が形成されるように構成され得る。パンツは、前締着できる締着装置を使用して物品の部分をともに接合すること、しかしそれに限定されない、を包む任意の好適な技術によって前もって形成されてもよい。パンツは、物品の周囲に沿った任意の箇所で、予め形成(例えば、側面締着、前腰部締着、後腰部締着)されてよい。適切なパンツの例は、米国特許第5,246,433号、米国特許第5,569,234号、米国特許第6,120,487号、米国特許第6,120,489号、米国特許第4,940,464号、米国特許第5,092,861号、米国特許第5,897,545号、米国特許第5,957,908号、及び米国特許公開第2003/0233082A1号に開示されている。
【0028】
説明:
本発明に従って作製された締着装置は、受取構成要素製造時に発生し得る圧力変動を減らすことができる受取構成要素を含む。特に、本発明に従って作製された受取構成要素は、製造工程中に受取構成要素が直面する圧力変動を減らすことができる接着パターンを含む。さらに、本発明に従って作製された受取構成要素は、受取構成要素が締着装置において好適な係合構成要素とともに使用され得るように、非接着繊維及び/又は接着繊維の非接着区域の十分な面積を保持し得る。
【0029】
図1Aに示されるように、本発明に従って作製された締着装置10は係合構成要素12及び受取構成要素100を含んでもよい。係合構成要素12は係合表面16から外に伸びる複数のフック14を含んでもよい。受取構成要素100は係合構成要素12の複数のフック14と絡み合った状態になることができる複数のループ状繊維(示されていない)を含んでもよい。好適な係合構成要素の例はこの後議論される。
【0030】
締着装置10は本発明の締着装置を持つことから恩恵を受ける様々な消費者及び市販品に使われ得る。本発明の締着装置を利用し得る物品のいくつかの例は、使い捨て吸収性物品、身体覆い、梱包、及び研磨剤パッド用の工業的接合、医用製品等を含む。
【0031】
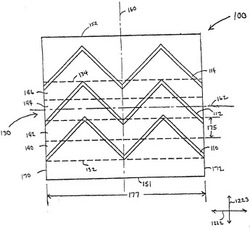
図1Bに示されるように、本発明に従って作製された受取構成要素100は複数の接着ライン、接着ゾーン130、及び複数の連続した掃引領域を含んでもよい。いくつかの実施形態では、受取構成要素100は第1接着ライン110、第2接着ライン112、及び第3接着ライン114を含んでもよい。3つを超える接着ライン及び3つ未満の接着ラインを有する実施形態も考えられる。
【0032】
いくつかの実施形態において、第1接着ライン110は第1終縁部151に隣接して配置されてもよく、第2接着ライン112は第1接着ライン110に隣接して配置されてもよい。いくつかの実施形態において、第3接着ライン114は第2終縁部152に隣接して、及び第2接着ライン112に隣接して配置されてもよい。いくつかの実施形態において、第1終縁部151及び第2終縁部は第1長手方向縁部170から第2長手方向縁部172まで、横軸162に略平行な方向に伸びることができる。
【0033】
いくつかの実施形態に示されるように、第1接着ライン110、第2接着ライン112、及び第3接着ライン114は、受取構成要素100の第1長手方向縁部170から第2長手方向縁部172まで、第1方向1222に伸びることができる。いくつかの実施形態では、第1の方向1222は横軸162に略平行であってもよい。第1長手方向縁部170及び第2長手方向縁部172は第1終縁部151及び第2終縁部152の間で長手軸160に略平行な方向に伸びることができる。
【0034】
受取構成要素100はさらに接着ゾーン130を含む。接着ゾーン130は1つを超える接着ラインを囲む。例えば、図のように、接着ゾーン130は第1接着ライン110及び第2接着ライン112を囲むことができる。いくつかの実施形態において、接着ゾーン130は第1接着ライン110の最も外側の点及び第2接着ライン112の最も外側の点と接する矩形を構成してもよい。いくつかの実施形態において、第1接着ライン110の最も外側の点は、第1終縁部151に最も近く、第1長手方向縁部170に最も近く、及び第2長手方向縁部172に最も近い、第1本接着ライン110上にある点である。同様にいくつかの実施形態において、第2接着ライン112の最も外側の点は、第2終縁部152、第1長手方向縁部170、及び第2長手方向縁部172、に最も近い、第2接着ライン112上にある点である。いくつかの実施形態において、第3接着ライン114は接着ゾーン130の第2境界134に隣接した接着ゾーン130内に重なり得る。いくつかの実施形態において、追加の接着ラインは、第1境界132又は第2境界134のどちらかに隣接して接着ゾーン130内に重なってもよい。
【0035】
複数の連続した掃引領域140、142、144、及び146は接着ゾーン130の中に配置され得る。掃引領域は受取構成要素100の一部を含み、掃引領域内にある接着区域及び受取構成要素100部分の全面積を解析するために使われる。より短い長さ175の掃引領域の利点は、本質的に接着ライン上にあるより多くのデータ点を集めることができることである。データ点の数が多ければ受取構成要素100内の接着区域の変化しやすさの計算の精度を上げることができる。掃引領域140、142、144、及び146の長さ175の累積は接着ゾーン130の長さに等しい。
【0036】
各掃引領域、140、142、144、及び146は第1接着ライン110及び/又は第2接着ライン112の一部を含む。いくつかの実施形態において、連続した掃引領域140、142、144、及び146のいくつかは、第1終縁部151又は第2終縁部152のどちらかに隣接して接着ゾーン130内に重なる追加の接着ラインの一部を含んでもよい。例えば、第3接着ライン114が接着ゾーン130に重なっているために、掃引領域146はさらに第3接着ライン114の一部を含み得る。
【0037】
少なくとも1つの掃引領域は第1接着ライン110及び第2接着ライン112両方の一部を含む。例えば、いくつかの実施形態では図のように、2つの掃引領域、すなわち142及び144は第1接着ライン110及び第2接着ライン112の一部を含む。掃引領域のサイズに依存して、1つ以上の掃引領域が1つを超える接着ラインの一部を含み得る。4つを超える掃引領域及び4つより少ない掃引領域からなる実施形態が考えられる。
【0038】
掃引領域140、142、144、及び146が連続しているために、各掃引領域は隣接する掃引領域と境界を共有する。例えば、掃引領域140は掃引領域142と境界を共有する。同様に、掃引領域144は掃引領域142と境界を共有する。しかし、掃引領域140、142、144、及び146は、奇数(第1及び第3)の掃引領域、例えば140及び144が境界を共有しないように配列されている。さらに、掃引領域140、142、144、及び146は、偶数(第2及び第4)の掃引領域、例えば142及び146が境界を共有しないように配列されている。
【0039】
連続した掃引領域140、142、144、及び146は、長方形であり、受取構成要素100の第1長手方向縁部170から第2長手方向縁部172まで伸びている。連続した掃引領域140、142、144、及び146は、受取構成要素が備える繊維材料のウェブの幅と等しくできる幅177を有する。幅177は横軸162に略平行であり得る。いくつかの実施形態では、掃引領域140、142、144、及び146はカレンダロール間の接触長さ250(図2Bに示される)に等しい長さ175を有することができる。いくつかの実施形態では、掃引領域140、142、144、及び146は該接触長さ250(図2Bに示される)より小さな長さ175を有することができる。いくつかの実施形態では、長さ175は約0.1mm〜約1.2mmの範囲で変るか又はこの範囲内の任意の個別の数値でよい。長さ175は長手軸160に略平行であってよい。
【0040】
各掃引領域140、142、144、及び146は隣接する掃引領域の長さ175に等しい長さ175を備える。さらに図のように、いくつかの実施形態では、掃引領域140は第1境界132を接着ゾーン130と共有してもよい。また、いくつかの実施形態では、掃引領域146は第2境界134を接着ゾーン130と共有してもよい。
【0041】
各掃引領域140、142、144、及び146は接着パターンによって定義される接着区域を含む。掃引領域における接着区域のパーセンテージは掃引領域内の繊維・繊維接着の尺度である。特に、接着区域のパーセンテージは特定の掃引領域内の繊維・繊維接着の面積を計算し、この面積を掃引領域の全面積で割り100を掛けることによって決定される。
【0042】
掃引領域140、142、144、及び146の接着面積は変り得る。接着面積の量の掃引領域140、142、144、及び146の間での変わりやすさは、掃引領域の最大の接着面積の値を別の掃引領域の最小の接着面積の値と比較することによって決めることができる。任意の2つの掃引領域の間の最大接着面積と最小接着面積の比が接着比と名づけられる。いくつかの実施形態では、接着比は約1以上、約20未満、又はこのような範囲内の任意の個別の数値である。他の実施形態では、接着比は約1以上、約10以下である。他の実施形態では、接着比は約1以上、約3以下である。接着比が1であるいくつかの実施形態では、最大接着面積の値又は最小接着面積の値でない場合がある。この場合には、1つの接着面積の値を別の接着面積の値で割ってもよい。
【0043】
個々の掃引領域それぞれの接着面積を加えることで累積の接着面積を提供することができる。個々の掃引領域それぞれの全面積を加えることで累積の全面積を提供することができる。いくつかの実施形態では、累積の接着面積を累積の全面積で割ることによって接着ゾーン130全体の接着面積を提供でき、又は他の実施形態では、受取構成要素100の全体の接着面積を提供することができる。
【0044】
図2A及び2Bに示されるように、受取構成要素100(図1に示される)の接着ライン、例えば110(図1Bに示されている)、112及び114は、いくつかの実施形態では、カレンダ装置200を介して形成される。カレンダ装置200は、その間にニップを形成する一対のカレンダロール202及び204を備えてもよい。カレンダロール202及び/又はカレンダロール204の外表面は外側表面から外に向かって伸びる突出部(示されていない)を備えてもよい。これらの突出部は一般に、繊維材料からなるウェブ275がニップを通るときに、繊維・繊維接着を繊維材料からなるウェブ275に作成する。受取構成要素100(図1A及び1Bに示されている)は繊維材料からなるウェブ275の一部を含んでもよい。
【0045】
繊維材料からなるウェブ275は、受取構成要素100(図1A及び1Bに示されている)の長手軸160(図1Bに示されている)に略平行な方向にカレンダロール202及び204を通過することができる。特に、受取構成要素100(図1A及び1Bに示されている)の長手軸160(図1Bに示されている)はカレンダ装置200の機械方向に略平行であり得る。カレンダロール202及び204は矢印280及び281(図2Bに示されている)で示されている方向にそれぞれ回転することができる。
【0046】
いくつかの実施形態において、カレンダロール202及び/又は204は加熱できる。繊維材料からなるウェブ275がニップを通過するときに、カレンダロール202及び204は繊維材料からなるウェブ275にエネルギーを提供することができる。さらに、いくつかの実施形態において、繊維材料からなるウェブ275がニップを通過するときにウェブに圧力がかかるように、力240をカレンダロール202及び/又は204に掛けることができる。カレンダロール202及び/又は204に掛けられる力240はこの後議論される。
【0047】
カレンダロール202及び204の表面と表面の接触は接触長250を定義し得る。接触長250は、繊維材料からなるウェブ275(図2Aに示されている)がニップを通過するときに繊維材料からなるウェブ275(図2Aに示されている)と接触しているカレンダロール202の一部及びカレンダロール204の一部によって定義される。いくつかの実施形態において、接触長250は下記のヘルツの式によって決定される。ヘルツの式は、カレンダロール202及び204が均質で等方性の材料から作られていると仮定し、さらにフックの法則の正当性を仮定する。他の仮定は、カレンダロール202及び204が等しい直径を有すること、カレンダロール202及び204が同じ弾性率を有する材料から作られていること、及びカレンダロール202及び204の幅220が少なくとも掃引領域の幅177(図1Bに示されている)と同じ幅であること、を含む。接触長250は下記の式によって求められ、
【数1】

ここでXは接触区域250の幅の1/2であり、
Rはカレンダロール202及び204のミリメートルで表した半径であり、
Fはニュートン/mmで表した掛ける力であり、
Eはカレンダロール202及び204の材料の弾性率であり、
Lはカレンダロール202及び204の幅(220として示されている)であり、及び
νはポアソン比である。
【0048】
カレンダロールが等しい直径を持たない場合、当業者はカレンダロールの等しくない直径を考慮して上の式を再誘導できる。カレンダロールが等しい弾性率を有する材料から作られていない場合、当業者はカレンダロールの等しくない弾性率を考慮して上の式を再誘導できる。
【0049】
カレンダロールがスチールから作られているいくつかの実施形態においては、弾性率Eは210,000N/mm2に等しいとすることができるのでポアソン比は0.3になり、加えられる力は約0.03N/m〜約0.15N/m(約30N/mm〜約150N/mm)になり得る。上述のように、Xは接触長250の1/2に等しい。このように、Xの2倍が接触長250を提供する。いくつかの実施形態では、接触区域250は約0.1mm〜約1.2mmの範囲にあるか又はこの範囲内の任意の個別の数値でよい。いくつかの実施形態では、接触区域250は約0.7mm〜約1.0mmの範囲にある。
【0050】
本発明の1つの利点は、本発明の大きい方の接着面積の小さい方の接着面積に対する比のためにカレンダプロセスの間の圧力変動が減らされ得ることである。例えば、接着面積が掃引領域間で2000%を超えるほどに変化する従来の受取構成要素では、これら接着面積を作り出すカレンダロールの接触区域も2000%を超える程度に変化する。その結果、カレンダロールに加えられる力が一定であっても、繊維材料から作られるウェブがカレンダロールのニップを通過するときにそれにかかる圧力は同様に2000%を超える程度に変化する。従来の受取構成要素では、いくつかの掃引領域が0%の接着面積を含むときには、それ故に大きい方の接着面積の小さい方の接着面積に対する比が無限大になり、2000%より大きい圧力変動が起こる可能性がある。ゼロパーセントの接着面積は、例えば、第1接着ライン及び第2接着ラインが受取構成要素の長手軸に略平行な方向に、少なくとも掃引領域の長さに等しい有限な距離だけ離れているときに起こり得る。別の実施例では、2000%より大きい圧力変動は接着ライン間の重なりがあまり多すぎるか又はあまりに少なすぎるところではやはり起こり得る。接着ライン間の重なりは図3に関連してさらに議論される。
【0051】
プロセスの観点からは、2000%より大きい圧力変動はプロセスの不安定性を引き起こす可能性がある。例えば、極度の圧力変動はカレンダロールにある突出部の早期の破損を引き起こす可能性がある。
【0052】
製品/材料性能の観点からも、やはり2000%より大きい圧力変動は一般的に好ましくない。例えば、0%の接着面積を有する掃引領域は低い剪断力、及び潜在的に乏しい再締着能という結果しか提供できない。特に、より少ない緩んだ繊維末端部がこの掃引領域内に接着されるために、好適な係合構成要素との間で多数回の開閉を繰り返す間に毛羽立ちという結果になる可能性がある。
【0053】
また、0%の接着面積を有する掃引領域は受取構成要素の横軸に平行な方向の強度を下げる可能性がある。いくつかの実施形態では、受取構成要素の横軸は多くの場合剪断力の方向と結びついている可能性がある。例えば、締着状態では受取構成要素の横軸は一般的に剪断力の方向と平行になり得る。例えば、図8Aを一時的に参照すると、締着状態では、剪断力は受取構成要素740の横軸に略平行である剪断の主方向775に沿って作用する可能性がある。隣接する接着ライン間に重なりがないところでは、隣接する接着ラインの間にある受取構成要素の材料は剪断力が加えられても自由に動くことができる。
【0054】
対照的に、接着ライン間の重なりが2000%より大きい圧力変動を引き起こすところでは、重なり領域の繊維対繊維接着サイトの集中が一般に締着性の乏しい結果をもたらす。例えば、前に述べたように、係合構成要素は一般に接着区域では受取構成要素を係合することができない。
【0055】
さらに前に議論したように、2000%より大きい圧力変動は、接着品質の変動を引き起こす可能性がある。圧力変動が2000%より大きい場合、接着面積のより小さい掃引領域にある繊維・繊維接着は接着面積のより大きな掃引領域よりも高い圧力を受けて高圧によって穴が生じる可能性がある。また、より大きな接着面積の掃引領域にある繊維・繊維接着は、より小さな接着面積の掃引領域よりも低い圧力を受け、低圧のためにより少ない繊維・繊維接着を生じる可能性がある。特に、いくつかの場合に、低圧は実際には繊維を接着する代わりに単に圧縮するだけの可能性がある。
【0056】
図2Cに示されるように、受取構成要素30が本発明に従って作成され、いくつかの欠陥、例えば32、34、36、38、40、及び42を生じた。受取構成要素30の接着比は約1.8であった。約20又はそれより小さい比において、許容可能な欠陥の数があると信じられている。しかし、20を超える接着比に対しては許容できない量の欠陥が受取構成要素中によく発生し、それ故に本発明の範囲外にある。
【0057】
従来の受取構成要素とは対照的に、本発明に従って作成される受取構成要素は圧力変動を約2000%未満に減らす。圧力変動の減少は、ある程度は、受取構成要素の接着区域が、その各々がある限定された量の接着区域を有する複数の掃引領域を含むことを確実にすることで達成できる。さらに、本発明に従って作成される受取構成要素に対して掃引領域は圧力変動を約2000%未満に減じる接着面積パーセンテージを構成する。
【0058】
より大きな接着面積のより小さな接着面積に対する比に影響を与えることができるいくつかの要因がある。いくつかの要因は、接着ラインの重なり、いくつかの実施形態では、接着ラインの配向角度、接着ラインの周期、及びいくつかの実施形態では、工程中の接着ラインの向き、を含む。工程中の接着ラインの向きは図6に関連してさらに議論される。
【0059】
図3に示されるように、重なり320は第1基準線302及び第2基準線304の間の距離である。いくつかの実施形態において、重なり320は長手軸160に略平行であり、第2方向1223に略平行である。いくつかの実施形態では、第1基準線302は第1接着ライン上の最も内部にある2点308及び310の間に引くことができ、横軸162に略平行になり得る。いくつかの実施形態では、第2基準線304は第2接着ライン112の2つの最も内部の点312及び314の間に引くことができ、横軸162に略平行になり得る。いくつかの実施形態では、第1接着ライン110の最も内部の点308及び310は第2接着ライン112に最も近い点であり得る。同様に、いくつかの実施形態では、第2接着ライン112の最も内部の点312及び314は第1接着ライン110に最も近い点であり得る。第1接着ライン110が第2基準線304と交差しないところ、及び第2接着ライン112が第1基準線302と交差しないところでは、第1接着ライン110と第2接着ライン112の重なりはない。
【0060】
さらに、図3は周期330、配向角度350、接着ライン間隔370、及び接着ライン厚み360を示す。いくつかの実施形態において、周期330は周期的な機能が同じ値を持つ最小の距離である。図のように、いくつかの実施形態において、周期330は第3接着ライン114の第1ピーク332から第3接着ライン114の第2ピーク334までの距離であってもよい。第1接着ライン110及び第2接着ライン112が第3接着ライン114と類似している実施形態では、周期330は第1接着ライン110及び第2接着ライン112に対しても同じように見出すことができる。第1接着ライン110の一部が第1基準線302と交差するところでは、配向角度350も示される。
【0061】
接着ライン間隔370は第1及び第2接着ライン110及び112の間の距離である。例えばいくつかの実施形態では、接着ライン間隔370は第1接着ライン110の最も内部の点308から第2接着ライン112の最も外部の点372までで測ることができる。いくつかの実施形態では、第2接着ライン112の最も外部の点372は第3接着ライン114に最も近い点であり得る。いくつかの実施形態では、接着ライン間隔370は長手軸160に略平行である。好適な任意の間隔が使われてよい。例えば、接着ライン間の間隔370は約1mm〜約20mmの範囲にあってよく、又は範囲内の任意の個別の数値であってもよい。さらに別の実施例のように、間隔370は約3mmと約18mmの間であってよい。さらに別の実施例のように、間隔370は約6mmと12mmの間であってよい。
【0062】
同様に、任意の好適な接着ライン厚み360が利用できる。例えば、いくつかの実施形態において、接着ライン厚み360は約0.2mm〜約5mmの範囲にあってよく、又は範囲内の任意の個別の数値であってもよい。いくつかの実施形態において、接着ライン厚み360は約0.5mm〜約2mmの範囲にあってよい。いくつかの実施形態において、接着ライン厚み360は約1mm〜約1.5mmの範囲にあってよい。
【0063】
任意の好適な周期330が本発明と関連して使われてよい。例えば、いくつかの実施形態では、周期330は約1mm〜約20mmの範囲にあってよく、又は範囲内の任意の個別の数値であってもよい。いくつかの実施形態では、周期330は約1.5mm〜約15mmの範囲にあってよい。いくつかの実施形態において、周期330は約5mm〜約12mmの範囲にあってよい。
【0064】
接着ラインの重なりが、より大きな接着面積のより小さな接着面積に対する比に対して有する影響が表Iに示されている。表Iは予言的な実施例を含んでおり、表Iに含まれる全ての計算は図1に示されている接着ラインパターンに類似のジグザグな接着ラインパターンに基づいている。
【表1】
【0065】
表Iに示されるように、及び前に議論されたように(実施例3を参照)、接着ラインの重なりがゼロに等しいところでは、より大きな接着面積のより小さな接着面積に対する比は場合によっては無限になり得る。対照的に、本発明の実施形態においては、第1接着ライン110(図1に示されている)及び第2接着ライン112(図1に示されている)は有限な量で重なっている。実施例1及び4を見ると、図のように、重なりが増えるにつれてより大きい接着面積のより小さい接着面積に対する比は減少する。
【0066】
重なりは接着ラインの厚みに影響される。例えば、表Iにおいて、接着ラインの厚みが減少するにつれて接着ライン間の重なりが同じように減少する(実施例1及び2を見る)。さらに、1つのパターンにある全接着ラインの厚みは接着パターンの全体の接着面積パーセントを調整するために要望どおりに変えることができる。同様に、重なりは接着ラインの間隔によって影響される。例えば、表Iにおいて、接着ライン間の間隔が増すにつれて接着ライン間の重なりが減少する(実施例1及び4、2及び5を見る)。
【0067】
配向角度350がより大きい接着面積のより小さい接着面積に対する比に有する影響が表IIに示されている。表IIは予言的な実施例を含み、表IIに含まれる全ての計算は、図1に示される接着ラインパターンに類似のジグザグの接着ラインパターンに基づいている。
【表2】
【0068】
上に示された実施例に対して、配向角度350(図3に示されている)は図1に示されているジグザグの接着パターンのために変えられる。図のように、配向角度350(図3に示されている)は、殆どの実施例に関して約2.5mmの重なりを維持しながら、約75度から約45度まで動かすことができる。殆どの実施例に対して等しい量の重なりを確実にするために、ライン間隔もまた各配向角度350(図3に示されている)に対して変えられた。いくつかの実施例において、周期及び接着ライン厚みは一定に保たれた。
【0069】
実施例6において、配向角は75度であり、表IIの他の実施例に比べて全体割合で20.7%という最も小さい接着面積という結果になった。理論に束縛されるものではないが、重なりが約2.5mmで一定に維持されるときには、この低いパーセンテージ接着面積はライン間隔18.7mm、ライン厚み1mm、及び周期9.3mmの結果であることが信じられる。
【0070】
実施例7に示されるように、重なりを2.5mmに維持しながら配向角度65度のときには、ライン間隔9.8mmで接着面積の合計割合は24.1%に増加し得る。配向角度を実施例6から約10度減少させると、より大きな接着面積のより小さな接着面積に対する比を1.53から1.07に減らすことができる。
【0071】
本発明に従うと、いくつかの実施形態で、配向角度350は約45度〜約75度の範囲にあってよく、又は範囲内の任意の個別の数値であってよい。他の実施形態において、配向角度350は約55度〜約65度の範囲にあってよい。さらに他の実施形態において、配向角度350は約60度〜約65度の範囲にあってよい。
【0072】
実施例11は1つの特別な実施形態において、図1に示されていると同様のジグザグ接着ラインパターンに対して、いかにしてより大きい/より小さい接着面積比を1.0に等しくすることができるかを説明している。いくつかの実施形態において、より大きい/より小さい接着面積比は、接着ラインが重ならない区域における接着ライン厚みを調整することによって約1.0に等しくなり得る。パラメータ及び本明細書にて議論されたこれらパラメータの関係を基にすれば、約1.0のより大きい接着面積のより小さい接着面積に対する比を得るために、少なくとも1つのパラメータ及び/又はパラメータ間の関係の変更が考えられる。
【0073】
周期がより大きい接着面積のより小さい接着面積に対する比に及ぼす影響は表IIIに説明されている。表IIIは予言的な実施例を含み、表IIIに含まれる全ての計算は図1に示されている接着ラインパターンに類似のジグザグの接着ラインパターンに基づいている。
【表3】
【0074】
等しいパーセンテージの全接着面積のときに、より大きい接着面積のより小さい接着面積に対する決定された比は、7に等しい周期に対して1.07であった。実施例13に対する重なりは約1.9mmになり得る。表IIIのデータに基づけば、いくつかの実施形態において、周期は約5mm〜約11mmの範囲にあってよく、又は範囲内の任意の数値であってよい。他の実施形態において、周期は約6mm〜約8mmであってよい。さらに他の実施形態において、周期は約7mmであってよい。
【0075】
実施例17〜20に示されるように、接着ライン間隔は全接着面積が影響を受けるように調整されてよい。本発明のいくつかの実施形態において、全接着面積は約10%〜約50%の範囲にあってよく、又は範囲内の任意の数値であってよい。他の実施形態において、全接着面積のパーセンテージは約20%から約30%の間にあってよい。さらに他の実施形態において、全接着面積のパーセンテージは約20%から約25%の間にあってよい。他の実施形態において、全接着面積は約40%未満であってよく、一方、任意の掃引領域における接着面積は約60%未満である。他の実施形態において、全接着面積は約30%未満であってよく、一方、任意の掃引領域における接着面積は約50%未満であってよい。さらに他の実施形態において、全接着面積は約20%〜約30%の間であってよく、一方、任意の掃引領域における接着面積は約40%未満である。
【0076】
前に述べられたように、表I、II、及びIIIのデータは図1に示されている接着ラインに類似のジグザグの接着ラインパターンに基づいている。しかし、当業者は、表I、II、及びIIIに記載されているパラメータに対する値を任意の与えられた接着ライン又はそれらの変化したものについて計算できる。例えば、シンプルな、例えばある角度で繋がった直線の幾何学的形状に対して、表I、II、及びIIIに示されている値は、これまでに示されてきた接着ラインパターンについてなされたように、ある角度で繋がった直線の幾何学的及び三角法的な関係を使って計算できる。より複雑なパターン、例えば、図4A〜4Cに示されているような又は図5B〜5Eのそれらのような形を含む接着ラインパターンに対しては、表I、II、及びIIIの値はコンピュータ化された画像解析を使って得ることができる。
【0077】
コンピュータ化された画像解析では、接着及び非接着区域の箇所を決めるためにカラーコントラストが確実に測定できるように、問題の接着パターンはデジタル化される。例えば、非接着区域は白いピクセルとして表されてよく、接着区域は黒のピクセルとして表されてよい。接着区域を表すピクセルの数は数えることができ、接着区域のパーセンテージを決めるために非接着区域を表すピクセルの数と比較され得る。同様に、周期、重なり、接着ライン厚み、配向角度、及びライン間隔もまたコンピュータ化された画像解析を使って測定され得る。
【0078】
さらに、表I、II、及びIIIに関連して議論された任意のデータ又は傾向は解析された接着ラインパターン、例えばジグザグパターンに関する。その結果、表I、II、及びIIIに関連して議論された任意のデータ及び/又は傾向は他の接着ラインパターンには妥当ではない可能性がある。
【0079】
図4A〜4Cに示されるように、隣接する接着ライン間の重なりは多くの異なる方法で達成され得る。例えば、図4Aに示されるように、本発明に従って作成された受取構成要素400Aは第1接着ライン410A及び第2接着ライン412Aを含んでよい。第1接着ライン410A及び第2接着ライン412Aは各々複数の繰り返し単位510Aを含んでよい。第1接着ライン410A及び第2接着ライン412Aの繰り返し単位510Aは、いくつかの実施形態において、各繰り返し単位510Aから長手軸160の方向に略平行に伸びている延長部520によって互いに重なり合うことができる。また、図のように、いくつかの実施形態において、第1及び第2接着ライン410A及び412Bは、繰り返し単位510Aの間で長手軸160に略平行な方向に伸びる延長部520を含んでよい。
【0080】
いくつかの実施形態において、延長部520は長手軸160に関して傾斜した向きに伸びてもよい。いくつかの実施例において、延長部の角度1350(図4Cに示されている)は約0度より大きく約180度より小さい範囲、又は範囲内の任意の数値であってよい。さらに他の実施形態において、延長部の角度1350(図4Cに示されている)は約30度及び約150度以下の範囲にあってよい。さらに他の実施形態において、延長部の角度1350は約60度〜約120度の範囲にあってよい。いくつかの実施形態において、全ての接着ラインの延長部の角度1350は同様であってよい。いくつかの実施形態において、延長部の角度1350はある接着パターンの接着ライン間で変化してもよい。さらに、いくつかの実施形態において、延長部の角度1350は繰り返し単位510Aの間で変化してもよい。
【0081】
他の実施形態において、図4Bに示されるように、本発明に従って作成された受取構成要素400Bは第1接着ライン410B及び第2接着ライン412Bを含んでよい。同様に、第1接着ライン410B及び第2接着ライン412Bは延長部520を有する複数の繰り返し単位510Bを含んでよい。繰り返し単位510Bの延長部520は繰り返し単位510Aの延長部520に類似して構成されてよい。さらに、図4Bに示されるように、本発明の接着ラインは直線的な繰り返し単位510Aに限定されない。例えば、図のように、いくつかの実施形態において、接着ラインは曲線状のセグメントからなる複数の繰り返し単位510Bを含んでよい。図のように、繰り返し単位510Bは現実には正弦波形状で現れる。他の繰り返し単位の実施例は図5A−5Eに示されている。
【0082】
図4A及び4Bの延長部520は、いくつかの実施形態において、図のように直線であってよい。しかし、延長部は任意の適した形を備えてよい。例えば、いくつかの実施形態において、延長部520は、矩形、円形、三角形、菱形様構造、台形様構造、任意の好適な多角形形状、曲線、角度を持つ線、くねった線、これらの組合せ等を含んでよい。他の実施形態において、延長部520は、例えばグラフィック又は子供向けの絵のような美的デザインを含んでよい。グラフィックは任意の好適な視覚映像(1又は複数)であってもよい。グラフィックは、写真、スケッチ(drawing)、エンボス、又は絵文字及び/又は画像を作製するのに利用される任意のその他の材料などであるがそれらに限定されない、絵文字及び/又は画像であってもよい。絵文字及び/又は画像は、子供の画像、動物又は物体の擬人化イメージ、有名な漫画のキャラクターを含む漫画の画像、有名ブランドのロゴ等の画像、及び/又は、キャンペーンの実施(implement of commerce)に関連させて特に作成されたイメージキャラクター、矢印、印、又は動きや動作等などであるがこれらに限定されないシンボル、及びこれらの組合せを含んでもよい。グラフィック及び子供の図形は、米国特許公開番号第2005/0129743A1号、米国特許公開番号第2005/0125923A1号、及び米国特許公開番号第2005/0125877A1号に記載されている。
【0083】
いくつかの実施形態において、1つより多い接着ラインの部分を含む掃引領域は単独の接着ラインの部分を含む掃引領域より高い接着区域を有し得ることが見出されてきた。1つより多い接着ラインの部分を含む掃引領域の接着区域は任意の好適な方法によって減らし得る。例えば、図4Dに示されるように、第1接着ライン110及び/又は第2接着ライン112は、いくつかの実施形態においては直線に近い複数の接着サイト460を含んでよい。複数の接着サイト460は第1接着ライン110及び第2接着ライン112の重なり320内に配置されてよい。いくつかの実施形態において、重なり320内の複数の接着サイト460は、重なりの中の連続した接着ラインより少ない接着区域を定義することができ、それによって重なり320における接着区域の量を減じる。複数の接着サイト460は当該技術分野において既知の任意の形を備えることができる。
【0084】
図5Aに示されるように、本発明に従って作成される受取構成要素は複数の繰り返し単位510Aを含む接着ラインを含んで備えてよい。繰り返し単位510Aは、いくつかの実施形態において、繰り返し単位510Aの第1の足517及び第2の足519を形成する直線的な線からなる開いた幾何学的な形を含んでよい。図5Bに示されるように、いくつかの実施形態において、繰り返し単位510Aは、繰り返し単位510Aの第1の足517と第2の足519を繋ぐ丸みのある縁部529を含んでよい。丸みのある縁部529は同様に隣接する繰り返し単位の間に配置されてよい。図5Cに示されるように、繰り返し単位510Aは、繰り返し単位510Aの第1の足517を第2の足519に繋ぐ平らな縁部530を含んでよい。平らな縁部530は同様に隣接する繰り返し単位の間に配置されてよい。
【0085】
図5Dに示されるように、いくつかの実施形態において、繰り返し単位510Aは、第1の足517及び第2の足519に対する境界を定義する複数の波状の縁部512及び514を含んでよい。接着ラインが波状の縁部を有する複数の繰り返し単位を含む実施形態において、接着ライン厚みは、繰り返し単位510Aの厚みを少なくとも10の場所で測定しそれらの平均の厚みを出すことによって決めることができる。さらに、図5Eに示されるように、いくつかの実施形態において、繰り返し単位510Bは複数の正弦波形状をした縁部516及び518を含んでよい。
【0086】
本発明の繰り返し単位510A及び510Bは任意の好適な形及び形の組合せを含んでよい。いくつかの実施形態において、本発明の接着ラインは、接着ライン内に異なる繰り返し単位を含んでよい。他の実施形態において、第1接着ラインの中の繰り返し単位は類似している一方で第2接着ラインは第1接着ラインの繰り返し単位とは異なる繰り返し単位を含む。
【0087】
前に述べられたように、製造工程中の接着ラインの向きもやはり、より大きい接着面積とより小さい接着面積との比に影響し得る。本発明に従って作成された受取構成要素において、受取構成要素の長手軸は製造工程中は機械方向に略平行である。いくつかの実施形態において、結果として得られた接着ラインは第1長手方向縁部170(図1B及び3に示されている)から第2長手方向縁部172(図1B及び3に示されている)に伸びることができる。
【0088】
対照的に、図6に示されるように、いくつかの実施形態において、本発明に従って作成された受取構成要素1000は、第1接着ライン1010、第2接着ライン1012、及び第3接着ライン1014を含んでよい。いくつかの実施形態において、第1接着ライン1010、第2接着ライン1012、及び第3接着ライン1014の各々は、長手軸1060に略平行である第1方向1224に向けて、受取構成要素1000の第1終縁部1151から第2終縁部1152まで伸びることができる。受取構成要素1000は、第1長手方向縁部1170に最も近い接着ライン及び第2長手方向縁部1172に最も近い接着ライン及び間にある任意の接着ライン、を囲む接着ゾーン1030を含んでよい。例えば、図のように、接着ゾーン1030は、第1接着ライン1010、第2接着ライン1012、及び第3接着ライン1014を囲むことができる。実施形態は、受取構成要素が3つの接着ラインより多く及び3つの接着ライン以下をより少なく含むところで検討される。
【0089】
接着ゾーン1030は複数の掃引領域、1040、1042、1044、1046、1048、1050及び1052を含む。複数の掃引領域、1040、1042、1044、1046、1048、1050、及び1052、はこれまでに議論された掃引領域と同様の長さ及び幅を備えてよい。図のように、いくつかの実施形態において、複数の掃引領域1040、1042、1044、1046、1048、1050、及び1052の各々の掃引領域は、第1接着ライン1010の一部、第2接着ライン1012の一部、及び第3接着ライン1014の一部を含んでよい。
【0090】
図1Bに示された接着ラインパターンと同様に、図6の接着ラインパターンでは各掃引領域がある有限の量の接着面積を有する。第1接着ライン1010は第2接着ラインと重なり合うことができ、第2接着ライン1012は第3接着ライン1014と重なり合うことができる。しかし、受取構成要素100(図1及び3に示されている)の重なり320(図3に示されている)とは対照的に、受取構成要素1000の重なり1020は横軸1062に略平行になり得る。同様に、第2接着ライン1012は第3接着ライン1014と重なり合うことができる。
【0091】
重なり1020は第3基準線1565と第4基準線1575の間の距離であり得る。いくつかの実施形態では、重なり1020は第2方向1225に略平行であることができる。第3基準線1565は、いくつかの実施形態では、長手軸1060に略平行であり得る。同様に、第4基準線1575は、いくつかの実施形態では、長手軸1060に略平行であり得る。第3基準線1565は第1終縁部1151から第2終縁部1152に向かって伸びることができ、第1接着ライン1010の最も内部の点と交差することができる。第1接着ライン1010の最も内部の点は第2接着ライン1012に最も近いそれらの点である。第4基準線1575は第1終縁部1151から第2終縁部1152に向かって伸びることができ、第2接着ライン1012の最も外側の点と交差することができる。第2接着ライン1012の最も外側の点は、第1接着ライン1010と第2接着ライン1012の重なり1020を参照するときには、第1接着ライン1010に最も近い第2接着ライン上のそれらの点である。
【0092】
本発明の受取構成要素は多くの異なる方法で作られ得る。例えば、いくつかの実施形態において、受取構成要素は、織布ウェブ、不織布ウェブ、又はそれらの任意の組合せのような繊維材料からのウェブを含んでよい。いくつかの実施形態において、図2A及び2Bに関連して記述されたプロセスは、不織布の目のあらい繊維の間に繊維・繊維接着を形成し、不織布ウェブを作成するために利用され得る。他の実施形態において、該プロセスはすでに軽く接着された不織布ウェブに補足的な接着を提供するために利用され得る。さらに、いくつかの実施形態において、補足的な接着は不織布ウェブを支持体構造物に結合し得る。例えば、不織布ウェブは、約10%及び約20%の間にある初期の接着面積を有することができ、続いて本発明の接着パターンを使って支持体層に接着されてよい。結果として得られる受取構成要素は初期の接着面積より大きい接着面積を持つことができる。
【0093】
支持体層は当該技術分野において既知の好適な任意の支持体層を含んでよい。例えば、支持体層はフィルム又は不織布ウェブを含むことができる。受取構成要素が本発明の接着パターンを使って使い捨て吸収性物品に結合される実施形態が考えられる。例えば、受取構成要素は使い捨ておむつのバックシートに結合され得る。
【0094】
本発明の接着パターンを使って下にある支持体層に受取構成要素を結合する1つの利点は、いくつかの実施形態において、接着剤を必要としないことである。例えば、ある実施形態において、図2A及び2Bに関連して述べられたようにカレンダ処理装置を使うときには、本発明の接着パターンは受取構成要素と支持体層を接着剤無しに結合するために使うことができる。
【0095】
ある実施形態において、受取構成要素の初期の接着面積は測定できない可能性がある。特に、受取構成要素が水流交絡繊維又はニードルパンチされた繊維を有する不織布ウェブを含む実施形態において、初期の接着面積は確かめられない可能性がある。しかし、これら不織布ウェブはなお受取構成要素において利用され得るし、本発明の接着パターンを使って下にある支持体層に結合され得る。
【0096】
前に述べられたように、本発明に従って作成された受取構成要素は不織布ウェブを含んでよい。いくつかの実施形態において、不織布ウェブは1つの繊維層を含んでもよい。他の実施形態において、不織布ウェブは1つより多くの繊維層を含んでもよい。任意の好適な不織布ウェブが使われ得る。例えば、好適な不織布は、ポリプロピレン、ポリエチレン、ポリエステル、ナイロン、セルロース、ポリアミド又はかかる材料の混合から製造される繊維を含んでもよい。1つの材料の繊維、又は複数の材料あるいは材料の組合せの繊維が、第1及び/又は第2の不織布に使用されてもよい。代表的な不織布材料は、スパン接着、スパン接着・メルトブロウン・スパン接着(SMS)、スパン接着・メルトブロウン・メルトブロウン・スパン接着(SMMS)、カード、メルトブロウンなどを含む。特に許容可能な不織布としては、高伸長カード(HEC)不織布及び深活性化(deep activation)ポリプロピレン(DAPP)不織布が挙げられる。当該技術分野において既知のいかなるプロセスを用いて、不織布を作製してもよい。
【0097】
不織布は、ニードルパンチ又は水流交絡された繊維を含む機械的に接着された繊維を含んでよい。本発明で使う好適な不織布を作製する好適な他の接着プロセスは、スパンボンディング、熱接着、ラテックス接着のような種々のタイプの化学的接着、粉末接着、などである。
【0098】
ある実施形態では、不織布の坪量は約10gsm〜約100gsmの範囲、又はかかる範囲内の任意の特定の数値であり得る。他の実施形態において、不織布の坪量は約25gsm〜約80gsmの範囲にあってよい。さらに他の実施形態において、不織布の坪量は約30gsm〜約50gsmの範囲にあってよい。
【0099】
繊維は任意の好ましいサイズ及び形体であってよい。好ましい断面形状のいくつかの実施例は円形、楕円形(ローブ様延長部有り又は無し)、長方形、三角形、菱形、台形、任意の多角形など、を含む。さらに、断面形状は、いくつかの実施形態において、複数のローブを備えてもよい。例えば、断面形状は3つのローブすなわち3葉を備えてもよい。3つを超えるローブ及び3つより少ないローブを有する実施形態も考えられる。いくつかの実施形態において、繊維は中空であってもよい。例えば、繊維は中空の捲縮繊維であってもよい。
【0100】
繊維は任意の好ましいデニールであってよい。例えば、いくつかの実施形態では、繊維は、約1〜約10の範囲のデニールを有してよく、又はかかる範囲内の任意の個別の数値のデニール値であってもよい。いくつかの実施形態において、繊維のデニール約1〜約8の範囲にあってよい。他の実施形態において、繊維のデニールは約1〜約5の範囲にあってよい。さらに、いくつかの実施形態において、本発明の不織布は、ポリプロピレン、ポリエチレン、ポリオレフィン、2成分繊維、又はそれらの任意の組合せから作られる繊維を含んでよい。
【0101】
さらに、捲縮複合繊維(これ以後単に複合繊維又は同じものを用いる不織布積層体と言う)は本発明に従って使われ得る。捲縮複合繊維は第1プロピレンタイプポリマー及び第2プロピレンタイプポリマーを含んでよい。第1及び第2プロピレンタイプポリマーは複合繊維の断面で実質的に別の区域を占有するように配列され、長さ方向に連続して伸びてよい。いくつかの実施形態において、第1及び第2プロピレンタイプポリマーの各々は少なくとも複合繊維の長さ方向に沿って周囲面上の一部を形成する。いくつかの実施形態において、図9Aに示されるように、複合繊維1500は、第1プロピレンタイプポリマー1502及び第2プロピレンタイプポリマー1510が、第1及び第2プロピレンタイプポリマー1502及び1510の各々が複合繊維1500の周囲面上1520の約50%を形成するように、サイド−バイ−サイドに複合繊維の長さ方向に伸びているサイド−バイ−サイドタイプ複合繊維であり得る。
【0102】
第1プロピレンタイプポリマー1502及び第2プロピレンタイプポリマー1510は得られた繊維1500に捲縮を生じる任意の好適な形状に配置されてもよい。例えば、いくつかの実施形態において、図9Bに示されるように、第1プロピレンタイプポリマー内で非対称的に分布している第2プロピレンタイプポリマー1510は第1プロピレンタイプポリマー1502内で横断的なパターンを形成してもよい。いくつかの実施形態において、図9Cに示されるように、第1プロピレンタイプポリマー1502が複合繊維1500の周囲面上1520の約100%を構成するように、第2プロピレンタイプポリマー1510は第1プロピレンタイプポリマー1502によって完全に囲まれてもよい。第2プロピレンタイプポリマー1510は、得られる繊維1500に捲縮が結果として生じるように第1プロピレンタイプポリマー1502内で非対称に配置されてもよい。いくつかの実施形態において、第1プロピレンタイプポリマー1502及び第2プロピレンタイプポリマー1510は、開口部1530が第1プロピレンタイプポリマーと第2プロピレンタイプポリマーの間に形成されるように隣り合った配向であってよい。この構造は中空繊維と同様であり得る。
【0103】
さらに、第2プロピレンタイプポリマー1510が複合繊維1500の周囲面上1520の約50%より大きい任意の数値を備える実施形態が考えられる。さらに、第2プロピレンタイプポリマー1510が複合繊維1500の周囲面上1520の約50%より小さい任意の数値を備える実施形態が考えられる。また、第1プロピレンタイプポリマー1502が第2プロピレンタイプポリマー1510と類似して構成されてもよく、その逆であってもよい。繊維が、カールし又はらせん構造を形成するように、捲縮する実施形態を考えることもできる。
【0104】
いくつかの実施形態において、示差走査熱量計(DSC)によって測定された第1プロピレンタイプポリマー1502の融点は第2プロピレンタイプポリマー1510の融点より少なくとも15℃高くてよい。いくつかの実施形態において、第1プロピレンタイプポリマー1502の融点は、約15℃〜約60℃の範囲又はこの範囲内の任意の数値だけ、第2プロピレンタイプポリマー1510の融点より高くてよい。
【0105】
さらに、第1プロピレンタイプポリマー1502の第2プロピレンタイプポリマー1510に対する重量比は、いくつかの実施形態において、約50/50〜約5/95の範囲にあってよく又は範囲内の任意の比であってもよい。いくつかの実施形態において、重量比は約40/60〜10/90の範囲にあってよく又は範囲内の任意の比であってよい。いくつかの実施形態において、重量比は約30/70〜10/90の範囲にあってよく又は範囲内の任意の比であってよい。
【0106】
いくつかの実施形態において、第1プロピレンタイプポリマー1502の第2プロピレンタイプポリマー1510に対する重量比を決める可能な方法は昇温溶出分流法(TREF)であってよい。例えば、三菱化学社製のクロス分別クロマトグラフィー T−150A、ミラン(Miran)製の3.42マイクロメーター135℃におけるIRスペクトロメーター 1 ACVF、及び内径4mm長さ150mmのTREFカラム、を使って重量比が決定され得る。
【0107】
他の工程は、オルトージクロロベンゼン(ODCB)の溶出液を、流量1.0mL/min、30mg/10mL−ODCBの試料濃度、及び500マイクロリットルの試料容量で、利用することを含んでもよい。さらに他の条件は、試料を135℃から0℃まで135分で冷却し、次いで試料を0℃に60分間保持することを含んでもよい。分流刻みは、0、20、40、50、60、75、80、83、86、89、92、95、98、101、104、106、108、110、112、114、116、118、120、122、125、130、及び135℃、を含んでよい。
【0108】
結果として得られる溶出曲線は2つのピーク間の谷で垂直線(x−軸に垂直)によって分割される。垂直線は溶出曲線の第1部分及び第2部分を作る。第1部分は垂直線の右側に曲線の下にある区域を含み、第2部分は垂直線の左側に曲線の下にある区域を含む。第1プロピレンタイプポリマーの第2プロピレンタイプポリマーに関する重量比は第1部分の第2部分に対する比によって計算できる。
【0109】
いくつかの実施形態において、ASTM規格 D1238(MFR:測定温度230℃、荷重2.16kg)に従って測定された第1及び第2プロピレンタイプポリマー(第2プロピレンタイプポリマー/第1プロピレンタイプポリマー)のメルト−フローレートは約0.8〜約1.2の範囲にあってよく、又はこの範囲内の任意の個別の数値であってよい。いくつかの実施形態において、メルト−フローレートは約0.9〜約1.1の範囲であってよい。
【0110】
いくつかの実施形態において、複合繊維の横断面における第1プロピレンタイプポリマーと第2プロピレンタイプポリマーの面積比は重量比と略同じであり得る。例えば、いくつかの実施形態において、第1プロピレンタイプポリマーの横断面の面積の第2プロピレンタイプポリマーの横断面の面積に対する比は約50/50〜約5/95の範囲にあってよく、又はこの範囲内の任意の数値であってよい。いくつかの実施形態において、比は約40/60〜10/90の範囲にあってよく又は範囲内の任意の比であってよい。いくつかの実施形態において、比は約30/70〜10/90の範囲にあってよく又は範囲内の任意の比であってよい。
【0111】
上述の条件が満たされたとき、捲縮状態が複合繊維において実現され得る。好適な捲縮の数はJIS規格L1015によれば約5捲縮〜約50捲縮/25mmの範囲にあってよく、又はこの範囲内の任意の個別の数値であってよい。
【0112】
本発明において、第1及び第2プロピレンタイプポリマーのDSCに基づく融点測定はパーキンエルマー社の装置によってなされた。試料が測定プレートにセットされると、温度が30℃から200℃まで昇温速度10℃/分で上げられ、200℃が10分間維持され、それから温度は10℃/分の降温速度で30℃まで下げられ、その後、温度は再び30℃から200℃まで10℃/分で昇温され測定はセカンドラン時になされる。
【0113】
さらに、DSCに基づいて複合繊維に2つ又はそれ以上の融点のピークが存在するとき、最も低い融点のピークの面積がより高い融点のピークの面積より大きいこと、が望ましい。DSCに基づく複合繊維の融点の測定は、前述の装置により、試料を測定プレートにセットし温度を30℃から200℃まで10℃/分の昇温速度で上げながら行われ、前述の測定はファーストランの間になされる。前述の測定方法において、融点は吸熱曲線上のピークとして得られ、融点のピークの面積が融点の値とともに得られる。ファーストランの測定方法によって得られた2つの複合繊維の融点のピークが重なっている場合、他のピークがないとした該ピークは最大強度を持つピークの形に従って推定され、面積が得られ、他のピークの面積と比較がなされる。
【0114】
本発明の複合繊維を構成する第1及び第2プロピレンタイプポリマーに関しては、プロピレンホモポリマー及びプロピレンコポリマー及び、エチレン、1−ブテン、1〜ペンテン、1−ヘキセン、1−オクテン及び4−メチル−1−ペンテンのように2−20の炭素原子をを持つ、好ましくは2−8の炭素原子を持つ、及びプロピレンを主構造単位として有する、1つ以上の異なるタイプのα−オレフィンが、いくつかの実施形態において利用され得る。α上に挙げられたもののうち、プロピレンホモポリマー又はエチレン単位含有量が約0〜約10モル%の範囲にあるプロピレン−エチレンランダムコポリマーであってMFRが約20〜約200g/10分のものが好ましい。
【0115】
いくつかの実施形態において、締着装置の雌部材として使うのに適した高嵩高性及び柔軟性に加えて優れた締着強度及び機械的強度を有する不織布を製造する観点からは、第1プロピレンタイプポリマーはプロピレンホモポリマーであってよく、第2プロピレンタイプポリマーは、約10モル%以下好ましくは約2〜約10モル%の均一なエチレン成分含有量を有するプロピレンと少量のエチレンのランダムコポリマーであってよい。この場合、エチレン単位成分の量は13C−NMRスペクトル分析を使った標準的な方法に従って得られる。
【0116】
いくつかの実施形態において、第1プロピレンタイプポリマーの融点は約120〜約175℃の範囲にあってよく、又はこの範囲内の任意の数値であってもよい。いくつかの実施形態において、第2プロピレンタイプポリマーの融点は約110℃〜約155℃の範囲にあってよい。前述のプロピレンタイプポリマーは高立体規則性重合触媒を使って生産できる。
【0117】
本発明の目的が失われないかぎりにおいて必要に応じて、プロピレンタイプポリマーに加えて好適な量の他の成分が前述の複合繊維に含まれてもよい。好適な他の成分は、熱安定剤、耐候性剤、種々の安定剤、制電剤、スリップ剤、アンティ−ブロッキング剤、かぶり防止剤、潤滑剤、染料、顔料、天然オイル、合成オイル、ワックスなど、を含んでよい。安定剤のいくつかの好適な例は、2,6−ジ−t−ブチル−4−メチルフェノール(BHT)のような酸化防止剤、テトラキス[メチレン−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]メタン、β−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)アルキルエステルプロピオネート、及び2,2’−オキザミドビス[エチル−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]のようなフェノール系酸化防止剤、ステアリン酸亜鉛、ステアリン酸カルシウム及び1,2−ヒドロキシステアリン酸カルシウムのような脂肪酸金属塩、グリシジルモノステアレート、グリシジルジステアレート、ペンタエリスリトールモノステアレート、ペンタエリスリトールジステアレート及びペンタエリスリトールトリステアレートのような多価アルコール脂肪酸エステル、等を含む。さらに、1つ以上の異なるタイプの成分が同様に組合せて、混合され使われてもよい。好適な潤滑剤のいくつかの実施例は、オレイン酸アミド、エルカ酸アミド、ステアリン酸アミドなどを含む。
【0118】
さらに、いくつかの実施形態において、複合繊維はさらに、シリカ、珪藻土、アルミナ、酸化チタン、酸化マグネシウム、軽石粉末、軽石バルーン、水酸化アルミニウム、水酸化マグネシウム、塩基性炭酸マグネシウム、ドロマイト、硫酸カルシウム、チタン酸カリウム、硫酸バリウム、亜硫酸カルシウム、タルク、粘土、雲母、アスベスト、ケイ酸カルシウム、モンモリロナイト、ベントナイト、グラファイト、アルミニウム粉末、及び硫化モリブデンのような充填材を含んでよい。
【0119】
プロピレンタイプポリマーと上述の任意成分との混合は任意の好適な従来の方法で実現できる。
【0120】
スパン接着された不織布の製造は、いくつかの実施形態において、複合繊維の1つの区域を形成する第1プロピレンタイプポリマー及び別の区域を形成する第2プロピレンタイプポリマーが別の押出成形機によって溶融されるときに実現され得る。第1プロピレンタイプポリマー及び第2プロピレンタイプポリマーは、各溶融材料が望ましい繊維構造を形成する一方で複合長繊維を押出しできるような方法で、複合した紡糸ノズル構造を有するノズルプレートから押出され得る。押出された長繊維は冷却空気で冷やされる。いくつかの実施形態において、予め定められた繊維サイズを形成するために吹きつけ空気で張力が掛けられる。繊維は予め決められた厚さに形成するために、堆積するための収集ベルト上に集められ、接着処理のために、熱的な融解がエンボス仕上げ加工を使って不織布に適用される。
【0121】
不織布が上述のようにバイコンポーネント繊維を含むところでは、いくつかの実施形態において、不織布の繊維サイズは好ましくは約0.5〜約5.0デニール、又はこの範囲内の任意の個別の数値である。いくつかの実施形態において、繊維サイズは約1.0〜約4.0デニールの範囲であってよい。不織布の坪量は、いくつかの実施形態において、約0.2Pa〜約0.8Pa(約20〜約80g/m2)の範囲にあってよく、又はこの範囲の任意の個別の数値であってよい。いくつかの実施形態において、坪量は約0.3Pa〜約0.6Pa(約30〜約60g/m2)の範囲であってよい。
【0122】
本発明に従って作成される締着装置は、本発明に従って作成される接着パターンを備える受取構成要素を有することから恩恵を受ける種々の民生及び市販品に組込むことができる。本明細書で記述された任意の実施形態において、受取構成要素は市販品に追加される別個の構成要素であってよい。例えば、受取部材は、吸収性物品又は他の市販品(例えば、ラップ、医療製品など)の任意の構成要素(例えば、トップシート、吸収性コア、バックシート、締着装置、サイドパネル、カフスなど)に結合した別個の構造であってよい。あるいは、受取構成要素は市販品又はファスナーの任意の要素の一部又は全てとして作成されてよい。例えば、受取構成要素は、吸収性物品又は他の市販品(例えば、ラップ、医療製品など)の任意の構成要素(例えば、トップシート、吸収性コア、バックシート、締着装置、サイドパネル、カフスなど)の一部又は全てとして作成されてよい。さらに、受取構成要素は、市販品又はファスナーの上又は内部の任意の好適な位置に配置されてよい。例えば、受取構成要素は市販品又はファスナーの外側表面、着用者に面する表面に配置されてよく、又は内部に含まれてもよい。説明のために、本発明の受取構成要素は使い捨ておむつとの関連で議論される。
【0123】
図7A及び7Bに示されるように、使い捨て吸収性物品600は液体透過性トップシート622及びトップシート622の少なくとも一部に結合されたバックシート624を含んでよい。使い捨て吸収性物品600はさらに、トップシート622及びバックシート624の間に配置された吸収性コア646を含む。使い捨て吸収性物品600はさらにサイドパネル628、外部カフス632、内部カフス652、及び腰部構造部630を含む。
【0124】
使い捨て吸収性物品600の周辺部分は長手方向縁部675A及び675B、第1腰部縁部650、及び第2腰部縁部651によって規定され得る。長手方向縁部675A及び675Bは使い捨て吸収性物品600の長手方向中心線690に略平行に走っていてよい。第1腰部縁部650及び第2腰部縁部651は使い捨て吸収性物品600の横方向中心線680に略平行に走っていてよい。使い捨て吸収性物品600はさらに長手方向縁部675A及び675Bに隣接して配置され得る伸縮する脚部構造部631を含んでよい。
【0125】
使い捨て吸収性物品600はさらに第1腰部部材602及び第2腰部部材604を含んでよい。第1腰部部材602及び/又は第2腰部部材604は弾性的延伸性であってよい。図のように、いくつかの実施形態において、第1腰部部材602は第1腰部縁部650に隣接して配置されてよい。いくつかの実施形態において、第2腰部部材604は第2腰部縁部651に隣接して配置されてよい。一般に、第1腰部部材602及び/又は第2腰部部材604は、使い捨て吸収性物品600に結合する前に伸長されていてよい。それで、第1腰部部材602及び/又は第2腰部部材604に掛けられた伸長の少なくとも一部の解放によって、そこに結合された使い捨て吸収性物品600の一部が波型をつけることができる。使い捨て吸収性物品600のこの波型は、第1腰部部材602及び/又は第2腰部部材604及び使い捨て吸収性物品600が着用者の腰部周りで伸び縮みできるようにし、それによって着用者にさらなる快適さと改善されたフィット性を提供し得る。好適な腰部部材602及び/又は604の例は、米国特許第4,515,595号、米国特許第5,151,092号、及び米国特許第5,221,274号に記載されているものを含む。使い捨ておむつは一般に、第1腰部区域に配置されたもの及び第2腰部区域に配置されたものの2つの弾性的な腰部構造部を有するように作成されているが、おむつは単一の弾性的な腰部構造部で作成することができる。
【0126】
使い捨て吸収性物品600はさらに、液体及び他の身体からの排出物の閉じ込めを改良するために外部カフス632及び内部カフス652を含んでよい。各弾性化した外部カフス632は身体からの排出物の脚部への漏れを低減するためのいくつかの異なる実施形態を含んでもよい。外部カフス632及び内部カフス652はさらに、米国特許第3,860,003号、米国特許第4,909,803号、及び米国特許第4,695,278号に記載されている。
【0127】
前に述べられたように、使い捨て吸収性物品はさらに一対のサイドパネル628を含んでよい。図7Bに示されるように、サイドパネル628は、使い捨て吸収性物品600の第1長手方向縁部675A及び第2長手方向縁部675Bから外に向かって伸びることができる。いくつかの実施形態において、サイドパネル628は第2腰部区域638にて使い捨て吸収性物品600に結合することができ、及びいくつかの実施形態において、サイドパネル628は第1腰部区域636にて使い捨て吸収性物品600に結合することができる。あるいは、いくつかの実施形態において、使い捨て吸収性物品600は、第2腰部区域638に配置された一対のサイドパネル及び第1腰部区域636に配置された一対のサイドパネル、を含んでよい。いくつかの実施形態において、サイドパネル628は、使い捨て吸収性物品600が締着されるときに脚部開口部の一部を形成することができる。サイドパネル628は着用者の脚の外側表面上に配置される脚部開口部の一部を形成することができる。使い捨て吸収性物品600の股部区域610は、第1腰部区域636及び第2腰部区域638とともに、着用者の脚の内側表面に配置される脚部開口部の一部を形成し得る。いくつかの実施形態では、サイドパネル628は弾性的延伸性であってよい。
【0128】
使い捨て吸収性物品600はさらに、好ましくは脚部及び腰部の開口部を形成するために、第1腰部区域636の少なくとも一部と第2腰部区域638の少なくとも一部を結合する締着装置640を含む。締着装置640はまた、使い捨て吸収性物品600を着用者の腰周りの位置に保つために、腰部部材602及び/又は604とともに横方向の張力を維持するように機能する。締着装置640は、いくつかの実施形態において、サイドパネル628上に配置できる係合構成要素642を含んでよい。締着装置640はさらに、いくつかの実施形態において、第1腰部区域636に配置されている受取構成要素644を含んでよい。
【0129】
図7Cに示されるように、他の実施形態において、締着装置640はサイドパネル628上に複数の締着構成要素を備えることができる。例えば、図のように、サイドパネル628は、いくつかの実施形態において、複数の係合要素を含むことができる係合構成要素642を備えてよい。さらに、いくつかの実施形態において、サイドパネル628はさらに、係合構成要素642の反対側に配置される受取構成要素1475を備えてよい。この配列の1つの利点は、係合構成要素642が、第1腰部区域636に結合され又は他方のサイドパネル628の受取構成要素1475に結合され得る受取構成要素644(図7Aに示されている)を係合できることである。
【0130】
図7Aに示されるように、受取構成要素644は、接着ライン1375の重なり合いが剪断力775の主方向に略直角であるように、使い捨て吸収性物品600上に配置される。図7Aに示されるように、主方向の剪断力775は、一般に使い捨て吸収性物品600がいったん締着状態になると発生する、使用中に望まれる力である。いくつかの実施形態において、受取構成要素644は、使い捨て吸収性物品600の外側表面上にある第1腰部区域636の第1腰部縁部650に隣接して配置されてよい。他の実施形態において、受取構成要素644は、第2腰部区域638にある第2腰部縁部651に隣接して配置されてよい。この実施形態において、係合構成要素642は、第1腰部区域636に隣接して配置されてよい。いくつかの実施形態において、受取構成要素644はサイドパネル628上に配置されてよく、係合構成要素は第1腰部区域636内に配置されてよい。いくつかの実施形態において、受取構成要素644は複数の別個の要素を含んでよい。
【0131】
任意の好適な係合構成要素642が本発明において使用できる。好適な係合構成要素642はフック締着材料を備える。フック締着材料は、確実な閉鎖を提供するように受取構成要素644の繊維性要素を機械的に係合できる。本発明によるフック締着材料は、広範囲の材料から製造することができる。好適な材料には、ナイロン、ポリエステル、ポリプロピレン、若しくはこれら材料の任意の組合せ、又は当技術分野で既知の他の材料が含まれる。
【0132】
好適なフック締着材料は、ミネソタ州セントポール(St.Paul, Minn.)のミネソタ・マイニング・アンド・マニュファクチャリング社(Minnesota Mining and Manufacturing Company)から入手可能なスコッチメイト(Scotchmate)(商標)銘柄番号FJ3402で指定される市販の材料のような、裏当てから突き出る多数の成形した係合要素を含む。あるいは、係合要素は、留め金、「T」字、マッシュルーム、又は当技術分野で周知の他の任意の形状など、いかなる形状をも有してもよい。代表的なフック締着材料は米国特許第4,846,815号に記述されている。別の好適なフック締着材料は、熱可塑性材料で形成された突起物の配列を含む。ホットメルト接着性熱可塑性樹脂、特にポリエステル及びポリアミドのホットメルト接着剤は、フック締着材料の突起物を形成するのに特によく適する。突起物は、いくつかの実施形態において、熱可塑性材料を溶融状態にて別々の単位で基材に印刷し、切断前に熱可塑性材料の一部の伸張を可能にする方法で材料を切断し、伸張した溶融材料が「凍結」して突起物となることを可能にすること、により改質グラビア印刷プロセスを使用して製造され得る。そのようなフック締着材料を作るためのこのフック締着材料及び方法並びに装置は、より全体的にヨーロッパ特許出願0381087号に詳述されている。
【0133】
締着装置640は、第1及び第2腰部区域636及び638を結合するための主要締着装置であってもよい。しかし、締着装置640は単独で又は、異なる締着特性を提供するために、タブ・スロット式ファスナー、テープ式ファスナー、スナップ、ボタンなど他の締着方法とともに、使われてもよい。例えば、締着装置640は、廃棄に便利な形状に使い捨て吸収性物品600を締着するために、廃棄方法をもった使い捨て吸収性物品600を提供し得る。さらに、第2の締着方法は、フィット性を調整する方法を持つ使い捨て吸収性物品600を提供でき、又は第1腰部区域636と第2腰部区域638間の接合強度を増すことができる。
【0134】
締着装置640は、介護人又は着用者が梱包から取り出したときに使い捨て吸収性物品600を身に着けることができるように、梱包状態で予備的に締着され得る。あるいは、締着装置640は、介護人又は着用者が使い捨て吸収性物品600を身に着ける間に締着装置640を締着するように、梱包状態では非締着であってよい。さらに別の実施形態において、梱包は介護人又は着用者の便宜のために予備締着された及び非締着の両方の使い捨て吸収性物品600を含んでよい。
【0135】
図8Aに示されるように、締着装置740を備えた使い捨て吸収性物品700が示されている。締着装置740は、第1サイドパネル728A上に配置された第1係合構成要素760A及び第2サイドパネル728B上に配置された第2係合構成要素760Bを含む。第1係合構成要素760A及び第2係合構成要素760Bは締着時には受取構成要素644を係合することができる。
【0136】
受取構成要素644は、本発明に従って作られた複数の接着ライン718を含んでよい。複数の接着ライン718の各々は山部分及び谷部分を含んでよい。前に述べられたように、受取構成要素644は、接着ライン間の重なり合いが剪断力775の主方向に略直角であるように、使い捨て吸収性物品700上に配置され得る。従って、受取構成要素100(図1B及び3に示されている)に類似して作成された本発明の受取構成要素は、受取構成要素の横軸162(図1B及び3に示されている)が剪断力775の主方向に略平行であるように、使い捨て吸収性物品700上に配置されてよい。あるいは、受取構成要素1000(図6に示されている)に類似して作成された本発明の受取構成要素は、受取構成要素の長手軸1060が剪断力775の主方向に略平行になるように、使い捨て吸収性物品700上に配置されてよい。
【0137】
剪断力775の主方向は使用中の力によって定義される。特に、使い捨て吸収性物品700が締着状態にあるとき、第1サイドパネル728A及び第2サイドパネル728Bは受取構成要素644上に力を出す。力は、ある程度は、サイドパネルのエラストマー材料によって、もしそれらが弾性的に延伸可能であれば、引き起こされ得る。さらに、剪断力は、使い捨て吸収性物品700の使用中にユーザー又は介護人によって引き起こされ得る。
【0138】
図8Bに示されるように、締着装置740を備えた使い捨て吸収性物品702が示されている。上の使い捨て吸収性物品と同様に、第1係合構成要素760A及び第2係合構成要素760Bは締着時に受取構成要素644を係合することができる。受取構成要素644は複数の第1接着ライン722及び複数の第2接着ライン720を含んでよい。複数の第1接着ライン722の各々の一部は各隣接の接着ラインと重なっている。同様に、複数の第2接着ライン720の各々の一部は各隣接の接着ラインの一部と重なっている。
【0139】
複数の第1接着ライン722は、着用者に第1係合構成要素760Aを締着する場所の視覚信号を提供できるように、ある角度に曲がっていてよい。さらに、複数の第2接着ライン720は、着用者に第2係合構成要素760Bを締着する場所の視覚信号を提供できるように、ある角度に曲がっていてよい。
【0140】
いくつかの実施形態において、締着角度1250は約0度〜約45度の範囲にあってよく、又はこの範囲の任意の個別の数値であってもよい。他の実施形態において、締着角度1250は約10度と約25度の間にあってよい。さらに他の実施形態において、締着角度1250は約15度と約20度の間にあってよい。
【0141】
複数の第1接着ライン722の締着角度1250は、複数の第1接着ライン722の接着パターン内の各接着ラインに対して直線近似を行うことによって決めることができる。接着ラインは、もしその接着ラインの一部が複数の第1接着ライン722内の別の接着ラインの任意の部分と重なっているならば、複数の第1接着ライン722の一部分であるとみなすことができる。複数の第1接着ライン722内の各接着ラインに対する直線近似は、複数の第1接着ライン722に対する第1配向ライン1253を決めるために平均化されてよい。第1配向ライン1253と使い捨て吸収性物品702の長手軸770の間の交差は締着角度1250を定義する。同じ解析が複数の第2接着ライン720に対して行われ得る。
【0142】
使い捨て吸収性物品は、多くの構成要素、要素、部材などを含んでよく、種々な方法で作成され得る。例えば、トップシート622(図6に示されている)及びバックシート624(図6に示されている)は、一般に吸収性コア626(図6に示されている)の寸法より大きな長さ及び幅の寸法を有してよい。トップシート622(図6に示されている)及びバックシート624(図6に示されている)は、吸収性コア626(図6に示されている)の縁部を越えて伸びることができ、それによって使い捨て吸収性物品600(図6に示されている)の周辺部が形成される。トップシート622(図6に示されている)、バックシート624(図6に示されている)、及び吸収性コア626(図6に示されている)は多くの異なる材料を含んでよく、種々のよく知られている形状に組み立てられてよく、代表的なおむつの材料及び形状は一般に米国特許第3,860,003号、米国特許第5,151,092号、及び米国特許第5,221,274号に記述されている。
【0143】
本発明と適合性のある当該技術分野において既知のあらゆるトップシートを本発明で使用し得る。トップシートに適した材料は、多孔質発泡体、網状発泡体、有孔のプラスチックフィルム、あるいは天然繊維の織布又は不織布材(例えば、木又は綿繊維)、合成繊維(例えば、ポリエステル又はポリプロピレン繊維)、あるいは天然及び合成繊維の組合せなど、広範囲の材料から製造されてもよい。一例として、トップシートでの使用に適した材料は、マサチューセッツ州ウォルポール(Walpole, MA)にあるインターナショナルペーパー社(International Paper Company)の一部門、ヴェラテック社(Veratec, Inc.)により、P−8の表記で製造されたステープル長のポリプロピレン繊維のウェブを含む。
【0144】
好適なトップシートのいくつかの例が、さらに、米国特許第3,929,135号、米国特許第4,324,246号、米国特許第4,342,314号、米国特許第4,463,045号、米国特許第5,006,394号、米国特許第4,609,518号、米国特許番号第4,629,643号に述べられている。トップシートのいずれかの部分を、当該技術分野において既知のローションでコーティングしてもよい。好適なローションの例は、米国特許第5,607,760号、米国特許第5,609,587号、米国特許第5,635,191号、米国特許第5,643,588号、米国特許第5,968,025号、米国特許第6,714,441号及びPCT国際公開特許番号WO 95/24173号に記載されているものを含む。
【0145】
さらに、トップシートは、トップシートと吸収性コアとに空間を提供するように、完全に又は部分的に弾性的延伸性であるか、短縮されていてもよい。弾性化又は短縮されたトップシートを包含する代表的な構造が、米国特許第4,892,536号、米国特許第4,990,147号、米国特許第5,037,416号、及び米国特許第5,269,775号により詳細に記載されている。
【0146】
本発明の使い捨て吸収性物品で使用するための好適なバックシートは、積層構造体を含んでもよい。例えば、先に検討したように、バックシートは、第1バックシート層と第2バックシート層と(図2Cの品目241及び242参照)を含んでもよい。第2バックシート層は、液体(例えば、尿)に対して不透過性であり、また例えば、約0.012mm(0.5ミル)から約0.051mm(2.0ミル)の厚さを有する熱可塑性フィルムのような薄いプラスチックフィルムを含み得る。適切なバックシートフィルムとしては、バージニア州リッチモンド(Richmond, VA)を本拠地とするトレデガー社(Tredegar Corporation)により製造され、商標名CPC2フィルムとして販売されているものが挙げられる。第1バックシート層及び/又は第2バックシート層は、プルオン衣料から蒸気を逃がす一方で、排出物がバックシートを通過することを尚も防ぐ通気性材料を包含してもよい。好適な通気性材料としては、織布ウェブ、不織布ウェブ、フィルムコーティングされた不織布ウェブなどの複合材料、三井東圧(Mitsui Toatsu Co.)(日本)によりESPOIR NOの表記で製造されるもの及びトレデガー(Tredegar)社(バージニア州リッチモンド(Richmond, VA))により製造されてEXAIREの表記で販売されるもののようなミクロ孔質フィルム、並びにクロペイ社(Clopay Corporation)(オハイオ州シンシナティ(Cincinnati, OH))によりHYTRELブレンドP18−3097の名称で製造されるものなどのモノリシックフィルムなどの材料を挙げてもよい。いくつかの通気性複合材料が、PCT特許出願WO 95/16746、米国特許第5,938,648号、米国特許第5,865,823号、及び米国特許第5,571,096号により詳細に記載されている。
【0147】
バックシート又はそのいずれかの部分は、1以上の方向で弾性的延伸性であってもよい。1つの実施形態では、バックシートは構造的弾性様フィルム(「SELF」)ウェブを含んでもよい。構造的弾性様フィルムウェブは、追加の弾性材料を用いることなく伸長方向において弾性様挙動を示す延伸性材料であり、米国特許第5,518,801号により詳細に記載されている。代替実施形態では、バックシートは、弾性フィルム、発泡体、ストランド、若しくは、それら又は他の好適な材料と不織布若しくは合成フィルムとの組合せを含んでもよい。
【0148】
本発明に使用するのに適した吸収性コアは、一般に圧縮可能で、順応性があり、着用者の皮膚に刺激がなく、且つ尿及び他の特定の身体排出物などの液体を吸収し保持することができる、あらゆる吸収性材料を含んでもよい。それに加えて、吸収性コアの構成及び構造も様々であってもよい(例えば、吸収性コア(1つ若しくは複数)又は他の吸収性構造(1つ若しくは複数)は、変化するキャリパーゾーン、親水性勾配(1つ若しくは複数)、超吸収性勾配(1つ若しくは複数)、又はより低い平均密度及びより低い平均坪量の獲得区域を有してもよく、あるいは1以上の層若しくは構造を含んでもよい)。吸収性コア用として使用するための好適な例示的吸収性構造体が、米国特許第4,610,678号、米国特許第4,673,402号、米国特許第4,834,735号、米国特許第4,888,231号、米国特許第5,137,537号、米国特許第5,147,345号、米国特許第5,342,338号、米国特許第5,260,345号、米国特許第5,387,207号、及び米国特許第5,625,222号に記載されている。
【0149】
バックシートはトップシート、吸収性コア、又は使い捨て吸収性物品の任意の他の要素に、当該技術分野において既知の任意の取り付け手段によって結合されてよい。例えば、取り付け手段としては、接着剤の均一な連続層、接着剤のパターン付き層、又は接着剤の分離した線、らせん、若しくは点の配列を挙げることができる。いくつかの好適な取付け手段が、米国特許第4,573,986号、米国特許第3,911,173号、米国特許第4,785,996号、及び米国特許第4,842,666号に開示されている。好適な接着剤の例はH.B.フラー社(H.B.FullerCompany)によって製造され、HL−1620及びHL1358−XZPとして市販されている。あるいは、取り付け手段は、熱接着、圧力接着、超音波接着、動的機械的接着、若しくは当該技術分野で既知の他の任意の適切な取り付け手段、又はこれら取り付け手段の組合せを含むことができる。
【0150】
様々な副層が、トップシートとバックシートの間に配置されてもよい。副層は、排泄物を受容し、格納し、又は不動化することができるあらゆる材料若しくは構造であってもよい。従って、副層は、単一材料、又は互いに動作可能に関連付けられ多数の材料を包含してもよい。さらに、副層は、プルオンの使い捨て吸収性物品の別の要素と一体であってもよく、又は使い捨て吸収性物品の1つ以上の要素と直接的に若しくは間接的に結合された1つ以上の別々の要素であってもよい。さらに、副層は、吸収性コアから分離した構造体を包含してもよく、又は吸収性コアの少なくとも一部分を包含するか若しくはその一部であってもよい。
【0151】
副層として使用するのに好適な代表的な材料としては、大型連続気泡発泡体、マクロ孔質耐圧縮不織布嵩高品、連続気泡発泡体及び閉塞気泡発泡体の大型粒子状成形物(large size particulate forms)(マクロ孔質及び/又はミクロ孔質)、嵩高不織布、ポリオレフィン、ポリスチレン、ポリウレタン発泡体又は粒子、多数の垂直配向のループ状繊維ストランドを含む構造体、打ち抜き穴又は窪みを有する上述の吸収性コア構造体などを挙げることができる。(本明細書で使用するとき、用語「ミクロ孔質」とは、毛管現象によって流体を移送できる材料を指す。用語「マクロ孔質」とは、孔が大きすぎて流体の毛管移送ができない材料を指し、一般に直径が約0.5mmよりも大きい孔を有し、より厳密には、直径が約1.0mmより大きい孔を有する。)副層の一実施形態は、XPL−7124として3M社(3M Corporation)(ミネソタ州ミネアポリス(Minneapolis, Minnesota))から入手可能な、約1.5mmの非圧縮厚さを有する、機械的に締着するループランディング要素を包含する。別の実施形態は、1平方メートル当たり110gの坪量及び7.9mmの非圧縮厚さを有する、けん縮され樹脂結合された6デニールの不織布嵩高品を包含し、これは、グリット社(Glit Company)(ジョージア州レンス(Wrens, Georgia))から入手可能である。他の好適な吸収性及び非吸収性の副層が、米国特許第6,680,422号及び米国特許第5,941,864号に記載されている。さらに、副層又はそのいずれかの部分は、要素の性能若しくは他の特性を付加、強化、又は変更するため、ローション若しくは他の既知の物質を含むか、又はそれでコーティングされてもよい。
【0152】
本発明の実施形態は、また、排泄物を受取り封入するためのポケット、排泄物のための空隙を提供するスペーサー、物品内での排泄物の移動を制限するためのバリア、プルオン使い捨て吸収性物品内に堆積された排泄物質を受容し封入する隔室若しくは空隙など、又はこれらのあらゆる組合せを包含してもよい。吸収性製品に使用されるポケット及びスペーサーの例が、米国特許第5,514,121号、米国特許第5,171,236号、米国特許第5,397,318号、米国特許第5,540,671号、米国特許第6,168,584号、米国特許第5,306,266号、及び米国特許第5,997,520号に記載されている。吸収性物品における隔室又は空隙の例が、米国特許第4,968,312号、米国特許第4,990,147号、米国特許第5,062,840号、及び米国特許第5,269,755号に開示されている。好適な横断方向バリアの例が、米国特許第5,554,142号、PCT特許WO 94/14395、及び米国特許第5,653,703号に記載されている。低粘性糞便を扱うのに適した他の構造の例が、米国特許第5,941,864号、米国特許第5,977,430号、及び米国特許第6,013,063号に開示されている。
【0153】
本発明の実施形態は、加湿性事象による水分を、使い捨て吸収性物品内部で水分反応性部材に分配するように構成できる、獲得/分配層を含んでもよい。好適な獲得/分配層の例が、米国特許第5,460,622号、米国特許出願公開番号第2005/0027267号、及び米国特許出願公開番号第2005/009173号に記載されている。
【0154】
本発明の実施形態は、当該技術分野において周知のダスティング層を含んでもよい。好適なダスティング層の例が、米国特許第4,888,231号に記載されている。
【0155】
試験方法:
受取構成要素の接着面積の決定、
試料の調製
1.全ての必要な試験を実施するために、吸収性物品の小売包装から十分な代表的吸収性物品を選定する。各吸収性物品の受取構成要素が物品から外される。適した方法は物品から受取構成要素を切断することを含む。
【0156】
2.各試料は調整された環境で平衡にされる。環境パラメータは、22℃±2℃、50%相対湿度±10%相対湿度である。試料は、試験に先立って少なくとも24時間、これらの条件に置かれる。
【0157】
3.平坦な表面に試料を固定する。試料は、試料が完全に平坦な表面に置かれるように、平坦な表面に固定される。試料は、3M社(商標)によって製造されたスコッチ・リムーバブル・マジックテープ(Scotch Removable Magic Tape)(商標)のようなテープを使って平坦な表面に固定される。
【0158】
4.本明細書に記載された接着ゾーンの記述に従って接着ゾーンを同定する。
【0159】
5.本明細書に記載された掃引領域の記述に従って接着ゾーン内の掃引領域を同定する。掃引領域の各々がカレンダロールの間の接触区域に等しい長さを有する。掃引領域の各々が、その上に受取構成要素が作成されるウェブの幅に等しい幅を有する。カレンダロールの間の接触区域が得られないところでは、接着ゾーンの長さを0.25で割って最も近い整数に端数を切り上げる。商が接着ゾーン内の掃引領域の数である。掃引領域は等しい長さを有する。
【0160】
6.各掃引領域内の接着された面積を測定し、掃引領域の接着面積をBiと表示し、ここでi=1〜nでありnは掃引領域の全数である。接着面積は四捨五入して0.01mm2単位で測定される。
【0161】
7.各掃引領域内の全面積を測定し、全掃引領域面積をSiと表示し、ここでi=1〜nでありnは掃引領域の全数である。全面積は四捨五入して0.01mm2単位で測定される。
【0162】
8.集められたデータから以下の事項を計算する。
a)接着比、
i)最小の接着面積を有する掃引領域を特定し、Bi,minと表す、
ii)最大の接着面積を有する掃引領域を特定し、Bi,maxと表す、
iii)接着比=Bi,max/Bi,minを計算する、
b)各掃引領域の%接着面積、
i)各掃引領域に対するパーセント接着面積=100×Bi/Si、
c)全%接着面積、
i)累積の接着面積を計算し、Bt=Biの総和とし、i=1〜nである、
ii)累積の全面積を計算し、St=Siの総和とし、i=1〜nである、
iii)全パーセント接着面積=100×Bt/St
【0163】
前に述べられたように、面積は直線のものさし及び幾何学的/三角法的関係を使って測定されてよい。あるいは、より複雑な接着ラインパターンに対しては、コンピュータ化された画像解析が使われてよい。
【0164】
繊維の捲縮数の測定
捲縮の数は以下に説明される手順で測定された。以下に示される手順を除いては、測定はJIS規格 L1015に従ってなされたことを記憶しておくべきである。
【0165】
最初に、25mmの空間的な隔たりを持つ線が平滑な表面を持つ一枚の光沢紙上に形成された。各繊維の2つの末端部は、捲縮が失われないようにエンボスロールによる熱的圧縮処理に先立って不織布から注意深く外され、空間的な隔たりのために25±5%の緩みをもって前述の紙に貼り付けられた。
【0166】
前述の各試験片は捲縮テスターのチャックに取り付けられ、紙が取り除かれ、初期荷重(0.18mN×表示テックス数)がかかっている間のチャック間の距離(空間距離)(mm)が読み取られた。
【0167】
その時の捲縮の数が数えられ、25mmの距離当たりの捲縮数が得られ、20回測定の平均値が使われた。捲縮の数は、ピークと谷の総計が数えられ2で割って得られた。
【0168】
本発明の「発明を実施するための最良の形態」で引用したすべての文献は、関連部分において、参照することにより本明細書に組み込まれるが、いずれの文献の引用も、それが本発明に対する先行技術であることを容認するものと解釈すべきではない。この文書における用語のいずれかの意味又は定義が、参考として組み込まれる文献における用語のいずれかの意味又は定義と対立する範囲については、本文書におけるその用語に与えられた意味又は定義を適用するものとする。
【0169】
本発明の特定の実施形態について説明し記載したが、この発明の要旨を逸脱しない範囲で種々変更可能であることはこの技術に精通したものなら言うまでもない。従って、本発明の範囲内にあるそのような全ての変更及び修正を、添付の特許請求の範囲で扱うものとする。
【0170】
本明細書に開示されている寸法及び値は、列挙した正確な数値に厳しく制限されるものとして理解されるべきではない。それよりむしろ、特に指定されない限り、こうした寸法はそれぞれ、列挙された値とその値周辺の機能的に同等の範囲との両方を意味するものとする。例えば、「40mm」として開示される寸法は、「約40mm」を意味するものとする。
【図面の簡単な説明】
【0171】
【図1A】本発明に従って作成された締着装置を示す正面図。
【図1B】図1Aの締着装置の受取構成要素を示す平面図であり、受取構成要素は本発明に従って作成されている。
【図2A】本発明に従って接着パターンを形成するプロセスを示す概略図。
【図2B】図2Aのプロセスの一対のカレンダロールの側面を示す正面図。
【図2C】本発明に従って作成された受取構成要素を示す平面図。
【図3】接着パターンの追加の形体を強調した、図1の受取構成要素を示す平面図。
【図4A】本発明に従っている接着パターンを有する、受取構成要素の他の実施形態を示す平面図。
【図4B】本発明に従っている接着パターンを有する、受取構成要素の他の実施形態を示す平面図。
【図4C】図4Aの繊維材料のウェブの断面を示すクローズアップ図。
【図4D】図1の受取構成要素の断面を示すクローズアップ図。
【図5A】本発明に従って作成された接着パターンに含まれ得る繰り返し単位に対する、様々な実施形態の繰り返し単位を示す平面図。
【図5B】本発明に従って作成された接着パターンに含まれ得る繰り返し単位に対する、様々な実施形態の繰り返し単位を示す平面図。
【図5C】本発明に従って作成された接着パターンに含まれ得る繰り返し単位に対する、様々な実施形態の繰り返し単位を示す平面図。
【図5D】本発明に従って作成された接着パターンに含まれ得る繰り返し単位に対する、様々な実施形態の繰り返し単位を示す平面図。
【図5E】本発明に従って作成された接着パターンに含まれ得る繰り返し単位に対する、様々な実施形態の繰り返し単位を示す平面図。
【図6】本発明に従って作成された受取構成要素の別の実施形態を示す平面図。
【図7A】本発明に従って作成された使い捨て吸収性物品を示す透視図。
【図7B】平らにされた非収縮状態にある、図7Aの吸収性物品を示す平面図。
【図7C】図7Aの使い捨て吸収性物品のサイドパネルの別の実施形態を示す正面図。
【図8A】締着状態にある締着装置を有する、図6の使い捨て吸収性物品の一部を示す正面図。
【図8B】配列を目に見えるようにするために、締着装置の受取構成要素が使い捨て吸収性物品上に配置された、締着状態にある締着装置を有する図7の使い捨て吸収性物品の一部を示す正面図。
【図9A】2成分繊維を示す断面図。
【図9B】2成分繊維を示す断面図。
【図9C】2成分繊維を示す断面図。
【技術分野】
【0001】
本発明は締着装置に関係する。厳密に言うと、本発明は締着装置にある好適な係合構成要素とともに使うための受取構成要素に関係する。
【0002】
本発明はプロクター・アンド・ギャンブル社と三井化学社間の共同研究協定に従ってなされた。
【背景技術】
【0003】
再締着可能な機械的締着装置は、幅広く多数の用途に用いられ得る。例えば、そのような再締着可能な締着装置は使い捨て吸収性物品の一部分を使い捨て吸収性物品の別な部分に繋ぐために使われ得る。
【0004】
一般に、機械的締着装置は受取/雌部材及び係合/雄部材を含む。いくつかの機械的締着装置において、係合部材は複数のフック要素を備え、受取部材は複数のループ要素を備えている。締着状態では、フック要素は一般に係合及び受取構成要素間の結合が形成されるようにループ要素と絡み合っている。
【0005】
不織布ウェブは当該技術分野において雌部材として使う可能性のある材料として知られている。一般に、不織布雌部材は複数のポリマー繊維を含む。これら繊維部分は十分な量の利用できる非接着繊維又は接着繊維の非接着区域並びにウェブの一体性を有するウェブを形成するために繊維・繊維接着によって接合され得る。繊維・繊維接着は一般に、例えば熱、圧力、又は音波(すなわち、超音波)エネルギーによって繊維同士を部分的に熔融することによって形成される。
【0006】
いくつかのプロセスにおいてこれらの繊維・繊維接着を作るために一対の加熱カレンダロールが使われ得る。一般に、カレンダロールの1つはその外部表面から外へ伸びる複数の突出部を備えている。不織布ウェブがカレンダロールの間を通過するときに突出部が不織布ウェブに圧力を掛けるように、一般に一定の力がカレンダロールの1つに掛けられる。一般に、圧力がかかった位置に少なくとも1つの繊維・繊維接着が作られる。
【0007】
一般に、受取構成要素として使われる不織布ウェブは、例えば100%の繊維・繊維接着、のように完全に接着されることはない。一般に繊維・繊維接着は接着区域を係合構成要素による係合ができないようにするために、不織布ウェブを完全に接着することは性能の悪い受取構成要素を生じる可能性がある。それ故、カレンダロールの外部表面から外側に伸びている突出部は一般に不織布に特殊なパターンが作られるように間隔が開いている。
【0008】
さらに、係合構成要素からのフックがどこに置かれようとも、フックを係合するために非接着繊維又は接着繊維の非接着区域が得られることを確実にするために、大きく、隙間のある非接着区域を有することが好ましい。しかし、大きく、隙間のある非接着区域を作る接着パターンは、非接着区域における繊維・繊維接着の数の減少のために機械横方向の強度が弱くなる可能性がある。これを補うために、いくつかの接着パターンは全面的に囲まれた、例えば完全に接着された繊維が非接着繊維を取り囲んでいる、区域を作ることができる。しかし、非接着繊維を取り囲む完全に接着された繊維を作る接着パターンは係合構成要素からのフックが係合できる非接着繊維を見出せる可能性を減らすことがあり得る。
【0009】
さらに、このような接着パターンは繊維・繊維接着の品質にマイナスに影響し得る。例えば、従来の接着パターンは不織布ウェブを完全には接着しないために、不織布ウェブがカレンダロールを通過するときに不織布ウェブにかかる圧力が変動する可能性がある。いくつかのケースで、圧力変動は、ある繊維・繊維接着サイトで高めの圧力を生じ、別の繊維・繊維接着サイトで低めの圧力を生じる可能性がある。高めの圧力は過接着又は繊維切断(得られたウェブを弱くする)という結果になり得る。低めの圧力は、望ましい接着区域の割合に比べて少ない割合の接着区域の形成、低接着強度、及び/又は低接着品質、という結果になり得る。さらに、低めの圧力は機械横方向の強度を減じる可能性がある。
【発明の開示】
【発明が解決しようとする課題】
【0010】
その結果、十分な面積の非接着繊維及び/又は接着繊維の非接着区域を維持しながら、工程で受取構成要素によって経験した圧力変動を減らす接着パターンを有する受取構成要素を備える締着装置を提供する必要がある。
【課題を解決するための手段】
【0011】
本発明は係合構成要素及び受取構成要素からなる機械的締着装置に関係する。係合構成要素は、複数個の係合要素を含む。複数の係合構成要素が受取構成要素と係合でき、受取構成要素は長手軸及び横軸を有する。
【0012】
さらに受取構成要素は第1接着ライン、第2接着ライン、接着ゾーン、及び複数の連続した掃引領域を含む。第2接着ラインの一部が第1接着ラインの一部に重なるように第2接着ラインが第1接着ラインに隣接して配置されており、第1接着ライン及び第2接着ラインは第1方向に伸びる。重なりは、一般に第1方向に直角である第2方向に略平行である。
【0013】
接着ゾーンは第1接着ライン及び第2接着ラインを囲む。複数の連続した掃引領域は接着ゾーン内に配置される。各掃引領域は長手軸に略平行な方向に伸び、各掃引領域は長さ及び幅を含む。掃引領域の長さは等しく、掃引領域の幅は等しい。少なくとも1つの掃引領域は第1接着ライン及び第2接着ラインの両方の一部を含み、複数の掃引領域の残りの掃引領域は少なくとも第1接着ラインの一部又は少なくも第2接着ラインの一部を含む。各掃引領域は接着区域を有し、受取構成要素は2つの掃引領域の間に約1以上及び約20以下の接着比を有する。
【発明を実施するための最良の形態】
【0014】
定義:
本明細書で使用するとき、用語「吸収性物品」及び「物品」は、液体を吸収し且つ/又は封じ込める着用可能なデバイスを指し、より具体的には、着用者の身体に接して又は近接して置かれて、身体から排泄される様々な排出物を吸収し封じ込めるデバイスを指す。好適な例としては、おむつ、トレーニングパンツ、再締着可能なパンツ、プルオン肌着、成人用失禁製品、及び生理用ナプキンなどの女性用ケア製品が挙げられる。更に、用語「吸収性物品」及び「物品」は、10回以内の使用後、好ましくは5回以内の使用後、より好ましくは1回の使用後に、廃棄されることが意図され、洗濯されるか別の方法で復元されることが意図されない「使い捨て吸収性物品」を包含する(但し、特定の構成要素は、再利用、再使用、又は堆肥化されてもよい)。
【0015】
「身体に面する」、「着用者に面する」、「外部に面する」、及び「衣類に面する」はそれぞれ要素又は要素の表面若しくは要素のグループの相対的位置関係を参照している。「身体に面する」及び「着用者に面する」は要素又は表面が着用時に他の要素又は表面よりも着用者に近いことを示している。「衣類に面する」及び「外部に面する」は、要素又は表面が他の要素又は表面より着用時に着用者からより遠く離れていることを意味する(すなわち、要素又は表面が、使い捨て吸収性物品の上に着用される着用者の衣類に最も近い)。
【0016】
本明細書で使用するとき、「接着ライン」という言葉は基材の繊維がともに熔融された基材上の複数のサイトのことを言っている。複数のサイトは「ライン」を形成するためにともに熔融される。しかし、「ライン」という言葉は本明細書で使用するときには、一連の不連続な点又は事実上1本の線に近いように密な間隔になっている短い線をも記述し得る。それ故、当該技術分野に熟練した人は、実線の接着パターンが記載されているけれども、本発明の利点は密な間隔になっている点又は事実上線に近い不連続な線の断片によって同じように達成され得ることを分っている。
【0017】
本明細書で使用するとき、「接着ラインパターン」という言葉は少なくとも2つの接着ラインの間にいくらかの重なりを有する少なくとも2つの接着ラインのことを言う。
【0018】
本明細書で使用するとき、「連続した」という言葉は次から次へと続いていることを意味する。例えば、本発明の隣り合う掃引領域は互いの持つ境界を分け合ってもよい。
【0019】
本発明で使用するとき、「捲縮」という言葉は少なくとも1つの折畳又は隆起部を持つ繊維の特徴のことを言う。「捲縮」という言葉は多数の折畳を有する繊維、縮れを有する繊維、及び/又はスパイラル又はヘリカルな構造を形成する繊維を含む。
【0020】
「おむつ」という用語は、本明細書で使用するとき、一般に幼児及び失禁症者が腰及び脚を囲むように胴体下部周辺に着用し、並びに尿及び糞便排泄物を受容して収容するように特に適合されている吸収性物品を指す。「おむつ」という用語には、本明細書で使用するとき、以下で定義されている「パンツ」も含まれる。
【0021】
「弾性的伸張性」は、本明細書で使用するとき、伸張性材料を伸張させた力を取り除いた後、略元の寸法に戻る力を有する伸張性材料の特質を指す。本明細書では、「伸張性がある」と記載されている材料又は要素は、別途規定がない限り、「弾性的伸張性」でもあり得る。
【0022】
本明細書で使用するとき、用語「接合された」は、ある要素を他の要素に直接固着することによって、その要素が別の要素に直接固定された構成、並びに、ある要素を中間部材(1つ又は複数)に固着し、それが次に他の要素に固着されることによって、その要素が別の要素に間接的に固定された構成を包含する。
【0023】
用語「長手」は、本明細書において、特に言及しない限り、要素の最も長い縁部に略平行な方向を指すのに使用される。使い捨て吸収性物品の文脈において、「長手方向」の方向は、腰縁部から物品の対向する腰縁部に実質的に垂直で、物品の最大直線寸法と略平行に伸びる。長手方向の±45度内の方向が、「長手方向」であると考えられる。
【0024】
用語「横」は、「長手」方向に略垂直に通り、且つそれと同一面内にある方向を指す。使い捨て吸収性物品においては、「横」方向は、物品の1つの長手方向縁部から物品の反対側の長手方向縁部まで通る。横方向の±45°以内の方向は「横」であるとみなされる。
【0025】
「機械方向」又は「MD」という言葉は、プロセスを経る材料、部材、要素、品目、構成要素などの前方方向に略平行な方向を指す。例えば、不織布は、一般に製作の長さ又は巻取り方向に一致する機械方向で形成される。機械方向は、不織布における繊維の向きの主要方向であることもできる。
【0026】
「機械横方向」又は「CD」という言葉は、機械方向に略垂直、及びそれと同一面内にある方向を言う。
【0027】
本明細書で使用するとき、用語「パンツ」、「トレーニングパンツ」、「閉じたおむつ」、「予め締着されたおむつ」、及び「プルオンおむつ」は、幼児又は成人着用者向けに設計される腰部開口部及び脚開口部を有する使い捨て衣類を指す。パンツは、パンツが着用者上に装着される前に閉じた腰部開口部及び脚開口部を有するように構成され得るか、あるいは、パンツは、着用者上にある間に腰部開口部が閉じられ、脚開口部が形成されるように構成され得る。パンツは、前締着できる締着装置を使用して物品の部分をともに接合すること、しかしそれに限定されない、を包む任意の好適な技術によって前もって形成されてもよい。パンツは、物品の周囲に沿った任意の箇所で、予め形成(例えば、側面締着、前腰部締着、後腰部締着)されてよい。適切なパンツの例は、米国特許第5,246,433号、米国特許第5,569,234号、米国特許第6,120,487号、米国特許第6,120,489号、米国特許第4,940,464号、米国特許第5,092,861号、米国特許第5,897,545号、米国特許第5,957,908号、及び米国特許公開第2003/0233082A1号に開示されている。
【0028】
説明:
本発明に従って作製された締着装置は、受取構成要素製造時に発生し得る圧力変動を減らすことができる受取構成要素を含む。特に、本発明に従って作製された受取構成要素は、製造工程中に受取構成要素が直面する圧力変動を減らすことができる接着パターンを含む。さらに、本発明に従って作製された受取構成要素は、受取構成要素が締着装置において好適な係合構成要素とともに使用され得るように、非接着繊維及び/又は接着繊維の非接着区域の十分な面積を保持し得る。
【0029】
図1Aに示されるように、本発明に従って作製された締着装置10は係合構成要素12及び受取構成要素100を含んでもよい。係合構成要素12は係合表面16から外に伸びる複数のフック14を含んでもよい。受取構成要素100は係合構成要素12の複数のフック14と絡み合った状態になることができる複数のループ状繊維(示されていない)を含んでもよい。好適な係合構成要素の例はこの後議論される。
【0030】
締着装置10は本発明の締着装置を持つことから恩恵を受ける様々な消費者及び市販品に使われ得る。本発明の締着装置を利用し得る物品のいくつかの例は、使い捨て吸収性物品、身体覆い、梱包、及び研磨剤パッド用の工業的接合、医用製品等を含む。
【0031】
図1Bに示されるように、本発明に従って作製された受取構成要素100は複数の接着ライン、接着ゾーン130、及び複数の連続した掃引領域を含んでもよい。いくつかの実施形態では、受取構成要素100は第1接着ライン110、第2接着ライン112、及び第3接着ライン114を含んでもよい。3つを超える接着ライン及び3つ未満の接着ラインを有する実施形態も考えられる。
【0032】
いくつかの実施形態において、第1接着ライン110は第1終縁部151に隣接して配置されてもよく、第2接着ライン112は第1接着ライン110に隣接して配置されてもよい。いくつかの実施形態において、第3接着ライン114は第2終縁部152に隣接して、及び第2接着ライン112に隣接して配置されてもよい。いくつかの実施形態において、第1終縁部151及び第2終縁部は第1長手方向縁部170から第2長手方向縁部172まで、横軸162に略平行な方向に伸びることができる。
【0033】
いくつかの実施形態に示されるように、第1接着ライン110、第2接着ライン112、及び第3接着ライン114は、受取構成要素100の第1長手方向縁部170から第2長手方向縁部172まで、第1方向1222に伸びることができる。いくつかの実施形態では、第1の方向1222は横軸162に略平行であってもよい。第1長手方向縁部170及び第2長手方向縁部172は第1終縁部151及び第2終縁部152の間で長手軸160に略平行な方向に伸びることができる。
【0034】
受取構成要素100はさらに接着ゾーン130を含む。接着ゾーン130は1つを超える接着ラインを囲む。例えば、図のように、接着ゾーン130は第1接着ライン110及び第2接着ライン112を囲むことができる。いくつかの実施形態において、接着ゾーン130は第1接着ライン110の最も外側の点及び第2接着ライン112の最も外側の点と接する矩形を構成してもよい。いくつかの実施形態において、第1接着ライン110の最も外側の点は、第1終縁部151に最も近く、第1長手方向縁部170に最も近く、及び第2長手方向縁部172に最も近い、第1本接着ライン110上にある点である。同様にいくつかの実施形態において、第2接着ライン112の最も外側の点は、第2終縁部152、第1長手方向縁部170、及び第2長手方向縁部172、に最も近い、第2接着ライン112上にある点である。いくつかの実施形態において、第3接着ライン114は接着ゾーン130の第2境界134に隣接した接着ゾーン130内に重なり得る。いくつかの実施形態において、追加の接着ラインは、第1境界132又は第2境界134のどちらかに隣接して接着ゾーン130内に重なってもよい。
【0035】
複数の連続した掃引領域140、142、144、及び146は接着ゾーン130の中に配置され得る。掃引領域は受取構成要素100の一部を含み、掃引領域内にある接着区域及び受取構成要素100部分の全面積を解析するために使われる。より短い長さ175の掃引領域の利点は、本質的に接着ライン上にあるより多くのデータ点を集めることができることである。データ点の数が多ければ受取構成要素100内の接着区域の変化しやすさの計算の精度を上げることができる。掃引領域140、142、144、及び146の長さ175の累積は接着ゾーン130の長さに等しい。
【0036】
各掃引領域、140、142、144、及び146は第1接着ライン110及び/又は第2接着ライン112の一部を含む。いくつかの実施形態において、連続した掃引領域140、142、144、及び146のいくつかは、第1終縁部151又は第2終縁部152のどちらかに隣接して接着ゾーン130内に重なる追加の接着ラインの一部を含んでもよい。例えば、第3接着ライン114が接着ゾーン130に重なっているために、掃引領域146はさらに第3接着ライン114の一部を含み得る。
【0037】
少なくとも1つの掃引領域は第1接着ライン110及び第2接着ライン112両方の一部を含む。例えば、いくつかの実施形態では図のように、2つの掃引領域、すなわち142及び144は第1接着ライン110及び第2接着ライン112の一部を含む。掃引領域のサイズに依存して、1つ以上の掃引領域が1つを超える接着ラインの一部を含み得る。4つを超える掃引領域及び4つより少ない掃引領域からなる実施形態が考えられる。
【0038】
掃引領域140、142、144、及び146が連続しているために、各掃引領域は隣接する掃引領域と境界を共有する。例えば、掃引領域140は掃引領域142と境界を共有する。同様に、掃引領域144は掃引領域142と境界を共有する。しかし、掃引領域140、142、144、及び146は、奇数(第1及び第3)の掃引領域、例えば140及び144が境界を共有しないように配列されている。さらに、掃引領域140、142、144、及び146は、偶数(第2及び第4)の掃引領域、例えば142及び146が境界を共有しないように配列されている。
【0039】
連続した掃引領域140、142、144、及び146は、長方形であり、受取構成要素100の第1長手方向縁部170から第2長手方向縁部172まで伸びている。連続した掃引領域140、142、144、及び146は、受取構成要素が備える繊維材料のウェブの幅と等しくできる幅177を有する。幅177は横軸162に略平行であり得る。いくつかの実施形態では、掃引領域140、142、144、及び146はカレンダロール間の接触長さ250(図2Bに示される)に等しい長さ175を有することができる。いくつかの実施形態では、掃引領域140、142、144、及び146は該接触長さ250(図2Bに示される)より小さな長さ175を有することができる。いくつかの実施形態では、長さ175は約0.1mm〜約1.2mmの範囲で変るか又はこの範囲内の任意の個別の数値でよい。長さ175は長手軸160に略平行であってよい。
【0040】
各掃引領域140、142、144、及び146は隣接する掃引領域の長さ175に等しい長さ175を備える。さらに図のように、いくつかの実施形態では、掃引領域140は第1境界132を接着ゾーン130と共有してもよい。また、いくつかの実施形態では、掃引領域146は第2境界134を接着ゾーン130と共有してもよい。
【0041】
各掃引領域140、142、144、及び146は接着パターンによって定義される接着区域を含む。掃引領域における接着区域のパーセンテージは掃引領域内の繊維・繊維接着の尺度である。特に、接着区域のパーセンテージは特定の掃引領域内の繊維・繊維接着の面積を計算し、この面積を掃引領域の全面積で割り100を掛けることによって決定される。
【0042】
掃引領域140、142、144、及び146の接着面積は変り得る。接着面積の量の掃引領域140、142、144、及び146の間での変わりやすさは、掃引領域の最大の接着面積の値を別の掃引領域の最小の接着面積の値と比較することによって決めることができる。任意の2つの掃引領域の間の最大接着面積と最小接着面積の比が接着比と名づけられる。いくつかの実施形態では、接着比は約1以上、約20未満、又はこのような範囲内の任意の個別の数値である。他の実施形態では、接着比は約1以上、約10以下である。他の実施形態では、接着比は約1以上、約3以下である。接着比が1であるいくつかの実施形態では、最大接着面積の値又は最小接着面積の値でない場合がある。この場合には、1つの接着面積の値を別の接着面積の値で割ってもよい。
【0043】
個々の掃引領域それぞれの接着面積を加えることで累積の接着面積を提供することができる。個々の掃引領域それぞれの全面積を加えることで累積の全面積を提供することができる。いくつかの実施形態では、累積の接着面積を累積の全面積で割ることによって接着ゾーン130全体の接着面積を提供でき、又は他の実施形態では、受取構成要素100の全体の接着面積を提供することができる。
【0044】
図2A及び2Bに示されるように、受取構成要素100(図1に示される)の接着ライン、例えば110(図1Bに示されている)、112及び114は、いくつかの実施形態では、カレンダ装置200を介して形成される。カレンダ装置200は、その間にニップを形成する一対のカレンダロール202及び204を備えてもよい。カレンダロール202及び/又はカレンダロール204の外表面は外側表面から外に向かって伸びる突出部(示されていない)を備えてもよい。これらの突出部は一般に、繊維材料からなるウェブ275がニップを通るときに、繊維・繊維接着を繊維材料からなるウェブ275に作成する。受取構成要素100(図1A及び1Bに示されている)は繊維材料からなるウェブ275の一部を含んでもよい。
【0045】
繊維材料からなるウェブ275は、受取構成要素100(図1A及び1Bに示されている)の長手軸160(図1Bに示されている)に略平行な方向にカレンダロール202及び204を通過することができる。特に、受取構成要素100(図1A及び1Bに示されている)の長手軸160(図1Bに示されている)はカレンダ装置200の機械方向に略平行であり得る。カレンダロール202及び204は矢印280及び281(図2Bに示されている)で示されている方向にそれぞれ回転することができる。
【0046】
いくつかの実施形態において、カレンダロール202及び/又は204は加熱できる。繊維材料からなるウェブ275がニップを通過するときに、カレンダロール202及び204は繊維材料からなるウェブ275にエネルギーを提供することができる。さらに、いくつかの実施形態において、繊維材料からなるウェブ275がニップを通過するときにウェブに圧力がかかるように、力240をカレンダロール202及び/又は204に掛けることができる。カレンダロール202及び/又は204に掛けられる力240はこの後議論される。
【0047】
カレンダロール202及び204の表面と表面の接触は接触長250を定義し得る。接触長250は、繊維材料からなるウェブ275(図2Aに示されている)がニップを通過するときに繊維材料からなるウェブ275(図2Aに示されている)と接触しているカレンダロール202の一部及びカレンダロール204の一部によって定義される。いくつかの実施形態において、接触長250は下記のヘルツの式によって決定される。ヘルツの式は、カレンダロール202及び204が均質で等方性の材料から作られていると仮定し、さらにフックの法則の正当性を仮定する。他の仮定は、カレンダロール202及び204が等しい直径を有すること、カレンダロール202及び204が同じ弾性率を有する材料から作られていること、及びカレンダロール202及び204の幅220が少なくとも掃引領域の幅177(図1Bに示されている)と同じ幅であること、を含む。接触長250は下記の式によって求められ、
【数1】
ここでXは接触区域250の幅の1/2であり、
Rはカレンダロール202及び204のミリメートルで表した半径であり、
Fはニュートン/mmで表した掛ける力であり、
Eはカレンダロール202及び204の材料の弾性率であり、
Lはカレンダロール202及び204の幅(220として示されている)であり、及び
νはポアソン比である。
【0048】
カレンダロールが等しい直径を持たない場合、当業者はカレンダロールの等しくない直径を考慮して上の式を再誘導できる。カレンダロールが等しい弾性率を有する材料から作られていない場合、当業者はカレンダロールの等しくない弾性率を考慮して上の式を再誘導できる。
【0049】
カレンダロールがスチールから作られているいくつかの実施形態においては、弾性率Eは210,000N/mm2に等しいとすることができるのでポアソン比は0.3になり、加えられる力は約0.03N/m〜約0.15N/m(約30N/mm〜約150N/mm)になり得る。上述のように、Xは接触長250の1/2に等しい。このように、Xの2倍が接触長250を提供する。いくつかの実施形態では、接触区域250は約0.1mm〜約1.2mmの範囲にあるか又はこの範囲内の任意の個別の数値でよい。いくつかの実施形態では、接触区域250は約0.7mm〜約1.0mmの範囲にある。
【0050】
本発明の1つの利点は、本発明の大きい方の接着面積の小さい方の接着面積に対する比のためにカレンダプロセスの間の圧力変動が減らされ得ることである。例えば、接着面積が掃引領域間で2000%を超えるほどに変化する従来の受取構成要素では、これら接着面積を作り出すカレンダロールの接触区域も2000%を超える程度に変化する。その結果、カレンダロールに加えられる力が一定であっても、繊維材料から作られるウェブがカレンダロールのニップを通過するときにそれにかかる圧力は同様に2000%を超える程度に変化する。従来の受取構成要素では、いくつかの掃引領域が0%の接着面積を含むときには、それ故に大きい方の接着面積の小さい方の接着面積に対する比が無限大になり、2000%より大きい圧力変動が起こる可能性がある。ゼロパーセントの接着面積は、例えば、第1接着ライン及び第2接着ラインが受取構成要素の長手軸に略平行な方向に、少なくとも掃引領域の長さに等しい有限な距離だけ離れているときに起こり得る。別の実施例では、2000%より大きい圧力変動は接着ライン間の重なりがあまり多すぎるか又はあまりに少なすぎるところではやはり起こり得る。接着ライン間の重なりは図3に関連してさらに議論される。
【0051】
プロセスの観点からは、2000%より大きい圧力変動はプロセスの不安定性を引き起こす可能性がある。例えば、極度の圧力変動はカレンダロールにある突出部の早期の破損を引き起こす可能性がある。
【0052】
製品/材料性能の観点からも、やはり2000%より大きい圧力変動は一般的に好ましくない。例えば、0%の接着面積を有する掃引領域は低い剪断力、及び潜在的に乏しい再締着能という結果しか提供できない。特に、より少ない緩んだ繊維末端部がこの掃引領域内に接着されるために、好適な係合構成要素との間で多数回の開閉を繰り返す間に毛羽立ちという結果になる可能性がある。
【0053】
また、0%の接着面積を有する掃引領域は受取構成要素の横軸に平行な方向の強度を下げる可能性がある。いくつかの実施形態では、受取構成要素の横軸は多くの場合剪断力の方向と結びついている可能性がある。例えば、締着状態では受取構成要素の横軸は一般的に剪断力の方向と平行になり得る。例えば、図8Aを一時的に参照すると、締着状態では、剪断力は受取構成要素740の横軸に略平行である剪断の主方向775に沿って作用する可能性がある。隣接する接着ライン間に重なりがないところでは、隣接する接着ラインの間にある受取構成要素の材料は剪断力が加えられても自由に動くことができる。
【0054】
対照的に、接着ライン間の重なりが2000%より大きい圧力変動を引き起こすところでは、重なり領域の繊維対繊維接着サイトの集中が一般に締着性の乏しい結果をもたらす。例えば、前に述べたように、係合構成要素は一般に接着区域では受取構成要素を係合することができない。
【0055】
さらに前に議論したように、2000%より大きい圧力変動は、接着品質の変動を引き起こす可能性がある。圧力変動が2000%より大きい場合、接着面積のより小さい掃引領域にある繊維・繊維接着は接着面積のより大きな掃引領域よりも高い圧力を受けて高圧によって穴が生じる可能性がある。また、より大きな接着面積の掃引領域にある繊維・繊維接着は、より小さな接着面積の掃引領域よりも低い圧力を受け、低圧のためにより少ない繊維・繊維接着を生じる可能性がある。特に、いくつかの場合に、低圧は実際には繊維を接着する代わりに単に圧縮するだけの可能性がある。
【0056】
図2Cに示されるように、受取構成要素30が本発明に従って作成され、いくつかの欠陥、例えば32、34、36、38、40、及び42を生じた。受取構成要素30の接着比は約1.8であった。約20又はそれより小さい比において、許容可能な欠陥の数があると信じられている。しかし、20を超える接着比に対しては許容できない量の欠陥が受取構成要素中によく発生し、それ故に本発明の範囲外にある。
【0057】
従来の受取構成要素とは対照的に、本発明に従って作成される受取構成要素は圧力変動を約2000%未満に減らす。圧力変動の減少は、ある程度は、受取構成要素の接着区域が、その各々がある限定された量の接着区域を有する複数の掃引領域を含むことを確実にすることで達成できる。さらに、本発明に従って作成される受取構成要素に対して掃引領域は圧力変動を約2000%未満に減じる接着面積パーセンテージを構成する。
【0058】
より大きな接着面積のより小さな接着面積に対する比に影響を与えることができるいくつかの要因がある。いくつかの要因は、接着ラインの重なり、いくつかの実施形態では、接着ラインの配向角度、接着ラインの周期、及びいくつかの実施形態では、工程中の接着ラインの向き、を含む。工程中の接着ラインの向きは図6に関連してさらに議論される。
【0059】
図3に示されるように、重なり320は第1基準線302及び第2基準線304の間の距離である。いくつかの実施形態において、重なり320は長手軸160に略平行であり、第2方向1223に略平行である。いくつかの実施形態では、第1基準線302は第1接着ライン上の最も内部にある2点308及び310の間に引くことができ、横軸162に略平行になり得る。いくつかの実施形態では、第2基準線304は第2接着ライン112の2つの最も内部の点312及び314の間に引くことができ、横軸162に略平行になり得る。いくつかの実施形態では、第1接着ライン110の最も内部の点308及び310は第2接着ライン112に最も近い点であり得る。同様に、いくつかの実施形態では、第2接着ライン112の最も内部の点312及び314は第1接着ライン110に最も近い点であり得る。第1接着ライン110が第2基準線304と交差しないところ、及び第2接着ライン112が第1基準線302と交差しないところでは、第1接着ライン110と第2接着ライン112の重なりはない。
【0060】
さらに、図3は周期330、配向角度350、接着ライン間隔370、及び接着ライン厚み360を示す。いくつかの実施形態において、周期330は周期的な機能が同じ値を持つ最小の距離である。図のように、いくつかの実施形態において、周期330は第3接着ライン114の第1ピーク332から第3接着ライン114の第2ピーク334までの距離であってもよい。第1接着ライン110及び第2接着ライン112が第3接着ライン114と類似している実施形態では、周期330は第1接着ライン110及び第2接着ライン112に対しても同じように見出すことができる。第1接着ライン110の一部が第1基準線302と交差するところでは、配向角度350も示される。
【0061】
接着ライン間隔370は第1及び第2接着ライン110及び112の間の距離である。例えばいくつかの実施形態では、接着ライン間隔370は第1接着ライン110の最も内部の点308から第2接着ライン112の最も外部の点372までで測ることができる。いくつかの実施形態では、第2接着ライン112の最も外部の点372は第3接着ライン114に最も近い点であり得る。いくつかの実施形態では、接着ライン間隔370は長手軸160に略平行である。好適な任意の間隔が使われてよい。例えば、接着ライン間の間隔370は約1mm〜約20mmの範囲にあってよく、又は範囲内の任意の個別の数値であってもよい。さらに別の実施例のように、間隔370は約3mmと約18mmの間であってよい。さらに別の実施例のように、間隔370は約6mmと12mmの間であってよい。
【0062】
同様に、任意の好適な接着ライン厚み360が利用できる。例えば、いくつかの実施形態において、接着ライン厚み360は約0.2mm〜約5mmの範囲にあってよく、又は範囲内の任意の個別の数値であってもよい。いくつかの実施形態において、接着ライン厚み360は約0.5mm〜約2mmの範囲にあってよい。いくつかの実施形態において、接着ライン厚み360は約1mm〜約1.5mmの範囲にあってよい。
【0063】
任意の好適な周期330が本発明と関連して使われてよい。例えば、いくつかの実施形態では、周期330は約1mm〜約20mmの範囲にあってよく、又は範囲内の任意の個別の数値であってもよい。いくつかの実施形態では、周期330は約1.5mm〜約15mmの範囲にあってよい。いくつかの実施形態において、周期330は約5mm〜約12mmの範囲にあってよい。
【0064】
接着ラインの重なりが、より大きな接着面積のより小さな接着面積に対する比に対して有する影響が表Iに示されている。表Iは予言的な実施例を含んでおり、表Iに含まれる全ての計算は図1に示されている接着ラインパターンに類似のジグザグな接着ラインパターンに基づいている。
【表1】
【0065】
表Iに示されるように、及び前に議論されたように(実施例3を参照)、接着ラインの重なりがゼロに等しいところでは、より大きな接着面積のより小さな接着面積に対する比は場合によっては無限になり得る。対照的に、本発明の実施形態においては、第1接着ライン110(図1に示されている)及び第2接着ライン112(図1に示されている)は有限な量で重なっている。実施例1及び4を見ると、図のように、重なりが増えるにつれてより大きい接着面積のより小さい接着面積に対する比は減少する。
【0066】
重なりは接着ラインの厚みに影響される。例えば、表Iにおいて、接着ラインの厚みが減少するにつれて接着ライン間の重なりが同じように減少する(実施例1及び2を見る)。さらに、1つのパターンにある全接着ラインの厚みは接着パターンの全体の接着面積パーセントを調整するために要望どおりに変えることができる。同様に、重なりは接着ラインの間隔によって影響される。例えば、表Iにおいて、接着ライン間の間隔が増すにつれて接着ライン間の重なりが減少する(実施例1及び4、2及び5を見る)。
【0067】
配向角度350がより大きい接着面積のより小さい接着面積に対する比に有する影響が表IIに示されている。表IIは予言的な実施例を含み、表IIに含まれる全ての計算は、図1に示される接着ラインパターンに類似のジグザグの接着ラインパターンに基づいている。
【表2】
【0068】
上に示された実施例に対して、配向角度350(図3に示されている)は図1に示されているジグザグの接着パターンのために変えられる。図のように、配向角度350(図3に示されている)は、殆どの実施例に関して約2.5mmの重なりを維持しながら、約75度から約45度まで動かすことができる。殆どの実施例に対して等しい量の重なりを確実にするために、ライン間隔もまた各配向角度350(図3に示されている)に対して変えられた。いくつかの実施例において、周期及び接着ライン厚みは一定に保たれた。
【0069】
実施例6において、配向角は75度であり、表IIの他の実施例に比べて全体割合で20.7%という最も小さい接着面積という結果になった。理論に束縛されるものではないが、重なりが約2.5mmで一定に維持されるときには、この低いパーセンテージ接着面積はライン間隔18.7mm、ライン厚み1mm、及び周期9.3mmの結果であることが信じられる。
【0070】
実施例7に示されるように、重なりを2.5mmに維持しながら配向角度65度のときには、ライン間隔9.8mmで接着面積の合計割合は24.1%に増加し得る。配向角度を実施例6から約10度減少させると、より大きな接着面積のより小さな接着面積に対する比を1.53から1.07に減らすことができる。
【0071】
本発明に従うと、いくつかの実施形態で、配向角度350は約45度〜約75度の範囲にあってよく、又は範囲内の任意の個別の数値であってよい。他の実施形態において、配向角度350は約55度〜約65度の範囲にあってよい。さらに他の実施形態において、配向角度350は約60度〜約65度の範囲にあってよい。
【0072】
実施例11は1つの特別な実施形態において、図1に示されていると同様のジグザグ接着ラインパターンに対して、いかにしてより大きい/より小さい接着面積比を1.0に等しくすることができるかを説明している。いくつかの実施形態において、より大きい/より小さい接着面積比は、接着ラインが重ならない区域における接着ライン厚みを調整することによって約1.0に等しくなり得る。パラメータ及び本明細書にて議論されたこれらパラメータの関係を基にすれば、約1.0のより大きい接着面積のより小さい接着面積に対する比を得るために、少なくとも1つのパラメータ及び/又はパラメータ間の関係の変更が考えられる。
【0073】
周期がより大きい接着面積のより小さい接着面積に対する比に及ぼす影響は表IIIに説明されている。表IIIは予言的な実施例を含み、表IIIに含まれる全ての計算は図1に示されている接着ラインパターンに類似のジグザグの接着ラインパターンに基づいている。
【表3】
【0074】
等しいパーセンテージの全接着面積のときに、より大きい接着面積のより小さい接着面積に対する決定された比は、7に等しい周期に対して1.07であった。実施例13に対する重なりは約1.9mmになり得る。表IIIのデータに基づけば、いくつかの実施形態において、周期は約5mm〜約11mmの範囲にあってよく、又は範囲内の任意の数値であってよい。他の実施形態において、周期は約6mm〜約8mmであってよい。さらに他の実施形態において、周期は約7mmであってよい。
【0075】
実施例17〜20に示されるように、接着ライン間隔は全接着面積が影響を受けるように調整されてよい。本発明のいくつかの実施形態において、全接着面積は約10%〜約50%の範囲にあってよく、又は範囲内の任意の数値であってよい。他の実施形態において、全接着面積のパーセンテージは約20%から約30%の間にあってよい。さらに他の実施形態において、全接着面積のパーセンテージは約20%から約25%の間にあってよい。他の実施形態において、全接着面積は約40%未満であってよく、一方、任意の掃引領域における接着面積は約60%未満である。他の実施形態において、全接着面積は約30%未満であってよく、一方、任意の掃引領域における接着面積は約50%未満であってよい。さらに他の実施形態において、全接着面積は約20%〜約30%の間であってよく、一方、任意の掃引領域における接着面積は約40%未満である。
【0076】
前に述べられたように、表I、II、及びIIIのデータは図1に示されている接着ラインに類似のジグザグの接着ラインパターンに基づいている。しかし、当業者は、表I、II、及びIIIに記載されているパラメータに対する値を任意の与えられた接着ライン又はそれらの変化したものについて計算できる。例えば、シンプルな、例えばある角度で繋がった直線の幾何学的形状に対して、表I、II、及びIIIに示されている値は、これまでに示されてきた接着ラインパターンについてなされたように、ある角度で繋がった直線の幾何学的及び三角法的な関係を使って計算できる。より複雑なパターン、例えば、図4A〜4Cに示されているような又は図5B〜5Eのそれらのような形を含む接着ラインパターンに対しては、表I、II、及びIIIの値はコンピュータ化された画像解析を使って得ることができる。
【0077】
コンピュータ化された画像解析では、接着及び非接着区域の箇所を決めるためにカラーコントラストが確実に測定できるように、問題の接着パターンはデジタル化される。例えば、非接着区域は白いピクセルとして表されてよく、接着区域は黒のピクセルとして表されてよい。接着区域を表すピクセルの数は数えることができ、接着区域のパーセンテージを決めるために非接着区域を表すピクセルの数と比較され得る。同様に、周期、重なり、接着ライン厚み、配向角度、及びライン間隔もまたコンピュータ化された画像解析を使って測定され得る。
【0078】
さらに、表I、II、及びIIIに関連して議論された任意のデータ又は傾向は解析された接着ラインパターン、例えばジグザグパターンに関する。その結果、表I、II、及びIIIに関連して議論された任意のデータ及び/又は傾向は他の接着ラインパターンには妥当ではない可能性がある。
【0079】
図4A〜4Cに示されるように、隣接する接着ライン間の重なりは多くの異なる方法で達成され得る。例えば、図4Aに示されるように、本発明に従って作成された受取構成要素400Aは第1接着ライン410A及び第2接着ライン412Aを含んでよい。第1接着ライン410A及び第2接着ライン412Aは各々複数の繰り返し単位510Aを含んでよい。第1接着ライン410A及び第2接着ライン412Aの繰り返し単位510Aは、いくつかの実施形態において、各繰り返し単位510Aから長手軸160の方向に略平行に伸びている延長部520によって互いに重なり合うことができる。また、図のように、いくつかの実施形態において、第1及び第2接着ライン410A及び412Bは、繰り返し単位510Aの間で長手軸160に略平行な方向に伸びる延長部520を含んでよい。
【0080】
いくつかの実施形態において、延長部520は長手軸160に関して傾斜した向きに伸びてもよい。いくつかの実施例において、延長部の角度1350(図4Cに示されている)は約0度より大きく約180度より小さい範囲、又は範囲内の任意の数値であってよい。さらに他の実施形態において、延長部の角度1350(図4Cに示されている)は約30度及び約150度以下の範囲にあってよい。さらに他の実施形態において、延長部の角度1350は約60度〜約120度の範囲にあってよい。いくつかの実施形態において、全ての接着ラインの延長部の角度1350は同様であってよい。いくつかの実施形態において、延長部の角度1350はある接着パターンの接着ライン間で変化してもよい。さらに、いくつかの実施形態において、延長部の角度1350は繰り返し単位510Aの間で変化してもよい。
【0081】
他の実施形態において、図4Bに示されるように、本発明に従って作成された受取構成要素400Bは第1接着ライン410B及び第2接着ライン412Bを含んでよい。同様に、第1接着ライン410B及び第2接着ライン412Bは延長部520を有する複数の繰り返し単位510Bを含んでよい。繰り返し単位510Bの延長部520は繰り返し単位510Aの延長部520に類似して構成されてよい。さらに、図4Bに示されるように、本発明の接着ラインは直線的な繰り返し単位510Aに限定されない。例えば、図のように、いくつかの実施形態において、接着ラインは曲線状のセグメントからなる複数の繰り返し単位510Bを含んでよい。図のように、繰り返し単位510Bは現実には正弦波形状で現れる。他の繰り返し単位の実施例は図5A−5Eに示されている。
【0082】
図4A及び4Bの延長部520は、いくつかの実施形態において、図のように直線であってよい。しかし、延長部は任意の適した形を備えてよい。例えば、いくつかの実施形態において、延長部520は、矩形、円形、三角形、菱形様構造、台形様構造、任意の好適な多角形形状、曲線、角度を持つ線、くねった線、これらの組合せ等を含んでよい。他の実施形態において、延長部520は、例えばグラフィック又は子供向けの絵のような美的デザインを含んでよい。グラフィックは任意の好適な視覚映像(1又は複数)であってもよい。グラフィックは、写真、スケッチ(drawing)、エンボス、又は絵文字及び/又は画像を作製するのに利用される任意のその他の材料などであるがそれらに限定されない、絵文字及び/又は画像であってもよい。絵文字及び/又は画像は、子供の画像、動物又は物体の擬人化イメージ、有名な漫画のキャラクターを含む漫画の画像、有名ブランドのロゴ等の画像、及び/又は、キャンペーンの実施(implement of commerce)に関連させて特に作成されたイメージキャラクター、矢印、印、又は動きや動作等などであるがこれらに限定されないシンボル、及びこれらの組合せを含んでもよい。グラフィック及び子供の図形は、米国特許公開番号第2005/0129743A1号、米国特許公開番号第2005/0125923A1号、及び米国特許公開番号第2005/0125877A1号に記載されている。
【0083】
いくつかの実施形態において、1つより多い接着ラインの部分を含む掃引領域は単独の接着ラインの部分を含む掃引領域より高い接着区域を有し得ることが見出されてきた。1つより多い接着ラインの部分を含む掃引領域の接着区域は任意の好適な方法によって減らし得る。例えば、図4Dに示されるように、第1接着ライン110及び/又は第2接着ライン112は、いくつかの実施形態においては直線に近い複数の接着サイト460を含んでよい。複数の接着サイト460は第1接着ライン110及び第2接着ライン112の重なり320内に配置されてよい。いくつかの実施形態において、重なり320内の複数の接着サイト460は、重なりの中の連続した接着ラインより少ない接着区域を定義することができ、それによって重なり320における接着区域の量を減じる。複数の接着サイト460は当該技術分野において既知の任意の形を備えることができる。
【0084】
図5Aに示されるように、本発明に従って作成される受取構成要素は複数の繰り返し単位510Aを含む接着ラインを含んで備えてよい。繰り返し単位510Aは、いくつかの実施形態において、繰り返し単位510Aの第1の足517及び第2の足519を形成する直線的な線からなる開いた幾何学的な形を含んでよい。図5Bに示されるように、いくつかの実施形態において、繰り返し単位510Aは、繰り返し単位510Aの第1の足517と第2の足519を繋ぐ丸みのある縁部529を含んでよい。丸みのある縁部529は同様に隣接する繰り返し単位の間に配置されてよい。図5Cに示されるように、繰り返し単位510Aは、繰り返し単位510Aの第1の足517を第2の足519に繋ぐ平らな縁部530を含んでよい。平らな縁部530は同様に隣接する繰り返し単位の間に配置されてよい。
【0085】
図5Dに示されるように、いくつかの実施形態において、繰り返し単位510Aは、第1の足517及び第2の足519に対する境界を定義する複数の波状の縁部512及び514を含んでよい。接着ラインが波状の縁部を有する複数の繰り返し単位を含む実施形態において、接着ライン厚みは、繰り返し単位510Aの厚みを少なくとも10の場所で測定しそれらの平均の厚みを出すことによって決めることができる。さらに、図5Eに示されるように、いくつかの実施形態において、繰り返し単位510Bは複数の正弦波形状をした縁部516及び518を含んでよい。
【0086】
本発明の繰り返し単位510A及び510Bは任意の好適な形及び形の組合せを含んでよい。いくつかの実施形態において、本発明の接着ラインは、接着ライン内に異なる繰り返し単位を含んでよい。他の実施形態において、第1接着ラインの中の繰り返し単位は類似している一方で第2接着ラインは第1接着ラインの繰り返し単位とは異なる繰り返し単位を含む。
【0087】
前に述べられたように、製造工程中の接着ラインの向きもやはり、より大きい接着面積とより小さい接着面積との比に影響し得る。本発明に従って作成された受取構成要素において、受取構成要素の長手軸は製造工程中は機械方向に略平行である。いくつかの実施形態において、結果として得られた接着ラインは第1長手方向縁部170(図1B及び3に示されている)から第2長手方向縁部172(図1B及び3に示されている)に伸びることができる。
【0088】
対照的に、図6に示されるように、いくつかの実施形態において、本発明に従って作成された受取構成要素1000は、第1接着ライン1010、第2接着ライン1012、及び第3接着ライン1014を含んでよい。いくつかの実施形態において、第1接着ライン1010、第2接着ライン1012、及び第3接着ライン1014の各々は、長手軸1060に略平行である第1方向1224に向けて、受取構成要素1000の第1終縁部1151から第2終縁部1152まで伸びることができる。受取構成要素1000は、第1長手方向縁部1170に最も近い接着ライン及び第2長手方向縁部1172に最も近い接着ライン及び間にある任意の接着ライン、を囲む接着ゾーン1030を含んでよい。例えば、図のように、接着ゾーン1030は、第1接着ライン1010、第2接着ライン1012、及び第3接着ライン1014を囲むことができる。実施形態は、受取構成要素が3つの接着ラインより多く及び3つの接着ライン以下をより少なく含むところで検討される。
【0089】
接着ゾーン1030は複数の掃引領域、1040、1042、1044、1046、1048、1050及び1052を含む。複数の掃引領域、1040、1042、1044、1046、1048、1050、及び1052、はこれまでに議論された掃引領域と同様の長さ及び幅を備えてよい。図のように、いくつかの実施形態において、複数の掃引領域1040、1042、1044、1046、1048、1050、及び1052の各々の掃引領域は、第1接着ライン1010の一部、第2接着ライン1012の一部、及び第3接着ライン1014の一部を含んでよい。
【0090】
図1Bに示された接着ラインパターンと同様に、図6の接着ラインパターンでは各掃引領域がある有限の量の接着面積を有する。第1接着ライン1010は第2接着ラインと重なり合うことができ、第2接着ライン1012は第3接着ライン1014と重なり合うことができる。しかし、受取構成要素100(図1及び3に示されている)の重なり320(図3に示されている)とは対照的に、受取構成要素1000の重なり1020は横軸1062に略平行になり得る。同様に、第2接着ライン1012は第3接着ライン1014と重なり合うことができる。
【0091】
重なり1020は第3基準線1565と第4基準線1575の間の距離であり得る。いくつかの実施形態では、重なり1020は第2方向1225に略平行であることができる。第3基準線1565は、いくつかの実施形態では、長手軸1060に略平行であり得る。同様に、第4基準線1575は、いくつかの実施形態では、長手軸1060に略平行であり得る。第3基準線1565は第1終縁部1151から第2終縁部1152に向かって伸びることができ、第1接着ライン1010の最も内部の点と交差することができる。第1接着ライン1010の最も内部の点は第2接着ライン1012に最も近いそれらの点である。第4基準線1575は第1終縁部1151から第2終縁部1152に向かって伸びることができ、第2接着ライン1012の最も外側の点と交差することができる。第2接着ライン1012の最も外側の点は、第1接着ライン1010と第2接着ライン1012の重なり1020を参照するときには、第1接着ライン1010に最も近い第2接着ライン上のそれらの点である。
【0092】
本発明の受取構成要素は多くの異なる方法で作られ得る。例えば、いくつかの実施形態において、受取構成要素は、織布ウェブ、不織布ウェブ、又はそれらの任意の組合せのような繊維材料からのウェブを含んでよい。いくつかの実施形態において、図2A及び2Bに関連して記述されたプロセスは、不織布の目のあらい繊維の間に繊維・繊維接着を形成し、不織布ウェブを作成するために利用され得る。他の実施形態において、該プロセスはすでに軽く接着された不織布ウェブに補足的な接着を提供するために利用され得る。さらに、いくつかの実施形態において、補足的な接着は不織布ウェブを支持体構造物に結合し得る。例えば、不織布ウェブは、約10%及び約20%の間にある初期の接着面積を有することができ、続いて本発明の接着パターンを使って支持体層に接着されてよい。結果として得られる受取構成要素は初期の接着面積より大きい接着面積を持つことができる。
【0093】
支持体層は当該技術分野において既知の好適な任意の支持体層を含んでよい。例えば、支持体層はフィルム又は不織布ウェブを含むことができる。受取構成要素が本発明の接着パターンを使って使い捨て吸収性物品に結合される実施形態が考えられる。例えば、受取構成要素は使い捨ておむつのバックシートに結合され得る。
【0094】
本発明の接着パターンを使って下にある支持体層に受取構成要素を結合する1つの利点は、いくつかの実施形態において、接着剤を必要としないことである。例えば、ある実施形態において、図2A及び2Bに関連して述べられたようにカレンダ処理装置を使うときには、本発明の接着パターンは受取構成要素と支持体層を接着剤無しに結合するために使うことができる。
【0095】
ある実施形態において、受取構成要素の初期の接着面積は測定できない可能性がある。特に、受取構成要素が水流交絡繊維又はニードルパンチされた繊維を有する不織布ウェブを含む実施形態において、初期の接着面積は確かめられない可能性がある。しかし、これら不織布ウェブはなお受取構成要素において利用され得るし、本発明の接着パターンを使って下にある支持体層に結合され得る。
【0096】
前に述べられたように、本発明に従って作成された受取構成要素は不織布ウェブを含んでよい。いくつかの実施形態において、不織布ウェブは1つの繊維層を含んでもよい。他の実施形態において、不織布ウェブは1つより多くの繊維層を含んでもよい。任意の好適な不織布ウェブが使われ得る。例えば、好適な不織布は、ポリプロピレン、ポリエチレン、ポリエステル、ナイロン、セルロース、ポリアミド又はかかる材料の混合から製造される繊維を含んでもよい。1つの材料の繊維、又は複数の材料あるいは材料の組合せの繊維が、第1及び/又は第2の不織布に使用されてもよい。代表的な不織布材料は、スパン接着、スパン接着・メルトブロウン・スパン接着(SMS)、スパン接着・メルトブロウン・メルトブロウン・スパン接着(SMMS)、カード、メルトブロウンなどを含む。特に許容可能な不織布としては、高伸長カード(HEC)不織布及び深活性化(deep activation)ポリプロピレン(DAPP)不織布が挙げられる。当該技術分野において既知のいかなるプロセスを用いて、不織布を作製してもよい。
【0097】
不織布は、ニードルパンチ又は水流交絡された繊維を含む機械的に接着された繊維を含んでよい。本発明で使う好適な不織布を作製する好適な他の接着プロセスは、スパンボンディング、熱接着、ラテックス接着のような種々のタイプの化学的接着、粉末接着、などである。
【0098】
ある実施形態では、不織布の坪量は約10gsm〜約100gsmの範囲、又はかかる範囲内の任意の特定の数値であり得る。他の実施形態において、不織布の坪量は約25gsm〜約80gsmの範囲にあってよい。さらに他の実施形態において、不織布の坪量は約30gsm〜約50gsmの範囲にあってよい。
【0099】
繊維は任意の好ましいサイズ及び形体であってよい。好ましい断面形状のいくつかの実施例は円形、楕円形(ローブ様延長部有り又は無し)、長方形、三角形、菱形、台形、任意の多角形など、を含む。さらに、断面形状は、いくつかの実施形態において、複数のローブを備えてもよい。例えば、断面形状は3つのローブすなわち3葉を備えてもよい。3つを超えるローブ及び3つより少ないローブを有する実施形態も考えられる。いくつかの実施形態において、繊維は中空であってもよい。例えば、繊維は中空の捲縮繊維であってもよい。
【0100】
繊維は任意の好ましいデニールであってよい。例えば、いくつかの実施形態では、繊維は、約1〜約10の範囲のデニールを有してよく、又はかかる範囲内の任意の個別の数値のデニール値であってもよい。いくつかの実施形態において、繊維のデニール約1〜約8の範囲にあってよい。他の実施形態において、繊維のデニールは約1〜約5の範囲にあってよい。さらに、いくつかの実施形態において、本発明の不織布は、ポリプロピレン、ポリエチレン、ポリオレフィン、2成分繊維、又はそれらの任意の組合せから作られる繊維を含んでよい。
【0101】
さらに、捲縮複合繊維(これ以後単に複合繊維又は同じものを用いる不織布積層体と言う)は本発明に従って使われ得る。捲縮複合繊維は第1プロピレンタイプポリマー及び第2プロピレンタイプポリマーを含んでよい。第1及び第2プロピレンタイプポリマーは複合繊維の断面で実質的に別の区域を占有するように配列され、長さ方向に連続して伸びてよい。いくつかの実施形態において、第1及び第2プロピレンタイプポリマーの各々は少なくとも複合繊維の長さ方向に沿って周囲面上の一部を形成する。いくつかの実施形態において、図9Aに示されるように、複合繊維1500は、第1プロピレンタイプポリマー1502及び第2プロピレンタイプポリマー1510が、第1及び第2プロピレンタイプポリマー1502及び1510の各々が複合繊維1500の周囲面上1520の約50%を形成するように、サイド−バイ−サイドに複合繊維の長さ方向に伸びているサイド−バイ−サイドタイプ複合繊維であり得る。
【0102】
第1プロピレンタイプポリマー1502及び第2プロピレンタイプポリマー1510は得られた繊維1500に捲縮を生じる任意の好適な形状に配置されてもよい。例えば、いくつかの実施形態において、図9Bに示されるように、第1プロピレンタイプポリマー内で非対称的に分布している第2プロピレンタイプポリマー1510は第1プロピレンタイプポリマー1502内で横断的なパターンを形成してもよい。いくつかの実施形態において、図9Cに示されるように、第1プロピレンタイプポリマー1502が複合繊維1500の周囲面上1520の約100%を構成するように、第2プロピレンタイプポリマー1510は第1プロピレンタイプポリマー1502によって完全に囲まれてもよい。第2プロピレンタイプポリマー1510は、得られる繊維1500に捲縮が結果として生じるように第1プロピレンタイプポリマー1502内で非対称に配置されてもよい。いくつかの実施形態において、第1プロピレンタイプポリマー1502及び第2プロピレンタイプポリマー1510は、開口部1530が第1プロピレンタイプポリマーと第2プロピレンタイプポリマーの間に形成されるように隣り合った配向であってよい。この構造は中空繊維と同様であり得る。
【0103】
さらに、第2プロピレンタイプポリマー1510が複合繊維1500の周囲面上1520の約50%より大きい任意の数値を備える実施形態が考えられる。さらに、第2プロピレンタイプポリマー1510が複合繊維1500の周囲面上1520の約50%より小さい任意の数値を備える実施形態が考えられる。また、第1プロピレンタイプポリマー1502が第2プロピレンタイプポリマー1510と類似して構成されてもよく、その逆であってもよい。繊維が、カールし又はらせん構造を形成するように、捲縮する実施形態を考えることもできる。
【0104】
いくつかの実施形態において、示差走査熱量計(DSC)によって測定された第1プロピレンタイプポリマー1502の融点は第2プロピレンタイプポリマー1510の融点より少なくとも15℃高くてよい。いくつかの実施形態において、第1プロピレンタイプポリマー1502の融点は、約15℃〜約60℃の範囲又はこの範囲内の任意の数値だけ、第2プロピレンタイプポリマー1510の融点より高くてよい。
【0105】
さらに、第1プロピレンタイプポリマー1502の第2プロピレンタイプポリマー1510に対する重量比は、いくつかの実施形態において、約50/50〜約5/95の範囲にあってよく又は範囲内の任意の比であってもよい。いくつかの実施形態において、重量比は約40/60〜10/90の範囲にあってよく又は範囲内の任意の比であってよい。いくつかの実施形態において、重量比は約30/70〜10/90の範囲にあってよく又は範囲内の任意の比であってよい。
【0106】
いくつかの実施形態において、第1プロピレンタイプポリマー1502の第2プロピレンタイプポリマー1510に対する重量比を決める可能な方法は昇温溶出分流法(TREF)であってよい。例えば、三菱化学社製のクロス分別クロマトグラフィー T−150A、ミラン(Miran)製の3.42マイクロメーター135℃におけるIRスペクトロメーター 1 ACVF、及び内径4mm長さ150mmのTREFカラム、を使って重量比が決定され得る。
【0107】
他の工程は、オルトージクロロベンゼン(ODCB)の溶出液を、流量1.0mL/min、30mg/10mL−ODCBの試料濃度、及び500マイクロリットルの試料容量で、利用することを含んでもよい。さらに他の条件は、試料を135℃から0℃まで135分で冷却し、次いで試料を0℃に60分間保持することを含んでもよい。分流刻みは、0、20、40、50、60、75、80、83、86、89、92、95、98、101、104、106、108、110、112、114、116、118、120、122、125、130、及び135℃、を含んでよい。
【0108】
結果として得られる溶出曲線は2つのピーク間の谷で垂直線(x−軸に垂直)によって分割される。垂直線は溶出曲線の第1部分及び第2部分を作る。第1部分は垂直線の右側に曲線の下にある区域を含み、第2部分は垂直線の左側に曲線の下にある区域を含む。第1プロピレンタイプポリマーの第2プロピレンタイプポリマーに関する重量比は第1部分の第2部分に対する比によって計算できる。
【0109】
いくつかの実施形態において、ASTM規格 D1238(MFR:測定温度230℃、荷重2.16kg)に従って測定された第1及び第2プロピレンタイプポリマー(第2プロピレンタイプポリマー/第1プロピレンタイプポリマー)のメルト−フローレートは約0.8〜約1.2の範囲にあってよく、又はこの範囲内の任意の個別の数値であってよい。いくつかの実施形態において、メルト−フローレートは約0.9〜約1.1の範囲であってよい。
【0110】
いくつかの実施形態において、複合繊維の横断面における第1プロピレンタイプポリマーと第2プロピレンタイプポリマーの面積比は重量比と略同じであり得る。例えば、いくつかの実施形態において、第1プロピレンタイプポリマーの横断面の面積の第2プロピレンタイプポリマーの横断面の面積に対する比は約50/50〜約5/95の範囲にあってよく、又はこの範囲内の任意の数値であってよい。いくつかの実施形態において、比は約40/60〜10/90の範囲にあってよく又は範囲内の任意の比であってよい。いくつかの実施形態において、比は約30/70〜10/90の範囲にあってよく又は範囲内の任意の比であってよい。
【0111】
上述の条件が満たされたとき、捲縮状態が複合繊維において実現され得る。好適な捲縮の数はJIS規格L1015によれば約5捲縮〜約50捲縮/25mmの範囲にあってよく、又はこの範囲内の任意の個別の数値であってよい。
【0112】
本発明において、第1及び第2プロピレンタイプポリマーのDSCに基づく融点測定はパーキンエルマー社の装置によってなされた。試料が測定プレートにセットされると、温度が30℃から200℃まで昇温速度10℃/分で上げられ、200℃が10分間維持され、それから温度は10℃/分の降温速度で30℃まで下げられ、その後、温度は再び30℃から200℃まで10℃/分で昇温され測定はセカンドラン時になされる。
【0113】
さらに、DSCに基づいて複合繊維に2つ又はそれ以上の融点のピークが存在するとき、最も低い融点のピークの面積がより高い融点のピークの面積より大きいこと、が望ましい。DSCに基づく複合繊維の融点の測定は、前述の装置により、試料を測定プレートにセットし温度を30℃から200℃まで10℃/分の昇温速度で上げながら行われ、前述の測定はファーストランの間になされる。前述の測定方法において、融点は吸熱曲線上のピークとして得られ、融点のピークの面積が融点の値とともに得られる。ファーストランの測定方法によって得られた2つの複合繊維の融点のピークが重なっている場合、他のピークがないとした該ピークは最大強度を持つピークの形に従って推定され、面積が得られ、他のピークの面積と比較がなされる。
【0114】
本発明の複合繊維を構成する第1及び第2プロピレンタイプポリマーに関しては、プロピレンホモポリマー及びプロピレンコポリマー及び、エチレン、1−ブテン、1〜ペンテン、1−ヘキセン、1−オクテン及び4−メチル−1−ペンテンのように2−20の炭素原子をを持つ、好ましくは2−8の炭素原子を持つ、及びプロピレンを主構造単位として有する、1つ以上の異なるタイプのα−オレフィンが、いくつかの実施形態において利用され得る。α上に挙げられたもののうち、プロピレンホモポリマー又はエチレン単位含有量が約0〜約10モル%の範囲にあるプロピレン−エチレンランダムコポリマーであってMFRが約20〜約200g/10分のものが好ましい。
【0115】
いくつかの実施形態において、締着装置の雌部材として使うのに適した高嵩高性及び柔軟性に加えて優れた締着強度及び機械的強度を有する不織布を製造する観点からは、第1プロピレンタイプポリマーはプロピレンホモポリマーであってよく、第2プロピレンタイプポリマーは、約10モル%以下好ましくは約2〜約10モル%の均一なエチレン成分含有量を有するプロピレンと少量のエチレンのランダムコポリマーであってよい。この場合、エチレン単位成分の量は13C−NMRスペクトル分析を使った標準的な方法に従って得られる。
【0116】
いくつかの実施形態において、第1プロピレンタイプポリマーの融点は約120〜約175℃の範囲にあってよく、又はこの範囲内の任意の数値であってもよい。いくつかの実施形態において、第2プロピレンタイプポリマーの融点は約110℃〜約155℃の範囲にあってよい。前述のプロピレンタイプポリマーは高立体規則性重合触媒を使って生産できる。
【0117】
本発明の目的が失われないかぎりにおいて必要に応じて、プロピレンタイプポリマーに加えて好適な量の他の成分が前述の複合繊維に含まれてもよい。好適な他の成分は、熱安定剤、耐候性剤、種々の安定剤、制電剤、スリップ剤、アンティ−ブロッキング剤、かぶり防止剤、潤滑剤、染料、顔料、天然オイル、合成オイル、ワックスなど、を含んでよい。安定剤のいくつかの好適な例は、2,6−ジ−t−ブチル−4−メチルフェノール(BHT)のような酸化防止剤、テトラキス[メチレン−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]メタン、β−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)アルキルエステルプロピオネート、及び2,2’−オキザミドビス[エチル−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]のようなフェノール系酸化防止剤、ステアリン酸亜鉛、ステアリン酸カルシウム及び1,2−ヒドロキシステアリン酸カルシウムのような脂肪酸金属塩、グリシジルモノステアレート、グリシジルジステアレート、ペンタエリスリトールモノステアレート、ペンタエリスリトールジステアレート及びペンタエリスリトールトリステアレートのような多価アルコール脂肪酸エステル、等を含む。さらに、1つ以上の異なるタイプの成分が同様に組合せて、混合され使われてもよい。好適な潤滑剤のいくつかの実施例は、オレイン酸アミド、エルカ酸アミド、ステアリン酸アミドなどを含む。
【0118】
さらに、いくつかの実施形態において、複合繊維はさらに、シリカ、珪藻土、アルミナ、酸化チタン、酸化マグネシウム、軽石粉末、軽石バルーン、水酸化アルミニウム、水酸化マグネシウム、塩基性炭酸マグネシウム、ドロマイト、硫酸カルシウム、チタン酸カリウム、硫酸バリウム、亜硫酸カルシウム、タルク、粘土、雲母、アスベスト、ケイ酸カルシウム、モンモリロナイト、ベントナイト、グラファイト、アルミニウム粉末、及び硫化モリブデンのような充填材を含んでよい。
【0119】
プロピレンタイプポリマーと上述の任意成分との混合は任意の好適な従来の方法で実現できる。
【0120】
スパン接着された不織布の製造は、いくつかの実施形態において、複合繊維の1つの区域を形成する第1プロピレンタイプポリマー及び別の区域を形成する第2プロピレンタイプポリマーが別の押出成形機によって溶融されるときに実現され得る。第1プロピレンタイプポリマー及び第2プロピレンタイプポリマーは、各溶融材料が望ましい繊維構造を形成する一方で複合長繊維を押出しできるような方法で、複合した紡糸ノズル構造を有するノズルプレートから押出され得る。押出された長繊維は冷却空気で冷やされる。いくつかの実施形態において、予め定められた繊維サイズを形成するために吹きつけ空気で張力が掛けられる。繊維は予め決められた厚さに形成するために、堆積するための収集ベルト上に集められ、接着処理のために、熱的な融解がエンボス仕上げ加工を使って不織布に適用される。
【0121】
不織布が上述のようにバイコンポーネント繊維を含むところでは、いくつかの実施形態において、不織布の繊維サイズは好ましくは約0.5〜約5.0デニール、又はこの範囲内の任意の個別の数値である。いくつかの実施形態において、繊維サイズは約1.0〜約4.0デニールの範囲であってよい。不織布の坪量は、いくつかの実施形態において、約0.2Pa〜約0.8Pa(約20〜約80g/m2)の範囲にあってよく、又はこの範囲の任意の個別の数値であってよい。いくつかの実施形態において、坪量は約0.3Pa〜約0.6Pa(約30〜約60g/m2)の範囲であってよい。
【0122】
本発明に従って作成される締着装置は、本発明に従って作成される接着パターンを備える受取構成要素を有することから恩恵を受ける種々の民生及び市販品に組込むことができる。本明細書で記述された任意の実施形態において、受取構成要素は市販品に追加される別個の構成要素であってよい。例えば、受取部材は、吸収性物品又は他の市販品(例えば、ラップ、医療製品など)の任意の構成要素(例えば、トップシート、吸収性コア、バックシート、締着装置、サイドパネル、カフスなど)に結合した別個の構造であってよい。あるいは、受取構成要素は市販品又はファスナーの任意の要素の一部又は全てとして作成されてよい。例えば、受取構成要素は、吸収性物品又は他の市販品(例えば、ラップ、医療製品など)の任意の構成要素(例えば、トップシート、吸収性コア、バックシート、締着装置、サイドパネル、カフスなど)の一部又は全てとして作成されてよい。さらに、受取構成要素は、市販品又はファスナーの上又は内部の任意の好適な位置に配置されてよい。例えば、受取構成要素は市販品又はファスナーの外側表面、着用者に面する表面に配置されてよく、又は内部に含まれてもよい。説明のために、本発明の受取構成要素は使い捨ておむつとの関連で議論される。
【0123】
図7A及び7Bに示されるように、使い捨て吸収性物品600は液体透過性トップシート622及びトップシート622の少なくとも一部に結合されたバックシート624を含んでよい。使い捨て吸収性物品600はさらに、トップシート622及びバックシート624の間に配置された吸収性コア646を含む。使い捨て吸収性物品600はさらにサイドパネル628、外部カフス632、内部カフス652、及び腰部構造部630を含む。
【0124】
使い捨て吸収性物品600の周辺部分は長手方向縁部675A及び675B、第1腰部縁部650、及び第2腰部縁部651によって規定され得る。長手方向縁部675A及び675Bは使い捨て吸収性物品600の長手方向中心線690に略平行に走っていてよい。第1腰部縁部650及び第2腰部縁部651は使い捨て吸収性物品600の横方向中心線680に略平行に走っていてよい。使い捨て吸収性物品600はさらに長手方向縁部675A及び675Bに隣接して配置され得る伸縮する脚部構造部631を含んでよい。
【0125】
使い捨て吸収性物品600はさらに第1腰部部材602及び第2腰部部材604を含んでよい。第1腰部部材602及び/又は第2腰部部材604は弾性的延伸性であってよい。図のように、いくつかの実施形態において、第1腰部部材602は第1腰部縁部650に隣接して配置されてよい。いくつかの実施形態において、第2腰部部材604は第2腰部縁部651に隣接して配置されてよい。一般に、第1腰部部材602及び/又は第2腰部部材604は、使い捨て吸収性物品600に結合する前に伸長されていてよい。それで、第1腰部部材602及び/又は第2腰部部材604に掛けられた伸長の少なくとも一部の解放によって、そこに結合された使い捨て吸収性物品600の一部が波型をつけることができる。使い捨て吸収性物品600のこの波型は、第1腰部部材602及び/又は第2腰部部材604及び使い捨て吸収性物品600が着用者の腰部周りで伸び縮みできるようにし、それによって着用者にさらなる快適さと改善されたフィット性を提供し得る。好適な腰部部材602及び/又は604の例は、米国特許第4,515,595号、米国特許第5,151,092号、及び米国特許第5,221,274号に記載されているものを含む。使い捨ておむつは一般に、第1腰部区域に配置されたもの及び第2腰部区域に配置されたものの2つの弾性的な腰部構造部を有するように作成されているが、おむつは単一の弾性的な腰部構造部で作成することができる。
【0126】
使い捨て吸収性物品600はさらに、液体及び他の身体からの排出物の閉じ込めを改良するために外部カフス632及び内部カフス652を含んでよい。各弾性化した外部カフス632は身体からの排出物の脚部への漏れを低減するためのいくつかの異なる実施形態を含んでもよい。外部カフス632及び内部カフス652はさらに、米国特許第3,860,003号、米国特許第4,909,803号、及び米国特許第4,695,278号に記載されている。
【0127】
前に述べられたように、使い捨て吸収性物品はさらに一対のサイドパネル628を含んでよい。図7Bに示されるように、サイドパネル628は、使い捨て吸収性物品600の第1長手方向縁部675A及び第2長手方向縁部675Bから外に向かって伸びることができる。いくつかの実施形態において、サイドパネル628は第2腰部区域638にて使い捨て吸収性物品600に結合することができ、及びいくつかの実施形態において、サイドパネル628は第1腰部区域636にて使い捨て吸収性物品600に結合することができる。あるいは、いくつかの実施形態において、使い捨て吸収性物品600は、第2腰部区域638に配置された一対のサイドパネル及び第1腰部区域636に配置された一対のサイドパネル、を含んでよい。いくつかの実施形態において、サイドパネル628は、使い捨て吸収性物品600が締着されるときに脚部開口部の一部を形成することができる。サイドパネル628は着用者の脚の外側表面上に配置される脚部開口部の一部を形成することができる。使い捨て吸収性物品600の股部区域610は、第1腰部区域636及び第2腰部区域638とともに、着用者の脚の内側表面に配置される脚部開口部の一部を形成し得る。いくつかの実施形態では、サイドパネル628は弾性的延伸性であってよい。
【0128】
使い捨て吸収性物品600はさらに、好ましくは脚部及び腰部の開口部を形成するために、第1腰部区域636の少なくとも一部と第2腰部区域638の少なくとも一部を結合する締着装置640を含む。締着装置640はまた、使い捨て吸収性物品600を着用者の腰周りの位置に保つために、腰部部材602及び/又は604とともに横方向の張力を維持するように機能する。締着装置640は、いくつかの実施形態において、サイドパネル628上に配置できる係合構成要素642を含んでよい。締着装置640はさらに、いくつかの実施形態において、第1腰部区域636に配置されている受取構成要素644を含んでよい。
【0129】
図7Cに示されるように、他の実施形態において、締着装置640はサイドパネル628上に複数の締着構成要素を備えることができる。例えば、図のように、サイドパネル628は、いくつかの実施形態において、複数の係合要素を含むことができる係合構成要素642を備えてよい。さらに、いくつかの実施形態において、サイドパネル628はさらに、係合構成要素642の反対側に配置される受取構成要素1475を備えてよい。この配列の1つの利点は、係合構成要素642が、第1腰部区域636に結合され又は他方のサイドパネル628の受取構成要素1475に結合され得る受取構成要素644(図7Aに示されている)を係合できることである。
【0130】
図7Aに示されるように、受取構成要素644は、接着ライン1375の重なり合いが剪断力775の主方向に略直角であるように、使い捨て吸収性物品600上に配置される。図7Aに示されるように、主方向の剪断力775は、一般に使い捨て吸収性物品600がいったん締着状態になると発生する、使用中に望まれる力である。いくつかの実施形態において、受取構成要素644は、使い捨て吸収性物品600の外側表面上にある第1腰部区域636の第1腰部縁部650に隣接して配置されてよい。他の実施形態において、受取構成要素644は、第2腰部区域638にある第2腰部縁部651に隣接して配置されてよい。この実施形態において、係合構成要素642は、第1腰部区域636に隣接して配置されてよい。いくつかの実施形態において、受取構成要素644はサイドパネル628上に配置されてよく、係合構成要素は第1腰部区域636内に配置されてよい。いくつかの実施形態において、受取構成要素644は複数の別個の要素を含んでよい。
【0131】
任意の好適な係合構成要素642が本発明において使用できる。好適な係合構成要素642はフック締着材料を備える。フック締着材料は、確実な閉鎖を提供するように受取構成要素644の繊維性要素を機械的に係合できる。本発明によるフック締着材料は、広範囲の材料から製造することができる。好適な材料には、ナイロン、ポリエステル、ポリプロピレン、若しくはこれら材料の任意の組合せ、又は当技術分野で既知の他の材料が含まれる。
【0132】
好適なフック締着材料は、ミネソタ州セントポール(St.Paul, Minn.)のミネソタ・マイニング・アンド・マニュファクチャリング社(Minnesota Mining and Manufacturing Company)から入手可能なスコッチメイト(Scotchmate)(商標)銘柄番号FJ3402で指定される市販の材料のような、裏当てから突き出る多数の成形した係合要素を含む。あるいは、係合要素は、留め金、「T」字、マッシュルーム、又は当技術分野で周知の他の任意の形状など、いかなる形状をも有してもよい。代表的なフック締着材料は米国特許第4,846,815号に記述されている。別の好適なフック締着材料は、熱可塑性材料で形成された突起物の配列を含む。ホットメルト接着性熱可塑性樹脂、特にポリエステル及びポリアミドのホットメルト接着剤は、フック締着材料の突起物を形成するのに特によく適する。突起物は、いくつかの実施形態において、熱可塑性材料を溶融状態にて別々の単位で基材に印刷し、切断前に熱可塑性材料の一部の伸張を可能にする方法で材料を切断し、伸張した溶融材料が「凍結」して突起物となることを可能にすること、により改質グラビア印刷プロセスを使用して製造され得る。そのようなフック締着材料を作るためのこのフック締着材料及び方法並びに装置は、より全体的にヨーロッパ特許出願0381087号に詳述されている。
【0133】
締着装置640は、第1及び第2腰部区域636及び638を結合するための主要締着装置であってもよい。しかし、締着装置640は単独で又は、異なる締着特性を提供するために、タブ・スロット式ファスナー、テープ式ファスナー、スナップ、ボタンなど他の締着方法とともに、使われてもよい。例えば、締着装置640は、廃棄に便利な形状に使い捨て吸収性物品600を締着するために、廃棄方法をもった使い捨て吸収性物品600を提供し得る。さらに、第2の締着方法は、フィット性を調整する方法を持つ使い捨て吸収性物品600を提供でき、又は第1腰部区域636と第2腰部区域638間の接合強度を増すことができる。
【0134】
締着装置640は、介護人又は着用者が梱包から取り出したときに使い捨て吸収性物品600を身に着けることができるように、梱包状態で予備的に締着され得る。あるいは、締着装置640は、介護人又は着用者が使い捨て吸収性物品600を身に着ける間に締着装置640を締着するように、梱包状態では非締着であってよい。さらに別の実施形態において、梱包は介護人又は着用者の便宜のために予備締着された及び非締着の両方の使い捨て吸収性物品600を含んでよい。
【0135】
図8Aに示されるように、締着装置740を備えた使い捨て吸収性物品700が示されている。締着装置740は、第1サイドパネル728A上に配置された第1係合構成要素760A及び第2サイドパネル728B上に配置された第2係合構成要素760Bを含む。第1係合構成要素760A及び第2係合構成要素760Bは締着時には受取構成要素644を係合することができる。
【0136】
受取構成要素644は、本発明に従って作られた複数の接着ライン718を含んでよい。複数の接着ライン718の各々は山部分及び谷部分を含んでよい。前に述べられたように、受取構成要素644は、接着ライン間の重なり合いが剪断力775の主方向に略直角であるように、使い捨て吸収性物品700上に配置され得る。従って、受取構成要素100(図1B及び3に示されている)に類似して作成された本発明の受取構成要素は、受取構成要素の横軸162(図1B及び3に示されている)が剪断力775の主方向に略平行であるように、使い捨て吸収性物品700上に配置されてよい。あるいは、受取構成要素1000(図6に示されている)に類似して作成された本発明の受取構成要素は、受取構成要素の長手軸1060が剪断力775の主方向に略平行になるように、使い捨て吸収性物品700上に配置されてよい。
【0137】
剪断力775の主方向は使用中の力によって定義される。特に、使い捨て吸収性物品700が締着状態にあるとき、第1サイドパネル728A及び第2サイドパネル728Bは受取構成要素644上に力を出す。力は、ある程度は、サイドパネルのエラストマー材料によって、もしそれらが弾性的に延伸可能であれば、引き起こされ得る。さらに、剪断力は、使い捨て吸収性物品700の使用中にユーザー又は介護人によって引き起こされ得る。
【0138】
図8Bに示されるように、締着装置740を備えた使い捨て吸収性物品702が示されている。上の使い捨て吸収性物品と同様に、第1係合構成要素760A及び第2係合構成要素760Bは締着時に受取構成要素644を係合することができる。受取構成要素644は複数の第1接着ライン722及び複数の第2接着ライン720を含んでよい。複数の第1接着ライン722の各々の一部は各隣接の接着ラインと重なっている。同様に、複数の第2接着ライン720の各々の一部は各隣接の接着ラインの一部と重なっている。
【0139】
複数の第1接着ライン722は、着用者に第1係合構成要素760Aを締着する場所の視覚信号を提供できるように、ある角度に曲がっていてよい。さらに、複数の第2接着ライン720は、着用者に第2係合構成要素760Bを締着する場所の視覚信号を提供できるように、ある角度に曲がっていてよい。
【0140】
いくつかの実施形態において、締着角度1250は約0度〜約45度の範囲にあってよく、又はこの範囲の任意の個別の数値であってもよい。他の実施形態において、締着角度1250は約10度と約25度の間にあってよい。さらに他の実施形態において、締着角度1250は約15度と約20度の間にあってよい。
【0141】
複数の第1接着ライン722の締着角度1250は、複数の第1接着ライン722の接着パターン内の各接着ラインに対して直線近似を行うことによって決めることができる。接着ラインは、もしその接着ラインの一部が複数の第1接着ライン722内の別の接着ラインの任意の部分と重なっているならば、複数の第1接着ライン722の一部分であるとみなすことができる。複数の第1接着ライン722内の各接着ラインに対する直線近似は、複数の第1接着ライン722に対する第1配向ライン1253を決めるために平均化されてよい。第1配向ライン1253と使い捨て吸収性物品702の長手軸770の間の交差は締着角度1250を定義する。同じ解析が複数の第2接着ライン720に対して行われ得る。
【0142】
使い捨て吸収性物品は、多くの構成要素、要素、部材などを含んでよく、種々な方法で作成され得る。例えば、トップシート622(図6に示されている)及びバックシート624(図6に示されている)は、一般に吸収性コア626(図6に示されている)の寸法より大きな長さ及び幅の寸法を有してよい。トップシート622(図6に示されている)及びバックシート624(図6に示されている)は、吸収性コア626(図6に示されている)の縁部を越えて伸びることができ、それによって使い捨て吸収性物品600(図6に示されている)の周辺部が形成される。トップシート622(図6に示されている)、バックシート624(図6に示されている)、及び吸収性コア626(図6に示されている)は多くの異なる材料を含んでよく、種々のよく知られている形状に組み立てられてよく、代表的なおむつの材料及び形状は一般に米国特許第3,860,003号、米国特許第5,151,092号、及び米国特許第5,221,274号に記述されている。
【0143】
本発明と適合性のある当該技術分野において既知のあらゆるトップシートを本発明で使用し得る。トップシートに適した材料は、多孔質発泡体、網状発泡体、有孔のプラスチックフィルム、あるいは天然繊維の織布又は不織布材(例えば、木又は綿繊維)、合成繊維(例えば、ポリエステル又はポリプロピレン繊維)、あるいは天然及び合成繊維の組合せなど、広範囲の材料から製造されてもよい。一例として、トップシートでの使用に適した材料は、マサチューセッツ州ウォルポール(Walpole, MA)にあるインターナショナルペーパー社(International Paper Company)の一部門、ヴェラテック社(Veratec, Inc.)により、P−8の表記で製造されたステープル長のポリプロピレン繊維のウェブを含む。
【0144】
好適なトップシートのいくつかの例が、さらに、米国特許第3,929,135号、米国特許第4,324,246号、米国特許第4,342,314号、米国特許第4,463,045号、米国特許第5,006,394号、米国特許第4,609,518号、米国特許番号第4,629,643号に述べられている。トップシートのいずれかの部分を、当該技術分野において既知のローションでコーティングしてもよい。好適なローションの例は、米国特許第5,607,760号、米国特許第5,609,587号、米国特許第5,635,191号、米国特許第5,643,588号、米国特許第5,968,025号、米国特許第6,714,441号及びPCT国際公開特許番号WO 95/24173号に記載されているものを含む。
【0145】
さらに、トップシートは、トップシートと吸収性コアとに空間を提供するように、完全に又は部分的に弾性的延伸性であるか、短縮されていてもよい。弾性化又は短縮されたトップシートを包含する代表的な構造が、米国特許第4,892,536号、米国特許第4,990,147号、米国特許第5,037,416号、及び米国特許第5,269,775号により詳細に記載されている。
【0146】
本発明の使い捨て吸収性物品で使用するための好適なバックシートは、積層構造体を含んでもよい。例えば、先に検討したように、バックシートは、第1バックシート層と第2バックシート層と(図2Cの品目241及び242参照)を含んでもよい。第2バックシート層は、液体(例えば、尿)に対して不透過性であり、また例えば、約0.012mm(0.5ミル)から約0.051mm(2.0ミル)の厚さを有する熱可塑性フィルムのような薄いプラスチックフィルムを含み得る。適切なバックシートフィルムとしては、バージニア州リッチモンド(Richmond, VA)を本拠地とするトレデガー社(Tredegar Corporation)により製造され、商標名CPC2フィルムとして販売されているものが挙げられる。第1バックシート層及び/又は第2バックシート層は、プルオン衣料から蒸気を逃がす一方で、排出物がバックシートを通過することを尚も防ぐ通気性材料を包含してもよい。好適な通気性材料としては、織布ウェブ、不織布ウェブ、フィルムコーティングされた不織布ウェブなどの複合材料、三井東圧(Mitsui Toatsu Co.)(日本)によりESPOIR NOの表記で製造されるもの及びトレデガー(Tredegar)社(バージニア州リッチモンド(Richmond, VA))により製造されてEXAIREの表記で販売されるもののようなミクロ孔質フィルム、並びにクロペイ社(Clopay Corporation)(オハイオ州シンシナティ(Cincinnati, OH))によりHYTRELブレンドP18−3097の名称で製造されるものなどのモノリシックフィルムなどの材料を挙げてもよい。いくつかの通気性複合材料が、PCT特許出願WO 95/16746、米国特許第5,938,648号、米国特許第5,865,823号、及び米国特許第5,571,096号により詳細に記載されている。
【0147】
バックシート又はそのいずれかの部分は、1以上の方向で弾性的延伸性であってもよい。1つの実施形態では、バックシートは構造的弾性様フィルム(「SELF」)ウェブを含んでもよい。構造的弾性様フィルムウェブは、追加の弾性材料を用いることなく伸長方向において弾性様挙動を示す延伸性材料であり、米国特許第5,518,801号により詳細に記載されている。代替実施形態では、バックシートは、弾性フィルム、発泡体、ストランド、若しくは、それら又は他の好適な材料と不織布若しくは合成フィルムとの組合せを含んでもよい。
【0148】
本発明に使用するのに適した吸収性コアは、一般に圧縮可能で、順応性があり、着用者の皮膚に刺激がなく、且つ尿及び他の特定の身体排出物などの液体を吸収し保持することができる、あらゆる吸収性材料を含んでもよい。それに加えて、吸収性コアの構成及び構造も様々であってもよい(例えば、吸収性コア(1つ若しくは複数)又は他の吸収性構造(1つ若しくは複数)は、変化するキャリパーゾーン、親水性勾配(1つ若しくは複数)、超吸収性勾配(1つ若しくは複数)、又はより低い平均密度及びより低い平均坪量の獲得区域を有してもよく、あるいは1以上の層若しくは構造を含んでもよい)。吸収性コア用として使用するための好適な例示的吸収性構造体が、米国特許第4,610,678号、米国特許第4,673,402号、米国特許第4,834,735号、米国特許第4,888,231号、米国特許第5,137,537号、米国特許第5,147,345号、米国特許第5,342,338号、米国特許第5,260,345号、米国特許第5,387,207号、及び米国特許第5,625,222号に記載されている。
【0149】
バックシートはトップシート、吸収性コア、又は使い捨て吸収性物品の任意の他の要素に、当該技術分野において既知の任意の取り付け手段によって結合されてよい。例えば、取り付け手段としては、接着剤の均一な連続層、接着剤のパターン付き層、又は接着剤の分離した線、らせん、若しくは点の配列を挙げることができる。いくつかの好適な取付け手段が、米国特許第4,573,986号、米国特許第3,911,173号、米国特許第4,785,996号、及び米国特許第4,842,666号に開示されている。好適な接着剤の例はH.B.フラー社(H.B.FullerCompany)によって製造され、HL−1620及びHL1358−XZPとして市販されている。あるいは、取り付け手段は、熱接着、圧力接着、超音波接着、動的機械的接着、若しくは当該技術分野で既知の他の任意の適切な取り付け手段、又はこれら取り付け手段の組合せを含むことができる。
【0150】
様々な副層が、トップシートとバックシートの間に配置されてもよい。副層は、排泄物を受容し、格納し、又は不動化することができるあらゆる材料若しくは構造であってもよい。従って、副層は、単一材料、又は互いに動作可能に関連付けられ多数の材料を包含してもよい。さらに、副層は、プルオンの使い捨て吸収性物品の別の要素と一体であってもよく、又は使い捨て吸収性物品の1つ以上の要素と直接的に若しくは間接的に結合された1つ以上の別々の要素であってもよい。さらに、副層は、吸収性コアから分離した構造体を包含してもよく、又は吸収性コアの少なくとも一部分を包含するか若しくはその一部であってもよい。
【0151】
副層として使用するのに好適な代表的な材料としては、大型連続気泡発泡体、マクロ孔質耐圧縮不織布嵩高品、連続気泡発泡体及び閉塞気泡発泡体の大型粒子状成形物(large size particulate forms)(マクロ孔質及び/又はミクロ孔質)、嵩高不織布、ポリオレフィン、ポリスチレン、ポリウレタン発泡体又は粒子、多数の垂直配向のループ状繊維ストランドを含む構造体、打ち抜き穴又は窪みを有する上述の吸収性コア構造体などを挙げることができる。(本明細書で使用するとき、用語「ミクロ孔質」とは、毛管現象によって流体を移送できる材料を指す。用語「マクロ孔質」とは、孔が大きすぎて流体の毛管移送ができない材料を指し、一般に直径が約0.5mmよりも大きい孔を有し、より厳密には、直径が約1.0mmより大きい孔を有する。)副層の一実施形態は、XPL−7124として3M社(3M Corporation)(ミネソタ州ミネアポリス(Minneapolis, Minnesota))から入手可能な、約1.5mmの非圧縮厚さを有する、機械的に締着するループランディング要素を包含する。別の実施形態は、1平方メートル当たり110gの坪量及び7.9mmの非圧縮厚さを有する、けん縮され樹脂結合された6デニールの不織布嵩高品を包含し、これは、グリット社(Glit Company)(ジョージア州レンス(Wrens, Georgia))から入手可能である。他の好適な吸収性及び非吸収性の副層が、米国特許第6,680,422号及び米国特許第5,941,864号に記載されている。さらに、副層又はそのいずれかの部分は、要素の性能若しくは他の特性を付加、強化、又は変更するため、ローション若しくは他の既知の物質を含むか、又はそれでコーティングされてもよい。
【0152】
本発明の実施形態は、また、排泄物を受取り封入するためのポケット、排泄物のための空隙を提供するスペーサー、物品内での排泄物の移動を制限するためのバリア、プルオン使い捨て吸収性物品内に堆積された排泄物質を受容し封入する隔室若しくは空隙など、又はこれらのあらゆる組合せを包含してもよい。吸収性製品に使用されるポケット及びスペーサーの例が、米国特許第5,514,121号、米国特許第5,171,236号、米国特許第5,397,318号、米国特許第5,540,671号、米国特許第6,168,584号、米国特許第5,306,266号、及び米国特許第5,997,520号に記載されている。吸収性物品における隔室又は空隙の例が、米国特許第4,968,312号、米国特許第4,990,147号、米国特許第5,062,840号、及び米国特許第5,269,755号に開示されている。好適な横断方向バリアの例が、米国特許第5,554,142号、PCT特許WO 94/14395、及び米国特許第5,653,703号に記載されている。低粘性糞便を扱うのに適した他の構造の例が、米国特許第5,941,864号、米国特許第5,977,430号、及び米国特許第6,013,063号に開示されている。
【0153】
本発明の実施形態は、加湿性事象による水分を、使い捨て吸収性物品内部で水分反応性部材に分配するように構成できる、獲得/分配層を含んでもよい。好適な獲得/分配層の例が、米国特許第5,460,622号、米国特許出願公開番号第2005/0027267号、及び米国特許出願公開番号第2005/009173号に記載されている。
【0154】
本発明の実施形態は、当該技術分野において周知のダスティング層を含んでもよい。好適なダスティング層の例が、米国特許第4,888,231号に記載されている。
【0155】
試験方法:
受取構成要素の接着面積の決定、
試料の調製
1.全ての必要な試験を実施するために、吸収性物品の小売包装から十分な代表的吸収性物品を選定する。各吸収性物品の受取構成要素が物品から外される。適した方法は物品から受取構成要素を切断することを含む。
【0156】
2.各試料は調整された環境で平衡にされる。環境パラメータは、22℃±2℃、50%相対湿度±10%相対湿度である。試料は、試験に先立って少なくとも24時間、これらの条件に置かれる。
【0157】
3.平坦な表面に試料を固定する。試料は、試料が完全に平坦な表面に置かれるように、平坦な表面に固定される。試料は、3M社(商標)によって製造されたスコッチ・リムーバブル・マジックテープ(Scotch Removable Magic Tape)(商標)のようなテープを使って平坦な表面に固定される。
【0158】
4.本明細書に記載された接着ゾーンの記述に従って接着ゾーンを同定する。
【0159】
5.本明細書に記載された掃引領域の記述に従って接着ゾーン内の掃引領域を同定する。掃引領域の各々がカレンダロールの間の接触区域に等しい長さを有する。掃引領域の各々が、その上に受取構成要素が作成されるウェブの幅に等しい幅を有する。カレンダロールの間の接触区域が得られないところでは、接着ゾーンの長さを0.25で割って最も近い整数に端数を切り上げる。商が接着ゾーン内の掃引領域の数である。掃引領域は等しい長さを有する。
【0160】
6.各掃引領域内の接着された面積を測定し、掃引領域の接着面積をBiと表示し、ここでi=1〜nでありnは掃引領域の全数である。接着面積は四捨五入して0.01mm2単位で測定される。
【0161】
7.各掃引領域内の全面積を測定し、全掃引領域面積をSiと表示し、ここでi=1〜nでありnは掃引領域の全数である。全面積は四捨五入して0.01mm2単位で測定される。
【0162】
8.集められたデータから以下の事項を計算する。
a)接着比、
i)最小の接着面積を有する掃引領域を特定し、Bi,minと表す、
ii)最大の接着面積を有する掃引領域を特定し、Bi,maxと表す、
iii)接着比=Bi,max/Bi,minを計算する、
b)各掃引領域の%接着面積、
i)各掃引領域に対するパーセント接着面積=100×Bi/Si、
c)全%接着面積、
i)累積の接着面積を計算し、Bt=Biの総和とし、i=1〜nである、
ii)累積の全面積を計算し、St=Siの総和とし、i=1〜nである、
iii)全パーセント接着面積=100×Bt/St
【0163】
前に述べられたように、面積は直線のものさし及び幾何学的/三角法的関係を使って測定されてよい。あるいは、より複雑な接着ラインパターンに対しては、コンピュータ化された画像解析が使われてよい。
【0164】
繊維の捲縮数の測定
捲縮の数は以下に説明される手順で測定された。以下に示される手順を除いては、測定はJIS規格 L1015に従ってなされたことを記憶しておくべきである。
【0165】
最初に、25mmの空間的な隔たりを持つ線が平滑な表面を持つ一枚の光沢紙上に形成された。各繊維の2つの末端部は、捲縮が失われないようにエンボスロールによる熱的圧縮処理に先立って不織布から注意深く外され、空間的な隔たりのために25±5%の緩みをもって前述の紙に貼り付けられた。
【0166】
前述の各試験片は捲縮テスターのチャックに取り付けられ、紙が取り除かれ、初期荷重(0.18mN×表示テックス数)がかかっている間のチャック間の距離(空間距離)(mm)が読み取られた。
【0167】
その時の捲縮の数が数えられ、25mmの距離当たりの捲縮数が得られ、20回測定の平均値が使われた。捲縮の数は、ピークと谷の総計が数えられ2で割って得られた。
【0168】
本発明の「発明を実施するための最良の形態」で引用したすべての文献は、関連部分において、参照することにより本明細書に組み込まれるが、いずれの文献の引用も、それが本発明に対する先行技術であることを容認するものと解釈すべきではない。この文書における用語のいずれかの意味又は定義が、参考として組み込まれる文献における用語のいずれかの意味又は定義と対立する範囲については、本文書におけるその用語に与えられた意味又は定義を適用するものとする。
【0169】
本発明の特定の実施形態について説明し記載したが、この発明の要旨を逸脱しない範囲で種々変更可能であることはこの技術に精通したものなら言うまでもない。従って、本発明の範囲内にあるそのような全ての変更及び修正を、添付の特許請求の範囲で扱うものとする。
【0170】
本明細書に開示されている寸法及び値は、列挙した正確な数値に厳しく制限されるものとして理解されるべきではない。それよりむしろ、特に指定されない限り、こうした寸法はそれぞれ、列挙された値とその値周辺の機能的に同等の範囲との両方を意味するものとする。例えば、「40mm」として開示される寸法は、「約40mm」を意味するものとする。
【図面の簡単な説明】
【0171】
【図1A】本発明に従って作成された締着装置を示す正面図。
【図1B】図1Aの締着装置の受取構成要素を示す平面図であり、受取構成要素は本発明に従って作成されている。
【図2A】本発明に従って接着パターンを形成するプロセスを示す概略図。
【図2B】図2Aのプロセスの一対のカレンダロールの側面を示す正面図。
【図2C】本発明に従って作成された受取構成要素を示す平面図。
【図3】接着パターンの追加の形体を強調した、図1の受取構成要素を示す平面図。
【図4A】本発明に従っている接着パターンを有する、受取構成要素の他の実施形態を示す平面図。
【図4B】本発明に従っている接着パターンを有する、受取構成要素の他の実施形態を示す平面図。
【図4C】図4Aの繊維材料のウェブの断面を示すクローズアップ図。
【図4D】図1の受取構成要素の断面を示すクローズアップ図。
【図5A】本発明に従って作成された接着パターンに含まれ得る繰り返し単位に対する、様々な実施形態の繰り返し単位を示す平面図。
【図5B】本発明に従って作成された接着パターンに含まれ得る繰り返し単位に対する、様々な実施形態の繰り返し単位を示す平面図。
【図5C】本発明に従って作成された接着パターンに含まれ得る繰り返し単位に対する、様々な実施形態の繰り返し単位を示す平面図。
【図5D】本発明に従って作成された接着パターンに含まれ得る繰り返し単位に対する、様々な実施形態の繰り返し単位を示す平面図。
【図5E】本発明に従って作成された接着パターンに含まれ得る繰り返し単位に対する、様々な実施形態の繰り返し単位を示す平面図。
【図6】本発明に従って作成された受取構成要素の別の実施形態を示す平面図。
【図7A】本発明に従って作成された使い捨て吸収性物品を示す透視図。
【図7B】平らにされた非収縮状態にある、図7Aの吸収性物品を示す平面図。
【図7C】図7Aの使い捨て吸収性物品のサイドパネルの別の実施形態を示す正面図。
【図8A】締着状態にある締着装置を有する、図6の使い捨て吸収性物品の一部を示す正面図。
【図8B】配列を目に見えるようにするために、締着装置の受取構成要素が使い捨て吸収性物品上に配置された、締着状態にある締着装置を有する図7の使い捨て吸収性物品の一部を示す正面図。
【図9A】2成分繊維を示す断面図。
【図9B】2成分繊維を示す断面図。
【図9C】2成分繊維を示す断面図。
【特許請求の範囲】
【請求項1】
機械的締着装置(10)であって、
複数の係合要素(14)を含む係合構成要素(12)、及び
長手軸及び横軸を持つ受取構成要素(100)であって、前記複数の係合要素が係合することができる、受取構成要素(100)、を備え、前記受取構成要素はさらに、
a.)第一方向(1222)に延びる第一接着ライン(110)及び第二接着ライン(112)であって、前記第二接着ライン(112)の一部が前記第一接着ライン(110)の一部に重なるように前記第二接着ラインが前記第一接着ラインに隣接して配置されており、前記重なりが第二方向(1223)に略平行であり、前記第一方向(1222)が前記第二方向に略直交している、第一接着ライン及び第二接着ライン、
b.)前記第一接着ライン及び前記第二接着ラインを囲む接着ゾーン(1030)、及び
c.)前記接着ゾーン内に配置された複数の連続した掃引領域(1040、1042、1044、1046、1048、1050、1052)であって、各掃引領域が長さ(175)及び幅(111)を有し、前記掃引領域の長さが等しく且つ長手軸(160)に略平行であり、前記掃引領域の幅が等しく且つ横軸(162)に略平行である、掃引領域(1040、1042、1044、1046、1048、1050、1052)、を含み、
少なくとも1つの掃引領域が前記第一接着ライン及び前記第二接着ラインの両方の一部を含み、前記複数の掃引領域の残りの掃引領域が少なくとも前記第一接着ラインの一部又は少なくとも前記第二接着ラインの一部を含み、各掃引領域が接着区域を含み、前記受取構成要素が1以上及び20以下の2つの掃引領域間の接着比を有する、ことを特徴とする機械的締着装置。
【請求項2】
前記複数の掃引領域の各々が0.1mm以上、1.2mm以下の長さを有する、請求項1に記載の受取構成要素。
【請求項3】
前記第一方向が前記受取構成要素の前記長手軸に略平行である、請求項1及び2のいずれかに記載の受取構成要素。
【請求項4】
前記第一方向が前記受取構成要素の前記横軸に略平行である、請求項1及び2に記載の受取構成要素。
【請求項5】
前記接着比が1.0以上、3未満である、請求項1に記載の受取構成要素。
【請求項6】
前記複数の掃引領域の各々が前縁部及び後縁部を有し、前記前縁部及び前記後縁部が前記第一方向に略平行であり、接着ラインの前記後縁部との交差が45度以上の角度(350)を形成する、請求項1〜5のいずれかに記載の受取構成要素。
【請求項7】
前記角度が65度以上である、請求項6に記載の受取構成要素。
【請求項8】
総接着区域が30%未満であり、任意の掃引領域内の前記接着区域が50%未満である、請求項1〜7のいずれかに記載の受取構成要素。
【請求項9】
前記総接着区域が20%〜30%の間であり、任意の掃引領域内の前記接着区域が40%未満である、請求項1〜7に記載の受取構成要素。
【請求項10】
着用者の胴体下部周りに着用する使い捨て吸収性物品であって、前記使い捨て吸収性物品(600,700,702)が、第一腰部区域、第二腰部区域、前記第一及び前記第二腰部区域の間に配置された股区域、第一腰縁部及び第二腰縁部、並びに第一長手方向縁部及び第二長手方向縁部を含み、前記使い捨て吸収性物品がさらにトップシート、前記トップシートの少なくとも一部に結合されたバックシート、前記トップシートと前記バックシートの間に配置された吸収性コア、及び請求項1〜9のいずれかに記載の締着装置を含み、前記係合構成要素が前記使い捨て吸収性物品の前記第一腰部区域内の前記第一長手方向縁部から外側に伸びるサイドパネル上に配置され、前記受取構成要素が前記使い捨て吸収性物品の外表面上に配置される、使い捨て吸収性物品。
【請求項1】
機械的締着装置(10)であって、
複数の係合要素(14)を含む係合構成要素(12)、及び
長手軸及び横軸を持つ受取構成要素(100)であって、前記複数の係合要素が係合することができる、受取構成要素(100)、を備え、前記受取構成要素はさらに、
a.)第一方向(1222)に延びる第一接着ライン(110)及び第二接着ライン(112)であって、前記第二接着ライン(112)の一部が前記第一接着ライン(110)の一部に重なるように前記第二接着ラインが前記第一接着ラインに隣接して配置されており、前記重なりが第二方向(1223)に略平行であり、前記第一方向(1222)が前記第二方向に略直交している、第一接着ライン及び第二接着ライン、
b.)前記第一接着ライン及び前記第二接着ラインを囲む接着ゾーン(1030)、及び
c.)前記接着ゾーン内に配置された複数の連続した掃引領域(1040、1042、1044、1046、1048、1050、1052)であって、各掃引領域が長さ(175)及び幅(111)を有し、前記掃引領域の長さが等しく且つ長手軸(160)に略平行であり、前記掃引領域の幅が等しく且つ横軸(162)に略平行である、掃引領域(1040、1042、1044、1046、1048、1050、1052)、を含み、
少なくとも1つの掃引領域が前記第一接着ライン及び前記第二接着ラインの両方の一部を含み、前記複数の掃引領域の残りの掃引領域が少なくとも前記第一接着ラインの一部又は少なくとも前記第二接着ラインの一部を含み、各掃引領域が接着区域を含み、前記受取構成要素が1以上及び20以下の2つの掃引領域間の接着比を有する、ことを特徴とする機械的締着装置。
【請求項2】
前記複数の掃引領域の各々が0.1mm以上、1.2mm以下の長さを有する、請求項1に記載の受取構成要素。
【請求項3】
前記第一方向が前記受取構成要素の前記長手軸に略平行である、請求項1及び2のいずれかに記載の受取構成要素。
【請求項4】
前記第一方向が前記受取構成要素の前記横軸に略平行である、請求項1及び2に記載の受取構成要素。
【請求項5】
前記接着比が1.0以上、3未満である、請求項1に記載の受取構成要素。
【請求項6】
前記複数の掃引領域の各々が前縁部及び後縁部を有し、前記前縁部及び前記後縁部が前記第一方向に略平行であり、接着ラインの前記後縁部との交差が45度以上の角度(350)を形成する、請求項1〜5のいずれかに記載の受取構成要素。
【請求項7】
前記角度が65度以上である、請求項6に記載の受取構成要素。
【請求項8】
総接着区域が30%未満であり、任意の掃引領域内の前記接着区域が50%未満である、請求項1〜7のいずれかに記載の受取構成要素。
【請求項9】
前記総接着区域が20%〜30%の間であり、任意の掃引領域内の前記接着区域が40%未満である、請求項1〜7に記載の受取構成要素。
【請求項10】
着用者の胴体下部周りに着用する使い捨て吸収性物品であって、前記使い捨て吸収性物品(600,700,702)が、第一腰部区域、第二腰部区域、前記第一及び前記第二腰部区域の間に配置された股区域、第一腰縁部及び第二腰縁部、並びに第一長手方向縁部及び第二長手方向縁部を含み、前記使い捨て吸収性物品がさらにトップシート、前記トップシートの少なくとも一部に結合されたバックシート、前記トップシートと前記バックシートの間に配置された吸収性コア、及び請求項1〜9のいずれかに記載の締着装置を含み、前記係合構成要素が前記使い捨て吸収性物品の前記第一腰部区域内の前記第一長手方向縁部から外側に伸びるサイドパネル上に配置され、前記受取構成要素が前記使い捨て吸収性物品の外表面上に配置される、使い捨て吸収性物品。
【図1A】

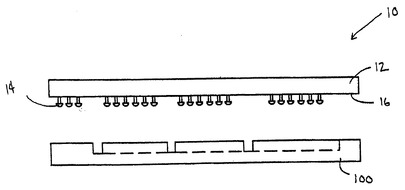
【図1B】

【図2A】

【図2B】

【図3】

【図4A】

【図4B】
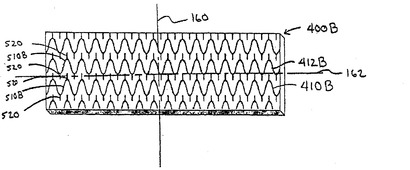
【図4C】
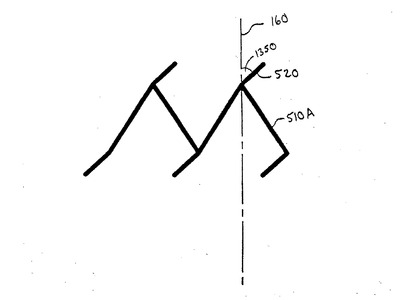
【図4D】
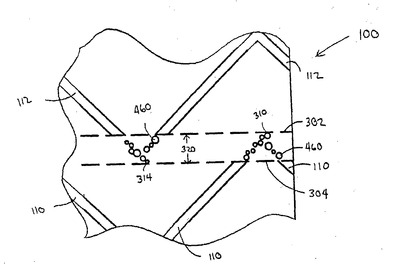
【図5A】

【図5B】

【図5C】
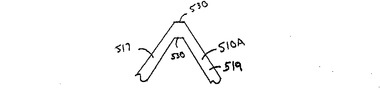
【図5D】

【図5E】
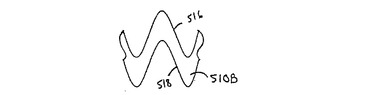
【図6】
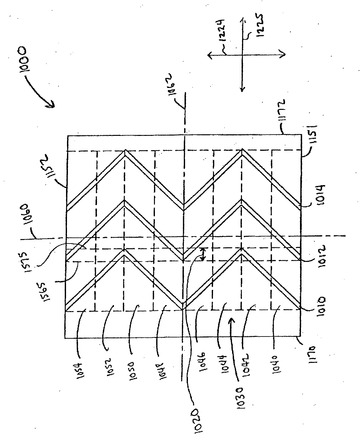
【図7A】

【図7B】
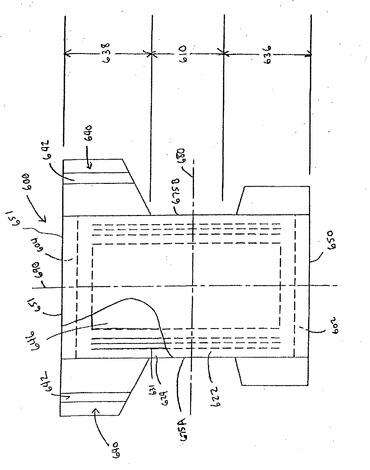
【図7C】
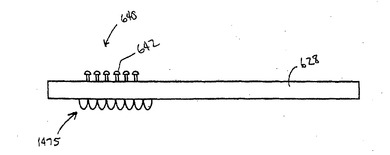
【図8A】

【図8B】
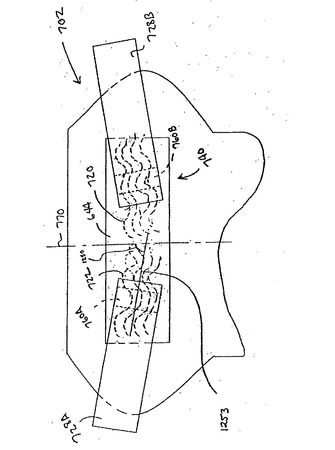
【図9A】

【図9B】
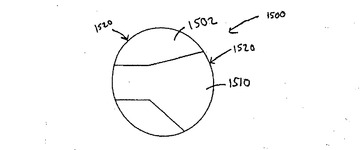
【図9C】
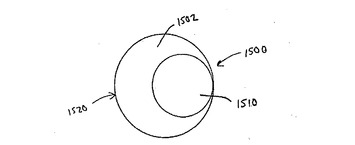
【図2C】
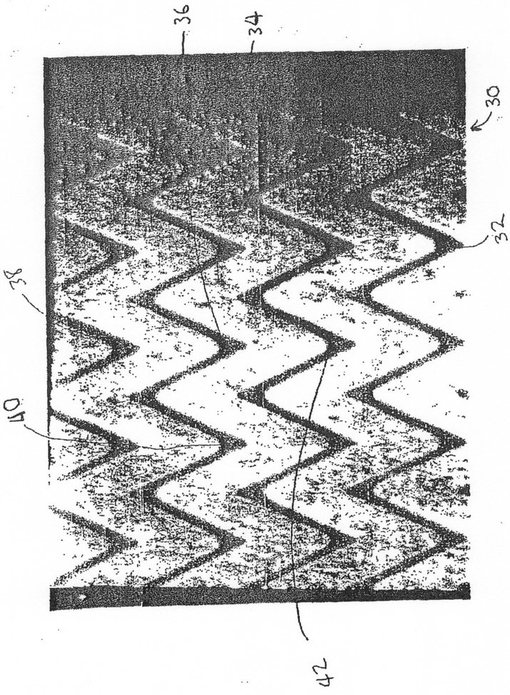
【図1B】
【図2A】
【図2B】
【図3】
【図4A】
【図4B】
【図4C】
【図4D】
【図5A】
【図5B】
【図5C】
【図5D】
【図5E】
【図6】
【図7A】
【図7B】
【図7C】
【図8A】
【図8B】
【図9A】
【図9B】
【図9C】
【図2C】
【公開番号】特開2013−64221(P2013−64221A)
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願番号】特願2012−234037(P2012−234037)
【出願日】平成24年10月23日(2012.10.23)
【分割の表示】特願2008−554903(P2008−554903)の分割
【原出願日】平成19年2月23日(2007.2.23)
【出願人】(590005058)ザ プロクター アンド ギャンブル カンパニー (2,280)
【Fターム(参考)】
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願日】平成24年10月23日(2012.10.23)
【分割の表示】特願2008−554903(P2008−554903)の分割
【原出願日】平成19年2月23日(2007.2.23)
【出願人】(590005058)ザ プロクター アンド ギャンブル カンパニー (2,280)
【Fターム(参考)】
[ Back to top ]