
編地及び衣料
【課題】高い回復性、耐熱性を有し、衣料製品のカール、解れ防止機能を有する編地及びその編地を用いた衣類を提供する。
【解決手段】ポリウレタン化合物を5重量%〜40重量%含有し、熱機械測定分析(TMA)による圧縮変形開始温度が150℃以上180℃以下であり、180℃における熱切断秒数が30秒以上であるポリウレタンウレア弾性繊維を少なくとも一部に用いた編地、及びその編地を用いた衣料。
【解決手段】ポリウレタン化合物を5重量%〜40重量%含有し、熱機械測定分析(TMA)による圧縮変形開始温度が150℃以上180℃以下であり、180℃における熱切断秒数が30秒以上であるポリウレタンウレア弾性繊維を少なくとも一部に用いた編地、及びその編地を用いた衣料。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、編地及びこれに用いた衣料に関し、特に、主にポリウレタン弾性繊維を混用した衣料製品のカールや解れの防止に有用な編地、及びその編地を用いた衣料に関するものである。
【背景技術】
【0002】
ポリウレタン弾性繊維は、弾性機能に優れた伸縮性繊維であり、ファンデーション、ソックス、パンティストッキング、水着、スポーツウエア、レオタード等、多分野の衣料や、オムツ、包帯、サポーター、マスク、自動車内装材、ネット、テープ等、非衣料分野にも広く使用されている。
【0003】
ポリウレタン弾性繊維は、セグメントポリウレタンを主成分とする繊維であり、セグメントポリウレタンは、高分子ポリオール、ジイソシアネート、及び鎖延長剤を主原料としたブロック共重合体を基本とし、化学構造的には屈曲性に富むソフトセグメントと、水素結合による強い分子間力により結晶構造をつくるハードセグメントとから構成される。そして、鎖延長剤に低分子ジアミンを用い、ハードセグメントがウレア結合を有するポリウレタン−ウレアタイプと、鎖延長剤に低分子ジオールを用い、ハードセグメントがウレタン結合からなるポリウレタン−ウレタンタイプに分類することができる。
【0004】
ハードセグメントの水素結合力は、耐熱性などの物性に大きく影響し、ウレア結合の方がウレタン結合よりも水素結合力が強いため、ポリウレタン−ウレアタイプの方が耐熱性に優れ、また現在生産されているポリウレタン弾性繊維の主流となっていることから、幅広い分野で用いられている。本発明では、このようなポリウレタン−ウレアタイプの重合体(以下、ポリウレタンウレア重合体)を主成分としてなる弾性繊維をポリウレタンウレア弾性繊維と称する。一方、ポリウレタン−ウレタンタイプの重合体からなる弾性繊維は、ポリウレタンウレア弾性繊維に比べて耐熱性や回復性に劣るが、逆に比較的低温でセットできる特徴を活かし、例えばウール織物や、いわゆるゾッキパンストなどに適用されている。
【0005】
ポリウレタン弾性繊維を、一般的な衣料分野に使用する場合、通常、ポリアミド繊維、ポリエステル繊維、綿などと交編織され、裁断、縫製、仕上げ加工等の製造工程を経て製品となる。ポリウレタン弾性繊維を用いて交編織された生地は、裁断して縫製する際に、高い耐熱性と回復性のため、生地の設計によっては、カールの発生や、縁部の解れが起こり、縫製が難しくなることがある。さらに解れた縁部で布帛の編地組織からポリウレタン弾性繊維が抜けて、その部分の布帛の伸縮性が低下するという問題が生ずる。
【0006】
裁断したままの状態では、当然縁部が解れてしまうため、通常の製品においては、解れを防止するために、何らかの縁始末がおこなわれている。例えば、裁断した縁部を折り返して2重にして縫合したり、オーバーロックと呼ばれるかがり縫いしたり、テープ等の別布で包み込んで縫製するのが一般的である。しかし、これら縁始末や縫製といった解れ止めの後処理作業は、衣料製品の生産工程において手間がかかり、経済的にも大きな負担となる。しかもこのように縁始末や縁部の縫製を施した衣料製品は、その部分の厚みが厚くなり段差が生じるため、ファンデーションなどの下着衣料では、その上にアウターウェアを着用した際に、アウターウェアに段差が凸条になって現れ、外観を損なう。また、ポリウレタンウレア弾性繊維は、ファンデーション、パンティストッキングなどの体に直接フィットさせる製品に用いられることが多く、厚くなった縁部が着用感を低下させるという問題もある。
【0007】
またポリウレタン弾性繊維を交編織した生地の裁断した部位はカールしやすく、縫製工程での作業に手間がかかるといった問題もあった。
ポリウレタンウレア弾性繊維を用いた衣料の縁始末や縁部の縫製に関わる問題については、近年ファッション化が進むブラジャー、ガードル、ボディスーツ等のファンデーションの分野において、裁断部の縁始末や縫製をしないことで、下着のラインがアウターウェアに現れない、いわゆる切りっ放し開口部を有する衣類製品の製造方法が検討されている。
【0008】
例えば、編組織が非弾性糸と弾性糸とを同行させた1×1編み組織で、かつ各編針において非弾性糸と弾性糸のうち少なくとも1方が閉じ目により編成された経編地からなる縁始末不要な生地を用いた衣類が提案されている(例えば、特許文献1)。
【0009】
しかし、生地の設計によって構造的に裁断した縁部の解れを起こりにくくしているため、特許文献1の場合、生地全体が厚地となるなど、生地設計によって得られる布帛に制約があり、衣類の用途が限定されるという問題点がある。
【0010】
また、ポリウレタン−ウレタンタイプからなる低融点のポリウレタン弾性繊維を用い、それ以外の糸をプレーティング編により編みたて、ヒートセット加工を施した解れ止め機能がある編地を用い、同様に切りっ放し開口部を有する衣類が提案されている(特許文献2または3)。
【0011】
しかしながら、ポリウレタン−ウレタンタイプのポリウレタン弾性繊維は、生地や製品を型止めするためのセット工程や、染色工程での熱による物性低下が大きく、ポリウレタンウレア弾性繊維が通常使用される加工温度条件では、生地の回復性の低下や、さらにポリウレタン弾性繊維の糸切れが起こることがあり、この生地を使用する製品では、加工条件に熱的制約があるという問題がある。特にポリエステル繊維との組み合わせでは、120℃〜135℃の染色加工においてポリウレタン弾性繊維の糸切れが起きるため、ポリエステル繊維との組み合わせには用いることが出来ない。
【0012】
さらに、例えばポリウレタン−ウレタンタイプと、ポリウレタン−ウレアタイプのように、高温側融点の異なる少なくとも2種のポリウレタン成分を含有する紡糸液から紡糸されたポリウレタン弾性繊維を用いた繊維構造物を、高温側融点が低いポリウレタン成分の熱変形温度以上で熱処理することにより、解れを生じ難い伸縮性繊維構造物の製造方法が提案されている(特許文献4)。
【0013】
しかし、本製造方法で得られる生地のカールや解れ抑制効果は、上述の低融点ポリウレタン弾性糸を用いた場合に比べて十分満足とは言えない。また、構造の異なる2種以上のポリウレタン成分を含有させることにより、ポリウレタン−ウレアタイプが持っている高い回復性や伸度といった弾性繊維の基本性能が低下してしまう可能性については、考慮されていない。
【特許文献1】特開2003−147618号公報
【特許文献2】特開2005−113349号公報
【特許文献3】特開2005−350800号公報
【特許文献4】特開2005−330617号公報
【発明の開示】
【発明が解決しようとする課題】
【0014】
本発明の課題は、高い回復性、耐熱性を有し、衣料製品の解れ防止機能を有するポリウレタンウレア弾性繊維を用いた編地、さらにはカールや解れが抑制された生地となり、優れた伸長物性を保持した衣料製品を得ることができる編地を提供することである。
【課題を解決するための手段】
【0015】
本発明者らは、上記課題を解決するために鋭意研究を重ねた結果、衣料製品のカールや解れ防止性を向上するためのポリウレタン弾性繊維として、特定のポリウレタン化合物を含有し、熱変形性と耐熱性を有するポリウレタンウレア弾性繊維を用いた編地により、上記課題を解決できることを見出し、本発明をなすに至った。
すなわち本願で特許請求される発明は、以下のとおりである。
【0016】
(1) ポリウレタン化合物を5重量%〜40重量%含有し、熱機械測定分析(TMA)による圧縮変形開始温度が150℃以上、180℃以下であり、かつ50%伸長下、180℃における熱切断秒数が30秒以上であるポリウレタンウレア弾性繊維を少なくとも一部に用いてなることを特徴とする編地。
(2) ポリウレタンウレアが、炭素数2〜10の一種以上のアルキレンエーテルからなるポリアルキレンエーテルジオールを原料とすることを特徴とする、上記(1)記載の編地。
(3) ポリウレタン化合物が、炭素数2〜10の一種以上のアルキレンエーテルからなるポリアルキレンエーテルジオールを原料とすることを特徴とする、上記(1)または(2)記載の編地。
(4) 編地が、着用する人体の部位に合わせて連続して編成された丸編地であることを特徴とする、上記(1)〜(3)のいずれかに記載の編地。
(5) ポリウレタン化合物を5重量%〜40重量%含有し、熱機械測定分析(TMA)による圧縮変形開始温度が150℃以上180℃以下であり、かつ50%伸長下、180℃における熱切断秒数が30秒以上であるポリウレタンウレア弾性繊維を少なくとも一部に用いて編成した後、150℃〜200℃でプレセットし、150℃〜200℃でファイナルセットすることを特徴とする編地の製造方法。
(6) ポリウレタン化合物を5重量%〜40重量%含有し、熱機械測定分析(TMA)による圧縮変形開始温度が150℃以上180℃以下であり、かつ50%伸長下、180℃における熱切断秒数が30秒以上であるポリウレタンウレア弾性繊維を少なくとも一部に用い、着用する人体の部位に合わせて連続して編成した後、湿熱下、50℃〜200℃でセットすることを特徴とする上記(4)記載の丸編地の製造方法。
(7) 上記(1)〜(3)記載の丸編地を少なくとも一部に用いてなる衣料。
(8) 上記(4)記載の丸編地を開反せずに少なくとも一部に用いてなる成形衣料。
【発明の効果】
【0017】
本発明のポリウレタンウレア弾性繊維を用いた編地は、生地のカールや解れが抑制され、条件の制約の少ない縫製加工性に優れている上、加工処理時の熱により、生地中でポリウレタンウレア弾性繊維同士、またはポリウレタンウレア弾性繊維と相手糸との接触点で、生地への張力、圧縮またはポリウレタンウレア弾性繊維自身の残留応力により、ポリウレタンウレア弾性繊維の圧縮変形が起こり、この変形点で、ポリウレタンウレア弾性繊維同士、またはポリウレタンウレア弾性繊維への相手糸の固着が起こるため、生地組織からのポリウレタンウレア弾性繊維や相手糸が抜けにくくなり、カールや解れを抑制することができる。このため、縁始末不要とした編地は、アンダーシャツ、ショーツ、肌着等の各ストレッチファンデーション等において、着用感に優れた衣料として利用される。本発明において、着用する人体の部位に合わせて連続して編成された丸編地は、開反せず最小限の縫製だけで縁始末不要な成形衣料に利用することができ、特に好適である。
【0018】
また、本発明の編地に用いるポリウレタンウレア弾性繊維は、耐熱性、回復性に優れるため、加工処理における熱的条件の制約が少なく、ポリウレタンウレア弾性繊維が使用される繊維製品で一般的に用いられる、あらゆる相手糸との組合せの製品を提供することができる。またポリウレタン−ウレタンタイプのポリウレタン弾性繊維では用いることが出来ないポリエステル繊維との組み合わせも可能となる。
【発明を実施するための最良の形態】
【0019】
本発明の編地に用いられるポリウレタンウレア弾性繊維は、ポリウレタンウレア重合体を主成分とする組成物からなる。耐熱性の高いポリウレタンウレア重合体を主成分とすることによって、加工処理時の熱での糸切れが起こりにくく、良好な伸縮物性を有する生地がえられる。ポリウレタンウレア重合体の含有量については、このポリウレタンウレア弾性繊維およびその生地製品の耐熱性、物理的特性の観点から、好ましくは60重量%以上であり、より好ましくは75重量%以上である。
【0020】
本発明の編地に用いるポリウレタンウレア重合体は、例えば、高分子ポリオール、ジイソシアネート、2官能性アミン、および単官能性活性水素原子を有する末端停止剤を反応させて得ることができる。
【0021】
高分子ポリオールとしては、実質的に線状のホモ又は共重合体からなる各種ジオール、例えば、ポリエステルジオール、ポリエーテルジオール、ポリエステルアミドジオール、ポリアクリルジオール、ポリチオエステルジオール、ポリチオエーテルジオール、ポリカーボネートジオールもしくはこれらの混合物、又はこれらの共重合物等が挙げられる。好ましくはポリアルキレンエーテルグリコールであり、例えば、ポリオキシエチレングリコール、ポリオキシプロピレングリコール、ポリテトラメチレンエーテルグリコール、ポリオキシペンタメチレングリコール、炭素数が2から10の異なったアルキレンエーテルからなる共重合ポリアルキレンエーテルグリコール、又はこれらの混合物等である。中でも、優れた弾性機能を示す、ポリテトラメチレンエーテルグリコール、炭素数が2から10の異なったアルキレンエーテルからなる共重合ポリアルキレンエーテルグリコールが好適であり、炭素数が2から10の異なったアルキレンエーテルからなる共重合ポリアルキレンエーテルグリコールがより好適である。炭素数が2から10の異なったアルキレンエーテルからなる共重合ポリアルキレンエーテルグリコールの好適な例としては、テトラメチレン基と2,2−ジメチルプロピレン基から成る共重合ポリエーテルグリコール、テトラメチレン基と3−メチルテトラメチレン基から成る共重合ポリエーテルグリコールがあげられる。また高分子ポリオールの数平均分子量としては500〜5,000が好ましい。より好ましい数平均分子量は、1,000〜3,000である。
【0022】
ジイソシアネートとしては、脂肪族、脂環族、芳香族のジイソシアネートが挙げられる。例えば、4,4’−ジフェニルメタンジイソシアネート、2,4’−ジフェニルメタンジイソシアネート、2,4−及び2,6−トリレンジイソシアネート、m−及びp−キシリレンジイシシアネート、α,α,α’,α’−テトラメチル−キシリレンジイソシアネート、4,4’−ジフェニルエーテルジイソシアネート、4,4’−ジシクロヘキシルジイソシアネート、1,3−及び1,4−シクロヘキシレンジイソシアネート、3−(α−イソシアナートエチル)フェニルイソシアネート、1,6−ヘキサメチレンジイソシアネート、トリメチレンジイソシアネート、テトラメチレンジイソシアネート、イソホロンジイソシアネート、又はこれらの混合物、又はこれらの共重合物等が挙げられる。好ましくは、4,4’−ジフェニルメタンジイソシアネートである。
【0023】
鎖延長剤として用いる2官能性アミンとしては、例えば、エチレンジアミン、1,2−プロピレンジアミン、1,3−プロピレンジアミン、2−メチル−1,5−ペンタンジアミン、トリエチレンジアミン、m−キシリレンジアミン、ピペラジン、o−,m−及びp−フェニレンジアミン、1,3−ジアミノシクロヘキサン、1,4−ジアミノシクロヘキサン、1,6−ヘキサメチレンジアミン、N,N’−(メチレンジ−4,1−フェニレン)ビス[2−(エチルアミノ)−ウレア]等が挙げられる。これらは単独で、又は混合して用いることができる。好ましくは、エチレンジアミン単独、又は1,2−プロピレンジアミン、1,3−ジアミノシクロヘキサン、2−メチル−1,5−ペンタジアミンの群から選ばれる少なくとも1種が5〜40モル%含まれるエチレンジアミン混合物が挙げられる。より好ましくは、エチレンジアミン単独である。
【0024】
単官能性活性水素原子を有する末端停止剤としては、例えば、メタノール、エタノール、2−プロパノール、2−メチル−2−プロパノール、1−ブタノール、2−エチル−1−ヘキサノール、3−メチル−1−ブタノール等のモノアルコールや、イソプロピルアミン、n−ブチルアミン、t−ブチルアミン、2−エチルヘキシルアミン等のモノアルキルアミンや、ジエチルアミン、ジメチルアミン、ジ−n−ブチルアミン、ジ−t−ブチルアミン、ジイソブチルアミン、ジ−2−エチルヘキシルアミン、ジイソプロピルアミン等のジアルキルアミンが挙げられる。これらは単独で、又は混合して用いることができる。モノアルコールより1官能性アミンであるモノアルキルアミンまたはジアルキルアミンが好ましい。
【0025】
本発明に用いるポリウレタンウレア重合体を製造する方法に関しては、公知のポリウレタン化反応の技術を用いることができる。例えば、ポリアルキレンエーテルグリコールとジイソシアネートをジイソシアネート過剰の条件下で反応させ、末端にイソシアネート基を有するウレタンプレポリマーを合成し、次いで、このウレタンプレポリマーを2官能性アミンで鎖伸張反応を行い、ポリウレタンウレア重合体を得ることができる。本発明において好ましいポリマー基質としては、数平均分子量500〜5000のポリテトラメチレンエーテルグリコールおよび/または炭素数が2から10の異なったアルキレンエーテルからなる共重合ポリアルキレンエーテルグリコールに過剰等量のジイソシアナートを反応させて、末端にイソシアネート基を有するプレポリマーを合成し、次いでプレポリマーに2官能性アミンと1官能性アミンとを反応させて得られるポリウレタンウレア重合体である。
【0026】
ポリウレタン化反応の操作に関しては、ウレタンプレポリマー合成時やウレタンプレポリマーと活性水素含有化合物との反応時に、ジメチルホルムアミド、ジメチルスルホキシド、ジメチルアセトアミド等のアミド系極性溶媒を用いることができる。好ましくはジメチルアセトアミドである。
【0027】
本発明に用いるポリウレタンウレア弾性繊維は、熱機械測定分析(TMA)による圧縮変形開始温度が150℃以上、180℃以下である。この温度範囲にあることにより、通常のポリウレタンウレア弾性繊維の混用生地製品の加工条件にて、目的のカールや解れ防止機能を得ることができる。生地中で解れ防止機能を発現させる観点から、ポリウレタンウレア弾性繊維の圧縮変形開始温度は175℃以下であることが好ましく、加工工程における熱処理後の生地製品の回復性などの物理的特性の点から160℃以上であることが好ましい。
【0028】
また、本発明に用いるポリウレタンウレア弾性繊維は、生地製品を加工する時の糸切れ耐熱性の観点から、原糸を50%伸長下、180℃の熱体に接触させた際に、破断が起こるまでの時間が30秒以上である。このようなポリウレタンウレア弾性繊維は高温でも糸切れしにくいため、加工時の温度条件の制約の少ない生地を提供することができる。
【0029】
本発明の編地に用いられるポリウレタンウレア弾性繊維は上述のごとく、高温での耐熱性に優れ、かつ、それより低い温度で圧縮変形しやすいという特徴を有する。このような性能は、繊維基質にポリウレタンウレア重合体を用い、さらに特定のポリウレタン化合物を特定量含有させることで発現させることができる。
【0030】
本発明の編地に用いられるポリウレタンウレア弾性繊維は、ポリウレタン化合物を5重量%以上、40重量%以下含有する。ポリウレタン化合物の含有量を5重量%以上とすることで、生地でのカールや解れの防止効果を得ることができるが、40重量%以下とすることで、弾性繊維の破断強伸度、パワー、回復性を損なわず、良好な伸縮物性を有する生地を得ることができる。ポリウレタン化合物の含有量は、より好ましくは10重量%以上30重量%以下である。
【0031】
本発明の編地のポリウレタンウレア弾性繊維に用いるポリウレタン化合物は、ハードセグメントがウレタン結合からなる重合体であり、例えば、高分子ポリオール、イソシアネート、低分子ポリオールを反応させて得ることができる。また、単官能性活性水素原子を有する末端停止剤を反応させてもよい。
【0032】
高分子ポリオールとしては、実質的に線状のホモ又は共重合体からなる各種ジオール、例えば、ポリエステルジオール、ポリエーテルジオール、ポリエステルアミドジオール、ポリアクリルジオール、ポリチオエステルジオール、ポリチオエーテルジオール、又はこれらの混合物又はこれらの共重合物、または後述する分子中に3つ以上の官能基を有するポリオール等が挙げられる。実質的に線状のホモ又は共重合体からなるポリエーテルグリコールとしては、ポリオキシエチレングリコール、ポリオキシプロピレングリコール、ポリテトラメチレンエーテルグリコール、ポリオキシペンタメチレングリコール、炭素数が2から10の異なったアルキレンエーテルからなる共重合ポリアルキレンエーテルグリコール又はこれらの混合物等である。実質的に線状のホモ又は共重合体からなるポリエステルジオールとしては、アジピン酸、フタル酸などの二塩基酸とエチレングリコール、1,4−ブタンジオールなどのグリコール類との縮合脱水反応によるアジペート系ポリエステルジオール、ε−カプロラクトンの開環重合によるポリカプロラクトンジオール、ポリカーボネートジオール等である。高分子ポリオールは、数平均分子量として500〜2,500のものが好ましい。より好ましくは、600〜2,200であり、特に好ましくは、800〜1,800である。
【0033】
イソシアネートとしては、脂肪族、脂環族、芳香族のジイソシアネートや後述する分子中に3つ以上の官能基を有するイソシアネート等が挙げられる。ジイソシアネートとしては、例えば、4,4’−ジフェニルメタンジイソシアネート、2,4’−ジフェニルメタンジイソシアネート、2,4−及び2,6−トリレンジイソシアネート、m−及びp−キシリレンジイシシアネート、α,α,α’,α’−テトラメチル−キシリレンジイソシアネート、4,4’−ジフェニルエーテルジイソシアネート、4,4’−ジシクロヘキシルジイソシアネート、1,3−及び1,4−シクロヘキシレンジイソシアネート、3−(α−イソシアナートエチル)フェニルイソシアネート、1,6−ヘキサメチレンジイソシアネート、トリメチレンジイソシアネート、テトラメチレンジイソシアネート、イソホロンジイソシアネートもしくはこれらの混合物、又はこれらの共重合物等が挙げられる。好ましくは、4,4’−ジフェニルメタンジイソシアネートである。
【0034】
低分子ポリオールとしては、例えば、エチレングリコール、1,2−プロピレングリコール、1,3―プロピレングリコール、2,2−ジメチル−1,3−プロパンジオール、1,4−ブタンジオール、1,3−ブタンジオール、ヘキサメチレングリコール、ジエチレングリコール、1,10−デカンジオール、1,3−ジメチロールシクロヘキサン、1,4−ジメチロールシクロヘキサンや後述する分子中に3つ以上の官能基を有する低分子ポリオール等を鎖延長剤として用いることができる。低分子ジオールとして好ましくは、エチレングリコール、1,3−プロパンジオール、1,4−ブタンジオールである。
【0035】
本発明の編地のポリウレタンウレア弾性繊維に用いることができるポリウレタン化合物を製造する方法に関しては、公知のポリウレタン化反応の技術を用いることができる。例えば、高分子ポリオールとイソシアネートと低分子ポリオールの3成分を一括混合し、反応させるワンショット法。または、高分子ポリオールとイソシアネートをイソシアネート過剰の条件下で反応させ、末端にイソシアネート基を有するウレタンプレポリマーを合成し、次いで、このウレタンプレポリマーを低分子ジオールで鎖伸長反応を行うプレポリマー法があるが、いずれの方法でポリウレタンを得てもよい。ポリウレタン化反応の操作に関しては、プレポリマー法におけるウレタンプレポリマー合成時やウレタンプレポリマーとジオールとの反応時に、ジメチルホルムアミド、ジメチルスルホキシド、ジメチルアセトアミド等のアミド系極性溶媒を用いることができる。好ましくはジメチルアセトアミドである。
【0036】
本発明の編地に用いられる上記ポリウレタン化合物は、カールや解れを防止する効果を発現させるために、硬度が低いものが好ましい。良好な固着性能を得るために、ポリウレタン化合物の硬度は、JIS−K6253で規定されている硬度が80A以下であることが好ましく、77A以下がより好ましい。
【0037】
本発明に用いられる上記ポリウレタン化合物は、示差走査熱量計(DSC)測定において、80℃から、このポリウレタン化合物の分解が始まるまでの温度間で、ハードセグメントに起因する吸熱ピークを持たないものが好ましい。このような特性は、ハードセグメント比率を下げたもの、およびハード構造がルーズなもので発現できる。ポリウレタン化合物の分解温度は熱重量分析(TG)にて大きな熱減量が起こる温度で測定される。この温度範囲で、明確な吸熱ピークを持たないことにより、より良好な固着性能が得られるだけでなく、伸縮機能において良好な回復性を有することができる。
【0038】
このような性能を有するポリウレタン化合物としては、ポリウレタン重合体を得る際に、高分子ポリオールに対するイソシアネートの当量比を変えることで、ハードセグメントの分子量の比率を下げる方法や、以下に記する架橋型ポリウレタンを用いる方法、後述のポリウレタン重合体の原料として共重合のポリアルキレンエーテルグリコールを用いることで好適に得ることができる。
【0039】
本発明に用いられる上記ポリウレタン化合物は、ポリウレタンウレア弾性繊維に高い耐熱性と回復性を付与するために、架橋型ポリウレタン化合物がより好適である。本発明における、架橋型ポリウレタン化合物とは、ポリウレタン分子の分岐構造、またはアロファネート結合やイソシアヌレート構造により、ポリウレタン重合体の一部が三次元的な網目構造を有しているものである。架橋型のポリウレタン化合物を得るには、分子中に3つ以上の官能基を有する、高分子ポリオール、イソシアネート、低分子ポリオールを用いる方法、ジイソシアネートの反応時にアロファネート結合やイソシアヌレートによる架橋構造を生じさせる方法等がある。成形性の観点から、アロファネート結合による架橋構造を有するものが好ましい。
【0040】
分子中に3つ以上の官能基を有する、上記ポリオールとしては、グリセリン、ヘキサントリオール、トリエタノールアミン、ジグリセリン、ペンタエリスリトール、ソルビトール、またはこれらを開始剤とするポリエーテルポリオールやポリエステルポリオール、ポリマーポリオールがあげられる。イソシアネートとしては、トリフェニルメタントリイソシアネート、トリス(イソシアネートフェニール)チオフォスフェート、リジンエステルトリイソシアネート、1,6,11−ウンデカントリイソシアネート、1,3,6−ヘキサメチレントリイソシアネートや、各種イソシアネート化合物から得られるアロファネート変性ポリイソシアネート、ポリウレタン変性ポリイソシアネートがあげられる。
【0041】
上記アロファネート結合架橋構造を有する、架橋タイプのポリウレタン化合物を製造する方法については、例えば、プレポリマー法により低分子ジオールによる鎖延長時に、イソシアネート基が残る官能基比率で低分子ジオールを加えて鎖延長させた後、80℃以上の恒温槽でイソシアネート基が消失するまで加熱保持し、架橋させる方法。また、例えば低分子ジオールによる鎖延長後、過剰のジイソシアネート化合物を加え、同様に加熱保持して架橋させる方法等がある。
【0042】
また、本発明の編地のポリウレタンウレア弾性繊維に用いるポリウレタン化合物としては、炭素数が2から10の異なったアルキレンエーテルからなる共重合ポリアルキレンエーテルグリコールを用いることがより好適である。炭素数が2から10の異なったアルキレンエーテルからなる共重合ポリアルキレンエーテルグリコールの好適な例としては、テトラメチレン基と2,2−ジメチルプロピレン基から成る共重合ポリエーテルグリコール、テトラメチレン基と3−メチルテトラメチレン基から成る共重合ポリエーテルグリコールがあげられる。テトラメチレン基に対する2,2−ジメチルプロピレン基または3−メチルテトラメチレン基の共重合比は、力学特性の観点から、5〜35モル%が好ましく、5〜20モル%がより好ましい。
【0043】
本発明の編地に用いられるポリウレタンウレア弾性繊維は、ジメチルシリコーンを2.5重量%以上含有することが好ましい。2.5重量%以上ジメチルシリコーンを含有することで、ポリウレタンウレア弾性繊維を使用する際に、パッケージからの糸の解じょ性が良好となり、特にパッケージを長期間保管した後の解じょ性の低下を抑制することができる。但し、パッケージから糸の巻き崩れの起こらないようにするため、ジメチルシリコーンの含有量は、9重量%以下が好ましい。ジメチルシリコーンの含有量は、3.5重量%〜7.5重量%がより好ましい。
【0044】
また本発明の編地に用いられるポリウレタンウレア弾性繊維は、変成シリコーンの含有率が0.1重量%未満であることが好ましい。変成シリコーンはジメチルシリコーン鎖の末端、中間部側鎖を官能基で修飾したものであり、例えば、アミノ変成シリコーン、ポリエーテル変性シリコーン、ポリエステル変性シリコーン、アルコール変性シリコーン、アルコキシ変性シリコーン等があげられる。変成シリコーンは、繊維状に加工する紡糸前のポリウレタンドープ中に添加されたり、仕上げ油剤の成分として紡糸後に付与されて、ポリウレタン弾性繊維中に添加される。これら変成シリコーンは、変成されていないシリコーンに比べ、ポリウレタン成分との親和性が高く、加工処理を施しても、ポリウレタン繊維表面に残りやすいため、熱による固着性を低下させる。ポリウレタンウレア弾性繊維中に0.1重量%未満とすることで、ポリウレタンウレア弾性繊維のより高い熱固着性を発現することができる。より好ましくは、変成シリコーンを含有しないものである。
【0045】
本発明の編地に用いられるポリウレタンウレア弾性繊維は、上述のポリウレタン化合物とポリウレタンウレア重合体を、アミド系極性溶媒に溶解して得られたポリウレタンウレア紡糸原液を、乾式紡糸によって好適に製造することができる。乾式紡糸は溶融紡糸や湿式紡糸に比べてハードセグメント間の水素結合による物理架橋を最も強固に形成させることが出来るため好ましい。また、弾性繊維中のポリウレタン化合物が40重量%以下とすることで、乾式紡糸においては紡糸時の糸切れ等の問題が無い安定な生産ができ、糸長方向の斑の少ない品位の高いポリウレタン弾性繊維を得ることができる。アミド系極性溶媒としては、ジメチルホルムアミド、ジメチルスルホキシド、ジメチルアセトアミドがあげられる。ポリウレタンウレア弾性繊維中にポリウレタン化合物を含有させるには、どのような方法をとってもよいが、生産工程性の観点から、ポリウレタン化合物とポリウレタンウレア重合体を均一に混合したポリウレタンウレア組成物を紡糸することが好ましい。
【0046】
ポリウレタン化合物とポリウレタンウレア重合体を混合する方法は、例えばポリウレタン組成物中で均一に混合させるには、アミド系極性溶媒中で合成したポリウレタン化合物とポリウレタンウレア重合体の溶液同士を混合する方法、無溶媒で重合したポリウレタン化合物をアミド系極性溶媒に溶解させた後にポリウレタンウレア重合体溶液中に添加する方法、溶融したポリウレタン化合物をポリウレタンウレア重合体溶液に添加する方法、粉末またはペレット状のポリウレタン化合物をポリウレタンウレア重合体のアミド系極性溶媒溶液中で溶解させる方法等があげられる。
【0047】
このポリウレタンウレア紡糸原液には、ポリウレタンウレア弾性繊維に通常用いられる他の化合物、例えば紫外線吸収剤、酸化防止剤、光安定剤、耐ガス着色防止剤、耐塩素剤、着色剤、艶消し剤、滑剤、充填剤等を添加してもよい。
【0048】
ポリウレタンウレア弾性繊維には、ジメチルシリコーン成分を含み、鉱物油等からなる油剤を含有させることができる。油剤の含有量は、パッケージに巻き取った際に、ポリウレタンウレア弾性繊維の固形分に対し、2.5重量%以上、10重量%以下であることが好ましい。油剤の含有のさせ方は、乾式紡糸後にポリウレタンウレア弾性繊維に付与してもよく、また油剤を紡糸原液に予め含有させて乾式紡糸してもよく、そのいずれを行っても良い。乾式紡糸後に油剤を付与する場合、紡糸原液が乾式紡糸され繊維形成後であれば特に限定されないが、巻き取り機に巻き取られる直前が好ましい。繊維を巻き取った後で油剤を付与することは、巻き取り玉から繊維を解舒するのが困難である。
【0049】
油剤の付与方法は、油剤バス中に回転させた金属円筒の表面上に作った油膜に紡糸直後の糸を接触させる方法、ガイド付きのノズル先端から定量吐出した油剤を糸へ付着させる方法など、公知の方法を用いることが出来る。また、油剤の紡糸原液への含有のさせ方は、紡糸原液を製造するどの時点に添加してもよく、紡糸原液に溶解又は分散させておく。
【0050】
油剤として、ジメチルシリコーン、鉱物油の他、ポリエステル変性シリコーン、ポリエーテル変性シリコーン、アミノ変性シリコーン等の変成シリコーンを含有しても良いが、油剤成分中の変成シリコーンの含有量は、前述の理由から、あわせて1.0重量%未満であることが好ましい。また、ポリウレタンウレア弾性繊維に付与した際に、ジメチルシリコーン成分が2.5重量%以上含有するように、ポリウレタンウレア弾性繊維への油剤の含有量にあわせて、油剤中のジメチルシリコーン成分の含有量を変えることが好ましい。油剤中のジメチルシリコーンの含有量は、50重量%以上が好ましい。さらに油剤には、タルク、コロイダルアルミナ等の鉱物性微粒子、ステアリン酸マグネシウム、ステアリン酸カルシウム等の高級脂肪酸金属塩粉末、高級脂肪族カルボン酸、高級脂肪族アルコール、パラフィン、ポリエチレン等の常温で固体のワックス等を単独、または必要に応じて任意に組み合わせて用いても良い。
【0051】
本発明の編地を構成するポリウレタンウレア弾性繊維と組み合わされる非弾性繊維は、綿、ウールなどの天然繊維、レーヨン、キュプラなどの再生繊維、アセテート、トリアセテートなどの半合成繊維、ポリアミド繊維、ポリエステル繊維などの合成繊維から、一つまたは二つ以上から選ばれる。非弾性繊維とポリウレタンウレア弾性繊維の混用又は引き揃え編成等、いずれであってもよい。またポリウレタンウレア弾性繊維は裸糸、被覆弾性糸として使用しても良い。
【0052】
非弾性繊維は、フィラメント糸及び紡績糸のいずれであってもよい。具体的には、フィラメント糸としては、各種レーヨン、アセテート繊維、ポリアミド系繊維、ポリエステル系繊維、アクリル系繊維、ポリプロピレン系繊維、塩化ビニル系繊維等の化合繊からなるものが好ましい。フィラメント糸の形態は、原糸(未加工糸)、仮撚加工糸、先染糸等のいずれであってもよく、また、これらの複合糸であってもよい。これらは、撚糸加工のしやすい、安定した糸条が好ましい。
【0053】
本発明の編地を構成するポリウレタンウレア弾性繊維は、交編相手素材として、ポリウレタン−ウレタンタイプのポリウレタン弾性繊維では用いることが出来ないポリエステル繊維との組み合わせが可能である。
【0054】
紡績糸としては、木綿、羊毛、麻等の天然繊維、各種レーヨン、アセテート繊維、ポリアミド系繊維、ポリエステル系繊維、アクリル系繊維、ポリプロピレン系繊維、塩化ビニル系繊維等の化合繊からなるものが好ましく、これらは単独又は混紡されたもの等、いずれであってもよい。
【0055】
上記ポリウレタンウレア弾性繊維の裸糸とは、弾性繊維そのままの状態の糸であり、通常、非弾性繊維との引き揃えや、添え糸編により編成される。非弾性繊維とポリウレタンウレア弾性繊維との編成時における、弾性繊維の給糸速度と非弾性繊維の給糸速度との比であるドラフト率(ドラフト率=弾性繊維の給糸速度/非弾性繊維の給糸速度)も任意に設定可能であるが、製編性を考慮すれば、ドラフト率は1.2〜4.5が好ましい。
【0056】
また被覆弾性糸とは、ポリウレタンウレア弾性繊維を芯に、ポリエステル繊維、ポリアミド繊維等のマルチフィラメント合成繊維等や綿等の短繊維などを鞘成分とした、FTY、SCY、DCYと称されるようなカバリング糸、綿等の短繊維で被覆されたCSYと称されるコアスパンヤーン、更には、非弾性繊維とポリウレタンウレア弾性繊維とを撚糸した被覆弾性糸等が挙げられる。これらの被覆弾性糸の、ポリウレタンウレア弾性繊維と非弾性繊維のドラフト率(被覆弾性糸のドラフト率=被覆弾性糸を伸長した時の非弾性繊維の長さ/被覆弾性糸を伸長した時のポリウレタンウレア弾性繊維の長さ)も任意に設定が可能であり、1.2〜4.5の範囲内に設定するのが好ましい。被覆弾性糸に使用するポリウレタンウレア弾性繊維の太さは限定されないが、20〜160dtが好ましい。非弾性繊維との混率についても限定されないが、5〜70重量%程度が好ましく、製造する編地により任意に選定できる。
【0057】
編地の構成に際して使用する糸の太さは、総繊度22〜1220デシテックスの範囲が好ましく、34〜310デシテックスがより好ましい。これらは、使用目的に合わせて適宜選択することができる。
本発明の編地は、丸編地、緯編地、経編地のいずれでも良く、特に限定されない。
本発明の丸編地および緯編地に使用可能な編成組織としては、平編の基本組織、タック編、浮編、片畦編、レース編、添糸編、ジャガード編等の組織のいずれであってもよい。
【0058】
本発明の丸編地は、一列針床を有する通常のシングルニット丸編機、二列針床を有する通常のダブルニット丸編機のような、給糸口数が多数あり、同時に複数本の糸を供給し得るフィーダーのある編機を用いて編成される。編機のゲージは、通常、5〜50ゲージであり、使用目的によって適宜選定すればよい。
【0059】
本発明の緯編地は、大緯編機、小緯編機、両頭機、両面機、ジャガード機等の緯編機、シングルニードル機、ダブルニードル機等のフルファッション編機を用いて編成される。編機のゲージとしては、通常、3〜50ゲージであり、使用目的によって適宜選定すればよい。
【0060】
本発明の経編地に使用可能な編成組織は、鎖編、デンビー編、コード編、アトラス編、挿入編等の基本組織、またこれらの組み合わせによる変化組織のいずれであってもよい。ポリウレタンウレア弾性繊維は全面に編みこんでも良いし、所望する間隔に編みこんでも良い。またポリウレタンウレア弾性繊維を挿入することも可能である。
【0061】
本発明の経編地は、カールマイヤー整経機、リバー整経機等を用いた整経工程により、弾性繊維及び又は被覆弾性糸、非弾性繊維を各々、目的とする商品に合わせた本数を揃えてビームに巻き取る。その後、後述の編機に、弾性繊維及び又は被覆弾性糸、非弾性繊維のビームを設置し、編成して所望の経編地を得る。
【0062】
経編地の編成にはトリコット編機、ラッセル編機、ダブルラッセル編機が使用でき、使用する糸のデニールや商品の狙いにより適宜使用デニール、編機種、ゲージを選択すればよい。編成組織としては、上述の基本編成組織、これらの組み合わせによる変化組織を用いて、トリコット編機では2枚筬組織のハーフ組織、サテン組織、ジャガード組織、またこれらの組織の組み合わせによる変化組織等、ラッセル編機、ダブルラッセル編機では、パワーネット組織、サテンネット組織、ジャガード組織等によって所望の経編地が得られる。トリコット編機、ラッセル編機とも、3枚以上の筬組織で編成しても良い。編機のゲージは、通常10〜50ゲージであり、使用目的によって適宜選定すればよい。
【0063】
本発明の編地は生機を開反し、リラックス処理を施した後、染色工程を経て、樹脂加工を含めた仕上げセットなどの行う一般的な染色工程を使用することができる。
【0064】
本発明における編地は、上記のポリウレタンウレア弾性繊維とフィラメント糸、紡績糸とを交編して得られた布帛を、染色前にテンターでの150〜200℃のプレセット工程を通すことによって製造される。テンターでの処理時間としては30秒から2分が好ましい。プレセット工程の温度が150℃未満では、プレセット通過後に十分な固着力が得られず、固着力を増加させるためには長時間のプレセットを必要とする。また、プレセット工程温度が150℃未満では生地の寸法安定性も低下し、生地がカールしやすくなる。プレセット工程の温度が200℃を越えると、高温処理によって伸縮性布帛の特徴であるストレッチ性、パワーが損失し、伸縮性布帛としての特徴を失うとともに、特に交編相手素材がポリアミド繊維では、ポリアミド繊維が黄変し、得られた製品は染色斑の発生により、品質安定性が得られない。長時間のプレセットによっても同様の現象が起こる。以上から本発明でのプレセット工程温度は150〜200℃、好ましくは170〜195℃であり、処理時間は30秒から2分が好ましい。
【0065】
プレセット工程を通過後は、ポリウレタンウレア弾性繊維の交編相手素材に適した染色工程を経る。例えば、交編相手素材がポリアミド繊維ならば、酸性染料による90〜110℃の染色条件、ポリエステル繊維ならば、分散染料による120〜135℃染色条件のように、適宜条件が選ばれる。
【0066】
交編相手素材がポリアミド繊維ならば、ソーピング処理、フィックス処理を施しても良い。交編相手素材がポリエステル繊維ならば、還元洗浄処理、ソーピング処理を施しても良い。さらには、ポリエステル繊維で通常加工される減量加工を施しても良い。交編相手素材が綿ならば、過酸化水素による晒し工程を施しても良い。このように、本発明の編地は、得られる生地の堅牢度、風合いを良くするために、交編相手素材に合わせた各種処理を施すことが出来る。また通常付与される後加工、例えば、柔軟剤加工、吸水加工などを施しても良い。
【0067】
染色工程を通過後は、テンターでの150〜200℃のファイナルセット工程を通すことによって製造される。プレセット工程と同様に、十分なポリウレタンウレア弾性繊維の固着力を得るためには、ファイナルセット工程温度は、150℃以上、また生地の品質安定性から200℃以下である。好ましくは、170〜195℃であり、プレセット工程温度の5〜10℃低い温度でファイナルセットを行うのが好ましい。テンターでの処理時間としては30秒から2分が好ましい。
【0068】
本発明の編地を用いて得られる衣料は、首回り、脇回り、裾回り、股回り、袖回りなどを切りっ放しにしたアンダーシャツ、ショーツ、アウターなどの切りっ放し衣料が挙げられる。本発明の編地から、前身頃、後身頃を裁断し、脇部を縫製して所望の衣類を得る。上述のように、プレセット工程の熱処理を経たポリウレタンウレア繊維の固着力によって、裁断された縁が解れ難くなっており、首回り、脇回り、裾回り、股回り、袖回りなどを切りっ放しにできるほか、脇部の縫製時にも、オーバーロック等の縁始末が不要となり、縫製工程の簡略化に寄与できる。またラッセル経編地においては、ポリウレタンウレア弾性繊維が、編地からの引抜き抵抗が大きくなることにより、スリップインの発生を抑制できる。 また本発明の編地から得られる衣料は、切りっ放し衣料に限らず、通常の縫製工程を経る衣料を挙げることが出来る。通常の縫製工程を得る衣料においても、本発明の丸編地は、裁断された縁がカールしにくいので、縫製時の作業性の向上に寄与できる。
【0069】
さらには、緯編地においては、ホールガーメントのような無縫製で製品となるものでも、首回りや裾回り、袖回りがカールしにくくなるため、高品位な製品を得ることが出来る。
本発明の編地は、成形衣料に適用することができる。
【0070】
成形衣料とは、編地部分が着用する人体の部位に合わせて連続して編成された丸編地から成り、例えば、該丸編地の全体は開反されずに、首部、両腕部、腰部または両脚部に対応する部分が所望の形状に裁断されており、且つ肩部、腰部または股部のみが接合縫製されている衣料をさす。該丸編地を成形衣料の少なくとも一部に用いればよく、成形衣料全体が該丸編地から成るものが特に好ましい。
【0071】
本発明の成形衣料は、インナー衣料に特に好適である。インナー衣料とは、肌に直接触れる編地をいい、例えば、タンクトップ、ロングパンツ、ズボン下、スパッツ、トランクス、ブリーフ、体型補正効果のあるメンズファンデーション、婦人用ランジェリー、ファンデーション、ブリーフ、ショーツ類が挙げられる。婦人用ランジェリーとしては、例えばキャミソール、スリップ、ペチコート、フレアパンツ、ボディブリファ、テディ等が挙げられる。婦人用ファンデーションとしてはガードル、ボディスーツ等が挙げられる。
【0072】
本発明の成形衣料用丸編地に用いられる組織としては、いわゆる編物の種々の組織、例えば天竺編、ゴム編、鹿の子編等や、これらを基本にしてメッシュ調にしたり凹凸感をつけたもの等、その他多数のものが可能であり、適宜選定すればよい。本発明の成形衣料用丸編地の編成に用いる編機は特に限定されないが、例えば一般的にいう丸編機を用いることができる。この場合、針本数は500本から1500本、釜径(釜の直径)は、25.4cm(10インチ)から38.1cm(15インチ)が好ましい。
【0073】
本発明における成形衣料は、上記のポリウレタンウレア弾性繊維あるいは、それを用いた被覆弾性糸とフィラメント糸、紡績糸とを交編、または被覆弾性糸のみを、着用する人体の部位に合わせて連続して編成されて得られた編地を、染色前あるいは染色後に湿熱セット工程と呼ばれる湿熱下での熱加工によって、スパンデックスの固着力を増加させその効果を得る。90℃未満の低温処理では固着性を得られにくく、逆に、140℃を超える高温処理では伸縮性編地の特徴であるストレッチ性、パワーが損失し、伸縮性編地としての特徴を失うとともに、特に交編相手素材がポリアミド繊維では、ポリアミド繊維が黄変し、得られた製品は染色斑の発生により、品質安定性が得られない。長時間のプレセットによっても同様の現象が起こる。以上から本発明での湿熱セット工程温度は90〜140℃が好ましく、処理時間は10秒から2分が好ましい。最終製品の形に肩口などを縫製してから染色工程を施しても良い。
【0074】
本発明における成形衣料は、丸編地を開反せず、縫製によって形成される肩部、腰部または股部以外の、首回り、脇回り、裾回り、股回り、袖回りなどを無縫製とした衣料とすることができる。
【実施例】
【0075】
以下に本発明を実施例に基づいて説明するが、本発明はこの範囲に限定されるものではない。以下にポリウレタンウレア弾性繊維と編地、衣料の性能評価のための各種評価方法について述べる。
【0076】
(1)熱機械測定分析(TMA)による圧縮変形開始温度
ポリウレタンウレア弾性繊維(比較例2、4、6、8、10、12はポリウレタン−ウレタン弾性繊維)を、石油エーテルで油剤を除去し乾燥させた後、ジメチルアセトアミドに溶解し20%溶液とする。この溶液を、アプリケーターを用いて厚さ0.6mmで均一にガラス板上にキャストする。これを70℃16時間で、ジメチルアセトアミドを乾燥除去して厚さ約0.12mmのフィルムを得る。
【0077】
このフィルムを、熱機械測定装置(セイコー電子工業(株)社製TMA/SS120型)の圧縮モードにて、押込プローブ経φ1.2mm、5gの一定加重下、室温より10℃/分で昇温させる。温度上昇により膨張するが、膨張から押込による圧縮変形に転ずる変曲点の温度を、圧縮変形開始温度とする。
(2)接触熱切断秒数
初期長14cmのポリウレタンウレア弾性繊維(比較例2、4、6、8、10、12はポリウレタン−ウレタン弾性繊維)を50%伸長して21cmとし、表面温度180℃の直径6cmの円筒状の熱体に押し当て(接触部分1cm)、切断されるまでの秒数を測定する。
(3)ポリウレタン化合物の示差走査熱量計(DSC)測定
ポリウレタン化合物約10mgを、示差走査熱量計(セイコー電子工業(株)社製DSC210型)にて、窒素50ml/分の気流下、10℃/分の昇温速度でポリウレタン化合物の分解温度まで測定する。
(4)原糸300%伸長回復時回復率
ポリウレタンウレア弾性繊維(比較例2、4、6、8、10、12はポリウレタン−ウレタン弾性繊維)を、引張試験機(オリエンテック(株)社製UTM−III−100型(商標))により、20℃、65%RH雰囲気下で、初期長5cmで引張試験機にセットし、1000%/分の速度で、伸度300%までの伸長・回復を3回繰り返した時、3回目回復時に応力が0になる伸長率をH(%)としたとき、回復率L(%)=100−Hで求める。
(5)硬度
JIS−K6253に記載の方法で測定する。
【0078】
(6)生地の品位
得られた編地の染上げ反の品位を目視で判定する。
○:高品位 ×:染色斑がひどい
(7)生地加工性
得られた編地の染上げ反中の糸切れの有無を目視で確認する。
(8)生地の解れ性
得られた編地の染上げ反の1辺を編目に沿って、1辺10cmの正方形に切断した試験片を、洗濯機で水30Lに対し、花王(株)社製洗剤アタック(商標)20gを入れた洗濯機で15分/回として洗濯する。5回おきに取り出して試験片の縁の解れの有無を確認し、解れが発生するまでの洗濯繰り返し回数で判定する。
(9)生地の寸法安定性
上記(8)と同様に1辺10cmの正方形に切断した試験片を作成し、20℃×65%RHで調湿環境室内で平らな台の上で12時間後の試験片の端の接線と台との角度で判定する。
○:カール発生なし ×:カールがひどい
(10)生地の80%伸長回復時回復率
得られた編地の染上げ反を、引張試験機(オリエンテック(株)社製UTM−III−100型(商標))により、20℃、65%RH雰囲気下で生地幅2.5cm、初期長10cmで引張試験機にセットし、300mm/分の速度で、伸度80%までの伸長・回復を3回繰り返した時、3回目回復時に応力が0になる伸長率をH’(%)としたとき、回復率L’(%)=100−H’で求める。
(11)着用評価
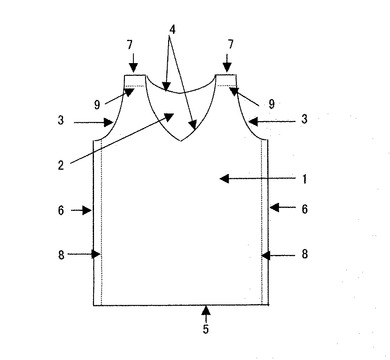
得られた編地の染上げ反を用いて、後述の図1の女性用ノースリーブアンダーシャツを作成し、5名の女性モニターに着用してもらい、1ヶ月、日常生活で洗濯、乾燥、着用を繰り返してもらった。下記にて判定した。
「快適」:適度なストレッチ性があり、切りっ放し部分がカールせず、解れが目立たなかった。
「不快」:切りっ放し部分がカールし、解れがひどかった。
判定:
○:5名とも「快適」と回答
△:4〜3名が「快適」と回答
×:3〜5名が「不快」と回答
図1の女性用ノースリーブアンダーシャツに本発明の編地の染上げ反を用いて作成した。前身頃1と後身頃2は、所定の裁断線に沿って裁断され、脇回り部3、首回り部4及び下端裾周り部5を切りっ放しとして形成され、脇腹部6、肩部7を生地の継ぎ合わせ部8、9として縫製した。サイズは女性用のMサイズとした。
【0079】
(12)成形衣料の着用評価
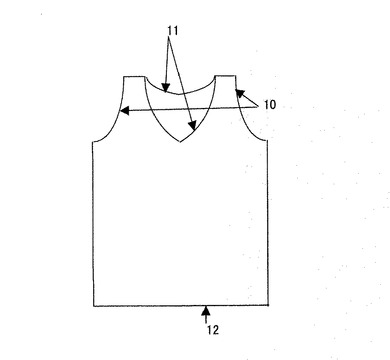
得られた成形衣料用丸編地を用いて、後述の図2の女性用ノースリーブアンダーシャツを作成し、5名の女性モニターに着用してもらい、1ヶ月、日常生活で洗濯、乾燥、着用を繰り返してもらった。下記にて判定した。
「快適」:適度なストレッチ性があり、切りっ放し部分がカールせず、解れが目立たなかった。
「不快」:切りっ放し部分がカールし、解れがひどかった。
判定:
○:5名とも「快適」と回答
△:4〜3名が「快適」と回答
×:3〜5名が「不快」と回答
図2の女性用ノースリーブアンダーシャツに本発明の着用する人体の部位に合わせて連続して編成された丸編地を用いて作成した。丸編地は開反せずに、肩口部のみ縫製され、脇回り部10、首回り部11及び下端裾周り部12を無縫製として形成されている。サイズは女性用のMサイズとした。
(13)ラッセル経編地における引抜き抵抗の測定
得られたラッセル経編地の染上げ反から、緯方向2.5cm、経方向10cmの試験片を採取し、試験片の端から経方向に4cmまでポリウレタンウレア弾性繊維1本の両側を切り込み、該弾性繊維を裸にする。さらに該弾性繊維が2.5cm入った位置で、該弾性繊維を切断しておく。20℃、65%RH雰囲気下で引張試験機(オリエンテック(株)社製UTM−III−100型(商標))の上部チャックに該弾性繊維を把持し、下部チャックで他方の編地を把持し、毎分10cmの速度で、該弾性繊維を引抜く時の抵抗力を測定する。
【0080】
[実施例1]
数平均分子量2000のポリテトラメチレンエーテルグリコール(PTMG)に対し、1.6倍当量の4,4’−ジフェニルメタンジイソシアネート(MDI)とを乾燥窒素雰囲気下、80℃において3時間、攪拌下で反応させて、末端がイソシアネートでキャップされたポリウレタンプレポリマーを得た。これを室温まで冷却した後、ジメチルアセトアミドを加え、溶解してポリウレタンプレポリマー溶液とした。
【0081】
一方、エチレンジアミン(EDA)およびジエチルアミンを乾燥ジメチルアセトアミドに溶解した溶液を用意し、これを前記プレポリマー溶液に室温下添加して、ポリウレタン固形分濃度30重量%、粘度450Pa・s(30℃)のポリウレタンウレア重合体溶液PA1を得た。
【0082】
また別に、数平均分子量2000のポリテトラメチレンエーテルグリコールに対し、3.0倍等量の4,4’−ジフェニルメタンジイソシアネートを、乾燥窒素雰囲気下、80℃において3時間、攪拌下で反応させて、末端がイソシアネートでキャップされたポリウレタンプレポリマーとした後、1,4−ブタンジオール(1,4−BD)を前記プレポリマーに添加し反応させた後、80℃で16時間加熱して、硬度80A、DSCにおいて80℃から分解開始温度(282℃)までの間に吸熱ピークを持たないポリウレタン化合物を得る。これにジメチルアセトアミドを加え、固形分濃度30重量%のポリウレタン溶液PU1を得た。
【0083】
得られたポリウレタンウレア溶液とポリウレタン溶液をPA1:PU1=80:20で混合し、ポリウレタンウレアとポリウレタンをあわせた固形分に対し、4,4’−ブチリデンビス(3−メチル−6−t−ブチルフェノール)を1重量%、2−(2’−ヒドロキシ−3’−t−ブチル−5’−メチルフェニル)−5−クロロベンゾトリアゾール0.5重量%をポリウレタン溶液と混合して、均一な溶液とした後、室温減圧下で脱泡して、これを紡糸原液とした。
【0084】
この紡糸原液を紡糸速度800m/分、熱風温度310℃で乾式紡糸し、得られたポリウレタンウレア弾性繊維をパッケージに巻き取られる前に、仕上げ剤として、ポリジメチルシロキサン80重量%、鉱物油18重量%、ステアリン酸マグネシウム2重量%からなる油剤を、ポリウレタン弾性繊維に対して4重量%付与し、紙製の紙管に巻き取ることで、44デシテックス/4フィラメントのポリウレタンウレア弾性繊維を得た。
【0085】
上記で得られたポリウレタンウレア弾性繊維の裸糸44デシテックスとナイロン66加工糸78デシテックス/34フィラメントとを引き揃えて、ナイロン66の給糸速度86m/分、ポリウレタン弾性繊維39m/分のドラフト2.2、給糸張力5cNで編立てて、天竺編地を形成した。28ゲージ、30インチ径、60口のシングルニット丸編機(福原精機(株)製、機種タイプVXAC−3SRE)で編成し、丸編生機を作成した。
【0086】
得られた丸編生機を開反し、液流染色機で80℃×30分の条件で精練し、プレセットとしてテンター仕上げ機で幅方向に5%幅出しさせながら、熱処理条件として温度190℃、時間60秒で処理した。次いで、液流染色機を用いて100℃×60分の条件で染色した。ファイナルセットとして、テンター仕上げ機を用いて、幅方向に3%幅出しさせながら、熱処理条件180℃×45秒で処理して、染上げ反を得た。
【0087】
[実施例2]
実施例1のポリウレタン溶液PU1の代わりに、数平均分子量2000のポリテトラメチレンエーテルグリコールに対し、2.4倍等量の4,4’−ジフェニルメタンジイソシアネートを、乾燥窒素雰囲気下、80℃において3時間、攪拌下で反応させて、末端がイソシアネートでキャップされたポリウレタンプレポリマーとした後、1,4−ブタンジオールを前記プレポリマーに添加し反応させた後、80℃で60時間加熱して、硬度75A、DSCにおいて80℃から分解開始温度(253℃)までの間に吸熱ピークを持たないポリウレタン化合物を得る。これにジメチルアセトアミドを加え、固形分濃度30重量%のポリウレタン溶液PU2を得た。
【0088】
得られたポリウレタン溶液をPA1:PU2=80:20で混合し、実施例1と同様にして44デシテックス/4フィラメントのポリウレタンウレア弾性繊維を得た。
【0089】
得られたポリウレタンウレア弾性繊維を用いて、実施例1と同様にして、丸編地の染上げ反を得た。
【0090】
[実施例3]
実施例2において、ポリウレタンウレア溶液とポリウレタン溶液をPA1:PU1=65:35で混合する以外は、実施例1と同様にして44デシテックス/4フィラメントのポリウレタンウレア弾性繊維を得た後、実施例1と同様にして、丸編地の染上げ反を得た。
【0091】
[実施例4]
実施例1のポリウレタン溶液PU1の代わりに、数平均分子量2000のテトラメチレン基と2,2−ジメチルプロピレン基から成り、2,2−ジメチルプロピレン基のモル分率が10モル%の共重合ポリエーテルグリコールに対し、2.4倍当量の4,4’−ジフェニルメタンジイソシアネートを、乾燥窒素雰囲気下、80℃において3時間、攪拌下で反応させて、末端がイソシアネートでキャップされたポリウレタンプレポリマーとした後、1,4−ブタンジオールを前記プレポリマーに添加して、同様に反応させ、硬度77A、DSCにおいて80℃から分解開始温度(264℃)までの間に吸熱ピークを持たないポリウレタン化合物を得る。これにジメチルアセトアミドを加え、固形分濃度30重量%のポリウレタン溶液PU3を得た。
【0092】
得られたポリウレタン溶液をPA1:PU3=80:20で混合し、実施例1と同様にして44デシテックス/4フィラメントのポリウレタンウレア弾性繊維を得た後、実施例1と同様にして、丸編地の染上げ反を得た。
【0093】
[実施例5]
実施例1のポリウレタン溶液PU1の代わりに、数平均分子量1000のポリブチレンアジペートジオールに対し、3.0倍等量の4,4’−ジフェニルメタンジイソシアネートを、乾燥窒素雰囲気下、80℃において3時間、攪拌下で反応させて、末端がイソシアネートでキャップされたポリウレタンプレポリマーとした後、1,4−ブタンジオールを前記プレポリマーに添加して、同様に反応させ、硬度66A、DSCにおいて80℃から分解開始温度(302℃)までの間に吸熱ピークを持たないポリウレタン化合物を得る。これにジメチルアセトアミドを加え、固形分濃度30重量%のポリウレタン溶液PU4を得た。
【0094】
得られたポリウレタン溶液をPA1:PU4=80:20で混合し、実施例1と同様にして44デシテックス/4フィラメントのポリウレタンウレア弾性繊維を得た後、実施例1と同様にして、丸編地の染上げ反を得た。
【0095】
[実施例6]
実施例2において、数平均分子量2000のポリテトラメチレングリコールに代えて、数平均分子量2000のテトラメチレン基と2,2−ジメチルプロピレン基からなる共重合ポリエーテルグリコール(2,2−ジメチルプロピレン基の共重合率10モル%)を用いる以外は同様な方法で得られたポリウレタンウレア重合体溶液PA2を用いた以外は実施例2と同様にして44デシテックス/4フィラメントのポリウレタン弾性繊維を得た後、実施例1と同様にして、丸編地の染上げ反を得た。
【0096】
[実施例7]
実施例6で用いたPA2と、実施例4で用いたPU3を、PA2:PU3=80:20で混合し、実施例1と同様にして44デシテックス/4フィラメントのポリウレタンウレア弾性繊維を得た後、実施例1と同様にして、丸編地の染上げ反を得た。
【0097】
[実施例8]
実施例1で得られたポリウレタンウレア弾性繊維と、84デシテックス、30フィラメントのポリエステル仮撚加工糸(テクノファイン(登録商標)、旭化成(株)製)を用いて、ポリエステル仮撚加工糸の給糸速度86m/分、ポリウレタンウレア弾性繊維39m/分のドラフト2.2、給糸張力5cNで引き揃え編立てて、天竺編地を形成した。28ゲージ、30インチ径、60口のシングルニット丸編機(福原精機(株)製、機種タイプVXAC−3SRE)で編成し、丸編生機を作成した。
【0098】
得られた丸編生機を開反し、液流染色機で80℃×30分の条件で精練し、プレセットとしてテンター仕上げ機で幅方向に5%幅出しさせながら、温度190℃、時間60秒で熱処理した。次いで、高圧液流染色機を用いて130℃×60分の条件で染色を行った。ファイナルセットとして、テンター仕上げ機を用いて、幅方向に3%幅出しさせながら、熱処理条件180℃×45秒で処理して、丸編地の染上げ反を得た。
【0099】
[実施例9]
実施例1において、得られた丸編生機を、熱処理条件140℃でプレセット、ファイナルセットした以外は、実施例1と同様にして丸編地の染上げ反を得た。
【0100】
[比較例1]
ポリウレタン化合物PU1を添加しない以外は実施例1と同様にして(各添加剤はPA1固形分対比量添加した)、44デシテックス/4フィラメントのポリウレタンウレア弾性繊維を得た後、実施例1と同様にして、丸編地の染上げ反を得た。
【0101】
[比較例2]
ポリウレタンウレア重合体PA1を添加しない以外は実施例2と同様にして(各添加剤はPU2固形分対比量添加した)、44デシテックス/4フィラメントのポリウレタン−ウレタン弾性繊維を得た後、実施例1と同様にして丸編地の染上げ反を得た。
【0102】
[比較例3]
実施例1のポリウレタン溶液PU1の代わりに、数平均分子量2000のポリテトラメチレンエーテルグリコールに対し、5.1倍等量の4,4’−ジフェニルメタンジイソシアネートを、乾燥窒素雰囲気下、80℃において3時間、攪拌下で反応させて、末端がイソシアネートでキャップされたポリウレタンプレポリマーとした後、1,4−ブタンジオールを前記プレポリマーに添加し反応させ、硬度90A、DSCにおいて分解開始温度(290℃)より低い230℃に吸熱ピークを有するポリウレタン化合物を得る。これにジメチルアセトアミドを加え、固形分濃度30重量%のポリウレタン溶液PU5を得た。
【0103】
得られたポリウレタン溶液をPA1:PU5=80:20で混合し、実施例1と同様にして44デシテックス/4フィラメントのポリウレタン弾性繊維を得た後、丸編地の染上げ反を得た。
【0104】
[比較例4]
比較例2のポリウレタン−ウレタン弾性繊維を用いて、実施例8と同様にして、テクノファインと交編した丸編地の染上げ反を得た。得られた染上げ反は、生地中のポリウレタン−ウレタン弾性繊維の糸切れがひどく、生地の解れ性、生地の寸法安定性、生地の80%伸長回復時回復率、着用評価の各評価に値する生地が得られなかった。
以上の各実施例および比較例における組成を表1に、得られたポリウレタンウレア弾性繊維の性能と、得られた丸編地、その丸編地から作成した図1のノースリーブアンダーシャツの性能を表2に示す。
【0105】
[実施例10]
釜径13インチ、針本数1152本の丸編機(サントニー社製 SM8−8)を用いて、実施例1で得られたポリウレタンウレア弾性繊維の44デシテックスとナイロン6加工糸56デシテックス/48フィラメントをもちいて、ドラフト3で編成し、トップス編地を得た。
続いて、得られたトップス編地の肩口のみを縫製し通常の方法でカチオン染料で染色を行い、仕上剤処理、セットを115度 30秒で行い、成形インナー衣料とした。
【0106】
[実施例11]
実施例2で得られたポリウレタンウレア弾性繊維を用いる以外は実施例10と同様にして、成形インナー衣料を得た。
【0107】
[実施例12]
実施例3で得られたポリウレタンウレア弾性繊維を用いる以外は実施例10と同様にして、成形インナー衣料を得た。
【0108】
[実施例13]
実施例4で得られたポリウレタンウレア弾性繊維を用いる以外は実施例10と同様にして、成形インナー衣料を得た。
【0109】
[実施例14]
実施例5で得られたポリウレタンウレア弾性繊維を用いる以外は実施例10と同様にして、成形インナー衣料を得た。
【0110】
[実施例15]
実施例6で得られたポリウレタンウレア弾性繊維を用いる以外は実施例10と同様にして、成形インナー衣料を得た。
【0111】
[実施例16]
実施例7で得られたポリウレタンウレア弾性繊維を用いる以外は実施例10と同様にして、成形インナー衣料を得た。
【0112】
[実施例17]
釜径13インチ、針本数1152本の丸編機(サントニー社製 SM8−8)を用いて実施例1で得られたポリウレタンウレア弾性繊維の44デシテックスと84デシテックス/30フィラメントのW型断面ポリエステル仮撚加工糸(テクノファイン(登録商標)、旭化成せんい(株)製)を用いてドラフト3で編成し、トップス編地を得た。
【0113】
続いて、得られたトップス編地の肩口のみを縫製し通常のポリエステル染色処方(130℃×60分 分散染料)で染色を行い、仕上剤処理、ファイナルセットを115度 30秒で行い、成形インナー衣料とした。
【0114】
[実施例18]
実施例10において、得られた製品を、熱処理条件40℃でセットした以外は、実施例10と同様にして成形インナー衣料を得た。
【0115】
[比較例5]
比較例1で得られたポリウレタンウレア弾性繊維を用いる以外は実施例10と同様にして、成形インナー衣料を得た。
【0116】
[比較例6]
比較例2で得られたポリウレタンウレア弾性繊維を用いる以外は実施例10と同様にして、成形インナー衣料を得た。
【0117】
[比較例7]
比較例3で得られたポリウレタンウレア弾性繊維を用いる以外は実施例10と同様にして、成形インナー衣料を得た。
【0118】
[比較例8]
比較例6のポリウレタン−ウレタン弾性繊維を用いて、実施例17と同様にして、W型断面ポリエステル仮撚加工糸(テクノファイン(登録商標)、旭化成せんい(株)製)と交編した成形インナー衣料を得た。得られた成形インナー衣料は、生地中のポリウレタン−ウレタン弾性繊維の糸切れがひどく、生地の解れ性、生地の寸法安定性、生地の80%伸長回復時回復率、着用評価の各評価に値する生地が得られなかった。
以上の各実施例および比較例における組成を表1に、得られたポリウレタンウレア弾性繊維の性能と、得られた成形インナー衣料の性能を表3に示す。
【0119】
[実施例19]
ナイロン66加工糸44デシテックス/34フィラメントをフロントとし、バックには実施例1で得られたポリウレタンウレア弾性繊維44デシテックス/4フィラメントをドラフト率80%で整経し、下記条件でハーフ組織を編成した。
<編成条件>
編機:36ゲージ/インチ カールマイヤー社製 トリコット編機
組織:フロント 10/23
バック 12/10
ランナー長:フロント120cm/480コース
バック 77.6cm/480コース
機上コース:100コース/インチ
この編成条件で得られた経編生機を、90℃で1分間精錬し、プレセットとしてテンター仕上げ機を用いて、熱処理条件として温度190℃、時間60秒で処理した。次いで、液流染色機を用いて100℃×60分の条件で染色した。ファイナルセットとして、テンター仕上げ機を用いて、熱処理条件180℃×45秒で処理して、経編地の染上げ反を得た。
【0120】
[実施例20]
実施例2で得られた44デシテックス/4フィラメントのポリウレタンウレア弾性繊維を用いる以外は実施例19と同様にして、経編地の染上げ反を得た。
【0121】
[実施例21]
実施例3で得られた44デシテックス/4フィラメントのポリウレタンウレア弾性繊維を用いる以外は実施例19と同様にして、経編地の染上げ反を得た。
【0122】
[実施例22]
実施例4で得られた44デシテックス/4フィラメントのポリウレタンウレア弾性繊維を用いる以外は実施例19と同様にして、経編地の染上げ反を得た。
【0123】
[実施例23]
実施例5で得られた44デシテックス/4フィラメントのポリウレタンウレア弾性繊維を用いる以外は実施例19と同様にして、経編地の染上げ反を得た。
【0124】
[実施例24]
実施例6で得られた44デシテックス/4フィラメントのポリウレタンウレア弾性繊維を用いる以外は実施例19と同様にして、経編地の染上げ反を得た。
【0125】
[実施例25]
実施例7で得られた44デシテックス/4フィラメントのポリウレタンウレア弾性繊維を用いる以外は実施例19と同様にして、経編地の染上げ反を得た。
【0126】
[実施例26]
実施例1で得られたポリウレタンウレア弾性繊維と、84デシテックス/30フィラメントのW型断面ポリエステル仮撚加工糸(テクノファイン(登録商標)、旭化成せんい(株)製)を用いて、実施例19と同様にして、経編生機を作成した。
【0127】
得られた経編生機を開反し、90℃で1分間精錬し、プレセットとしてテンター仕上げ機を用いて、熱処理条件として温度190℃、時間60秒で処理した。次いで、高圧液流染色機を用いて130℃×60分の条件で染色を行った。仕上げセットとして、テンター仕上げ機を用いて、熱処理条件180℃×45秒で処理して、経編地の染上げ反を得た。
【0128】
[実施例27]
実施例19において、得られた経編生機を、熱処理条件140℃でプレセット、ファイナルセットした以外は、実施例19と同様にして経編地の染上げ反を得た。
【0129】
[比較例9]
比較例1で得られた44デシテックス/4フィラメントのポリウレタンウレア弾性繊維を用いる以外は実施例19と同様にして、経編地の染上げ反を得た。
【0130】
[比較例10]
比較例2で得られた44デシテックス/4フィラメントのポリウレタン−ウレタン弾性繊維を用いる以外は実施例19と同様にして、経編地の染上げ反を得た。
【0131】
[比較例11]
比較例3で得られた44デシテックス/4フィラメントのポリウレタンウレア弾性繊維を用いる以外は実施例19と同様にして、経編地の染上げ反を得た。
【0132】
[比較例12]
比較例4のポリウレタン−ウレタン弾性繊維を用いて、実施例26と同様にして、W型断面ポリエステル仮撚加工糸(テクノファイン(登録商標)、旭化成せんい(株)製)と交編した経編地の染上げ反を得た。得られた染上げ反は、生地中のポリウレタン−ウレタン弾性繊維の糸切れがひどく、生地の解れ性、生地の寸法安定性、生地の80%伸長回復時回復率、着用評価の各評価に値する生地が得られなかった。
以上の各実施例および比較例における組成を表1に、得られたポリウレタンウレア弾性繊維の性能と、得られた経編地、その経編地から作成したノースリーブアンダーシャツの性能を表4に示す。
【0133】
[実施例28]
実施例1と同様にして、紡糸原液を得た後、紡糸速度500m/分の条件以外は実施例1と同条件で乾式紡糸し、155デシテックス/12フィラメントのポリウレタンウレア弾性繊維を得た。
【0134】
ラッセル編機(カールマイヤー社製、28ゲージ/インチ)を使用し、L1、L2にナイロン66加工糸56デシテックス/17フィラメント、L3、L4に上記ポリウレタンウレア弾性繊維155デシテックス/12フィラメントを用いて、パワーネット経編生機を作成した。
【0135】
得られたパワーネット経編生機を、90℃で1分間精錬し、プレセットとしてテンター仕上げ機を用いて、熱処理条件として温度190℃、時間60秒で処理した。次いで、液流染色機を用いて100℃×60分の条件で染色した。ファイナルセットとして、テンター仕上げ機を用いて、熱処理条件180℃×45秒で処理して、パワーネット経編の染上げ反を得た。
【0136】
[比較例13]
比較例1と同様にして、紡糸原液を得た後、実施例28と同条件で乾式紡糸し、155デシテックス/12フィラメントのポリウレタンウレア弾性繊維を得た。
得られたポリウレタンウレア弾性繊維を用いて、実施例28と同様にして、パワーネット経編地の染上げ反を得た。
【0137】
以上の各実施例および比較例における組成を表1に、得られたポリウレタンウレア弾性繊維の性能と、得られたパワーネット経編地の性能を表5に示す。
【0138】
【表1】

【0139】
【表2】
【0140】
【表3】
【0141】
【表4】
【0142】
【表5】
【産業上の利用可能性】
【0143】
本発明によって製造されるポリウレタンウレア弾性繊維を用いた編地、及び加工時の熱により、縁始末不要とした編地は、アンダーシャツ、ショーツ、肌着等の各種ストレッチファンデーション等において、着用感に優れた衣類として有用である。
【図面の簡単な説明】
【0144】
【図1】本発明の実施例、比較例で製作したノースリーブアンダーシャツの概略正面図。
【図2】本発明の実施例、比較例で製作した成形衣料のノースリーブアンダーシャツの概略正面図。
【符号の説明】
【0145】
1 前身頃
2 後身頃
3 脇回り部
4 首回り部
5 裾周り部
6 脇腹部
7 肩部
8 継ぎ合わせ部
9 継ぎ合わせ部
10 脇回り部
11 首回り部
12 裾周り部
【技術分野】
【0001】
本発明は、編地及びこれに用いた衣料に関し、特に、主にポリウレタン弾性繊維を混用した衣料製品のカールや解れの防止に有用な編地、及びその編地を用いた衣料に関するものである。
【背景技術】
【0002】
ポリウレタン弾性繊維は、弾性機能に優れた伸縮性繊維であり、ファンデーション、ソックス、パンティストッキング、水着、スポーツウエア、レオタード等、多分野の衣料や、オムツ、包帯、サポーター、マスク、自動車内装材、ネット、テープ等、非衣料分野にも広く使用されている。
【0003】
ポリウレタン弾性繊維は、セグメントポリウレタンを主成分とする繊維であり、セグメントポリウレタンは、高分子ポリオール、ジイソシアネート、及び鎖延長剤を主原料としたブロック共重合体を基本とし、化学構造的には屈曲性に富むソフトセグメントと、水素結合による強い分子間力により結晶構造をつくるハードセグメントとから構成される。そして、鎖延長剤に低分子ジアミンを用い、ハードセグメントがウレア結合を有するポリウレタン−ウレアタイプと、鎖延長剤に低分子ジオールを用い、ハードセグメントがウレタン結合からなるポリウレタン−ウレタンタイプに分類することができる。
【0004】
ハードセグメントの水素結合力は、耐熱性などの物性に大きく影響し、ウレア結合の方がウレタン結合よりも水素結合力が強いため、ポリウレタン−ウレアタイプの方が耐熱性に優れ、また現在生産されているポリウレタン弾性繊維の主流となっていることから、幅広い分野で用いられている。本発明では、このようなポリウレタン−ウレアタイプの重合体(以下、ポリウレタンウレア重合体)を主成分としてなる弾性繊維をポリウレタンウレア弾性繊維と称する。一方、ポリウレタン−ウレタンタイプの重合体からなる弾性繊維は、ポリウレタンウレア弾性繊維に比べて耐熱性や回復性に劣るが、逆に比較的低温でセットできる特徴を活かし、例えばウール織物や、いわゆるゾッキパンストなどに適用されている。
【0005】
ポリウレタン弾性繊維を、一般的な衣料分野に使用する場合、通常、ポリアミド繊維、ポリエステル繊維、綿などと交編織され、裁断、縫製、仕上げ加工等の製造工程を経て製品となる。ポリウレタン弾性繊維を用いて交編織された生地は、裁断して縫製する際に、高い耐熱性と回復性のため、生地の設計によっては、カールの発生や、縁部の解れが起こり、縫製が難しくなることがある。さらに解れた縁部で布帛の編地組織からポリウレタン弾性繊維が抜けて、その部分の布帛の伸縮性が低下するという問題が生ずる。
【0006】
裁断したままの状態では、当然縁部が解れてしまうため、通常の製品においては、解れを防止するために、何らかの縁始末がおこなわれている。例えば、裁断した縁部を折り返して2重にして縫合したり、オーバーロックと呼ばれるかがり縫いしたり、テープ等の別布で包み込んで縫製するのが一般的である。しかし、これら縁始末や縫製といった解れ止めの後処理作業は、衣料製品の生産工程において手間がかかり、経済的にも大きな負担となる。しかもこのように縁始末や縁部の縫製を施した衣料製品は、その部分の厚みが厚くなり段差が生じるため、ファンデーションなどの下着衣料では、その上にアウターウェアを着用した際に、アウターウェアに段差が凸条になって現れ、外観を損なう。また、ポリウレタンウレア弾性繊維は、ファンデーション、パンティストッキングなどの体に直接フィットさせる製品に用いられることが多く、厚くなった縁部が着用感を低下させるという問題もある。
【0007】
またポリウレタン弾性繊維を交編織した生地の裁断した部位はカールしやすく、縫製工程での作業に手間がかかるといった問題もあった。
ポリウレタンウレア弾性繊維を用いた衣料の縁始末や縁部の縫製に関わる問題については、近年ファッション化が進むブラジャー、ガードル、ボディスーツ等のファンデーションの分野において、裁断部の縁始末や縫製をしないことで、下着のラインがアウターウェアに現れない、いわゆる切りっ放し開口部を有する衣類製品の製造方法が検討されている。
【0008】
例えば、編組織が非弾性糸と弾性糸とを同行させた1×1編み組織で、かつ各編針において非弾性糸と弾性糸のうち少なくとも1方が閉じ目により編成された経編地からなる縁始末不要な生地を用いた衣類が提案されている(例えば、特許文献1)。
【0009】
しかし、生地の設計によって構造的に裁断した縁部の解れを起こりにくくしているため、特許文献1の場合、生地全体が厚地となるなど、生地設計によって得られる布帛に制約があり、衣類の用途が限定されるという問題点がある。
【0010】
また、ポリウレタン−ウレタンタイプからなる低融点のポリウレタン弾性繊維を用い、それ以外の糸をプレーティング編により編みたて、ヒートセット加工を施した解れ止め機能がある編地を用い、同様に切りっ放し開口部を有する衣類が提案されている(特許文献2または3)。
【0011】
しかしながら、ポリウレタン−ウレタンタイプのポリウレタン弾性繊維は、生地や製品を型止めするためのセット工程や、染色工程での熱による物性低下が大きく、ポリウレタンウレア弾性繊維が通常使用される加工温度条件では、生地の回復性の低下や、さらにポリウレタン弾性繊維の糸切れが起こることがあり、この生地を使用する製品では、加工条件に熱的制約があるという問題がある。特にポリエステル繊維との組み合わせでは、120℃〜135℃の染色加工においてポリウレタン弾性繊維の糸切れが起きるため、ポリエステル繊維との組み合わせには用いることが出来ない。
【0012】
さらに、例えばポリウレタン−ウレタンタイプと、ポリウレタン−ウレアタイプのように、高温側融点の異なる少なくとも2種のポリウレタン成分を含有する紡糸液から紡糸されたポリウレタン弾性繊維を用いた繊維構造物を、高温側融点が低いポリウレタン成分の熱変形温度以上で熱処理することにより、解れを生じ難い伸縮性繊維構造物の製造方法が提案されている(特許文献4)。
【0013】
しかし、本製造方法で得られる生地のカールや解れ抑制効果は、上述の低融点ポリウレタン弾性糸を用いた場合に比べて十分満足とは言えない。また、構造の異なる2種以上のポリウレタン成分を含有させることにより、ポリウレタン−ウレアタイプが持っている高い回復性や伸度といった弾性繊維の基本性能が低下してしまう可能性については、考慮されていない。
【特許文献1】特開2003−147618号公報
【特許文献2】特開2005−113349号公報
【特許文献3】特開2005−350800号公報
【特許文献4】特開2005−330617号公報
【発明の開示】
【発明が解決しようとする課題】
【0014】
本発明の課題は、高い回復性、耐熱性を有し、衣料製品の解れ防止機能を有するポリウレタンウレア弾性繊維を用いた編地、さらにはカールや解れが抑制された生地となり、優れた伸長物性を保持した衣料製品を得ることができる編地を提供することである。
【課題を解決するための手段】
【0015】
本発明者らは、上記課題を解決するために鋭意研究を重ねた結果、衣料製品のカールや解れ防止性を向上するためのポリウレタン弾性繊維として、特定のポリウレタン化合物を含有し、熱変形性と耐熱性を有するポリウレタンウレア弾性繊維を用いた編地により、上記課題を解決できることを見出し、本発明をなすに至った。
すなわち本願で特許請求される発明は、以下のとおりである。
【0016】
(1) ポリウレタン化合物を5重量%〜40重量%含有し、熱機械測定分析(TMA)による圧縮変形開始温度が150℃以上、180℃以下であり、かつ50%伸長下、180℃における熱切断秒数が30秒以上であるポリウレタンウレア弾性繊維を少なくとも一部に用いてなることを特徴とする編地。
(2) ポリウレタンウレアが、炭素数2〜10の一種以上のアルキレンエーテルからなるポリアルキレンエーテルジオールを原料とすることを特徴とする、上記(1)記載の編地。
(3) ポリウレタン化合物が、炭素数2〜10の一種以上のアルキレンエーテルからなるポリアルキレンエーテルジオールを原料とすることを特徴とする、上記(1)または(2)記載の編地。
(4) 編地が、着用する人体の部位に合わせて連続して編成された丸編地であることを特徴とする、上記(1)〜(3)のいずれかに記載の編地。
(5) ポリウレタン化合物を5重量%〜40重量%含有し、熱機械測定分析(TMA)による圧縮変形開始温度が150℃以上180℃以下であり、かつ50%伸長下、180℃における熱切断秒数が30秒以上であるポリウレタンウレア弾性繊維を少なくとも一部に用いて編成した後、150℃〜200℃でプレセットし、150℃〜200℃でファイナルセットすることを特徴とする編地の製造方法。
(6) ポリウレタン化合物を5重量%〜40重量%含有し、熱機械測定分析(TMA)による圧縮変形開始温度が150℃以上180℃以下であり、かつ50%伸長下、180℃における熱切断秒数が30秒以上であるポリウレタンウレア弾性繊維を少なくとも一部に用い、着用する人体の部位に合わせて連続して編成した後、湿熱下、50℃〜200℃でセットすることを特徴とする上記(4)記載の丸編地の製造方法。
(7) 上記(1)〜(3)記載の丸編地を少なくとも一部に用いてなる衣料。
(8) 上記(4)記載の丸編地を開反せずに少なくとも一部に用いてなる成形衣料。
【発明の効果】
【0017】
本発明のポリウレタンウレア弾性繊維を用いた編地は、生地のカールや解れが抑制され、条件の制約の少ない縫製加工性に優れている上、加工処理時の熱により、生地中でポリウレタンウレア弾性繊維同士、またはポリウレタンウレア弾性繊維と相手糸との接触点で、生地への張力、圧縮またはポリウレタンウレア弾性繊維自身の残留応力により、ポリウレタンウレア弾性繊維の圧縮変形が起こり、この変形点で、ポリウレタンウレア弾性繊維同士、またはポリウレタンウレア弾性繊維への相手糸の固着が起こるため、生地組織からのポリウレタンウレア弾性繊維や相手糸が抜けにくくなり、カールや解れを抑制することができる。このため、縁始末不要とした編地は、アンダーシャツ、ショーツ、肌着等の各ストレッチファンデーション等において、着用感に優れた衣料として利用される。本発明において、着用する人体の部位に合わせて連続して編成された丸編地は、開反せず最小限の縫製だけで縁始末不要な成形衣料に利用することができ、特に好適である。
【0018】
また、本発明の編地に用いるポリウレタンウレア弾性繊維は、耐熱性、回復性に優れるため、加工処理における熱的条件の制約が少なく、ポリウレタンウレア弾性繊維が使用される繊維製品で一般的に用いられる、あらゆる相手糸との組合せの製品を提供することができる。またポリウレタン−ウレタンタイプのポリウレタン弾性繊維では用いることが出来ないポリエステル繊維との組み合わせも可能となる。
【発明を実施するための最良の形態】
【0019】
本発明の編地に用いられるポリウレタンウレア弾性繊維は、ポリウレタンウレア重合体を主成分とする組成物からなる。耐熱性の高いポリウレタンウレア重合体を主成分とすることによって、加工処理時の熱での糸切れが起こりにくく、良好な伸縮物性を有する生地がえられる。ポリウレタンウレア重合体の含有量については、このポリウレタンウレア弾性繊維およびその生地製品の耐熱性、物理的特性の観点から、好ましくは60重量%以上であり、より好ましくは75重量%以上である。
【0020】
本発明の編地に用いるポリウレタンウレア重合体は、例えば、高分子ポリオール、ジイソシアネート、2官能性アミン、および単官能性活性水素原子を有する末端停止剤を反応させて得ることができる。
【0021】
高分子ポリオールとしては、実質的に線状のホモ又は共重合体からなる各種ジオール、例えば、ポリエステルジオール、ポリエーテルジオール、ポリエステルアミドジオール、ポリアクリルジオール、ポリチオエステルジオール、ポリチオエーテルジオール、ポリカーボネートジオールもしくはこれらの混合物、又はこれらの共重合物等が挙げられる。好ましくはポリアルキレンエーテルグリコールであり、例えば、ポリオキシエチレングリコール、ポリオキシプロピレングリコール、ポリテトラメチレンエーテルグリコール、ポリオキシペンタメチレングリコール、炭素数が2から10の異なったアルキレンエーテルからなる共重合ポリアルキレンエーテルグリコール、又はこれらの混合物等である。中でも、優れた弾性機能を示す、ポリテトラメチレンエーテルグリコール、炭素数が2から10の異なったアルキレンエーテルからなる共重合ポリアルキレンエーテルグリコールが好適であり、炭素数が2から10の異なったアルキレンエーテルからなる共重合ポリアルキレンエーテルグリコールがより好適である。炭素数が2から10の異なったアルキレンエーテルからなる共重合ポリアルキレンエーテルグリコールの好適な例としては、テトラメチレン基と2,2−ジメチルプロピレン基から成る共重合ポリエーテルグリコール、テトラメチレン基と3−メチルテトラメチレン基から成る共重合ポリエーテルグリコールがあげられる。また高分子ポリオールの数平均分子量としては500〜5,000が好ましい。より好ましい数平均分子量は、1,000〜3,000である。
【0022】
ジイソシアネートとしては、脂肪族、脂環族、芳香族のジイソシアネートが挙げられる。例えば、4,4’−ジフェニルメタンジイソシアネート、2,4’−ジフェニルメタンジイソシアネート、2,4−及び2,6−トリレンジイソシアネート、m−及びp−キシリレンジイシシアネート、α,α,α’,α’−テトラメチル−キシリレンジイソシアネート、4,4’−ジフェニルエーテルジイソシアネート、4,4’−ジシクロヘキシルジイソシアネート、1,3−及び1,4−シクロヘキシレンジイソシアネート、3−(α−イソシアナートエチル)フェニルイソシアネート、1,6−ヘキサメチレンジイソシアネート、トリメチレンジイソシアネート、テトラメチレンジイソシアネート、イソホロンジイソシアネート、又はこれらの混合物、又はこれらの共重合物等が挙げられる。好ましくは、4,4’−ジフェニルメタンジイソシアネートである。
【0023】
鎖延長剤として用いる2官能性アミンとしては、例えば、エチレンジアミン、1,2−プロピレンジアミン、1,3−プロピレンジアミン、2−メチル−1,5−ペンタンジアミン、トリエチレンジアミン、m−キシリレンジアミン、ピペラジン、o−,m−及びp−フェニレンジアミン、1,3−ジアミノシクロヘキサン、1,4−ジアミノシクロヘキサン、1,6−ヘキサメチレンジアミン、N,N’−(メチレンジ−4,1−フェニレン)ビス[2−(エチルアミノ)−ウレア]等が挙げられる。これらは単独で、又は混合して用いることができる。好ましくは、エチレンジアミン単独、又は1,2−プロピレンジアミン、1,3−ジアミノシクロヘキサン、2−メチル−1,5−ペンタジアミンの群から選ばれる少なくとも1種が5〜40モル%含まれるエチレンジアミン混合物が挙げられる。より好ましくは、エチレンジアミン単独である。
【0024】
単官能性活性水素原子を有する末端停止剤としては、例えば、メタノール、エタノール、2−プロパノール、2−メチル−2−プロパノール、1−ブタノール、2−エチル−1−ヘキサノール、3−メチル−1−ブタノール等のモノアルコールや、イソプロピルアミン、n−ブチルアミン、t−ブチルアミン、2−エチルヘキシルアミン等のモノアルキルアミンや、ジエチルアミン、ジメチルアミン、ジ−n−ブチルアミン、ジ−t−ブチルアミン、ジイソブチルアミン、ジ−2−エチルヘキシルアミン、ジイソプロピルアミン等のジアルキルアミンが挙げられる。これらは単独で、又は混合して用いることができる。モノアルコールより1官能性アミンであるモノアルキルアミンまたはジアルキルアミンが好ましい。
【0025】
本発明に用いるポリウレタンウレア重合体を製造する方法に関しては、公知のポリウレタン化反応の技術を用いることができる。例えば、ポリアルキレンエーテルグリコールとジイソシアネートをジイソシアネート過剰の条件下で反応させ、末端にイソシアネート基を有するウレタンプレポリマーを合成し、次いで、このウレタンプレポリマーを2官能性アミンで鎖伸張反応を行い、ポリウレタンウレア重合体を得ることができる。本発明において好ましいポリマー基質としては、数平均分子量500〜5000のポリテトラメチレンエーテルグリコールおよび/または炭素数が2から10の異なったアルキレンエーテルからなる共重合ポリアルキレンエーテルグリコールに過剰等量のジイソシアナートを反応させて、末端にイソシアネート基を有するプレポリマーを合成し、次いでプレポリマーに2官能性アミンと1官能性アミンとを反応させて得られるポリウレタンウレア重合体である。
【0026】
ポリウレタン化反応の操作に関しては、ウレタンプレポリマー合成時やウレタンプレポリマーと活性水素含有化合物との反応時に、ジメチルホルムアミド、ジメチルスルホキシド、ジメチルアセトアミド等のアミド系極性溶媒を用いることができる。好ましくはジメチルアセトアミドである。
【0027】
本発明に用いるポリウレタンウレア弾性繊維は、熱機械測定分析(TMA)による圧縮変形開始温度が150℃以上、180℃以下である。この温度範囲にあることにより、通常のポリウレタンウレア弾性繊維の混用生地製品の加工条件にて、目的のカールや解れ防止機能を得ることができる。生地中で解れ防止機能を発現させる観点から、ポリウレタンウレア弾性繊維の圧縮変形開始温度は175℃以下であることが好ましく、加工工程における熱処理後の生地製品の回復性などの物理的特性の点から160℃以上であることが好ましい。
【0028】
また、本発明に用いるポリウレタンウレア弾性繊維は、生地製品を加工する時の糸切れ耐熱性の観点から、原糸を50%伸長下、180℃の熱体に接触させた際に、破断が起こるまでの時間が30秒以上である。このようなポリウレタンウレア弾性繊維は高温でも糸切れしにくいため、加工時の温度条件の制約の少ない生地を提供することができる。
【0029】
本発明の編地に用いられるポリウレタンウレア弾性繊維は上述のごとく、高温での耐熱性に優れ、かつ、それより低い温度で圧縮変形しやすいという特徴を有する。このような性能は、繊維基質にポリウレタンウレア重合体を用い、さらに特定のポリウレタン化合物を特定量含有させることで発現させることができる。
【0030】
本発明の編地に用いられるポリウレタンウレア弾性繊維は、ポリウレタン化合物を5重量%以上、40重量%以下含有する。ポリウレタン化合物の含有量を5重量%以上とすることで、生地でのカールや解れの防止効果を得ることができるが、40重量%以下とすることで、弾性繊維の破断強伸度、パワー、回復性を損なわず、良好な伸縮物性を有する生地を得ることができる。ポリウレタン化合物の含有量は、より好ましくは10重量%以上30重量%以下である。
【0031】
本発明の編地のポリウレタンウレア弾性繊維に用いるポリウレタン化合物は、ハードセグメントがウレタン結合からなる重合体であり、例えば、高分子ポリオール、イソシアネート、低分子ポリオールを反応させて得ることができる。また、単官能性活性水素原子を有する末端停止剤を反応させてもよい。
【0032】
高分子ポリオールとしては、実質的に線状のホモ又は共重合体からなる各種ジオール、例えば、ポリエステルジオール、ポリエーテルジオール、ポリエステルアミドジオール、ポリアクリルジオール、ポリチオエステルジオール、ポリチオエーテルジオール、又はこれらの混合物又はこれらの共重合物、または後述する分子中に3つ以上の官能基を有するポリオール等が挙げられる。実質的に線状のホモ又は共重合体からなるポリエーテルグリコールとしては、ポリオキシエチレングリコール、ポリオキシプロピレングリコール、ポリテトラメチレンエーテルグリコール、ポリオキシペンタメチレングリコール、炭素数が2から10の異なったアルキレンエーテルからなる共重合ポリアルキレンエーテルグリコール又はこれらの混合物等である。実質的に線状のホモ又は共重合体からなるポリエステルジオールとしては、アジピン酸、フタル酸などの二塩基酸とエチレングリコール、1,4−ブタンジオールなどのグリコール類との縮合脱水反応によるアジペート系ポリエステルジオール、ε−カプロラクトンの開環重合によるポリカプロラクトンジオール、ポリカーボネートジオール等である。高分子ポリオールは、数平均分子量として500〜2,500のものが好ましい。より好ましくは、600〜2,200であり、特に好ましくは、800〜1,800である。
【0033】
イソシアネートとしては、脂肪族、脂環族、芳香族のジイソシアネートや後述する分子中に3つ以上の官能基を有するイソシアネート等が挙げられる。ジイソシアネートとしては、例えば、4,4’−ジフェニルメタンジイソシアネート、2,4’−ジフェニルメタンジイソシアネート、2,4−及び2,6−トリレンジイソシアネート、m−及びp−キシリレンジイシシアネート、α,α,α’,α’−テトラメチル−キシリレンジイソシアネート、4,4’−ジフェニルエーテルジイソシアネート、4,4’−ジシクロヘキシルジイソシアネート、1,3−及び1,4−シクロヘキシレンジイソシアネート、3−(α−イソシアナートエチル)フェニルイソシアネート、1,6−ヘキサメチレンジイソシアネート、トリメチレンジイソシアネート、テトラメチレンジイソシアネート、イソホロンジイソシアネートもしくはこれらの混合物、又はこれらの共重合物等が挙げられる。好ましくは、4,4’−ジフェニルメタンジイソシアネートである。
【0034】
低分子ポリオールとしては、例えば、エチレングリコール、1,2−プロピレングリコール、1,3―プロピレングリコール、2,2−ジメチル−1,3−プロパンジオール、1,4−ブタンジオール、1,3−ブタンジオール、ヘキサメチレングリコール、ジエチレングリコール、1,10−デカンジオール、1,3−ジメチロールシクロヘキサン、1,4−ジメチロールシクロヘキサンや後述する分子中に3つ以上の官能基を有する低分子ポリオール等を鎖延長剤として用いることができる。低分子ジオールとして好ましくは、エチレングリコール、1,3−プロパンジオール、1,4−ブタンジオールである。
【0035】
本発明の編地のポリウレタンウレア弾性繊維に用いることができるポリウレタン化合物を製造する方法に関しては、公知のポリウレタン化反応の技術を用いることができる。例えば、高分子ポリオールとイソシアネートと低分子ポリオールの3成分を一括混合し、反応させるワンショット法。または、高分子ポリオールとイソシアネートをイソシアネート過剰の条件下で反応させ、末端にイソシアネート基を有するウレタンプレポリマーを合成し、次いで、このウレタンプレポリマーを低分子ジオールで鎖伸長反応を行うプレポリマー法があるが、いずれの方法でポリウレタンを得てもよい。ポリウレタン化反応の操作に関しては、プレポリマー法におけるウレタンプレポリマー合成時やウレタンプレポリマーとジオールとの反応時に、ジメチルホルムアミド、ジメチルスルホキシド、ジメチルアセトアミド等のアミド系極性溶媒を用いることができる。好ましくはジメチルアセトアミドである。
【0036】
本発明の編地に用いられる上記ポリウレタン化合物は、カールや解れを防止する効果を発現させるために、硬度が低いものが好ましい。良好な固着性能を得るために、ポリウレタン化合物の硬度は、JIS−K6253で規定されている硬度が80A以下であることが好ましく、77A以下がより好ましい。
【0037】
本発明に用いられる上記ポリウレタン化合物は、示差走査熱量計(DSC)測定において、80℃から、このポリウレタン化合物の分解が始まるまでの温度間で、ハードセグメントに起因する吸熱ピークを持たないものが好ましい。このような特性は、ハードセグメント比率を下げたもの、およびハード構造がルーズなもので発現できる。ポリウレタン化合物の分解温度は熱重量分析(TG)にて大きな熱減量が起こる温度で測定される。この温度範囲で、明確な吸熱ピークを持たないことにより、より良好な固着性能が得られるだけでなく、伸縮機能において良好な回復性を有することができる。
【0038】
このような性能を有するポリウレタン化合物としては、ポリウレタン重合体を得る際に、高分子ポリオールに対するイソシアネートの当量比を変えることで、ハードセグメントの分子量の比率を下げる方法や、以下に記する架橋型ポリウレタンを用いる方法、後述のポリウレタン重合体の原料として共重合のポリアルキレンエーテルグリコールを用いることで好適に得ることができる。
【0039】
本発明に用いられる上記ポリウレタン化合物は、ポリウレタンウレア弾性繊維に高い耐熱性と回復性を付与するために、架橋型ポリウレタン化合物がより好適である。本発明における、架橋型ポリウレタン化合物とは、ポリウレタン分子の分岐構造、またはアロファネート結合やイソシアヌレート構造により、ポリウレタン重合体の一部が三次元的な網目構造を有しているものである。架橋型のポリウレタン化合物を得るには、分子中に3つ以上の官能基を有する、高分子ポリオール、イソシアネート、低分子ポリオールを用いる方法、ジイソシアネートの反応時にアロファネート結合やイソシアヌレートによる架橋構造を生じさせる方法等がある。成形性の観点から、アロファネート結合による架橋構造を有するものが好ましい。
【0040】
分子中に3つ以上の官能基を有する、上記ポリオールとしては、グリセリン、ヘキサントリオール、トリエタノールアミン、ジグリセリン、ペンタエリスリトール、ソルビトール、またはこれらを開始剤とするポリエーテルポリオールやポリエステルポリオール、ポリマーポリオールがあげられる。イソシアネートとしては、トリフェニルメタントリイソシアネート、トリス(イソシアネートフェニール)チオフォスフェート、リジンエステルトリイソシアネート、1,6,11−ウンデカントリイソシアネート、1,3,6−ヘキサメチレントリイソシアネートや、各種イソシアネート化合物から得られるアロファネート変性ポリイソシアネート、ポリウレタン変性ポリイソシアネートがあげられる。
【0041】
上記アロファネート結合架橋構造を有する、架橋タイプのポリウレタン化合物を製造する方法については、例えば、プレポリマー法により低分子ジオールによる鎖延長時に、イソシアネート基が残る官能基比率で低分子ジオールを加えて鎖延長させた後、80℃以上の恒温槽でイソシアネート基が消失するまで加熱保持し、架橋させる方法。また、例えば低分子ジオールによる鎖延長後、過剰のジイソシアネート化合物を加え、同様に加熱保持して架橋させる方法等がある。
【0042】
また、本発明の編地のポリウレタンウレア弾性繊維に用いるポリウレタン化合物としては、炭素数が2から10の異なったアルキレンエーテルからなる共重合ポリアルキレンエーテルグリコールを用いることがより好適である。炭素数が2から10の異なったアルキレンエーテルからなる共重合ポリアルキレンエーテルグリコールの好適な例としては、テトラメチレン基と2,2−ジメチルプロピレン基から成る共重合ポリエーテルグリコール、テトラメチレン基と3−メチルテトラメチレン基から成る共重合ポリエーテルグリコールがあげられる。テトラメチレン基に対する2,2−ジメチルプロピレン基または3−メチルテトラメチレン基の共重合比は、力学特性の観点から、5〜35モル%が好ましく、5〜20モル%がより好ましい。
【0043】
本発明の編地に用いられるポリウレタンウレア弾性繊維は、ジメチルシリコーンを2.5重量%以上含有することが好ましい。2.5重量%以上ジメチルシリコーンを含有することで、ポリウレタンウレア弾性繊維を使用する際に、パッケージからの糸の解じょ性が良好となり、特にパッケージを長期間保管した後の解じょ性の低下を抑制することができる。但し、パッケージから糸の巻き崩れの起こらないようにするため、ジメチルシリコーンの含有量は、9重量%以下が好ましい。ジメチルシリコーンの含有量は、3.5重量%〜7.5重量%がより好ましい。
【0044】
また本発明の編地に用いられるポリウレタンウレア弾性繊維は、変成シリコーンの含有率が0.1重量%未満であることが好ましい。変成シリコーンはジメチルシリコーン鎖の末端、中間部側鎖を官能基で修飾したものであり、例えば、アミノ変成シリコーン、ポリエーテル変性シリコーン、ポリエステル変性シリコーン、アルコール変性シリコーン、アルコキシ変性シリコーン等があげられる。変成シリコーンは、繊維状に加工する紡糸前のポリウレタンドープ中に添加されたり、仕上げ油剤の成分として紡糸後に付与されて、ポリウレタン弾性繊維中に添加される。これら変成シリコーンは、変成されていないシリコーンに比べ、ポリウレタン成分との親和性が高く、加工処理を施しても、ポリウレタン繊維表面に残りやすいため、熱による固着性を低下させる。ポリウレタンウレア弾性繊維中に0.1重量%未満とすることで、ポリウレタンウレア弾性繊維のより高い熱固着性を発現することができる。より好ましくは、変成シリコーンを含有しないものである。
【0045】
本発明の編地に用いられるポリウレタンウレア弾性繊維は、上述のポリウレタン化合物とポリウレタンウレア重合体を、アミド系極性溶媒に溶解して得られたポリウレタンウレア紡糸原液を、乾式紡糸によって好適に製造することができる。乾式紡糸は溶融紡糸や湿式紡糸に比べてハードセグメント間の水素結合による物理架橋を最も強固に形成させることが出来るため好ましい。また、弾性繊維中のポリウレタン化合物が40重量%以下とすることで、乾式紡糸においては紡糸時の糸切れ等の問題が無い安定な生産ができ、糸長方向の斑の少ない品位の高いポリウレタン弾性繊維を得ることができる。アミド系極性溶媒としては、ジメチルホルムアミド、ジメチルスルホキシド、ジメチルアセトアミドがあげられる。ポリウレタンウレア弾性繊維中にポリウレタン化合物を含有させるには、どのような方法をとってもよいが、生産工程性の観点から、ポリウレタン化合物とポリウレタンウレア重合体を均一に混合したポリウレタンウレア組成物を紡糸することが好ましい。
【0046】
ポリウレタン化合物とポリウレタンウレア重合体を混合する方法は、例えばポリウレタン組成物中で均一に混合させるには、アミド系極性溶媒中で合成したポリウレタン化合物とポリウレタンウレア重合体の溶液同士を混合する方法、無溶媒で重合したポリウレタン化合物をアミド系極性溶媒に溶解させた後にポリウレタンウレア重合体溶液中に添加する方法、溶融したポリウレタン化合物をポリウレタンウレア重合体溶液に添加する方法、粉末またはペレット状のポリウレタン化合物をポリウレタンウレア重合体のアミド系極性溶媒溶液中で溶解させる方法等があげられる。
【0047】
このポリウレタンウレア紡糸原液には、ポリウレタンウレア弾性繊維に通常用いられる他の化合物、例えば紫外線吸収剤、酸化防止剤、光安定剤、耐ガス着色防止剤、耐塩素剤、着色剤、艶消し剤、滑剤、充填剤等を添加してもよい。
【0048】
ポリウレタンウレア弾性繊維には、ジメチルシリコーン成分を含み、鉱物油等からなる油剤を含有させることができる。油剤の含有量は、パッケージに巻き取った際に、ポリウレタンウレア弾性繊維の固形分に対し、2.5重量%以上、10重量%以下であることが好ましい。油剤の含有のさせ方は、乾式紡糸後にポリウレタンウレア弾性繊維に付与してもよく、また油剤を紡糸原液に予め含有させて乾式紡糸してもよく、そのいずれを行っても良い。乾式紡糸後に油剤を付与する場合、紡糸原液が乾式紡糸され繊維形成後であれば特に限定されないが、巻き取り機に巻き取られる直前が好ましい。繊維を巻き取った後で油剤を付与することは、巻き取り玉から繊維を解舒するのが困難である。
【0049】
油剤の付与方法は、油剤バス中に回転させた金属円筒の表面上に作った油膜に紡糸直後の糸を接触させる方法、ガイド付きのノズル先端から定量吐出した油剤を糸へ付着させる方法など、公知の方法を用いることが出来る。また、油剤の紡糸原液への含有のさせ方は、紡糸原液を製造するどの時点に添加してもよく、紡糸原液に溶解又は分散させておく。
【0050】
油剤として、ジメチルシリコーン、鉱物油の他、ポリエステル変性シリコーン、ポリエーテル変性シリコーン、アミノ変性シリコーン等の変成シリコーンを含有しても良いが、油剤成分中の変成シリコーンの含有量は、前述の理由から、あわせて1.0重量%未満であることが好ましい。また、ポリウレタンウレア弾性繊維に付与した際に、ジメチルシリコーン成分が2.5重量%以上含有するように、ポリウレタンウレア弾性繊維への油剤の含有量にあわせて、油剤中のジメチルシリコーン成分の含有量を変えることが好ましい。油剤中のジメチルシリコーンの含有量は、50重量%以上が好ましい。さらに油剤には、タルク、コロイダルアルミナ等の鉱物性微粒子、ステアリン酸マグネシウム、ステアリン酸カルシウム等の高級脂肪酸金属塩粉末、高級脂肪族カルボン酸、高級脂肪族アルコール、パラフィン、ポリエチレン等の常温で固体のワックス等を単独、または必要に応じて任意に組み合わせて用いても良い。
【0051】
本発明の編地を構成するポリウレタンウレア弾性繊維と組み合わされる非弾性繊維は、綿、ウールなどの天然繊維、レーヨン、キュプラなどの再生繊維、アセテート、トリアセテートなどの半合成繊維、ポリアミド繊維、ポリエステル繊維などの合成繊維から、一つまたは二つ以上から選ばれる。非弾性繊維とポリウレタンウレア弾性繊維の混用又は引き揃え編成等、いずれであってもよい。またポリウレタンウレア弾性繊維は裸糸、被覆弾性糸として使用しても良い。
【0052】
非弾性繊維は、フィラメント糸及び紡績糸のいずれであってもよい。具体的には、フィラメント糸としては、各種レーヨン、アセテート繊維、ポリアミド系繊維、ポリエステル系繊維、アクリル系繊維、ポリプロピレン系繊維、塩化ビニル系繊維等の化合繊からなるものが好ましい。フィラメント糸の形態は、原糸(未加工糸)、仮撚加工糸、先染糸等のいずれであってもよく、また、これらの複合糸であってもよい。これらは、撚糸加工のしやすい、安定した糸条が好ましい。
【0053】
本発明の編地を構成するポリウレタンウレア弾性繊維は、交編相手素材として、ポリウレタン−ウレタンタイプのポリウレタン弾性繊維では用いることが出来ないポリエステル繊維との組み合わせが可能である。
【0054】
紡績糸としては、木綿、羊毛、麻等の天然繊維、各種レーヨン、アセテート繊維、ポリアミド系繊維、ポリエステル系繊維、アクリル系繊維、ポリプロピレン系繊維、塩化ビニル系繊維等の化合繊からなるものが好ましく、これらは単独又は混紡されたもの等、いずれであってもよい。
【0055】
上記ポリウレタンウレア弾性繊維の裸糸とは、弾性繊維そのままの状態の糸であり、通常、非弾性繊維との引き揃えや、添え糸編により編成される。非弾性繊維とポリウレタンウレア弾性繊維との編成時における、弾性繊維の給糸速度と非弾性繊維の給糸速度との比であるドラフト率(ドラフト率=弾性繊維の給糸速度/非弾性繊維の給糸速度)も任意に設定可能であるが、製編性を考慮すれば、ドラフト率は1.2〜4.5が好ましい。
【0056】
また被覆弾性糸とは、ポリウレタンウレア弾性繊維を芯に、ポリエステル繊維、ポリアミド繊維等のマルチフィラメント合成繊維等や綿等の短繊維などを鞘成分とした、FTY、SCY、DCYと称されるようなカバリング糸、綿等の短繊維で被覆されたCSYと称されるコアスパンヤーン、更には、非弾性繊維とポリウレタンウレア弾性繊維とを撚糸した被覆弾性糸等が挙げられる。これらの被覆弾性糸の、ポリウレタンウレア弾性繊維と非弾性繊維のドラフト率(被覆弾性糸のドラフト率=被覆弾性糸を伸長した時の非弾性繊維の長さ/被覆弾性糸を伸長した時のポリウレタンウレア弾性繊維の長さ)も任意に設定が可能であり、1.2〜4.5の範囲内に設定するのが好ましい。被覆弾性糸に使用するポリウレタンウレア弾性繊維の太さは限定されないが、20〜160dtが好ましい。非弾性繊維との混率についても限定されないが、5〜70重量%程度が好ましく、製造する編地により任意に選定できる。
【0057】
編地の構成に際して使用する糸の太さは、総繊度22〜1220デシテックスの範囲が好ましく、34〜310デシテックスがより好ましい。これらは、使用目的に合わせて適宜選択することができる。
本発明の編地は、丸編地、緯編地、経編地のいずれでも良く、特に限定されない。
本発明の丸編地および緯編地に使用可能な編成組織としては、平編の基本組織、タック編、浮編、片畦編、レース編、添糸編、ジャガード編等の組織のいずれであってもよい。
【0058】
本発明の丸編地は、一列針床を有する通常のシングルニット丸編機、二列針床を有する通常のダブルニット丸編機のような、給糸口数が多数あり、同時に複数本の糸を供給し得るフィーダーのある編機を用いて編成される。編機のゲージは、通常、5〜50ゲージであり、使用目的によって適宜選定すればよい。
【0059】
本発明の緯編地は、大緯編機、小緯編機、両頭機、両面機、ジャガード機等の緯編機、シングルニードル機、ダブルニードル機等のフルファッション編機を用いて編成される。編機のゲージとしては、通常、3〜50ゲージであり、使用目的によって適宜選定すればよい。
【0060】
本発明の経編地に使用可能な編成組織は、鎖編、デンビー編、コード編、アトラス編、挿入編等の基本組織、またこれらの組み合わせによる変化組織のいずれであってもよい。ポリウレタンウレア弾性繊維は全面に編みこんでも良いし、所望する間隔に編みこんでも良い。またポリウレタンウレア弾性繊維を挿入することも可能である。
【0061】
本発明の経編地は、カールマイヤー整経機、リバー整経機等を用いた整経工程により、弾性繊維及び又は被覆弾性糸、非弾性繊維を各々、目的とする商品に合わせた本数を揃えてビームに巻き取る。その後、後述の編機に、弾性繊維及び又は被覆弾性糸、非弾性繊維のビームを設置し、編成して所望の経編地を得る。
【0062】
経編地の編成にはトリコット編機、ラッセル編機、ダブルラッセル編機が使用でき、使用する糸のデニールや商品の狙いにより適宜使用デニール、編機種、ゲージを選択すればよい。編成組織としては、上述の基本編成組織、これらの組み合わせによる変化組織を用いて、トリコット編機では2枚筬組織のハーフ組織、サテン組織、ジャガード組織、またこれらの組織の組み合わせによる変化組織等、ラッセル編機、ダブルラッセル編機では、パワーネット組織、サテンネット組織、ジャガード組織等によって所望の経編地が得られる。トリコット編機、ラッセル編機とも、3枚以上の筬組織で編成しても良い。編機のゲージは、通常10〜50ゲージであり、使用目的によって適宜選定すればよい。
【0063】
本発明の編地は生機を開反し、リラックス処理を施した後、染色工程を経て、樹脂加工を含めた仕上げセットなどの行う一般的な染色工程を使用することができる。
【0064】
本発明における編地は、上記のポリウレタンウレア弾性繊維とフィラメント糸、紡績糸とを交編して得られた布帛を、染色前にテンターでの150〜200℃のプレセット工程を通すことによって製造される。テンターでの処理時間としては30秒から2分が好ましい。プレセット工程の温度が150℃未満では、プレセット通過後に十分な固着力が得られず、固着力を増加させるためには長時間のプレセットを必要とする。また、プレセット工程温度が150℃未満では生地の寸法安定性も低下し、生地がカールしやすくなる。プレセット工程の温度が200℃を越えると、高温処理によって伸縮性布帛の特徴であるストレッチ性、パワーが損失し、伸縮性布帛としての特徴を失うとともに、特に交編相手素材がポリアミド繊維では、ポリアミド繊維が黄変し、得られた製品は染色斑の発生により、品質安定性が得られない。長時間のプレセットによっても同様の現象が起こる。以上から本発明でのプレセット工程温度は150〜200℃、好ましくは170〜195℃であり、処理時間は30秒から2分が好ましい。
【0065】
プレセット工程を通過後は、ポリウレタンウレア弾性繊維の交編相手素材に適した染色工程を経る。例えば、交編相手素材がポリアミド繊維ならば、酸性染料による90〜110℃の染色条件、ポリエステル繊維ならば、分散染料による120〜135℃染色条件のように、適宜条件が選ばれる。
【0066】
交編相手素材がポリアミド繊維ならば、ソーピング処理、フィックス処理を施しても良い。交編相手素材がポリエステル繊維ならば、還元洗浄処理、ソーピング処理を施しても良い。さらには、ポリエステル繊維で通常加工される減量加工を施しても良い。交編相手素材が綿ならば、過酸化水素による晒し工程を施しても良い。このように、本発明の編地は、得られる生地の堅牢度、風合いを良くするために、交編相手素材に合わせた各種処理を施すことが出来る。また通常付与される後加工、例えば、柔軟剤加工、吸水加工などを施しても良い。
【0067】
染色工程を通過後は、テンターでの150〜200℃のファイナルセット工程を通すことによって製造される。プレセット工程と同様に、十分なポリウレタンウレア弾性繊維の固着力を得るためには、ファイナルセット工程温度は、150℃以上、また生地の品質安定性から200℃以下である。好ましくは、170〜195℃であり、プレセット工程温度の5〜10℃低い温度でファイナルセットを行うのが好ましい。テンターでの処理時間としては30秒から2分が好ましい。
【0068】
本発明の編地を用いて得られる衣料は、首回り、脇回り、裾回り、股回り、袖回りなどを切りっ放しにしたアンダーシャツ、ショーツ、アウターなどの切りっ放し衣料が挙げられる。本発明の編地から、前身頃、後身頃を裁断し、脇部を縫製して所望の衣類を得る。上述のように、プレセット工程の熱処理を経たポリウレタンウレア繊維の固着力によって、裁断された縁が解れ難くなっており、首回り、脇回り、裾回り、股回り、袖回りなどを切りっ放しにできるほか、脇部の縫製時にも、オーバーロック等の縁始末が不要となり、縫製工程の簡略化に寄与できる。またラッセル経編地においては、ポリウレタンウレア弾性繊維が、編地からの引抜き抵抗が大きくなることにより、スリップインの発生を抑制できる。 また本発明の編地から得られる衣料は、切りっ放し衣料に限らず、通常の縫製工程を経る衣料を挙げることが出来る。通常の縫製工程を得る衣料においても、本発明の丸編地は、裁断された縁がカールしにくいので、縫製時の作業性の向上に寄与できる。
【0069】
さらには、緯編地においては、ホールガーメントのような無縫製で製品となるものでも、首回りや裾回り、袖回りがカールしにくくなるため、高品位な製品を得ることが出来る。
本発明の編地は、成形衣料に適用することができる。
【0070】
成形衣料とは、編地部分が着用する人体の部位に合わせて連続して編成された丸編地から成り、例えば、該丸編地の全体は開反されずに、首部、両腕部、腰部または両脚部に対応する部分が所望の形状に裁断されており、且つ肩部、腰部または股部のみが接合縫製されている衣料をさす。該丸編地を成形衣料の少なくとも一部に用いればよく、成形衣料全体が該丸編地から成るものが特に好ましい。
【0071】
本発明の成形衣料は、インナー衣料に特に好適である。インナー衣料とは、肌に直接触れる編地をいい、例えば、タンクトップ、ロングパンツ、ズボン下、スパッツ、トランクス、ブリーフ、体型補正効果のあるメンズファンデーション、婦人用ランジェリー、ファンデーション、ブリーフ、ショーツ類が挙げられる。婦人用ランジェリーとしては、例えばキャミソール、スリップ、ペチコート、フレアパンツ、ボディブリファ、テディ等が挙げられる。婦人用ファンデーションとしてはガードル、ボディスーツ等が挙げられる。
【0072】
本発明の成形衣料用丸編地に用いられる組織としては、いわゆる編物の種々の組織、例えば天竺編、ゴム編、鹿の子編等や、これらを基本にしてメッシュ調にしたり凹凸感をつけたもの等、その他多数のものが可能であり、適宜選定すればよい。本発明の成形衣料用丸編地の編成に用いる編機は特に限定されないが、例えば一般的にいう丸編機を用いることができる。この場合、針本数は500本から1500本、釜径(釜の直径)は、25.4cm(10インチ)から38.1cm(15インチ)が好ましい。
【0073】
本発明における成形衣料は、上記のポリウレタンウレア弾性繊維あるいは、それを用いた被覆弾性糸とフィラメント糸、紡績糸とを交編、または被覆弾性糸のみを、着用する人体の部位に合わせて連続して編成されて得られた編地を、染色前あるいは染色後に湿熱セット工程と呼ばれる湿熱下での熱加工によって、スパンデックスの固着力を増加させその効果を得る。90℃未満の低温処理では固着性を得られにくく、逆に、140℃を超える高温処理では伸縮性編地の特徴であるストレッチ性、パワーが損失し、伸縮性編地としての特徴を失うとともに、特に交編相手素材がポリアミド繊維では、ポリアミド繊維が黄変し、得られた製品は染色斑の発生により、品質安定性が得られない。長時間のプレセットによっても同様の現象が起こる。以上から本発明での湿熱セット工程温度は90〜140℃が好ましく、処理時間は10秒から2分が好ましい。最終製品の形に肩口などを縫製してから染色工程を施しても良い。
【0074】
本発明における成形衣料は、丸編地を開反せず、縫製によって形成される肩部、腰部または股部以外の、首回り、脇回り、裾回り、股回り、袖回りなどを無縫製とした衣料とすることができる。
【実施例】
【0075】
以下に本発明を実施例に基づいて説明するが、本発明はこの範囲に限定されるものではない。以下にポリウレタンウレア弾性繊維と編地、衣料の性能評価のための各種評価方法について述べる。
【0076】
(1)熱機械測定分析(TMA)による圧縮変形開始温度
ポリウレタンウレア弾性繊維(比較例2、4、6、8、10、12はポリウレタン−ウレタン弾性繊維)を、石油エーテルで油剤を除去し乾燥させた後、ジメチルアセトアミドに溶解し20%溶液とする。この溶液を、アプリケーターを用いて厚さ0.6mmで均一にガラス板上にキャストする。これを70℃16時間で、ジメチルアセトアミドを乾燥除去して厚さ約0.12mmのフィルムを得る。
【0077】
このフィルムを、熱機械測定装置(セイコー電子工業(株)社製TMA/SS120型)の圧縮モードにて、押込プローブ経φ1.2mm、5gの一定加重下、室温より10℃/分で昇温させる。温度上昇により膨張するが、膨張から押込による圧縮変形に転ずる変曲点の温度を、圧縮変形開始温度とする。
(2)接触熱切断秒数
初期長14cmのポリウレタンウレア弾性繊維(比較例2、4、6、8、10、12はポリウレタン−ウレタン弾性繊維)を50%伸長して21cmとし、表面温度180℃の直径6cmの円筒状の熱体に押し当て(接触部分1cm)、切断されるまでの秒数を測定する。
(3)ポリウレタン化合物の示差走査熱量計(DSC)測定
ポリウレタン化合物約10mgを、示差走査熱量計(セイコー電子工業(株)社製DSC210型)にて、窒素50ml/分の気流下、10℃/分の昇温速度でポリウレタン化合物の分解温度まで測定する。
(4)原糸300%伸長回復時回復率
ポリウレタンウレア弾性繊維(比較例2、4、6、8、10、12はポリウレタン−ウレタン弾性繊維)を、引張試験機(オリエンテック(株)社製UTM−III−100型(商標))により、20℃、65%RH雰囲気下で、初期長5cmで引張試験機にセットし、1000%/分の速度で、伸度300%までの伸長・回復を3回繰り返した時、3回目回復時に応力が0になる伸長率をH(%)としたとき、回復率L(%)=100−Hで求める。
(5)硬度
JIS−K6253に記載の方法で測定する。
【0078】
(6)生地の品位
得られた編地の染上げ反の品位を目視で判定する。
○:高品位 ×:染色斑がひどい
(7)生地加工性
得られた編地の染上げ反中の糸切れの有無を目視で確認する。
(8)生地の解れ性
得られた編地の染上げ反の1辺を編目に沿って、1辺10cmの正方形に切断した試験片を、洗濯機で水30Lに対し、花王(株)社製洗剤アタック(商標)20gを入れた洗濯機で15分/回として洗濯する。5回おきに取り出して試験片の縁の解れの有無を確認し、解れが発生するまでの洗濯繰り返し回数で判定する。
(9)生地の寸法安定性
上記(8)と同様に1辺10cmの正方形に切断した試験片を作成し、20℃×65%RHで調湿環境室内で平らな台の上で12時間後の試験片の端の接線と台との角度で判定する。
○:カール発生なし ×:カールがひどい
(10)生地の80%伸長回復時回復率
得られた編地の染上げ反を、引張試験機(オリエンテック(株)社製UTM−III−100型(商標))により、20℃、65%RH雰囲気下で生地幅2.5cm、初期長10cmで引張試験機にセットし、300mm/分の速度で、伸度80%までの伸長・回復を3回繰り返した時、3回目回復時に応力が0になる伸長率をH’(%)としたとき、回復率L’(%)=100−H’で求める。
(11)着用評価
得られた編地の染上げ反を用いて、後述の図1の女性用ノースリーブアンダーシャツを作成し、5名の女性モニターに着用してもらい、1ヶ月、日常生活で洗濯、乾燥、着用を繰り返してもらった。下記にて判定した。
「快適」:適度なストレッチ性があり、切りっ放し部分がカールせず、解れが目立たなかった。
「不快」:切りっ放し部分がカールし、解れがひどかった。
判定:
○:5名とも「快適」と回答
△:4〜3名が「快適」と回答
×:3〜5名が「不快」と回答
図1の女性用ノースリーブアンダーシャツに本発明の編地の染上げ反を用いて作成した。前身頃1と後身頃2は、所定の裁断線に沿って裁断され、脇回り部3、首回り部4及び下端裾周り部5を切りっ放しとして形成され、脇腹部6、肩部7を生地の継ぎ合わせ部8、9として縫製した。サイズは女性用のMサイズとした。
【0079】
(12)成形衣料の着用評価
得られた成形衣料用丸編地を用いて、後述の図2の女性用ノースリーブアンダーシャツを作成し、5名の女性モニターに着用してもらい、1ヶ月、日常生活で洗濯、乾燥、着用を繰り返してもらった。下記にて判定した。
「快適」:適度なストレッチ性があり、切りっ放し部分がカールせず、解れが目立たなかった。
「不快」:切りっ放し部分がカールし、解れがひどかった。
判定:
○:5名とも「快適」と回答
△:4〜3名が「快適」と回答
×:3〜5名が「不快」と回答
図2の女性用ノースリーブアンダーシャツに本発明の着用する人体の部位に合わせて連続して編成された丸編地を用いて作成した。丸編地は開反せずに、肩口部のみ縫製され、脇回り部10、首回り部11及び下端裾周り部12を無縫製として形成されている。サイズは女性用のMサイズとした。
(13)ラッセル経編地における引抜き抵抗の測定
得られたラッセル経編地の染上げ反から、緯方向2.5cm、経方向10cmの試験片を採取し、試験片の端から経方向に4cmまでポリウレタンウレア弾性繊維1本の両側を切り込み、該弾性繊維を裸にする。さらに該弾性繊維が2.5cm入った位置で、該弾性繊維を切断しておく。20℃、65%RH雰囲気下で引張試験機(オリエンテック(株)社製UTM−III−100型(商標))の上部チャックに該弾性繊維を把持し、下部チャックで他方の編地を把持し、毎分10cmの速度で、該弾性繊維を引抜く時の抵抗力を測定する。
【0080】
[実施例1]
数平均分子量2000のポリテトラメチレンエーテルグリコール(PTMG)に対し、1.6倍当量の4,4’−ジフェニルメタンジイソシアネート(MDI)とを乾燥窒素雰囲気下、80℃において3時間、攪拌下で反応させて、末端がイソシアネートでキャップされたポリウレタンプレポリマーを得た。これを室温まで冷却した後、ジメチルアセトアミドを加え、溶解してポリウレタンプレポリマー溶液とした。
【0081】
一方、エチレンジアミン(EDA)およびジエチルアミンを乾燥ジメチルアセトアミドに溶解した溶液を用意し、これを前記プレポリマー溶液に室温下添加して、ポリウレタン固形分濃度30重量%、粘度450Pa・s(30℃)のポリウレタンウレア重合体溶液PA1を得た。
【0082】
また別に、数平均分子量2000のポリテトラメチレンエーテルグリコールに対し、3.0倍等量の4,4’−ジフェニルメタンジイソシアネートを、乾燥窒素雰囲気下、80℃において3時間、攪拌下で反応させて、末端がイソシアネートでキャップされたポリウレタンプレポリマーとした後、1,4−ブタンジオール(1,4−BD)を前記プレポリマーに添加し反応させた後、80℃で16時間加熱して、硬度80A、DSCにおいて80℃から分解開始温度(282℃)までの間に吸熱ピークを持たないポリウレタン化合物を得る。これにジメチルアセトアミドを加え、固形分濃度30重量%のポリウレタン溶液PU1を得た。
【0083】
得られたポリウレタンウレア溶液とポリウレタン溶液をPA1:PU1=80:20で混合し、ポリウレタンウレアとポリウレタンをあわせた固形分に対し、4,4’−ブチリデンビス(3−メチル−6−t−ブチルフェノール)を1重量%、2−(2’−ヒドロキシ−3’−t−ブチル−5’−メチルフェニル)−5−クロロベンゾトリアゾール0.5重量%をポリウレタン溶液と混合して、均一な溶液とした後、室温減圧下で脱泡して、これを紡糸原液とした。
【0084】
この紡糸原液を紡糸速度800m/分、熱風温度310℃で乾式紡糸し、得られたポリウレタンウレア弾性繊維をパッケージに巻き取られる前に、仕上げ剤として、ポリジメチルシロキサン80重量%、鉱物油18重量%、ステアリン酸マグネシウム2重量%からなる油剤を、ポリウレタン弾性繊維に対して4重量%付与し、紙製の紙管に巻き取ることで、44デシテックス/4フィラメントのポリウレタンウレア弾性繊維を得た。
【0085】
上記で得られたポリウレタンウレア弾性繊維の裸糸44デシテックスとナイロン66加工糸78デシテックス/34フィラメントとを引き揃えて、ナイロン66の給糸速度86m/分、ポリウレタン弾性繊維39m/分のドラフト2.2、給糸張力5cNで編立てて、天竺編地を形成した。28ゲージ、30インチ径、60口のシングルニット丸編機(福原精機(株)製、機種タイプVXAC−3SRE)で編成し、丸編生機を作成した。
【0086】
得られた丸編生機を開反し、液流染色機で80℃×30分の条件で精練し、プレセットとしてテンター仕上げ機で幅方向に5%幅出しさせながら、熱処理条件として温度190℃、時間60秒で処理した。次いで、液流染色機を用いて100℃×60分の条件で染色した。ファイナルセットとして、テンター仕上げ機を用いて、幅方向に3%幅出しさせながら、熱処理条件180℃×45秒で処理して、染上げ反を得た。
【0087】
[実施例2]
実施例1のポリウレタン溶液PU1の代わりに、数平均分子量2000のポリテトラメチレンエーテルグリコールに対し、2.4倍等量の4,4’−ジフェニルメタンジイソシアネートを、乾燥窒素雰囲気下、80℃において3時間、攪拌下で反応させて、末端がイソシアネートでキャップされたポリウレタンプレポリマーとした後、1,4−ブタンジオールを前記プレポリマーに添加し反応させた後、80℃で60時間加熱して、硬度75A、DSCにおいて80℃から分解開始温度(253℃)までの間に吸熱ピークを持たないポリウレタン化合物を得る。これにジメチルアセトアミドを加え、固形分濃度30重量%のポリウレタン溶液PU2を得た。
【0088】
得られたポリウレタン溶液をPA1:PU2=80:20で混合し、実施例1と同様にして44デシテックス/4フィラメントのポリウレタンウレア弾性繊維を得た。
【0089】
得られたポリウレタンウレア弾性繊維を用いて、実施例1と同様にして、丸編地の染上げ反を得た。
【0090】
[実施例3]
実施例2において、ポリウレタンウレア溶液とポリウレタン溶液をPA1:PU1=65:35で混合する以外は、実施例1と同様にして44デシテックス/4フィラメントのポリウレタンウレア弾性繊維を得た後、実施例1と同様にして、丸編地の染上げ反を得た。
【0091】
[実施例4]
実施例1のポリウレタン溶液PU1の代わりに、数平均分子量2000のテトラメチレン基と2,2−ジメチルプロピレン基から成り、2,2−ジメチルプロピレン基のモル分率が10モル%の共重合ポリエーテルグリコールに対し、2.4倍当量の4,4’−ジフェニルメタンジイソシアネートを、乾燥窒素雰囲気下、80℃において3時間、攪拌下で反応させて、末端がイソシアネートでキャップされたポリウレタンプレポリマーとした後、1,4−ブタンジオールを前記プレポリマーに添加して、同様に反応させ、硬度77A、DSCにおいて80℃から分解開始温度(264℃)までの間に吸熱ピークを持たないポリウレタン化合物を得る。これにジメチルアセトアミドを加え、固形分濃度30重量%のポリウレタン溶液PU3を得た。
【0092】
得られたポリウレタン溶液をPA1:PU3=80:20で混合し、実施例1と同様にして44デシテックス/4フィラメントのポリウレタンウレア弾性繊維を得た後、実施例1と同様にして、丸編地の染上げ反を得た。
【0093】
[実施例5]
実施例1のポリウレタン溶液PU1の代わりに、数平均分子量1000のポリブチレンアジペートジオールに対し、3.0倍等量の4,4’−ジフェニルメタンジイソシアネートを、乾燥窒素雰囲気下、80℃において3時間、攪拌下で反応させて、末端がイソシアネートでキャップされたポリウレタンプレポリマーとした後、1,4−ブタンジオールを前記プレポリマーに添加して、同様に反応させ、硬度66A、DSCにおいて80℃から分解開始温度(302℃)までの間に吸熱ピークを持たないポリウレタン化合物を得る。これにジメチルアセトアミドを加え、固形分濃度30重量%のポリウレタン溶液PU4を得た。
【0094】
得られたポリウレタン溶液をPA1:PU4=80:20で混合し、実施例1と同様にして44デシテックス/4フィラメントのポリウレタンウレア弾性繊維を得た後、実施例1と同様にして、丸編地の染上げ反を得た。
【0095】
[実施例6]
実施例2において、数平均分子量2000のポリテトラメチレングリコールに代えて、数平均分子量2000のテトラメチレン基と2,2−ジメチルプロピレン基からなる共重合ポリエーテルグリコール(2,2−ジメチルプロピレン基の共重合率10モル%)を用いる以外は同様な方法で得られたポリウレタンウレア重合体溶液PA2を用いた以外は実施例2と同様にして44デシテックス/4フィラメントのポリウレタン弾性繊維を得た後、実施例1と同様にして、丸編地の染上げ反を得た。
【0096】
[実施例7]
実施例6で用いたPA2と、実施例4で用いたPU3を、PA2:PU3=80:20で混合し、実施例1と同様にして44デシテックス/4フィラメントのポリウレタンウレア弾性繊維を得た後、実施例1と同様にして、丸編地の染上げ反を得た。
【0097】
[実施例8]
実施例1で得られたポリウレタンウレア弾性繊維と、84デシテックス、30フィラメントのポリエステル仮撚加工糸(テクノファイン(登録商標)、旭化成(株)製)を用いて、ポリエステル仮撚加工糸の給糸速度86m/分、ポリウレタンウレア弾性繊維39m/分のドラフト2.2、給糸張力5cNで引き揃え編立てて、天竺編地を形成した。28ゲージ、30インチ径、60口のシングルニット丸編機(福原精機(株)製、機種タイプVXAC−3SRE)で編成し、丸編生機を作成した。
【0098】
得られた丸編生機を開反し、液流染色機で80℃×30分の条件で精練し、プレセットとしてテンター仕上げ機で幅方向に5%幅出しさせながら、温度190℃、時間60秒で熱処理した。次いで、高圧液流染色機を用いて130℃×60分の条件で染色を行った。ファイナルセットとして、テンター仕上げ機を用いて、幅方向に3%幅出しさせながら、熱処理条件180℃×45秒で処理して、丸編地の染上げ反を得た。
【0099】
[実施例9]
実施例1において、得られた丸編生機を、熱処理条件140℃でプレセット、ファイナルセットした以外は、実施例1と同様にして丸編地の染上げ反を得た。
【0100】
[比較例1]
ポリウレタン化合物PU1を添加しない以外は実施例1と同様にして(各添加剤はPA1固形分対比量添加した)、44デシテックス/4フィラメントのポリウレタンウレア弾性繊維を得た後、実施例1と同様にして、丸編地の染上げ反を得た。
【0101】
[比較例2]
ポリウレタンウレア重合体PA1を添加しない以外は実施例2と同様にして(各添加剤はPU2固形分対比量添加した)、44デシテックス/4フィラメントのポリウレタン−ウレタン弾性繊維を得た後、実施例1と同様にして丸編地の染上げ反を得た。
【0102】
[比較例3]
実施例1のポリウレタン溶液PU1の代わりに、数平均分子量2000のポリテトラメチレンエーテルグリコールに対し、5.1倍等量の4,4’−ジフェニルメタンジイソシアネートを、乾燥窒素雰囲気下、80℃において3時間、攪拌下で反応させて、末端がイソシアネートでキャップされたポリウレタンプレポリマーとした後、1,4−ブタンジオールを前記プレポリマーに添加し反応させ、硬度90A、DSCにおいて分解開始温度(290℃)より低い230℃に吸熱ピークを有するポリウレタン化合物を得る。これにジメチルアセトアミドを加え、固形分濃度30重量%のポリウレタン溶液PU5を得た。
【0103】
得られたポリウレタン溶液をPA1:PU5=80:20で混合し、実施例1と同様にして44デシテックス/4フィラメントのポリウレタン弾性繊維を得た後、丸編地の染上げ反を得た。
【0104】
[比較例4]
比較例2のポリウレタン−ウレタン弾性繊維を用いて、実施例8と同様にして、テクノファインと交編した丸編地の染上げ反を得た。得られた染上げ反は、生地中のポリウレタン−ウレタン弾性繊維の糸切れがひどく、生地の解れ性、生地の寸法安定性、生地の80%伸長回復時回復率、着用評価の各評価に値する生地が得られなかった。
以上の各実施例および比較例における組成を表1に、得られたポリウレタンウレア弾性繊維の性能と、得られた丸編地、その丸編地から作成した図1のノースリーブアンダーシャツの性能を表2に示す。
【0105】
[実施例10]
釜径13インチ、針本数1152本の丸編機(サントニー社製 SM8−8)を用いて、実施例1で得られたポリウレタンウレア弾性繊維の44デシテックスとナイロン6加工糸56デシテックス/48フィラメントをもちいて、ドラフト3で編成し、トップス編地を得た。
続いて、得られたトップス編地の肩口のみを縫製し通常の方法でカチオン染料で染色を行い、仕上剤処理、セットを115度 30秒で行い、成形インナー衣料とした。
【0106】
[実施例11]
実施例2で得られたポリウレタンウレア弾性繊維を用いる以外は実施例10と同様にして、成形インナー衣料を得た。
【0107】
[実施例12]
実施例3で得られたポリウレタンウレア弾性繊維を用いる以外は実施例10と同様にして、成形インナー衣料を得た。
【0108】
[実施例13]
実施例4で得られたポリウレタンウレア弾性繊維を用いる以外は実施例10と同様にして、成形インナー衣料を得た。
【0109】
[実施例14]
実施例5で得られたポリウレタンウレア弾性繊維を用いる以外は実施例10と同様にして、成形インナー衣料を得た。
【0110】
[実施例15]
実施例6で得られたポリウレタンウレア弾性繊維を用いる以外は実施例10と同様にして、成形インナー衣料を得た。
【0111】
[実施例16]
実施例7で得られたポリウレタンウレア弾性繊維を用いる以外は実施例10と同様にして、成形インナー衣料を得た。
【0112】
[実施例17]
釜径13インチ、針本数1152本の丸編機(サントニー社製 SM8−8)を用いて実施例1で得られたポリウレタンウレア弾性繊維の44デシテックスと84デシテックス/30フィラメントのW型断面ポリエステル仮撚加工糸(テクノファイン(登録商標)、旭化成せんい(株)製)を用いてドラフト3で編成し、トップス編地を得た。
【0113】
続いて、得られたトップス編地の肩口のみを縫製し通常のポリエステル染色処方(130℃×60分 分散染料)で染色を行い、仕上剤処理、ファイナルセットを115度 30秒で行い、成形インナー衣料とした。
【0114】
[実施例18]
実施例10において、得られた製品を、熱処理条件40℃でセットした以外は、実施例10と同様にして成形インナー衣料を得た。
【0115】
[比較例5]
比較例1で得られたポリウレタンウレア弾性繊維を用いる以外は実施例10と同様にして、成形インナー衣料を得た。
【0116】
[比較例6]
比較例2で得られたポリウレタンウレア弾性繊維を用いる以外は実施例10と同様にして、成形インナー衣料を得た。
【0117】
[比較例7]
比較例3で得られたポリウレタンウレア弾性繊維を用いる以外は実施例10と同様にして、成形インナー衣料を得た。
【0118】
[比較例8]
比較例6のポリウレタン−ウレタン弾性繊維を用いて、実施例17と同様にして、W型断面ポリエステル仮撚加工糸(テクノファイン(登録商標)、旭化成せんい(株)製)と交編した成形インナー衣料を得た。得られた成形インナー衣料は、生地中のポリウレタン−ウレタン弾性繊維の糸切れがひどく、生地の解れ性、生地の寸法安定性、生地の80%伸長回復時回復率、着用評価の各評価に値する生地が得られなかった。
以上の各実施例および比較例における組成を表1に、得られたポリウレタンウレア弾性繊維の性能と、得られた成形インナー衣料の性能を表3に示す。
【0119】
[実施例19]
ナイロン66加工糸44デシテックス/34フィラメントをフロントとし、バックには実施例1で得られたポリウレタンウレア弾性繊維44デシテックス/4フィラメントをドラフト率80%で整経し、下記条件でハーフ組織を編成した。
<編成条件>
編機:36ゲージ/インチ カールマイヤー社製 トリコット編機
組織:フロント 10/23
バック 12/10
ランナー長:フロント120cm/480コース
バック 77.6cm/480コース
機上コース:100コース/インチ
この編成条件で得られた経編生機を、90℃で1分間精錬し、プレセットとしてテンター仕上げ機を用いて、熱処理条件として温度190℃、時間60秒で処理した。次いで、液流染色機を用いて100℃×60分の条件で染色した。ファイナルセットとして、テンター仕上げ機を用いて、熱処理条件180℃×45秒で処理して、経編地の染上げ反を得た。
【0120】
[実施例20]
実施例2で得られた44デシテックス/4フィラメントのポリウレタンウレア弾性繊維を用いる以外は実施例19と同様にして、経編地の染上げ反を得た。
【0121】
[実施例21]
実施例3で得られた44デシテックス/4フィラメントのポリウレタンウレア弾性繊維を用いる以外は実施例19と同様にして、経編地の染上げ反を得た。
【0122】
[実施例22]
実施例4で得られた44デシテックス/4フィラメントのポリウレタンウレア弾性繊維を用いる以外は実施例19と同様にして、経編地の染上げ反を得た。
【0123】
[実施例23]
実施例5で得られた44デシテックス/4フィラメントのポリウレタンウレア弾性繊維を用いる以外は実施例19と同様にして、経編地の染上げ反を得た。
【0124】
[実施例24]
実施例6で得られた44デシテックス/4フィラメントのポリウレタンウレア弾性繊維を用いる以外は実施例19と同様にして、経編地の染上げ反を得た。
【0125】
[実施例25]
実施例7で得られた44デシテックス/4フィラメントのポリウレタンウレア弾性繊維を用いる以外は実施例19と同様にして、経編地の染上げ反を得た。
【0126】
[実施例26]
実施例1で得られたポリウレタンウレア弾性繊維と、84デシテックス/30フィラメントのW型断面ポリエステル仮撚加工糸(テクノファイン(登録商標)、旭化成せんい(株)製)を用いて、実施例19と同様にして、経編生機を作成した。
【0127】
得られた経編生機を開反し、90℃で1分間精錬し、プレセットとしてテンター仕上げ機を用いて、熱処理条件として温度190℃、時間60秒で処理した。次いで、高圧液流染色機を用いて130℃×60分の条件で染色を行った。仕上げセットとして、テンター仕上げ機を用いて、熱処理条件180℃×45秒で処理して、経編地の染上げ反を得た。
【0128】
[実施例27]
実施例19において、得られた経編生機を、熱処理条件140℃でプレセット、ファイナルセットした以外は、実施例19と同様にして経編地の染上げ反を得た。
【0129】
[比較例9]
比較例1で得られた44デシテックス/4フィラメントのポリウレタンウレア弾性繊維を用いる以外は実施例19と同様にして、経編地の染上げ反を得た。
【0130】
[比較例10]
比較例2で得られた44デシテックス/4フィラメントのポリウレタン−ウレタン弾性繊維を用いる以外は実施例19と同様にして、経編地の染上げ反を得た。
【0131】
[比較例11]
比較例3で得られた44デシテックス/4フィラメントのポリウレタンウレア弾性繊維を用いる以外は実施例19と同様にして、経編地の染上げ反を得た。
【0132】
[比較例12]
比較例4のポリウレタン−ウレタン弾性繊維を用いて、実施例26と同様にして、W型断面ポリエステル仮撚加工糸(テクノファイン(登録商標)、旭化成せんい(株)製)と交編した経編地の染上げ反を得た。得られた染上げ反は、生地中のポリウレタン−ウレタン弾性繊維の糸切れがひどく、生地の解れ性、生地の寸法安定性、生地の80%伸長回復時回復率、着用評価の各評価に値する生地が得られなかった。
以上の各実施例および比較例における組成を表1に、得られたポリウレタンウレア弾性繊維の性能と、得られた経編地、その経編地から作成したノースリーブアンダーシャツの性能を表4に示す。
【0133】
[実施例28]
実施例1と同様にして、紡糸原液を得た後、紡糸速度500m/分の条件以外は実施例1と同条件で乾式紡糸し、155デシテックス/12フィラメントのポリウレタンウレア弾性繊維を得た。
【0134】
ラッセル編機(カールマイヤー社製、28ゲージ/インチ)を使用し、L1、L2にナイロン66加工糸56デシテックス/17フィラメント、L3、L4に上記ポリウレタンウレア弾性繊維155デシテックス/12フィラメントを用いて、パワーネット経編生機を作成した。
【0135】
得られたパワーネット経編生機を、90℃で1分間精錬し、プレセットとしてテンター仕上げ機を用いて、熱処理条件として温度190℃、時間60秒で処理した。次いで、液流染色機を用いて100℃×60分の条件で染色した。ファイナルセットとして、テンター仕上げ機を用いて、熱処理条件180℃×45秒で処理して、パワーネット経編の染上げ反を得た。
【0136】
[比較例13]
比較例1と同様にして、紡糸原液を得た後、実施例28と同条件で乾式紡糸し、155デシテックス/12フィラメントのポリウレタンウレア弾性繊維を得た。
得られたポリウレタンウレア弾性繊維を用いて、実施例28と同様にして、パワーネット経編地の染上げ反を得た。
【0137】
以上の各実施例および比較例における組成を表1に、得られたポリウレタンウレア弾性繊維の性能と、得られたパワーネット経編地の性能を表5に示す。
【0138】
【表1】
【0139】
【表2】
【0140】
【表3】
【0141】
【表4】
【0142】
【表5】
【産業上の利用可能性】
【0143】
本発明によって製造されるポリウレタンウレア弾性繊維を用いた編地、及び加工時の熱により、縁始末不要とした編地は、アンダーシャツ、ショーツ、肌着等の各種ストレッチファンデーション等において、着用感に優れた衣類として有用である。
【図面の簡単な説明】
【0144】
【図1】本発明の実施例、比較例で製作したノースリーブアンダーシャツの概略正面図。
【図2】本発明の実施例、比較例で製作した成形衣料のノースリーブアンダーシャツの概略正面図。
【符号の説明】
【0145】
1 前身頃
2 後身頃
3 脇回り部
4 首回り部
5 裾周り部
6 脇腹部
7 肩部
8 継ぎ合わせ部
9 継ぎ合わせ部
10 脇回り部
11 首回り部
12 裾周り部
【特許請求の範囲】
【請求項1】
ポリウレタン化合物を5重量%〜40重量%含有し、熱機械測定分析(TMA)による圧縮変形開始温度が150℃以上、180℃以下であり、かつ50%伸長下、180℃における熱切断秒数が30秒以上であるポリウレタンウレア弾性繊維を少なくとも一部に用いてなることを特徴とする編地。
【請求項2】
ポリウレタンウレアが、炭素数2〜10の一種以上のアルキレンエーテルからなるポリアルキレンエーテルジオールを原料とすることを特徴とする、請求項1記載の編地。
【請求項3】
ポリウレタン化合物が、炭素数2〜10の一種以上のアルキレンエーテルからなるポリアルキレンエーテルジオールを原料とすることを特徴とする、請求項1または2記載の編地。
【請求項4】
編地が、着用する人体の部位に合わせて連続して編成された丸編地であることを特徴とする、請求項1〜3のいずれかに記載の編地。
【請求項5】
ポリウレタン化合物を5重量%〜40重量%含有し、熱機械測定分析(TMA)による圧縮変形開始温度が150℃以上180℃以下であり、かつ50%伸長下、180℃における熱切断秒数が30秒以上であるポリウレタンウレア弾性繊維を少なくとも一部に用いて編成した後、150℃〜200℃でプレセットし、150℃〜200℃でファイナルセットすることを特徴とする編地の製造方法。
【請求項6】
ポリウレタン化合物を5重量%〜40重量%含有し、熱機械測定分析(TMA)による圧縮変形開始温度が150℃以上180℃以下であり、かつ50%伸長下、180℃における熱切断秒数が30秒以上であるポリウレタンウレア弾性繊維を少なくとも一部に用い、着用する人体の部位に合わせて連続して編成した後、湿熱下、50℃〜200℃でセットすることを特徴とする請求項4記載の丸編地の製造方法。
【請求項7】
請求項1〜3記載の編地を少なくとも一部に用いてなる衣料。
【請求項8】
請求項4記載の丸編地を開反せずに少なくとも一部に用いてなる成形衣料。
【請求項1】
ポリウレタン化合物を5重量%〜40重量%含有し、熱機械測定分析(TMA)による圧縮変形開始温度が150℃以上、180℃以下であり、かつ50%伸長下、180℃における熱切断秒数が30秒以上であるポリウレタンウレア弾性繊維を少なくとも一部に用いてなることを特徴とする編地。
【請求項2】
ポリウレタンウレアが、炭素数2〜10の一種以上のアルキレンエーテルからなるポリアルキレンエーテルジオールを原料とすることを特徴とする、請求項1記載の編地。
【請求項3】
ポリウレタン化合物が、炭素数2〜10の一種以上のアルキレンエーテルからなるポリアルキレンエーテルジオールを原料とすることを特徴とする、請求項1または2記載の編地。
【請求項4】
編地が、着用する人体の部位に合わせて連続して編成された丸編地であることを特徴とする、請求項1〜3のいずれかに記載の編地。
【請求項5】
ポリウレタン化合物を5重量%〜40重量%含有し、熱機械測定分析(TMA)による圧縮変形開始温度が150℃以上180℃以下であり、かつ50%伸長下、180℃における熱切断秒数が30秒以上であるポリウレタンウレア弾性繊維を少なくとも一部に用いて編成した後、150℃〜200℃でプレセットし、150℃〜200℃でファイナルセットすることを特徴とする編地の製造方法。
【請求項6】
ポリウレタン化合物を5重量%〜40重量%含有し、熱機械測定分析(TMA)による圧縮変形開始温度が150℃以上180℃以下であり、かつ50%伸長下、180℃における熱切断秒数が30秒以上であるポリウレタンウレア弾性繊維を少なくとも一部に用い、着用する人体の部位に合わせて連続して編成した後、湿熱下、50℃〜200℃でセットすることを特徴とする請求項4記載の丸編地の製造方法。
【請求項7】
請求項1〜3記載の編地を少なくとも一部に用いてなる衣料。
【請求項8】
請求項4記載の丸編地を開反せずに少なくとも一部に用いてなる成形衣料。
【図1】

【図2】
【図2】
【公開番号】特開2008−163498(P2008−163498A)
【公開日】平成20年7月17日(2008.7.17)
【国際特許分類】
【出願番号】特願2006−352361(P2006−352361)
【出願日】平成18年12月27日(2006.12.27)
【出願人】(303046303)旭化成せんい株式会社 (548)
【Fターム(参考)】
【公開日】平成20年7月17日(2008.7.17)
【国際特許分類】
【出願日】平成18年12月27日(2006.12.27)
【出願人】(303046303)旭化成せんい株式会社 (548)
【Fターム(参考)】
[ Back to top ]