
緩衝包装容器、および、緩衝包装容器の製造方法
【課題】本発明は、緩衝性に十分に優れた緩衝包装容器、およびその製造方法を提供するとともに、さらに、製造時にエネルギーを過大に消費してコスト高になる虞を抑制しつつ、触感にも優れた緩衝包装容器およびその製造方法を提供する。
【解決手段】少なくとも一部に熱可塑性短繊維を含む短繊維群からなる短繊維不織布2を加熱プレス成形してなることを特徴とする緩衝包装容器1により、緩衝性に十分に優れた緩衝包装容器1が得られ、さらに製造時にエネルギーを過大に消費してコスト高になる虞を抑制しつつ、触感にも優れた緩衝包装容器1が得られる。
【解決手段】少なくとも一部に熱可塑性短繊維を含む短繊維群からなる短繊維不織布2を加熱プレス成形してなることを特徴とする緩衝包装容器1により、緩衝性に十分に優れた緩衝包装容器1が得られ、さらに製造時にエネルギーを過大に消費してコスト高になる虞を抑制しつつ、触感にも優れた緩衝包装容器1が得られる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、緩衝包装容器、および、緩衝包装容器の製造方法に関する。
【背景技術】
【0002】
電子部品、自動車部品などの工業用部品の分野をはじめ、電化製品、精密機器類、卵・菓子・食品等といった様々な産業分野における物品を収納、包装、梱包するための容器として、様々な包装容器が用いられる。これまで用いられてきた包装容器としては、例えば、非発泡樹脂からなるフィルム材を所定形状に成形した容器(非発泡樹脂製容器)や、合成樹脂材料を発泡してなる発泡材を物品の形状や用途に合わせた形状に成形した容器(発泡体製容器)の他、パルプなどを水中に懸濁させてなる原料スラリーを所定形状に抄造して成形された容器(抄造容器)などが挙げられる(例えば、特許文献1)。
【0003】
【特許文献1】特開平05−279999号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、非発泡樹脂製容器は、緩衝性の点で十分なものとはいえない。緩衝性とは、本明細書では、具体的に、容器内に電子部品や精密機器などの各種の物品を収容した際に物品の表面に傷がつく虞を低減する性能と、物品を収容した容器の運搬時などといった容器内で物品が微細に振動するような状況が生じた際にその振動によって容器に収容される物品の表面や容器の表面が削れて微細な粉や粒子を生じて、その粉や粒子が物品の表面に付着してしまうという虞を低減する性能と、を示す。したがって、非発泡樹脂製容器は、それに物品を収容したとき物品の表面に傷がつく虞を低減する性能の点で、十分なものではなく、さらに、物品の表面等が削れることで生じた粒子が物品の表面に付着してしまう虞を低減する性能の点でも、十分なものとはいえない。このような緩衝性が容器に十分に備わっていないという問題は、容器に収容される物品が電子部品であるような場合には、極微細な微粒子が極僅かに電子部品に付着しただけでもその電子部品の動作に不具合が生じる虞が大きいことから、特に深刻な問題となる。
【0005】
また、非発泡樹脂製容器では、その容器の表面を細かく見た場合にその表面の状態が平滑に過ぎるため、発泡体製容器などに比べ、容器の表面とその容器に収容される物品表面との接触面積が過度に大きくなる虞があり、すなわち容器が物品表面に対して過度に緊密に接触してしまう虞がある。したがって、非発泡樹脂製容器では、容器内での物品の配置位置に僅かなずれを生じただけで、その物品の表面に大きな擦り傷を生じてしまうなどといった様々な問題が生じてしまう虞がある。
【0006】
発泡体製容器については、緩衝性に優れたものとするためにはその素材となる発泡体内の気泡の寸法や形状などが微細に制御される必要があるうえ、物品の形状に応じて容器の形状を細かに設計することが容易でないことから、高い寸法精度を要求される容器を製造しようとすればコスト高に陥りやすいという問題があり、さらには、その素材となる発泡体そのもののリサイクル性の乏しさという問題もある。
【0007】
そして、非発泡樹脂製容器や発泡体製容器の両者について、包装容器の成形時に発泡材やフィルム材を構成する樹脂自体が大きく引き伸ばされるので、包装容器として深絞り容器を成形しようとする場合に、包装容器の厚みが不均一になりやすく、特に、包装容器の底面に厚みを確保することが極めて困難であるうえ、場合によってはその底面に孔をも生じやすく、成形条件を極めて細かく制御しつつ包装容器の成形を行わなければならない。
【0008】
この点、抄造容器では、物品の形状に合わせて容器の形状を細かく設計することが比較的容易であり、パルプなどの繊維を素材に用いるので、得られる容器の表面にパルプによる微細な凹凸が形成されて物品表面に対して過度に緊密に接触する虞を抑制できる。
【0009】
しかし、抄造容器は、素材そのものには緩衝性がなく、緩衝性の点で十分であると言えるものではない。
【0010】
さらに、抄造容器は、容器そのものについてみると、リサイクル性があって環境に優しい側面を有するものであるが、一方で、容器の製造工程をみると、一旦原料スラリーを抄造型上に漉きあげることで水分の含まれる含水抄造容器を作成し、その後に含水抄造容器から水分を除去するという一連の工程を経て製造されるのが通常であるため、製造時において水分を徹底的に除去する工程を必須とし、その際に大量のエネルギーを必要とするので、発泡体製容器や非発泡樹脂製容器などの成形に要するエネルギーよりも過大なエネルギーを要することとなり、製造コストを抑制することが困難であるばかりか、環境負荷が大きくなってしまい、エコロジーを十分に意識した製品いわゆるエコ製品とはならなくなってしまう問題がある。
【0011】
また、発泡体製容器、非発泡樹脂製容器、抄造容器といった従来の包装容器のいずれも、触感に適度な滑らかさがなく、例えば、発泡体製容器や非発泡樹脂製容器ではそれぞれ発泡体やフィルム材の硬い触感があり、抄造容器では多数のパルプ繊維を密に固めたものに特有のごわついた触感があり、触感についても優れたものであるとはいえない。
【0012】
したがって、包装容器として、緩衝性に十分に優れた包装容器(緩衝包装容器)が要請されており、さらには、コスト高なものとならず触感に優れた緩衝包装容器が要請されている。
【0013】
本発明者らは、鋭意研究の結果、緩衝性に優れた嵩高な短繊維不織布が、その緩衝性を残しつつ成形することができるものであることを見出し、本発明を完成するに至った。
【0014】
本発明は、緩衝性に十分に優れた緩衝包装容器、およびその製造方法を提供することを目的とし、さらに、製造時にエネルギーを過大に消費してコスト高になる虞を抑制しつつ、触感にも優れた緩衝包装容器およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0015】
本発明は、(1)少なくとも一部に熱可塑性短繊維を含む短繊維群からなる短繊維不織布を、加熱プレス成形してなることを特徴とする緩衝包装容器、(2)複数種類の短繊維不織布を重ねあわせて加熱プレス成形してなる、上記(1)に記載の緩衝包装容器、(3)それぞれの種類の短繊維不織布に含まれる熱可塑性短繊維の軟化温度が、異なる種類の短繊維不織布の間で互いに異なっている、上記(2)に記載の緩衝包装容器、(4)熱可塑性短繊維の軟化温度以上溶解温度未満の温度範囲で加熱プレス成形してなる、上記(1)から(3)のいずれかに記載の緩衝包装容器、(5)少なくとも一部に熱可塑性短繊維を含む短繊維群からなる短繊維不織布を加熱プレス成形する、ことを特徴とする緩衝包装容器の製造方法、を要旨とする。
【発明の効果】
【0016】
本発明によれば、短繊維不織布を加熱プレス成形して緩衝包装容器となすことで、緩衝性に優れた緩衝包装容器を得ることできる。すなわち、本発明によれば、緩衝包装容器として、その容器内に電子部品や精密機器などの各種の物品を収容した際に物品の表面に傷がつく虞を低減する性能に優れ、さらに、物品を収容した容器の運搬時などといった容器内で物品が微細に振動するような状況が生じた際にその振動によって容器に収容される物品の表面が削れて微細な粉や粒子を生じて、その粉や粒子が物品の表面に付着してしまうという虞を低減する性能に優れたものを得ることができる。また、本発明によれば、抄造容器を製造する場合に比べて、製造時に水分を徹底的に除去する工程を要せずに緩衝包装容器を得ることができ、エネルギーの消費を抑制することが可能となり、製造コストを抑制することが可能となり、製造工程上の環境負荷を抑えて、エコロジーを十分に意識したものを得ることができる。
【0017】
本発明によれば、短繊維不織布が加熱プレス成形に用いられるので、熱可塑性短繊維を含む多数の短繊維を準備できれば緩衝包装容器を製造することができる。例えば、短繊維の素材となる成分を含むものがあれば、それが様々な産業分野で排出された廃材であったとしても、そうした廃材より多数の短繊維を再生し、その再生された短繊維を用いることで短繊維不織布を準備することができ、さらに、その短繊維不織布を加熱プレス成形することで容易に緩衝包装容器を得ることができる。こうして、本発明は、リサイクル性にも優れる効果をも奏する。
【0018】
本発明によれば、短繊維不織布を加熱プレス成形して一体成形される。ここで、緩衝包装容器が一体成形されないと、緩衝包装容器の形状にするために、その底面や側面などの各面の境界位置において短繊維不織布同士の縫合や接着剤の塗布による貼り合せなどを実施することが必要となるが、その場合、その縫合痕や接着剤の層などが形成された領域に緩衝性の不均一化が過剰に生じてしまう虞がある。この点、本発明では、一体成形にて緩衝包装容器が得られるので、そのような虞を抑えることができる。
【0019】
また、本発明では、短繊維不織布を容器となす成形にあたり、熱可塑性短繊維が殆ど溶解されずにその状態をおおよそ維持しつつ加熱プレス成形が実施される。すると、本発明では、プレス成形型に短繊維不織布が挟まれる際、短繊維不織布内部で短繊維同士が絡み合いながらも互いに滑り(ずれ)ながら、短繊維不織布が全体に引きのばされることとなり、プレス成形型内の全体に短繊維不織布を行渡らせるようにすることができる。したがって、本発明によれば、加熱プレス成形時に、短繊維不織布が全体に引き伸ばされる際に、予定されない孔を生じてしまう虞が抑制されることとなり、深絞り容器であっても容易に得ることができる。
【0020】
また、本発明によれば、複数種類の短繊維不織布を重ねあわせて加熱プレス成形することで緩衝包装容器となしてもよい。この場合、複数種類の短繊維不織布を重ねあわせたもの(重ね合わせ体)を得て、その重ね合わせ体が加熱プレス成形される。すると、加熱プレス成形時に重ね合わせ体が引き伸ばされることとなり、その際に、重ね合わせ体をなすそれぞれの短繊維不織布内部の短繊維間にずれを生じるのみならず、重なり合う短繊維不織布間にもずれを生じさせることができるので、加熱プレス成形時に重ね合わせ体を大きく引き伸ばしてもその重ね合わせ体の面内に孔などを容易に生じず、どの部分についても所望の緩衝性を十分に備える緩衝包装容器として絞り深さのより大きなものを得ることが可能となる。
【0021】
さらに、複数種類の短繊維不織布を重ねあわせて加熱プレス成形することで緩衝包装容器となす場合においては、複数種類の短繊維不織布として、短繊維不織布に含まれる熱可塑性短繊維の軟化温度を互いに異にするものが選択されることが好ましい。そのように選択された複数種類の短繊維不織布を重ね合わせて重ね合わせ体となし、その重ね合わせ体を加熱プレス成形して緩衝包装容器となすことで、緩衝性により優れた緩衝包装容器をより確実に得ることができるうえ、その緩衝性とコシを自在に制御することが容易となる。
【0022】
本発明の緩衝包装容器は、加熱プレス成形を、熱可塑性短繊維の軟化温度以上溶解温度未満で実施されることで、加熱プレス成形時に熱可塑性短繊維が完全に溶解してしまうということがなく、緩衝包装容器の表面には短繊維不織布の状態が維持されることとなる。そうすると、緩衝包装容器の表面を細かく見た場合に、その表面には短繊維不織布を構成する各短繊維による微細な凹凸が維持される。したがって、本発明によれば、緩衝包装容器の表面とその緩衝包装容器にて包装しようとする物品表面との接触面積が過度に大きくなる虞を抑制することができ、緩衝包装容器にて包装しようとする物品表面に対して過度に緊密に接触する虞が抑えられる。
【0023】
さらに、本発明によれば、熱可塑性短繊維の溶解温度未満の温度にて加熱プレス成形されるので、熱可塑性短繊維が殆ど溶解されずにその状態をおおよそ維持しつつ加熱プレス成形されることとなり、短繊維不織布の触感、風合いを生かしたまま緩衝包装容器を成形でき、触感にも優れた緩衝包装容器を得ることが可能となる。
【0024】
本発明の緩衝包装容器の製造方法によれば、緩衝性に十分に優れた緩衝包装容器を得ることができ、また、製造コストを抑制しつつ触感をも備えた緩衝包装容器を得ることができる。
【発明を実施するための最良の形態】
【0025】
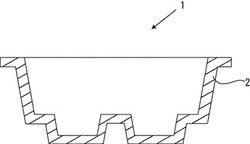
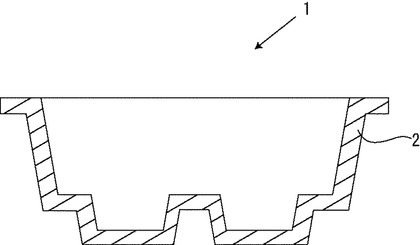
本発明の緩衝包装容器1は、短繊維不織布2を加熱プレス成形してなるものである(図1)。
【0026】
本発明の緩衝包装容器1は、加熱プレス成形を実施可能な形状であれば、その形状を特に限定されるものではなく、筐型形状、卵殻状、円筒形状など緩衝包装容器の用途に応じて適宜選択可能であり、また、その緩衝包装容器を構成する底面や側面などの各面の厚みや密度についても、緩衝包装容器の用途に応じて適宜選択可能である。
【0027】
本発明において用いられる短繊維不織布2は、多数の短繊維でなる短繊維群で形成されており、短繊維群全体として纏められて嵩高なシート状をなして構成されている。
【0028】
短繊維不織布2の厚さは、要請される緩衝包装容器1の厚みや加熱プレス成形の際に用いられる一対のプレス成形型間のギャップなどの設計に応じて適宜選択可能であるが、通常、2〜10mm程度であることが好ましい。このような範囲にあれば、例えば、短繊維不織布を加熱プレス成形する際に、短繊維不織布2の厚みが薄すぎて緩衝包装容器1の緩衝性が不足する虞や緩衝包装容器1に部分的に孔や裂けが生じる虞を低減でき、短繊維不織布2の厚みが厚すぎて製造コスト高になる虞を抑えることができるようになる。
【0029】
短繊維不織布2に含まれる短繊維の目付量は、要請される緩衝包装容器1の密度やその形状や短繊維不織布2の厚みに応じて適宜選択可能であるが、50g/m2以上であると、緩衝性とコシのある緩衝包装容器1をより効果的に得ることができるようになる点で好ましい。
【0030】
短繊維不織布2を構成する短繊維群には、少なくとも一部に熱可塑性短繊維が含まれている。
【0031】
短繊維群に含まれる熱可塑性短繊維としては、ポリエチレン、ポリプロピレンなどのポリオレフィンや、2種類以上のポリオレフィンの共重合体、ポリエチレンテレフタレート、ポリエステル、ポリアミド(例えば、ナイロンなど)、ポリカーボネート、レーヨンなどの熱可塑性を有する樹脂からなるものを例示することができる。また、熱可塑性短繊維は、単一種類の成分からなる短繊維のみならず、海島型、芯鞘型などの構造を有する複合短繊維(例えば、オレフィン系熱接着性複合短繊維など)であってもよい。
【0032】
熱可塑性短繊維は、短繊維不織布を構成する短繊維群に含まれれば、その配合量を、緩衝包装容器1の用途に応じて適宜設定されてよく、短繊維群において短繊維の全体量に対して主成分(50重量%を超える成分)をなす程度に配合されていてもよいし、副成分(50重量%を超えない成分)をなす程度で配合されていてもよく、また、短繊維不織布を構成する短繊維の全てが熱可塑性短繊維であってもよい。
【0033】
短繊維群に熱可塑性短繊維以外の短繊維を含む場合、そのような短繊維としては、パルプ、ケナフ、葦、絹、綿、麻、竹などを挙げることができる。
【0034】
また、熱可塑性短繊維や、熱可塑性短繊維以外の短繊維としては、様々な産業分野で排出された廃材を再生して得られた再生物が用いられてもよい。熱可塑性短繊維の再生物は、その構成成分を含む廃材(例えば、規格外のポリエチレンの袋など)を有機溶媒などにて溶解させて、熱可塑性短繊維の構成成分に対応する成分を抽出して長繊維となし、その長繊維を適宜切断して得ることができる。また、熱可塑性短繊維以外の短繊維の再生物については、その構成成分を含む廃材を従前より公知な解反機や解繊機などを用いて細かく裁断することで得ることができる。
【0035】
なお、短繊維群は、単一種類の熱可塑性短繊維のみで構成されている場合に限定されず、複数種類の熱可塑性短繊維が含まれていてもよい。また、短繊維群に熱可塑性短繊維と熱可塑性短繊維以外の短繊維との両者が含まれる場合、短繊維群には、熱可塑性短繊維以外の短繊維についても、その短繊維が単一種類のみで構成される場合のみならず、その短繊維として複数種類が含まれていてもよい。
【0036】
ただし、緩衝性により優れた緩衝包装容器を加熱プレス成形する観点から、短繊維不織布に複数種類の熱可塑性短繊維が含まれる場合には、それぞれの熱可塑性短繊維の軟化温度以上溶解温度未満の温度範囲の間に重複する温度(重複温度)が存在しているように、短繊維群に含まれる熱可塑性短繊維が選択されていることが好ましい。また、熱可塑性短繊維が複合繊維の場合には、複合繊維の各構成成分についての軟化温度以上溶解温度未満の温度範囲の間に重複する温度(重複温度)が存在しているように、短繊維群に含まれる複合繊維が選択されていることが好ましい。このような場合、短繊維不織布を重複温度にあたる温度にて加熱プレス成形することにより、緩衝性により優れた緩衝包装容器を効果的に得ることができる。また、このようにして緩衝包装容器を得ることで、緩衝包装容器として短繊維不織布の風合いと触感をより多く残したものを得ることもできる。
【0037】
短繊維群を構成する各短繊維の太さは、緩衝包装容器の密度や厚みなどの設計に応じて適宜選択可能であるが、通常、2デニール以上の範囲にあることが好ましい。また、短繊維の長さは、緩衝包装容器の絞りの深さや厚みなどの設計に応じて適宜選択可能であるが、通常、短繊維不織布の外寸法よりも短く、平均して3〜200mmの範囲にある。
【0038】
短繊維群には、必要に応じて、短繊維のほかに、短繊維不織布の加熱プレス成形に支障が生じない範囲で、帯電防止剤、永久帯電防止剤、難燃剤、顔料等といった添加剤を添加されていてもよい。
【0039】
本発明において用いられる短繊維不織布は、従前より公知な方法を適宜採用して製造できる。すなわち、まず、熱可塑性短繊維からなる不定形な集合体もしくは熱可塑性短繊維を含む短繊維の不定形な集合体を準備する。次に、その集合体を一旦ほぐし、さらにエアレイ方式やカード方式による方法にて、多数の短繊維を低密度に集めて重ね合わせることで嵩高なシート状の集積体とした短繊維群を得る。このとき、短繊維群は、少数の短繊維ごとに容易に分散可能な程度の集積体をなしている。そして、その短繊維群を全体としてみた場合に短繊維同士が容易にばらばらに分散してしまわない程度に、多数の短繊維を纏める。この多数の短繊維を纏める方法としては、多数の短繊維同士を絡ませる方法を挙げることができ、具体的には、ニードルパンチ方式、ウォーターパンチ方式による方法などを例示することができる。こうして多数の短繊維を纏めることで、本発明に用いる短繊維不織布が具体的に製造できる。
【0040】
本発明の緩衝包装容器は、次のように、短繊維不織布を加熱プレス成形することで製造することができる。
【0041】
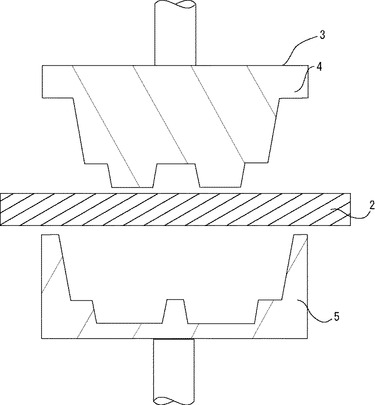
加熱プレス成形は、短繊維不織布2を加熱する工程(加熱工程)と、緩衝包装容器の形状に応じて作成された一対のプレス成形型3(成形型4、5)の間に短繊維不織布2を挿入し成形型4及び/又は成形型5の間隔を所定のギャップまで狭めて型閉じすることで短繊維不織布2をプレスする工程(プレス工程)と、で実施される(図2)。
【0042】
この加熱プレス成形は、プレス工程と加熱工程とを同時に行う方法(第1の方法)で実施されてもよいし、加熱工程の後にプレス工程を行う方法(第2の方法)によって実施されてもよい。
【0043】
第1の方法は、例えば、プレス成形型3にヒーターを設けることで具体的に実施することができる。この場合、プレス成形型3(成形型4、5)の間に短繊維不織布2を挿入し型閉じすることで短繊維不織布2をプレスする際にプレス成形型3のヒーターで短繊維不織布2が加熱され、加熱工程とプレス工程が同時に実施される。
【0044】
第2の方法は、短繊維不織布2を加熱するヒーターを、プレス成形型3の外部位置、より具体的にはプレス成形型3内に挿入される前の短繊維不織布2の面に対して対面する位置にあってプレス成形型3の外部の位置、に設けることで具体的に実施することができる。この場合、プレス成形型3の外部に設けられたヒーターにて短繊維不織布2が加熱されて加熱工程が行われ、その後プレス成形型3(成形型4、5)の間に短繊維不織布2を挿入し型閉じすることで短繊維不織布2がプレスされてプレス工程が行われる。
【0045】
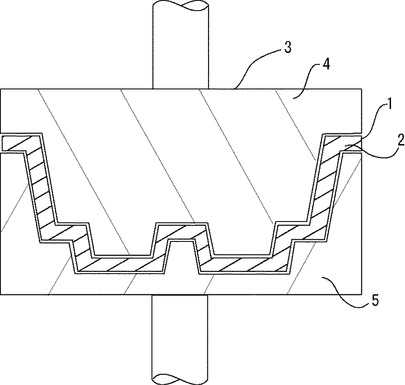
そして上記したような第1の方法あるいは第2の方法を実施した後、プレス成形型3を型開きし、短繊維不織布2をプレス成形型3のキャビティ形状に応じた所定の形状に賦形した成形品を取り出し、その成形品として本発明の緩衝包装容器1が得られる(図3)。
【0046】
加熱プレス成形を実施する装置は、従前より公知なものを適宜用いることができ、具体的には、株式会社ウツヰ製(商品名:加熱プレス成形機)などを適宜用いることができる。
【0047】
加熱プレス成形を実施するにあたり、プレス成形型3のうち成形型4もしくは成形型5のいずれか一方を他方側に移動させ、短繊維不織布2をその一方から他方側に押し付けるようにしてプレスされることで短繊維不織布のプレスが行われてもよいが、成形型4と成形型5の両者を互いに移動させることで短繊維不織布のプレスが行われることが、短繊維不織布2を両方の成形型4,5より互いに他方側に押し付けあうことでバランス良くプレスを行うことができる点で、好ましい。
【0048】
加熱プレス成形は、短繊維不織布2に含まれる熱可塑性短繊維の軟化温度以上溶解温度未満の温度範囲で実施される。軟化温度未満であると、成形品を十分に緩衝包装容器2の形状とすることが困難になり、溶解温度以上となると、熱可塑性短繊維が溶解して成形品が必要以上に硬化して緩衝性に劣る虞が生じる。なお、短繊維不織布2に複数種類の熱可塑性短繊維が含まれる場合には、それぞれの熱可塑性短繊維について軟化温度以上溶解温度未満となる温度範囲で加熱プレス成形が行われることが好ましい。
【0049】
また、加熱プレス成形を第1の方法で実施する場合にあっては、短繊維不織布2を成形型4と成形型5の間に挿入する前に、短繊維不織布2は、その短繊維不織布2に含まれる熱可塑性短繊維の軟化温度もしくは軟化温度の前後の温度まで、予め加熱(プレヒート)されていてもよい。こうすることで、短繊維不織布2に含まれる熱可塑性短繊維の軟化温度が高い場合にあっても、効果的に短繊維不織布2の内部まで均一に軟化温度にして短繊維不織布2を加熱プレス成形することができ、スムーズな加熱プレス成形の実現が容易となる。
【0050】
加熱プレス成形において、短繊維不織布2をプレスするプレス工程を行う時間は5〜50秒間であることが、短繊維不織布2を所定の形状となし、且つ、無駄なエネルギー消費を抑制する点で好ましい。
【0051】
プレス成形型について、プレス成形型間のギャップは、緩衝包装容器1の厚みやコシなどの設計に応じて適宜設定可能であるが、通常、そのギャップが0.3〜3mmの範囲であることが、緩衝性を維持しながらコシのある緩衝包装容器1を効果的に得る点からは好ましい。
【0052】
加熱プレス成形において、絞り深さは、緩衝包装容器1の設計や短繊維不織布2の厚みなどに応じて適宜設定することができる。
【0053】
なお、加熱プレス成形においては、一枚の短繊維不織布2あたり一つの成形体がプレス成形されてもよいし、長尺な短繊維不織布2を用いて、その短繊維不織布2一枚あたり多数の成形体がプレス成形されてもよい。
【0054】
本発明により、緩衝性に優れた緩衝包装容器1を得ることができ、また製造コストを抑えられて触感もよい緩衝包装容器1を得ることができることについて、その機構の詳細は明らかでないが、おおよそ次のような機構であるものと思料される。
【0055】
本発明において、短繊維不織布が加熱プレス成形されるにあたり、一対のプレス成形型が移動してプレス成形型内に短繊維不織布が挟みこまれるが、短繊維不織布はプレス成形型の型内形状に応じて、一対のプレス成形型の内方向に引き込まれる。このとき、短繊維不織布は、通常、フィルム材などに比べて、プレス成形型の内面に対して適度な滑りを生じやすいため、プレス成形型の内面との間で大きな摩擦を生じることなくスムーズにプレス成形型内へと引き込まれ、プレス成形型内のどの位置にもスムーズに短繊維不織布が供給される。
【0056】
さらに、本発明において、加熱プレス成形は、熱可塑性短繊維の溶解温度未満にて実施される。すると、短繊維不織布が一対のプレス成形型の内方向に引き込まれる際において、短繊維不織布の内部の各箇所において短繊維同士に滑り(ずれ)を生じて短繊維不織布全体に引き伸ばされ、しかも、短繊維不織布の内部の短繊維同士は互いに絡み合うので、短繊維不織布の厚みが必要以上に薄い部分を生じる虞や短繊維不織布内に必要以上に大きな孔などが生じる虞は抑制されていることになる。
【0057】
こうして、短繊維不織布は、加熱プレス成形時に、容易に孔を生じることなく全体に引き伸ばされ、プレス成形型内のどの位置にも十分な厚みの短繊維不織布が供給され、そのうえで短繊維不織布に含まれる熱可塑性短繊維によってプレス成形型の形状に応じた形状に短繊維不織布が賦形され、緩衝包装容器が成形されるものと思料される。
【0058】
このように、本発明によれば、短繊維不織布が加熱プレス成形時に容易に孔を生じる虞を抑えられつつ全体に引き伸ばされるので、プレス成形型内のどの位置についても均一なあるいはおおよそ均一な加熱プレスが実現されることとなる。したがって、本発明によれば、成形される容器が深絞り容器であったとしても、容器内のどの位置においても十分な緩衝性を備えられた緩衝包装容器を得ることができ、また、その厚みの均一性を確保された緩衝包装容器を容易に得ることができる。
【0059】
上記においては、短繊維不織布を単一枚数用いたもの(単層に形成されたもの)にて本発明の緩衝包装容器1を製造する場合を例として詳細に説明したが、これに限定されず、緩衝包装容器1は、複数枚数の短繊維不織布を重ね合わせたものを加熱プレス成形することで製造されてもよい。この場合、緩衝包装容器1は、同一種類の短繊維不織布を複数枚重ね合わせたものを加熱プレス成形して製造されもよいし、複数種類の短繊維不織布を重ね合わせたものを加熱プレス成形して製造されてもよい。
【0060】
複数種類の短繊維不織布2を重ね合わせて加熱プレス成形して緩衝包装容器1が製造される場合、複数種類の短繊維不織布を用意し、これらを重ね合わせたもの(重ね合わせ体)を得て、その重ね合わせ体を加熱プレス成形することにより緩衝包装容器が得られる。
【0061】
重ね合わせ体をなす複数種類の短繊維不織布としては、性質の異なる短繊維不織布が適宜選択される。具体的には、例えば、短繊維の物性や種類を異にする短繊維不織布が選択される場合や、短繊維の目付量を異にする短繊維不織布が選択される場合などを挙げることができる。また、3枚以上の短繊維不織布が重ね合わされて重ね合わせ体となす場合には、重ね合わせ体を構成する短繊維不織布のうちの一部に、同一種類の短繊維不織布が用いられていてもよい。
【0062】
重ね合わせ体をなす複数種類の短繊維不織布は、短繊維不織布に含まれる熱可塑性短繊維の軟化温度を異にするものが選択されることが好ましい。それぞれの短繊維不織布に含まれる熱可塑性短繊維の軟化温度を互いに異にするように短繊維不織布を複数種類選択し、選択された複数種類の短繊維不織布を適宜重ね合わせて重ね合わせ体となし、その重ね合わせ体を適宜加熱プレス成形することで、緩衝包装容器として十分な緩衝性を備えるものをより効果的に成形することができるのみならず、緩衝包装容器の緩衝性とコシを容易に制御することできる。
【0063】
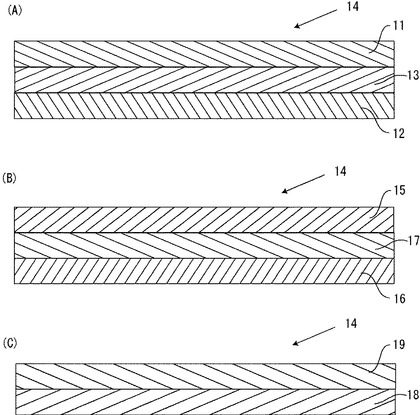
例えば、図4(A)に示すように、軟化温度の高い熱可塑性短繊維を含む短繊維不織布11,12の間に軟化温度の低い熱可塑性短繊維を含む短繊維不織布13を介在させて重ね合わせて3層の重ね合わせ体14を得て、この重ね合わせ体14を加熱プレス成形することで緩衝包装容器1となしてもよい。こうすることで、重ね合わせ体14の外層をなす短繊維不織布11,12に含まれる熱可塑性短繊維が軟化温度に到達するタイミングと、重ね合わせ体14の内層をなす短繊維不織布13に含まれる熱可塑性短繊維が軟化温度に到達するタイミングとをおおよそあるいは完全に一致させることが容易となり、緩衝性に優れた緩衝包装容器をより効果的に成形することが可能となる。特に、加熱プレス成形を第1の方法で実施する場合には、プレヒートを特段に行わなくとも、加熱プレス成形時の加熱時に上記した軟化温度に到達するタイミングを一致させることが容易となる。
【0064】
また、緩衝包装容器1としてコシの強いものが要請されているような場合にあっては、図4(B)に示すように、軟化温度の低い熱可塑性短繊維を含む短繊維不織布15,16の間に軟化温度の高い熱可塑性短繊維を含む短繊維不織布17を介在させて重ね合わせて3層の重ね合わせ体14を得て、この重ね合わせ体14を加熱プレス成形することで緩衝包装容器1となしてもよい。この場合、加熱プレス成形は、軟化温度の高い熱可塑性短繊維についての軟化温度あるいはそれ以上で行う。こうすることで、重ね合わせ体14の外層をなす短繊維不織布15,16に含まれる熱可塑性短繊維を、その内層をなす短繊維不織布17に含まれる熱可塑性短繊維よりも強く軟化させた状態で、重ね合わせ体14がプレス成形されるので、緩衝包装容器1として、内層をなす短繊維不織布17にて緩衝性を保持しつつも、外層をなす短繊維不織布15,16にてコシの強化されたものを得ることが可能となる。
【0065】
また、図4(C)に示すように、軟化温度の低い熱可塑性短繊維を含む短繊維不織布18と軟化温度の高い熱可塑性短繊維を含む短繊維不織布19を重ね合わせて2層の重ね合わせ体14を得て、重ね合わせ体14を加熱プレス成形し、軟化温度の低い熱可塑性短繊維を含む短繊維不織布18が外面を構成するような緩衝包装容器1を製造してもよい。この場合、加熱プレス成形は、軟化温度の高い熱可塑性短繊維についての軟化温度あるいはそれ以上で行う。こうすることで、緩衝包装容器の外側面をなすことを予定される短繊維不織布18に含まれる熱可塑性短繊維を、その内側面をなすことを予定される短繊維不織布19に含まれる熱可塑性短繊維よりも強く軟化させた状態で、重ね合わせ体14がプレス成形されるので、緩衝包装容器1として、外面側はコシが強くて内面側は短繊維不織布の緩衝性が保持されるとともに短繊維不織布の風合いが残されたものを得ることが容易となる。
【0066】
このように、複数種類の短繊維不織布を重ね合わせて加熱プレス成形して緩衝包装容器を製造することで、短繊維不織布の緩衝性とコシを自由に調整することができ、さらには風合いをも調整することが可能となる。
【0067】
また、本発明の緩衝包装容器について、短繊維不織布2を加熱プレス成形することで製造される場合について詳細に説明したが、短繊維群を全体に纏めて短繊維不織布となす工程(不織布形成工程)と、その短繊維不織布を加熱プレス成形する工程(加熱プレス工程)を備えて、不織布形成工程に引き続いて加熱プレス工程が一連に実施されて、緩衝包装容器が製造されてもよい。不織布形成工程と加熱プレス工程を一連に実施する方法としては、不織布形成工程にて製造された短繊維不織布をコンベヤにのせて、そのまま加熱プレス装置まで送り、そして加熱プレス装置にて加熱プレス工程を実施する方法が挙げられる。この場合において、不織布形成工程は、従前より公知な短繊維不織布を製造する方法を適宜用いることができる。こうすることで、嵩高な短繊維不織布の輸送と保管を省略することができる。
【図面の簡単な説明】
【0068】
【図1】本発明の緩衝包装容器の実施例の1つを説明するための概略断面図である。
【図2】本発明の緩衝包装容器の製造工程を説明するための概略断面図である。
【図3】本発明の緩衝包装容器の製造工程を説明するための概略断面図である。
【図4】(A)本発明の緩衝包装容器に用いられる短繊維不織布の他の例を説明するための概略断面図である。(B)本発明の緩衝包装容器に用いられる短繊維不織布の他の例を説明するための概略断面図である。(C)本発明の緩衝包装容器に用いられる短繊維不織布の他の例を説明するための概略断面図である。
【符号の説明】
【0069】
1 緩衝包装容器
2 短繊維不織布
3 プレス成形型
4,5 成形型
14 重ね合わせ体
【技術分野】
【0001】
本発明は、緩衝包装容器、および、緩衝包装容器の製造方法に関する。
【背景技術】
【0002】
電子部品、自動車部品などの工業用部品の分野をはじめ、電化製品、精密機器類、卵・菓子・食品等といった様々な産業分野における物品を収納、包装、梱包するための容器として、様々な包装容器が用いられる。これまで用いられてきた包装容器としては、例えば、非発泡樹脂からなるフィルム材を所定形状に成形した容器(非発泡樹脂製容器)や、合成樹脂材料を発泡してなる発泡材を物品の形状や用途に合わせた形状に成形した容器(発泡体製容器)の他、パルプなどを水中に懸濁させてなる原料スラリーを所定形状に抄造して成形された容器(抄造容器)などが挙げられる(例えば、特許文献1)。
【0003】
【特許文献1】特開平05−279999号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、非発泡樹脂製容器は、緩衝性の点で十分なものとはいえない。緩衝性とは、本明細書では、具体的に、容器内に電子部品や精密機器などの各種の物品を収容した際に物品の表面に傷がつく虞を低減する性能と、物品を収容した容器の運搬時などといった容器内で物品が微細に振動するような状況が生じた際にその振動によって容器に収容される物品の表面や容器の表面が削れて微細な粉や粒子を生じて、その粉や粒子が物品の表面に付着してしまうという虞を低減する性能と、を示す。したがって、非発泡樹脂製容器は、それに物品を収容したとき物品の表面に傷がつく虞を低減する性能の点で、十分なものではなく、さらに、物品の表面等が削れることで生じた粒子が物品の表面に付着してしまう虞を低減する性能の点でも、十分なものとはいえない。このような緩衝性が容器に十分に備わっていないという問題は、容器に収容される物品が電子部品であるような場合には、極微細な微粒子が極僅かに電子部品に付着しただけでもその電子部品の動作に不具合が生じる虞が大きいことから、特に深刻な問題となる。
【0005】
また、非発泡樹脂製容器では、その容器の表面を細かく見た場合にその表面の状態が平滑に過ぎるため、発泡体製容器などに比べ、容器の表面とその容器に収容される物品表面との接触面積が過度に大きくなる虞があり、すなわち容器が物品表面に対して過度に緊密に接触してしまう虞がある。したがって、非発泡樹脂製容器では、容器内での物品の配置位置に僅かなずれを生じただけで、その物品の表面に大きな擦り傷を生じてしまうなどといった様々な問題が生じてしまう虞がある。
【0006】
発泡体製容器については、緩衝性に優れたものとするためにはその素材となる発泡体内の気泡の寸法や形状などが微細に制御される必要があるうえ、物品の形状に応じて容器の形状を細かに設計することが容易でないことから、高い寸法精度を要求される容器を製造しようとすればコスト高に陥りやすいという問題があり、さらには、その素材となる発泡体そのもののリサイクル性の乏しさという問題もある。
【0007】
そして、非発泡樹脂製容器や発泡体製容器の両者について、包装容器の成形時に発泡材やフィルム材を構成する樹脂自体が大きく引き伸ばされるので、包装容器として深絞り容器を成形しようとする場合に、包装容器の厚みが不均一になりやすく、特に、包装容器の底面に厚みを確保することが極めて困難であるうえ、場合によってはその底面に孔をも生じやすく、成形条件を極めて細かく制御しつつ包装容器の成形を行わなければならない。
【0008】
この点、抄造容器では、物品の形状に合わせて容器の形状を細かく設計することが比較的容易であり、パルプなどの繊維を素材に用いるので、得られる容器の表面にパルプによる微細な凹凸が形成されて物品表面に対して過度に緊密に接触する虞を抑制できる。
【0009】
しかし、抄造容器は、素材そのものには緩衝性がなく、緩衝性の点で十分であると言えるものではない。
【0010】
さらに、抄造容器は、容器そのものについてみると、リサイクル性があって環境に優しい側面を有するものであるが、一方で、容器の製造工程をみると、一旦原料スラリーを抄造型上に漉きあげることで水分の含まれる含水抄造容器を作成し、その後に含水抄造容器から水分を除去するという一連の工程を経て製造されるのが通常であるため、製造時において水分を徹底的に除去する工程を必須とし、その際に大量のエネルギーを必要とするので、発泡体製容器や非発泡樹脂製容器などの成形に要するエネルギーよりも過大なエネルギーを要することとなり、製造コストを抑制することが困難であるばかりか、環境負荷が大きくなってしまい、エコロジーを十分に意識した製品いわゆるエコ製品とはならなくなってしまう問題がある。
【0011】
また、発泡体製容器、非発泡樹脂製容器、抄造容器といった従来の包装容器のいずれも、触感に適度な滑らかさがなく、例えば、発泡体製容器や非発泡樹脂製容器ではそれぞれ発泡体やフィルム材の硬い触感があり、抄造容器では多数のパルプ繊維を密に固めたものに特有のごわついた触感があり、触感についても優れたものであるとはいえない。
【0012】
したがって、包装容器として、緩衝性に十分に優れた包装容器(緩衝包装容器)が要請されており、さらには、コスト高なものとならず触感に優れた緩衝包装容器が要請されている。
【0013】
本発明者らは、鋭意研究の結果、緩衝性に優れた嵩高な短繊維不織布が、その緩衝性を残しつつ成形することができるものであることを見出し、本発明を完成するに至った。
【0014】
本発明は、緩衝性に十分に優れた緩衝包装容器、およびその製造方法を提供することを目的とし、さらに、製造時にエネルギーを過大に消費してコスト高になる虞を抑制しつつ、触感にも優れた緩衝包装容器およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0015】
本発明は、(1)少なくとも一部に熱可塑性短繊維を含む短繊維群からなる短繊維不織布を、加熱プレス成形してなることを特徴とする緩衝包装容器、(2)複数種類の短繊維不織布を重ねあわせて加熱プレス成形してなる、上記(1)に記載の緩衝包装容器、(3)それぞれの種類の短繊維不織布に含まれる熱可塑性短繊維の軟化温度が、異なる種類の短繊維不織布の間で互いに異なっている、上記(2)に記載の緩衝包装容器、(4)熱可塑性短繊維の軟化温度以上溶解温度未満の温度範囲で加熱プレス成形してなる、上記(1)から(3)のいずれかに記載の緩衝包装容器、(5)少なくとも一部に熱可塑性短繊維を含む短繊維群からなる短繊維不織布を加熱プレス成形する、ことを特徴とする緩衝包装容器の製造方法、を要旨とする。
【発明の効果】
【0016】
本発明によれば、短繊維不織布を加熱プレス成形して緩衝包装容器となすことで、緩衝性に優れた緩衝包装容器を得ることできる。すなわち、本発明によれば、緩衝包装容器として、その容器内に電子部品や精密機器などの各種の物品を収容した際に物品の表面に傷がつく虞を低減する性能に優れ、さらに、物品を収容した容器の運搬時などといった容器内で物品が微細に振動するような状況が生じた際にその振動によって容器に収容される物品の表面が削れて微細な粉や粒子を生じて、その粉や粒子が物品の表面に付着してしまうという虞を低減する性能に優れたものを得ることができる。また、本発明によれば、抄造容器を製造する場合に比べて、製造時に水分を徹底的に除去する工程を要せずに緩衝包装容器を得ることができ、エネルギーの消費を抑制することが可能となり、製造コストを抑制することが可能となり、製造工程上の環境負荷を抑えて、エコロジーを十分に意識したものを得ることができる。
【0017】
本発明によれば、短繊維不織布が加熱プレス成形に用いられるので、熱可塑性短繊維を含む多数の短繊維を準備できれば緩衝包装容器を製造することができる。例えば、短繊維の素材となる成分を含むものがあれば、それが様々な産業分野で排出された廃材であったとしても、そうした廃材より多数の短繊維を再生し、その再生された短繊維を用いることで短繊維不織布を準備することができ、さらに、その短繊維不織布を加熱プレス成形することで容易に緩衝包装容器を得ることができる。こうして、本発明は、リサイクル性にも優れる効果をも奏する。
【0018】
本発明によれば、短繊維不織布を加熱プレス成形して一体成形される。ここで、緩衝包装容器が一体成形されないと、緩衝包装容器の形状にするために、その底面や側面などの各面の境界位置において短繊維不織布同士の縫合や接着剤の塗布による貼り合せなどを実施することが必要となるが、その場合、その縫合痕や接着剤の層などが形成された領域に緩衝性の不均一化が過剰に生じてしまう虞がある。この点、本発明では、一体成形にて緩衝包装容器が得られるので、そのような虞を抑えることができる。
【0019】
また、本発明では、短繊維不織布を容器となす成形にあたり、熱可塑性短繊維が殆ど溶解されずにその状態をおおよそ維持しつつ加熱プレス成形が実施される。すると、本発明では、プレス成形型に短繊維不織布が挟まれる際、短繊維不織布内部で短繊維同士が絡み合いながらも互いに滑り(ずれ)ながら、短繊維不織布が全体に引きのばされることとなり、プレス成形型内の全体に短繊維不織布を行渡らせるようにすることができる。したがって、本発明によれば、加熱プレス成形時に、短繊維不織布が全体に引き伸ばされる際に、予定されない孔を生じてしまう虞が抑制されることとなり、深絞り容器であっても容易に得ることができる。
【0020】
また、本発明によれば、複数種類の短繊維不織布を重ねあわせて加熱プレス成形することで緩衝包装容器となしてもよい。この場合、複数種類の短繊維不織布を重ねあわせたもの(重ね合わせ体)を得て、その重ね合わせ体が加熱プレス成形される。すると、加熱プレス成形時に重ね合わせ体が引き伸ばされることとなり、その際に、重ね合わせ体をなすそれぞれの短繊維不織布内部の短繊維間にずれを生じるのみならず、重なり合う短繊維不織布間にもずれを生じさせることができるので、加熱プレス成形時に重ね合わせ体を大きく引き伸ばしてもその重ね合わせ体の面内に孔などを容易に生じず、どの部分についても所望の緩衝性を十分に備える緩衝包装容器として絞り深さのより大きなものを得ることが可能となる。
【0021】
さらに、複数種類の短繊維不織布を重ねあわせて加熱プレス成形することで緩衝包装容器となす場合においては、複数種類の短繊維不織布として、短繊維不織布に含まれる熱可塑性短繊維の軟化温度を互いに異にするものが選択されることが好ましい。そのように選択された複数種類の短繊維不織布を重ね合わせて重ね合わせ体となし、その重ね合わせ体を加熱プレス成形して緩衝包装容器となすことで、緩衝性により優れた緩衝包装容器をより確実に得ることができるうえ、その緩衝性とコシを自在に制御することが容易となる。
【0022】
本発明の緩衝包装容器は、加熱プレス成形を、熱可塑性短繊維の軟化温度以上溶解温度未満で実施されることで、加熱プレス成形時に熱可塑性短繊維が完全に溶解してしまうということがなく、緩衝包装容器の表面には短繊維不織布の状態が維持されることとなる。そうすると、緩衝包装容器の表面を細かく見た場合に、その表面には短繊維不織布を構成する各短繊維による微細な凹凸が維持される。したがって、本発明によれば、緩衝包装容器の表面とその緩衝包装容器にて包装しようとする物品表面との接触面積が過度に大きくなる虞を抑制することができ、緩衝包装容器にて包装しようとする物品表面に対して過度に緊密に接触する虞が抑えられる。
【0023】
さらに、本発明によれば、熱可塑性短繊維の溶解温度未満の温度にて加熱プレス成形されるので、熱可塑性短繊維が殆ど溶解されずにその状態をおおよそ維持しつつ加熱プレス成形されることとなり、短繊維不織布の触感、風合いを生かしたまま緩衝包装容器を成形でき、触感にも優れた緩衝包装容器を得ることが可能となる。
【0024】
本発明の緩衝包装容器の製造方法によれば、緩衝性に十分に優れた緩衝包装容器を得ることができ、また、製造コストを抑制しつつ触感をも備えた緩衝包装容器を得ることができる。
【発明を実施するための最良の形態】
【0025】
本発明の緩衝包装容器1は、短繊維不織布2を加熱プレス成形してなるものである(図1)。
【0026】
本発明の緩衝包装容器1は、加熱プレス成形を実施可能な形状であれば、その形状を特に限定されるものではなく、筐型形状、卵殻状、円筒形状など緩衝包装容器の用途に応じて適宜選択可能であり、また、その緩衝包装容器を構成する底面や側面などの各面の厚みや密度についても、緩衝包装容器の用途に応じて適宜選択可能である。
【0027】
本発明において用いられる短繊維不織布2は、多数の短繊維でなる短繊維群で形成されており、短繊維群全体として纏められて嵩高なシート状をなして構成されている。
【0028】
短繊維不織布2の厚さは、要請される緩衝包装容器1の厚みや加熱プレス成形の際に用いられる一対のプレス成形型間のギャップなどの設計に応じて適宜選択可能であるが、通常、2〜10mm程度であることが好ましい。このような範囲にあれば、例えば、短繊維不織布を加熱プレス成形する際に、短繊維不織布2の厚みが薄すぎて緩衝包装容器1の緩衝性が不足する虞や緩衝包装容器1に部分的に孔や裂けが生じる虞を低減でき、短繊維不織布2の厚みが厚すぎて製造コスト高になる虞を抑えることができるようになる。
【0029】
短繊維不織布2に含まれる短繊維の目付量は、要請される緩衝包装容器1の密度やその形状や短繊維不織布2の厚みに応じて適宜選択可能であるが、50g/m2以上であると、緩衝性とコシのある緩衝包装容器1をより効果的に得ることができるようになる点で好ましい。
【0030】
短繊維不織布2を構成する短繊維群には、少なくとも一部に熱可塑性短繊維が含まれている。
【0031】
短繊維群に含まれる熱可塑性短繊維としては、ポリエチレン、ポリプロピレンなどのポリオレフィンや、2種類以上のポリオレフィンの共重合体、ポリエチレンテレフタレート、ポリエステル、ポリアミド(例えば、ナイロンなど)、ポリカーボネート、レーヨンなどの熱可塑性を有する樹脂からなるものを例示することができる。また、熱可塑性短繊維は、単一種類の成分からなる短繊維のみならず、海島型、芯鞘型などの構造を有する複合短繊維(例えば、オレフィン系熱接着性複合短繊維など)であってもよい。
【0032】
熱可塑性短繊維は、短繊維不織布を構成する短繊維群に含まれれば、その配合量を、緩衝包装容器1の用途に応じて適宜設定されてよく、短繊維群において短繊維の全体量に対して主成分(50重量%を超える成分)をなす程度に配合されていてもよいし、副成分(50重量%を超えない成分)をなす程度で配合されていてもよく、また、短繊維不織布を構成する短繊維の全てが熱可塑性短繊維であってもよい。
【0033】
短繊維群に熱可塑性短繊維以外の短繊維を含む場合、そのような短繊維としては、パルプ、ケナフ、葦、絹、綿、麻、竹などを挙げることができる。
【0034】
また、熱可塑性短繊維や、熱可塑性短繊維以外の短繊維としては、様々な産業分野で排出された廃材を再生して得られた再生物が用いられてもよい。熱可塑性短繊維の再生物は、その構成成分を含む廃材(例えば、規格外のポリエチレンの袋など)を有機溶媒などにて溶解させて、熱可塑性短繊維の構成成分に対応する成分を抽出して長繊維となし、その長繊維を適宜切断して得ることができる。また、熱可塑性短繊維以外の短繊維の再生物については、その構成成分を含む廃材を従前より公知な解反機や解繊機などを用いて細かく裁断することで得ることができる。
【0035】
なお、短繊維群は、単一種類の熱可塑性短繊維のみで構成されている場合に限定されず、複数種類の熱可塑性短繊維が含まれていてもよい。また、短繊維群に熱可塑性短繊維と熱可塑性短繊維以外の短繊維との両者が含まれる場合、短繊維群には、熱可塑性短繊維以外の短繊維についても、その短繊維が単一種類のみで構成される場合のみならず、その短繊維として複数種類が含まれていてもよい。
【0036】
ただし、緩衝性により優れた緩衝包装容器を加熱プレス成形する観点から、短繊維不織布に複数種類の熱可塑性短繊維が含まれる場合には、それぞれの熱可塑性短繊維の軟化温度以上溶解温度未満の温度範囲の間に重複する温度(重複温度)が存在しているように、短繊維群に含まれる熱可塑性短繊維が選択されていることが好ましい。また、熱可塑性短繊維が複合繊維の場合には、複合繊維の各構成成分についての軟化温度以上溶解温度未満の温度範囲の間に重複する温度(重複温度)が存在しているように、短繊維群に含まれる複合繊維が選択されていることが好ましい。このような場合、短繊維不織布を重複温度にあたる温度にて加熱プレス成形することにより、緩衝性により優れた緩衝包装容器を効果的に得ることができる。また、このようにして緩衝包装容器を得ることで、緩衝包装容器として短繊維不織布の風合いと触感をより多く残したものを得ることもできる。
【0037】
短繊維群を構成する各短繊維の太さは、緩衝包装容器の密度や厚みなどの設計に応じて適宜選択可能であるが、通常、2デニール以上の範囲にあることが好ましい。また、短繊維の長さは、緩衝包装容器の絞りの深さや厚みなどの設計に応じて適宜選択可能であるが、通常、短繊維不織布の外寸法よりも短く、平均して3〜200mmの範囲にある。
【0038】
短繊維群には、必要に応じて、短繊維のほかに、短繊維不織布の加熱プレス成形に支障が生じない範囲で、帯電防止剤、永久帯電防止剤、難燃剤、顔料等といった添加剤を添加されていてもよい。
【0039】
本発明において用いられる短繊維不織布は、従前より公知な方法を適宜採用して製造できる。すなわち、まず、熱可塑性短繊維からなる不定形な集合体もしくは熱可塑性短繊維を含む短繊維の不定形な集合体を準備する。次に、その集合体を一旦ほぐし、さらにエアレイ方式やカード方式による方法にて、多数の短繊維を低密度に集めて重ね合わせることで嵩高なシート状の集積体とした短繊維群を得る。このとき、短繊維群は、少数の短繊維ごとに容易に分散可能な程度の集積体をなしている。そして、その短繊維群を全体としてみた場合に短繊維同士が容易にばらばらに分散してしまわない程度に、多数の短繊維を纏める。この多数の短繊維を纏める方法としては、多数の短繊維同士を絡ませる方法を挙げることができ、具体的には、ニードルパンチ方式、ウォーターパンチ方式による方法などを例示することができる。こうして多数の短繊維を纏めることで、本発明に用いる短繊維不織布が具体的に製造できる。
【0040】
本発明の緩衝包装容器は、次のように、短繊維不織布を加熱プレス成形することで製造することができる。
【0041】
加熱プレス成形は、短繊維不織布2を加熱する工程(加熱工程)と、緩衝包装容器の形状に応じて作成された一対のプレス成形型3(成形型4、5)の間に短繊維不織布2を挿入し成形型4及び/又は成形型5の間隔を所定のギャップまで狭めて型閉じすることで短繊維不織布2をプレスする工程(プレス工程)と、で実施される(図2)。
【0042】
この加熱プレス成形は、プレス工程と加熱工程とを同時に行う方法(第1の方法)で実施されてもよいし、加熱工程の後にプレス工程を行う方法(第2の方法)によって実施されてもよい。
【0043】
第1の方法は、例えば、プレス成形型3にヒーターを設けることで具体的に実施することができる。この場合、プレス成形型3(成形型4、5)の間に短繊維不織布2を挿入し型閉じすることで短繊維不織布2をプレスする際にプレス成形型3のヒーターで短繊維不織布2が加熱され、加熱工程とプレス工程が同時に実施される。
【0044】
第2の方法は、短繊維不織布2を加熱するヒーターを、プレス成形型3の外部位置、より具体的にはプレス成形型3内に挿入される前の短繊維不織布2の面に対して対面する位置にあってプレス成形型3の外部の位置、に設けることで具体的に実施することができる。この場合、プレス成形型3の外部に設けられたヒーターにて短繊維不織布2が加熱されて加熱工程が行われ、その後プレス成形型3(成形型4、5)の間に短繊維不織布2を挿入し型閉じすることで短繊維不織布2がプレスされてプレス工程が行われる。
【0045】
そして上記したような第1の方法あるいは第2の方法を実施した後、プレス成形型3を型開きし、短繊維不織布2をプレス成形型3のキャビティ形状に応じた所定の形状に賦形した成形品を取り出し、その成形品として本発明の緩衝包装容器1が得られる(図3)。
【0046】
加熱プレス成形を実施する装置は、従前より公知なものを適宜用いることができ、具体的には、株式会社ウツヰ製(商品名:加熱プレス成形機)などを適宜用いることができる。
【0047】
加熱プレス成形を実施するにあたり、プレス成形型3のうち成形型4もしくは成形型5のいずれか一方を他方側に移動させ、短繊維不織布2をその一方から他方側に押し付けるようにしてプレスされることで短繊維不織布のプレスが行われてもよいが、成形型4と成形型5の両者を互いに移動させることで短繊維不織布のプレスが行われることが、短繊維不織布2を両方の成形型4,5より互いに他方側に押し付けあうことでバランス良くプレスを行うことができる点で、好ましい。
【0048】
加熱プレス成形は、短繊維不織布2に含まれる熱可塑性短繊維の軟化温度以上溶解温度未満の温度範囲で実施される。軟化温度未満であると、成形品を十分に緩衝包装容器2の形状とすることが困難になり、溶解温度以上となると、熱可塑性短繊維が溶解して成形品が必要以上に硬化して緩衝性に劣る虞が生じる。なお、短繊維不織布2に複数種類の熱可塑性短繊維が含まれる場合には、それぞれの熱可塑性短繊維について軟化温度以上溶解温度未満となる温度範囲で加熱プレス成形が行われることが好ましい。
【0049】
また、加熱プレス成形を第1の方法で実施する場合にあっては、短繊維不織布2を成形型4と成形型5の間に挿入する前に、短繊維不織布2は、その短繊維不織布2に含まれる熱可塑性短繊維の軟化温度もしくは軟化温度の前後の温度まで、予め加熱(プレヒート)されていてもよい。こうすることで、短繊維不織布2に含まれる熱可塑性短繊維の軟化温度が高い場合にあっても、効果的に短繊維不織布2の内部まで均一に軟化温度にして短繊維不織布2を加熱プレス成形することができ、スムーズな加熱プレス成形の実現が容易となる。
【0050】
加熱プレス成形において、短繊維不織布2をプレスするプレス工程を行う時間は5〜50秒間であることが、短繊維不織布2を所定の形状となし、且つ、無駄なエネルギー消費を抑制する点で好ましい。
【0051】
プレス成形型について、プレス成形型間のギャップは、緩衝包装容器1の厚みやコシなどの設計に応じて適宜設定可能であるが、通常、そのギャップが0.3〜3mmの範囲であることが、緩衝性を維持しながらコシのある緩衝包装容器1を効果的に得る点からは好ましい。
【0052】
加熱プレス成形において、絞り深さは、緩衝包装容器1の設計や短繊維不織布2の厚みなどに応じて適宜設定することができる。
【0053】
なお、加熱プレス成形においては、一枚の短繊維不織布2あたり一つの成形体がプレス成形されてもよいし、長尺な短繊維不織布2を用いて、その短繊維不織布2一枚あたり多数の成形体がプレス成形されてもよい。
【0054】
本発明により、緩衝性に優れた緩衝包装容器1を得ることができ、また製造コストを抑えられて触感もよい緩衝包装容器1を得ることができることについて、その機構の詳細は明らかでないが、おおよそ次のような機構であるものと思料される。
【0055】
本発明において、短繊維不織布が加熱プレス成形されるにあたり、一対のプレス成形型が移動してプレス成形型内に短繊維不織布が挟みこまれるが、短繊維不織布はプレス成形型の型内形状に応じて、一対のプレス成形型の内方向に引き込まれる。このとき、短繊維不織布は、通常、フィルム材などに比べて、プレス成形型の内面に対して適度な滑りを生じやすいため、プレス成形型の内面との間で大きな摩擦を生じることなくスムーズにプレス成形型内へと引き込まれ、プレス成形型内のどの位置にもスムーズに短繊維不織布が供給される。
【0056】
さらに、本発明において、加熱プレス成形は、熱可塑性短繊維の溶解温度未満にて実施される。すると、短繊維不織布が一対のプレス成形型の内方向に引き込まれる際において、短繊維不織布の内部の各箇所において短繊維同士に滑り(ずれ)を生じて短繊維不織布全体に引き伸ばされ、しかも、短繊維不織布の内部の短繊維同士は互いに絡み合うので、短繊維不織布の厚みが必要以上に薄い部分を生じる虞や短繊維不織布内に必要以上に大きな孔などが生じる虞は抑制されていることになる。
【0057】
こうして、短繊維不織布は、加熱プレス成形時に、容易に孔を生じることなく全体に引き伸ばされ、プレス成形型内のどの位置にも十分な厚みの短繊維不織布が供給され、そのうえで短繊維不織布に含まれる熱可塑性短繊維によってプレス成形型の形状に応じた形状に短繊維不織布が賦形され、緩衝包装容器が成形されるものと思料される。
【0058】
このように、本発明によれば、短繊維不織布が加熱プレス成形時に容易に孔を生じる虞を抑えられつつ全体に引き伸ばされるので、プレス成形型内のどの位置についても均一なあるいはおおよそ均一な加熱プレスが実現されることとなる。したがって、本発明によれば、成形される容器が深絞り容器であったとしても、容器内のどの位置においても十分な緩衝性を備えられた緩衝包装容器を得ることができ、また、その厚みの均一性を確保された緩衝包装容器を容易に得ることができる。
【0059】
上記においては、短繊維不織布を単一枚数用いたもの(単層に形成されたもの)にて本発明の緩衝包装容器1を製造する場合を例として詳細に説明したが、これに限定されず、緩衝包装容器1は、複数枚数の短繊維不織布を重ね合わせたものを加熱プレス成形することで製造されてもよい。この場合、緩衝包装容器1は、同一種類の短繊維不織布を複数枚重ね合わせたものを加熱プレス成形して製造されもよいし、複数種類の短繊維不織布を重ね合わせたものを加熱プレス成形して製造されてもよい。
【0060】
複数種類の短繊維不織布2を重ね合わせて加熱プレス成形して緩衝包装容器1が製造される場合、複数種類の短繊維不織布を用意し、これらを重ね合わせたもの(重ね合わせ体)を得て、その重ね合わせ体を加熱プレス成形することにより緩衝包装容器が得られる。
【0061】
重ね合わせ体をなす複数種類の短繊維不織布としては、性質の異なる短繊維不織布が適宜選択される。具体的には、例えば、短繊維の物性や種類を異にする短繊維不織布が選択される場合や、短繊維の目付量を異にする短繊維不織布が選択される場合などを挙げることができる。また、3枚以上の短繊維不織布が重ね合わされて重ね合わせ体となす場合には、重ね合わせ体を構成する短繊維不織布のうちの一部に、同一種類の短繊維不織布が用いられていてもよい。
【0062】
重ね合わせ体をなす複数種類の短繊維不織布は、短繊維不織布に含まれる熱可塑性短繊維の軟化温度を異にするものが選択されることが好ましい。それぞれの短繊維不織布に含まれる熱可塑性短繊維の軟化温度を互いに異にするように短繊維不織布を複数種類選択し、選択された複数種類の短繊維不織布を適宜重ね合わせて重ね合わせ体となし、その重ね合わせ体を適宜加熱プレス成形することで、緩衝包装容器として十分な緩衝性を備えるものをより効果的に成形することができるのみならず、緩衝包装容器の緩衝性とコシを容易に制御することできる。
【0063】
例えば、図4(A)に示すように、軟化温度の高い熱可塑性短繊維を含む短繊維不織布11,12の間に軟化温度の低い熱可塑性短繊維を含む短繊維不織布13を介在させて重ね合わせて3層の重ね合わせ体14を得て、この重ね合わせ体14を加熱プレス成形することで緩衝包装容器1となしてもよい。こうすることで、重ね合わせ体14の外層をなす短繊維不織布11,12に含まれる熱可塑性短繊維が軟化温度に到達するタイミングと、重ね合わせ体14の内層をなす短繊維不織布13に含まれる熱可塑性短繊維が軟化温度に到達するタイミングとをおおよそあるいは完全に一致させることが容易となり、緩衝性に優れた緩衝包装容器をより効果的に成形することが可能となる。特に、加熱プレス成形を第1の方法で実施する場合には、プレヒートを特段に行わなくとも、加熱プレス成形時の加熱時に上記した軟化温度に到達するタイミングを一致させることが容易となる。
【0064】
また、緩衝包装容器1としてコシの強いものが要請されているような場合にあっては、図4(B)に示すように、軟化温度の低い熱可塑性短繊維を含む短繊維不織布15,16の間に軟化温度の高い熱可塑性短繊維を含む短繊維不織布17を介在させて重ね合わせて3層の重ね合わせ体14を得て、この重ね合わせ体14を加熱プレス成形することで緩衝包装容器1となしてもよい。この場合、加熱プレス成形は、軟化温度の高い熱可塑性短繊維についての軟化温度あるいはそれ以上で行う。こうすることで、重ね合わせ体14の外層をなす短繊維不織布15,16に含まれる熱可塑性短繊維を、その内層をなす短繊維不織布17に含まれる熱可塑性短繊維よりも強く軟化させた状態で、重ね合わせ体14がプレス成形されるので、緩衝包装容器1として、内層をなす短繊維不織布17にて緩衝性を保持しつつも、外層をなす短繊維不織布15,16にてコシの強化されたものを得ることが可能となる。
【0065】
また、図4(C)に示すように、軟化温度の低い熱可塑性短繊維を含む短繊維不織布18と軟化温度の高い熱可塑性短繊維を含む短繊維不織布19を重ね合わせて2層の重ね合わせ体14を得て、重ね合わせ体14を加熱プレス成形し、軟化温度の低い熱可塑性短繊維を含む短繊維不織布18が外面を構成するような緩衝包装容器1を製造してもよい。この場合、加熱プレス成形は、軟化温度の高い熱可塑性短繊維についての軟化温度あるいはそれ以上で行う。こうすることで、緩衝包装容器の外側面をなすことを予定される短繊維不織布18に含まれる熱可塑性短繊維を、その内側面をなすことを予定される短繊維不織布19に含まれる熱可塑性短繊維よりも強く軟化させた状態で、重ね合わせ体14がプレス成形されるので、緩衝包装容器1として、外面側はコシが強くて内面側は短繊維不織布の緩衝性が保持されるとともに短繊維不織布の風合いが残されたものを得ることが容易となる。
【0066】
このように、複数種類の短繊維不織布を重ね合わせて加熱プレス成形して緩衝包装容器を製造することで、短繊維不織布の緩衝性とコシを自由に調整することができ、さらには風合いをも調整することが可能となる。
【0067】
また、本発明の緩衝包装容器について、短繊維不織布2を加熱プレス成形することで製造される場合について詳細に説明したが、短繊維群を全体に纏めて短繊維不織布となす工程(不織布形成工程)と、その短繊維不織布を加熱プレス成形する工程(加熱プレス工程)を備えて、不織布形成工程に引き続いて加熱プレス工程が一連に実施されて、緩衝包装容器が製造されてもよい。不織布形成工程と加熱プレス工程を一連に実施する方法としては、不織布形成工程にて製造された短繊維不織布をコンベヤにのせて、そのまま加熱プレス装置まで送り、そして加熱プレス装置にて加熱プレス工程を実施する方法が挙げられる。この場合において、不織布形成工程は、従前より公知な短繊維不織布を製造する方法を適宜用いることができる。こうすることで、嵩高な短繊維不織布の輸送と保管を省略することができる。
【図面の簡単な説明】
【0068】
【図1】本発明の緩衝包装容器の実施例の1つを説明するための概略断面図である。
【図2】本発明の緩衝包装容器の製造工程を説明するための概略断面図である。
【図3】本発明の緩衝包装容器の製造工程を説明するための概略断面図である。
【図4】(A)本発明の緩衝包装容器に用いられる短繊維不織布の他の例を説明するための概略断面図である。(B)本発明の緩衝包装容器に用いられる短繊維不織布の他の例を説明するための概略断面図である。(C)本発明の緩衝包装容器に用いられる短繊維不織布の他の例を説明するための概略断面図である。
【符号の説明】
【0069】
1 緩衝包装容器
2 短繊維不織布
3 プレス成形型
4,5 成形型
14 重ね合わせ体
【特許請求の範囲】
【請求項1】
少なくとも一部に熱可塑性短繊維を含む短繊維群からなる短繊維不織布を加熱プレス成形してなることを特徴とする緩衝包装容器。
【請求項2】
複数種類の短繊維不織布を重ねあわせて加熱プレス成形してなる、請求項1に記載の緩衝包装容器。
【請求項3】
それぞれの種類の短繊維不織布に含まれる熱可塑性短繊維の軟化温度が、異なる種類の短繊維不織布の間で互いに異なっている、請求項2に記載の緩衝包装容器。
【請求項4】
熱可塑性短繊維の軟化温度以上溶解温度未満の温度範囲で加熱プレス成形してなる、請求項1から3のいずれかに記載の緩衝包装容器。
【請求項5】
少なくとも一部に熱可塑性短繊維を含む短繊維群からなる短繊維不織布を加熱プレス成形する、ことを特徴とする緩衝包装容器の製造方法。
【請求項1】
少なくとも一部に熱可塑性短繊維を含む短繊維群からなる短繊維不織布を加熱プレス成形してなることを特徴とする緩衝包装容器。
【請求項2】
複数種類の短繊維不織布を重ねあわせて加熱プレス成形してなる、請求項1に記載の緩衝包装容器。
【請求項3】
それぞれの種類の短繊維不織布に含まれる熱可塑性短繊維の軟化温度が、異なる種類の短繊維不織布の間で互いに異なっている、請求項2に記載の緩衝包装容器。
【請求項4】
熱可塑性短繊維の軟化温度以上溶解温度未満の温度範囲で加熱プレス成形してなる、請求項1から3のいずれかに記載の緩衝包装容器。
【請求項5】
少なくとも一部に熱可塑性短繊維を含む短繊維群からなる短繊維不織布を加熱プレス成形する、ことを特徴とする緩衝包装容器の製造方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2009−107658(P2009−107658A)
【公開日】平成21年5月21日(2009.5.21)
【国際特許分類】
【出願番号】特願2007−281114(P2007−281114)
【出願日】平成19年10月30日(2007.10.30)
【出願人】(000127547)株式会社ウツヰ (3)
【Fターム(参考)】
【公開日】平成21年5月21日(2009.5.21)
【国際特許分類】
【出願日】平成19年10月30日(2007.10.30)
【出願人】(000127547)株式会社ウツヰ (3)
【Fターム(参考)】
[ Back to top ]