
緯編地及びその製造方法と該緯編地を用いてなる衣料
【課題】本発明は、高いストレッチ性とソフトな風合いを有し、薄くて軽い緯編地及びその製造方法と、該緯編地を用いてなる衣料を提供する。
【解決手段】芯にポリウレタン系エラストマー、鞘に1/2法溶融温度が170〜225℃であるポリエステル系ポリマーまたはポリアミド系ポリマー、が配された芯鞘コンジュゲート弾性繊維糸(A)と、非弾性繊維糸(B)とが、編機の各同一編成コースに給糸されて、前記非弾性繊維糸(B)が、編成部において各針毎にニット位置またはミス位置に選択的に案内制御され、編成されてなるシングル緯編地。
【解決手段】芯にポリウレタン系エラストマー、鞘に1/2法溶融温度が170〜225℃であるポリエステル系ポリマーまたはポリアミド系ポリマー、が配された芯鞘コンジュゲート弾性繊維糸(A)と、非弾性繊維糸(B)とが、編機の各同一編成コースに給糸されて、前記非弾性繊維糸(B)が、編成部において各針毎にニット位置またはミス位置に選択的に案内制御され、編成されてなるシングル緯編地。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、高いストレッチ性とソフトな風合いを有し、肌に対する不快感が少なく、薄くて軽い緯編地及びその製造方法と、該緯編地を用いてなる衣料に関するものである。
【背景技術】
【0002】
編物は織物に比べ、その生地構造上からストレッチ性を出しやすく、身体の動きに伴う伸び縮みのし易さから一般衣料用であるインナーウエア;アウターウエア;スポーツウエア;パンティストッキングを含む靴下類;衣料資材用である裏地類、芯地類;産業資材用である椅子張り材等、特に人の肌に触れる用途に多く使用されている。
【0003】
近年、さらにソフトな風合いとソフトなストレッチ性、薄くて軽い編地の要求から、ポリウレタン系弾性繊維糸の高いストレッチ性を利用してポリウレタンを芯糸として、これにポリアミドフィラメントを被覆した被覆弾性糸を混用した編地が使用される例が増加している。
【0004】
しかしポリウレタン系被覆弾性繊維糸は高いストレッチ性を有するものの、これを混用した場合、その高いストレッチ性に起因して編地が厚くなり、また風合いが硬くなる傾向にある。
【0005】
この課題を解決する試みとしてソフトな風合いやソフトなフィット性を与えることができる仮撚被覆弾性糸が特許文献1に開示されている。しかしながらこのような被覆弾性糸を従来のポリウレタン系被覆弾性繊維糸に代えて混用した編地が使用される例はあるものの、弾性糸繊度を低減させても被覆繊維の存在によってループを形成する糸自体が嵩高いものとなってしまうため、生地を十分に薄いものとはしにくく、より軽くて薄い編地の要求に対しては不満足なものであった。
【0006】
また、ポリトリメチレンテレフタレート系繊維の仮撚加工糸やポリブチレンテレフタレート系繊維の仮撚加工糸に代表されるストレッチ素材の混用によってもストレッチ性が得られるが、ストレッチ性に寄与する繊維素材自体の分子構造がポリウレタン系弾性繊維糸とは異なるため、伸張性、伸張回復性いずれをとってもポリウレタン系弾性繊維糸にとって代わるものにはなり得なかった。一般的にポリトリメチレンテレフタレート系繊維糸をポリウレタン系弾性繊維糸に代えて混用した編地は、より風合いの硬い編地になりやすいという課題があった。
【0007】
また、前記したような弾性糸に代えてポリウレタン裸糸を混用して編地を得る場合、ポリウレタン裸糸と、編成工程における糸道、すなわちヤーンガイドや張力調整装置などを構成する金属やセラミック表面、との摩擦抵抗とポリウレタン弾性繊維糸自体の伸びやすい性質に起因して、制御困難な張力変動や糸切れを生じやすく編立て速度を上げることが難しかった。また、糸切れによる張力調整装置のドラムへの糸巻きつき、編段の発生による編地の品質低下など、編成工程の連続稼動安定性および品質安定性において課題があった。また、不具合の緩和のために極端に編立て速度を落とすと、非常に製造コストが高くなってしまう上、編段解消には至らないという課題があった。
【0008】
また、このような張力変動による不具合を解消するために転がしタイプの定糸長送り装置でポリウレタン裸糸を給糸編成する向きもあるが、常に定量で糸送りがなされるため、編地の度目変化や柄編みができず、ファッション性や機能性の高い柄編地を得られないという課題があった。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2001−348748号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明の課題は、上記の従来技術の問題を解決し、高いストレッチ性とソフトな風合いを有し、薄くて軽い緯編地及びその製造方法と、該緯編地を用いてなる衣料を提供することである。
【課題を解決するための手段】
【0011】
本発明は、少なくとも2種以上の糸を混用して編成されるシングル緯編地であって、芯にポリウレタン系エラストマー、鞘に1/2法溶融温度が170〜225℃であるポリエステル系ポリマーまたはポリアミド系ポリマー、が配された芯鞘コンジュゲート弾性繊維糸(A)と、非弾性繊維糸(B)とを含み、前記弾性繊維糸(A)と前記非弾性繊維糸(B)とが各同一編成コースに給糸されて、前記非弾性繊維糸(B)が、編成部において各針毎にニット位置またはミス位置に選択的に案内制御され、編成されてなる緯編地であることを特徴とする。
【0012】
本発明の緯編地を編成するための編機は限定されないが、シングル丸編地を編成可能な丸編機が好ましく、特に、所定の編地の粗密パターン設計に応じて、動作させる編み針を選針する選針機構と丸編み生地の周糸長を基準としてステッチ量及び張力を設定できる積極給糸装置を備える成型編機、すなわちガーメントレングス編機が好ましく例示できる。
ガーメントレングス編機とすることで、本発明の緯編地を用いて衣料を製造する際に、編地の縫製箇所を衣料製品中に必要最小限の数にとどめることができる。これにより本発明の緯編地の特徴である、高いストレッチ性とソフトな風合い、及び、薄くて軽い特性を最大限生かした、肌への不快感が非常に少ない快適な衣料とすることができる。
【0013】
たとえば特開2007−197853号公報には筒状成形丸編機によって1枚毎に編み立てられるパンツ用の成形丸編生地が開示されており、筒状の身頃生地で前身頃及び後身頃を1枚のピース編地によって構成可能であることが理解できる。
【0014】
本発明の緯編地は、前記弾性繊維糸(A)と前記非弾性繊維糸(B)とが各同一編成コースに給糸されて、編成されてなる。
なお、前記弾性繊維糸(A)と前記非弾性繊維糸(B)とが各同一編成コースに給糸されるとは、1つの編成コースに、2種類の糸、すなわち前記弾性繊維糸(A)と前記非弾性繊維糸(B)との両方が給糸されることを意味する。
【0015】
本発明の緯編地は、前記非弾性繊維糸(B)が、編成部において各針毎にニット位置またはミス位置に選択的に案内制御され、編成されてなる。すなわち、本発明の緯編地は、編成部において各針毎に、各同一編成コースに給糸された2種類の糸のうちの両方がニット位置に案内制御されるか、または、前記弾性繊維糸(A)がニット位置に、前記非弾性繊維糸(B)がミス位置に案内制御されて、編成されてなる。このような案内制御は、選択的に行われる。
【0016】
前記、各同一編成コースに給糸された2種類の糸のうち、編成部において、各針毎に前記弾性繊維糸(A)をニット位置に、前記非弾性繊維糸(B)をミス位置に選択的に案内制御する方法としては、前記2種類の糸を引き揃えずに、離して、かつ一定の位置に導き、編み針と出会う編成部に案内せしめるヤーンキャリア(糸道)と、選針機構とカム機構の組合せによる針進出位置制御手段と、の組合せによって、前記2種類の糸のうち前記弾性繊維糸(A)を編み針フック側(ニット位置)に、前記非弾性繊維糸(B)を編み針フック背面側(ミス位置)に案内する方法などが採用できる。これにより前記非弾性繊維糸(B)のみ、所定の針でミスさせることが可能となる。
【0017】
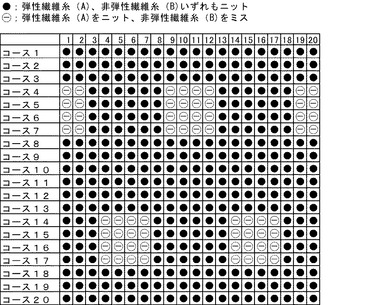
各同一編成コースに給糸された2種類の糸のそれぞれのニットまたはミスを、各針において選択的に行い、柄編みする例を図1で説明する。図1は各コース、各針における、各糸のニットまたはミスのパターンを模式的に示した本発明のシングル緯編地の柄編みパターン図である。
コース1〜20にはそれぞれ弾性繊維糸(A)と非弾性繊維糸(B)とが給糸される。
コース1においては全針において前記弾性繊維糸(A)と前記非弾性繊維糸(B)とがニットされる。
コース2、3、コース8〜13、コース18〜20はコース1と同様である。
【0018】
コース4においては1、2番目の針では前記弾性繊維糸(A)がニットされ、前記非弾性繊維糸(B)がミスされる。3〜8番目の針では前記弾性繊維糸(A)と前記非弾性繊維糸(B)とがニットされる。9〜12番目の針では前記弾性繊維糸(A)がニットされ、前記非弾性繊維糸(B)がミスされる。13〜18番目の針では前記弾性繊維糸(A)と前記非弾性繊維糸(B)とがニットされる。19、20番目の針では前記弾性繊維糸(A)がニットされ、前記非弾性繊維糸(B)がミスされる。
コース5〜7はコース4と同様である。
【0019】
コース14においては1〜3番目の針では前記弾性繊維糸(A)と前記非弾性繊維糸(B)とがニットされる。4〜7番目の針では前記弾性繊維糸(A)がニットされ、前記非弾性繊維糸(B)がミスされる。8〜13番目の針では前記弾性繊維糸(A)と前記非弾性繊維糸(B)とがニットされる。14〜17番目の針では前記弾性繊維糸(A)がニットされ、前記非弾性繊維糸(B)がミスされる。18〜20番目の針では前記弾性繊維糸(A)と前記非弾性繊維糸(B)とがニットされる。
コース15〜17はコース14と同様である。
このコース1〜20を1リピートとして繰り返し編成することができるし、針数を適宜多く設定して編成することができる。
【0020】
これにより見かけ上、前記弾性繊維糸(A)と前記非弾性繊維糸(B)の添え糸編(プレーティング編)生地の部分部分に、前記弾性繊維糸(A)によって構成された4×4ループの模様が規則的なパターンとして表現される。ここで前記4×4ループ模様部には前記非弾性繊維糸(B)がフロート糸として生地片面に各4本存在する。このような4×4ループ模様部を有する緯編地は、高いストレッチ性とソフトな風合いを有し、薄くて軽い緯編地となる。
ここでは発明の理解を助けるための説明例として4×4ループの大きさ、略矩形パターンの形状、具体例で示した模様部ひとつあたりのフロート糸本数を例示したが、何らこれに限定されるものではなく、模様の大きさ、模様の形状は自由に設定することができる。
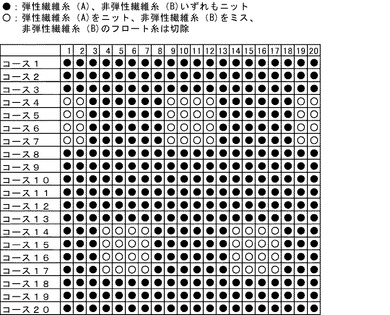
【0021】
次に図2で説明する。図2は各コース、各針における、各糸のニットまたはミスのパターンを模式的に示した本発明のシングル緯編地の柄編みパターン図である。
コース1〜20にはそれぞれ弾性繊維糸(A)と非弾性繊維糸(B)とが給糸される。
コース1においては全針において前記弾性繊維糸(A)と前記非弾性繊維糸(B)とがニットされる。
コース2、3、コース8〜13、コース18〜20はコース1と同様である。
【0022】
コース4においては1、2番目の針では前記弾性繊維糸(A)がニットされ、前記非弾性繊維糸(B)がミスされる。3〜8番目の針では前記弾性繊維糸(A)と前記非弾性繊維糸(B)とがニットされる。9〜12番目の針では前記弾性繊維糸(A)がニットされ、前記非弾性繊維糸(B)がミスされる。13〜18番目の針では前記弾性繊維糸(A)と前記非弾性繊維糸(B)とがニットされる。19、20番目の針では前記弾性繊維糸(A)がニットされ、前記非弾性繊維糸(B)がミスされる。
コース5〜7はコース4と同様である。
【0023】
コース14においては1〜3番目の針では前記弾性繊維糸(A)と前記非弾性繊維糸(B)とがニットされる。4〜7番目の針では前記弾性繊維糸(A)がニットされ、前記非弾性繊維糸(B)がミスされる。8〜13番目の針では前記弾性繊維糸(A)と前記非弾性繊維糸(B)とがニットされる。14〜17番目の針では前記弾性繊維糸(A)がニットされ、前記非弾性繊維糸(B)がミスされる。18〜20番目の針では前記弾性繊維糸(A)と前記非弾性繊維糸(B)とがニットされる。
コース15〜17はコース14と同様である。
このコース1〜20を1リピートとして繰り返し編成することができるし、針数を適宜多く設定して編成することができる。
【0024】
これにより見かけ上、前記弾性繊維糸(A)と前記非弾性繊維糸(B)の添え糸編(プレーティング編)生地の部分部分に、前記弾性繊維糸(A)によって構成された4×4ループの模様が規則的なパターンとして表現される。ここでは本来、前記4×4ループ模様部には前記非弾性繊維糸(B)がフロート糸として生地片面に各4本存在するが、これを切除しフロート糸を残さない編地としている。このような4×4ループ模様部を有する緯編地は、高いストレッチ性とソフトな風合いを有し、薄くて軽い緯編地となる。
ここでは発明の理解を助けるための説明例として4×4ループの大きさ、略矩形パターンの形状、具体例で示した模様部ひとつあたりのフロート糸本数を例示したが、何らこれに限定されるものではなく、模様の大きさ、模様の形状は自由に設定することができる。
【0025】
フロート糸が除去される方法の例としては、丸編機のシリンダ上部に装備されたトランスファダイヤルにサーキュラーカッターが組み込まれており、ダイヤルシャフトの駆動によって前記シリンダと同期して前記サーキュラーカッターが回転可能になっており、前記トランスファダイヤルを保持するプレートの外周には固定刃が装備されている丸編機を用い、前記サーキュラーカッターとの相互作用によって、前記フロート糸が、切断された後、吸引除去される方法、が例示できるがこれに限定されず、その他フロート糸を除去できる公知の糸切断除去手段が利用できる。
【0026】
本発明の緯編地は、図1または2に示す柄編みパターンにより編成される模様のような透かし目柄を有することが好ましい。すなわち、本発明の緯編地は、透かし目柄が表現されたシングル緯編地であって、前記弾性繊維糸(A)が地糸として全針ニット編成されてなり、前記非弾性繊維糸(B)が一部ミス編成されてなるか、または、一部ミス編成かつ切除されてなることが好ましい。
このような透かし目柄を有する緯編地は、高いストレッチ性とソフトな風合いを有し、薄くて軽い緯編地となる。
【0027】
上述したように、模様の大きさ、模様の形状は自由に設定することができるが、全ての針のうち前記非弾性繊維糸(B)がミス位置に案内制御される割合は1〜50%であることが好ましい。ミス位置に案内制御される割合が1%未満になると、緯編地の透かし目部分の割合が少なくなり、ストレッチ性が悪くなったり、風合いが硬くなったり、より立体的で厚手となったりすることがある。ミス位置に案内制御される割合が50%を超えると、緯編地の透かし目部分の割合が多くなって生地強度が不足し、繰り返しの着用で生地破れが生じることがある。
【0028】
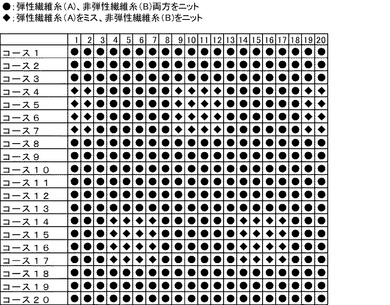
なお、前記非弾性繊維糸(B)の代わりに前記弾性繊維糸(A)が、編成部において各針毎にニット位置またはミス位置に選択的に案内制御され、編成されてなる場合、得られる緯編地はより立体的で厚手となってしまい、本発明の緯編地の特徴である、高いストレッチ性とソフトな風合い、及び、薄くて軽い特性を充分に得ることができない。このような場合の一例を図3で説明する。図3は各コース、各針における、各糸のニットまたはミスのパターンを模式的に示したシングル緯編地の柄編みパターン図である。
コース1〜20にはそれぞれ弾性繊維糸(A)と非弾性繊維糸(B)とが給糸される。
コース1においては全針において前記弾性繊維糸(A)と前記非弾性繊維糸(B)とがニットされる。
コース2、3、コース8〜13、コース18〜20はコース1と同様である。
【0029】
コース4においては1、2番目の針では前記弾性繊維糸(A)がミスされ、前記非弾性繊維糸(B)がニットされる。3〜8番目の針では前記弾性繊維糸(A)と前記非弾性繊維糸(B)とがニットされる。9〜12番目の針では前記弾性繊維糸(A)がミスされ、前記非弾性繊維糸(B)がニットされる。13〜18番目の針では前記弾性繊維糸(A)と前記非弾性繊維糸(B)とがニットされる。19、20番目の針では前記弾性繊維糸(A)がミスされ、前記非弾性繊維糸(B)がニットされる。
コース5〜7はコース4と同様である。
【0030】
コース14においては1〜3番目の針では前記弾性繊維糸(A)と前記非弾性繊維糸(B)とがニットされる。4〜7番目の針では前記弾性繊維糸(A)がミスされ、前記非弾性繊維糸(B)がニットされる。8〜13番目の針では前記弾性繊維糸(A)と前記非弾性繊維糸(B)とがニットされる。14〜17番目の針では前記弾性繊維糸(A)がミスされ、前記非弾性繊維糸(B)がニットされる。18〜20番目の針では前記弾性繊維糸(A)と前記非弾性繊維糸(B)とがニットされる。
コース15〜17はコース14と同様である。
このコース1〜20を1リピートとして繰り返し編成することができるし、針数を適宜多く設定して編成することができる。
【0031】
これにより本来は、見かけ上、前記弾性繊維糸(A)と前記非弾性繊維糸(B)の添え糸編(プレーティング編)生地の部分部分に、前記非弾性繊維糸(B)によって構成された4×4ループの模様が規則的なパターンとして表現される。しかし、ここでは、前記4×4ループ模様相当部に前記弾性繊維糸(A)がフロート糸として生地片面に各4本存在することで、前記4×4ループ模様相当部は前記弾性繊維糸(A)からなるフロート糸の収縮によりウェール方向につぶされた形状となる。その結果、図1、図2により得られる編地とは表現される柄が異なり、また、編地はより立体的で厚手となってしまう。
【0032】
前記弾性繊維糸(A)の芯成分は、ポリウレタン系エラストマーである。伸張可能性及び伸張回復性に優れたポリウレタン系エラストマーを前記弾性繊維糸(A)の芯成分とすることで、本発明の緯編地は、高いストレッチ性とソフトな風合いを有し、薄くて軽い緯編地となる。
前記ポリウレタン系エラストマーは、その加熱時特性や分子構造から、熱可塑性、熱硬化性;ポリエステル系ポリウレタン、ポリエーテルエステル系ポリウレタン等のいわゆるアジペート系ポリウレタン;ポリエーテル系ポリウレタン、ポリカプロラクトン系ポリウレタン、ポリカーボネート系ポリウレタン、ウレア結合を有するポリウレタンウレア等さまざまに分類できるが、特にいずれかに限定されるものでない。これらのなかでは、熱可塑性のポリウレタン系エラストマーが好ましく、特にはアジペート系ポリウレタンが耐熱性が高く、芯鞘コンジュゲート構造に製造する際の加熱工程温度、たとえば溶融紡糸温度や、コーティング後の乾燥温度、キュア温度の熱履歴を受けてもポリウレタン本来の伸張可能性と伸張回復性が悪化しにくい点でより好ましい。
【0033】
市販で入手できるこのようなポリウレタン系エラストマーとしては、クラミロンU 3195、8175等(クラレ社製)、ミラクトラン P485、P495等(日本ポリウレタン社製)、パンデックスT−1185N、1190N、1195N、1495N等(ディーアイシーバイエルポリマー社製)等が例示できる。
【0034】
前記弾性繊維糸(A)の芯成分の1/2法溶融温度(T1/2)は、200〜240℃であることが好ましい。1/2法溶融温度が200℃未満になると、糸強度が低くなったり、緯編地の生地強度が低くなったりすることがある。1/2法溶融温度が240℃を超えると、押出成形温度を鞘成分と合わせにくく、糸にならなくなることがある。1/2法溶融温度のより好ましい下限は210℃、より好ましい上限は230℃である。
【0035】
前記弾性繊維糸(A)の芯の断面積比率は40〜95%が好ましく、50〜90%がより好ましい。特に70〜90%とすることで芯成分であるポリウレタン系エラストマーの伸張可能性及び伸張回復性が前記弾性繊維糸(A)のストレッチ性としてより効果的に発揮されるため特に好ましい。
【0036】
前記弾性繊維糸(A)の鞘成分は、1/2法溶融温度が170〜225℃であるポリエステル系ポリマーまたはポリアミド系ポリマーである。
前記弾性繊維糸(A)は、ポリエステル系ポリマーまたはポリアミド系ポリマーである鞘成分が、芯成分であるポリウレタン系エラストマーを被覆していることから、糸の滑性に優れる。これにより前記弾性繊維糸(A)と、編成工程における糸道、すなわちヤーンガイドや張力調整装置などを構成する金属やセラミック表面、との摩擦抵抗が小さくなり、制御困難な張力変動や糸切れを生じにくく編立て速度を上げやすくなる。また、糸切れによる張力調整装置のドラムへの糸巻きつき、編段の発生による編地の品質低下などを軽減しやすくなる。その結果、高いストレッチ性とソフトな風合いを有し、薄くて軽い本発明の緯編地を、低コストかつ安定的に編成することができる。
【0037】
また、前記弾性繊維糸(A)の鞘成分の1/2法溶融温度を170〜225℃とすることで、本発明の緯編地は、高いストレッチ性とソフトな風合いを有し、薄くて軽い緯編地となる。また、本発明の緯編地を型にかぶせて熱処理(熱セット)する場合には、前記弾性繊維糸(A)の鞘成分の1/2法溶融温度を170〜225℃とすることで、糸の物性を損なうことなく糸同士の充分な固着強度を得ることができ、よりストレッチ性に優れた衣料とすることができる。
1/2法溶融温度が170℃未満になると、緯編地の肌触りが悪くなる。1/2法溶融温度が225℃を超えると、緯編地のストレッチ性が悪くなったり、より立体的で厚手となったりする。また、押出成形温度を芯成分と合わせにくく、糸にならなくなることがある。1/2法溶融温度の好ましい下限は180℃、好ましい上限は220℃である。
【0038】
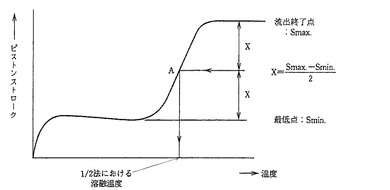
なお、本発明において、1/2法溶融温度(T1/2)は、定荷重押出し式細管式レオメーター(フローテスター)により測定することができる。具体的には、フローテスター(島津製作所社製、CFT−100D)を用いて、2cm3の試料を80℃にて180秒間予熱した後、6.0℃/分の速度で昇温させながら、ピストン圧力:5.884×105Paで、ダイ(穴径1.0mm、穴ストレート部長さ2.0mm)から押し出すようにして測定する。図4に、フローテスターの測定により得られる流動曲線を、横軸に温度、縦軸にピストンストロークをとり模式的に示す。この流動曲線において、流出終了点Smaxと最低点Sminの差の1/2の値Xを求め((X=Smax−Smin)/2)、XとSminを加えた点Aの位置における温度が、1/2法溶融温度である。この1/2法溶融温度は、従来からフローテスターでの昇温法により試料の溶融特性を評価する目安として、多くの分野において利用されている。
【0039】
前記ポリエステル系ポリマーとしては、基本的には溶融複合紡糸、コーティング等の操作によって芯成分に被覆成形ができれば使用可能であり、例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート、ポリヘキサメチレンテレフタレート、ポリエチレンナフタレート、ポリ乳酸、ポリエーテルエステル共重合体ポリマーとしてポリエーテルエステルランダム共重合体ポリマー及びポリエーテルエステルブロック共重合体ポリマーが好ましく例示できる。前記ポリアミド系ポリマーとしても、基本的には溶融複合紡糸、コーティング等の操作によって芯成分に被覆成形ができれば使用可能であり、例えば、ポリエステル系ポリマー、ポリアミド6、ポリアミド66、ポリアミド12、ポリアミド11、ポリエーテルアミド、ポリエーテルエステルアミド共重合体ポリマー等の脂肪族ポリアミド系ポリマーが好ましく例示できる。
【0040】
前記ポリエステル系ポリマーを鞘成分として用いることで、前記弾性繊維糸(A)を常圧染色により染まらない糸にすることができ、非弾性繊維糸(B)としてたとえば、常圧染色可能なポリアミド系繊維を主成分とする糸を採用することができる。これにより常圧染色による染色工程によって、前記弾性繊維糸(A)と前記非弾性繊維糸(B)、それぞれの糸使い部分の色差による微細な柄表現が可能となり、ファッション性や機能性を向上させることができる。
【0041】
前記ポリアミド系ポリマー、特に前記脂肪族ポリアミド系ポリマーを鞘成分として用いることで、前記弾性繊維糸(A)を酸性染料で染色可能な糸にすることができ、非弾性繊維糸(B)としてたとえば、酸性染料により染まらない綿やポリエステル系ポリマー繊維を主成分とする糸を採用することができる。これにより酸性染料による染色工程によって、前記弾性繊維糸(A)と前記非弾性繊維糸(B)、それぞれの糸使い部分の色差による微細な柄表現が可能となり、ファッション性や機能性を向上させることができる。
【0042】
より好ましい鞘成分は上記のポリエステル系ポリマーである。上記ポリエステル系ポリマーとすることで、たとえば、ストレッチ性の編地素材として多用される脂肪族ポリアミド系ポリマー、を非弾性繊維糸(B)の主成分として採用することができる。この場合、芯にポリウレタン系エラストマーを含む弾性繊維糸(A)への汚染が少なく、かつ、堅牢度の高い前記非弾性繊維糸(B)の染色が可能であるため、よりメリハリのきいた色差表現による柄表現が可能となる。
最も好ましい鞘成分は上記のポリエステル系ポリマーのうち、ポリエーテルエステル共重合体ポリマーである。
【0043】
本発明において、ある染色方法で染まるという意味は、酸性染料が羊毛、絹、脂肪族ポリアミド系ポリマー繊維をよく染めることができ、綿やポリエステル系ポリマー繊維を染めることは難しいといった技術常識や、分散染料はポリエステル系ポリマー繊維をよく染めることができ、脂肪族ポリアミド系ポリマー繊維を染めることは難しいといった技術常識のような、染料および染色条件と、繊維素材との組合せによる染色適性によって理解することができる。
【0044】
前記弾性繊維糸(A)の鞘成分の表面硬度D(ASTM D2240)は、D25〜55程度であることが好ましく、D30〜50がより好ましい。D25未満になると表面硬度が柔らかくなるため、弾性繊維糸(A)と、編成工程における糸道、すなわちヤーンガイドや張力調整装置などを構成する金属やセラミック表面、との摩擦抵抗が大きくなりやすく、制御困難な張力変動や糸切れを生じやすく編立て速度を上げることが難しくなる。また、糸切れによる張力調整装置のドラムへの糸巻きつき、編段の発生による編地の品質低下などを引き起こす傾向にある。同時に肌触りも悪くなる傾向にある。これは鞘成分が柔らかいことに起因して接触時の変形を生じやすく接触面積が大きくなりやすいためと考えられる。また、D55を超えるとストレッチ性が悪くなる傾向がある。
【0045】
また、前記弾性繊維糸(A)の鞘は芯成分の表面露出がないように、芯を完全に被覆しているほうが糸の滑性と、染色工程における耐汚染性の点で好ましいが、実用上問題のない範囲で露出していることは差し支えない。
なお、本発明において、芯鞘コンジュゲート構造とは、1フィラメントの断面を見たとき、ある成分の樹脂の周りに他の成分の樹脂が被覆している構造を意味する。一方、仮撚被覆とは、ある繊維の周りに他の繊維が撚回及び反転しながら巻き付いている構造を意味し、芯鞘コンジュゲート構造とは区別される。
【0046】
前記弾性繊維糸(A)は、円形断面であってもよく、異形断面であってもよいが、円形断面であることが好ましい。円形断面であることで前記弾性繊維糸(A)のストレッチ性が最大限に発揮される。また、円形断面は最も糸自体の滑性に優れた形状であるため、前記弾性繊維糸(A)と、編成工程における糸道、すなわちヤーンガイドや張力調整装置などを構成する金属やセラミック表面、との摩擦抵抗が小さくなり、制御困難な張力変動や糸切れを生じにくく、編立て速度を上げやすい。
芯鞘コンジュゲート構造において芯の偏心があるもの、ないもの、特には限定されないが、偏心が小さいほうが、高倍率に糸を引っ張った後の回復時に糸の捲縮が出にくく、編地の目開きやヨレなどが出にくい点で好ましい。
従って、前記弾性繊維糸(A)は、同心円形断面を有することが特に好ましい。
【0047】
前記弾性繊維糸(A)の引張物性については、JIS L1013に規定される引張強さ1.2〜2.2cN/dtex、伸び率300〜570%が好ましく、80%伸長時応力は0.1〜0.5cN/dtexとすることが好ましい。より好ましくは引張強さ1.8〜2.2cN/dtex、伸び率400〜500%が好ましく、80%伸長時応力は0.2〜0.4cN/dtexとすることが好ましい。
こうした伸張可能性および伸張回復性とすることでより伸びやかなソフトな風合いと、窮屈でない適度なパワー感のあるストレッチ性編地を得るのに適した弾性繊維糸とできる。こうした伸張可能性および伸張回復性は主に芯のポリウレタン系エラストマーに基づく性能ではあるが、その引張強さは一般的なポリウレタン系弾性繊維糸には見られない水準の、特異的に高いものである。この特異的に高い引張強さと、伸びやかでパワー感のある適度な伸び率の両立は上述した芯成分と鞘成分と組合せによって実現できる。
【0048】
前記弾性繊維糸(A)の繊度としては、限定されないが、20〜120dtexが好ましく、20〜100dtexがより好ましい。特に好ましい繊度範囲としては25〜50dtexが編成工程や編地の使用段階での糸切れがしにくい強力を得やすく、かつ、ソフトなストレッチ性を実現しやすい。
【0049】
また、前記弾性繊維(A)は、緯編地を薄くしやすく、通気性が向上することから、モノフィラメントであることが好ましい。
【0050】
前記弾性繊維糸(A)は芯成分、鞘成分いずれについても、公知のフィラー、添加剤を含むか含まないかについて何ら限定されるものではない。
【0051】
市販で入手できるこのような弾性繊維糸(A)としては、芯にポリウレタン系エラストマーを配し、鞘に脂肪族ポリアミド系ポリマーを配した繊維としてKBセーレン株式会社製のシデリア(登録商標)が例示できる。また、特開2008−231606号公報に開示される芯にポリウレタン系エラストマー、鞘にポリトリメチレンテレフタレートを配した芯鞘コンジュゲート繊維や、特開2007−77556号公報に開示される芯にポリウレタン系エラストマー、鞘にポリエステル系ポリマーを配した芯鞘コンジュゲート繊維が例示できる。
【0052】
前記非弾性繊維糸(B)は、綿、麻、羊毛、絹等の天然繊維、レーヨン、キュプラ、ポリノジック等の再生繊維、アセテート等の半再生繊維、脂肪族ポリアミド、ポリエステル、アクリル、ナイロン6等のナイロン等の化学合成繊維等のフィラメント糸、ステープル糸、ステープル混紡糸など任意の糸を使用することができる。前記非弾性繊維糸(B)の繊度は20〜150dtex、さらには50〜120dtexが好ましく、特には60〜100dtexが好ましい。これらの非弾性繊維糸(B)は、1種単独で又は2種以上を混合して用いることができる。
【0053】
本発明の緯編地は、高いストレッチ性とソフトな風合いを有し、薄くて軽い緯編地となる。
本発明の緯編地の生地厚みは、0.3〜1.0mmであることが好ましい。生地厚みが0.3mm未満になると、生地強度が不足し、繰り返しの着用で生地破れが生じることがある。生地厚みが1.0mmを超えると、より立体的で厚手となってしまい、ストレッチ性編地に要求される性能を充分に満たすことができないことがある。生地厚みのより好ましい下限は0.5mm、より好ましい上限は0.9mmである。
【0054】
本発明の緯編地は、JIS L 1096 A法(フラジール法)に準拠した方法で測定した通気性が100cc/cm2/sec以上となることが好ましい。通気性が100cc/cm2/sec未満になると、着用時にムレ感などの不快感が生じやすくなることがある。通気性のより好ましい下限は200cc/cm2/secである。
【0055】
本発明の緯編地の染色方法は、公知の染色方法が採用できる。本発明の緯編地を染色する際には、染色方法、条件を設定する際に前記したような糸素材に応じた染料の選定を行う。
【0056】
本発明の緯編地及び緯編地を用いてなる衣料は一般衣料用であるインナーウエア;アウターウエア;スポーツウエア;パンティストッキングを含む靴下類;衣料資材用である裏地類、芯地類;産業資材用である椅子張り材等の用途に広く利用しうるものである。本発明の緯編地を用い、かつ、染色することにより製造される衣料もまた、本発明の1つである。
【0057】
本発明の衣料は、染色後、型にかぶせて熱処理することにより製造されることが好ましい。このような熱処理(熱セット)を行うことで、糸同士の交点を固着させ、よりストレッチ性に優れた衣料とすることができる。
前記熱処理に用いられる型としては、金属等からなる所望の形状の型を用いることができ、例えば、本発明の衣料がストッキングである場合には、金属製の足型等が用いられる。
【0058】
前記熱処理の温度は、糸の物性を損なうことなく充分な固着強度を得る観点から、湿熱処理であれば90〜120℃であることが好ましい。温度が90℃未満になると、糸同士の交点が充分に固着せず、衣料のストレッチ性が不足することがある。温度が120℃を超えると、衣料の生地強度が不足し、脆くなることがある。また、乾熱処理であれば100〜150℃であることが好ましい。温度が100℃未満になると、糸同士の交点が充分に固着せず、衣料のストレッチ性が不足することがある。温度が150℃を超えると、衣料の生地強度が不足し、脆くなることがある。前記熱処理の時間は、通常、10〜60秒程度、好ましくは15〜40秒であり、より好ましくは15〜35秒である。
【0059】
また、少なくとも2種以上の糸を混用して編成されるシングル緯編地の製造方法であって、(1)前記弾性繊維糸(A)と前記非弾性繊維糸(B)とを各同一編成コースに給糸して、前記非弾性繊維糸(B)を、編成部において各針毎にニット位置またはミス位置に選択的に案内制御して、緯編地を編成する工程を含む緯編地の製造方法もまた、本発明の1つである。
【0060】
本発明の緯編地の製造方法は、更に、(2)工程(1)で編成した緯編地を、弾性繊維糸(A)を染めない染色方法であって、かつ、非弾性繊維糸(B)を染める染色方法によって、染色する工程を含んでいてもよい。工程(2)を行うことにより、微細な柄表現が可能となり、ファッション性や機能性を向上させることができる。
工程(2)においては、染色方法、条件を設定する際に前記したような糸素材に応じた染料の選定を行う。例えば、前記ポリエステル系ポリマーを前記弾性繊維糸(A)の鞘成分として用いることで、前記弾性繊維糸(A)を常圧染色により染まらない糸にすることができ、非弾性繊維糸(B)としてたとえば、常圧染色可能なポリアミド系繊維を主成分とする糸を採用することができる。これにより工程(2)によって、前記弾性繊維糸(A)と前記非弾性繊維糸(B)、それぞれの糸使い部分の色差による微細な柄表現が可能となる。
【発明の効果】
【0061】
本発明によれば、高いストレッチ性とソフトな風合いを有し、薄くて軽い緯編地及びその製造方法と、該緯編地を用いてなる衣料を提供することができる。また、本発明の緯編地は、特に熱セット工程を経て製造される衣料に使用される場合に、ストレッチ性に優れた衣料とすることができ、その結果、優れた着用感を実現することができる。
【図面の簡単な説明】
【0062】
【図1】本発明のシングル緯編地の柄編みパターンの一例を示した図である。
【図2】本発明のシングル緯編地の柄編みパターンの別の一例を示した図である。
【図3】シングル緯編地の柄編みパターンの別の一例を示した図である。
【図4】フローテスターの測定により得られる流動曲線を、横軸に温度、縦軸にピストンストロークをとり模式的に示した図である。
【発明を実施するための形態】
【0063】
以下、実施例及び比較例を示し、本発明を更に具体的に説明するが、本発明は下記の実施例に限定されるものではない。
【0064】
(実施例1)
(弾性繊維糸(A)の製造)
芯にDICバイエルポリマー社製パンデックスT−1495(アジペート系ポリウレタン、表面硬度A95(JIS K6253)、1/2法溶融温度222℃)を、鞘に東洋紡績社製ペルプレンP−90B(ポリエーテルエステル共重合体ポリマー、表面硬度D52(ASTM D2240)、1/2法溶融温度219℃)を配した同心円形断面芯鞘コンジュゲート繊維を溶融紡糸により製造した。この時、芯の断面積比率を90%とするように溶融ポリマー流量を調整して押出成形を行い、50dtexのモノフィラメントである弾性繊維糸(A)を得た。弾性繊維糸(A)は引張強さ2.2cN/dtex、伸び率400%、80%伸長時応力は13cN(0.26cN/dtex)であり、ポリウレタン弾性繊維糸並みの高い伸び率を有しながらも非常に強力の高いものであった。
【0065】
(非弾性繊維糸(B))
非弾性繊維糸(B)として90dtexのナイロン6/キュプラ複合繊維糸を用いた。
【0066】
(編地の製造)
上記の弾性繊維糸(A)及び非弾性繊維糸(B)を用い、所定の編地の粗密パターン設計に応じて、動作させる編み針を選針する選針機構と丸編み生地の周糸長を基準としてステッチ量及び張力を設定できる積極給糸装置を備えるガーメントレングス編機として釜径14インチ、針本数1152本の筒状成型丸編機を使用し、筒状丸編み地を編成した。このとき、柄編みパターンは図1に基づき、弾性繊維糸(A)と非弾性繊維糸(B)を編機の各給糸コースに給糸し、非弾性繊維糸(B)を部分的にミス編成するほかは弾性繊維糸(A)と非弾性繊維糸(B)を各針でニット編成するプレーティング編手法により編地を製造した。編地の生地厚み(JIS L 1096)は0.66mmと非常に薄いものであった。編地の通気性(JIS L 1096 A法(フラジール法)に準拠する)は240cc/cm2/secであった。
【0067】
(パンツの製造)
上記の弾性繊維糸(A)及び非弾性繊維糸(B)を用い、図1の柄編みパターンで前身頃及び後身頃が1枚のピース編地によって構成されたパンツ用筒状丸編地を製造した。この編地を裁断して得られた生地と、別途製造された股部用編地裁断生地とを縫製して、パンツを製造した。パンツは常法により精練工程により油分除去され、染色工程で酸性染料NYLOSAN YELLOW 0.006g/L、NYLOSAN RED 0.072g/L、NYLOSAN BLUE 0.117g/Lを主剤として含む染色薬剤により95℃で常圧染色され、ソーピング工程で常法によりソーピング処理された後、金属製の型にかぶせられて湿熱105℃で15秒間熱処理(熱セット)され、水色のパンツが製造された。パンツの弾性繊維糸(A)部分は酸性染料によって染められず無色透明を呈しており、地糸である非弾性繊維糸(B)(ナイロン6/キュプラ複合繊維糸)が染められて呈する鮮やかな水色との対比によって、透かし目柄が表現されていた。
【0068】
(実施例2)
芯にDICバイエルポリマー社製パンデックスT−1495(アジペート系ポリウレタン、1/2法溶融温度222℃)を、鞘に東洋紡績社製ペルプレンP−90B(ポリエーテルエステル共重合体ポリマー、表面硬度D52(ASTM D2240)、1/2法溶融温度219℃)を配した同心円形断面芯鞘コンジュゲート繊維を溶融紡糸により製造した。この時、芯の断面積比率を95%とするように溶融ポリマー流量を調整して押出成形を行い、25dtexのモノフィラメントである弾性繊維糸(A)を得た。得られた弾性繊維糸(A)を用いるほかは実施例1と同条件で編地及びパンツを製造した。
【0069】
(実施例3)
芯にDICバイエルポリマー社製パンデックスT−1495(アジペート系ポリウレタン、1/2法溶融温度222℃)を、鞘に東洋紡績社製ペルプレンP−70B(ポリエーテルエステル共重合体ポリマー、表面硬度D46(ASTM D2240)、1/2法溶融温度215℃)を配した同心円形断面芯鞘コンジュゲート繊維を溶融紡糸により製造した。この時、芯の断面積比率を90%とするように溶融ポリマー流量を調整して押出成形を行い、30dtexのモノフィラメントである弾性繊維糸(A)を得た。得られた弾性繊維糸(A)を用いるほかは実施例1と同条件で編地及びパンツを製造した。
【0070】
(実施例4)
芯にDICバイエルポリマー社製パンデックスT−1190(アジペート系ポリウレタン、1/2法溶融温度218℃)を、鞘に東洋紡績社製ペルプレンP−70B(ポリエーテルエステル共重合体ポリマー、TiO2を1重量%含む、表面硬度D45(ASTM D2240)、1/2法溶融温度214℃)を配した同心円形断面芯鞘コンジュゲート繊維を溶融紡糸により製造した。この時、芯の断面積比率を85%とするように溶融ポリマー流量を調整して押出成形を行い、30dtexのモノフィラメントである弾性繊維糸(A)を得た。得られた弾性繊維糸(A)を用いるほかは実施例1と同条件で編地及びパンツを製造した。
【0071】
(実施例5)
芯にDICバイエルポリマー社製パンデックスT−1195(アジペート系ポリウレタン、1/2法溶融温度224℃)を、鞘に東洋紡績社製ペルプレンP−55B(ポリエーテルエステル共重合体ポリマー、表面硬度D44(ASTM D2240)、1/2法溶融温度182℃)を配した同心円形断面芯鞘コンジュゲート繊維を溶融紡糸により製造した。この時、芯の断面積比率を80%とするように溶融ポリマー流量を調整して押出成形を行い、50dtexのモノフィラメントである弾性繊維糸(A)を得た。得られた弾性繊維糸(A)を用いるほかは実施例1と同条件で編地及びパンツを製造した。
【0072】
(実施例6)
芯にDICバイエルポリマー社製パンデックスT−1185(アジペート系ポリウレタン、1/2法溶融温度222℃)を、鞘に東洋紡績社製ペルプレンP−40B(ポリエーテルエステル共重合体ポリマー、表面硬度D31(ASTM D2240)、1/2法溶融温度213℃)を配した同心円形断面芯鞘コンジュゲート繊維を溶融紡糸により製造した。この時、芯の断面積比率を70%とするように溶融ポリマー流量を調整して押出成形を行い、60dtexのモノフィラメントである弾性繊維糸(A)を得た。得られた弾性繊維糸(A)を用いるほかは実施例1と同条件で編地及びパンツを製造した。
【0073】
(比較例1)
44dtexのポリウレタン弾性繊維糸(旭化成せんい社製、ロイカ(登録商標))の周りに、トータルドラフト2.6倍、セット温度175度で、33dtexのナイロン6マルチフィラメント糸を仮撚被覆加工し、総繊度約50dtex(ポリウレタン弾性繊維糸繊度約17dtex+ナイロン6マルチフィラメント糸繊度約33dtex)の仮撚被覆弾性糸を得た。仮撚被覆弾性糸の80%伸長時応力は26cN(0.52cN/dtex)であった。
弾性繊維糸(A)の代わりに上記の仮撚被覆弾性糸を用いるほかは実施例1と同条件で編地を製造した。編地の生地厚み(JIS L 1096)は0.80mmであった。編地の通気性(JIS L 1096 A法(フラジール法)に準拠する)は78cc/cm2/secであった。
また、弾性繊維糸(A)の代わりに上記の仮撚被覆弾性糸を用いるほかは実施例1と同条件でパンツを製造した。パンツは仮撚被覆弾性糸部分が酸性染料によって染められて鮮やかな水色を呈しており、地糸である非弾性繊維糸(B)も染められて鮮やかな水色を呈しているため、柄が不鮮明で水色ベタの編地に見えるものであった。
【0074】
(比較例2)
弾性繊維糸(A)の代わりに44dtexのポリウレタン裸糸(旭化成せんい社製、ロイカ(登録商標))を用いるほかは実施例1と同条件で編地を製造すべく試みた。しかし、糸切れが多発するため、糸切れの状況が緩和されるよう製造速度を徐々に落としつつ、1/10の製造速度で糸切れ頻度を減らして編地片を得ることができた。しかしながら得られた編地は編段がひどいうえに、重く、風合いの硬いものであり、肌に接触させてその感触をみてみると、ベタツキがあるものであった。
【0075】
(比較例3)
弾性繊維糸(A)のみを用いる(非弾性繊維糸(B)は用いない)ほかは実施例1と同条件で編地及びパンツを製造した。パンツは1種類の素材で編成されたため、染め分けによる柄はなかった。
【0076】
(比較例4)
非弾性繊維糸(B)のみを用いる(弾性繊維糸(A)は用いない)ほかは実施例1と同条件で編地及びパンツを製造した。パンツは1種類の素材で編成されたため、染め分けによる柄はなかった。
【0077】
(比較例5)
芯にDICバイエルポリマー社製パンデックスT−1190(アジペート系ポリウレタン、1/2法溶融温度218℃)を、鞘に東洋紡績社製ペルプレンP−150B(ポリエーテルエステル共重合体ポリマー、表面硬度D57(ASTM D2240)、1/2法溶融温度226℃)を配した同心円形断面芯鞘コンジュゲート繊維を溶融紡糸により製造した。この時、芯の断面積比率を30%とするように溶融ポリマー流量を調整して押出成形を行い、150dtexのモノフィラメントである弾性繊維糸(A)を得た。得られた弾性繊維糸(A)を用いるほかは実施例1と同条件で編地及びパンツを製造した。
【0078】
(実着用評価)
20代〜40代の成人男性30人に、実施例1〜6、比較例1、3、4及び5で得られたパンツをそれぞれ48時間連続着用した際の着用感比較アンケートを行った。ただし、比較例3で得られたパンツは、サイズが小さく締め付けが強すぎ、30名のうち12名が着用できなかったため、アンケートは行わなかった。比較例4で得られたパンツは、サイズが大きく締め付けが不充分で、ずり落ちてしまい、30名のうち24名が着用できなかったため、アンケートは行わなかった。
アンケートは比較例1で得られたパンツを基準として、実施例1〜6及び比較例5で得られたパンツの評価を行う形式で行い、
5:非常に優れる
4:やや優れる
3:同等
2:やや劣る
1:かなり劣る
の5段階評価で行った。
結果を表2に示す。
いずれの評価項目においても比較例1で得られたパンツよりも実施例1〜6で得られたパンツのほうが優れているという結果が確認できた。
【0079】
【表1】

【0080】
【表2】
【産業上の利用可能性】
【0081】
本発明の緯編地及び緯編地を用いてなる衣料は一般衣料用であるインナーウエア;アウターウエア;スポーツウエア;パンティストッキングを含む靴下類;衣料資材用である裏地類、芯地類;産業資材用である椅子張り材等の用途に広く利用しうるものである。
【技術分野】
【0001】
本発明は、高いストレッチ性とソフトな風合いを有し、肌に対する不快感が少なく、薄くて軽い緯編地及びその製造方法と、該緯編地を用いてなる衣料に関するものである。
【背景技術】
【0002】
編物は織物に比べ、その生地構造上からストレッチ性を出しやすく、身体の動きに伴う伸び縮みのし易さから一般衣料用であるインナーウエア;アウターウエア;スポーツウエア;パンティストッキングを含む靴下類;衣料資材用である裏地類、芯地類;産業資材用である椅子張り材等、特に人の肌に触れる用途に多く使用されている。
【0003】
近年、さらにソフトな風合いとソフトなストレッチ性、薄くて軽い編地の要求から、ポリウレタン系弾性繊維糸の高いストレッチ性を利用してポリウレタンを芯糸として、これにポリアミドフィラメントを被覆した被覆弾性糸を混用した編地が使用される例が増加している。
【0004】
しかしポリウレタン系被覆弾性繊維糸は高いストレッチ性を有するものの、これを混用した場合、その高いストレッチ性に起因して編地が厚くなり、また風合いが硬くなる傾向にある。
【0005】
この課題を解決する試みとしてソフトな風合いやソフトなフィット性を与えることができる仮撚被覆弾性糸が特許文献1に開示されている。しかしながらこのような被覆弾性糸を従来のポリウレタン系被覆弾性繊維糸に代えて混用した編地が使用される例はあるものの、弾性糸繊度を低減させても被覆繊維の存在によってループを形成する糸自体が嵩高いものとなってしまうため、生地を十分に薄いものとはしにくく、より軽くて薄い編地の要求に対しては不満足なものであった。
【0006】
また、ポリトリメチレンテレフタレート系繊維の仮撚加工糸やポリブチレンテレフタレート系繊維の仮撚加工糸に代表されるストレッチ素材の混用によってもストレッチ性が得られるが、ストレッチ性に寄与する繊維素材自体の分子構造がポリウレタン系弾性繊維糸とは異なるため、伸張性、伸張回復性いずれをとってもポリウレタン系弾性繊維糸にとって代わるものにはなり得なかった。一般的にポリトリメチレンテレフタレート系繊維糸をポリウレタン系弾性繊維糸に代えて混用した編地は、より風合いの硬い編地になりやすいという課題があった。
【0007】
また、前記したような弾性糸に代えてポリウレタン裸糸を混用して編地を得る場合、ポリウレタン裸糸と、編成工程における糸道、すなわちヤーンガイドや張力調整装置などを構成する金属やセラミック表面、との摩擦抵抗とポリウレタン弾性繊維糸自体の伸びやすい性質に起因して、制御困難な張力変動や糸切れを生じやすく編立て速度を上げることが難しかった。また、糸切れによる張力調整装置のドラムへの糸巻きつき、編段の発生による編地の品質低下など、編成工程の連続稼動安定性および品質安定性において課題があった。また、不具合の緩和のために極端に編立て速度を落とすと、非常に製造コストが高くなってしまう上、編段解消には至らないという課題があった。
【0008】
また、このような張力変動による不具合を解消するために転がしタイプの定糸長送り装置でポリウレタン裸糸を給糸編成する向きもあるが、常に定量で糸送りがなされるため、編地の度目変化や柄編みができず、ファッション性や機能性の高い柄編地を得られないという課題があった。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2001−348748号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明の課題は、上記の従来技術の問題を解決し、高いストレッチ性とソフトな風合いを有し、薄くて軽い緯編地及びその製造方法と、該緯編地を用いてなる衣料を提供することである。
【課題を解決するための手段】
【0011】
本発明は、少なくとも2種以上の糸を混用して編成されるシングル緯編地であって、芯にポリウレタン系エラストマー、鞘に1/2法溶融温度が170〜225℃であるポリエステル系ポリマーまたはポリアミド系ポリマー、が配された芯鞘コンジュゲート弾性繊維糸(A)と、非弾性繊維糸(B)とを含み、前記弾性繊維糸(A)と前記非弾性繊維糸(B)とが各同一編成コースに給糸されて、前記非弾性繊維糸(B)が、編成部において各針毎にニット位置またはミス位置に選択的に案内制御され、編成されてなる緯編地であることを特徴とする。
【0012】
本発明の緯編地を編成するための編機は限定されないが、シングル丸編地を編成可能な丸編機が好ましく、特に、所定の編地の粗密パターン設計に応じて、動作させる編み針を選針する選針機構と丸編み生地の周糸長を基準としてステッチ量及び張力を設定できる積極給糸装置を備える成型編機、すなわちガーメントレングス編機が好ましく例示できる。
ガーメントレングス編機とすることで、本発明の緯編地を用いて衣料を製造する際に、編地の縫製箇所を衣料製品中に必要最小限の数にとどめることができる。これにより本発明の緯編地の特徴である、高いストレッチ性とソフトな風合い、及び、薄くて軽い特性を最大限生かした、肌への不快感が非常に少ない快適な衣料とすることができる。
【0013】
たとえば特開2007−197853号公報には筒状成形丸編機によって1枚毎に編み立てられるパンツ用の成形丸編生地が開示されており、筒状の身頃生地で前身頃及び後身頃を1枚のピース編地によって構成可能であることが理解できる。
【0014】
本発明の緯編地は、前記弾性繊維糸(A)と前記非弾性繊維糸(B)とが各同一編成コースに給糸されて、編成されてなる。
なお、前記弾性繊維糸(A)と前記非弾性繊維糸(B)とが各同一編成コースに給糸されるとは、1つの編成コースに、2種類の糸、すなわち前記弾性繊維糸(A)と前記非弾性繊維糸(B)との両方が給糸されることを意味する。
【0015】
本発明の緯編地は、前記非弾性繊維糸(B)が、編成部において各針毎にニット位置またはミス位置に選択的に案内制御され、編成されてなる。すなわち、本発明の緯編地は、編成部において各針毎に、各同一編成コースに給糸された2種類の糸のうちの両方がニット位置に案内制御されるか、または、前記弾性繊維糸(A)がニット位置に、前記非弾性繊維糸(B)がミス位置に案内制御されて、編成されてなる。このような案内制御は、選択的に行われる。
【0016】
前記、各同一編成コースに給糸された2種類の糸のうち、編成部において、各針毎に前記弾性繊維糸(A)をニット位置に、前記非弾性繊維糸(B)をミス位置に選択的に案内制御する方法としては、前記2種類の糸を引き揃えずに、離して、かつ一定の位置に導き、編み針と出会う編成部に案内せしめるヤーンキャリア(糸道)と、選針機構とカム機構の組合せによる針進出位置制御手段と、の組合せによって、前記2種類の糸のうち前記弾性繊維糸(A)を編み針フック側(ニット位置)に、前記非弾性繊維糸(B)を編み針フック背面側(ミス位置)に案内する方法などが採用できる。これにより前記非弾性繊維糸(B)のみ、所定の針でミスさせることが可能となる。
【0017】
各同一編成コースに給糸された2種類の糸のそれぞれのニットまたはミスを、各針において選択的に行い、柄編みする例を図1で説明する。図1は各コース、各針における、各糸のニットまたはミスのパターンを模式的に示した本発明のシングル緯編地の柄編みパターン図である。
コース1〜20にはそれぞれ弾性繊維糸(A)と非弾性繊維糸(B)とが給糸される。
コース1においては全針において前記弾性繊維糸(A)と前記非弾性繊維糸(B)とがニットされる。
コース2、3、コース8〜13、コース18〜20はコース1と同様である。
【0018】
コース4においては1、2番目の針では前記弾性繊維糸(A)がニットされ、前記非弾性繊維糸(B)がミスされる。3〜8番目の針では前記弾性繊維糸(A)と前記非弾性繊維糸(B)とがニットされる。9〜12番目の針では前記弾性繊維糸(A)がニットされ、前記非弾性繊維糸(B)がミスされる。13〜18番目の針では前記弾性繊維糸(A)と前記非弾性繊維糸(B)とがニットされる。19、20番目の針では前記弾性繊維糸(A)がニットされ、前記非弾性繊維糸(B)がミスされる。
コース5〜7はコース4と同様である。
【0019】
コース14においては1〜3番目の針では前記弾性繊維糸(A)と前記非弾性繊維糸(B)とがニットされる。4〜7番目の針では前記弾性繊維糸(A)がニットされ、前記非弾性繊維糸(B)がミスされる。8〜13番目の針では前記弾性繊維糸(A)と前記非弾性繊維糸(B)とがニットされる。14〜17番目の針では前記弾性繊維糸(A)がニットされ、前記非弾性繊維糸(B)がミスされる。18〜20番目の針では前記弾性繊維糸(A)と前記非弾性繊維糸(B)とがニットされる。
コース15〜17はコース14と同様である。
このコース1〜20を1リピートとして繰り返し編成することができるし、針数を適宜多く設定して編成することができる。
【0020】
これにより見かけ上、前記弾性繊維糸(A)と前記非弾性繊維糸(B)の添え糸編(プレーティング編)生地の部分部分に、前記弾性繊維糸(A)によって構成された4×4ループの模様が規則的なパターンとして表現される。ここで前記4×4ループ模様部には前記非弾性繊維糸(B)がフロート糸として生地片面に各4本存在する。このような4×4ループ模様部を有する緯編地は、高いストレッチ性とソフトな風合いを有し、薄くて軽い緯編地となる。
ここでは発明の理解を助けるための説明例として4×4ループの大きさ、略矩形パターンの形状、具体例で示した模様部ひとつあたりのフロート糸本数を例示したが、何らこれに限定されるものではなく、模様の大きさ、模様の形状は自由に設定することができる。
【0021】
次に図2で説明する。図2は各コース、各針における、各糸のニットまたはミスのパターンを模式的に示した本発明のシングル緯編地の柄編みパターン図である。
コース1〜20にはそれぞれ弾性繊維糸(A)と非弾性繊維糸(B)とが給糸される。
コース1においては全針において前記弾性繊維糸(A)と前記非弾性繊維糸(B)とがニットされる。
コース2、3、コース8〜13、コース18〜20はコース1と同様である。
【0022】
コース4においては1、2番目の針では前記弾性繊維糸(A)がニットされ、前記非弾性繊維糸(B)がミスされる。3〜8番目の針では前記弾性繊維糸(A)と前記非弾性繊維糸(B)とがニットされる。9〜12番目の針では前記弾性繊維糸(A)がニットされ、前記非弾性繊維糸(B)がミスされる。13〜18番目の針では前記弾性繊維糸(A)と前記非弾性繊維糸(B)とがニットされる。19、20番目の針では前記弾性繊維糸(A)がニットされ、前記非弾性繊維糸(B)がミスされる。
コース5〜7はコース4と同様である。
【0023】
コース14においては1〜3番目の針では前記弾性繊維糸(A)と前記非弾性繊維糸(B)とがニットされる。4〜7番目の針では前記弾性繊維糸(A)がニットされ、前記非弾性繊維糸(B)がミスされる。8〜13番目の針では前記弾性繊維糸(A)と前記非弾性繊維糸(B)とがニットされる。14〜17番目の針では前記弾性繊維糸(A)がニットされ、前記非弾性繊維糸(B)がミスされる。18〜20番目の針では前記弾性繊維糸(A)と前記非弾性繊維糸(B)とがニットされる。
コース15〜17はコース14と同様である。
このコース1〜20を1リピートとして繰り返し編成することができるし、針数を適宜多く設定して編成することができる。
【0024】
これにより見かけ上、前記弾性繊維糸(A)と前記非弾性繊維糸(B)の添え糸編(プレーティング編)生地の部分部分に、前記弾性繊維糸(A)によって構成された4×4ループの模様が規則的なパターンとして表現される。ここでは本来、前記4×4ループ模様部には前記非弾性繊維糸(B)がフロート糸として生地片面に各4本存在するが、これを切除しフロート糸を残さない編地としている。このような4×4ループ模様部を有する緯編地は、高いストレッチ性とソフトな風合いを有し、薄くて軽い緯編地となる。
ここでは発明の理解を助けるための説明例として4×4ループの大きさ、略矩形パターンの形状、具体例で示した模様部ひとつあたりのフロート糸本数を例示したが、何らこれに限定されるものではなく、模様の大きさ、模様の形状は自由に設定することができる。
【0025】
フロート糸が除去される方法の例としては、丸編機のシリンダ上部に装備されたトランスファダイヤルにサーキュラーカッターが組み込まれており、ダイヤルシャフトの駆動によって前記シリンダと同期して前記サーキュラーカッターが回転可能になっており、前記トランスファダイヤルを保持するプレートの外周には固定刃が装備されている丸編機を用い、前記サーキュラーカッターとの相互作用によって、前記フロート糸が、切断された後、吸引除去される方法、が例示できるがこれに限定されず、その他フロート糸を除去できる公知の糸切断除去手段が利用できる。
【0026】
本発明の緯編地は、図1または2に示す柄編みパターンにより編成される模様のような透かし目柄を有することが好ましい。すなわち、本発明の緯編地は、透かし目柄が表現されたシングル緯編地であって、前記弾性繊維糸(A)が地糸として全針ニット編成されてなり、前記非弾性繊維糸(B)が一部ミス編成されてなるか、または、一部ミス編成かつ切除されてなることが好ましい。
このような透かし目柄を有する緯編地は、高いストレッチ性とソフトな風合いを有し、薄くて軽い緯編地となる。
【0027】
上述したように、模様の大きさ、模様の形状は自由に設定することができるが、全ての針のうち前記非弾性繊維糸(B)がミス位置に案内制御される割合は1〜50%であることが好ましい。ミス位置に案内制御される割合が1%未満になると、緯編地の透かし目部分の割合が少なくなり、ストレッチ性が悪くなったり、風合いが硬くなったり、より立体的で厚手となったりすることがある。ミス位置に案内制御される割合が50%を超えると、緯編地の透かし目部分の割合が多くなって生地強度が不足し、繰り返しの着用で生地破れが生じることがある。
【0028】
なお、前記非弾性繊維糸(B)の代わりに前記弾性繊維糸(A)が、編成部において各針毎にニット位置またはミス位置に選択的に案内制御され、編成されてなる場合、得られる緯編地はより立体的で厚手となってしまい、本発明の緯編地の特徴である、高いストレッチ性とソフトな風合い、及び、薄くて軽い特性を充分に得ることができない。このような場合の一例を図3で説明する。図3は各コース、各針における、各糸のニットまたはミスのパターンを模式的に示したシングル緯編地の柄編みパターン図である。
コース1〜20にはそれぞれ弾性繊維糸(A)と非弾性繊維糸(B)とが給糸される。
コース1においては全針において前記弾性繊維糸(A)と前記非弾性繊維糸(B)とがニットされる。
コース2、3、コース8〜13、コース18〜20はコース1と同様である。
【0029】
コース4においては1、2番目の針では前記弾性繊維糸(A)がミスされ、前記非弾性繊維糸(B)がニットされる。3〜8番目の針では前記弾性繊維糸(A)と前記非弾性繊維糸(B)とがニットされる。9〜12番目の針では前記弾性繊維糸(A)がミスされ、前記非弾性繊維糸(B)がニットされる。13〜18番目の針では前記弾性繊維糸(A)と前記非弾性繊維糸(B)とがニットされる。19、20番目の針では前記弾性繊維糸(A)がミスされ、前記非弾性繊維糸(B)がニットされる。
コース5〜7はコース4と同様である。
【0030】
コース14においては1〜3番目の針では前記弾性繊維糸(A)と前記非弾性繊維糸(B)とがニットされる。4〜7番目の針では前記弾性繊維糸(A)がミスされ、前記非弾性繊維糸(B)がニットされる。8〜13番目の針では前記弾性繊維糸(A)と前記非弾性繊維糸(B)とがニットされる。14〜17番目の針では前記弾性繊維糸(A)がミスされ、前記非弾性繊維糸(B)がニットされる。18〜20番目の針では前記弾性繊維糸(A)と前記非弾性繊維糸(B)とがニットされる。
コース15〜17はコース14と同様である。
このコース1〜20を1リピートとして繰り返し編成することができるし、針数を適宜多く設定して編成することができる。
【0031】
これにより本来は、見かけ上、前記弾性繊維糸(A)と前記非弾性繊維糸(B)の添え糸編(プレーティング編)生地の部分部分に、前記非弾性繊維糸(B)によって構成された4×4ループの模様が規則的なパターンとして表現される。しかし、ここでは、前記4×4ループ模様相当部に前記弾性繊維糸(A)がフロート糸として生地片面に各4本存在することで、前記4×4ループ模様相当部は前記弾性繊維糸(A)からなるフロート糸の収縮によりウェール方向につぶされた形状となる。その結果、図1、図2により得られる編地とは表現される柄が異なり、また、編地はより立体的で厚手となってしまう。
【0032】
前記弾性繊維糸(A)の芯成分は、ポリウレタン系エラストマーである。伸張可能性及び伸張回復性に優れたポリウレタン系エラストマーを前記弾性繊維糸(A)の芯成分とすることで、本発明の緯編地は、高いストレッチ性とソフトな風合いを有し、薄くて軽い緯編地となる。
前記ポリウレタン系エラストマーは、その加熱時特性や分子構造から、熱可塑性、熱硬化性;ポリエステル系ポリウレタン、ポリエーテルエステル系ポリウレタン等のいわゆるアジペート系ポリウレタン;ポリエーテル系ポリウレタン、ポリカプロラクトン系ポリウレタン、ポリカーボネート系ポリウレタン、ウレア結合を有するポリウレタンウレア等さまざまに分類できるが、特にいずれかに限定されるものでない。これらのなかでは、熱可塑性のポリウレタン系エラストマーが好ましく、特にはアジペート系ポリウレタンが耐熱性が高く、芯鞘コンジュゲート構造に製造する際の加熱工程温度、たとえば溶融紡糸温度や、コーティング後の乾燥温度、キュア温度の熱履歴を受けてもポリウレタン本来の伸張可能性と伸張回復性が悪化しにくい点でより好ましい。
【0033】
市販で入手できるこのようなポリウレタン系エラストマーとしては、クラミロンU 3195、8175等(クラレ社製)、ミラクトラン P485、P495等(日本ポリウレタン社製)、パンデックスT−1185N、1190N、1195N、1495N等(ディーアイシーバイエルポリマー社製)等が例示できる。
【0034】
前記弾性繊維糸(A)の芯成分の1/2法溶融温度(T1/2)は、200〜240℃であることが好ましい。1/2法溶融温度が200℃未満になると、糸強度が低くなったり、緯編地の生地強度が低くなったりすることがある。1/2法溶融温度が240℃を超えると、押出成形温度を鞘成分と合わせにくく、糸にならなくなることがある。1/2法溶融温度のより好ましい下限は210℃、より好ましい上限は230℃である。
【0035】
前記弾性繊維糸(A)の芯の断面積比率は40〜95%が好ましく、50〜90%がより好ましい。特に70〜90%とすることで芯成分であるポリウレタン系エラストマーの伸張可能性及び伸張回復性が前記弾性繊維糸(A)のストレッチ性としてより効果的に発揮されるため特に好ましい。
【0036】
前記弾性繊維糸(A)の鞘成分は、1/2法溶融温度が170〜225℃であるポリエステル系ポリマーまたはポリアミド系ポリマーである。
前記弾性繊維糸(A)は、ポリエステル系ポリマーまたはポリアミド系ポリマーである鞘成分が、芯成分であるポリウレタン系エラストマーを被覆していることから、糸の滑性に優れる。これにより前記弾性繊維糸(A)と、編成工程における糸道、すなわちヤーンガイドや張力調整装置などを構成する金属やセラミック表面、との摩擦抵抗が小さくなり、制御困難な張力変動や糸切れを生じにくく編立て速度を上げやすくなる。また、糸切れによる張力調整装置のドラムへの糸巻きつき、編段の発生による編地の品質低下などを軽減しやすくなる。その結果、高いストレッチ性とソフトな風合いを有し、薄くて軽い本発明の緯編地を、低コストかつ安定的に編成することができる。
【0037】
また、前記弾性繊維糸(A)の鞘成分の1/2法溶融温度を170〜225℃とすることで、本発明の緯編地は、高いストレッチ性とソフトな風合いを有し、薄くて軽い緯編地となる。また、本発明の緯編地を型にかぶせて熱処理(熱セット)する場合には、前記弾性繊維糸(A)の鞘成分の1/2法溶融温度を170〜225℃とすることで、糸の物性を損なうことなく糸同士の充分な固着強度を得ることができ、よりストレッチ性に優れた衣料とすることができる。
1/2法溶融温度が170℃未満になると、緯編地の肌触りが悪くなる。1/2法溶融温度が225℃を超えると、緯編地のストレッチ性が悪くなったり、より立体的で厚手となったりする。また、押出成形温度を芯成分と合わせにくく、糸にならなくなることがある。1/2法溶融温度の好ましい下限は180℃、好ましい上限は220℃である。
【0038】
なお、本発明において、1/2法溶融温度(T1/2)は、定荷重押出し式細管式レオメーター(フローテスター)により測定することができる。具体的には、フローテスター(島津製作所社製、CFT−100D)を用いて、2cm3の試料を80℃にて180秒間予熱した後、6.0℃/分の速度で昇温させながら、ピストン圧力:5.884×105Paで、ダイ(穴径1.0mm、穴ストレート部長さ2.0mm)から押し出すようにして測定する。図4に、フローテスターの測定により得られる流動曲線を、横軸に温度、縦軸にピストンストロークをとり模式的に示す。この流動曲線において、流出終了点Smaxと最低点Sminの差の1/2の値Xを求め((X=Smax−Smin)/2)、XとSminを加えた点Aの位置における温度が、1/2法溶融温度である。この1/2法溶融温度は、従来からフローテスターでの昇温法により試料の溶融特性を評価する目安として、多くの分野において利用されている。
【0039】
前記ポリエステル系ポリマーとしては、基本的には溶融複合紡糸、コーティング等の操作によって芯成分に被覆成形ができれば使用可能であり、例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート、ポリヘキサメチレンテレフタレート、ポリエチレンナフタレート、ポリ乳酸、ポリエーテルエステル共重合体ポリマーとしてポリエーテルエステルランダム共重合体ポリマー及びポリエーテルエステルブロック共重合体ポリマーが好ましく例示できる。前記ポリアミド系ポリマーとしても、基本的には溶融複合紡糸、コーティング等の操作によって芯成分に被覆成形ができれば使用可能であり、例えば、ポリエステル系ポリマー、ポリアミド6、ポリアミド66、ポリアミド12、ポリアミド11、ポリエーテルアミド、ポリエーテルエステルアミド共重合体ポリマー等の脂肪族ポリアミド系ポリマーが好ましく例示できる。
【0040】
前記ポリエステル系ポリマーを鞘成分として用いることで、前記弾性繊維糸(A)を常圧染色により染まらない糸にすることができ、非弾性繊維糸(B)としてたとえば、常圧染色可能なポリアミド系繊維を主成分とする糸を採用することができる。これにより常圧染色による染色工程によって、前記弾性繊維糸(A)と前記非弾性繊維糸(B)、それぞれの糸使い部分の色差による微細な柄表現が可能となり、ファッション性や機能性を向上させることができる。
【0041】
前記ポリアミド系ポリマー、特に前記脂肪族ポリアミド系ポリマーを鞘成分として用いることで、前記弾性繊維糸(A)を酸性染料で染色可能な糸にすることができ、非弾性繊維糸(B)としてたとえば、酸性染料により染まらない綿やポリエステル系ポリマー繊維を主成分とする糸を採用することができる。これにより酸性染料による染色工程によって、前記弾性繊維糸(A)と前記非弾性繊維糸(B)、それぞれの糸使い部分の色差による微細な柄表現が可能となり、ファッション性や機能性を向上させることができる。
【0042】
より好ましい鞘成分は上記のポリエステル系ポリマーである。上記ポリエステル系ポリマーとすることで、たとえば、ストレッチ性の編地素材として多用される脂肪族ポリアミド系ポリマー、を非弾性繊維糸(B)の主成分として採用することができる。この場合、芯にポリウレタン系エラストマーを含む弾性繊維糸(A)への汚染が少なく、かつ、堅牢度の高い前記非弾性繊維糸(B)の染色が可能であるため、よりメリハリのきいた色差表現による柄表現が可能となる。
最も好ましい鞘成分は上記のポリエステル系ポリマーのうち、ポリエーテルエステル共重合体ポリマーである。
【0043】
本発明において、ある染色方法で染まるという意味は、酸性染料が羊毛、絹、脂肪族ポリアミド系ポリマー繊維をよく染めることができ、綿やポリエステル系ポリマー繊維を染めることは難しいといった技術常識や、分散染料はポリエステル系ポリマー繊維をよく染めることができ、脂肪族ポリアミド系ポリマー繊維を染めることは難しいといった技術常識のような、染料および染色条件と、繊維素材との組合せによる染色適性によって理解することができる。
【0044】
前記弾性繊維糸(A)の鞘成分の表面硬度D(ASTM D2240)は、D25〜55程度であることが好ましく、D30〜50がより好ましい。D25未満になると表面硬度が柔らかくなるため、弾性繊維糸(A)と、編成工程における糸道、すなわちヤーンガイドや張力調整装置などを構成する金属やセラミック表面、との摩擦抵抗が大きくなりやすく、制御困難な張力変動や糸切れを生じやすく編立て速度を上げることが難しくなる。また、糸切れによる張力調整装置のドラムへの糸巻きつき、編段の発生による編地の品質低下などを引き起こす傾向にある。同時に肌触りも悪くなる傾向にある。これは鞘成分が柔らかいことに起因して接触時の変形を生じやすく接触面積が大きくなりやすいためと考えられる。また、D55を超えるとストレッチ性が悪くなる傾向がある。
【0045】
また、前記弾性繊維糸(A)の鞘は芯成分の表面露出がないように、芯を完全に被覆しているほうが糸の滑性と、染色工程における耐汚染性の点で好ましいが、実用上問題のない範囲で露出していることは差し支えない。
なお、本発明において、芯鞘コンジュゲート構造とは、1フィラメントの断面を見たとき、ある成分の樹脂の周りに他の成分の樹脂が被覆している構造を意味する。一方、仮撚被覆とは、ある繊維の周りに他の繊維が撚回及び反転しながら巻き付いている構造を意味し、芯鞘コンジュゲート構造とは区別される。
【0046】
前記弾性繊維糸(A)は、円形断面であってもよく、異形断面であってもよいが、円形断面であることが好ましい。円形断面であることで前記弾性繊維糸(A)のストレッチ性が最大限に発揮される。また、円形断面は最も糸自体の滑性に優れた形状であるため、前記弾性繊維糸(A)と、編成工程における糸道、すなわちヤーンガイドや張力調整装置などを構成する金属やセラミック表面、との摩擦抵抗が小さくなり、制御困難な張力変動や糸切れを生じにくく、編立て速度を上げやすい。
芯鞘コンジュゲート構造において芯の偏心があるもの、ないもの、特には限定されないが、偏心が小さいほうが、高倍率に糸を引っ張った後の回復時に糸の捲縮が出にくく、編地の目開きやヨレなどが出にくい点で好ましい。
従って、前記弾性繊維糸(A)は、同心円形断面を有することが特に好ましい。
【0047】
前記弾性繊維糸(A)の引張物性については、JIS L1013に規定される引張強さ1.2〜2.2cN/dtex、伸び率300〜570%が好ましく、80%伸長時応力は0.1〜0.5cN/dtexとすることが好ましい。より好ましくは引張強さ1.8〜2.2cN/dtex、伸び率400〜500%が好ましく、80%伸長時応力は0.2〜0.4cN/dtexとすることが好ましい。
こうした伸張可能性および伸張回復性とすることでより伸びやかなソフトな風合いと、窮屈でない適度なパワー感のあるストレッチ性編地を得るのに適した弾性繊維糸とできる。こうした伸張可能性および伸張回復性は主に芯のポリウレタン系エラストマーに基づく性能ではあるが、その引張強さは一般的なポリウレタン系弾性繊維糸には見られない水準の、特異的に高いものである。この特異的に高い引張強さと、伸びやかでパワー感のある適度な伸び率の両立は上述した芯成分と鞘成分と組合せによって実現できる。
【0048】
前記弾性繊維糸(A)の繊度としては、限定されないが、20〜120dtexが好ましく、20〜100dtexがより好ましい。特に好ましい繊度範囲としては25〜50dtexが編成工程や編地の使用段階での糸切れがしにくい強力を得やすく、かつ、ソフトなストレッチ性を実現しやすい。
【0049】
また、前記弾性繊維(A)は、緯編地を薄くしやすく、通気性が向上することから、モノフィラメントであることが好ましい。
【0050】
前記弾性繊維糸(A)は芯成分、鞘成分いずれについても、公知のフィラー、添加剤を含むか含まないかについて何ら限定されるものではない。
【0051】
市販で入手できるこのような弾性繊維糸(A)としては、芯にポリウレタン系エラストマーを配し、鞘に脂肪族ポリアミド系ポリマーを配した繊維としてKBセーレン株式会社製のシデリア(登録商標)が例示できる。また、特開2008−231606号公報に開示される芯にポリウレタン系エラストマー、鞘にポリトリメチレンテレフタレートを配した芯鞘コンジュゲート繊維や、特開2007−77556号公報に開示される芯にポリウレタン系エラストマー、鞘にポリエステル系ポリマーを配した芯鞘コンジュゲート繊維が例示できる。
【0052】
前記非弾性繊維糸(B)は、綿、麻、羊毛、絹等の天然繊維、レーヨン、キュプラ、ポリノジック等の再生繊維、アセテート等の半再生繊維、脂肪族ポリアミド、ポリエステル、アクリル、ナイロン6等のナイロン等の化学合成繊維等のフィラメント糸、ステープル糸、ステープル混紡糸など任意の糸を使用することができる。前記非弾性繊維糸(B)の繊度は20〜150dtex、さらには50〜120dtexが好ましく、特には60〜100dtexが好ましい。これらの非弾性繊維糸(B)は、1種単独で又は2種以上を混合して用いることができる。
【0053】
本発明の緯編地は、高いストレッチ性とソフトな風合いを有し、薄くて軽い緯編地となる。
本発明の緯編地の生地厚みは、0.3〜1.0mmであることが好ましい。生地厚みが0.3mm未満になると、生地強度が不足し、繰り返しの着用で生地破れが生じることがある。生地厚みが1.0mmを超えると、より立体的で厚手となってしまい、ストレッチ性編地に要求される性能を充分に満たすことができないことがある。生地厚みのより好ましい下限は0.5mm、より好ましい上限は0.9mmである。
【0054】
本発明の緯編地は、JIS L 1096 A法(フラジール法)に準拠した方法で測定した通気性が100cc/cm2/sec以上となることが好ましい。通気性が100cc/cm2/sec未満になると、着用時にムレ感などの不快感が生じやすくなることがある。通気性のより好ましい下限は200cc/cm2/secである。
【0055】
本発明の緯編地の染色方法は、公知の染色方法が採用できる。本発明の緯編地を染色する際には、染色方法、条件を設定する際に前記したような糸素材に応じた染料の選定を行う。
【0056】
本発明の緯編地及び緯編地を用いてなる衣料は一般衣料用であるインナーウエア;アウターウエア;スポーツウエア;パンティストッキングを含む靴下類;衣料資材用である裏地類、芯地類;産業資材用である椅子張り材等の用途に広く利用しうるものである。本発明の緯編地を用い、かつ、染色することにより製造される衣料もまた、本発明の1つである。
【0057】
本発明の衣料は、染色後、型にかぶせて熱処理することにより製造されることが好ましい。このような熱処理(熱セット)を行うことで、糸同士の交点を固着させ、よりストレッチ性に優れた衣料とすることができる。
前記熱処理に用いられる型としては、金属等からなる所望の形状の型を用いることができ、例えば、本発明の衣料がストッキングである場合には、金属製の足型等が用いられる。
【0058】
前記熱処理の温度は、糸の物性を損なうことなく充分な固着強度を得る観点から、湿熱処理であれば90〜120℃であることが好ましい。温度が90℃未満になると、糸同士の交点が充分に固着せず、衣料のストレッチ性が不足することがある。温度が120℃を超えると、衣料の生地強度が不足し、脆くなることがある。また、乾熱処理であれば100〜150℃であることが好ましい。温度が100℃未満になると、糸同士の交点が充分に固着せず、衣料のストレッチ性が不足することがある。温度が150℃を超えると、衣料の生地強度が不足し、脆くなることがある。前記熱処理の時間は、通常、10〜60秒程度、好ましくは15〜40秒であり、より好ましくは15〜35秒である。
【0059】
また、少なくとも2種以上の糸を混用して編成されるシングル緯編地の製造方法であって、(1)前記弾性繊維糸(A)と前記非弾性繊維糸(B)とを各同一編成コースに給糸して、前記非弾性繊維糸(B)を、編成部において各針毎にニット位置またはミス位置に選択的に案内制御して、緯編地を編成する工程を含む緯編地の製造方法もまた、本発明の1つである。
【0060】
本発明の緯編地の製造方法は、更に、(2)工程(1)で編成した緯編地を、弾性繊維糸(A)を染めない染色方法であって、かつ、非弾性繊維糸(B)を染める染色方法によって、染色する工程を含んでいてもよい。工程(2)を行うことにより、微細な柄表現が可能となり、ファッション性や機能性を向上させることができる。
工程(2)においては、染色方法、条件を設定する際に前記したような糸素材に応じた染料の選定を行う。例えば、前記ポリエステル系ポリマーを前記弾性繊維糸(A)の鞘成分として用いることで、前記弾性繊維糸(A)を常圧染色により染まらない糸にすることができ、非弾性繊維糸(B)としてたとえば、常圧染色可能なポリアミド系繊維を主成分とする糸を採用することができる。これにより工程(2)によって、前記弾性繊維糸(A)と前記非弾性繊維糸(B)、それぞれの糸使い部分の色差による微細な柄表現が可能となる。
【発明の効果】
【0061】
本発明によれば、高いストレッチ性とソフトな風合いを有し、薄くて軽い緯編地及びその製造方法と、該緯編地を用いてなる衣料を提供することができる。また、本発明の緯編地は、特に熱セット工程を経て製造される衣料に使用される場合に、ストレッチ性に優れた衣料とすることができ、その結果、優れた着用感を実現することができる。
【図面の簡単な説明】
【0062】
【図1】本発明のシングル緯編地の柄編みパターンの一例を示した図である。
【図2】本発明のシングル緯編地の柄編みパターンの別の一例を示した図である。
【図3】シングル緯編地の柄編みパターンの別の一例を示した図である。
【図4】フローテスターの測定により得られる流動曲線を、横軸に温度、縦軸にピストンストロークをとり模式的に示した図である。
【発明を実施するための形態】
【0063】
以下、実施例及び比較例を示し、本発明を更に具体的に説明するが、本発明は下記の実施例に限定されるものではない。
【0064】
(実施例1)
(弾性繊維糸(A)の製造)
芯にDICバイエルポリマー社製パンデックスT−1495(アジペート系ポリウレタン、表面硬度A95(JIS K6253)、1/2法溶融温度222℃)を、鞘に東洋紡績社製ペルプレンP−90B(ポリエーテルエステル共重合体ポリマー、表面硬度D52(ASTM D2240)、1/2法溶融温度219℃)を配した同心円形断面芯鞘コンジュゲート繊維を溶融紡糸により製造した。この時、芯の断面積比率を90%とするように溶融ポリマー流量を調整して押出成形を行い、50dtexのモノフィラメントである弾性繊維糸(A)を得た。弾性繊維糸(A)は引張強さ2.2cN/dtex、伸び率400%、80%伸長時応力は13cN(0.26cN/dtex)であり、ポリウレタン弾性繊維糸並みの高い伸び率を有しながらも非常に強力の高いものであった。
【0065】
(非弾性繊維糸(B))
非弾性繊維糸(B)として90dtexのナイロン6/キュプラ複合繊維糸を用いた。
【0066】
(編地の製造)
上記の弾性繊維糸(A)及び非弾性繊維糸(B)を用い、所定の編地の粗密パターン設計に応じて、動作させる編み針を選針する選針機構と丸編み生地の周糸長を基準としてステッチ量及び張力を設定できる積極給糸装置を備えるガーメントレングス編機として釜径14インチ、針本数1152本の筒状成型丸編機を使用し、筒状丸編み地を編成した。このとき、柄編みパターンは図1に基づき、弾性繊維糸(A)と非弾性繊維糸(B)を編機の各給糸コースに給糸し、非弾性繊維糸(B)を部分的にミス編成するほかは弾性繊維糸(A)と非弾性繊維糸(B)を各針でニット編成するプレーティング編手法により編地を製造した。編地の生地厚み(JIS L 1096)は0.66mmと非常に薄いものであった。編地の通気性(JIS L 1096 A法(フラジール法)に準拠する)は240cc/cm2/secであった。
【0067】
(パンツの製造)
上記の弾性繊維糸(A)及び非弾性繊維糸(B)を用い、図1の柄編みパターンで前身頃及び後身頃が1枚のピース編地によって構成されたパンツ用筒状丸編地を製造した。この編地を裁断して得られた生地と、別途製造された股部用編地裁断生地とを縫製して、パンツを製造した。パンツは常法により精練工程により油分除去され、染色工程で酸性染料NYLOSAN YELLOW 0.006g/L、NYLOSAN RED 0.072g/L、NYLOSAN BLUE 0.117g/Lを主剤として含む染色薬剤により95℃で常圧染色され、ソーピング工程で常法によりソーピング処理された後、金属製の型にかぶせられて湿熱105℃で15秒間熱処理(熱セット)され、水色のパンツが製造された。パンツの弾性繊維糸(A)部分は酸性染料によって染められず無色透明を呈しており、地糸である非弾性繊維糸(B)(ナイロン6/キュプラ複合繊維糸)が染められて呈する鮮やかな水色との対比によって、透かし目柄が表現されていた。
【0068】
(実施例2)
芯にDICバイエルポリマー社製パンデックスT−1495(アジペート系ポリウレタン、1/2法溶融温度222℃)を、鞘に東洋紡績社製ペルプレンP−90B(ポリエーテルエステル共重合体ポリマー、表面硬度D52(ASTM D2240)、1/2法溶融温度219℃)を配した同心円形断面芯鞘コンジュゲート繊維を溶融紡糸により製造した。この時、芯の断面積比率を95%とするように溶融ポリマー流量を調整して押出成形を行い、25dtexのモノフィラメントである弾性繊維糸(A)を得た。得られた弾性繊維糸(A)を用いるほかは実施例1と同条件で編地及びパンツを製造した。
【0069】
(実施例3)
芯にDICバイエルポリマー社製パンデックスT−1495(アジペート系ポリウレタン、1/2法溶融温度222℃)を、鞘に東洋紡績社製ペルプレンP−70B(ポリエーテルエステル共重合体ポリマー、表面硬度D46(ASTM D2240)、1/2法溶融温度215℃)を配した同心円形断面芯鞘コンジュゲート繊維を溶融紡糸により製造した。この時、芯の断面積比率を90%とするように溶融ポリマー流量を調整して押出成形を行い、30dtexのモノフィラメントである弾性繊維糸(A)を得た。得られた弾性繊維糸(A)を用いるほかは実施例1と同条件で編地及びパンツを製造した。
【0070】
(実施例4)
芯にDICバイエルポリマー社製パンデックスT−1190(アジペート系ポリウレタン、1/2法溶融温度218℃)を、鞘に東洋紡績社製ペルプレンP−70B(ポリエーテルエステル共重合体ポリマー、TiO2を1重量%含む、表面硬度D45(ASTM D2240)、1/2法溶融温度214℃)を配した同心円形断面芯鞘コンジュゲート繊維を溶融紡糸により製造した。この時、芯の断面積比率を85%とするように溶融ポリマー流量を調整して押出成形を行い、30dtexのモノフィラメントである弾性繊維糸(A)を得た。得られた弾性繊維糸(A)を用いるほかは実施例1と同条件で編地及びパンツを製造した。
【0071】
(実施例5)
芯にDICバイエルポリマー社製パンデックスT−1195(アジペート系ポリウレタン、1/2法溶融温度224℃)を、鞘に東洋紡績社製ペルプレンP−55B(ポリエーテルエステル共重合体ポリマー、表面硬度D44(ASTM D2240)、1/2法溶融温度182℃)を配した同心円形断面芯鞘コンジュゲート繊維を溶融紡糸により製造した。この時、芯の断面積比率を80%とするように溶融ポリマー流量を調整して押出成形を行い、50dtexのモノフィラメントである弾性繊維糸(A)を得た。得られた弾性繊維糸(A)を用いるほかは実施例1と同条件で編地及びパンツを製造した。
【0072】
(実施例6)
芯にDICバイエルポリマー社製パンデックスT−1185(アジペート系ポリウレタン、1/2法溶融温度222℃)を、鞘に東洋紡績社製ペルプレンP−40B(ポリエーテルエステル共重合体ポリマー、表面硬度D31(ASTM D2240)、1/2法溶融温度213℃)を配した同心円形断面芯鞘コンジュゲート繊維を溶融紡糸により製造した。この時、芯の断面積比率を70%とするように溶融ポリマー流量を調整して押出成形を行い、60dtexのモノフィラメントである弾性繊維糸(A)を得た。得られた弾性繊維糸(A)を用いるほかは実施例1と同条件で編地及びパンツを製造した。
【0073】
(比較例1)
44dtexのポリウレタン弾性繊維糸(旭化成せんい社製、ロイカ(登録商標))の周りに、トータルドラフト2.6倍、セット温度175度で、33dtexのナイロン6マルチフィラメント糸を仮撚被覆加工し、総繊度約50dtex(ポリウレタン弾性繊維糸繊度約17dtex+ナイロン6マルチフィラメント糸繊度約33dtex)の仮撚被覆弾性糸を得た。仮撚被覆弾性糸の80%伸長時応力は26cN(0.52cN/dtex)であった。
弾性繊維糸(A)の代わりに上記の仮撚被覆弾性糸を用いるほかは実施例1と同条件で編地を製造した。編地の生地厚み(JIS L 1096)は0.80mmであった。編地の通気性(JIS L 1096 A法(フラジール法)に準拠する)は78cc/cm2/secであった。
また、弾性繊維糸(A)の代わりに上記の仮撚被覆弾性糸を用いるほかは実施例1と同条件でパンツを製造した。パンツは仮撚被覆弾性糸部分が酸性染料によって染められて鮮やかな水色を呈しており、地糸である非弾性繊維糸(B)も染められて鮮やかな水色を呈しているため、柄が不鮮明で水色ベタの編地に見えるものであった。
【0074】
(比較例2)
弾性繊維糸(A)の代わりに44dtexのポリウレタン裸糸(旭化成せんい社製、ロイカ(登録商標))を用いるほかは実施例1と同条件で編地を製造すべく試みた。しかし、糸切れが多発するため、糸切れの状況が緩和されるよう製造速度を徐々に落としつつ、1/10の製造速度で糸切れ頻度を減らして編地片を得ることができた。しかしながら得られた編地は編段がひどいうえに、重く、風合いの硬いものであり、肌に接触させてその感触をみてみると、ベタツキがあるものであった。
【0075】
(比較例3)
弾性繊維糸(A)のみを用いる(非弾性繊維糸(B)は用いない)ほかは実施例1と同条件で編地及びパンツを製造した。パンツは1種類の素材で編成されたため、染め分けによる柄はなかった。
【0076】
(比較例4)
非弾性繊維糸(B)のみを用いる(弾性繊維糸(A)は用いない)ほかは実施例1と同条件で編地及びパンツを製造した。パンツは1種類の素材で編成されたため、染め分けによる柄はなかった。
【0077】
(比較例5)
芯にDICバイエルポリマー社製パンデックスT−1190(アジペート系ポリウレタン、1/2法溶融温度218℃)を、鞘に東洋紡績社製ペルプレンP−150B(ポリエーテルエステル共重合体ポリマー、表面硬度D57(ASTM D2240)、1/2法溶融温度226℃)を配した同心円形断面芯鞘コンジュゲート繊維を溶融紡糸により製造した。この時、芯の断面積比率を30%とするように溶融ポリマー流量を調整して押出成形を行い、150dtexのモノフィラメントである弾性繊維糸(A)を得た。得られた弾性繊維糸(A)を用いるほかは実施例1と同条件で編地及びパンツを製造した。
【0078】
(実着用評価)
20代〜40代の成人男性30人に、実施例1〜6、比較例1、3、4及び5で得られたパンツをそれぞれ48時間連続着用した際の着用感比較アンケートを行った。ただし、比較例3で得られたパンツは、サイズが小さく締め付けが強すぎ、30名のうち12名が着用できなかったため、アンケートは行わなかった。比較例4で得られたパンツは、サイズが大きく締め付けが不充分で、ずり落ちてしまい、30名のうち24名が着用できなかったため、アンケートは行わなかった。
アンケートは比較例1で得られたパンツを基準として、実施例1〜6及び比較例5で得られたパンツの評価を行う形式で行い、
5:非常に優れる
4:やや優れる
3:同等
2:やや劣る
1:かなり劣る
の5段階評価で行った。
結果を表2に示す。
いずれの評価項目においても比較例1で得られたパンツよりも実施例1〜6で得られたパンツのほうが優れているという結果が確認できた。
【0079】
【表1】
【0080】
【表2】
【産業上の利用可能性】
【0081】
本発明の緯編地及び緯編地を用いてなる衣料は一般衣料用であるインナーウエア;アウターウエア;スポーツウエア;パンティストッキングを含む靴下類;衣料資材用である裏地類、芯地類;産業資材用である椅子張り材等の用途に広く利用しうるものである。
【特許請求の範囲】
【請求項1】
少なくとも2種以上の糸を混用して編成されるシングル緯編地であって、
芯にポリウレタン系エラストマー、鞘に1/2法溶融温度が170〜225℃であるポリエステル系ポリマーまたはポリアミド系ポリマー、が配された芯鞘コンジュゲート弾性繊維糸(A)と、非弾性繊維糸(B)とを含み、
前記弾性繊維糸(A)と前記非弾性繊維糸(B)とが各同一編成コースに給糸されて、前記非弾性繊維糸(B)が、編成部において各針毎にニット位置またはミス位置に選択的に案内制御され、編成されてなる緯編地。
【請求項2】
透かし目柄が表現されたシングル緯編地であって、前記弾性繊維糸(A)が地糸として全針ニット編成されてなり、前記非弾性繊維糸(B)が一部ミス編成されてなるか、または、一部ミス編成かつ切除されてなる請求項1に記載の緯編地。
【請求項3】
前記弾性繊維糸(A)の鞘成分がポリエステル系ポリマーである請求項1または2に記載の緯編地。
【請求項4】
前記弾性繊維糸(A)がモノフィラメントである請求項1、2または3に記載の緯編地。
【請求項5】
前記弾性繊維糸(A)の芯の断面積比率が40〜95%であり、前記弾性繊維糸(A)の繊度が20〜120dtexであることを特徴とする請求項1、2、3または4に記載の緯編地。
【請求項6】
請求項1、2、3、4または5に記載の緯編地を用い、かつ、染色することにより製造される衣料。
【請求項7】
染色後、型にかぶせて熱処理することにより製造される請求項6に記載の衣料。
【請求項8】
少なくとも2種以上の糸を混用して編成されるシングル緯編地の製造方法であって、
(1)芯にポリウレタン系エラストマー、鞘にポリエステル系ポリマー、が配された芯鞘コンジュゲート弾性繊維糸(A)と、非弾性繊維糸(B)とを各同一編成コースに給糸して、前記非弾性繊維糸(B)を、編成部において各針毎にニット位置またはミス位置に選択的に案内制御して、緯編地を編成する工程
を含む緯編地の製造方法。
【請求項9】
更に、(2)工程(1)で編成した緯編地を、弾性繊維糸(A)を染めない染色方法であって、かつ、非弾性繊維糸(B)を染める染色方法によって、染色する工程を含む請求項8に記載の緯編地の製造方法。
【請求項1】
少なくとも2種以上の糸を混用して編成されるシングル緯編地であって、
芯にポリウレタン系エラストマー、鞘に1/2法溶融温度が170〜225℃であるポリエステル系ポリマーまたはポリアミド系ポリマー、が配された芯鞘コンジュゲート弾性繊維糸(A)と、非弾性繊維糸(B)とを含み、
前記弾性繊維糸(A)と前記非弾性繊維糸(B)とが各同一編成コースに給糸されて、前記非弾性繊維糸(B)が、編成部において各針毎にニット位置またはミス位置に選択的に案内制御され、編成されてなる緯編地。
【請求項2】
透かし目柄が表現されたシングル緯編地であって、前記弾性繊維糸(A)が地糸として全針ニット編成されてなり、前記非弾性繊維糸(B)が一部ミス編成されてなるか、または、一部ミス編成かつ切除されてなる請求項1に記載の緯編地。
【請求項3】
前記弾性繊維糸(A)の鞘成分がポリエステル系ポリマーである請求項1または2に記載の緯編地。
【請求項4】
前記弾性繊維糸(A)がモノフィラメントである請求項1、2または3に記載の緯編地。
【請求項5】
前記弾性繊維糸(A)の芯の断面積比率が40〜95%であり、前記弾性繊維糸(A)の繊度が20〜120dtexであることを特徴とする請求項1、2、3または4に記載の緯編地。
【請求項6】
請求項1、2、3、4または5に記載の緯編地を用い、かつ、染色することにより製造される衣料。
【請求項7】
染色後、型にかぶせて熱処理することにより製造される請求項6に記載の衣料。
【請求項8】
少なくとも2種以上の糸を混用して編成されるシングル緯編地の製造方法であって、
(1)芯にポリウレタン系エラストマー、鞘にポリエステル系ポリマー、が配された芯鞘コンジュゲート弾性繊維糸(A)と、非弾性繊維糸(B)とを各同一編成コースに給糸して、前記非弾性繊維糸(B)を、編成部において各針毎にニット位置またはミス位置に選択的に案内制御して、緯編地を編成する工程
を含む緯編地の製造方法。
【請求項9】
更に、(2)工程(1)で編成した緯編地を、弾性繊維糸(A)を染めない染色方法であって、かつ、非弾性繊維糸(B)を染める染色方法によって、染色する工程を含む請求項8に記載の緯編地の製造方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−72537(P2012−72537A)
【公開日】平成24年4月12日(2012.4.12)
【国際特許分類】
【出願番号】特願2011−187650(P2011−187650)
【出願日】平成23年8月30日(2011.8.30)
【出願人】(000001339)グンゼ株式会社 (919)
【Fターム(参考)】
【公開日】平成24年4月12日(2012.4.12)
【国際特許分類】
【出願日】平成23年8月30日(2011.8.30)
【出願人】(000001339)グンゼ株式会社 (919)
【Fターム(参考)】
[ Back to top ]