
練条機でケンス交換時にスライバを切断する方法および装置
【課題】本発明はケンス交換時のスライバ切断方法および装置に関し、特に設計上簡単な仕方でスライバの確実な切断を行うようにすることを目的とする。
【解決手段】ケンス24にスライバ22を収納する手段を備えた練条機でケンス交換時にスライバを切断する方法において、ケンス交換中にスライバ供給装置、たとえばコイラプレート23のスライバ排出口と、その後段にあるケンス内のスライバ最上層との間隔をスライバが裂ける程度に拡大する。設計上簡単な仕方でスライバの確実な切断を可能にする方法を提供するために、重合スライバ内に薄肉部12′が生じてこの薄肉部がコイラプレートのスライバ排出口の出口区域に来たときにケンス交換が開始するように、スライバ排出口の前段に配置されたドラフトゾーンbでドラフトを増す。
【解決手段】ケンス24にスライバ22を収納する手段を備えた練条機でケンス交換時にスライバを切断する方法において、ケンス交換中にスライバ供給装置、たとえばコイラプレート23のスライバ排出口と、その後段にあるケンス内のスライバ最上層との間隔をスライバが裂ける程度に拡大する。設計上簡単な仕方でスライバの確実な切断を可能にする方法を提供するために、重合スライバ内に薄肉部12′が生じてこの薄肉部がコイラプレートのスライバ排出口の出口区域に来たときにケンス交換が開始するように、スライバ排出口の前段に配置されたドラフトゾーンbでドラフトを増す。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は練条機でケンス交換時にスライバを切断する方法および装置に関するものである。
【背景技術】
【0002】
ケンス交換の間にスライバ供給装置、たとえばコイラプレートのスライバ排出口と、その後段に配置されたケンス内のスライバ最上層との間隔をスライバが裂ける程度に拡大する、ケンスにスライバを収納する手段を備えた練条機でケンス交換時にスライバを切断する方法及び装置は公知である。
【発明の開示】
【発明が解決しようとする課題】
【0003】
公知の方法(ドイツ特許公開公報第3324461号)では、スライバを充填したケンスは、スライバが裂けるように迅速に運び出さなければならない。その際に、交換するケンスの速度と、スライバ供給装置(コイラプレート)から出るスライバの速度との間に差が生じる。ケンスが充満したら、スライバ供給速度は高速運転から低速運転に切り替えられる。この方法の短所は、交換作業中に低速で運転するのでスライバがより高速で進み続けるのを妨げる点である。もう1つの短所は、スライバを充填した重いケンスは慣性のために十分迅速に運び出せない点である。このことによって、特にスライバの厚さおよび/または加工する繊維材料の種類が異なる場合にスライバが確実に裂けないことがある。
【0004】
本発明の課題は、上記の短所を回避して、特に設計上簡単な仕方でスライバの確実な切断を可能にする、冒頭に記載した種類の方法を提供することである。
【課題を解決するための手段】
【0005】
この発明によれば、ケンス交換中にスライバ供給装置、たとえばコイラプレートのスライバ排出口と、その後段にあるケンス内のスライバ最上層との間隔をスライバが裂ける程度に拡大する、ケンスにスライバを収納する手段を備えた練条機でケンス交換時にスライバを切断する方法において、特徴点は、重合スライバ内に薄肉部が生じてこの薄肉部がコイラプレートのスライバ排出口の出口区域に来たときにケンス交換が開始するように、スライバ排出口の前段に配置されたドラフトゾーンでドラフトを増すことにある。
【0006】
本発明の方策により、スライバの厚さおよび/または加工する繊維材料の種類が異なる場合にも、スライバの確実な切断が設計上簡単な手段で達成される。この方法は、加工すべき複数のスライバからなる重合スライバに「切り取り線」を付けるという考えに基づいている。この目的のために、ケンス交換の直前にドラフトゾーンでメインドラフトを著しく増す。ドラフト変更の程度と時間は、重合スライバ(フリース)が極端な薄肉部を有するが、まだ完全に引き裂けていないように選択されている。ケンス交換は、この薄肉部がコイラプレートを出たときに開始される。スライバはケンス交換時に「切り取り線」で自動的に切れる。この方法の別の長所は、切断中にスライバがより高速で進み続け、自動的に搬入された空ケンス内に進入できる点である。
【0007】
前記薄肉部がメインドラフトゾーンで形成されることが好適である。メインドラフトをケンス交換の直前で著しく増すと好都合である。メインドラフトを短時間に増すことが得策である。本発明は、ケンス交換中にスライバ供給装置、たとえばコイラプレートのスライバ排出口と、その後段にあるケンス内のスライバ最上層との間隔をスライバが裂ける程度に拡大できるようにした、ケンスにスライバを収納する手段を備えた練条機でケンス交換時にスライバを切断する装置も含む。この装置では、重合スライバ内に薄肉部が生じてこの薄肉部がコイラプレートのスライバ排出口の出口区域に来たときにケンス交換が開始するように、スライバ排出口の前段に配置されたドラフトゾーン内でドラフトを増すことができる。
【0008】
前記薄肉部をメインドラフトゾーンで形成できることが好適である。メインドラフトをケンス交換の直前で著しく増すと好都合である。メインドラフトを短時間に増すことができる点が得策である。電子制御調節装置、たとえばマイクロコンピュータが存在し、これにケンス運搬装置用の駆動モータ、スライバ供給装置、たとえばコイラプレート用の駆動装置、およびドラフトゾーン用の駆動装置が接続されていることが有利である。ケンス充填度測定素子が制御調節装置に接続していることが好適である。コイラプレートに定置センサが付属しており、これが電子制御調節装置に接続していることが好都合である。
【発明を実施するための最良の形態】
【0009】
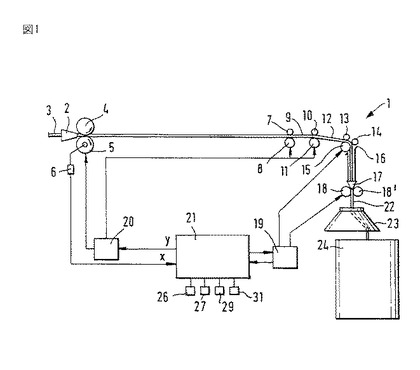
以下に、本発明の実施例を図面に基づいて詳細に説明する。図1に、トゥリュッチュラー社(メンヒェングラートバッハ)の高性能練条機(オートレベラ)、たとえば高性能練条機HS900の概念的な側面図を示す。スライバ3が図示されないケンスから出てスライバガイド2に入り、送り出しローラ4、5に引かれて運ばれる。変位に応じて発生するスライバのばらつきを検知するために、デリベリローラ5には誘導変位センサ6(プランジャコア、プランジャコイル)が付属している。練条機1は概ねトップバックローラ7とボトムバックローラ8からなり、これらのローラはトップブレークドラフトローラ10およびボトムブレークドラフトローラ11を有するブレークドラフトゾーンa(図2参照)に付属している。トップブレークドラフトローラ10およびボトムブレークドラフトローラ11とトップメインドラフトローラ13およびボトムメインドラフトローラ15との間には、メインドラフトゾーンb(図2参照)がある。ボトムメインドラフトゾーン15には、第2のトップメインドラフトローラ14が付属している。それゆえ、これは4オーバ3ドラフト方式である。9はブレークドラフトゾーンaにある重合スライバを表し、12はメインドラフトゾーンbにある重合スライバを表す。
【0010】
延伸されたスライバ3はトップメインドラフトローラ14を通過した後、フリースガイド16に達し、デリベリローラ18、18′によってスライバファネル17を通されて個々のスライバ22にまとめられ、コイラプレート23を通してケンス24に収納される。メインドラフトローラ13、14、15とデリベリローラ18、18′は、主電動機19によって駆動される。主電動機19は、コンピュータ21(制御調節装置)によって制御される。コンピュータ21には、測定素子6によって求めた信号も送られて、制御モータ20を制御する命令に変換される。制御モータ20は、トップ送り出しローラ4、ボトム送り出しローラ5、ブレークドラフトゾーンaの各ローラ、すなわちトップバックローラ7、ボトムバックローラ8、トップブレークドラフトローラ10、ボトムブレークドラフトローラ11を駆動する。測定素子6によって把握されたスライバ3の進入する繊維量の値に応じて、このとき発生するばらつきが制御され、コンピュータ21を通して制御モータ20によりローラ4、5、7、8、10および11のローラ回転数の変化によって調整される。
【0011】
送り出しローラ4、5は溝形ローラとして形成されていて、溝と凸部の間の隙間で繊維材料が圧縮される。ローラ5は弾性的に変位できるように支持されていて、誘導変位センサ6と協働する。誘導変位センサ6は変位を電気的信号に変換してコンピュータ21に送る。図3において、コイラプレート23の位置に対する測定手段として、位置部材25および測定部材(センサ)26が設けられている。位置部材25は、たとえばコイラプレート23の上部表面に取り付けた金属部材である。位置部材25は、回転方向に見てスライバファネル17もしくはその下に配置されたスライバ排出口23bの手前に配置されている。測定部材26は、たとえばコイラプレート保持具の上部表面上に位置部材25と向き合って固定された近接イニシエータである。
【0012】
加工すべき繊維材料に運転中「切り取り線」を付ける。この目的のために、ケンス交換の直前にドラフトゾーンbでメインドラフトを著しく増す。すなわち、ローラ15に対するモータ19の回転数を増す。(ローラ13および14も一緒に引っ張られる。)このドラフト変化の大きさと時間は、フリース12が極端な薄肉部12′を有するが、まだ完全に切れていないように選択されている。この薄肉部12′がコイラプレート23のスライバ排出口23bの区域にあるとき、ケンス交換が開始される。この薄肉部12′がコイラプレート23のエッジに当たっているとき、コイラプレート23は停止している。スライバ22は、ケンス交換時に「切り取り線」で自動的に切れる。
【0013】
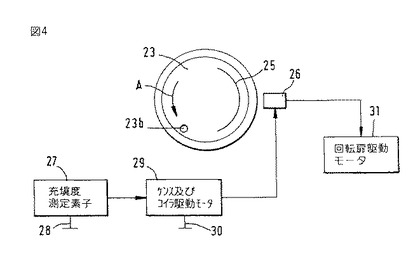
図4において、運転中はケンス24の充填度に対する測定素子27が設けられている。この測定素子27は、目標値設定器28に記憶されたスライバ長さ、たとえば3000mに達すると、駆動モータ29に電気的信号を出す。駆動モータ29は直流電動機としてケンスコイラを介してコイラプレート23を駆動する。そうすることによって、スライバ速度はたとえば記憶装置30に格納された値に減少する。コイラプレート23の速度も、同様に減少する。同時に電気的信号が近接イニシエータ26に送られ、これが作動して動作可能状態に入る。位置部材25が近接イニシエータ26の作動化した端面を通過すると、近接イニシエータ26は(図示されない)回転扉に対する駆動モータ31に電気的信号を送るので、回転扉は時計と反対方向に回転し、ケンス24を充填位置から取り出す。このときスライバ22が切れる。
【0014】
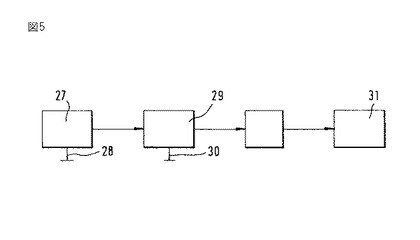
測定部材26、測定素子27、駆動モータ29および駆動モータ31は、制御調節手段21に接続されている(図1参照)。図5では、図4と異なり、コイラプレート23の位置に対する測定手段は設けられていない。すなわち、この回路は、交換するケンス(VKW)と補給されるスライバ(VB)との速度差がスライバ切断を確保するのに十分大きい場合に適している。
【0015】
本発明は、回転形ケンス交換装置または直線形ケンス交換装置のケンスコイラ仕様、および直立ケンスまたは回転ケンス(スライバ収容と同様の回転方向またはスライバ収容と反対の回転方向)を有するケンスコイラに適用できる。図6において、コイラプレート23は定置プレート32の開口部内に配置されている。コイラプレート23はスライバ供給口23aとスライバ排出口23bとの間にスライバ案内路23c、たとえば曲管を有している。図7において、下部コイラプレート23d内にあるスライバ排出口23bは、(全周)のエッジ23eを付けている。スライバ22bは、スライバ管路23c内を矢印Aの方向に進み、スライバ排出口23bを通ってケンス24(図1および図2参照)に進入する。スライバ切断の間、コイラプレート23は矢印Bの方向に回転するか、停止している。薄肉部12′が(回転方向Bとは反対に向いた)エッジ23eにあるとき、スライバ22bが薄肉部12′で裂けるように、ケンス24は矢印Cの方向に引き離される。
【図面の簡単な説明】
【0016】
【図1】図1は本発明の装置を有するオートレベラの概念的な側面図とブロック線図である。
【図2】図2はブレークドラフトゾーンとメインドラフトゾーンを有する図1におけるオートレベラである。
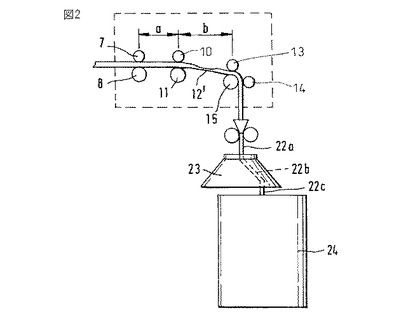
【図3】図3はコイラプレートとセンサを有するケンスの平面図である。
【図4】図4は位置部材と近接イニシエータを有する図3におけるコイラプレートの平面図およびケンス交換装置の回転扉の駆動に対するブロック線図である。
【図5】図5はコイラプレート用の位置部材を有しない回転扉の駆動に対するブロック線図である。
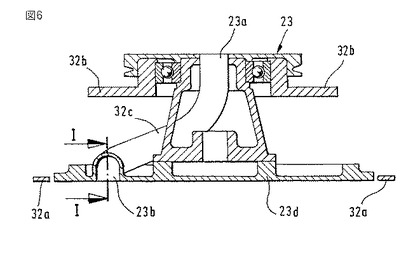
【図6】図6はコイラプレートの断面図である。
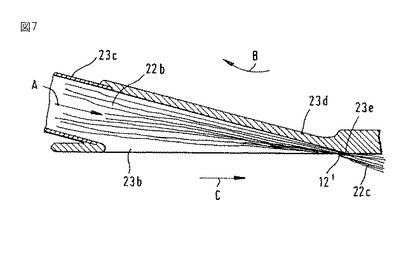
【図7】図7はスライバと薄肉部を示したコイラプレートのスライバ排出口の図である。
【符号の説明】
【0017】
12 スライバ
12′ 薄肉部
21 電子制御調節装置
23 コイラプレート
23b スライバ排出口
27 ケンス充填度測定素子
29 ケンスコイラおよびコイラプレートに対する駆動モータ
31 回転扉駆動用モータ
b メインドラフトゾーン
【技術分野】
【0001】
この発明は練条機でケンス交換時にスライバを切断する方法および装置に関するものである。
【背景技術】
【0002】
ケンス交換の間にスライバ供給装置、たとえばコイラプレートのスライバ排出口と、その後段に配置されたケンス内のスライバ最上層との間隔をスライバが裂ける程度に拡大する、ケンスにスライバを収納する手段を備えた練条機でケンス交換時にスライバを切断する方法及び装置は公知である。
【発明の開示】
【発明が解決しようとする課題】
【0003】
公知の方法(ドイツ特許公開公報第3324461号)では、スライバを充填したケンスは、スライバが裂けるように迅速に運び出さなければならない。その際に、交換するケンスの速度と、スライバ供給装置(コイラプレート)から出るスライバの速度との間に差が生じる。ケンスが充満したら、スライバ供給速度は高速運転から低速運転に切り替えられる。この方法の短所は、交換作業中に低速で運転するのでスライバがより高速で進み続けるのを妨げる点である。もう1つの短所は、スライバを充填した重いケンスは慣性のために十分迅速に運び出せない点である。このことによって、特にスライバの厚さおよび/または加工する繊維材料の種類が異なる場合にスライバが確実に裂けないことがある。
【0004】
本発明の課題は、上記の短所を回避して、特に設計上簡単な仕方でスライバの確実な切断を可能にする、冒頭に記載した種類の方法を提供することである。
【課題を解決するための手段】
【0005】
この発明によれば、ケンス交換中にスライバ供給装置、たとえばコイラプレートのスライバ排出口と、その後段にあるケンス内のスライバ最上層との間隔をスライバが裂ける程度に拡大する、ケンスにスライバを収納する手段を備えた練条機でケンス交換時にスライバを切断する方法において、特徴点は、重合スライバ内に薄肉部が生じてこの薄肉部がコイラプレートのスライバ排出口の出口区域に来たときにケンス交換が開始するように、スライバ排出口の前段に配置されたドラフトゾーンでドラフトを増すことにある。
【0006】
本発明の方策により、スライバの厚さおよび/または加工する繊維材料の種類が異なる場合にも、スライバの確実な切断が設計上簡単な手段で達成される。この方法は、加工すべき複数のスライバからなる重合スライバに「切り取り線」を付けるという考えに基づいている。この目的のために、ケンス交換の直前にドラフトゾーンでメインドラフトを著しく増す。ドラフト変更の程度と時間は、重合スライバ(フリース)が極端な薄肉部を有するが、まだ完全に引き裂けていないように選択されている。ケンス交換は、この薄肉部がコイラプレートを出たときに開始される。スライバはケンス交換時に「切り取り線」で自動的に切れる。この方法の別の長所は、切断中にスライバがより高速で進み続け、自動的に搬入された空ケンス内に進入できる点である。
【0007】
前記薄肉部がメインドラフトゾーンで形成されることが好適である。メインドラフトをケンス交換の直前で著しく増すと好都合である。メインドラフトを短時間に増すことが得策である。本発明は、ケンス交換中にスライバ供給装置、たとえばコイラプレートのスライバ排出口と、その後段にあるケンス内のスライバ最上層との間隔をスライバが裂ける程度に拡大できるようにした、ケンスにスライバを収納する手段を備えた練条機でケンス交換時にスライバを切断する装置も含む。この装置では、重合スライバ内に薄肉部が生じてこの薄肉部がコイラプレートのスライバ排出口の出口区域に来たときにケンス交換が開始するように、スライバ排出口の前段に配置されたドラフトゾーン内でドラフトを増すことができる。
【0008】
前記薄肉部をメインドラフトゾーンで形成できることが好適である。メインドラフトをケンス交換の直前で著しく増すと好都合である。メインドラフトを短時間に増すことができる点が得策である。電子制御調節装置、たとえばマイクロコンピュータが存在し、これにケンス運搬装置用の駆動モータ、スライバ供給装置、たとえばコイラプレート用の駆動装置、およびドラフトゾーン用の駆動装置が接続されていることが有利である。ケンス充填度測定素子が制御調節装置に接続していることが好適である。コイラプレートに定置センサが付属しており、これが電子制御調節装置に接続していることが好都合である。
【発明を実施するための最良の形態】
【0009】
以下に、本発明の実施例を図面に基づいて詳細に説明する。図1に、トゥリュッチュラー社(メンヒェングラートバッハ)の高性能練条機(オートレベラ)、たとえば高性能練条機HS900の概念的な側面図を示す。スライバ3が図示されないケンスから出てスライバガイド2に入り、送り出しローラ4、5に引かれて運ばれる。変位に応じて発生するスライバのばらつきを検知するために、デリベリローラ5には誘導変位センサ6(プランジャコア、プランジャコイル)が付属している。練条機1は概ねトップバックローラ7とボトムバックローラ8からなり、これらのローラはトップブレークドラフトローラ10およびボトムブレークドラフトローラ11を有するブレークドラフトゾーンa(図2参照)に付属している。トップブレークドラフトローラ10およびボトムブレークドラフトローラ11とトップメインドラフトローラ13およびボトムメインドラフトローラ15との間には、メインドラフトゾーンb(図2参照)がある。ボトムメインドラフトゾーン15には、第2のトップメインドラフトローラ14が付属している。それゆえ、これは4オーバ3ドラフト方式である。9はブレークドラフトゾーンaにある重合スライバを表し、12はメインドラフトゾーンbにある重合スライバを表す。
【0010】
延伸されたスライバ3はトップメインドラフトローラ14を通過した後、フリースガイド16に達し、デリベリローラ18、18′によってスライバファネル17を通されて個々のスライバ22にまとめられ、コイラプレート23を通してケンス24に収納される。メインドラフトローラ13、14、15とデリベリローラ18、18′は、主電動機19によって駆動される。主電動機19は、コンピュータ21(制御調節装置)によって制御される。コンピュータ21には、測定素子6によって求めた信号も送られて、制御モータ20を制御する命令に変換される。制御モータ20は、トップ送り出しローラ4、ボトム送り出しローラ5、ブレークドラフトゾーンaの各ローラ、すなわちトップバックローラ7、ボトムバックローラ8、トップブレークドラフトローラ10、ボトムブレークドラフトローラ11を駆動する。測定素子6によって把握されたスライバ3の進入する繊維量の値に応じて、このとき発生するばらつきが制御され、コンピュータ21を通して制御モータ20によりローラ4、5、7、8、10および11のローラ回転数の変化によって調整される。
【0011】
送り出しローラ4、5は溝形ローラとして形成されていて、溝と凸部の間の隙間で繊維材料が圧縮される。ローラ5は弾性的に変位できるように支持されていて、誘導変位センサ6と協働する。誘導変位センサ6は変位を電気的信号に変換してコンピュータ21に送る。図3において、コイラプレート23の位置に対する測定手段として、位置部材25および測定部材(センサ)26が設けられている。位置部材25は、たとえばコイラプレート23の上部表面に取り付けた金属部材である。位置部材25は、回転方向に見てスライバファネル17もしくはその下に配置されたスライバ排出口23bの手前に配置されている。測定部材26は、たとえばコイラプレート保持具の上部表面上に位置部材25と向き合って固定された近接イニシエータである。
【0012】
加工すべき繊維材料に運転中「切り取り線」を付ける。この目的のために、ケンス交換の直前にドラフトゾーンbでメインドラフトを著しく増す。すなわち、ローラ15に対するモータ19の回転数を増す。(ローラ13および14も一緒に引っ張られる。)このドラフト変化の大きさと時間は、フリース12が極端な薄肉部12′を有するが、まだ完全に切れていないように選択されている。この薄肉部12′がコイラプレート23のスライバ排出口23bの区域にあるとき、ケンス交換が開始される。この薄肉部12′がコイラプレート23のエッジに当たっているとき、コイラプレート23は停止している。スライバ22は、ケンス交換時に「切り取り線」で自動的に切れる。
【0013】
図4において、運転中はケンス24の充填度に対する測定素子27が設けられている。この測定素子27は、目標値設定器28に記憶されたスライバ長さ、たとえば3000mに達すると、駆動モータ29に電気的信号を出す。駆動モータ29は直流電動機としてケンスコイラを介してコイラプレート23を駆動する。そうすることによって、スライバ速度はたとえば記憶装置30に格納された値に減少する。コイラプレート23の速度も、同様に減少する。同時に電気的信号が近接イニシエータ26に送られ、これが作動して動作可能状態に入る。位置部材25が近接イニシエータ26の作動化した端面を通過すると、近接イニシエータ26は(図示されない)回転扉に対する駆動モータ31に電気的信号を送るので、回転扉は時計と反対方向に回転し、ケンス24を充填位置から取り出す。このときスライバ22が切れる。
【0014】
測定部材26、測定素子27、駆動モータ29および駆動モータ31は、制御調節手段21に接続されている(図1参照)。図5では、図4と異なり、コイラプレート23の位置に対する測定手段は設けられていない。すなわち、この回路は、交換するケンス(VKW)と補給されるスライバ(VB)との速度差がスライバ切断を確保するのに十分大きい場合に適している。
【0015】
本発明は、回転形ケンス交換装置または直線形ケンス交換装置のケンスコイラ仕様、および直立ケンスまたは回転ケンス(スライバ収容と同様の回転方向またはスライバ収容と反対の回転方向)を有するケンスコイラに適用できる。図6において、コイラプレート23は定置プレート32の開口部内に配置されている。コイラプレート23はスライバ供給口23aとスライバ排出口23bとの間にスライバ案内路23c、たとえば曲管を有している。図7において、下部コイラプレート23d内にあるスライバ排出口23bは、(全周)のエッジ23eを付けている。スライバ22bは、スライバ管路23c内を矢印Aの方向に進み、スライバ排出口23bを通ってケンス24(図1および図2参照)に進入する。スライバ切断の間、コイラプレート23は矢印Bの方向に回転するか、停止している。薄肉部12′が(回転方向Bとは反対に向いた)エッジ23eにあるとき、スライバ22bが薄肉部12′で裂けるように、ケンス24は矢印Cの方向に引き離される。
【図面の簡単な説明】
【0016】
【図1】図1は本発明の装置を有するオートレベラの概念的な側面図とブロック線図である。
【図2】図2はブレークドラフトゾーンとメインドラフトゾーンを有する図1におけるオートレベラである。
【図3】図3はコイラプレートとセンサを有するケンスの平面図である。
【図4】図4は位置部材と近接イニシエータを有する図3におけるコイラプレートの平面図およびケンス交換装置の回転扉の駆動に対するブロック線図である。
【図5】図5はコイラプレート用の位置部材を有しない回転扉の駆動に対するブロック線図である。
【図6】図6はコイラプレートの断面図である。
【図7】図7はスライバと薄肉部を示したコイラプレートのスライバ排出口の図である。
【符号の説明】
【0017】
12 スライバ
12′ 薄肉部
21 電子制御調節装置
23 コイラプレート
23b スライバ排出口
27 ケンス充填度測定素子
29 ケンスコイラおよびコイラプレートに対する駆動モータ
31 回転扉駆動用モータ
b メインドラフトゾーン
【特許請求の範囲】
【請求項1】
スライバ排出口を備えていてスライバを供給するスライバ供給機械における繊維スライバを分離する分離装置において、
前記スライバ供給機械は、スライバの供給方向に沿って順番に配置される第一、第二および第三のボトムローラと、これら第一、第二および第三のボトムローラに対向する四つのトップローラとを含んでおり、前記第一および第二のボトムローラの間には前記スライバのブレークドラフトゾーンが形成されており、前記第二および第三のボトムローラの間には前記スライバのメインドラフトゾーンが形成されており、
前記分離装置は、繊維ウェブに薄肉部が形成されるように、前記スライバ排出口の上流に在るメインドラフトゾーンにおいてドラフト作用を増大させる制御手段を具備する、分離装置。
【請求項2】
前記薄肉部が前記スライバ排出口近傍にあるときに、ケンス交換機が起動しうるように配置されている、請求項1に記載の装置。
【請求項3】
前記制御手段は、電子制御調整装置、例えばマイクロコンピュータを具備し、ケンス移送装置のための駆動モータ、スライバ供給装置のための駆動装置および前記ドラフトゾーンのための駆動装置が前記電子制御調整装置に接続されている請求項1または2に記載の装置。
【請求項4】
前記ケンスの充填レベルを検出する検出装置が前記電子制御調整装置に接続されている請求項3に記載の装置。
【請求項5】
前記スライバ排出口が設けられた、スライバ供給装置としての回転ヘッドを具備する、請求項1から4のいずれか一項に記載の装置。
【請求項6】
固定式の検出要素と前記回転ヘッドに取付けられた位置要素とを有する検出装置が設けられている、請求項5に記載の装置。
【請求項7】
前記検出装置が、前記ケンスの充填レベルを検出する検出要素と前記回転ヘッドのための前記駆動装置とに接続されている請求項6に記載の装置。
【請求項8】
前記検出装置は前記ケンスのための前記ケンス交換機の前記駆動モータに接続されている請求項6に記載の装置。
【請求項9】
前記検出要素が近接イニシエータである請求項6から8のいずれか一項に記載の装置。
【請求項10】
前記位置要素が金属要素である請求項6から8のいずれか一項に記載の装置。
【請求項11】
前記スライバの分離時に前記回転ヘッドが固定して配置されている請求項6から10のいずれか一項に記載の装置。
【請求項12】
前記薄肉部が前記スライバ排出口のエッジに押当たっているときに、前記制御手段が前記スライバを分離させるよう配置されている請求項1から11のいずれか一項に記載の装置。
【請求項13】
前記薄肉部が前記スライバ排出口から出ると、前記ケンス交換機を起動するように配置されている請求項1から12のいずれか一項に記載の装置。
【請求項1】
スライバ排出口を備えていてスライバを供給するスライバ供給機械における繊維スライバを分離する分離装置において、
前記スライバ供給機械は、スライバの供給方向に沿って順番に配置される第一、第二および第三のボトムローラと、これら第一、第二および第三のボトムローラに対向する四つのトップローラとを含んでおり、前記第一および第二のボトムローラの間には前記スライバのブレークドラフトゾーンが形成されており、前記第二および第三のボトムローラの間には前記スライバのメインドラフトゾーンが形成されており、
前記分離装置は、繊維ウェブに薄肉部が形成されるように、前記スライバ排出口の上流に在るメインドラフトゾーンにおいてドラフト作用を増大させる制御手段を具備する、分離装置。
【請求項2】
前記薄肉部が前記スライバ排出口近傍にあるときに、ケンス交換機が起動しうるように配置されている、請求項1に記載の装置。
【請求項3】
前記制御手段は、電子制御調整装置、例えばマイクロコンピュータを具備し、ケンス移送装置のための駆動モータ、スライバ供給装置のための駆動装置および前記ドラフトゾーンのための駆動装置が前記電子制御調整装置に接続されている請求項1または2に記載の装置。
【請求項4】
前記ケンスの充填レベルを検出する検出装置が前記電子制御調整装置に接続されている請求項3に記載の装置。
【請求項5】
前記スライバ排出口が設けられた、スライバ供給装置としての回転ヘッドを具備する、請求項1から4のいずれか一項に記載の装置。
【請求項6】
固定式の検出要素と前記回転ヘッドに取付けられた位置要素とを有する検出装置が設けられている、請求項5に記載の装置。
【請求項7】
前記検出装置が、前記ケンスの充填レベルを検出する検出要素と前記回転ヘッドのための前記駆動装置とに接続されている請求項6に記載の装置。
【請求項8】
前記検出装置は前記ケンスのための前記ケンス交換機の前記駆動モータに接続されている請求項6に記載の装置。
【請求項9】
前記検出要素が近接イニシエータである請求項6から8のいずれか一項に記載の装置。
【請求項10】
前記位置要素が金属要素である請求項6から8のいずれか一項に記載の装置。
【請求項11】
前記スライバの分離時に前記回転ヘッドが固定して配置されている請求項6から10のいずれか一項に記載の装置。
【請求項12】
前記薄肉部が前記スライバ排出口のエッジに押当たっているときに、前記制御手段が前記スライバを分離させるよう配置されている請求項1から11のいずれか一項に記載の装置。
【請求項13】
前記薄肉部が前記スライバ排出口から出ると、前記ケンス交換機を起動するように配置されている請求項1から12のいずれか一項に記載の装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2009−68162(P2009−68162A)
【公開日】平成21年4月2日(2009.4.2)
【国際特許分類】
【出願番号】特願2008−335213(P2008−335213)
【出願日】平成20年12月26日(2008.12.26)
【分割の表示】特願2007−30533(P2007−30533)の分割
【原出願日】平成8年3月8日(1996.3.8)
【出願人】(590002323)ツリュツラー ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー コマンディトゲゼルシャフト (85)
【Fターム(参考)】
【公開日】平成21年4月2日(2009.4.2)
【国際特許分類】
【出願日】平成20年12月26日(2008.12.26)
【分割の表示】特願2007−30533(P2007−30533)の分割
【原出願日】平成8年3月8日(1996.3.8)
【出願人】(590002323)ツリュツラー ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー コマンディトゲゼルシャフト (85)
【Fターム(参考)】
[ Back to top ]