
緻密な金属銅膜の製造方法及びそれに用いる液状組成物、それから得られる緻密な金属銅膜、導体配線、熱伝導路、接合体
【課題】 銅酸化物からなる粒子を主成分とする液状組成物の印刷パターンをギ酸により処理し、空隙のほとんどない緻密な金属銅膜を提供する。
【解決手段】 基板上に、銅酸化物粒子を含む液状組成物を成形し、ギ酸ガスを濃度8質量%以上含むガスを、ギ酸供給量が処理槽の容積1Lあたり、0.01g/分以上となるように供給しながら、120℃以上に加熱して処理する緻密な金属銅膜の製造方法。加熱は、基板下方から伝熱させると好ましく、液状組成物は、銅酸化物粒子が銅化合物の90質量%より多くの銅酸化物粒子と、25℃における蒸気圧が1.34×103Pa未満である溶剤とを共に含むと好ましい。
【解決手段】 基板上に、銅酸化物粒子を含む液状組成物を成形し、ギ酸ガスを濃度8質量%以上含むガスを、ギ酸供給量が処理槽の容積1Lあたり、0.01g/分以上となるように供給しながら、120℃以上に加熱して処理する緻密な金属銅膜の製造方法。加熱は、基板下方から伝熱させると好ましく、液状組成物は、銅酸化物粒子が銅化合物の90質量%より多くの銅酸化物粒子と、25℃における蒸気圧が1.34×103Pa未満である溶剤とを共に含むと好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ギ酸ガス処理により得られる緻密な金属銅膜の製造方法及びそれに用いる液状組成物、そして緻密な金属銅膜の製造方法により得られる緻密な金属銅膜、導体配線、熱伝導路、接合材に関する。
【背景技術】
【0002】
金属銅は高い電気伝導性と熱伝導性を有し、導体配線材料、熱伝達材料、熱交換材料、放熱材料として広く用いられている。
一方、インクジェット、ジェットディスペンサ、ニードルディスペンサ、ディスペンサ、有版印刷はフォトレジスト工程を用いることなく任意の形状に液状の材料を塗布して形成できるため、オンデマンド生産、省力化、省材料化、低コスト化の点から注目されている。特に、非接触で成形可能なインクジェット、ジェットディスペンサでは、段差や曲面、小面積への印刷が可能であり、有版印刷では不可能なパターン形成が可能である。
【0003】
このような印刷により金属銅パターンを形成する印刷インクとしては、金属銅ナノ粒子(例えば、特許文献1参照)の分散液や金属錯体(例えば、特許文献2参照)の溶液あるいは分散液が提案されている。しかし、銅は室温(25℃)で酸化状態が安定であり必ず酸化状態の銅原子を含むため、金属銅として導体、導熱性を発現するには酸化状態の銅原子を還元し、さらに金属銅の連続体とする必要がある。
【0004】
また、金属銅ナノ粒子を用いた印刷インクでは、使用前に分散剤を含む場合には分散剤の除去を行った上(例えば、特許文献3参照)で、銅酸化物を還元し金属銅粒子同士を焼結・融合して連続体にする必要がある。このような分散剤の除去及び/又は還元焼結手法としては、(a)RFプラズマ(例えば、特許文献4参照)やホットワイヤ法(例えば、特許文献5参照)により水素を活性化して用いる、(b)水素雰囲気でのキセノンフラッシュ照射、(c)3価以上の多価アルコールと加熱する(例えば、特許文献6参照)、(d)水素ガス中での加熱(特許文献7)、等が挙げられる。
しかし、このような印刷インクと還元焼結手法の組み合わせでは、低接着性や処理印刷層の剥離、高体積抵抗率、深部還元性、脆弱性に問題があり、印刷インクを導体配線材料、熱伝達材料、熱交換材料、放熱材料に適用できなかった。
【0005】
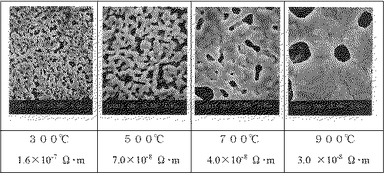
低接着性および処理印刷層の剥離、高体積抵抗率の原因は、印刷インク中の金属元素含有粒子を還元加熱して焼結して、粒子間をつなぎ合わせた多孔質な焼結体であるためである。金属の融点よりはるかに低い温度での金属ナノ粒子の焼結では、粉体粒子の持つ大きな表面エネルギーと外部より加えられるエネルギーを駆動力として表面積を縮小するように粒子内で金属原子が移動し、粒子間の接合・融着が進行する(例えば、非特許文献1参照)。しかし、ある程度粒子間の接合・融着が進行し比表面積が縮小すると、融着の進行は減速・停止する。すなわち,通常の焼結・融着機構に従えば、金属銅粒子を300℃以下で焼結体するとスポンジ状となる(図1(非特許文献1より抜粋))。
200℃以下の導体化処理では、同様のスポンジ状の導体層が原因となり、体積抵抗率がバルクの2倍以上になり、また、脆いことから容易に断線し接続信頼性が保てないことが問題となる。
【0006】
一方、還元手法として、ギ酸ガスを用いた還元手法が知られている。ギ酸ガスを用いた還元手法としてギ酸リフロー炉が、銅およびハンダ表面の酸化皮膜の除去に効果があることが報告されている(例えば、特許文献8参照)。また、このギ酸の還元力を導体インクの導体化手法として適用する手法が近年、報告されている(例えば、特許文献9、10、11参照)。しかし、これらの手法ではギ酸を単なる還元剤として適用しており、緻密な銅膜を得るには至っていない。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特許第4155821号公報
【特許文献2】特開2004−162110号公報
【特許文献3】特開2009−290112号公報
【特許文献4】特開2004−119686号公報
【特許文献5】国際公開第2009/054343号パンフレット
【特許文献6】特開2007−87735号公報
【特許文献7】特開2008−146991号公報
【特許文献8】特許第3373499号公報
【特許文献9】韓国特許第100867952号公報
【特許文献10】特開2009−252685号公報
【特許文献11】特開2010−59535号公報
【非特許文献】
【0008】
【非特許文献1】技術情報協会セミナー「銅ナノ粒子インキ・ペーストによるインクジェット微細配線形成技術」資料27頁
【発明の概要】
【発明が解決しようとする課題】
【0009】
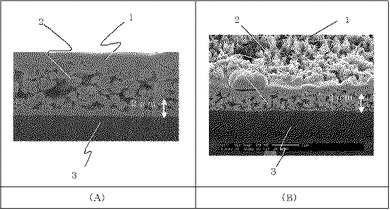
本発明者らの検討によると、ギ酸処理において金属銅粒子の堆積層を処理すると前述のスポンジ状の導体層が生成する。また、銅酸化物粒子の堆積層を処理すると、基板面に緻密化が進行するが完全に緻密な金属銅層にはならず結晶粒の間に空隙を多く含む銅膜となる(図2)。以上のような、金属銅層内の空隙を解消すれば、体積抵抗率の低下のみならず、金属銅層の脆さも解消されることになり高い接続信頼性が得られ有用である。
本発明は、以上の従来の問題点に鑑みなされたものであり、以下の目的を達成することを課題とする。すなわち、銅酸化物からなる粒子を主成分とする液状組成物の印刷パターンをギ酸により処理し、空隙のほとんどない緻密な金属銅膜を提供することである。
【課題を解決するための手段】
【0010】
本発明者等は、銅酸化物粒子のギ酸ガス処理が、昇華性のギ酸銅を経由して進行することを指摘している(特願2009−215003号)。酸化銅はギ酸と反応しギ酸銅が生成し、ギ酸銅はその昇華性によりガス状となり拡散し、ギ酸銅の熱分解により金属銅が生成する。この際、ギ酸銅がガス状を経ることで元の粒子形状とはまったく異なる形状の金属銅層が生成可能である。また、このとき、ガス状のギ酸銅から金属銅に分解・生成する際には、金属銅のような金属質の表面が触媒として働き、その表面上に選択的に金属銅が析出することも同出願内で明らかにしている。
本発明者等の検討の結果、本発明者等は、銅酸化物からなる液状組成物を用いて銅酸化物粒子堆積層を形成し、ギ酸ガス処理時のギ酸濃度を高く保つことが空隙のほとんどない緻密な金属銅膜を形成するのに有効であることを見出した。
まず、金属銅を含む銅酸化物粒子堆積層では、金属銅成分から銅が選択的に析出し、スポンジ状の導体層となり緻密化は進行しなかった(図2(B))。次に、金属銅を含まない銅酸化物粒子堆積層をギ酸ガスで処理した場合であるが、熱揺らぎによりギ酸銅が分解して生じた金属銅を核としてその表面に銅が析出成長する。特に、基板のような異物との界面では、金属銅の核が生じやすいため、基板面に緻密な銅膜が、その上の大きな結晶粒子と空隙を含んだ構造が共に見られた(図2(A))。これは、基板面で発生した銅の核からの成長と、銅酸化物粒子堆積層内部からの金属銅の核の発生・成長が並行して生じた結果である。そこで、ギ酸の供給量を上げる、すなわちギ酸濃度の増加とギ酸を含むガス流量の増加により、銅の析出・成長速度が高まり、基板との界面で生じた金属銅の核から選択的に銅が成長して、銅の緻密層が形成された(図3(A))。このとき、銅酸化物粒子堆積層内部からの金属銅の核の発生が同時に発生していると推定されるが、相対的に基板面で発生した銅の核発生速度とそこからの成長速度が大きくなり緻密層が形成されたと考えられる。
【0011】
すなわち、前記の空隙のほとんどない緻密な金属銅膜を形成する課題を解決する本発明は以下の通りである。
(1)基板上に、銅酸化物粒子を含む液状組成物を成形し、ギ酸ガスを濃度8質量%以上含むガスを、ギ酸供給量が処理槽の容積1Lあたり、0.01g/分以上となるように供給しながら、120℃以上に加熱して処理することを特徴とする緻密な金属銅膜の製造方法。
(2)上記の加熱方法が、基板下方から伝熱させることを特徴とする上記(1)に記載の緻密な金属銅膜の製造方法。
(3) 上記の銅酸化物粒子を含む液状組成物の成形が、インクジェット印刷、スーパーインクジェット印刷、スクリーン印刷、転写印刷、オフセット印刷、ジェットプリンティング法、ディスペンサ、ニードルディスペンサ、カンマコータ、スリットコータ、ダイコータ、及びグラビアコータからなる群より選択されるいずれか1種以上であることを特徴とする上記(1)または(2)に記載の緻密な金属銅膜の製造方法。
(4)基板上に成形した後、ギ酸ガスを濃度8質量%以上含むガスを、ギ酸供給量が処理槽の容積1Lあたり、0.01g/分以上となるように供給しながら処理し、緻密な金属銅膜を製造するための銅酸化物粒子と溶剤を含む液状組成物。
(5)前記液状組成物に含まれる銅酸化物粒子は、銅化合物の90質量より多くの銅酸化物粒子と、25℃における蒸気圧が1.34×103Pa未満である溶剤とを共に含むことを特徴とする上記(4)に記載の液状組成物。
(6)前記の銅酸化物が酸化第一銅、酸化第二銅であることを特徴とする上記(4)または(5)に記載の液状組成物。
(7)上記(1)ないし(3)のいずれかに記載の緻密な金属銅膜の製造方法により得られる緻密な金属銅膜。
(8)前記緻密な金属銅膜の断面におけるボイドの面積が5面積%以下であり、体積抵抗率が4.5×10−8Ω・m以下であることを特徴とする上記(7)に記載の緻密な金属銅膜。
(9)上記(1)ないし(3)のいずれかに記載の緻密な金属銅膜の製造方法により得られた金属銅パターンを用いた導体配線。
(10)上記(1)ないし(3)のいずれかに記載の緻密な金属銅膜の製造方法により得られた金属銅パターンを用いた熱伝導路。
(11)上記(1)ないし(3)のいずれかに記載の緻密な金属銅膜の製造方法により得られた金属銅パターンを用いた接合材。
【発明の効果】
【0012】
本発明によれば、印刷によりパターニングされた液状組成物を比較的低温でほとんど空隙を含まない緻密な金属銅膜にすることができる。
このようにして得られた緻密な金属銅膜は、空隙のような欠陥が少ないため、バルクの銅と同等程度の体積抵抗率が低く、熱伝導率が高い金属銅膜が得られるだけでなく、熱応力や曲げのようなストレスのかかる部分の信頼性や接合力を高めることができ、基板への密着に関しても金属銅膜内部の脆弱層からの破壊による剥離を減らすことができる。配線に使用した場合には、実施例3で示したように接続信頼性の向上が達成できた。このような特徴から、印刷成形した緻密な金属銅膜を導体配線材料、熱伝達材料、熱交換材料、放熱材料、接合材料に適用することが可能となる。
【図面の簡単な説明】
【0013】
【図1】平均粒径200nmのCu粒子塗布物の焼結物の走査型電子顕微鏡(SEM)写真(非特許文献1より抜粋)
【図2】ギ酸ガス処理したCuおよびCuOナノ粒子混合層の集束イオンビーム(FIB)加工した断面SEM写真(傾斜角度45°)
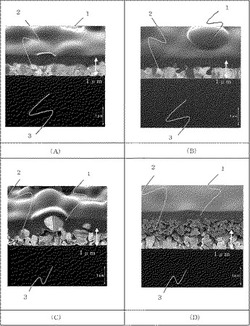
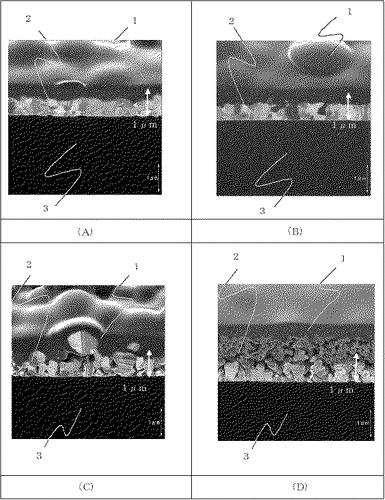
【図3】(A)実施例1で用いたギ酸ガス処理したCuインク印刷層のFIB加工した断面走査イオン顕微鏡像(SIM像)(傾斜角度45°)、(B)実施例2で用いたギ酸ガス処理したCuインク印刷層のFIB加工した断面SIM像(傾斜角度45°)、(C)比較例1で用いたギ酸ガス処理したCuインク印刷層のFIB加工した断面SIM像(傾斜角度45°)、(D)比較例2で用いたギ酸ガス処理したCuインク印刷層のFIB加工した断面SIM像(傾斜角度45°)
【図4】接続信頼性評価基板およびCuインク印刷済み基板の構造諸元
【図5】(A)実施例3で用いたギ酸ガス処理したCuインク印刷層のFIB加工した断面SIM像(傾斜角度45°)、(B)比較例5で用いたギ酸ガス処理したCuインク印刷層のFIB加工した断面SIM像(傾斜角度45°)、(C)比較例6で用いたHW(ホットワイヤ)法原子状水素処理したCuインク印刷層のFIB加工した断面SIM像(傾斜角度45°)
【発明を実施するための形態】
【0014】
本発明は、基板上に、銅酸化物粒子を含む液状組成物を成形し、ギ酸ガスを濃度8質量%以上含むガスを、ギ酸供給量が処理槽の容積1Lあたり、0.01g/分以上となるように供給しながら、120℃以上に加熱して処理することを特徴とする緻密な金属銅膜の製造方法である。
好ましくは、銅酸化物を90質量%以上含む粒子と、25℃における蒸気圧が1.34×103Pa未満である溶剤とを共に含むCuインクを基板上に成形した銅酸化物粒子堆積層を120℃以上に加熱し、ギ酸ガスを濃度8質量%以上含むガスを、ギ酸供給量が処理槽の容積1Lあたり、0.01g/分以上となるように供給しながら処理することにより、緻密な金属銅膜を得ることを特徴としている。
以下に本発明で用いる液状組成物そしてそれを用いた緻密な金属銅膜の製造方法、およびそれにより得られる緻密な金属銅膜とそれを用いた導体配線、バンプ、熱伝導路、接合材について、それぞれを交えて説明する。
【0015】
<液状組成物>
本発明で用いる液状組成物は、銅酸化物粒子と、溶剤とを含むものである。好ましくは、銅酸化物質量に対し、0.001質量%以上、0.1質量%以下の有機酸あるいは有機酸銅と、25℃における蒸気圧が1.34×103Pa未満である溶剤とを含む。
なお、インクジェット印刷用の液状組成物では、平均分散粒径が500nm以下、かつ、最大分散粒径が2μm以下となるように分散している必要がある。
【0016】
(銅酸化物粒子)
銅酸化物成分は、酸化第一銅及び/又は酸化第二銅が挙げられる。本発明において使用される銅酸化物粒子は、一次粒子の数平均粒子径が1〜1,000nmであることが好ましく、1〜500nmであることがより好ましく、10〜100nmであることがさらに好ましい。例えば、シーアイ化成株式会社製の気相蒸発法により作製された酸化銅ナノ粒子や日清エンジニアリング株式会社製のプラズマ炎法により合成された酸化銅ナノ粒子のような市販品として入手可能なものを用いてもよい。
【0017】
分散は、超音波分散機、ビーズミルなどのメディア分散機、ホモミキサーやシルバーソン攪拌機などのキャビテーション攪拌装置、アルテマイザーなどの対向衝突法、クレアSS5(エム・テクニック株式会社製)などの超薄膜高速回転式分散機、自転公転式ミキサなどを用いて行うことができる。
【0018】
(溶剤)
溶剤としては、25℃における蒸気圧が1.34×103Pa未満、好ましくは、1.0×103Pa・s未満である溶剤を用いる。
このような溶剤としては、例えば以下に示すものが挙げられる。すなわち、ノナン、デカン、ドデカン、テトラデカン等の脂肪族炭化水素系溶媒;エチルベンゼン、アニソール、メシチレン、ナフタレン、シクロヘキシルベンゼン、ジエチルベンゼン、フェニルアセトニトリル、フェニルシクロヘキサン、ベンゾニトリル、メシチレン等の芳香族炭化水素系溶媒;酢酸イソブチル、プロピオン酸メチル、プロピオン酸エチル、γ−ブチロラクトン、グリコールスルファイト、乳酸エチル等のエステル系溶媒;1−ブタノール、シクロヘキサノール、α−テルピネオール、グリセリンなどのアルコ−ル系溶媒;シクロヘキサノン、2−ヘキサノン、2−ヘプタノン、2−オクタノン、1,3−ジオキソラン−2−オン、1,5,5−トリメチルシクロヘキセン−3−オン等のケトン系溶媒;ジエチレングリコールエチルエーテル、ジエチレングリコールジエチルエーテル、プロピレングリコールモノメチルエーテル、プロピレングリコールモノエチルエーテル、プロピレングリコールモノプロピルエーテル、プロピレングリコールモノブチルエーテル、プロピレングリコールモノメチルエーテルアセテート、ジエチレングリコールエチルエーテルアセテート、ジエチレングリコールプロピルエーテルアセテート、ジエチレングリコールイソプロピルエーテルアセテート、ジエチレングリコールブチルエーテルアセテート、ジエチレングリコール−t−ブチルエーテルアセテート、トリエチレングリコールメチルエーテルアセテート、トリエチレングリコールエチルエーテルアセテート、トリエチレングリコールプロピルエーテルアセテート、トリエチレングリコールイソプロピルエーテルアセテート、トリエチレングリコールブチルエーテルアセテート、トリエチレングリコール−t−ブチルエーテルアセテート、ジプロピレングリコールジメチルエーテル、ジプロピレングリコールモノブチルエーテル等のアルキレングリコール系溶媒;ジヘキシルエーテル、ブチルフェニルエーテル、ペンチルフェニルエーテル、メトキシトルエン、ベンジルエチルエーテル等のエーテル系溶媒;プロピレンカーボネート、エチレンカーボネート等のカーボネート系溶媒;N,N−ジメチルホルムアミド、N,N-ジメチルアセトアミド、N−メチルピロリドンなどのアミド系溶媒、マロノニトリルなどのニトリル系溶媒が例示できる。中でも、γ−ブチロラクトン、N−メチルピロリドン、グリコールスルファイト、プロピレンカーボネートが好ましい。これらの溶媒は、1種を単独で又は2種以上を組み合わせて使用することができる。
【0019】
また、本発明のインクジェット印刷用の液状組成物においては、その平均分散粒径が500nm以下、かつ、最大分散粒径が2μm以下となるように分散することが好ましい。平均分散粒径が500nmを超えると、印刷性や抵抗の発現安定性が十分でなくなる。例えば、インクジェット印刷法で吐出する際に、インクジェットヘッドノズルの目詰まり等が発生し、安定して印刷することができなくなる。また、オフセット印刷法などに液状組成物を使用したときに、印刷物にかすれ等が発生する。印刷性や抵抗の発現安定性をより改善するため、該粒子の平均分散粒径は300nm以下であることが好ましい。この平均分散粒径は小さいことが好ましいが、通常その下限は5nm程度である。さらに、同様の観点から、該粒子の最大分散粒径は2μm以下であることが好ましく、1μm以下であることがより好ましい。
ここで、平均分散粒径及び最大分散粒径は、粒子のブラウン運動による動的光散乱法に基づいて、光子相関法により測定される。平均分散粒径及び最大分散粒径の測定は、例えば、ベックマンコールタ社製「サブミクロン粒子アナライザーN5型」(商品名)を用いて行うことができる。
【0020】
本発明のインクジェット印刷用の液状組成物は、25℃における動的粘度が5mPa・s以上であり、100mPa・s以下であることが好ましく、50mPa・s以下であることがより好ましい。5mPa・s未満であると,インクジェットノズルからの吐出時に霧状に吐出したり、基板に着液後に流動して印字形状を保てなくなったりする。また、100mPa・sを超えると吐出が不可能となる。なお、「25℃における動的粘度」とは、別言すると、測定温度25℃、せん断速度10/secでのせん断粘度である。
【0021】
<ギ酸ガス処理>
(ギ酸)
処理ガスとしてはギ酸を用いることができる。液状のギ酸にギ酸以外のガスを通じギ酸で飽和した後、あるいは、液状のギ酸を沸点である100.75℃以上に加熱、あるいは減圧してガス状にした後、被処理物に導くことが好ましい。ギ酸ガスの濃度は、銅酸化物粒子堆積層の緻密化の観点から高濃度の状態で導入することが好ましく、それはギ酸のギ酸以外のガスへの飽和量が上限となる。例えば、窒素に対しては、20℃で6質量%、30℃で10質量%、60℃で36質量%、80℃で63質量%、108℃で100質量%である。また、液状のギ酸が被処理物に付着すると被処理物の温度はギ酸の沸点である100℃に下がり導体化が進行しにくいため、液状のギ酸が被処理物に付かないようにすることが好ましい。
また、ギ酸を含むガスあるいはギ酸ガスの導入流量が低下すると、反応でギ酸が消費されて実際に被処理物が接するギ酸濃度が低下するため、ある一定流量以上の導入が好ましい。必要な流量は、導入するギ酸の濃度と、処理槽の大きさ、槽内でのガスの流れ方に依存するが、内容積2Lの処理槽に20℃のギ酸飽和窒素を導入した場合には、0.3L/分以上が好ましかった。計算すると処理槽の容積1Lあたり、ギ酸を0.01g/分以上となるよう導入する必要がある。
ギ酸ガス以外のガス成分は、ギ酸と反応しないものであれば特に制約はなく、ギ酸以外のガス成分を含まなくてもよい。
【0022】
(処理条件)
ギ酸ガスによる処理温度は、ギ酸ガス処理により金属銅が析出する温度である120℃以上とし、反応速度の点から140℃以上が好ましい。処理温度の上限は基板の耐熱温度により規定される。一般的には、400℃以下である。
処理圧力は、特に制約は無く、大気圧、減圧、加圧いずれの条件でもよい。
【0023】
(ギ酸除去)
ギ酸ガス処理の終了後、被処理物に付着したギ酸を除去する工程を含んでも良い。ギ酸を除去する工程としては、ギ酸ガスを含まないガスを導入、あるいは減圧しての120℃以上への加熱を用いることができる。
【0024】
<パターニングされた緻密な金属銅膜>
本発明のパターニングされた緻密な金属銅膜は、液状組成物を印刷によりパターニングし、乾燥した後に、ギ酸ガス処理方法により処理して得られることを特徴としている。
前記液状組成物のパターニングに用いる印刷法は液状組成物を任意の場所に付着させられる手法であればよく、このような手法として、インクジェット印刷、スーパーインクジェット印刷、スクリーン印刷、転写印刷、オフセット印刷、ジェットプリンティング法、ディスペンサ、ジェットディスペンサ、ニードルディスペンサ、カンマコータ、スリットコータ、ダイコータ、グラビアコータ、凸版印刷、凹版印刷、グラビア印刷、ソフトリソグラフ、ディップペンリソグラフ、粒子堆積法、スプレーコータ、スピンコータ、ディップコータ、電着塗装を用いることができ、中でも、インクジェット印刷、スーパーインクジェット印刷、スクリーン印刷、転写印刷、オフセット印刷、ジェットプリンティング法、ディスペンサ、ニードルディスペンサ、カンマコータ、スリットコータ、ダイコータ、及びグラビアコータからなる群より選択されるいずれか1種が好ましい。
【0025】
<基板>
本発明の緻密な金属銅膜は、基板上に形成され、当該基板の材料としては、具体的には、ポリイミド、ポリエチレンナフレタート、ポリエーテルスルホン、ポリエチレンテレフタレート、ポリアミドイミド、ポリエーテルエーテルケトン、ポリカーボネート、液晶ポリマー、エポキシ樹脂、フェノール樹脂、シアネートエステル樹脂、繊維強化樹脂、無機粒子充填樹脂、ポリオレフィン、ポリアミド、ポリフェニレンスルフィド、ポリプロピレン、架橋ポリビニル樹脂、ガラス、セラミックス等からなるフィルム、シート、板が挙げられる。
なお、本発明においては、比較的低温での焼結を可能としているため、耐熱性が低い基板を使用することができるなど、使用する基板の制約が少ない。
【0026】
<Cuパターン付基板評価手法>
(Cuパターン付基板の断面観察)
金属Cu膜の断面構造は、断面加工し走査イオン顕微鏡(SIM)、走査電子顕微鏡(SEM)あるいは透過電子顕微鏡(TEM)観察することで確認できる。断面加工方法としては集束イオンビーム(FIB)加工、クロスセクションポリッシャ法(CP)加工が好ましい。断面積に含まれる空孔の面積は、画像を印刷して切り抜き法で質量比として算出する、あるいは、画像処理ソフトにより、空孔部を手で選択して面積比を選択部のドット数を計測する、あるいは断面部の画像に対して閾値を調整して白/黒二値化して白と黒のドット数の比から算出することができる。本発明では、緻密な金属銅膜断面におけるボイドの面積が、5面積%以下であると好ましい。
【実施例】
【0027】
以下、本発明を実施例により具体的に説明するが、本発明はこれに制限されるものではない。
【0028】
(実施例1)
(Cuインク(液状組成物)の調製)
Cuインクは、CuOナノ粒子(平均粒径70nm、シーアイ化成株式会社製)27gをポリ瓶に秤量し、分散媒として4−メチル−1,3−ジオキソラン−2−オン(和光純薬工業株式会社製)を51.1gおよびスルホラン(和光純薬工業株式会社製)を21.9g加え、超音波ホモジナイザー(US−600、株式会社日本精機製作所製)により19.6kHz、600W、振幅数26.5μmで5分間処理した。株式会社トミー精工製高速遠心機Suprema 25(ロータ:NA−8)を使用し2700rpm、5分間遠心分離後、沈殿物を巻き上げないよう注意しながら上液をポリスポイトで回収してCuインクを得た。
【0029】
(Cuインク印刷サンプルの作製)
スライドガラス(MICRO SLIDE GLASS S−1111,松浪硝子工業株式会社製)をUVドライプロセッサ(PL16−110A,センエンジニアリング株式会社製)にて5分間UV−O3照射した。このスライドガラス上に、Cuインクをインクジェット(IJ)印刷装置にて1cm角の面状及び幅80μmのライン状に印刷し、温風乾燥機(セーフティオーブンSPH−201,エスペック株式会社製)にて180℃、30分間乾燥してCuインク印刷サンプルを得た。
【0030】
(ギ酸ガス処理)
洗気瓶にギ酸を入れ窒素をバブリングしてギ酸ガスの発生装置とした。Cuインク印刷サンプルは、オイルバスで加熱した平底のセパラブルフラスコ(内容積2L)の底に厚さ5mmの銅板を敷いた上にセットした。銅板上に置いた、サンプルと同じスライドガラス上に、クロメルアルメル熱電対をセットし処理温度を測定した。このCuインク印刷サンプルをセットしたセパラブルフラスコに窒素を流しながら200℃のオイルバスで加熱し処理温度が一定(175℃)になった後、ギ酸ガスの発生装置で発生させたギ酸ガスを飽和させた窒素ガスを0.3L/min(0.017g/分)このセパラブルフラスコに通じ、銅系粒子堆積層を30分間処理した。処理後、ギ酸ガスを含まない窒素5L/分を15分間流しギ酸を除去した後、セパラブルフラスコを水浴に移し冷却し、サンプルが50℃以下になった後、サンプルを空気中に取り出した。以上のようにして金属銅膜サンプル作製した。
【0031】
(特性評価)
上記で得られた金属銅膜サンプルの断面形状はFIB加工装置(FB−2000A、株式会社日立製作所製)にてトレンチ加工した断面を45°傾斜させて同装置でSIM観察した。当該SIM観察画像を図面代用写真にて図3(A)に示した。当該SIM観察画像において該サンプル膜にボイドの占める面積比を計算したところ、0.7面積%であった。
該サンプル膜の膜厚は前述の断面のSIM像から計測した。体積抵抗率は、四探針法低抵抗率計(ロレスタ−GP、株式会社三菱化学アナリテック製)を用いて測定した表面抵抗に膜厚を乗算して求め、その結果、2.4×10−8Ω・mであった。
【0032】
(実施例2)
スライドガラスの代わりにポリイミドフィルム(カプトン,東レ・デュポン株式会社製)を使用した以外は実施例1と同様のCuインク印刷サンプルを用い、実施例1と同様に(ギ酸ガス処理)して、金属銅膜サンプル作製した。
【0033】
(特性評価)
上記で得られた金属銅膜サンプルの断面形状を図面代用写真にて図3(B)に示した。当該断面SIM観察画像において該サンプル膜にボイドの閉める面積比を計算したところ、0.5面積%であった。体積抵抗率は、2.4×10−8Ω・mであった。
【0034】
(比較例1)
実施例1と同様のCuインク印刷サンプルを用い、ギ酸ガスを含む窒素ガスを0.3L/minと窒素5L/minを混合して、セパラブルフラスコに導入して処理した以外は実施例1と同様に(ギ酸ガス処理)して、金属銅膜サンプル作製した。
【0035】
(特性評価)
上記で得られた金属銅膜サンプルの断面形状を図面代用写真にて図3(C)に示した。当該SIM観察画像において該サンプル膜にボイドの閉める面積比を計算したところ、18面積%であった。体積抵抗率は、1.5×10−7Ω・mであった。
【0036】
(比較例2)
実施例1と同様のCuインク印刷サンプルを用い、ギ酸ガスを含む窒素ガスを0.3L/minと窒素10L/minを混合して、セパラブルフラスコに導入して処理した以外は実施例1と同様に(ギ酸ガス処理)して、金属銅膜サンプル作製した。
【0037】
(特性評価)
上記で得られた金属銅膜サンプルの断面形状を図面代用写真にて図3(D)に示した。当該SIM観察画像において該サンプル膜にボイドの閉める面積比を計算したところ、24面積%であった。四探針法低抵抗率計を用いて測定した表面抵抗は測定上限以上で測定できず導体化処理が不十分であった。
【0038】
以上のように、ギ酸ガスで飽和(濃度8.6質量%)した窒素ガスを希釈せず用いた場合には緻密な銅膜が得られた。一方、ギ酸ガスを希釈して濃度を0.5質量%(比較例1)および0.25質量%(比較例2)に下げた場合には、空隙を含む構造となった。
【0039】
(比較例3)
(銅インク(液状組成物)の調製)
銅インクは、CuOナノ粒子36gと表面自然酸化Cuナノ粒子(BET比表面積8m2/g、日清エンジニアリング株式会社製)4g(CuO粒子:Cu粒子=90:10 質量比)とをポリ瓶に秤量し、固形分40質量%になるようγ−ブチロラクトン(和光純薬工業株式会社製)を加え、密栓後、振り混ぜ、さらに、超音波ホモジナイザー(US−600、株式会社日本精機製作所製)により19.6kHz、600W、5分間処理して調製した。
【0040】
(Cuインク塗布サンプルの作製)
スライドガラス上に前記銅インクを滴下し、ギャップ100μmに調整したベーカーアプリケータ(YBA型、ヨシミツ精機株式会社製)により塗布した。その後、6時間室温(25℃)で静置乾燥した後、140℃に加熱したホットプレート上に置き窒素中30分間乾燥し、銅系粒子堆積層を形成したCuインク塗布サンプルを得た。
【0041】
(ギ酸ガス処理)
洗気瓶にギ酸を入れ窒素をバブリングしながら110℃のオイルバスで加熱してギ酸ガスの発生装置とした。サンプルはオイルバスで加熱した平底のセパラブルフラスコの底に海砂を敷いた上にセットした。このサンプル表面にクロメルアルメル熱電対をセットしサンプル温度を測定した。このサンプルをセットしたセパラブルフラスコに窒素を流しながら200℃のオイルバスで加熱しサンプルの温度が一定(166℃)になった後、ギ酸ガスの発生装置で発生させたギ酸ガスを含む窒素ガスを0.3L/minでこのセパラブルフラスコに通じ、銅系粒子堆積層を20分間処理した。処理後、ギ酸ガスの発生装置をはずし、窒素を流しながらセパラブルフラスコを放冷し、サンプルが50℃以下になった後、サンプルを空気中に取り出した。以上のようにして金属銅膜を作製した。
【0042】
(特性評価)
上記で得られた金属銅膜サンプルの断面形状はFIB加工装置(FB−2000A、株式会社日立製作所製)にてトレンチ加工した断面を45°傾斜させてSEM(XL30、フィリップス社製)観察した。当該断面SIM観察画像を図面代用写真にて図2(A)に示した。体積抵抗率は、3.0×10−7Ω・mであった。
【0043】
(比較例4)
銅インクは、CuOナノ粒子20gと表面自然酸化Cuナノ粒子20g(CuO粒子:Cu粒子=50:50質量比)とをポリ瓶に秤量し、固形分40質量%になるようγ−ブチロラクトン(和光純薬工業株式会社製)を加えた以外は、比較例3と同様に(Cuインク(液状組成物)の調製)、(Cuインク塗布サンプルの作製)、(ギ酸ガス処理)(特性評価)を行った。上記で得られた金属銅膜サンプルの断面SIM観察画像を図面代用写真にて図2(B)に示した。体積抵抗率は5.7×10−7Ω・mであった。
【0044】
以上の実施例1〜2、比較例3〜4の断面を比較すると、CuOナノ粒子のみで構成されたCuインク(実施例1〜2)では緻密な銅膜が得られたが、表面自然酸化Cuナノ粒子(金属銅成分)を10質量%(比較例3)、50質量%(比較例4)用いた場合では、銅膜中に空隙が発生した。特に、表面自然酸化Cuナノ粒子の割合が増すにつれて、基板面の緻密な銅膜は薄くなり、その上にあるスポンジ状の導体層の緻密性も悪化した。これは、Cuインク中の金属銅成分から銅が選択的に析出しスポンジ状の銅層を形成したためである。
【0045】
(実施例3)
(Cuインク(液状組成物)の調製)
実施例1の分散媒として用いた4−メチル−1,3−ジオキソラン−2−オン51.1g及びスルホラン21.9gの代わりに、分散媒としてγ−ブチロラクトン(株式会社ゴードー製)を73g用いた以外は実施例1と同様にしてCuインクを得た。
【0046】
(Cuインク印刷TCTテスト基板)
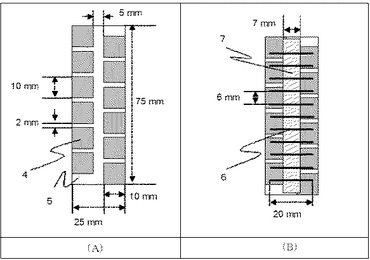
銅箔張りガラスエポキシ基板(E−679F、日立化成工業株式会社製)を用いて、フォトリソグラフィーにより図4(A)の形状の銅箔電極を持つTCT(Thermal Cycle Test;熱サイクル試験)テスト基板(日立化成エレクトロニクス株式会社製)を作製し、この表面に5分間UV−O3照射した後、電極間にガラスエポキシ基板表面に転写された銅箔粗化形状の平坦化を目的に、絶縁インク(日立化成工業株式会社製)をIJ(インクジェット)装置を用いて印刷し、窒素雰囲気下180℃、30分硬化した。そして、5分間UV−O3照射してから、銅箔間を直列につなぐような図4(B)の形状に上記で得られたCuインクによりIJ(インクジェット)装置を用いて印刷した。その後、180℃、30分間ホットプレート上で乾燥した。このテスト基板をギ酸ガスの発生装置を60℃に加熱した以外は実施例1と同様の条件でギ酸ガス処理してCuインクを導体化した。この導体化処理したテスト基板を防錆剤(ラスミンR、共栄社化学株式会社製)の0.1質量%水溶液中に30秒間浸漬し、超純水でリンス後大気中60℃のホットプレート上で30分間乾燥した。防錆処理したテスト基板に、絶縁インクを印刷ピッチ100μmにて3回IJ装置を用いて印刷して厚み2μmの樹脂コートを施し、ホットプレート上で窒素気流下、180℃、30分間加熱して樹脂を硬化して、Cuインク印刷TCTテスト基板を作製した。
【0047】
(TCT)
Cuインク印刷TCTテスト基板を熱衝撃試験機(ウインテックNT1010、エタックエンジニアリング株式会社製)にて、低温側(−55℃、15分)、高温側(125℃、15分)、サイクル数100で試験した。
試験前後の体積抵抗率を、テスター(DC800a、三和電気計器株式会社製)で測定した銅箔端子間の抵抗と、三次元非接触表面形状測定装置(Micromap MM3500、株式会社菱化システム製)で測定したIJ印刷配線の断面積から計算した。体積抵抗率は、TCT前3.0×10−7Ω・m,TCT後5.1×10−7Ω・mであり、TCTにより1.7倍になった。当該断面SIM観察画像を図面代用写真にて図5(A)に示した。
【0048】
(比較例5)
(Cuインク印刷TCTテスト基板)
実施例3と同様のCuインク印刷TCTテスト基板を用い、ギ酸ガスを含む窒素ガスを0.3L/minと窒素10L/minを混合して、セパラブルフラスコ導入して処理した以外は比較例2と同様の条件で処理し、その後は実施例3と同様に防錆処理と樹脂コートを行ってCuインク印刷TCTテスト基板を作製した。
(TCT)
TCTの条件は実施例3と同様とした。体積抵抗率は、TCT前2.3×10−7Ω・m、TCT後9.0×10−7Ω・mであり、TCTにより4倍になった。当該断面SIM観察画像を図面代用写真にて図5(B)に示した。
【0049】
(比較例6)
(Cuインク印刷TCTテスト基板)
実施例3と同様のCuインク印刷TCTテスト基板を用い、ホットワイヤ法原子状水素処理装置(株式会社ユニバーサルシステムズ)にて、ホットワイヤ投入電力500W、タングステンワイヤー温度1500℃、水素流量50sccm、ステージ温度(基板保持部の温度)40℃の条件で30分間処理を行い、タングステンワイヤーへの通電と水素を止めて10分間冷却した後常圧に戻してCuインク印刷TCTテスト基板を作製した。
(TCT)
TCTの条件は実施例3と同様とした。体積抵抗率は、TCT前9.1×10−7Ω・m、TCT後3.0×10−2Ω・mであり、TCTにより33000倍になった。当該断面SIM観察画像を図面代用写真にて図5(C)に示した。
【符号の説明】
【0050】
1:FIB加工保護層(タングステン)
2:ギ酸ガス処理されたCuインク層
3:スライドガラス、ポリイミドフィルム(基板)
4:パターニングされた銅箔の電極
5:ガラスエポキシ基板
6:CuインクのIJ印刷配線
8:IJ印刷された絶縁インク
【技術分野】
【0001】
本発明は、ギ酸ガス処理により得られる緻密な金属銅膜の製造方法及びそれに用いる液状組成物、そして緻密な金属銅膜の製造方法により得られる緻密な金属銅膜、導体配線、熱伝導路、接合材に関する。
【背景技術】
【0002】
金属銅は高い電気伝導性と熱伝導性を有し、導体配線材料、熱伝達材料、熱交換材料、放熱材料として広く用いられている。
一方、インクジェット、ジェットディスペンサ、ニードルディスペンサ、ディスペンサ、有版印刷はフォトレジスト工程を用いることなく任意の形状に液状の材料を塗布して形成できるため、オンデマンド生産、省力化、省材料化、低コスト化の点から注目されている。特に、非接触で成形可能なインクジェット、ジェットディスペンサでは、段差や曲面、小面積への印刷が可能であり、有版印刷では不可能なパターン形成が可能である。
【0003】
このような印刷により金属銅パターンを形成する印刷インクとしては、金属銅ナノ粒子(例えば、特許文献1参照)の分散液や金属錯体(例えば、特許文献2参照)の溶液あるいは分散液が提案されている。しかし、銅は室温(25℃)で酸化状態が安定であり必ず酸化状態の銅原子を含むため、金属銅として導体、導熱性を発現するには酸化状態の銅原子を還元し、さらに金属銅の連続体とする必要がある。
【0004】
また、金属銅ナノ粒子を用いた印刷インクでは、使用前に分散剤を含む場合には分散剤の除去を行った上(例えば、特許文献3参照)で、銅酸化物を還元し金属銅粒子同士を焼結・融合して連続体にする必要がある。このような分散剤の除去及び/又は還元焼結手法としては、(a)RFプラズマ(例えば、特許文献4参照)やホットワイヤ法(例えば、特許文献5参照)により水素を活性化して用いる、(b)水素雰囲気でのキセノンフラッシュ照射、(c)3価以上の多価アルコールと加熱する(例えば、特許文献6参照)、(d)水素ガス中での加熱(特許文献7)、等が挙げられる。
しかし、このような印刷インクと還元焼結手法の組み合わせでは、低接着性や処理印刷層の剥離、高体積抵抗率、深部還元性、脆弱性に問題があり、印刷インクを導体配線材料、熱伝達材料、熱交換材料、放熱材料に適用できなかった。
【0005】
低接着性および処理印刷層の剥離、高体積抵抗率の原因は、印刷インク中の金属元素含有粒子を還元加熱して焼結して、粒子間をつなぎ合わせた多孔質な焼結体であるためである。金属の融点よりはるかに低い温度での金属ナノ粒子の焼結では、粉体粒子の持つ大きな表面エネルギーと外部より加えられるエネルギーを駆動力として表面積を縮小するように粒子内で金属原子が移動し、粒子間の接合・融着が進行する(例えば、非特許文献1参照)。しかし、ある程度粒子間の接合・融着が進行し比表面積が縮小すると、融着の進行は減速・停止する。すなわち,通常の焼結・融着機構に従えば、金属銅粒子を300℃以下で焼結体するとスポンジ状となる(図1(非特許文献1より抜粋))。
200℃以下の導体化処理では、同様のスポンジ状の導体層が原因となり、体積抵抗率がバルクの2倍以上になり、また、脆いことから容易に断線し接続信頼性が保てないことが問題となる。
【0006】
一方、還元手法として、ギ酸ガスを用いた還元手法が知られている。ギ酸ガスを用いた還元手法としてギ酸リフロー炉が、銅およびハンダ表面の酸化皮膜の除去に効果があることが報告されている(例えば、特許文献8参照)。また、このギ酸の還元力を導体インクの導体化手法として適用する手法が近年、報告されている(例えば、特許文献9、10、11参照)。しかし、これらの手法ではギ酸を単なる還元剤として適用しており、緻密な銅膜を得るには至っていない。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特許第4155821号公報
【特許文献2】特開2004−162110号公報
【特許文献3】特開2009−290112号公報
【特許文献4】特開2004−119686号公報
【特許文献5】国際公開第2009/054343号パンフレット
【特許文献6】特開2007−87735号公報
【特許文献7】特開2008−146991号公報
【特許文献8】特許第3373499号公報
【特許文献9】韓国特許第100867952号公報
【特許文献10】特開2009−252685号公報
【特許文献11】特開2010−59535号公報
【非特許文献】
【0008】
【非特許文献1】技術情報協会セミナー「銅ナノ粒子インキ・ペーストによるインクジェット微細配線形成技術」資料27頁
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明者らの検討によると、ギ酸処理において金属銅粒子の堆積層を処理すると前述のスポンジ状の導体層が生成する。また、銅酸化物粒子の堆積層を処理すると、基板面に緻密化が進行するが完全に緻密な金属銅層にはならず結晶粒の間に空隙を多く含む銅膜となる(図2)。以上のような、金属銅層内の空隙を解消すれば、体積抵抗率の低下のみならず、金属銅層の脆さも解消されることになり高い接続信頼性が得られ有用である。
本発明は、以上の従来の問題点に鑑みなされたものであり、以下の目的を達成することを課題とする。すなわち、銅酸化物からなる粒子を主成分とする液状組成物の印刷パターンをギ酸により処理し、空隙のほとんどない緻密な金属銅膜を提供することである。
【課題を解決するための手段】
【0010】
本発明者等は、銅酸化物粒子のギ酸ガス処理が、昇華性のギ酸銅を経由して進行することを指摘している(特願2009−215003号)。酸化銅はギ酸と反応しギ酸銅が生成し、ギ酸銅はその昇華性によりガス状となり拡散し、ギ酸銅の熱分解により金属銅が生成する。この際、ギ酸銅がガス状を経ることで元の粒子形状とはまったく異なる形状の金属銅層が生成可能である。また、このとき、ガス状のギ酸銅から金属銅に分解・生成する際には、金属銅のような金属質の表面が触媒として働き、その表面上に選択的に金属銅が析出することも同出願内で明らかにしている。
本発明者等の検討の結果、本発明者等は、銅酸化物からなる液状組成物を用いて銅酸化物粒子堆積層を形成し、ギ酸ガス処理時のギ酸濃度を高く保つことが空隙のほとんどない緻密な金属銅膜を形成するのに有効であることを見出した。
まず、金属銅を含む銅酸化物粒子堆積層では、金属銅成分から銅が選択的に析出し、スポンジ状の導体層となり緻密化は進行しなかった(図2(B))。次に、金属銅を含まない銅酸化物粒子堆積層をギ酸ガスで処理した場合であるが、熱揺らぎによりギ酸銅が分解して生じた金属銅を核としてその表面に銅が析出成長する。特に、基板のような異物との界面では、金属銅の核が生じやすいため、基板面に緻密な銅膜が、その上の大きな結晶粒子と空隙を含んだ構造が共に見られた(図2(A))。これは、基板面で発生した銅の核からの成長と、銅酸化物粒子堆積層内部からの金属銅の核の発生・成長が並行して生じた結果である。そこで、ギ酸の供給量を上げる、すなわちギ酸濃度の増加とギ酸を含むガス流量の増加により、銅の析出・成長速度が高まり、基板との界面で生じた金属銅の核から選択的に銅が成長して、銅の緻密層が形成された(図3(A))。このとき、銅酸化物粒子堆積層内部からの金属銅の核の発生が同時に発生していると推定されるが、相対的に基板面で発生した銅の核発生速度とそこからの成長速度が大きくなり緻密層が形成されたと考えられる。
【0011】
すなわち、前記の空隙のほとんどない緻密な金属銅膜を形成する課題を解決する本発明は以下の通りである。
(1)基板上に、銅酸化物粒子を含む液状組成物を成形し、ギ酸ガスを濃度8質量%以上含むガスを、ギ酸供給量が処理槽の容積1Lあたり、0.01g/分以上となるように供給しながら、120℃以上に加熱して処理することを特徴とする緻密な金属銅膜の製造方法。
(2)上記の加熱方法が、基板下方から伝熱させることを特徴とする上記(1)に記載の緻密な金属銅膜の製造方法。
(3) 上記の銅酸化物粒子を含む液状組成物の成形が、インクジェット印刷、スーパーインクジェット印刷、スクリーン印刷、転写印刷、オフセット印刷、ジェットプリンティング法、ディスペンサ、ニードルディスペンサ、カンマコータ、スリットコータ、ダイコータ、及びグラビアコータからなる群より選択されるいずれか1種以上であることを特徴とする上記(1)または(2)に記載の緻密な金属銅膜の製造方法。
(4)基板上に成形した後、ギ酸ガスを濃度8質量%以上含むガスを、ギ酸供給量が処理槽の容積1Lあたり、0.01g/分以上となるように供給しながら処理し、緻密な金属銅膜を製造するための銅酸化物粒子と溶剤を含む液状組成物。
(5)前記液状組成物に含まれる銅酸化物粒子は、銅化合物の90質量より多くの銅酸化物粒子と、25℃における蒸気圧が1.34×103Pa未満である溶剤とを共に含むことを特徴とする上記(4)に記載の液状組成物。
(6)前記の銅酸化物が酸化第一銅、酸化第二銅であることを特徴とする上記(4)または(5)に記載の液状組成物。
(7)上記(1)ないし(3)のいずれかに記載の緻密な金属銅膜の製造方法により得られる緻密な金属銅膜。
(8)前記緻密な金属銅膜の断面におけるボイドの面積が5面積%以下であり、体積抵抗率が4.5×10−8Ω・m以下であることを特徴とする上記(7)に記載の緻密な金属銅膜。
(9)上記(1)ないし(3)のいずれかに記載の緻密な金属銅膜の製造方法により得られた金属銅パターンを用いた導体配線。
(10)上記(1)ないし(3)のいずれかに記載の緻密な金属銅膜の製造方法により得られた金属銅パターンを用いた熱伝導路。
(11)上記(1)ないし(3)のいずれかに記載の緻密な金属銅膜の製造方法により得られた金属銅パターンを用いた接合材。
【発明の効果】
【0012】
本発明によれば、印刷によりパターニングされた液状組成物を比較的低温でほとんど空隙を含まない緻密な金属銅膜にすることができる。
このようにして得られた緻密な金属銅膜は、空隙のような欠陥が少ないため、バルクの銅と同等程度の体積抵抗率が低く、熱伝導率が高い金属銅膜が得られるだけでなく、熱応力や曲げのようなストレスのかかる部分の信頼性や接合力を高めることができ、基板への密着に関しても金属銅膜内部の脆弱層からの破壊による剥離を減らすことができる。配線に使用した場合には、実施例3で示したように接続信頼性の向上が達成できた。このような特徴から、印刷成形した緻密な金属銅膜を導体配線材料、熱伝達材料、熱交換材料、放熱材料、接合材料に適用することが可能となる。
【図面の簡単な説明】
【0013】
【図1】平均粒径200nmのCu粒子塗布物の焼結物の走査型電子顕微鏡(SEM)写真(非特許文献1より抜粋)
【図2】ギ酸ガス処理したCuおよびCuOナノ粒子混合層の集束イオンビーム(FIB)加工した断面SEM写真(傾斜角度45°)
【図3】(A)実施例1で用いたギ酸ガス処理したCuインク印刷層のFIB加工した断面走査イオン顕微鏡像(SIM像)(傾斜角度45°)、(B)実施例2で用いたギ酸ガス処理したCuインク印刷層のFIB加工した断面SIM像(傾斜角度45°)、(C)比較例1で用いたギ酸ガス処理したCuインク印刷層のFIB加工した断面SIM像(傾斜角度45°)、(D)比較例2で用いたギ酸ガス処理したCuインク印刷層のFIB加工した断面SIM像(傾斜角度45°)
【図4】接続信頼性評価基板およびCuインク印刷済み基板の構造諸元
【図5】(A)実施例3で用いたギ酸ガス処理したCuインク印刷層のFIB加工した断面SIM像(傾斜角度45°)、(B)比較例5で用いたギ酸ガス処理したCuインク印刷層のFIB加工した断面SIM像(傾斜角度45°)、(C)比較例6で用いたHW(ホットワイヤ)法原子状水素処理したCuインク印刷層のFIB加工した断面SIM像(傾斜角度45°)
【発明を実施するための形態】
【0014】
本発明は、基板上に、銅酸化物粒子を含む液状組成物を成形し、ギ酸ガスを濃度8質量%以上含むガスを、ギ酸供給量が処理槽の容積1Lあたり、0.01g/分以上となるように供給しながら、120℃以上に加熱して処理することを特徴とする緻密な金属銅膜の製造方法である。
好ましくは、銅酸化物を90質量%以上含む粒子と、25℃における蒸気圧が1.34×103Pa未満である溶剤とを共に含むCuインクを基板上に成形した銅酸化物粒子堆積層を120℃以上に加熱し、ギ酸ガスを濃度8質量%以上含むガスを、ギ酸供給量が処理槽の容積1Lあたり、0.01g/分以上となるように供給しながら処理することにより、緻密な金属銅膜を得ることを特徴としている。
以下に本発明で用いる液状組成物そしてそれを用いた緻密な金属銅膜の製造方法、およびそれにより得られる緻密な金属銅膜とそれを用いた導体配線、バンプ、熱伝導路、接合材について、それぞれを交えて説明する。
【0015】
<液状組成物>
本発明で用いる液状組成物は、銅酸化物粒子と、溶剤とを含むものである。好ましくは、銅酸化物質量に対し、0.001質量%以上、0.1質量%以下の有機酸あるいは有機酸銅と、25℃における蒸気圧が1.34×103Pa未満である溶剤とを含む。
なお、インクジェット印刷用の液状組成物では、平均分散粒径が500nm以下、かつ、最大分散粒径が2μm以下となるように分散している必要がある。
【0016】
(銅酸化物粒子)
銅酸化物成分は、酸化第一銅及び/又は酸化第二銅が挙げられる。本発明において使用される銅酸化物粒子は、一次粒子の数平均粒子径が1〜1,000nmであることが好ましく、1〜500nmであることがより好ましく、10〜100nmであることがさらに好ましい。例えば、シーアイ化成株式会社製の気相蒸発法により作製された酸化銅ナノ粒子や日清エンジニアリング株式会社製のプラズマ炎法により合成された酸化銅ナノ粒子のような市販品として入手可能なものを用いてもよい。
【0017】
分散は、超音波分散機、ビーズミルなどのメディア分散機、ホモミキサーやシルバーソン攪拌機などのキャビテーション攪拌装置、アルテマイザーなどの対向衝突法、クレアSS5(エム・テクニック株式会社製)などの超薄膜高速回転式分散機、自転公転式ミキサなどを用いて行うことができる。
【0018】
(溶剤)
溶剤としては、25℃における蒸気圧が1.34×103Pa未満、好ましくは、1.0×103Pa・s未満である溶剤を用いる。
このような溶剤としては、例えば以下に示すものが挙げられる。すなわち、ノナン、デカン、ドデカン、テトラデカン等の脂肪族炭化水素系溶媒;エチルベンゼン、アニソール、メシチレン、ナフタレン、シクロヘキシルベンゼン、ジエチルベンゼン、フェニルアセトニトリル、フェニルシクロヘキサン、ベンゾニトリル、メシチレン等の芳香族炭化水素系溶媒;酢酸イソブチル、プロピオン酸メチル、プロピオン酸エチル、γ−ブチロラクトン、グリコールスルファイト、乳酸エチル等のエステル系溶媒;1−ブタノール、シクロヘキサノール、α−テルピネオール、グリセリンなどのアルコ−ル系溶媒;シクロヘキサノン、2−ヘキサノン、2−ヘプタノン、2−オクタノン、1,3−ジオキソラン−2−オン、1,5,5−トリメチルシクロヘキセン−3−オン等のケトン系溶媒;ジエチレングリコールエチルエーテル、ジエチレングリコールジエチルエーテル、プロピレングリコールモノメチルエーテル、プロピレングリコールモノエチルエーテル、プロピレングリコールモノプロピルエーテル、プロピレングリコールモノブチルエーテル、プロピレングリコールモノメチルエーテルアセテート、ジエチレングリコールエチルエーテルアセテート、ジエチレングリコールプロピルエーテルアセテート、ジエチレングリコールイソプロピルエーテルアセテート、ジエチレングリコールブチルエーテルアセテート、ジエチレングリコール−t−ブチルエーテルアセテート、トリエチレングリコールメチルエーテルアセテート、トリエチレングリコールエチルエーテルアセテート、トリエチレングリコールプロピルエーテルアセテート、トリエチレングリコールイソプロピルエーテルアセテート、トリエチレングリコールブチルエーテルアセテート、トリエチレングリコール−t−ブチルエーテルアセテート、ジプロピレングリコールジメチルエーテル、ジプロピレングリコールモノブチルエーテル等のアルキレングリコール系溶媒;ジヘキシルエーテル、ブチルフェニルエーテル、ペンチルフェニルエーテル、メトキシトルエン、ベンジルエチルエーテル等のエーテル系溶媒;プロピレンカーボネート、エチレンカーボネート等のカーボネート系溶媒;N,N−ジメチルホルムアミド、N,N-ジメチルアセトアミド、N−メチルピロリドンなどのアミド系溶媒、マロノニトリルなどのニトリル系溶媒が例示できる。中でも、γ−ブチロラクトン、N−メチルピロリドン、グリコールスルファイト、プロピレンカーボネートが好ましい。これらの溶媒は、1種を単独で又は2種以上を組み合わせて使用することができる。
【0019】
また、本発明のインクジェット印刷用の液状組成物においては、その平均分散粒径が500nm以下、かつ、最大分散粒径が2μm以下となるように分散することが好ましい。平均分散粒径が500nmを超えると、印刷性や抵抗の発現安定性が十分でなくなる。例えば、インクジェット印刷法で吐出する際に、インクジェットヘッドノズルの目詰まり等が発生し、安定して印刷することができなくなる。また、オフセット印刷法などに液状組成物を使用したときに、印刷物にかすれ等が発生する。印刷性や抵抗の発現安定性をより改善するため、該粒子の平均分散粒径は300nm以下であることが好ましい。この平均分散粒径は小さいことが好ましいが、通常その下限は5nm程度である。さらに、同様の観点から、該粒子の最大分散粒径は2μm以下であることが好ましく、1μm以下であることがより好ましい。
ここで、平均分散粒径及び最大分散粒径は、粒子のブラウン運動による動的光散乱法に基づいて、光子相関法により測定される。平均分散粒径及び最大分散粒径の測定は、例えば、ベックマンコールタ社製「サブミクロン粒子アナライザーN5型」(商品名)を用いて行うことができる。
【0020】
本発明のインクジェット印刷用の液状組成物は、25℃における動的粘度が5mPa・s以上であり、100mPa・s以下であることが好ましく、50mPa・s以下であることがより好ましい。5mPa・s未満であると,インクジェットノズルからの吐出時に霧状に吐出したり、基板に着液後に流動して印字形状を保てなくなったりする。また、100mPa・sを超えると吐出が不可能となる。なお、「25℃における動的粘度」とは、別言すると、測定温度25℃、せん断速度10/secでのせん断粘度である。
【0021】
<ギ酸ガス処理>
(ギ酸)
処理ガスとしてはギ酸を用いることができる。液状のギ酸にギ酸以外のガスを通じギ酸で飽和した後、あるいは、液状のギ酸を沸点である100.75℃以上に加熱、あるいは減圧してガス状にした後、被処理物に導くことが好ましい。ギ酸ガスの濃度は、銅酸化物粒子堆積層の緻密化の観点から高濃度の状態で導入することが好ましく、それはギ酸のギ酸以外のガスへの飽和量が上限となる。例えば、窒素に対しては、20℃で6質量%、30℃で10質量%、60℃で36質量%、80℃で63質量%、108℃で100質量%である。また、液状のギ酸が被処理物に付着すると被処理物の温度はギ酸の沸点である100℃に下がり導体化が進行しにくいため、液状のギ酸が被処理物に付かないようにすることが好ましい。
また、ギ酸を含むガスあるいはギ酸ガスの導入流量が低下すると、反応でギ酸が消費されて実際に被処理物が接するギ酸濃度が低下するため、ある一定流量以上の導入が好ましい。必要な流量は、導入するギ酸の濃度と、処理槽の大きさ、槽内でのガスの流れ方に依存するが、内容積2Lの処理槽に20℃のギ酸飽和窒素を導入した場合には、0.3L/分以上が好ましかった。計算すると処理槽の容積1Lあたり、ギ酸を0.01g/分以上となるよう導入する必要がある。
ギ酸ガス以外のガス成分は、ギ酸と反応しないものであれば特に制約はなく、ギ酸以外のガス成分を含まなくてもよい。
【0022】
(処理条件)
ギ酸ガスによる処理温度は、ギ酸ガス処理により金属銅が析出する温度である120℃以上とし、反応速度の点から140℃以上が好ましい。処理温度の上限は基板の耐熱温度により規定される。一般的には、400℃以下である。
処理圧力は、特に制約は無く、大気圧、減圧、加圧いずれの条件でもよい。
【0023】
(ギ酸除去)
ギ酸ガス処理の終了後、被処理物に付着したギ酸を除去する工程を含んでも良い。ギ酸を除去する工程としては、ギ酸ガスを含まないガスを導入、あるいは減圧しての120℃以上への加熱を用いることができる。
【0024】
<パターニングされた緻密な金属銅膜>
本発明のパターニングされた緻密な金属銅膜は、液状組成物を印刷によりパターニングし、乾燥した後に、ギ酸ガス処理方法により処理して得られることを特徴としている。
前記液状組成物のパターニングに用いる印刷法は液状組成物を任意の場所に付着させられる手法であればよく、このような手法として、インクジェット印刷、スーパーインクジェット印刷、スクリーン印刷、転写印刷、オフセット印刷、ジェットプリンティング法、ディスペンサ、ジェットディスペンサ、ニードルディスペンサ、カンマコータ、スリットコータ、ダイコータ、グラビアコータ、凸版印刷、凹版印刷、グラビア印刷、ソフトリソグラフ、ディップペンリソグラフ、粒子堆積法、スプレーコータ、スピンコータ、ディップコータ、電着塗装を用いることができ、中でも、インクジェット印刷、スーパーインクジェット印刷、スクリーン印刷、転写印刷、オフセット印刷、ジェットプリンティング法、ディスペンサ、ニードルディスペンサ、カンマコータ、スリットコータ、ダイコータ、及びグラビアコータからなる群より選択されるいずれか1種が好ましい。
【0025】
<基板>
本発明の緻密な金属銅膜は、基板上に形成され、当該基板の材料としては、具体的には、ポリイミド、ポリエチレンナフレタート、ポリエーテルスルホン、ポリエチレンテレフタレート、ポリアミドイミド、ポリエーテルエーテルケトン、ポリカーボネート、液晶ポリマー、エポキシ樹脂、フェノール樹脂、シアネートエステル樹脂、繊維強化樹脂、無機粒子充填樹脂、ポリオレフィン、ポリアミド、ポリフェニレンスルフィド、ポリプロピレン、架橋ポリビニル樹脂、ガラス、セラミックス等からなるフィルム、シート、板が挙げられる。
なお、本発明においては、比較的低温での焼結を可能としているため、耐熱性が低い基板を使用することができるなど、使用する基板の制約が少ない。
【0026】
<Cuパターン付基板評価手法>
(Cuパターン付基板の断面観察)
金属Cu膜の断面構造は、断面加工し走査イオン顕微鏡(SIM)、走査電子顕微鏡(SEM)あるいは透過電子顕微鏡(TEM)観察することで確認できる。断面加工方法としては集束イオンビーム(FIB)加工、クロスセクションポリッシャ法(CP)加工が好ましい。断面積に含まれる空孔の面積は、画像を印刷して切り抜き法で質量比として算出する、あるいは、画像処理ソフトにより、空孔部を手で選択して面積比を選択部のドット数を計測する、あるいは断面部の画像に対して閾値を調整して白/黒二値化して白と黒のドット数の比から算出することができる。本発明では、緻密な金属銅膜断面におけるボイドの面積が、5面積%以下であると好ましい。
【実施例】
【0027】
以下、本発明を実施例により具体的に説明するが、本発明はこれに制限されるものではない。
【0028】
(実施例1)
(Cuインク(液状組成物)の調製)
Cuインクは、CuOナノ粒子(平均粒径70nm、シーアイ化成株式会社製)27gをポリ瓶に秤量し、分散媒として4−メチル−1,3−ジオキソラン−2−オン(和光純薬工業株式会社製)を51.1gおよびスルホラン(和光純薬工業株式会社製)を21.9g加え、超音波ホモジナイザー(US−600、株式会社日本精機製作所製)により19.6kHz、600W、振幅数26.5μmで5分間処理した。株式会社トミー精工製高速遠心機Suprema 25(ロータ:NA−8)を使用し2700rpm、5分間遠心分離後、沈殿物を巻き上げないよう注意しながら上液をポリスポイトで回収してCuインクを得た。
【0029】
(Cuインク印刷サンプルの作製)
スライドガラス(MICRO SLIDE GLASS S−1111,松浪硝子工業株式会社製)をUVドライプロセッサ(PL16−110A,センエンジニアリング株式会社製)にて5分間UV−O3照射した。このスライドガラス上に、Cuインクをインクジェット(IJ)印刷装置にて1cm角の面状及び幅80μmのライン状に印刷し、温風乾燥機(セーフティオーブンSPH−201,エスペック株式会社製)にて180℃、30分間乾燥してCuインク印刷サンプルを得た。
【0030】
(ギ酸ガス処理)
洗気瓶にギ酸を入れ窒素をバブリングしてギ酸ガスの発生装置とした。Cuインク印刷サンプルは、オイルバスで加熱した平底のセパラブルフラスコ(内容積2L)の底に厚さ5mmの銅板を敷いた上にセットした。銅板上に置いた、サンプルと同じスライドガラス上に、クロメルアルメル熱電対をセットし処理温度を測定した。このCuインク印刷サンプルをセットしたセパラブルフラスコに窒素を流しながら200℃のオイルバスで加熱し処理温度が一定(175℃)になった後、ギ酸ガスの発生装置で発生させたギ酸ガスを飽和させた窒素ガスを0.3L/min(0.017g/分)このセパラブルフラスコに通じ、銅系粒子堆積層を30分間処理した。処理後、ギ酸ガスを含まない窒素5L/分を15分間流しギ酸を除去した後、セパラブルフラスコを水浴に移し冷却し、サンプルが50℃以下になった後、サンプルを空気中に取り出した。以上のようにして金属銅膜サンプル作製した。
【0031】
(特性評価)
上記で得られた金属銅膜サンプルの断面形状はFIB加工装置(FB−2000A、株式会社日立製作所製)にてトレンチ加工した断面を45°傾斜させて同装置でSIM観察した。当該SIM観察画像を図面代用写真にて図3(A)に示した。当該SIM観察画像において該サンプル膜にボイドの占める面積比を計算したところ、0.7面積%であった。
該サンプル膜の膜厚は前述の断面のSIM像から計測した。体積抵抗率は、四探針法低抵抗率計(ロレスタ−GP、株式会社三菱化学アナリテック製)を用いて測定した表面抵抗に膜厚を乗算して求め、その結果、2.4×10−8Ω・mであった。
【0032】
(実施例2)
スライドガラスの代わりにポリイミドフィルム(カプトン,東レ・デュポン株式会社製)を使用した以外は実施例1と同様のCuインク印刷サンプルを用い、実施例1と同様に(ギ酸ガス処理)して、金属銅膜サンプル作製した。
【0033】
(特性評価)
上記で得られた金属銅膜サンプルの断面形状を図面代用写真にて図3(B)に示した。当該断面SIM観察画像において該サンプル膜にボイドの閉める面積比を計算したところ、0.5面積%であった。体積抵抗率は、2.4×10−8Ω・mであった。
【0034】
(比較例1)
実施例1と同様のCuインク印刷サンプルを用い、ギ酸ガスを含む窒素ガスを0.3L/minと窒素5L/minを混合して、セパラブルフラスコに導入して処理した以外は実施例1と同様に(ギ酸ガス処理)して、金属銅膜サンプル作製した。
【0035】
(特性評価)
上記で得られた金属銅膜サンプルの断面形状を図面代用写真にて図3(C)に示した。当該SIM観察画像において該サンプル膜にボイドの閉める面積比を計算したところ、18面積%であった。体積抵抗率は、1.5×10−7Ω・mであった。
【0036】
(比較例2)
実施例1と同様のCuインク印刷サンプルを用い、ギ酸ガスを含む窒素ガスを0.3L/minと窒素10L/minを混合して、セパラブルフラスコに導入して処理した以外は実施例1と同様に(ギ酸ガス処理)して、金属銅膜サンプル作製した。
【0037】
(特性評価)
上記で得られた金属銅膜サンプルの断面形状を図面代用写真にて図3(D)に示した。当該SIM観察画像において該サンプル膜にボイドの閉める面積比を計算したところ、24面積%であった。四探針法低抵抗率計を用いて測定した表面抵抗は測定上限以上で測定できず導体化処理が不十分であった。
【0038】
以上のように、ギ酸ガスで飽和(濃度8.6質量%)した窒素ガスを希釈せず用いた場合には緻密な銅膜が得られた。一方、ギ酸ガスを希釈して濃度を0.5質量%(比較例1)および0.25質量%(比較例2)に下げた場合には、空隙を含む構造となった。
【0039】
(比較例3)
(銅インク(液状組成物)の調製)
銅インクは、CuOナノ粒子36gと表面自然酸化Cuナノ粒子(BET比表面積8m2/g、日清エンジニアリング株式会社製)4g(CuO粒子:Cu粒子=90:10 質量比)とをポリ瓶に秤量し、固形分40質量%になるようγ−ブチロラクトン(和光純薬工業株式会社製)を加え、密栓後、振り混ぜ、さらに、超音波ホモジナイザー(US−600、株式会社日本精機製作所製)により19.6kHz、600W、5分間処理して調製した。
【0040】
(Cuインク塗布サンプルの作製)
スライドガラス上に前記銅インクを滴下し、ギャップ100μmに調整したベーカーアプリケータ(YBA型、ヨシミツ精機株式会社製)により塗布した。その後、6時間室温(25℃)で静置乾燥した後、140℃に加熱したホットプレート上に置き窒素中30分間乾燥し、銅系粒子堆積層を形成したCuインク塗布サンプルを得た。
【0041】
(ギ酸ガス処理)
洗気瓶にギ酸を入れ窒素をバブリングしながら110℃のオイルバスで加熱してギ酸ガスの発生装置とした。サンプルはオイルバスで加熱した平底のセパラブルフラスコの底に海砂を敷いた上にセットした。このサンプル表面にクロメルアルメル熱電対をセットしサンプル温度を測定した。このサンプルをセットしたセパラブルフラスコに窒素を流しながら200℃のオイルバスで加熱しサンプルの温度が一定(166℃)になった後、ギ酸ガスの発生装置で発生させたギ酸ガスを含む窒素ガスを0.3L/minでこのセパラブルフラスコに通じ、銅系粒子堆積層を20分間処理した。処理後、ギ酸ガスの発生装置をはずし、窒素を流しながらセパラブルフラスコを放冷し、サンプルが50℃以下になった後、サンプルを空気中に取り出した。以上のようにして金属銅膜を作製した。
【0042】
(特性評価)
上記で得られた金属銅膜サンプルの断面形状はFIB加工装置(FB−2000A、株式会社日立製作所製)にてトレンチ加工した断面を45°傾斜させてSEM(XL30、フィリップス社製)観察した。当該断面SIM観察画像を図面代用写真にて図2(A)に示した。体積抵抗率は、3.0×10−7Ω・mであった。
【0043】
(比較例4)
銅インクは、CuOナノ粒子20gと表面自然酸化Cuナノ粒子20g(CuO粒子:Cu粒子=50:50質量比)とをポリ瓶に秤量し、固形分40質量%になるようγ−ブチロラクトン(和光純薬工業株式会社製)を加えた以外は、比較例3と同様に(Cuインク(液状組成物)の調製)、(Cuインク塗布サンプルの作製)、(ギ酸ガス処理)(特性評価)を行った。上記で得られた金属銅膜サンプルの断面SIM観察画像を図面代用写真にて図2(B)に示した。体積抵抗率は5.7×10−7Ω・mであった。
【0044】
以上の実施例1〜2、比較例3〜4の断面を比較すると、CuOナノ粒子のみで構成されたCuインク(実施例1〜2)では緻密な銅膜が得られたが、表面自然酸化Cuナノ粒子(金属銅成分)を10質量%(比較例3)、50質量%(比較例4)用いた場合では、銅膜中に空隙が発生した。特に、表面自然酸化Cuナノ粒子の割合が増すにつれて、基板面の緻密な銅膜は薄くなり、その上にあるスポンジ状の導体層の緻密性も悪化した。これは、Cuインク中の金属銅成分から銅が選択的に析出しスポンジ状の銅層を形成したためである。
【0045】
(実施例3)
(Cuインク(液状組成物)の調製)
実施例1の分散媒として用いた4−メチル−1,3−ジオキソラン−2−オン51.1g及びスルホラン21.9gの代わりに、分散媒としてγ−ブチロラクトン(株式会社ゴードー製)を73g用いた以外は実施例1と同様にしてCuインクを得た。
【0046】
(Cuインク印刷TCTテスト基板)
銅箔張りガラスエポキシ基板(E−679F、日立化成工業株式会社製)を用いて、フォトリソグラフィーにより図4(A)の形状の銅箔電極を持つTCT(Thermal Cycle Test;熱サイクル試験)テスト基板(日立化成エレクトロニクス株式会社製)を作製し、この表面に5分間UV−O3照射した後、電極間にガラスエポキシ基板表面に転写された銅箔粗化形状の平坦化を目的に、絶縁インク(日立化成工業株式会社製)をIJ(インクジェット)装置を用いて印刷し、窒素雰囲気下180℃、30分硬化した。そして、5分間UV−O3照射してから、銅箔間を直列につなぐような図4(B)の形状に上記で得られたCuインクによりIJ(インクジェット)装置を用いて印刷した。その後、180℃、30分間ホットプレート上で乾燥した。このテスト基板をギ酸ガスの発生装置を60℃に加熱した以外は実施例1と同様の条件でギ酸ガス処理してCuインクを導体化した。この導体化処理したテスト基板を防錆剤(ラスミンR、共栄社化学株式会社製)の0.1質量%水溶液中に30秒間浸漬し、超純水でリンス後大気中60℃のホットプレート上で30分間乾燥した。防錆処理したテスト基板に、絶縁インクを印刷ピッチ100μmにて3回IJ装置を用いて印刷して厚み2μmの樹脂コートを施し、ホットプレート上で窒素気流下、180℃、30分間加熱して樹脂を硬化して、Cuインク印刷TCTテスト基板を作製した。
【0047】
(TCT)
Cuインク印刷TCTテスト基板を熱衝撃試験機(ウインテックNT1010、エタックエンジニアリング株式会社製)にて、低温側(−55℃、15分)、高温側(125℃、15分)、サイクル数100で試験した。
試験前後の体積抵抗率を、テスター(DC800a、三和電気計器株式会社製)で測定した銅箔端子間の抵抗と、三次元非接触表面形状測定装置(Micromap MM3500、株式会社菱化システム製)で測定したIJ印刷配線の断面積から計算した。体積抵抗率は、TCT前3.0×10−7Ω・m,TCT後5.1×10−7Ω・mであり、TCTにより1.7倍になった。当該断面SIM観察画像を図面代用写真にて図5(A)に示した。
【0048】
(比較例5)
(Cuインク印刷TCTテスト基板)
実施例3と同様のCuインク印刷TCTテスト基板を用い、ギ酸ガスを含む窒素ガスを0.3L/minと窒素10L/minを混合して、セパラブルフラスコ導入して処理した以外は比較例2と同様の条件で処理し、その後は実施例3と同様に防錆処理と樹脂コートを行ってCuインク印刷TCTテスト基板を作製した。
(TCT)
TCTの条件は実施例3と同様とした。体積抵抗率は、TCT前2.3×10−7Ω・m、TCT後9.0×10−7Ω・mであり、TCTにより4倍になった。当該断面SIM観察画像を図面代用写真にて図5(B)に示した。
【0049】
(比較例6)
(Cuインク印刷TCTテスト基板)
実施例3と同様のCuインク印刷TCTテスト基板を用い、ホットワイヤ法原子状水素処理装置(株式会社ユニバーサルシステムズ)にて、ホットワイヤ投入電力500W、タングステンワイヤー温度1500℃、水素流量50sccm、ステージ温度(基板保持部の温度)40℃の条件で30分間処理を行い、タングステンワイヤーへの通電と水素を止めて10分間冷却した後常圧に戻してCuインク印刷TCTテスト基板を作製した。
(TCT)
TCTの条件は実施例3と同様とした。体積抵抗率は、TCT前9.1×10−7Ω・m、TCT後3.0×10−2Ω・mであり、TCTにより33000倍になった。当該断面SIM観察画像を図面代用写真にて図5(C)に示した。
【符号の説明】
【0050】
1:FIB加工保護層(タングステン)
2:ギ酸ガス処理されたCuインク層
3:スライドガラス、ポリイミドフィルム(基板)
4:パターニングされた銅箔の電極
5:ガラスエポキシ基板
6:CuインクのIJ印刷配線
8:IJ印刷された絶縁インク
【特許請求の範囲】
【請求項1】
基板上に、銅酸化物粒子を含む液状組成物を成形し、ギ酸ガスを濃度8質量%以上含むガスを、ギ酸供給量が処理槽の容積1Lあたり、0.01g/分以上となるように供給しながら、120℃以上に加熱して処理することを特徴とする緻密な金属銅膜の製造方法。
【請求項2】
上記の加熱方法が、基板下方から伝熱させることを特徴とする請求項1に記載の緻密な金属銅膜の製造方法。
【請求項3】
上記の銅酸化物粒子を含む液状組成物の成形が、インクジェット印刷、スーパーインクジェット印刷、スクリーン印刷、転写印刷、オフセット印刷、ジェットプリンティング法、ディスペンサ、ニードルディスペンサ、カンマコータ、スリットコータ、ダイコータ、及びグラビアコータからなる群より選択されるいずれか1種以上であることを特徴とする請求項1または請求項2に記載の緻密な金属銅膜の製造方法。
【請求項4】
基板上に成形した後、ギ酸ガスを濃度8質量%以上含むガスを、ギ酸供給量が処理槽の容積1Lあたり、0.01g/分以上となるように供給しながら処理し、緻密な金属銅膜を製造するための銅酸化物粒子と溶剤を含む液状組成物。
【請求項5】
前記液状組成物に含まれる銅酸化物粒子は、銅化合物の90質量%より多くの銅酸化物粒子と、25℃における蒸気圧が1.34×103Pa未満である溶剤とを共に含むことを特徴とする請求項4に記載の液状組成物。
【請求項6】
前記の銅酸化物が酸化第一銅、酸化第二銅であることを特徴とする請求項4または請求項5に記載の液状組成物。
【請求項7】
請求項1ないし請求項3のいずれかに記載の緻密な金属銅膜の製造方法により得られる緻密な金属銅膜。
【請求項8】
前記緻密な金属銅膜の断面におけるボイドの面積が5面積%以下であり、体積抵抗率が4.5×10−8Ω・m以下であることを特徴とする請求項7に記載の緻密な金属銅膜。
【請求項9】
請求項1ないし請求項3のいずれかに記載の緻密な金属銅膜の製造方法により得られた金属銅パターンを用いた導体配線。
【請求項10】
請求項1ないし請求項3のいずれかに記載の緻密な金属銅膜の製造方法により得られた金属銅パターンを用いた熱伝導路。
【請求項11】
請求項1ないし請求項3のいずれかに記載の緻密な金属銅膜の製造方法により得られた金属銅パターンを用いた接合材。
【請求項1】
基板上に、銅酸化物粒子を含む液状組成物を成形し、ギ酸ガスを濃度8質量%以上含むガスを、ギ酸供給量が処理槽の容積1Lあたり、0.01g/分以上となるように供給しながら、120℃以上に加熱して処理することを特徴とする緻密な金属銅膜の製造方法。
【請求項2】
上記の加熱方法が、基板下方から伝熱させることを特徴とする請求項1に記載の緻密な金属銅膜の製造方法。
【請求項3】
上記の銅酸化物粒子を含む液状組成物の成形が、インクジェット印刷、スーパーインクジェット印刷、スクリーン印刷、転写印刷、オフセット印刷、ジェットプリンティング法、ディスペンサ、ニードルディスペンサ、カンマコータ、スリットコータ、ダイコータ、及びグラビアコータからなる群より選択されるいずれか1種以上であることを特徴とする請求項1または請求項2に記載の緻密な金属銅膜の製造方法。
【請求項4】
基板上に成形した後、ギ酸ガスを濃度8質量%以上含むガスを、ギ酸供給量が処理槽の容積1Lあたり、0.01g/分以上となるように供給しながら処理し、緻密な金属銅膜を製造するための銅酸化物粒子と溶剤を含む液状組成物。
【請求項5】
前記液状組成物に含まれる銅酸化物粒子は、銅化合物の90質量%より多くの銅酸化物粒子と、25℃における蒸気圧が1.34×103Pa未満である溶剤とを共に含むことを特徴とする請求項4に記載の液状組成物。
【請求項6】
前記の銅酸化物が酸化第一銅、酸化第二銅であることを特徴とする請求項4または請求項5に記載の液状組成物。
【請求項7】
請求項1ないし請求項3のいずれかに記載の緻密な金属銅膜の製造方法により得られる緻密な金属銅膜。
【請求項8】
前記緻密な金属銅膜の断面におけるボイドの面積が5面積%以下であり、体積抵抗率が4.5×10−8Ω・m以下であることを特徴とする請求項7に記載の緻密な金属銅膜。
【請求項9】
請求項1ないし請求項3のいずれかに記載の緻密な金属銅膜の製造方法により得られた金属銅パターンを用いた導体配線。
【請求項10】
請求項1ないし請求項3のいずれかに記載の緻密な金属銅膜の製造方法により得られた金属銅パターンを用いた熱伝導路。
【請求項11】
請求項1ないし請求項3のいずれかに記載の緻密な金属銅膜の製造方法により得られた金属銅パターンを用いた接合材。
【図1】


【図2】
【図3】
【図4】
【図5】

【図2】
【図3】
【図4】
【図5】
【公開番号】特開2011−238737(P2011−238737A)
【公開日】平成23年11月24日(2011.11.24)
【国際特許分類】
【出願番号】特願2010−108164(P2010−108164)
【出願日】平成22年5月10日(2010.5.10)
【出願人】(000004455)日立化成工業株式会社 (4,649)
【Fターム(参考)】
【公開日】平成23年11月24日(2011.11.24)
【国際特許分類】
【出願日】平成22年5月10日(2010.5.10)
【出願人】(000004455)日立化成工業株式会社 (4,649)
【Fターム(参考)】
[ Back to top ]