
縁無し畳製造用工具及びその工具を用いた製造法
【課題】畳表に折り癖をつけておく必要があるのであるが、折り癖がつきにくく、少しの折り癖では畳表を畳床に沿うように折り曲げても膨れが発生してしまったり、畳表に織り上げる際に経糸によって既に経糸と接触している部分に折り曲げ癖がついており、仕上がり寸法を考慮してつけた折り癖よりも、この経糸部分にて折れ曲がったりするために、寸法精度良く、かつ審美性良く折り曲げることが難しいという課題があった。
【解決手段】切削用回転刃と位置決めガイド、さらにハンドルとハンドル兼回転伝達部をベース部又は上部ベース部に設け、位置決めガイドで畳床下面縁部の位置を切削するように調整して、畳床上面縁部と畳床下面縁部の溝切削加工を行う工具を提供する。またこの工具を使用した製造方法も提供することによって審美性の良い縁無し畳を製造できるようにする。
【解決手段】切削用回転刃と位置決めガイド、さらにハンドルとハンドル兼回転伝達部をベース部又は上部ベース部に設け、位置決めガイドで畳床下面縁部の位置を切削するように調整して、畳床上面縁部と畳床下面縁部の溝切削加工を行う工具を提供する。またこの工具を使用した製造方法も提供することによって審美性の良い縁無し畳を製造できるようにする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、縁無し畳の製造に関するものである。更に詳しくは、畳表に畳床上面縁部と畳床下面縁部の位置に該当する位置に折り曲げ用の溝切削加工を行う工具と、その工具を使用した縁無し畳の製造方法に関するものである。
【背景技術】
【0002】
縁無し畳の需要が増加しており、縁無し畳の製造装置などが多数知られている。本出願人においても、特許文献1として、框縫いの済んだ畳表と畳床を載せるテーブルと、畳表の折り曲げ位置を畳床の全長にわたって一度で決めるために、畳表面に垂直な板バネ状の昇降可能な位置決め板と、畳表と畳床をテーブル上に固定する床押えと、畳表の外側を摺動しながら上下に昇降する折曲板とを有し、上記位置決め板によって折曲位置を決められた畳表を、上記折曲板が予めセットされた回数昇降することによって畳表の外側を摺動しながら畳の長辺に当接している上記位置決め板に沿って畳表を折り曲げることを特徴とする縁無用畳表折曲機の提案をしている。
【0003】
また、特許文献2に示すような、畳の長辺に沿って畳表を畳表の織り目に直角に折り曲げるために、畳を載置して上下に昇降可能なテーブルと、該テーブルに載置された畳を押さえることにより移動を防ぐ畳押さえ手段と、畳の幅中央において畳床の裏面側が凸になるように曲げる床曲げ機と、畳表の折り曲げ位置を決めるための昇降可能な位置決め手段と、該テーブルが下降する際に畳表のはみ出し部の畳の上角を畳の側縁に沿って折り曲げる折り曲げ手段と、畳表を畳床の長辺の下角に沿って折り曲げる手段を有することを特徴とする縁無畳用畳表折り曲げ機も提案している。
【0004】
また、特許文献3に示すような、イグサと直角の方向又は畳床の端部と平行に、加熱コテによって畳床の厚みに見合うような間隔で2本の溶融溝を形成し、溶融部が完全に冷却する前又は冷却した後に溶融溝で折曲し畳床に沿わせて固定することを特徴とする縁なし畳の加工法が本出願人以外から提案されてもいる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第4375509号公報
【特許文献2】特許第4604255号公報
【特許文献3】特開2000−73538号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
上記のように縁無し畳については種々の提案がなされ、住宅の畳としてよく採用されるようになってきており、重要が増加している状況となっている。そして、縁無し畳の厚みもバリエーションが増え、厚みの薄い畳の需要が増加している。出願人は上記した特許文献1や特許文献2の装置を提案しているが、解決する課題も有していたのである。
【0007】
特許文献1の装置においては、位置決め板によって折曲位置を決められた畳表を、上記折曲板が予めセットされた回数昇降することによって畳表の外側を摺動しながら畳の長辺に当接している上記位置決め板に沿って畳表を折り曲げるという構成を採用しているために、畳の下前側にクセがついている場合、位置決め板があるために畳表に折り筋等をつけ、クセにぴったりとなるような折り癖を付けることが難しい構造となってた。
【0008】
特許文献2の装置においては、テーブルが下降する際に畳表のはみ出し部の畳の上角を畳の側縁に沿って折り曲げる折り曲げ手段という構成のため、畳の厚みが薄くなると畳床自体の強度が弱くなるので、テーブルが下降する際に畳表を曲げる際に畳床の端部を傷めてしまうので折り曲げ加工ができないという課題を有していた。
【0009】
そして、特許文献1と特許文献2の装置において、畳の上前側は畳表の折り易い位置(畳の経糸位置)にて直線に折り曲げるように畳床に対して畳表を位置決めして折り曲げるために比較的に折り曲げ易いのであるが、畳の下前側においては、仕上がり寸法によって折り曲げ位置は決まるため、折り曲げ易い畳表の経糸の位置で折り曲げるということが必ずしもできない。
【0010】
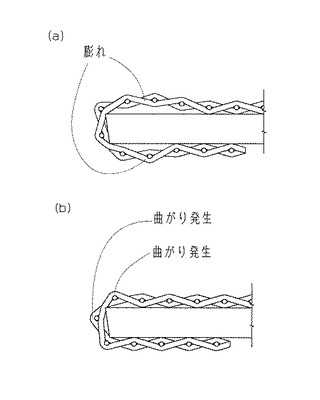
そのために、畳表に折り癖をつけておく必要があるのであるが、折り癖がつきにくく、少しの折り癖では畳表を畳床に沿うように折り曲げても図19(a)に示すように膨れが発生してしまったり、畳表に織り上げる際に経糸によって既に経糸と接触している部分に折り曲げ癖がついており、仕上がり寸法を考慮してつけた折り癖よりも、この経糸部分にて折れ曲がったりするために、寸法精度良く、かつ審美性良く折り曲げることが難しい(図19(b)参照)という課題があった。そのために、仕上がり寸法の位置にしっかりと折り癖をつける必要があり、その作業が非常に手間であった。特に畳表の種類によっては経糸と経糸の間隔が約7mm程度の間隔という畳表もあり、折り曲げる位置、すなわち仕上がり寸法の位置がこの経糸と経糸の間に位置すると非常に折り曲げにくく、折り癖をつけることに手間がかかってしまっていたのである。
【0011】
特許文献3の提案については、プラスチック製模造イグサを織った畳表のイグサと直角の方向又は畳床の端部と平行に、加熱コテによって畳床の厚みに見合うような間隔で2本の溶融溝を形成するというものであるが、加熱コテが種々の畳床の厚みに対応していないために取り扱う畳床の厚みの数だけ加熱コテを用意する必要があり、不便である。また、溶融溝の回りにはイグサを溶融した樹脂が残るため、それらを除去しなければ、その残った樹脂によって畳表を折り曲げした際に膨れなどが生じるため、溶融溝の回りに残った樹脂の除去が欠かせず、作業として課題が残っていた。
【0012】
また、折り返しは、溶融部が完全に冷却する前に行うのが簡単で床にも沿いやすいが、溝が形成されているため冷却後でも可能と特許文献3には記載されているものの、溶融部においては、模造イグサの一本一本が溶けて固着しているため、冷却後は固くなってしまって折り曲げることが困難になっており、その固い状態で折り曲げると畳表の膨れを生じてしまうこととなっていた。
【課題を解決するための手段】
【0013】
課題を解決するために本発明の請求項1は、縁無し畳を製造する際に使用する工具であって、畳床に沿って折り曲げするための溝を切削して畳表に溝加工する回転刃と、畳床に当接し、畳表に対する回転刃の溝切削位置を調整可能とする位置決めガイドと、を有し、畳上面縁部の溝加工は回転刃を畳床に沿って移動させることにより畳表に溝加工し、畳下面縁部の溝加工は、回転刃に対して畳床厚み位置に調整した位置決めガイドを畳上縁に沿わせて移動することによって畳表に溝加工することを特徴とする溝切削用工具としている。
【0014】
本発明の請求項2は、位置決めガイド下端と工具本体下端又は工具本体下部に設けた移動用車輪の下端位置を一致させ、それら下端位置を結ぶ仮想直線に対して回転刃の下端が所定寸法だけより下方に位置することを特徴とする請求項1記載の溝切削用工具としている。
【0015】
本発明の請求項3は、位置決めガイド下端と工具本体下端又は工具本体下部に設けた移動用車輪の下端位置を一致させ、それら下端位置を結ぶ仮想直線に対して回転刃の下端位置との寸法を調整可能としたことを特徴とする請求項1記載の溝切削用工具としている。
【0016】
本発明の請求項4は、框側の畳床への縫着又は接着固定処理が完了した畳を固定する工程と、畳を固定した後に、上記請求項1から請求項3のいずれかに記載の溝切削用工具を使って畳表の畳床上面縁部と畳床下面縁部に当接する位置に溝切削加工を行う工程と、溝切削加工後に畳床側面に畳表を接着するための熱可塑性接着剤を畳床又は畳表に塗布する工程と、上記塗布後に、ヒーターを内蔵して所定温度に加熱された状態で、畳表端部の下方から上昇し、畳床側面方向へ移動する手段によって畳床上面縁部位置で畳表を畳床に沿うように折り曲げる工程と、畳床上面縁部の畳表折り曲げ後に、畳床裏面に畳表を接着するための熱可塑性接着剤を畳床又は畳表に塗布する工程と、塗布後に畳の裏面位置に一致する高さで、畳の外方向から畳方向へ移動して畳表を畳床下面縁部で畳裏面に沿わせるように折り曲げる工程と、畳表を畳裏面に沿わせた状態で畳表を畳裏面に押圧して保持する工程と、を有する縁無し畳の製造方法としている。
【0017】
本発明の請求項5は、畳表を畳裏面に沿わせた状態で畳表を畳裏面に押圧して保持する工程において、畳表を畳裏面に押圧する手段から熱可塑性接着剤を冷却するための空気を吐出する工程を有する請求項4記載の縁無し畳の製造方法としている。
【発明の効果】
【0018】
本発明の溝切削用工具を使用することで、畳表に折り曲げ用の溝切削を行い、その切削溝で折り曲げるために、審美性の良い畳の製造を行うことができる。そして、位置決めガイド下端と工具本体下端又は工具本体下部に設けた移動用車輪の下端位置を一致させ、それら下端位置を結ぶ仮想直線に対して回転刃の下端が所定寸法だけより下方に位置させるようにした溝切削用工具においては、薄い畳表の場合には畳表の表面側に切削溝が及ぶことなく溝切削し、厚い畳表の場合には、審美性良く折り曲げることができる程度の深さで溝切削を行うために、作業性が良く、確実に切削溝で折り曲げることができる。
【0019】
位置決めガイド下端と工具本体下端又は工具本体下部に設けた移動用車輪の下端位置を一致させ、それら下端位置を結ぶ仮想直線に対して回転刃の下端位置との寸法を調整可能とした溝切削用工具においては、畳表の厚みに応じて自在に切削溝の深さ寸法を調整することができるため、溝深さ調整の手間は増えるものの、より審美性の良い畳を製造することが可能とできる。
【0020】
そして、上記の溝切削用工具を使用した製造方法においては、溝切削した畳表を折り曲げる際にも、折り曲げ易い温度に加熱した折り曲げユニット畳表に当接させて、畳表を折り曲げ易い状態で折り曲げるために、厚みの薄い縁無し畳でも審美性良く製造することが可能となる。
【図面の簡単な説明】
【0021】
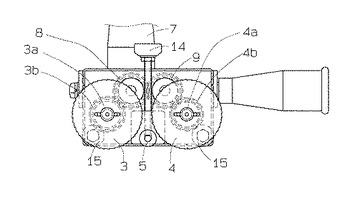
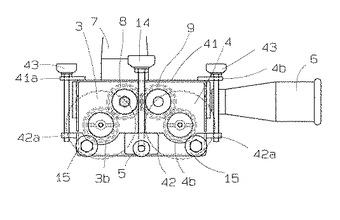
【図1】本発明の溝切削用工具の構成を説明する正面図である。
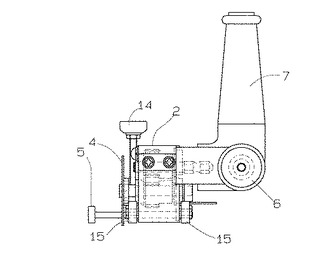
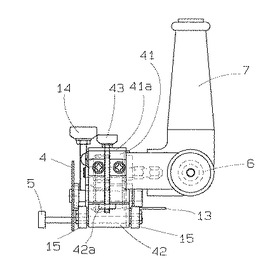
【図2】本発明の溝切削用工具の構成を説明する右正面図である。
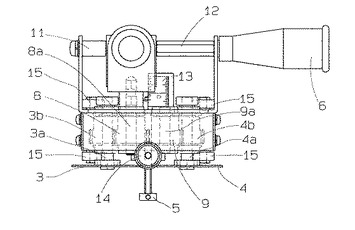
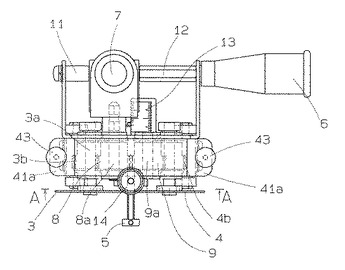
【図3】本発明の溝切削用工具の構成を説明する平面図である。
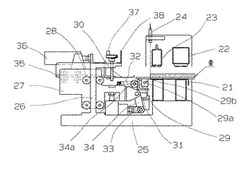
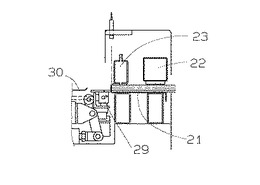
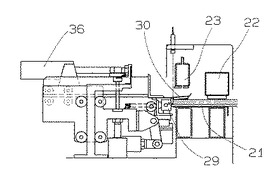
【図4】縁無し畳を製造する装置の概要を説明する側面図である。
【図5】縁無し畳を製造する工程を説明する側面図で、床押さえで畳床を固定した状態である。
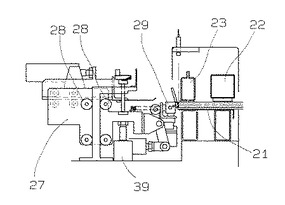
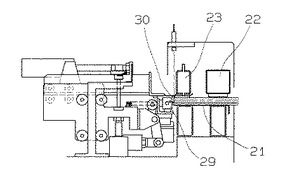
【図6】縁無し畳を製造する工程を説明する側面図で、溝切削用工具で畳表に畳床上面縁部の溝加工を行う状態である。
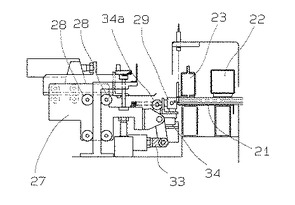
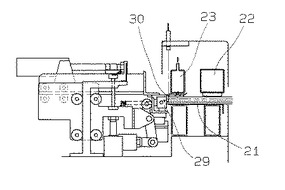
【図7】縁無し畳を製造する工程を説明する側面図で、溝切削用工具で畳表に畳床下面縁部の溝加工を行う状態である。
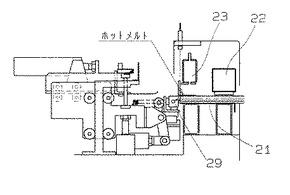
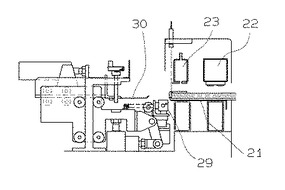
【図8】縁無し畳を製造する工程を説明する側面図で、畳床側面に接着する畳表部分にホットメルトを塗布する状態である。
【図9】縁無し畳を製造する工程を説明する側面図で、折り曲げユニットで畳表を上方へ折り曲げた状態である。
【図10】縁無し畳を製造する工程を説明する側面図で、折り曲げユニットで上方へ折り曲げた畳表を畳床側面へ押圧した状態である。
【図11】縁無し畳を製造する工程を説明する側面図で、床押さえを上昇し、折り曲げ板で畳表を畳床裏面へ折り曲げた状態でホットメルトを塗布する状態である。
【図12】縁無し畳を製造する工程を説明する側面図で、床端押さえを上昇し、折り曲げ板で畳表を畳床裏面へ折り曲げた状態である。
【図13】縁無し畳を製造する工程を説明する側面図で、床端押さえを下降し、畳表を畳床裏面へ押圧し接着する状態である。
【図14】縁無し畳を製造する工程を説明する側面図で、ホットメルトを冷却する工程を説明する図である。
【図15】縁無し畳を製造する工程を説明する側面図で、接着完了し装置を初期位置に戻した状態を説明する図である。
【図16】本発明の溝切削用工具の別の実施形態の構成を説明する正面図である。
【図17】本発明の溝切削用工具の別の実施形態の構成を説明する右正面図である。
【図18】本発明の溝切削用工具の別の実施形態の構成を説明する平面図である。
【図19】従来の課題を説明する図であり、(a)畳表の膨れが発生した状態、(b)審美性良く折り曲がっていない状態を説明する図である。
【発明を実施するための最良の形態】
【0022】
本発明の縁無し畳用製造工具について図を用いて説明する。本製造工具は畳表に対して所定の深さで折り曲げ用溝を切削するための溝切削用工具である。図1は切削用回転刃が設置された側から見た正面図であり、図2は図1の右側面図、図3は図1の平面図である。本発明の溝切削用工具1は、ベース部2に切削用回転刃3、4と位置決めガイド5、さらにハンドル6とハンドル兼回転伝達部7を設けている。図1においては、図2に示したハンドル兼回転伝達部7と同様の形状のために省略した図としている。
【0023】
切削用回転刃3、4は回転軸3a、4aに取り付けられており、回転軸3a、4aはベース部2に取り付けられたベアリングに回転軸中心線方向への移動をしないように係止された状態で回転自在に設けられている。そしてベース部2内において回転軸3a、4aには平歯車3b、4bが取り付けられている。
【0024】
そして平歯車3bと噛合する平歯車8が回転軸8aによって設けられ、回転軸8aはベース部2に設けられたベアリングに回転軸中心線方向への移動をしないように係止された状態で回転自在に設けられている。
【0025】
また、平歯車4bと噛合する平歯車9が回転軸9aによって設けられ、回転軸9aはベース部2に設けられたベアリングに回転軸中心線方向への移動をしないように係止された状態で回転自在に設けられている。そして歯車8と歯車9が噛合してもいる。
【0026】
回転軸8aの端部がハンドル兼回転伝達部7の連結部7aにおいて連結され、もう1端の連結部7bにフレキシブルシャフト(図示せず)が連結されている。ハンドル兼回転伝達部7は、市販されているL型ドライバーと称される回転方向を変換するアタッチメント等を利用することで構成することができる。フレキシブルシャフトには電動ドリル(図示せず)を連結して電動ドリルを駆動源としている。
【0027】
ハンドル兼回転伝達部7は、ハンドル取付部が設けられているので、そのハンドル取付部にピン11、12を螺合によって取り付けし、ピン11、12のもう一端側に設けた雌ネジとベース部2に設けている取付板10a、10bの穴位置を合わせて片方にハンドル6をもう片方をネジで螺合して固定する。この構成にするとハンドル6とネジの位置を逆に図1〜図3に示した状態と逆に取付することができる。
【0028】
位置決めガイド5は、畳表の畳床上面縁部該当部の切削する際には、切削用回転刃3、4よりもベース部2側に位置するか、もしくは位置決めガイド5の畳床に当接する端面と切削用回転刃3、4の端面を一致する位置に位置させ、畳表の畳床下面縁部該当部の切削する際には、切削用回転刃3、4よりも畳床側に突出して畳床に当接する端面と切削用回転刃3、4の距離を畳床の厚みに調整できるよう移動可能な構成としている。
【0029】
その具体的な構成を説明すると、切削用回転刃3、4の間でベース部2の下方に設けられており、シャフト5aが設けられており、シャフト5aの後端にはカラー5bが取り付けられている。このカラー5bの位置決めガイド5側の端面の位置が平面視で溝加工を行う際の畳の厚みを示す基準位置となっており、ベース部2に設けたメモリ13とカラー5bの端面位置を平面視で合わせることにより、畳床底部に位置する切削溝の位置を調整することができる構成となっている。位置決めガイド5をスライドさせるシャフト5aは固定ネジ14で係止することで位置決めする。固定ネジ14の先端が接触するシャフト5aの部分は、シャフトの一部を切削して平面状にしておくと固定が確実にできる。
【0030】
平歯車8と平歯車9は同一の歯車としているが、平歯車3bと平歯車4bはピッチ円直径(P.C.D)を平歯車4bの方を大きくしており、切削用回転刃3よりも切削用回転刃4の方の回転速度を速くしている。
【0031】
回転の駆動伝達の構成により切削用回転刃3と切削用回転刃4の回転方向は逆となるので、例えば、切削用回転刃4の回転方向を図1上で反時計回りとすると、切削用回転刃4の方が回転速度が速いため、溝切削用工具1を図1においては、左方向へ移動させようという力がかかることになる。この回転刃の回転速度の違いによる、溝切削加工時の抵抗の差を溝切削用工具1の移動に利用して溝加工すると溝切削用工具1を移動させやすい状態とでき、作業者の負担を軽減することができる。どの程度の回転速度の差とするかは、刃物の大きさや、刃物の回転数によって適宜設計すればよい。
【0032】
そして、また図1においてベース部2の下部四隅付近には溝切削工具1の横方向への移動を容易にするための車輪15をそれぞれ設けている。そして、4つの車輪15の下端位置と位置決めガイド5の下端位置が一致した構成としている。そして、切削用回転刃3と切削用回転刃4の下端位置は、4つの車輪15の下端位置と位置決めガイド5の下端位置よりも所定寸法だけより下方に位置させている。この所定寸法が切削溝の深さとなる。
【0033】
畳表は薄いもので2mm、厚いもので4.5mm程度であり、薄いものでも厚いものでも折り曲げ易く、審美性良く仕上げるためには切削溝の深さを1.5mm程度にしておくとよい。この寸法は本発明を限定するものではない。1.0〜1.8mm程度のいずれかに変更してもよいのである。また、切削溝の深さを調整して変更する機構を採用してもよく、その実施形態については後述する。
【0034】
次に溝切削用工具1を使用した縁無し畳の製造方法について説明する。
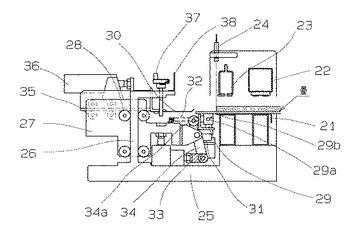
縁無し畳を製造するための畳表折り曲げ装置は、畳(畳床)を載置する畳台21と畳台21の上方に位置し、昇降可能で畳(畳床)を押さえて固定する床押さえ22及び床端押さえ23を有している。24は載置する畳の端部の位置を位置決めするためのレーザーマーカーである。
【0035】
畳表折り曲げ装置のベース25には、昇降フレーム27が昇降するためのガイド26が設けられており、昇降フレームは図4に示すようにガイド26に対して4つの昇降用ガイドベアリングでガイド26を昇降自在に狭持している。
【0036】
昇降フレーム27には、折り曲げユニット29と折り曲げ板30が設けられており、折り曲げユニット29は畳床側面を押圧できるようにするために、押圧用リニアガイド31上に移動自在に設けられており、一端を昇降フレームに固定したバネ32で畳が位置する方向とは逆方向へ付勢されている。畳を押圧する際には、押圧シリンダ33が駆動してそのロッドを縮めることによって押圧アーム34が回動して、押圧アーム34の先端に設けたカムフォロア34aが折り曲げユニット29に当接することで、畳方向へ移動して押圧する。
【0037】
折り曲げ板30は、折り曲げユニット29の上面位置と一致した位置に設けられ、畳が位置する方向へ進退できるように昇降フレーム27に設けた折り曲げ板進退ガイドベアリング35にガイド部分が狭持されて保持されている。
【0038】
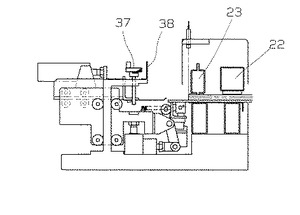
昇降高さ調整ハンドル37は、昇降フレーム27の昇降高さを調整するための部材であり、ベース25に設けた昇降シリンダ39によって昇降する昇降フレーム27に対して、昇降高さ調整ハンドル37のシャフト先端が当接することにより昇降高さを調整する。昇降高さ調整ハンドル37の基準位置を昇降高さ調整メモリ38で調整する。例えば畳表の厚みと畳床の厚みで10mmとすると、昇降高さ調整メモリ38のメモリ10の位置に昇降高さ調整ハンドル37を合わせると、昇降高さ調整ハンドル37のシャフトで規制された昇降フレーム27の上昇位置で、折り曲げ板30が畳の下面位置に位置されることとなる。
【0039】
縁無し畳の製造方法について説明する。まず框の処理(框縫いまたは框の接着など)が完了した畳を畳表折り曲げ装置に載置する。この時、位置決めレーザーマーカー24で照射されたレーザーの位置に畳床の上面側の縁部が一致するように載置した後、図示しない運転スイッチ等を操作して図5のように床押さえ22及び床端押さえ23を下降させて畳を固定する。
【0040】
固定された畳の厚み(畳表の厚みと畳床の厚みの合計)を定規などで確認し、昇降高さ調整メモリ38のメモリに合わせて昇降高さ調整ハンドル37を位置調整して、昇降フレーム27の昇降位置を調整する。
【0041】
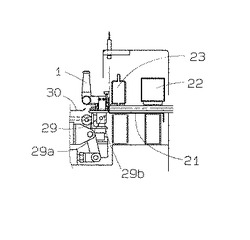
畳の固定と昇降フレーム27の昇降位置を調整が完了すると、図6に示すように溝切削工具1で畳表に対して折り曲げのための溝を切削する。折り曲げユニット29の上面が畳台21の上面の位置と一致した状態で待機位置に位置しており、この折り曲げユニット29は畳の長さよりも長く、そして内部にヒーター29aを有し、畳を載置する前にヒーターを通電して畳表を折り曲げる角部29bの部分の温度を100〜120℃に加熱している。樹脂製の畳表の溶融温度は約140℃程度であるため、樹脂の畳表が溶融せずに軟化して折り曲げしやすい温度にしている。温度調整は図示していない制御操作部で設定する。
【0042】
溝切削工具1を使用して、畳床上面側の縁部に溝を切削する際には、切削回転刃3と切削回転刃4を畳床の側面に沿わせるように位置させて畳床側面をなぞるように移動させて溝加工を行う。作業に慣れておらず、畳床の側面を傷めてしまいそうな場合においては、位置決めガイド5を切削回転刃3と切削回転刃4に一致する位置へ位置調節して、位置決めガイド5で畳床を傷めないようにするとよい。溝切削加工の際には、畳表の下側に折り曲げユニット29が位置しており、切削回転刃3と切削回転刃4側に位置する車輪15,15と位置決めガイド5が畳表に当接した状態となっており、切削回転刃3と切削回転刃4による溝切削が所定寸法の深さで確実に行える。切削加工の際には切削回転刃4の回転速度の方が速く設定されているため、進行方向への移動もしやすい状態で加工ができる。
【0043】
畳床上面側の縁部の溝の加工が完了すると、固定ネジ14を緩め位置決めガイド5を畳床の厚み寸法、例えば5.5mmの畳床の厚みであれば、基準位置をメモリ13の5.5mmの所に位置合わせしてメモリ13を使って位置調整を行い、位置調整が完了すれば固定ネジ14を締めて位置決めガイド5がずれないように固定する。
【0044】
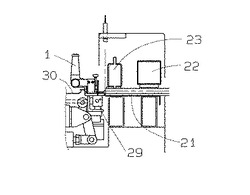
位置決めガイド5の位置調整が完了すれば、位置決めガイド5の外側端面を畳床側面に当てて、図7に示すように畳床の下面側の溝加工を行う。位置決めガイド5を畳床の側面に当接させた状態で、上記した最初の溝に平行となるように溝切削工具1を移動させて畳床下面側の溝加工を行うのである。
【0045】
畳床の上面の縁部と下面の縁部の溝切削加工が終了すると、溝切削用工具1を作業の邪魔にならない所に一旦置き、図8に示すように畳床側面全面にホットメルトをホットメルト塗布工具で塗布する。
【0046】
ホットメルトを塗布後に、運転スイッチ(図示せず)をオンすること等で昇降シリンダ39を作動させて昇降フレーム27を上昇させる。昇降高さハンドル38のシャフトで規制された位置で昇降フレーム27は規制されて上昇は停止し、この上昇位置が折り曲げユニット29の上面位置と折り曲げ板30の位置と畳の裏面位置とが一致した状態(図9参照)である。このとき折り曲げユニット29はヒーター29aによって加熱されているために、樹脂畳表であっても畳床上面縁部の溝位置で仕上がり状態良く折り曲げられる。
【0047】
次に図10に示すように押圧シリンダ33が作動して押圧アーム34が回動し、カムフォロア34aで折り曲げユニット29を畳が位置する方向へ押圧用リニアガイド31上を移動させることによって、畳表を上方へ折り曲げた状態で、折り曲げユニット29が畳表を畳床に押圧するよう移動(図10では左から右側に移動)して、畳表を畳床側面に押しつけて接着する。
【0048】
図11のように床端押さえ23を上昇させ、畳床に接着用のホットメルトをホットメルト塗布工具で塗布する。このとき床押さえ22によって畳は固定されているので床押さえ22を上昇させても畳は移動されずに保持されている。
【0049】
ホットメルトの塗布が完了すると、図12に示すように運転スイッチ等により機械に信号を与え、折り曲げ板進退シリンダ36を作動させて折り曲げ板30を前進させ、畳表を畳の裏面に沿わせるように折り曲げる。そして、折り曲げ板30で畳表を折り曲げた状態のまま、床端押さえ23を下降させて畳表を畳床へ圧着させ接着が確実に行われるようにする。
【0050】
この状態を一定時間保持するのであるが、畳裏面側の畳表接着の時間を短縮するために床端押さえ23を断面角パイプ状で畳床又は畳表に接触する下面側において畳の長さ方向に複数の穴を設け、床端押さえ23の下面以外の面、例えば上面に空気流入口を設け、コンプレッサー等から配管によって床端押さえ23の空気流入口から圧縮空気を流入させることによって、下面側に設けた複数の穴から空気を吹き出すことによってホットメルトを冷却するようにしてもよい。(図14参照)この場合床端押さえ23の下面には、通気性のあるクッション材を貼り付けて、圧縮空気の流れをスムーズに吐出され、クッション材の内部を通過して広範囲を冷却できるようにしておくとさらに良い。本実施形態において圧縮空気を吐出する時間は3〜10秒程度としている。
【0051】
畳床の裏面と畳表が接着されたので、図15のように、床押さえ22及び床端押さえ23を上昇させ、折り曲げ板24と折り曲げユニット23を退避させ初期位置に戻して片方の畳表の処理が完了する。以上の手順をもう片方の畳端部にても実施して畳の上前及び下前側の畳表の接着を完了させることにより1枚の畳を完成させる。
【0052】
上記の実施形態においては、車輪15と位置決めガイド5の下端位置を一致させた形態を説明しているが、車輪は必須ではない。畳表に対して摩擦の少ない素材、例えば樹脂などであれば車輪を用いずにベース部2の下部全体を樹脂として樹脂の下端位置と位置決めガイドの下端位置を一致させておくような構成でも良く、次に説明する切削する溝深さを調整できるようにした実施形態においても同様である。
【0053】
次に、切削用回転刃3、4で切削する溝の深さを調整できるようにした溝切削用工具の実施形態のついて説明する。図1〜図3で説明し、同様の構成の部分については図1〜図3と同じ符号を付して説明については省略する。図16は正面図であり、図17は図16の右側面図であり、図18は図16の平面図である。そして図16は図1〜図3との違いを説明するために切削用回転刃3、4を点線で表記し、ベース部が分割された構成であることを実線で示すように図示している。
【0054】
溝深さの調整ができる構成とした本実施形態においては、ベース部を上部ベース部41と下部ベース部42とベース部を分割した構成としている。上部ベース部41には、切削用回転刃3と切削用回転刃4を設けており、回転軸3a、4aや平歯車3b、4bについては図1〜図3で説明した構成と同様である。平歯車8と回転軸8aと平歯車9と回転軸9aも同様であり、ハンドル兼回転伝達部7の構成や、駆動源についても同様である。
【0055】
下部ベース部42には、図1〜図3同様に下部四隅付近にそれぞれ車輪15を設けており、位置決めガイド5を設け、固定ネジ14で係止する構成も同様である。
【0056】
図16及び図18の左右方向において、上部ベース部41は昇降ガイド41aにおいて調整用ネジ43と螺合し、下部ベース部42は昇降ガイド部42aにおいて調整用ネジ43と螺合し、この調整用ネジ43で上部ベース部41と下部ベース部42の鉛直方向の位置を調整することで、位置決めガイド5及び車輪15の下端位置と切削用回転刃3,4の下端位置との寸法を調整する構成としている。この構成により、畳表の厚みが種々であっても、切削する溝の深さを所望の深さに調整することができる。また、昇降ガイド41aや昇降ガイド部42aに適宜ダブルナットを行って弛み止めを行うと良い。
【符号の説明】
【0057】
1 溝切削用工具
2 ベース部
3 切削用回転刃
3a 回転軸
3b 平歯車
4 切削用回転刃
4a 回転軸
4b 平歯車
5 位置決めガイド
5a シャフト
5b カラー
6 ハンドル
7 ハンドル兼回転伝達部
8 平歯車
8a 回転軸
9 平歯車
9a 回転軸
10a 取付板
10b 取付板
11 ピン
12 ピン
13 メモリ
14 固定ネジ
15 車輪
21 畳台
22 床押さえ
23 床端押さえ
24 位置決めレーザーマーカー
25 ベース
26 ガイド
27 昇降フレーム
28 昇降用ガイドベアリング
29 折り曲げユニット
29a ヒーター
29b 角部
30 折り曲げ板
31 押圧用リニアガイド
32 バネ
33 押圧シリンダ
34 押圧アーム
34a カムフォロア
35 折り曲げ板進退ガイドベアリング
36 折り曲げ板進退シリンダ
37 昇降高さ調整ハンドル
38 昇降高さ調整メモリ
39 昇降シリンダ
41 上部ベース部
42 下部ベース部
43 調整用ネジ
【技術分野】
【0001】
本発明は、縁無し畳の製造に関するものである。更に詳しくは、畳表に畳床上面縁部と畳床下面縁部の位置に該当する位置に折り曲げ用の溝切削加工を行う工具と、その工具を使用した縁無し畳の製造方法に関するものである。
【背景技術】
【0002】
縁無し畳の需要が増加しており、縁無し畳の製造装置などが多数知られている。本出願人においても、特許文献1として、框縫いの済んだ畳表と畳床を載せるテーブルと、畳表の折り曲げ位置を畳床の全長にわたって一度で決めるために、畳表面に垂直な板バネ状の昇降可能な位置決め板と、畳表と畳床をテーブル上に固定する床押えと、畳表の外側を摺動しながら上下に昇降する折曲板とを有し、上記位置決め板によって折曲位置を決められた畳表を、上記折曲板が予めセットされた回数昇降することによって畳表の外側を摺動しながら畳の長辺に当接している上記位置決め板に沿って畳表を折り曲げることを特徴とする縁無用畳表折曲機の提案をしている。
【0003】
また、特許文献2に示すような、畳の長辺に沿って畳表を畳表の織り目に直角に折り曲げるために、畳を載置して上下に昇降可能なテーブルと、該テーブルに載置された畳を押さえることにより移動を防ぐ畳押さえ手段と、畳の幅中央において畳床の裏面側が凸になるように曲げる床曲げ機と、畳表の折り曲げ位置を決めるための昇降可能な位置決め手段と、該テーブルが下降する際に畳表のはみ出し部の畳の上角を畳の側縁に沿って折り曲げる折り曲げ手段と、畳表を畳床の長辺の下角に沿って折り曲げる手段を有することを特徴とする縁無畳用畳表折り曲げ機も提案している。
【0004】
また、特許文献3に示すような、イグサと直角の方向又は畳床の端部と平行に、加熱コテによって畳床の厚みに見合うような間隔で2本の溶融溝を形成し、溶融部が完全に冷却する前又は冷却した後に溶融溝で折曲し畳床に沿わせて固定することを特徴とする縁なし畳の加工法が本出願人以外から提案されてもいる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第4375509号公報
【特許文献2】特許第4604255号公報
【特許文献3】特開2000−73538号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
上記のように縁無し畳については種々の提案がなされ、住宅の畳としてよく採用されるようになってきており、重要が増加している状況となっている。そして、縁無し畳の厚みもバリエーションが増え、厚みの薄い畳の需要が増加している。出願人は上記した特許文献1や特許文献2の装置を提案しているが、解決する課題も有していたのである。
【0007】
特許文献1の装置においては、位置決め板によって折曲位置を決められた畳表を、上記折曲板が予めセットされた回数昇降することによって畳表の外側を摺動しながら畳の長辺に当接している上記位置決め板に沿って畳表を折り曲げるという構成を採用しているために、畳の下前側にクセがついている場合、位置決め板があるために畳表に折り筋等をつけ、クセにぴったりとなるような折り癖を付けることが難しい構造となってた。
【0008】
特許文献2の装置においては、テーブルが下降する際に畳表のはみ出し部の畳の上角を畳の側縁に沿って折り曲げる折り曲げ手段という構成のため、畳の厚みが薄くなると畳床自体の強度が弱くなるので、テーブルが下降する際に畳表を曲げる際に畳床の端部を傷めてしまうので折り曲げ加工ができないという課題を有していた。
【0009】
そして、特許文献1と特許文献2の装置において、畳の上前側は畳表の折り易い位置(畳の経糸位置)にて直線に折り曲げるように畳床に対して畳表を位置決めして折り曲げるために比較的に折り曲げ易いのであるが、畳の下前側においては、仕上がり寸法によって折り曲げ位置は決まるため、折り曲げ易い畳表の経糸の位置で折り曲げるということが必ずしもできない。
【0010】
そのために、畳表に折り癖をつけておく必要があるのであるが、折り癖がつきにくく、少しの折り癖では畳表を畳床に沿うように折り曲げても図19(a)に示すように膨れが発生してしまったり、畳表に織り上げる際に経糸によって既に経糸と接触している部分に折り曲げ癖がついており、仕上がり寸法を考慮してつけた折り癖よりも、この経糸部分にて折れ曲がったりするために、寸法精度良く、かつ審美性良く折り曲げることが難しい(図19(b)参照)という課題があった。そのために、仕上がり寸法の位置にしっかりと折り癖をつける必要があり、その作業が非常に手間であった。特に畳表の種類によっては経糸と経糸の間隔が約7mm程度の間隔という畳表もあり、折り曲げる位置、すなわち仕上がり寸法の位置がこの経糸と経糸の間に位置すると非常に折り曲げにくく、折り癖をつけることに手間がかかってしまっていたのである。
【0011】
特許文献3の提案については、プラスチック製模造イグサを織った畳表のイグサと直角の方向又は畳床の端部と平行に、加熱コテによって畳床の厚みに見合うような間隔で2本の溶融溝を形成するというものであるが、加熱コテが種々の畳床の厚みに対応していないために取り扱う畳床の厚みの数だけ加熱コテを用意する必要があり、不便である。また、溶融溝の回りにはイグサを溶融した樹脂が残るため、それらを除去しなければ、その残った樹脂によって畳表を折り曲げした際に膨れなどが生じるため、溶融溝の回りに残った樹脂の除去が欠かせず、作業として課題が残っていた。
【0012】
また、折り返しは、溶融部が完全に冷却する前に行うのが簡単で床にも沿いやすいが、溝が形成されているため冷却後でも可能と特許文献3には記載されているものの、溶融部においては、模造イグサの一本一本が溶けて固着しているため、冷却後は固くなってしまって折り曲げることが困難になっており、その固い状態で折り曲げると畳表の膨れを生じてしまうこととなっていた。
【課題を解決するための手段】
【0013】
課題を解決するために本発明の請求項1は、縁無し畳を製造する際に使用する工具であって、畳床に沿って折り曲げするための溝を切削して畳表に溝加工する回転刃と、畳床に当接し、畳表に対する回転刃の溝切削位置を調整可能とする位置決めガイドと、を有し、畳上面縁部の溝加工は回転刃を畳床に沿って移動させることにより畳表に溝加工し、畳下面縁部の溝加工は、回転刃に対して畳床厚み位置に調整した位置決めガイドを畳上縁に沿わせて移動することによって畳表に溝加工することを特徴とする溝切削用工具としている。
【0014】
本発明の請求項2は、位置決めガイド下端と工具本体下端又は工具本体下部に設けた移動用車輪の下端位置を一致させ、それら下端位置を結ぶ仮想直線に対して回転刃の下端が所定寸法だけより下方に位置することを特徴とする請求項1記載の溝切削用工具としている。
【0015】
本発明の請求項3は、位置決めガイド下端と工具本体下端又は工具本体下部に設けた移動用車輪の下端位置を一致させ、それら下端位置を結ぶ仮想直線に対して回転刃の下端位置との寸法を調整可能としたことを特徴とする請求項1記載の溝切削用工具としている。
【0016】
本発明の請求項4は、框側の畳床への縫着又は接着固定処理が完了した畳を固定する工程と、畳を固定した後に、上記請求項1から請求項3のいずれかに記載の溝切削用工具を使って畳表の畳床上面縁部と畳床下面縁部に当接する位置に溝切削加工を行う工程と、溝切削加工後に畳床側面に畳表を接着するための熱可塑性接着剤を畳床又は畳表に塗布する工程と、上記塗布後に、ヒーターを内蔵して所定温度に加熱された状態で、畳表端部の下方から上昇し、畳床側面方向へ移動する手段によって畳床上面縁部位置で畳表を畳床に沿うように折り曲げる工程と、畳床上面縁部の畳表折り曲げ後に、畳床裏面に畳表を接着するための熱可塑性接着剤を畳床又は畳表に塗布する工程と、塗布後に畳の裏面位置に一致する高さで、畳の外方向から畳方向へ移動して畳表を畳床下面縁部で畳裏面に沿わせるように折り曲げる工程と、畳表を畳裏面に沿わせた状態で畳表を畳裏面に押圧して保持する工程と、を有する縁無し畳の製造方法としている。
【0017】
本発明の請求項5は、畳表を畳裏面に沿わせた状態で畳表を畳裏面に押圧して保持する工程において、畳表を畳裏面に押圧する手段から熱可塑性接着剤を冷却するための空気を吐出する工程を有する請求項4記載の縁無し畳の製造方法としている。
【発明の効果】
【0018】
本発明の溝切削用工具を使用することで、畳表に折り曲げ用の溝切削を行い、その切削溝で折り曲げるために、審美性の良い畳の製造を行うことができる。そして、位置決めガイド下端と工具本体下端又は工具本体下部に設けた移動用車輪の下端位置を一致させ、それら下端位置を結ぶ仮想直線に対して回転刃の下端が所定寸法だけより下方に位置させるようにした溝切削用工具においては、薄い畳表の場合には畳表の表面側に切削溝が及ぶことなく溝切削し、厚い畳表の場合には、審美性良く折り曲げることができる程度の深さで溝切削を行うために、作業性が良く、確実に切削溝で折り曲げることができる。
【0019】
位置決めガイド下端と工具本体下端又は工具本体下部に設けた移動用車輪の下端位置を一致させ、それら下端位置を結ぶ仮想直線に対して回転刃の下端位置との寸法を調整可能とした溝切削用工具においては、畳表の厚みに応じて自在に切削溝の深さ寸法を調整することができるため、溝深さ調整の手間は増えるものの、より審美性の良い畳を製造することが可能とできる。
【0020】
そして、上記の溝切削用工具を使用した製造方法においては、溝切削した畳表を折り曲げる際にも、折り曲げ易い温度に加熱した折り曲げユニット畳表に当接させて、畳表を折り曲げ易い状態で折り曲げるために、厚みの薄い縁無し畳でも審美性良く製造することが可能となる。
【図面の簡単な説明】
【0021】
【図1】本発明の溝切削用工具の構成を説明する正面図である。
【図2】本発明の溝切削用工具の構成を説明する右正面図である。
【図3】本発明の溝切削用工具の構成を説明する平面図である。
【図4】縁無し畳を製造する装置の概要を説明する側面図である。
【図5】縁無し畳を製造する工程を説明する側面図で、床押さえで畳床を固定した状態である。
【図6】縁無し畳を製造する工程を説明する側面図で、溝切削用工具で畳表に畳床上面縁部の溝加工を行う状態である。
【図7】縁無し畳を製造する工程を説明する側面図で、溝切削用工具で畳表に畳床下面縁部の溝加工を行う状態である。
【図8】縁無し畳を製造する工程を説明する側面図で、畳床側面に接着する畳表部分にホットメルトを塗布する状態である。
【図9】縁無し畳を製造する工程を説明する側面図で、折り曲げユニットで畳表を上方へ折り曲げた状態である。
【図10】縁無し畳を製造する工程を説明する側面図で、折り曲げユニットで上方へ折り曲げた畳表を畳床側面へ押圧した状態である。
【図11】縁無し畳を製造する工程を説明する側面図で、床押さえを上昇し、折り曲げ板で畳表を畳床裏面へ折り曲げた状態でホットメルトを塗布する状態である。
【図12】縁無し畳を製造する工程を説明する側面図で、床端押さえを上昇し、折り曲げ板で畳表を畳床裏面へ折り曲げた状態である。
【図13】縁無し畳を製造する工程を説明する側面図で、床端押さえを下降し、畳表を畳床裏面へ押圧し接着する状態である。
【図14】縁無し畳を製造する工程を説明する側面図で、ホットメルトを冷却する工程を説明する図である。
【図15】縁無し畳を製造する工程を説明する側面図で、接着完了し装置を初期位置に戻した状態を説明する図である。
【図16】本発明の溝切削用工具の別の実施形態の構成を説明する正面図である。
【図17】本発明の溝切削用工具の別の実施形態の構成を説明する右正面図である。
【図18】本発明の溝切削用工具の別の実施形態の構成を説明する平面図である。
【図19】従来の課題を説明する図であり、(a)畳表の膨れが発生した状態、(b)審美性良く折り曲がっていない状態を説明する図である。
【発明を実施するための最良の形態】
【0022】
本発明の縁無し畳用製造工具について図を用いて説明する。本製造工具は畳表に対して所定の深さで折り曲げ用溝を切削するための溝切削用工具である。図1は切削用回転刃が設置された側から見た正面図であり、図2は図1の右側面図、図3は図1の平面図である。本発明の溝切削用工具1は、ベース部2に切削用回転刃3、4と位置決めガイド5、さらにハンドル6とハンドル兼回転伝達部7を設けている。図1においては、図2に示したハンドル兼回転伝達部7と同様の形状のために省略した図としている。
【0023】
切削用回転刃3、4は回転軸3a、4aに取り付けられており、回転軸3a、4aはベース部2に取り付けられたベアリングに回転軸中心線方向への移動をしないように係止された状態で回転自在に設けられている。そしてベース部2内において回転軸3a、4aには平歯車3b、4bが取り付けられている。
【0024】
そして平歯車3bと噛合する平歯車8が回転軸8aによって設けられ、回転軸8aはベース部2に設けられたベアリングに回転軸中心線方向への移動をしないように係止された状態で回転自在に設けられている。
【0025】
また、平歯車4bと噛合する平歯車9が回転軸9aによって設けられ、回転軸9aはベース部2に設けられたベアリングに回転軸中心線方向への移動をしないように係止された状態で回転自在に設けられている。そして歯車8と歯車9が噛合してもいる。
【0026】
回転軸8aの端部がハンドル兼回転伝達部7の連結部7aにおいて連結され、もう1端の連結部7bにフレキシブルシャフト(図示せず)が連結されている。ハンドル兼回転伝達部7は、市販されているL型ドライバーと称される回転方向を変換するアタッチメント等を利用することで構成することができる。フレキシブルシャフトには電動ドリル(図示せず)を連結して電動ドリルを駆動源としている。
【0027】
ハンドル兼回転伝達部7は、ハンドル取付部が設けられているので、そのハンドル取付部にピン11、12を螺合によって取り付けし、ピン11、12のもう一端側に設けた雌ネジとベース部2に設けている取付板10a、10bの穴位置を合わせて片方にハンドル6をもう片方をネジで螺合して固定する。この構成にするとハンドル6とネジの位置を逆に図1〜図3に示した状態と逆に取付することができる。
【0028】
位置決めガイド5は、畳表の畳床上面縁部該当部の切削する際には、切削用回転刃3、4よりもベース部2側に位置するか、もしくは位置決めガイド5の畳床に当接する端面と切削用回転刃3、4の端面を一致する位置に位置させ、畳表の畳床下面縁部該当部の切削する際には、切削用回転刃3、4よりも畳床側に突出して畳床に当接する端面と切削用回転刃3、4の距離を畳床の厚みに調整できるよう移動可能な構成としている。
【0029】
その具体的な構成を説明すると、切削用回転刃3、4の間でベース部2の下方に設けられており、シャフト5aが設けられており、シャフト5aの後端にはカラー5bが取り付けられている。このカラー5bの位置決めガイド5側の端面の位置が平面視で溝加工を行う際の畳の厚みを示す基準位置となっており、ベース部2に設けたメモリ13とカラー5bの端面位置を平面視で合わせることにより、畳床底部に位置する切削溝の位置を調整することができる構成となっている。位置決めガイド5をスライドさせるシャフト5aは固定ネジ14で係止することで位置決めする。固定ネジ14の先端が接触するシャフト5aの部分は、シャフトの一部を切削して平面状にしておくと固定が確実にできる。
【0030】
平歯車8と平歯車9は同一の歯車としているが、平歯車3bと平歯車4bはピッチ円直径(P.C.D)を平歯車4bの方を大きくしており、切削用回転刃3よりも切削用回転刃4の方の回転速度を速くしている。
【0031】
回転の駆動伝達の構成により切削用回転刃3と切削用回転刃4の回転方向は逆となるので、例えば、切削用回転刃4の回転方向を図1上で反時計回りとすると、切削用回転刃4の方が回転速度が速いため、溝切削用工具1を図1においては、左方向へ移動させようという力がかかることになる。この回転刃の回転速度の違いによる、溝切削加工時の抵抗の差を溝切削用工具1の移動に利用して溝加工すると溝切削用工具1を移動させやすい状態とでき、作業者の負担を軽減することができる。どの程度の回転速度の差とするかは、刃物の大きさや、刃物の回転数によって適宜設計すればよい。
【0032】
そして、また図1においてベース部2の下部四隅付近には溝切削工具1の横方向への移動を容易にするための車輪15をそれぞれ設けている。そして、4つの車輪15の下端位置と位置決めガイド5の下端位置が一致した構成としている。そして、切削用回転刃3と切削用回転刃4の下端位置は、4つの車輪15の下端位置と位置決めガイド5の下端位置よりも所定寸法だけより下方に位置させている。この所定寸法が切削溝の深さとなる。
【0033】
畳表は薄いもので2mm、厚いもので4.5mm程度であり、薄いものでも厚いものでも折り曲げ易く、審美性良く仕上げるためには切削溝の深さを1.5mm程度にしておくとよい。この寸法は本発明を限定するものではない。1.0〜1.8mm程度のいずれかに変更してもよいのである。また、切削溝の深さを調整して変更する機構を採用してもよく、その実施形態については後述する。
【0034】
次に溝切削用工具1を使用した縁無し畳の製造方法について説明する。
縁無し畳を製造するための畳表折り曲げ装置は、畳(畳床)を載置する畳台21と畳台21の上方に位置し、昇降可能で畳(畳床)を押さえて固定する床押さえ22及び床端押さえ23を有している。24は載置する畳の端部の位置を位置決めするためのレーザーマーカーである。
【0035】
畳表折り曲げ装置のベース25には、昇降フレーム27が昇降するためのガイド26が設けられており、昇降フレームは図4に示すようにガイド26に対して4つの昇降用ガイドベアリングでガイド26を昇降自在に狭持している。
【0036】
昇降フレーム27には、折り曲げユニット29と折り曲げ板30が設けられており、折り曲げユニット29は畳床側面を押圧できるようにするために、押圧用リニアガイド31上に移動自在に設けられており、一端を昇降フレームに固定したバネ32で畳が位置する方向とは逆方向へ付勢されている。畳を押圧する際には、押圧シリンダ33が駆動してそのロッドを縮めることによって押圧アーム34が回動して、押圧アーム34の先端に設けたカムフォロア34aが折り曲げユニット29に当接することで、畳方向へ移動して押圧する。
【0037】
折り曲げ板30は、折り曲げユニット29の上面位置と一致した位置に設けられ、畳が位置する方向へ進退できるように昇降フレーム27に設けた折り曲げ板進退ガイドベアリング35にガイド部分が狭持されて保持されている。
【0038】
昇降高さ調整ハンドル37は、昇降フレーム27の昇降高さを調整するための部材であり、ベース25に設けた昇降シリンダ39によって昇降する昇降フレーム27に対して、昇降高さ調整ハンドル37のシャフト先端が当接することにより昇降高さを調整する。昇降高さ調整ハンドル37の基準位置を昇降高さ調整メモリ38で調整する。例えば畳表の厚みと畳床の厚みで10mmとすると、昇降高さ調整メモリ38のメモリ10の位置に昇降高さ調整ハンドル37を合わせると、昇降高さ調整ハンドル37のシャフトで規制された昇降フレーム27の上昇位置で、折り曲げ板30が畳の下面位置に位置されることとなる。
【0039】
縁無し畳の製造方法について説明する。まず框の処理(框縫いまたは框の接着など)が完了した畳を畳表折り曲げ装置に載置する。この時、位置決めレーザーマーカー24で照射されたレーザーの位置に畳床の上面側の縁部が一致するように載置した後、図示しない運転スイッチ等を操作して図5のように床押さえ22及び床端押さえ23を下降させて畳を固定する。
【0040】
固定された畳の厚み(畳表の厚みと畳床の厚みの合計)を定規などで確認し、昇降高さ調整メモリ38のメモリに合わせて昇降高さ調整ハンドル37を位置調整して、昇降フレーム27の昇降位置を調整する。
【0041】
畳の固定と昇降フレーム27の昇降位置を調整が完了すると、図6に示すように溝切削工具1で畳表に対して折り曲げのための溝を切削する。折り曲げユニット29の上面が畳台21の上面の位置と一致した状態で待機位置に位置しており、この折り曲げユニット29は畳の長さよりも長く、そして内部にヒーター29aを有し、畳を載置する前にヒーターを通電して畳表を折り曲げる角部29bの部分の温度を100〜120℃に加熱している。樹脂製の畳表の溶融温度は約140℃程度であるため、樹脂の畳表が溶融せずに軟化して折り曲げしやすい温度にしている。温度調整は図示していない制御操作部で設定する。
【0042】
溝切削工具1を使用して、畳床上面側の縁部に溝を切削する際には、切削回転刃3と切削回転刃4を畳床の側面に沿わせるように位置させて畳床側面をなぞるように移動させて溝加工を行う。作業に慣れておらず、畳床の側面を傷めてしまいそうな場合においては、位置決めガイド5を切削回転刃3と切削回転刃4に一致する位置へ位置調節して、位置決めガイド5で畳床を傷めないようにするとよい。溝切削加工の際には、畳表の下側に折り曲げユニット29が位置しており、切削回転刃3と切削回転刃4側に位置する車輪15,15と位置決めガイド5が畳表に当接した状態となっており、切削回転刃3と切削回転刃4による溝切削が所定寸法の深さで確実に行える。切削加工の際には切削回転刃4の回転速度の方が速く設定されているため、進行方向への移動もしやすい状態で加工ができる。
【0043】
畳床上面側の縁部の溝の加工が完了すると、固定ネジ14を緩め位置決めガイド5を畳床の厚み寸法、例えば5.5mmの畳床の厚みであれば、基準位置をメモリ13の5.5mmの所に位置合わせしてメモリ13を使って位置調整を行い、位置調整が完了すれば固定ネジ14を締めて位置決めガイド5がずれないように固定する。
【0044】
位置決めガイド5の位置調整が完了すれば、位置決めガイド5の外側端面を畳床側面に当てて、図7に示すように畳床の下面側の溝加工を行う。位置決めガイド5を畳床の側面に当接させた状態で、上記した最初の溝に平行となるように溝切削工具1を移動させて畳床下面側の溝加工を行うのである。
【0045】
畳床の上面の縁部と下面の縁部の溝切削加工が終了すると、溝切削用工具1を作業の邪魔にならない所に一旦置き、図8に示すように畳床側面全面にホットメルトをホットメルト塗布工具で塗布する。
【0046】
ホットメルトを塗布後に、運転スイッチ(図示せず)をオンすること等で昇降シリンダ39を作動させて昇降フレーム27を上昇させる。昇降高さハンドル38のシャフトで規制された位置で昇降フレーム27は規制されて上昇は停止し、この上昇位置が折り曲げユニット29の上面位置と折り曲げ板30の位置と畳の裏面位置とが一致した状態(図9参照)である。このとき折り曲げユニット29はヒーター29aによって加熱されているために、樹脂畳表であっても畳床上面縁部の溝位置で仕上がり状態良く折り曲げられる。
【0047】
次に図10に示すように押圧シリンダ33が作動して押圧アーム34が回動し、カムフォロア34aで折り曲げユニット29を畳が位置する方向へ押圧用リニアガイド31上を移動させることによって、畳表を上方へ折り曲げた状態で、折り曲げユニット29が畳表を畳床に押圧するよう移動(図10では左から右側に移動)して、畳表を畳床側面に押しつけて接着する。
【0048】
図11のように床端押さえ23を上昇させ、畳床に接着用のホットメルトをホットメルト塗布工具で塗布する。このとき床押さえ22によって畳は固定されているので床押さえ22を上昇させても畳は移動されずに保持されている。
【0049】
ホットメルトの塗布が完了すると、図12に示すように運転スイッチ等により機械に信号を与え、折り曲げ板進退シリンダ36を作動させて折り曲げ板30を前進させ、畳表を畳の裏面に沿わせるように折り曲げる。そして、折り曲げ板30で畳表を折り曲げた状態のまま、床端押さえ23を下降させて畳表を畳床へ圧着させ接着が確実に行われるようにする。
【0050】
この状態を一定時間保持するのであるが、畳裏面側の畳表接着の時間を短縮するために床端押さえ23を断面角パイプ状で畳床又は畳表に接触する下面側において畳の長さ方向に複数の穴を設け、床端押さえ23の下面以外の面、例えば上面に空気流入口を設け、コンプレッサー等から配管によって床端押さえ23の空気流入口から圧縮空気を流入させることによって、下面側に設けた複数の穴から空気を吹き出すことによってホットメルトを冷却するようにしてもよい。(図14参照)この場合床端押さえ23の下面には、通気性のあるクッション材を貼り付けて、圧縮空気の流れをスムーズに吐出され、クッション材の内部を通過して広範囲を冷却できるようにしておくとさらに良い。本実施形態において圧縮空気を吐出する時間は3〜10秒程度としている。
【0051】
畳床の裏面と畳表が接着されたので、図15のように、床押さえ22及び床端押さえ23を上昇させ、折り曲げ板24と折り曲げユニット23を退避させ初期位置に戻して片方の畳表の処理が完了する。以上の手順をもう片方の畳端部にても実施して畳の上前及び下前側の畳表の接着を完了させることにより1枚の畳を完成させる。
【0052】
上記の実施形態においては、車輪15と位置決めガイド5の下端位置を一致させた形態を説明しているが、車輪は必須ではない。畳表に対して摩擦の少ない素材、例えば樹脂などであれば車輪を用いずにベース部2の下部全体を樹脂として樹脂の下端位置と位置決めガイドの下端位置を一致させておくような構成でも良く、次に説明する切削する溝深さを調整できるようにした実施形態においても同様である。
【0053】
次に、切削用回転刃3、4で切削する溝の深さを調整できるようにした溝切削用工具の実施形態のついて説明する。図1〜図3で説明し、同様の構成の部分については図1〜図3と同じ符号を付して説明については省略する。図16は正面図であり、図17は図16の右側面図であり、図18は図16の平面図である。そして図16は図1〜図3との違いを説明するために切削用回転刃3、4を点線で表記し、ベース部が分割された構成であることを実線で示すように図示している。
【0054】
溝深さの調整ができる構成とした本実施形態においては、ベース部を上部ベース部41と下部ベース部42とベース部を分割した構成としている。上部ベース部41には、切削用回転刃3と切削用回転刃4を設けており、回転軸3a、4aや平歯車3b、4bについては図1〜図3で説明した構成と同様である。平歯車8と回転軸8aと平歯車9と回転軸9aも同様であり、ハンドル兼回転伝達部7の構成や、駆動源についても同様である。
【0055】
下部ベース部42には、図1〜図3同様に下部四隅付近にそれぞれ車輪15を設けており、位置決めガイド5を設け、固定ネジ14で係止する構成も同様である。
【0056】
図16及び図18の左右方向において、上部ベース部41は昇降ガイド41aにおいて調整用ネジ43と螺合し、下部ベース部42は昇降ガイド部42aにおいて調整用ネジ43と螺合し、この調整用ネジ43で上部ベース部41と下部ベース部42の鉛直方向の位置を調整することで、位置決めガイド5及び車輪15の下端位置と切削用回転刃3,4の下端位置との寸法を調整する構成としている。この構成により、畳表の厚みが種々であっても、切削する溝の深さを所望の深さに調整することができる。また、昇降ガイド41aや昇降ガイド部42aに適宜ダブルナットを行って弛み止めを行うと良い。
【符号の説明】
【0057】
1 溝切削用工具
2 ベース部
3 切削用回転刃
3a 回転軸
3b 平歯車
4 切削用回転刃
4a 回転軸
4b 平歯車
5 位置決めガイド
5a シャフト
5b カラー
6 ハンドル
7 ハンドル兼回転伝達部
8 平歯車
8a 回転軸
9 平歯車
9a 回転軸
10a 取付板
10b 取付板
11 ピン
12 ピン
13 メモリ
14 固定ネジ
15 車輪
21 畳台
22 床押さえ
23 床端押さえ
24 位置決めレーザーマーカー
25 ベース
26 ガイド
27 昇降フレーム
28 昇降用ガイドベアリング
29 折り曲げユニット
29a ヒーター
29b 角部
30 折り曲げ板
31 押圧用リニアガイド
32 バネ
33 押圧シリンダ
34 押圧アーム
34a カムフォロア
35 折り曲げ板進退ガイドベアリング
36 折り曲げ板進退シリンダ
37 昇降高さ調整ハンドル
38 昇降高さ調整メモリ
39 昇降シリンダ
41 上部ベース部
42 下部ベース部
43 調整用ネジ
【特許請求の範囲】
【請求項1】
縁無し畳を製造する際に使用する工具であって、
畳床に沿って折り曲げするための溝を切削して畳表に溝加工する回転刃と、
畳床に当接し、畳表に対する回転刃の溝切削位置を調整可能とする位置決めガイドと、
を有し、
畳上面縁部の溝加工は回転刃を畳床に沿って移動させることにより畳表に溝加工し、
畳下面縁部の溝加工は、回転刃に対して畳床厚み位置に調整した位置決めガイドを畳上縁に沿わせて移動することによって畳表に溝加工することを特徴とする溝切削用工具。
【請求項2】
位置決めガイド下端と工具本体下端又は工具本体下部に設けた移動用車輪の下端位置を一致させ、それら下端位置を結ぶ仮想直線に対して回転刃の下端が所定寸法だけより下方に位置することを特徴とする請求項1記載の溝切削用工具。
【請求項3】
位置決めガイド下端と工具本体下端又は工具本体下部に設けた移動用車輪の下端位置を一致させ、それら下端位置を結ぶ仮想直線に対して回転刃の下端位置との寸法を調整可能としたことを特徴とする請求項1記載の溝切削用工具。
【請求項4】
框側の畳床への縫着又は接着固定処理が完了した畳を固定する工程と、
畳を固定した後に、上記請求項1から請求項3のいずれかに記載の溝切削用工具を使って畳表の畳床上面縁部と畳床下面縁部に当接する位置に溝切削加工を行う工程と、
溝切削加工後に畳床側面に畳表を接着するための熱可塑性接着剤を畳床又は畳表に塗布する工程と、
上記塗布後に、ヒーターを内蔵して所定温度に加熱された状態で、畳表端部の下方から上昇し、畳床側面方向へ移動する手段によって畳床上面縁部位置で畳表を畳床に沿うように折り曲げる工程と、
畳床上面縁部の畳表折り曲げ後に、畳床裏面に畳表を接着するための熱可塑性接着剤を畳床又は畳表に塗布する工程と、
塗布後に畳の裏面位置に一致する高さで、畳の外方向から畳方向へ移動して畳表を畳床下面縁部で畳裏面に沿わせるように折り曲げる工程と、
畳表を畳裏面に沿わせた状態で畳表を畳裏面に押圧して保持する工程と、
を有する縁無し畳の製造方法。
【請求項5】
畳表を畳裏面に沿わせた状態で畳表を畳裏面に押圧して保持する工程において、畳表を畳裏面に押圧する手段から熱可塑性接着剤を冷却するための空気を吐出する工程を有する請求項4記載の縁無し畳の製造方法。
【請求項1】
縁無し畳を製造する際に使用する工具であって、
畳床に沿って折り曲げするための溝を切削して畳表に溝加工する回転刃と、
畳床に当接し、畳表に対する回転刃の溝切削位置を調整可能とする位置決めガイドと、
を有し、
畳上面縁部の溝加工は回転刃を畳床に沿って移動させることにより畳表に溝加工し、
畳下面縁部の溝加工は、回転刃に対して畳床厚み位置に調整した位置決めガイドを畳上縁に沿わせて移動することによって畳表に溝加工することを特徴とする溝切削用工具。
【請求項2】
位置決めガイド下端と工具本体下端又は工具本体下部に設けた移動用車輪の下端位置を一致させ、それら下端位置を結ぶ仮想直線に対して回転刃の下端が所定寸法だけより下方に位置することを特徴とする請求項1記載の溝切削用工具。
【請求項3】
位置決めガイド下端と工具本体下端又は工具本体下部に設けた移動用車輪の下端位置を一致させ、それら下端位置を結ぶ仮想直線に対して回転刃の下端位置との寸法を調整可能としたことを特徴とする請求項1記載の溝切削用工具。
【請求項4】
框側の畳床への縫着又は接着固定処理が完了した畳を固定する工程と、
畳を固定した後に、上記請求項1から請求項3のいずれかに記載の溝切削用工具を使って畳表の畳床上面縁部と畳床下面縁部に当接する位置に溝切削加工を行う工程と、
溝切削加工後に畳床側面に畳表を接着するための熱可塑性接着剤を畳床又は畳表に塗布する工程と、
上記塗布後に、ヒーターを内蔵して所定温度に加熱された状態で、畳表端部の下方から上昇し、畳床側面方向へ移動する手段によって畳床上面縁部位置で畳表を畳床に沿うように折り曲げる工程と、
畳床上面縁部の畳表折り曲げ後に、畳床裏面に畳表を接着するための熱可塑性接着剤を畳床又は畳表に塗布する工程と、
塗布後に畳の裏面位置に一致する高さで、畳の外方向から畳方向へ移動して畳表を畳床下面縁部で畳裏面に沿わせるように折り曲げる工程と、
畳表を畳裏面に沿わせた状態で畳表を畳裏面に押圧して保持する工程と、
を有する縁無し畳の製造方法。
【請求項5】
畳表を畳裏面に沿わせた状態で畳表を畳裏面に押圧して保持する工程において、畳表を畳裏面に押圧する手段から熱可塑性接着剤を冷却するための空気を吐出する工程を有する請求項4記載の縁無し畳の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【公開番号】特開2013−72262(P2013−72262A)
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願番号】特願2011−213915(P2011−213915)
【出願日】平成23年9月29日(2011.9.29)
【出願人】(000163121)極東産機株式会社 (68)
【Fターム(参考)】
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願日】平成23年9月29日(2011.9.29)
【出願人】(000163121)極東産機株式会社 (68)
【Fターム(参考)】
[ Back to top ]