
縁無畳の製造方法
【課題】
畳表の浮き上がりや、畳表を構成する繊維の折れの無い縁無畳を簡便に製造する方法を提供する。
【解決手段】
畳床11よりも大きめに裁断した天然藺草又は抄繊糸からなる畳表12を畳床11に固定して畳表12の耳部121を形成する第1工程と、耳部121を畳床11の側面に沿って折り曲げる第2工程と、余った耳部121を畳床11の底面に沿うように折り曲げて固定する第3工程とからなる縁無畳1の製造方法であって、第2工程は、耳部121の付け根部分122を湿らせた畳表12に対して加熱した折曲部材を押しつけて耳部121を畳床の側面に圧接させる工程である縁無畳の製造方法によって、上記の課題を解決する。
畳表の浮き上がりや、畳表を構成する繊維の折れの無い縁無畳を簡便に製造する方法を提供する。
【解決手段】
畳床11よりも大きめに裁断した天然藺草又は抄繊糸からなる畳表12を畳床11に固定して畳表12の耳部121を形成する第1工程と、耳部121を畳床11の側面に沿って折り曲げる第2工程と、余った耳部121を畳床11の底面に沿うように折り曲げて固定する第3工程とからなる縁無畳1の製造方法であって、第2工程は、耳部121の付け根部分122を湿らせた畳表12に対して加熱した折曲部材を押しつけて耳部121を畳床の側面に圧接させる工程である縁無畳の製造方法によって、上記の課題を解決する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、縁無畳の製造方法に関する。
【背景技術】
【0002】
生活様式の変化に伴い、縁付きの畳は廃れ、坊主畳とも呼ばれる縁無畳が主流となりつつある。
【0003】
縁付きの畳の場合は、畳の縁に取り付けられる帯状の畳縁によって、折り曲げた畳表が隠される。しかし、縁無畳の場合は、畳の縁が露出するため、畳表を折り曲げる際に藺草が折れて飛び出したり、畳表が畳床から浮き上がったりすると畳の見栄えが悪くなる。また、畳表が畳床から浮き上がると、畳を床に嵌め込んだ時に寸法誤差が生じる。特に畳表が天然藺草や抄繊糸から構成される場合は、畳表を構成する繊維が折れやすいため、畳表の折り曲げに際しては、熱湯や、界面活性剤を畳表に含浸させたり、蒸気を吹き付けたりするなどして、畳表を軟らかくしてから畳表を折り曲げている。
【0004】
特許文献1には、天然藺草からなる畳表の折り曲げに際して熱湯や界面活性剤を畳表に含浸させてから畳表を折り曲げることが記載されている。この文献に記載されているように、熱湯の場合は天然藺草に熱湯が染み込むまで20分程度の時間が掛かかり、製造工程の律速となるという問題がある。界面活性剤の場合は、浸みこむまでに要する時間は短縮されるがそれでも浸みこむまでに2、3分の時間を要し、やはり製造工程の律速となる。また、熱湯や、界面活性剤を含浸させた部分で畳表に染みができたように変色し、畳の外観を損なうという問題があった。
【0005】
特許文献2には、畳表を折り曲げる部分に蒸気を噴射することが記載されている(図5など)。この方法によれば、ある程度は畳表が軟らかくなり折り曲げやすくなる。しかし、蒸気を噴射すると折り曲げ部が水分過多な状態となり、畳表が変色し、畳の外観を損なうという問題があった。また、折り曲げ後は、カビの発生を防ぐために畳を乾燥させる必要があり、煩雑であった。さらには、上記の噴射後、直ちに折り曲げを開始する必要があり、時間が経つと冷えて折り曲げにくくなるという問題があった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2000−336911号公報
【特許文献2】特許第4375509号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
畳表の浮き上がりや、畳表を構成する繊維の折れの無い縁無畳を簡便かつ迅速に製造する方法を提供する。
【課題を解決するための手段】
【0008】
畳床よりも大きめに裁断した天然藺草又は抄繊糸からなる畳表を畳床に固定して畳表の耳部を形成する第1工程と、耳部を畳床の側面に沿って折り曲げる第2工程と、余った耳部を畳床の底面に沿うように折り曲げて固定する第3工程とからなる縁無畳の製造方法であって、第2工程は、耳部の付け根部分を湿らせた畳表に対して加熱した折曲部材を押しつけて耳部を畳床の側面に圧接させる工程である縁無畳の製造方法によって、上記の課題を解決する。
【0009】
第2工程の耳部の折り曲げは、耳部の付け根部分の畳表の外装側に水を塗布することで畳表を湿らせて、耳部が畳床の側面に接面するように耳部に加熱部材を押しつけて畳表を折り曲げるようにすることが好ましい。これにより、畳表に塗布した水を瞬時に気化させて蒸気を発生させることができる。
【0010】
第2工程の耳部の折り曲げは、耳部の付け根部分の畳表の外装側にポリビニルアルコール溶液を塗布することで畳表を湿らせて、耳部が畳床の側面に接面するように耳部に加熱部材を押しつけて畳表を折り曲げるようにすることが好ましい。この方法であれば、畳表が撥水性であっても塗布した水分が流れてしまうことがない。
【0011】
折曲部材は、畳の幅方向に沿って伸びる長尺の金属製の部材とし、100〜180℃に加熱された状態で耳部に押し付けるようにすることが好ましい。これにより、折曲部材の幅の分だけ畳表を一度に折り曲げることができる。
【発明の効果】
【0012】
本発明では、畳表の折り曲げ部分となる耳部の付け根を湿らせて、加熱した折曲部材を押しつけることで、畳表の折り曲げ部分で蒸気を発生させる。発生した蒸気は、畳表を構成する繊維の隅々にまで行き渡り、折り曲げ部分の畳表をむらなく加熱し、畳表が折り曲げやすくする。折り曲げ部分に蒸気を噴射した場合は、加熱と水分の供給を同時に行うので、十分な加熱を行おうとすると水分過多な状態になってしまう。本発明では、畳表に対する加湿と、気化を別々に行うので、畳表を曲げるのに必要な分だけ加湿し、それが十分に乾燥するまで加熱を継続することが可能である。そのため、畳表が湿り過ぎることがないので、畳表が変色するおそれもなく、カビが発生するおそれもない。
【図面の簡単な説明】
【0013】
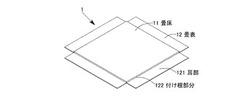
【図1】畳床を畳表に対して固定した畳を裏側から見た斜視図である。
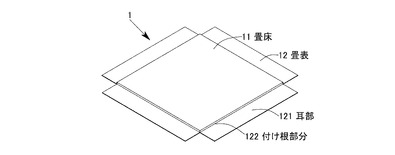
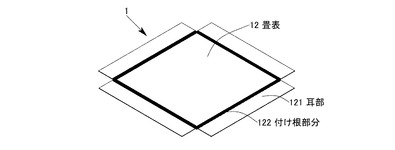
【図2】畳床を畳表に対して固定した畳を表側から見た斜視図である。畳表を湿らせる領域を塗りつぶして模式的に示した。
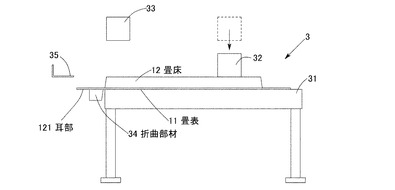
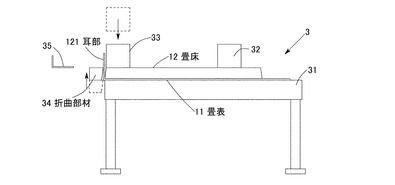
【図3】折り曲げ機のテーブルに載置された畳を第1押圧部材で固定する様子を示した模式図である。
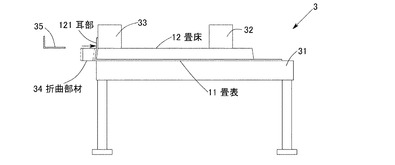
【図4】折り曲げ機のテーブルに載置された畳を第2押圧部材で固定し、折曲部材で畳表を折り曲げる様子を示した模式図である。
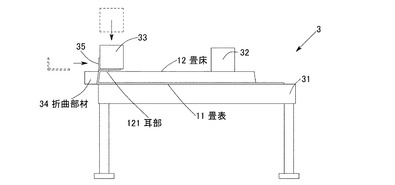
【図5】畳表を畳床の側面に沿うように、折曲部材で押しつける様子を示した模式図である。
【図6】スライダーによって、畳表を畳床の底面に沿って折り曲げる様子を示した模式図である。
【発明を実施するための形態】
【0014】
以下、図面を参照して本発明を実施するための形態を説明する。
【0015】
本発明は、畳床11よりも大きめに裁断した畳表12を畳床11に固定して畳表12の耳部121を形成する第1工程と、耳部121を畳床11の側面に沿って折り曲げる第2工程と、余った耳部121を畳床11の底面に沿うように折り曲げて固定する第3工程とからなる。
【0016】
第1工程は、畳表12と畳床11を固定する工程である。図1に示したように、畳表12は畳床11よりも大きめに裁断し、畳床11を畳表12に固定した際に、畳表12が余るようにする。畳床11の縁からはみ出した畳表12を本明細書では「耳部」と呼ぶ。耳部121は、第2工程及び第3工程で畳床11に沿って折り曲げられて、畳床12の縁を覆う。畳表12と畳床11は接着により固定してもよいし、縫着により固定してもよい。
【0017】
第2工程は、畳床11の側面に沿って耳部121を折り曲げる工程である。本発明では第2工程において、耳部121の付け根部分122を湿らせておき、湿気を含んだ畳表12に対して加熱した折曲部材を押しつけて耳部121を畳床11の側面に圧接させることを特徴とする。折曲部材は加熱されているので、耳部121の付け根部分で湿気が気化し、蒸気が発生する。これにより、畳表12の折り曲げ部分が蒸気で加熱され、折り曲げやすくなる。折曲部材は折り曲げ機の一部材であってもよいし、手作業で折り曲げる場合は、加熱した鏝のような部材であってもよい。
【0018】
第2工程において、耳部121の付け根部分122を湿らせる際には、図2に示したように、耳部121の付け根部分の畳表12の外装側(図2において黒く塗りつぶした部分)に水等を塗布することで畳表12を湿らせることが好ましい。畳表12の折り曲げの際に、畳表12の外装側は外側となる。この部分を湿らせておき、加熱した折曲部材を押しつければ、瞬時に湿気を気化させて蒸気を発生させて、畳表12を蒸らすことが可能になる。
【0019】
耳部121の折り曲げ部分を湿らせるには、折り曲げ部分に水等の液体を噴霧してもよいし、刷毛により水等の液体を塗布してもよい。刷毛の場合、使用する刷毛の幅を調節することで、畳表12を湿らせる範囲を容易に調節することができるので好ましい。また、刷毛の場合、塗布する回数を調節することで、畳表12の湿り具合を容易に調節することができるので好ましい。刷毛による塗付は2〜4回とすることが好ましく、1回では湿気が不足するし、5回以上となると、染みができるおそれがある。
【0020】
耳部121の折り曲げ部分を湿らせるには、水を使用することが好ましい。水の他には、お湯、エタノールやメタノール等のアルコール、又はこれらの混合液やその他の液体が使用できるが、水が最も調達しやすく、簡便である。畳表12に、撥水加工が施してある場合は、ポリビニルアルコール等の増粘剤(湿潤剤)の溶液を使用するとよい。ポリビニルアルコール溶液はJISK6726の測定方法で粘度が15〜100mPa・sとなるように調整することが好ましい。粘度が15mPa・sを下回ると、畳表12に水が保持されにくくなる。粘度が100mPa・sを超えると、塗付の作業性が低下する。また、水への溶解性を考慮し、ポリビニルアルコールのケン化度は、85.0〜99.0モル%とすることが好ましい。ポリビニルアルコールの濃度が高いと折曲部材にポリビニルアルコールが固まってこびりつきやすくなり、逆に濃度が低いと水が畳表に乗りにくくなるので、ポリビニルアルコール溶液の濃度は0.1〜5重量%とすることが好ましい。
【0021】
折曲部材は、畳の幅方向に沿って伸びる長尺の金属製の部材とすることが好ましい。畳の幅より、幅を大きくすると、畳表を一度に折り曲げることができるのでより好ましい。折曲部材は100〜180℃の範囲で加熱しておくことが好ましく、100〜120℃の範囲で加熱しておくとより好ましい。加熱温度が上記範囲を下回ると、湿気が気化するのに時間を要し作業効率が低下する。加熱温度が180℃を超えると、折曲部材が熱膨張して、折曲部材が畳表12に当接する面が変形したり、折曲部材の可動部の円滑な摺動が妨げられる。また、加熱温度が120℃を超えると、天然藺草の葉緑素が分解されやすくなるためか、時間が経つと畳表12の色が褪せてしまう。
【0022】
第3工程は、第2工程で畳床12の側面に沿って折り曲げられた耳部121の余り部分を、畳床12の底面に沿うように折り曲げて固定する工程である。畳表12と畳床12の底面の固定は、ホットメルト接着剤等により固定すればよい。
【0023】
本発明の製造方法は、天然藺草又は抄繊糸(しょうせんし)からなる畳表12の折り曲げに適している。本明細書で言う抄繊糸とは、紙から作った糸のことを指す。例えば、紙に撚りをかけて糸状に成形し、糸の表面をアクリル樹脂や、フッ素系界面活性剤等でコーティングしたものが例示される。天然藺草の種類は特に限定されず、例えば七島イ、琉球イ、三角イ、四角イ、丸イ、いぐさ等が挙げられる。
【0024】
第2工程及び第3工程における畳表12の折り曲げは手作業によって行っても構わないし、折り曲げ機を用いて行っても構わない。折り曲げ機を用いる場合は、作業性を考慮して畳を載置するテーブルに畳をセットする前に、畳表12の耳部121の付け根部分を湿らせておくとよい。また、第2工程及び第3工程において畳表12を折り曲げる際に、畳表12の折り曲げ部分の内側に折り曲げ溝を切るようにしてもよい。
【実施例】
【0025】
実施例により、本発明をより具体的に説明する。
【0026】
[実施例1]
[第1工程]
910mm×1,820mmの厚み50mmのハードボードと発泡ポリスチレンボードの積層体(畳床11)に、市販のホットメルト接着剤をスプレーで塗布した。その上に天然藺草(七島イ)で編み上げた1,000mm×1,970mmの畳表12を被せて、59℃で熱プレスして、畳床11と畳表12を固定し、図1のような耳部121を有する畳1とした。畳表12は、折り曲げ易いように図1のように4隅を切り取ってある。
【0027】
[第2工程]
幅30mmの刷毛に水を含ませて、上記の畳の耳部121の付け根部分122の外装側(図2の黒塗り部分)に水を塗布した。水の塗布は2回行い、1回目の塗布が終わると、刷毛に新たに水を含ませてから2回目の塗布を行った。
【0028】
刷毛で水を塗布した畳を、図3〜6に示した折り曲げ機3のテーブル31に、畳表12がテーブル31と接面するようにセットした。この折り曲げ機3は、畳を載置するテーブル31と、昇降動作により畳をテーブル31に固定する第1押圧部材32及び第2押圧部材33と、加熱可能に構成され垂直方向への昇降動作と水平方向への進退動作により畳表11を折り曲げる折曲部材34と、水平方向に進退して畳表11を畳床12の底面に沿うように折り曲げるスライダー35とを備える。まず、図3に示したように、第1押圧部材32を下降させて、畳1の奥側を固定した。この状態で折曲部材34は既に115℃に加熱されており、塗布した水が蒸発し始めた。次いで、図4に示したように、第2押圧部材33も下降させて、畳1の手前を固定するとともに、畳表11の下方から折曲部材34を上昇させて、畳表12を垂直方向に折り曲げた。この状態から、折曲部材34を畳1の奥側に押し出して、図5に示したように畳表11を畳床12の側面に圧接させた。畳表11を畳床12に密着させた状態で15秒間保持して、畳表11の水分を蒸発させた。
【0029】
[第3工程]
115℃に加熱した折曲部材34を畳表12に押しつけてから15秒が経過した時点で、第2押圧部材33を上昇させ、畳床12の底面に加熱により液状になったホットメルト接着剤を適用した。その後、手前に控えていたスライダー35を奥にスライドさせて、畳表11を畳床12の底面に接面させて、一時的に上昇させておいた第2押圧部材33を再度下降させて、図6のように畳表11を畳床12の底面に圧接させた。第1工程において、折曲部材34が畳表11に接触し、水蒸気が発生し始めてから、第3工程において、畳表11を畳床12に固定する作業が完了するまでに要した時間は60秒であった。
【0030】
[実施例2]
畳表11を構成する繊維を、フッ素系樹脂及びアクリル樹脂でコーティングした抄繊糸(大建工業株式会社の銀白和紙表)に換え、塗布する水を4重量%のポリビニルアルコール水溶液(ケン化度99モル%、平均重合度1,800、粘度30mPa・s)に換えた以外は、実施例1と同様の方法で、縁無畳を製造した。
【0031】
[比較例1]
第2工程における、水の塗布を省略した以外は、実施例1と同様の方法により縁無畳を製造した。
【0032】
実施例1、実施例2及び比較例1の製造方法によって、製造された縁無畳の外観を目視で確認したところ、実施例1及び実施例2の方法で製造された縁無畳は、畳床に沿ってきれいに畳表が折り曲げられていた。また、畳表に染みも見られなかった。一方、比較例1の方法で製造された縁無畳は、畳表を構成する天然藺草が折れてしまい、商品として流通できる状態ではなかった。
【符号の説明】
【0033】
1 縁無畳(畳)
11 畳床
12 畳表
121 耳部
122 付け根部分
3 折り曲げ機
31 テーブル
32 第1押圧部材
33 第2押圧部材
34 折曲部材
35 スライダー
【技術分野】
【0001】
本発明は、縁無畳の製造方法に関する。
【背景技術】
【0002】
生活様式の変化に伴い、縁付きの畳は廃れ、坊主畳とも呼ばれる縁無畳が主流となりつつある。
【0003】
縁付きの畳の場合は、畳の縁に取り付けられる帯状の畳縁によって、折り曲げた畳表が隠される。しかし、縁無畳の場合は、畳の縁が露出するため、畳表を折り曲げる際に藺草が折れて飛び出したり、畳表が畳床から浮き上がったりすると畳の見栄えが悪くなる。また、畳表が畳床から浮き上がると、畳を床に嵌め込んだ時に寸法誤差が生じる。特に畳表が天然藺草や抄繊糸から構成される場合は、畳表を構成する繊維が折れやすいため、畳表の折り曲げに際しては、熱湯や、界面活性剤を畳表に含浸させたり、蒸気を吹き付けたりするなどして、畳表を軟らかくしてから畳表を折り曲げている。
【0004】
特許文献1には、天然藺草からなる畳表の折り曲げに際して熱湯や界面活性剤を畳表に含浸させてから畳表を折り曲げることが記載されている。この文献に記載されているように、熱湯の場合は天然藺草に熱湯が染み込むまで20分程度の時間が掛かかり、製造工程の律速となるという問題がある。界面活性剤の場合は、浸みこむまでに要する時間は短縮されるがそれでも浸みこむまでに2、3分の時間を要し、やはり製造工程の律速となる。また、熱湯や、界面活性剤を含浸させた部分で畳表に染みができたように変色し、畳の外観を損なうという問題があった。
【0005】
特許文献2には、畳表を折り曲げる部分に蒸気を噴射することが記載されている(図5など)。この方法によれば、ある程度は畳表が軟らかくなり折り曲げやすくなる。しかし、蒸気を噴射すると折り曲げ部が水分過多な状態となり、畳表が変色し、畳の外観を損なうという問題があった。また、折り曲げ後は、カビの発生を防ぐために畳を乾燥させる必要があり、煩雑であった。さらには、上記の噴射後、直ちに折り曲げを開始する必要があり、時間が経つと冷えて折り曲げにくくなるという問題があった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2000−336911号公報
【特許文献2】特許第4375509号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
畳表の浮き上がりや、畳表を構成する繊維の折れの無い縁無畳を簡便かつ迅速に製造する方法を提供する。
【課題を解決するための手段】
【0008】
畳床よりも大きめに裁断した天然藺草又は抄繊糸からなる畳表を畳床に固定して畳表の耳部を形成する第1工程と、耳部を畳床の側面に沿って折り曲げる第2工程と、余った耳部を畳床の底面に沿うように折り曲げて固定する第3工程とからなる縁無畳の製造方法であって、第2工程は、耳部の付け根部分を湿らせた畳表に対して加熱した折曲部材を押しつけて耳部を畳床の側面に圧接させる工程である縁無畳の製造方法によって、上記の課題を解決する。
【0009】
第2工程の耳部の折り曲げは、耳部の付け根部分の畳表の外装側に水を塗布することで畳表を湿らせて、耳部が畳床の側面に接面するように耳部に加熱部材を押しつけて畳表を折り曲げるようにすることが好ましい。これにより、畳表に塗布した水を瞬時に気化させて蒸気を発生させることができる。
【0010】
第2工程の耳部の折り曲げは、耳部の付け根部分の畳表の外装側にポリビニルアルコール溶液を塗布することで畳表を湿らせて、耳部が畳床の側面に接面するように耳部に加熱部材を押しつけて畳表を折り曲げるようにすることが好ましい。この方法であれば、畳表が撥水性であっても塗布した水分が流れてしまうことがない。
【0011】
折曲部材は、畳の幅方向に沿って伸びる長尺の金属製の部材とし、100〜180℃に加熱された状態で耳部に押し付けるようにすることが好ましい。これにより、折曲部材の幅の分だけ畳表を一度に折り曲げることができる。
【発明の効果】
【0012】
本発明では、畳表の折り曲げ部分となる耳部の付け根を湿らせて、加熱した折曲部材を押しつけることで、畳表の折り曲げ部分で蒸気を発生させる。発生した蒸気は、畳表を構成する繊維の隅々にまで行き渡り、折り曲げ部分の畳表をむらなく加熱し、畳表が折り曲げやすくする。折り曲げ部分に蒸気を噴射した場合は、加熱と水分の供給を同時に行うので、十分な加熱を行おうとすると水分過多な状態になってしまう。本発明では、畳表に対する加湿と、気化を別々に行うので、畳表を曲げるのに必要な分だけ加湿し、それが十分に乾燥するまで加熱を継続することが可能である。そのため、畳表が湿り過ぎることがないので、畳表が変色するおそれもなく、カビが発生するおそれもない。
【図面の簡単な説明】
【0013】
【図1】畳床を畳表に対して固定した畳を裏側から見た斜視図である。
【図2】畳床を畳表に対して固定した畳を表側から見た斜視図である。畳表を湿らせる領域を塗りつぶして模式的に示した。
【図3】折り曲げ機のテーブルに載置された畳を第1押圧部材で固定する様子を示した模式図である。
【図4】折り曲げ機のテーブルに載置された畳を第2押圧部材で固定し、折曲部材で畳表を折り曲げる様子を示した模式図である。
【図5】畳表を畳床の側面に沿うように、折曲部材で押しつける様子を示した模式図である。
【図6】スライダーによって、畳表を畳床の底面に沿って折り曲げる様子を示した模式図である。
【発明を実施するための形態】
【0014】
以下、図面を参照して本発明を実施するための形態を説明する。
【0015】
本発明は、畳床11よりも大きめに裁断した畳表12を畳床11に固定して畳表12の耳部121を形成する第1工程と、耳部121を畳床11の側面に沿って折り曲げる第2工程と、余った耳部121を畳床11の底面に沿うように折り曲げて固定する第3工程とからなる。
【0016】
第1工程は、畳表12と畳床11を固定する工程である。図1に示したように、畳表12は畳床11よりも大きめに裁断し、畳床11を畳表12に固定した際に、畳表12が余るようにする。畳床11の縁からはみ出した畳表12を本明細書では「耳部」と呼ぶ。耳部121は、第2工程及び第3工程で畳床11に沿って折り曲げられて、畳床12の縁を覆う。畳表12と畳床11は接着により固定してもよいし、縫着により固定してもよい。
【0017】
第2工程は、畳床11の側面に沿って耳部121を折り曲げる工程である。本発明では第2工程において、耳部121の付け根部分122を湿らせておき、湿気を含んだ畳表12に対して加熱した折曲部材を押しつけて耳部121を畳床11の側面に圧接させることを特徴とする。折曲部材は加熱されているので、耳部121の付け根部分で湿気が気化し、蒸気が発生する。これにより、畳表12の折り曲げ部分が蒸気で加熱され、折り曲げやすくなる。折曲部材は折り曲げ機の一部材であってもよいし、手作業で折り曲げる場合は、加熱した鏝のような部材であってもよい。
【0018】
第2工程において、耳部121の付け根部分122を湿らせる際には、図2に示したように、耳部121の付け根部分の畳表12の外装側(図2において黒く塗りつぶした部分)に水等を塗布することで畳表12を湿らせることが好ましい。畳表12の折り曲げの際に、畳表12の外装側は外側となる。この部分を湿らせておき、加熱した折曲部材を押しつければ、瞬時に湿気を気化させて蒸気を発生させて、畳表12を蒸らすことが可能になる。
【0019】
耳部121の折り曲げ部分を湿らせるには、折り曲げ部分に水等の液体を噴霧してもよいし、刷毛により水等の液体を塗布してもよい。刷毛の場合、使用する刷毛の幅を調節することで、畳表12を湿らせる範囲を容易に調節することができるので好ましい。また、刷毛の場合、塗布する回数を調節することで、畳表12の湿り具合を容易に調節することができるので好ましい。刷毛による塗付は2〜4回とすることが好ましく、1回では湿気が不足するし、5回以上となると、染みができるおそれがある。
【0020】
耳部121の折り曲げ部分を湿らせるには、水を使用することが好ましい。水の他には、お湯、エタノールやメタノール等のアルコール、又はこれらの混合液やその他の液体が使用できるが、水が最も調達しやすく、簡便である。畳表12に、撥水加工が施してある場合は、ポリビニルアルコール等の増粘剤(湿潤剤)の溶液を使用するとよい。ポリビニルアルコール溶液はJISK6726の測定方法で粘度が15〜100mPa・sとなるように調整することが好ましい。粘度が15mPa・sを下回ると、畳表12に水が保持されにくくなる。粘度が100mPa・sを超えると、塗付の作業性が低下する。また、水への溶解性を考慮し、ポリビニルアルコールのケン化度は、85.0〜99.0モル%とすることが好ましい。ポリビニルアルコールの濃度が高いと折曲部材にポリビニルアルコールが固まってこびりつきやすくなり、逆に濃度が低いと水が畳表に乗りにくくなるので、ポリビニルアルコール溶液の濃度は0.1〜5重量%とすることが好ましい。
【0021】
折曲部材は、畳の幅方向に沿って伸びる長尺の金属製の部材とすることが好ましい。畳の幅より、幅を大きくすると、畳表を一度に折り曲げることができるのでより好ましい。折曲部材は100〜180℃の範囲で加熱しておくことが好ましく、100〜120℃の範囲で加熱しておくとより好ましい。加熱温度が上記範囲を下回ると、湿気が気化するのに時間を要し作業効率が低下する。加熱温度が180℃を超えると、折曲部材が熱膨張して、折曲部材が畳表12に当接する面が変形したり、折曲部材の可動部の円滑な摺動が妨げられる。また、加熱温度が120℃を超えると、天然藺草の葉緑素が分解されやすくなるためか、時間が経つと畳表12の色が褪せてしまう。
【0022】
第3工程は、第2工程で畳床12の側面に沿って折り曲げられた耳部121の余り部分を、畳床12の底面に沿うように折り曲げて固定する工程である。畳表12と畳床12の底面の固定は、ホットメルト接着剤等により固定すればよい。
【0023】
本発明の製造方法は、天然藺草又は抄繊糸(しょうせんし)からなる畳表12の折り曲げに適している。本明細書で言う抄繊糸とは、紙から作った糸のことを指す。例えば、紙に撚りをかけて糸状に成形し、糸の表面をアクリル樹脂や、フッ素系界面活性剤等でコーティングしたものが例示される。天然藺草の種類は特に限定されず、例えば七島イ、琉球イ、三角イ、四角イ、丸イ、いぐさ等が挙げられる。
【0024】
第2工程及び第3工程における畳表12の折り曲げは手作業によって行っても構わないし、折り曲げ機を用いて行っても構わない。折り曲げ機を用いる場合は、作業性を考慮して畳を載置するテーブルに畳をセットする前に、畳表12の耳部121の付け根部分を湿らせておくとよい。また、第2工程及び第3工程において畳表12を折り曲げる際に、畳表12の折り曲げ部分の内側に折り曲げ溝を切るようにしてもよい。
【実施例】
【0025】
実施例により、本発明をより具体的に説明する。
【0026】
[実施例1]
[第1工程]
910mm×1,820mmの厚み50mmのハードボードと発泡ポリスチレンボードの積層体(畳床11)に、市販のホットメルト接着剤をスプレーで塗布した。その上に天然藺草(七島イ)で編み上げた1,000mm×1,970mmの畳表12を被せて、59℃で熱プレスして、畳床11と畳表12を固定し、図1のような耳部121を有する畳1とした。畳表12は、折り曲げ易いように図1のように4隅を切り取ってある。
【0027】
[第2工程]
幅30mmの刷毛に水を含ませて、上記の畳の耳部121の付け根部分122の外装側(図2の黒塗り部分)に水を塗布した。水の塗布は2回行い、1回目の塗布が終わると、刷毛に新たに水を含ませてから2回目の塗布を行った。
【0028】
刷毛で水を塗布した畳を、図3〜6に示した折り曲げ機3のテーブル31に、畳表12がテーブル31と接面するようにセットした。この折り曲げ機3は、畳を載置するテーブル31と、昇降動作により畳をテーブル31に固定する第1押圧部材32及び第2押圧部材33と、加熱可能に構成され垂直方向への昇降動作と水平方向への進退動作により畳表11を折り曲げる折曲部材34と、水平方向に進退して畳表11を畳床12の底面に沿うように折り曲げるスライダー35とを備える。まず、図3に示したように、第1押圧部材32を下降させて、畳1の奥側を固定した。この状態で折曲部材34は既に115℃に加熱されており、塗布した水が蒸発し始めた。次いで、図4に示したように、第2押圧部材33も下降させて、畳1の手前を固定するとともに、畳表11の下方から折曲部材34を上昇させて、畳表12を垂直方向に折り曲げた。この状態から、折曲部材34を畳1の奥側に押し出して、図5に示したように畳表11を畳床12の側面に圧接させた。畳表11を畳床12に密着させた状態で15秒間保持して、畳表11の水分を蒸発させた。
【0029】
[第3工程]
115℃に加熱した折曲部材34を畳表12に押しつけてから15秒が経過した時点で、第2押圧部材33を上昇させ、畳床12の底面に加熱により液状になったホットメルト接着剤を適用した。その後、手前に控えていたスライダー35を奥にスライドさせて、畳表11を畳床12の底面に接面させて、一時的に上昇させておいた第2押圧部材33を再度下降させて、図6のように畳表11を畳床12の底面に圧接させた。第1工程において、折曲部材34が畳表11に接触し、水蒸気が発生し始めてから、第3工程において、畳表11を畳床12に固定する作業が完了するまでに要した時間は60秒であった。
【0030】
[実施例2]
畳表11を構成する繊維を、フッ素系樹脂及びアクリル樹脂でコーティングした抄繊糸(大建工業株式会社の銀白和紙表)に換え、塗布する水を4重量%のポリビニルアルコール水溶液(ケン化度99モル%、平均重合度1,800、粘度30mPa・s)に換えた以外は、実施例1と同様の方法で、縁無畳を製造した。
【0031】
[比較例1]
第2工程における、水の塗布を省略した以外は、実施例1と同様の方法により縁無畳を製造した。
【0032】
実施例1、実施例2及び比較例1の製造方法によって、製造された縁無畳の外観を目視で確認したところ、実施例1及び実施例2の方法で製造された縁無畳は、畳床に沿ってきれいに畳表が折り曲げられていた。また、畳表に染みも見られなかった。一方、比較例1の方法で製造された縁無畳は、畳表を構成する天然藺草が折れてしまい、商品として流通できる状態ではなかった。
【符号の説明】
【0033】
1 縁無畳(畳)
11 畳床
12 畳表
121 耳部
122 付け根部分
3 折り曲げ機
31 テーブル
32 第1押圧部材
33 第2押圧部材
34 折曲部材
35 スライダー
【特許請求の範囲】
【請求項1】
畳床よりも大きめに裁断した天然藺草又は抄繊糸からなる畳表を畳床に固定して畳表の耳部を形成する第1工程と、耳部を畳床の側面に沿って折り曲げる第2工程と、余った耳部を畳床の底面に沿うように折り曲げて固定する第3工程とからなる縁無畳の製造方法であって、
第2工程は、耳部の付け根部分を湿らせた畳表に対して加熱した折曲部材を押しつけて耳部を畳床の側面に圧接させる工程である縁無畳の製造方法。
【請求項2】
耳部の付け根部分の畳表の外装側に水を塗布することで畳表を湿らせる請求項1に記載の縁無畳の製造方法。
【請求項3】
耳部の付け根部分の畳表の外装側にポリビニルアルコール溶液を塗布することで畳表を湿らせる請求項1又は2に記載の縁無畳の製造方法。
【請求項4】
折曲部材は、畳の幅方向に沿って伸びる長尺の金属製の部材であって、100〜180℃に加熱された状態で耳部に押し付けられる請求項1〜3のいずれかに記載の縁無畳の製造方法。
【請求項1】
畳床よりも大きめに裁断した天然藺草又は抄繊糸からなる畳表を畳床に固定して畳表の耳部を形成する第1工程と、耳部を畳床の側面に沿って折り曲げる第2工程と、余った耳部を畳床の底面に沿うように折り曲げて固定する第3工程とからなる縁無畳の製造方法であって、
第2工程は、耳部の付け根部分を湿らせた畳表に対して加熱した折曲部材を押しつけて耳部を畳床の側面に圧接させる工程である縁無畳の製造方法。
【請求項2】
耳部の付け根部分の畳表の外装側に水を塗布することで畳表を湿らせる請求項1に記載の縁無畳の製造方法。
【請求項3】
耳部の付け根部分の畳表の外装側にポリビニルアルコール溶液を塗布することで畳表を湿らせる請求項1又は2に記載の縁無畳の製造方法。
【請求項4】
折曲部材は、畳の幅方向に沿って伸びる長尺の金属製の部材であって、100〜180℃に加熱された状態で耳部に押し付けられる請求項1〜3のいずれかに記載の縁無畳の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−87440(P2013−87440A)
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願番号】特願2011−226632(P2011−226632)
【出願日】平成23年10月14日(2011.10.14)
【出願人】(599095953)株式会社カネハ (4)
【Fターム(参考)】
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願日】平成23年10月14日(2011.10.14)
【出願人】(599095953)株式会社カネハ (4)
【Fターム(参考)】
[ Back to top ]