
縦型ルーパー設備およびその蛇行修正方法
【課題】鋼帯の連続処理ラインに設置される縦型ルーパー設備およびその蛇行修正方法として、良好な応答性で鋼帯の蛇行を修正することができるとともに、省スペースかつ安価で既存ラインへの導入も容易である縦型ルーパー設備およびその蛇行修正方法を提供する。
【解決手段】2本の固定ロール2a、2aの入側に電磁石5、6と鋼帯幅方向位置検出センサ(鋼帯幅方向位置測定器)7が配置されており、鋼帯幅方向位置検出センサ7が検出した鋼帯の幅方向位置に応じて、電磁石5、6の磁力(吸引力)を用いて、走行する鋼帯1を当該鋼帯1の面外方向に変位させることで、鋼帯1の蛇行を修正するとともに、ルーパー容量に応じて、電磁石5、6への通電電流の上限値を変化させる。
【解決手段】2本の固定ロール2a、2aの入側に電磁石5、6と鋼帯幅方向位置検出センサ(鋼帯幅方向位置測定器)7が配置されており、鋼帯幅方向位置検出センサ7が検出した鋼帯の幅方向位置に応じて、電磁石5、6の磁力(吸引力)を用いて、走行する鋼帯1を当該鋼帯1の面外方向に変位させることで、鋼帯1の蛇行を修正するとともに、ルーパー容量に応じて、電磁石5、6への通電電流の上限値を変化させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、鋼帯の連続通板ラインに設置される縦型ルーパー設備およびその蛇行修正方法に関する。
【背景技術】
【0002】
鋼帯の熱処理やめっきを連続的に行う連続処理ラインにおいては、ライン内の各工程(各設備)での処理速度差を吸収するために、ライン入側および出側に鋼帯のため込み設備であるルーパー設備(縦型ルーパー設備等)を設けるのが一般的であるが、近年は、ライン速度の向上に伴いライン長が増大する傾向にあり、ルーパー設備内での蛇行が問題となっている。
【0003】
一般的に、鋼帯の連続処理ラインのように鋼帯を連続的に通板するラインでは、通板する鋼帯の形状不良、鋼帯幅方向の非対称な張力分布、あるいは搬送ロール間の平行度の狂い等により、鋼帯幅方向に鋼帯が振れる蛇行現象を生じる場合があり、蛇行の発生により、鋼帯の品質不良や鋼帯エッジ部が搬送ロール端を乗り越えて操業不能に陥るトラブルを招くなど、蛇行を抑止することは、歩留り向上・安定操業の達成という上で重要な課題である。
【0004】
従来、上記のような蛇行の発生を防止するために、多数ある搬送ロールの一部を、通板する鋼帯の進行方向に対して左右あるいは上下に傾動させることで蛇行を修正するステアリングロールを用いることが知られている。
【0005】
しかし、鋼帯の進行方向に沿って隙間を有して並べられた複数の固定ロールと、その複数の固定ロールに対して昇降する架台(キャリッジ)に配置された複数の昇降ロールとを有し、各固定ロールと各昇降ロールとにジグザグ状に鋼帯が通板される縦型ルーパー設備では、設備のスペース上、縦型ルーパー設備内にステアリングロールを設置することが難しく、縦型ルーパー設備の入側や出側に設置することになり、縦型ルーパー設備内の蛇行に対しては蛇行修正の効果が小さくなってしまう。
【0006】
そこで、特許文献1では、縦型ルーパー設備において、その出側に設置したステアリングロールの制御に加えて、昇降ロールの架台(キャリッジ)を傾動する制御を連動することで蛇行を修正する方法が提案されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平11−254036号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、上記の特許文献1に記載の技術では、キャリッジ全体を傾動させるための機構が大掛かりになり、コストが高くなるという問題点や、ルーパー出側での鋼帯蛇行量に応じた制御となるため、ルーパー内と時間差があり、応答性が良くないという問題点がある。
【0009】
本発明は、上記のような事情に鑑みてなされたものであり、鋼帯の連続処理ラインに設置される縦型ルーパー設備およびその蛇行修正方法として、良好な応答性で鋼帯の蛇行を修正することができるとともに、省スペースかつ安価で既存ラインへの導入も容易である縦型ルーパー設備およびその蛇行修正方法を提供することを目的とするものである。
【課題を解決するための手段】
【0010】
上記課題を解決するために、本発明者らは鋭意検討を重ねた結果、縦型ルーパー設備について、その固定ロールの入側および出側の少なくとも一方において、電磁石の磁力(吸引力)を用いて、走行する鋼帯を当該鋼帯の面外方向に変位させることで、前記鋼帯を幅方向に移動させて鋼帯の蛇行を修正することによって、良好な応答性で鋼帯の蛇行を修正することができるとともに、省スペースかつ安価で既存ラインへの導入も容易である縦型ルーパー設備を実現できることを見出した。
【0011】
上記の知見に基づいて、本発明は以下の特徴を有している。
【0012】
[1]鋼帯の進行方向に沿って隙間を有して並べられた複数の固定ロールと、該複数の固定ロールに対して昇降する架台に配置された複数の昇降ロールとを有し、各固定ロールと各昇降ロールとにジグザグ状に前記鋼帯が通板される縦型ルーパー設備において、前記固定ロールと前記昇降ロールのうちの1個以上のロールについて、その入側および出側の少なくとも一方に配置された電磁石と、該電磁石の吸引力を制御する操作量を演算する操作量演算装置とを有し、前記電磁石の吸引力を用いて、走行する鋼帯を当該鋼帯の面外方向に変位させることで鋼帯の蛇行を修正するとともに、前記縦型ルーパー設備のルーパー容量に応じて、前記電磁石への通電電流の上限値を変化させることを特徴とする縦型ルーパー設備。
【0013】
[2]通板される鋼帯の幅方向位置を検出する鋼帯幅方向位置検出センサと、該鋼帯幅方向位置検出センサが検出した鋼帯幅方向位置に応じて前記電磁石への通電電流を制御する通電電流制御装置とを備えていることを特徴とする前記[1]に記載の縦型ルーパー設備。
【0014】
[3]それぞれの電磁石に対応して鋼帯幅方向位置検出センサが配置されており、前記通電電流制御装置は、鋼帯幅方向位置検出センサが検出した鋼帯幅方向位置に応じて、当該鋼帯幅方向位置検出センサに対応する電磁石への通電電流を制御することを特徴とする前記[2]に記載の縦型ルーパー設備。
【0015】
[4]鋼帯の進行方向に沿って隙間を有して並べられた複数の固定ロールと、該複数の固定ロールに対して昇降する架台に配置された複数の昇降ロールとを有し、各固定ロールと各昇降ロールとにジグザグ状に前記鋼帯が通板される縦型ルーパー設備における蛇行修正方法であって、前記固定ロールと前記昇降ロールのうちの1個以上のロールについて、その入側および出側の少なくとも一方に電磁石を配置し、該電磁石の吸引力を用いて、走行する鋼帯を当該鋼帯の面外方向に変位させることで鋼帯の蛇行を修正するとともに、前記縦型ルーパー設備のルーパー容量に応じて、前記電磁石への通電電流の上限値を変化させることを特徴とする縦型ルーパー設備の蛇行修正方法。
【0016】
[5]通板される鋼帯の幅方向位置を検出する鋼帯幅方向位置検出センサを配置し、該鋼帯幅方向位置検出センサが検出した鋼帯幅方向位置に応じて前記電磁石への通電電流を制御することを特徴とする前記[4]に記載の縦型ルーパー設備の蛇行修正方法。
【0017】
[6]それぞれの電磁石に対応して鋼帯幅方向位置検出センサを配置し、該鋼帯幅方向位置検出センサが検出した鋼帯幅方向位置に応じて、当該鋼帯幅方向位置検出センサに対応する電磁石への通電電流を制御することを特徴とする前記[5]に記載の縦型ルーパー設備の蛇行修正方法。
【発明の効果】
【0018】
本発明においては、鋼帯の連続処理ラインに設置される縦型ルーパー設備およびその蛇行修正方法として、鋼帯の蛇行を応答性良く修正することができるとともに、省スペースかつ安価で既存ラインへの導入も容易である縦型ルーパー設備およびその蛇行修正方法を提供することができる。そして、鋼帯の蛇行を応答性良く修正できることから、鋼帯の通板速度を上げることが可能となり、鋼帯を生産性良く製造することができる。
【図面の簡単な説明】
【0019】
【図1】本発明の一実施形態を示す概要図である。
【図2】本発明の一実施形態における蛇行修正メカニズムを説明するための図である。
【図3】本発明の一実施形態で用いられるフィードバック制御系を示すブロック図である。
【発明を実施するための形態】
【0020】
本発明の一実施形態を図面に基づいて説明する。
【0021】
図1は、本発明の一実施形態の構成を示す概要図である。
【0022】
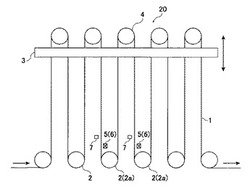
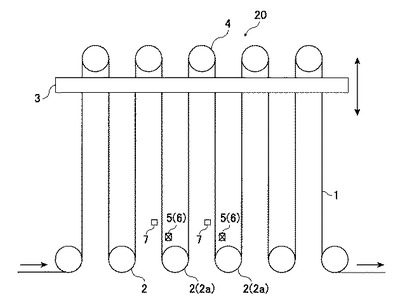
図1に示すように、本発明の一実施形態に係る縦型ルーパー設備20は、鋼帯1の進行方向に沿って隙間を有して並べられた複数の固定ロール2と、固定ロール2に対して昇降する架台3に配置された複数の昇降ロール4とを有し、それらの固定ロール2と昇降ロール4をジグザグ状に鋼帯1が通板するようになっている。
【0023】
その上で、この実施形態においては、2個の固定ロール2a、2aの入側に電磁石5、6と鋼帯幅方向位置検出センサ(鋼帯幅方向位置測定器)7が配置されており、鋼帯幅方向位置検出センサ7が検出した鋼帯の幅方向位置に応じて、電磁石5、6の磁力(吸引力)を用いて、走行する鋼帯1を当該鋼帯1の面外方向に変位させることで、鋼帯1の蛇行を修正するようにしている。
【0024】
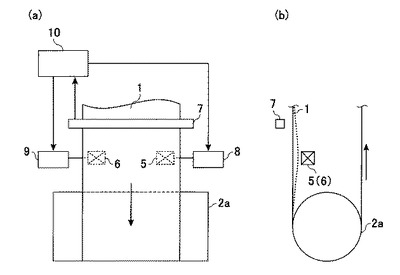
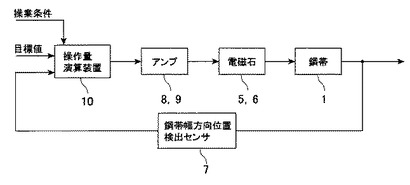
その蛇行修正メカニズムを図2、図3によって説明する。ここで、図2は、図1において電磁石5が配置された固定ロール2aの近傍を拡大して示す概念図であり、図2(a)は正面図、図2(b)は側面図である。また、図3は、この実施形態で用いられるフィードバック制御系のブロック図である。
【0025】
図2に示すように、鋼帯1が張架される固定ロール2aの入側には、電磁石5および電磁石6が、鋼帯1の裏面側の両端部に鋼帯1と対向して配置されており、これらの電磁石5と電磁石6は、それぞれアンプ8およびアンプ9によって駆動されることにより、大きさが可変な磁力を鋼帯1に及ぼして面外変形を与える。アンプ8とアンプ9は操作量演算装置10に接続されており、操作量演算装置10から入力される操作量に応じて、電磁石5と電磁石6に通電する電流値を変化させることで、当該操作量に応じた磁力がそれぞれの電磁石5、6に発生する構成となっている(アンプ8、9と操作量演算装置10によって通電電流制御装置を構成している)。そして、固定ロール2aの入側には、鋼帯1の幅方向位置を検出する鋼帯幅方向位置検出センサ7が設けられており、鋼帯幅方向位置検出センサ7の検出結果が操作量演算装置10に入力されることにより、鋼帯1の幅方向位置のフィードバック制御を行う。
【0026】
そのフィードバック制御系について具体的に説明する。図3において、鋼帯幅方向位置検出センサ7が検出した鋼帯幅方向計測位置を操作量演算装置10に入力する。操作量演算装置10は、鋼帯幅方向目標位置(目標値)に対する鋼帯幅方向計測位置の偏差が零になるように指令値を計算し、アンプ8とアンプ9から適切な方のアンプを選んで、適切なアンプ側に、指令値に対応した指令電圧を出力する。アンプ8またはアンプ9は、指令電圧に対応した電流を電磁石5または電磁石6に出力し、これによって電磁石5または電磁石6は所望の電磁力を発生して鋼帯1に及ぼし、この電磁力にて、鋼帯1を面外変形させる。このように鋼帯幅方向の一端部側を電磁石で吸引することで固定ロール2aに進入する鋼帯1の角度が変化するため、糸巻の原理により鋼帯1の蛇行修正が可能となる。
【0027】
なお、図1では、2個の固定ロール2aに蛇行修正装置(電磁石、アンプ、鋼帯幅方向位置検出センサ、操作量演算装置)を設置した場合について示しているが、場合によっては、1個の固定ロール2aに蛇行修正装置を設置しても良い。ただし、蛇行修正の効果は積算されることになるため、複数の固定ロールに蛇行修正装置を設置すると、蛇行修正の効果は増大する。
【0028】
また、図1では、鋼帯幅方向位置検出センサ7を2個の固定ロール2a、2aのそれぞれの入側に設置した場合について示しており、蛇行修正するそれぞれの固定ロール2aの近傍に鋼帯幅方向位置検出センサ7があるので、応答性良く制御ができる利点があるが、場合によっては、鋼帯幅方向位置検出センサ7を1個の固定ロール2aの入側にのみ設置し、その鋼帯幅方向位置検出センサ7が検出した鋼帯幅方向計測位置に基づいて、それぞれの固定ロール2a、2aの入側に設置されている電磁石5、6を制御することも可能であり、その場合は応答性が若干損なわれるが、より低コストで蛇行修正装置の設置が可能となる。
【0029】
また、この実施形態では、固定ロール2の入側に電磁石を配置しているが、固定ロール2の出側に電磁石を配置してもよい。あるいは、固定ロール2の入側と出側の両方に電磁石を配置してもよい。
【0030】
また、この実施形態では、固定ロール2に電磁石を配置しているが、昇降ロール4に電磁石を配置してもよい。あるいは、固定ロール2と昇降ロール4の両方に電磁石を配置してもよい。
【0031】
また、2個以上の電磁石を配置している場合、それぞれの電磁石に対応して鋼帯幅方向位置検出センサを配置し、鋼帯幅方向位置検出センサが検出した鋼帯の幅方向位置に応じて、当該鋼帯幅方向位置検出センサに対応する電磁石への通電電流を制御するようにしてもよい。
【0032】
さらに、縦型ルーパー設備20のルーパー容量(縦型ルーパー設備20に収納されている鋼帯1の長さ)に応じて電磁石5、6への通電電流の上限値を変化させると、より一層効果的な蛇行修正が可能となる。
【0033】
すなわち、縦型ルーパー設備20では昇降ロール4が固定ロール2に対して上昇することで鋼帯1を溜め込み、下降することで鋼帯1を排出するが、上昇した状態と下降した状態では昇降ロール4と固定ロール2の間の鋼帯1の長さ(パス長さ)が異なる。両ロール間のパス長さが異なると、電磁石5、6による鋼帯1の吸引しやすさが変化するため、それに応じて通電電流の上限値を変化させると、鋼帯1の品質欠陥のリスクを低減できる。つまり、ロール間のパスが長い場合には、より小さい吸引力で鋼帯の面外変形を実現することが可能であるのに対して、ロール間のパスが短い場合には、より大きな吸引力が必要である。よって、ルーパー容量(操業条件)に応じて電磁石への通電電流の上限値を変化させるとよい。例えば、10A通電が可能な電磁石を使用した場合、ルーパー容量が0%(縦型ルーパー設備20に収納されている鋼帯1の長さが下限値)のときの通電電流上限値を10Aとし、ルーパー容量が100%(縦型ルーパー設備20に収納されている鋼帯1の長さが上限値)のときの通電電流上限値を5Aになるように変化させる。このようにして、ロール間のパス長さが長い場合(ルーパー容量が多い場合)の過度な吸引を抑止して、鋼帯1の絞りなどの品質欠陥を防止することができる。
【産業上の利用可能性】
【0034】
本発明は、各種産業用途に供される強磁性を有する帯状体(鋼帯等)の製造過程において、その帯状体の蛇行防止に利用することができる。
【符号の説明】
【0035】
1 鋼帯
2 固定ロール
2a 電磁石が配置された固定ロール
3 昇降架台(キャリッジ)
4 昇降ロール
5、6 電磁石
7 鋼帯幅方向位置検出センサ(鋼帯幅方向位置測定器)
8、9 アンプ
10 操作量演算装置
20 縦型ルーパー設備
【技術分野】
【0001】
本発明は、鋼帯の連続通板ラインに設置される縦型ルーパー設備およびその蛇行修正方法に関する。
【背景技術】
【0002】
鋼帯の熱処理やめっきを連続的に行う連続処理ラインにおいては、ライン内の各工程(各設備)での処理速度差を吸収するために、ライン入側および出側に鋼帯のため込み設備であるルーパー設備(縦型ルーパー設備等)を設けるのが一般的であるが、近年は、ライン速度の向上に伴いライン長が増大する傾向にあり、ルーパー設備内での蛇行が問題となっている。
【0003】
一般的に、鋼帯の連続処理ラインのように鋼帯を連続的に通板するラインでは、通板する鋼帯の形状不良、鋼帯幅方向の非対称な張力分布、あるいは搬送ロール間の平行度の狂い等により、鋼帯幅方向に鋼帯が振れる蛇行現象を生じる場合があり、蛇行の発生により、鋼帯の品質不良や鋼帯エッジ部が搬送ロール端を乗り越えて操業不能に陥るトラブルを招くなど、蛇行を抑止することは、歩留り向上・安定操業の達成という上で重要な課題である。
【0004】
従来、上記のような蛇行の発生を防止するために、多数ある搬送ロールの一部を、通板する鋼帯の進行方向に対して左右あるいは上下に傾動させることで蛇行を修正するステアリングロールを用いることが知られている。
【0005】
しかし、鋼帯の進行方向に沿って隙間を有して並べられた複数の固定ロールと、その複数の固定ロールに対して昇降する架台(キャリッジ)に配置された複数の昇降ロールとを有し、各固定ロールと各昇降ロールとにジグザグ状に鋼帯が通板される縦型ルーパー設備では、設備のスペース上、縦型ルーパー設備内にステアリングロールを設置することが難しく、縦型ルーパー設備の入側や出側に設置することになり、縦型ルーパー設備内の蛇行に対しては蛇行修正の効果が小さくなってしまう。
【0006】
そこで、特許文献1では、縦型ルーパー設備において、その出側に設置したステアリングロールの制御に加えて、昇降ロールの架台(キャリッジ)を傾動する制御を連動することで蛇行を修正する方法が提案されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平11−254036号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、上記の特許文献1に記載の技術では、キャリッジ全体を傾動させるための機構が大掛かりになり、コストが高くなるという問題点や、ルーパー出側での鋼帯蛇行量に応じた制御となるため、ルーパー内と時間差があり、応答性が良くないという問題点がある。
【0009】
本発明は、上記のような事情に鑑みてなされたものであり、鋼帯の連続処理ラインに設置される縦型ルーパー設備およびその蛇行修正方法として、良好な応答性で鋼帯の蛇行を修正することができるとともに、省スペースかつ安価で既存ラインへの導入も容易である縦型ルーパー設備およびその蛇行修正方法を提供することを目的とするものである。
【課題を解決するための手段】
【0010】
上記課題を解決するために、本発明者らは鋭意検討を重ねた結果、縦型ルーパー設備について、その固定ロールの入側および出側の少なくとも一方において、電磁石の磁力(吸引力)を用いて、走行する鋼帯を当該鋼帯の面外方向に変位させることで、前記鋼帯を幅方向に移動させて鋼帯の蛇行を修正することによって、良好な応答性で鋼帯の蛇行を修正することができるとともに、省スペースかつ安価で既存ラインへの導入も容易である縦型ルーパー設備を実現できることを見出した。
【0011】
上記の知見に基づいて、本発明は以下の特徴を有している。
【0012】
[1]鋼帯の進行方向に沿って隙間を有して並べられた複数の固定ロールと、該複数の固定ロールに対して昇降する架台に配置された複数の昇降ロールとを有し、各固定ロールと各昇降ロールとにジグザグ状に前記鋼帯が通板される縦型ルーパー設備において、前記固定ロールと前記昇降ロールのうちの1個以上のロールについて、その入側および出側の少なくとも一方に配置された電磁石と、該電磁石の吸引力を制御する操作量を演算する操作量演算装置とを有し、前記電磁石の吸引力を用いて、走行する鋼帯を当該鋼帯の面外方向に変位させることで鋼帯の蛇行を修正するとともに、前記縦型ルーパー設備のルーパー容量に応じて、前記電磁石への通電電流の上限値を変化させることを特徴とする縦型ルーパー設備。
【0013】
[2]通板される鋼帯の幅方向位置を検出する鋼帯幅方向位置検出センサと、該鋼帯幅方向位置検出センサが検出した鋼帯幅方向位置に応じて前記電磁石への通電電流を制御する通電電流制御装置とを備えていることを特徴とする前記[1]に記載の縦型ルーパー設備。
【0014】
[3]それぞれの電磁石に対応して鋼帯幅方向位置検出センサが配置されており、前記通電電流制御装置は、鋼帯幅方向位置検出センサが検出した鋼帯幅方向位置に応じて、当該鋼帯幅方向位置検出センサに対応する電磁石への通電電流を制御することを特徴とする前記[2]に記載の縦型ルーパー設備。
【0015】
[4]鋼帯の進行方向に沿って隙間を有して並べられた複数の固定ロールと、該複数の固定ロールに対して昇降する架台に配置された複数の昇降ロールとを有し、各固定ロールと各昇降ロールとにジグザグ状に前記鋼帯が通板される縦型ルーパー設備における蛇行修正方法であって、前記固定ロールと前記昇降ロールのうちの1個以上のロールについて、その入側および出側の少なくとも一方に電磁石を配置し、該電磁石の吸引力を用いて、走行する鋼帯を当該鋼帯の面外方向に変位させることで鋼帯の蛇行を修正するとともに、前記縦型ルーパー設備のルーパー容量に応じて、前記電磁石への通電電流の上限値を変化させることを特徴とする縦型ルーパー設備の蛇行修正方法。
【0016】
[5]通板される鋼帯の幅方向位置を検出する鋼帯幅方向位置検出センサを配置し、該鋼帯幅方向位置検出センサが検出した鋼帯幅方向位置に応じて前記電磁石への通電電流を制御することを特徴とする前記[4]に記載の縦型ルーパー設備の蛇行修正方法。
【0017】
[6]それぞれの電磁石に対応して鋼帯幅方向位置検出センサを配置し、該鋼帯幅方向位置検出センサが検出した鋼帯幅方向位置に応じて、当該鋼帯幅方向位置検出センサに対応する電磁石への通電電流を制御することを特徴とする前記[5]に記載の縦型ルーパー設備の蛇行修正方法。
【発明の効果】
【0018】
本発明においては、鋼帯の連続処理ラインに設置される縦型ルーパー設備およびその蛇行修正方法として、鋼帯の蛇行を応答性良く修正することができるとともに、省スペースかつ安価で既存ラインへの導入も容易である縦型ルーパー設備およびその蛇行修正方法を提供することができる。そして、鋼帯の蛇行を応答性良く修正できることから、鋼帯の通板速度を上げることが可能となり、鋼帯を生産性良く製造することができる。
【図面の簡単な説明】
【0019】
【図1】本発明の一実施形態を示す概要図である。
【図2】本発明の一実施形態における蛇行修正メカニズムを説明するための図である。
【図3】本発明の一実施形態で用いられるフィードバック制御系を示すブロック図である。
【発明を実施するための形態】
【0020】
本発明の一実施形態を図面に基づいて説明する。
【0021】
図1は、本発明の一実施形態の構成を示す概要図である。
【0022】
図1に示すように、本発明の一実施形態に係る縦型ルーパー設備20は、鋼帯1の進行方向に沿って隙間を有して並べられた複数の固定ロール2と、固定ロール2に対して昇降する架台3に配置された複数の昇降ロール4とを有し、それらの固定ロール2と昇降ロール4をジグザグ状に鋼帯1が通板するようになっている。
【0023】
その上で、この実施形態においては、2個の固定ロール2a、2aの入側に電磁石5、6と鋼帯幅方向位置検出センサ(鋼帯幅方向位置測定器)7が配置されており、鋼帯幅方向位置検出センサ7が検出した鋼帯の幅方向位置に応じて、電磁石5、6の磁力(吸引力)を用いて、走行する鋼帯1を当該鋼帯1の面外方向に変位させることで、鋼帯1の蛇行を修正するようにしている。
【0024】
その蛇行修正メカニズムを図2、図3によって説明する。ここで、図2は、図1において電磁石5が配置された固定ロール2aの近傍を拡大して示す概念図であり、図2(a)は正面図、図2(b)は側面図である。また、図3は、この実施形態で用いられるフィードバック制御系のブロック図である。
【0025】
図2に示すように、鋼帯1が張架される固定ロール2aの入側には、電磁石5および電磁石6が、鋼帯1の裏面側の両端部に鋼帯1と対向して配置されており、これらの電磁石5と電磁石6は、それぞれアンプ8およびアンプ9によって駆動されることにより、大きさが可変な磁力を鋼帯1に及ぼして面外変形を与える。アンプ8とアンプ9は操作量演算装置10に接続されており、操作量演算装置10から入力される操作量に応じて、電磁石5と電磁石6に通電する電流値を変化させることで、当該操作量に応じた磁力がそれぞれの電磁石5、6に発生する構成となっている(アンプ8、9と操作量演算装置10によって通電電流制御装置を構成している)。そして、固定ロール2aの入側には、鋼帯1の幅方向位置を検出する鋼帯幅方向位置検出センサ7が設けられており、鋼帯幅方向位置検出センサ7の検出結果が操作量演算装置10に入力されることにより、鋼帯1の幅方向位置のフィードバック制御を行う。
【0026】
そのフィードバック制御系について具体的に説明する。図3において、鋼帯幅方向位置検出センサ7が検出した鋼帯幅方向計測位置を操作量演算装置10に入力する。操作量演算装置10は、鋼帯幅方向目標位置(目標値)に対する鋼帯幅方向計測位置の偏差が零になるように指令値を計算し、アンプ8とアンプ9から適切な方のアンプを選んで、適切なアンプ側に、指令値に対応した指令電圧を出力する。アンプ8またはアンプ9は、指令電圧に対応した電流を電磁石5または電磁石6に出力し、これによって電磁石5または電磁石6は所望の電磁力を発生して鋼帯1に及ぼし、この電磁力にて、鋼帯1を面外変形させる。このように鋼帯幅方向の一端部側を電磁石で吸引することで固定ロール2aに進入する鋼帯1の角度が変化するため、糸巻の原理により鋼帯1の蛇行修正が可能となる。
【0027】
なお、図1では、2個の固定ロール2aに蛇行修正装置(電磁石、アンプ、鋼帯幅方向位置検出センサ、操作量演算装置)を設置した場合について示しているが、場合によっては、1個の固定ロール2aに蛇行修正装置を設置しても良い。ただし、蛇行修正の効果は積算されることになるため、複数の固定ロールに蛇行修正装置を設置すると、蛇行修正の効果は増大する。
【0028】
また、図1では、鋼帯幅方向位置検出センサ7を2個の固定ロール2a、2aのそれぞれの入側に設置した場合について示しており、蛇行修正するそれぞれの固定ロール2aの近傍に鋼帯幅方向位置検出センサ7があるので、応答性良く制御ができる利点があるが、場合によっては、鋼帯幅方向位置検出センサ7を1個の固定ロール2aの入側にのみ設置し、その鋼帯幅方向位置検出センサ7が検出した鋼帯幅方向計測位置に基づいて、それぞれの固定ロール2a、2aの入側に設置されている電磁石5、6を制御することも可能であり、その場合は応答性が若干損なわれるが、より低コストで蛇行修正装置の設置が可能となる。
【0029】
また、この実施形態では、固定ロール2の入側に電磁石を配置しているが、固定ロール2の出側に電磁石を配置してもよい。あるいは、固定ロール2の入側と出側の両方に電磁石を配置してもよい。
【0030】
また、この実施形態では、固定ロール2に電磁石を配置しているが、昇降ロール4に電磁石を配置してもよい。あるいは、固定ロール2と昇降ロール4の両方に電磁石を配置してもよい。
【0031】
また、2個以上の電磁石を配置している場合、それぞれの電磁石に対応して鋼帯幅方向位置検出センサを配置し、鋼帯幅方向位置検出センサが検出した鋼帯の幅方向位置に応じて、当該鋼帯幅方向位置検出センサに対応する電磁石への通電電流を制御するようにしてもよい。
【0032】
さらに、縦型ルーパー設備20のルーパー容量(縦型ルーパー設備20に収納されている鋼帯1の長さ)に応じて電磁石5、6への通電電流の上限値を変化させると、より一層効果的な蛇行修正が可能となる。
【0033】
すなわち、縦型ルーパー設備20では昇降ロール4が固定ロール2に対して上昇することで鋼帯1を溜め込み、下降することで鋼帯1を排出するが、上昇した状態と下降した状態では昇降ロール4と固定ロール2の間の鋼帯1の長さ(パス長さ)が異なる。両ロール間のパス長さが異なると、電磁石5、6による鋼帯1の吸引しやすさが変化するため、それに応じて通電電流の上限値を変化させると、鋼帯1の品質欠陥のリスクを低減できる。つまり、ロール間のパスが長い場合には、より小さい吸引力で鋼帯の面外変形を実現することが可能であるのに対して、ロール間のパスが短い場合には、より大きな吸引力が必要である。よって、ルーパー容量(操業条件)に応じて電磁石への通電電流の上限値を変化させるとよい。例えば、10A通電が可能な電磁石を使用した場合、ルーパー容量が0%(縦型ルーパー設備20に収納されている鋼帯1の長さが下限値)のときの通電電流上限値を10Aとし、ルーパー容量が100%(縦型ルーパー設備20に収納されている鋼帯1の長さが上限値)のときの通電電流上限値を5Aになるように変化させる。このようにして、ロール間のパス長さが長い場合(ルーパー容量が多い場合)の過度な吸引を抑止して、鋼帯1の絞りなどの品質欠陥を防止することができる。
【産業上の利用可能性】
【0034】
本発明は、各種産業用途に供される強磁性を有する帯状体(鋼帯等)の製造過程において、その帯状体の蛇行防止に利用することができる。
【符号の説明】
【0035】
1 鋼帯
2 固定ロール
2a 電磁石が配置された固定ロール
3 昇降架台(キャリッジ)
4 昇降ロール
5、6 電磁石
7 鋼帯幅方向位置検出センサ(鋼帯幅方向位置測定器)
8、9 アンプ
10 操作量演算装置
20 縦型ルーパー設備
【特許請求の範囲】
【請求項1】
鋼帯の進行方向に沿って隙間を有して並べられた複数の固定ロールと、該複数の固定ロールに対して昇降する架台に配置された複数の昇降ロールとを有し、各固定ロールと各昇降ロールとにジグザグ状に前記鋼帯が通板される縦型ルーパー設備において、前記固定ロールと前記昇降ロールのうちの1個以上のロールについて、その入側および出側の少なくとも一方に配置された電磁石と、該電磁石の吸引力を制御する操作量を演算する操作量演算装置とを有し、前記電磁石の吸引力を用いて、走行する鋼帯を当該鋼帯の面外方向に変位させることで鋼帯の蛇行を修正するとともに、前記縦型ルーパー設備のルーパー容量に応じて、前記電磁石への通電電流の上限値を変化させることを特徴とする縦型ルーパー設備。
【請求項2】
通板される鋼帯の幅方向位置を検出する鋼帯幅方向位置検出センサと、該鋼帯幅方向位置検出センサが検出した鋼帯幅方向位置に応じて前記電磁石への通電電流を制御する通電電流制御装置とを備えていることを特徴とする請求項1に記載の縦型ルーパー設備。
【請求項3】
それぞれの電磁石に対応して鋼帯幅方向位置検出センサが配置されており、前記通電電流制御装置は、鋼帯幅方向位置検出センサが検出した鋼帯幅方向位置に応じて、当該鋼帯幅方向位置検出センサに対応する電磁石への通電電流を制御することを特徴とする請求項2に記載の縦型ルーパー設備。
【請求項4】
鋼帯の進行方向に沿って隙間を有して並べられた複数の固定ロールと、該複数の固定ロールに対して昇降する架台に配置された複数の昇降ロールとを有し、各固定ロールと各昇降ロールとにジグザグ状に前記鋼帯が通板される縦型ルーパー設備における蛇行修正方法であって、前記固定ロールと前記昇降ロールのうちの1個以上のロールについて、その入側および出側の少なくとも一方に電磁石を配置し、該電磁石の吸引力を用いて、走行する鋼帯を当該鋼帯の面外方向に変位させることで鋼帯の蛇行を修正するとともに、前記縦型ルーパー設備のルーパー容量に応じて、前記電磁石への通電電流の上限値を変化させることを特徴とする縦型ルーパー設備の蛇行修正方法。
【請求項5】
通板される鋼帯の幅方向位置を検出する鋼帯幅方向位置検出センサを配置し、該鋼帯幅方向位置検出センサが検出した鋼帯幅方向位置に応じて前記電磁石への通電電流を制御することを特徴とする請求項4に記載の縦型ルーパー設備の蛇行修正方法。
【請求項6】
それぞれの電磁石に対応して鋼帯幅方向位置検出センサを配置し、該鋼帯幅方向位置検出センサが検出した鋼帯幅方向位置に応じて、当該鋼帯幅方向位置検出センサに対応する電磁石への通電電流を制御することを特徴とする請求項5に記載の縦型ルーパー設備の蛇行修正方法。
【請求項1】
鋼帯の進行方向に沿って隙間を有して並べられた複数の固定ロールと、該複数の固定ロールに対して昇降する架台に配置された複数の昇降ロールとを有し、各固定ロールと各昇降ロールとにジグザグ状に前記鋼帯が通板される縦型ルーパー設備において、前記固定ロールと前記昇降ロールのうちの1個以上のロールについて、その入側および出側の少なくとも一方に配置された電磁石と、該電磁石の吸引力を制御する操作量を演算する操作量演算装置とを有し、前記電磁石の吸引力を用いて、走行する鋼帯を当該鋼帯の面外方向に変位させることで鋼帯の蛇行を修正するとともに、前記縦型ルーパー設備のルーパー容量に応じて、前記電磁石への通電電流の上限値を変化させることを特徴とする縦型ルーパー設備。
【請求項2】
通板される鋼帯の幅方向位置を検出する鋼帯幅方向位置検出センサと、該鋼帯幅方向位置検出センサが検出した鋼帯幅方向位置に応じて前記電磁石への通電電流を制御する通電電流制御装置とを備えていることを特徴とする請求項1に記載の縦型ルーパー設備。
【請求項3】
それぞれの電磁石に対応して鋼帯幅方向位置検出センサが配置されており、前記通電電流制御装置は、鋼帯幅方向位置検出センサが検出した鋼帯幅方向位置に応じて、当該鋼帯幅方向位置検出センサに対応する電磁石への通電電流を制御することを特徴とする請求項2に記載の縦型ルーパー設備。
【請求項4】
鋼帯の進行方向に沿って隙間を有して並べられた複数の固定ロールと、該複数の固定ロールに対して昇降する架台に配置された複数の昇降ロールとを有し、各固定ロールと各昇降ロールとにジグザグ状に前記鋼帯が通板される縦型ルーパー設備における蛇行修正方法であって、前記固定ロールと前記昇降ロールのうちの1個以上のロールについて、その入側および出側の少なくとも一方に電磁石を配置し、該電磁石の吸引力を用いて、走行する鋼帯を当該鋼帯の面外方向に変位させることで鋼帯の蛇行を修正するとともに、前記縦型ルーパー設備のルーパー容量に応じて、前記電磁石への通電電流の上限値を変化させることを特徴とする縦型ルーパー設備の蛇行修正方法。
【請求項5】
通板される鋼帯の幅方向位置を検出する鋼帯幅方向位置検出センサを配置し、該鋼帯幅方向位置検出センサが検出した鋼帯幅方向位置に応じて前記電磁石への通電電流を制御することを特徴とする請求項4に記載の縦型ルーパー設備の蛇行修正方法。
【請求項6】
それぞれの電磁石に対応して鋼帯幅方向位置検出センサを配置し、該鋼帯幅方向位置検出センサが検出した鋼帯幅方向位置に応じて、当該鋼帯幅方向位置検出センサに対応する電磁石への通電電流を制御することを特徴とする請求項5に記載の縦型ルーパー設備の蛇行修正方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−103248(P2013−103248A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−248525(P2011−248525)
【出願日】平成23年11月14日(2011.11.14)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月14日(2011.11.14)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]