
縦型製袋充填包装機の紙送り装置

【課題】簡易な手段を付加することにより、縦型製袋充填包装機の紙送り手段の負担を軽減させることにより、紙送りを安定させるとともに、紙送り手段の消耗品の長寿命化を可能にする。
【解決手段】紙送り支援ロール駆動サーボモータ61により駆動される紙送り支援ロール62から成る紙送り支援手段6を製筒器2より上流でテンション付与手段8よりも下流に設置することにより製筒器2の下流に位置する紙送り手段5の負担を軽減して、紙送りを安定させるとともに、紙送り手段の消耗品を長寿命化した。
【解決手段】紙送り支援ロール駆動サーボモータ61により駆動される紙送り支援ロール62から成る紙送り支援手段6を製筒器2より上流でテンション付与手段8よりも下流に設置することにより製筒器2の下流に位置する紙送り手段5の負担を軽減して、紙送りを安定させるとともに、紙送り手段の消耗品を長寿命化した。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、縦型製袋充填包装機の紙送り装置に関する。
【背景技術】
【0002】
縦型製袋充填包装機は、紙送り装置により、フィルムロールから引き出された帯状包装材を製筒器により筒状に成形し、筒内に被包装品の充填を行い、縦シール、横シールを施し、横シールの中間で切断することにより内部に被包装品が充填された袋包装体を製造する。紙送り装置は1袋分の長さの包装材を間欠又は連続に引き出す機能を備えている。包装材の引き出しにあたっては、弛みや過度の引っ張りがないように、即ち適度なテンションを保った状態で行われる。
【0003】
紙送り装置には、フィルムロールから引き出されたシート状のフィルムを2本のローラで挟み込んで搬送するピンチローラ搬送方式を採用するものがある(特許文献1、特許文献2、特許文献3、特許文献4参照)。この方法は、製筒器より上流のピンチローラと製筒器より下流のベルトの協働により1袋分の長さの包装材を引き出す紙送り装置を備えている。
特許文献1、特許文献2の縦型製袋充填包装機は、製筒器より上流に位置するピンチローラが、1袋分の長さの包装材を引き出し、製筒器より下流に位置するベルトが、ピンチローラよりやや早く動くことで引き出された包装材を適度なテンションを保ちながら送り出す紙送り装置を備えている。
特許文献3の縦型製袋充填包装機は、製筒器より上流に位置するピンチローラと製筒器より下流に位置するベルトが、が互いに積極的に協働すること即ち速度同期して動き、ベルトがわずかに遅く停止することで、適度なテンションを保ちつつ1袋分の長さの包装材を引き出す紙送り装置を備えている。
特許文献4の縦型製袋充填包装機は、製筒器より下流に位置するベルトが、1袋分の長さの包装材を引き出し、製筒器より上流に位置するピンチローラは、その下流に位置するテンションレバーの状態に応じて動作することで、適度なテンションを保つ紙送り装置を備えている。
【0004】
上記のような2本のローラで挟み込んで搬送するピンチローラを採用した場合、挟み込みローラの挟圧の調整が必要である。また、ピンチローラを採用する場合は、2本のローラで挟み込まれたフィルムのX・Y・Z方向の位置などを精確に調整しないと、搬送されるフィルムに皺が発生するおそれがある。また、フィルムの材質と寸法が変更する度に、ピンチローラの挟圧、フィルムの位置などを調整する必要がある。また、フィルムの両端はスリッターにより切断されるが、フィルムとして粗悪な材質のフィルムが使われた場合、切断後のフィルムがウェブ状となる場合がある。このようにウェブ状になっているフィルムをピンチローラでフィルム全面と接触しながら搬送すると、蛇行が発生するおそれがある。
【0005】
ピンチローラを用いない紙送り装置に、特許文献5に示すような方法がある。これは、製筒器より下流に位置するベルト又はローラが、1袋分の長さの包装材を引き出し、包装材の搬送路にあるテンション検出手段によって検出された包装材のテンション状態に応じて、フィルムロールの装着されている軸をモータで駆動し、繰出しを行うことで適度なテンションを保つものである。つまり製筒器上流にテンション検出手段及びテンション付与手段を備え、製筒器下流に包装材搬送手段を備えた紙送り機構である。この方式は、ピンチローラ方式の持つ弱点、即ちピンチローラの位置調整の煩雑さや蛇行発生の危険がなく、良好な包装材の搬送が実現するという目的を、一定程度解決している。
【0006】
しかしながら、この方式は1袋分の長さの包装材の引き出しを製筒器下流に包装材搬送手段がすべて行うため、その負担が非常に重い。テンション付与機構により適度なテンションが保たれているが、包装材がフィルムロールから引き出されてから、縦シール装置及び横シール装置に到達するまでの間は、フィルムの搬送を案内する複数のガイドロールと製筒器が存在しており、その走行抵抗はかなりのものとなる。また、筒状に成形されてからは、製袋充填筒に巻き付いた状態なので、その接触抵抗もかなりのものとなる。紙送り機構はこれらの走行抵抗に打ち勝ち一定寸法の包装材を確実に引き出すために紙送りベルトに密着性のある素材を使用し、包装材とベルトを密着させ、さらにバキューム吸着機構を設けるなどして、対処している(特許文献6参照)。また、駆動モータもトルクも大きいものを使用している。しかし、密着性の良い紙送りベルトは、紙送りベルトの摩耗が激しく寿命が短いという欠点がある。
【0007】
これに対する解決策として特許文献7や特許文献8による提案がなされている。これらの提案は、包装材に対する走行抵抗が特に大きい製筒器の上流部に副次的な紙送り装置として、バキューム吸着機構を備えたベルトを配置し動作させることによって、製筒器の下流に位置する主たる紙送り装置の負担を軽減させようとするものである。
【0008】
特許文献7の方法は、フィルムロール近傍にテンション付与手段を設け、製筒器を挟んで上流と下流にそれぞれバキュームベルトの紙送り手段を設け同一モータによって駆動する紙送り機構である。上流側の紙送り手段は、帯状包装材の仮面に位置するバキュームベルトであり、下流側紙送り手段は製袋充填筒の裏側に位置するバキュームベルトであり、それらを同一のモータで駆動している。簡易な機構により駆動モータが1つで済む利点はあるが、それゆえに以下に示す欠点を有する。まず、駆動モータが1つであり、特別な変速装置も設けていないことから、上流側紙送り手段と下流側紙送り手段は同速で動くこととなる。製筒器を挟んで上流側と下流側に紙送り手段があった場合、下流側の搬送量を多くしなければならないことは、特許文献1または特許文献2にも示されている周知の事項である。
【0009】
特許文献7の方法を改良したものとして特許文献8の方法がある。これは、上流側の紙送り手段は、帯状包装材の下面に位置するバキュームベルトであり、下流側紙送り手段は製袋充填筒の裏側に位置するバキュームベルトであり、それぞれのバキュームベルトを別のモータで駆動し、下流側のバキュームベルトを上流側バキュームベルトより速く動かすものである。さらに上流側のバキュームベルトには、取付け位置を左右に回転させ蛇行修正の機構を組み込んだものである。
【0010】
特許文献7及び特許文献8の方法とも、下流側のバキュームベルトは、製袋充填筒の裏面に位置しているが、この方式は、製袋充填筒を挟んで一対のバキュームベルトを備える特許文献6のような方式に比べて以下の欠点を有する。背面から下方に向かって引き下げるため、包装充填筒表側に位置する、筒状包装材の合わせ目を引き離すような力が働きやすく、縦シールに悪影響を与えることになる。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特公昭59−3325号公報 第3頁右欄32行目から第4頁右欄6行目及び図2
【特許文献2】特開平2010−42823 段落15 2行目から14行目
【特許文献3】特開昭62−295859号公報 第2頁上欄左15行目から第2頁上欄右4行目及び図1、図3及び第5頁上欄左10行目から第5頁下欄左3行目
【特許文献4】特開昭62−158629号公報 第3頁上欄左19行目から第3頁下欄左7行目及び図2
【特許文献5】特許2537360号公報 第3頁左欄31行目から第3頁右欄21行目及び図1、図2
【特許文献6】特開2000−226007号公報 段落14から段落19
【特許文献7】特開2000−72103号公報 段落11から段落19
【特許文献8】特開2009−280259号公報 段落8から段落11及び図1
【発明の概要】
【発明が解決しようとする課題】
【0012】
フィルムロール近傍のテンション付与手段と製筒器下流のバキュームベルトによる紙送り手段にから成る紙送り手段を備えた紙送り装置を備える縦型製袋充填包装機において、簡易な手段を付加することにより、紙送り手段の負担を軽減させることにより、紙送りを安定させるとともに、紙送り手段の消耗品である紙送りベルトの長寿命化が可能になる縦型製袋充填包装機の紙送り装置が要望される。
【課題を解決するための手段】
【0013】
請求項1の発明は、フィルムロール近傍のテンション付与手段と、
製筒器下流のバキューム吸着機構を備えた無端ベルトによる紙送り手段と
から構成される縦型製袋充填機の紙送り装置であって、
前記製筒器の上流部に包装材の送りを支援する手段を備え、
前記包装材の送りを支援する手段が、制御可能なモータにより駆動されるガイドロールであることを
特徴とする縦型製袋充填包装機の紙送り装置である。
【0014】
請求項2の発明は、請求項1の発明に係るものであり、前記ガイドローラの周面に弾性部材が巻き付けられていることを特徴とした縦型製袋充填包装機の紙送り装置である。
【0015】
請求項3の発明は、請求項1の発明に係るものであり、前記制御可能なモータがサーボモータであり、該サーボモータが、前記無端ベルトによる紙送り手段と同期または略同期した制御がなされることを特徴とした縦型製袋充填包装機の紙送り装置である。
【0016】
請求項4の発明は、請求項3の発明に係るものであり、前記同期した制御が、前記包装材の送りを支援する手段の包装材の搬送速度を前記無端ベルトによる紙送り手段による包装材の搬送速度と同じ速度で行うことを特徴とした縦型製袋充填包装機の紙送り装置である。
【0017】
請求項5の発明は、請求項3の発明に係るものであり、前記略同期した制御が、前記包装材の送りを支援する手段の包装材の搬送速度を前記無端ベルトによる紙送り手段による包装材の搬送速度より速いまたは遅い速度で行うことを特徴とした縦型製袋充填包装機の紙送り装置である。
【発明の効果】
【0018】
本発明の縦型製袋充填包装機の紙送り装置は、ガイドロールとそれを駆動するサーボモータからなる簡易な構成による製筒器の上流部に位置する包装材の送りを支援する手段を設けたことにより、製筒器の下流に位置する紙送り手段の負担を軽減することができ、紙送りを安定させるとともに、紙送り手段の消耗品である紙送りベルトの長寿命化が可能となる。
【図面の簡単な説明】
【0019】
【図1】縦型製袋充填包装機の概略斜視図である。
【図2】紙送り装置の概略を説明する図である。
【図3】紙送り支援手段の概略を説明する図である。
【図4】紙送り支援手段の同期と略同期を説明する図である。
【図5】紙送り支援手段の同期、略同期の設定画面の図である。
【図6】一定速度連続型の縦型製袋充填包装機に適用した場合の同期と略同期を説明する図である。
【図7】変速連続型の縦型製袋充填包装機に適用した場合の同期と略同期を説明する図である。
【発明を実施するための形態】
【0020】
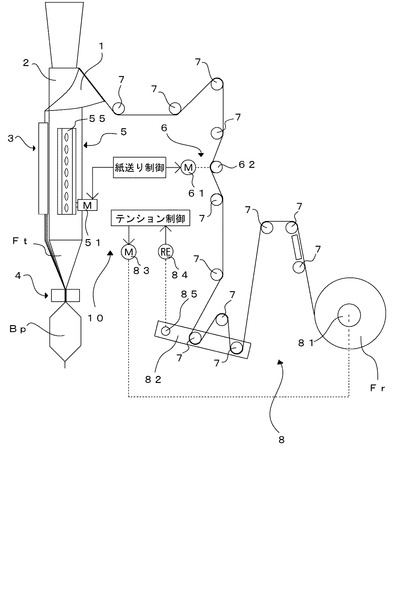
図面を参照して、本発明が適用された製袋充填包装機の実施例を説明する。図1を用いて本発明が実施された縦型製袋充填包装機の動作を説明する。図1は縦型製袋充填包装機の概略斜視図である。フィルムロールFrから、紙送り手段5と紙送り支援手段6により送られ、テンション付与手段8により適正なテンションを与えられた帯状の包装材Fwは、ガイドロール7に案内され、製筒器1において縁部が略閉じた筒状に成形された後、重ね合わされた縁部に縦シール装置3によって縦シールが施さて筒状包装材Ftに成形される。被包装物が上方より製袋充填筒2の内部を通じて筒状包装材Ftの内部に充填され被包装品と被包装品の間の位置で、筒状包装材Ftを横切る方向に横シール装置5により横シールを施し、該横シールの中間で横シール装置に設けられた切断刃(図示せず)により切断することにより、被包装品が包装袋内に包まれた袋包装体Bpが製作される。本実施例の縦型製袋充填包装機は、縦シール及び横シール時に包装筒Ftの降下を一時停止する間欠型のものである。
【0021】
本実施例の紙送り装置10について、図1及び図2を用いて説明する。紙送り装置10は、紙送り手段5と紙送り支援手段6とテンション付与手段8から構成される。紙送り手段5は、製筒器1の下流に位置し、製袋充填筒2を挟んで設置された一対の紙送りベルト55から成る。製袋充填筒2を挟んで左右の紙送りベルト55は別々のモータにより駆動される。紙送りベルト55の構成について、右側の紙送りベルト55を例として説明する。紙送りベルト55は、密着性の良い弾性素材の無端ベルトであり、従動プーリー52、駆動プーリー53、テンションプーリー54に支持されている。駆動プーリー53には紙送り右サーボモータ51が連結されている。また、紙送りベルト55の表面には吸着孔が複数設けられ、ベルトの内側の従動プーリー52、駆動プーリー53、の間にバキュームボックス56が設けられている。バキュームボックス56はバキュームポンプ等の負圧発生装置(図示せず)と接続されており、ベルトが包装材を吸引保持することで、包装材とベルトのスリップを防ぎ、1袋分に相当する長さの包装材の正確な送り量を実現する。また、紙送り手段5は、製袋充填筒2を挟んで設置された一対の紙送りベルト55なので、包装材の送り動作のときに筒状包装材の合わせ目を引き離すような力が働きくことなく良好な縦シールの形成に寄与することができる。
【0022】
次に、紙送り支援手段6について説明する。紙送り支援手段6は製筒器2より上流でテンション付与手段8よりも下流に設置された紙送り支援ロール駆動サーボモータ61により駆動される紙送り支援ロール62である。紙送り支援ロールの詳細について図3を用いて説明する。紙送り支援ロール62は回転自在なロールであり、回転軸に紙送り支援ロール用従動プーリー64が取り付けられている。紙送り支援ロール用駆動プーリー65は紙送り支援ロール駆動サーボモータ61の回転軸に取り付けられている。紙送り支援ロール用従動プーリー64と紙送り支援ロール用駆動プーリー65の間には紙送り支援ロール駆動ベルト63で連結されている。紙送り支援ロール駆動サーボモータ61はブラケット66により機械フレーム(図示せず)に取り付けられている。紙送り支援ロール62の周面には摩擦係数の高いシリコンゴムが巻き付けられており、帯状包装材Fwがスリップしないようになっている。紙送り支援ロール62は、紙送り手段5の包装材搬送速度と同期または略同期した制御がなされる。これにより、紙送り手段5の負担を軽減する。
【0023】
次に、テンション付与手段8について図1及び図2を用いて説明する。テンション付与手段8は、紙送り手段5と紙送り支援手段6による1袋分に相当する長さの包装材の送りを行うことにともなう包装材の弛みや伸びを防ぎ、適度なテンションを保つことを目的とするものである。テンション検出レバー82の動きの変化及び位置の状態に応じて、フィルムロールFrが装着されている巻取り軸81の回転を制御するよう構成されている。テンション検出レバー82は、機械フレーム(図示せず)に揺動自在に取り付けられており、テンション検出レバー回動軸85が包装材の動きに応じて回動することにより揺動する。テンション検出レバー82にはガイドロール7が2本取り付けられており、帯状包装材Fwが、機械フレーム(図示せず)に回転自在に固定されたガイドロール7とテンション検出レバー82に回転自在に固定されたガイドロール7とを交互に経由するように掛け渡される。これにより包装材の送りがあれば、テンション検出レバー82は上方に揺動し、包装材の送りが停止すると自重により下方へ揺動する。テンション検出レバー回動軸85には、テンションレバー位置測定ロータリーエンコーダ84が取り付けられており、テンション検出レバー82の動きの変化及び位置を把握する。巻取り軸81には巻取り軸駆動サーボモータ83が設けられており、包装材の動き即ちテンション検出レバー82の動きに応じて、加減速または停止することで、テンション検出レバー82を一定の位置に保つよう制御される。テンション検出レバー82が一定の位置に保たれていれば、包装材には弛みや伸びが生じない。
【0024】
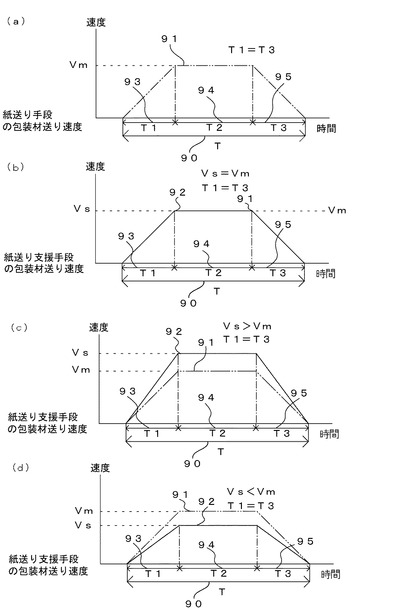
紙送り手段5と紙送り支援手段6による包装材の送り動作について図4を用いて説明する。図4は、紙送り手段5の包材搬送速度と紙送り支援手段6の包材搬送速度の関係をグラフにしたものである。図4(a)は紙送り手段の包材搬送速度91を示したものであり、図4(b)は、紙送り支援手段の包材搬送速度92が紙送り手段の包材搬送速度91に同期して制御された場合を示したものであり、図4(c)は、紙送り支援手段の包材搬送速度92が紙送り手段の包材搬送速度91より早く略同期して制御された場合を示したものであり、図4(d)は、紙送り支援手段の包材搬送速度92が紙送り手段の包材搬送速度91より遅く略同期して制御された場合を示したものである。本実施例の縦型製袋充填包装機は、縦シール及び横シール時に包装筒Ftの降下を一時停止する間欠型のものであるので、図4(a)に示すように包装材の搬送速度は、紙送り時間90の間の加速時間93に停止状態から紙送り手段の包装材搬送速度91まで加速し、定速送り時間94の間を一定速で送り、減速時間95の間にとなり包装材搬送速度91から減速して停止するパターンとなる。紙送り支援手段6は、紙送り手段5が行う包装材の送りを支援し、負担を軽減するためのものなので、その包装材の送り動作は紙送り手段の包材搬送速度91に同期または略同期したものになる。同期させるか略同期させるかは、使用する包装材の材質、製造する袋の大きさ、包装能力等の包装条件に応じて設定できるよう構成されている。
【0025】
紙送り支援手段の包材搬送速度92が紙送り手段の包材搬送速度91に同期して制御する場合、図4(b)に示すように、紙送り支援手段の包材搬送速度92と紙送り手段の包材搬送速度91が等しく、紙送り時間90、加速時間93、定速時間94、減速時間95を同じにしているので、紙送り手段5と紙送り支援手段6の包装材の搬送速度のパターンはまったく同じ即ち同期している。次に略同期であるが、略同期とは紙送り時間90、加速時間93、定速時間94、減速時間95の長さを同じにして、定速時間94の間の紙送り支援手段の包材搬送速度92を紙送り手段の包材搬送速度91より速くまたは遅くすることを意味する。図4(c)に紙送り支援手段の包材搬送速度92が紙送り手段の包材搬送速度91より早く略同期させた場合の速度パターンを、図4(d)に紙送り支援手段の包材搬送速度92が紙送り手段の包材搬送速度91より遅く略同期して制御された場合の速度パターンを示す。
【0026】
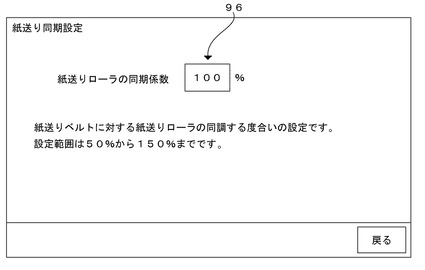
紙送り支援手段6の紙送り手段5に対する同期、略同期の設定方法について図5を用いて説明する。本実施例では、縦型製袋充填包装機の表示入力装置上の同期係数の設定値96の値により紙送り支援手段6の紙送り手段5に対する同期、略同期が設定される。同期係数の設定値96は、紙送り支援手段6の紙送り手段5に対する同期の度合いを設定する数値である。同期係数の設定値96の設定が100%であれば、紙送り支援手段6は紙送り手段5に同期して動作するので図4(b)に示した動作となる。同期係数の設定値96の設定が100%以外の値であれば紙送り支援手段6は紙送り手段5に略同期して動作する。101%以上の設定であれば、紙送り支援手段の包材搬送速度92が紙送り手段の包材搬送速度91より早く略同期されるので、図4(c)で示した動作となる。99%以下の設定であれば、紙送り支援手段の包材搬送速度92が紙送り手段の包材搬送速度91より遅く略同期されるので、図4(d)で示した動作となる。
【0027】
本実施例では、紙送り手段の包材搬送速度91を加速時間93と減速時間95が等しく、定速時間94がある台形のパターンとしたが、これに限らず、定速時間94のない三角形でも、サインカーブ等の曲線のパターンでもよい。紙送り手段の包材搬送速度91がどのようなパターンであっても、紙送り支援手段の包材搬送速度92は紙送り手段の包材搬送速度91に同期又は略同期して制御される。
【0028】
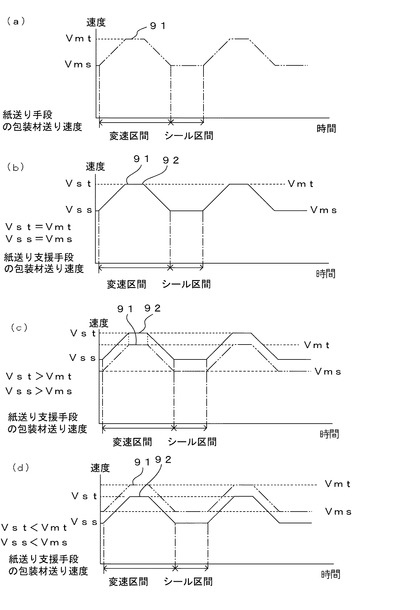
本実施例では、本発明が間欠型の縦型製袋充填包装機に適用された例を示したが、本発明は連続型の縦型製袋充填包装機にも適用できることは言うまでもない。連続型の縦型製袋充填包装機は、縦シール及び横シール時にも包装筒Ftの降下を停止せずに包装筒降下中にシーラが近接し、包装筒の降下に同期してシーラも降下しつつ加熱、押圧しシールを実施し後離間する動作を行うものである。間欠型の縦型製袋充填包装機とは縦シール装置3と横シール装置4の形態がことなるが、紙送り装置10については機構としては変わらないが、包装材の搬送動作はシール中も一時停止することなく連続して行われる。包装材の送りは一定速度で行われるものと変速しながら行われるものがある。変速しながら包装材の搬送するものは、シール中のみ定速でその他の区間は変速する。それぞれの場合の紙送り支援手段6の紙送り手段5に対する同期、略同期の例を図6と図7に示す。図6は、包装材の送りが一定速度で行われる場合を示す。図6(a)は、紙送り手段の包装材搬送速度91を示している。図6(b)は、紙送り支援手段の包装材搬送速度92が紙送り手段の包装材搬送速度91と同じ場合即ち同期の場合を示している。図6(c)は、紙送り支援手段の包装材搬送速度92が紙送り手段の包装材搬送速度91より速い場合の略同期の場合を示している。図6(d)は、紙送り支援手段の包装材搬送速度92が紙送り手段の包装材搬送速度91より遅い場合の略同期の場合を示している。図7は変速しながら包装材の搬送する場合の例を示している。図7(a)は、紙送り手段の包装材搬送速度91を示している。図7(b)は、紙送り支援手段の包装材搬送速度92が紙送り手段の包装材搬送速度91と同期の場合を示している。図7(c)は、紙送り支援手段の包装材搬送速度92が紙送り手段の包装材搬送速度91より速い場合の略同期の場合を示している。図7(d)は、紙送り支援手段の包装材搬送速度92が紙送り手段の包装材搬送速度91より遅い場合の略同期の場合を示している。
【符号の説明】
【0029】
1 製筒器 2 製袋充填筒
3 縦シール装置 4 横シール装置紙送り装置
5 紙送り手段 6 紙送り支援手段
7 ガイドロール 8 テンション付与手段
10 紙送り装置 51 紙送りベルト駆動サーボモータ
52 従動プーリー 53 駆動プーリー
54 テンションプーリー 55 紙送りベルト
56 バキュームボックス
61 紙送り支援ロール駆動サーボモータ 62 紙送り支援ロール
63 紙送り支援ロール駆動ベルト 64 紙送り支援ロール用従動プーリー
65 紙送り支援ロール用駆動プーリー 66 ブラケット
81 巻取り軸 82 テンション検出レバー
83 巻取り軸駆動サーボモータ 84 テンションレバー位置測定ロータリーエンコーダ
85 テンション検出レバー回動軸 90 紙送り時間
91 紙送り手段の包装材搬送速度 92 紙送り支援手段の包装材搬送速度
93 加速時間 94 定速時間
95 減速時間 96 同期係数の設定値
【技術分野】
【0001】
本発明は、縦型製袋充填包装機の紙送り装置に関する。
【背景技術】
【0002】
縦型製袋充填包装機は、紙送り装置により、フィルムロールから引き出された帯状包装材を製筒器により筒状に成形し、筒内に被包装品の充填を行い、縦シール、横シールを施し、横シールの中間で切断することにより内部に被包装品が充填された袋包装体を製造する。紙送り装置は1袋分の長さの包装材を間欠又は連続に引き出す機能を備えている。包装材の引き出しにあたっては、弛みや過度の引っ張りがないように、即ち適度なテンションを保った状態で行われる。
【0003】
紙送り装置には、フィルムロールから引き出されたシート状のフィルムを2本のローラで挟み込んで搬送するピンチローラ搬送方式を採用するものがある(特許文献1、特許文献2、特許文献3、特許文献4参照)。この方法は、製筒器より上流のピンチローラと製筒器より下流のベルトの協働により1袋分の長さの包装材を引き出す紙送り装置を備えている。
特許文献1、特許文献2の縦型製袋充填包装機は、製筒器より上流に位置するピンチローラが、1袋分の長さの包装材を引き出し、製筒器より下流に位置するベルトが、ピンチローラよりやや早く動くことで引き出された包装材を適度なテンションを保ちながら送り出す紙送り装置を備えている。
特許文献3の縦型製袋充填包装機は、製筒器より上流に位置するピンチローラと製筒器より下流に位置するベルトが、が互いに積極的に協働すること即ち速度同期して動き、ベルトがわずかに遅く停止することで、適度なテンションを保ちつつ1袋分の長さの包装材を引き出す紙送り装置を備えている。
特許文献4の縦型製袋充填包装機は、製筒器より下流に位置するベルトが、1袋分の長さの包装材を引き出し、製筒器より上流に位置するピンチローラは、その下流に位置するテンションレバーの状態に応じて動作することで、適度なテンションを保つ紙送り装置を備えている。
【0004】
上記のような2本のローラで挟み込んで搬送するピンチローラを採用した場合、挟み込みローラの挟圧の調整が必要である。また、ピンチローラを採用する場合は、2本のローラで挟み込まれたフィルムのX・Y・Z方向の位置などを精確に調整しないと、搬送されるフィルムに皺が発生するおそれがある。また、フィルムの材質と寸法が変更する度に、ピンチローラの挟圧、フィルムの位置などを調整する必要がある。また、フィルムの両端はスリッターにより切断されるが、フィルムとして粗悪な材質のフィルムが使われた場合、切断後のフィルムがウェブ状となる場合がある。このようにウェブ状になっているフィルムをピンチローラでフィルム全面と接触しながら搬送すると、蛇行が発生するおそれがある。
【0005】
ピンチローラを用いない紙送り装置に、特許文献5に示すような方法がある。これは、製筒器より下流に位置するベルト又はローラが、1袋分の長さの包装材を引き出し、包装材の搬送路にあるテンション検出手段によって検出された包装材のテンション状態に応じて、フィルムロールの装着されている軸をモータで駆動し、繰出しを行うことで適度なテンションを保つものである。つまり製筒器上流にテンション検出手段及びテンション付与手段を備え、製筒器下流に包装材搬送手段を備えた紙送り機構である。この方式は、ピンチローラ方式の持つ弱点、即ちピンチローラの位置調整の煩雑さや蛇行発生の危険がなく、良好な包装材の搬送が実現するという目的を、一定程度解決している。
【0006】
しかしながら、この方式は1袋分の長さの包装材の引き出しを製筒器下流に包装材搬送手段がすべて行うため、その負担が非常に重い。テンション付与機構により適度なテンションが保たれているが、包装材がフィルムロールから引き出されてから、縦シール装置及び横シール装置に到達するまでの間は、フィルムの搬送を案内する複数のガイドロールと製筒器が存在しており、その走行抵抗はかなりのものとなる。また、筒状に成形されてからは、製袋充填筒に巻き付いた状態なので、その接触抵抗もかなりのものとなる。紙送り機構はこれらの走行抵抗に打ち勝ち一定寸法の包装材を確実に引き出すために紙送りベルトに密着性のある素材を使用し、包装材とベルトを密着させ、さらにバキューム吸着機構を設けるなどして、対処している(特許文献6参照)。また、駆動モータもトルクも大きいものを使用している。しかし、密着性の良い紙送りベルトは、紙送りベルトの摩耗が激しく寿命が短いという欠点がある。
【0007】
これに対する解決策として特許文献7や特許文献8による提案がなされている。これらの提案は、包装材に対する走行抵抗が特に大きい製筒器の上流部に副次的な紙送り装置として、バキューム吸着機構を備えたベルトを配置し動作させることによって、製筒器の下流に位置する主たる紙送り装置の負担を軽減させようとするものである。
【0008】
特許文献7の方法は、フィルムロール近傍にテンション付与手段を設け、製筒器を挟んで上流と下流にそれぞれバキュームベルトの紙送り手段を設け同一モータによって駆動する紙送り機構である。上流側の紙送り手段は、帯状包装材の仮面に位置するバキュームベルトであり、下流側紙送り手段は製袋充填筒の裏側に位置するバキュームベルトであり、それらを同一のモータで駆動している。簡易な機構により駆動モータが1つで済む利点はあるが、それゆえに以下に示す欠点を有する。まず、駆動モータが1つであり、特別な変速装置も設けていないことから、上流側紙送り手段と下流側紙送り手段は同速で動くこととなる。製筒器を挟んで上流側と下流側に紙送り手段があった場合、下流側の搬送量を多くしなければならないことは、特許文献1または特許文献2にも示されている周知の事項である。
【0009】
特許文献7の方法を改良したものとして特許文献8の方法がある。これは、上流側の紙送り手段は、帯状包装材の下面に位置するバキュームベルトであり、下流側紙送り手段は製袋充填筒の裏側に位置するバキュームベルトであり、それぞれのバキュームベルトを別のモータで駆動し、下流側のバキュームベルトを上流側バキュームベルトより速く動かすものである。さらに上流側のバキュームベルトには、取付け位置を左右に回転させ蛇行修正の機構を組み込んだものである。
【0010】
特許文献7及び特許文献8の方法とも、下流側のバキュームベルトは、製袋充填筒の裏面に位置しているが、この方式は、製袋充填筒を挟んで一対のバキュームベルトを備える特許文献6のような方式に比べて以下の欠点を有する。背面から下方に向かって引き下げるため、包装充填筒表側に位置する、筒状包装材の合わせ目を引き離すような力が働きやすく、縦シールに悪影響を与えることになる。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特公昭59−3325号公報 第3頁右欄32行目から第4頁右欄6行目及び図2
【特許文献2】特開平2010−42823 段落15 2行目から14行目
【特許文献3】特開昭62−295859号公報 第2頁上欄左15行目から第2頁上欄右4行目及び図1、図3及び第5頁上欄左10行目から第5頁下欄左3行目
【特許文献4】特開昭62−158629号公報 第3頁上欄左19行目から第3頁下欄左7行目及び図2
【特許文献5】特許2537360号公報 第3頁左欄31行目から第3頁右欄21行目及び図1、図2
【特許文献6】特開2000−226007号公報 段落14から段落19
【特許文献7】特開2000−72103号公報 段落11から段落19
【特許文献8】特開2009−280259号公報 段落8から段落11及び図1
【発明の概要】
【発明が解決しようとする課題】
【0012】
フィルムロール近傍のテンション付与手段と製筒器下流のバキュームベルトによる紙送り手段にから成る紙送り手段を備えた紙送り装置を備える縦型製袋充填包装機において、簡易な手段を付加することにより、紙送り手段の負担を軽減させることにより、紙送りを安定させるとともに、紙送り手段の消耗品である紙送りベルトの長寿命化が可能になる縦型製袋充填包装機の紙送り装置が要望される。
【課題を解決するための手段】
【0013】
請求項1の発明は、フィルムロール近傍のテンション付与手段と、
製筒器下流のバキューム吸着機構を備えた無端ベルトによる紙送り手段と
から構成される縦型製袋充填機の紙送り装置であって、
前記製筒器の上流部に包装材の送りを支援する手段を備え、
前記包装材の送りを支援する手段が、制御可能なモータにより駆動されるガイドロールであることを
特徴とする縦型製袋充填包装機の紙送り装置である。
【0014】
請求項2の発明は、請求項1の発明に係るものであり、前記ガイドローラの周面に弾性部材が巻き付けられていることを特徴とした縦型製袋充填包装機の紙送り装置である。
【0015】
請求項3の発明は、請求項1の発明に係るものであり、前記制御可能なモータがサーボモータであり、該サーボモータが、前記無端ベルトによる紙送り手段と同期または略同期した制御がなされることを特徴とした縦型製袋充填包装機の紙送り装置である。
【0016】
請求項4の発明は、請求項3の発明に係るものであり、前記同期した制御が、前記包装材の送りを支援する手段の包装材の搬送速度を前記無端ベルトによる紙送り手段による包装材の搬送速度と同じ速度で行うことを特徴とした縦型製袋充填包装機の紙送り装置である。
【0017】
請求項5の発明は、請求項3の発明に係るものであり、前記略同期した制御が、前記包装材の送りを支援する手段の包装材の搬送速度を前記無端ベルトによる紙送り手段による包装材の搬送速度より速いまたは遅い速度で行うことを特徴とした縦型製袋充填包装機の紙送り装置である。
【発明の効果】
【0018】
本発明の縦型製袋充填包装機の紙送り装置は、ガイドロールとそれを駆動するサーボモータからなる簡易な構成による製筒器の上流部に位置する包装材の送りを支援する手段を設けたことにより、製筒器の下流に位置する紙送り手段の負担を軽減することができ、紙送りを安定させるとともに、紙送り手段の消耗品である紙送りベルトの長寿命化が可能となる。
【図面の簡単な説明】
【0019】
【図1】縦型製袋充填包装機の概略斜視図である。
【図2】紙送り装置の概略を説明する図である。
【図3】紙送り支援手段の概略を説明する図である。
【図4】紙送り支援手段の同期と略同期を説明する図である。
【図5】紙送り支援手段の同期、略同期の設定画面の図である。
【図6】一定速度連続型の縦型製袋充填包装機に適用した場合の同期と略同期を説明する図である。
【図7】変速連続型の縦型製袋充填包装機に適用した場合の同期と略同期を説明する図である。
【発明を実施するための形態】
【0020】
図面を参照して、本発明が適用された製袋充填包装機の実施例を説明する。図1を用いて本発明が実施された縦型製袋充填包装機の動作を説明する。図1は縦型製袋充填包装機の概略斜視図である。フィルムロールFrから、紙送り手段5と紙送り支援手段6により送られ、テンション付与手段8により適正なテンションを与えられた帯状の包装材Fwは、ガイドロール7に案内され、製筒器1において縁部が略閉じた筒状に成形された後、重ね合わされた縁部に縦シール装置3によって縦シールが施さて筒状包装材Ftに成形される。被包装物が上方より製袋充填筒2の内部を通じて筒状包装材Ftの内部に充填され被包装品と被包装品の間の位置で、筒状包装材Ftを横切る方向に横シール装置5により横シールを施し、該横シールの中間で横シール装置に設けられた切断刃(図示せず)により切断することにより、被包装品が包装袋内に包まれた袋包装体Bpが製作される。本実施例の縦型製袋充填包装機は、縦シール及び横シール時に包装筒Ftの降下を一時停止する間欠型のものである。
【0021】
本実施例の紙送り装置10について、図1及び図2を用いて説明する。紙送り装置10は、紙送り手段5と紙送り支援手段6とテンション付与手段8から構成される。紙送り手段5は、製筒器1の下流に位置し、製袋充填筒2を挟んで設置された一対の紙送りベルト55から成る。製袋充填筒2を挟んで左右の紙送りベルト55は別々のモータにより駆動される。紙送りベルト55の構成について、右側の紙送りベルト55を例として説明する。紙送りベルト55は、密着性の良い弾性素材の無端ベルトであり、従動プーリー52、駆動プーリー53、テンションプーリー54に支持されている。駆動プーリー53には紙送り右サーボモータ51が連結されている。また、紙送りベルト55の表面には吸着孔が複数設けられ、ベルトの内側の従動プーリー52、駆動プーリー53、の間にバキュームボックス56が設けられている。バキュームボックス56はバキュームポンプ等の負圧発生装置(図示せず)と接続されており、ベルトが包装材を吸引保持することで、包装材とベルトのスリップを防ぎ、1袋分に相当する長さの包装材の正確な送り量を実現する。また、紙送り手段5は、製袋充填筒2を挟んで設置された一対の紙送りベルト55なので、包装材の送り動作のときに筒状包装材の合わせ目を引き離すような力が働きくことなく良好な縦シールの形成に寄与することができる。
【0022】
次に、紙送り支援手段6について説明する。紙送り支援手段6は製筒器2より上流でテンション付与手段8よりも下流に設置された紙送り支援ロール駆動サーボモータ61により駆動される紙送り支援ロール62である。紙送り支援ロールの詳細について図3を用いて説明する。紙送り支援ロール62は回転自在なロールであり、回転軸に紙送り支援ロール用従動プーリー64が取り付けられている。紙送り支援ロール用駆動プーリー65は紙送り支援ロール駆動サーボモータ61の回転軸に取り付けられている。紙送り支援ロール用従動プーリー64と紙送り支援ロール用駆動プーリー65の間には紙送り支援ロール駆動ベルト63で連結されている。紙送り支援ロール駆動サーボモータ61はブラケット66により機械フレーム(図示せず)に取り付けられている。紙送り支援ロール62の周面には摩擦係数の高いシリコンゴムが巻き付けられており、帯状包装材Fwがスリップしないようになっている。紙送り支援ロール62は、紙送り手段5の包装材搬送速度と同期または略同期した制御がなされる。これにより、紙送り手段5の負担を軽減する。
【0023】
次に、テンション付与手段8について図1及び図2を用いて説明する。テンション付与手段8は、紙送り手段5と紙送り支援手段6による1袋分に相当する長さの包装材の送りを行うことにともなう包装材の弛みや伸びを防ぎ、適度なテンションを保つことを目的とするものである。テンション検出レバー82の動きの変化及び位置の状態に応じて、フィルムロールFrが装着されている巻取り軸81の回転を制御するよう構成されている。テンション検出レバー82は、機械フレーム(図示せず)に揺動自在に取り付けられており、テンション検出レバー回動軸85が包装材の動きに応じて回動することにより揺動する。テンション検出レバー82にはガイドロール7が2本取り付けられており、帯状包装材Fwが、機械フレーム(図示せず)に回転自在に固定されたガイドロール7とテンション検出レバー82に回転自在に固定されたガイドロール7とを交互に経由するように掛け渡される。これにより包装材の送りがあれば、テンション検出レバー82は上方に揺動し、包装材の送りが停止すると自重により下方へ揺動する。テンション検出レバー回動軸85には、テンションレバー位置測定ロータリーエンコーダ84が取り付けられており、テンション検出レバー82の動きの変化及び位置を把握する。巻取り軸81には巻取り軸駆動サーボモータ83が設けられており、包装材の動き即ちテンション検出レバー82の動きに応じて、加減速または停止することで、テンション検出レバー82を一定の位置に保つよう制御される。テンション検出レバー82が一定の位置に保たれていれば、包装材には弛みや伸びが生じない。
【0024】
紙送り手段5と紙送り支援手段6による包装材の送り動作について図4を用いて説明する。図4は、紙送り手段5の包材搬送速度と紙送り支援手段6の包材搬送速度の関係をグラフにしたものである。図4(a)は紙送り手段の包材搬送速度91を示したものであり、図4(b)は、紙送り支援手段の包材搬送速度92が紙送り手段の包材搬送速度91に同期して制御された場合を示したものであり、図4(c)は、紙送り支援手段の包材搬送速度92が紙送り手段の包材搬送速度91より早く略同期して制御された場合を示したものであり、図4(d)は、紙送り支援手段の包材搬送速度92が紙送り手段の包材搬送速度91より遅く略同期して制御された場合を示したものである。本実施例の縦型製袋充填包装機は、縦シール及び横シール時に包装筒Ftの降下を一時停止する間欠型のものであるので、図4(a)に示すように包装材の搬送速度は、紙送り時間90の間の加速時間93に停止状態から紙送り手段の包装材搬送速度91まで加速し、定速送り時間94の間を一定速で送り、減速時間95の間にとなり包装材搬送速度91から減速して停止するパターンとなる。紙送り支援手段6は、紙送り手段5が行う包装材の送りを支援し、負担を軽減するためのものなので、その包装材の送り動作は紙送り手段の包材搬送速度91に同期または略同期したものになる。同期させるか略同期させるかは、使用する包装材の材質、製造する袋の大きさ、包装能力等の包装条件に応じて設定できるよう構成されている。
【0025】
紙送り支援手段の包材搬送速度92が紙送り手段の包材搬送速度91に同期して制御する場合、図4(b)に示すように、紙送り支援手段の包材搬送速度92と紙送り手段の包材搬送速度91が等しく、紙送り時間90、加速時間93、定速時間94、減速時間95を同じにしているので、紙送り手段5と紙送り支援手段6の包装材の搬送速度のパターンはまったく同じ即ち同期している。次に略同期であるが、略同期とは紙送り時間90、加速時間93、定速時間94、減速時間95の長さを同じにして、定速時間94の間の紙送り支援手段の包材搬送速度92を紙送り手段の包材搬送速度91より速くまたは遅くすることを意味する。図4(c)に紙送り支援手段の包材搬送速度92が紙送り手段の包材搬送速度91より早く略同期させた場合の速度パターンを、図4(d)に紙送り支援手段の包材搬送速度92が紙送り手段の包材搬送速度91より遅く略同期して制御された場合の速度パターンを示す。
【0026】
紙送り支援手段6の紙送り手段5に対する同期、略同期の設定方法について図5を用いて説明する。本実施例では、縦型製袋充填包装機の表示入力装置上の同期係数の設定値96の値により紙送り支援手段6の紙送り手段5に対する同期、略同期が設定される。同期係数の設定値96は、紙送り支援手段6の紙送り手段5に対する同期の度合いを設定する数値である。同期係数の設定値96の設定が100%であれば、紙送り支援手段6は紙送り手段5に同期して動作するので図4(b)に示した動作となる。同期係数の設定値96の設定が100%以外の値であれば紙送り支援手段6は紙送り手段5に略同期して動作する。101%以上の設定であれば、紙送り支援手段の包材搬送速度92が紙送り手段の包材搬送速度91より早く略同期されるので、図4(c)で示した動作となる。99%以下の設定であれば、紙送り支援手段の包材搬送速度92が紙送り手段の包材搬送速度91より遅く略同期されるので、図4(d)で示した動作となる。
【0027】
本実施例では、紙送り手段の包材搬送速度91を加速時間93と減速時間95が等しく、定速時間94がある台形のパターンとしたが、これに限らず、定速時間94のない三角形でも、サインカーブ等の曲線のパターンでもよい。紙送り手段の包材搬送速度91がどのようなパターンであっても、紙送り支援手段の包材搬送速度92は紙送り手段の包材搬送速度91に同期又は略同期して制御される。
【0028】
本実施例では、本発明が間欠型の縦型製袋充填包装機に適用された例を示したが、本発明は連続型の縦型製袋充填包装機にも適用できることは言うまでもない。連続型の縦型製袋充填包装機は、縦シール及び横シール時にも包装筒Ftの降下を停止せずに包装筒降下中にシーラが近接し、包装筒の降下に同期してシーラも降下しつつ加熱、押圧しシールを実施し後離間する動作を行うものである。間欠型の縦型製袋充填包装機とは縦シール装置3と横シール装置4の形態がことなるが、紙送り装置10については機構としては変わらないが、包装材の搬送動作はシール中も一時停止することなく連続して行われる。包装材の送りは一定速度で行われるものと変速しながら行われるものがある。変速しながら包装材の搬送するものは、シール中のみ定速でその他の区間は変速する。それぞれの場合の紙送り支援手段6の紙送り手段5に対する同期、略同期の例を図6と図7に示す。図6は、包装材の送りが一定速度で行われる場合を示す。図6(a)は、紙送り手段の包装材搬送速度91を示している。図6(b)は、紙送り支援手段の包装材搬送速度92が紙送り手段の包装材搬送速度91と同じ場合即ち同期の場合を示している。図6(c)は、紙送り支援手段の包装材搬送速度92が紙送り手段の包装材搬送速度91より速い場合の略同期の場合を示している。図6(d)は、紙送り支援手段の包装材搬送速度92が紙送り手段の包装材搬送速度91より遅い場合の略同期の場合を示している。図7は変速しながら包装材の搬送する場合の例を示している。図7(a)は、紙送り手段の包装材搬送速度91を示している。図7(b)は、紙送り支援手段の包装材搬送速度92が紙送り手段の包装材搬送速度91と同期の場合を示している。図7(c)は、紙送り支援手段の包装材搬送速度92が紙送り手段の包装材搬送速度91より速い場合の略同期の場合を示している。図7(d)は、紙送り支援手段の包装材搬送速度92が紙送り手段の包装材搬送速度91より遅い場合の略同期の場合を示している。
【符号の説明】
【0029】
1 製筒器 2 製袋充填筒
3 縦シール装置 4 横シール装置紙送り装置
5 紙送り手段 6 紙送り支援手段
7 ガイドロール 8 テンション付与手段
10 紙送り装置 51 紙送りベルト駆動サーボモータ
52 従動プーリー 53 駆動プーリー
54 テンションプーリー 55 紙送りベルト
56 バキュームボックス
61 紙送り支援ロール駆動サーボモータ 62 紙送り支援ロール
63 紙送り支援ロール駆動ベルト 64 紙送り支援ロール用従動プーリー
65 紙送り支援ロール用駆動プーリー 66 ブラケット
81 巻取り軸 82 テンション検出レバー
83 巻取り軸駆動サーボモータ 84 テンションレバー位置測定ロータリーエンコーダ
85 テンション検出レバー回動軸 90 紙送り時間
91 紙送り手段の包装材搬送速度 92 紙送り支援手段の包装材搬送速度
93 加速時間 94 定速時間
95 減速時間 96 同期係数の設定値
【特許請求の範囲】
【請求項1】
フィルムロール近傍のテンション付与手段と
製筒器下流のバキューム吸着機構を備えた無端ベルトによる紙送り手段と
から構成される縦型製袋充填機の紙送り装置であって、
前記製筒器の上流部に包装材の送りを支援する手段を備え、
前記包装材の送りを支援する手段が、制御可能なモータにより駆動されるガイドロールであることを特徴とする縦型製袋充填包装機の紙送り装置。
【請求項2】
前記ガイドロールの周面に弾性部材が巻き付けられていることを特徴とした請求項1に記載の縦型製袋充填包装機の紙送り装置。
【請求項3】
前記制御可能なモータがサーボモータであり、該サーボモータが、前記無端ベルトによる紙送り手段と同期または略同期した制御がなされることを特徴とした請求項1に記載の縦型製袋充填包装機の紙送り装置。
【請求項4】
前記同期した制御が、前記包装材の送りを支援する手段の包装材の搬送速度を前記無端ベルトによる紙送り手段による包装材の搬送速度と同じ速度で行うことを特徴とした請求項3に記載の縦型製袋充填包装機の紙送り装置。
【請求項5】
前記略同期した制御が、前記包装材の送りを支援する手段の包装材の搬送速度を前記無端ベルトによる紙送り手段による包装材の搬送速度より速いまたは遅い速度で行うことを特徴とした請求項3に記載の縦型製袋充填包装機の紙送り装置。
【請求項1】
フィルムロール近傍のテンション付与手段と
製筒器下流のバキューム吸着機構を備えた無端ベルトによる紙送り手段と
から構成される縦型製袋充填機の紙送り装置であって、
前記製筒器の上流部に包装材の送りを支援する手段を備え、
前記包装材の送りを支援する手段が、制御可能なモータにより駆動されるガイドロールであることを特徴とする縦型製袋充填包装機の紙送り装置。
【請求項2】
前記ガイドロールの周面に弾性部材が巻き付けられていることを特徴とした請求項1に記載の縦型製袋充填包装機の紙送り装置。
【請求項3】
前記制御可能なモータがサーボモータであり、該サーボモータが、前記無端ベルトによる紙送り手段と同期または略同期した制御がなされることを特徴とした請求項1に記載の縦型製袋充填包装機の紙送り装置。
【請求項4】
前記同期した制御が、前記包装材の送りを支援する手段の包装材の搬送速度を前記無端ベルトによる紙送り手段による包装材の搬送速度と同じ速度で行うことを特徴とした請求項3に記載の縦型製袋充填包装機の紙送り装置。
【請求項5】
前記略同期した制御が、前記包装材の送りを支援する手段の包装材の搬送速度を前記無端ベルトによる紙送り手段による包装材の搬送速度より速いまたは遅い速度で行うことを特徴とした請求項3に記載の縦型製袋充填包装機の紙送り装置。
【図1】



【図2】
【図3】

【図4】
【図5】
【図6】

【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2012−126447(P2012−126447A)
【公開日】平成24年7月5日(2012.7.5)
【国際特許分類】
【出願番号】特願2010−281988(P2010−281988)
【出願日】平成22年12月17日(2010.12.17)
【出願人】(000148162)株式会社川島製作所 (90)
【Fターム(参考)】
【公開日】平成24年7月5日(2012.7.5)
【国際特許分類】
【出願日】平成22年12月17日(2010.12.17)
【出願人】(000148162)株式会社川島製作所 (90)
【Fターム(参考)】
[ Back to top ]