
縦型製袋充填包装機
【課題】不要な電力を抑制し省電力化をするとともに、装置の長寿命化を図る。
【解決手段】紙送り機構が、包装材を吸引するための負圧発生装置を備えたバキュームベルトであり、製品供給装置が接続されており、制御手段が待機信号入力を備えた縦型製袋充填包装機において、運転中に待機信号を受信した場合、省電力運転待機状態に移行し、負圧発生装置及び待機中に休止しても差し支えのない装置に対して、電源供給を中止する。また、待機信号が解除された場合は、省電力を図る処置の解除を行ない、バキュームベルトの負圧が基準値に達してから製品供給装置への製品要求信号の出力を再開する。
【解決手段】紙送り機構が、包装材を吸引するための負圧発生装置を備えたバキュームベルトであり、製品供給装置が接続されており、制御手段が待機信号入力を備えた縦型製袋充填包装機において、運転中に待機信号を受信した場合、省電力運転待機状態に移行し、負圧発生装置及び待機中に休止しても差し支えのない装置に対して、電源供給を中止する。また、待機信号が解除された場合は、省電力を図る処置の解除を行ない、バキュームベルトの負圧が基準値に達してから製品供給装置への製品要求信号の出力を再開する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、省電力機能を備えた縦型製袋充填包装機に関する。
【背景技術】
【0002】
縦型製袋充填包装機は、帯状の包装材が、紙送り機構により原反ロールから引き出され下流方向に送られ、製筒器により筒状に成形される。筒状に成形された包装材は、幅方向の両端部を貼り合わせて縦シールが施され、被包装品が投入又は送り込まれ、被包装品と被包装品の間の位置で、筒状に成形された包装材を横切る方向に横シールを施し、該横シールの中間で切断することにより、被包装品が包装袋内に包まれた袋包装体が製造される。
【0003】
縦型製袋充填包装機の紙送り機構は、製袋充填筒の左右に設けた紙送りベルトにより間欠又は連続に下流方向へ送ることが一般的である。紙送りベルトには、包装材を吸引しベルトに密着させる機構を備えたバキュームベルトが使用されることが多い。これは、多数の吸気孔を備えた紙送りベルトの内側のスペースに負圧を発生させるバキュームボックスが設置されており、ベルトが包装材を吸引保持することで、包装材とベルトのスリップを防ぎ、包装材の正確な送り量を実現するために行なわれている(例えば特許文献1から特許文献2参照のこと)。バキュームボックスはバキュームポンプ等の負圧発生装置と接続されており、機械の運転と同時に負圧発生装置を作動させ、負圧が基準値に達したら、運転が開始され、運転中は負圧発生装置を作動させ続け、機械の停止と同時に運転中は負圧発生装置の作動を停止するよう制御される。
【0004】
縦型製袋充填包装機の被包装品の投入は、上方に設置された計量機から投入されることが一般的であり、計量機と縦型製袋充填包装機はそれぞれの動作タイミングを一致させるため、両装置の制御装置間でON・OFF信号であるタイミング信号をやりとりしている(例えば特許文献3参照のこと)。タイミング信号のやりとりには、いくつかの方法があるが、最も一般的なのが、包装機主・計量機従のシステムで、縦型製袋充填包装機から排出要求信号を送り、これを受けた計量機が被包装品の計量を行い、計量が完了した被包装品を排出すると同時に排出完了信号を包装機に送る方法である(例えば特許文献4参照のこと)。排出要求信号、排出完了信号のやりとりの他に、互いの状態を示す信号(レディ信号、運転中/停止信号)のやりとりが行われる場合もある。縦型製袋充填包装機から排出要求信号を送っても、計量機が排出完了信号を返さなかった場合、計量機による被包装品の排出、即ち、縦型製袋充填包装機への被包装品の投入が行なわれないのであるから、縦型製袋充填包装機は、製袋動作を行なわない。
【0005】
縦型製袋充填包装機には、製造する袋包装体に製造年月日や消費期限などの情報を印字する日付印字装置が付属することが多い。日付印字装置は、印字位置の左右方向の調整の為に、包装材の走行ラインに直交する方向に移動可能に構成されている。また、印字位置の上下方向の調整の為に、日付印字装置の上部に位置する日付印字位置調整用のガイドロールが移動可能に構成されている。日付印字位置の調整は手動で行なわれることもあるが、モータ駆動により行なわれることが多い。モータ駆動による場合は、日付印字位置の自動調整が可能なように構成されている。モータ駆動に使用されるモータは、停止及び回転方向が制御可能なモータであり、モータコントローラが使用される(例えば特許文献5参照のこと)。また、縦型製袋充填包装機は、帯状の包装材を走行案内する複数のガイドロールが備えている。このうち、製筒器の直近の幾つかのガイドロールは、良好な包装筒を形成するためにモータ駆動により位置調整が可能なように構成されている。使用されるモータは、停止及び回転方向が制御可能なモータである(例えば特許文献6参照のこと)。さらに、縦シールを施す縦シーラも、製造する袋のサイズに合わせて位置の調整が可能に構成されており、モータによって駆動される。使用されるモータは、停止及び回転方向が制御可能なモータであり、モータコントローラが使用される(例えば特許文献7参照のこと)。
【0006】
縦型製袋充填包装機で袋包装体を製造する場合に、被包装物が粉体又は粘着性のある物体であるときには、被包装物の円滑な落下を期するために製袋充填筒又はその上部に設置される製品投入ホッパーに加振装置を設けることがある(例えば特許文献8参照のこと)。
加振装置は、モータを駆動源とすることが多く、機械の運転と同時にモータを回転させ振動を発生させ、機械運転中は常に振動を発生し続けるように構成される。これは、常に被包装物の落下に備えるためである。被包装物の落下を確認してから振動を発生させたのでは、被包装物が付着する可能性があるためである。
【0007】
縦型製袋充填包装機は、単体で使用される場合、人手により被包装品を供給し、製造された被包装品が包装袋内に包まれた袋包装体を人手で処理する。しかし多くの場合、生産ラインに組み込まれた形で使用される。例えば、縦型製袋充填包装機でスナック菓子を包装する場合、製造装置で生産されたスナック菓子が搬送コンベヤにより計量機に送られ、計量機により計量され、製袋充填包装機に供給されて袋包装される。袋包装されたスナック菓子は縦型製袋充填包装機付属の搬出コンベヤにより、包装機械から搬出され、搬送コンベヤへと受け渡され、集積・箱詰め装置へと送られる。集積・箱詰め装置において箱詰めされると、ストックヤードへと搬送される(例えば特許文献9参照のこと)。生産ラインに組み込まれている場合、各機械は、ほとんど人手を介さずに処理が行なわれており、下流に位置する装置が何らかの理由で停止した場合、上流側の各装置に待機信号が送られ、上流側の各装置は処理を一時中断するように構成されている。製袋充填包装機においても、運転中に、待機信号が入力されたら、製袋充填処理を行なわず、待機信号が解除されたらすぐに製袋充填処理を再開できる状態で待機する機能を備えている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2000−226007号公報 段落14及び段落19
【特許文献2】特開2010−42823号公報 段落2及び段落15
【特許文献3】特開2001−2013号公報 段落6
【特許文献4】特開2000−95206号公報 段落15から段落17及び図1及び図3
【特許文献5】特開2002−59911号公報 段落5及び段落6
【特許文献6】特開平5−16905号公報 段落10
【特許文献7】特開平5−124606号公報 段落3及び段落19
【特許文献8】実開平7−19194号公報 段落3から段落5
【特許文献9】特開平6−321207号公報 段落18から段落19及び図5
【発明の概要】
【発明が解決しようとする課題】
【0009】
生産ラインに組み込まれた形で使用される縦型製袋充填包装機において、上流側又は下流側の装置の状態により、運転中に待機状態に移行した場合、待機状態では、即座に運転の再開が可能なように、製袋充填包装機内の全ての装置を作動させた状態で製袋充填処理を行なわず待機している。このような装置の中には製袋充填包装機が、製袋充填処理を行なわないときには不要なものも含まれている。例えば、縦型製袋充填包装機の紙送り機構にバキュームベルトが用いられている場合、上述したように運転中は負圧発生装置を作動させ続けている。バキュームベルトは、ベルトが包装材を吸引保持することで、包装材とベルトのスリップを防ぎ、包装材の正確な送り量を実現するために行なわれているのであって、製袋動作を行なわないのであれば包装材の吸引保持は不要なものである。
【0010】
また、日付印字装置、ガイドローラ、縦シーラ等の位置調整がモータ駆動で行なわれている場合、位置調整以外のとき、即ち日付印字装置、ガイドローラ、縦シーラ等が一定の位置に止まっているときでもモータコントローラは通電された状態にある。これは、製袋中或いは機械停止中であっても日付印字装置、ガイドローラ、縦シーラ等の位置の修正及び変更が可能にしておくためである。製袋中に行う位置の修正は、微調整であり、製造した袋の状態を見ながら行うものである。しかしながら、縦型製袋充填包装機が待機状態になった場合、日付印字装置、ガイドローラ、縦シーラ等の位置の修正及び変更が行なわれることはない。これは、待機状態では製袋が行われないので、袋の状態を見られないので、微調整が行えないからである。この場合の日付印字装置やガイドローラ等の位置調整用のモータコントローラが通電状態にあるのは不要なものである。さらに、縦型製袋充填包装機に搬出コンベヤが付属している場合、製袋が行なわれない待機中に搬出コンベヤが動作しているのは不要なものである。
【0011】
さらに、被包装物が粉体又は粘着性のある物体であり、加振装置が付属している場合、加振装置は、機械運転中は常に振動を発生し続けているが、運転待機中で被包装物が落下してくることがないのであれば、振動を発生は不要なものである。
【0012】
以上のように、縦型製袋充填包装機が運転待機中の状態にあるとき、即ち製袋動作が行なわれないときに必要ない装置類を、通電状態或いは動作状態にしておくことは、不要な電力消費であるとともに、装置の寿命を短くする要因でもある。近年、生産効率や性能を落とすことなく、省エネルギー化が実現できる機械が要望されており、製袋充填包装機も例外ではない。運転中に待機状態に移行した場合、不要な装置への省電力を図る処置を行い、不要な電力を抑制し、装置の長寿命化がのぞめる機能を持った製袋充填包装機が望まれている。
【課題を解決するための手段】
【0013】
請求項1の発明は、帯状包装材を原反ロールから引き出し下流方向に送る紙送り機構と、帯状包装材を筒状包装材に成形する製筒器と、前記筒状包装材の幅方向の両端部を貼りあわせて縦シールを施すヒートシーラと、前記筒状包装材を横切る方向に横シールを施すヒートシーラと、製袋充填動作を制御する制御手段とを備えた縦型製袋充填包装機において、
前記紙送り機構が、包装材を吸引するための負圧発生装置を備えたバキュームベルトであり、
製品供給装置が接続されており、
前記制御手段が待機信号入力を備えており、
運転中に前記待機信号を受信した場合、省電力運転待機状態に移行し、前記負圧発生装置及び待機中に休止しても差し支えのない装置に対して、省電力を図る処置を行ない、前記製品供給装置への製品要求信号の出力を中止する機能を備えたことを特徴とする縦型製袋充填包装機である。
【0014】
請求項2の発明は、請求項1の発明に係るものであり、前記省電力運転待機状態中に前記待機信号が解除された場合、前記負圧発生装置及び前記待機中に休止しても差し支えのない装置に対して、省電力を図る処置の解除を行ない、前記バキュームベルトの負圧が基準値に達してから前記製品供給装置への製品要求信号の出力を再開する機能を備えたことを特徴とする縦型製袋充填包装機である。
【0015】
請求項3の発明は、帯状包装材を原反ロールから引き出し下流方向に送る紙送り機構と、帯状包装材を筒状包装材に成形する製筒器と、前記筒状包装材の幅方向の両端部を貼りあわせて縦シールを施すヒートシーラと、前記筒状包装材を横切る方向に横シールを施すヒートシーラと、製袋充填動作を制御する制御手段とを備えた縦型製袋充填包装機において、
前記紙送り機構が、包装材を吸引するための負圧発生装置を備えたバキュームベルトであり、
製品供給装置が接続されており、
前記制御手段が、前記製品供給装置に対して製品要求信号を出力し、前記製品供給装置が製品を供給するとともに排出完了信号を出力し、該排出完了信号を受信すると製袋充填動作を行なう制御ロジックを備え、
前記製品要求信号に対する前記排出完了信号の応答がない状態が、所定の時間内に繰り返された場合、省電力運転待機状態に移行し、前記負圧発生装置及び待機中に休止しても差し支えのない装置に対して、省電力を図る処置を行ない、前記製品供給装置への前記製品要求信号の出力を中止する機能を備えたことを特徴とする縦型製袋充填包装機である。
【0016】
請求項4の発明は、帯状包装材を原反ロールから引き出し下流方向に送る紙送り機構と、帯状包装材を筒状包装材に成形する製筒器と、前記筒状包装材の幅方向の両端部を貼りあわせて縦シールを施すヒートシーラと、前記筒状包装材を横切る方向に横シールを施すヒートシーラと、製袋充填動作を制御する制御手段とを備えた縦型製袋充填包装機において、
前記紙送り機構が、包装材を吸引するための負圧発生装置を備えたバキュームベルトであり、
製品供給装置が接続されており、
前記制御手段が、前記製品供給装置に対して製品要求信号を出力し、前記製品供給装置が製品を供給するとともに排出完了信号を出力し、該排出完了信号を受信すると製袋充填動作を行なう制御ロジックを備え、
前記製品要求信号に対する前記排出完了信号の応答がない状態が、所定の回数繰り返された場合、省電力運転待機状態に移行し、前記負圧発生装置及び待機中に休止しても差し支えのない装置に対して、省電力を図る処置を行ない、前記製品供給装置への製品要求信号の出力を中止する機能を備えたことを特徴とする縦型製袋充填包装機である。
【0017】
請求項5の発明は、請求項3又は請求項4の発明に係わるものであり、前記省電力運転待機状態を一定時間継続した後に、前記負圧発生装置及び前記待機中に休止しても差し支えのない装置に対して、省電力を図る処置の解除を行ない、前記バキュームベルトの負圧が基準値に達してから前記製品供給装置への製品要求信号の出力を再開する機能を備えたことを特徴とする請求項3又は請求項4に記載の縦型製袋充填包装機である。
【0018】
請求項6の発明は、請求項3又は請求項4の発明に係わるものであり、前記省電力運転待機状態中に、一定周期ごとに、前記負圧発生装置及び前記待機中に休止しても差し支えのない装置に対して、省電力を図る処置の解除を行ない、負圧が基準値に達してから前記製品要求信号を出力し、前記排出完了信号の応答があれば運転を再開し、前記排出完了信号の応答がなければ、省電力運転待機状態に移行し、前記負圧発生装置に対して省電力を図る処置を行ない、前記製品供給装置への前記製品要求信号の出力を中止する機能を備えたことを特徴とする縦型製袋充填包装機である。
【0019】
請求項7の発明は、請求項1から請求項6の何れか一項の発明に係わるものであり、前記負圧発生装置及び前記待機中に休止しても差し支えのない装置に対する前記省電力を図る処置が、電源供給の中止であることを特徴とする縦型製袋充填包装機である。
【0020】
請求項8の発明は、請求項1から請求項6の何れか一項の発明に係わるものであり、前記負圧発生装置に対する前記省電力を図る処置が、前記負圧発生装置の低速運転であり、前記待機中に休止しても差し支えのない装置に対する前記省電力を図る処置が、電源供給の中止であることを特徴とする縦型製袋充填包装機である。
【0021】
請求項9の発明は、請求項1から請求項8の何れか一項の発明に係わるものであり、前記待機中に休止しても差し支えのない装置が、袋包装体の搬出コンベヤの駆動モータであることを特徴とする縦型製袋充填包装機である。
【0022】
請求項10の発明は、請求項1から請求項8の何れか一項の発明に係わるものであり、前記待機中に休止しても差し支えのない装置が、日付印字装置の位置調整用モータのコントローラであることを特徴とする縦型製袋充填包装機である。
【0023】
請求項11の発明は、請求項1から請求項8の何れか一項の発明に係わるものであり、前記待機中に休止しても差し支えのない装置が、ガイドローラの位置調整用モータのコントローラであることを特徴とする縦型製袋充填包装機である。
【0024】
請求項12の発明は、請求項1から請求項8の何れか一項の発明に係わるものであり、前記待機中に休止しても差し支えのない装置が、加振装置の振動発生用モータであることを特徴とする縦型製袋充填包装機である。
【0025】
請求項13の発明は、請求項1から請求項8の何れか一項の発明に係わるものであり、前記制御手段が前記省電力運転待機状態であることを示す信号を出力する機能を備えていることを特徴とする縦型製袋充填包装機である。
【0026】
請求項14の発明は、請求項3の発明に係るものであり、前記所定の時間が、設定可能であることを特徴とする縦型製袋充填包装機である。
【0027】
請求項15の発明は、請求項4の発明に係るものであり、前記所定の回数が、設定可能であることを特徴とする縦型製袋充填包装機である。
【0028】
請求項16の発明は、請求項5の発明に係るものであり、前記一定時間が、設定可能であることを特徴とする縦型製袋充填包装機である。
【0029】
請求項17の発明は、請求項6の発明に係るものであり、前記一定周期が、設定可能であることを特徴とする縦型製袋充填包装機である。
【発明の効果】
【0030】
本発明の縦型製袋充填包装機は、運転中に待機状態に移行した場合、不要な装置への省電力を図る機能を備えており、不要な電力を抑制することができ、装置の長寿命化がのぞめる。
【図面の簡単な説明】
【0031】
【図1】縦型製袋充填包装機の概略斜視図である。
【図2】紙送り機構のバキュームベルトを説明する図である。
【図3】紙送り機構のバキュームポンプの制御を説明する図である。
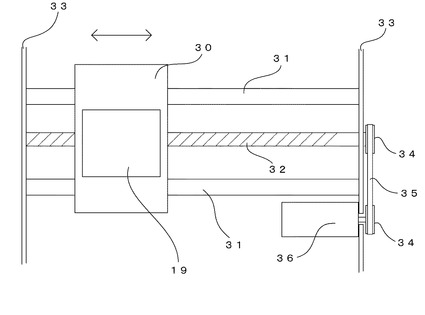
【図4】日付装置の日付印字位置の左右位置調整を説明する図である。
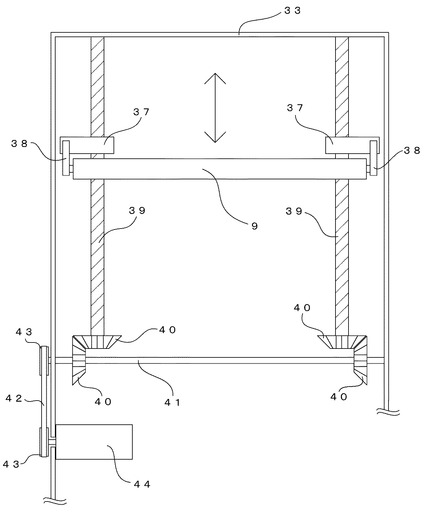
【図5】日付装置の日付印字位置の上下位置調整を説明する図である。
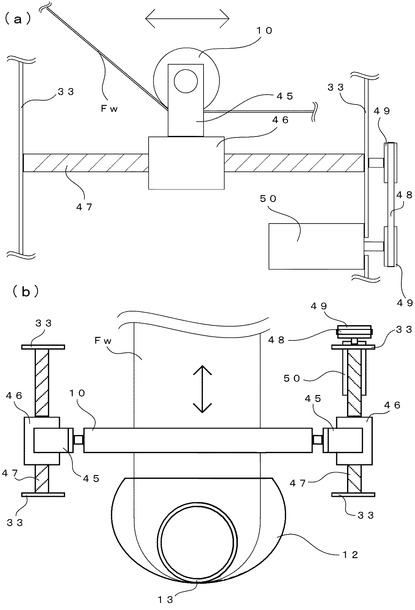
【図6】第一ロールの位置調整を説明する図である。
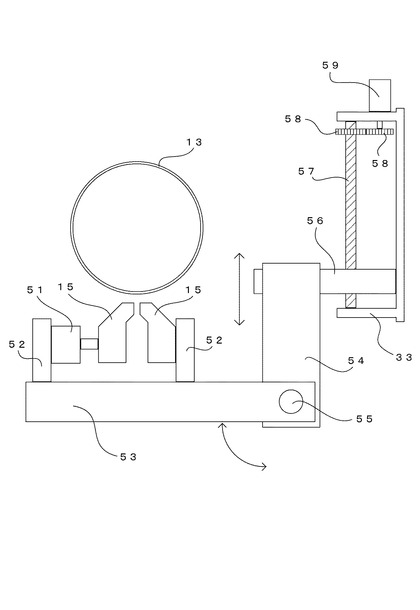
【図7】縦シーラの位置調整を説明する図である。
【図8】位置調整モータの制御を説明する図である。
【図9】ホッパー加振機構を説明する図である。
【図10】搬出コンベヤを説明する図である。
【図11】ホッパー加振及び搬出コンベヤの制御を説明する図である。
【図12】各マグネットリレーの制御を説明する図である。
【図13】待機状態の動作を説明する図である。
【図14】包装機が組み込まれた製造ラインを説明する図である。
【図15】待機状態の解除の動作を説明する図である。
【図16】製品要求信号と排出完了信号を説明する図である。
【図17】待機状態の検出を説明する図である。
【図18】待機状態の解除条件を説明する図である。
【図19】別の待機状態の解除条件を説明する図である。
【図20】バキュームポンプの低速運転を説明する図である。
【図21】バキュームポンプの低速運転の条件を説明する図である。
【発明を実施するための形態】
【0032】
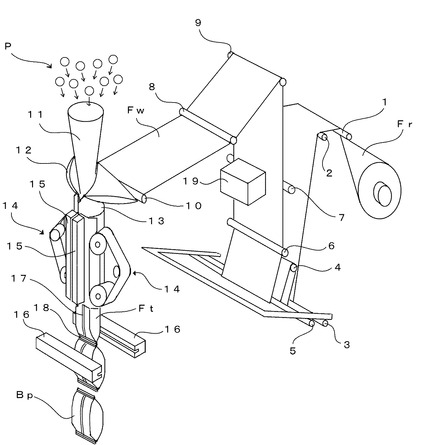
図面を参照して、本発明の縦型製袋充填包装機の実施例を説明する。図1は本発明が実施された縦型自動包装機の概略斜視図である。紙送り装置14により包装材ロールFrから引き出された帯状包装材Fwは、日付印字上下位置調整ロール9、第一ロール10及び複数のガイドロール1からガイドロール8に走行案内され、途中で、日付装置19により製造年月日等のデータが印字され、製筒器12に送られる。製筒器12は、帯状包装材Fwを湾曲させ製袋充填筒13に巻きついて幅方向の縁部を重ね合わせた筒状に成形する。筒状に成形された包装材Ftは、縦シーラ15により縦シール17が、横シーラ16により横シール18が、それぞれ施され、上方に設置された計量装置(図1においては図示せず)より供給される被包装品Pを、ホッパー11及び製袋充填筒13を通じて充填される。縦シール17、横シール18が施され製品が充填された筒状に成形された包装材Ftは、横シーラ16に内蔵された切断刃(図示せず)により、横シール18の中央部で切断され袋包装体Bpが製造される。袋包装体Bpは、搬出コンベヤ20(図1においては図示せず)により機械下流へと搬出される。
【0033】
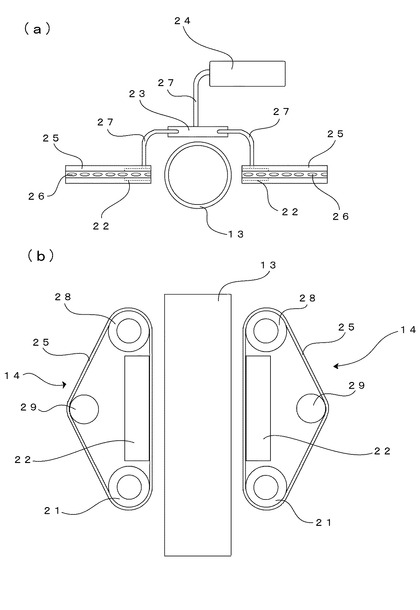
紙送り装置14の詳細について図2を用いて説明する。図2(a)は紙送り装置14を上面から見た図であり、図2(b)は、紙送り装置14を正面から見た図である。紙送り装置14は、製品充填筒13の側面に設けられた一対のバキュームベルト25から構成されている。バキュームベルト25は、吸着孔26を複数備えた無端状のベルトである。バキュームベルト25は、上部にある歯付き従動プーリー28と下部にある歯付き駆動プーリー21と中間部の外側にやや開いた位置にある歯付きテンションプーリー29の間に掛け回されている。下側の歯付き駆動プーリー21にはサーボモータ(図示せず)が連結されており、バキュームベルト25は、サーボモータ(図示せず)の回転により下側方向へ走行する。更に、紙送り装置14には、バキュームボックス22が取り付けられている。バキュームボックス22は、上部にある歯付き従動プーリー28と下部にある歯付き駆動プーリー21の間に配置され、上下方向に伸びている。バキュームボックス22は、製袋充填筒13側の面がバキュームベルト25の内面に摺動するバキューム面として形成されている。バキュームボックス22は、バキュームチューブ27及びジョイントボックス23を介して負圧発生源であるバキュームポンプ24と接続されており、バキュームベルト25に吸引力を付与する。製袋動作時には、製袋充填筒13の周囲には筒状に形成された包装材Ft(図2においては図示せず)に囲まれており、左右の紙送り装置14は、筒状に形成された包装材Ft(図2においては図示せず)を介して製袋充填筒13に密着している。このようなバキュームベルト25が密着状態にあるときに、バキュームベルト25に吸引力が供給されていると、左右のバキュームベルト25は、製袋充填筒13を囲む筒状に形成された包装材Ft(図2においては図示せず)を両側から吸着する。この後、左右のバキュームベルト25が同期して下側方向へ走行されると、左右のバキュームベルト25は、筒状に形成された包装材Ft(図2においては図示せず)を吸着しながら製袋充填筒13に沿って下方へ繰り出す。バキュームベルト25が包装材を吸着しながら下方に走行することで、包装材とバキュームベルト25のスリップが無くなるので正確な包装材の送りが実現できる。
【0034】
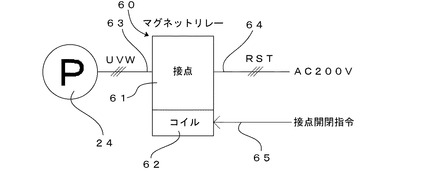
バキュームポンプ24は機械の運転開始と同時に起動され、バキュームボックス22の負圧が一定値以上になるのを待って機械の製袋充填動作が開始される。図3を用いてバキュームポンプ24の起動について簡単に説明する。バキュームポンプ24は、バキュームポンプ起動用マグネットリレー60によって起動、停止を制御されている。バキュームポンプ起動用マグネットリレー60は、三相電源用接点ブロック61と接点開閉用コイル62からなり、三相電源用接点ブロック61の二次側にはバキュームポンプ電源線63が接続されており、一次側には三相200V電源線64が接続されている。三相電源用接点ブロック61の接点は、接点開閉用コイル62が励磁されると閉じ、消磁されると開くので、コイル励磁信号65がONすると接点開閉用コイル62が励磁され三相電源用接点ブロック61の接点が閉じ、バキュームポンプ電源線63と三相200V電源線64が導通し、バキュームポンプ24が起動され、コイル励磁信号65がOFFすると接点開閉用コイル62が消磁され三相電源用接点ブロック61の接点が開き、バキュームポンプ電源線63と三相200V電源線64が遮断され、バキュームポンプ24が停止する。
【0035】
次に、日付装置19、第一ロール10、縦シーラ15の位置調整について説明する。本実施例の縦型製袋充填包装機では、製造する袋の大きさやデザインに応じて日付印字装置19、第一ロール10、縦シーラ15の位置が調整できるように構成してある。以下に、位置調整の機構について説明する。
【0036】
まず、日付装置19についてであるが、本実施例の縦型製袋充填包装機では、機械背面の帯状包装材Fwが上方に向かって走行する位置であるガイドロール6とガイドロール9の間に設置されている(図1参照のこと)。日付装置19は、製造する袋に製造日や製造場所の記号などのデータを印字する装置である。データを印字する位置は、袋の大きさやデザインによって異なるため、左右方向及び上下方向に印字位置をそれぞれ別々に調整できるように構成してある。
本実施例の縦型製袋充填包装機では、帯状包装材Fwの走行ライン上を直行する方向に日付装置19が移動することで、帯状包装材Fwに対する左右方向の日付印字位置を調整する。左右方向の印字位置調整について図4を用いて説明する。日付装置19は、日付装置取付け板30に取り付けられている。日付装置取付け板30は機械フレーム33に取り付けられたサポートシャフト31に支持され、サポートシャフト31上を左右に摺動可能になっている。また、日付装置左右移動用ボールネジ32に螺動するように構成されている。これにより日付装置左右移動用ボールネジ32が回転すると、回転方向に応じて左又は右に移動する。日付装置左右移動用ボールネジ32は、日付装置左右移動用プーリー34及び日付装置左右移動用駆動ベルト35を介して、日付装置左右移動用モータ36により駆動される。日付装置左右移動用モータ36は、回転方向及び停止位置が制御可能なモータが使用される。本実施例においては、日付装置左右移動用モータ36にはサーボモータが使用されている。
本実施例の縦型製袋充填包装機では、帯状包装材Fwの走行ライン上にある日付印字上下位置調整ロール9(図1参照のこと)を上下に進退させて帯状包装材Fwの走行ラインの距離を変更することにより、帯状包装材Fwに対する上下方向の日付印字位置を調整する。上下方向の印字位置調整について図5を用いて説明する。日付印字上下位置調整ロール9は、両端を日付印字上下位置調整ロール用ブラケット38に支持され回転自在である。日付印字上下位置調整ロール用ブラケット38は、昇降ブロック37に取付けられている。昇降ブロック37は、日付印字上下位置調整ロール用ボールネジ39上を螺動するように取付けられており、日付印字上下位置調整ロール用ボールネジ39が回転することでその回転方向に応じて上下に進退する。日付印字上下位置調整ロール用ボールネジ39は、傘型歯車40を介して駆動シャフト41の回転が伝導されることで回転する。駆動シャフト41は、日付印字上下位置調整ロール用プーリー43と日付印字上下位置調整ロール用駆動ベルト42を介して日付印字上下位置調整ロール移動モータ44の回転が伝導される。日付印字上下位置調整ロール移動モータ44は、回転方向及び停止位置が制御可能なモータが使用される。本実施例においては、日付印字上下位置調整ロール移動モータ44にはサーボモータが使用されている。
【0037】
次に第一ロール10の位置調整について説明する。第一ロール10は、製筒器12に近接して設けられるガイドロールであり、製筒器12に対して円滑に帯状包装材Fwを案内する役割を持っている。第一ロール10の位置が適当でないと、筒状に成形された包装材Ftの良好な形成ができない。また、製造する袋包装体Bpに応じて製筒器12及び製袋充填筒13が変更された場合、第一ロール10の位置も変更する必要がある。このため、第一ロール10の位置は、帯状包装材Fwの走行方向に進退可能に構成される。本実施例の縦型製袋充填包装機の第一ロール10の位置調整について図6を用いて説明する。図6(a)は、第一ロールを機械側面から見た図であり、図6(b)は第一ロールを機械上面から見た図である。第一ロール10は、両端を第一ロール取付けブラケット45に支持され回転自在である。第一ロール取付けブラケット45は、第一ロール移動用進退ブロック46に取付けられている。第一ロール移動用進退ブロック46は、第一ロール移動用ボールネジ47上を螺動するように取付けられており、第一ロール移動用ボールネジ47が回転することでその回転方向に応じて前後に進退する。第一ロール移動用ボールネジ47は、第一ロール移動用プーリー49及び第一ロール移動用駆動ベルト48を介して、日付装置左右移動用モータ36により駆動される。第一ロール移動モータ50は、回転方向及び停止位置が制御可能なモータが使用される。本実施例においては、第一ロール移動モータ50にはサーボモータが使用されている。
【0038】
次に、縦シーラ15の位置調整について説明する。縦シーラは製袋充填筒13の前面に設けられ、製筒器12によって帯状包装材Fwを湾曲させ製袋充填筒13に巻きついて幅方向の縁部を重ね合わせることにより筒状に成形された包装材Ftの重ね合わされた幅方向の縁部を挟圧、加熱することで縦シール17を施す。縦シーラについて図7を用いて説明する。図7は縦シーラ部分を上面から見た図である。縦シーラ15は、縦シールの実施のために包装材に近接、離間の動作を行なうための近接・離間用エアシリンダ51を備えている。本実施例においては、一対の縦シーラのうち、片側のみが、近接、離間動作を行ない、他方は固定されている。固定されている側の縦シーラ及び可動側の縦シーラを動作させる近接・離間用エアシリンダ51は、縦シーラ取付けブロック52に固定されている。縦シーラ取付けブロック52は、縦シーラアーム53に取付けられている。縦シーラアーム53は、縦シーラアーム開閉用ピボット55を介して縦シーラアーム取付けブロック54に取付けられている。これにより、縦シーラアーム53は、縦シーラアーム開閉用ピボット55を回転中心とし機械正面側方向に旋回可能に構成してある。これは、縦シーラが製袋充填筒13の前面に位置しているので、製袋充填筒13の交換作業や包装材のセッティング作業時に障害とならないように製袋充填筒13の前面を開放可能にするためである。縦シーラアーム取付けブロック54は、縦シーラ移動用進退ブロック56に固定されている。縦シーラ移動用進退ブロック56は、縦シーラ移動用ボールネジ57上を螺動するように取付けられている。縦シーラ移動用ボールネジ57は、機械フレーム33に回転自在に取付けられており、縦シーラ移動用ギア58を介して縦シーラ移動モータ59により回転する。これにより、縦シーラ15は、機械上面方向から見て前後に進退可能になっている。これは、製造する袋包装体Bpに応じて製筒器12及び製袋充填筒13が変更された場合、縦シーラ15の位置も変更する必要があるためである。縦シーラ移動モータ59は、回転方向及び停止位置が制御可能なモータが使用される。本実施例においては、縦シーラ移動モータ59にはサーボモータが使用されている。
【0039】
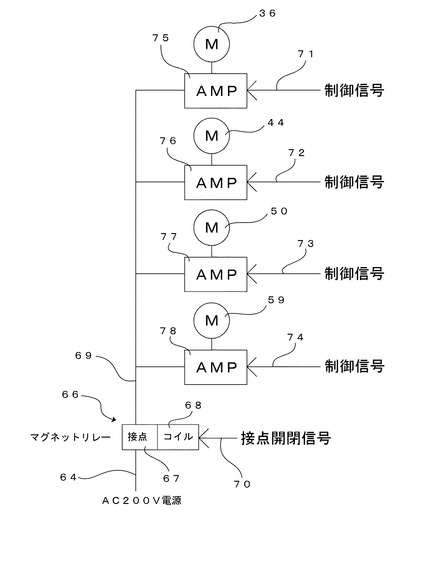
以上のように、本実施例においては、日付装置19、日付印字上下位置調整ロール9、第一ロール10、縦シーラ15は、製造する袋包装体Bpに応じて、モータ駆動により位置の変更が可能に構成されており、使用されるモータは、停止及び回転方向が制御可能なサーボモータであり、モータコントローラが使用される。図8を用いて位置調整モータの制御について説明する。日付装置左右移動モータコントローラ75は、包装機械の制御部(図示せず)からの日付装置左右移動制御信号71の指令に基づき日付装置左右移動モータ36をコントロールする。日付印字上下位置調整ロール移動モータコントローラ76は、包装機械の制御部(図示せず)からの日付印字上下位置調整ロール昇降制御信号72の指令に基づき日付印字上下位置調整ロール移動モータ44をコントロールする。第一ロール移動モータコントローラ77は、包装機械の制御部(図示せず)からの第一ロール進退制御信号73の指令に基づき第一ロール移動モータ50をコントロールする。縦シーラ移動モータコントローラ78は、包装機械の制御部(図示せず)からの縦シーラ進退制御信号74の指令に基づき縦シーラ移動モータ59をコントロールする。日付装置左右移動モータコントローラ75、日付印字上下位置調整ロール移動モータコントローラ76、第一ロール移動モータコントローラ77、縦シーラ移動モータコントローラ78には、サーボアンプ電源線69を通じて電源が供給される。サーボアンプ電源線69は位置調整モータ電源用マグネットリレー66を介して三相200V電源線64と接続されている。位置調整モータ電源用マグネットリレー66は、電源用接点ブロック67と接点開閉用コイル68から構成されており、電源用接点ブロック67の接点は、接点開閉用コイル68が励磁されると閉じ、消磁されると開くので、コイル励磁信号70がONすると接点開閉用コイル68が励磁され三相電源用接点ブロック67の接点が閉じ、サーボアンプ電源線69と三相200V電源線64が導通し、各コントローラに電源が供給され、コイル励磁信号70がOFFすると接点開閉用コイル68が消磁され三相電源用接点ブロック67の接点が開き、サーボアンプ電源線69と三相200V電源線64が遮断され、各コントローラへの電源供給が遮断される。
【0040】
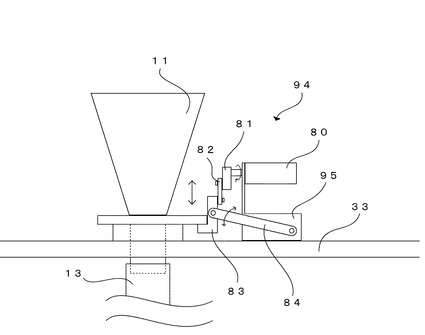
本実施例の縦型製袋充填包装機は、被包装物の円滑な落下を期するために製袋充填筒13の上部に設置される製品投入ホッパー11に加振装置94を備えている。また、製造した袋包装体Bpを機械外部へと搬送する搬出コンベヤ20を横シーラ16の直下に設けている。
加振装置94について、図9を用いて説明する。機械フレーム33の上にモータ台座95を介して、取付けられたホッパー加振用モータ80の回転軸には偏芯コマ81が取付けられており、偏芯コマ81と加振ブロック83は、連結部材82で連結されている。加振ブロック83は、ホッパー11に接続されており、モータ台座95とリンク板84で連結されている。これにより、ホッパー加振用モータ80の回転運動が上下運動へと変換されホッパー11が加振される。
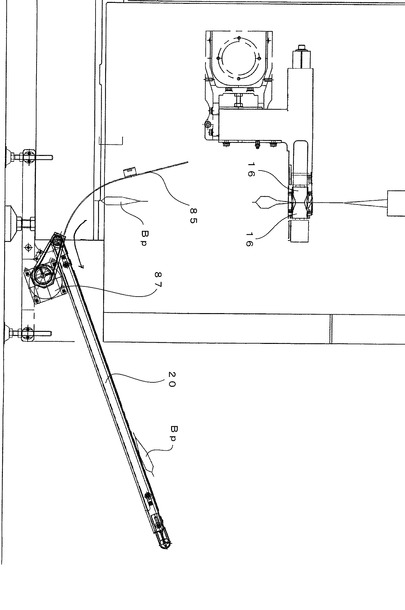
搬出コンベヤ20について、図10を用いて説明する。搬出コンベヤ20は、横シーラ16の下方に位置し、製造された袋包装体Bpを機械外部へと搬送する。袋包装体Bpは、搬出シュート85に案内され、搬出コンベヤ20に乗り移り、機械外部へと搬送される。搬出コンベヤ20は、搬出コンベヤ駆動モータ87により駆動される。
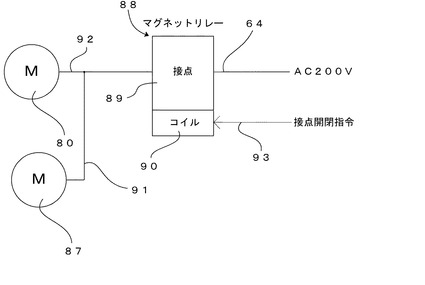
加振装置94及び搬出コンベヤ20は、機械の運転開始と同時に起動される。図11を用いて加振装置94及び搬出コンベヤ20の起動について簡単に説明する。加振装置94及び搬出コンベヤ20は、搬出コンベヤ・ホッパー加振電源用マグネットリレー88によって起動、停止を制御されている。搬出コンベヤ・ホッパー加振電源用マグネットリレー88は、電源用接点ブロック89と接点開閉用コイル90からなり、電源用接点ブロック89の二次側にはホッパー加振用モータ電源線92及び搬出コンベヤ駆動モータ電源線91が接続されており、一次側には三相200V電源線64が接続されている。電源用接点ブロック89の接点は、接点開閉用コイル90が励磁されると閉じ、消磁されると開くので、コイル励磁信号93がONすると接点開閉用コイル90が励磁され電源用接点ブロック89の接点が閉じ、ホッパー加振用モータ電源線92及び搬出コンベヤ駆動モータ電源線91と三相200V電源線64が導通し、ホッパー加振用モータ80及び搬出コンベヤ駆動モータ87が起動され、コイル励磁信号93がOFFすると接点開閉用コイル90が消磁され電源用接点ブロック89の接点が開き、ホッパー加振用モータ電源線92及び搬出コンベヤ駆動モータ電源線91と三相200V電源線64が遮断され、ホッパー加振用モータ80及び搬出コンベヤ駆動モータ87が停止する。
【0041】
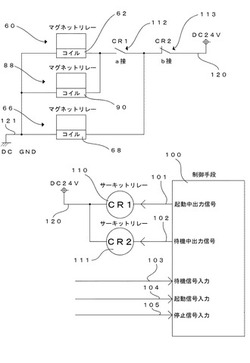
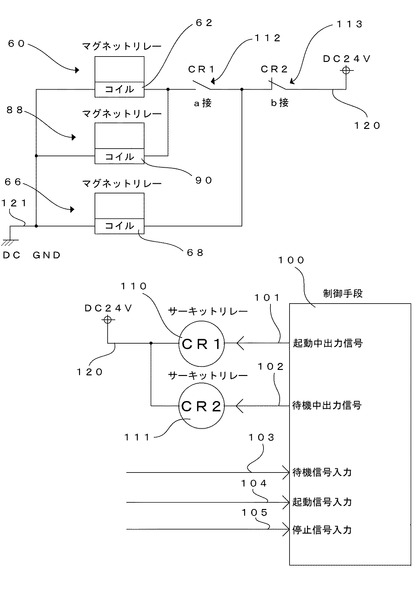
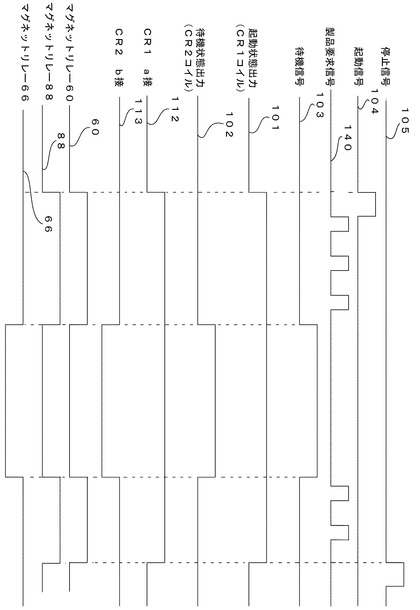
本発明は、運転待機中に、バキュームポンプ24、位置調整用モータ(日付装置左右移動モータ36、日付印字上下位置調整ロール移動モータ44、第一ロール移動モータ50、縦シーラ移動モータ59)、ホッパー加振用モータ80、搬出コンベヤ駆動モータ87の電源供給を中止し、省電力化を図るものである。図12及び図13を用いて待機状態の検出方法及び各モータへの電源供給の中止の具体的方法について説明する。本実施例において、機械運転中に待機状態に移行する方法として、図12に示すように制御手段100は、専用の信号入力である待機信号入力103を設けている。制御手段100は、運転に関する入出力として、起動信号入力104、停止信号入力105、起動中出力信号101、待機中出力信号102を備えている。図13に示すように、制御手段100は、起動信号入力104がOFFからONになる変化を受けて機械を起動して運転状態とし、停止信号入力105のOFFからONになる変化を受けて機械を停止して運転状態を解除する。また、機械が運転状態にあるときに待機信号入力103がONになると、上流の計量装置131(図示せず)に対して、製品要求信号140の出力を停止し、製袋充填動作を行なわず待機状態に移行し、待機信号入力103がOFFとなると待機状態を解除し、製品要求信号140の出力を再開する。起動中出力信号101、待機中出力信号102は、機械が停止状態、運転状態、待機状態にあるかを示す信号である。起動中出力信号101は機械が停止状態にあるときにOFFし、運転状態にあるときにONする。待機中出力信号102は機械が待機状態にあるときにONとなり、それ以外の状態のときはOFFとなるよう制御手段100により制御される。
【0042】
本実施例においては、機械の状態出力信号である起動中出力信号101、待機中出力信号102を用いてバキュームポンプ24、位置調整用モータ(日付装置左右移動モータ36、日付印字上下位置調整ロール移動モータ44、第一ロール移動モータ50、縦シーラ移動モータ)、ホッパー加振用モータ80、搬出コンベヤ駆動モータ87の電源供給を制御している。図12に示すように、起動中出力信号101には起動中出力リレーのコイル110が、待機中出力信号102には待機中出力リレーのコイル111が接続されており、図13に示すように起動信号入力104がONすることで機械が起動され起動中出力信号101がONされると、DC24V120が起動中出力リレーのコイル110に通電し励磁され、停止信号入力105がONすることで機械が停止し起動中出力信号101がOFFされると、DC24V120が遮断され起動中出力リレーのコイル110が消磁される。また、待機中出力信号102がONされると、DC24V120が待機中出力リレーのコイル111に通電し励磁され、待機中出力信号102がOFFされると、DC24V120が遮断され起動中出力リレーのコイル111が消磁される。起動中出力リレーa接点112は、起動中出力リレーのコイル110が励磁されると閉じ、消磁されると開く、待機中出力リレーb接点113は、待機中出力リレーのコイル111が励磁されると開き、消磁されると閉じる動作をする。図12に示すように、起動中出力リレーa接点112及び待機中出力リレーb接点113を用いて各モータに電源を供給するマグネットリレー(バキュームポンプ起動用マグネットリレー60、位置調整モータ電源用マグネットリレー66、搬出コンベヤ・ホッパー加振電源用マグネットリレー88)のコイル62、68,90の励磁、消磁を制御する。バキュームポンプ起動用マグネットリレー60のコイル62と搬出コンベヤ・ホッパー加振電源用マグネットリレー88のコイル90には起動中出力リレーa接点112及び待機中出力リレーb接点113を直列につなぐ。これにより、図13に示すようにバキュームポンプ起動用マグネットリレー60と搬出コンベヤ・ホッパー加振電源用マグネットリレー88は、機械の起動状態のときのみ励磁され、機械の停止状態及び待機状態中は消磁される。即ちバキュームポンプ24とホッパー加振装置94及び搬出コンベヤ20は機械の起動状態のときのみ運転され、機械の停止状態及び待機状態中は停止されることとなる。バキュームポンプ24、ホッパー加振装置94及び搬出コンベヤ20の運転は、機械の運転中(製袋充填動作中)にのみ必要な機能であり、それに対応したものである。
また、位置調整モータ電源用マグネットリレー66のコイル68は、待機中出力リレーb接点113のみを用いて励磁、消磁を制御する。これにより、各位置調整モータへの電源供給は、機械停止中及び機械運転中は電源が供給され、機械待機中は電源供給が遮断される。位置調整は、機械の停止中及び機械の運転中(製袋充填動作中)は位置の調整が行なわれることがあり、それに対応したものである。
【0043】
位置調整モータについては、本実施例のようにサーボモータを使用している場合は、別の方法として、電源供給については、マグネットリレーを設けず。常に電源供給を行なっておき、サーボモータを制御する信号であるサーボON信号を制御することで省電力化を図ることもできる。サーボON信号は、サーボモータの制御を行なうか否かを指令する信号であり、サーボON信号をOFFすると、サーボモータの制御は行なわれずサーボコントローラからサーボモータへの電源供給が遮断される。よって、モータをうごかすことが不要な場合にサーボON信号をOFFする方法でも省電力化が可能である。
【0044】
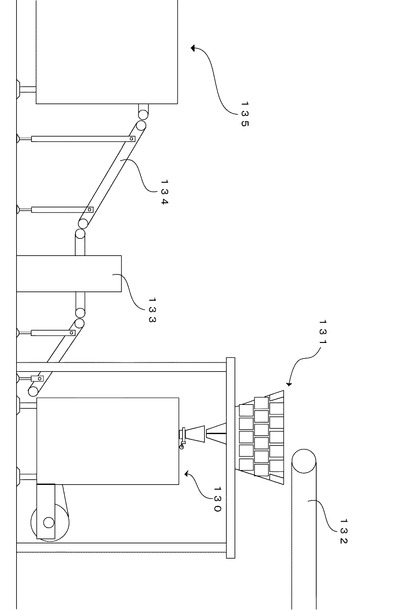
図14に示すように、本発明が実施される縦型製袋充填包装機130は、前工程の装置(計量装置131、計量装置用製品供給コンベヤ132)、後工程の装置(重量検査装置133、搬送コンベヤ134、箱詰め装置135)と組み合わせた生産ラインの中に設置されることが多い。
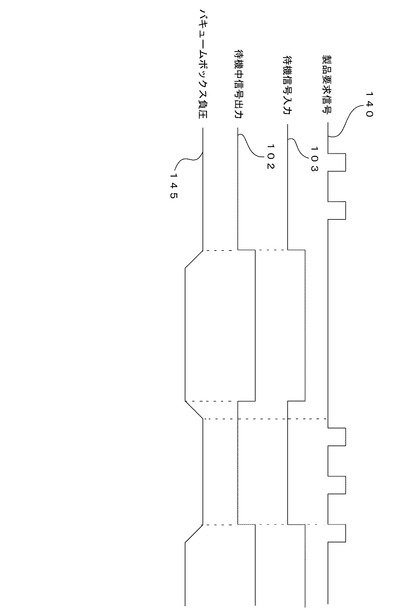
本発明は、前工程又は後工程の状態によっては、運転中であっても製袋充填動作を行なえないときがある。この場合に、前工程又は後工程或いは生産ラインを管理する装置から待機状態指令を待機信号入力103に接続することで、待機状態を作り出し、その間に不必要な装置への電源供給を中止し省電力化を図るものである。また、待機信号入力103がOFFして待機状態が解除され運転状態に復帰した場合であるが、図15に示すように待機中出力信号102はOFFされ、電源供給を中止していた装置への電源供給も再開されるが、このときに、バキュームボックス22の負圧の値であるバキュームボックス負圧145が一定値以上になるのを待ってから、製袋充填動作142を行なうようになっている。これは、バキュームボックス負圧145が一定値以下の状態で製袋動作を行った場合、バキュームベルト25がスリップして、製袋が正常に行なわれない可能性があるからである。製袋充填動作142を再開しないようにするには、上流の計量装置131に対して、製品要求信号140を行なわなければ良い。従って待機中出力信号102はOFFして後、バキュームボックス負圧145のレベルをチェックし一定値以上になってから、製品要求信号140の出力を行なうようにする。
【0045】
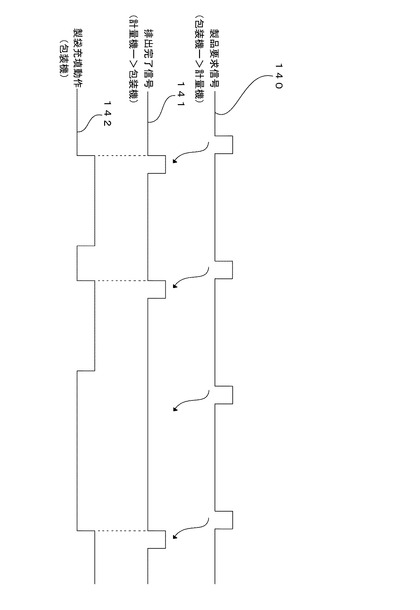
また、後工程の装置が存在しなかったり、トラブル時のバイパスラインを備えるなどしていて後工程からの待機信号が必要なく、前工程の装置(計量装置131)からの待機信号のみが必要な場合、専用の待機信号入力103を設けずに待機状態の条件検出を行ない待機中の省電力化を行なう方法もある。以下にその方法について図を用いて説明する。図16に示すように計量装置131と縦型製袋充填包装機130はそれぞれの動作タイミングを一致させるため、両装置の制御装置間でON・OFF信号であるタイミング信号をやりとりしている。タイミング信号のやりとりには、いくつかの方法があるが、本実施例では、包装機主・計量機従のシステムで、縦型製袋充填包装機130から製品要求信号140を送り、これを受けた計量装置131が被包装品の計量を行い、計量が完了した被包装品を排出すると同時に排出完了信号141を包装機に送り、排出完了信号141を受けた縦型製袋充填包装機130は、製袋充填動作142を行なうものである。製袋充填動作142は、縦シール、被包装品の充填、横シール、切り離しによる袋包装体Bpを製造する一連の動作を指す。縦型製袋充填包装機130から製品要求信号140を送っても、計量装置131が排出完了信号141を返さなかった場合、計量装置131による被包装品の排出、即ち、縦型製袋充填包装機130への被包装品の投入が行なわれないのであるから、縦型製袋充填包装機は、製袋充填動作142を行なわず待機状態となる。
【0046】
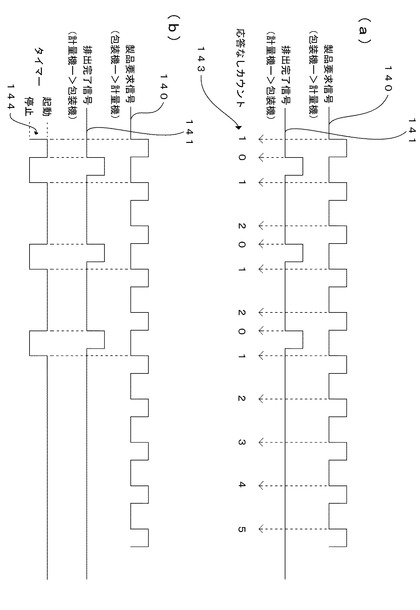
縦型製袋充填包装機130から製品要求信号140を送っても、計量装置131が排出完了信号141を返さなかった場合、計量装置131による被包装品の排出、即ち、縦型製袋充填包装機130への被包装品の投入が行なわれない状態が連続して発生した場合、上流の装置の都合により製品が流れてこない状態、即ち待機信号103が入力された状態と同じと判断することが可能である。待機状態と判断する方法について、図17を用いて説明する。図17(a)は、縦型製袋充填包装機130から製品要求信号140を送っても、計量装置131が排出完了信号141が返ってこなかった回数をカウントすることにより、待機状態と判断する方法を説明する図である。この方法は、縦型製袋充填包装機130の制御手段100に製品要求応答カウント143をカウントするカウンターを設け、製品要求信号140を出力するごとにカウンターを加算し、排出完了信号141が入力されるごとにカウンターを0に戻す処理を行なうものである。製品要求応答カウント143をカウントするカウンターを加算したときに基準値と比較し、製品要求応答カウント143が基準値と同じになったら、待機状態と判断する。製品要求応答カウント143は、排出完了信号141が入力されれば0にもどるが、排出完了信号141の入力がなければ、カウント値が加算され続けるので、被包装品の投入が行なわれない状態が連続して発生した回数を把握できる。図17(b)は、縦型製袋充填包装機130から製品要求信号140を送っても、計量装置131が排出完了信号141を返してこなかった時間を計測することにより、待機状態と判断する方法を説明する図である。この方法は、縦型製袋充填包装機130の制御手段100に製品要求応答タイマー144を設け、製品要求信号140を出力するごとに、タイマーが停止していたらタイマーを起動し、排出完了信号141が入力されるごとにタイマーを停止する処理を行なうものである。製品要求信号140を出力するときに、タイマーが起動中であれば、タイマー値を基準値と比較し、同じになったら、待機状態と判断する。製品要求応答タイマー144は、排出完了信号141が入力されれば停止するが、排出完了信号141の入力がなければ、起動され続けるので、被包装品の投入が行なわれない状態が連続して発生した時間を把握できる。上記のいずれかの方法により、待機状態と判断したら待機中出力信号102をONして、省電力を図る処置を行なう。製品要求応答カウント143又は製品要求応答タイマー144の基準値は固定ではなく設定可能な構成にしておく。
【0047】
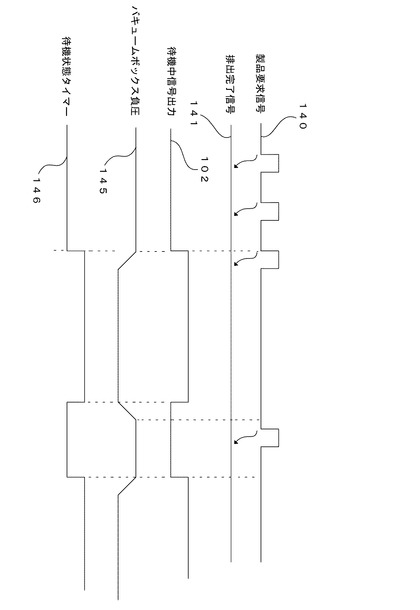
次に、待機状態と判断し省電力を図る処置を開始した後の制御についてであるが、専用の待機信号入力103を用いた場合は、待機信号入力103がONしている間が待機状態であり、待機信号入力103がOFFしたら運転状態に復帰すればよいが、排出完了信号141の状態から待機状態と判断した場合、運転状態に復帰する条件を判断する必要がある。運転状態に復帰する条件の判断について、図18を用いて説明する。製品要求信号140と排出完了信号141の状態を判断して待機状態に移行した場合、待機状態タイマー146を設けて、該タイマーがタイムアップするまでを待機状態とすればよい。待機状態タイマー146の値は設定可能に構成しておく。待機状態タイマー146がタイムアップしたら、運転状態へと移行し、待機中出力信号102をOFFして電源供給を中止していた装置への電源供給も再開し、バキュームボックス負圧145が一定値になったら製品要求信号140の送信を再開する。
【0048】
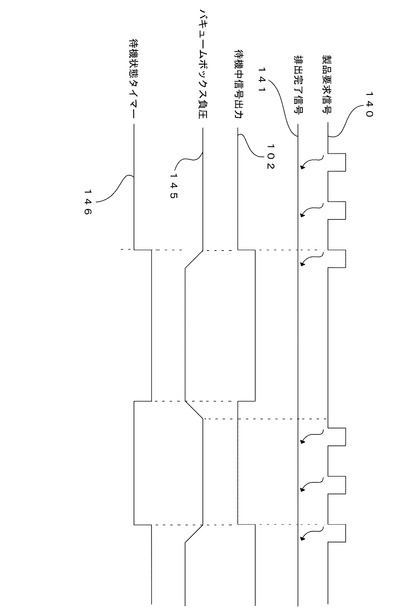
また、別の方法として図19に示すように待機状態タイマー146がタイムアップしたら、運転状態へと移行し、待機中出力信号102をOFFして電源供給を中止していた装置への電源供給も再開し、バキュームボックス負圧145が一定値になったら製品要求信号140の送信を再開するが、そのとき送信した製品要求信号140に対する排出完了信号141の応答がなかった場合は、再び待機状態に戻る。即ち、待機中出力信号102をONして、待機状態を作り出し、その間に不必要な装置への電源供給を中止し省電力化を図るとともに再び待機状態タイマー146を起動し、設定された時間の間省電力を図るものである。
【0049】
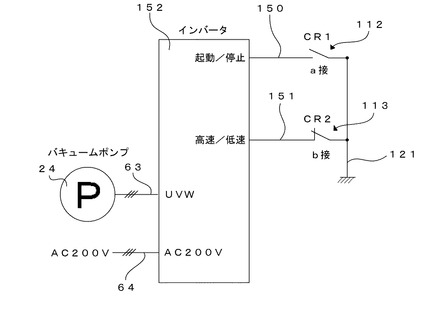
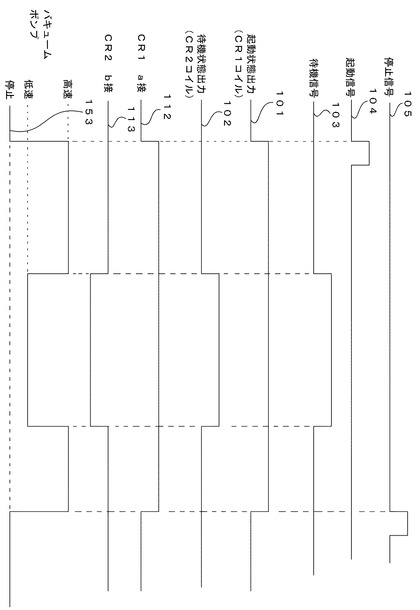
以上のように、本発明の縦型製袋充填包装機は、前工程又は後工程の状態によっては、運転中であっても製袋充填動作を行なえないときは、待機状態に移行しその間に不必要な装置への電源供給を中止し省電力化を図るものである。本実施例においては、待機中出力信号102を設けて、該信号により電源供給を中止する装置の電源供給用のマグネットリレーを制御しているが、それぞれのマグネットリレー制御用の専用出力を用意してもよいことは言うまでもない。また、本実施例では、バキュームポンプ24に関して、待機状態中はバキュームポンプ起動用マグネットリレー60を制御して電源供給を中止する構成となっているが、図20に示すように、マグネットリレーに替えて、交流モータの起動/停止、回転速度を制御する装置であるインバータ152を使用して、バキュームポンプ電源線63と三相200V電源線64をインバータ152に接続し、制御信号として、インバータ起動停止入力150に起動中出力リレーa接点112を介してDC24Vのグランドライン121と接続し、インバータ速度切り替え入力151に待機中出力リレーb接点113を介してDC24Vのグランドライン121と接続することで、機械が停止中は停止、機械が起動されると高速回転、バキュームポンプの運転状態153は、機械が停止中は停止、機械が待機状態であれば低速回転となるように制御する構成とすることも可能である。図21に示すように起動信号入力104がONすることで機械が起動され起動中出力信号101がONされると起動中出力リレーa接点112が閉じることで、バキュームポンプ24が起動され、このとき待機中信号出力102はOFFしているので、待機中出力リレーb接点113は閉じており、インバータ速度切り替え入力151には高速の指令が与えられるのでバキュームポンプの運転状態153は高速回転状態となる。停止信号入力105が入力され、起動中出力信号101がOFFすると起動中出力リレーa接点112が開くことでバキュームポンプ24は停止するのでバキュームポンプの運転状態153は停止状態となる。待機信号入力103が入力されると、待機中出力リレーb接点113が開きインバータ速度切り替え入力151には低速の指令が与えられるのでバキュームポンプの運転状態153は低速回転状態となる。この構成にすれば、省電力効果は低下するが、待機状態から運転状態に移行するときのバキュームボックス負圧145が一定値になる時間が短縮でき効率が上がる。
【0050】
本実施例では、位置調節を行うガイドロールは、日付印字上下位置調整ロール9、第一ロール10であるが、このほかに包装材の蛇行を修正する蛇行修正ロールが備えられている場合には、蛇行修正ロールにも適用可能なことは言うまでもない。また、ガイドロール以外でも、モーターにより位置や角度の調整を行う装置であれば適用可能である。
【符号の説明】
【0051】
1〜8 ガイドロール 9 日付印字上下位置調整ロール
10 第一ロール 11 ホッパー
12 製筒器 13 製袋充填筒
14 紙送り装置 15 縦シーラ
16 横シーラ 17 縦シール
18 横シール 19 日付装置
20 搬出コンベヤ 21 歯付き駆動プーリー
22 バキュームボックス 23 ジョイントユニット
24 バキュームポンプ 25 バキュームベルト
26 吸着孔 27 バキュームチューブ
28 歯付き従動プーリー 29 歯付きテンションプーリー
30 日付装置取付け板 31 サポートシャフト
32 日付装置左右移動用ボールネジ 33 機械フレーム
34 日付装置左右移動用プーリー 35 日付装置左右移動用駆動ベルト
36 日付装置左右移動モータ 37 昇降ブロック
38 日付印字上下位置調整ロール用ブラケット
39 日付印字上下位置調整ロール用ボールネジ
40 傘型歯車 41 駆動シャフト
42 日付印字上下位置調整ロール用駆動ベルト
43 日付印字上下位置調整ロール用プーリー
44 日付印字上下位置調整ロール移動モータ
45 第一ロール取付けブラケット
46 第一ロール移動用進退ブロック 47 第一ロール移動用ボールネジ
48 第一ロール移動用駆動ベルト 49 第一ロール移動用プーリー
50 第一ロール移動モータ 51 縦シーラ近接・離間用エアシリンダ
52 縦シーラ取付けブロック 53 縦シーラアーム
54 縦シーラアーム取付けブロック 55 縦シーラアーム開閉用ピボット
56 縦シーラ移動用進退ブロック 57 縦シーラ移動用ボールネジ
58 縦シーラ移動用ギア 59 縦シーラ移動モータ
60 バキュームポンプ起動用マグネットリレー
61 三相電源用接点ブロック 62 接点開閉用コイル
63 バキュームポンプ電源線 64 三相200V電源線
65 コイル励磁信号
66 位置調整モータ電源用マグネットリレー
67 電源用接点ブロック 68 接点開閉用コイル
69 サーボアンプ電源線 70 コイル励磁信号
71 日付装置左右移動制御信号
72 日付印字上下位置調整ロール昇降制御信号
73 第一ロール進退制御信号 74 縦シーラ進退制御信号
75 日付装置左右移動モータコントローラ
76 日付印字上下位置調整ロール移動モータコントローラ
77 第一ロール移動モータコントローラ
78 縦シーラ移動モータコントローラ
80 ホッパー加振用モータ 81 偏芯コマ
82 連結部材 83 加振ブロック
84 リンク板 85 搬出シュート
87 搬出コンベヤ駆動モータ
88 搬出コンベヤ・ホッパー加振電源用マグネットリレー
89 電源用接点ブロック 90 接点開閉用コイル
91 搬出コンベヤ駆動モータ電源線 92 ホッパー加振用モータ電源線
93 コイル励磁信号 94 ホッパー加振装置
95 モータ台座
100 制御手段 101 起動中信号出力
102 待機中信号出力 103 待機信号入力
104 起動信号入力 105 停止信号入力
110 起動中出力リレーのコイル 111 待機中出力リレーのコイル
112 起動中出力リレーa接点 113 待機中出力リレーb接点
120 DC24V 121 DC24Vのグランドライン
130 縦型製袋充填包装機 131 計量装置
132 計量装置用製品供給コンベヤ 133 重量検査装置
134 搬送コンベヤ 135 箱詰め装置
140 製品要求信号 141 排出完了信号
142 製袋充填動作 143 製品要求応答カウント
144 製品要求応答タイマー 145 バキュームボックス負圧
146 待機状態タイマー
150 インバータ起動停止入力 151 インバータ速度切り替え入力
152 インバータ 153 バキュームポンプ運転状態
【技術分野】
【0001】
本発明は、省電力機能を備えた縦型製袋充填包装機に関する。
【背景技術】
【0002】
縦型製袋充填包装機は、帯状の包装材が、紙送り機構により原反ロールから引き出され下流方向に送られ、製筒器により筒状に成形される。筒状に成形された包装材は、幅方向の両端部を貼り合わせて縦シールが施され、被包装品が投入又は送り込まれ、被包装品と被包装品の間の位置で、筒状に成形された包装材を横切る方向に横シールを施し、該横シールの中間で切断することにより、被包装品が包装袋内に包まれた袋包装体が製造される。
【0003】
縦型製袋充填包装機の紙送り機構は、製袋充填筒の左右に設けた紙送りベルトにより間欠又は連続に下流方向へ送ることが一般的である。紙送りベルトには、包装材を吸引しベルトに密着させる機構を備えたバキュームベルトが使用されることが多い。これは、多数の吸気孔を備えた紙送りベルトの内側のスペースに負圧を発生させるバキュームボックスが設置されており、ベルトが包装材を吸引保持することで、包装材とベルトのスリップを防ぎ、包装材の正確な送り量を実現するために行なわれている(例えば特許文献1から特許文献2参照のこと)。バキュームボックスはバキュームポンプ等の負圧発生装置と接続されており、機械の運転と同時に負圧発生装置を作動させ、負圧が基準値に達したら、運転が開始され、運転中は負圧発生装置を作動させ続け、機械の停止と同時に運転中は負圧発生装置の作動を停止するよう制御される。
【0004】
縦型製袋充填包装機の被包装品の投入は、上方に設置された計量機から投入されることが一般的であり、計量機と縦型製袋充填包装機はそれぞれの動作タイミングを一致させるため、両装置の制御装置間でON・OFF信号であるタイミング信号をやりとりしている(例えば特許文献3参照のこと)。タイミング信号のやりとりには、いくつかの方法があるが、最も一般的なのが、包装機主・計量機従のシステムで、縦型製袋充填包装機から排出要求信号を送り、これを受けた計量機が被包装品の計量を行い、計量が完了した被包装品を排出すると同時に排出完了信号を包装機に送る方法である(例えば特許文献4参照のこと)。排出要求信号、排出完了信号のやりとりの他に、互いの状態を示す信号(レディ信号、運転中/停止信号)のやりとりが行われる場合もある。縦型製袋充填包装機から排出要求信号を送っても、計量機が排出完了信号を返さなかった場合、計量機による被包装品の排出、即ち、縦型製袋充填包装機への被包装品の投入が行なわれないのであるから、縦型製袋充填包装機は、製袋動作を行なわない。
【0005】
縦型製袋充填包装機には、製造する袋包装体に製造年月日や消費期限などの情報を印字する日付印字装置が付属することが多い。日付印字装置は、印字位置の左右方向の調整の為に、包装材の走行ラインに直交する方向に移動可能に構成されている。また、印字位置の上下方向の調整の為に、日付印字装置の上部に位置する日付印字位置調整用のガイドロールが移動可能に構成されている。日付印字位置の調整は手動で行なわれることもあるが、モータ駆動により行なわれることが多い。モータ駆動による場合は、日付印字位置の自動調整が可能なように構成されている。モータ駆動に使用されるモータは、停止及び回転方向が制御可能なモータであり、モータコントローラが使用される(例えば特許文献5参照のこと)。また、縦型製袋充填包装機は、帯状の包装材を走行案内する複数のガイドロールが備えている。このうち、製筒器の直近の幾つかのガイドロールは、良好な包装筒を形成するためにモータ駆動により位置調整が可能なように構成されている。使用されるモータは、停止及び回転方向が制御可能なモータである(例えば特許文献6参照のこと)。さらに、縦シールを施す縦シーラも、製造する袋のサイズに合わせて位置の調整が可能に構成されており、モータによって駆動される。使用されるモータは、停止及び回転方向が制御可能なモータであり、モータコントローラが使用される(例えば特許文献7参照のこと)。
【0006】
縦型製袋充填包装機で袋包装体を製造する場合に、被包装物が粉体又は粘着性のある物体であるときには、被包装物の円滑な落下を期するために製袋充填筒又はその上部に設置される製品投入ホッパーに加振装置を設けることがある(例えば特許文献8参照のこと)。
加振装置は、モータを駆動源とすることが多く、機械の運転と同時にモータを回転させ振動を発生させ、機械運転中は常に振動を発生し続けるように構成される。これは、常に被包装物の落下に備えるためである。被包装物の落下を確認してから振動を発生させたのでは、被包装物が付着する可能性があるためである。
【0007】
縦型製袋充填包装機は、単体で使用される場合、人手により被包装品を供給し、製造された被包装品が包装袋内に包まれた袋包装体を人手で処理する。しかし多くの場合、生産ラインに組み込まれた形で使用される。例えば、縦型製袋充填包装機でスナック菓子を包装する場合、製造装置で生産されたスナック菓子が搬送コンベヤにより計量機に送られ、計量機により計量され、製袋充填包装機に供給されて袋包装される。袋包装されたスナック菓子は縦型製袋充填包装機付属の搬出コンベヤにより、包装機械から搬出され、搬送コンベヤへと受け渡され、集積・箱詰め装置へと送られる。集積・箱詰め装置において箱詰めされると、ストックヤードへと搬送される(例えば特許文献9参照のこと)。生産ラインに組み込まれている場合、各機械は、ほとんど人手を介さずに処理が行なわれており、下流に位置する装置が何らかの理由で停止した場合、上流側の各装置に待機信号が送られ、上流側の各装置は処理を一時中断するように構成されている。製袋充填包装機においても、運転中に、待機信号が入力されたら、製袋充填処理を行なわず、待機信号が解除されたらすぐに製袋充填処理を再開できる状態で待機する機能を備えている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2000−226007号公報 段落14及び段落19
【特許文献2】特開2010−42823号公報 段落2及び段落15
【特許文献3】特開2001−2013号公報 段落6
【特許文献4】特開2000−95206号公報 段落15から段落17及び図1及び図3
【特許文献5】特開2002−59911号公報 段落5及び段落6
【特許文献6】特開平5−16905号公報 段落10
【特許文献7】特開平5−124606号公報 段落3及び段落19
【特許文献8】実開平7−19194号公報 段落3から段落5
【特許文献9】特開平6−321207号公報 段落18から段落19及び図5
【発明の概要】
【発明が解決しようとする課題】
【0009】
生産ラインに組み込まれた形で使用される縦型製袋充填包装機において、上流側又は下流側の装置の状態により、運転中に待機状態に移行した場合、待機状態では、即座に運転の再開が可能なように、製袋充填包装機内の全ての装置を作動させた状態で製袋充填処理を行なわず待機している。このような装置の中には製袋充填包装機が、製袋充填処理を行なわないときには不要なものも含まれている。例えば、縦型製袋充填包装機の紙送り機構にバキュームベルトが用いられている場合、上述したように運転中は負圧発生装置を作動させ続けている。バキュームベルトは、ベルトが包装材を吸引保持することで、包装材とベルトのスリップを防ぎ、包装材の正確な送り量を実現するために行なわれているのであって、製袋動作を行なわないのであれば包装材の吸引保持は不要なものである。
【0010】
また、日付印字装置、ガイドローラ、縦シーラ等の位置調整がモータ駆動で行なわれている場合、位置調整以外のとき、即ち日付印字装置、ガイドローラ、縦シーラ等が一定の位置に止まっているときでもモータコントローラは通電された状態にある。これは、製袋中或いは機械停止中であっても日付印字装置、ガイドローラ、縦シーラ等の位置の修正及び変更が可能にしておくためである。製袋中に行う位置の修正は、微調整であり、製造した袋の状態を見ながら行うものである。しかしながら、縦型製袋充填包装機が待機状態になった場合、日付印字装置、ガイドローラ、縦シーラ等の位置の修正及び変更が行なわれることはない。これは、待機状態では製袋が行われないので、袋の状態を見られないので、微調整が行えないからである。この場合の日付印字装置やガイドローラ等の位置調整用のモータコントローラが通電状態にあるのは不要なものである。さらに、縦型製袋充填包装機に搬出コンベヤが付属している場合、製袋が行なわれない待機中に搬出コンベヤが動作しているのは不要なものである。
【0011】
さらに、被包装物が粉体又は粘着性のある物体であり、加振装置が付属している場合、加振装置は、機械運転中は常に振動を発生し続けているが、運転待機中で被包装物が落下してくることがないのであれば、振動を発生は不要なものである。
【0012】
以上のように、縦型製袋充填包装機が運転待機中の状態にあるとき、即ち製袋動作が行なわれないときに必要ない装置類を、通電状態或いは動作状態にしておくことは、不要な電力消費であるとともに、装置の寿命を短くする要因でもある。近年、生産効率や性能を落とすことなく、省エネルギー化が実現できる機械が要望されており、製袋充填包装機も例外ではない。運転中に待機状態に移行した場合、不要な装置への省電力を図る処置を行い、不要な電力を抑制し、装置の長寿命化がのぞめる機能を持った製袋充填包装機が望まれている。
【課題を解決するための手段】
【0013】
請求項1の発明は、帯状包装材を原反ロールから引き出し下流方向に送る紙送り機構と、帯状包装材を筒状包装材に成形する製筒器と、前記筒状包装材の幅方向の両端部を貼りあわせて縦シールを施すヒートシーラと、前記筒状包装材を横切る方向に横シールを施すヒートシーラと、製袋充填動作を制御する制御手段とを備えた縦型製袋充填包装機において、
前記紙送り機構が、包装材を吸引するための負圧発生装置を備えたバキュームベルトであり、
製品供給装置が接続されており、
前記制御手段が待機信号入力を備えており、
運転中に前記待機信号を受信した場合、省電力運転待機状態に移行し、前記負圧発生装置及び待機中に休止しても差し支えのない装置に対して、省電力を図る処置を行ない、前記製品供給装置への製品要求信号の出力を中止する機能を備えたことを特徴とする縦型製袋充填包装機である。
【0014】
請求項2の発明は、請求項1の発明に係るものであり、前記省電力運転待機状態中に前記待機信号が解除された場合、前記負圧発生装置及び前記待機中に休止しても差し支えのない装置に対して、省電力を図る処置の解除を行ない、前記バキュームベルトの負圧が基準値に達してから前記製品供給装置への製品要求信号の出力を再開する機能を備えたことを特徴とする縦型製袋充填包装機である。
【0015】
請求項3の発明は、帯状包装材を原反ロールから引き出し下流方向に送る紙送り機構と、帯状包装材を筒状包装材に成形する製筒器と、前記筒状包装材の幅方向の両端部を貼りあわせて縦シールを施すヒートシーラと、前記筒状包装材を横切る方向に横シールを施すヒートシーラと、製袋充填動作を制御する制御手段とを備えた縦型製袋充填包装機において、
前記紙送り機構が、包装材を吸引するための負圧発生装置を備えたバキュームベルトであり、
製品供給装置が接続されており、
前記制御手段が、前記製品供給装置に対して製品要求信号を出力し、前記製品供給装置が製品を供給するとともに排出完了信号を出力し、該排出完了信号を受信すると製袋充填動作を行なう制御ロジックを備え、
前記製品要求信号に対する前記排出完了信号の応答がない状態が、所定の時間内に繰り返された場合、省電力運転待機状態に移行し、前記負圧発生装置及び待機中に休止しても差し支えのない装置に対して、省電力を図る処置を行ない、前記製品供給装置への前記製品要求信号の出力を中止する機能を備えたことを特徴とする縦型製袋充填包装機である。
【0016】
請求項4の発明は、帯状包装材を原反ロールから引き出し下流方向に送る紙送り機構と、帯状包装材を筒状包装材に成形する製筒器と、前記筒状包装材の幅方向の両端部を貼りあわせて縦シールを施すヒートシーラと、前記筒状包装材を横切る方向に横シールを施すヒートシーラと、製袋充填動作を制御する制御手段とを備えた縦型製袋充填包装機において、
前記紙送り機構が、包装材を吸引するための負圧発生装置を備えたバキュームベルトであり、
製品供給装置が接続されており、
前記制御手段が、前記製品供給装置に対して製品要求信号を出力し、前記製品供給装置が製品を供給するとともに排出完了信号を出力し、該排出完了信号を受信すると製袋充填動作を行なう制御ロジックを備え、
前記製品要求信号に対する前記排出完了信号の応答がない状態が、所定の回数繰り返された場合、省電力運転待機状態に移行し、前記負圧発生装置及び待機中に休止しても差し支えのない装置に対して、省電力を図る処置を行ない、前記製品供給装置への製品要求信号の出力を中止する機能を備えたことを特徴とする縦型製袋充填包装機である。
【0017】
請求項5の発明は、請求項3又は請求項4の発明に係わるものであり、前記省電力運転待機状態を一定時間継続した後に、前記負圧発生装置及び前記待機中に休止しても差し支えのない装置に対して、省電力を図る処置の解除を行ない、前記バキュームベルトの負圧が基準値に達してから前記製品供給装置への製品要求信号の出力を再開する機能を備えたことを特徴とする請求項3又は請求項4に記載の縦型製袋充填包装機である。
【0018】
請求項6の発明は、請求項3又は請求項4の発明に係わるものであり、前記省電力運転待機状態中に、一定周期ごとに、前記負圧発生装置及び前記待機中に休止しても差し支えのない装置に対して、省電力を図る処置の解除を行ない、負圧が基準値に達してから前記製品要求信号を出力し、前記排出完了信号の応答があれば運転を再開し、前記排出完了信号の応答がなければ、省電力運転待機状態に移行し、前記負圧発生装置に対して省電力を図る処置を行ない、前記製品供給装置への前記製品要求信号の出力を中止する機能を備えたことを特徴とする縦型製袋充填包装機である。
【0019】
請求項7の発明は、請求項1から請求項6の何れか一項の発明に係わるものであり、前記負圧発生装置及び前記待機中に休止しても差し支えのない装置に対する前記省電力を図る処置が、電源供給の中止であることを特徴とする縦型製袋充填包装機である。
【0020】
請求項8の発明は、請求項1から請求項6の何れか一項の発明に係わるものであり、前記負圧発生装置に対する前記省電力を図る処置が、前記負圧発生装置の低速運転であり、前記待機中に休止しても差し支えのない装置に対する前記省電力を図る処置が、電源供給の中止であることを特徴とする縦型製袋充填包装機である。
【0021】
請求項9の発明は、請求項1から請求項8の何れか一項の発明に係わるものであり、前記待機中に休止しても差し支えのない装置が、袋包装体の搬出コンベヤの駆動モータであることを特徴とする縦型製袋充填包装機である。
【0022】
請求項10の発明は、請求項1から請求項8の何れか一項の発明に係わるものであり、前記待機中に休止しても差し支えのない装置が、日付印字装置の位置調整用モータのコントローラであることを特徴とする縦型製袋充填包装機である。
【0023】
請求項11の発明は、請求項1から請求項8の何れか一項の発明に係わるものであり、前記待機中に休止しても差し支えのない装置が、ガイドローラの位置調整用モータのコントローラであることを特徴とする縦型製袋充填包装機である。
【0024】
請求項12の発明は、請求項1から請求項8の何れか一項の発明に係わるものであり、前記待機中に休止しても差し支えのない装置が、加振装置の振動発生用モータであることを特徴とする縦型製袋充填包装機である。
【0025】
請求項13の発明は、請求項1から請求項8の何れか一項の発明に係わるものであり、前記制御手段が前記省電力運転待機状態であることを示す信号を出力する機能を備えていることを特徴とする縦型製袋充填包装機である。
【0026】
請求項14の発明は、請求項3の発明に係るものであり、前記所定の時間が、設定可能であることを特徴とする縦型製袋充填包装機である。
【0027】
請求項15の発明は、請求項4の発明に係るものであり、前記所定の回数が、設定可能であることを特徴とする縦型製袋充填包装機である。
【0028】
請求項16の発明は、請求項5の発明に係るものであり、前記一定時間が、設定可能であることを特徴とする縦型製袋充填包装機である。
【0029】
請求項17の発明は、請求項6の発明に係るものであり、前記一定周期が、設定可能であることを特徴とする縦型製袋充填包装機である。
【発明の効果】
【0030】
本発明の縦型製袋充填包装機は、運転中に待機状態に移行した場合、不要な装置への省電力を図る機能を備えており、不要な電力を抑制することができ、装置の長寿命化がのぞめる。
【図面の簡単な説明】
【0031】
【図1】縦型製袋充填包装機の概略斜視図である。
【図2】紙送り機構のバキュームベルトを説明する図である。
【図3】紙送り機構のバキュームポンプの制御を説明する図である。
【図4】日付装置の日付印字位置の左右位置調整を説明する図である。
【図5】日付装置の日付印字位置の上下位置調整を説明する図である。
【図6】第一ロールの位置調整を説明する図である。
【図7】縦シーラの位置調整を説明する図である。
【図8】位置調整モータの制御を説明する図である。
【図9】ホッパー加振機構を説明する図である。
【図10】搬出コンベヤを説明する図である。
【図11】ホッパー加振及び搬出コンベヤの制御を説明する図である。
【図12】各マグネットリレーの制御を説明する図である。
【図13】待機状態の動作を説明する図である。
【図14】包装機が組み込まれた製造ラインを説明する図である。
【図15】待機状態の解除の動作を説明する図である。
【図16】製品要求信号と排出完了信号を説明する図である。
【図17】待機状態の検出を説明する図である。
【図18】待機状態の解除条件を説明する図である。
【図19】別の待機状態の解除条件を説明する図である。
【図20】バキュームポンプの低速運転を説明する図である。
【図21】バキュームポンプの低速運転の条件を説明する図である。
【発明を実施するための形態】
【0032】
図面を参照して、本発明の縦型製袋充填包装機の実施例を説明する。図1は本発明が実施された縦型自動包装機の概略斜視図である。紙送り装置14により包装材ロールFrから引き出された帯状包装材Fwは、日付印字上下位置調整ロール9、第一ロール10及び複数のガイドロール1からガイドロール8に走行案内され、途中で、日付装置19により製造年月日等のデータが印字され、製筒器12に送られる。製筒器12は、帯状包装材Fwを湾曲させ製袋充填筒13に巻きついて幅方向の縁部を重ね合わせた筒状に成形する。筒状に成形された包装材Ftは、縦シーラ15により縦シール17が、横シーラ16により横シール18が、それぞれ施され、上方に設置された計量装置(図1においては図示せず)より供給される被包装品Pを、ホッパー11及び製袋充填筒13を通じて充填される。縦シール17、横シール18が施され製品が充填された筒状に成形された包装材Ftは、横シーラ16に内蔵された切断刃(図示せず)により、横シール18の中央部で切断され袋包装体Bpが製造される。袋包装体Bpは、搬出コンベヤ20(図1においては図示せず)により機械下流へと搬出される。
【0033】
紙送り装置14の詳細について図2を用いて説明する。図2(a)は紙送り装置14を上面から見た図であり、図2(b)は、紙送り装置14を正面から見た図である。紙送り装置14は、製品充填筒13の側面に設けられた一対のバキュームベルト25から構成されている。バキュームベルト25は、吸着孔26を複数備えた無端状のベルトである。バキュームベルト25は、上部にある歯付き従動プーリー28と下部にある歯付き駆動プーリー21と中間部の外側にやや開いた位置にある歯付きテンションプーリー29の間に掛け回されている。下側の歯付き駆動プーリー21にはサーボモータ(図示せず)が連結されており、バキュームベルト25は、サーボモータ(図示せず)の回転により下側方向へ走行する。更に、紙送り装置14には、バキュームボックス22が取り付けられている。バキュームボックス22は、上部にある歯付き従動プーリー28と下部にある歯付き駆動プーリー21の間に配置され、上下方向に伸びている。バキュームボックス22は、製袋充填筒13側の面がバキュームベルト25の内面に摺動するバキューム面として形成されている。バキュームボックス22は、バキュームチューブ27及びジョイントボックス23を介して負圧発生源であるバキュームポンプ24と接続されており、バキュームベルト25に吸引力を付与する。製袋動作時には、製袋充填筒13の周囲には筒状に形成された包装材Ft(図2においては図示せず)に囲まれており、左右の紙送り装置14は、筒状に形成された包装材Ft(図2においては図示せず)を介して製袋充填筒13に密着している。このようなバキュームベルト25が密着状態にあるときに、バキュームベルト25に吸引力が供給されていると、左右のバキュームベルト25は、製袋充填筒13を囲む筒状に形成された包装材Ft(図2においては図示せず)を両側から吸着する。この後、左右のバキュームベルト25が同期して下側方向へ走行されると、左右のバキュームベルト25は、筒状に形成された包装材Ft(図2においては図示せず)を吸着しながら製袋充填筒13に沿って下方へ繰り出す。バキュームベルト25が包装材を吸着しながら下方に走行することで、包装材とバキュームベルト25のスリップが無くなるので正確な包装材の送りが実現できる。
【0034】
バキュームポンプ24は機械の運転開始と同時に起動され、バキュームボックス22の負圧が一定値以上になるのを待って機械の製袋充填動作が開始される。図3を用いてバキュームポンプ24の起動について簡単に説明する。バキュームポンプ24は、バキュームポンプ起動用マグネットリレー60によって起動、停止を制御されている。バキュームポンプ起動用マグネットリレー60は、三相電源用接点ブロック61と接点開閉用コイル62からなり、三相電源用接点ブロック61の二次側にはバキュームポンプ電源線63が接続されており、一次側には三相200V電源線64が接続されている。三相電源用接点ブロック61の接点は、接点開閉用コイル62が励磁されると閉じ、消磁されると開くので、コイル励磁信号65がONすると接点開閉用コイル62が励磁され三相電源用接点ブロック61の接点が閉じ、バキュームポンプ電源線63と三相200V電源線64が導通し、バキュームポンプ24が起動され、コイル励磁信号65がOFFすると接点開閉用コイル62が消磁され三相電源用接点ブロック61の接点が開き、バキュームポンプ電源線63と三相200V電源線64が遮断され、バキュームポンプ24が停止する。
【0035】
次に、日付装置19、第一ロール10、縦シーラ15の位置調整について説明する。本実施例の縦型製袋充填包装機では、製造する袋の大きさやデザインに応じて日付印字装置19、第一ロール10、縦シーラ15の位置が調整できるように構成してある。以下に、位置調整の機構について説明する。
【0036】
まず、日付装置19についてであるが、本実施例の縦型製袋充填包装機では、機械背面の帯状包装材Fwが上方に向かって走行する位置であるガイドロール6とガイドロール9の間に設置されている(図1参照のこと)。日付装置19は、製造する袋に製造日や製造場所の記号などのデータを印字する装置である。データを印字する位置は、袋の大きさやデザインによって異なるため、左右方向及び上下方向に印字位置をそれぞれ別々に調整できるように構成してある。
本実施例の縦型製袋充填包装機では、帯状包装材Fwの走行ライン上を直行する方向に日付装置19が移動することで、帯状包装材Fwに対する左右方向の日付印字位置を調整する。左右方向の印字位置調整について図4を用いて説明する。日付装置19は、日付装置取付け板30に取り付けられている。日付装置取付け板30は機械フレーム33に取り付けられたサポートシャフト31に支持され、サポートシャフト31上を左右に摺動可能になっている。また、日付装置左右移動用ボールネジ32に螺動するように構成されている。これにより日付装置左右移動用ボールネジ32が回転すると、回転方向に応じて左又は右に移動する。日付装置左右移動用ボールネジ32は、日付装置左右移動用プーリー34及び日付装置左右移動用駆動ベルト35を介して、日付装置左右移動用モータ36により駆動される。日付装置左右移動用モータ36は、回転方向及び停止位置が制御可能なモータが使用される。本実施例においては、日付装置左右移動用モータ36にはサーボモータが使用されている。
本実施例の縦型製袋充填包装機では、帯状包装材Fwの走行ライン上にある日付印字上下位置調整ロール9(図1参照のこと)を上下に進退させて帯状包装材Fwの走行ラインの距離を変更することにより、帯状包装材Fwに対する上下方向の日付印字位置を調整する。上下方向の印字位置調整について図5を用いて説明する。日付印字上下位置調整ロール9は、両端を日付印字上下位置調整ロール用ブラケット38に支持され回転自在である。日付印字上下位置調整ロール用ブラケット38は、昇降ブロック37に取付けられている。昇降ブロック37は、日付印字上下位置調整ロール用ボールネジ39上を螺動するように取付けられており、日付印字上下位置調整ロール用ボールネジ39が回転することでその回転方向に応じて上下に進退する。日付印字上下位置調整ロール用ボールネジ39は、傘型歯車40を介して駆動シャフト41の回転が伝導されることで回転する。駆動シャフト41は、日付印字上下位置調整ロール用プーリー43と日付印字上下位置調整ロール用駆動ベルト42を介して日付印字上下位置調整ロール移動モータ44の回転が伝導される。日付印字上下位置調整ロール移動モータ44は、回転方向及び停止位置が制御可能なモータが使用される。本実施例においては、日付印字上下位置調整ロール移動モータ44にはサーボモータが使用されている。
【0037】
次に第一ロール10の位置調整について説明する。第一ロール10は、製筒器12に近接して設けられるガイドロールであり、製筒器12に対して円滑に帯状包装材Fwを案内する役割を持っている。第一ロール10の位置が適当でないと、筒状に成形された包装材Ftの良好な形成ができない。また、製造する袋包装体Bpに応じて製筒器12及び製袋充填筒13が変更された場合、第一ロール10の位置も変更する必要がある。このため、第一ロール10の位置は、帯状包装材Fwの走行方向に進退可能に構成される。本実施例の縦型製袋充填包装機の第一ロール10の位置調整について図6を用いて説明する。図6(a)は、第一ロールを機械側面から見た図であり、図6(b)は第一ロールを機械上面から見た図である。第一ロール10は、両端を第一ロール取付けブラケット45に支持され回転自在である。第一ロール取付けブラケット45は、第一ロール移動用進退ブロック46に取付けられている。第一ロール移動用進退ブロック46は、第一ロール移動用ボールネジ47上を螺動するように取付けられており、第一ロール移動用ボールネジ47が回転することでその回転方向に応じて前後に進退する。第一ロール移動用ボールネジ47は、第一ロール移動用プーリー49及び第一ロール移動用駆動ベルト48を介して、日付装置左右移動用モータ36により駆動される。第一ロール移動モータ50は、回転方向及び停止位置が制御可能なモータが使用される。本実施例においては、第一ロール移動モータ50にはサーボモータが使用されている。
【0038】
次に、縦シーラ15の位置調整について説明する。縦シーラは製袋充填筒13の前面に設けられ、製筒器12によって帯状包装材Fwを湾曲させ製袋充填筒13に巻きついて幅方向の縁部を重ね合わせることにより筒状に成形された包装材Ftの重ね合わされた幅方向の縁部を挟圧、加熱することで縦シール17を施す。縦シーラについて図7を用いて説明する。図7は縦シーラ部分を上面から見た図である。縦シーラ15は、縦シールの実施のために包装材に近接、離間の動作を行なうための近接・離間用エアシリンダ51を備えている。本実施例においては、一対の縦シーラのうち、片側のみが、近接、離間動作を行ない、他方は固定されている。固定されている側の縦シーラ及び可動側の縦シーラを動作させる近接・離間用エアシリンダ51は、縦シーラ取付けブロック52に固定されている。縦シーラ取付けブロック52は、縦シーラアーム53に取付けられている。縦シーラアーム53は、縦シーラアーム開閉用ピボット55を介して縦シーラアーム取付けブロック54に取付けられている。これにより、縦シーラアーム53は、縦シーラアーム開閉用ピボット55を回転中心とし機械正面側方向に旋回可能に構成してある。これは、縦シーラが製袋充填筒13の前面に位置しているので、製袋充填筒13の交換作業や包装材のセッティング作業時に障害とならないように製袋充填筒13の前面を開放可能にするためである。縦シーラアーム取付けブロック54は、縦シーラ移動用進退ブロック56に固定されている。縦シーラ移動用進退ブロック56は、縦シーラ移動用ボールネジ57上を螺動するように取付けられている。縦シーラ移動用ボールネジ57は、機械フレーム33に回転自在に取付けられており、縦シーラ移動用ギア58を介して縦シーラ移動モータ59により回転する。これにより、縦シーラ15は、機械上面方向から見て前後に進退可能になっている。これは、製造する袋包装体Bpに応じて製筒器12及び製袋充填筒13が変更された場合、縦シーラ15の位置も変更する必要があるためである。縦シーラ移動モータ59は、回転方向及び停止位置が制御可能なモータが使用される。本実施例においては、縦シーラ移動モータ59にはサーボモータが使用されている。
【0039】
以上のように、本実施例においては、日付装置19、日付印字上下位置調整ロール9、第一ロール10、縦シーラ15は、製造する袋包装体Bpに応じて、モータ駆動により位置の変更が可能に構成されており、使用されるモータは、停止及び回転方向が制御可能なサーボモータであり、モータコントローラが使用される。図8を用いて位置調整モータの制御について説明する。日付装置左右移動モータコントローラ75は、包装機械の制御部(図示せず)からの日付装置左右移動制御信号71の指令に基づき日付装置左右移動モータ36をコントロールする。日付印字上下位置調整ロール移動モータコントローラ76は、包装機械の制御部(図示せず)からの日付印字上下位置調整ロール昇降制御信号72の指令に基づき日付印字上下位置調整ロール移動モータ44をコントロールする。第一ロール移動モータコントローラ77は、包装機械の制御部(図示せず)からの第一ロール進退制御信号73の指令に基づき第一ロール移動モータ50をコントロールする。縦シーラ移動モータコントローラ78は、包装機械の制御部(図示せず)からの縦シーラ進退制御信号74の指令に基づき縦シーラ移動モータ59をコントロールする。日付装置左右移動モータコントローラ75、日付印字上下位置調整ロール移動モータコントローラ76、第一ロール移動モータコントローラ77、縦シーラ移動モータコントローラ78には、サーボアンプ電源線69を通じて電源が供給される。サーボアンプ電源線69は位置調整モータ電源用マグネットリレー66を介して三相200V電源線64と接続されている。位置調整モータ電源用マグネットリレー66は、電源用接点ブロック67と接点開閉用コイル68から構成されており、電源用接点ブロック67の接点は、接点開閉用コイル68が励磁されると閉じ、消磁されると開くので、コイル励磁信号70がONすると接点開閉用コイル68が励磁され三相電源用接点ブロック67の接点が閉じ、サーボアンプ電源線69と三相200V電源線64が導通し、各コントローラに電源が供給され、コイル励磁信号70がOFFすると接点開閉用コイル68が消磁され三相電源用接点ブロック67の接点が開き、サーボアンプ電源線69と三相200V電源線64が遮断され、各コントローラへの電源供給が遮断される。
【0040】
本実施例の縦型製袋充填包装機は、被包装物の円滑な落下を期するために製袋充填筒13の上部に設置される製品投入ホッパー11に加振装置94を備えている。また、製造した袋包装体Bpを機械外部へと搬送する搬出コンベヤ20を横シーラ16の直下に設けている。
加振装置94について、図9を用いて説明する。機械フレーム33の上にモータ台座95を介して、取付けられたホッパー加振用モータ80の回転軸には偏芯コマ81が取付けられており、偏芯コマ81と加振ブロック83は、連結部材82で連結されている。加振ブロック83は、ホッパー11に接続されており、モータ台座95とリンク板84で連結されている。これにより、ホッパー加振用モータ80の回転運動が上下運動へと変換されホッパー11が加振される。
搬出コンベヤ20について、図10を用いて説明する。搬出コンベヤ20は、横シーラ16の下方に位置し、製造された袋包装体Bpを機械外部へと搬送する。袋包装体Bpは、搬出シュート85に案内され、搬出コンベヤ20に乗り移り、機械外部へと搬送される。搬出コンベヤ20は、搬出コンベヤ駆動モータ87により駆動される。
加振装置94及び搬出コンベヤ20は、機械の運転開始と同時に起動される。図11を用いて加振装置94及び搬出コンベヤ20の起動について簡単に説明する。加振装置94及び搬出コンベヤ20は、搬出コンベヤ・ホッパー加振電源用マグネットリレー88によって起動、停止を制御されている。搬出コンベヤ・ホッパー加振電源用マグネットリレー88は、電源用接点ブロック89と接点開閉用コイル90からなり、電源用接点ブロック89の二次側にはホッパー加振用モータ電源線92及び搬出コンベヤ駆動モータ電源線91が接続されており、一次側には三相200V電源線64が接続されている。電源用接点ブロック89の接点は、接点開閉用コイル90が励磁されると閉じ、消磁されると開くので、コイル励磁信号93がONすると接点開閉用コイル90が励磁され電源用接点ブロック89の接点が閉じ、ホッパー加振用モータ電源線92及び搬出コンベヤ駆動モータ電源線91と三相200V電源線64が導通し、ホッパー加振用モータ80及び搬出コンベヤ駆動モータ87が起動され、コイル励磁信号93がOFFすると接点開閉用コイル90が消磁され電源用接点ブロック89の接点が開き、ホッパー加振用モータ電源線92及び搬出コンベヤ駆動モータ電源線91と三相200V電源線64が遮断され、ホッパー加振用モータ80及び搬出コンベヤ駆動モータ87が停止する。
【0041】
本発明は、運転待機中に、バキュームポンプ24、位置調整用モータ(日付装置左右移動モータ36、日付印字上下位置調整ロール移動モータ44、第一ロール移動モータ50、縦シーラ移動モータ59)、ホッパー加振用モータ80、搬出コンベヤ駆動モータ87の電源供給を中止し、省電力化を図るものである。図12及び図13を用いて待機状態の検出方法及び各モータへの電源供給の中止の具体的方法について説明する。本実施例において、機械運転中に待機状態に移行する方法として、図12に示すように制御手段100は、専用の信号入力である待機信号入力103を設けている。制御手段100は、運転に関する入出力として、起動信号入力104、停止信号入力105、起動中出力信号101、待機中出力信号102を備えている。図13に示すように、制御手段100は、起動信号入力104がOFFからONになる変化を受けて機械を起動して運転状態とし、停止信号入力105のOFFからONになる変化を受けて機械を停止して運転状態を解除する。また、機械が運転状態にあるときに待機信号入力103がONになると、上流の計量装置131(図示せず)に対して、製品要求信号140の出力を停止し、製袋充填動作を行なわず待機状態に移行し、待機信号入力103がOFFとなると待機状態を解除し、製品要求信号140の出力を再開する。起動中出力信号101、待機中出力信号102は、機械が停止状態、運転状態、待機状態にあるかを示す信号である。起動中出力信号101は機械が停止状態にあるときにOFFし、運転状態にあるときにONする。待機中出力信号102は機械が待機状態にあるときにONとなり、それ以外の状態のときはOFFとなるよう制御手段100により制御される。
【0042】
本実施例においては、機械の状態出力信号である起動中出力信号101、待機中出力信号102を用いてバキュームポンプ24、位置調整用モータ(日付装置左右移動モータ36、日付印字上下位置調整ロール移動モータ44、第一ロール移動モータ50、縦シーラ移動モータ)、ホッパー加振用モータ80、搬出コンベヤ駆動モータ87の電源供給を制御している。図12に示すように、起動中出力信号101には起動中出力リレーのコイル110が、待機中出力信号102には待機中出力リレーのコイル111が接続されており、図13に示すように起動信号入力104がONすることで機械が起動され起動中出力信号101がONされると、DC24V120が起動中出力リレーのコイル110に通電し励磁され、停止信号入力105がONすることで機械が停止し起動中出力信号101がOFFされると、DC24V120が遮断され起動中出力リレーのコイル110が消磁される。また、待機中出力信号102がONされると、DC24V120が待機中出力リレーのコイル111に通電し励磁され、待機中出力信号102がOFFされると、DC24V120が遮断され起動中出力リレーのコイル111が消磁される。起動中出力リレーa接点112は、起動中出力リレーのコイル110が励磁されると閉じ、消磁されると開く、待機中出力リレーb接点113は、待機中出力リレーのコイル111が励磁されると開き、消磁されると閉じる動作をする。図12に示すように、起動中出力リレーa接点112及び待機中出力リレーb接点113を用いて各モータに電源を供給するマグネットリレー(バキュームポンプ起動用マグネットリレー60、位置調整モータ電源用マグネットリレー66、搬出コンベヤ・ホッパー加振電源用マグネットリレー88)のコイル62、68,90の励磁、消磁を制御する。バキュームポンプ起動用マグネットリレー60のコイル62と搬出コンベヤ・ホッパー加振電源用マグネットリレー88のコイル90には起動中出力リレーa接点112及び待機中出力リレーb接点113を直列につなぐ。これにより、図13に示すようにバキュームポンプ起動用マグネットリレー60と搬出コンベヤ・ホッパー加振電源用マグネットリレー88は、機械の起動状態のときのみ励磁され、機械の停止状態及び待機状態中は消磁される。即ちバキュームポンプ24とホッパー加振装置94及び搬出コンベヤ20は機械の起動状態のときのみ運転され、機械の停止状態及び待機状態中は停止されることとなる。バキュームポンプ24、ホッパー加振装置94及び搬出コンベヤ20の運転は、機械の運転中(製袋充填動作中)にのみ必要な機能であり、それに対応したものである。
また、位置調整モータ電源用マグネットリレー66のコイル68は、待機中出力リレーb接点113のみを用いて励磁、消磁を制御する。これにより、各位置調整モータへの電源供給は、機械停止中及び機械運転中は電源が供給され、機械待機中は電源供給が遮断される。位置調整は、機械の停止中及び機械の運転中(製袋充填動作中)は位置の調整が行なわれることがあり、それに対応したものである。
【0043】
位置調整モータについては、本実施例のようにサーボモータを使用している場合は、別の方法として、電源供給については、マグネットリレーを設けず。常に電源供給を行なっておき、サーボモータを制御する信号であるサーボON信号を制御することで省電力化を図ることもできる。サーボON信号は、サーボモータの制御を行なうか否かを指令する信号であり、サーボON信号をOFFすると、サーボモータの制御は行なわれずサーボコントローラからサーボモータへの電源供給が遮断される。よって、モータをうごかすことが不要な場合にサーボON信号をOFFする方法でも省電力化が可能である。
【0044】
図14に示すように、本発明が実施される縦型製袋充填包装機130は、前工程の装置(計量装置131、計量装置用製品供給コンベヤ132)、後工程の装置(重量検査装置133、搬送コンベヤ134、箱詰め装置135)と組み合わせた生産ラインの中に設置されることが多い。
本発明は、前工程又は後工程の状態によっては、運転中であっても製袋充填動作を行なえないときがある。この場合に、前工程又は後工程或いは生産ラインを管理する装置から待機状態指令を待機信号入力103に接続することで、待機状態を作り出し、その間に不必要な装置への電源供給を中止し省電力化を図るものである。また、待機信号入力103がOFFして待機状態が解除され運転状態に復帰した場合であるが、図15に示すように待機中出力信号102はOFFされ、電源供給を中止していた装置への電源供給も再開されるが、このときに、バキュームボックス22の負圧の値であるバキュームボックス負圧145が一定値以上になるのを待ってから、製袋充填動作142を行なうようになっている。これは、バキュームボックス負圧145が一定値以下の状態で製袋動作を行った場合、バキュームベルト25がスリップして、製袋が正常に行なわれない可能性があるからである。製袋充填動作142を再開しないようにするには、上流の計量装置131に対して、製品要求信号140を行なわなければ良い。従って待機中出力信号102はOFFして後、バキュームボックス負圧145のレベルをチェックし一定値以上になってから、製品要求信号140の出力を行なうようにする。
【0045】
また、後工程の装置が存在しなかったり、トラブル時のバイパスラインを備えるなどしていて後工程からの待機信号が必要なく、前工程の装置(計量装置131)からの待機信号のみが必要な場合、専用の待機信号入力103を設けずに待機状態の条件検出を行ない待機中の省電力化を行なう方法もある。以下にその方法について図を用いて説明する。図16に示すように計量装置131と縦型製袋充填包装機130はそれぞれの動作タイミングを一致させるため、両装置の制御装置間でON・OFF信号であるタイミング信号をやりとりしている。タイミング信号のやりとりには、いくつかの方法があるが、本実施例では、包装機主・計量機従のシステムで、縦型製袋充填包装機130から製品要求信号140を送り、これを受けた計量装置131が被包装品の計量を行い、計量が完了した被包装品を排出すると同時に排出完了信号141を包装機に送り、排出完了信号141を受けた縦型製袋充填包装機130は、製袋充填動作142を行なうものである。製袋充填動作142は、縦シール、被包装品の充填、横シール、切り離しによる袋包装体Bpを製造する一連の動作を指す。縦型製袋充填包装機130から製品要求信号140を送っても、計量装置131が排出完了信号141を返さなかった場合、計量装置131による被包装品の排出、即ち、縦型製袋充填包装機130への被包装品の投入が行なわれないのであるから、縦型製袋充填包装機は、製袋充填動作142を行なわず待機状態となる。
【0046】
縦型製袋充填包装機130から製品要求信号140を送っても、計量装置131が排出完了信号141を返さなかった場合、計量装置131による被包装品の排出、即ち、縦型製袋充填包装機130への被包装品の投入が行なわれない状態が連続して発生した場合、上流の装置の都合により製品が流れてこない状態、即ち待機信号103が入力された状態と同じと判断することが可能である。待機状態と判断する方法について、図17を用いて説明する。図17(a)は、縦型製袋充填包装機130から製品要求信号140を送っても、計量装置131が排出完了信号141が返ってこなかった回数をカウントすることにより、待機状態と判断する方法を説明する図である。この方法は、縦型製袋充填包装機130の制御手段100に製品要求応答カウント143をカウントするカウンターを設け、製品要求信号140を出力するごとにカウンターを加算し、排出完了信号141が入力されるごとにカウンターを0に戻す処理を行なうものである。製品要求応答カウント143をカウントするカウンターを加算したときに基準値と比較し、製品要求応答カウント143が基準値と同じになったら、待機状態と判断する。製品要求応答カウント143は、排出完了信号141が入力されれば0にもどるが、排出完了信号141の入力がなければ、カウント値が加算され続けるので、被包装品の投入が行なわれない状態が連続して発生した回数を把握できる。図17(b)は、縦型製袋充填包装機130から製品要求信号140を送っても、計量装置131が排出完了信号141を返してこなかった時間を計測することにより、待機状態と判断する方法を説明する図である。この方法は、縦型製袋充填包装機130の制御手段100に製品要求応答タイマー144を設け、製品要求信号140を出力するごとに、タイマーが停止していたらタイマーを起動し、排出完了信号141が入力されるごとにタイマーを停止する処理を行なうものである。製品要求信号140を出力するときに、タイマーが起動中であれば、タイマー値を基準値と比較し、同じになったら、待機状態と判断する。製品要求応答タイマー144は、排出完了信号141が入力されれば停止するが、排出完了信号141の入力がなければ、起動され続けるので、被包装品の投入が行なわれない状態が連続して発生した時間を把握できる。上記のいずれかの方法により、待機状態と判断したら待機中出力信号102をONして、省電力を図る処置を行なう。製品要求応答カウント143又は製品要求応答タイマー144の基準値は固定ではなく設定可能な構成にしておく。
【0047】
次に、待機状態と判断し省電力を図る処置を開始した後の制御についてであるが、専用の待機信号入力103を用いた場合は、待機信号入力103がONしている間が待機状態であり、待機信号入力103がOFFしたら運転状態に復帰すればよいが、排出完了信号141の状態から待機状態と判断した場合、運転状態に復帰する条件を判断する必要がある。運転状態に復帰する条件の判断について、図18を用いて説明する。製品要求信号140と排出完了信号141の状態を判断して待機状態に移行した場合、待機状態タイマー146を設けて、該タイマーがタイムアップするまでを待機状態とすればよい。待機状態タイマー146の値は設定可能に構成しておく。待機状態タイマー146がタイムアップしたら、運転状態へと移行し、待機中出力信号102をOFFして電源供給を中止していた装置への電源供給も再開し、バキュームボックス負圧145が一定値になったら製品要求信号140の送信を再開する。
【0048】
また、別の方法として図19に示すように待機状態タイマー146がタイムアップしたら、運転状態へと移行し、待機中出力信号102をOFFして電源供給を中止していた装置への電源供給も再開し、バキュームボックス負圧145が一定値になったら製品要求信号140の送信を再開するが、そのとき送信した製品要求信号140に対する排出完了信号141の応答がなかった場合は、再び待機状態に戻る。即ち、待機中出力信号102をONして、待機状態を作り出し、その間に不必要な装置への電源供給を中止し省電力化を図るとともに再び待機状態タイマー146を起動し、設定された時間の間省電力を図るものである。
【0049】
以上のように、本発明の縦型製袋充填包装機は、前工程又は後工程の状態によっては、運転中であっても製袋充填動作を行なえないときは、待機状態に移行しその間に不必要な装置への電源供給を中止し省電力化を図るものである。本実施例においては、待機中出力信号102を設けて、該信号により電源供給を中止する装置の電源供給用のマグネットリレーを制御しているが、それぞれのマグネットリレー制御用の専用出力を用意してもよいことは言うまでもない。また、本実施例では、バキュームポンプ24に関して、待機状態中はバキュームポンプ起動用マグネットリレー60を制御して電源供給を中止する構成となっているが、図20に示すように、マグネットリレーに替えて、交流モータの起動/停止、回転速度を制御する装置であるインバータ152を使用して、バキュームポンプ電源線63と三相200V電源線64をインバータ152に接続し、制御信号として、インバータ起動停止入力150に起動中出力リレーa接点112を介してDC24Vのグランドライン121と接続し、インバータ速度切り替え入力151に待機中出力リレーb接点113を介してDC24Vのグランドライン121と接続することで、機械が停止中は停止、機械が起動されると高速回転、バキュームポンプの運転状態153は、機械が停止中は停止、機械が待機状態であれば低速回転となるように制御する構成とすることも可能である。図21に示すように起動信号入力104がONすることで機械が起動され起動中出力信号101がONされると起動中出力リレーa接点112が閉じることで、バキュームポンプ24が起動され、このとき待機中信号出力102はOFFしているので、待機中出力リレーb接点113は閉じており、インバータ速度切り替え入力151には高速の指令が与えられるのでバキュームポンプの運転状態153は高速回転状態となる。停止信号入力105が入力され、起動中出力信号101がOFFすると起動中出力リレーa接点112が開くことでバキュームポンプ24は停止するのでバキュームポンプの運転状態153は停止状態となる。待機信号入力103が入力されると、待機中出力リレーb接点113が開きインバータ速度切り替え入力151には低速の指令が与えられるのでバキュームポンプの運転状態153は低速回転状態となる。この構成にすれば、省電力効果は低下するが、待機状態から運転状態に移行するときのバキュームボックス負圧145が一定値になる時間が短縮でき効率が上がる。
【0050】
本実施例では、位置調節を行うガイドロールは、日付印字上下位置調整ロール9、第一ロール10であるが、このほかに包装材の蛇行を修正する蛇行修正ロールが備えられている場合には、蛇行修正ロールにも適用可能なことは言うまでもない。また、ガイドロール以外でも、モーターにより位置や角度の調整を行う装置であれば適用可能である。
【符号の説明】
【0051】
1〜8 ガイドロール 9 日付印字上下位置調整ロール
10 第一ロール 11 ホッパー
12 製筒器 13 製袋充填筒
14 紙送り装置 15 縦シーラ
16 横シーラ 17 縦シール
18 横シール 19 日付装置
20 搬出コンベヤ 21 歯付き駆動プーリー
22 バキュームボックス 23 ジョイントユニット
24 バキュームポンプ 25 バキュームベルト
26 吸着孔 27 バキュームチューブ
28 歯付き従動プーリー 29 歯付きテンションプーリー
30 日付装置取付け板 31 サポートシャフト
32 日付装置左右移動用ボールネジ 33 機械フレーム
34 日付装置左右移動用プーリー 35 日付装置左右移動用駆動ベルト
36 日付装置左右移動モータ 37 昇降ブロック
38 日付印字上下位置調整ロール用ブラケット
39 日付印字上下位置調整ロール用ボールネジ
40 傘型歯車 41 駆動シャフト
42 日付印字上下位置調整ロール用駆動ベルト
43 日付印字上下位置調整ロール用プーリー
44 日付印字上下位置調整ロール移動モータ
45 第一ロール取付けブラケット
46 第一ロール移動用進退ブロック 47 第一ロール移動用ボールネジ
48 第一ロール移動用駆動ベルト 49 第一ロール移動用プーリー
50 第一ロール移動モータ 51 縦シーラ近接・離間用エアシリンダ
52 縦シーラ取付けブロック 53 縦シーラアーム
54 縦シーラアーム取付けブロック 55 縦シーラアーム開閉用ピボット
56 縦シーラ移動用進退ブロック 57 縦シーラ移動用ボールネジ
58 縦シーラ移動用ギア 59 縦シーラ移動モータ
60 バキュームポンプ起動用マグネットリレー
61 三相電源用接点ブロック 62 接点開閉用コイル
63 バキュームポンプ電源線 64 三相200V電源線
65 コイル励磁信号
66 位置調整モータ電源用マグネットリレー
67 電源用接点ブロック 68 接点開閉用コイル
69 サーボアンプ電源線 70 コイル励磁信号
71 日付装置左右移動制御信号
72 日付印字上下位置調整ロール昇降制御信号
73 第一ロール進退制御信号 74 縦シーラ進退制御信号
75 日付装置左右移動モータコントローラ
76 日付印字上下位置調整ロール移動モータコントローラ
77 第一ロール移動モータコントローラ
78 縦シーラ移動モータコントローラ
80 ホッパー加振用モータ 81 偏芯コマ
82 連結部材 83 加振ブロック
84 リンク板 85 搬出シュート
87 搬出コンベヤ駆動モータ
88 搬出コンベヤ・ホッパー加振電源用マグネットリレー
89 電源用接点ブロック 90 接点開閉用コイル
91 搬出コンベヤ駆動モータ電源線 92 ホッパー加振用モータ電源線
93 コイル励磁信号 94 ホッパー加振装置
95 モータ台座
100 制御手段 101 起動中信号出力
102 待機中信号出力 103 待機信号入力
104 起動信号入力 105 停止信号入力
110 起動中出力リレーのコイル 111 待機中出力リレーのコイル
112 起動中出力リレーa接点 113 待機中出力リレーb接点
120 DC24V 121 DC24Vのグランドライン
130 縦型製袋充填包装機 131 計量装置
132 計量装置用製品供給コンベヤ 133 重量検査装置
134 搬送コンベヤ 135 箱詰め装置
140 製品要求信号 141 排出完了信号
142 製袋充填動作 143 製品要求応答カウント
144 製品要求応答タイマー 145 バキュームボックス負圧
146 待機状態タイマー
150 インバータ起動停止入力 151 インバータ速度切り替え入力
152 インバータ 153 バキュームポンプ運転状態
【特許請求の範囲】
【請求項1】
帯状包装材を原反ロールから引き出し下流方向に送る紙送り機構と、帯状包装材を筒状包装材に成形する製筒器と、前記筒状包装材の幅方向の両端部を貼りあわせて縦シールを施すヒートシーラと、前記筒状包装材を横切る方向に横シールを施すヒートシーラと、製袋充填動作を制御する制御手段とを備えた縦型製袋充填包装機において、
前記紙送り機構が、包装材を吸引するための負圧発生装置を備えたバキュームベルトであり、
製品供給装置が接続されており、
前記制御手段が待機信号入力を備えており、
運転中に前記待機信号を受信した場合、省電力運転待機状態に移行し、前記負圧発生装置及び待機中に休止しても差し支えのない装置に対して、省電力を図る処置を行ない、前記製品供給装置への製品要求信号の出力を中止する機能を備えたことを特徴とする縦型製袋充填包装機。
【請求項2】
前記省電力運転待機状態中に前記待機信号が解除された場合、前記負圧発生装置及び前記待機中に休止しても差し支えのない装置に対して、省電力を図る処置の解除を行ない、前記バキュームベルトの負圧が基準値に達してから前記製品供給装置への製品要求信号の出力を再開する機能を備えたことを特徴とする請求項1に記載の縦型製袋充填包装機。
【請求項3】
帯状包装材を原反ロールから引き出し下流方向に送る紙送り機構と、帯状包装材を筒状包装材に成形する製筒器と、前記筒状包装材の幅方向の両端部を貼りあわせて縦シールを施すヒートシーラと、前記筒状包装材を横切る方向に横シールを施すヒートシーラと、製袋充填動作を制御する制御手段とを備えた縦型製袋充填包装機において、
前記紙送り機構が、包装材を吸引するための負圧発生装置を備えたバキュームベルトであり、
製品供給装置が接続されており、
前記制御手段が、前記製品供給装置に対して製品要求信号を出力し、前記製品供給装置が製品を供給するとともに排出完了信号を出力し、該排出完了信号を受信すると製袋充填動作を行なう制御ロジックを備え、
前記製品要求信号に対する前記排出完了信号の応答がない状態が、所定の時間内に繰り返された場合、省電力運転待機状態に移行し、前記負圧発生装置及び待機中に休止しても差し支えのない装置に対して、省電力を図る処置を行ない、前記製品供給装置への前記製品要求信号の出力を中止する機能を備えた特徴とする縦型製袋充填包装機。
【請求項4】
帯状包装材を原反ロールから引き出し下流方向に送る紙送り機構と、帯状包装材を筒状包装材に成形する製筒器と、前記筒状包装材の幅方向の両端部を貼りあわせて縦シールを施すヒートシーラと、前記筒状包装材を横切る方向に横シールを施すヒートシーラと、製袋充填動作を制御する制御手段とを備えた縦型製袋充填包装機において、
前記紙送り機構が、包装材を吸引するための負圧発生装置を備えたバキュームベルトであり、
製品供給装置が接続されており、
前記制御手段が、前記製品供給装置に対して製品要求信号を出力し、前記製品供給装置が製品を供給するとともに排出完了信号を出力し、該排出完了信号を受信すると製袋充填動作を行なう制御ロジックを備え、
前記製品要求信号に対する前記排出完了信号の応答がない状態が、所定の回数繰り返された場合、省電力運転待機状態に移行し、前記負圧発生装置及び待機中に休止しても差し支えのない装置に対して、省電力を図る処置を行ない、前記製品供給装置への製品要求信号の出力を中止する機能を備えた特徴とする縦型製袋充填包装機。
【請求項5】
前記省電力運転待機状態を一定時間継続した後に、前記負圧発生装置及び前記待機中に休止しても差し支えのない装置に対して、省電力を図る処置の解除を行ない、前記バキュームベルトの負圧が基準値に達してから前記製品供給装置への製品要求信号の出力を再開する機能を備えたことを特徴とする請求項3又は請求項4に記載の縦型製袋充填包装機。
【請求項6】
前記省電力運転待機状態中に、一定周期ごとに、前記負圧発生装置及び前記待機中に休止しても差し支えのない装置に対して、省電力を図る処置の解除を行ない、負圧が基準値に達してから前記製品要求信号を出力し、前記排出完了信号の応答があれば運転を再開し、前記排出完了信号の応答がなければ、省電力運転待機状態に移行し、前記負圧発生装置に対して省電力を図る処置を行ない、前記製品供給装置への前記製品要求信号の出力を中止する機能を備えた特徴とする請求項3又は請求項4に記載の縦型製袋充填包装機。
【請求項7】
前記負圧発生装置及び前記待機中に休止しても差し支えのない装置に対する前記省電力を図る処置が、電源供給の中止であることを特徴とする請求項1から請求項6の何れか一項に記載の縦型製袋充填包装機。
【請求項8】
前記負圧発生装置に対する前記省電力を図る処置が、前記負圧発生装置の低速運転であり、前記待機中に休止しても差し支えのない装置に対する前記省電力を図る処置が、電源供給の中止であることを特徴とする請求項1から請求項6の何れか一項に記載の縦型製袋充填包装機。
【請求項9】
前記待機中に休止しても差し支えのない装置が、袋包装体の搬出コンベヤの駆動モータであることを特徴とする請求項1から請求項8の何れか一項に記載の縦型製袋充填包装機。
【請求項10】
前記待機中に休止しても差し支えのない装置が、日付印字装置の位置調整用モータのコントローラであることを特徴とする請求項1から請求項8の何れか一項に記載の縦型製袋充填包装機。
【請求項11】
前記待機中に休止しても差し支えのない装置が、ガイドローラの位置調整用モータのコントローラであることを特徴とする請求項1から請求項8の何れか一項に記載の縦型製袋充填包装機。
【請求項12】
前記待機中に休止しても差し支えのない装置が、加振装置の振動発生用モータであることを特徴とする請求項1から請求項8の何れか一項に記載の縦型製袋充填包装機。
【請求項13】
前記制御手段が前記省電力運転待機状態であることを示す信号を出力する機能を備えていることを特徴とする請求項1から請求項8の何れか一項に記載の縦型製袋充填包装機。
【請求項14】
前記所定の時間が、設定可能であることを特徴とする請求項3に記載の縦型製袋充填包装機。
【請求項15】
前記所定の回数が、設定可能であることを特徴とする請求項4に記載の縦型製袋充填包装機。
【請求項16】
前記一定時間が、設定可能であることを特徴とする請求項5に記載の縦型製袋充填包装機。
【請求項17】
前記一定周期が、設定可能であることを特徴とする請求項6に記載の縦型製袋充填包装機。
【請求項1】
帯状包装材を原反ロールから引き出し下流方向に送る紙送り機構と、帯状包装材を筒状包装材に成形する製筒器と、前記筒状包装材の幅方向の両端部を貼りあわせて縦シールを施すヒートシーラと、前記筒状包装材を横切る方向に横シールを施すヒートシーラと、製袋充填動作を制御する制御手段とを備えた縦型製袋充填包装機において、
前記紙送り機構が、包装材を吸引するための負圧発生装置を備えたバキュームベルトであり、
製品供給装置が接続されており、
前記制御手段が待機信号入力を備えており、
運転中に前記待機信号を受信した場合、省電力運転待機状態に移行し、前記負圧発生装置及び待機中に休止しても差し支えのない装置に対して、省電力を図る処置を行ない、前記製品供給装置への製品要求信号の出力を中止する機能を備えたことを特徴とする縦型製袋充填包装機。
【請求項2】
前記省電力運転待機状態中に前記待機信号が解除された場合、前記負圧発生装置及び前記待機中に休止しても差し支えのない装置に対して、省電力を図る処置の解除を行ない、前記バキュームベルトの負圧が基準値に達してから前記製品供給装置への製品要求信号の出力を再開する機能を備えたことを特徴とする請求項1に記載の縦型製袋充填包装機。
【請求項3】
帯状包装材を原反ロールから引き出し下流方向に送る紙送り機構と、帯状包装材を筒状包装材に成形する製筒器と、前記筒状包装材の幅方向の両端部を貼りあわせて縦シールを施すヒートシーラと、前記筒状包装材を横切る方向に横シールを施すヒートシーラと、製袋充填動作を制御する制御手段とを備えた縦型製袋充填包装機において、
前記紙送り機構が、包装材を吸引するための負圧発生装置を備えたバキュームベルトであり、
製品供給装置が接続されており、
前記制御手段が、前記製品供給装置に対して製品要求信号を出力し、前記製品供給装置が製品を供給するとともに排出完了信号を出力し、該排出完了信号を受信すると製袋充填動作を行なう制御ロジックを備え、
前記製品要求信号に対する前記排出完了信号の応答がない状態が、所定の時間内に繰り返された場合、省電力運転待機状態に移行し、前記負圧発生装置及び待機中に休止しても差し支えのない装置に対して、省電力を図る処置を行ない、前記製品供給装置への前記製品要求信号の出力を中止する機能を備えた特徴とする縦型製袋充填包装機。
【請求項4】
帯状包装材を原反ロールから引き出し下流方向に送る紙送り機構と、帯状包装材を筒状包装材に成形する製筒器と、前記筒状包装材の幅方向の両端部を貼りあわせて縦シールを施すヒートシーラと、前記筒状包装材を横切る方向に横シールを施すヒートシーラと、製袋充填動作を制御する制御手段とを備えた縦型製袋充填包装機において、
前記紙送り機構が、包装材を吸引するための負圧発生装置を備えたバキュームベルトであり、
製品供給装置が接続されており、
前記制御手段が、前記製品供給装置に対して製品要求信号を出力し、前記製品供給装置が製品を供給するとともに排出完了信号を出力し、該排出完了信号を受信すると製袋充填動作を行なう制御ロジックを備え、
前記製品要求信号に対する前記排出完了信号の応答がない状態が、所定の回数繰り返された場合、省電力運転待機状態に移行し、前記負圧発生装置及び待機中に休止しても差し支えのない装置に対して、省電力を図る処置を行ない、前記製品供給装置への製品要求信号の出力を中止する機能を備えた特徴とする縦型製袋充填包装機。
【請求項5】
前記省電力運転待機状態を一定時間継続した後に、前記負圧発生装置及び前記待機中に休止しても差し支えのない装置に対して、省電力を図る処置の解除を行ない、前記バキュームベルトの負圧が基準値に達してから前記製品供給装置への製品要求信号の出力を再開する機能を備えたことを特徴とする請求項3又は請求項4に記載の縦型製袋充填包装機。
【請求項6】
前記省電力運転待機状態中に、一定周期ごとに、前記負圧発生装置及び前記待機中に休止しても差し支えのない装置に対して、省電力を図る処置の解除を行ない、負圧が基準値に達してから前記製品要求信号を出力し、前記排出完了信号の応答があれば運転を再開し、前記排出完了信号の応答がなければ、省電力運転待機状態に移行し、前記負圧発生装置に対して省電力を図る処置を行ない、前記製品供給装置への前記製品要求信号の出力を中止する機能を備えた特徴とする請求項3又は請求項4に記載の縦型製袋充填包装機。
【請求項7】
前記負圧発生装置及び前記待機中に休止しても差し支えのない装置に対する前記省電力を図る処置が、電源供給の中止であることを特徴とする請求項1から請求項6の何れか一項に記載の縦型製袋充填包装機。
【請求項8】
前記負圧発生装置に対する前記省電力を図る処置が、前記負圧発生装置の低速運転であり、前記待機中に休止しても差し支えのない装置に対する前記省電力を図る処置が、電源供給の中止であることを特徴とする請求項1から請求項6の何れか一項に記載の縦型製袋充填包装機。
【請求項9】
前記待機中に休止しても差し支えのない装置が、袋包装体の搬出コンベヤの駆動モータであることを特徴とする請求項1から請求項8の何れか一項に記載の縦型製袋充填包装機。
【請求項10】
前記待機中に休止しても差し支えのない装置が、日付印字装置の位置調整用モータのコントローラであることを特徴とする請求項1から請求項8の何れか一項に記載の縦型製袋充填包装機。
【請求項11】
前記待機中に休止しても差し支えのない装置が、ガイドローラの位置調整用モータのコントローラであることを特徴とする請求項1から請求項8の何れか一項に記載の縦型製袋充填包装機。
【請求項12】
前記待機中に休止しても差し支えのない装置が、加振装置の振動発生用モータであることを特徴とする請求項1から請求項8の何れか一項に記載の縦型製袋充填包装機。
【請求項13】
前記制御手段が前記省電力運転待機状態であることを示す信号を出力する機能を備えていることを特徴とする請求項1から請求項8の何れか一項に記載の縦型製袋充填包装機。
【請求項14】
前記所定の時間が、設定可能であることを特徴とする請求項3に記載の縦型製袋充填包装機。
【請求項15】
前記所定の回数が、設定可能であることを特徴とする請求項4に記載の縦型製袋充填包装機。
【請求項16】
前記一定時間が、設定可能であることを特徴とする請求項5に記載の縦型製袋充填包装機。
【請求項17】
前記一定周期が、設定可能であることを特徴とする請求項6に記載の縦型製袋充填包装機。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【公開番号】特開2012−96837(P2012−96837A)
【公開日】平成24年5月24日(2012.5.24)
【国際特許分類】
【出願番号】特願2010−247132(P2010−247132)
【出願日】平成22年11月4日(2010.11.4)
【出願人】(000148162)株式会社川島製作所 (90)
【Fターム(参考)】
【公開日】平成24年5月24日(2012.5.24)
【国際特許分類】
【出願日】平成22年11月4日(2010.11.4)
【出願人】(000148162)株式会社川島製作所 (90)
【Fターム(参考)】
[ Back to top ]