
縦形製袋充填包装方法および縦形製袋充填包装機
【課題】横シールしたときの被包装物の噛み込みを抑止し、綺麗にシールする縦形製袋充填包装方法の提供。
【解決手段】包装フィルムFを第1、2ヒータブロック6a、6bで挟み込んで横シールする横シール工程と、一対の三角折込みガイド10を差し込んで角底103を形成するとともに一対の垂直折込みガイド20を差し込んでガセット104を形成する角底ガセット形成工程とを含む。横シール工程は、第1、2ヒータブロックを相互間に間隔が開いた中間移動位置まで閉じ方向に移動させる中間移動工程と、中間移動位置で一時停止させる停止工程と、停止工程の後、閉じ方向へ更に移動させて横シールする横シール完了工程とを含む。中間移動位置では、一対の三角折込みガイドにより包装フィルムFに角底を形成可能な間隔まで第1、2ヒータブロックを相互に接近させる。また角底ガセット形成工程は、中間移動工程において開始し横シール完了工程までの間に行う。
【解決手段】包装フィルムFを第1、2ヒータブロック6a、6bで挟み込んで横シールする横シール工程と、一対の三角折込みガイド10を差し込んで角底103を形成するとともに一対の垂直折込みガイド20を差し込んでガセット104を形成する角底ガセット形成工程とを含む。横シール工程は、第1、2ヒータブロックを相互間に間隔が開いた中間移動位置まで閉じ方向に移動させる中間移動工程と、中間移動位置で一時停止させる停止工程と、停止工程の後、閉じ方向へ更に移動させて横シールする横シール完了工程とを含む。中間移動位置では、一対の三角折込みガイドにより包装フィルムFに角底を形成可能な間隔まで第1、2ヒータブロックを相互に接近させる。また角底ガセット形成工程は、中間移動工程において開始し横シール完了工程までの間に行う。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、角底およびガセット付きの包装袋を製袋するとともに、この袋内に被包装物を充填する縦形製袋充填包装方法に係わり、また同方法を実施する縦形製袋充填包装機に関する。
【背景技術】
【0002】
角底およびガセット付きの包装袋を形成する縦形製袋充填包装機としては、例えば、特許文献1に開示された構成のものなどがある。特許文献1の角底ガセット袋成形装置は、フィルム筒(FC)にガセットを形成する構成として、三角折込みガイド(20)、ガセット垂直ガイド(24)を備えている。三角折込みガイド(20)およびガセット垂直ガイド(24)は、一対のヒータブロック(14)(16)が横シールする動作に連動して移動し、フィルム筒(FC)の側方に進入する。そしてヒータブロック(14)(16)が閉じた位置では、三角折込みガイド(20)がガセット袋(GP)の下部を角底となるように折り込み、ガセット垂直ガイド(24)はガセット袋(GP)の上部を縦方向に折り込むことで、同文献1の図3に示すような角底およびガセット付きの包装袋が形成される。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2003−200908号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
さて、特許文献1の装置は、横シールによってフィルム筒を挟み込んでいくと、フィルム筒内の体積が減少していき、内部に入っていた気体(空気、充填ガス等)が開口方向に抜けていく。このため、被包装物として重量が比較的軽い粉粒体等が充填されている場合は、この気体の抜けとともに粉粒体が横シール位置まで容易に舞い上がってしまう。その結果、ヒータブロックは、舞い上がった粉粒体を噛み込んだ状態で、横シールしてしまうおそれがあった。
このように舞い上がった粉粒体を噛み込んだ状態で横シールすると、綺麗にシールすることができず、完成した包装袋から気体漏れを発生させる等の品質低下を招いていた。
【0005】
従来、ガセットや角底がない包装袋(ピロー式包装袋)を製袋する場合は、横シール位置の下方(または上方)に、横シーラの移動とともに遮断部材等を進出させ、粉粒体の横シール位置までの舞い上がりを遮断していた。しかし、角底およびガセット付きの包装袋を形成する場合は、横シール位置付近に遮断部材等を進出させれば、三角折込みガイドやガセット垂直ガイドによる包装フィルムの折り込みを邪魔してしまう。
このため、角底およびガセット付きの包装袋を形成する場合は、遮断部材を用いずに、包装袋に対する被包装物の充填量を抑え、充填した被包装物の上部に一定の空間を作って被包装物を横シール位置まで舞い上がらせないようにしていた。しかし、包装袋内にこのような空間を作った場合、包装フィルムを余分に使うことで製造コストが増加したり、包装袋内に空気が多く残ることで酸化しやすい被包装物(例えば、コーヒー豆)の持ちを低下させたりしていた。
【0006】
本発明は、このような実状に鑑みてなされたものであって、角底およびガセット付きの包装袋の製袋において、包装フィルムを横シールしたときの被包装物の噛み込みを抑止し、綺麗にシールすることができる縦形製袋充填包装方法の提供を第一の目的とする。
また、この縦形製袋充填包装方法を実施する縦形製袋充填包装機の提供を第二の目的とする。
【課題を解決するための手段】
【0007】
上記の目的を達成するために、本発明は、筒状に成形された包装フィルムを一対の横シールブロックで挟み込んで横シールする横シール工程と、
包装フィルムにおける横シールされる部位の直上部分に一対の三角折込みガイドを差し込んで角底を形成するとともに、当該横シールされる部位の下方部分に一対の垂直折込みガイドを差し込んでガセットを形成する角底ガセット形成工程と、を含む縦形製袋充填包装方法において、
横シール工程は、相互間に間隔が開いた中間移動位置まで一対の横シールブロックを閉じ方向に移動させる中間移動工程と、中間移動位置で一対の横シールブロックを一時停止させる停止工程と、当該停止工程の後、一対の横シールブロックを閉じ方向へ更に移動させて包装フィルムを挟み込み横シールする横シール完了工程と、を含み、
中間移動位置では、一対の三角折込みガイドにより包装フィルムに角底を形成可能な間隔まで一対の横シールブロックを相互に接近させ、
角底ガセット形成工程は、中間移動工程において開始し横シール完了工程までの間に行うことを特徴とする。
【0008】
かかる方法によれば、包装フィルムを横シールする横シール工程において、一対の横シールブロックが一対の三角折込みガイドにより包装フィルムに角底を形成可能な中間移動位置で一時停止する停止工程を行うため、包装フィルム内にある被包装物が舞い上がっても、この停止中に落下させることができ、さらに包装袋に角底を形成することができる。これにより停止工程後に、一対の横シールブロックが包装フィルムを挟み込んでも、舞い上がった被包装物を噛み込むことがなく綺麗にシールすることができ、気体漏れ等がない高品質な包装袋を安定的に製造することができる。
【0009】
また、被包装物の舞い上がりを防止するための遮断部材等を用いる必要がないため、縦形製袋充填包装方法を実施する包装機の製造コストを軽減することができる。
さらに、包装フィルム内の被包装物の上部に空間を作る必要がなくなるため、被包装物を横シールされる部位の近傍まで充填することができる。よって、包装袋に使用する包装フィルムを少なくすることで省資源化を実現でき、且つ包装フィルム内の空気を減少させて酸化しやすい被包装物の持ちを長くすることできる。
【0010】
また、ガセット角底形成工程は、中間移動工程から停止工程までの間に行う構成とすることができる。このように中間移動工程から停止工程までの間に、ガセット角底形成工程を行うことで、一対の横シールブロックが横シール完了工程を実施するときには、包装フィルムに三角折り込みガイドや垂直折込みガイドを差し込む必要がなくなる。したがって、横シールする包装フィルムに対して、各ガイドが余計な負荷をかけて包装フィルムを損傷させることがなく、いっそう綺麗にシールすることができる。
【0011】
ここで、上述した縦形製袋充填包装方法を実施する縦形製袋充填包装機として、
一対の横シールブロックと、一対の三角折り込みガイドと、一対の垂直折込みガイドと、
一対の横シールブロックを駆動する主駆動手段と、
一対の三角折り込みガイドおよび一対の垂直折込みガイドを一体に駆動するガイド駆動手段と、を備え、
さらに、主駆動手段とガイド駆動手段とを連動して、横シール工程と角底ガセット形成工程を実施する制御手段を備えた構成とすることができる。
【0012】
このように縦形製袋充填包装機は、制御手段によって、横シール工程における一対の横シールブロックの駆動と、角底ガセット形成工程における三角折り込みガイドおよび垂直折込みガイドの駆動を連動させることができる。これにより、一対の横シールブロックが中間移動位置で停止工程を実施すると、三角折り込みガイドおよび垂直折込みガイドも停止し、包装フィルムに角底およびガセットを容易に形成することができる。さらに、形成後は、例えば横シール完了工程の前にガイド駆動手段を駆動して各ガイドを待避させることで、包装フィルムを横シールするときに各ガイドが存在しなくなり、一対の横シールブロックによってスムーズに横シールすることができる。
【0013】
また、制御手段は、一対の横シールブロックの中間移動位置を設定する設定入力手段を備え、中間移動工程において主駆動手段を駆動して、一対の横シールブロックを設定した中間移動位置に配置することができる。
【0014】
かかる構成によれば、一対の横シールブロックの中間移動位置は、設定入力手段によって自由に設定される。このため、包装フィルム内に充填する被包装物の種類や充填量、および停止時間等に応じて、一対の横シールブロックを適切な位置に停止させることができ、舞い上がった被包装物を効率的に落下させることができる。
【発明の効果】
【0015】
以上、本発明によれば、一対の横シールブロックが、任意の間隔が開いた中間移動位置で一時停止する停止工程を行うため、包装フィルム内で舞い上がった被包装物を停止工程中に落下させて、横シールにおける被包装物の噛み込みを抑止することができ、その結果、高品質な包装袋を安定的に製造することができる。
【図面の簡単な説明】
【0016】
【図1】本実施形態に係る縦形製袋充填包装機の全体構成を概略的に示す斜視図である。
【図2】本実施形態に係る縦形製袋充填包装機の主駆動装置およびガイド駆動装置を示す平面図である。
【図3】図2の主駆動装置およびガイド駆動装置の側面図である。
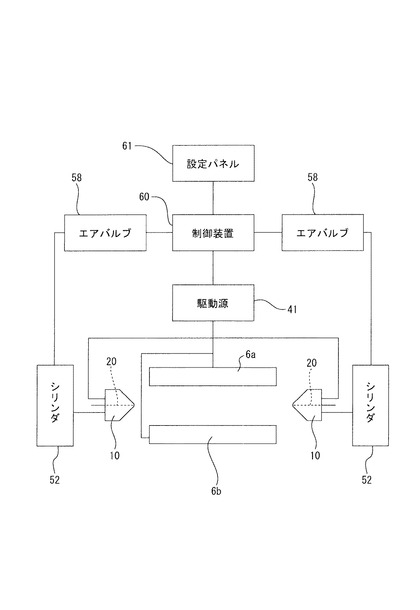
【図4】本実施形態に係る縦形製袋充填包装機の制御系のブロック図である。
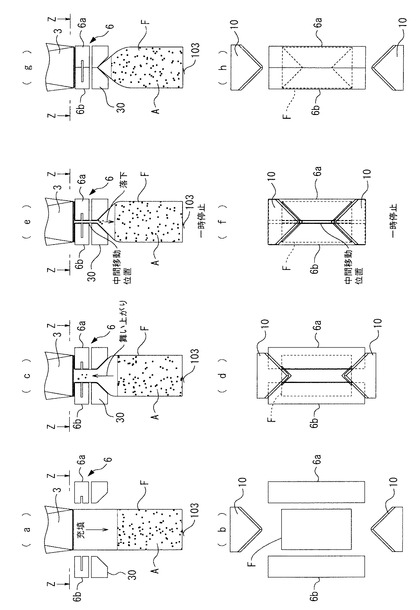
【図5】本実施形態に係る縦形製袋充填包装機における横シールのフローを順に示す概略図であり、(a)(c)(e)(g)は側面図、(b)(d)(f)(h)は、(a)(c)(e)(g)それぞれのZ−Z線矢視図である。
【発明を実施するための形態】
【0017】
以下、この発明の実施の形態について図面を参照して詳細に説明する。
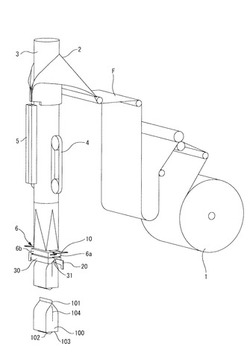
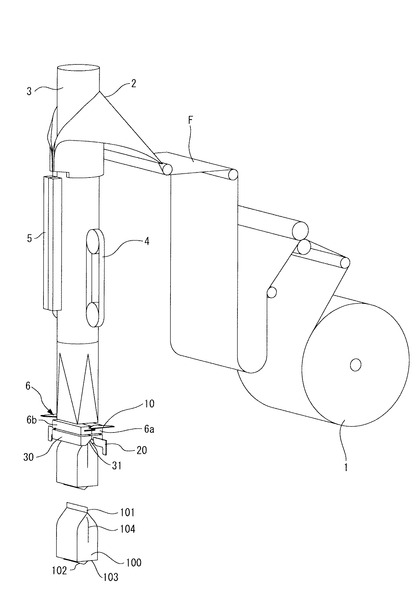
図1は、本実施形態に係る縦形製袋充填包装機の全体構成を概略的に示す斜視図である。
本実施形態では、縦形製袋充填包装機によって上述した縦形製袋充填包装方法を実施している。図1に示すように、この縦形製袋充填包装機は、リール1、フォーマ2、製袋チューブ3、繰出しベルト4、縦シーラ5、横シーラ6(第1ヒータブロック6a、第2ヒータブロック6b)を含む構成である。帯状の包装フィルムFは、リール1から引き出された後、フォーマ2、製袋チューブ3、縦シーラ5を通過しつつ筒状に製袋され、繰出しベルト4によって製袋チューブ3の下方に繰り出される。筒状の包装フィルムFは、この繰り出しにおいて角筒形状に形成してある製袋チューブ3の下端を通過することで、角筒状に成形される。
【0018】
さらに、製袋チューブ3の下方には横シーラ6が設けてある。横シーラ6は、一対の横シールブロックとして、包装フィルムFの搬送経路を挟んで第1ヒータブロック6a、第2ヒータブロック6bを備えている。横シーラ6は、横シール工程を実施するように駆動制御され、角筒状に成形された包装フィルムFを幅方向に挟み込んで周期的に横シールする。そして横シール時にブロック内のカッター(図示せず)によって中央から切断することにより、上下にトップシール101およびボトムシール102を有した包装袋100を形成する。
【0019】
角筒状の包装フィルムFは、一度目の横シールでボトムシール102が形成され、その後製袋チューブ3内から包装フィルムF内に被包装物Aが充填されつつ下方に繰り出される。ここで、本実施形態において包装袋100に充填される被包装物Aは、重量が比較的軽い粉粒体である。包装フィルムFを所定量繰り出した後は、二度目の横シールでトップシール101が形成され、包装袋100として製造される。なお、前回の包装袋100のトップシール101と次回の包装袋100のボトムシール102は同時に横シールされる。
【0020】
また、本実施形態ではガセット角底工程を実施しており、包装袋100が角底およびガセット付きの包装袋に形成される。縦形製袋充填包装機は、包装袋100に角底103を形成する構成として、製袋チューブ3と横シーラ6の間に、包装フィルムFの搬送経路を挟んで対向する一対の三角折込みガイド10を備えている。一対の三角折込みガイド10は、先端が略二等辺三角形状に形成してあり、互いの頂部が、角筒状の包装フィルムFの側面中央部分にちょうど対向するように配設されている。一対の三角折込みガイド10は、横シーラ6の開閉直交方向に近接および離間移動する。
【0021】
一対の三角折込みガイド10は、横シーラ6が横シールする際の前進に連動して移動し、包装フィルムFの両側方に水平に差し込まれる。これにより、包装フィルムは両側方が三角形状に折り込まれていき、ボトムシール102の直上に角底103が成形される。
【0022】
また、縦形製袋充填包装機は、包装袋100の上部にガセット104を形成する構成として、横シーラ6の下方位置に、包装フィルムFの搬送経路を挟んで対向する一対の垂直折込みガイド20を備えている。一対の垂直折込みガイド20は、平板状の部材であり、互いの縁部が、角筒状の包装フィルムFの側面中央部分にちょうど対向するように配設されている。一対の垂直折込みガイド20は、三角折込みガイド10と同様に横シーラ6の開閉直交方向に近接および離間移動する。
【0023】
一対の垂直折込みガイド20は、一対の三角折込みガイド10とともに横シーラ6が横シールする際の前進に連動して移動し、包装フィルムFの両側方に差し込まれる。これにより、包装フィルムFは両側方が縦方向に折り込まれていき、トップシール101の下方にガセット104が成形される。
【0024】
さらに、縦形製袋充填包装機は、図1に示すように横シーラ6の直下に、当該横シーラ6と同じ幅方向に延びる一対の気体抜き部材30が設けてある。気体抜き部材30は、一対の垂直折込みガイド20が差し込まれる包装フィルムFの高さ領域にあり、横シーラ6とともに垂直折込みガイド20の差し込み方向と直交するように開閉移動する。この気体抜き部材30は、スポンジ等の比較的形状の変形が容易な材質からなり、対向面の下方側が傾斜面31として形成されている。気体抜き部材30は、横シーラ6による横シール時に、垂直折込みガイド20の差し込み方向と直交する前後方向から包装フィルムFを押圧する。
【0025】
この気体抜き部材30は、角筒状の包装フィルムFを押圧することで、傾斜面31に沿って包装袋100の上部を変形させる。これにより包装フィルムFの両側方に差し込まれる一対の垂直折込みガイド20と協働して、ガセット104を形成する。また包装フィルムFを前後方向から押圧することで、包装フィルムF内に存在する気体を容易に抜くことができる。
【0026】
〔主駆動装置およびガイド駆動装置の構成〕
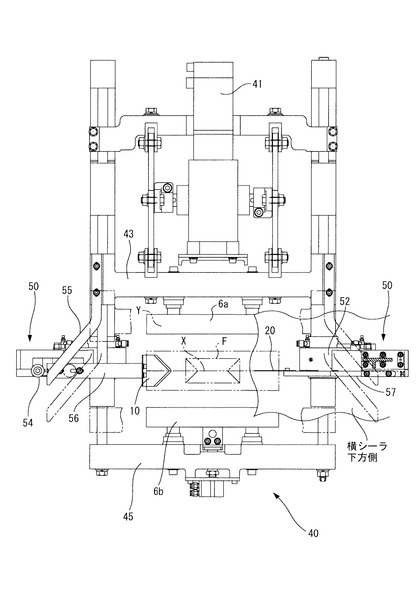
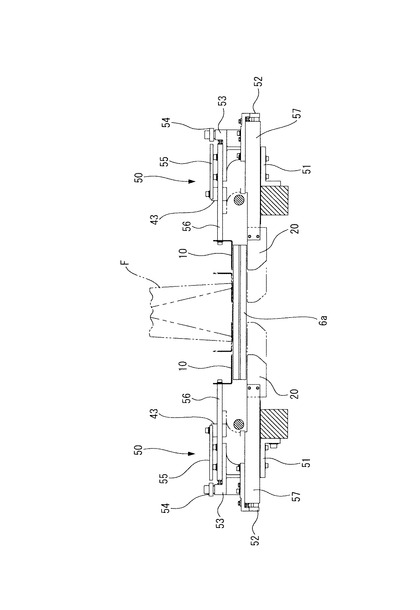
図2は、本実施形態に係る縦形製袋充填包装機の主駆動装置およびガイド駆動装置を示す平面図であり、図3は、図2の主駆動装置およびガイド駆動装置の側面図であり、図4は、同じく縦形製袋充填包装機の制御系のブロック図である。
次に、図2、図3を参照して主駆動装置およびガイド駆動装置の構成について説明する。角底およびガセット付きの包装袋100の形成は、横シーラ6が角筒状の包装フィルムFの前後側を挟んで、包装フィルムFを閉じ方向に変形させる動作に連動して行われる。このため、一対の三角折り込みガイド10および垂直折込みガイド20を一体に駆動するガイド駆動装置(ガイド駆動手段)50は、横シーラ6を駆動する主駆動装置(主駆動手段)40と連動するように構成されている。
【0027】
主駆動装置40は、駆動源41の回転を駆動制御することで、リンク等を介して第1ヒータブラケット43および第2ヒータブラケット45を開閉移動させる。第1、第2ヒータブロック6a、6bは、これら各ヒータブラケット43、45の開閉移動により横シールを行う。
【0028】
包装フィルムFの横シールは、第1、第2ヒータブロック6a、6bが開き位置Yからシール位置Xに同時に前進して、シール位置Xにおいて包装フィルムFを挟むことでなされる。横シールが完了すると、第1、第2ヒータブロック6a、6bはシール位置Xから同時に後退して、開き位置Yに復帰することとなる。
【0029】
また、本実施形態の主駆動装置40は、中間移動工程、停止工程、横シール完了工程を含む横シール工程を実施する構成となっており、各工程に応じて第1、第2ヒータブロック6a、6bの閉じ方向の移動を制御している。これら各工程については後述する。
【0030】
一方、ガイド駆動装置50は、図2、3に示すように、アングル51、シリンダ52、移動ブラケット53、第1支持部材56、第2支持部材57、エアバルブ58を含み、さらに横シーラ6の前進に応じた連動機構を構成するカムローラ54、板カム55を備え、角筒状の包装フィルムFの両側方側に一対設置されている。なお、本記載では、片側のガイド駆動装置50について詳述していくこととする。
【0031】
シリンダ52は、可動部を、包装フィルムFに近接する前進方向と、包装フィルムFから離間する退避方向とに移動制御する。可動部の移動は、エア供給源(図示せず)に接続したエアバルブ58から設定タイミング毎に供給されるエアによってなされる。また可動部の移動方向は、エアの供給方法を前進用または退避用に切り換えることで変更される。
【0032】
移動ブラケット53は、シリンダ52の可動部に対して取り付けられており、この移動ブラケット53には、カムローラ54、第1支持部材56、第2支持部材57が取り付けられている。カムローラ54は、移動ブラケット53の上方に回転自在に取り付けられている。
【0033】
また、第1支持部材56は、移動ブラケット53の上面に固定され、三角折込みガイド10が先端部に取り付けられている。三角折込みガイド10は、この第1支持部材56によって第1、第2ヒータブロック6a、6bの上面より僅かに高い位置に配置される(図3参照)。第2支持部材57は、移動ブラケット53の下部に固定され、垂直折込みガイド20が先端部に取り付けられている。垂直折込みガイド20は、この第2支持部材57によって第1、第2ヒータブロック6a、6bの下面より低い位置に配置される。
【0034】
カムローラ54、三角折込みガイド10、垂直折込みガイド20は、移動ブラケット53が取り付けられた可動部の前進によって対向する同構成と互いに近接し、可動部の待避によって対向する同構成と互いに離間する。この近接時に、三角折込みガイド10および垂直折込みガイド20が角筒状の包装フィルムFの側方に差し込まれる。
【0035】
また、主駆動装置40の第1ヒータブラケット43の上面には、カムローラ54と同一平面上となるように高さ位置が調整された状態で、板カム55が取り付けられている。この板カム55は、シール位置Xの方向に延びるとともに、途中から開き方向に所定角度湾曲して形成されている。板カム55は、第1ヒータブラケット43が駆動源41に近接した状態(第1ヒータブロック6aの開き位置Y)において、カムローラ54を越えた位置まで延在している(図2参照)。これにより板カム55は、カムローラ54の前進を規制する構成となっている。
なお、板カム55は、図示しない長孔を有しており、第1ヒータブラケット43との位置が調整可能となっている。
【0036】
ガイド駆動装置50は、ガセット角底形成工程において、設定タイミングに従ってエアバルブ58からシリンダ52の可動部を前進させるエアが供給され、移動ブラケット53を前進させようとするが、対向する板カム55によりカムローラ54が移動規制される。このため、第1ヒータブロック6aが開き位置Yにある状態では、三角折込みガイド10および垂直折込みガイド20の前進が待機状態となる。
【0037】
この状態から、駆動源41により第1ヒータブラケット43がシール位置Xに向かって前進すると、同時に板カム55も前進する。このため、待機状態となっていた移動ブラケット53は、カムローラ54が板カム55の傾斜にしたがって案内されつつ、前進を開始し、これにより垂直折込みガイド20および三角折込みガイド10を前進させる。そして三角折込みガイド10が角筒状の包装フィルムFの側方に差し込まれ、角底103を形成し、垂直折込みガイド20が、角筒状の包装フィルムFの側方に差し込まれ、ガセット104を形成する。
【0038】
包装フィルムFに角底103およびガセット104を形成した後は、設定タイミングに従ってエアバルブ58からシリンダ52の可動部を退避させるエアが供給される。これにより移動ブラケット53が退避し、垂直折込みガイド20および三角折込みガイド10も退避する。このようにガセット角底形成工程は横シーラ6の移動と連動して実施される。
【0039】
また、縦形製袋充填包装機は、図4に示すように、主駆動装置40の駆動源41、ガイド駆動装置50のエアバルブ58に接続する制御装置(制御手段)60を備えている。制御装置60には、設定パネル(設定入力手段)61が接続されており、この設定パネル61を介して、角底およびガセット付きの包装袋100を製袋する各種設定が入力される。さらに制御装置60は、包装フィルムFを繰り出す繰出しベルト4や被包装物Aを充填する充填機構等(図示せず)にも接続されている。
縦形製袋充填包装機は、この制御装置60によって、包装フィルムFの繰り出し、被包装物Aの充填、横シール工程、角底ガセット形成工程等を連動して動作させる構成となっている。
【0040】
〔横シール工程およびガセット角底形成工程の動作〕
次に、角底およびガセット付きの包装袋を製袋する縦形製袋充填包装方法の横シール工程と、この横シール工程に応じたガセット角底形成工程の動作について説明する。
図5は、本実施形態に係る縦形製袋充填包装機における横シールのフローを順に示す概略図であり、(a)(c)(e)(g)は側面図、(b)(d)(f)(h)は、(a)(c)(e)(g)それぞれのZ−Z線矢視図である。
【0041】
縦形製袋充填包装機は、図5(a)(b)に示すように、この包装フィルムFに被包装物(粉粒体)Aを充填するとともに、包装フィルムFを所定量下方に繰り出した後、横シール工程の中間移動工程を実施する。
【0042】
中間移動工程では、図5(c)に示すように、駆動源41を駆動して第1、第2ヒータブロック6a、6bおよび気体抜き部材30を閉じ方向に移動し、包装フィルムFを前後方向から挟んで押圧していく。また、第1、第2ヒータブロック6a、6bの移動にともなって、カムローラ54が板カム55に案内されることとなり、待機していた一対の三角折込みガイド10および垂直折込みガイド20がそれぞれ前進し、包装フィルムFの両側方を折り込んでいく(図5(d)参照)。これにより包装フィルムFは、被包装物Aの上面にある体積が減少していき、内部に入っていた空気が開口方向(上方)に抜けていく。このため、空気の抜けとともに充填されていた被包装物Aが舞い上がる。
【0043】
第1、第2ヒータブロック6a、6bが中間移動位置まで移動すると中間移動工程を終了する。そして、図5(e)に示すように、この中間移動位置で第1、第2ヒータブロック6a、6bを一時停止させる停止工程を実施する。この一時停止中に、舞い上がっていた被包装物Aは落下していく。
【0044】
なお、第1、第2ヒータブロック6a、6bの中間移動位置は、包装フィルムF内に充填する被包装物Aの種類や充填量、および停止時間に応じて、作業者が自由に設定することができる。作業者は、設定パネル61によって、第1、第2ヒータブロック6a、6bの相互間の間隔を入力し中間移動位置を設定する。制御装置60は、入力された設定に従って駆動源41を駆動し、第1、第2ヒータブロック6a、6bを中間移動位置に適切に移動させて停止する。これにより、舞い上がった被包装物Aを効率的に落下させることができる。
【0045】
この停止工程では、第1、第2ヒータブロック6a、6bの一時停止にともなって、板カム55によるカムローラ54の案内も停止し、一対の三角折込みガイド10および垂直折込みガイド20の差し込みも停止する。ここで、中間移動位置は、第1、第2ヒータブロック6a、6bの相互間の間隔として、包装フィルムFに差し込まれる一対の三角折込みガイド10が、角底103を形成できる間隔に設定されている(図5(f)参照)。よって、包装フィルムFには、一対の三角折込みガイド10が差し込まれて横シール位置の直上に角底103が形成され、同時に一対の垂直折込みガイド20が差し込まれて横シール位置の下方にガセット104が形成される。
【0046】
第1、第2ヒータブロック6a、6bを中間移動位置で所定時間停止すると、停止工程を終了して横シール完了工程を実施する。停止工程を終了した段階では、一対の三角折込みガイド10および垂直折込みガイド20が、角底103およびガセット104の形成を完了したことになる。このため、図5(h)に示すように、エアバルブ58からシリンダ52にエアを供給して可動部を駆動し、一対の三角折込みガイド10および垂直折込みガイド20を元の位置に退避させる。
なお、角底103およびガセット104の形成は、第1、第2ヒータブロック6a、6bによる包装フィルムFの挟み込みと同時に、一対の三角折込みガイド10および垂直折込みガイド20を包装フィルムFに差し込むことでなされるため、中間移動工程の終了とともに各ガイド10、20を待避させてもよい。
【0047】
横シール完了工程では、図5(g)に示すように、第1、第2ヒータブロック6a、6bを閉じ方向へ更に移動させて包装フィルムFを挟み込み、横シールする。第1、第2ヒータブロック6a、6bが包装フィルムFを横シールするときには、三角折り込みガイド10や垂直折込みガイド20が既に待避しており、包装フィルムFに差し込まれていないことになる。このため、各ガイド10、20が包装フィルムFに対して余計な負荷をかけて、ピンホールなどの損傷を負わせることがなく、第1、第2ヒータブロック6a、6bが包装フィルムFをスムーズに横シールすることができる。
【0048】
横シール完了工程では、包装フィルムFが、第1、第2ヒータブロック6a、6bによる横シールとともにカッターによって切断され、横シーラ6の下側に角底およびガセット付きの包装袋100が形成される。一方、上側の包装フィルムFはボトムシール102及び角底103が形成された状態となる。
【0049】
この横シール完了工程おいては、先の停止工程によって舞い上がった被包装物Aが既に落下していることで、第1、第2ヒータブロック6a、6bは被包装物Aを噛み込まずに、包装フィルムFを挟み込むことができる。したがって、縦形製袋充填包装機は、綺麗に横シールされた角底およびガセット付きの包装袋100を製造することができる。
【0050】
このように縦形製袋充填包装機は、本縦形製袋充填包装方法を実施することで、包装フィルムFを横シールしたときの被包装物Aの噛み込みを抑止し、気体漏れ等がない高品質な包装袋100を安定的に製造することができる。これにより、包装フィルムF内の被包装物Aの上部に空間を作る必要がなくなり、被包装物Aをトップシール101近傍まで充填することができる。よって、包装袋100に使用する包装フィルムFを少なくすることで省資源化を実現でき、且つ包装フィルムF内の空気を減少させて酸化しやすい被包装物Aの持ちを長くすることできる。
また、縦形製袋充填包装機は、被包装物Aの舞い上がりを防止するための遮断部材等を用いる必要がないため、製造コストを軽減することができる。
【0051】
〔実施例〕
なお、本実施形態では、中間移動位置を設定するために複数回の実験を実施した。実験の結果、第1、第2ヒータブロック6a、6bの相互間の間隔として5mm乃至8mmとした場合に、舞い上がった被包装物Aが確実に落下するとともに、包装フィルムFに明瞭な角底103を形成することができた。
【0052】
また、本発明は上述した実施形態に限定されるものではなく、種々の変形例及び応用例を適用することができる。例えば、本実施形態では、一対の三角折込みガイド10および垂直折込みガイド20を横シール完了工程の前に待避する構成としたが、包装フィルムFが損傷しにくい材質等の場合は、横シール完了工程における第1、第2ヒータブロック6a、6bの横シール位置Xまでの移動にともなって、一対の三角折込みガイド10および垂直折込みガイド20をさらに差し込む構成としてもよい。このように一対の三角折込みガイド10および垂直折込みガイド20をさらに差し込むことで、角底103およびガセット104をより綺麗に形成することができる。
【符号の説明】
【0053】
1:リール、2:フォーマ、3:製袋チューブ、4:繰出しベルト、5:縦シーラ、6:横シーラ、6a:第1ヒータブロック、6b:第2ヒータブロック
10:三角折込みガイド、
20:垂直折込みガイド、
30:気体抜き部材、31:傾斜面、
40:主駆動装置(主駆動手段)、41:駆動源、43:第1ヒータブラケット、45:第2ヒータブラケット、
50:ガイド駆動装置(ガイド駆動手段)、51:アングル、52:シリンダ、53:移動ブラケット、54:カムローラ、55:板カム、56:第1支持部材、57:第2支持部材、58:エアバルブ、
60:制御装置、61:設定パネル(設定入力手段)、
100:包装袋、101:トップシール、102:ボトムシール、103:角底、104:ガセット、
A:被包装物、F:包装フィルム、X:シール位置、Y:開き位置
【技術分野】
【0001】
この発明は、角底およびガセット付きの包装袋を製袋するとともに、この袋内に被包装物を充填する縦形製袋充填包装方法に係わり、また同方法を実施する縦形製袋充填包装機に関する。
【背景技術】
【0002】
角底およびガセット付きの包装袋を形成する縦形製袋充填包装機としては、例えば、特許文献1に開示された構成のものなどがある。特許文献1の角底ガセット袋成形装置は、フィルム筒(FC)にガセットを形成する構成として、三角折込みガイド(20)、ガセット垂直ガイド(24)を備えている。三角折込みガイド(20)およびガセット垂直ガイド(24)は、一対のヒータブロック(14)(16)が横シールする動作に連動して移動し、フィルム筒(FC)の側方に進入する。そしてヒータブロック(14)(16)が閉じた位置では、三角折込みガイド(20)がガセット袋(GP)の下部を角底となるように折り込み、ガセット垂直ガイド(24)はガセット袋(GP)の上部を縦方向に折り込むことで、同文献1の図3に示すような角底およびガセット付きの包装袋が形成される。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2003−200908号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
さて、特許文献1の装置は、横シールによってフィルム筒を挟み込んでいくと、フィルム筒内の体積が減少していき、内部に入っていた気体(空気、充填ガス等)が開口方向に抜けていく。このため、被包装物として重量が比較的軽い粉粒体等が充填されている場合は、この気体の抜けとともに粉粒体が横シール位置まで容易に舞い上がってしまう。その結果、ヒータブロックは、舞い上がった粉粒体を噛み込んだ状態で、横シールしてしまうおそれがあった。
このように舞い上がった粉粒体を噛み込んだ状態で横シールすると、綺麗にシールすることができず、完成した包装袋から気体漏れを発生させる等の品質低下を招いていた。
【0005】
従来、ガセットや角底がない包装袋(ピロー式包装袋)を製袋する場合は、横シール位置の下方(または上方)に、横シーラの移動とともに遮断部材等を進出させ、粉粒体の横シール位置までの舞い上がりを遮断していた。しかし、角底およびガセット付きの包装袋を形成する場合は、横シール位置付近に遮断部材等を進出させれば、三角折込みガイドやガセット垂直ガイドによる包装フィルムの折り込みを邪魔してしまう。
このため、角底およびガセット付きの包装袋を形成する場合は、遮断部材を用いずに、包装袋に対する被包装物の充填量を抑え、充填した被包装物の上部に一定の空間を作って被包装物を横シール位置まで舞い上がらせないようにしていた。しかし、包装袋内にこのような空間を作った場合、包装フィルムを余分に使うことで製造コストが増加したり、包装袋内に空気が多く残ることで酸化しやすい被包装物(例えば、コーヒー豆)の持ちを低下させたりしていた。
【0006】
本発明は、このような実状に鑑みてなされたものであって、角底およびガセット付きの包装袋の製袋において、包装フィルムを横シールしたときの被包装物の噛み込みを抑止し、綺麗にシールすることができる縦形製袋充填包装方法の提供を第一の目的とする。
また、この縦形製袋充填包装方法を実施する縦形製袋充填包装機の提供を第二の目的とする。
【課題を解決するための手段】
【0007】
上記の目的を達成するために、本発明は、筒状に成形された包装フィルムを一対の横シールブロックで挟み込んで横シールする横シール工程と、
包装フィルムにおける横シールされる部位の直上部分に一対の三角折込みガイドを差し込んで角底を形成するとともに、当該横シールされる部位の下方部分に一対の垂直折込みガイドを差し込んでガセットを形成する角底ガセット形成工程と、を含む縦形製袋充填包装方法において、
横シール工程は、相互間に間隔が開いた中間移動位置まで一対の横シールブロックを閉じ方向に移動させる中間移動工程と、中間移動位置で一対の横シールブロックを一時停止させる停止工程と、当該停止工程の後、一対の横シールブロックを閉じ方向へ更に移動させて包装フィルムを挟み込み横シールする横シール完了工程と、を含み、
中間移動位置では、一対の三角折込みガイドにより包装フィルムに角底を形成可能な間隔まで一対の横シールブロックを相互に接近させ、
角底ガセット形成工程は、中間移動工程において開始し横シール完了工程までの間に行うことを特徴とする。
【0008】
かかる方法によれば、包装フィルムを横シールする横シール工程において、一対の横シールブロックが一対の三角折込みガイドにより包装フィルムに角底を形成可能な中間移動位置で一時停止する停止工程を行うため、包装フィルム内にある被包装物が舞い上がっても、この停止中に落下させることができ、さらに包装袋に角底を形成することができる。これにより停止工程後に、一対の横シールブロックが包装フィルムを挟み込んでも、舞い上がった被包装物を噛み込むことがなく綺麗にシールすることができ、気体漏れ等がない高品質な包装袋を安定的に製造することができる。
【0009】
また、被包装物の舞い上がりを防止するための遮断部材等を用いる必要がないため、縦形製袋充填包装方法を実施する包装機の製造コストを軽減することができる。
さらに、包装フィルム内の被包装物の上部に空間を作る必要がなくなるため、被包装物を横シールされる部位の近傍まで充填することができる。よって、包装袋に使用する包装フィルムを少なくすることで省資源化を実現でき、且つ包装フィルム内の空気を減少させて酸化しやすい被包装物の持ちを長くすることできる。
【0010】
また、ガセット角底形成工程は、中間移動工程から停止工程までの間に行う構成とすることができる。このように中間移動工程から停止工程までの間に、ガセット角底形成工程を行うことで、一対の横シールブロックが横シール完了工程を実施するときには、包装フィルムに三角折り込みガイドや垂直折込みガイドを差し込む必要がなくなる。したがって、横シールする包装フィルムに対して、各ガイドが余計な負荷をかけて包装フィルムを損傷させることがなく、いっそう綺麗にシールすることができる。
【0011】
ここで、上述した縦形製袋充填包装方法を実施する縦形製袋充填包装機として、
一対の横シールブロックと、一対の三角折り込みガイドと、一対の垂直折込みガイドと、
一対の横シールブロックを駆動する主駆動手段と、
一対の三角折り込みガイドおよび一対の垂直折込みガイドを一体に駆動するガイド駆動手段と、を備え、
さらに、主駆動手段とガイド駆動手段とを連動して、横シール工程と角底ガセット形成工程を実施する制御手段を備えた構成とすることができる。
【0012】
このように縦形製袋充填包装機は、制御手段によって、横シール工程における一対の横シールブロックの駆動と、角底ガセット形成工程における三角折り込みガイドおよび垂直折込みガイドの駆動を連動させることができる。これにより、一対の横シールブロックが中間移動位置で停止工程を実施すると、三角折り込みガイドおよび垂直折込みガイドも停止し、包装フィルムに角底およびガセットを容易に形成することができる。さらに、形成後は、例えば横シール完了工程の前にガイド駆動手段を駆動して各ガイドを待避させることで、包装フィルムを横シールするときに各ガイドが存在しなくなり、一対の横シールブロックによってスムーズに横シールすることができる。
【0013】
また、制御手段は、一対の横シールブロックの中間移動位置を設定する設定入力手段を備え、中間移動工程において主駆動手段を駆動して、一対の横シールブロックを設定した中間移動位置に配置することができる。
【0014】
かかる構成によれば、一対の横シールブロックの中間移動位置は、設定入力手段によって自由に設定される。このため、包装フィルム内に充填する被包装物の種類や充填量、および停止時間等に応じて、一対の横シールブロックを適切な位置に停止させることができ、舞い上がった被包装物を効率的に落下させることができる。
【発明の効果】
【0015】
以上、本発明によれば、一対の横シールブロックが、任意の間隔が開いた中間移動位置で一時停止する停止工程を行うため、包装フィルム内で舞い上がった被包装物を停止工程中に落下させて、横シールにおける被包装物の噛み込みを抑止することができ、その結果、高品質な包装袋を安定的に製造することができる。
【図面の簡単な説明】
【0016】
【図1】本実施形態に係る縦形製袋充填包装機の全体構成を概略的に示す斜視図である。
【図2】本実施形態に係る縦形製袋充填包装機の主駆動装置およびガイド駆動装置を示す平面図である。
【図3】図2の主駆動装置およびガイド駆動装置の側面図である。
【図4】本実施形態に係る縦形製袋充填包装機の制御系のブロック図である。
【図5】本実施形態に係る縦形製袋充填包装機における横シールのフローを順に示す概略図であり、(a)(c)(e)(g)は側面図、(b)(d)(f)(h)は、(a)(c)(e)(g)それぞれのZ−Z線矢視図である。
【発明を実施するための形態】
【0017】
以下、この発明の実施の形態について図面を参照して詳細に説明する。
図1は、本実施形態に係る縦形製袋充填包装機の全体構成を概略的に示す斜視図である。
本実施形態では、縦形製袋充填包装機によって上述した縦形製袋充填包装方法を実施している。図1に示すように、この縦形製袋充填包装機は、リール1、フォーマ2、製袋チューブ3、繰出しベルト4、縦シーラ5、横シーラ6(第1ヒータブロック6a、第2ヒータブロック6b)を含む構成である。帯状の包装フィルムFは、リール1から引き出された後、フォーマ2、製袋チューブ3、縦シーラ5を通過しつつ筒状に製袋され、繰出しベルト4によって製袋チューブ3の下方に繰り出される。筒状の包装フィルムFは、この繰り出しにおいて角筒形状に形成してある製袋チューブ3の下端を通過することで、角筒状に成形される。
【0018】
さらに、製袋チューブ3の下方には横シーラ6が設けてある。横シーラ6は、一対の横シールブロックとして、包装フィルムFの搬送経路を挟んで第1ヒータブロック6a、第2ヒータブロック6bを備えている。横シーラ6は、横シール工程を実施するように駆動制御され、角筒状に成形された包装フィルムFを幅方向に挟み込んで周期的に横シールする。そして横シール時にブロック内のカッター(図示せず)によって中央から切断することにより、上下にトップシール101およびボトムシール102を有した包装袋100を形成する。
【0019】
角筒状の包装フィルムFは、一度目の横シールでボトムシール102が形成され、その後製袋チューブ3内から包装フィルムF内に被包装物Aが充填されつつ下方に繰り出される。ここで、本実施形態において包装袋100に充填される被包装物Aは、重量が比較的軽い粉粒体である。包装フィルムFを所定量繰り出した後は、二度目の横シールでトップシール101が形成され、包装袋100として製造される。なお、前回の包装袋100のトップシール101と次回の包装袋100のボトムシール102は同時に横シールされる。
【0020】
また、本実施形態ではガセット角底工程を実施しており、包装袋100が角底およびガセット付きの包装袋に形成される。縦形製袋充填包装機は、包装袋100に角底103を形成する構成として、製袋チューブ3と横シーラ6の間に、包装フィルムFの搬送経路を挟んで対向する一対の三角折込みガイド10を備えている。一対の三角折込みガイド10は、先端が略二等辺三角形状に形成してあり、互いの頂部が、角筒状の包装フィルムFの側面中央部分にちょうど対向するように配設されている。一対の三角折込みガイド10は、横シーラ6の開閉直交方向に近接および離間移動する。
【0021】
一対の三角折込みガイド10は、横シーラ6が横シールする際の前進に連動して移動し、包装フィルムFの両側方に水平に差し込まれる。これにより、包装フィルムは両側方が三角形状に折り込まれていき、ボトムシール102の直上に角底103が成形される。
【0022】
また、縦形製袋充填包装機は、包装袋100の上部にガセット104を形成する構成として、横シーラ6の下方位置に、包装フィルムFの搬送経路を挟んで対向する一対の垂直折込みガイド20を備えている。一対の垂直折込みガイド20は、平板状の部材であり、互いの縁部が、角筒状の包装フィルムFの側面中央部分にちょうど対向するように配設されている。一対の垂直折込みガイド20は、三角折込みガイド10と同様に横シーラ6の開閉直交方向に近接および離間移動する。
【0023】
一対の垂直折込みガイド20は、一対の三角折込みガイド10とともに横シーラ6が横シールする際の前進に連動して移動し、包装フィルムFの両側方に差し込まれる。これにより、包装フィルムFは両側方が縦方向に折り込まれていき、トップシール101の下方にガセット104が成形される。
【0024】
さらに、縦形製袋充填包装機は、図1に示すように横シーラ6の直下に、当該横シーラ6と同じ幅方向に延びる一対の気体抜き部材30が設けてある。気体抜き部材30は、一対の垂直折込みガイド20が差し込まれる包装フィルムFの高さ領域にあり、横シーラ6とともに垂直折込みガイド20の差し込み方向と直交するように開閉移動する。この気体抜き部材30は、スポンジ等の比較的形状の変形が容易な材質からなり、対向面の下方側が傾斜面31として形成されている。気体抜き部材30は、横シーラ6による横シール時に、垂直折込みガイド20の差し込み方向と直交する前後方向から包装フィルムFを押圧する。
【0025】
この気体抜き部材30は、角筒状の包装フィルムFを押圧することで、傾斜面31に沿って包装袋100の上部を変形させる。これにより包装フィルムFの両側方に差し込まれる一対の垂直折込みガイド20と協働して、ガセット104を形成する。また包装フィルムFを前後方向から押圧することで、包装フィルムF内に存在する気体を容易に抜くことができる。
【0026】
〔主駆動装置およびガイド駆動装置の構成〕
図2は、本実施形態に係る縦形製袋充填包装機の主駆動装置およびガイド駆動装置を示す平面図であり、図3は、図2の主駆動装置およびガイド駆動装置の側面図であり、図4は、同じく縦形製袋充填包装機の制御系のブロック図である。
次に、図2、図3を参照して主駆動装置およびガイド駆動装置の構成について説明する。角底およびガセット付きの包装袋100の形成は、横シーラ6が角筒状の包装フィルムFの前後側を挟んで、包装フィルムFを閉じ方向に変形させる動作に連動して行われる。このため、一対の三角折り込みガイド10および垂直折込みガイド20を一体に駆動するガイド駆動装置(ガイド駆動手段)50は、横シーラ6を駆動する主駆動装置(主駆動手段)40と連動するように構成されている。
【0027】
主駆動装置40は、駆動源41の回転を駆動制御することで、リンク等を介して第1ヒータブラケット43および第2ヒータブラケット45を開閉移動させる。第1、第2ヒータブロック6a、6bは、これら各ヒータブラケット43、45の開閉移動により横シールを行う。
【0028】
包装フィルムFの横シールは、第1、第2ヒータブロック6a、6bが開き位置Yからシール位置Xに同時に前進して、シール位置Xにおいて包装フィルムFを挟むことでなされる。横シールが完了すると、第1、第2ヒータブロック6a、6bはシール位置Xから同時に後退して、開き位置Yに復帰することとなる。
【0029】
また、本実施形態の主駆動装置40は、中間移動工程、停止工程、横シール完了工程を含む横シール工程を実施する構成となっており、各工程に応じて第1、第2ヒータブロック6a、6bの閉じ方向の移動を制御している。これら各工程については後述する。
【0030】
一方、ガイド駆動装置50は、図2、3に示すように、アングル51、シリンダ52、移動ブラケット53、第1支持部材56、第2支持部材57、エアバルブ58を含み、さらに横シーラ6の前進に応じた連動機構を構成するカムローラ54、板カム55を備え、角筒状の包装フィルムFの両側方側に一対設置されている。なお、本記載では、片側のガイド駆動装置50について詳述していくこととする。
【0031】
シリンダ52は、可動部を、包装フィルムFに近接する前進方向と、包装フィルムFから離間する退避方向とに移動制御する。可動部の移動は、エア供給源(図示せず)に接続したエアバルブ58から設定タイミング毎に供給されるエアによってなされる。また可動部の移動方向は、エアの供給方法を前進用または退避用に切り換えることで変更される。
【0032】
移動ブラケット53は、シリンダ52の可動部に対して取り付けられており、この移動ブラケット53には、カムローラ54、第1支持部材56、第2支持部材57が取り付けられている。カムローラ54は、移動ブラケット53の上方に回転自在に取り付けられている。
【0033】
また、第1支持部材56は、移動ブラケット53の上面に固定され、三角折込みガイド10が先端部に取り付けられている。三角折込みガイド10は、この第1支持部材56によって第1、第2ヒータブロック6a、6bの上面より僅かに高い位置に配置される(図3参照)。第2支持部材57は、移動ブラケット53の下部に固定され、垂直折込みガイド20が先端部に取り付けられている。垂直折込みガイド20は、この第2支持部材57によって第1、第2ヒータブロック6a、6bの下面より低い位置に配置される。
【0034】
カムローラ54、三角折込みガイド10、垂直折込みガイド20は、移動ブラケット53が取り付けられた可動部の前進によって対向する同構成と互いに近接し、可動部の待避によって対向する同構成と互いに離間する。この近接時に、三角折込みガイド10および垂直折込みガイド20が角筒状の包装フィルムFの側方に差し込まれる。
【0035】
また、主駆動装置40の第1ヒータブラケット43の上面には、カムローラ54と同一平面上となるように高さ位置が調整された状態で、板カム55が取り付けられている。この板カム55は、シール位置Xの方向に延びるとともに、途中から開き方向に所定角度湾曲して形成されている。板カム55は、第1ヒータブラケット43が駆動源41に近接した状態(第1ヒータブロック6aの開き位置Y)において、カムローラ54を越えた位置まで延在している(図2参照)。これにより板カム55は、カムローラ54の前進を規制する構成となっている。
なお、板カム55は、図示しない長孔を有しており、第1ヒータブラケット43との位置が調整可能となっている。
【0036】
ガイド駆動装置50は、ガセット角底形成工程において、設定タイミングに従ってエアバルブ58からシリンダ52の可動部を前進させるエアが供給され、移動ブラケット53を前進させようとするが、対向する板カム55によりカムローラ54が移動規制される。このため、第1ヒータブロック6aが開き位置Yにある状態では、三角折込みガイド10および垂直折込みガイド20の前進が待機状態となる。
【0037】
この状態から、駆動源41により第1ヒータブラケット43がシール位置Xに向かって前進すると、同時に板カム55も前進する。このため、待機状態となっていた移動ブラケット53は、カムローラ54が板カム55の傾斜にしたがって案内されつつ、前進を開始し、これにより垂直折込みガイド20および三角折込みガイド10を前進させる。そして三角折込みガイド10が角筒状の包装フィルムFの側方に差し込まれ、角底103を形成し、垂直折込みガイド20が、角筒状の包装フィルムFの側方に差し込まれ、ガセット104を形成する。
【0038】
包装フィルムFに角底103およびガセット104を形成した後は、設定タイミングに従ってエアバルブ58からシリンダ52の可動部を退避させるエアが供給される。これにより移動ブラケット53が退避し、垂直折込みガイド20および三角折込みガイド10も退避する。このようにガセット角底形成工程は横シーラ6の移動と連動して実施される。
【0039】
また、縦形製袋充填包装機は、図4に示すように、主駆動装置40の駆動源41、ガイド駆動装置50のエアバルブ58に接続する制御装置(制御手段)60を備えている。制御装置60には、設定パネル(設定入力手段)61が接続されており、この設定パネル61を介して、角底およびガセット付きの包装袋100を製袋する各種設定が入力される。さらに制御装置60は、包装フィルムFを繰り出す繰出しベルト4や被包装物Aを充填する充填機構等(図示せず)にも接続されている。
縦形製袋充填包装機は、この制御装置60によって、包装フィルムFの繰り出し、被包装物Aの充填、横シール工程、角底ガセット形成工程等を連動して動作させる構成となっている。
【0040】
〔横シール工程およびガセット角底形成工程の動作〕
次に、角底およびガセット付きの包装袋を製袋する縦形製袋充填包装方法の横シール工程と、この横シール工程に応じたガセット角底形成工程の動作について説明する。
図5は、本実施形態に係る縦形製袋充填包装機における横シールのフローを順に示す概略図であり、(a)(c)(e)(g)は側面図、(b)(d)(f)(h)は、(a)(c)(e)(g)それぞれのZ−Z線矢視図である。
【0041】
縦形製袋充填包装機は、図5(a)(b)に示すように、この包装フィルムFに被包装物(粉粒体)Aを充填するとともに、包装フィルムFを所定量下方に繰り出した後、横シール工程の中間移動工程を実施する。
【0042】
中間移動工程では、図5(c)に示すように、駆動源41を駆動して第1、第2ヒータブロック6a、6bおよび気体抜き部材30を閉じ方向に移動し、包装フィルムFを前後方向から挟んで押圧していく。また、第1、第2ヒータブロック6a、6bの移動にともなって、カムローラ54が板カム55に案内されることとなり、待機していた一対の三角折込みガイド10および垂直折込みガイド20がそれぞれ前進し、包装フィルムFの両側方を折り込んでいく(図5(d)参照)。これにより包装フィルムFは、被包装物Aの上面にある体積が減少していき、内部に入っていた空気が開口方向(上方)に抜けていく。このため、空気の抜けとともに充填されていた被包装物Aが舞い上がる。
【0043】
第1、第2ヒータブロック6a、6bが中間移動位置まで移動すると中間移動工程を終了する。そして、図5(e)に示すように、この中間移動位置で第1、第2ヒータブロック6a、6bを一時停止させる停止工程を実施する。この一時停止中に、舞い上がっていた被包装物Aは落下していく。
【0044】
なお、第1、第2ヒータブロック6a、6bの中間移動位置は、包装フィルムF内に充填する被包装物Aの種類や充填量、および停止時間に応じて、作業者が自由に設定することができる。作業者は、設定パネル61によって、第1、第2ヒータブロック6a、6bの相互間の間隔を入力し中間移動位置を設定する。制御装置60は、入力された設定に従って駆動源41を駆動し、第1、第2ヒータブロック6a、6bを中間移動位置に適切に移動させて停止する。これにより、舞い上がった被包装物Aを効率的に落下させることができる。
【0045】
この停止工程では、第1、第2ヒータブロック6a、6bの一時停止にともなって、板カム55によるカムローラ54の案内も停止し、一対の三角折込みガイド10および垂直折込みガイド20の差し込みも停止する。ここで、中間移動位置は、第1、第2ヒータブロック6a、6bの相互間の間隔として、包装フィルムFに差し込まれる一対の三角折込みガイド10が、角底103を形成できる間隔に設定されている(図5(f)参照)。よって、包装フィルムFには、一対の三角折込みガイド10が差し込まれて横シール位置の直上に角底103が形成され、同時に一対の垂直折込みガイド20が差し込まれて横シール位置の下方にガセット104が形成される。
【0046】
第1、第2ヒータブロック6a、6bを中間移動位置で所定時間停止すると、停止工程を終了して横シール完了工程を実施する。停止工程を終了した段階では、一対の三角折込みガイド10および垂直折込みガイド20が、角底103およびガセット104の形成を完了したことになる。このため、図5(h)に示すように、エアバルブ58からシリンダ52にエアを供給して可動部を駆動し、一対の三角折込みガイド10および垂直折込みガイド20を元の位置に退避させる。
なお、角底103およびガセット104の形成は、第1、第2ヒータブロック6a、6bによる包装フィルムFの挟み込みと同時に、一対の三角折込みガイド10および垂直折込みガイド20を包装フィルムFに差し込むことでなされるため、中間移動工程の終了とともに各ガイド10、20を待避させてもよい。
【0047】
横シール完了工程では、図5(g)に示すように、第1、第2ヒータブロック6a、6bを閉じ方向へ更に移動させて包装フィルムFを挟み込み、横シールする。第1、第2ヒータブロック6a、6bが包装フィルムFを横シールするときには、三角折り込みガイド10や垂直折込みガイド20が既に待避しており、包装フィルムFに差し込まれていないことになる。このため、各ガイド10、20が包装フィルムFに対して余計な負荷をかけて、ピンホールなどの損傷を負わせることがなく、第1、第2ヒータブロック6a、6bが包装フィルムFをスムーズに横シールすることができる。
【0048】
横シール完了工程では、包装フィルムFが、第1、第2ヒータブロック6a、6bによる横シールとともにカッターによって切断され、横シーラ6の下側に角底およびガセット付きの包装袋100が形成される。一方、上側の包装フィルムFはボトムシール102及び角底103が形成された状態となる。
【0049】
この横シール完了工程おいては、先の停止工程によって舞い上がった被包装物Aが既に落下していることで、第1、第2ヒータブロック6a、6bは被包装物Aを噛み込まずに、包装フィルムFを挟み込むことができる。したがって、縦形製袋充填包装機は、綺麗に横シールされた角底およびガセット付きの包装袋100を製造することができる。
【0050】
このように縦形製袋充填包装機は、本縦形製袋充填包装方法を実施することで、包装フィルムFを横シールしたときの被包装物Aの噛み込みを抑止し、気体漏れ等がない高品質な包装袋100を安定的に製造することができる。これにより、包装フィルムF内の被包装物Aの上部に空間を作る必要がなくなり、被包装物Aをトップシール101近傍まで充填することができる。よって、包装袋100に使用する包装フィルムFを少なくすることで省資源化を実現でき、且つ包装フィルムF内の空気を減少させて酸化しやすい被包装物Aの持ちを長くすることできる。
また、縦形製袋充填包装機は、被包装物Aの舞い上がりを防止するための遮断部材等を用いる必要がないため、製造コストを軽減することができる。
【0051】
〔実施例〕
なお、本実施形態では、中間移動位置を設定するために複数回の実験を実施した。実験の結果、第1、第2ヒータブロック6a、6bの相互間の間隔として5mm乃至8mmとした場合に、舞い上がった被包装物Aが確実に落下するとともに、包装フィルムFに明瞭な角底103を形成することができた。
【0052】
また、本発明は上述した実施形態に限定されるものではなく、種々の変形例及び応用例を適用することができる。例えば、本実施形態では、一対の三角折込みガイド10および垂直折込みガイド20を横シール完了工程の前に待避する構成としたが、包装フィルムFが損傷しにくい材質等の場合は、横シール完了工程における第1、第2ヒータブロック6a、6bの横シール位置Xまでの移動にともなって、一対の三角折込みガイド10および垂直折込みガイド20をさらに差し込む構成としてもよい。このように一対の三角折込みガイド10および垂直折込みガイド20をさらに差し込むことで、角底103およびガセット104をより綺麗に形成することができる。
【符号の説明】
【0053】
1:リール、2:フォーマ、3:製袋チューブ、4:繰出しベルト、5:縦シーラ、6:横シーラ、6a:第1ヒータブロック、6b:第2ヒータブロック
10:三角折込みガイド、
20:垂直折込みガイド、
30:気体抜き部材、31:傾斜面、
40:主駆動装置(主駆動手段)、41:駆動源、43:第1ヒータブラケット、45:第2ヒータブラケット、
50:ガイド駆動装置(ガイド駆動手段)、51:アングル、52:シリンダ、53:移動ブラケット、54:カムローラ、55:板カム、56:第1支持部材、57:第2支持部材、58:エアバルブ、
60:制御装置、61:設定パネル(設定入力手段)、
100:包装袋、101:トップシール、102:ボトムシール、103:角底、104:ガセット、
A:被包装物、F:包装フィルム、X:シール位置、Y:開き位置
【特許請求の範囲】
【請求項1】
筒状に成形された包装フィルムを一対の横シールブロックで挟み込んで横シールする横シール工程と、
包装フィルムにおける前記横シールされる部位の直上部分に一対の三角折込みガイドを差し込んで角底を形成するとともに、当該横シールされる部位の下方部分に一対の垂直折込みガイドを差し込んでガセットを形成する角底ガセット形成工程と、を含む縦形製袋充填包装方法において、
前記横シール工程は、相互間に間隔が開いた中間移動位置まで前記一対の横シールブロックを閉じ方向に移動させる中間移動工程と、前記中間移動位置で前記一対の横シールブロックを一時停止させる停止工程と、当該停止工程の後、前記一対の横シールブロックを閉じ方向へ更に移動させて前記包装フィルムを挟み込み横シールする横シール完了工程と、を含み、
前記中間移動位置では、前記一対の三角折込みガイドにより包装フィルムに角底を形成可能な間隔まで前記一対の横シールブロックを相互に接近させ、
前記角底ガセット形成工程は、前記中間移動工程において開始し前記横シール完了工程までの間に行うことを特徴とする縦形製袋充填包装方法。
【請求項2】
前記角底ガセット形成工程は、前記中間移動工程から前記停止工程までの間に行うことを特徴とする請求項1の縦形製袋充填包装方法。
【請求項3】
請求項1または2の縦形製袋充填包装方法を実施する縦形製袋充填包装機であって、
前記一対の横シールブロックと、前記一対の三角折り込みガイドと、前記一対の垂直折込みガイドと、
前記一対の横シールブロックを駆動する主駆動手段と、
前記一対の三角折り込みガイドおよび前記一対の垂直折込みガイドを一体に駆動するガイド駆動手段と、を備え、
さらに、前記主駆動手段と前記ガイド駆動手段とを連動して、前記横シール工程と前記角底ガセット形成工程を実施する制御手段を備えることを特徴とする縦形製袋充填包装機。
【請求項4】
前記制御手段は、前記一対の横シールブロックの中間移動位置を設定する設定入力手段を備え、前記中間移動工程において前記主駆動手段を駆動して、前記一対の横シールブロックを設定した中間移動位置に配置することを特徴とする請求項3の縦形製袋充填包装機。
【請求項1】
筒状に成形された包装フィルムを一対の横シールブロックで挟み込んで横シールする横シール工程と、
包装フィルムにおける前記横シールされる部位の直上部分に一対の三角折込みガイドを差し込んで角底を形成するとともに、当該横シールされる部位の下方部分に一対の垂直折込みガイドを差し込んでガセットを形成する角底ガセット形成工程と、を含む縦形製袋充填包装方法において、
前記横シール工程は、相互間に間隔が開いた中間移動位置まで前記一対の横シールブロックを閉じ方向に移動させる中間移動工程と、前記中間移動位置で前記一対の横シールブロックを一時停止させる停止工程と、当該停止工程の後、前記一対の横シールブロックを閉じ方向へ更に移動させて前記包装フィルムを挟み込み横シールする横シール完了工程と、を含み、
前記中間移動位置では、前記一対の三角折込みガイドにより包装フィルムに角底を形成可能な間隔まで前記一対の横シールブロックを相互に接近させ、
前記角底ガセット形成工程は、前記中間移動工程において開始し前記横シール完了工程までの間に行うことを特徴とする縦形製袋充填包装方法。
【請求項2】
前記角底ガセット形成工程は、前記中間移動工程から前記停止工程までの間に行うことを特徴とする請求項1の縦形製袋充填包装方法。
【請求項3】
請求項1または2の縦形製袋充填包装方法を実施する縦形製袋充填包装機であって、
前記一対の横シールブロックと、前記一対の三角折り込みガイドと、前記一対の垂直折込みガイドと、
前記一対の横シールブロックを駆動する主駆動手段と、
前記一対の三角折り込みガイドおよび前記一対の垂直折込みガイドを一体に駆動するガイド駆動手段と、を備え、
さらに、前記主駆動手段と前記ガイド駆動手段とを連動して、前記横シール工程と前記角底ガセット形成工程を実施する制御手段を備えることを特徴とする縦形製袋充填包装機。
【請求項4】
前記制御手段は、前記一対の横シールブロックの中間移動位置を設定する設定入力手段を備え、前記中間移動工程において前記主駆動手段を駆動して、前記一対の横シールブロックを設定した中間移動位置に配置することを特徴とする請求項3の縦形製袋充填包装機。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2010−228781(P2010−228781A)
【公開日】平成22年10月14日(2010.10.14)
【国際特許分類】
【出願番号】特願2009−78259(P2009−78259)
【出願日】平成21年3月27日(2009.3.27)
【出願人】(000151461)株式会社東京自働機械製作所 (106)
【Fターム(参考)】
【公開日】平成22年10月14日(2010.10.14)
【国際特許分類】
【出願日】平成21年3月27日(2009.3.27)
【出願人】(000151461)株式会社東京自働機械製作所 (106)
【Fターム(参考)】
[ Back to top ]