
縦糸伸縮性織布およびその製造方法
本発明は、表側と裏側を有し、非エラストマーエンドとベアエラストマーエンドとを含む縦糸伸縮性綾織物であって、非エラストマーエンド対ベアエラストマーエンドの比率が約2:1から約6:1であり、エラストマーエンドの表露出カウント2が、10ピック当たり1回を超えることがあまりなく、エラストマーエンドが表側で3ピック以下、上をフロートしている、縦糸伸縮性綾織物を提供する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、縦糸伸縮性織布、特に、ベアエラストマーエンドを含む綾織物に関する。
【背景技術】
【0002】
縦糸伸縮性織物は、日本特許公報(特許文献1)および日本特許公報(特許文献2)に開示されており、伸縮を与えるエラストマー繊維が、ナイロンやポリエステルのような非エラストマー繊維でカバーされて、複合糸を作成し、製織の前に複合糸がサイジング、乾燥および整経される。これらの作成工程が、エラストマー繊維をより高価なものとさせている。
【0003】
米国特許公報(特許文献3)には、エラストマー繊維の寄れを防ぎ、織物のピンホールを閉じるために、からみ構造へと製織する前に、スパンデックスをねじる織物が開示されている。しかしながら、からみ織物は、通常、アパレルに用いるには開放テクスチャードでありすぎ、高価である。
【0004】
英国特許公報(特許文献4)、米国特許公報(特許文献5)および非特許文献1に、エラスタンヤーンが織物の面に露出しているウエストバンドまたは包帯用の狭い縦糸伸縮性平織りが開示されている。かかる露出は、エラスタンの望ましくない「目むき」のためのアパレル織物には許されない。
【0005】
英国特許公報(特許文献5)には縦糸伸縮平織物が例証されており、スパンデックスはベアであるが、かかる織物はまた目むきも示す。
【0006】
【特許文献1】特開昭47−021274号公報
【特許文献2】特開平3−287833号公報
【特許文献3】米国特許第3,169,558号明細書
【特許文献4】英国特許第2,201,976号明細書
【特許文献5】米国特許第4,164,963号明細書
【特許文献6】英国特許第1,513,273号明細書
【特許文献7】米国特許第5,981,686号明細書
【特許文献8】米国特許第5,948,875号明細書
【特許文献9】米国特許出願第09/790422号明細書
【特許文献10】米国特許第6,216,747号明細書
【非特許文献1】リサーチディスクロージャ(Research Disclosure)25849(1985年10月)
【発明の開示】
【発明が解決しようとする課題】
【0007】
縦糸伸縮綾の改善が求められている。
【課題を解決するための手段】
【0008】
本発明は、表側と裏側を有し、非エラストマーエンドとベアエラストマーエンドとを含む縦糸伸縮性綾織物であって、
非エラストマーエンド対エラストマーエンドの比率が少なくとも約2:1であり、
非エラストマーエンド対エラストマーエンドの比率が約6:1以下であり、
エラストマーエンドの表露出カウント2が、10ピック当たり1回を超えることがあまりなく、
エラストマーエンドが表側で3ピック以下、上をフロートしている、縦糸伸縮性綾織物を提供する。
【発明を実施するための最良の形態】
【0009】
本発明は、目ぬきをほとんどまたは全く示さないベアエラストマーエンドから作成された、正則、ヘリンボーンおよび先細綾を含む縦糸伸縮綾織物を提供する。
【0010】
正則綾としては2/1、1/2、1/3および2/2綾を挙げることができる。平面に追加のリフトが加えられた修正綾もまた本発明の範囲内である。かかる織物は、寄れの少ないベアエラストマーエンドで作成できることも意外であった。というのは、平織および同様の構造に独特な縦糸横繊維(それぞれエンドとピック)の頻繁な製織が、寄れを制御するには必要であると考えられていたからである。
【0011】
本明細書において、「ベアエラストマーエンド」とは、圧着から独立して100%を超える破断点伸びを有し、長さを2倍伸張し、1分間保持した後緩めると、緩めた後1分以内に元の長さの1.5倍未満まで縮む、希釈剤を含まない、縦糸方向のカバーされていない連続フィラメント(任意で、合体したマルチフィラメント)または複数のフィラメントのことを意味する。かかるフィラメントとしては、ゴムフィラメント、スパンデックス、二成分フィラメントおよびエラストマーが挙げられるがこれらに限られるものではない。
【0012】
「スパンデックス」とは、フィラメント形成物質が少なくとも85重量%のセグメントポリウレタンから構成される長鎖合成ポリマーである製造されたフィラメントのことを意味する。
【0013】
「エラストマー」とは、繊維形成物質が少なくとも50重量%の脂肪族ポリエーテルと少なくとも35重量%のポリエステルから構成される長鎖合成ポリマーである製造されたフィラメントのことを意味する。「二成分フィラメント」とは、例えば、エラストマーポリエーテルアミドコアとローブまたはウィングを備えたポリアミドシースという異なる一般部類のポリマーである、フィラメントの長さに沿って互いに接合した少なくとも2種類のポリマーを含む連続フィラメントのことを意味する。
【0014】
「目むき」は、織物において、ベアエラストマーフィラメントの目視される露出を説明するのに用いる用語である。目むきは、望ましくないぎらつきを示す恐れがある。選択しなければならない場合、表側が低目むきの方が、裏側が低目むきであるより望ましい。
【0015】
本発明の綾織物は、非エラストマーエンドとベアエラストマーエンドとを含んでいる。ピックはエラストマーまたは非エラストマーとすることができる。エンドおよびピックは、エラストマーおよび非エラストマーヤーンおよびフィラメントのうち1つまたは複数のタイプとすることができる。非エラストマー対エラストマーエンドの比率は、一般的に、少なくとも約2:1、通常、約6:1以下、好ましくは少なくとも約3:1、約4:1以下である。比率が低すぎると、エラストマーエンドは、織物表面に過剰に露出されて、目視、触感、美観上望ましくなくなる。比率が高すぎると、織物の伸縮−回復特性が低くなり望ましくない。
【0016】
エラストマーエンドは、織物の表側で3ピック以下、好ましくは2ピック以下、上をフロートしている。エラストマーエンドはまた、好ましくは3ピック以下、より好ましくは2ピック以下裏側でピックの上をフロートしている。エラストマーエンドのフロートが長すぎると、織物は不均一な表面となり、目ぬきが許容できなくなる恐れがある。ベアエラストマーエンドがねじれている必要はない。スナッギングを減じるために、各ピックは表側で5エンド以下、上をフロートしているのが好ましい。
【0017】
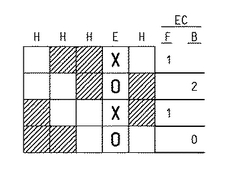
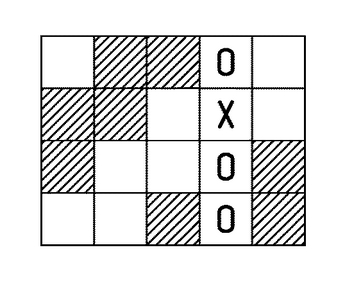
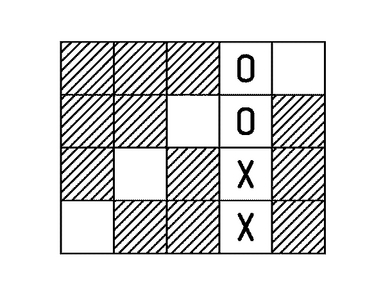
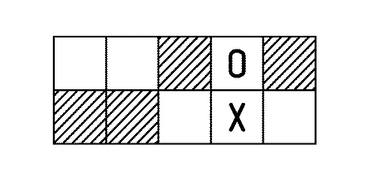
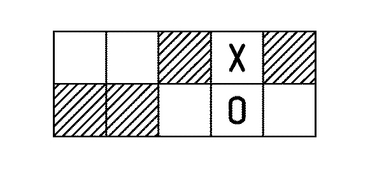
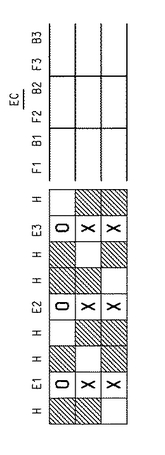
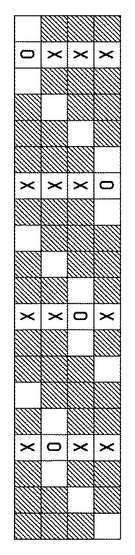
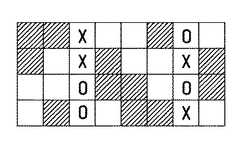
「エラストマーエンドの露出カウント」とは、エラストマーエンドに比べた、与えられたピックでのピックヤーンまたは連続フィラメントの逆側にある各エラストマーエンドに近接する非エラストマーエンドの数のことである。カウントは、エラストマーエンドが当該のピックで前にあるか後ろにあるかに応じて、織物の前または後について可能であり、ゼロ、1または2の整数である。織物の面を観察すると、エラストマーエンドの表露出カウントを行える。裏についても同様である。例えば、図1に示すリフト案において、4つの非エラストマーエンドが、1本のベアエラストマーヤーンエンドに織り込まれた2/2綾パターンで示されている。「H」は、非エラストマー(「硬」)エンドを示し、「E」はベアエラストマーエンドを示す。「EC」は露出カウントの略であり、「F」は表側、「B」は裏側である。図面にある塗潰した四角形はピック上を通過する非エラストマーエンドを示し、中抜き四角形はピック下を通過する非エラストマーエンドを示し、「X」はピック上を通過するベアエラストマーエンドを示し、「O」はピック下を通過するベアエラストマーエンドを示す。数は、各ピックについてのエラストマーエンドの露出カウントを示す。パターン繰り返しの第1のピックで、ベアエラストマーエンドは織物の表側にあり、1つの近接する非エラストマーエンドは織物の裏側にあるため、そのピックについてのエラストマーエンドの表露出カウントは1である。第2のピックで、ベアエラストマーエンドは裏側にあり、両方の近接する非エラストマーエンドは前にあるため、裏露出カウントは2である。第3のピックで、ベアエラストマーエンドは表にあり、1つの近接する非エラストマーエンドは裏にあるため、そのピックについてのエラストマーエンドの表露出カウントは1である。第4およびパターン繰り返しの最後のピックで、両方の近接する非エラストマーエンドのように、エラストマーエンドは裏にあるため、エラストマーエンドの裏露出カウントはゼロである。
【0018】
本発明の織物のエラストマーエンドの面露出カウント2は10ピック毎に1回を超えることがあまりない。織物の表露出カウントはパターン繰り返しにおいて1以下であり、より好ましくは表露出カウントはパターン繰り返しにおいてゼロである。エラストマーエンドが前側のときは、少なくとも1つの近接する非エラストマーエンドが表側で少なくとも2ピックの上をフロートする。10ピック当たり1回を超える頻度で表露出カウントが2のときは、表のベアエラストマーフィラメントの目むきが許容できないほど高くなる。2または3ピックの上をエラストマーエンドがフロートするときはとりわけである。更に、織物のエラストマーエンドの裏露出カウントは1以下であるのが好ましい。
【0019】
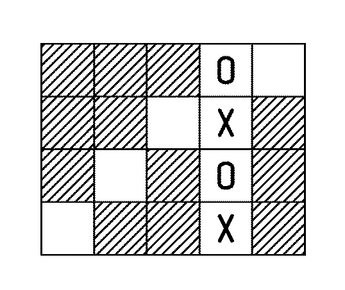
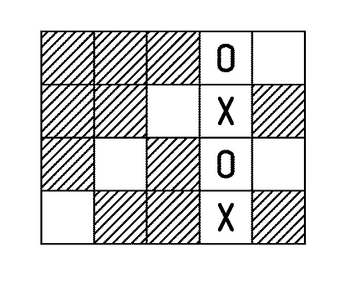
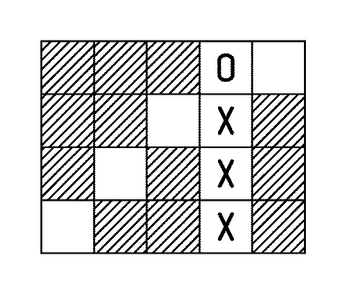
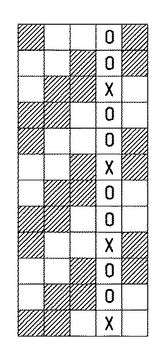
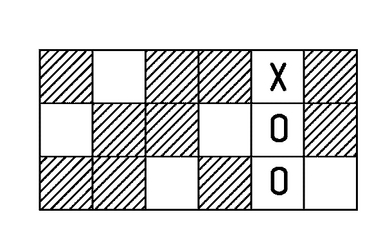
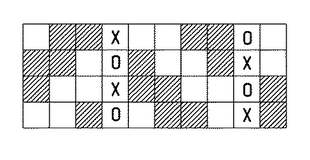
図面に、製織リフト案を例証してある。それぞれ、単一パターン繰り返しを示している。図1については既に説明した。エラストマーエンドが様々に製織された2/2綾についてのリフト案である図2、3、4および5の案を用いて作成した織物の特徴は、以下の実施例にある。エラストマーエンドが様々に製織された3/1綾(図9の場合は1/3綾)についてのリフト案である図6、6A、7、8および9の案を用いて作成した織物の特徴も、以下の実施例にある。図10は、1/2/2/3綾についてのリフト案であり、実施例9に記載されている。図11、12、13および14は、エラストマーエンドが製織される平および横リブ織物についての比較案であり、これらのリフト案に従って作成された織物の特徴をまた実施例で説明する。
【0020】
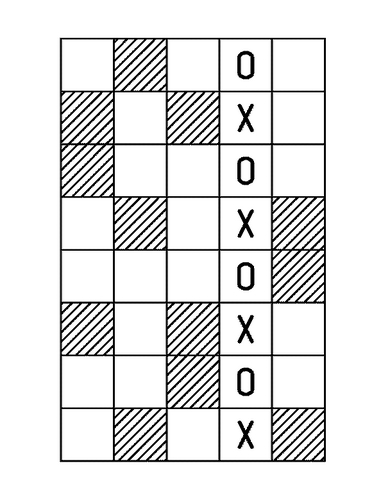
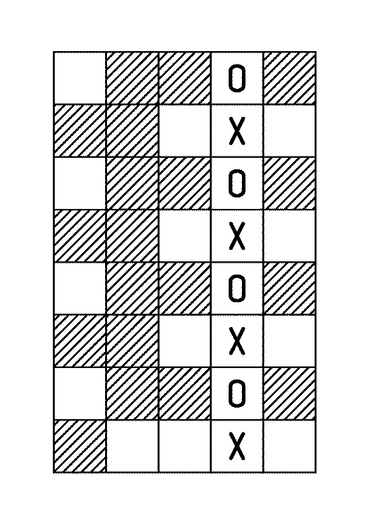
図15は、繰り返しにある3つのベアエラストマーエンドが互いにオフセットでない本発明の1/2綾のリフト案である。「E1」、「E2」および「E3」と示された繰り返しにある3つのベアエラストマーエンドはそれぞれ、異なる露出カウントパターンを有している。「F1」はエラストマーエンドの表露出カウントであり、「B1」は第1のエラストマーエンド「E1」についてのエラストマーエンドの裏露出カウントであり、以下も同様である。非エラストマー対エラストマーエンドの比率は2:1であり、最大のエラストマーエンドの表露出カウントは1であり、エラストマーエンドは表側で最大2つのピックおよび裏側で1つのピックの上にフロートし、最大ピックフロートは4である。
【0021】
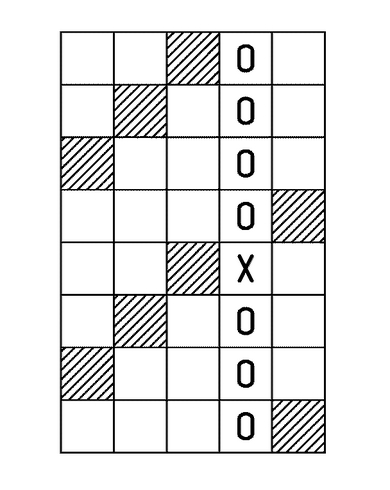
図16は、ベアエラストマーエンドのリフトが繰り返しの中でオフセットである本発明の修正3/1綾のリフト案である。全ベアエラストマーエンドの露出カウントはこの織物ではゼロであり、非エラストマー対ベアエラストマーエンドの比率は4:1であり、エラストマーエンドは、最大で3つのピックの上をフロートし、最大のピックフロートは5である。
【0022】
図17は、非エラストマー対ベアエラストマーエンドの比率が4:1である本発明の2/2ヘリンボーン綾のリフト案である。エラストマーエンドの表露出カウント2は、12ピック毎に1回のみ生じ、エラストマーエンドは2ピックまで上をフロートする。
【0023】
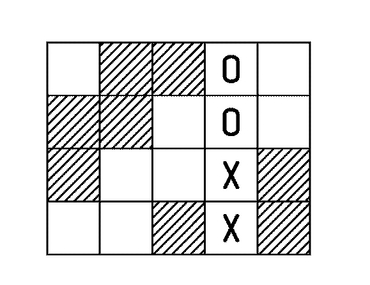
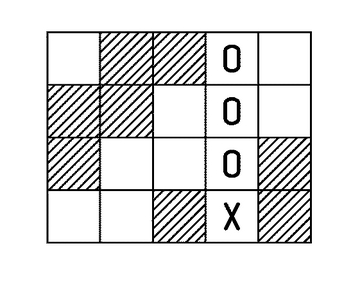
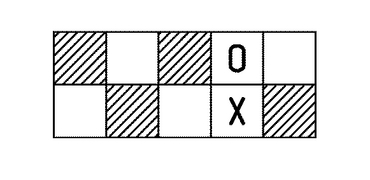
図18は、非エラストマー対ベアエラストマーエンドの比率が5:1である本発明の2/1綾のリフト案である。最大エラストマーエンドの表露出カウントはゼロであり、エラストマーエンドは表側で1ピックの上を「フロート」し、最大ピックフロートは5である。
【0024】
図19は、非エラストマー対ベアエラストマーエンドの比率が4:1である本発明の2/2綾のリフト案である。最大エラストマーエンドの表露出カウントは1であり、エラストマーエンドは表側で1ピックの上を「フロート」し、最大ピックフロートは3であり、エラストマーエンドが表側にあるときは、少なくとも1つの近接する非エラストマーエンドは2ピックの上をフロートする。
【0025】
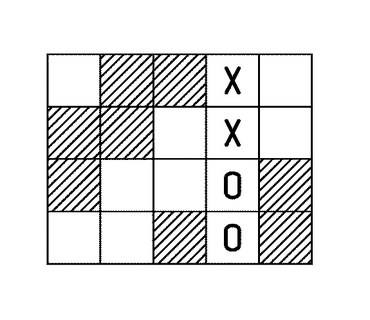
図20は、非エラストマー対ベアエラストマーエンドの比率が3:1である本発明の2/2先細綾のリフト案である。最大エラストマーエンドの表露出カウントは1であり、エラストマーエンドは2ピック以下、上をフロートし、最大ピック表フロートは3であり、エラストマーエンドが表側にあるときは、少なくとも1つの近接する非エラストマーエンドは2ピックの上をフロートする。
【0026】
本発明の織物は、仕上がり時、少なくとも約15%および約50%未満の縦糸伸縮を有しているのが好ましい。約15%未満の縦糸伸縮を有する織物は、不適切な伸縮および回復をし、約50%を超える縦糸伸縮性を有する織物は伸張または洗濯時に低回復となる恐れがある。織物の伸縮は、例えば、ピック密度のような構造の細部および/または染色、および、例えば、ヒートセットのような仕上げ条件を変更することにより調整可能である。
【0027】
本発明の織物は単一方向(縦)伸縮または二方向(縦と横)伸縮とすることができる。二方向伸縮性織物において、横方向伸縮もまた少なくとも約15%であるのが好ましい。織物は、織物の総重量を基準にして、約1〜10wt%、一般的には約1.5〜5wt%のエラストマーエンドとすることができる。
【0028】
エラストマーエンドの寄れを防ぐために、エラストマーエンドに近接する非エラストマーエンドを、エラストマーエンドの反対に製織する必要がないことを見出したのは意外であった。しかしながら、必要であれば、様々な任意の手段を採用してかかる寄れを制御することができる。かかる手段としては、エラストマーエンドと近接する非エラストマーエンドの一つのかかる「反対」製織を増やす、エラストマーエンド1/1をピックに対して製織する、衣類サイズの片に切断する前に、低エラストマーフィラメントデニールを用いて、処理において任意の点で織物をヒートセットする、および製織中エラストマーエンドドラフトを減少する(製織プロセスを損なったり、最終織物の伸縮が過剰に減じるほどには減少させない)ことが挙げられる。かかる手段を用いるとまた、織物の平坦さを改善することができる。エラストマーエンドが2または3ピック上をフロートするときはとりわけである。
【0029】
非エラストマーエンドまたはピックの性質は特に限定されるものではなく、ポリ(ヘキサメチレンアジパミド)繊維、ポリカプロラクタム繊維、ポリ(エチレンテレフタレート)繊維、ポリ(トリメチレンテレフタレート)繊維、綿、羊毛、麻、レーヨン、アセテート、リヨセル等を縦と横のいずれか、または両方に用いることができる。
【0030】
織物をヒートセットするのが望ましい場合、および比較的高いヒートセット温度に耐え得る非エラストマー繊維を用いる場合には、例えば、ポリ(ヘキサメチレンアジパミド)繊維、例えば、ライクラ(Lycra)(登録商標)T−162CまたはT−902Cのような従来のスパンデックスを用いることができる。例えば、米国特許公報(特許文献7)および米国特許公報(特許文献8)および米国特許出願(特許文献9)に開示されているような高ヒートセット効率を有するスパンデックスもまた用いることができる。ポリカプロラクタム、綿または羊毛のような非エラストマー繊維を用いるときは特に、1)スパンデックスを10−cmの枠に装着し、2)スパンデックスを1.5倍に伸張し、3)スパンデックスを175℃〜190℃に予熱したオーブンに120秒間入れ、4)スパンデックスを弛緩させて、枠を室温まで冷やし、5)枠およびスパンデックスを非イオン性洗剤を含有する沸騰水溶液に60分間浸漬し、6)枠およびスパンデックスをpH5で30分間沸騰水に入れ、7)スパンデックスを室温で乾燥し、8)スパンデックスの長さを測定し、9)ヒートセット効率を次式により計算することにより測定した際にスパンデックスが約175°〜190℃で≧80%のヒートセット効率を有するのが好ましい。
【0031】
【数1】
【0032】
エラストマーフィラメントを織機シェドの高摩擦環境に耐えるようにするために、線密度は約40〜260デニール(44〜289dtex)、より好ましくは70〜180デニール(77〜200デシテックス)であるのが好ましい。
【0033】
ベアエラストマーエンドの破断の頻度を減じるために、数多くの対策を講じることができる。綿や羊毛のような高摩擦ステープルヤーンのエラストマーを製織するときはとりわけである。例えば、エラストマーエンドは、できる限り上/下に動かないよう、第1のシャフトで延伸し、各デントにおいてできる限り多くのエラストマーエンドが織機のリードワイヤの隣に配置されのが好ましい。本発明の織物の作成に綿を用いるときは、ベアエラストマーフィラメントに沈降する風綿のレベルを減じると有利である。例えば、縦糸シートの下と上に、エンドおよびシェドの幅を超えるようにして、真空マニホルドを用いることができる。
【0034】
織機のガイドローラバーから筬打ち位置までのベアエラストマーエンドの経路は、実質的に水平で、方向変更が必要なく、エラストマーエンドは、織機テークアップにより一般的に制御される制動装置を用いることにより、実質的に一定のドラフトおよび速度で織機に供給されるのも好ましい。エラストマー縦糸をビームから供給するのに用いる送出手段は「ネガティブ」(スレッドシートを織物テークアップにより織機へと引っ張る速度を制御するのにブレーキを用いる)か「ポジティブ」(米国特許公報(特許文献10)に記載されているように、スレッドシートを制御するのに定速でモータ駆動ビーム回転を用いる)のいずれかとすることができる。ビームと織機間のエラストマー横糸スレッドシートに張力を適用し、エラストマー繊維を破断点伸びの10%〜60%、例えば、1.5倍〜6倍伸張する。例えば、140デニールのT162Cライクラ(Lycra)(登録商標)スパンデックスは、それぞれ、4グラム/エンド、7グラム/エンドおよび12グラム/エンドの張力をかけると、1.5倍、2.0倍および2.5倍伸張させることができる。
【0035】
実施例の織物の伸びを測定するために、長さ60cm、幅6.5cmの試料をセルベッジから少なくとも10cm切断した。3つの試料を、試験する各方向(縦糸および/または横糸)について切断し、試料を織物の異なる部分から選択して、2つの試料が同じヤーンを含む可能性を最小にした。長方向は、試験する伸張方向に対応していた。各試料を幅5cmまで解き、各側で略同じ数のヤーンを除去した。各試料の一端を自身に折り返してループを形成し、試料の幅を超えるようにしてシームを縫製してループを固定し、ループに0.65cmの切欠きを入れた。織物のループのないエンドから6.5cmのところに、マーク「A」を書き、マーク「A」(ループに向かって)から50cmでマーク「B」を書いた。各試料を少なくとも16時間20℃、65%の相対湿度で調湿し、マーク「A」でクランプにより垂直に吊るした。マーク「B」の位置を記し、金属ピンをループに通して、30N(6.75ポンド)の重りをループノッチから引っ掛けて金属ピンの上に置いた。各試料への重量の追加と除去を3回行った。重りをピンに4回吊るし、マーク「A」と「B」の距離を記録して、最も近いミリメートルで記録し、織物のパーセント伸びを次式から計算した。
【0036】
【数2】
【0037】
式中、Lwは、重りを付けたマーク間の長さであり、Loはマーク間の下の長さである。平均伸びを3つの試料について計算し記録した。
【0038】
実施例の織物をライト付き拡大鏡で目視検査し、半定量的目むき格付けを次のようにして割り当てた。「0」(スパンデックスは見えない)、「1」(スパンデックスが時折見える)、「2」(スパンデックスが見える)、「3」(スパンデックスが度々見える)、「4」(スパンデックスが頻繁に見える)または「5」(スパンデックスがほとんど連続的に見える)。
【0039】
特に断りのない限り、ルティ(Rueti)L−5000エアジェット織機を実施例に用いた。88エンド/インチ、合計5544エンドで150デニール/50テクスチャードフィラメントポリ(エチレンテレフタレート)繊維(ユニフィ(Unifi)製)で1つのビームを作成した。1ビーム当たり22エンド/インチおよび462エンド(合計1386エンド)で140デニール(156dtex)タイプ162Cライクラ(Lycra)(登録商標)スパンデックスの長さ21インチ(53cm)の3つのビームを重ね合わせた。非エラストマーエンド対エラストマーエンドの比率は4:1であった。特に断りのない限り、7g/エンド張力をスパンデックスエンドにかけた。全幅コームをスパンデックス送出に用いて、エンド間の交絡を防ぎ、シェドに入る直前に、円柱鋼バー(任意でシリコーン潤滑油でスプレーしたもの)を非エラストマーヤーンとスパンデックススレッドシートの間の織機に配置した。スパンデックスを第1のハーネスへと延伸した。各繰り返しパターンは1つのデントに対応していた。横糸を478ピック/分で製織した。
【0040】
実施例の各生機織物は、まず、低張力で、160°F、180°Fおよび202°F(それぞれ71℃、82℃、94℃)の熱水に3回通すことにより仕上げた。合成繊維のみを含有する織物は、湯通しして、6wt%シンサジム(Synthazyme)(登録商標)(ドゥーリーケミカルズ(Dooley Chemicals)LLC製澱粉加水分解酵素)、1wt%のルビット(Lubit)(登録商標)64および0.5wt%メルポール(Merpol)(登録商標)LFH(界面活性剤、E.I.デュポン・ドゥ・ヌムール社(E.I.du Pont de Nemours and Company)の登録商標)で160°F(71℃)で30分間予備洗浄し、続いて0.5wt%リン酸三ナトリウムを添加し、1wt%のルビット(Lubit)(登録商標)64および1wt%のメルポール(Merpol)(登録商標)LFHで110°F(43℃)で5分間洗浄し、緑、黄褐色または灰色分散染料で230°F(110℃)で30分間、pH5.2でジェット乾燥し、縦糸方向にアンダーフィードしながら、テンタ枠で380°F(193℃)で40秒間ヒートセットした。(重量パーセントは織物重量を基準にしている。)
【0041】
綿を含有する織物は、3wt%のルビット(Lubit)(登録商標)64により120°F(49℃)で10分間予備洗浄し、6wt%シンサジム(Synthazyme)(登録商標)および2wt%のメルポール(Merpol)(登録商標)LFHで160°F(71℃)で30分間湯通しし、3wt%のルビット(Lubit)(登録商標)64、0.5wt%のメルポール(Merpol)(登録商標)LFHおよび0.5wt%のリン酸三ナトリウムで180°F(82℃)で30分間洗浄し、3wt%のルビット(Lubit)(登録商標)64、15wt%の35%過酸化水素および3wt%ケイ酸ナトリウムでpH9.5で60分間、180°F(82℃)で漂白し、黄褐色、黒色または緑色分散染料で200°F(93℃)で30分間ベック染色し、アンダーフィードせずに真っ直ぐに保持するだけの十分な張力をかけて、テンタ枠で380°F(193℃)で35秒間ヒートセットした。
【0042】
より容易に目むきを求めるために、選択した試料のスパンデックスを更に酸性染料で赤色に染色してスパンデックスを強調させた。
【0043】
実施例で作成した試料のいずれについても寄れは観察されなかった。表中、「比」としたのは比較例である。
【実施例】
【0044】
(実施例1)
図1のリフト案に従って、140デニール(156デシテックス)タイプの162Cライクラ(Lycra)(登録商標)スパンデックス(E.I.デュポン・ドゥ・ヌムール社(E.I.du Pont de Nemours and Company)の登録商標)およびユニフィ社(Unifi Inc.)製150デニール(167デシテックス)テクスチャードポリ(エチレンテレフタレート)ヤーンのビームから2/2綾縦糸伸縮性織物を作成した。横糸はユニフィ(Unifi)製の140デニール(156デシテックス)、136フィラメントエアジェットテクスチャードポリ(エチレンテレフタレート)ヤーンであった。仕上がった織物(灰色に染色されたもの)において、ポリ(エチレンテレフタレート)ヤーンの縦糸密度は99エンド/in(39エンド/cm)であり、スパンデックスの縦糸密度は25エンド/in(10エンド/cm)(合計縦糸密度は124エンド/in(49エンド/cm)、ポリ(エチレンテレフタレート)ヤーンの横糸密度は105ピック/in(41ピック/cm)、秤量は6.9oz/yd2(235g/m2)および縦糸伸びは78%であった。表Iに結果をまとめてある。
【0045】
(実施例2)
実施例1と同じ縦糸および横糸を用いて、図2のリフト案に従った。仕上がった織物(灰色に染色されたもの)において、ポリ(エチレンテレフタレート)ヤーンの縦糸密度は99エンド/in(39エンド/cm)であり、スパンデックスの縦糸密度は25エンド/in(10エンド/cm)(合計縦糸密度は124エンド/in(49エンド/cm)、ポリ(エチレンテレフタレート)ヤーンの横糸密度は97ピック/in(38ピック/cm)、秤量は6.3oz/yd2(214g/m2)および縦糸伸びは66%であった。表Iに結果をまとめてある。
【0046】
(実施例3)
実施例1と同じ縦糸および横糸を用いて、図3のリフト案に従った。仕上がった織物(灰色に染色されたもの)において、ポリ(エチレンテレフタレート)ヤーンの縦糸密度は97エンド/in(38エンド/cm)であり、スパンデックスの縦糸密度は24エンド/in(9エンド/cm)(合計縦糸密度は121エンド/in(47エンド/cm)、ポリ(エチレンテレフタレート)ヤーンの横糸密度は96ピック/in(38ピック/cm)、秤量は6.4oz/yd2(216g/m2)および縦糸伸びは65%であった。表Iに結果をまとめてある。
【0047】
(比較例1)
実施例1と同じ縦糸および横糸を用いて、図4のリフト案に従った。仕上がった織物(灰色に染色されたもの)において、ポリ(エチレンテレフタレート)ヤーンの縦糸密度は101エンド/in(40エンド/cm)であり、スパンデックスの縦糸密度は24エンド/in(9エンド/cm)(合計縦糸密度は125エンド/in(49エンド/cm)、ポリ(エチレンテレフタレート)ヤーンの横糸密度は102ピック/in(40ピック/cm)、秤量は6.38oz/yd2(216g/m2)および縦糸伸びは65%であった。表Iに結果をまとめてある。
【0048】
(比較例2)
実施例1と同じ縦糸および横糸を用いて、図5のリフト案に従った。仕上がった織物(灰色に染色されたもの)において、ポリ(エチレンテレフタレート)ヤーンの縦糸密度は97エンド/in(38エンド/cm)であり、スパンデックスの縦糸密度は24エンド/in(9エンド/cm)(合計縦糸密度は121エンド/in(47エンド/cm)、ポリ(エチレンテレフタレート)ヤーンの横糸密度は104ピック/in(41ピック/cm)、秤量は6.9oz/yd2(234g/m2)および縦糸伸びは75%であった。表Iに結果をまとめてある。
【0049】
【表1】
【0050】
表1の格付けによれば、実施例1、2および3の本発明の織物に比べて、比較例1および2の織物は許容されず、目むきが劣っているということが分かる。本発明の織物において、最大エラストマー表露出カウントは1であり、端面フロートに近接する非エラストマーは2であったが、比較例においては、表露出カウントは4ピック毎に2であり、近接する非エラストマー端面フロートはゼロであった。
【0051】
(実施例4)
図6のリフト案に従って、横糸がポリ(エチレンテレフタレート)縦糸と同じであった以外は、実施例1で用いたのと同じ縦糸から3/1綾縦糸伸縮性織物を作成した。張力(12g/エンド)をスパンデックスに与えて、約2.5倍ドラフトした。仕上がった織物において、ポリ(エチレンテレフタレート)ヤーンの縦糸密度は122エンド/in(48エンド/cm)であり、スパンデックスヤーンの縦糸密度は30エンド/in(12エンド/cm)(合計縦糸密度は152エンド/in(60エンド/cm)、ポリ(エチレンテレフタレート)ヤーンの横糸密度は100ピック/in(39ピック/cm)であった。黄褐色の仕上がった6.0oz/yd2(202g/m2)織物の縦糸伸びは28%であった。表IIにその他の結果をまとめてある。
【0052】
(実施例5)
図6のリフト案に再び従った。180デニール(200dtex)のタイプ902ライクラ(Lycra)(登録商標)スパンデックスのエラストマー縦糸、16cc綿の非エラストマー縦糸、およびツイストマルチプライヤ4で20ccの綿でコアスパンされた70デニール(78dtex)のタイプ162Cライクラ(Lycra)(登録商標)スパンデックスの横糸を用いた。黒色仕上げ13.7oz/yd2(464g/m2)織物の綿ヤーン縦糸密度は127エンド/in(50エンド/cm)、合計159縦糸エンド/in(63エンド/cm)についてスパンデックス縦糸密度は32エンド/in(13エンド/cm)、横糸密度は62ピック/in(24ピック/cm)、縦糸伸びは21%、横糸伸びは19%であった。表IIにその他の結果をまとめてある。
【0053】
(実施例6)
ユニフィ(Unifi)よりそれぞれエラストマーおよび非エラストマー縦糸として、140デニール(156デシテックス)タイプ162Cライクラ(Lycra)(登録商標)スパンデックスおよび150デニール(167デシテックス)テクスチャードポリ(エチレンテレフタレート)ヤーンおよび20cc綿の横糸を用いて、図6のリフト案に従った。緑色仕上げ8.6oz/yd2(292g/m2)織物のポリ(エチレンテレフタレート)ヤーン縦糸密度は122エンド/in(48エンド/cm)、スパンデックス縦糸密度は30エンド/in(12エンド/cm)(合計152縦糸エンド/in(60エンド/cm))、横糸密度は93ピック/in(37ピック/cm)、縦糸伸びは38%であった。表IIにその他の結果をまとめてある。
【0054】
(実施例6A)
図6Aに示すようにリフト案を若干変更し、ベアエラストマー裏露出カウントは、繰り返しの第3のピックにおいて1リフト落とすことにより減じた以外は、実施例6を繰り返した。仕上がった織物(灰色に染色されたもの)において、ポリ(エチレンテレフタレート)ヤーンの縦糸密度は99エンド/in(39エンド/cm)であり、スパンデックスの縦糸密度は25エンド/in(10エンド/cm)(合計縦糸密度は142エンド/in(49エンド/cm)、ポリ(エチレンテレフタレート)ヤーンの横糸密度は99ピック/in(39ピック/cm)、秤量は6.4oz/yd2(218g/m2)および縦糸伸びは69%であった。結果を表IIに示す。
【0055】
(実施例7)
実施例1と同じ縦糸および横糸を用いて、図7のリフト案に従って3/1綾を作成した。仕上がった織物(灰色に染色されたもの)において、ポリ(エチレンテレフタレート)ヤーンの縦糸密度は100エンド/in(39エンド/cm)であり、スパンデックスの縦糸密度は25エンド/in(10エンド/cm)(合計縦糸密度は125エンド/in(41エンド/cm)、ポリ(エチレンテレフタレート)ヤーンの横糸密度は104ピック/in(49ピック/cm)、秤量は6.9oz/yd2(216g/m2)および縦糸伸びは69%であった。表IIに結果をまとめてある。
【0056】
(実施例8)
実施例1と同じ縦糸および横糸を用いて、図8のリフト案に従って3/1綾を作成した。仕上がった織物(灰色に染色されたもの)において、ポリ(エチレンテレフタレート)ヤーンの縦糸密度は100エンド/in(39エンド/cm)であり、スパンデックスの縦糸密度は25エンド/in(10エンド/cm)(合計縦糸密度は125エンド/in(49エンド/cm)、ポリ(エチレンテレフタレート)ヤーンの横糸密度は108ピック/in(43ピック/cm)、秤量は6.9oz/yd2(235g/m2)および縦糸伸びは73%であった。表IIにその他の結果をまとめてある。
【0057】
(比較例3)
実施例1と同じ縦糸および横糸を用いて、図9のリフト案に従って1/3綾を作成した。仕上がった織物(灰色に染色されたもの)において、ポリ(エチレンテレフタレート)ヤーンの縦糸密度は94エンド/in(37エンド/cm)であり、スパンデックスの縦糸密度は24エンド/in(9エンド/cm)(合計縦糸密度は118エンド/in(46エンド/cm)、ポリ(エチレンテレフタレート)ヤーンの横糸密度は103ピック/in(41ピック/cm)、秤量は6.6oz/yd2(225g/m2)および縦糸伸びは75%であった。織物は表側にリブがかなりついており、裏側に過剰な目むきを示した。表IIにその他の結果をまとめてある。
【0058】
【表2】
【0059】
表IIのデータによれば、本発明の織物は全て目むきは僅か、あるいは全くなかった。実施例6Aにおいて、スパンデックスリフトの一つに近接する非エラストマーエンドフロートは1つまで減じ、目むき格付けは、許容可能であるが、やはり減じ、表側のスパンデックスに近接する少なくとも1つの非エラストマーエンドが少なくとも2つのピックの上をフロートするのが優先されるのが示された。実施例7の織物によれば、スパンデックスフロート3だと目むきが低く、エラストマーエンド寄れがないことが分かる。
【0060】
(実施例9)
実施例1と同じ縦糸および横糸を用いて、図10のリフト案に従って1/2/2/3綾を作成した。仕上がった織物(灰色に染色されたもの)において、ポリ(エチレンテレフタレート)ヤーンの縦糸密度は98エンド/in(39エンド/cm)であり、スパンデックスの縦糸密度は24エンド/in(9エンド/cm)(合計縦糸密度は122エンド/in(48エンド/cm)、ポリ(エチレンテレフタレート)ヤーンの横糸密度は100ピック/in(39ピック/cm)、秤量は6.3oz/yd2(214g/m2)および縦糸伸びは64%であった。端面フロートに近接する最低非エラストマーは2であり、表側と裏側の最大露出カウントおよび最大スパンデックスエンドフロートは全て1であり、表側の最大横糸フロートは4であり、裏側は2であり、表側目むき格付けは0であり、裏側目むき格付けは3であった。この織物の表側によれば、本発明の利点を損なうことなく、綾構造を修正できることが分かる。
【0061】
(比較例4)
図11のリフト案に従って、1/1平織物を作成した。エラストマー縦糸および非エラストマー縦糸を製織して「一対」にした。縦糸は実施例1と同じであった。横糸はユニフィ(Unifi)製の140デニール(156デシテックス)、100フィラメントタイプ935Tポリ(エチレンテレフタレート)であった。仕上がった緑の6.3oz/yd2(214g/m2)の織物の合計縦糸密度は125エンド/in(49エンド/cm)であり、横糸密度は99ピック/in(39ピック/cm)であり、縦糸伸びは48%であった。その他の詳細および結果を表IIIに示す。
【0062】
(比較例5)
図12のリフト案に従って2/2横糸リブ織物を作成した以外は、比較例3を繰り返した。仕上がった緑の6.1oz/yd2(207g/m2)の織物の合計縦糸密度は135エンド/in(53エンド/cm)であり、横糸密度は97ピック/in(38ピック/cm)であり、縦糸伸びは52%であった。更なる詳細および結果については表IIIを参照のこと。
【0063】
(比較例6)
図13のリフト案に従って、2/3横糸リブ織物(「オックスフォード」と呼ばれることがあり、ここでは、その1つである2および3のエンド製織の1/1平織物)を作成した以外は、比較例3を繰り返した。仕上がった緑の7.1oz/yd2(241g/m2)の織物の合計縦糸密度は144エンド/in(57エンド/cm)であり、横糸密度は99ピック/in(39ピック/cm)であり、縦糸伸びは53%であった。結果を表IIIにまとめてある。
【0064】
(比較例7)
実施例1と同じ縦糸および横糸を用いて、図14のリフト案に従って、1/1平織物と2/1横糸リブ織物の組み合わせを作成した。仕上がった織物(灰色に染色されたもの)において、ポリ(エチレンテレフタレート)ヤーンの縦糸密度は102エンド/in(42エンド/cm)であり、スパンデックスの縦糸密度は25エンド/in(10エンド/cm)(合計縦糸密度は127エンド/in(52エンド/cm)、ポリ(エチレンテレフタレート)ヤーンの横糸密度は85ピック/in(34ピック/cm)、秤量は5.8oz/yd2(196g/m2)および縦糸伸びは43%であった。織物の表面はリブがついていて、プラッシュの概観であった。その他の詳細および結果を表IIIに示す。
【0065】
【表3】
【0066】
表IIIの結果によれば、ベアエラストマーエンドで作成した織布の目むきの制御には、平および横糸リブ構造は不適切であることが分かる。
【図面の簡単な説明】
【0067】
【図1】本発明の織物の製織リフト案を示す。
【図2】本発明の織物の製織リフト案を示す。
【図3】本発明の織物の製織リフト案を示す。
【図4】比較例の製織リフト案を示す。
【図5】比較例の製織リフト案を示す。
【図6】本発明の織物の製織リフト案を示す。
【図6A】本発明の織物の製織リフト案を示す。
【図7】本発明の織物の製織リフト案を示す。
【図8】本発明の織物の製織リフト案を示す。
【図9】比較例の製織リフト案を示す。
【図10】本発明の織物の製織リフト案を示す。
【図11】比較例の製織リフト案を示す。
【図12】比較例の製織リフト案を示す。
【図13】比較例の製織リフト案を示す。
【図14】比較例の製織リフト案を示す。
【図15】本発明の織物の製織リフト案を示す。
【図16】本発明の織物の製織リフト案を示す。
【図17】本発明の織物の製織リフト案を示す。
【図18】本発明の織物の製織リフト案を示す。
【図19】本発明の織物の製織リフト案を示す。
【図20】本発明の織物の製織リフト案を示す。
【技術分野】
【0001】
本発明は、縦糸伸縮性織布、特に、ベアエラストマーエンドを含む綾織物に関する。
【背景技術】
【0002】
縦糸伸縮性織物は、日本特許公報(特許文献1)および日本特許公報(特許文献2)に開示されており、伸縮を与えるエラストマー繊維が、ナイロンやポリエステルのような非エラストマー繊維でカバーされて、複合糸を作成し、製織の前に複合糸がサイジング、乾燥および整経される。これらの作成工程が、エラストマー繊維をより高価なものとさせている。
【0003】
米国特許公報(特許文献3)には、エラストマー繊維の寄れを防ぎ、織物のピンホールを閉じるために、からみ構造へと製織する前に、スパンデックスをねじる織物が開示されている。しかしながら、からみ織物は、通常、アパレルに用いるには開放テクスチャードでありすぎ、高価である。
【0004】
英国特許公報(特許文献4)、米国特許公報(特許文献5)および非特許文献1に、エラスタンヤーンが織物の面に露出しているウエストバンドまたは包帯用の狭い縦糸伸縮性平織りが開示されている。かかる露出は、エラスタンの望ましくない「目むき」のためのアパレル織物には許されない。
【0005】
英国特許公報(特許文献5)には縦糸伸縮平織物が例証されており、スパンデックスはベアであるが、かかる織物はまた目むきも示す。
【0006】
【特許文献1】特開昭47−021274号公報
【特許文献2】特開平3−287833号公報
【特許文献3】米国特許第3,169,558号明細書
【特許文献4】英国特許第2,201,976号明細書
【特許文献5】米国特許第4,164,963号明細書
【特許文献6】英国特許第1,513,273号明細書
【特許文献7】米国特許第5,981,686号明細書
【特許文献8】米国特許第5,948,875号明細書
【特許文献9】米国特許出願第09/790422号明細書
【特許文献10】米国特許第6,216,747号明細書
【非特許文献1】リサーチディスクロージャ(Research Disclosure)25849(1985年10月)
【発明の開示】
【発明が解決しようとする課題】
【0007】
縦糸伸縮綾の改善が求められている。
【課題を解決するための手段】
【0008】
本発明は、表側と裏側を有し、非エラストマーエンドとベアエラストマーエンドとを含む縦糸伸縮性綾織物であって、
非エラストマーエンド対エラストマーエンドの比率が少なくとも約2:1であり、
非エラストマーエンド対エラストマーエンドの比率が約6:1以下であり、
エラストマーエンドの表露出カウント2が、10ピック当たり1回を超えることがあまりなく、
エラストマーエンドが表側で3ピック以下、上をフロートしている、縦糸伸縮性綾織物を提供する。
【発明を実施するための最良の形態】
【0009】
本発明は、目ぬきをほとんどまたは全く示さないベアエラストマーエンドから作成された、正則、ヘリンボーンおよび先細綾を含む縦糸伸縮綾織物を提供する。
【0010】
正則綾としては2/1、1/2、1/3および2/2綾を挙げることができる。平面に追加のリフトが加えられた修正綾もまた本発明の範囲内である。かかる織物は、寄れの少ないベアエラストマーエンドで作成できることも意外であった。というのは、平織および同様の構造に独特な縦糸横繊維(それぞれエンドとピック)の頻繁な製織が、寄れを制御するには必要であると考えられていたからである。
【0011】
本明細書において、「ベアエラストマーエンド」とは、圧着から独立して100%を超える破断点伸びを有し、長さを2倍伸張し、1分間保持した後緩めると、緩めた後1分以内に元の長さの1.5倍未満まで縮む、希釈剤を含まない、縦糸方向のカバーされていない連続フィラメント(任意で、合体したマルチフィラメント)または複数のフィラメントのことを意味する。かかるフィラメントとしては、ゴムフィラメント、スパンデックス、二成分フィラメントおよびエラストマーが挙げられるがこれらに限られるものではない。
【0012】
「スパンデックス」とは、フィラメント形成物質が少なくとも85重量%のセグメントポリウレタンから構成される長鎖合成ポリマーである製造されたフィラメントのことを意味する。
【0013】
「エラストマー」とは、繊維形成物質が少なくとも50重量%の脂肪族ポリエーテルと少なくとも35重量%のポリエステルから構成される長鎖合成ポリマーである製造されたフィラメントのことを意味する。「二成分フィラメント」とは、例えば、エラストマーポリエーテルアミドコアとローブまたはウィングを備えたポリアミドシースという異なる一般部類のポリマーである、フィラメントの長さに沿って互いに接合した少なくとも2種類のポリマーを含む連続フィラメントのことを意味する。
【0014】
「目むき」は、織物において、ベアエラストマーフィラメントの目視される露出を説明するのに用いる用語である。目むきは、望ましくないぎらつきを示す恐れがある。選択しなければならない場合、表側が低目むきの方が、裏側が低目むきであるより望ましい。
【0015】
本発明の綾織物は、非エラストマーエンドとベアエラストマーエンドとを含んでいる。ピックはエラストマーまたは非エラストマーとすることができる。エンドおよびピックは、エラストマーおよび非エラストマーヤーンおよびフィラメントのうち1つまたは複数のタイプとすることができる。非エラストマー対エラストマーエンドの比率は、一般的に、少なくとも約2:1、通常、約6:1以下、好ましくは少なくとも約3:1、約4:1以下である。比率が低すぎると、エラストマーエンドは、織物表面に過剰に露出されて、目視、触感、美観上望ましくなくなる。比率が高すぎると、織物の伸縮−回復特性が低くなり望ましくない。
【0016】
エラストマーエンドは、織物の表側で3ピック以下、好ましくは2ピック以下、上をフロートしている。エラストマーエンドはまた、好ましくは3ピック以下、より好ましくは2ピック以下裏側でピックの上をフロートしている。エラストマーエンドのフロートが長すぎると、織物は不均一な表面となり、目ぬきが許容できなくなる恐れがある。ベアエラストマーエンドがねじれている必要はない。スナッギングを減じるために、各ピックは表側で5エンド以下、上をフロートしているのが好ましい。
【0017】
「エラストマーエンドの露出カウント」とは、エラストマーエンドに比べた、与えられたピックでのピックヤーンまたは連続フィラメントの逆側にある各エラストマーエンドに近接する非エラストマーエンドの数のことである。カウントは、エラストマーエンドが当該のピックで前にあるか後ろにあるかに応じて、織物の前または後について可能であり、ゼロ、1または2の整数である。織物の面を観察すると、エラストマーエンドの表露出カウントを行える。裏についても同様である。例えば、図1に示すリフト案において、4つの非エラストマーエンドが、1本のベアエラストマーヤーンエンドに織り込まれた2/2綾パターンで示されている。「H」は、非エラストマー(「硬」)エンドを示し、「E」はベアエラストマーエンドを示す。「EC」は露出カウントの略であり、「F」は表側、「B」は裏側である。図面にある塗潰した四角形はピック上を通過する非エラストマーエンドを示し、中抜き四角形はピック下を通過する非エラストマーエンドを示し、「X」はピック上を通過するベアエラストマーエンドを示し、「O」はピック下を通過するベアエラストマーエンドを示す。数は、各ピックについてのエラストマーエンドの露出カウントを示す。パターン繰り返しの第1のピックで、ベアエラストマーエンドは織物の表側にあり、1つの近接する非エラストマーエンドは織物の裏側にあるため、そのピックについてのエラストマーエンドの表露出カウントは1である。第2のピックで、ベアエラストマーエンドは裏側にあり、両方の近接する非エラストマーエンドは前にあるため、裏露出カウントは2である。第3のピックで、ベアエラストマーエンドは表にあり、1つの近接する非エラストマーエンドは裏にあるため、そのピックについてのエラストマーエンドの表露出カウントは1である。第4およびパターン繰り返しの最後のピックで、両方の近接する非エラストマーエンドのように、エラストマーエンドは裏にあるため、エラストマーエンドの裏露出カウントはゼロである。
【0018】
本発明の織物のエラストマーエンドの面露出カウント2は10ピック毎に1回を超えることがあまりない。織物の表露出カウントはパターン繰り返しにおいて1以下であり、より好ましくは表露出カウントはパターン繰り返しにおいてゼロである。エラストマーエンドが前側のときは、少なくとも1つの近接する非エラストマーエンドが表側で少なくとも2ピックの上をフロートする。10ピック当たり1回を超える頻度で表露出カウントが2のときは、表のベアエラストマーフィラメントの目むきが許容できないほど高くなる。2または3ピックの上をエラストマーエンドがフロートするときはとりわけである。更に、織物のエラストマーエンドの裏露出カウントは1以下であるのが好ましい。
【0019】
図面に、製織リフト案を例証してある。それぞれ、単一パターン繰り返しを示している。図1については既に説明した。エラストマーエンドが様々に製織された2/2綾についてのリフト案である図2、3、4および5の案を用いて作成した織物の特徴は、以下の実施例にある。エラストマーエンドが様々に製織された3/1綾(図9の場合は1/3綾)についてのリフト案である図6、6A、7、8および9の案を用いて作成した織物の特徴も、以下の実施例にある。図10は、1/2/2/3綾についてのリフト案であり、実施例9に記載されている。図11、12、13および14は、エラストマーエンドが製織される平および横リブ織物についての比較案であり、これらのリフト案に従って作成された織物の特徴をまた実施例で説明する。
【0020】
図15は、繰り返しにある3つのベアエラストマーエンドが互いにオフセットでない本発明の1/2綾のリフト案である。「E1」、「E2」および「E3」と示された繰り返しにある3つのベアエラストマーエンドはそれぞれ、異なる露出カウントパターンを有している。「F1」はエラストマーエンドの表露出カウントであり、「B1」は第1のエラストマーエンド「E1」についてのエラストマーエンドの裏露出カウントであり、以下も同様である。非エラストマー対エラストマーエンドの比率は2:1であり、最大のエラストマーエンドの表露出カウントは1であり、エラストマーエンドは表側で最大2つのピックおよび裏側で1つのピックの上にフロートし、最大ピックフロートは4である。
【0021】
図16は、ベアエラストマーエンドのリフトが繰り返しの中でオフセットである本発明の修正3/1綾のリフト案である。全ベアエラストマーエンドの露出カウントはこの織物ではゼロであり、非エラストマー対ベアエラストマーエンドの比率は4:1であり、エラストマーエンドは、最大で3つのピックの上をフロートし、最大のピックフロートは5である。
【0022】
図17は、非エラストマー対ベアエラストマーエンドの比率が4:1である本発明の2/2ヘリンボーン綾のリフト案である。エラストマーエンドの表露出カウント2は、12ピック毎に1回のみ生じ、エラストマーエンドは2ピックまで上をフロートする。
【0023】
図18は、非エラストマー対ベアエラストマーエンドの比率が5:1である本発明の2/1綾のリフト案である。最大エラストマーエンドの表露出カウントはゼロであり、エラストマーエンドは表側で1ピックの上を「フロート」し、最大ピックフロートは5である。
【0024】
図19は、非エラストマー対ベアエラストマーエンドの比率が4:1である本発明の2/2綾のリフト案である。最大エラストマーエンドの表露出カウントは1であり、エラストマーエンドは表側で1ピックの上を「フロート」し、最大ピックフロートは3であり、エラストマーエンドが表側にあるときは、少なくとも1つの近接する非エラストマーエンドは2ピックの上をフロートする。
【0025】
図20は、非エラストマー対ベアエラストマーエンドの比率が3:1である本発明の2/2先細綾のリフト案である。最大エラストマーエンドの表露出カウントは1であり、エラストマーエンドは2ピック以下、上をフロートし、最大ピック表フロートは3であり、エラストマーエンドが表側にあるときは、少なくとも1つの近接する非エラストマーエンドは2ピックの上をフロートする。
【0026】
本発明の織物は、仕上がり時、少なくとも約15%および約50%未満の縦糸伸縮を有しているのが好ましい。約15%未満の縦糸伸縮を有する織物は、不適切な伸縮および回復をし、約50%を超える縦糸伸縮性を有する織物は伸張または洗濯時に低回復となる恐れがある。織物の伸縮は、例えば、ピック密度のような構造の細部および/または染色、および、例えば、ヒートセットのような仕上げ条件を変更することにより調整可能である。
【0027】
本発明の織物は単一方向(縦)伸縮または二方向(縦と横)伸縮とすることができる。二方向伸縮性織物において、横方向伸縮もまた少なくとも約15%であるのが好ましい。織物は、織物の総重量を基準にして、約1〜10wt%、一般的には約1.5〜5wt%のエラストマーエンドとすることができる。
【0028】
エラストマーエンドの寄れを防ぐために、エラストマーエンドに近接する非エラストマーエンドを、エラストマーエンドの反対に製織する必要がないことを見出したのは意外であった。しかしながら、必要であれば、様々な任意の手段を採用してかかる寄れを制御することができる。かかる手段としては、エラストマーエンドと近接する非エラストマーエンドの一つのかかる「反対」製織を増やす、エラストマーエンド1/1をピックに対して製織する、衣類サイズの片に切断する前に、低エラストマーフィラメントデニールを用いて、処理において任意の点で織物をヒートセットする、および製織中エラストマーエンドドラフトを減少する(製織プロセスを損なったり、最終織物の伸縮が過剰に減じるほどには減少させない)ことが挙げられる。かかる手段を用いるとまた、織物の平坦さを改善することができる。エラストマーエンドが2または3ピック上をフロートするときはとりわけである。
【0029】
非エラストマーエンドまたはピックの性質は特に限定されるものではなく、ポリ(ヘキサメチレンアジパミド)繊維、ポリカプロラクタム繊維、ポリ(エチレンテレフタレート)繊維、ポリ(トリメチレンテレフタレート)繊維、綿、羊毛、麻、レーヨン、アセテート、リヨセル等を縦と横のいずれか、または両方に用いることができる。
【0030】
織物をヒートセットするのが望ましい場合、および比較的高いヒートセット温度に耐え得る非エラストマー繊維を用いる場合には、例えば、ポリ(ヘキサメチレンアジパミド)繊維、例えば、ライクラ(Lycra)(登録商標)T−162CまたはT−902Cのような従来のスパンデックスを用いることができる。例えば、米国特許公報(特許文献7)および米国特許公報(特許文献8)および米国特許出願(特許文献9)に開示されているような高ヒートセット効率を有するスパンデックスもまた用いることができる。ポリカプロラクタム、綿または羊毛のような非エラストマー繊維を用いるときは特に、1)スパンデックスを10−cmの枠に装着し、2)スパンデックスを1.5倍に伸張し、3)スパンデックスを175℃〜190℃に予熱したオーブンに120秒間入れ、4)スパンデックスを弛緩させて、枠を室温まで冷やし、5)枠およびスパンデックスを非イオン性洗剤を含有する沸騰水溶液に60分間浸漬し、6)枠およびスパンデックスをpH5で30分間沸騰水に入れ、7)スパンデックスを室温で乾燥し、8)スパンデックスの長さを測定し、9)ヒートセット効率を次式により計算することにより測定した際にスパンデックスが約175°〜190℃で≧80%のヒートセット効率を有するのが好ましい。
【0031】
【数1】
【0032】
エラストマーフィラメントを織機シェドの高摩擦環境に耐えるようにするために、線密度は約40〜260デニール(44〜289dtex)、より好ましくは70〜180デニール(77〜200デシテックス)であるのが好ましい。
【0033】
ベアエラストマーエンドの破断の頻度を減じるために、数多くの対策を講じることができる。綿や羊毛のような高摩擦ステープルヤーンのエラストマーを製織するときはとりわけである。例えば、エラストマーエンドは、できる限り上/下に動かないよう、第1のシャフトで延伸し、各デントにおいてできる限り多くのエラストマーエンドが織機のリードワイヤの隣に配置されのが好ましい。本発明の織物の作成に綿を用いるときは、ベアエラストマーフィラメントに沈降する風綿のレベルを減じると有利である。例えば、縦糸シートの下と上に、エンドおよびシェドの幅を超えるようにして、真空マニホルドを用いることができる。
【0034】
織機のガイドローラバーから筬打ち位置までのベアエラストマーエンドの経路は、実質的に水平で、方向変更が必要なく、エラストマーエンドは、織機テークアップにより一般的に制御される制動装置を用いることにより、実質的に一定のドラフトおよび速度で織機に供給されるのも好ましい。エラストマー縦糸をビームから供給するのに用いる送出手段は「ネガティブ」(スレッドシートを織物テークアップにより織機へと引っ張る速度を制御するのにブレーキを用いる)か「ポジティブ」(米国特許公報(特許文献10)に記載されているように、スレッドシートを制御するのに定速でモータ駆動ビーム回転を用いる)のいずれかとすることができる。ビームと織機間のエラストマー横糸スレッドシートに張力を適用し、エラストマー繊維を破断点伸びの10%〜60%、例えば、1.5倍〜6倍伸張する。例えば、140デニールのT162Cライクラ(Lycra)(登録商標)スパンデックスは、それぞれ、4グラム/エンド、7グラム/エンドおよび12グラム/エンドの張力をかけると、1.5倍、2.0倍および2.5倍伸張させることができる。
【0035】
実施例の織物の伸びを測定するために、長さ60cm、幅6.5cmの試料をセルベッジから少なくとも10cm切断した。3つの試料を、試験する各方向(縦糸および/または横糸)について切断し、試料を織物の異なる部分から選択して、2つの試料が同じヤーンを含む可能性を最小にした。長方向は、試験する伸張方向に対応していた。各試料を幅5cmまで解き、各側で略同じ数のヤーンを除去した。各試料の一端を自身に折り返してループを形成し、試料の幅を超えるようにしてシームを縫製してループを固定し、ループに0.65cmの切欠きを入れた。織物のループのないエンドから6.5cmのところに、マーク「A」を書き、マーク「A」(ループに向かって)から50cmでマーク「B」を書いた。各試料を少なくとも16時間20℃、65%の相対湿度で調湿し、マーク「A」でクランプにより垂直に吊るした。マーク「B」の位置を記し、金属ピンをループに通して、30N(6.75ポンド)の重りをループノッチから引っ掛けて金属ピンの上に置いた。各試料への重量の追加と除去を3回行った。重りをピンに4回吊るし、マーク「A」と「B」の距離を記録して、最も近いミリメートルで記録し、織物のパーセント伸びを次式から計算した。
【0036】
【数2】
【0037】
式中、Lwは、重りを付けたマーク間の長さであり、Loはマーク間の下の長さである。平均伸びを3つの試料について計算し記録した。
【0038】
実施例の織物をライト付き拡大鏡で目視検査し、半定量的目むき格付けを次のようにして割り当てた。「0」(スパンデックスは見えない)、「1」(スパンデックスが時折見える)、「2」(スパンデックスが見える)、「3」(スパンデックスが度々見える)、「4」(スパンデックスが頻繁に見える)または「5」(スパンデックスがほとんど連続的に見える)。
【0039】
特に断りのない限り、ルティ(Rueti)L−5000エアジェット織機を実施例に用いた。88エンド/インチ、合計5544エンドで150デニール/50テクスチャードフィラメントポリ(エチレンテレフタレート)繊維(ユニフィ(Unifi)製)で1つのビームを作成した。1ビーム当たり22エンド/インチおよび462エンド(合計1386エンド)で140デニール(156dtex)タイプ162Cライクラ(Lycra)(登録商標)スパンデックスの長さ21インチ(53cm)の3つのビームを重ね合わせた。非エラストマーエンド対エラストマーエンドの比率は4:1であった。特に断りのない限り、7g/エンド張力をスパンデックスエンドにかけた。全幅コームをスパンデックス送出に用いて、エンド間の交絡を防ぎ、シェドに入る直前に、円柱鋼バー(任意でシリコーン潤滑油でスプレーしたもの)を非エラストマーヤーンとスパンデックススレッドシートの間の織機に配置した。スパンデックスを第1のハーネスへと延伸した。各繰り返しパターンは1つのデントに対応していた。横糸を478ピック/分で製織した。
【0040】
実施例の各生機織物は、まず、低張力で、160°F、180°Fおよび202°F(それぞれ71℃、82℃、94℃)の熱水に3回通すことにより仕上げた。合成繊維のみを含有する織物は、湯通しして、6wt%シンサジム(Synthazyme)(登録商標)(ドゥーリーケミカルズ(Dooley Chemicals)LLC製澱粉加水分解酵素)、1wt%のルビット(Lubit)(登録商標)64および0.5wt%メルポール(Merpol)(登録商標)LFH(界面活性剤、E.I.デュポン・ドゥ・ヌムール社(E.I.du Pont de Nemours and Company)の登録商標)で160°F(71℃)で30分間予備洗浄し、続いて0.5wt%リン酸三ナトリウムを添加し、1wt%のルビット(Lubit)(登録商標)64および1wt%のメルポール(Merpol)(登録商標)LFHで110°F(43℃)で5分間洗浄し、緑、黄褐色または灰色分散染料で230°F(110℃)で30分間、pH5.2でジェット乾燥し、縦糸方向にアンダーフィードしながら、テンタ枠で380°F(193℃)で40秒間ヒートセットした。(重量パーセントは織物重量を基準にしている。)
【0041】
綿を含有する織物は、3wt%のルビット(Lubit)(登録商標)64により120°F(49℃)で10分間予備洗浄し、6wt%シンサジム(Synthazyme)(登録商標)および2wt%のメルポール(Merpol)(登録商標)LFHで160°F(71℃)で30分間湯通しし、3wt%のルビット(Lubit)(登録商標)64、0.5wt%のメルポール(Merpol)(登録商標)LFHおよび0.5wt%のリン酸三ナトリウムで180°F(82℃)で30分間洗浄し、3wt%のルビット(Lubit)(登録商標)64、15wt%の35%過酸化水素および3wt%ケイ酸ナトリウムでpH9.5で60分間、180°F(82℃)で漂白し、黄褐色、黒色または緑色分散染料で200°F(93℃)で30分間ベック染色し、アンダーフィードせずに真っ直ぐに保持するだけの十分な張力をかけて、テンタ枠で380°F(193℃)で35秒間ヒートセットした。
【0042】
より容易に目むきを求めるために、選択した試料のスパンデックスを更に酸性染料で赤色に染色してスパンデックスを強調させた。
【0043】
実施例で作成した試料のいずれについても寄れは観察されなかった。表中、「比」としたのは比較例である。
【実施例】
【0044】
(実施例1)
図1のリフト案に従って、140デニール(156デシテックス)タイプの162Cライクラ(Lycra)(登録商標)スパンデックス(E.I.デュポン・ドゥ・ヌムール社(E.I.du Pont de Nemours and Company)の登録商標)およびユニフィ社(Unifi Inc.)製150デニール(167デシテックス)テクスチャードポリ(エチレンテレフタレート)ヤーンのビームから2/2綾縦糸伸縮性織物を作成した。横糸はユニフィ(Unifi)製の140デニール(156デシテックス)、136フィラメントエアジェットテクスチャードポリ(エチレンテレフタレート)ヤーンであった。仕上がった織物(灰色に染色されたもの)において、ポリ(エチレンテレフタレート)ヤーンの縦糸密度は99エンド/in(39エンド/cm)であり、スパンデックスの縦糸密度は25エンド/in(10エンド/cm)(合計縦糸密度は124エンド/in(49エンド/cm)、ポリ(エチレンテレフタレート)ヤーンの横糸密度は105ピック/in(41ピック/cm)、秤量は6.9oz/yd2(235g/m2)および縦糸伸びは78%であった。表Iに結果をまとめてある。
【0045】
(実施例2)
実施例1と同じ縦糸および横糸を用いて、図2のリフト案に従った。仕上がった織物(灰色に染色されたもの)において、ポリ(エチレンテレフタレート)ヤーンの縦糸密度は99エンド/in(39エンド/cm)であり、スパンデックスの縦糸密度は25エンド/in(10エンド/cm)(合計縦糸密度は124エンド/in(49エンド/cm)、ポリ(エチレンテレフタレート)ヤーンの横糸密度は97ピック/in(38ピック/cm)、秤量は6.3oz/yd2(214g/m2)および縦糸伸びは66%であった。表Iに結果をまとめてある。
【0046】
(実施例3)
実施例1と同じ縦糸および横糸を用いて、図3のリフト案に従った。仕上がった織物(灰色に染色されたもの)において、ポリ(エチレンテレフタレート)ヤーンの縦糸密度は97エンド/in(38エンド/cm)であり、スパンデックスの縦糸密度は24エンド/in(9エンド/cm)(合計縦糸密度は121エンド/in(47エンド/cm)、ポリ(エチレンテレフタレート)ヤーンの横糸密度は96ピック/in(38ピック/cm)、秤量は6.4oz/yd2(216g/m2)および縦糸伸びは65%であった。表Iに結果をまとめてある。
【0047】
(比較例1)
実施例1と同じ縦糸および横糸を用いて、図4のリフト案に従った。仕上がった織物(灰色に染色されたもの)において、ポリ(エチレンテレフタレート)ヤーンの縦糸密度は101エンド/in(40エンド/cm)であり、スパンデックスの縦糸密度は24エンド/in(9エンド/cm)(合計縦糸密度は125エンド/in(49エンド/cm)、ポリ(エチレンテレフタレート)ヤーンの横糸密度は102ピック/in(40ピック/cm)、秤量は6.38oz/yd2(216g/m2)および縦糸伸びは65%であった。表Iに結果をまとめてある。
【0048】
(比較例2)
実施例1と同じ縦糸および横糸を用いて、図5のリフト案に従った。仕上がった織物(灰色に染色されたもの)において、ポリ(エチレンテレフタレート)ヤーンの縦糸密度は97エンド/in(38エンド/cm)であり、スパンデックスの縦糸密度は24エンド/in(9エンド/cm)(合計縦糸密度は121エンド/in(47エンド/cm)、ポリ(エチレンテレフタレート)ヤーンの横糸密度は104ピック/in(41ピック/cm)、秤量は6.9oz/yd2(234g/m2)および縦糸伸びは75%であった。表Iに結果をまとめてある。
【0049】
【表1】
【0050】
表1の格付けによれば、実施例1、2および3の本発明の織物に比べて、比較例1および2の織物は許容されず、目むきが劣っているということが分かる。本発明の織物において、最大エラストマー表露出カウントは1であり、端面フロートに近接する非エラストマーは2であったが、比較例においては、表露出カウントは4ピック毎に2であり、近接する非エラストマー端面フロートはゼロであった。
【0051】
(実施例4)
図6のリフト案に従って、横糸がポリ(エチレンテレフタレート)縦糸と同じであった以外は、実施例1で用いたのと同じ縦糸から3/1綾縦糸伸縮性織物を作成した。張力(12g/エンド)をスパンデックスに与えて、約2.5倍ドラフトした。仕上がった織物において、ポリ(エチレンテレフタレート)ヤーンの縦糸密度は122エンド/in(48エンド/cm)であり、スパンデックスヤーンの縦糸密度は30エンド/in(12エンド/cm)(合計縦糸密度は152エンド/in(60エンド/cm)、ポリ(エチレンテレフタレート)ヤーンの横糸密度は100ピック/in(39ピック/cm)であった。黄褐色の仕上がった6.0oz/yd2(202g/m2)織物の縦糸伸びは28%であった。表IIにその他の結果をまとめてある。
【0052】
(実施例5)
図6のリフト案に再び従った。180デニール(200dtex)のタイプ902ライクラ(Lycra)(登録商標)スパンデックスのエラストマー縦糸、16cc綿の非エラストマー縦糸、およびツイストマルチプライヤ4で20ccの綿でコアスパンされた70デニール(78dtex)のタイプ162Cライクラ(Lycra)(登録商標)スパンデックスの横糸を用いた。黒色仕上げ13.7oz/yd2(464g/m2)織物の綿ヤーン縦糸密度は127エンド/in(50エンド/cm)、合計159縦糸エンド/in(63エンド/cm)についてスパンデックス縦糸密度は32エンド/in(13エンド/cm)、横糸密度は62ピック/in(24ピック/cm)、縦糸伸びは21%、横糸伸びは19%であった。表IIにその他の結果をまとめてある。
【0053】
(実施例6)
ユニフィ(Unifi)よりそれぞれエラストマーおよび非エラストマー縦糸として、140デニール(156デシテックス)タイプ162Cライクラ(Lycra)(登録商標)スパンデックスおよび150デニール(167デシテックス)テクスチャードポリ(エチレンテレフタレート)ヤーンおよび20cc綿の横糸を用いて、図6のリフト案に従った。緑色仕上げ8.6oz/yd2(292g/m2)織物のポリ(エチレンテレフタレート)ヤーン縦糸密度は122エンド/in(48エンド/cm)、スパンデックス縦糸密度は30エンド/in(12エンド/cm)(合計152縦糸エンド/in(60エンド/cm))、横糸密度は93ピック/in(37ピック/cm)、縦糸伸びは38%であった。表IIにその他の結果をまとめてある。
【0054】
(実施例6A)
図6Aに示すようにリフト案を若干変更し、ベアエラストマー裏露出カウントは、繰り返しの第3のピックにおいて1リフト落とすことにより減じた以外は、実施例6を繰り返した。仕上がった織物(灰色に染色されたもの)において、ポリ(エチレンテレフタレート)ヤーンの縦糸密度は99エンド/in(39エンド/cm)であり、スパンデックスの縦糸密度は25エンド/in(10エンド/cm)(合計縦糸密度は142エンド/in(49エンド/cm)、ポリ(エチレンテレフタレート)ヤーンの横糸密度は99ピック/in(39ピック/cm)、秤量は6.4oz/yd2(218g/m2)および縦糸伸びは69%であった。結果を表IIに示す。
【0055】
(実施例7)
実施例1と同じ縦糸および横糸を用いて、図7のリフト案に従って3/1綾を作成した。仕上がった織物(灰色に染色されたもの)において、ポリ(エチレンテレフタレート)ヤーンの縦糸密度は100エンド/in(39エンド/cm)であり、スパンデックスの縦糸密度は25エンド/in(10エンド/cm)(合計縦糸密度は125エンド/in(41エンド/cm)、ポリ(エチレンテレフタレート)ヤーンの横糸密度は104ピック/in(49ピック/cm)、秤量は6.9oz/yd2(216g/m2)および縦糸伸びは69%であった。表IIに結果をまとめてある。
【0056】
(実施例8)
実施例1と同じ縦糸および横糸を用いて、図8のリフト案に従って3/1綾を作成した。仕上がった織物(灰色に染色されたもの)において、ポリ(エチレンテレフタレート)ヤーンの縦糸密度は100エンド/in(39エンド/cm)であり、スパンデックスの縦糸密度は25エンド/in(10エンド/cm)(合計縦糸密度は125エンド/in(49エンド/cm)、ポリ(エチレンテレフタレート)ヤーンの横糸密度は108ピック/in(43ピック/cm)、秤量は6.9oz/yd2(235g/m2)および縦糸伸びは73%であった。表IIにその他の結果をまとめてある。
【0057】
(比較例3)
実施例1と同じ縦糸および横糸を用いて、図9のリフト案に従って1/3綾を作成した。仕上がった織物(灰色に染色されたもの)において、ポリ(エチレンテレフタレート)ヤーンの縦糸密度は94エンド/in(37エンド/cm)であり、スパンデックスの縦糸密度は24エンド/in(9エンド/cm)(合計縦糸密度は118エンド/in(46エンド/cm)、ポリ(エチレンテレフタレート)ヤーンの横糸密度は103ピック/in(41ピック/cm)、秤量は6.6oz/yd2(225g/m2)および縦糸伸びは75%であった。織物は表側にリブがかなりついており、裏側に過剰な目むきを示した。表IIにその他の結果をまとめてある。
【0058】
【表2】
【0059】
表IIのデータによれば、本発明の織物は全て目むきは僅か、あるいは全くなかった。実施例6Aにおいて、スパンデックスリフトの一つに近接する非エラストマーエンドフロートは1つまで減じ、目むき格付けは、許容可能であるが、やはり減じ、表側のスパンデックスに近接する少なくとも1つの非エラストマーエンドが少なくとも2つのピックの上をフロートするのが優先されるのが示された。実施例7の織物によれば、スパンデックスフロート3だと目むきが低く、エラストマーエンド寄れがないことが分かる。
【0060】
(実施例9)
実施例1と同じ縦糸および横糸を用いて、図10のリフト案に従って1/2/2/3綾を作成した。仕上がった織物(灰色に染色されたもの)において、ポリ(エチレンテレフタレート)ヤーンの縦糸密度は98エンド/in(39エンド/cm)であり、スパンデックスの縦糸密度は24エンド/in(9エンド/cm)(合計縦糸密度は122エンド/in(48エンド/cm)、ポリ(エチレンテレフタレート)ヤーンの横糸密度は100ピック/in(39ピック/cm)、秤量は6.3oz/yd2(214g/m2)および縦糸伸びは64%であった。端面フロートに近接する最低非エラストマーは2であり、表側と裏側の最大露出カウントおよび最大スパンデックスエンドフロートは全て1であり、表側の最大横糸フロートは4であり、裏側は2であり、表側目むき格付けは0であり、裏側目むき格付けは3であった。この織物の表側によれば、本発明の利点を損なうことなく、綾構造を修正できることが分かる。
【0061】
(比較例4)
図11のリフト案に従って、1/1平織物を作成した。エラストマー縦糸および非エラストマー縦糸を製織して「一対」にした。縦糸は実施例1と同じであった。横糸はユニフィ(Unifi)製の140デニール(156デシテックス)、100フィラメントタイプ935Tポリ(エチレンテレフタレート)であった。仕上がった緑の6.3oz/yd2(214g/m2)の織物の合計縦糸密度は125エンド/in(49エンド/cm)であり、横糸密度は99ピック/in(39ピック/cm)であり、縦糸伸びは48%であった。その他の詳細および結果を表IIIに示す。
【0062】
(比較例5)
図12のリフト案に従って2/2横糸リブ織物を作成した以外は、比較例3を繰り返した。仕上がった緑の6.1oz/yd2(207g/m2)の織物の合計縦糸密度は135エンド/in(53エンド/cm)であり、横糸密度は97ピック/in(38ピック/cm)であり、縦糸伸びは52%であった。更なる詳細および結果については表IIIを参照のこと。
【0063】
(比較例6)
図13のリフト案に従って、2/3横糸リブ織物(「オックスフォード」と呼ばれることがあり、ここでは、その1つである2および3のエンド製織の1/1平織物)を作成した以外は、比較例3を繰り返した。仕上がった緑の7.1oz/yd2(241g/m2)の織物の合計縦糸密度は144エンド/in(57エンド/cm)であり、横糸密度は99ピック/in(39ピック/cm)であり、縦糸伸びは53%であった。結果を表IIIにまとめてある。
【0064】
(比較例7)
実施例1と同じ縦糸および横糸を用いて、図14のリフト案に従って、1/1平織物と2/1横糸リブ織物の組み合わせを作成した。仕上がった織物(灰色に染色されたもの)において、ポリ(エチレンテレフタレート)ヤーンの縦糸密度は102エンド/in(42エンド/cm)であり、スパンデックスの縦糸密度は25エンド/in(10エンド/cm)(合計縦糸密度は127エンド/in(52エンド/cm)、ポリ(エチレンテレフタレート)ヤーンの横糸密度は85ピック/in(34ピック/cm)、秤量は5.8oz/yd2(196g/m2)および縦糸伸びは43%であった。織物の表面はリブがついていて、プラッシュの概観であった。その他の詳細および結果を表IIIに示す。
【0065】
【表3】
【0066】
表IIIの結果によれば、ベアエラストマーエンドで作成した織布の目むきの制御には、平および横糸リブ構造は不適切であることが分かる。
【図面の簡単な説明】
【0067】
【図1】本発明の織物の製織リフト案を示す。
【図2】本発明の織物の製織リフト案を示す。
【図3】本発明の織物の製織リフト案を示す。
【図4】比較例の製織リフト案を示す。
【図5】比較例の製織リフト案を示す。
【図6】本発明の織物の製織リフト案を示す。
【図6A】本発明の織物の製織リフト案を示す。
【図7】本発明の織物の製織リフト案を示す。
【図8】本発明の織物の製織リフト案を示す。
【図9】比較例の製織リフト案を示す。
【図10】本発明の織物の製織リフト案を示す。
【図11】比較例の製織リフト案を示す。
【図12】比較例の製織リフト案を示す。
【図13】比較例の製織リフト案を示す。
【図14】比較例の製織リフト案を示す。
【図15】本発明の織物の製織リフト案を示す。
【図16】本発明の織物の製織リフト案を示す。
【図17】本発明の織物の製織リフト案を示す。
【図18】本発明の織物の製織リフト案を示す。
【図19】本発明の織物の製織リフト案を示す。
【図20】本発明の織物の製織リフト案を示す。
【特許請求の範囲】
【請求項1】
表側と裏側を有し、非エラストマーエンドとベアエラストマーエンドとを含む縦糸伸縮性綾織物であって、
非エラストマーエンド対エラストマーエンドの比率が少なくとも約2:1であり、
非エラストマーエンド対エラストマーエンドの比率が約6:1以下であり、
エラストマーエンドの表露出カウント2が、10ピック当たり1回を超えることがあまりなく、
前記エラストマーエンドが表側で3ピック以下、上をフロートしていることを特徴とする縦糸伸縮性綾織物。
【請求項2】
エラストマーエンドが前記表側にあり、ベアエラストマーエンドに近接している少なくとも1つの非エラストマーエンドが前記表側で少なくとも2ピック上をフロートしているとき、ピックが前記表側で5エンド以下、上をフロートしていることを特徴とする請求項1に記載の織物。
【請求項3】
前記エラストマーエンドが前記裏側で3ピック以下、上をフロートしていることを特徴とする請求項1に記載の織物。
【請求項4】
少なくとも約15%の横伸縮と、
約50%以下の横収縮と
を有することを特徴とする請求項2に記載の織物。
【請求項5】
前記エラストマーエンドの表露出カウントがパターン繰り返しにおいて1以下であり、
前記織物が約15%の縦糸伸縮性を有し、
前記織物が約50%未満の縦糸伸縮性を有していることを特徴とする請求項2に記載の織物。
【請求項6】
前記エラストマーエンドが織物総重量の少なくとも約1パーセントの範囲まで存在しており、
前記エラストマーエンドが織物総重量の約10パーセント以下の範囲まで存在しており、
前記エラストマーエンドがスパンデックスであることを特徴とする請求項2に記載の織物。
【請求項7】
a)非エラストマーエンドおよびb)ピックの少なくとも一つが綿と羊毛とからなる群より選択され、
前記織物が2/1、3/1および2/2綾からなる群より選択され、
前記エラストマーエンドがスパンデックスであることを特徴とする請求項2に記載の織物。
【請求項8】
前記スパンデックスが約175°〜190℃で≧80%のヒートセット効率を有することを特徴とする請求項6に記載の織物。
【請求項9】
非エラストマーエンド対ベアエラストマーエンドの比率が少なくとも約3:1であり、
非エラストマーエンド対エラストマーエンドの比率が約4:1以下であることを特徴とする請求項1に記載の織物。
【請求項10】
前記エラストマーエンドが織物総重量の少なくとも約1.5パーセントの範囲まで存在しており、
前記エラストマーエンドが織物総重量の約5パーセント以下の範囲まで存在していることを特徴とする請求項1に記載の織物。
【請求項1】
表側と裏側を有し、非エラストマーエンドとベアエラストマーエンドとを含む縦糸伸縮性綾織物であって、
非エラストマーエンド対エラストマーエンドの比率が少なくとも約2:1であり、
非エラストマーエンド対エラストマーエンドの比率が約6:1以下であり、
エラストマーエンドの表露出カウント2が、10ピック当たり1回を超えることがあまりなく、
前記エラストマーエンドが表側で3ピック以下、上をフロートしていることを特徴とする縦糸伸縮性綾織物。
【請求項2】
エラストマーエンドが前記表側にあり、ベアエラストマーエンドに近接している少なくとも1つの非エラストマーエンドが前記表側で少なくとも2ピック上をフロートしているとき、ピックが前記表側で5エンド以下、上をフロートしていることを特徴とする請求項1に記載の織物。
【請求項3】
前記エラストマーエンドが前記裏側で3ピック以下、上をフロートしていることを特徴とする請求項1に記載の織物。
【請求項4】
少なくとも約15%の横伸縮と、
約50%以下の横収縮と
を有することを特徴とする請求項2に記載の織物。
【請求項5】
前記エラストマーエンドの表露出カウントがパターン繰り返しにおいて1以下であり、
前記織物が約15%の縦糸伸縮性を有し、
前記織物が約50%未満の縦糸伸縮性を有していることを特徴とする請求項2に記載の織物。
【請求項6】
前記エラストマーエンドが織物総重量の少なくとも約1パーセントの範囲まで存在しており、
前記エラストマーエンドが織物総重量の約10パーセント以下の範囲まで存在しており、
前記エラストマーエンドがスパンデックスであることを特徴とする請求項2に記載の織物。
【請求項7】
a)非エラストマーエンドおよびb)ピックの少なくとも一つが綿と羊毛とからなる群より選択され、
前記織物が2/1、3/1および2/2綾からなる群より選択され、
前記エラストマーエンドがスパンデックスであることを特徴とする請求項2に記載の織物。
【請求項8】
前記スパンデックスが約175°〜190℃で≧80%のヒートセット効率を有することを特徴とする請求項6に記載の織物。
【請求項9】
非エラストマーエンド対ベアエラストマーエンドの比率が少なくとも約3:1であり、
非エラストマーエンド対エラストマーエンドの比率が約4:1以下であることを特徴とする請求項1に記載の織物。
【請求項10】
前記エラストマーエンドが織物総重量の少なくとも約1.5パーセントの範囲まで存在しており、
前記エラストマーエンドが織物総重量の約5パーセント以下の範囲まで存在していることを特徴とする請求項1に記載の織物。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図6A】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図2】
【図3】
【図4】
【図5】
【図6】
【図6A】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【公表番号】特表2006−514170(P2006−514170A)
【公表日】平成18年4月27日(2006.4.27)
【国際特許分類】
【出願番号】特願2004−569176(P2004−569176)
【出願日】平成15年3月5日(2003.3.5)
【国際出願番号】PCT/US2003/006816
【国際公開番号】WO2004/079066
【国際公開日】平成16年9月16日(2004.9.16)
【出願人】(505245302)インヴィスタ テクノロジー エスアエルエル (81)
【Fターム(参考)】
【公表日】平成18年4月27日(2006.4.27)
【国際特許分類】
【出願日】平成15年3月5日(2003.3.5)
【国際出願番号】PCT/US2003/006816
【国際公開番号】WO2004/079066
【国際公開日】平成16年9月16日(2004.9.16)
【出願人】(505245302)インヴィスタ テクノロジー エスアエルエル (81)
【Fターム(参考)】
[ Back to top ]