
繊維の搬送装置及び方法
繊維の搬送装置及び搬送方法を開示する。本発明によれば、複数のインライン流量増幅器(6,7,8,9)を用いて、繊維(1)を導管(2)を通して搬送する。このようにして、走行ラインに沿って捲縮材料を引っ張るだけの従来の輸送メカニズムと比べてバルク特性の変化がかなり少ない急勾配に沿って、捲縮材料を輸送できる。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、繊維の製造及び加工に関し、更に詳しくは処理及び加工中の繊細な繊維の搬送に適当な装置及び方法に関する。
【背景技術】
【0002】
天然及び合成の幅広い繊維製品が市場で入手可能であり、それらは販売及び使用前に加工が必要である。紡糸によるような、このような繊維製品の製造プロセスの間には、典型的には延伸繊維のリボンが中間体として生成される。繊維は、嵩を増やすために、捲縮されることが多い。このようなプロセスにおいては、多数のポリマーストランドを紡糸し、寄せ集めてバンドにし、次いで捲縮させて、嵩を増す。捲縮後、捲縮繊維バンドは典型的には、ゆっくり動く乾燥用コンベヤー上で前後に広げて残留溶剤を除去する。コンベヤーの末端で、捲縮繊維バンドを取り去り、梱包機まで輸送し、そこで繊維バンドを堆積させて出荷用ベールを形成する。アセテートトウ及びポリエステルトウは典型的にはこのようにして生成する。モダクリル及び種々の型の糸のような他のポリマー繊維も、同様にして製造できる。
【0003】
使用目的に適するように、捲縮繊維バンドの嵩は製造中に慎重に制御する。繊維の嵩を特徴付ける典型的な尺度には総デニール、捲縮(クリンプ)/インチ及びバンド幅がある。フィラメント数及び各フィラメントのサイズの両方の紡糸特性が総デニールを決める。また一方、捲縮/インチ及びバンド幅は紡糸プロセスだけでなく、その後の繊維バンド加工と相関関係がある。
【0004】
例えば、意図されるか否かにかかわらず、捲縮繊維を引っ張ることによって、捲縮繊維の嵩は増加し得る。この効果は、捲縮繊維バンドをその長手方向に引っ張る場合に非常に顕著である。従って、捲縮は典型的に嵩を増し、それはバンド幅の目に見える増加によってある程度明確にされ得るが、捲縮後に繊維バンドの長手方向に繊維を引っ張ると、捲縮されたばかりのトウバンドに比較して200%若しくはそれ以上、又は300%若しくはそれ以上、又は更には500%若しくはそれ以上のバンド幅の増加がもたらされる場合がある。この過剰なバルキングは「ブルーミング(blooming)」と記載される場合もあり、これは一つには、捲縮が互いに位置ずれを起こすことによって、捲縮の向きが比較的によりランダムになる結果である。
【0005】
捲縮繊維バンドの嵩は、繊維バンドを摩擦に供することによって、例えばバンドを表面全体にわたってこすることによって又はバンド上に高速ガスを吹き込むことによっても増加し得る。従って、このようなバルキングが意図されるものであるか否かにかかわらず、トウバンドのバルク繊維特性は、紡糸機での加工並びにトウバンドに加えられるその後の作業、例えば捲縮、引張及び摩擦と相関関係がある。
【0006】
従来、捲縮繊維のバンドは、乾燥機から梱包機まで多くの固定ガイド又はローラー上で引っ張られる。繊維バンドの重量移動に関連した引張動作、及び繊維バンドをガイドに通すことによって引き起こされる摩擦は、繊維を伸長し、捲縮を取り除き、不要な嵩を増す。残念ながら、この捲縮伸長は不可逆的である。即ち、外力の除去後に、捲縮の均一性は繊維バンドに戻らない。
【0007】
捲縮繊維が乾燥機から梱包機まで走行しなければならない距離は、機械装置のこれら2つの構成要素の相対的位置によって異なる。一般に、繊維を輸送しなければならない距離が長いほど、繊維の捲縮は多く伸長されるであろう。更に、梱包機入口は、乾燥機出口と同じ高度レベルにある場合もあるし、或いは乾燥機出口より上方又は下方にある場合もある。繊維を上方に輸送する(引っ張られる(pulled))場合にはより多くの捲縮が取り除かれ、繊維を下方に輸送する(引っ張られる)場合には、取り除かれる捲縮はより少ない。単一プラント内の装置の平行するライン間に距離差又は高度差がある場合には、そのプラントで製造される繊維の品質は一貫性がないであろう。
【0008】
従って、従来の方法においては、捲縮繊維バンドは、バンドの輸送に使用される引張力及びバンドが固定リングガイド上を滑ることによって引き起こされる摩擦のため、その捲縮の一部を不可逆的に失う。引張力及び対応する捲縮損失は、繊維バンドが1つの加工工程から別の加工工程まで走行しなければならない勾配が急になるにつれて劇的に増加する。
【0009】
繊維バンドの加工及び梱包の間においては、所望の均一性を維持するためにバルキングの制御が重要である。シガレットフィルター製造用のセルロースアセテートトウに関しては、バルキングの制御は、トウをベールから取り出し且つフィルター製造機に供給するフィルター製造の段階において行われる。従って、バルキングのばらつきが最小になるように、トウの製造及び梱包時においてバルキングを回避することが重要である。その結果、ベールからトウを取り出し且つトウをフィルター製造機に搬送するのに適当であり得るトウ搬送方法は、例えば乾燥機から梱包機までのトウの搬送時における使用にはあまり適さないであろう。
【0010】
直前に記載した問題を解決するために、ベルトコンベヤー又は振動型振盪コンベヤー(vibratory shaker conveyor)を繊維輸送装置として使用できる。このようなコンベヤーは、繊維の輸送に必要な張力(引張力)をなくす。しかし、これらの装置は多数の可動部分を含み、また、非常に高価であり、非常に大型であり、或いは繊維輸送に関しては信頼性がない。更に、必要とされる輸送勾配が過度に急であると、単一コンベヤーからは繊維が落下する恐れがある。2つのコンベヤーベルトを使用してコンベヤー間にトウを挟むことが提案されている(特許文献1)。
【0011】
或いは、トウバンドは、方向性スリットを有する空気プレナム(plenum)装置を用いて輸送できる。特許文献2を参照。この方法は、空気がその輸送路に沿ってトウバンドを押し進めるので、トウバンドを輸送するのに必要な引張力を減少させる。この方法はまた、ガイドの両端にトウバンドを引っ張ることに付随する摩擦を排除する。しかし、この方法は、トウバンドを急勾配を上方に輸送しなければならない場合には、有効に働かない。
【0012】
特許文献3は、連続繊維フィラメントを第1の運転ステージから離れた運転ステージまで搬送する方法を開示している。フィラメント束又はスライバーを、搬送路の前で第1のエアインジェクターに導入し、搬送路を通る空気流の流れを作りだし且つ維持することによって空気圧で第1のエアインジェクター及び搬送路を通って移動させる。空気流の流れは、搬送路に沿った離間された位置において逃散させるが、搬送路を通るフィラメント束の空気圧移動を継続するために、これらの同じ位置で搬送路に空気を注入する。フィラメント束は、フィラメントが離れた運転ステージに到達するまで、搬送路内で搬送路の全体にわたってガイド手段によって機械的に案内し、次に空気流の流れを停止させ、その後に束を搬送路を通して機械的に搬送する。
【0013】
特許文献4は、フィルター製造機にトウを輸送するための搬送システムを開示している。このシステムは、エアムーバーの助けによってトウを搬送するニューマダクト(pneumatic duct)を含む。
【0014】
特許文献5は、傾斜吹込装置、少なくとも1つの丸みのあるハンプ及び前記傾斜吹込装置と前記の丸みのあるハンプとの間の少なくとも1つの吸引装置を具備するテーブルエレメントを含むウェブ輸送装置を開示している。丸みのあるハンプは、ウェブを裂いたり破壊する危険を冒さずに空気の吸引を可能にすると考えられている。供給される限られた量の空気は、高い輸送力と輸送システムの効率の増大を確実にすると考えられている。
【0015】
既に記載した繊維以外に、繊維を伸張又は破壊せずに効率的に、特にかなりの垂直又は水平距離に沿って長手方向に輸送することが困難である、様々な他の比較的繊細な繊維がある。
【0016】
【特許文献1】米国特許第3,408,713号
【特許文献2】米国特許第6,402,436 B1号
【特許文献3】米国特許第4,858,809号
【特許文献4】米国特許第5,429,575号
【特許文献5】米国特許第6,543,662 B1号
【発明の開示】
【発明が解決しようとする課題】
【0017】
繊維を過度に伸ばすこともなく更には破壊することもないか、又は存在する捲縮がそれほど影響されないか、又は繊維バンドの幅が過度に増加されないか、又は前記の任意の組合せが達成されるように、輸送装置と繊維の間の摩擦を最小にし且つ意図した目的地点に到達するための引張力を加える必要性を最小にする、捲縮トウバンドのような繊細な繊維を輸送するための改良された方法及び装置が当業界で依然として必要とされている。この必要性は、不所望なプラントレイアウトを補償するか又はより有利なプラントレイアウトを可能にするために、繊維をより高い高度に急勾配で輸送する必要がある場合には特に重大である。
【課題を解決するための手段】
【0018】
本発明は、第1の開口部及び第2の開口部を規定する導管;前記導管の第1の開口部の近傍に設けられ且つ前記導管と流体連通する第1のインライン流量増幅器;前記導管の第2の開口部の近傍に設けられ且つ前記導管と流体連通する第2のインライン流量増幅器;並びに前記第1のインライン流量増幅器及び前記第2のインライン流量増幅器と流体連通する1つ又はそれ以上の高圧ガス供給源を含んでなる繊維バンドの搬送装置に関する。
【0019】
本発明は、また、導管の全長に沿って設けられた複数のインライン流量増幅器にガス流を供給し、それによって前記導管内に、繊維を第1の開口部を経て前記導管中に入れ、前記導管内部の長さに沿って搬送し且つ前記導管の第2の開口部から出す空気流を作り出すことを含んでなり、前記ガス流を周囲圧力よりも高い圧力で供給する繊維バンドの搬送方法に関する。
【発明を実施するための最良の形態】
【0020】
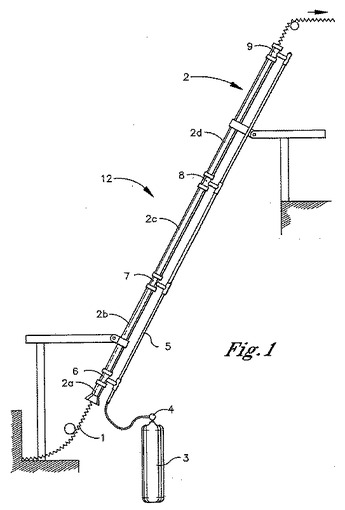
図1は、本発明の一実施態様に係るトウ搬送装置の側面図であり;
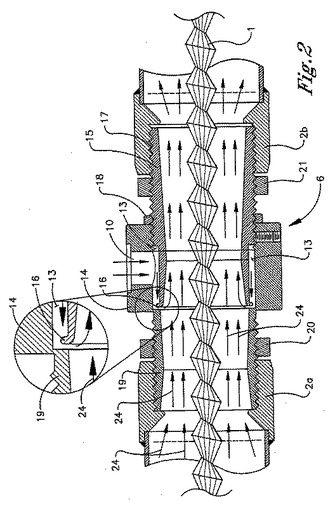
図2は、本発明の一実施態様に係る導管の一部分の垂直断面図であり;
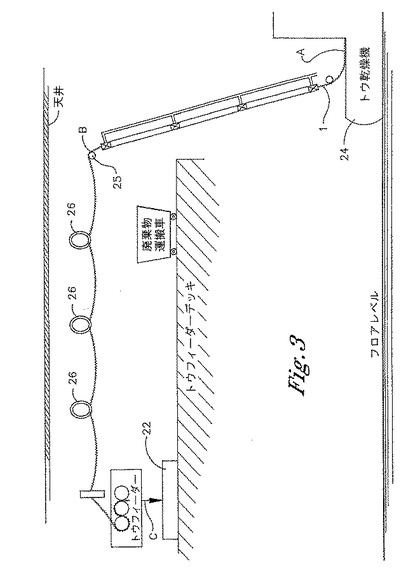
図3は、本発明の一実施態様を含むプラントレイアウトの図である。
【0021】
本発明は、添付図を含む以下の発明の詳細な説明及び実施例を参照することによってより理解し易くなるであろう。本発明は記載した具体的条件に限定するものでないことを理解すべきである。また、使用する用語は個々の実施態様の説明のみを目的とし、限定的なものではないことを理解すべきである。
【0022】
本明細書及び「特許請求の範囲」中で使用する単数形(a,an及びthe)は、前後関係からそうでないことが明白に指示されない限り、複数の指示対象を含む。
【0023】
「含んでなる(comprising)」又は「含む(containing)」は、少なくとも名前を挙げた要素又は材料が存在することを意味するが、これらの用語は、他の要素又は材料が名前を挙げたものと同一の機能を有するとしても、他の要素又は材料の存在を排除するものではない。
【0024】
本明細書中で使用する用語「繊維(fiber及びfibers)」は、セルロースアセテートのようなセルロースエステル及び特にセルロースアセテートトウ、例えばシガレットフィルターに使用されるものを含むセルロース系ポリマー;ポリ(エチレン)テレフタレートなどのようなポリエステルポリマー;ポリエチレン、ポリプロピレンなどのようなポリアルキレン;ストリーマーなどのような紙及び紙様材料;天然・合成を問わず種々の型の糸;並びに更にはコットンキャンディのような食用菓子類(edible confections)などを含む(これらに限定するものではないが)、本発明に従って適当に搬送されるであろう種々の材料からなる種々の天然及び合成繊維を制限なく包含するものとする。
【0025】
用語「周囲(ambient)」又は「周囲圧力」は、一般に大気中に存在する圧力を意味し、高度及び一般に天候と記載される大気現象のような要因に基づいて変動すると理解される。本発明に係る方法及び装置を工場内で実施する場合には、周囲圧力は、工場内の換気システム及び空気流パターンに基づいて、工場外の空気圧とはわずかに異なる場合があり、ある種の制御環境においては、工場内の周囲圧力は工場の近くの周囲屋外圧力とは実質的に異なる場合がある。このような違いにもかかわらず、周囲圧力はそれでもなお、本発明によって有用なインライン流量増幅器に供給される高圧ガスの圧力とは実質的に異なるであろう。従って、広い意味では、用語「周囲」は、本発明に係る装置の周囲及び近傍の圧力を意味する。
【0026】
本発明の方法及び装置は、工場内の開放空気のような、導管が環境と流体連通している開放系でも使用できるし、或いは汚染のためであれ湿度の制御のためであれ又は任意の他の理由で導管の近傍の環境が多少なりとも制御される場合には、制御環境を有する閉鎖系内でのみ導管が流体連通している閉鎖系でも使用できる。
【0027】
用語「高圧ガス」又は「高圧空気」を用いる場合には、高圧ガス又は空気を本発明に従って使用するインライン流量増幅器に供給する場合に高圧ガス又は空気が本発明の導管内に高容量で低圧の空気流を供給するのに充分なように、ガス又は空気の圧力が周囲よりも実質的に大きいことを意味する。従って、本発明のインライン流量増幅器に供給されるガス又は空気の圧力が高いほど、同等の空気流を導管内に誘発するのに必要な容量は少ない。そしてまた、導管を通る空気流は、繊維に悪影響を与えることなく繊維を導管中を通して搬送するように選択するものとし、これは言うまでもなく、繊維自体の性質と相関関係がある。
【0028】
本明細書中では、用語「ガス」及び「空気」はいずれも、本発明のインライン流量増幅器に供給されるガス又は空気を記載するのに用いる。従って、用語「ガス」は、用語「空気」を含むものとする。特に、空気を適当に使用できる場合又は空気の使用が、使用される可能性のあるほとんどの他のガスよりも経済的な場合には特にそうである。実施態様が高圧空気を用いるものとして記載される場合には、当業者には、例えば搬送繊維バンドの性質に悪影響を与えない任意の他のガスを使用できることが容易にわかるであろう。
【0029】
流量増幅器が導管の開口部の近傍にあると記載する場合には、流量増幅器が開口部の比較的近くにあって、その開口部と流体連通していることを意味する。いずれにしても、「近傍にある」と記載される流量増幅器は、導管の全長に沿って設けられた他の流量増幅器よりも開口部の近くにある。導管には、繊維の出入りを容易にするために、一方又は両方の導管開口部にフレア状の口を設けることができる。
【0030】
一態様において、本発明は、捲縮セルロースアセテートトウのバンドのような繊維の搬送装置を提供する。この装置は、開口導管、例えば円筒形チューブ又はパイプのようなチューブ又はパイプを含んでなり、導管には、導管内に空気流を引き起こすように導管と流体連通する複数のインライン流量増幅器が導管の全長に沿って設けられている。これらのインライン流量増幅器によって、第1の端部から導管に入り且つ第2の端部から導管を出る空気の流れが導管内に作り出される。導管内の空気流は、例えば捲縮トウバンドの過度のブルーミングが回避されるようなものである。導管から出る空気流は、導管の第1の開口部又は入口に入った空気及び空気増幅器のそれぞれに供給された空気を含む。一実施態様において、導管から出る空気の全て又は実質的に全ては第2の開口部から、即ち繊維バンドが装置から出る導管の機能的出口から出ていく。この実施態様において、導管からの空気の別の出口となるであろう出口又は開口部はない。
【0031】
本発明によって有用なインライン流量増幅器は高圧ガスを供給する。この高圧ガスは、コアンダ・プロフィール(Coanda profile)が形成される流量増幅器の環状間隙を通して流され、流量増幅器に供給される高圧ガスよりも大きい容量を有するが低速の空気流を導管を通して引き起こす。
【0032】
別の態様において、本発明は、導管の全長に沿って設けられた複数のインライン流量増幅器、例えば少なくとも2つの流量増幅器に高圧ガス流を供給し、それによって導管内に空気流を作り出して、繊維を第1の開口部又は入口を経て導管内に入れ、導管内部の長さに沿って搬送し、導管の第2の開口部又は出口から出すことを含んでなる、繊細な繊維の搬送方法を提供する。
【0033】
更に別の態様において、本発明は、繊維バンドを搬送する導管と流体連通する複数のインライン流量増幅器の環状間隙を通して高圧ガス流を供給することを含む、実質的に連続的な繊維バンドのような繊細な繊維の搬送方法を提供する。前記環状間隙にはコアンダ・プロフィールが形成され、ガスはコアンダ・プロフィールに沿って環状間隙を通って導管の内部に流れ込んで、導管中にその全体にわたって空気流を作り出し、それによって導管を通して繊維を搬送する。
【0034】
本発明に係る装置及び方法は、種々の長さ、幅、重量、断面厚及び組成の様々な繊維の搬送に使用できる。本発明によれば、例えばセルロースアセテートトウからなるアセテートトウバンドのような、比較的繊細な繊維を搬送できる。或いは、繊維はポリエステル、例えばポリ(エチレン)テレフタレートからなることができる。
【0035】
任意の他の適当な繊維も同様に制限なく搬送でき、本発明は、搬送中の捲縮繊維の過度のブルーミングの回避が必要か又は有利であろう場合に使用するのに特に適している。同様に、物理的に互いに分離するかもしれない又は引張力の適用によって引っ張られてばらばらのフラグメントになるかもしれない繊細な繊維も同じく、繊維の団結性を保持しながら搬送できる。本発明に係る装置及び方法によれば、任意の繊維を搬送できるが、ブルーミング、物理的分離又は崩壊を受け易くない繊維は、一連のローラー又はリングガイドに沿って繊維を引っ張るだけでより経済的に搬送されるかもしれない。しかし、本発明の装置及び方法はそれでもなお、搬送する繊維の物理的特性についての制限なしに、このような繊維バンドの搬送に有用である。従って、本発明に従って有効に搬送できる繊細な繊維は、それらの物理的特性についての制限なしに、様々な繊維を含む。
【0036】
或る実施態様では、搬送する繊維は長さが比較的短いことができ、例えば1cm若しくは更にはそれ以下から25cmまで又はそれ以上であることができ、他の実施態様では、搬送する繊維は、繊維を搬送する導管と少なくとも同じの長さを有することができる。或いは、搬送する繊維は、繊維を搬送する導管の長さより実質的に長いこともでき、例えば導管の長さの少なくとも2倍若しくは導管の長さの少なくとも5倍であることができ、又は繊維は、繊維の搬送及び包装の中断を最小にできるように、実質的に連続的であることもできる。更に言えば、搬送する連続繊維の長さは、繊維の長さが単一長さの繊維又は比較的少ない異なる長さの繊維を含むベール又は他のパッケージを提供するのに充分であって、それによって繊維バンドの加工及び例えばシガレットフィルターロッドのような物品を製造するための、包装からの後からの繊維バンドの取り出しの中断を回避することができるようなものであることができる。実際には、搬送する繊維の長さに実際的な制限はなく、それどころか、望ましいのであれば、始端と終端のない連続繊維を本発明に従って装置中でそれを通して実質的に無限に搬送できるであろう。
【0037】
搬送する繊維の幅も同様に広範囲に変動でき、例えば1mm若しくはそれ以上又は5mm若しくはそれ以上又は1cm若しくはそれ以上であって、3cm若しくはそれ以上まで又は5cm若しくはそれ以上まで又は10cmまでであることができ、或いは一部の実施態様においては、10cmより更に大きい、例えば15cmまで又は25cmまで又は更にはそれ以上であることができる。
【0038】
本発明によって有用な導管も同様に広範囲の長さ及び内径内で変動でき、導管の内径は導管の全長に沿って変動できる。
【0039】
例えば、50cm若しくはそれ以上又は1m若しくはそれ以上又は2m若しくはそれ以上の導管の長さを使用でき、繊維バンドを搬送しようとする領域の長さによっては、例えば5m若しくは25m若しくは50mの長さまで、又は更には125mまで又は250m若しくはそれ以上の長さも使用できる。
【0040】
本発明によって有用な導管の内径(internal diameter)も同様に広範囲に変動でき、導管の内径は導管の全長に沿って変動できる。例えば、比較的狭い幅の、例えば幅数ミクロン又は幅1mm若しくは数mmの繊維又は繊維バンドを搬送しようとする場合には、導管の内径は例えば0.1cm若しくはそれ以上又は1cm若しくはそれ以上又は3cm若しくはそれ以上又は5cm若しくはそれ以上又は10cm若しくはそれ以上であって、例えば5cm若しくはそれ以下又は10cm若しくはそれ以下又は25cm若しくはそれ以下又は50cm若しくはそれ以下であることができ、或いは搬送しようとする繊維バンドが、幅数cm若しくはそれ以上のような比較的広い幅を有する場合には、更に大きい直径であることができる。
【0041】
本発明によって有用な導管は直線状の導管、流量増幅器の機能や配置に実質的な影響を与えないわずかな変形を有する実質的に直線状の導管であることもできるし、或いは実質的に湾曲していることもできる。しかし、導管が実質的に湾曲している場合には、流量増幅器を配置する適当な位置を決定するのがより難しい可能性があり、また、例えば最大湾曲点に又はその近くに流量増幅器を設けることが必要か又は有益である可能性がある。従って、多くの実施態様において、本発明の導管は直線状又は実質的に直線状とし、トウを搬送しようとする方向における実質的な変化は、ガイド、ローラーなどのようなある種の代替設計によって対処することができる。
【0042】
本発明によって有用な導管は、種々の金属若しくは合金又はプラスチック、例えばPVCなどのような多種多様な材料からなることができる。繊維が小さい突出部にぶら下がりやすい又は引っかりやすい可能性がある場合には、導管の内部は磨くか又は別の方法で平滑化するか或いはサンダー仕上げをすることができる。同様に、繊維が接触時に導管に付着する傾向がある可能性がある場合には、導管は付着力を減少させることを目的とする物質、例えばポリ(テトラフルオロエチレン)などで処理することができる。静電気を蓄積させる傾向がある繊維を搬送する場合には、例えば1種若しくはそれ以上の導電性ポリマー又は他の導体からなる導管を装着して静電荷を拡散させることが有益であり得る。
【0043】
本発明によって有用な導管は、円形から楕円形、更には略正方形又は長方形までの種々の断面形状を有することができるが、当業者には、実質的に円形又は楕円形の断面を有する導管が、実質的に環状の間隙を有する流量増幅器をより装着しやすいことが容易にわかるであろう。従って、本明細書中で使用する用語「環状」は完全な円形を意味する必要はなく、それどころか実質的に楕円形であることもできるが、繊維バンドの個々の向きがよじれなどを伴わずに保たれる場合を除いては、実質的に円形の環状間隙を有する複数の流量増幅器が装着された実質的に円筒形の導管が、円形又は円筒形とは大きく異なるものよりも組み立て及び使用が容易であろう。
【0044】
実際の導管は典型的には、それぞれが少なくとも1つのインライン流量増幅器と流体連通する、分離した部分からなるであろう。従って、導管の長さ及び内部は、いくつかのセクションのそれぞれの内部によって、また、導管の長さに沿って設けられ且つ導管のセクションがそれを通して取り付けられたインライン流量増幅器の内部によって規定されるであろう。導管セクションの直径と流量増幅器の内部に差がある場合には、装置の内径は装置の全長に沿って変動できる。
【0045】
本発明に係る装置は、任意の所望の距離若しくは向きに伸びるために、単独で又は一緒に使用できる。かなりの距離に及ぶ必要があるならば、水平に伸びる必要がある場合にはコンベヤーベルト、ローラーガイドなどのようなより経済的な装置を用いながら、本発明の装置を垂直方向の拡大に使用するのが有利であることができる。このような場合には、本発明の装置は、垂直及び水平に伸びる必要のある離れた位置に繊維を搬送しようとする一連の装置中に、水平に伸びるのに適当な装置と一緒に使用することができる。或いは、本発明に係る単一の装置を、水平及び垂直を含む水平と垂直との間の実質的に任意の角度で使用して遠くに及ぶことができる。
【0046】
本発明によって有用なインライン流量増幅器は、以下に詳述するようにコアンダ効果現象によって導管中に空気流を引き起こす。これらの流量増幅器には、導管開口部の空気の周囲圧力に比べて比較的高い圧力の低容量の空気の供給源を設けて、流れを誘発するのに使用する高圧空気の容量に比べて比較的大きい空気流を引き起こす。インライン流量増幅器によって誘発される導管を通る空気流は、流量増幅器のそれぞれに供給される高圧空気と流量増幅器によって誘発される導管の第1の開口部(入口)への空気流の両方を含み、この空気流によって、繊維が捲縮トウバンドである場合にはバルキング若しくはブルーミング又は繊維が比較的繊細で且つ例えば簡単に引き離されてばらばらの長さになりやすい場合には繊維の破壊のような、有意な繊維の劣化を引き起こすことなく、繊維を導管を通して搬送することができる。
【0047】
本発明によって有用なインライン流量増幅器には、空気のようなガスの個別の供給源を設けることができる。或いは、流量増幅器は、例えばマニホールドアセンブリーを通して分配される、空気のようなガスの共通供給源を使用することもできる。ガス供給源は空気のような圧縮空気であることもできるし、或いは種々の型のブロアーのいずれかをガス供給源として用いることもできるし、或いは周囲より実質的に高い圧力を提供する任意の他の公知のガス供給源を使用することもできる。典型的な圧縮ガス供給源は圧縮空気のタンクである。圧縮空気を最も経済的に使用するために、流量増幅器はそれぞれ、空気増幅器のそれぞれへの吸引流を最大にするように較正できる。或いは、それぞれの吸引力を、流量増幅器の全てが実質的に同様に機能するように調整できる。
【0048】
本発明によれば、このように、搬送装置に、導管の全長に沿って複数の流量増幅器、例えば少なくとも2つの流量増幅器を設けることによって、搬送装置のない場合に意図された走行線に沿って繊維を引っ張るのに必要とされるであろう張力に比較して、低下した張力で又は更には実質的に「張力なし」で導管内で繊維を搬送するようにする。一般に、導管の全長に沿った流量増幅器の数が大きくなるほど、圧縮ガス圧を低く設定することによって、繊維を所定の製造速度で満足のゆくように搬送できる。
【0049】
本発明によって有用な流量増幅器は典型的には、導管に沿って一定間隔で配置する。例えば、入口流量増幅器を繊維が導管に入る導管の第1の端部に、出口流量増幅器を繊維が導管から出る導管の第2の端部に、任意選択で、追加流量増幅器をこれらの2つの端部の間に、例えば導管の全長に沿って実質的に等間隔で配置する。望ましくは、任意の数の追加流量増幅器を、入口流量増幅器と出口流量増幅器との間に、導管の全長に沿って組み込むことができる。
【0050】
本発明の開示を考慮すれば、当業者は、繊維バンドを搬送しようとする距離と当然相関関係がある使用する導管の長さ;流量増幅器に供給する圧縮ガスのコスト;各流量増幅器への高圧ガスの流れを調整する手段;及び流量増幅器自体のコストに基づいて、流量増幅器の数及び配置を選択できる。流量増幅器を導管に沿って均等に離間させること、又は流量増幅器のそれぞれへの圧力が実質的に均一であること、又は各流量増幅器の機能が同一であることは必ずしも必要ではないが、実際には、導管を通る繊維の動きが装置の全長に沿ってより速く標準化できるように、各流量増幅器は、機能的に同等であることが望ましいであろう。
【0051】
本発明によって有用なインライン流量増幅器はコアンダ(Coanda)流量増幅器である。即ち、それらはコアンダ効果をうまく利用する。この効果は、米国特許第5,347,103号によく説明されており、この特許の関連部分を引用することによって本明細書中に組み入れる。以下の説明はそれから得た。
【0052】
コアンダ効果とは、表面が凸面をなしているとしても、表面に沿ってノズルを出る流体のジェットがその表面をたどり且つその表面に密着する傾向がある現象を言い表す。すぐ近くの周囲流体のジェットによる同伴は、それが流れるにつれて、表面の流体を枯渇させる。これが、部分真空又は低圧領域が発生する、ジェットのその表面に近接した側と、周囲圧力であるジェットの反対側との間に圧力差を発生させる。この圧力差が、ジェットを表面に密着させるものである。連続的な同伴はまた、ジェットの厚さを増加させ、その結果として最終的に、その表面が充分に長ければ、ジェットは過度に多い質量を獲得して、壊れるであろう。このような表面の最適曲率がヘンリー・コアンダ(Henri Coanda)によって求められた。これをコアンダ・プロフィールという。
【0053】
本発明によって有用な流量増幅器は、コアンダ・プロフィールに近い、装置の導管と流体連通する流体流路を有する。周囲条件に対して比較的高い圧力下にある圧縮空気のような高圧ガスは、環状間隙を通って流体流路中に半径方向内側へと流れ込む。環状間隙の1つの表面は、空気増幅器を通る流路のコアンダ・プロフィールの一部に加って、それを形成する。高圧流は、環状間隙から出るにつれて、コアンダ・プロフィールをたどって導管の流路に入り、それによって周囲空気を同伴し、周囲空気が導管を通って流れるようにする。このように、比較的高圧で比較的低容量のガスを用いて、空気増幅器に供給される空気よりも低圧(又は低速)であるがそれより高容量の、導管を通る空気の流れを作り出すことができる。従って、機能的には、本発明に係る流量増幅器は比較的高圧のガスを比較的低容量で用いて、比較的大容量の空気流を比較的低圧又は低速で作り出す。繊細な繊維バンドを、その望ましい性質に実質的な影響を与えることなく、装置を通して搬送するのは、導管を通るこの大容量の低速空気である。
【0054】
本発明に係る流量増幅器は、コアンダ・プロフィールが形成される流量増幅器中の間隙が、導管の全内周の周囲の、導管と流体連通する実質的に環状の間隙であるようなインライン流量増幅器である。環状間隙を形成することによって、実質的に導管の全内周の周囲に空気の動きを均一に作り出し、それによって導管内に均一な流れを形成する。例えば環状間隙を規定する近傍の構造を構造的に支持するために、環状間隙の連続性が断ち切られる可能性のある流量増幅器構造を排除するつもりはないが、当業者には、環状間隙が実質的に連続的である装置を用いることによって最適な性能がもたらされることが容易にわかるであろう。
【0055】
従って、広範な実施態様において、直前に記載したように、本発明によって有用な流量増幅器には環状間隙が形成され、環状間隙が、コアンダ・プロフィールを規定する表面を有する流路を規定する。流量増幅器に供給された高圧ガスは、コアンダ・プロフィールの近傍の環状間隙を通して導かれて、導管内に周囲空気の流れを誘発する。本発明の流量増幅器の環状間隙は、フロー装置(flow device)の周囲を取り囲んで複数の個別流路が設けられるフロー装置とは区別できる。例えば米国特許第5,429,575号参照。従って、本発明の一実施態様において、形成される流量増幅器のコアンダ・プロフィールは機能的には装置の導管の周囲近傍にあって、流体連通しているので、空気増幅器のコアンダ・プロフィールに沿った空気流は、導管の全長に沿って流量増幅器の出口から伸びる。
【0056】
加圧ガスが流れる環状間隙の幅は、供給ガスの圧力、導管の内径、サイズ及び重量を含む繊維の物理的性質並びに導管に沿った空気増幅器の数及び位置に基づいて、選択できる。4又は5個の空気増幅器が長さ20フィート及び内径3〜10cmの装置の長さに沿って設けられ且つそれに2〜100psigの圧力で高圧ガスが供給される、例えば1〜3cmの幅を有するセルロースアセテートトウの捲縮バンドの搬送を目的とする実施態様においては、空気増幅器の環状間隙はゼロから1000分の数インチ若しくは100分の数インチまで又は0.025cmから0.0025cmであることができる。
【0057】
本発明の流量増幅器のようなコアンダ効果装置において、出口における流量増幅器の出力流量は、加圧ガスの入力流量及び流量増幅器の入力流中に同伴される周囲ガス又は空気の流入流量と相関関係がある。当業者には、小間隙が比較的高い出力ゲインを、搬送しようとする繊維に悪影響を与えない比較的均一な直線状空気流の維持をおそらくは犠牲にして、生じることが容易にわかるであろう。本発明の開示に基づけば、適切な間隙間隔、空気圧及び流量増幅器の数は、使用目的と繊維を搬送しなければならない距離と当然相関関係がある必要な導管の長さとを基準にして、選択できる。
【0058】
このように、本発明によって有用な流量増幅器は、搬送装置の導管内部と流体連通する。流量増幅器には、例えば空気のような圧縮ガスの供給源を高圧側に取り付け、空気を導管中に繊維の意図する走行の方向に引き込むように、導管と流体連通する、コアンダ・プロフィールを規定する環状間隙が形成する。導管の全長に沿って複数のこれらの流量増幅器を設けることによって、繊維は、バンドの摩擦も引張もほとんどなく搬送でき、実質的に水平から実質的に垂直までの任意の角度での搬送が可能になる。
【0059】
本発明に従って使用するのに適当なコアンダ流量増幅器としては、EXAIR Corporation(Cincinnati,Ohio)、O.N.Beck & Co.Ltd.(London,England)及びARTX Ltd.(Cincinnati,Ohio)から入手可能なものが挙げられる。
【0060】
流量増幅器にはマニホールドシステムを設けることができ、それによって流量増幅器の一部又は全てがパイプ又はチューブを通じて互いに流体連通する。ねじ込み、溶接又はフランジ付きを含む種々の接続設計が可能である。従って、個々の流量増幅器のそれぞれには、別のパイプ又はチューブであることができる圧縮空気プレナムを経て空気が供給される継手を通して圧縮空気を供給できる。更に、個々の流量増幅器のそれぞれは、システムへの取り付け前に最大の又は均一の性能を達成するように較正できる。流量増幅器間の過度の圧力低下をなくすために、一連の個々の流量増幅器の数を、システムの全長に基づいて選択できる。
【0061】
圧縮空気供給源からの圧縮空気は、その全長に沿ったどこかでプレナムに入ることができ、プレナムは、その全長に沿った過度の圧力低下をなくすためにサイズ変更することができる−長さがインクレメンタルに長くなるにつれて、必要なチューブはインクレメンタルに大きくなる。典型的には、圧縮空気の供給は、システム・オペレーターによって選択可能な多少高い圧力から多少低い運転圧力まで、圧力調整器によって調整する。
【0062】
具体的な実施態様において、捲縮アセテートトウバンドのような繊維バンドは典型的には、トウ乾燥機から移動コンベヤーベルト上に出てくる。トウバンドは典型的にはベルト上では「交差した」レイパターンであるが、トウ搬送装置に入るとすぐに再集束される。捲縮トウバンドは、装置内側の空気流によって運ばれながら、高速で、例えば200〜600m/分又は250〜400m/分で全システムを通過する。トウは、望ましくないバルキングに関しては、それが入ったのと実質的に同じ条件で装置から出ていき、プロセスの次の製造工程まで前進する。トウが装置を通過する速度は、調整された空気供給の設定によって制御でき、従って全プロセス要求に基づいて変動できる。
【0063】
始動時には、導管を通る繊維の搬送を開始するために、流量増幅器に供給されるガスの圧力を増加することが必要か又は有益な場合があり、その後、繊維バンドの端部が導管中をその全体にわたって走行した場合には、実質的に連続的な運転の間に繊維バンドの所望の速度及び状態を得るために、圧力を低下させることができる。
【0064】
導管内の空気流の速度は広範囲に;例えば100m/分から1,500m/分まで又は150m/分から1,000m/分まで又は250m/分から750m/分まで変動できる。
【0065】
同様に、繊維が導管を通って走行する速度は広範囲に;例えば150m/分から1,000m/分まで又は250m/分から400m/分まで変動できる。
【0066】
同じく、繊維バンドが導管を通って走行する速度は、導管を通る空気の速度に対して広範囲の比で変動できる。例えば、繊維バンド速度:空気流速度の比は、0.1:1〜0.9:1又は0.2:1〜0.8:1であることができる。
【0067】
ここで図面中に図示した実施態様に目を向けると、図1は、本発明に係るトウ搬送装置12を図示しており、この装置は導管の役割をする開口チューブ2を含む。この開口チューブ2は、開口チューブ2と流体連通し且つ導管の全長に沿って離間された位置にある複数のインライン流量増幅器6、7、8、9と接合された金属パイプの別個のチューブセクション2a、2b、2c、2dからなる。これらの流量増幅器6、7、8、9には、適当な圧縮ガス供給源3から供給される圧縮ガスが供給される。調整器4は、その供給源3からマニホールド5への圧縮ガスの圧力を調整する。ここで図1及び2を参照すると、図2は図1の流量増幅器6をより詳細に図示しているが、この実施態様において、流量増幅器6、7、8、9のそれぞれは実質的に同じ構造及び機能を有する。圧縮ガスは、より低い調整圧力え調整器4から出て、マニホールド5を通り、流量増幅器6、7、8、9中の圧縮ガス注入ノズル10を経て流量増幅器6、7、8、9のそれぞれまで流れる。流量増幅器を通る圧縮ガスの流れは、前記のコアンダ効果の結果としてチューブに部分真空をもたらし、それによって捲縮トウバンド1をチューブを通して搬送する空気流を作り出す。
【0068】
圧縮ガスは、入口10に示された矢印に沿って入口10で流量増幅器6、7、8、9のそれぞれに流入する。入口10は、流量増幅器の本体14と流量増幅器の内体15によって規定される環状間隙13と流体連通し、ねじ切り17によって流量増幅器6の本体14に回転自在に取り付けられている。ねじ切り17は、環状間隙13を調整し、その後ロッキングリング18によって所望の位置に固定できる。流量増幅器6の内体15は、環状間隙13に沿ってコアンダ・プロフィールの形態でリップ16を規定する。コアンダ・プロフィール・リップ16に沿った環状間隙13を通る空気流が、チューブ2に沿ってその端から端まで矢印方向に空気流を引き起こす。流量増幅器6は、ねじ切り17によってチューブセクション2bと、そしてねじ切り19によってチューブセクション2aと回転自在に接続され、チューブセクション2a、2bのそれぞれはロックナット20、21によってそれぞれ所望の位置に固定されて、流量増幅器と流量増幅器6の近傍のチューブ2の部分を構成するセクション2a、2bとの間に実質的に気密のシールを形成する。当業者には、流量増幅器をチューブのセクションの接続手段としてはねじ切り、フランジ又は溶接が挙げられるが、これらに限定するものではないことが容易にわかるであろう。再び図2を参照すると、矢印24に示された周囲空気は、コアンダ・プロフィール・リップ16に沿って流量増幅器6の環状間隙13から出ていく空気によって、チューブ2中に流れ込み、チューブ2を通って流れるようにさせられる。空気流は捲縮トウバンド1をチューブ2中に入れ、それを通して搬送する。
【0069】
前述のように、チューブ2に流れ込む周囲ガスは室温空気、不活性ガス源又は繊維バンド状態調整ガス源であることができる。室温空気が最も経済的である。
【0070】
同様に、圧縮ガス供給源3から供給される圧縮ガス、空気、不活性ガス、或いは制御湿度又は1つ若しくはそれ以上の他の意図的に選択された性質を有するような状態調整ガスであることができる。「不活性ガス」とは、搬送する繊維の物理的又は化学的性質に、繊維を使用目的に不適合にするような実質的な影響を与えないガスを意味する。「状態調整ガス」は、トウバンドに1つ又はそれ以上の望ましい性質を与えるように、例えば、繊維中に所望の含水量をもたらすか又はそれを保持するように選ばれた特定の湿度を与えるように選ばれたガスである。或いは、プロセス中の静電気の発生を防止するために又は更にプロセス中の静電気の存在をなくすために、帯電防止液を空気増幅器中に計量しながら供給することができる。
【0071】
図1に示された装置には、各流量増幅器に空気を供給する単一の圧縮空気供給源3が設けられているが、別法として、各流量増幅器に別個の圧縮空気供給源を設けることもできる。言うまでもなく、流量増幅器はガスを同一方向に、例えば図2では左から右へ移動させるように位置合わせされ、同様に、導管を通って流れる空気は、トウが導管から出ていくのと同じ開口部から出ていくであろう。ガス増幅器の数は変動し得るが、空気流は導管の全体を通して、トウにかかる重量及びトウに対する引張力を相殺するのに充分であるがバルク繊維特性に実質的に影響を与えない速度に保持するのが望ましい。換言すれば、局所的に高いガス速度は繊維バンドのバルク特性に影響を及ぼすか又は更には繊維を引き裂く恐れがあるので、流量増幅器中に流入する圧縮ガス流は通常、局所的に高いガス速度が存在しないようなものでなければならない。
【0072】
本発明によって有用な流量増幅器は、任意の適当な手段によって性能ベースで較正することができる。即ち、流量増幅器中の内部環状間隙を単に指定距離に設定するのではなく、流量増幅器を、最大吸引力をもたらすために、使用する圧縮空気の量に対して最大の性能を引き出すために、又は導管内部でその全体にわたって流速のばらつきがないように同じ吸引量に較正することができる。
【0073】
図3は、実施例中に記載した本発明の一実施態様を図示している。トウバンド1は位置Aにおいて乾燥機エプロン24から離れる。トウは、搬送装置を通して輸送される。真空コンベヤーの全長は6mである。従って、トウは位置Aから位置Bまで6m走行する。真空コンベヤーから出た後、トウはガイド25上を走行する。ガイドはローラーガイド又は固定ガイドであることができる。トウは、水平方向に3〜15m、複数のガイド26を通って水平に進み続ける。トウ特性の最終的な測定は、トウがベール22に入る直前に位置Cにおいて行う。
【実施例】
【0074】
実施例においては、30,000の総デニール及び7/8インチの初期ハンド幅を有する捲縮セルロースアセテート繊維トウバンドを、A点から垂直に15〜25フィート(又は4.6〜7.6m)且つ水平にB点まで4〜7フィート(又は1.2〜2.2m)輸送し、その後、C点まで10〜40フィート(又は3.1〜12.2m)の追加の可変距離を実質的に水平に輸送する。
【0075】
例1(比較例)
直前に記載した捲縮アセテートトウバンドを、可変ラップ角(wrap angle)を有する1〜3個の固定リングガイドを用いてA点からB点まで張力下で非直線的に輸送し(引っ張り)、次いで、水平方向に10フィート(又は3.1m)離れて位置する1〜4個のリングガイドを用いて点Cまで輸送する。その結果、バンド幅は幅1.76インチまで、即ち100%増加する。
【0076】
例2(実施例)
捲縮アセテートトウバンドを、4つのインライン流量増幅器(O.N.Beck & Co.Ltd.,モデルRJ405C(London,England))が装着された、概ね2インチの公称直径を有する20フィートのチューブを通して、A点からB点まで輸送し、次いで位置Cまで張力下で輸送する(引っ張る)。空気増幅器のそれぞれに供給される圧縮空気の圧力は8.5psigである。空気増幅器を、吸引力が最大となるように較正する。捲縮アセテートトウフィルターバンドの幅は1.1インチまで、即ち26%増加する。B点に軽量ローラーガイドを設ける場合には更なる改良が得られ、バンド幅はわずか1.0インチまでしか、即ち14%しか増加しない。
【0077】
例3(実施例)
既述の捲縮アセテートトウバンドを、4つのインライン空気増幅器が装着された、概ね2インチの公称内径を有する20フィートの配管を通して、A点からB点まで輸送し、その後に可変位置Cまで張力下で引っ張る。各空気増幅器に供給する圧縮空気の圧力は5psigである。空気増幅器を、吸引力が最大となるように較正する。アセテートトウのバンド幅は1.4インチまで、即ち60%増加する。B点に設けられたローラーガイド上をトウが走行する場合には更なる改良が得られ、バンド幅は1.3インチまでしか、即ち48%しか増加しない。
【0078】
例4(実施例)
この実施例における捲縮は、最初にわずかに緩いトウバンドを生成するために若干減少させる。前述のアセテートトウバンドは、公称内径1.88インチの20フィートのチューブを通してA点からB点まで輸送し、次いでC点まで1〜4個の固定リングガイドを通して張力下で輸送する(引っ張る)。使用する圧縮空気の圧力は4〜5psigである。空気増幅器は、吸引力が最大となるように特別に較正する。アセテートトウバンドのバンド幅は1.5インチまで、即ち70%増加した。トウがB点においてローラーガイド上を走行する場合には更なる改良が得られ、バンド幅は1.4インチまでしか、即ち60%しか増加しない。
【0079】
本発明を特にその好ましい実施態様に関して詳述したが、本発明の精神及び範囲内で変形及び変更が可能なことがわかるであろう。本明細書中には、本発明の典型的な好ましい実施態様を開示した。また、本明細書中には特殊な用語を用いるが、これらは包括的且つ説明的な意味でのみ用いるのであって限定を目的とせず、本発明の範囲は添付した「特許請求の範囲」に記載したものである。
【図面の簡単な説明】
【0080】
【図1】本発明の一実施態様に係るトウ搬送装置の側面図である。
【図2】本発明の一実施態様に係る導管の一部分の垂直断面図である。
【図3】本発明の一実施態様を含むプラントレイアウトの図である。
【技術分野】
【0001】
本発明は、繊維の製造及び加工に関し、更に詳しくは処理及び加工中の繊細な繊維の搬送に適当な装置及び方法に関する。
【背景技術】
【0002】
天然及び合成の幅広い繊維製品が市場で入手可能であり、それらは販売及び使用前に加工が必要である。紡糸によるような、このような繊維製品の製造プロセスの間には、典型的には延伸繊維のリボンが中間体として生成される。繊維は、嵩を増やすために、捲縮されることが多い。このようなプロセスにおいては、多数のポリマーストランドを紡糸し、寄せ集めてバンドにし、次いで捲縮させて、嵩を増す。捲縮後、捲縮繊維バンドは典型的には、ゆっくり動く乾燥用コンベヤー上で前後に広げて残留溶剤を除去する。コンベヤーの末端で、捲縮繊維バンドを取り去り、梱包機まで輸送し、そこで繊維バンドを堆積させて出荷用ベールを形成する。アセテートトウ及びポリエステルトウは典型的にはこのようにして生成する。モダクリル及び種々の型の糸のような他のポリマー繊維も、同様にして製造できる。
【0003】
使用目的に適するように、捲縮繊維バンドの嵩は製造中に慎重に制御する。繊維の嵩を特徴付ける典型的な尺度には総デニール、捲縮(クリンプ)/インチ及びバンド幅がある。フィラメント数及び各フィラメントのサイズの両方の紡糸特性が総デニールを決める。また一方、捲縮/インチ及びバンド幅は紡糸プロセスだけでなく、その後の繊維バンド加工と相関関係がある。
【0004】
例えば、意図されるか否かにかかわらず、捲縮繊維を引っ張ることによって、捲縮繊維の嵩は増加し得る。この効果は、捲縮繊維バンドをその長手方向に引っ張る場合に非常に顕著である。従って、捲縮は典型的に嵩を増し、それはバンド幅の目に見える増加によってある程度明確にされ得るが、捲縮後に繊維バンドの長手方向に繊維を引っ張ると、捲縮されたばかりのトウバンドに比較して200%若しくはそれ以上、又は300%若しくはそれ以上、又は更には500%若しくはそれ以上のバンド幅の増加がもたらされる場合がある。この過剰なバルキングは「ブルーミング(blooming)」と記載される場合もあり、これは一つには、捲縮が互いに位置ずれを起こすことによって、捲縮の向きが比較的によりランダムになる結果である。
【0005】
捲縮繊維バンドの嵩は、繊維バンドを摩擦に供することによって、例えばバンドを表面全体にわたってこすることによって又はバンド上に高速ガスを吹き込むことによっても増加し得る。従って、このようなバルキングが意図されるものであるか否かにかかわらず、トウバンドのバルク繊維特性は、紡糸機での加工並びにトウバンドに加えられるその後の作業、例えば捲縮、引張及び摩擦と相関関係がある。
【0006】
従来、捲縮繊維のバンドは、乾燥機から梱包機まで多くの固定ガイド又はローラー上で引っ張られる。繊維バンドの重量移動に関連した引張動作、及び繊維バンドをガイドに通すことによって引き起こされる摩擦は、繊維を伸長し、捲縮を取り除き、不要な嵩を増す。残念ながら、この捲縮伸長は不可逆的である。即ち、外力の除去後に、捲縮の均一性は繊維バンドに戻らない。
【0007】
捲縮繊維が乾燥機から梱包機まで走行しなければならない距離は、機械装置のこれら2つの構成要素の相対的位置によって異なる。一般に、繊維を輸送しなければならない距離が長いほど、繊維の捲縮は多く伸長されるであろう。更に、梱包機入口は、乾燥機出口と同じ高度レベルにある場合もあるし、或いは乾燥機出口より上方又は下方にある場合もある。繊維を上方に輸送する(引っ張られる(pulled))場合にはより多くの捲縮が取り除かれ、繊維を下方に輸送する(引っ張られる)場合には、取り除かれる捲縮はより少ない。単一プラント内の装置の平行するライン間に距離差又は高度差がある場合には、そのプラントで製造される繊維の品質は一貫性がないであろう。
【0008】
従って、従来の方法においては、捲縮繊維バンドは、バンドの輸送に使用される引張力及びバンドが固定リングガイド上を滑ることによって引き起こされる摩擦のため、その捲縮の一部を不可逆的に失う。引張力及び対応する捲縮損失は、繊維バンドが1つの加工工程から別の加工工程まで走行しなければならない勾配が急になるにつれて劇的に増加する。
【0009】
繊維バンドの加工及び梱包の間においては、所望の均一性を維持するためにバルキングの制御が重要である。シガレットフィルター製造用のセルロースアセテートトウに関しては、バルキングの制御は、トウをベールから取り出し且つフィルター製造機に供給するフィルター製造の段階において行われる。従って、バルキングのばらつきが最小になるように、トウの製造及び梱包時においてバルキングを回避することが重要である。その結果、ベールからトウを取り出し且つトウをフィルター製造機に搬送するのに適当であり得るトウ搬送方法は、例えば乾燥機から梱包機までのトウの搬送時における使用にはあまり適さないであろう。
【0010】
直前に記載した問題を解決するために、ベルトコンベヤー又は振動型振盪コンベヤー(vibratory shaker conveyor)を繊維輸送装置として使用できる。このようなコンベヤーは、繊維の輸送に必要な張力(引張力)をなくす。しかし、これらの装置は多数の可動部分を含み、また、非常に高価であり、非常に大型であり、或いは繊維輸送に関しては信頼性がない。更に、必要とされる輸送勾配が過度に急であると、単一コンベヤーからは繊維が落下する恐れがある。2つのコンベヤーベルトを使用してコンベヤー間にトウを挟むことが提案されている(特許文献1)。
【0011】
或いは、トウバンドは、方向性スリットを有する空気プレナム(plenum)装置を用いて輸送できる。特許文献2を参照。この方法は、空気がその輸送路に沿ってトウバンドを押し進めるので、トウバンドを輸送するのに必要な引張力を減少させる。この方法はまた、ガイドの両端にトウバンドを引っ張ることに付随する摩擦を排除する。しかし、この方法は、トウバンドを急勾配を上方に輸送しなければならない場合には、有効に働かない。
【0012】
特許文献3は、連続繊維フィラメントを第1の運転ステージから離れた運転ステージまで搬送する方法を開示している。フィラメント束又はスライバーを、搬送路の前で第1のエアインジェクターに導入し、搬送路を通る空気流の流れを作りだし且つ維持することによって空気圧で第1のエアインジェクター及び搬送路を通って移動させる。空気流の流れは、搬送路に沿った離間された位置において逃散させるが、搬送路を通るフィラメント束の空気圧移動を継続するために、これらの同じ位置で搬送路に空気を注入する。フィラメント束は、フィラメントが離れた運転ステージに到達するまで、搬送路内で搬送路の全体にわたってガイド手段によって機械的に案内し、次に空気流の流れを停止させ、その後に束を搬送路を通して機械的に搬送する。
【0013】
特許文献4は、フィルター製造機にトウを輸送するための搬送システムを開示している。このシステムは、エアムーバーの助けによってトウを搬送するニューマダクト(pneumatic duct)を含む。
【0014】
特許文献5は、傾斜吹込装置、少なくとも1つの丸みのあるハンプ及び前記傾斜吹込装置と前記の丸みのあるハンプとの間の少なくとも1つの吸引装置を具備するテーブルエレメントを含むウェブ輸送装置を開示している。丸みのあるハンプは、ウェブを裂いたり破壊する危険を冒さずに空気の吸引を可能にすると考えられている。供給される限られた量の空気は、高い輸送力と輸送システムの効率の増大を確実にすると考えられている。
【0015】
既に記載した繊維以外に、繊維を伸張又は破壊せずに効率的に、特にかなりの垂直又は水平距離に沿って長手方向に輸送することが困難である、様々な他の比較的繊細な繊維がある。
【0016】
【特許文献1】米国特許第3,408,713号
【特許文献2】米国特許第6,402,436 B1号
【特許文献3】米国特許第4,858,809号
【特許文献4】米国特許第5,429,575号
【特許文献5】米国特許第6,543,662 B1号
【発明の開示】
【発明が解決しようとする課題】
【0017】
繊維を過度に伸ばすこともなく更には破壊することもないか、又は存在する捲縮がそれほど影響されないか、又は繊維バンドの幅が過度に増加されないか、又は前記の任意の組合せが達成されるように、輸送装置と繊維の間の摩擦を最小にし且つ意図した目的地点に到達するための引張力を加える必要性を最小にする、捲縮トウバンドのような繊細な繊維を輸送するための改良された方法及び装置が当業界で依然として必要とされている。この必要性は、不所望なプラントレイアウトを補償するか又はより有利なプラントレイアウトを可能にするために、繊維をより高い高度に急勾配で輸送する必要がある場合には特に重大である。
【課題を解決するための手段】
【0018】
本発明は、第1の開口部及び第2の開口部を規定する導管;前記導管の第1の開口部の近傍に設けられ且つ前記導管と流体連通する第1のインライン流量増幅器;前記導管の第2の開口部の近傍に設けられ且つ前記導管と流体連通する第2のインライン流量増幅器;並びに前記第1のインライン流量増幅器及び前記第2のインライン流量増幅器と流体連通する1つ又はそれ以上の高圧ガス供給源を含んでなる繊維バンドの搬送装置に関する。
【0019】
本発明は、また、導管の全長に沿って設けられた複数のインライン流量増幅器にガス流を供給し、それによって前記導管内に、繊維を第1の開口部を経て前記導管中に入れ、前記導管内部の長さに沿って搬送し且つ前記導管の第2の開口部から出す空気流を作り出すことを含んでなり、前記ガス流を周囲圧力よりも高い圧力で供給する繊維バンドの搬送方法に関する。
【発明を実施するための最良の形態】
【0020】
図1は、本発明の一実施態様に係るトウ搬送装置の側面図であり;
図2は、本発明の一実施態様に係る導管の一部分の垂直断面図であり;
図3は、本発明の一実施態様を含むプラントレイアウトの図である。
【0021】
本発明は、添付図を含む以下の発明の詳細な説明及び実施例を参照することによってより理解し易くなるであろう。本発明は記載した具体的条件に限定するものでないことを理解すべきである。また、使用する用語は個々の実施態様の説明のみを目的とし、限定的なものではないことを理解すべきである。
【0022】
本明細書及び「特許請求の範囲」中で使用する単数形(a,an及びthe)は、前後関係からそうでないことが明白に指示されない限り、複数の指示対象を含む。
【0023】
「含んでなる(comprising)」又は「含む(containing)」は、少なくとも名前を挙げた要素又は材料が存在することを意味するが、これらの用語は、他の要素又は材料が名前を挙げたものと同一の機能を有するとしても、他の要素又は材料の存在を排除するものではない。
【0024】
本明細書中で使用する用語「繊維(fiber及びfibers)」は、セルロースアセテートのようなセルロースエステル及び特にセルロースアセテートトウ、例えばシガレットフィルターに使用されるものを含むセルロース系ポリマー;ポリ(エチレン)テレフタレートなどのようなポリエステルポリマー;ポリエチレン、ポリプロピレンなどのようなポリアルキレン;ストリーマーなどのような紙及び紙様材料;天然・合成を問わず種々の型の糸;並びに更にはコットンキャンディのような食用菓子類(edible confections)などを含む(これらに限定するものではないが)、本発明に従って適当に搬送されるであろう種々の材料からなる種々の天然及び合成繊維を制限なく包含するものとする。
【0025】
用語「周囲(ambient)」又は「周囲圧力」は、一般に大気中に存在する圧力を意味し、高度及び一般に天候と記載される大気現象のような要因に基づいて変動すると理解される。本発明に係る方法及び装置を工場内で実施する場合には、周囲圧力は、工場内の換気システム及び空気流パターンに基づいて、工場外の空気圧とはわずかに異なる場合があり、ある種の制御環境においては、工場内の周囲圧力は工場の近くの周囲屋外圧力とは実質的に異なる場合がある。このような違いにもかかわらず、周囲圧力はそれでもなお、本発明によって有用なインライン流量増幅器に供給される高圧ガスの圧力とは実質的に異なるであろう。従って、広い意味では、用語「周囲」は、本発明に係る装置の周囲及び近傍の圧力を意味する。
【0026】
本発明の方法及び装置は、工場内の開放空気のような、導管が環境と流体連通している開放系でも使用できるし、或いは汚染のためであれ湿度の制御のためであれ又は任意の他の理由で導管の近傍の環境が多少なりとも制御される場合には、制御環境を有する閉鎖系内でのみ導管が流体連通している閉鎖系でも使用できる。
【0027】
用語「高圧ガス」又は「高圧空気」を用いる場合には、高圧ガス又は空気を本発明に従って使用するインライン流量増幅器に供給する場合に高圧ガス又は空気が本発明の導管内に高容量で低圧の空気流を供給するのに充分なように、ガス又は空気の圧力が周囲よりも実質的に大きいことを意味する。従って、本発明のインライン流量増幅器に供給されるガス又は空気の圧力が高いほど、同等の空気流を導管内に誘発するのに必要な容量は少ない。そしてまた、導管を通る空気流は、繊維に悪影響を与えることなく繊維を導管中を通して搬送するように選択するものとし、これは言うまでもなく、繊維自体の性質と相関関係がある。
【0028】
本明細書中では、用語「ガス」及び「空気」はいずれも、本発明のインライン流量増幅器に供給されるガス又は空気を記載するのに用いる。従って、用語「ガス」は、用語「空気」を含むものとする。特に、空気を適当に使用できる場合又は空気の使用が、使用される可能性のあるほとんどの他のガスよりも経済的な場合には特にそうである。実施態様が高圧空気を用いるものとして記載される場合には、当業者には、例えば搬送繊維バンドの性質に悪影響を与えない任意の他のガスを使用できることが容易にわかるであろう。
【0029】
流量増幅器が導管の開口部の近傍にあると記載する場合には、流量増幅器が開口部の比較的近くにあって、その開口部と流体連通していることを意味する。いずれにしても、「近傍にある」と記載される流量増幅器は、導管の全長に沿って設けられた他の流量増幅器よりも開口部の近くにある。導管には、繊維の出入りを容易にするために、一方又は両方の導管開口部にフレア状の口を設けることができる。
【0030】
一態様において、本発明は、捲縮セルロースアセテートトウのバンドのような繊維の搬送装置を提供する。この装置は、開口導管、例えば円筒形チューブ又はパイプのようなチューブ又はパイプを含んでなり、導管には、導管内に空気流を引き起こすように導管と流体連通する複数のインライン流量増幅器が導管の全長に沿って設けられている。これらのインライン流量増幅器によって、第1の端部から導管に入り且つ第2の端部から導管を出る空気の流れが導管内に作り出される。導管内の空気流は、例えば捲縮トウバンドの過度のブルーミングが回避されるようなものである。導管から出る空気流は、導管の第1の開口部又は入口に入った空気及び空気増幅器のそれぞれに供給された空気を含む。一実施態様において、導管から出る空気の全て又は実質的に全ては第2の開口部から、即ち繊維バンドが装置から出る導管の機能的出口から出ていく。この実施態様において、導管からの空気の別の出口となるであろう出口又は開口部はない。
【0031】
本発明によって有用なインライン流量増幅器は高圧ガスを供給する。この高圧ガスは、コアンダ・プロフィール(Coanda profile)が形成される流量増幅器の環状間隙を通して流され、流量増幅器に供給される高圧ガスよりも大きい容量を有するが低速の空気流を導管を通して引き起こす。
【0032】
別の態様において、本発明は、導管の全長に沿って設けられた複数のインライン流量増幅器、例えば少なくとも2つの流量増幅器に高圧ガス流を供給し、それによって導管内に空気流を作り出して、繊維を第1の開口部又は入口を経て導管内に入れ、導管内部の長さに沿って搬送し、導管の第2の開口部又は出口から出すことを含んでなる、繊細な繊維の搬送方法を提供する。
【0033】
更に別の態様において、本発明は、繊維バンドを搬送する導管と流体連通する複数のインライン流量増幅器の環状間隙を通して高圧ガス流を供給することを含む、実質的に連続的な繊維バンドのような繊細な繊維の搬送方法を提供する。前記環状間隙にはコアンダ・プロフィールが形成され、ガスはコアンダ・プロフィールに沿って環状間隙を通って導管の内部に流れ込んで、導管中にその全体にわたって空気流を作り出し、それによって導管を通して繊維を搬送する。
【0034】
本発明に係る装置及び方法は、種々の長さ、幅、重量、断面厚及び組成の様々な繊維の搬送に使用できる。本発明によれば、例えばセルロースアセテートトウからなるアセテートトウバンドのような、比較的繊細な繊維を搬送できる。或いは、繊維はポリエステル、例えばポリ(エチレン)テレフタレートからなることができる。
【0035】
任意の他の適当な繊維も同様に制限なく搬送でき、本発明は、搬送中の捲縮繊維の過度のブルーミングの回避が必要か又は有利であろう場合に使用するのに特に適している。同様に、物理的に互いに分離するかもしれない又は引張力の適用によって引っ張られてばらばらのフラグメントになるかもしれない繊細な繊維も同じく、繊維の団結性を保持しながら搬送できる。本発明に係る装置及び方法によれば、任意の繊維を搬送できるが、ブルーミング、物理的分離又は崩壊を受け易くない繊維は、一連のローラー又はリングガイドに沿って繊維を引っ張るだけでより経済的に搬送されるかもしれない。しかし、本発明の装置及び方法はそれでもなお、搬送する繊維の物理的特性についての制限なしに、このような繊維バンドの搬送に有用である。従って、本発明に従って有効に搬送できる繊細な繊維は、それらの物理的特性についての制限なしに、様々な繊維を含む。
【0036】
或る実施態様では、搬送する繊維は長さが比較的短いことができ、例えば1cm若しくは更にはそれ以下から25cmまで又はそれ以上であることができ、他の実施態様では、搬送する繊維は、繊維を搬送する導管と少なくとも同じの長さを有することができる。或いは、搬送する繊維は、繊維を搬送する導管の長さより実質的に長いこともでき、例えば導管の長さの少なくとも2倍若しくは導管の長さの少なくとも5倍であることができ、又は繊維は、繊維の搬送及び包装の中断を最小にできるように、実質的に連続的であることもできる。更に言えば、搬送する連続繊維の長さは、繊維の長さが単一長さの繊維又は比較的少ない異なる長さの繊維を含むベール又は他のパッケージを提供するのに充分であって、それによって繊維バンドの加工及び例えばシガレットフィルターロッドのような物品を製造するための、包装からの後からの繊維バンドの取り出しの中断を回避することができるようなものであることができる。実際には、搬送する繊維の長さに実際的な制限はなく、それどころか、望ましいのであれば、始端と終端のない連続繊維を本発明に従って装置中でそれを通して実質的に無限に搬送できるであろう。
【0037】
搬送する繊維の幅も同様に広範囲に変動でき、例えば1mm若しくはそれ以上又は5mm若しくはそれ以上又は1cm若しくはそれ以上であって、3cm若しくはそれ以上まで又は5cm若しくはそれ以上まで又は10cmまでであることができ、或いは一部の実施態様においては、10cmより更に大きい、例えば15cmまで又は25cmまで又は更にはそれ以上であることができる。
【0038】
本発明によって有用な導管も同様に広範囲の長さ及び内径内で変動でき、導管の内径は導管の全長に沿って変動できる。
【0039】
例えば、50cm若しくはそれ以上又は1m若しくはそれ以上又は2m若しくはそれ以上の導管の長さを使用でき、繊維バンドを搬送しようとする領域の長さによっては、例えば5m若しくは25m若しくは50mの長さまで、又は更には125mまで又は250m若しくはそれ以上の長さも使用できる。
【0040】
本発明によって有用な導管の内径(internal diameter)も同様に広範囲に変動でき、導管の内径は導管の全長に沿って変動できる。例えば、比較的狭い幅の、例えば幅数ミクロン又は幅1mm若しくは数mmの繊維又は繊維バンドを搬送しようとする場合には、導管の内径は例えば0.1cm若しくはそれ以上又は1cm若しくはそれ以上又は3cm若しくはそれ以上又は5cm若しくはそれ以上又は10cm若しくはそれ以上であって、例えば5cm若しくはそれ以下又は10cm若しくはそれ以下又は25cm若しくはそれ以下又は50cm若しくはそれ以下であることができ、或いは搬送しようとする繊維バンドが、幅数cm若しくはそれ以上のような比較的広い幅を有する場合には、更に大きい直径であることができる。
【0041】
本発明によって有用な導管は直線状の導管、流量増幅器の機能や配置に実質的な影響を与えないわずかな変形を有する実質的に直線状の導管であることもできるし、或いは実質的に湾曲していることもできる。しかし、導管が実質的に湾曲している場合には、流量増幅器を配置する適当な位置を決定するのがより難しい可能性があり、また、例えば最大湾曲点に又はその近くに流量増幅器を設けることが必要か又は有益である可能性がある。従って、多くの実施態様において、本発明の導管は直線状又は実質的に直線状とし、トウを搬送しようとする方向における実質的な変化は、ガイド、ローラーなどのようなある種の代替設計によって対処することができる。
【0042】
本発明によって有用な導管は、種々の金属若しくは合金又はプラスチック、例えばPVCなどのような多種多様な材料からなることができる。繊維が小さい突出部にぶら下がりやすい又は引っかりやすい可能性がある場合には、導管の内部は磨くか又は別の方法で平滑化するか或いはサンダー仕上げをすることができる。同様に、繊維が接触時に導管に付着する傾向がある可能性がある場合には、導管は付着力を減少させることを目的とする物質、例えばポリ(テトラフルオロエチレン)などで処理することができる。静電気を蓄積させる傾向がある繊維を搬送する場合には、例えば1種若しくはそれ以上の導電性ポリマー又は他の導体からなる導管を装着して静電荷を拡散させることが有益であり得る。
【0043】
本発明によって有用な導管は、円形から楕円形、更には略正方形又は長方形までの種々の断面形状を有することができるが、当業者には、実質的に円形又は楕円形の断面を有する導管が、実質的に環状の間隙を有する流量増幅器をより装着しやすいことが容易にわかるであろう。従って、本明細書中で使用する用語「環状」は完全な円形を意味する必要はなく、それどころか実質的に楕円形であることもできるが、繊維バンドの個々の向きがよじれなどを伴わずに保たれる場合を除いては、実質的に円形の環状間隙を有する複数の流量増幅器が装着された実質的に円筒形の導管が、円形又は円筒形とは大きく異なるものよりも組み立て及び使用が容易であろう。
【0044】
実際の導管は典型的には、それぞれが少なくとも1つのインライン流量増幅器と流体連通する、分離した部分からなるであろう。従って、導管の長さ及び内部は、いくつかのセクションのそれぞれの内部によって、また、導管の長さに沿って設けられ且つ導管のセクションがそれを通して取り付けられたインライン流量増幅器の内部によって規定されるであろう。導管セクションの直径と流量増幅器の内部に差がある場合には、装置の内径は装置の全長に沿って変動できる。
【0045】
本発明に係る装置は、任意の所望の距離若しくは向きに伸びるために、単独で又は一緒に使用できる。かなりの距離に及ぶ必要があるならば、水平に伸びる必要がある場合にはコンベヤーベルト、ローラーガイドなどのようなより経済的な装置を用いながら、本発明の装置を垂直方向の拡大に使用するのが有利であることができる。このような場合には、本発明の装置は、垂直及び水平に伸びる必要のある離れた位置に繊維を搬送しようとする一連の装置中に、水平に伸びるのに適当な装置と一緒に使用することができる。或いは、本発明に係る単一の装置を、水平及び垂直を含む水平と垂直との間の実質的に任意の角度で使用して遠くに及ぶことができる。
【0046】
本発明によって有用なインライン流量増幅器は、以下に詳述するようにコアンダ効果現象によって導管中に空気流を引き起こす。これらの流量増幅器には、導管開口部の空気の周囲圧力に比べて比較的高い圧力の低容量の空気の供給源を設けて、流れを誘発するのに使用する高圧空気の容量に比べて比較的大きい空気流を引き起こす。インライン流量増幅器によって誘発される導管を通る空気流は、流量増幅器のそれぞれに供給される高圧空気と流量増幅器によって誘発される導管の第1の開口部(入口)への空気流の両方を含み、この空気流によって、繊維が捲縮トウバンドである場合にはバルキング若しくはブルーミング又は繊維が比較的繊細で且つ例えば簡単に引き離されてばらばらの長さになりやすい場合には繊維の破壊のような、有意な繊維の劣化を引き起こすことなく、繊維を導管を通して搬送することができる。
【0047】
本発明によって有用なインライン流量増幅器には、空気のようなガスの個別の供給源を設けることができる。或いは、流量増幅器は、例えばマニホールドアセンブリーを通して分配される、空気のようなガスの共通供給源を使用することもできる。ガス供給源は空気のような圧縮空気であることもできるし、或いは種々の型のブロアーのいずれかをガス供給源として用いることもできるし、或いは周囲より実質的に高い圧力を提供する任意の他の公知のガス供給源を使用することもできる。典型的な圧縮ガス供給源は圧縮空気のタンクである。圧縮空気を最も経済的に使用するために、流量増幅器はそれぞれ、空気増幅器のそれぞれへの吸引流を最大にするように較正できる。或いは、それぞれの吸引力を、流量増幅器の全てが実質的に同様に機能するように調整できる。
【0048】
本発明によれば、このように、搬送装置に、導管の全長に沿って複数の流量増幅器、例えば少なくとも2つの流量増幅器を設けることによって、搬送装置のない場合に意図された走行線に沿って繊維を引っ張るのに必要とされるであろう張力に比較して、低下した張力で又は更には実質的に「張力なし」で導管内で繊維を搬送するようにする。一般に、導管の全長に沿った流量増幅器の数が大きくなるほど、圧縮ガス圧を低く設定することによって、繊維を所定の製造速度で満足のゆくように搬送できる。
【0049】
本発明によって有用な流量増幅器は典型的には、導管に沿って一定間隔で配置する。例えば、入口流量増幅器を繊維が導管に入る導管の第1の端部に、出口流量増幅器を繊維が導管から出る導管の第2の端部に、任意選択で、追加流量増幅器をこれらの2つの端部の間に、例えば導管の全長に沿って実質的に等間隔で配置する。望ましくは、任意の数の追加流量増幅器を、入口流量増幅器と出口流量増幅器との間に、導管の全長に沿って組み込むことができる。
【0050】
本発明の開示を考慮すれば、当業者は、繊維バンドを搬送しようとする距離と当然相関関係がある使用する導管の長さ;流量増幅器に供給する圧縮ガスのコスト;各流量増幅器への高圧ガスの流れを調整する手段;及び流量増幅器自体のコストに基づいて、流量増幅器の数及び配置を選択できる。流量増幅器を導管に沿って均等に離間させること、又は流量増幅器のそれぞれへの圧力が実質的に均一であること、又は各流量増幅器の機能が同一であることは必ずしも必要ではないが、実際には、導管を通る繊維の動きが装置の全長に沿ってより速く標準化できるように、各流量増幅器は、機能的に同等であることが望ましいであろう。
【0051】
本発明によって有用なインライン流量増幅器はコアンダ(Coanda)流量増幅器である。即ち、それらはコアンダ効果をうまく利用する。この効果は、米国特許第5,347,103号によく説明されており、この特許の関連部分を引用することによって本明細書中に組み入れる。以下の説明はそれから得た。
【0052】
コアンダ効果とは、表面が凸面をなしているとしても、表面に沿ってノズルを出る流体のジェットがその表面をたどり且つその表面に密着する傾向がある現象を言い表す。すぐ近くの周囲流体のジェットによる同伴は、それが流れるにつれて、表面の流体を枯渇させる。これが、部分真空又は低圧領域が発生する、ジェットのその表面に近接した側と、周囲圧力であるジェットの反対側との間に圧力差を発生させる。この圧力差が、ジェットを表面に密着させるものである。連続的な同伴はまた、ジェットの厚さを増加させ、その結果として最終的に、その表面が充分に長ければ、ジェットは過度に多い質量を獲得して、壊れるであろう。このような表面の最適曲率がヘンリー・コアンダ(Henri Coanda)によって求められた。これをコアンダ・プロフィールという。
【0053】
本発明によって有用な流量増幅器は、コアンダ・プロフィールに近い、装置の導管と流体連通する流体流路を有する。周囲条件に対して比較的高い圧力下にある圧縮空気のような高圧ガスは、環状間隙を通って流体流路中に半径方向内側へと流れ込む。環状間隙の1つの表面は、空気増幅器を通る流路のコアンダ・プロフィールの一部に加って、それを形成する。高圧流は、環状間隙から出るにつれて、コアンダ・プロフィールをたどって導管の流路に入り、それによって周囲空気を同伴し、周囲空気が導管を通って流れるようにする。このように、比較的高圧で比較的低容量のガスを用いて、空気増幅器に供給される空気よりも低圧(又は低速)であるがそれより高容量の、導管を通る空気の流れを作り出すことができる。従って、機能的には、本発明に係る流量増幅器は比較的高圧のガスを比較的低容量で用いて、比較的大容量の空気流を比較的低圧又は低速で作り出す。繊細な繊維バンドを、その望ましい性質に実質的な影響を与えることなく、装置を通して搬送するのは、導管を通るこの大容量の低速空気である。
【0054】
本発明に係る流量増幅器は、コアンダ・プロフィールが形成される流量増幅器中の間隙が、導管の全内周の周囲の、導管と流体連通する実質的に環状の間隙であるようなインライン流量増幅器である。環状間隙を形成することによって、実質的に導管の全内周の周囲に空気の動きを均一に作り出し、それによって導管内に均一な流れを形成する。例えば環状間隙を規定する近傍の構造を構造的に支持するために、環状間隙の連続性が断ち切られる可能性のある流量増幅器構造を排除するつもりはないが、当業者には、環状間隙が実質的に連続的である装置を用いることによって最適な性能がもたらされることが容易にわかるであろう。
【0055】
従って、広範な実施態様において、直前に記載したように、本発明によって有用な流量増幅器には環状間隙が形成され、環状間隙が、コアンダ・プロフィールを規定する表面を有する流路を規定する。流量増幅器に供給された高圧ガスは、コアンダ・プロフィールの近傍の環状間隙を通して導かれて、導管内に周囲空気の流れを誘発する。本発明の流量増幅器の環状間隙は、フロー装置(flow device)の周囲を取り囲んで複数の個別流路が設けられるフロー装置とは区別できる。例えば米国特許第5,429,575号参照。従って、本発明の一実施態様において、形成される流量増幅器のコアンダ・プロフィールは機能的には装置の導管の周囲近傍にあって、流体連通しているので、空気増幅器のコアンダ・プロフィールに沿った空気流は、導管の全長に沿って流量増幅器の出口から伸びる。
【0056】
加圧ガスが流れる環状間隙の幅は、供給ガスの圧力、導管の内径、サイズ及び重量を含む繊維の物理的性質並びに導管に沿った空気増幅器の数及び位置に基づいて、選択できる。4又は5個の空気増幅器が長さ20フィート及び内径3〜10cmの装置の長さに沿って設けられ且つそれに2〜100psigの圧力で高圧ガスが供給される、例えば1〜3cmの幅を有するセルロースアセテートトウの捲縮バンドの搬送を目的とする実施態様においては、空気増幅器の環状間隙はゼロから1000分の数インチ若しくは100分の数インチまで又は0.025cmから0.0025cmであることができる。
【0057】
本発明の流量増幅器のようなコアンダ効果装置において、出口における流量増幅器の出力流量は、加圧ガスの入力流量及び流量増幅器の入力流中に同伴される周囲ガス又は空気の流入流量と相関関係がある。当業者には、小間隙が比較的高い出力ゲインを、搬送しようとする繊維に悪影響を与えない比較的均一な直線状空気流の維持をおそらくは犠牲にして、生じることが容易にわかるであろう。本発明の開示に基づけば、適切な間隙間隔、空気圧及び流量増幅器の数は、使用目的と繊維を搬送しなければならない距離と当然相関関係がある必要な導管の長さとを基準にして、選択できる。
【0058】
このように、本発明によって有用な流量増幅器は、搬送装置の導管内部と流体連通する。流量増幅器には、例えば空気のような圧縮ガスの供給源を高圧側に取り付け、空気を導管中に繊維の意図する走行の方向に引き込むように、導管と流体連通する、コアンダ・プロフィールを規定する環状間隙が形成する。導管の全長に沿って複数のこれらの流量増幅器を設けることによって、繊維は、バンドの摩擦も引張もほとんどなく搬送でき、実質的に水平から実質的に垂直までの任意の角度での搬送が可能になる。
【0059】
本発明に従って使用するのに適当なコアンダ流量増幅器としては、EXAIR Corporation(Cincinnati,Ohio)、O.N.Beck & Co.Ltd.(London,England)及びARTX Ltd.(Cincinnati,Ohio)から入手可能なものが挙げられる。
【0060】
流量増幅器にはマニホールドシステムを設けることができ、それによって流量増幅器の一部又は全てがパイプ又はチューブを通じて互いに流体連通する。ねじ込み、溶接又はフランジ付きを含む種々の接続設計が可能である。従って、個々の流量増幅器のそれぞれには、別のパイプ又はチューブであることができる圧縮空気プレナムを経て空気が供給される継手を通して圧縮空気を供給できる。更に、個々の流量増幅器のそれぞれは、システムへの取り付け前に最大の又は均一の性能を達成するように較正できる。流量増幅器間の過度の圧力低下をなくすために、一連の個々の流量増幅器の数を、システムの全長に基づいて選択できる。
【0061】
圧縮空気供給源からの圧縮空気は、その全長に沿ったどこかでプレナムに入ることができ、プレナムは、その全長に沿った過度の圧力低下をなくすためにサイズ変更することができる−長さがインクレメンタルに長くなるにつれて、必要なチューブはインクレメンタルに大きくなる。典型的には、圧縮空気の供給は、システム・オペレーターによって選択可能な多少高い圧力から多少低い運転圧力まで、圧力調整器によって調整する。
【0062】
具体的な実施態様において、捲縮アセテートトウバンドのような繊維バンドは典型的には、トウ乾燥機から移動コンベヤーベルト上に出てくる。トウバンドは典型的にはベルト上では「交差した」レイパターンであるが、トウ搬送装置に入るとすぐに再集束される。捲縮トウバンドは、装置内側の空気流によって運ばれながら、高速で、例えば200〜600m/分又は250〜400m/分で全システムを通過する。トウは、望ましくないバルキングに関しては、それが入ったのと実質的に同じ条件で装置から出ていき、プロセスの次の製造工程まで前進する。トウが装置を通過する速度は、調整された空気供給の設定によって制御でき、従って全プロセス要求に基づいて変動できる。
【0063】
始動時には、導管を通る繊維の搬送を開始するために、流量増幅器に供給されるガスの圧力を増加することが必要か又は有益な場合があり、その後、繊維バンドの端部が導管中をその全体にわたって走行した場合には、実質的に連続的な運転の間に繊維バンドの所望の速度及び状態を得るために、圧力を低下させることができる。
【0064】
導管内の空気流の速度は広範囲に;例えば100m/分から1,500m/分まで又は150m/分から1,000m/分まで又は250m/分から750m/分まで変動できる。
【0065】
同様に、繊維が導管を通って走行する速度は広範囲に;例えば150m/分から1,000m/分まで又は250m/分から400m/分まで変動できる。
【0066】
同じく、繊維バンドが導管を通って走行する速度は、導管を通る空気の速度に対して広範囲の比で変動できる。例えば、繊維バンド速度:空気流速度の比は、0.1:1〜0.9:1又は0.2:1〜0.8:1であることができる。
【0067】
ここで図面中に図示した実施態様に目を向けると、図1は、本発明に係るトウ搬送装置12を図示しており、この装置は導管の役割をする開口チューブ2を含む。この開口チューブ2は、開口チューブ2と流体連通し且つ導管の全長に沿って離間された位置にある複数のインライン流量増幅器6、7、8、9と接合された金属パイプの別個のチューブセクション2a、2b、2c、2dからなる。これらの流量増幅器6、7、8、9には、適当な圧縮ガス供給源3から供給される圧縮ガスが供給される。調整器4は、その供給源3からマニホールド5への圧縮ガスの圧力を調整する。ここで図1及び2を参照すると、図2は図1の流量増幅器6をより詳細に図示しているが、この実施態様において、流量増幅器6、7、8、9のそれぞれは実質的に同じ構造及び機能を有する。圧縮ガスは、より低い調整圧力え調整器4から出て、マニホールド5を通り、流量増幅器6、7、8、9中の圧縮ガス注入ノズル10を経て流量増幅器6、7、8、9のそれぞれまで流れる。流量増幅器を通る圧縮ガスの流れは、前記のコアンダ効果の結果としてチューブに部分真空をもたらし、それによって捲縮トウバンド1をチューブを通して搬送する空気流を作り出す。
【0068】
圧縮ガスは、入口10に示された矢印に沿って入口10で流量増幅器6、7、8、9のそれぞれに流入する。入口10は、流量増幅器の本体14と流量増幅器の内体15によって規定される環状間隙13と流体連通し、ねじ切り17によって流量増幅器6の本体14に回転自在に取り付けられている。ねじ切り17は、環状間隙13を調整し、その後ロッキングリング18によって所望の位置に固定できる。流量増幅器6の内体15は、環状間隙13に沿ってコアンダ・プロフィールの形態でリップ16を規定する。コアンダ・プロフィール・リップ16に沿った環状間隙13を通る空気流が、チューブ2に沿ってその端から端まで矢印方向に空気流を引き起こす。流量増幅器6は、ねじ切り17によってチューブセクション2bと、そしてねじ切り19によってチューブセクション2aと回転自在に接続され、チューブセクション2a、2bのそれぞれはロックナット20、21によってそれぞれ所望の位置に固定されて、流量増幅器と流量増幅器6の近傍のチューブ2の部分を構成するセクション2a、2bとの間に実質的に気密のシールを形成する。当業者には、流量増幅器をチューブのセクションの接続手段としてはねじ切り、フランジ又は溶接が挙げられるが、これらに限定するものではないことが容易にわかるであろう。再び図2を参照すると、矢印24に示された周囲空気は、コアンダ・プロフィール・リップ16に沿って流量増幅器6の環状間隙13から出ていく空気によって、チューブ2中に流れ込み、チューブ2を通って流れるようにさせられる。空気流は捲縮トウバンド1をチューブ2中に入れ、それを通して搬送する。
【0069】
前述のように、チューブ2に流れ込む周囲ガスは室温空気、不活性ガス源又は繊維バンド状態調整ガス源であることができる。室温空気が最も経済的である。
【0070】
同様に、圧縮ガス供給源3から供給される圧縮ガス、空気、不活性ガス、或いは制御湿度又は1つ若しくはそれ以上の他の意図的に選択された性質を有するような状態調整ガスであることができる。「不活性ガス」とは、搬送する繊維の物理的又は化学的性質に、繊維を使用目的に不適合にするような実質的な影響を与えないガスを意味する。「状態調整ガス」は、トウバンドに1つ又はそれ以上の望ましい性質を与えるように、例えば、繊維中に所望の含水量をもたらすか又はそれを保持するように選ばれた特定の湿度を与えるように選ばれたガスである。或いは、プロセス中の静電気の発生を防止するために又は更にプロセス中の静電気の存在をなくすために、帯電防止液を空気増幅器中に計量しながら供給することができる。
【0071】
図1に示された装置には、各流量増幅器に空気を供給する単一の圧縮空気供給源3が設けられているが、別法として、各流量増幅器に別個の圧縮空気供給源を設けることもできる。言うまでもなく、流量増幅器はガスを同一方向に、例えば図2では左から右へ移動させるように位置合わせされ、同様に、導管を通って流れる空気は、トウが導管から出ていくのと同じ開口部から出ていくであろう。ガス増幅器の数は変動し得るが、空気流は導管の全体を通して、トウにかかる重量及びトウに対する引張力を相殺するのに充分であるがバルク繊維特性に実質的に影響を与えない速度に保持するのが望ましい。換言すれば、局所的に高いガス速度は繊維バンドのバルク特性に影響を及ぼすか又は更には繊維を引き裂く恐れがあるので、流量増幅器中に流入する圧縮ガス流は通常、局所的に高いガス速度が存在しないようなものでなければならない。
【0072】
本発明によって有用な流量増幅器は、任意の適当な手段によって性能ベースで較正することができる。即ち、流量増幅器中の内部環状間隙を単に指定距離に設定するのではなく、流量増幅器を、最大吸引力をもたらすために、使用する圧縮空気の量に対して最大の性能を引き出すために、又は導管内部でその全体にわたって流速のばらつきがないように同じ吸引量に較正することができる。
【0073】
図3は、実施例中に記載した本発明の一実施態様を図示している。トウバンド1は位置Aにおいて乾燥機エプロン24から離れる。トウは、搬送装置を通して輸送される。真空コンベヤーの全長は6mである。従って、トウは位置Aから位置Bまで6m走行する。真空コンベヤーから出た後、トウはガイド25上を走行する。ガイドはローラーガイド又は固定ガイドであることができる。トウは、水平方向に3〜15m、複数のガイド26を通って水平に進み続ける。トウ特性の最終的な測定は、トウがベール22に入る直前に位置Cにおいて行う。
【実施例】
【0074】
実施例においては、30,000の総デニール及び7/8インチの初期ハンド幅を有する捲縮セルロースアセテート繊維トウバンドを、A点から垂直に15〜25フィート(又は4.6〜7.6m)且つ水平にB点まで4〜7フィート(又は1.2〜2.2m)輸送し、その後、C点まで10〜40フィート(又は3.1〜12.2m)の追加の可変距離を実質的に水平に輸送する。
【0075】
例1(比較例)
直前に記載した捲縮アセテートトウバンドを、可変ラップ角(wrap angle)を有する1〜3個の固定リングガイドを用いてA点からB点まで張力下で非直線的に輸送し(引っ張り)、次いで、水平方向に10フィート(又は3.1m)離れて位置する1〜4個のリングガイドを用いて点Cまで輸送する。その結果、バンド幅は幅1.76インチまで、即ち100%増加する。
【0076】
例2(実施例)
捲縮アセテートトウバンドを、4つのインライン流量増幅器(O.N.Beck & Co.Ltd.,モデルRJ405C(London,England))が装着された、概ね2インチの公称直径を有する20フィートのチューブを通して、A点からB点まで輸送し、次いで位置Cまで張力下で輸送する(引っ張る)。空気増幅器のそれぞれに供給される圧縮空気の圧力は8.5psigである。空気増幅器を、吸引力が最大となるように較正する。捲縮アセテートトウフィルターバンドの幅は1.1インチまで、即ち26%増加する。B点に軽量ローラーガイドを設ける場合には更なる改良が得られ、バンド幅はわずか1.0インチまでしか、即ち14%しか増加しない。
【0077】
例3(実施例)
既述の捲縮アセテートトウバンドを、4つのインライン空気増幅器が装着された、概ね2インチの公称内径を有する20フィートの配管を通して、A点からB点まで輸送し、その後に可変位置Cまで張力下で引っ張る。各空気増幅器に供給する圧縮空気の圧力は5psigである。空気増幅器を、吸引力が最大となるように較正する。アセテートトウのバンド幅は1.4インチまで、即ち60%増加する。B点に設けられたローラーガイド上をトウが走行する場合には更なる改良が得られ、バンド幅は1.3インチまでしか、即ち48%しか増加しない。
【0078】
例4(実施例)
この実施例における捲縮は、最初にわずかに緩いトウバンドを生成するために若干減少させる。前述のアセテートトウバンドは、公称内径1.88インチの20フィートのチューブを通してA点からB点まで輸送し、次いでC点まで1〜4個の固定リングガイドを通して張力下で輸送する(引っ張る)。使用する圧縮空気の圧力は4〜5psigである。空気増幅器は、吸引力が最大となるように特別に較正する。アセテートトウバンドのバンド幅は1.5インチまで、即ち70%増加した。トウがB点においてローラーガイド上を走行する場合には更なる改良が得られ、バンド幅は1.4インチまでしか、即ち60%しか増加しない。
【0079】
本発明を特にその好ましい実施態様に関して詳述したが、本発明の精神及び範囲内で変形及び変更が可能なことがわかるであろう。本明細書中には、本発明の典型的な好ましい実施態様を開示した。また、本明細書中には特殊な用語を用いるが、これらは包括的且つ説明的な意味でのみ用いるのであって限定を目的とせず、本発明の範囲は添付した「特許請求の範囲」に記載したものである。
【図面の簡単な説明】
【0080】
【図1】本発明の一実施態様に係るトウ搬送装置の側面図である。
【図2】本発明の一実施態様に係る導管の一部分の垂直断面図である。
【図3】本発明の一実施態様を含むプラントレイアウトの図である。
【特許請求の範囲】
【請求項1】
第1の開口部及び第2の開口部を規定する導管;
前記導管の第1の開口部の近傍に設けられ且つ前記導管と流体連通する第1のインライン流量増幅器;
前記導管の第2の開口部の近傍に設けられ且つ前記導管と流体連通する第2のインライン流量増幅器;並びに
前記第1のインライン流量増幅器及び前記第2のインライン流量増幅器と流体連通する1つ又はそれ以上の高圧ガス供給源
を含んでなる繊維バンドの搬送装置。
【請求項2】
前記装置が前記導管の全長に沿って第1の流量増幅器と第2の流量増幅器との間に設けられ且つ前記導管と流体連通する1つ又はそれ以上の中間インライン流量増幅器を更に含む請求項1に記載に装置。
【請求項3】
前記導管が0.5〜250mの内部長を有する請求項1に記載の装置。
【請求項4】
前記導管が1〜100mの内部長を有する請求項1に記載の装置。
【請求項5】
前記導管が5〜50mの内部長を有する請求項1に記載の装置。
【請求項6】
2〜100psigの圧力で空気を供給する1つ又はそれ以上の圧縮空気供給源が存在する請求項1に記載の装置。
【請求項7】
前記導管が0.1〜50cmの内径を有する請求項1に記載の装置。
【請求項8】
前記導管が1〜25cmの内径を有する請求項1に記載の装置。
【請求項9】
前記装置が更に、1つ又はそれ以上の圧縮空気供給源及び複数の空気増幅器と流体連通するマニホールドを含む請求項1に記載の装置。
【請求項10】
前記導管が実質的に円形の断面を有する請求項1に記載の装置。
【請求項11】
前記導管が実質的に正方形又は長方形の断面を有する請求項1に記載の装置。
【請求項12】
前記インライン流量増幅器のそれぞれに、前記流量増幅器の環状間隙を通って流れる高圧ガスを供給し、前記高圧ガスが、流量増幅器に供給される高圧ガスよりも容量が大きいが低速の空気流を前記導管を通して引き起こす請求項1に記載の装置。
【請求項13】
前記インライン流量増幅器のそれぞれが、コアンダ効果によって前記導管中に空気流を引き起こす請求項1に記載の装置。
【請求項14】
前記インライン流量増幅器のそれぞれに、前記導管の開口部の空気の周囲圧力に比較して、比較的高圧で低容量の空気の供給源を設け、それによって流れの誘発に使用された高圧空気の容量に比較して比較的大きい空気流を前記導管を通して引き起こす請求項1に記載の装置。
【請求項15】
導管の全長に沿って設けられた複数のインライン流量増幅器にガス流を供給し、それによって前記導管内に、繊維を第1の開口部を経て前記導管中に入れ、前記導管内部の長さに沿って搬送し且つ前記導管の第2の開口部から出す空気流を作り出すことを含んでなり、前記ガス流を周囲圧力よりも高い圧力で供給する繊維バンドの搬送方法。
【請求項16】
前記繊維がセルロース系ポリマー;ポリエステルポリマー;ポリアルキレンポリマー;紙:天然若しくは合成糸;又は食用菓子類のうち1種又はそれ以上を含む請求項14に記載の方法。
【請求項17】
前記繊維がセルロースアセテートトウを含む請求項14に記載の方法。
【請求項18】
繊維バンドを搬送する導管と流体連通する複数のインライン流量増幅器の環状間隙を通してガス流を供給することを含んでなり、前記ガスが前記環状間隙を通って導管内部に流れ込んで、導管内にその全体にわたって空気流を作り出すことによって繊維バンドを前記導管を通して搬送する繊維バンドの搬送方法。
【請求項19】
前記導管内の空気流の速度が100〜1,500m/分である請求項18に記載の方法。
【請求項20】
前記導管内の空気流の速度が150〜1000m/分である請求項18に記載の方法。
【請求項21】
前記導管内の空気流の速度が250〜750m/分である請求項18に記載の方法。
【請求項22】
前記繊維が前記導管を走行する速度が150〜1,000m/分である請求項18に記載の方法。
【請求項23】
前記繊維が前記導管を走行する速度が250〜400m/分である請求項18に記載の方法。
【請求項24】
繊維に悪影響を及ぼすことなく前記導管を通して繊維を搬送するために、前記導管を通る空気流を選択する請求項18に記載の方法。
【請求項25】
前記繊維を、実質的に水平から実質的に垂直までの任意の角度で任意の距離を搬送する請求項18に記載の方法。
【請求項1】
第1の開口部及び第2の開口部を規定する導管;
前記導管の第1の開口部の近傍に設けられ且つ前記導管と流体連通する第1のインライン流量増幅器;
前記導管の第2の開口部の近傍に設けられ且つ前記導管と流体連通する第2のインライン流量増幅器;並びに
前記第1のインライン流量増幅器及び前記第2のインライン流量増幅器と流体連通する1つ又はそれ以上の高圧ガス供給源
を含んでなる繊維バンドの搬送装置。
【請求項2】
前記装置が前記導管の全長に沿って第1の流量増幅器と第2の流量増幅器との間に設けられ且つ前記導管と流体連通する1つ又はそれ以上の中間インライン流量増幅器を更に含む請求項1に記載に装置。
【請求項3】
前記導管が0.5〜250mの内部長を有する請求項1に記載の装置。
【請求項4】
前記導管が1〜100mの内部長を有する請求項1に記載の装置。
【請求項5】
前記導管が5〜50mの内部長を有する請求項1に記載の装置。
【請求項6】
2〜100psigの圧力で空気を供給する1つ又はそれ以上の圧縮空気供給源が存在する請求項1に記載の装置。
【請求項7】
前記導管が0.1〜50cmの内径を有する請求項1に記載の装置。
【請求項8】
前記導管が1〜25cmの内径を有する請求項1に記載の装置。
【請求項9】
前記装置が更に、1つ又はそれ以上の圧縮空気供給源及び複数の空気増幅器と流体連通するマニホールドを含む請求項1に記載の装置。
【請求項10】
前記導管が実質的に円形の断面を有する請求項1に記載の装置。
【請求項11】
前記導管が実質的に正方形又は長方形の断面を有する請求項1に記載の装置。
【請求項12】
前記インライン流量増幅器のそれぞれに、前記流量増幅器の環状間隙を通って流れる高圧ガスを供給し、前記高圧ガスが、流量増幅器に供給される高圧ガスよりも容量が大きいが低速の空気流を前記導管を通して引き起こす請求項1に記載の装置。
【請求項13】
前記インライン流量増幅器のそれぞれが、コアンダ効果によって前記導管中に空気流を引き起こす請求項1に記載の装置。
【請求項14】
前記インライン流量増幅器のそれぞれに、前記導管の開口部の空気の周囲圧力に比較して、比較的高圧で低容量の空気の供給源を設け、それによって流れの誘発に使用された高圧空気の容量に比較して比較的大きい空気流を前記導管を通して引き起こす請求項1に記載の装置。
【請求項15】
導管の全長に沿って設けられた複数のインライン流量増幅器にガス流を供給し、それによって前記導管内に、繊維を第1の開口部を経て前記導管中に入れ、前記導管内部の長さに沿って搬送し且つ前記導管の第2の開口部から出す空気流を作り出すことを含んでなり、前記ガス流を周囲圧力よりも高い圧力で供給する繊維バンドの搬送方法。
【請求項16】
前記繊維がセルロース系ポリマー;ポリエステルポリマー;ポリアルキレンポリマー;紙:天然若しくは合成糸;又は食用菓子類のうち1種又はそれ以上を含む請求項14に記載の方法。
【請求項17】
前記繊維がセルロースアセテートトウを含む請求項14に記載の方法。
【請求項18】
繊維バンドを搬送する導管と流体連通する複数のインライン流量増幅器の環状間隙を通してガス流を供給することを含んでなり、前記ガスが前記環状間隙を通って導管内部に流れ込んで、導管内にその全体にわたって空気流を作り出すことによって繊維バンドを前記導管を通して搬送する繊維バンドの搬送方法。
【請求項19】
前記導管内の空気流の速度が100〜1,500m/分である請求項18に記載の方法。
【請求項20】
前記導管内の空気流の速度が150〜1000m/分である請求項18に記載の方法。
【請求項21】
前記導管内の空気流の速度が250〜750m/分である請求項18に記載の方法。
【請求項22】
前記繊維が前記導管を走行する速度が150〜1,000m/分である請求項18に記載の方法。
【請求項23】
前記繊維が前記導管を走行する速度が250〜400m/分である請求項18に記載の方法。
【請求項24】
繊維に悪影響を及ぼすことなく前記導管を通して繊維を搬送するために、前記導管を通る空気流を選択する請求項18に記載の方法。
【請求項25】
前記繊維を、実質的に水平から実質的に垂直までの任意の角度で任意の距離を搬送する請求項18に記載の方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公表番号】特表2009−541172(P2009−541172A)
【公表日】平成21年11月26日(2009.11.26)
【国際特許分類】
【出願番号】特願2009−516461(P2009−516461)
【出願日】平成18年6月21日(2006.6.21)
【国際出願番号】PCT/US2006/024119
【国際公開番号】WO2007/149080
【国際公開日】平成19年12月27日(2007.12.27)
【出願人】(594055158)イーストマン ケミカル カンパニー (391)
【Fターム(参考)】
【公表日】平成21年11月26日(2009.11.26)
【国際特許分類】
【出願日】平成18年6月21日(2006.6.21)
【国際出願番号】PCT/US2006/024119
【国際公開番号】WO2007/149080
【国際公開日】平成19年12月27日(2007.12.27)
【出願人】(594055158)イーストマン ケミカル カンパニー (391)
【Fターム(参考)】
[ Back to top ]