
繊維を監視する装置および方法
【課題】繊維を監視する装置および方法の提供。
【解決手段】コンピュータベースの繊維製造監視システムは、少なくとも1つのセンサーと、該センサーと通信するコンピュータサーバーとを備える。各センサーは、それぞれが、それぞれの糸経路に関連し、繊維が糸経路上のセンサーを通過してボビンに巻回されるときに、繊維の少なくとも1つの物理的特性の測定結果を提供する、データパケットを提供するように構成される。コンピュータサーバーは、測定結果から糸経路単位および/またはボビン単位で、物理的特性の解析を提供するように構成される。センサーは、電界センサーとして構成され、絶縁基板と、その基板に配置される非接触電極と、その基板を通って横に延在するバイアとを備える。電極は、互いに交絡する。バイアの一方の部分は電極の一方の部分に接続され、バイアの他方の部分は電極の他方の部分に接続される。
【解決手段】コンピュータベースの繊維製造監視システムは、少なくとも1つのセンサーと、該センサーと通信するコンピュータサーバーとを備える。各センサーは、それぞれが、それぞれの糸経路に関連し、繊維が糸経路上のセンサーを通過してボビンに巻回されるときに、繊維の少なくとも1つの物理的特性の測定結果を提供する、データパケットを提供するように構成される。コンピュータサーバーは、測定結果から糸経路単位および/またはボビン単位で、物理的特性の解析を提供するように構成される。センサーは、電界センサーとして構成され、絶縁基板と、その基板に配置される非接触電極と、その基板を通って横に延在するバイアとを備える。電極は、互いに交絡する。バイアの一方の部分は電極の一方の部分に接続され、バイアの他方の部分は電極の他方の部分に接続される。
【発明の詳細な説明】
【技術分野】
【0001】
(技術分野)
本発明は、マルチフィラメント繊維の製造を監視するための機構に関する。特に、本発明は、リアルタイムでマルチフィラメント繊維の物理的特性を監視するための方法および装置に関する。
【背景技術】
【0002】
(発明の背景)
繊維の製造では、合成繊維は、ポリエステルまたはナイロンのような溶融高分子をフィラメントに紡ぎ、互いに捩って単一の繊維を形成する、「スピンドロー」プロセスによって形成される。紡いだ繊維は、次いで引き出されて、繊維の伸縮性、引張強さ、および直径が変更される。プロセス中に、繊維にフィラメントを潤滑するために液体エマルジョンまたは「表面処理剤」を塗布することによって、加工機械を通る繊維の動きによって発生する静電気を減じる。さらに、一般に加圧したエアジェットに引き出した繊維を露出させることにより、交絡ノードが繊維内に形成され、それによって、繊維に沿って周期的間隔でそれぞれのフィラメントを互いに結びつける。
【0003】
繊維のバルク、表面処理、デニール、または交絡ノードにおける均一性の欠如によって、繊維のもつれまたは切断を生じるたり、または、製織プロセス中の繊維の着色にむらを生じる可能性があり、エンドユーザーにとってはコストのかかる製造ラインの停止をもたらすことになる。このため、繊維がエンドユーザーに出荷される前に、繊維内の不良を識別するために、繊維が製造されているときにリアルタイムでその物理的特性を監視する試みが行われてきた。
【0004】
例えば、Fabbriの特許文献1およびMeyerの特許文献2は、高分子繊維の直径およびデニールを測定するために、容量センサーを使用している。しかし、容量センサーは、デニールの大きな変動を検出することしかできない。さらに、容量センサーを使用する織物のユーザーに重要な、表面処理、バルク、ノードカウント、およびノード品質のような他の繊維の特性を監視することができない。
【0005】
Sakaiの特許文献3は、糸の不規則性を検出するために、フォトトランジスタを使用している。フォトトランジスタは、糸むらに応答してアナログ信号を発生させる。周期的および非周期的な糸むらを検出するために、アナログ信号をデジタル化し、次いでリアルタイムで周波数を分析する。しかし、フォトトランジスタを使用する織物のユーザーに重要な、表面処理、バルク、ノードカウント、およびノード品質のような他の繊維の特性を監視することができない。
【0006】
Felixの特許文献4は、デニールの変化、フィラメント切断、および表面処理剤の欠乏を検出するために、糸の張力および速度のような一対の処理パラメータを監視している。しかし、開示された監視パラメータを使用すると、織物のユーザーに重要な、バルク、ノードカウント、およびノード品質のような他の繊維の特性を監視することができない。
【0007】
Instrumar Ltd.(CA 2,254,426)は、リアルタイムで繊維の物理的特性を測定するために、電界センサーを使用している。繊維がセンサーを通過するときの繊維の物理的特性の変化によって、電極に誘導される電流を生じる。誘導電流の大きさおよびフェーズの変化と公知の繊維のプロファイルとを比較することによって、Instrumarは、リアルタイムで引き出される繊維のデニール、表面処理、および交絡を監視することができる。しかし、電極は、繊維に隣接する電界の変化に敏感であるので、所望の繊維の特性に対するセンサーの感度を減じている。さらに、所望のセンサーの測定結果を使用する織物のユーザーに重要な、バルク、およびノード品質のような他の繊維の特性を監視することができない。
【0008】
したがって、リアルタイムでマルチフィラメント繊維の物理的特性を監視するための機構を改善する必要性は残されている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】米国特許第4,706,014号明細書
【特許文献2】米国特許第5,394,096号明細書
【特許文献3】米国特許第4,491,831号明細書
【特許文献4】米国特許第4,888,944号明細書
【発明の概要】
【課題を解決するための手段】
【0010】
(発明の概要)
本発明の第1の側面によれば、少なくとも1つのセンサーと、前記少なくとも1つのセンサーと通信するコンピュータサーバーとを備えるコンピュータベースの繊維製造監視システムが提供される。前記センサーは、繊維が糸経路上の前記センサーを通過して、ボビンに巻回されるときに、前記繊維の少なくとも1つの物理的特性の表示を提供するように構成される。前記コンピュータサーバーは、前記表示から、糸経路単位(および/またはボビン単位)に関する前記少なくとも1つの物理的特性の解析を提供するように構成される。
【0011】
本発明の一実施態様によれば、前記繊維製造監視システムはまた、前記表示を保持するための測定結果のデータベースをさらに備え、前記コンピュータサーバーは、前記少なくとも1つの物理的特性の解析の過去の記述を提供するように構成される。前記コンピュータサーバーは、前記表示の各々と、前記物理的特性に対して確立されたプロセスリミットとを比較し、関連する前記プロセスリミットからの前記表示の各々の偏差にしたがってアラームを作動させるように構成される。1つのバリエーションでは、前記コンピュータサーバーは、それぞれの前記表示と、前記物理的特性の各々に対して確立されたそれぞれのプロセスリミットとを比較し、関連する前記プロセスリミットからの前記表示のうちの少なくとも2つの偏差にしたがってアラームを作動させるように構成される。
【0012】
前記表示は、前記物理的特性の定期的な測定結果を含み、前記センサーは、前記取り込んだ測定結果をローカルにバッファリングし、前記コンピュータサーバーからデータのリクエストを受けたときに、前記コンピュータサーバーに前記バッファリングした測定結果を送信するように構成されることが好ましい。さらに、前記センサーは、電界センサーと、前記電界センサーに接続されるセンサー処理ユニットとを備え、前記センサー処理ユニットは、前記繊維が前記電界センサーを通過するときに、前記電界センサーに誘導される電流信号の振幅を監視することによって、前記少なくとも1つの測定結果を提供するように構成されることが好ましい。
【0013】
本発明の第2の側面によれば、前記電界センサーは、絶縁基板と、前記基板に配置される複数の非接触電極と、前記電極に接続され、前記基板を介して横に延在する複数の導体とを備える。前記電界センサーが、前記電極を覆って配置される絶縁体をも備え、前記電極が、第1の電極部分と前記第1の電極部分と交絡する第2の電極部分とを備えることが好ましい。前記導体は、第1の導体部分と、第2の導体部分と、を備え、前記導体の第1の部分が前記第1の電極部分に接続され、前記導体の第2の部分が前記第2の電極部分に接続される。前記絶縁体は、セラミックまたはガラスを含み、好適な前記セラミックはアルミナを含む。さらに、前記電極は、前記基板上に互いに平行に配置され、前記導体は、前記電極に対して直角に延在するバイアを備える。
【0014】
本発明の第3の側面によれば、繊維の製造を監視するコンピュータベースの方法であって、(1)コンピュータサーバーにおいてデータを受信するステップであって、前記データの各々が、糸経路に関連しており、前記繊維が前記糸経路上のセンサーを通過して、ボビンに巻回されるときに、繊維の少なくとも1つの物理的特性の表示を含むステップと、(2)前記表示から、糸経路単位(および/またはボビン単位)について、前記少なくとも1つの物理的特性の解析を提供するステップと、を含む方法が提供される。
【0015】
本発明の一実施態様によれば、前記コンピュータサーバーは、前記表示を保持するためのアーカイブを備え、前記解析を提供するステップは、前記少なくとも1つの物理的特性の前記解析の過去の記録を提供することを含む。前記コンピュータサーバーは、それぞれの前記表示と、前記物理的特性に対して定められたプロセスリミットとを比較し、関連する前記プロセスリミットからの前記表示の各々の偏差にしたがってアラームを作動させる。1つのバリエーションでは、各データパケットは複数の前記表示を含み、各表示は、前記物理的特性のうちのそれぞれ1つに関連しており、前記受信するステップは、(i)コンピュータサーバーにおいて、前記表示の各々と、前記物理的特性の各々に対して定められたプロセスリミットとを比較するステップと、(ii)関連する前記プロセスリミットからの前記表示のうちの少なくとも2つの偏差に基づいてアラームを作動させるステップと、を含む。
【0016】
本発明の第4の側面によれば、糸経路上の繊維の製造を監視するコンピュータベースの方法であって、(1)電界センサーを通過する繊維によって、前記電界センサー内に誘導される電流信号の振幅を監視するステップと、(2)前記振幅の測定結果から前記電流信号内のピークおよびトラフを検出するステップと、(3)検出された前記ピークおよびトラフから前記繊維の物理的特性を判断するステップと、を含む方法が提供される。
【0017】
本発明の一実施態様によれば、前記検出するステップは、(i)前記振幅の測定結果から振幅の極小値および極大値を識別するステップと、(ii)前記極小値に対する前記極大値の高さを計算するステップと、(iii)所定の閾値未満の関連する計算された高さを有する極大値を除外するステップと、を含む。
【0018】
一般に、除外されなかった極大値の各々は、それぞれの時間だけ前記極小値のうちの1つよりも先行し、前記方法は、(iv)閾値の最長時間を超える関連する時間を有する前記除外されなかった極大値を除外するステップと、(v)閾値の最短時間未満の関連する時間を有する前記除外されなかった極大値を除外するステップと、(vi)前記除外されなかった極大値のうちの残りを保持するステップと、をさらに含む。
【0019】
1つのバリエーションでは、判断される物理的特性はノードカウントであり、前記物理的特性を判断するステップは、(a)振幅の測定値を時間幅にセグメント化するステップと、(b)前記時間幅の各々に対して、前記関連する保持された極大値からそれぞれのノードカウントを計算するステップと、を含む。別のバリエーションでは、前記物理的特性はノード品質であり、前記物理的特性を判断するステップは、前記時間幅の各々に対して、前記関連するノードカウントの前記関連する高さの平均を計算するステップを含む。
【0020】
本発明の第5の側面によれば、糸経路上の繊維の製造を監視するコンピュータベースの方法であって、(1)糸経路上に配置された電界センサーの出力を監視するステップと、(2)前記電界センサーによって測定される平均電流、定常状態ノイズ、およびノードカウントのうちの1つにおける増加から、前記センサーを通過する繊維の存在を検出するステップと、(3)前記平均電流、前記ノードカウント、および前記電界センサーによって測定される過渡的ノイズの減少(減少および過渡的ノイズは時間的に重複する)から前記繊維の切断を検出するステップとを含む方法が提供される。
【0021】
本発明の一実施態様によれば、前記平均電流は、前記電界センサー内に誘導される電流の振幅のピークを検出し、前記振幅の平均を計算することによって決定される。前記平均振幅は、前記ピークを時間幅にセグメント化し、前記時間幅のそれぞれにわたって前記ピークの大きさの平均に対する平均値を計算することによって計算される。前記ノイズは、前記電界センサー内に誘導される電流の振幅のピークを検出し、前記ピークを時間幅にセグメント化し、前記時間幅にわたる前記ピークの大きさを合計することによって決定される。前記ノードカウントは、前記電界センサー内に誘導される電流の振幅のピークを検出し、前記検出したピークからノードカウントを計算することによって決定される。前記ノードカウントは、前記ピークを時間幅にセグメント化し、前記時間幅の各々に対する前記ピークを数えることによって計算される。
【0022】
本発明の第6の側面によれば、糸経路上の前記繊維の製造を監視するコンピュータベースの方法であって、(1)各々が複数の糸経路のうちのそれぞれ1つに配置される複数の電界センサーの出力を監視するステップであって、前記糸経路の各々がマルチフィラメント繊維を担送する、ステップと、(2)前記繊維の各々が前記それぞれの電界センサーを通過するときに、前記電界センサーに誘導される電流信号の振幅の変化から、前記糸経路うちの別の1つの前記繊維における前記糸経路うちの1つからのフィラメントの存在を検出するステップと、を含む方法が提供される。
【0023】
本発明の一実施態様によれば、フィラメントの存在は、前記1つの糸経路に関する振幅における正の変化を監視し、前記別の糸経路に関する振幅における負の変化を監視することによって検出される。
例えば、本願発明は以下の項目を提供する。
(項目1)
コンピュータベースの繊維製造監視システムであって、
少なくとも1つのセンサーであって、それぞれが糸経路上のセンサーを通過する繊維の少なくとも1つの物理的特性の表示を提供するように構成され、該繊維はボビンに巻回される、少なくとも1つのセンサーと、
該少なくとも1つのセンサーと通信するコンピュータサーバーであって、該表示から、糸経路単位およびボビン単位のうちの少なくとも1つについて、該少なくとも1つの物理的特性の解析を提供するように構成された、コンピュータサーバーと
を備える、繊維製造監視システム。
(項目2)
前記表示を保持するための測定結果のデータベースをさらに備え、前記コンピュータサーバーは、前記少なくとも1つの物理的特性の解析の過去の記録を提供するように構成される、項目1に記載の繊維製造監視システム。
(項目3)
前記コンピュータサーバーは、前記表示の各々と、前記物理的特性に対して確立されたプロセスリミットとを比較し、関連するプロセスリミットからの該表示の各々の偏差にしたがってアラームを作動させるように構成される、項目1に記載の繊維製造監視システム。
(項目4)
前記コンピュータサーバーは、前記表示の各々と、前記物理的特性の各々に対して確立されたそれぞれのプロセスリミットとを比較し、関連するプロセスリミットからの該表示のうちの少なくとも2つの偏差にしたがってアラームを作動させるように構成される、項目1に記載の繊維製造監視システム。
(項目5)
前記センサーは、前記物理的特性の測定結果を定期的に取り込み、該取り込んだ測定結果をローカルにバッファリングし、前記コンピュータサーバーからデータのリクエストを受けたときに、該コンピュータサーバーに該バッファリングした測定結果を送信するように構成される、項目1に記載の繊維製造監視システム。
(項目6)
前記センサーは、電界センサーと、該電界センサーに接続されるセンサー処理ユニットとを備え、該センサー処理ユニットは、前記繊維が該電界センサーを通過するときに、該電界センサーに誘導される電流信号の振幅を監視することによって、前記少なくとも1つの測定結果を提供するように構成される、項目5に記載の繊維製造監視システム。
(項目7)
前記電界センサーは、
絶縁基板と、
該基板に配置される複数の非接触電極と、
該電極に接続され、該基板を介して横に延在する複数の導体と
を備える、項目6に記載の繊維製造監視システム。
(項目8)
前記電極は、第1の電極部分と、該第1の電極部分と交絡する第2の電極部分とを備え、前記導体は、第1の導体部分と、第2の導体部分とを備え、該導体の第1の部分が該第1の電極部分に接続され、該導体の第2の部分が該第2の電極部分に接続される、項目7に記載の繊維製造監視システム。
(項目9)
前記電極は、前記基板上に互いに平行に配置され、前記導体は、前記電極に対して直角に延在するバイアを備える、項目8に記載の繊維製造監視システム。
(項目10)
前記電界センサーは、前記電極上に配置される絶縁体を備える、項目9に記載の繊維製造監視システム。
(項目11)
繊維の製造を監視するコンピュータベースの方法であって、
コンピュータサーバーにおいてセンサーデータを受信するステップであって、該データの各々は、糸経路に関連しており、該糸経路上のセンサーを通過する繊維の少なくとも1つの物理的特性の表示を含む、ステップと、
前記表示から、糸経路単位およびボビン単位のうちの少なくとも1つについて、該少なくとも1つの物理的特性の解析を提供するステップと
を含む、方法。
(項目12)
前記コンピュータサーバーは、前記表示を保持するためのアーカイブを備え、前記解析を提供するステップは、前記少なくとも1つの物理的特性の前記解析の過去の記録を提供することを含む、項目11に記載の方法。
(項目13)
前記受信するステップは、
前記コンピュータサーバーによって、前記表示の各々と、前記物理的特性に対して確立されたプロセスリミットとを比較するステップと、
関連するプロセスリミットからの該表示の各々の偏差にしたがってアラームを作動させるステップと
を含む、項目11に記載の方法。
(項目14)
前記受信するステップは、
コンピュータサーバーにおいて、前記表示の各々と、前記物理的特性の各々に対して確立されたそれぞれのプロセスリミットとを比較するステップと、
関連するプロセスリミットからの該表示のうちの少なくとも2つの偏差にしたがってアラームを作動させるステップと
を含む、項目11に記載の方法。
(項目15)
前記表示は、物理的特性の定期的な測定結果を含み、前記センサーは、前記取り込んだ測定結果をローカルにバッファリングするように構成され、前記受信するステップは、
該バッファリングした測定結果を前記センサーからリクエストするステップと、
ネットワークを通じて、リクエストされた前記測定結果をセンサーから受信するステップと
を含む、項目11に記載の方法。
(項目16)
前記センサーは、電界センサーと、該電界センサーに接続されるセンサー処理ユニットとを備え、該センサー処理ユニットは、前記繊維が該電界センサーを通過するときに、該電界センサーに誘導される電流信号の振幅を監視することによって、前記少なくとも1つの測定結果を提供する、項目15に記載の方法。
(項目17)
前記電界センサーは、
絶縁基板と、
該基板に配置される複数の非接触電極と、
該電極に接続され、該基板を介して横に延在する複数の導体と
を備える、項目16に記載の方法。
(項目18)
前記電極は、第1の電極部分と、該第1の電極部分と交絡する第2の電極部分とを備え、前記導体は、第1の導体部分と、第2の導体部分とを備え、該導体の第1の部分が該第1の電極部分に接続され、該導体の第2の部分が該第2の電極部分に接続される、項目17に記載の方法。
(項目19)
前記電極は、前記基板上に互いに平行に配置され、前記導体は、前記電極に対して直角に延在するバイアを備える、項目18に記載の方法。
(項目20)
前記電極上に配置される絶縁体をさらに備える、項目19に記載の方法。
(項目21)
絶縁基板と、
該基板に配置される複数の非接触電極と、
該電極に接続され、該基板を介して横に延在する複数の導体と
を備える、電界センサー。
(項目22)
前記電極は、第1の電極部分と、該第1の電極部分と交絡する第2の電極部分とを備え、前記導体は、第1の導体部分と、第2の導体部分とを備え、該導体の第1の部分が該第1の電極部分に接続され、該導体の第2の部分が該第2の電極部分に接続される、項目21に記載の電界センサー。
(項目23)
前記電極は、前記基板上に互いに平行に配置され、前記導体は、前記電極に対して直角に延在するバイアを備える、項目22に記載の電界センサー。
(項目24)
前記電極上に配置される絶縁体をさらに備える、項目23に記載の電界センサー。
(項目25)
前記絶縁体は、セラミックおよびガラスのうちの1つを含む、項目24に記載の電界センサー。
(項目26)
前記セラミックは、アルミナを含む、項目25に記載の電界センサー。
(項目27)
糸経路上の繊維の製造を監視するコンピュータベースの方法であって、該方法は、
センサーを通過する繊維によって、該電界センサー内に誘導される電流信号の振幅を監視するステップと、
前記振幅の測定結果から該電流信号内のピークおよびトラフを検出するステップと、
該検出されたピークおよびトラフから該繊維の物理的特性を判断するステップと
を含む、方法。
(項目28)
前記検出するステップは、
前記振幅の測定結果から振幅の極小値および極大値を識別するステップと、
該極小値に対する該極大値の高さを計算するステップと、
所定の閾値未満の関連する計算された高さを有する極大値を除外するステップと
を含む、項目27に記載の方法。
(項目29)
前記除外されなかった極大値の各々は、それぞれの時間だけ前記極小値のうちの1つよりも先行し、前記方法は、
閾値の最長時間を超える関連する時間を有する前記除外されなかった極大値を除外するステップと、
閾値の最短時間未満の関連する時間を有する前記除外されなかった極大値を除外するステップと、
前記除外されなかった極大値のうちの残りを保持するステップと
をさらに含む、項目28に記載の方法。
(項目30)
前記物理的特性はノードカウントであり、前記物理的特性を判断するステップは、
局所的振幅の測定値を時間幅にセグメント化するステップと、
前記時間幅の各々に対して、前記関連する保持された極大値からそれぞれのノードカウントを計算するステップと
を含む、項目27に記載の方法。
(項目31)
前記物理的特性はノード品質であり、前記物理的特性を判断するステップは、前記時間幅の各々に対して、前記関連するノードカウントの関連する高さの平均を計算するステップを含む、項目27に記載の方法。
(項目32)
前記電界センサーは、
絶縁基板と、
該基板に配置される複数の非接触電極と、
該基板を介して横に延在する複数のバイアと
を備える、項目27に記載の方法。
(項目33)
前記電極は、第1の電極部分と、該第1の電極部分と交絡する第2の電極部分とを備え、前記バイアは、第1のバイア部分と、第2のバイア部分とを備え、該バイアの第1の部分が該第1の電極部分に接続され、該バイアの第2の部分が該第2の電極部分に接続される、項目32に記載の方法。
(項目34)
前記電極は、前記基板上に互いに平行に配置され、前記バイアは、前記バイアに対して垂直に延在する、項目33に記載の方法。
(項目35)
前記電界センサーは、前記電極上に配置される絶縁体を備える、項目34に記載の方法。
(項目36)
糸経路上の繊維の製造を監視するコンピュータベースの方法であって、該方法は、
糸経路上に配置された電界センサーの出力を監視するステップと、
該電界センサーによって測定される平均電流、定常状態ノイズ、およびノードカウントのうちの1つにおける増加から、該センサーを通過する繊維の存在を検出するステップと、
該電界センサーによって測定される該平均電流、該ノードカウント、および過渡的ノイズの減少から該繊維の切断を検出するステップであって、該減少は時間的に重複する、ステップと
を含む、方法。
(項目37)
前記平均電流は、前記電界センサー内に誘導される電流の振幅のピークを検出し、該振幅の平均を計算することによって決定される、項目36に記載の方法。
(項目38)
前記平均振幅を計算するステップは、前記ピークを時間幅にセグメント化するステップと、該時間幅の各々にわたって該ピークの大きさの平均に対する平均値を計算するステップとを含む、項目37に記載の方法。
(項目39)
前記ノイズは、前記電界センサー内に誘導される電流の振幅のピークを検出し、前記ピークを時間幅にセグメント化し、該時間幅の各々にわたって該ピークの大きさを合計することによって決定される、項目36に記載の方法。
(項目40)
前記ノードカウントは、前記電界センサー内に誘導される電流の振幅のピークを検出し、該検出したピークからノードカウントを計算することによって決定される、項目36に記載の方法。
(項目41)
前記ノードカウントを計算するステップは、前記ピークを時間幅にセグメント化するステップと、該時間幅の各々に対するピークを数えるステップとを含む、項目40に記載の方法。
(項目42)
糸経路上の繊維の製造を監視するコンピュータベースの方法であって、該方法は、
各々が複数の糸経路のうちのそれぞれ1つに配置される複数の電界センサーの出力を監視するステップであって、該糸経路の各々がマルチフィラメント繊維を担送する、ステップと、
前記繊維の各々が前記それぞれの電界センサーを通過するときに、該電界センサーに誘導される電流信号の振幅の変化から、該糸経路のうちの別の1つの繊維における糸経路うちの1つからのフィラメントの存在を検出するステップと
を含む、方法。
(項目43)
前記フィラメントの存在は、前記1つの糸経路の振幅における正の変化を監視し、前記別の糸経路の振幅における負の変化を監視することによって検出される、項目42に記載の方法。
【図面の簡単な説明】
【0024】
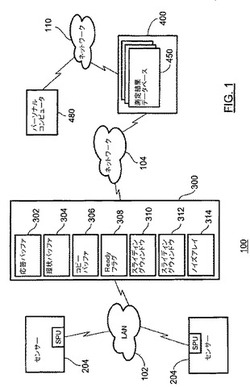
【図1】図1は、本発明によるコンピュータベースの繊維製造監視システムの略図であり、センサー、センサーモニター、コンピュータサーバー、および、測定データベースを示す図である。
【図2a】図2aは、図1に示されるセンサー(電界センサー)のうちの1つの略図である。
【図2b】図2bは、図2aに示される電界センサーの平面図である。
【図2c】図2cは、電界センサーの横断面図である。
【図2d】図2dは、電界センサーの横断面図である。
【図3a】図3aは、センサー処理ユニットによって作成されるデータパケットの構造の略図である。
【図3b】図3bは、センサーモニターによって作成されるデータレコードの構造の略図である。
【図4】図4は、ソフトウェアの実行を示すコンピュータサーバーの構造の略図である。
【図5】図5は、繊維製造監視システムの操作方法を概略的に示すフローチャートである。
【図6a】図6は、繊維製造監視システムの操作方法を詳細に示すフローチャートである。図6aは、センサー処理ユニットおよびセンサーモニターによって実行されるステップを示す図である。
【図6b】図6は、繊維製造監視システムの操作方法を詳細に示すフローチャートである。図6bは、コンピュータサーバーによって並行して実行されるステップを示す図である。
【図7a】図7aは、交絡ノードの場所に関して、誘導電流の大きさの変化を示す波形の図である。
【図7b】図7bは、繊維製造監視システムによってノードカウントおよびノード品質を判断する方法を示すフローチャートである。
【図7c】図7cは、繊維製造監視システムによってノードカウントおよびノード品質を判断する方法を示すフローチャートである。
【図8a】図8aは、繊維製造監視システムによって糸の存在を判断する方法を示すフローチャートである。
【図8b】図8bは、繊維製造監視システムによって糸の存在を判断する方法を示すフローチャートである。
【図8c】図8cは、繊維製造監視システムによって糸の存在を判断する方法を示すフローチャートである。
【図8d】図8dは、繊維製造監視システムによって糸の存在を判断する方法を示すフローチャートである。
【図8e】図8eは、繊維製造監視システムによって糸の存在を判断する方法を示すフローチャートである。
【図9a】図9aは、繊維製造監視システムによってクロスオーバーイベントを判断する方法を示すフローチャートである。
【図9b】図9bは、繊維製造監視システムによってクロスオーバーイベントを判断する方法を示すフローチャートである。
【発明を実施するための形態】
【0025】
以下、添付図面を参照して本発明の実施態様について一例として説明する。
【0026】
(詳細な記述)
(1.繊維製造監視システム:概要)
図1を参照する。図1には、概ね100で示されるコンピュータベースの繊維製造監視システムを示す。本システムは、複数のセンサー200と、センサーモニター300と、コンピュータサーバー400と、センサー200およびセンサーモニター300を相互接続するローカルエリアネットワーク102と、センサーモニター300およびコンピュータサーバー400を相互接続するローカルエリアネットワーク104と、を備える。オプションとして、繊維製造監視システム100は、コンピュータサーバー400上に常駐する測定結果データベース450と、パーソナルコンピュータ480と、コンピュータサーバー400およびパーソナルコンピュータ480を相互接続する通信ネットワーク110と、を備える。
【0027】
ローカルエリアネットワーク102は、他のネットワークプロトコルを使用することが可能であるが、DeviceNetバスを備えることが好ましい。通信ネットワーク104は、ローカルエリアのイーサネット(登録商標)ネットワークを備えることが好ましい。しかし、通信ネットワーク104はまた、他のネットワークプロトコルを用いることもでき、ワイドエリアネットワークまたは無線ネットワークを備えることができる。さらに、繊維製造監視システム100には複数のセンサー200が示されているが、繊維製造監視システム100には単一のセンサー200があればよい。
【0028】
通信110は、本発明では制限しないが、ローカルエリアのイーサネット(登録商標)ネットワークであることが好ましい。
【0029】
(2.センサー)
各センサー200は、一般に複数ボビンの繊維製造ラインの糸経路上に配置される。複数ボビンの繊維製造ラインは、複数の紡糸口金を備え、それぞれが溶融高分子から複数のフィラメントを形成する。次いでフィラメントを引っ張り、複数のマルチフィラメント繊維に紡ぐ。また、フィラメントを連続的なエアジェットに晒して、繊維に交絡ノードを形成し、それによって、フィラメントを単一の繊維に結合させる。各繊維は、次いでそれぞれのボビンに巻回される。
【0030】
各センサー200は、繊維が、ボビンに巻回される前に、センサー200を通過するときに、複数のマルチフィラメント繊維の物理的特性を監視するように構成される。図2aに示されるように、センサー200は、複数の電界センサー202(202a、202b、202c、202dで示す)と、この電界センサー202に接続されるセンサー処理ユニット(SPU)204と、を備えることが好ましい。各電界センサー202は、マルチフィラメント繊維のうちの1つの物理的特性を監視する。しかし、明らかなように、センサー200は複数の電界センサー202を備える必要はなく、代わりに単一の電界センサー202だけを備えることが可能である。さらに、各センサー202は電界センサーであることが好ましいが、繊維の物理的特性を監視できる他の形態のセンサーを使用することができる。
【0031】
図2b、2c、および2dに示されるように、各電界センサー202は、絶縁基板206と、基板206上に配置される複数の電極208と、基板206を介して下方に延在する複数のバイア210と、を備える。基板206は、他の非導電性物質を使用することが可能であるが、セラミックのような非導電性物質を含むことが好ましい。また、電極208は、実質的に平面状であり、従来のプリント基板または集積回路の製造技術を使用して、基板206上に形成されることが好ましい。電極208が基板206の上面で互いに接触しないように、電極208は、実質的に並列して基板206の上面を横断するように延在する。
【0032】
電極208は、第1の電極部分208aと、第2の電極部分208bとに分離される。第1の電極部分208aの電極208は基板206の一端212aから延在し、第2の電極部分208bの電極208は基板206の対向端部212bから延在する。第1の電極部分208aの電極208は、基板206の上面の中央領域214内で第2の電極部分208bの電極208と交絡する。
【0033】
一般に、各バイア210は、基板206を介して、それぞれの電極208の一端からセンサー202の下部218に延在する、メッキされた貫通孔を備える。あるいは、バイア210は、同じように延在する導電性トレースまたはワイヤーとして備えてもよい。バイア210は、第1のバイア部分210aと、第2のバイア部分210bとに分離される。第1のバイア部分210aのバイア210は第1の電極部分208aに接続され、第2のバイア部分210bのバイア210は第2の電極部分208bに接続される。各バイア210は、それぞれの端部212に隣接してそれぞれの電極208に接続され、電極208の上面から電極208の底面218に、基板206を介して垂直に延在する。この構成では、中央部分214の外側の電界に対する電界センサー202の感度は、従来技術の電界センサーよりも小さい。
【0034】
電界センサー202はまた、電極208を覆って配置される絶縁体層216も備えることがこのましい。一般に、絶縁体層216は、その硬さによりセラミックアルミナが好まれるが、セラミックまたはガラスを含む。電界センサー202は、中央部分214内に絶縁体層216から上方向へ延在するガイド(図示せず)を備えることが好ましい。このガイドは、引き出された繊維を電極208の方へ横方向に案内する。
【0035】
センサー処理ユニット(SPU)204は、電界センサー202のそれぞれ1つのバイア210に接続される、複数のデータバスを備える。各バイア210は、センサー202の下部216で、データバスのそれぞれの導体を接続する。SPU204は、電極部分208にそれぞれの正弦波電圧信号を加えるが、第1の電極部分208aに加えられる電圧信号は、第2の電極部分208bに加えられる電圧信号と相補的である(すなわち、180°の位相がずれる)。SPU204はまた、関連する繊維が電界センサー202を通過するときに、各電界センサー202に誘導される電流を監視する。SPU204は、関連する電界センサー202からの電流の測定結果を定期的にデジタル化する、内部A/D変換器を備える。電流の測定結果に基づいて、SPU204は、繊維が電界センサー202を通過するときの、繊維の物理的特性の一連の測定結果を含む、データパケット250(図3aを参照のこと)を作成する。
【0036】
図3aに示されるように、各データパケット250は、所定の測定時間幅にわたって測定される、一連の大きさの測定結果および一連のフェーズの測定結果を含む。SPU204は、加えられたセンサー電圧の大きさおよびフェーズのそれぞれに対して、センサー202に誘導された電流の大きさおよびフェーズを参照することによって、大きさおよびフェーズの測定結果を導出する。実質的には、次いで各パケットデータ250に含まれる大きさの測定結果は、アドミタンスの測定結果である。しかし、明確にするために、各パケットデータ250に含まれる大きさ(アドミタンス)の測定結果は、以下では、電流の大きさの測定結果と称され、各データパケット250に含まれるフェーズの測定結果は、以降電流のフェーズの測定結果と称される。
【0037】
大きさの測定結果およびフェーズの測定結果に加えて、各データパケット250は、測定時間幅内に関連する電界センサー202が直面した交絡ノード数のノードカウントと、それらのノードのノード品質の測定結果と、を含む。データパケット250はまた、SPU204の状態を識別する、組込み試験(BIT)のデータを含む。さらに、上述のように、電界センサー202の絶縁体層216は、アルミナを含むことが好ましい。しかし、アルミナは温度に対する電界センサー202の感度を増加させるので、データパケット250はまた、電界センサー202の温度測定を含むことが好ましい。さらに、データパケット250は、SPU204によって生成されるシーケンス番号を含む。
【0038】
(3.センサーモニター)
センサーモニター300は、DeviceNetバス102を介してセンサー200のセンサー処理ユニット204に接続される。センサーモニター300は、Allan Bradley Control Logix PLCのような、プログラマブル論理制御器(PLC)を備えることが好ましい。さらに、センサーモニター300は、センサー処理ユニット204に定期的にコマンドを送信し、センサー200からのデータパケット250をリクエストする、DeviceNetスキャナを備えることが好ましい。後述するように、センサー200は、関連する糸経路に対するデータパケット250をセンサーモニター300に提供し、センサーモニター300は、データパケット250をデータレコード350に変換し(図3bを参照のこと)、通信ネットワーク104を通じてコンピュータサーバー400に送信する。DeviceNetスキャナは、データレコード350に変換される前にデータパケット250を格納するために使用される、応答バッファ302(図1)を備える。
【0039】
センサーモニター300が、センサー200から受信したデータパケット250に対する糸経路を識別するために使用する、一意の論理センサーアドレスを各電界センサー202が有するように、各センサー処理ユニット204には、それぞれのDeviceNetアドレスが割り当てられる。センサー処理ユニット204は、15kHzのカットオフ周波数で誘導電流を低域フィルタリングし、センサーモニター300に200msごとに得られたデータパケット250を提供する。他のデータ転送率を使用することが可能である。さらに、DeviceNetスキャナは、データリクエストコマンドがセンサーモニター300に送信される前に、センサー処理ユニット204において、センサー200からのデータが上書き(および損失)されないように、200msに1回よりもわずかに速い転送率で、センサー200にデータリクエストコマンドを送信することが好ましい。
【0040】
センサーモニター300におけるデータの損失を回避するために、センサーモニター300は、データレコード350をコンピュータサーバー400に送信されるまで保持するための、環状バッファ304(図1)を備えることが好ましい。さらに、センサーモニター300は、コンピュータサーバー400がセンサーモニター300からのデータをコピーするために使用する、コピーバッファ306(図1)と、コンピュータサーバー400がコピーバッファ306からのデータレコード350を受信する準備ができていることを示すために使用する、Readyフラグ308(図1)と、を備える。
【0041】
加えて、センサーモニター300は、第1のスライディングウィンドウ310と、第2のスライディングウィンドウ312と、ノイズモニター314(図1)と、を備える。第1および第2のスライディングウィンドウ310は、糸存在アルゴリズムが糸経路上の繊維の存在を検出し、繊維の切断を検出するために使用する、25スロットのキューをそれぞれ備える。ノイズモニター314は、糸存在アルゴリズムがまた、糸経路上の繊維の存在を検出し、繊維の切断を検出するために使用する、50要素のキューを備える。
【0042】
(4.データの記録)
図3bに示されるように、データレコード350は、初期ヘッダー352と、大きさフィールド354と、フェーズフィールド356と、ノードカウントフィールド358と、ノード品質フィールド360と、BITフィールド362と、糸存在フラグ364と、糸巻状態フィールド366と、センサーアドレスフィールド368と、クロスオーバーイベントフィールド370と、チェックサムフィールド372と、を含む。初期ヘッダー352は、データレコード350内に含まれるデータのタイプを識別する。例えば、データヘッダ352は、データレコード350が通常のセンサーデータを含むことを示すことが可能である。あるいは、データヘッダ352は、電界センサー202の温度のような、データレコード350が、センサーモニター300によって特にリクエストされたデータを含むことを示すことが可能である。
【0043】
大きさフィールド354は、電界センサー202内に誘導される電流の振幅の大きさを提供する。フェーズフィールド356は、(電界センサー202に加えられる電圧などの)基準信号に対する、電界センサー202内に誘導される電流のフェーズの測定結果を提供する。ノードカウントフィールド358は、繊維の所定の長さの範囲内で検出される交絡ノードの数を提供する。ノード品質フィールド360は、平均振幅の大きさを提供する。BIT(組込み試験)フィールド362は、電界センサー202の状態を示す。例えば、一般に、BITフィールド362は2バイトのデータであり、電界センサー202の温度が範囲外であるかどうか、およびセンサー処理ユニット204の内部A/D変換器によって測定されたデータが範囲外であるかどうか、を示す。
【0044】
糸存在フラグ364は、電界センサー202における繊維の有無の表示を提供する。糸存在フラグ364は、センサーモニター300によって監視される、糸経路上に配置される好適なセンサーを使用して設定することが可能である。あるいは、糸存在フラグ364は、本願明細書に記述される糸経路存在アルゴリズムを使用して設定することが可能である。
【0045】
糸巻状態フィールド366は、繊維がパッケージに向かっているかどうか、などのボビンの糸巻の状態を示す。各糸巻は、それぞれの糸巻の状態を監視する、試験回路を備える。センサーモニター装置300は、各糸巻内の試験回路を監視して、それに応じて糸巻状態フィールド366を設定する。
【0046】
センサーアドレスフィールド368は、データレコード350内の関連するデータが生成される、電界センサー202の論理アドレスを識別する。クロスオーバーイベントフィールド370は、糸経路上の繊維からの1つ以上のフィラメントが、別の糸経路にジャンプしたことや、クロスオーバーしたことの表示を提供する。チェックサムフィールド372は、センサーモニター300によって生成され、データレコード350の整合性を確認するためにコンピュータサーバー400によって使用される、チェックサムを含む。
【0047】
(5.コンピュータサーバー)
図4に示されるように、コンピュータサーバー400は、不揮発性メモリ(ROM)402と、揮発性メモリ(RAM)404と、ネットワークインターフェース406と、ROM402、RAM404、およびネットワークインターフェース406に接続された中央演算処理装置(CPU)408と、を備える。コンピュータサーバー400はまた、表示装置410(CRTまたはLCDパネルなど)と、CPU408に接続されたデータ入力装置412(キーボードなど)と、を備える。
【0048】
ネットワークインターフェース406は、通信ネットワーク104にコンピュータサーバー400をインターフェース接続して、コンピュータサーバー400が、センサーモニター300と通信できるようにする。ROM402は、電子メモリ、磁気ディスク、および/または光ディスクとして提供され得る。ROM402は、RAM404に装着されたときに、TCP/IP層414、RS Linx層416、OPC層418、およびアプリケーションソフトウェア層420を定義する、コンピュータサーバー400に対する処理命令を含む。あるいは、処理命令は、ネットワークインターフェース104または着脱可能なコンピュータ可読媒体を介して提供することが可能であり、CPU408がアクセスしたときに、RAM404内に、TCP/IP層414、RS Linx層416、OPC層418、およびアプリケーションソフトウェア層420のうちの1つ以上を定義する。
【0049】
TCP/IP層414は、通信ネットワーク104を通じて、センサーモニター300とコンピュータサーバー400との間の通信チャネルを確立する。RS Linx層416は、TCP/IP層414と通信し、センサーモニター300との通信に必要なOPCグループを実行する。
【0050】
OPC層418は、RS Linx層416と通信し、コンピュータサーバー400が、センサーモニター300からデータレコード350を取り出せるようにする、OPCグループを定義する。アプリケーションソフトウェア層420は、OPC層418と通信し、測定結果データベース450内に、取り出したデータレコード350を格納する。加えて、アプリケーションソフトウェア層420はまた、ユーザーに、保持されたデータレコード350から繊維の物理的特性の解析を提供する。例えば、アプリケーションソフトウェア層420は、繊維のデニール(繊維のマスフローであり、9,000メートルの繊維あたりのグラム数で表される)、スピン仕上げ(繊維上に残留する溶媒またはコーティング)、バルク(縮れおよび収縮によるテクスチャリングの程度)、および均一性(デニールの変動)の解析を提供する。
【0051】
センサー電流のピーク値のゆっくりとした変動(一般に5Hz未満)は、主にデニールまたはバルクの変化によるものであるため、アプリケーションソフトウェア層420は、センサー電流のピーク値の低周波の変化を報告することによって、デニールまたはバルクの解析を提供する。センサー電流のフェーズのゆっくりとした変動(一般に5Hz未満)は、主にスピン仕上げの変化によるものであるため、アプリケーションソフトウェア層420は、センサー電流のフェーズの低周波の変化を報告することによって、繊維に加えられるスピン仕上げの解析を提供する。
【0052】
後述するように、電界センサー202aに誘導される電流の波形は、一連のピークおよびトラフから構成される。センサー電流の測定結果のピークの変動の大きさは、均一性の良好な指標であるので、アプリケーションソフトウェア層420は、ピークでの電流の大きさの変動係数を計算することによって、均一性の解析を提供する。
【0053】
デニール、表面処理、バルク、および均一性の解析に加えて、アプリケーションソフトウェア層420はまた、ノードカウント(サンプル期間ごとに検出される交絡ノードの数)、および繊維のノード品質(交絡ノードのコンパクトさの測定)の解析も提供することが好ましい。さらに、アプリケーションソフトウェア層420は、繊維の断線およびクロスオーバーイベントの数の解析を提供することが可能である。これらの後者の特性を決定する機構は、図5〜図9を参照して以下に説明する。
【0054】
上述のように、センサーモニター300は、センサー200からデータパケット250を受信してデータレコード350に変換する、プログラマブル論理制御器を備えることが好ましい。しかし、1つのバリエーションでは、センサーモニター300は、コンピュータサーバー400とセンサー処理ユニット204との間のデータコンジットとしての機能を果たす、イーサネット(登録商標)−DeviceNetアダプタを備える。このバリエーションでは、イーサネット(登録商標)−DeviceNetアダプタは、いかなるデータ操作も行わないが、代わりに、コンピュータサーバー400にセンサー200から受信したデータパケット250を送信する。さらに、RS Linx層416およびOPC層418は、コンピュータサーバー400から取り除かれ、センサーモニター300の代わりにコンピュータサーバー400によって、第1および第2のスライディングウィンドウ310、312、およびノイズモニター314が使用される。
【0055】
(6.測定結果データベース)
示されるように、測定結果データベース450は、コンピュータサーバー400に含まれることが好ましい。しかし、測定結果データベース450はまた、コンピュータサーバー400と通信する、独立したSQLまたはORACLEサーバーに保持することも可能である。
【0056】
一般に、各ボビンは、バーコードのような、ボビン上に示されるボビン識別子を有し、識別子はボビンに一意に関連付けられる。繊維製造監視システム100のオペレータが、ボビン糸巻きのうちの1つに空のボビンを装填するとき、オペレータは、キーボードまたはコードリーダーを介して、コンピュータサーバー400のアプリケーションソフトウェア層420にボビン識別子を入力する。アプリケーションソフトウェア層420は、ボビンが巻回されるときに、ボビン識別子と、糸経路のセンサー200のセンサーアドレス368を関連づける記録を保持する。
【0057】
アプリケーションソフトウェア層420は、関連するデータレコード350とともに、ボビン識別子を測定結果データベース450に保存するように構成される。このように、アプリケーションソフトウェア層420は、ボビン単位で上述のパラメータ(デニール、バルク、均一性、ノードカウント、ノード品質、クロスオーバーイベント)のそれぞれの解析を提供することができるので、オペレータは、生成される各ボビンの品質を確認することができる。アプリケーションソフトウェア層420はまた、糸経路単位で上述のパラメータの解析も提供することができる。アプリケーションソフトウェア層420はまた、解析のハードコピーを生成することができ、そのハードコピーをそれぞれのボビンに付随させることができるので、購入者は、ボビンの品質を確認することができる。さらに、データレコード350および関連するボビン識別子は、測定結果データベース450内に格納されるので、アプリケーションソフトウェア層420は、それによって故障の可能性のあるハードウェアを識別するために糸経路単位で、および/またはボビンの出荷品に付随させるためにボビン単位で、上述の特性のそれぞれの履歴的解析を提供することができる。
【0058】
(7.パーソナルコンピュータ)
パーソナルコンピュータ480は、ポータブルコンピュータまたはデスクトップ型コンピュータとして、あるいは、無線の携帯情報端末のような携帯型の通信装置としても実装することが可能である。上述のように、パーソナルコンピュータ480は、通信ネットワーク110を通じてコンピュータサーバー400と通信する。一般に、パーソナルコンピュータ480は、上述の形態の解析の結果を提供するために使用される。さらに、パーソナルコンピュータ480は、コンピュータサーバー400を介して、繊維製造監視システム100の動作を制御するために使用され得る。
【0059】
(8.繊維製造監視システム:操作方法)
繊維製造監視システム100の操作方法を、図5を参照して以下に概ね説明し、図6を参照して以下に詳細に説明する。その後、ノードカウントおよびノード品質アルゴリズムを、図7aおよび7bを参照して以下に説明する。次いで、糸存在アルゴリズム、およびクロスオーバーイベント検出アルゴリズムを、図8および9をそれぞれ参照して以下に説明する。
【0060】
ステップ500で、コンピュータサーバー400は、通信ネットワーク104を通じて、センサー200からデータレコードを受信する。データレコード350は、繊維がセンサー200のうちの1つを通過したときの、繊維の物理的特性の少なくとも1つの測定結果を含む。データレコード350は、センサーアドレス368を含み、それによって、データレコード350が関係する糸経路を識別する。ステップ502で、コンピュータサーバー400は、センサーアドレス368を対応するボビン識別子と関連づける。コンピュータサーバー400はまた、受信したデータレコード350(および関連するボビン識別子)を測定結果データベース450に保存することが好ましい。
【0061】
その後、ステップ504で、パーソナルコンピュータ480のオペレータが発行するリクエストに応えて、コンピュータサーバー400は、(コンピュータサーバー400のRAM404内に、または測定結果データベース450内に格納された)データレコード350の解析を生成する。一般に、コンピュータサーバー400は、繊維のデニール、表面処理、バルク、および/または均一性の解析を生成する。コンピュータサーバー400はまた、ノードカウントの解析および/または繊維のノード品質も提供することが可能である。さらに、コンピュータサーバー400は、繊維の切断およびクロスオーバーイベントの数の解析を提供する。好ましくは、解析は、糸経路単位および/またはボビン単位で、パーソナルコンピュータ480に提供されることが好ましい。すなわち、コンピュータサーバー400は、1つ以上の特定の糸経路および/または1つ以上の特定のボビンに対する上述の特性のうちの1つ以上の解析を提供する。コンピュータサーバー400は、例えば1つ以上の特定の糸経路での、特定の期間にわたる1つ以上の上述の特性の履歴的分析を提供することが可能である。
【0062】
上述の方法の更なる詳細を、図6を参照して以下に説明する。上述の説明において、ステップ600〜616は、センサー処理ユニット204およびセンサーモニター300によって実行され、ステップ618〜628は、コンピュータサーバー400によって実行されると理解されたい。また、ステップ600〜616は、ステップ618〜628と並行して実行される。さらに、ステップ600〜616、およびステップ618〜628は、繰り返し実行される。
【0063】
ステップ600で、センサー処理ユニット204は、関連する電界センサー202に上述の相補的な正弦波電圧信号を加え、繊維が電界センサー202を通過するときに、関連する電界センサー202に誘導される電流を継続的に測定する。各センサー処理ユニット204は、所定の測定時間幅(一般に200ms)にわたり誘導電流を測定する。
【0064】
各時間幅の終わりに、各センサー処理ユニット204は、ステップ602で、測定した電流からデータパケット250をアセンブルする。データパケット250は、測定時間幅にわたって測定した、一連の電流の大きさの測定結果、および一連の電流のフェーズの測定結果を含む。上述のように、データパケット250に含まれる大きさおよびフェーズの測定結果は、それぞれ、加えられたセンサー電圧の大きさおよびフェーズに対して参照される。したがって、データパケット250に含まれる大きさの測定結果は、アドミタンスの測定結果である。
【0065】
電流の大きさの測定結果および電流のフェーズの測定結果に加えて、各データパケット250は、測定時間幅内に関連する電界センサー202が遭遇した交絡ノードの数のカウントと、それらのノードの品質の測定結果と、を含む。ノードカウントおよびノード品質アルゴリズムを、図7を参照して以下に詳述する。
【0066】
各データパケット250はまた、シーケンス番号と、センサー処理ユニット204の状態を識別するBITのデータと、を含む。各データパケット250はまた、関連する電界センサー202の温度の測定も含む。上述のように、各センサー処理ユニット204は、15kHzのカットオフ周波数で、各電界センサー202において電流を低域フィルタリングし、200msごとにデータパケットに感知データストリームをアセンブルする。各センサー処理ユニット204は、継続的にステップ600および602を実行する。
【0067】
ステップ604で、センサーモニター300のDeviceNetスキャナは、センサー処理ユニット204に読み取りコマンドを送信して、センサー処理ユニット204からデータパケット250をリクエストする。上述のように、DeviceNetスキャナは、データリクエストコマンドがセンサーモニター300に送信される前に、センサー処理ユニット204において、センサー200からのデータが上書き(および喪失)されないように、200msに1回よりもわずかに速い転送率で、センサー処理ユニット204に読取コマンドを送信する。ステップ606で、DeviceNetスキャナは、センサー処理ユニット204からデータパケット250を受信して、データパケット250を生成したセンサー200の論理センサーのアドレスに基づいて、応答バッファ302のメモリに受信したデータパケット250を格納する。
【0068】
上述のように、データパケット250は、一連の電流の大きさおよびフェーズの測定結果と、ノードカウントと、それらのノードのノード品質の測定結果と、を含む。さらに、データパケット250はまた、センサー処理ユニット204の状態と、電界センサー202の温度の測定結果と、センサー処理ユニット204によって生成されるシーケンス番号とを識別する、BITデータを含む。
【0069】
センサーモニター300は、応答バッファ302の状態を監視し、シーケンス番号の変化から新しいデータの存在を検出する。センサーモニター300が、応答バッファ302内に新しいデータパケット250の存在を検出したとき、センサーモニター300は、応答バッファ302からデータパケット250を取り除いて、ステップ608で、取り除かれたデータパケット250からデータレコード350を作成する。上述のように、データレコード350は、初期ヘッダー352と、大きさフィールド354と、フェーズフィールド356と、ノードカウントフィールド358と、ノード品質フィールド360と、BITフィールド362と、糸存在フラグ364と、糸巻状態フィールド366と、センサーアドレスフィールド368と、クロスオーバーイベントフィールド370と、チェックサムフィールド372と、を含む。
【0070】
ステップ610で、センサーモニター300は、環状バッファ304内の次の利用可能なエントリに、データレコード350を格納する。さらに、センサーモニター300は、データレコード350の始めと終わりに、シーケンス番号を(対応するデータパケット250から)挿入して、センサーモニター300が、その後データレコード350の始めと終わりを識別できるようにする。
【0071】
OPC層418は、RS Linx層416を介して、(ステップ618で)センサーモニター300にReadyフラグ308を設定することによって、コンピュータサーバー400が、データレコード350を受信する準備ができていることを、センサーモニター300に信号で伝える。したがって、ステップ612で、センサーモニター300は、Readyフラグ308の状態を監視する。Readyフラグ308がクリアである場合に、センサーモニター300は、再びステップ604〜610を実行する。しかし、Readyフラグ308が設定されている場合に、ステップ614で、センサーモニター300は、コピーバッファ306に環状バッファ304のコンテンツをコピーする。センサーモニター300は、次いで、ステップ616で、Readyフラグ308をクリアする。
【0072】
上述のように、OPC層418は、ステップ618で、センサーモニター300にReadyフラグを設定することによって、コンピュータサーバー400が、データレコード350を受信する準備ができていることを、センサーモニター300に信号で伝える。したがって、OPC層418は、(ステップ616で、Readyフラグ308がセンサーモニター300によってクリアされたかどうかを判断するために)ステップ620で、Readyフラグ308の状態を監視する。OPC層418が、Readyフラグ308がクリアされたことを検出した場合に、RS Linx層416は、ステップ622で、コンピュータサーバー400内のバッファに、コピーバッファ306内のデータレコード350をコピーする。
【0073】
一般に、繊維製造監視システム100のオペレータは、データ入力装置412を使用して、上述の物理的特性(デニール、仕上げ、バルク、均一性、ノードカウント、ノード品質、繊維の切断、クロスオーバーイベント)のパラメータのうちのいずれかに対する、1つ以上のパラメータリミットをアプリケーションソフトウェア420に入力する。例えば、オペレータは、これらのパラメータのうちの1つ以上に対して、プロセスリミットの上限(UP)およびプロセスリミットの下限(LP)を確立することが可能である。オペレータはまた、これらのパラメータのうちの1つ以上に対して、制御リミットの上限(UC)および制御リミットの下限(LC)を確立することもできる。UPおよびLPリミットは、関連するパラメータに対する絶対的な上限および下限をそれぞれ定義する。UCおよびLCリミットは、関連するパラメータに対する絶対的な上限および下限をそれぞれ定義する。
【0074】
よって、データレコード350を受信すると、アプリケーションソフトウェア層420は、ステップ624で、その中に含まれる測定結果と、定義したパラメータリミットとを比較する。測定結果のうちの1つが、定義されたパラメータリミットによって確立された範囲から外れている場合は、ステップ626で、アプリケーションソフトウェア層420は、コンピュータサーバー400上で、可聴および/または視覚的なアラームを作動させる。一般に、アプリケーションソフトウェア層420は、測定結果のうちの1つがUCおよびLCによって制限された範囲を外れた場合は、表示装置410上に黄色の警告灯を点灯させ、測定結果のうちの1つがUPおよびLPによって制限された範囲を外れた場合は、表示装置410上に赤色の警告灯を点灯させる。
【0075】
1つのバリエーションでは、測定結果のうちの1つが、パラメータリミットによって確立された範囲を外れたときにアラームを作動させる代わりに、アプリケーションソフトウェア層420は、測定結果のうちの2つ以上の特性が、パラメータリミットによって定められたそれぞれの範囲を外れたときに、ステップ626で、アラームを作動させる。このバリエーションは、特性の測定結果のうちの1つだけが、所望の物理的パラメータに対して不十分であることを表示する場合に好都合である。例えば、一般に、誘導電流の大きさはデニールの良好な表示であり、誘導電流のフェーズは表面処理の良好な表示である。しかし、ある繊維では、電流の大きさをデニールに十分に関連付けられない場合があり、また電流のフェーズを表面処理に十分に関連付けられない場合がある。よって、デニールの信頼性の高い表示を提供するために、例えば、大きさとフェーズの両方を監視するか、または大きさ、フェーズ、およびノード品質を監視するか、または大きさ、フェーズ、およびノード品質を監視し、例えば、特定のパラメータが、関連するパラメータリミットを超えたり、下回ったりしたときに、アラームを作動させるほうが好ましい場合がある。
【0076】
さらに、別のバリエーションでは、アプリケーションソフトウェア層420は、ステップ626で、パラメータリミットによって定義されるそれぞれの範囲から外れている特性の測定結果の数、および偏差の方向に基づいてアラームを作動させる。例えば、特性の測定結果のうちの1つがプロセスリミットの上限(UPまたはUC)を超え、特性の測定結果のうちのもう1つがプロセスリミットの下限(LPまたはLC)を下回ったときに、ステップ626で、アラームを起動させることは、好都合である。上述のものに関する他のバリエーションは明らかであろう。
【0077】
上述のように、各データレコード350は、そのデータが生じたセンサー200のセンサーアドレス368を含む。さらに、アプリケーションソフトウェア層420は、各ボビンが巻回されるときに、各ボビン識別子と、糸経路のセンサー200のセンサーアドレス368を関連付ける記録を保持する。よって、ステップ628で、アプリケーションソフトウェア層420は、測定結果データベース450にデータレコード350(および、関連するボビン識別子)を保存する。
【0078】
データレコード350が測定結果データベース450に格納される前(またはそれらが格納されたいくらか後)に、アプリケーションソフトウェア層420は、1つ以上のボビンに巻回される繊維のデニールの解析を生成する。一般に、電界センサー202に誘導される電流の大きさの平均値は、デニールの良好な表示であり、電界センサー202に誘導されるフェーズの平均値は、表面処理の良好な表示である。しかし、図7aを参照して後述するように、電界センサー202aに誘導される電流の波形は、一連の極大(ピーク)および極小(トラフ)から構成される。よって、コンピュータサーバー400は、ピークでの電流の大きさの平均値を計算することによって、デニールの解析を提供することが好ましい。同様に、コンピュータサーバー400は、ピークでの電流のフェーズの平均値を計算することによって、表面処理の解析を提供することが好ましい。
【0079】
一般に、ピークでの電流の大きさの変動もまた、均一性の良好な表示である。よって、コンピュータサーバー400は、ピークでの電流の大きさの変動係数を計算することによって、均一性の解析を提供することが好ましい。
【0080】
(9.ノードカウントおよびノード品質アルゴリズム)
ノードカウントおよびノード品質アルゴリズムを、図7aおよび7bを参照して以下に説明する。図7aに示されるように、電界センサー202に誘導される電流の大きさは、繊維が電界センサー202を通過するときに、定期的に時間とともに変化する。得られる電流波形は、一連の極大(ピーク)および一連の極小(トラフ)を含む、一連の循環電流から構成される。各循環電流の変動は、電界センサー202を通過する交絡ノードの動きによって生じる。
【0081】
センサー処理ユニット204は、電流の大きさを監視して、誘導電流内のピークおよびトラフを検出する。ピークおよびトラフから、センサー処理ユニット204は、ピークおよびトラフのタイミングおよび大きさに基づいて、繊維の物理的特性を判断する。
【0082】
このプロセスの更なる詳細は、図7bから明らかである。以下の説明は、糸経路上に配置された好適なセンサー(センサーモニター300によって監視される)を介して、または糸経路存在アルゴリズム(後述)を介して、センサー200で繊維を検出したものと仮定する。
【0083】
ステップ700で、センサー処理ユニット204は、電流の大きさレベルと電界センサー202に誘導される平均電流とを比較する。センサー処理ユニット204は、所定の期間にわたって測定される、誘導電流のピークおよびトラフから平均電流を計算する。
【0084】
電流の大きさのレベルが、閾値の上限および閾値の下限によって制限された平均電流の範囲にある場合に、センサー処理ユニット204は、ノードカウントおよびノード品質の計算のために、その瞬間の電流の測定結果を無視する。しかし、電流の大きさのレベルが、閾値の上限によって制限された平均電流を超える場合は、ステップ702で、センサー処理ユニット204は、その電流レベルを可能なピークであるとして分類する。逆に、電流の大きさのレベルが、閾値の下限によって制限された平均電流より小さい場合は、ステップ702で、センサー処理ユニット204は、その電流レベルを可能なトラフであるとして分類する。
【0085】
その後、ステップ704で、センサー処理ユニット204は、電流レベルと以降の電流レベルの大きさとを比較する。センサー処理ユニット204が電流レベルを可能なピークとして分類し、このレベルの大きさが以降の電流レベル大きさを超える場合に、センサー処理ユニット204は、以前の大きさのレベルを可能なピークとして引き続き分類する。逆に、センサー処理ユニット204が瞬時の電流レベルを可能なトラフとして分類し、その瞬時の電流レベルの大きさが以降の電流レベルの大きさより小さい場合に、センサー処理ユニット204は、その瞬時の電流レベルを可能なトラフとして引き続き分類する。それ以外ならば、センサー処理ユニット204は、ステップ706で、ノードカウントおよびノード品質の計算のために、瞬時の電流レベルを無視する。
【0086】
ステップ708で、センサー処理ユニット204は、実際のピークまたはトラフとして識別された、最後のレベルの大きさに対する瞬時の電流レベルの大きさまたは高さを測定する。特に、センサー処理ユニット204が瞬時の電流レベルを可能なピークとして分類する場合に、センサー処理ユニット204は、瞬時の電流レベルの大きさと先行するトラフの大きさとを比較する。逆に、センサー処理ユニット204が瞬時の電流レベルを可能なトラフとして分類する場合に、センサー処理ユニット204は、瞬時の電流レベルの大きさと先行するピークの大きさとを比較する。瞬時の電流レベルの大きさが、閾値によって制限された先行するピーク/トラフの大きさを超える場合に、センサー処理ユニット204は、瞬時の電流レベルを可能なピーク/トラフとして引き続き分類する。それ以外ならば、センサー処理ユニット204は、ステップ710で、ノードカウントおよびノード品質の計算のために、瞬時の電流レベルを無視する。
【0087】
ステップ712で、センサー処理ユニット204は、瞬時の電流レベルと、実際のピークまたはトラフとして識別される最後の測定結果との間の時間を計算する。続いて、ステップ714で、センサー処理ユニット204は、算出した時間と平均時間とを比較する。算出した時間が、閾値の上限および閾値の下限によって制限された平均時間の範囲にある場合に、ステップ715で、センサー処理ユニット204は、瞬時の電流レベルを実際のピーク/トラフとして分類する。逆に、算出した時間が、閾値の上限で制限された平均期間を超えるか、または閾値の下限で制限された平均期間より小さい場合に、センサー処理ユニット204は、ステップ716で、ノードカウントおよびノード品質の計算のために、瞬時の電流のレベルの測定結果を無視する。
【0088】
センサー処理ユニット204が瞬時の電流レベルを実際のピークとして分類した場合に、ステップ718で、センサー処理ユニット204は、ノードが検出されたことを示すカウンタを増分させる。ステップ720で、センサー処理ユニット204は、所定の測定時間幅が経過したかどうかを判断する。上述のように、一般に、所定の測定時間幅は、200msである。まだ所定の測定時間幅を経過していなければ、センサー処理ユニット204は、ステップ700〜718を再び実行する。
【0089】
ステップ722で、センサー処理ユニット204は、ノードカウント変数をカウンタの値に等しく設定する。ノードカウント変数の値は、ノードカウントとして、データパケット250に含まれる。明らかなように、センサー処理ユニット204は、ピークが検出された場合に限り、ステップ718で、カウンタを増分させるが、センサー処理ユニット204は、代わりに、トラフが検出された場合に限りカウンタを増分させることが可能である。
【0090】
ステップ722まで、センサー処理ユニット204は、測定時間幅の全体にわたって誘導電流を監視する。それに応じて、ステップ724で、センサー処理ユニット204は、ピークの高さの合計を計算することによって、測定時間幅にわたるピークの高さの平均を決定し、その合計をノードカウントで割る(ステップ722で決定される)。計算された平均は、ノード品質としてデータパケット250に含まれる。
【0091】
(10.糸存在アルゴリズム)
糸存在アルゴリズムは、電界センサー202の出力を監視する。電界センサー202の出力に基づいて、アルゴリズムは、センサー200を通過する繊維の存在を検出することができ、また繊維の切断を検出することができる。特に、アルゴリズムは、電界センサー202で測定するときに、平均繊維電流および過渡的繊維ノイズ、定常状態の繊維ノイズ、および繊維のノードカウントの大きさのうちの1つにおける増加を監視することによって、繊維の存在を確認する。アルゴリズムはまた、電界センサー202で測定するときに、平均繊維電流および過渡的繊維ノイズ、定常状態の繊維ノイズ、および繊維のノードカウントの大きさのうちの1つにおける減少を監視することによって、繊維の存在を確認する。このプロセスの更なる詳細を、図8を参照して以下に説明する。以下の例では、センサーモニター300が平均繊維電流の大きさを監視するが、センサーモニター300は、代わりに平均繊維電流のフェーズを監視することが可能である。
【0092】
上述のように、繊維が電界センサー202を通過するときに、電界センサー202に誘導される電流の波形は、一連のピークおよび一連のトラフから構成される。センサー処理ユニット204は、電流の大きさを監視して、電流の測定結果から、誘導電流内のピークとトラフを検出する。
【0093】
ステップ800で、センサーモニター300は、センサー200のうちの1つから、データパケット250を受信する。上述のように、データパケット250は、所定の測定時間幅にわたって測定される、一連の電流の大きさおよびフェーズの測定結果を含む。加えて、各データパケット250は、測定時間幅内に関連する電界センサー202が直面した交絡ノードの数のノードカウントと、それらのノードのノード品質の測定結果と、を含む。
【0094】
ステップ802で、センサーモニター300は、(ステップ700〜716に従って)データパケット250内に含まれる大きさの測定結果から、局所的なピーク電流を識別し、次いで測定時間幅にわたる電流に対する平均振幅を計算する。次いで、センサーモニター300は、ステップ804で、第1のスライディングウィンドウ310の最上スロットに、算出した測定時間幅にわたる電流に対する平均振幅を格納する。センサーモニター300はまた、ノイズモニター314の最上スロットに、算出した平均振幅値も格納する。ステップ806で、センサーモニター300は、データパケット250からノードカウント値をコピーし、そのノードカウント値を第2のスライディングウィンドウ312の最上スロットに格納する。明らかなように、スライディングウィンドウ310、312、およびノイズモニター314はキューの形態であるので、そこにそれぞれ新しい要素を挿入することによって、既存の要素が1スロット分下にシフトされ、スロット0に含まれる要素は失われる。
【0095】
ステップ808で、センサーモニター300は、(第1のスライディングウィンドウ310のスロット22、23、および24に含まれる)最後の3つの測定時間幅にわたる平均電流振幅の平均値を計算し、変数CURRENTにこの値を割り当てる。センサーモニター300はまた、(第1のスライディングウィンドウ310のスロット0、1、および2に含まれる)最初の3つの測定時間幅にわたる平均電流振幅の平均値を計算し、変数BASEにこの値を割り当てる。明らかなように、これらの計算に必要なスロット数を3つにする必要はなく、データの揮発性が必要なときには変化させることができる。また、CURRENTとBASEのサンプル間の時間分割は、第1のスライディングウィンドウ310のサイズの変更などによる、糸経路内の機械的ノイズを考慮するように変更することができる。
【0096】
ステップ810で、センサーモニター300は、変数CURRENTと変数BASEの値の差を計算する。センサーモニター300は、次いで、ステップ812で、差(CURRENT−BASE)と、閾値の最小差(例、+300)とを比較する。差(CURRENT−BASE)が閾値の最小差を超える場合に、ステップ814で、センサーモニター300は、(ノイズモニター314のスロット19、20、21、22、23、および24に含まれる値から)最後の5つの測定時間幅にわたる平均電流振幅の変化の絶対値の合計を計算し、変数NOISEtranにこの値を割り当てる。この計算は、最後の5つの測定時間幅の値の評価しか伴わないので、変数NOISEtranは、繊維がセンサー200を通過するときに電界センサー202によって測定される過渡的ノイズを表す。明らかなように、この計算に含まれるスロットの数は、データの揮発性が必要なときには変化させることができる。
【0097】
ステップ815で、センサーモニター300は、変数NOISEtranと閾値の最小過渡的ノイズの値を比較する。変数NOISEtranが閾値の最小過渡的ノイズを超える場合に、ステップ816で、アルゴリズムは、繊維がセンサー200に存在しているとみなし、それに応じて糸存在フラグ364を設定する。センサーモニター300は、次いで、ステップ826で、繊維の切断の確認を始める。
【0098】
ステップ808〜816と平行して、センサーモニター300は、定常状態の繊維ノイズの測定結果を使用して、センサー200での繊維の存在を変出する。この平行するプロセスに従って、センサーモニター300は、ノイズモニター314の50の測定時間幅全体にわたる平均電流振幅の変化の絶対値の合計を計算し、ステップ817で、変数NOISEsteadyにこの値を割り当てる。この計算は、ノイズモニター314全体の評価を伴うので、変数NOISEsteadyは、繊維がセンサー200を通過するときに電界センサー202によって測定される定常状態ノイズを表す。
【0099】
ステップ818で、センサーモニター300は、変数NOISEsteadyと閾値の最小定常状態ノイズの値を比較する。変数NOISEsteadyが閾値の最小定常状態ノイズを超える場合に、ステップ819で、アルゴリズムは、繊維がセンサー200に存在しているとみなし、それに応じて糸存在フラグ364を設定する。センサーモニター300は、次いで、ステップ826で、繊維の切断の確認を始める。
【0100】
変数NOISEtranが閾値の最小過渡的ノイズ(例、20)を超えないか、または差(CURRENT−BASE)が閾値の最小差を超えないか、あるいは変数NOISEsteadyが閾値の最小定常状態ノイズを超えない場合に、ステップ820で、センサーモニター300は、(第2のスライディングウィンドウ312のスロット22、23、および24に含まれる)最後の3つの測定時間幅にわたるノードカウントの合計を計算し、変数NODEにこの値を割り当てる。上述のように、この計算に必要なスロット数を3つにする必要はなく、データの揮発性が必要なときには変化させることができる。
【0101】
ステップ822で、センサーモニター300は、変数NODEと閾値の最小カウントの値を比較する。変数NODEが閾値の最小カウント(例、100)を超えない場合に、アルゴリズムは、センサー200に繊維が存在しないとみなし、ステップ800に戻る。
【0102】
しかし、変数NODEが閾値の最小カウントを超える場合は、ステップ824で、アルゴリズムは、繊維がセンサー200に存在しているとみなし、それに応じて糸存在フラグ364を設定する。センサーモニター300は、次いで、ステップ826で、繊維の切断の確認を始める。
【0103】
(11.糸切断アルゴリズム)
繊維の切断を確認するために、ステップ826で、センサーモニター300は、(第1のスライディングウィンドウ310のスロット22、23、および24に含まれる)最後の3つの測定時間幅にわたる平均電流振幅の平均値を計算し、変数CURRENTにこの値を割り当てる。センサーモニター300はまた、(第1のスライディングウィンドウ310のスロット0、1、および2に含まれる)最初の3つの測定時間幅にわたる平均電流振幅の平均値を計算し、変数BASEにこの値を割り当てる。上述のように、これらの計算に必要なスロット数を3つにする必要はなく、データの揮発性が必要なときには変化させることができる。また、CURRENTとBASEのサンプル間の時間分割は、第1のスライディングウィンドウ310のサイズの変更などによる、糸経路内の機械的ノイズを考慮するように変更することができる。
【0104】
ステップ828で、センサーモニター300は、変数CURRENTと変数BASEの値の差を計算する。差(CURRENT−BASE)が閾値の最小差(例、−300)未満である場合に、ステップ830で、センサーモニター300は、MAGフラグを設定し(それによって可能な繊維の切断を警告する)、MAGカウンタを増分し、アルゴリズムは次いでステップ834に進む。それ以外ならば、センサーモニター300は、ステップ832で、MAGフラグをクリアする。
【0105】
ステップ834で、センサーモニター300は、(第2のスライディングウィンドウ312のスロット22、23、および24に含まれる)最後の3つの測定時間幅にわたるノードカウントの合計を計算し、変数NODEにこの値を割り当てる。上述のように、この計算に必要なスロット数を3つにする必要はなく、データの揮発性が必要なときには変化させることができる。
【0106】
ステップ836で、センサーモニター300は、変数NODEと閾値の最小カウントの値を比較する。変数NODEが閾値の最小カウント(例、100)未満である場合に、ステップ838で、センサーモニター300は、NODEフラグを設定し(それによって可能な繊維の切断を警告する)、NODEカウンタを増分し、アルゴリズムは、次いでステップ842に進む。それ以外ならば、センサーモニター300は、ステップ840で、NODEフラグをクリアする。
【0107】
ステップ842で、センサーモニター300は、MAGフラグが設定されるかどうかを判断する。MAGフラグがクリアである(すなわち、センサー電流の大きさの著しい下降が生じていない)場合に、ステップ844で、センサーモニター300は、MAGカウンタがゼロより大きいかどうかを判断する。MAGカウンタがゼロを超える(すなわち、MAGフラグがすでに設定されている)場合に、アルゴリズムは、一時的な不具合しかなかったものとみなす。それに応じて、ステップ846で、センサーモニター300は、MAGカウンタおよびNODEカウンタをリセットして、NODEフラグおよびNOISEフラグをクリアする。アルゴリズムは、次いでステップ826に戻り、繊維の切断の監視を継続する。
【0108】
あるいは、ステップ844で、センサーモニター300が、MAGカウンタがゼロを超える(すなわち、MAGフラグがまだ設定されていない)と判断した場合に、ステップ843で、センサーモニター300は、NODEフラグが設定されているかどうかを判断する。NODEフラグがクリアである(すなわち、交絡ノードの著しい不足がなかった)場合に、ステップ850で、センサーモニター300は、NODEカウンタがゼロを超えるかどうかを判断する。NODEカウンタがゼロを超える(すなわち、NODEフラグがすでに設定されている)場合に、アルゴリズムは、交絡させるエアジェットの一時的な不具合などの、一時的な不具合があったものとみなす。それに応じて、ステップ852で、センサーモニター300は、NODEカウンタをリセットして、NOISEフラグをクリアする。アルゴリズムは、次いでステップ826に戻り、繊維の切断の監視を継続する。しかし、NODEカウンタがゼロを超える(すなわち、NODEフラグがまだ設定されていない)と判断した場合に、アルゴリズムは、NOISEフラグをクリアせず、またはNODEカウンタをリセットせずに、ステップ826に戻る。
【0109】
ステップ848で、センサーモニター300が、NODEフラグが設定されている(すなわち、不十分なノードカウントによる可能な繊維の切断がある)と判断した場合に、センサーモニター300は、ステップ854で、NODEカウンタが所定の最小ノードカウント値(例、35)を超えるかどうかを判断する。NODEカウンタが最小ノードカウント値を超える場合に、アルゴリズムは、MAGフラグが所定の最小ノードカウント値に設定されていないので、繊維が依然として存在しているとみなす。それに応じて、ステップ856で、センサーモニター300は、NODEフラグおよびNOISEフラグをクリアして、NODEカウンタをリセットする。アルゴリズムは、次いでステップ826に戻り、繊維の切断の監視を継続する。しかし、NODEカウンタが所定の最小ノードカウント値を超えない場合に、アルゴリズムは、NODEフラグまたはNOISEフラグをクリアせずに、またはNODEカウンタをリセットせずに、ステップ826に戻る。
【0110】
一方で、ステップ842で、センサーモニター300が、MAGフラグが設定されている(すなわち、センサー電流の著しい降下があった)と判断した場合に、ステップ858で、センサーモニター300は、NODEフラグが設定されているかどうかを判断する。NODEフラグがクリアである(すなわち、交絡ノードの著しい不足がなかった)場合に、ステップ860で、センサーモニター300は、MAGカウンタが所定の最小電流振幅のカウント値(例、35)を超えるかどうかを判断する。MAGカウンタが最小電流振幅のカウント値を超える場合に、アルゴリズムは、NODEフラグが所定の最小電流振幅のカウント値に設定されていないので、繊維が依然として存在しているとみなす。それに応じて、ステップ862で、センサーモニター300は、MAGフラグ、NODEフラグ、およびNOISEフラグをクリアして、MAGカウンタおよびNODEカウンタをリセットする。アルゴリズムは、次いでステップ826に戻り、繊維の切断の監視を継続する。しかし、MAGカウンタが最小電流振幅のカウンタ値を超えない場合に、アルゴリズムは、MAGフラグ、NODEフラグ、およびNOISEフラグをクリアせずに、またはMAGカウンタおよびNODEカウンタをリセットせずに、ステップ826に戻る。
【0111】
あるいは、センサーモニター300が、ステップ858で、NODEフラグが設定されている(すなわち、交絡しているノードの著しい不足があった)と判断した場合に、ステップ864で、センサーモニター300は、(ノイズモニター314のスロット19、20、21、22、23、および24に含まれる値から)最後の5つの測定時間幅にわたる平均電流振幅の変化の絶対値の合計を計算し、変数NOISEtranにこの値を割り当てる。明らかなように、この計算に含まれるスロットの数は、データの揮発性が必要なときには変化させることができる。
【0112】
センサーモニター300は、次いでステップ866で、閾値の最小値ノイズに対する変数NOISEtranの値を比較する。変数NOISEtranが閾値の最小ノイズ(例、20)未満ではない場合に、アルゴリズムは、センサー200に繊維が依然として存在するとみなし(しかし、徐々に切断する可能性がある)、ステップ826に戻り、繊維の完全な切断を継続して監視する。
【0113】
しかし、変数NOISEtranが閾値の最小ノイズ未満である場合に、アルゴリズムは、変数NOISEtranが、以前の繰り返しにおいて閾値の最小ノイズ未満であったかどうかを判断する。それに応じて、ステップ870で、センサーモニター300は、NOISEフラグが設定されているかどうかを判断する。NOISEフラグがクリア(すなわち、先行するループの繰り返しにおいて、過渡的ノイズの著しい不足がなかった)場合に、ステップ872で、センサーモニター300は、NOISEフラグを設定する。アルゴリズムは、次いでステップ826に戻り、繊維の切断の監視を継続する。
【0114】
センサーモニター300が、ステップ870で、NOISEフラグが設定されている(すなわち、先行するループの繰り返しにおいて、過渡的ノイズの著しい不足があった)と判断した場合に、アルゴリズムは、繊維が切断したものとみなす。それに応じて、ステップ874で、センサーモニター300は、糸存在フラグ364をクリアして、センサー200での繊維の切断を記録する。センサーモニター300はまた、MAGフラグ、NODEフラグ、およびNOISEフラグをクリアして、MAGカウンタおよびNODEカウンタをリセットする。アルゴリズムは、次いでステップ800に戻る。
【0115】
ステップ826〜872と平行して、センサーモニター300は、定常状態の繊維ノイズの測定結果を使用して、センサー200で繊維の切断を検出する。この平行するプロセス従って、センサーモニター300は、ノイズモニター314の50の測定時間幅全体にわたる平均電流振幅の変化の絶対値の合計を計算し、ステップ876で、変数NOISEsteadyにこの値を割り当てる。
【0116】
ステップ878で、センサーモニター300は、変数NOISEsteadyと閾値の最小定常状態ノイズの値を比較する。変数NOISEsteadyが閾値の最小定常状態ノイズを超えない場合に、アルゴリズムは、繊維が切断しているものとみなす。それに応じて、上述のように、ステップ874で、センサーモニター300は、糸存在フラグ364をクリアして、センサー200での繊維の切断を記録する。アルゴリズムは、次いでステップ800に戻る。
【0117】
(12.クロスオーバーイベント検出アルゴリズム)
クロスオーバーイベント検出アルゴリズムは、複数の異なる糸経路上の電界センサー202の出力を監視し、各糸経路は、マルチフィラメント繊維を担送する。各繊維がそれぞれの電界センサーを通過するときに、電界センサーに誘導される電流信号の振幅の変化から、アルゴリズムは、糸経路のうちの別の1つの繊維に糸経路のうちの1つからのフィラメントが存在すること、すなわち、糸経路のうちの1つの上の繊維から1つ以上のフィラメントが、糸経路の別の1つの上の繊維にジャンプまたはクロスオーバーしたこと、を検出することができる。クロスオーバーイベント検出アルゴリズムを、以下に概略的に説明し、続けて図9を参照して詳述する。以下の例では、センサーモニター300が各糸経路に対する平均繊維電流の大きさを監視するが、センサーモニターは、代わりに各糸経路に対する平均繊維電流、ノードカウント、またはノード品質を監視することが可能である。
【0118】
センサーモニター300は、各糸経路に対するスライディングウィンドウを保持する。各スライディングウィンドウは、関連する糸経路に対する電流の振幅の一連の測定結果を含む。スライディングウィンドウは、所定の期間にわたる各糸経路での動作のスナップショットを提供するキューの形態である。したがって、各スライディングウィンドウにそれぞれ新しい振幅値を挿入することによって、既存の要素が1スロット分下方向にシフトされ、下端のスロットに含まれる要素は失われる。あるいは、新しい振幅値のブロックをスライディングウィンドウに挿入することができるが、その場合に、スライディングウィンドウ内の既存の要素は、下方向へブロックシフトされる。
【0119】
センサーモニター300は、各糸経路に対して、それぞれのスライディングウィンドウの遅れ部分での電流の平均の大きさを計算する。センサーモニター300は、次いで各糸経路に対するそれぞれの変数BASE(糸存在アルゴリズムを参照して上述した変数とは異なる)に、算出したそれぞれの平均振幅値を割り当てる。したがって、2つの糸経路の繊維製造システム(糸経路AおよびBを有する)では、センサーモニター300は、変数BASEAには糸経路Aに対する算出した平均電流振幅を割り当て、変数BASEBには糸経路Bに対する算出した平均電流振幅を割り当てる。
【0120】
センサーモニター300はまた、各糸経路に対して、それぞれのスライディングウィンドウの先頭部分での電流の平均の大きさを計算する。センサーモニター300は、次いで各糸経路に対するそれぞれの変数CURRENT(糸存在アルゴリズムを参照して上述した変数とは異なる)に、これらの後者のそれぞれの算出した平均振幅値を割り当てる。したがって、2つの糸経路の繊維製造システム(糸経路AおよびBを有する)では、センサーモニター300は、変数CURRENTAには糸経路Aに対する平均電流振幅を割り当て、変数CURRENTBには糸経路Bに対する平均電流振幅を割り当てる。
【0121】
例えば、CURRENTAの値がBASEAの値を超え、BASEBの値がCURRENTBの値を超える場合に、繊維は、ある糸経路から他の糸経路にクロスオーバーした(クロスオーバーイベント)、と言われる。クロスオーバーイベントが生じた後で、CURRENTAの値が実質的にBASEAの値に戻り、CURRENTBの値が実質的にBASEBの値に戻る場合に、クロスオーバーイベントは修正(自己修正または手動での修正)されている。センサーモニター300は、クロスオーバーイベントが検出されるまで、変数BASEの値の更新を継続するように構成される。しかし、クロスオーバーイベントがいつ修正されたのかを識別するために、センサーモニター300は、クロスオーバーイベントの前に、変数CURRENTの値が実質的に変数BASEの値に戻るまで、(クロスオーバーイベントが検出されたときに)変数BASEの値を保持する。
【0122】
センサーモニター300は、HOLD BASE REFERENCEフラグを使用して、繊維の切断イベントのクロスオーバーイベントの検出前に存在した、BASEの値の過去の記録を保持する。これによって、2つのイベントのシナリオにまたがる所望の動作条件下での繊維の製造プロセスを表すことが可能になる。HOLD BASE REFERENCEフラグがクリアである(クロスオーバーイベントまたは繊維の切断がない)場合に、センサーモニター300は、変数BASEの値を更新する。HOLD BASE REFERENCEフラグが設定されている(クロスオーバーイベントまたは繊維の切断が生じた)場合に、センサーモニター300は、クロスオーバーイベントまたは繊維の切断が修正されるまで、および/または処理する繊維の紡ぎが成功するまで、変数BASEの値のコピーを保持する。クロスオーバーイベントの監視は、HOLD BASE REFERENCEフラグが設定されている間でも続けられる。
【0123】
このプロセスの更なる詳細を、図9を参照して以下に説明する。上述のように、繊維が電界センサー202を通過するときに、電界センサー202に誘導される電流の波形は、一連のピークおよび一連のトラフから構成される。センサー処理ユニット204は、電流の大きさを監視して、電流の測定結果から、誘導電流内のピークとトラフを検出する。センサーモニター300は、複数のセンサー200から、データパケット250を受信する。各データパケット250は、所定の測定時間幅にわたって測定される、一連の電流の大きさおよびフェーズの測定結果を含む。加えて、各データパケット250は、測定時間幅内に関連する電界センサー202が遭遇した交絡ノードの数のカウントと、それらのノードの品質の測定結果と、を含む。
【0124】
それに応じて、ステップ900で、センサーモニター300は、(ステップ700〜716に従って)データパケット250内に含まれる大きさの測定結果から、各糸経路に対する局所的なピーク電流値を識別し、次いで各糸経路に対して、各測定時間幅にわたる電流に対する平均振幅を計算する。センサーモニター300は、次いでそれぞれのスライディングウィンドウ内に各振幅値を保存する。各スライディングウィンドウは、2100の当該の振幅値を保存するための2100のスロット(スロット0〜2099)を有することが好ましい。しかし、スロット数を2100にする必要はなく、データの揮発性が必要なときには変化させることができる。
【0125】
ステップ902で、センサーモニター300は、各糸経路に対して、それぞれのスライディングウィンドウの先頭部分での電流の平均の大きさを計算する。センサーモニター300は、各スライディングウィンドウの最後の100の電流振幅値を考慮することが好ましい。したがって、センサーモニター300は、各糸経路に対するスロット2000〜2099に電流振幅を追加し、次いで各合計を測定結果の数(100)で割る。センサーモニター300は、次いで各糸経路にするそれぞれの変数CURRENTに、これらの後者のそれぞれの算出した平均振幅値を割り当てる。したがって、2つの糸経路の繊維製造システム(糸経路AおよびBを有する)では、センサーモニター300は、変数CURRENTAには糸経路Aに対する平均電流振幅を割り当て(スロット2000〜2099から算出)、変数CURRENTBには糸経路Bに対する平均電流振幅を割り当てる(スロット2000〜2099から算出)。
【0126】
ステップ904で、センサーモニター300は、各糸経路に対する平均電流振幅値の振幅の変化を計算し、ステップ908で、それぞれの変数Δにそれぞれの算出した変化の値を割り当てる。したがって、2つの糸経路の繊維製造システム(糸経路AおよびBを有する)では、センサーモニター300は、変数CURRENTAとBASEAとの差を計算して、変数ΔAにその値を割り当て、変数CURRENTBとBASEBとの差を計算して、変数ΔBにその値を割り当てる。
【0127】
ステップ906で、センサーモニター300は、各変化の値に関連するセンサーのセンサーアドレスとともに、各糸経路に対するデータレコード350のクロスオーバーフィールド370に、算出した変化の値(例、ΔA、ΔB)を挿入する。コンピュータサーバー400は、データレコード350に含まれた変化の値を使用して、コンピュータサーバー400のオペレータに、クロスオーバーイベントが存在すること、およびそのクロスオーバーイベントに関与する糸経路を示す。
【0128】
ステップ908で、センサーモニター300は、各糸経路に対して、それぞれのスライディングウィンドウの先頭部分での電流の平均の大きさを計算する。センサーモニター300は、各スライディングウィンドウの最初の200の電流振幅値を考慮することが好ましい。したがって、センサーモニター300は、各糸経路に対するスロット0〜199に電流振幅を追加し、次いで各合計を測定結果の数(200)で割る。センサーモニター300は、次いで各糸経路に対する新しいそれぞれの変数NEWBASEに、それぞれの新しい算出した平均振幅値を割り当てる。したがって、2つの糸経路の繊維製造システム(糸経路AおよびBを有する)では、センサーモニター300は、変数NEWBASEAには糸経路Aに対する新しい算出した平均電流を割り当て(スロット0〜199から算出)、変数NEWBASEBには糸経路Bに対する新しい算出した平均電流を割り当てる(スロット0〜199から算出)。
【0129】
ステップ910で、センサーモニター300は、各糸経路に対する算出した変化の値(例、ΔA、ΔB)の指示に着目する。このステップは、「self−termまたはin−lineチェック」と称される。糸経路のうちの1つに対する算出した変化の値が正で、糸経路のうちの別の1つに対する算出した変化の値が負の場合に、アルゴリズムは、正の変化の値を有する糸経路の上の繊維から、負の変化の値を有する糸経路の上の繊維に、フィラメントがジャンプまたはクロスオーバーしたものとみなす。それに応じて、ステップ912で、センサーモニター300は、HOLD BASE REFERENCEフラグを設定し、それによって、クロスオーバーイベントが修正されるまで、変数BASEを保存しなければならないことを示す。
【0130】
ステップ914で、センサーモニター300は、HOLD BASE REFERENCEフラグが設定されているかどうかを判断する。HOLD BASE REFERENCEフラグが設定されていなかった場合に、各糸経路に対して、モニター300は、ステップ916で、対応する変数BASEに、変数NEWBASEの値を割り当てる。アルゴリズムは、次いでステップ900に戻る。
【0131】
しかし、HOLD BASE REFERENCEフラグが設定されていた場合に、アルゴリズムは、クロスオーバーイベントまたは繊維の切断が修正されたかどうかを判断する。したがって、各糸経路に対して、センサーモニター300は、ステップ918で、各変数NEWBASEの値と、対応する変数BASEの値とを比較する。一対の各変数の差の絶対値が、所定の閾値を超えない場合に、アルゴリズムは、クロスオーバーイベントまたは繊維の切断が修正されたものとみなす。それに応じて、ステップ920で、センサーモニター300は、HOLD BASE REFERENCEフラグをクリアして、各糸経路に対して、対応する変数BASEに、変数NEWBASEの値を割り当てる。アルゴリズムは、次いでステップ900に戻る。
【0132】
センサーモニター300が、ステップ918で、いずれかの変数NEWBASEの値と、対応する変数BASEとの差の絶対値が閾値を超えると判断した場合に、クロスオーバーイベントまたは繊維の切断は手動で修正されたと考えられる。しかし、クロスオーバーイベントまたは繊維の切断が発生した瞬間と、クロスオーバーイベントまたは繊維の切断が修正された瞬間との間で、クロスオーバーイベントまたは繊維の切断が発生した糸経路上のセンサー200の温度差が、(ステップ918で)変数NEWBASEの値を変数BASEの許容範囲内に入らないようにした可能性がある。あるいは、クロスオーバーイベントまたは繊維の切断が発生した瞬間と、クロスオーバーイベントまたは繊維の切断が修正された瞬間との間で、クロスオーバーイベントまたは繊維の切断が発生した糸経路上の電界センサー202が一掃され得、それにより、(ステップ918で)変数NEWBASEの値は変数BASEの許容範囲内に入らないようになり得る。
【0133】
それに応じて、クロスオーバーイベントまたは繊維の切断の発生が手動で修正されたかどうかを判断するために、ステップ922で、各対の糸経路に対して、センサーモニター300は、変数BASEの値の変化、および変数CURRENTの値の変化を計算し、それぞれの変数εにそれぞれの算出した差を割り当てる。したがって、2つの糸経路の繊維製造システム(糸経路AおよびBを有する)では、センサーモニター300は、BASEAとBASEBとの差を計算して、変数ε1にその値を割り当て、CURRENTAとCURRENTBとの差を計算して、変数ε2にその値を割り当てる。
【0134】
次いで、ステップ924で、センサーモニター300は、糸経路の各対に対して、各BASEの差(例、ε1)の値と各CURRENTの差(例、ε2)の値とを比較する。このステップは、「cross−termチェック」と称される。2つの差の間の差(例、ε1−ε2)が所定の閾値を超える場合に、アルゴリズムは、クロスオーバーイベントまたは繊維の切断が手動で修正されていないものとみなす。それに応じて、アルゴリズムは、ステップ900に戻る。しかし、ステップ924で計算した差が、所定の閾値を超えない場合に、アルゴリズムは、クロスオーバーイベントまたは繊維の切断が手動で修正されたものとみなす。それに応じて、ステップ926で、センサーモニター300は、HOLD BASE REFERENCEフラグをクリアして、各糸経路に対して、対応する変数BASEに、変数NEWBASEの値を割り当てる。アルゴリズムは、次いでステップ900に戻る。
【0135】
本発明は、本発明の好適な実施態様を提供する上述の説明とともに、本願明細書に添付される請求項によって定義される。当業者は、本願明細書には明示的に提案されていないが、本発明の範囲から逸脱せずに、添付の特許請求の範囲に記載されているように、請求項記載の発明に対するある程度の変更を想定することができよう。
【技術分野】
【0001】
(技術分野)
本発明は、マルチフィラメント繊維の製造を監視するための機構に関する。特に、本発明は、リアルタイムでマルチフィラメント繊維の物理的特性を監視するための方法および装置に関する。
【背景技術】
【0002】
(発明の背景)
繊維の製造では、合成繊維は、ポリエステルまたはナイロンのような溶融高分子をフィラメントに紡ぎ、互いに捩って単一の繊維を形成する、「スピンドロー」プロセスによって形成される。紡いだ繊維は、次いで引き出されて、繊維の伸縮性、引張強さ、および直径が変更される。プロセス中に、繊維にフィラメントを潤滑するために液体エマルジョンまたは「表面処理剤」を塗布することによって、加工機械を通る繊維の動きによって発生する静電気を減じる。さらに、一般に加圧したエアジェットに引き出した繊維を露出させることにより、交絡ノードが繊維内に形成され、それによって、繊維に沿って周期的間隔でそれぞれのフィラメントを互いに結びつける。
【0003】
繊維のバルク、表面処理、デニール、または交絡ノードにおける均一性の欠如によって、繊維のもつれまたは切断を生じるたり、または、製織プロセス中の繊維の着色にむらを生じる可能性があり、エンドユーザーにとってはコストのかかる製造ラインの停止をもたらすことになる。このため、繊維がエンドユーザーに出荷される前に、繊維内の不良を識別するために、繊維が製造されているときにリアルタイムでその物理的特性を監視する試みが行われてきた。
【0004】
例えば、Fabbriの特許文献1およびMeyerの特許文献2は、高分子繊維の直径およびデニールを測定するために、容量センサーを使用している。しかし、容量センサーは、デニールの大きな変動を検出することしかできない。さらに、容量センサーを使用する織物のユーザーに重要な、表面処理、バルク、ノードカウント、およびノード品質のような他の繊維の特性を監視することができない。
【0005】
Sakaiの特許文献3は、糸の不規則性を検出するために、フォトトランジスタを使用している。フォトトランジスタは、糸むらに応答してアナログ信号を発生させる。周期的および非周期的な糸むらを検出するために、アナログ信号をデジタル化し、次いでリアルタイムで周波数を分析する。しかし、フォトトランジスタを使用する織物のユーザーに重要な、表面処理、バルク、ノードカウント、およびノード品質のような他の繊維の特性を監視することができない。
【0006】
Felixの特許文献4は、デニールの変化、フィラメント切断、および表面処理剤の欠乏を検出するために、糸の張力および速度のような一対の処理パラメータを監視している。しかし、開示された監視パラメータを使用すると、織物のユーザーに重要な、バルク、ノードカウント、およびノード品質のような他の繊維の特性を監視することができない。
【0007】
Instrumar Ltd.(CA 2,254,426)は、リアルタイムで繊維の物理的特性を測定するために、電界センサーを使用している。繊維がセンサーを通過するときの繊維の物理的特性の変化によって、電極に誘導される電流を生じる。誘導電流の大きさおよびフェーズの変化と公知の繊維のプロファイルとを比較することによって、Instrumarは、リアルタイムで引き出される繊維のデニール、表面処理、および交絡を監視することができる。しかし、電極は、繊維に隣接する電界の変化に敏感であるので、所望の繊維の特性に対するセンサーの感度を減じている。さらに、所望のセンサーの測定結果を使用する織物のユーザーに重要な、バルク、およびノード品質のような他の繊維の特性を監視することができない。
【0008】
したがって、リアルタイムでマルチフィラメント繊維の物理的特性を監視するための機構を改善する必要性は残されている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】米国特許第4,706,014号明細書
【特許文献2】米国特許第5,394,096号明細書
【特許文献3】米国特許第4,491,831号明細書
【特許文献4】米国特許第4,888,944号明細書
【発明の概要】
【課題を解決するための手段】
【0010】
(発明の概要)
本発明の第1の側面によれば、少なくとも1つのセンサーと、前記少なくとも1つのセンサーと通信するコンピュータサーバーとを備えるコンピュータベースの繊維製造監視システムが提供される。前記センサーは、繊維が糸経路上の前記センサーを通過して、ボビンに巻回されるときに、前記繊維の少なくとも1つの物理的特性の表示を提供するように構成される。前記コンピュータサーバーは、前記表示から、糸経路単位(および/またはボビン単位)に関する前記少なくとも1つの物理的特性の解析を提供するように構成される。
【0011】
本発明の一実施態様によれば、前記繊維製造監視システムはまた、前記表示を保持するための測定結果のデータベースをさらに備え、前記コンピュータサーバーは、前記少なくとも1つの物理的特性の解析の過去の記述を提供するように構成される。前記コンピュータサーバーは、前記表示の各々と、前記物理的特性に対して確立されたプロセスリミットとを比較し、関連する前記プロセスリミットからの前記表示の各々の偏差にしたがってアラームを作動させるように構成される。1つのバリエーションでは、前記コンピュータサーバーは、それぞれの前記表示と、前記物理的特性の各々に対して確立されたそれぞれのプロセスリミットとを比較し、関連する前記プロセスリミットからの前記表示のうちの少なくとも2つの偏差にしたがってアラームを作動させるように構成される。
【0012】
前記表示は、前記物理的特性の定期的な測定結果を含み、前記センサーは、前記取り込んだ測定結果をローカルにバッファリングし、前記コンピュータサーバーからデータのリクエストを受けたときに、前記コンピュータサーバーに前記バッファリングした測定結果を送信するように構成されることが好ましい。さらに、前記センサーは、電界センサーと、前記電界センサーに接続されるセンサー処理ユニットとを備え、前記センサー処理ユニットは、前記繊維が前記電界センサーを通過するときに、前記電界センサーに誘導される電流信号の振幅を監視することによって、前記少なくとも1つの測定結果を提供するように構成されることが好ましい。
【0013】
本発明の第2の側面によれば、前記電界センサーは、絶縁基板と、前記基板に配置される複数の非接触電極と、前記電極に接続され、前記基板を介して横に延在する複数の導体とを備える。前記電界センサーが、前記電極を覆って配置される絶縁体をも備え、前記電極が、第1の電極部分と前記第1の電極部分と交絡する第2の電極部分とを備えることが好ましい。前記導体は、第1の導体部分と、第2の導体部分と、を備え、前記導体の第1の部分が前記第1の電極部分に接続され、前記導体の第2の部分が前記第2の電極部分に接続される。前記絶縁体は、セラミックまたはガラスを含み、好適な前記セラミックはアルミナを含む。さらに、前記電極は、前記基板上に互いに平行に配置され、前記導体は、前記電極に対して直角に延在するバイアを備える。
【0014】
本発明の第3の側面によれば、繊維の製造を監視するコンピュータベースの方法であって、(1)コンピュータサーバーにおいてデータを受信するステップであって、前記データの各々が、糸経路に関連しており、前記繊維が前記糸経路上のセンサーを通過して、ボビンに巻回されるときに、繊維の少なくとも1つの物理的特性の表示を含むステップと、(2)前記表示から、糸経路単位(および/またはボビン単位)について、前記少なくとも1つの物理的特性の解析を提供するステップと、を含む方法が提供される。
【0015】
本発明の一実施態様によれば、前記コンピュータサーバーは、前記表示を保持するためのアーカイブを備え、前記解析を提供するステップは、前記少なくとも1つの物理的特性の前記解析の過去の記録を提供することを含む。前記コンピュータサーバーは、それぞれの前記表示と、前記物理的特性に対して定められたプロセスリミットとを比較し、関連する前記プロセスリミットからの前記表示の各々の偏差にしたがってアラームを作動させる。1つのバリエーションでは、各データパケットは複数の前記表示を含み、各表示は、前記物理的特性のうちのそれぞれ1つに関連しており、前記受信するステップは、(i)コンピュータサーバーにおいて、前記表示の各々と、前記物理的特性の各々に対して定められたプロセスリミットとを比較するステップと、(ii)関連する前記プロセスリミットからの前記表示のうちの少なくとも2つの偏差に基づいてアラームを作動させるステップと、を含む。
【0016】
本発明の第4の側面によれば、糸経路上の繊維の製造を監視するコンピュータベースの方法であって、(1)電界センサーを通過する繊維によって、前記電界センサー内に誘導される電流信号の振幅を監視するステップと、(2)前記振幅の測定結果から前記電流信号内のピークおよびトラフを検出するステップと、(3)検出された前記ピークおよびトラフから前記繊維の物理的特性を判断するステップと、を含む方法が提供される。
【0017】
本発明の一実施態様によれば、前記検出するステップは、(i)前記振幅の測定結果から振幅の極小値および極大値を識別するステップと、(ii)前記極小値に対する前記極大値の高さを計算するステップと、(iii)所定の閾値未満の関連する計算された高さを有する極大値を除外するステップと、を含む。
【0018】
一般に、除外されなかった極大値の各々は、それぞれの時間だけ前記極小値のうちの1つよりも先行し、前記方法は、(iv)閾値の最長時間を超える関連する時間を有する前記除外されなかった極大値を除外するステップと、(v)閾値の最短時間未満の関連する時間を有する前記除外されなかった極大値を除外するステップと、(vi)前記除外されなかった極大値のうちの残りを保持するステップと、をさらに含む。
【0019】
1つのバリエーションでは、判断される物理的特性はノードカウントであり、前記物理的特性を判断するステップは、(a)振幅の測定値を時間幅にセグメント化するステップと、(b)前記時間幅の各々に対して、前記関連する保持された極大値からそれぞれのノードカウントを計算するステップと、を含む。別のバリエーションでは、前記物理的特性はノード品質であり、前記物理的特性を判断するステップは、前記時間幅の各々に対して、前記関連するノードカウントの前記関連する高さの平均を計算するステップを含む。
【0020】
本発明の第5の側面によれば、糸経路上の繊維の製造を監視するコンピュータベースの方法であって、(1)糸経路上に配置された電界センサーの出力を監視するステップと、(2)前記電界センサーによって測定される平均電流、定常状態ノイズ、およびノードカウントのうちの1つにおける増加から、前記センサーを通過する繊維の存在を検出するステップと、(3)前記平均電流、前記ノードカウント、および前記電界センサーによって測定される過渡的ノイズの減少(減少および過渡的ノイズは時間的に重複する)から前記繊維の切断を検出するステップとを含む方法が提供される。
【0021】
本発明の一実施態様によれば、前記平均電流は、前記電界センサー内に誘導される電流の振幅のピークを検出し、前記振幅の平均を計算することによって決定される。前記平均振幅は、前記ピークを時間幅にセグメント化し、前記時間幅のそれぞれにわたって前記ピークの大きさの平均に対する平均値を計算することによって計算される。前記ノイズは、前記電界センサー内に誘導される電流の振幅のピークを検出し、前記ピークを時間幅にセグメント化し、前記時間幅にわたる前記ピークの大きさを合計することによって決定される。前記ノードカウントは、前記電界センサー内に誘導される電流の振幅のピークを検出し、前記検出したピークからノードカウントを計算することによって決定される。前記ノードカウントは、前記ピークを時間幅にセグメント化し、前記時間幅の各々に対する前記ピークを数えることによって計算される。
【0022】
本発明の第6の側面によれば、糸経路上の前記繊維の製造を監視するコンピュータベースの方法であって、(1)各々が複数の糸経路のうちのそれぞれ1つに配置される複数の電界センサーの出力を監視するステップであって、前記糸経路の各々がマルチフィラメント繊維を担送する、ステップと、(2)前記繊維の各々が前記それぞれの電界センサーを通過するときに、前記電界センサーに誘導される電流信号の振幅の変化から、前記糸経路うちの別の1つの前記繊維における前記糸経路うちの1つからのフィラメントの存在を検出するステップと、を含む方法が提供される。
【0023】
本発明の一実施態様によれば、フィラメントの存在は、前記1つの糸経路に関する振幅における正の変化を監視し、前記別の糸経路に関する振幅における負の変化を監視することによって検出される。
例えば、本願発明は以下の項目を提供する。
(項目1)
コンピュータベースの繊維製造監視システムであって、
少なくとも1つのセンサーであって、それぞれが糸経路上のセンサーを通過する繊維の少なくとも1つの物理的特性の表示を提供するように構成され、該繊維はボビンに巻回される、少なくとも1つのセンサーと、
該少なくとも1つのセンサーと通信するコンピュータサーバーであって、該表示から、糸経路単位およびボビン単位のうちの少なくとも1つについて、該少なくとも1つの物理的特性の解析を提供するように構成された、コンピュータサーバーと
を備える、繊維製造監視システム。
(項目2)
前記表示を保持するための測定結果のデータベースをさらに備え、前記コンピュータサーバーは、前記少なくとも1つの物理的特性の解析の過去の記録を提供するように構成される、項目1に記載の繊維製造監視システム。
(項目3)
前記コンピュータサーバーは、前記表示の各々と、前記物理的特性に対して確立されたプロセスリミットとを比較し、関連するプロセスリミットからの該表示の各々の偏差にしたがってアラームを作動させるように構成される、項目1に記載の繊維製造監視システム。
(項目4)
前記コンピュータサーバーは、前記表示の各々と、前記物理的特性の各々に対して確立されたそれぞれのプロセスリミットとを比較し、関連するプロセスリミットからの該表示のうちの少なくとも2つの偏差にしたがってアラームを作動させるように構成される、項目1に記載の繊維製造監視システム。
(項目5)
前記センサーは、前記物理的特性の測定結果を定期的に取り込み、該取り込んだ測定結果をローカルにバッファリングし、前記コンピュータサーバーからデータのリクエストを受けたときに、該コンピュータサーバーに該バッファリングした測定結果を送信するように構成される、項目1に記載の繊維製造監視システム。
(項目6)
前記センサーは、電界センサーと、該電界センサーに接続されるセンサー処理ユニットとを備え、該センサー処理ユニットは、前記繊維が該電界センサーを通過するときに、該電界センサーに誘導される電流信号の振幅を監視することによって、前記少なくとも1つの測定結果を提供するように構成される、項目5に記載の繊維製造監視システム。
(項目7)
前記電界センサーは、
絶縁基板と、
該基板に配置される複数の非接触電極と、
該電極に接続され、該基板を介して横に延在する複数の導体と
を備える、項目6に記載の繊維製造監視システム。
(項目8)
前記電極は、第1の電極部分と、該第1の電極部分と交絡する第2の電極部分とを備え、前記導体は、第1の導体部分と、第2の導体部分とを備え、該導体の第1の部分が該第1の電極部分に接続され、該導体の第2の部分が該第2の電極部分に接続される、項目7に記載の繊維製造監視システム。
(項目9)
前記電極は、前記基板上に互いに平行に配置され、前記導体は、前記電極に対して直角に延在するバイアを備える、項目8に記載の繊維製造監視システム。
(項目10)
前記電界センサーは、前記電極上に配置される絶縁体を備える、項目9に記載の繊維製造監視システム。
(項目11)
繊維の製造を監視するコンピュータベースの方法であって、
コンピュータサーバーにおいてセンサーデータを受信するステップであって、該データの各々は、糸経路に関連しており、該糸経路上のセンサーを通過する繊維の少なくとも1つの物理的特性の表示を含む、ステップと、
前記表示から、糸経路単位およびボビン単位のうちの少なくとも1つについて、該少なくとも1つの物理的特性の解析を提供するステップと
を含む、方法。
(項目12)
前記コンピュータサーバーは、前記表示を保持するためのアーカイブを備え、前記解析を提供するステップは、前記少なくとも1つの物理的特性の前記解析の過去の記録を提供することを含む、項目11に記載の方法。
(項目13)
前記受信するステップは、
前記コンピュータサーバーによって、前記表示の各々と、前記物理的特性に対して確立されたプロセスリミットとを比較するステップと、
関連するプロセスリミットからの該表示の各々の偏差にしたがってアラームを作動させるステップと
を含む、項目11に記載の方法。
(項目14)
前記受信するステップは、
コンピュータサーバーにおいて、前記表示の各々と、前記物理的特性の各々に対して確立されたそれぞれのプロセスリミットとを比較するステップと、
関連するプロセスリミットからの該表示のうちの少なくとも2つの偏差にしたがってアラームを作動させるステップと
を含む、項目11に記載の方法。
(項目15)
前記表示は、物理的特性の定期的な測定結果を含み、前記センサーは、前記取り込んだ測定結果をローカルにバッファリングするように構成され、前記受信するステップは、
該バッファリングした測定結果を前記センサーからリクエストするステップと、
ネットワークを通じて、リクエストされた前記測定結果をセンサーから受信するステップと
を含む、項目11に記載の方法。
(項目16)
前記センサーは、電界センサーと、該電界センサーに接続されるセンサー処理ユニットとを備え、該センサー処理ユニットは、前記繊維が該電界センサーを通過するときに、該電界センサーに誘導される電流信号の振幅を監視することによって、前記少なくとも1つの測定結果を提供する、項目15に記載の方法。
(項目17)
前記電界センサーは、
絶縁基板と、
該基板に配置される複数の非接触電極と、
該電極に接続され、該基板を介して横に延在する複数の導体と
を備える、項目16に記載の方法。
(項目18)
前記電極は、第1の電極部分と、該第1の電極部分と交絡する第2の電極部分とを備え、前記導体は、第1の導体部分と、第2の導体部分とを備え、該導体の第1の部分が該第1の電極部分に接続され、該導体の第2の部分が該第2の電極部分に接続される、項目17に記載の方法。
(項目19)
前記電極は、前記基板上に互いに平行に配置され、前記導体は、前記電極に対して直角に延在するバイアを備える、項目18に記載の方法。
(項目20)
前記電極上に配置される絶縁体をさらに備える、項目19に記載の方法。
(項目21)
絶縁基板と、
該基板に配置される複数の非接触電極と、
該電極に接続され、該基板を介して横に延在する複数の導体と
を備える、電界センサー。
(項目22)
前記電極は、第1の電極部分と、該第1の電極部分と交絡する第2の電極部分とを備え、前記導体は、第1の導体部分と、第2の導体部分とを備え、該導体の第1の部分が該第1の電極部分に接続され、該導体の第2の部分が該第2の電極部分に接続される、項目21に記載の電界センサー。
(項目23)
前記電極は、前記基板上に互いに平行に配置され、前記導体は、前記電極に対して直角に延在するバイアを備える、項目22に記載の電界センサー。
(項目24)
前記電極上に配置される絶縁体をさらに備える、項目23に記載の電界センサー。
(項目25)
前記絶縁体は、セラミックおよびガラスのうちの1つを含む、項目24に記載の電界センサー。
(項目26)
前記セラミックは、アルミナを含む、項目25に記載の電界センサー。
(項目27)
糸経路上の繊維の製造を監視するコンピュータベースの方法であって、該方法は、
センサーを通過する繊維によって、該電界センサー内に誘導される電流信号の振幅を監視するステップと、
前記振幅の測定結果から該電流信号内のピークおよびトラフを検出するステップと、
該検出されたピークおよびトラフから該繊維の物理的特性を判断するステップと
を含む、方法。
(項目28)
前記検出するステップは、
前記振幅の測定結果から振幅の極小値および極大値を識別するステップと、
該極小値に対する該極大値の高さを計算するステップと、
所定の閾値未満の関連する計算された高さを有する極大値を除外するステップと
を含む、項目27に記載の方法。
(項目29)
前記除外されなかった極大値の各々は、それぞれの時間だけ前記極小値のうちの1つよりも先行し、前記方法は、
閾値の最長時間を超える関連する時間を有する前記除外されなかった極大値を除外するステップと、
閾値の最短時間未満の関連する時間を有する前記除外されなかった極大値を除外するステップと、
前記除外されなかった極大値のうちの残りを保持するステップと
をさらに含む、項目28に記載の方法。
(項目30)
前記物理的特性はノードカウントであり、前記物理的特性を判断するステップは、
局所的振幅の測定値を時間幅にセグメント化するステップと、
前記時間幅の各々に対して、前記関連する保持された極大値からそれぞれのノードカウントを計算するステップと
を含む、項目27に記載の方法。
(項目31)
前記物理的特性はノード品質であり、前記物理的特性を判断するステップは、前記時間幅の各々に対して、前記関連するノードカウントの関連する高さの平均を計算するステップを含む、項目27に記載の方法。
(項目32)
前記電界センサーは、
絶縁基板と、
該基板に配置される複数の非接触電極と、
該基板を介して横に延在する複数のバイアと
を備える、項目27に記載の方法。
(項目33)
前記電極は、第1の電極部分と、該第1の電極部分と交絡する第2の電極部分とを備え、前記バイアは、第1のバイア部分と、第2のバイア部分とを備え、該バイアの第1の部分が該第1の電極部分に接続され、該バイアの第2の部分が該第2の電極部分に接続される、項目32に記載の方法。
(項目34)
前記電極は、前記基板上に互いに平行に配置され、前記バイアは、前記バイアに対して垂直に延在する、項目33に記載の方法。
(項目35)
前記電界センサーは、前記電極上に配置される絶縁体を備える、項目34に記載の方法。
(項目36)
糸経路上の繊維の製造を監視するコンピュータベースの方法であって、該方法は、
糸経路上に配置された電界センサーの出力を監視するステップと、
該電界センサーによって測定される平均電流、定常状態ノイズ、およびノードカウントのうちの1つにおける増加から、該センサーを通過する繊維の存在を検出するステップと、
該電界センサーによって測定される該平均電流、該ノードカウント、および過渡的ノイズの減少から該繊維の切断を検出するステップであって、該減少は時間的に重複する、ステップと
を含む、方法。
(項目37)
前記平均電流は、前記電界センサー内に誘導される電流の振幅のピークを検出し、該振幅の平均を計算することによって決定される、項目36に記載の方法。
(項目38)
前記平均振幅を計算するステップは、前記ピークを時間幅にセグメント化するステップと、該時間幅の各々にわたって該ピークの大きさの平均に対する平均値を計算するステップとを含む、項目37に記載の方法。
(項目39)
前記ノイズは、前記電界センサー内に誘導される電流の振幅のピークを検出し、前記ピークを時間幅にセグメント化し、該時間幅の各々にわたって該ピークの大きさを合計することによって決定される、項目36に記載の方法。
(項目40)
前記ノードカウントは、前記電界センサー内に誘導される電流の振幅のピークを検出し、該検出したピークからノードカウントを計算することによって決定される、項目36に記載の方法。
(項目41)
前記ノードカウントを計算するステップは、前記ピークを時間幅にセグメント化するステップと、該時間幅の各々に対するピークを数えるステップとを含む、項目40に記載の方法。
(項目42)
糸経路上の繊維の製造を監視するコンピュータベースの方法であって、該方法は、
各々が複数の糸経路のうちのそれぞれ1つに配置される複数の電界センサーの出力を監視するステップであって、該糸経路の各々がマルチフィラメント繊維を担送する、ステップと、
前記繊維の各々が前記それぞれの電界センサーを通過するときに、該電界センサーに誘導される電流信号の振幅の変化から、該糸経路のうちの別の1つの繊維における糸経路うちの1つからのフィラメントの存在を検出するステップと
を含む、方法。
(項目43)
前記フィラメントの存在は、前記1つの糸経路の振幅における正の変化を監視し、前記別の糸経路の振幅における負の変化を監視することによって検出される、項目42に記載の方法。
【図面の簡単な説明】
【0024】
【図1】図1は、本発明によるコンピュータベースの繊維製造監視システムの略図であり、センサー、センサーモニター、コンピュータサーバー、および、測定データベースを示す図である。
【図2a】図2aは、図1に示されるセンサー(電界センサー)のうちの1つの略図である。
【図2b】図2bは、図2aに示される電界センサーの平面図である。
【図2c】図2cは、電界センサーの横断面図である。
【図2d】図2dは、電界センサーの横断面図である。
【図3a】図3aは、センサー処理ユニットによって作成されるデータパケットの構造の略図である。
【図3b】図3bは、センサーモニターによって作成されるデータレコードの構造の略図である。
【図4】図4は、ソフトウェアの実行を示すコンピュータサーバーの構造の略図である。
【図5】図5は、繊維製造監視システムの操作方法を概略的に示すフローチャートである。
【図6a】図6は、繊維製造監視システムの操作方法を詳細に示すフローチャートである。図6aは、センサー処理ユニットおよびセンサーモニターによって実行されるステップを示す図である。
【図6b】図6は、繊維製造監視システムの操作方法を詳細に示すフローチャートである。図6bは、コンピュータサーバーによって並行して実行されるステップを示す図である。
【図7a】図7aは、交絡ノードの場所に関して、誘導電流の大きさの変化を示す波形の図である。
【図7b】図7bは、繊維製造監視システムによってノードカウントおよびノード品質を判断する方法を示すフローチャートである。
【図7c】図7cは、繊維製造監視システムによってノードカウントおよびノード品質を判断する方法を示すフローチャートである。
【図8a】図8aは、繊維製造監視システムによって糸の存在を判断する方法を示すフローチャートである。
【図8b】図8bは、繊維製造監視システムによって糸の存在を判断する方法を示すフローチャートである。
【図8c】図8cは、繊維製造監視システムによって糸の存在を判断する方法を示すフローチャートである。
【図8d】図8dは、繊維製造監視システムによって糸の存在を判断する方法を示すフローチャートである。
【図8e】図8eは、繊維製造監視システムによって糸の存在を判断する方法を示すフローチャートである。
【図9a】図9aは、繊維製造監視システムによってクロスオーバーイベントを判断する方法を示すフローチャートである。
【図9b】図9bは、繊維製造監視システムによってクロスオーバーイベントを判断する方法を示すフローチャートである。
【発明を実施するための形態】
【0025】
以下、添付図面を参照して本発明の実施態様について一例として説明する。
【0026】
(詳細な記述)
(1.繊維製造監視システム:概要)
図1を参照する。図1には、概ね100で示されるコンピュータベースの繊維製造監視システムを示す。本システムは、複数のセンサー200と、センサーモニター300と、コンピュータサーバー400と、センサー200およびセンサーモニター300を相互接続するローカルエリアネットワーク102と、センサーモニター300およびコンピュータサーバー400を相互接続するローカルエリアネットワーク104と、を備える。オプションとして、繊維製造監視システム100は、コンピュータサーバー400上に常駐する測定結果データベース450と、パーソナルコンピュータ480と、コンピュータサーバー400およびパーソナルコンピュータ480を相互接続する通信ネットワーク110と、を備える。
【0027】
ローカルエリアネットワーク102は、他のネットワークプロトコルを使用することが可能であるが、DeviceNetバスを備えることが好ましい。通信ネットワーク104は、ローカルエリアのイーサネット(登録商標)ネットワークを備えることが好ましい。しかし、通信ネットワーク104はまた、他のネットワークプロトコルを用いることもでき、ワイドエリアネットワークまたは無線ネットワークを備えることができる。さらに、繊維製造監視システム100には複数のセンサー200が示されているが、繊維製造監視システム100には単一のセンサー200があればよい。
【0028】
通信110は、本発明では制限しないが、ローカルエリアのイーサネット(登録商標)ネットワークであることが好ましい。
【0029】
(2.センサー)
各センサー200は、一般に複数ボビンの繊維製造ラインの糸経路上に配置される。複数ボビンの繊維製造ラインは、複数の紡糸口金を備え、それぞれが溶融高分子から複数のフィラメントを形成する。次いでフィラメントを引っ張り、複数のマルチフィラメント繊維に紡ぐ。また、フィラメントを連続的なエアジェットに晒して、繊維に交絡ノードを形成し、それによって、フィラメントを単一の繊維に結合させる。各繊維は、次いでそれぞれのボビンに巻回される。
【0030】
各センサー200は、繊維が、ボビンに巻回される前に、センサー200を通過するときに、複数のマルチフィラメント繊維の物理的特性を監視するように構成される。図2aに示されるように、センサー200は、複数の電界センサー202(202a、202b、202c、202dで示す)と、この電界センサー202に接続されるセンサー処理ユニット(SPU)204と、を備えることが好ましい。各電界センサー202は、マルチフィラメント繊維のうちの1つの物理的特性を監視する。しかし、明らかなように、センサー200は複数の電界センサー202を備える必要はなく、代わりに単一の電界センサー202だけを備えることが可能である。さらに、各センサー202は電界センサーであることが好ましいが、繊維の物理的特性を監視できる他の形態のセンサーを使用することができる。
【0031】
図2b、2c、および2dに示されるように、各電界センサー202は、絶縁基板206と、基板206上に配置される複数の電極208と、基板206を介して下方に延在する複数のバイア210と、を備える。基板206は、他の非導電性物質を使用することが可能であるが、セラミックのような非導電性物質を含むことが好ましい。また、電極208は、実質的に平面状であり、従来のプリント基板または集積回路の製造技術を使用して、基板206上に形成されることが好ましい。電極208が基板206の上面で互いに接触しないように、電極208は、実質的に並列して基板206の上面を横断するように延在する。
【0032】
電極208は、第1の電極部分208aと、第2の電極部分208bとに分離される。第1の電極部分208aの電極208は基板206の一端212aから延在し、第2の電極部分208bの電極208は基板206の対向端部212bから延在する。第1の電極部分208aの電極208は、基板206の上面の中央領域214内で第2の電極部分208bの電極208と交絡する。
【0033】
一般に、各バイア210は、基板206を介して、それぞれの電極208の一端からセンサー202の下部218に延在する、メッキされた貫通孔を備える。あるいは、バイア210は、同じように延在する導電性トレースまたはワイヤーとして備えてもよい。バイア210は、第1のバイア部分210aと、第2のバイア部分210bとに分離される。第1のバイア部分210aのバイア210は第1の電極部分208aに接続され、第2のバイア部分210bのバイア210は第2の電極部分208bに接続される。各バイア210は、それぞれの端部212に隣接してそれぞれの電極208に接続され、電極208の上面から電極208の底面218に、基板206を介して垂直に延在する。この構成では、中央部分214の外側の電界に対する電界センサー202の感度は、従来技術の電界センサーよりも小さい。
【0034】
電界センサー202はまた、電極208を覆って配置される絶縁体層216も備えることがこのましい。一般に、絶縁体層216は、その硬さによりセラミックアルミナが好まれるが、セラミックまたはガラスを含む。電界センサー202は、中央部分214内に絶縁体層216から上方向へ延在するガイド(図示せず)を備えることが好ましい。このガイドは、引き出された繊維を電極208の方へ横方向に案内する。
【0035】
センサー処理ユニット(SPU)204は、電界センサー202のそれぞれ1つのバイア210に接続される、複数のデータバスを備える。各バイア210は、センサー202の下部216で、データバスのそれぞれの導体を接続する。SPU204は、電極部分208にそれぞれの正弦波電圧信号を加えるが、第1の電極部分208aに加えられる電圧信号は、第2の電極部分208bに加えられる電圧信号と相補的である(すなわち、180°の位相がずれる)。SPU204はまた、関連する繊維が電界センサー202を通過するときに、各電界センサー202に誘導される電流を監視する。SPU204は、関連する電界センサー202からの電流の測定結果を定期的にデジタル化する、内部A/D変換器を備える。電流の測定結果に基づいて、SPU204は、繊維が電界センサー202を通過するときの、繊維の物理的特性の一連の測定結果を含む、データパケット250(図3aを参照のこと)を作成する。
【0036】
図3aに示されるように、各データパケット250は、所定の測定時間幅にわたって測定される、一連の大きさの測定結果および一連のフェーズの測定結果を含む。SPU204は、加えられたセンサー電圧の大きさおよびフェーズのそれぞれに対して、センサー202に誘導された電流の大きさおよびフェーズを参照することによって、大きさおよびフェーズの測定結果を導出する。実質的には、次いで各パケットデータ250に含まれる大きさの測定結果は、アドミタンスの測定結果である。しかし、明確にするために、各パケットデータ250に含まれる大きさ(アドミタンス)の測定結果は、以下では、電流の大きさの測定結果と称され、各データパケット250に含まれるフェーズの測定結果は、以降電流のフェーズの測定結果と称される。
【0037】
大きさの測定結果およびフェーズの測定結果に加えて、各データパケット250は、測定時間幅内に関連する電界センサー202が直面した交絡ノード数のノードカウントと、それらのノードのノード品質の測定結果と、を含む。データパケット250はまた、SPU204の状態を識別する、組込み試験(BIT)のデータを含む。さらに、上述のように、電界センサー202の絶縁体層216は、アルミナを含むことが好ましい。しかし、アルミナは温度に対する電界センサー202の感度を増加させるので、データパケット250はまた、電界センサー202の温度測定を含むことが好ましい。さらに、データパケット250は、SPU204によって生成されるシーケンス番号を含む。
【0038】
(3.センサーモニター)
センサーモニター300は、DeviceNetバス102を介してセンサー200のセンサー処理ユニット204に接続される。センサーモニター300は、Allan Bradley Control Logix PLCのような、プログラマブル論理制御器(PLC)を備えることが好ましい。さらに、センサーモニター300は、センサー処理ユニット204に定期的にコマンドを送信し、センサー200からのデータパケット250をリクエストする、DeviceNetスキャナを備えることが好ましい。後述するように、センサー200は、関連する糸経路に対するデータパケット250をセンサーモニター300に提供し、センサーモニター300は、データパケット250をデータレコード350に変換し(図3bを参照のこと)、通信ネットワーク104を通じてコンピュータサーバー400に送信する。DeviceNetスキャナは、データレコード350に変換される前にデータパケット250を格納するために使用される、応答バッファ302(図1)を備える。
【0039】
センサーモニター300が、センサー200から受信したデータパケット250に対する糸経路を識別するために使用する、一意の論理センサーアドレスを各電界センサー202が有するように、各センサー処理ユニット204には、それぞれのDeviceNetアドレスが割り当てられる。センサー処理ユニット204は、15kHzのカットオフ周波数で誘導電流を低域フィルタリングし、センサーモニター300に200msごとに得られたデータパケット250を提供する。他のデータ転送率を使用することが可能である。さらに、DeviceNetスキャナは、データリクエストコマンドがセンサーモニター300に送信される前に、センサー処理ユニット204において、センサー200からのデータが上書き(および損失)されないように、200msに1回よりもわずかに速い転送率で、センサー200にデータリクエストコマンドを送信することが好ましい。
【0040】
センサーモニター300におけるデータの損失を回避するために、センサーモニター300は、データレコード350をコンピュータサーバー400に送信されるまで保持するための、環状バッファ304(図1)を備えることが好ましい。さらに、センサーモニター300は、コンピュータサーバー400がセンサーモニター300からのデータをコピーするために使用する、コピーバッファ306(図1)と、コンピュータサーバー400がコピーバッファ306からのデータレコード350を受信する準備ができていることを示すために使用する、Readyフラグ308(図1)と、を備える。
【0041】
加えて、センサーモニター300は、第1のスライディングウィンドウ310と、第2のスライディングウィンドウ312と、ノイズモニター314(図1)と、を備える。第1および第2のスライディングウィンドウ310は、糸存在アルゴリズムが糸経路上の繊維の存在を検出し、繊維の切断を検出するために使用する、25スロットのキューをそれぞれ備える。ノイズモニター314は、糸存在アルゴリズムがまた、糸経路上の繊維の存在を検出し、繊維の切断を検出するために使用する、50要素のキューを備える。
【0042】
(4.データの記録)
図3bに示されるように、データレコード350は、初期ヘッダー352と、大きさフィールド354と、フェーズフィールド356と、ノードカウントフィールド358と、ノード品質フィールド360と、BITフィールド362と、糸存在フラグ364と、糸巻状態フィールド366と、センサーアドレスフィールド368と、クロスオーバーイベントフィールド370と、チェックサムフィールド372と、を含む。初期ヘッダー352は、データレコード350内に含まれるデータのタイプを識別する。例えば、データヘッダ352は、データレコード350が通常のセンサーデータを含むことを示すことが可能である。あるいは、データヘッダ352は、電界センサー202の温度のような、データレコード350が、センサーモニター300によって特にリクエストされたデータを含むことを示すことが可能である。
【0043】
大きさフィールド354は、電界センサー202内に誘導される電流の振幅の大きさを提供する。フェーズフィールド356は、(電界センサー202に加えられる電圧などの)基準信号に対する、電界センサー202内に誘導される電流のフェーズの測定結果を提供する。ノードカウントフィールド358は、繊維の所定の長さの範囲内で検出される交絡ノードの数を提供する。ノード品質フィールド360は、平均振幅の大きさを提供する。BIT(組込み試験)フィールド362は、電界センサー202の状態を示す。例えば、一般に、BITフィールド362は2バイトのデータであり、電界センサー202の温度が範囲外であるかどうか、およびセンサー処理ユニット204の内部A/D変換器によって測定されたデータが範囲外であるかどうか、を示す。
【0044】
糸存在フラグ364は、電界センサー202における繊維の有無の表示を提供する。糸存在フラグ364は、センサーモニター300によって監視される、糸経路上に配置される好適なセンサーを使用して設定することが可能である。あるいは、糸存在フラグ364は、本願明細書に記述される糸経路存在アルゴリズムを使用して設定することが可能である。
【0045】
糸巻状態フィールド366は、繊維がパッケージに向かっているかどうか、などのボビンの糸巻の状態を示す。各糸巻は、それぞれの糸巻の状態を監視する、試験回路を備える。センサーモニター装置300は、各糸巻内の試験回路を監視して、それに応じて糸巻状態フィールド366を設定する。
【0046】
センサーアドレスフィールド368は、データレコード350内の関連するデータが生成される、電界センサー202の論理アドレスを識別する。クロスオーバーイベントフィールド370は、糸経路上の繊維からの1つ以上のフィラメントが、別の糸経路にジャンプしたことや、クロスオーバーしたことの表示を提供する。チェックサムフィールド372は、センサーモニター300によって生成され、データレコード350の整合性を確認するためにコンピュータサーバー400によって使用される、チェックサムを含む。
【0047】
(5.コンピュータサーバー)
図4に示されるように、コンピュータサーバー400は、不揮発性メモリ(ROM)402と、揮発性メモリ(RAM)404と、ネットワークインターフェース406と、ROM402、RAM404、およびネットワークインターフェース406に接続された中央演算処理装置(CPU)408と、を備える。コンピュータサーバー400はまた、表示装置410(CRTまたはLCDパネルなど)と、CPU408に接続されたデータ入力装置412(キーボードなど)と、を備える。
【0048】
ネットワークインターフェース406は、通信ネットワーク104にコンピュータサーバー400をインターフェース接続して、コンピュータサーバー400が、センサーモニター300と通信できるようにする。ROM402は、電子メモリ、磁気ディスク、および/または光ディスクとして提供され得る。ROM402は、RAM404に装着されたときに、TCP/IP層414、RS Linx層416、OPC層418、およびアプリケーションソフトウェア層420を定義する、コンピュータサーバー400に対する処理命令を含む。あるいは、処理命令は、ネットワークインターフェース104または着脱可能なコンピュータ可読媒体を介して提供することが可能であり、CPU408がアクセスしたときに、RAM404内に、TCP/IP層414、RS Linx層416、OPC層418、およびアプリケーションソフトウェア層420のうちの1つ以上を定義する。
【0049】
TCP/IP層414は、通信ネットワーク104を通じて、センサーモニター300とコンピュータサーバー400との間の通信チャネルを確立する。RS Linx層416は、TCP/IP層414と通信し、センサーモニター300との通信に必要なOPCグループを実行する。
【0050】
OPC層418は、RS Linx層416と通信し、コンピュータサーバー400が、センサーモニター300からデータレコード350を取り出せるようにする、OPCグループを定義する。アプリケーションソフトウェア層420は、OPC層418と通信し、測定結果データベース450内に、取り出したデータレコード350を格納する。加えて、アプリケーションソフトウェア層420はまた、ユーザーに、保持されたデータレコード350から繊維の物理的特性の解析を提供する。例えば、アプリケーションソフトウェア層420は、繊維のデニール(繊維のマスフローであり、9,000メートルの繊維あたりのグラム数で表される)、スピン仕上げ(繊維上に残留する溶媒またはコーティング)、バルク(縮れおよび収縮によるテクスチャリングの程度)、および均一性(デニールの変動)の解析を提供する。
【0051】
センサー電流のピーク値のゆっくりとした変動(一般に5Hz未満)は、主にデニールまたはバルクの変化によるものであるため、アプリケーションソフトウェア層420は、センサー電流のピーク値の低周波の変化を報告することによって、デニールまたはバルクの解析を提供する。センサー電流のフェーズのゆっくりとした変動(一般に5Hz未満)は、主にスピン仕上げの変化によるものであるため、アプリケーションソフトウェア層420は、センサー電流のフェーズの低周波の変化を報告することによって、繊維に加えられるスピン仕上げの解析を提供する。
【0052】
後述するように、電界センサー202aに誘導される電流の波形は、一連のピークおよびトラフから構成される。センサー電流の測定結果のピークの変動の大きさは、均一性の良好な指標であるので、アプリケーションソフトウェア層420は、ピークでの電流の大きさの変動係数を計算することによって、均一性の解析を提供する。
【0053】
デニール、表面処理、バルク、および均一性の解析に加えて、アプリケーションソフトウェア層420はまた、ノードカウント(サンプル期間ごとに検出される交絡ノードの数)、および繊維のノード品質(交絡ノードのコンパクトさの測定)の解析も提供することが好ましい。さらに、アプリケーションソフトウェア層420は、繊維の断線およびクロスオーバーイベントの数の解析を提供することが可能である。これらの後者の特性を決定する機構は、図5〜図9を参照して以下に説明する。
【0054】
上述のように、センサーモニター300は、センサー200からデータパケット250を受信してデータレコード350に変換する、プログラマブル論理制御器を備えることが好ましい。しかし、1つのバリエーションでは、センサーモニター300は、コンピュータサーバー400とセンサー処理ユニット204との間のデータコンジットとしての機能を果たす、イーサネット(登録商標)−DeviceNetアダプタを備える。このバリエーションでは、イーサネット(登録商標)−DeviceNetアダプタは、いかなるデータ操作も行わないが、代わりに、コンピュータサーバー400にセンサー200から受信したデータパケット250を送信する。さらに、RS Linx層416およびOPC層418は、コンピュータサーバー400から取り除かれ、センサーモニター300の代わりにコンピュータサーバー400によって、第1および第2のスライディングウィンドウ310、312、およびノイズモニター314が使用される。
【0055】
(6.測定結果データベース)
示されるように、測定結果データベース450は、コンピュータサーバー400に含まれることが好ましい。しかし、測定結果データベース450はまた、コンピュータサーバー400と通信する、独立したSQLまたはORACLEサーバーに保持することも可能である。
【0056】
一般に、各ボビンは、バーコードのような、ボビン上に示されるボビン識別子を有し、識別子はボビンに一意に関連付けられる。繊維製造監視システム100のオペレータが、ボビン糸巻きのうちの1つに空のボビンを装填するとき、オペレータは、キーボードまたはコードリーダーを介して、コンピュータサーバー400のアプリケーションソフトウェア層420にボビン識別子を入力する。アプリケーションソフトウェア層420は、ボビンが巻回されるときに、ボビン識別子と、糸経路のセンサー200のセンサーアドレス368を関連づける記録を保持する。
【0057】
アプリケーションソフトウェア層420は、関連するデータレコード350とともに、ボビン識別子を測定結果データベース450に保存するように構成される。このように、アプリケーションソフトウェア層420は、ボビン単位で上述のパラメータ(デニール、バルク、均一性、ノードカウント、ノード品質、クロスオーバーイベント)のそれぞれの解析を提供することができるので、オペレータは、生成される各ボビンの品質を確認することができる。アプリケーションソフトウェア層420はまた、糸経路単位で上述のパラメータの解析も提供することができる。アプリケーションソフトウェア層420はまた、解析のハードコピーを生成することができ、そのハードコピーをそれぞれのボビンに付随させることができるので、購入者は、ボビンの品質を確認することができる。さらに、データレコード350および関連するボビン識別子は、測定結果データベース450内に格納されるので、アプリケーションソフトウェア層420は、それによって故障の可能性のあるハードウェアを識別するために糸経路単位で、および/またはボビンの出荷品に付随させるためにボビン単位で、上述の特性のそれぞれの履歴的解析を提供することができる。
【0058】
(7.パーソナルコンピュータ)
パーソナルコンピュータ480は、ポータブルコンピュータまたはデスクトップ型コンピュータとして、あるいは、無線の携帯情報端末のような携帯型の通信装置としても実装することが可能である。上述のように、パーソナルコンピュータ480は、通信ネットワーク110を通じてコンピュータサーバー400と通信する。一般に、パーソナルコンピュータ480は、上述の形態の解析の結果を提供するために使用される。さらに、パーソナルコンピュータ480は、コンピュータサーバー400を介して、繊維製造監視システム100の動作を制御するために使用され得る。
【0059】
(8.繊維製造監視システム:操作方法)
繊維製造監視システム100の操作方法を、図5を参照して以下に概ね説明し、図6を参照して以下に詳細に説明する。その後、ノードカウントおよびノード品質アルゴリズムを、図7aおよび7bを参照して以下に説明する。次いで、糸存在アルゴリズム、およびクロスオーバーイベント検出アルゴリズムを、図8および9をそれぞれ参照して以下に説明する。
【0060】
ステップ500で、コンピュータサーバー400は、通信ネットワーク104を通じて、センサー200からデータレコードを受信する。データレコード350は、繊維がセンサー200のうちの1つを通過したときの、繊維の物理的特性の少なくとも1つの測定結果を含む。データレコード350は、センサーアドレス368を含み、それによって、データレコード350が関係する糸経路を識別する。ステップ502で、コンピュータサーバー400は、センサーアドレス368を対応するボビン識別子と関連づける。コンピュータサーバー400はまた、受信したデータレコード350(および関連するボビン識別子)を測定結果データベース450に保存することが好ましい。
【0061】
その後、ステップ504で、パーソナルコンピュータ480のオペレータが発行するリクエストに応えて、コンピュータサーバー400は、(コンピュータサーバー400のRAM404内に、または測定結果データベース450内に格納された)データレコード350の解析を生成する。一般に、コンピュータサーバー400は、繊維のデニール、表面処理、バルク、および/または均一性の解析を生成する。コンピュータサーバー400はまた、ノードカウントの解析および/または繊維のノード品質も提供することが可能である。さらに、コンピュータサーバー400は、繊維の切断およびクロスオーバーイベントの数の解析を提供する。好ましくは、解析は、糸経路単位および/またはボビン単位で、パーソナルコンピュータ480に提供されることが好ましい。すなわち、コンピュータサーバー400は、1つ以上の特定の糸経路および/または1つ以上の特定のボビンに対する上述の特性のうちの1つ以上の解析を提供する。コンピュータサーバー400は、例えば1つ以上の特定の糸経路での、特定の期間にわたる1つ以上の上述の特性の履歴的分析を提供することが可能である。
【0062】
上述の方法の更なる詳細を、図6を参照して以下に説明する。上述の説明において、ステップ600〜616は、センサー処理ユニット204およびセンサーモニター300によって実行され、ステップ618〜628は、コンピュータサーバー400によって実行されると理解されたい。また、ステップ600〜616は、ステップ618〜628と並行して実行される。さらに、ステップ600〜616、およびステップ618〜628は、繰り返し実行される。
【0063】
ステップ600で、センサー処理ユニット204は、関連する電界センサー202に上述の相補的な正弦波電圧信号を加え、繊維が電界センサー202を通過するときに、関連する電界センサー202に誘導される電流を継続的に測定する。各センサー処理ユニット204は、所定の測定時間幅(一般に200ms)にわたり誘導電流を測定する。
【0064】
各時間幅の終わりに、各センサー処理ユニット204は、ステップ602で、測定した電流からデータパケット250をアセンブルする。データパケット250は、測定時間幅にわたって測定した、一連の電流の大きさの測定結果、および一連の電流のフェーズの測定結果を含む。上述のように、データパケット250に含まれる大きさおよびフェーズの測定結果は、それぞれ、加えられたセンサー電圧の大きさおよびフェーズに対して参照される。したがって、データパケット250に含まれる大きさの測定結果は、アドミタンスの測定結果である。
【0065】
電流の大きさの測定結果および電流のフェーズの測定結果に加えて、各データパケット250は、測定時間幅内に関連する電界センサー202が遭遇した交絡ノードの数のカウントと、それらのノードの品質の測定結果と、を含む。ノードカウントおよびノード品質アルゴリズムを、図7を参照して以下に詳述する。
【0066】
各データパケット250はまた、シーケンス番号と、センサー処理ユニット204の状態を識別するBITのデータと、を含む。各データパケット250はまた、関連する電界センサー202の温度の測定も含む。上述のように、各センサー処理ユニット204は、15kHzのカットオフ周波数で、各電界センサー202において電流を低域フィルタリングし、200msごとにデータパケットに感知データストリームをアセンブルする。各センサー処理ユニット204は、継続的にステップ600および602を実行する。
【0067】
ステップ604で、センサーモニター300のDeviceNetスキャナは、センサー処理ユニット204に読み取りコマンドを送信して、センサー処理ユニット204からデータパケット250をリクエストする。上述のように、DeviceNetスキャナは、データリクエストコマンドがセンサーモニター300に送信される前に、センサー処理ユニット204において、センサー200からのデータが上書き(および喪失)されないように、200msに1回よりもわずかに速い転送率で、センサー処理ユニット204に読取コマンドを送信する。ステップ606で、DeviceNetスキャナは、センサー処理ユニット204からデータパケット250を受信して、データパケット250を生成したセンサー200の論理センサーのアドレスに基づいて、応答バッファ302のメモリに受信したデータパケット250を格納する。
【0068】
上述のように、データパケット250は、一連の電流の大きさおよびフェーズの測定結果と、ノードカウントと、それらのノードのノード品質の測定結果と、を含む。さらに、データパケット250はまた、センサー処理ユニット204の状態と、電界センサー202の温度の測定結果と、センサー処理ユニット204によって生成されるシーケンス番号とを識別する、BITデータを含む。
【0069】
センサーモニター300は、応答バッファ302の状態を監視し、シーケンス番号の変化から新しいデータの存在を検出する。センサーモニター300が、応答バッファ302内に新しいデータパケット250の存在を検出したとき、センサーモニター300は、応答バッファ302からデータパケット250を取り除いて、ステップ608で、取り除かれたデータパケット250からデータレコード350を作成する。上述のように、データレコード350は、初期ヘッダー352と、大きさフィールド354と、フェーズフィールド356と、ノードカウントフィールド358と、ノード品質フィールド360と、BITフィールド362と、糸存在フラグ364と、糸巻状態フィールド366と、センサーアドレスフィールド368と、クロスオーバーイベントフィールド370と、チェックサムフィールド372と、を含む。
【0070】
ステップ610で、センサーモニター300は、環状バッファ304内の次の利用可能なエントリに、データレコード350を格納する。さらに、センサーモニター300は、データレコード350の始めと終わりに、シーケンス番号を(対応するデータパケット250から)挿入して、センサーモニター300が、その後データレコード350の始めと終わりを識別できるようにする。
【0071】
OPC層418は、RS Linx層416を介して、(ステップ618で)センサーモニター300にReadyフラグ308を設定することによって、コンピュータサーバー400が、データレコード350を受信する準備ができていることを、センサーモニター300に信号で伝える。したがって、ステップ612で、センサーモニター300は、Readyフラグ308の状態を監視する。Readyフラグ308がクリアである場合に、センサーモニター300は、再びステップ604〜610を実行する。しかし、Readyフラグ308が設定されている場合に、ステップ614で、センサーモニター300は、コピーバッファ306に環状バッファ304のコンテンツをコピーする。センサーモニター300は、次いで、ステップ616で、Readyフラグ308をクリアする。
【0072】
上述のように、OPC層418は、ステップ618で、センサーモニター300にReadyフラグを設定することによって、コンピュータサーバー400が、データレコード350を受信する準備ができていることを、センサーモニター300に信号で伝える。したがって、OPC層418は、(ステップ616で、Readyフラグ308がセンサーモニター300によってクリアされたかどうかを判断するために)ステップ620で、Readyフラグ308の状態を監視する。OPC層418が、Readyフラグ308がクリアされたことを検出した場合に、RS Linx層416は、ステップ622で、コンピュータサーバー400内のバッファに、コピーバッファ306内のデータレコード350をコピーする。
【0073】
一般に、繊維製造監視システム100のオペレータは、データ入力装置412を使用して、上述の物理的特性(デニール、仕上げ、バルク、均一性、ノードカウント、ノード品質、繊維の切断、クロスオーバーイベント)のパラメータのうちのいずれかに対する、1つ以上のパラメータリミットをアプリケーションソフトウェア420に入力する。例えば、オペレータは、これらのパラメータのうちの1つ以上に対して、プロセスリミットの上限(UP)およびプロセスリミットの下限(LP)を確立することが可能である。オペレータはまた、これらのパラメータのうちの1つ以上に対して、制御リミットの上限(UC)および制御リミットの下限(LC)を確立することもできる。UPおよびLPリミットは、関連するパラメータに対する絶対的な上限および下限をそれぞれ定義する。UCおよびLCリミットは、関連するパラメータに対する絶対的な上限および下限をそれぞれ定義する。
【0074】
よって、データレコード350を受信すると、アプリケーションソフトウェア層420は、ステップ624で、その中に含まれる測定結果と、定義したパラメータリミットとを比較する。測定結果のうちの1つが、定義されたパラメータリミットによって確立された範囲から外れている場合は、ステップ626で、アプリケーションソフトウェア層420は、コンピュータサーバー400上で、可聴および/または視覚的なアラームを作動させる。一般に、アプリケーションソフトウェア層420は、測定結果のうちの1つがUCおよびLCによって制限された範囲を外れた場合は、表示装置410上に黄色の警告灯を点灯させ、測定結果のうちの1つがUPおよびLPによって制限された範囲を外れた場合は、表示装置410上に赤色の警告灯を点灯させる。
【0075】
1つのバリエーションでは、測定結果のうちの1つが、パラメータリミットによって確立された範囲を外れたときにアラームを作動させる代わりに、アプリケーションソフトウェア層420は、測定結果のうちの2つ以上の特性が、パラメータリミットによって定められたそれぞれの範囲を外れたときに、ステップ626で、アラームを作動させる。このバリエーションは、特性の測定結果のうちの1つだけが、所望の物理的パラメータに対して不十分であることを表示する場合に好都合である。例えば、一般に、誘導電流の大きさはデニールの良好な表示であり、誘導電流のフェーズは表面処理の良好な表示である。しかし、ある繊維では、電流の大きさをデニールに十分に関連付けられない場合があり、また電流のフェーズを表面処理に十分に関連付けられない場合がある。よって、デニールの信頼性の高い表示を提供するために、例えば、大きさとフェーズの両方を監視するか、または大きさ、フェーズ、およびノード品質を監視するか、または大きさ、フェーズ、およびノード品質を監視し、例えば、特定のパラメータが、関連するパラメータリミットを超えたり、下回ったりしたときに、アラームを作動させるほうが好ましい場合がある。
【0076】
さらに、別のバリエーションでは、アプリケーションソフトウェア層420は、ステップ626で、パラメータリミットによって定義されるそれぞれの範囲から外れている特性の測定結果の数、および偏差の方向に基づいてアラームを作動させる。例えば、特性の測定結果のうちの1つがプロセスリミットの上限(UPまたはUC)を超え、特性の測定結果のうちのもう1つがプロセスリミットの下限(LPまたはLC)を下回ったときに、ステップ626で、アラームを起動させることは、好都合である。上述のものに関する他のバリエーションは明らかであろう。
【0077】
上述のように、各データレコード350は、そのデータが生じたセンサー200のセンサーアドレス368を含む。さらに、アプリケーションソフトウェア層420は、各ボビンが巻回されるときに、各ボビン識別子と、糸経路のセンサー200のセンサーアドレス368を関連付ける記録を保持する。よって、ステップ628で、アプリケーションソフトウェア層420は、測定結果データベース450にデータレコード350(および、関連するボビン識別子)を保存する。
【0078】
データレコード350が測定結果データベース450に格納される前(またはそれらが格納されたいくらか後)に、アプリケーションソフトウェア層420は、1つ以上のボビンに巻回される繊維のデニールの解析を生成する。一般に、電界センサー202に誘導される電流の大きさの平均値は、デニールの良好な表示であり、電界センサー202に誘導されるフェーズの平均値は、表面処理の良好な表示である。しかし、図7aを参照して後述するように、電界センサー202aに誘導される電流の波形は、一連の極大(ピーク)および極小(トラフ)から構成される。よって、コンピュータサーバー400は、ピークでの電流の大きさの平均値を計算することによって、デニールの解析を提供することが好ましい。同様に、コンピュータサーバー400は、ピークでの電流のフェーズの平均値を計算することによって、表面処理の解析を提供することが好ましい。
【0079】
一般に、ピークでの電流の大きさの変動もまた、均一性の良好な表示である。よって、コンピュータサーバー400は、ピークでの電流の大きさの変動係数を計算することによって、均一性の解析を提供することが好ましい。
【0080】
(9.ノードカウントおよびノード品質アルゴリズム)
ノードカウントおよびノード品質アルゴリズムを、図7aおよび7bを参照して以下に説明する。図7aに示されるように、電界センサー202に誘導される電流の大きさは、繊維が電界センサー202を通過するときに、定期的に時間とともに変化する。得られる電流波形は、一連の極大(ピーク)および一連の極小(トラフ)を含む、一連の循環電流から構成される。各循環電流の変動は、電界センサー202を通過する交絡ノードの動きによって生じる。
【0081】
センサー処理ユニット204は、電流の大きさを監視して、誘導電流内のピークおよびトラフを検出する。ピークおよびトラフから、センサー処理ユニット204は、ピークおよびトラフのタイミングおよび大きさに基づいて、繊維の物理的特性を判断する。
【0082】
このプロセスの更なる詳細は、図7bから明らかである。以下の説明は、糸経路上に配置された好適なセンサー(センサーモニター300によって監視される)を介して、または糸経路存在アルゴリズム(後述)を介して、センサー200で繊維を検出したものと仮定する。
【0083】
ステップ700で、センサー処理ユニット204は、電流の大きさレベルと電界センサー202に誘導される平均電流とを比較する。センサー処理ユニット204は、所定の期間にわたって測定される、誘導電流のピークおよびトラフから平均電流を計算する。
【0084】
電流の大きさのレベルが、閾値の上限および閾値の下限によって制限された平均電流の範囲にある場合に、センサー処理ユニット204は、ノードカウントおよびノード品質の計算のために、その瞬間の電流の測定結果を無視する。しかし、電流の大きさのレベルが、閾値の上限によって制限された平均電流を超える場合は、ステップ702で、センサー処理ユニット204は、その電流レベルを可能なピークであるとして分類する。逆に、電流の大きさのレベルが、閾値の下限によって制限された平均電流より小さい場合は、ステップ702で、センサー処理ユニット204は、その電流レベルを可能なトラフであるとして分類する。
【0085】
その後、ステップ704で、センサー処理ユニット204は、電流レベルと以降の電流レベルの大きさとを比較する。センサー処理ユニット204が電流レベルを可能なピークとして分類し、このレベルの大きさが以降の電流レベル大きさを超える場合に、センサー処理ユニット204は、以前の大きさのレベルを可能なピークとして引き続き分類する。逆に、センサー処理ユニット204が瞬時の電流レベルを可能なトラフとして分類し、その瞬時の電流レベルの大きさが以降の電流レベルの大きさより小さい場合に、センサー処理ユニット204は、その瞬時の電流レベルを可能なトラフとして引き続き分類する。それ以外ならば、センサー処理ユニット204は、ステップ706で、ノードカウントおよびノード品質の計算のために、瞬時の電流レベルを無視する。
【0086】
ステップ708で、センサー処理ユニット204は、実際のピークまたはトラフとして識別された、最後のレベルの大きさに対する瞬時の電流レベルの大きさまたは高さを測定する。特に、センサー処理ユニット204が瞬時の電流レベルを可能なピークとして分類する場合に、センサー処理ユニット204は、瞬時の電流レベルの大きさと先行するトラフの大きさとを比較する。逆に、センサー処理ユニット204が瞬時の電流レベルを可能なトラフとして分類する場合に、センサー処理ユニット204は、瞬時の電流レベルの大きさと先行するピークの大きさとを比較する。瞬時の電流レベルの大きさが、閾値によって制限された先行するピーク/トラフの大きさを超える場合に、センサー処理ユニット204は、瞬時の電流レベルを可能なピーク/トラフとして引き続き分類する。それ以外ならば、センサー処理ユニット204は、ステップ710で、ノードカウントおよびノード品質の計算のために、瞬時の電流レベルを無視する。
【0087】
ステップ712で、センサー処理ユニット204は、瞬時の電流レベルと、実際のピークまたはトラフとして識別される最後の測定結果との間の時間を計算する。続いて、ステップ714で、センサー処理ユニット204は、算出した時間と平均時間とを比較する。算出した時間が、閾値の上限および閾値の下限によって制限された平均時間の範囲にある場合に、ステップ715で、センサー処理ユニット204は、瞬時の電流レベルを実際のピーク/トラフとして分類する。逆に、算出した時間が、閾値の上限で制限された平均期間を超えるか、または閾値の下限で制限された平均期間より小さい場合に、センサー処理ユニット204は、ステップ716で、ノードカウントおよびノード品質の計算のために、瞬時の電流のレベルの測定結果を無視する。
【0088】
センサー処理ユニット204が瞬時の電流レベルを実際のピークとして分類した場合に、ステップ718で、センサー処理ユニット204は、ノードが検出されたことを示すカウンタを増分させる。ステップ720で、センサー処理ユニット204は、所定の測定時間幅が経過したかどうかを判断する。上述のように、一般に、所定の測定時間幅は、200msである。まだ所定の測定時間幅を経過していなければ、センサー処理ユニット204は、ステップ700〜718を再び実行する。
【0089】
ステップ722で、センサー処理ユニット204は、ノードカウント変数をカウンタの値に等しく設定する。ノードカウント変数の値は、ノードカウントとして、データパケット250に含まれる。明らかなように、センサー処理ユニット204は、ピークが検出された場合に限り、ステップ718で、カウンタを増分させるが、センサー処理ユニット204は、代わりに、トラフが検出された場合に限りカウンタを増分させることが可能である。
【0090】
ステップ722まで、センサー処理ユニット204は、測定時間幅の全体にわたって誘導電流を監視する。それに応じて、ステップ724で、センサー処理ユニット204は、ピークの高さの合計を計算することによって、測定時間幅にわたるピークの高さの平均を決定し、その合計をノードカウントで割る(ステップ722で決定される)。計算された平均は、ノード品質としてデータパケット250に含まれる。
【0091】
(10.糸存在アルゴリズム)
糸存在アルゴリズムは、電界センサー202の出力を監視する。電界センサー202の出力に基づいて、アルゴリズムは、センサー200を通過する繊維の存在を検出することができ、また繊維の切断を検出することができる。特に、アルゴリズムは、電界センサー202で測定するときに、平均繊維電流および過渡的繊維ノイズ、定常状態の繊維ノイズ、および繊維のノードカウントの大きさのうちの1つにおける増加を監視することによって、繊維の存在を確認する。アルゴリズムはまた、電界センサー202で測定するときに、平均繊維電流および過渡的繊維ノイズ、定常状態の繊維ノイズ、および繊維のノードカウントの大きさのうちの1つにおける減少を監視することによって、繊維の存在を確認する。このプロセスの更なる詳細を、図8を参照して以下に説明する。以下の例では、センサーモニター300が平均繊維電流の大きさを監視するが、センサーモニター300は、代わりに平均繊維電流のフェーズを監視することが可能である。
【0092】
上述のように、繊維が電界センサー202を通過するときに、電界センサー202に誘導される電流の波形は、一連のピークおよび一連のトラフから構成される。センサー処理ユニット204は、電流の大きさを監視して、電流の測定結果から、誘導電流内のピークとトラフを検出する。
【0093】
ステップ800で、センサーモニター300は、センサー200のうちの1つから、データパケット250を受信する。上述のように、データパケット250は、所定の測定時間幅にわたって測定される、一連の電流の大きさおよびフェーズの測定結果を含む。加えて、各データパケット250は、測定時間幅内に関連する電界センサー202が直面した交絡ノードの数のノードカウントと、それらのノードのノード品質の測定結果と、を含む。
【0094】
ステップ802で、センサーモニター300は、(ステップ700〜716に従って)データパケット250内に含まれる大きさの測定結果から、局所的なピーク電流を識別し、次いで測定時間幅にわたる電流に対する平均振幅を計算する。次いで、センサーモニター300は、ステップ804で、第1のスライディングウィンドウ310の最上スロットに、算出した測定時間幅にわたる電流に対する平均振幅を格納する。センサーモニター300はまた、ノイズモニター314の最上スロットに、算出した平均振幅値も格納する。ステップ806で、センサーモニター300は、データパケット250からノードカウント値をコピーし、そのノードカウント値を第2のスライディングウィンドウ312の最上スロットに格納する。明らかなように、スライディングウィンドウ310、312、およびノイズモニター314はキューの形態であるので、そこにそれぞれ新しい要素を挿入することによって、既存の要素が1スロット分下にシフトされ、スロット0に含まれる要素は失われる。
【0095】
ステップ808で、センサーモニター300は、(第1のスライディングウィンドウ310のスロット22、23、および24に含まれる)最後の3つの測定時間幅にわたる平均電流振幅の平均値を計算し、変数CURRENTにこの値を割り当てる。センサーモニター300はまた、(第1のスライディングウィンドウ310のスロット0、1、および2に含まれる)最初の3つの測定時間幅にわたる平均電流振幅の平均値を計算し、変数BASEにこの値を割り当てる。明らかなように、これらの計算に必要なスロット数を3つにする必要はなく、データの揮発性が必要なときには変化させることができる。また、CURRENTとBASEのサンプル間の時間分割は、第1のスライディングウィンドウ310のサイズの変更などによる、糸経路内の機械的ノイズを考慮するように変更することができる。
【0096】
ステップ810で、センサーモニター300は、変数CURRENTと変数BASEの値の差を計算する。センサーモニター300は、次いで、ステップ812で、差(CURRENT−BASE)と、閾値の最小差(例、+300)とを比較する。差(CURRENT−BASE)が閾値の最小差を超える場合に、ステップ814で、センサーモニター300は、(ノイズモニター314のスロット19、20、21、22、23、および24に含まれる値から)最後の5つの測定時間幅にわたる平均電流振幅の変化の絶対値の合計を計算し、変数NOISEtranにこの値を割り当てる。この計算は、最後の5つの測定時間幅の値の評価しか伴わないので、変数NOISEtranは、繊維がセンサー200を通過するときに電界センサー202によって測定される過渡的ノイズを表す。明らかなように、この計算に含まれるスロットの数は、データの揮発性が必要なときには変化させることができる。
【0097】
ステップ815で、センサーモニター300は、変数NOISEtranと閾値の最小過渡的ノイズの値を比較する。変数NOISEtranが閾値の最小過渡的ノイズを超える場合に、ステップ816で、アルゴリズムは、繊維がセンサー200に存在しているとみなし、それに応じて糸存在フラグ364を設定する。センサーモニター300は、次いで、ステップ826で、繊維の切断の確認を始める。
【0098】
ステップ808〜816と平行して、センサーモニター300は、定常状態の繊維ノイズの測定結果を使用して、センサー200での繊維の存在を変出する。この平行するプロセスに従って、センサーモニター300は、ノイズモニター314の50の測定時間幅全体にわたる平均電流振幅の変化の絶対値の合計を計算し、ステップ817で、変数NOISEsteadyにこの値を割り当てる。この計算は、ノイズモニター314全体の評価を伴うので、変数NOISEsteadyは、繊維がセンサー200を通過するときに電界センサー202によって測定される定常状態ノイズを表す。
【0099】
ステップ818で、センサーモニター300は、変数NOISEsteadyと閾値の最小定常状態ノイズの値を比較する。変数NOISEsteadyが閾値の最小定常状態ノイズを超える場合に、ステップ819で、アルゴリズムは、繊維がセンサー200に存在しているとみなし、それに応じて糸存在フラグ364を設定する。センサーモニター300は、次いで、ステップ826で、繊維の切断の確認を始める。
【0100】
変数NOISEtranが閾値の最小過渡的ノイズ(例、20)を超えないか、または差(CURRENT−BASE)が閾値の最小差を超えないか、あるいは変数NOISEsteadyが閾値の最小定常状態ノイズを超えない場合に、ステップ820で、センサーモニター300は、(第2のスライディングウィンドウ312のスロット22、23、および24に含まれる)最後の3つの測定時間幅にわたるノードカウントの合計を計算し、変数NODEにこの値を割り当てる。上述のように、この計算に必要なスロット数を3つにする必要はなく、データの揮発性が必要なときには変化させることができる。
【0101】
ステップ822で、センサーモニター300は、変数NODEと閾値の最小カウントの値を比較する。変数NODEが閾値の最小カウント(例、100)を超えない場合に、アルゴリズムは、センサー200に繊維が存在しないとみなし、ステップ800に戻る。
【0102】
しかし、変数NODEが閾値の最小カウントを超える場合は、ステップ824で、アルゴリズムは、繊維がセンサー200に存在しているとみなし、それに応じて糸存在フラグ364を設定する。センサーモニター300は、次いで、ステップ826で、繊維の切断の確認を始める。
【0103】
(11.糸切断アルゴリズム)
繊維の切断を確認するために、ステップ826で、センサーモニター300は、(第1のスライディングウィンドウ310のスロット22、23、および24に含まれる)最後の3つの測定時間幅にわたる平均電流振幅の平均値を計算し、変数CURRENTにこの値を割り当てる。センサーモニター300はまた、(第1のスライディングウィンドウ310のスロット0、1、および2に含まれる)最初の3つの測定時間幅にわたる平均電流振幅の平均値を計算し、変数BASEにこの値を割り当てる。上述のように、これらの計算に必要なスロット数を3つにする必要はなく、データの揮発性が必要なときには変化させることができる。また、CURRENTとBASEのサンプル間の時間分割は、第1のスライディングウィンドウ310のサイズの変更などによる、糸経路内の機械的ノイズを考慮するように変更することができる。
【0104】
ステップ828で、センサーモニター300は、変数CURRENTと変数BASEの値の差を計算する。差(CURRENT−BASE)が閾値の最小差(例、−300)未満である場合に、ステップ830で、センサーモニター300は、MAGフラグを設定し(それによって可能な繊維の切断を警告する)、MAGカウンタを増分し、アルゴリズムは次いでステップ834に進む。それ以外ならば、センサーモニター300は、ステップ832で、MAGフラグをクリアする。
【0105】
ステップ834で、センサーモニター300は、(第2のスライディングウィンドウ312のスロット22、23、および24に含まれる)最後の3つの測定時間幅にわたるノードカウントの合計を計算し、変数NODEにこの値を割り当てる。上述のように、この計算に必要なスロット数を3つにする必要はなく、データの揮発性が必要なときには変化させることができる。
【0106】
ステップ836で、センサーモニター300は、変数NODEと閾値の最小カウントの値を比較する。変数NODEが閾値の最小カウント(例、100)未満である場合に、ステップ838で、センサーモニター300は、NODEフラグを設定し(それによって可能な繊維の切断を警告する)、NODEカウンタを増分し、アルゴリズムは、次いでステップ842に進む。それ以外ならば、センサーモニター300は、ステップ840で、NODEフラグをクリアする。
【0107】
ステップ842で、センサーモニター300は、MAGフラグが設定されるかどうかを判断する。MAGフラグがクリアである(すなわち、センサー電流の大きさの著しい下降が生じていない)場合に、ステップ844で、センサーモニター300は、MAGカウンタがゼロより大きいかどうかを判断する。MAGカウンタがゼロを超える(すなわち、MAGフラグがすでに設定されている)場合に、アルゴリズムは、一時的な不具合しかなかったものとみなす。それに応じて、ステップ846で、センサーモニター300は、MAGカウンタおよびNODEカウンタをリセットして、NODEフラグおよびNOISEフラグをクリアする。アルゴリズムは、次いでステップ826に戻り、繊維の切断の監視を継続する。
【0108】
あるいは、ステップ844で、センサーモニター300が、MAGカウンタがゼロを超える(すなわち、MAGフラグがまだ設定されていない)と判断した場合に、ステップ843で、センサーモニター300は、NODEフラグが設定されているかどうかを判断する。NODEフラグがクリアである(すなわち、交絡ノードの著しい不足がなかった)場合に、ステップ850で、センサーモニター300は、NODEカウンタがゼロを超えるかどうかを判断する。NODEカウンタがゼロを超える(すなわち、NODEフラグがすでに設定されている)場合に、アルゴリズムは、交絡させるエアジェットの一時的な不具合などの、一時的な不具合があったものとみなす。それに応じて、ステップ852で、センサーモニター300は、NODEカウンタをリセットして、NOISEフラグをクリアする。アルゴリズムは、次いでステップ826に戻り、繊維の切断の監視を継続する。しかし、NODEカウンタがゼロを超える(すなわち、NODEフラグがまだ設定されていない)と判断した場合に、アルゴリズムは、NOISEフラグをクリアせず、またはNODEカウンタをリセットせずに、ステップ826に戻る。
【0109】
ステップ848で、センサーモニター300が、NODEフラグが設定されている(すなわち、不十分なノードカウントによる可能な繊維の切断がある)と判断した場合に、センサーモニター300は、ステップ854で、NODEカウンタが所定の最小ノードカウント値(例、35)を超えるかどうかを判断する。NODEカウンタが最小ノードカウント値を超える場合に、アルゴリズムは、MAGフラグが所定の最小ノードカウント値に設定されていないので、繊維が依然として存在しているとみなす。それに応じて、ステップ856で、センサーモニター300は、NODEフラグおよびNOISEフラグをクリアして、NODEカウンタをリセットする。アルゴリズムは、次いでステップ826に戻り、繊維の切断の監視を継続する。しかし、NODEカウンタが所定の最小ノードカウント値を超えない場合に、アルゴリズムは、NODEフラグまたはNOISEフラグをクリアせずに、またはNODEカウンタをリセットせずに、ステップ826に戻る。
【0110】
一方で、ステップ842で、センサーモニター300が、MAGフラグが設定されている(すなわち、センサー電流の著しい降下があった)と判断した場合に、ステップ858で、センサーモニター300は、NODEフラグが設定されているかどうかを判断する。NODEフラグがクリアである(すなわち、交絡ノードの著しい不足がなかった)場合に、ステップ860で、センサーモニター300は、MAGカウンタが所定の最小電流振幅のカウント値(例、35)を超えるかどうかを判断する。MAGカウンタが最小電流振幅のカウント値を超える場合に、アルゴリズムは、NODEフラグが所定の最小電流振幅のカウント値に設定されていないので、繊維が依然として存在しているとみなす。それに応じて、ステップ862で、センサーモニター300は、MAGフラグ、NODEフラグ、およびNOISEフラグをクリアして、MAGカウンタおよびNODEカウンタをリセットする。アルゴリズムは、次いでステップ826に戻り、繊維の切断の監視を継続する。しかし、MAGカウンタが最小電流振幅のカウンタ値を超えない場合に、アルゴリズムは、MAGフラグ、NODEフラグ、およびNOISEフラグをクリアせずに、またはMAGカウンタおよびNODEカウンタをリセットせずに、ステップ826に戻る。
【0111】
あるいは、センサーモニター300が、ステップ858で、NODEフラグが設定されている(すなわち、交絡しているノードの著しい不足があった)と判断した場合に、ステップ864で、センサーモニター300は、(ノイズモニター314のスロット19、20、21、22、23、および24に含まれる値から)最後の5つの測定時間幅にわたる平均電流振幅の変化の絶対値の合計を計算し、変数NOISEtranにこの値を割り当てる。明らかなように、この計算に含まれるスロットの数は、データの揮発性が必要なときには変化させることができる。
【0112】
センサーモニター300は、次いでステップ866で、閾値の最小値ノイズに対する変数NOISEtranの値を比較する。変数NOISEtranが閾値の最小ノイズ(例、20)未満ではない場合に、アルゴリズムは、センサー200に繊維が依然として存在するとみなし(しかし、徐々に切断する可能性がある)、ステップ826に戻り、繊維の完全な切断を継続して監視する。
【0113】
しかし、変数NOISEtranが閾値の最小ノイズ未満である場合に、アルゴリズムは、変数NOISEtranが、以前の繰り返しにおいて閾値の最小ノイズ未満であったかどうかを判断する。それに応じて、ステップ870で、センサーモニター300は、NOISEフラグが設定されているかどうかを判断する。NOISEフラグがクリア(すなわち、先行するループの繰り返しにおいて、過渡的ノイズの著しい不足がなかった)場合に、ステップ872で、センサーモニター300は、NOISEフラグを設定する。アルゴリズムは、次いでステップ826に戻り、繊維の切断の監視を継続する。
【0114】
センサーモニター300が、ステップ870で、NOISEフラグが設定されている(すなわち、先行するループの繰り返しにおいて、過渡的ノイズの著しい不足があった)と判断した場合に、アルゴリズムは、繊維が切断したものとみなす。それに応じて、ステップ874で、センサーモニター300は、糸存在フラグ364をクリアして、センサー200での繊維の切断を記録する。センサーモニター300はまた、MAGフラグ、NODEフラグ、およびNOISEフラグをクリアして、MAGカウンタおよびNODEカウンタをリセットする。アルゴリズムは、次いでステップ800に戻る。
【0115】
ステップ826〜872と平行して、センサーモニター300は、定常状態の繊維ノイズの測定結果を使用して、センサー200で繊維の切断を検出する。この平行するプロセス従って、センサーモニター300は、ノイズモニター314の50の測定時間幅全体にわたる平均電流振幅の変化の絶対値の合計を計算し、ステップ876で、変数NOISEsteadyにこの値を割り当てる。
【0116】
ステップ878で、センサーモニター300は、変数NOISEsteadyと閾値の最小定常状態ノイズの値を比較する。変数NOISEsteadyが閾値の最小定常状態ノイズを超えない場合に、アルゴリズムは、繊維が切断しているものとみなす。それに応じて、上述のように、ステップ874で、センサーモニター300は、糸存在フラグ364をクリアして、センサー200での繊維の切断を記録する。アルゴリズムは、次いでステップ800に戻る。
【0117】
(12.クロスオーバーイベント検出アルゴリズム)
クロスオーバーイベント検出アルゴリズムは、複数の異なる糸経路上の電界センサー202の出力を監視し、各糸経路は、マルチフィラメント繊維を担送する。各繊維がそれぞれの電界センサーを通過するときに、電界センサーに誘導される電流信号の振幅の変化から、アルゴリズムは、糸経路のうちの別の1つの繊維に糸経路のうちの1つからのフィラメントが存在すること、すなわち、糸経路のうちの1つの上の繊維から1つ以上のフィラメントが、糸経路の別の1つの上の繊維にジャンプまたはクロスオーバーしたこと、を検出することができる。クロスオーバーイベント検出アルゴリズムを、以下に概略的に説明し、続けて図9を参照して詳述する。以下の例では、センサーモニター300が各糸経路に対する平均繊維電流の大きさを監視するが、センサーモニターは、代わりに各糸経路に対する平均繊維電流、ノードカウント、またはノード品質を監視することが可能である。
【0118】
センサーモニター300は、各糸経路に対するスライディングウィンドウを保持する。各スライディングウィンドウは、関連する糸経路に対する電流の振幅の一連の測定結果を含む。スライディングウィンドウは、所定の期間にわたる各糸経路での動作のスナップショットを提供するキューの形態である。したがって、各スライディングウィンドウにそれぞれ新しい振幅値を挿入することによって、既存の要素が1スロット分下方向にシフトされ、下端のスロットに含まれる要素は失われる。あるいは、新しい振幅値のブロックをスライディングウィンドウに挿入することができるが、その場合に、スライディングウィンドウ内の既存の要素は、下方向へブロックシフトされる。
【0119】
センサーモニター300は、各糸経路に対して、それぞれのスライディングウィンドウの遅れ部分での電流の平均の大きさを計算する。センサーモニター300は、次いで各糸経路に対するそれぞれの変数BASE(糸存在アルゴリズムを参照して上述した変数とは異なる)に、算出したそれぞれの平均振幅値を割り当てる。したがって、2つの糸経路の繊維製造システム(糸経路AおよびBを有する)では、センサーモニター300は、変数BASEAには糸経路Aに対する算出した平均電流振幅を割り当て、変数BASEBには糸経路Bに対する算出した平均電流振幅を割り当てる。
【0120】
センサーモニター300はまた、各糸経路に対して、それぞれのスライディングウィンドウの先頭部分での電流の平均の大きさを計算する。センサーモニター300は、次いで各糸経路に対するそれぞれの変数CURRENT(糸存在アルゴリズムを参照して上述した変数とは異なる)に、これらの後者のそれぞれの算出した平均振幅値を割り当てる。したがって、2つの糸経路の繊維製造システム(糸経路AおよびBを有する)では、センサーモニター300は、変数CURRENTAには糸経路Aに対する平均電流振幅を割り当て、変数CURRENTBには糸経路Bに対する平均電流振幅を割り当てる。
【0121】
例えば、CURRENTAの値がBASEAの値を超え、BASEBの値がCURRENTBの値を超える場合に、繊維は、ある糸経路から他の糸経路にクロスオーバーした(クロスオーバーイベント)、と言われる。クロスオーバーイベントが生じた後で、CURRENTAの値が実質的にBASEAの値に戻り、CURRENTBの値が実質的にBASEBの値に戻る場合に、クロスオーバーイベントは修正(自己修正または手動での修正)されている。センサーモニター300は、クロスオーバーイベントが検出されるまで、変数BASEの値の更新を継続するように構成される。しかし、クロスオーバーイベントがいつ修正されたのかを識別するために、センサーモニター300は、クロスオーバーイベントの前に、変数CURRENTの値が実質的に変数BASEの値に戻るまで、(クロスオーバーイベントが検出されたときに)変数BASEの値を保持する。
【0122】
センサーモニター300は、HOLD BASE REFERENCEフラグを使用して、繊維の切断イベントのクロスオーバーイベントの検出前に存在した、BASEの値の過去の記録を保持する。これによって、2つのイベントのシナリオにまたがる所望の動作条件下での繊維の製造プロセスを表すことが可能になる。HOLD BASE REFERENCEフラグがクリアである(クロスオーバーイベントまたは繊維の切断がない)場合に、センサーモニター300は、変数BASEの値を更新する。HOLD BASE REFERENCEフラグが設定されている(クロスオーバーイベントまたは繊維の切断が生じた)場合に、センサーモニター300は、クロスオーバーイベントまたは繊維の切断が修正されるまで、および/または処理する繊維の紡ぎが成功するまで、変数BASEの値のコピーを保持する。クロスオーバーイベントの監視は、HOLD BASE REFERENCEフラグが設定されている間でも続けられる。
【0123】
このプロセスの更なる詳細を、図9を参照して以下に説明する。上述のように、繊維が電界センサー202を通過するときに、電界センサー202に誘導される電流の波形は、一連のピークおよび一連のトラフから構成される。センサー処理ユニット204は、電流の大きさを監視して、電流の測定結果から、誘導電流内のピークとトラフを検出する。センサーモニター300は、複数のセンサー200から、データパケット250を受信する。各データパケット250は、所定の測定時間幅にわたって測定される、一連の電流の大きさおよびフェーズの測定結果を含む。加えて、各データパケット250は、測定時間幅内に関連する電界センサー202が遭遇した交絡ノードの数のカウントと、それらのノードの品質の測定結果と、を含む。
【0124】
それに応じて、ステップ900で、センサーモニター300は、(ステップ700〜716に従って)データパケット250内に含まれる大きさの測定結果から、各糸経路に対する局所的なピーク電流値を識別し、次いで各糸経路に対して、各測定時間幅にわたる電流に対する平均振幅を計算する。センサーモニター300は、次いでそれぞれのスライディングウィンドウ内に各振幅値を保存する。各スライディングウィンドウは、2100の当該の振幅値を保存するための2100のスロット(スロット0〜2099)を有することが好ましい。しかし、スロット数を2100にする必要はなく、データの揮発性が必要なときには変化させることができる。
【0125】
ステップ902で、センサーモニター300は、各糸経路に対して、それぞれのスライディングウィンドウの先頭部分での電流の平均の大きさを計算する。センサーモニター300は、各スライディングウィンドウの最後の100の電流振幅値を考慮することが好ましい。したがって、センサーモニター300は、各糸経路に対するスロット2000〜2099に電流振幅を追加し、次いで各合計を測定結果の数(100)で割る。センサーモニター300は、次いで各糸経路にするそれぞれの変数CURRENTに、これらの後者のそれぞれの算出した平均振幅値を割り当てる。したがって、2つの糸経路の繊維製造システム(糸経路AおよびBを有する)では、センサーモニター300は、変数CURRENTAには糸経路Aに対する平均電流振幅を割り当て(スロット2000〜2099から算出)、変数CURRENTBには糸経路Bに対する平均電流振幅を割り当てる(スロット2000〜2099から算出)。
【0126】
ステップ904で、センサーモニター300は、各糸経路に対する平均電流振幅値の振幅の変化を計算し、ステップ908で、それぞれの変数Δにそれぞれの算出した変化の値を割り当てる。したがって、2つの糸経路の繊維製造システム(糸経路AおよびBを有する)では、センサーモニター300は、変数CURRENTAとBASEAとの差を計算して、変数ΔAにその値を割り当て、変数CURRENTBとBASEBとの差を計算して、変数ΔBにその値を割り当てる。
【0127】
ステップ906で、センサーモニター300は、各変化の値に関連するセンサーのセンサーアドレスとともに、各糸経路に対するデータレコード350のクロスオーバーフィールド370に、算出した変化の値(例、ΔA、ΔB)を挿入する。コンピュータサーバー400は、データレコード350に含まれた変化の値を使用して、コンピュータサーバー400のオペレータに、クロスオーバーイベントが存在すること、およびそのクロスオーバーイベントに関与する糸経路を示す。
【0128】
ステップ908で、センサーモニター300は、各糸経路に対して、それぞれのスライディングウィンドウの先頭部分での電流の平均の大きさを計算する。センサーモニター300は、各スライディングウィンドウの最初の200の電流振幅値を考慮することが好ましい。したがって、センサーモニター300は、各糸経路に対するスロット0〜199に電流振幅を追加し、次いで各合計を測定結果の数(200)で割る。センサーモニター300は、次いで各糸経路に対する新しいそれぞれの変数NEWBASEに、それぞれの新しい算出した平均振幅値を割り当てる。したがって、2つの糸経路の繊維製造システム(糸経路AおよびBを有する)では、センサーモニター300は、変数NEWBASEAには糸経路Aに対する新しい算出した平均電流を割り当て(スロット0〜199から算出)、変数NEWBASEBには糸経路Bに対する新しい算出した平均電流を割り当てる(スロット0〜199から算出)。
【0129】
ステップ910で、センサーモニター300は、各糸経路に対する算出した変化の値(例、ΔA、ΔB)の指示に着目する。このステップは、「self−termまたはin−lineチェック」と称される。糸経路のうちの1つに対する算出した変化の値が正で、糸経路のうちの別の1つに対する算出した変化の値が負の場合に、アルゴリズムは、正の変化の値を有する糸経路の上の繊維から、負の変化の値を有する糸経路の上の繊維に、フィラメントがジャンプまたはクロスオーバーしたものとみなす。それに応じて、ステップ912で、センサーモニター300は、HOLD BASE REFERENCEフラグを設定し、それによって、クロスオーバーイベントが修正されるまで、変数BASEを保存しなければならないことを示す。
【0130】
ステップ914で、センサーモニター300は、HOLD BASE REFERENCEフラグが設定されているかどうかを判断する。HOLD BASE REFERENCEフラグが設定されていなかった場合に、各糸経路に対して、モニター300は、ステップ916で、対応する変数BASEに、変数NEWBASEの値を割り当てる。アルゴリズムは、次いでステップ900に戻る。
【0131】
しかし、HOLD BASE REFERENCEフラグが設定されていた場合に、アルゴリズムは、クロスオーバーイベントまたは繊維の切断が修正されたかどうかを判断する。したがって、各糸経路に対して、センサーモニター300は、ステップ918で、各変数NEWBASEの値と、対応する変数BASEの値とを比較する。一対の各変数の差の絶対値が、所定の閾値を超えない場合に、アルゴリズムは、クロスオーバーイベントまたは繊維の切断が修正されたものとみなす。それに応じて、ステップ920で、センサーモニター300は、HOLD BASE REFERENCEフラグをクリアして、各糸経路に対して、対応する変数BASEに、変数NEWBASEの値を割り当てる。アルゴリズムは、次いでステップ900に戻る。
【0132】
センサーモニター300が、ステップ918で、いずれかの変数NEWBASEの値と、対応する変数BASEとの差の絶対値が閾値を超えると判断した場合に、クロスオーバーイベントまたは繊維の切断は手動で修正されたと考えられる。しかし、クロスオーバーイベントまたは繊維の切断が発生した瞬間と、クロスオーバーイベントまたは繊維の切断が修正された瞬間との間で、クロスオーバーイベントまたは繊維の切断が発生した糸経路上のセンサー200の温度差が、(ステップ918で)変数NEWBASEの値を変数BASEの許容範囲内に入らないようにした可能性がある。あるいは、クロスオーバーイベントまたは繊維の切断が発生した瞬間と、クロスオーバーイベントまたは繊維の切断が修正された瞬間との間で、クロスオーバーイベントまたは繊維の切断が発生した糸経路上の電界センサー202が一掃され得、それにより、(ステップ918で)変数NEWBASEの値は変数BASEの許容範囲内に入らないようになり得る。
【0133】
それに応じて、クロスオーバーイベントまたは繊維の切断の発生が手動で修正されたかどうかを判断するために、ステップ922で、各対の糸経路に対して、センサーモニター300は、変数BASEの値の変化、および変数CURRENTの値の変化を計算し、それぞれの変数εにそれぞれの算出した差を割り当てる。したがって、2つの糸経路の繊維製造システム(糸経路AおよびBを有する)では、センサーモニター300は、BASEAとBASEBとの差を計算して、変数ε1にその値を割り当て、CURRENTAとCURRENTBとの差を計算して、変数ε2にその値を割り当てる。
【0134】
次いで、ステップ924で、センサーモニター300は、糸経路の各対に対して、各BASEの差(例、ε1)の値と各CURRENTの差(例、ε2)の値とを比較する。このステップは、「cross−termチェック」と称される。2つの差の間の差(例、ε1−ε2)が所定の閾値を超える場合に、アルゴリズムは、クロスオーバーイベントまたは繊維の切断が手動で修正されていないものとみなす。それに応じて、アルゴリズムは、ステップ900に戻る。しかし、ステップ924で計算した差が、所定の閾値を超えない場合に、アルゴリズムは、クロスオーバーイベントまたは繊維の切断が手動で修正されたものとみなす。それに応じて、ステップ926で、センサーモニター300は、HOLD BASE REFERENCEフラグをクリアして、各糸経路に対して、対応する変数BASEに、変数NEWBASEの値を割り当てる。アルゴリズムは、次いでステップ900に戻る。
【0135】
本発明は、本発明の好適な実施態様を提供する上述の説明とともに、本願明細書に添付される請求項によって定義される。当業者は、本願明細書には明示的に提案されていないが、本発明の範囲から逸脱せずに、添付の特許請求の範囲に記載されているように、請求項記載の発明に対するある程度の変更を想定することができよう。
【特許請求の範囲】
【請求項1】
絶縁基板と、
該基板に配置される複数の非接触電極であって、該電極は、第1の電極部分と、該第1の電極部分と交絡する第2の電極部分とを備える、複数の非接触電極と、
該電極に接続され、該基板を介して横に延在する複数の導体であって、該導体は、第1の導体部分と、第2の導体部分とを備え、該導体の第1の部分が該第1の電極部分に接続され、該導体の第2の部分が該第2の電極部分に接続される、導体と
を備える、電界センサー。
【請求項2】
前記電極は、前記基板上に互いに平行に配置され、前記導体は、前記電極に対して直角に延在するバイアを備える、請求項1に記載の電界センサー。
【請求項3】
前記電極上に配置される絶縁体をさらに備える、請求項2に記載の電界センサー。
【請求項4】
前記絶縁体は、セラミックおよびガラスのうちの1つを含む、請求項3に記載の電界センサー。
【請求項5】
前記セラミックは、アルミナを含む、請求項4に記載の電界センサー。
【請求項6】
糸経路上の繊維の製造を監視するコンピュータベースの方法であって、該方法は、
電界センサーを通過する繊維によって該電界センサー内に誘導される電流信号の振幅を監視するステップと、
該振幅の測定結果から該電流信号内のピークおよびトラフを検出するステップであって、該検出するステップは、該振幅の測定結果から振幅の極小値および極大値を識別することと、該極小値に対する該極大値の高さを計算することと、該極大値のうち所定の閾値未満の関連する計算された高さを有する極大値を除外することとを含む、ステップと、
該検出されたピークおよびトラフから該繊維の物理的特性を判断するステップと
を含む、方法。
【請求項7】
前記除外されなかった極大値の各々は、それぞれの時間だけ前記極小値のうちの1つよりも先行し、前記方法は、
該除外されなかった極大値のうち閾値の最長時間を超える関連する時間を有する極大値を除外するステップと、
該除外されなかった極大値のうち閾値の最短時間未満の関連する時間を有する極大値を除外するステップと、
該除外されなかった極大値のうちの残りの極大値を保持するステップと
をさらに含む、請求項6に記載の方法。
【請求項8】
前記物理的特性はノードカウントであり、前記物理的特性を判断するステップは、
局所的振幅の測定結果を時間幅にセグメント化するステップと、
該時間幅の各々に対して、前記関連する保持された極大値からそれぞれのノードカウントを計算するステップと
を含む、請求項6に記載の方法。
【請求項9】
前記物理的特性はノード品質であり、前記物理的特性を判断するステップは、前記時間幅の各々に対して、前記関連するノードカウントの関連する高さの平均を計算することを含む、請求項6に記載の方法。
【請求項10】
前記電界センサーは、
絶縁基板と、
該基板に配置される複数の非接触電極と、
該基板を介して横に延在する複数のバイアと
を備える、請求項6に記載の方法。
【請求項11】
前記電極は、第1の電極部分と、該第1の電極部分と交絡する第2の電極部分とを備え、前記バイアは、第1のバイア部分と、第2のバイア部分とを備え、該バイアの第1の部分が該第1の電極部分に接続され、該バイアの第2の部分が該第2の電極部分に接続される、請求項10に記載の方法。
【請求項12】
前記電極は、前記基板上に互いに平行に配置され、前記バイアは、該バイアに対して垂直に延在する、請求項11に記載の方法。
【請求項13】
前記電界センサーは、前記電極上に配置される絶縁体を備える、請求項12に記載の方法。
【請求項14】
糸経路上の繊維の製造を監視するコンピュータベースの方法であって、該方法は、
糸経路上に配置された電界センサーの出力を監視するステップと、
該電界センサーによって測定される平均電流、定常状態ノイズ、およびノードカウントのうちの1つにおける増加から、該センサーを通過する繊維の存在を検出するステップと、
該電界センサーによって測定される該平均電流、該ノードカウント、および過渡的ノイズの減少から該繊維の切断を検出するステップであって、該減少は時間的に重複する、ステップと
を含む、方法。
【請求項15】
前記平均電流は、前記電界センサー内に誘導される電流の振幅のピークを検出することと、該振幅の平均を計算することとによって決定される、請求項14に記載の方法。
【請求項16】
前記平均振幅を計算するステップは、前記ピークを時間幅にセグメント化するステップと、該時間幅の各々にわたって該ピークの大きさの平均に対する平均値を計算するステップとを含む、請求項15に記載の方法。
【請求項17】
前記ノイズは、前記電界センサー内に誘導される電流の振幅のピークを検出することと、該ピークを時間幅にセグメント化することと、該時間幅の各々にわたって該ピークの大きさを合計することとによって決定される、請求項14に記載の方法。
【請求項18】
前記ノードカウントは、前記電界センサー内に誘導される電流の振幅のピークを検出することと、該検出したピークからノードカウントを計算することとによって決定される、請求項14に記載の方法。
【請求項19】
前記ノードカウントを計算するステップは、前記ピークを時間幅にセグメント化するステップと、該時間幅の各々に対するピークを数えるステップとを含む、請求項18に記載の方法。
【請求項20】
糸経路上の繊維の製造を監視するコンピュータベースの方法であって、該方法は、
各々が複数の糸経路のうちのそれぞれ1つに配置される複数の電界センサーの出力を監視するステップであって、該糸経路の各々がマルチフィラメント繊維を担送する、ステップと、
該繊維の各々が該それぞれの電界センサーを通過するときに、該電界センサーに誘導される電流信号の振幅の変化から、該糸経路のうちの別の1つの糸経路の繊維における該糸経路のうちの1つの糸経路からのフィラメントの存在を検出するステップと
を含む、方法。
【請求項21】
前記フィラメントの存在は、前記1つの糸経路の振幅における正の変化を監視することと、前記別の糸経路の振幅における負の変化を監視することとによって検出される、請求項20に記載の方法。
【請求項1】
絶縁基板と、
該基板に配置される複数の非接触電極であって、該電極は、第1の電極部分と、該第1の電極部分と交絡する第2の電極部分とを備える、複数の非接触電極と、
該電極に接続され、該基板を介して横に延在する複数の導体であって、該導体は、第1の導体部分と、第2の導体部分とを備え、該導体の第1の部分が該第1の電極部分に接続され、該導体の第2の部分が該第2の電極部分に接続される、導体と
を備える、電界センサー。
【請求項2】
前記電極は、前記基板上に互いに平行に配置され、前記導体は、前記電極に対して直角に延在するバイアを備える、請求項1に記載の電界センサー。
【請求項3】
前記電極上に配置される絶縁体をさらに備える、請求項2に記載の電界センサー。
【請求項4】
前記絶縁体は、セラミックおよびガラスのうちの1つを含む、請求項3に記載の電界センサー。
【請求項5】
前記セラミックは、アルミナを含む、請求項4に記載の電界センサー。
【請求項6】
糸経路上の繊維の製造を監視するコンピュータベースの方法であって、該方法は、
電界センサーを通過する繊維によって該電界センサー内に誘導される電流信号の振幅を監視するステップと、
該振幅の測定結果から該電流信号内のピークおよびトラフを検出するステップであって、該検出するステップは、該振幅の測定結果から振幅の極小値および極大値を識別することと、該極小値に対する該極大値の高さを計算することと、該極大値のうち所定の閾値未満の関連する計算された高さを有する極大値を除外することとを含む、ステップと、
該検出されたピークおよびトラフから該繊維の物理的特性を判断するステップと
を含む、方法。
【請求項7】
前記除外されなかった極大値の各々は、それぞれの時間だけ前記極小値のうちの1つよりも先行し、前記方法は、
該除外されなかった極大値のうち閾値の最長時間を超える関連する時間を有する極大値を除外するステップと、
該除外されなかった極大値のうち閾値の最短時間未満の関連する時間を有する極大値を除外するステップと、
該除外されなかった極大値のうちの残りの極大値を保持するステップと
をさらに含む、請求項6に記載の方法。
【請求項8】
前記物理的特性はノードカウントであり、前記物理的特性を判断するステップは、
局所的振幅の測定結果を時間幅にセグメント化するステップと、
該時間幅の各々に対して、前記関連する保持された極大値からそれぞれのノードカウントを計算するステップと
を含む、請求項6に記載の方法。
【請求項9】
前記物理的特性はノード品質であり、前記物理的特性を判断するステップは、前記時間幅の各々に対して、前記関連するノードカウントの関連する高さの平均を計算することを含む、請求項6に記載の方法。
【請求項10】
前記電界センサーは、
絶縁基板と、
該基板に配置される複数の非接触電極と、
該基板を介して横に延在する複数のバイアと
を備える、請求項6に記載の方法。
【請求項11】
前記電極は、第1の電極部分と、該第1の電極部分と交絡する第2の電極部分とを備え、前記バイアは、第1のバイア部分と、第2のバイア部分とを備え、該バイアの第1の部分が該第1の電極部分に接続され、該バイアの第2の部分が該第2の電極部分に接続される、請求項10に記載の方法。
【請求項12】
前記電極は、前記基板上に互いに平行に配置され、前記バイアは、該バイアに対して垂直に延在する、請求項11に記載の方法。
【請求項13】
前記電界センサーは、前記電極上に配置される絶縁体を備える、請求項12に記載の方法。
【請求項14】
糸経路上の繊維の製造を監視するコンピュータベースの方法であって、該方法は、
糸経路上に配置された電界センサーの出力を監視するステップと、
該電界センサーによって測定される平均電流、定常状態ノイズ、およびノードカウントのうちの1つにおける増加から、該センサーを通過する繊維の存在を検出するステップと、
該電界センサーによって測定される該平均電流、該ノードカウント、および過渡的ノイズの減少から該繊維の切断を検出するステップであって、該減少は時間的に重複する、ステップと
を含む、方法。
【請求項15】
前記平均電流は、前記電界センサー内に誘導される電流の振幅のピークを検出することと、該振幅の平均を計算することとによって決定される、請求項14に記載の方法。
【請求項16】
前記平均振幅を計算するステップは、前記ピークを時間幅にセグメント化するステップと、該時間幅の各々にわたって該ピークの大きさの平均に対する平均値を計算するステップとを含む、請求項15に記載の方法。
【請求項17】
前記ノイズは、前記電界センサー内に誘導される電流の振幅のピークを検出することと、該ピークを時間幅にセグメント化することと、該時間幅の各々にわたって該ピークの大きさを合計することとによって決定される、請求項14に記載の方法。
【請求項18】
前記ノードカウントは、前記電界センサー内に誘導される電流の振幅のピークを検出することと、該検出したピークからノードカウントを計算することとによって決定される、請求項14に記載の方法。
【請求項19】
前記ノードカウントを計算するステップは、前記ピークを時間幅にセグメント化するステップと、該時間幅の各々に対するピークを数えるステップとを含む、請求項18に記載の方法。
【請求項20】
糸経路上の繊維の製造を監視するコンピュータベースの方法であって、該方法は、
各々が複数の糸経路のうちのそれぞれ1つに配置される複数の電界センサーの出力を監視するステップであって、該糸経路の各々がマルチフィラメント繊維を担送する、ステップと、
該繊維の各々が該それぞれの電界センサーを通過するときに、該電界センサーに誘導される電流信号の振幅の変化から、該糸経路のうちの別の1つの糸経路の繊維における該糸経路のうちの1つの糸経路からのフィラメントの存在を検出するステップと
を含む、方法。
【請求項21】
前記フィラメントの存在は、前記1つの糸経路の振幅における正の変化を監視することと、前記別の糸経路の振幅における負の変化を監視することとによって検出される、請求項20に記載の方法。
【図1】


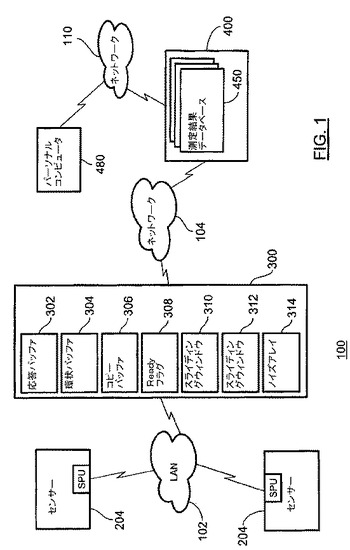
【図2a】
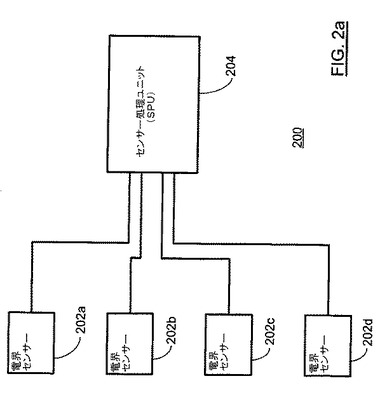
【図2b】
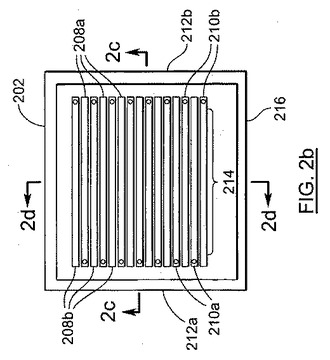
【図2c】
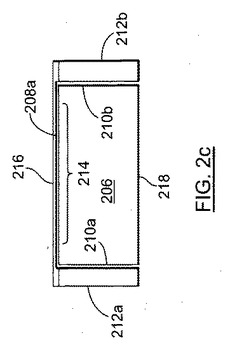
【図2d】
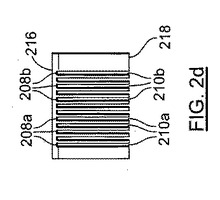
【図3a】
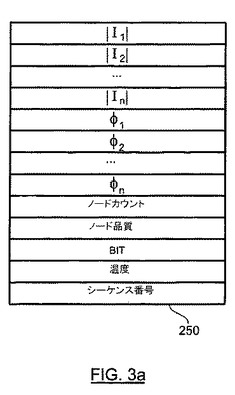
【図3b】
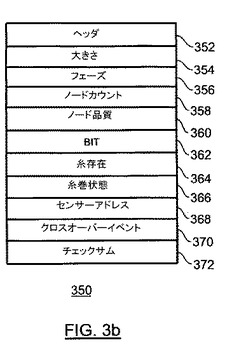
【図4】
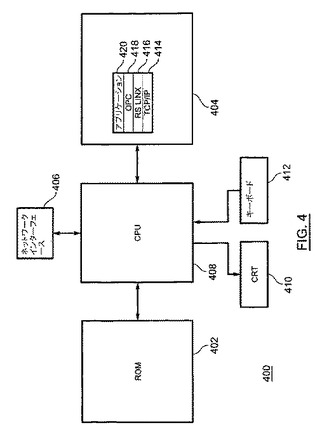
【図5】
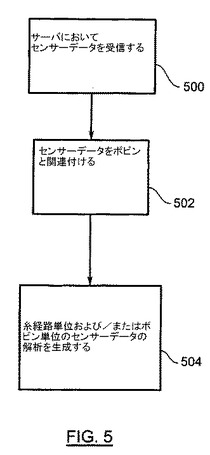
【図6a】
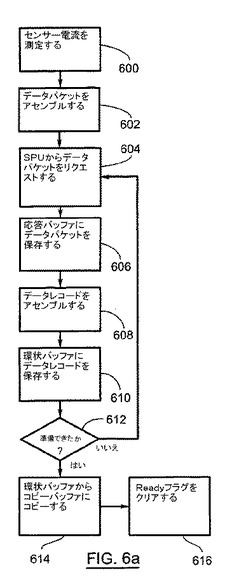
【図6b】
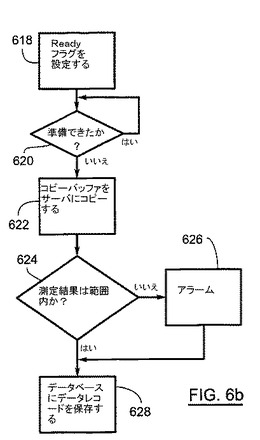
【図7a】
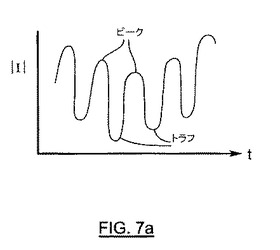
【図7b】
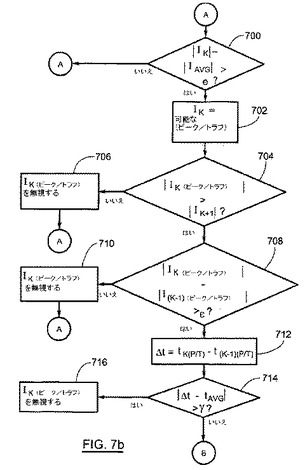
【図7c】
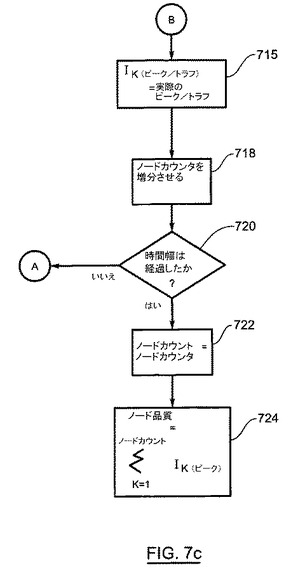
【図8a】
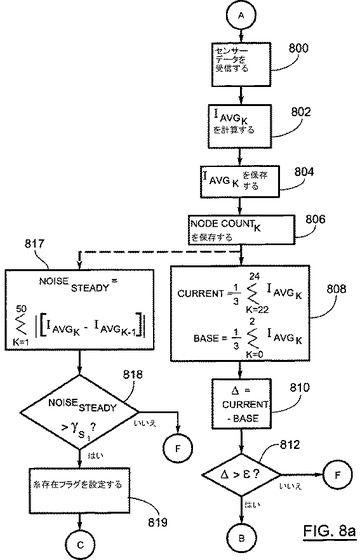
【図8b】
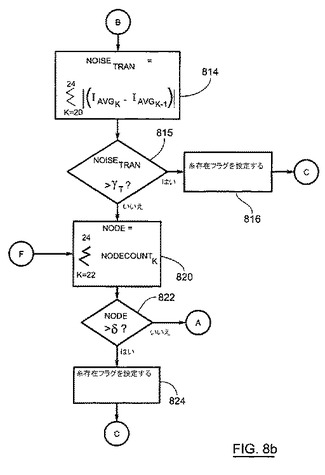
【図8c】
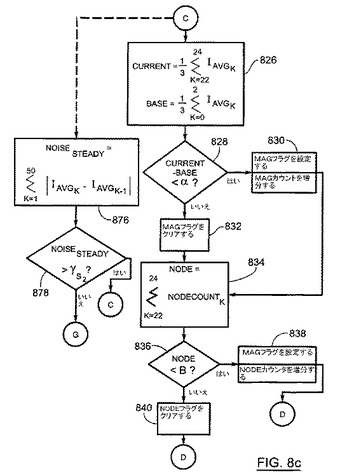
【図8d】
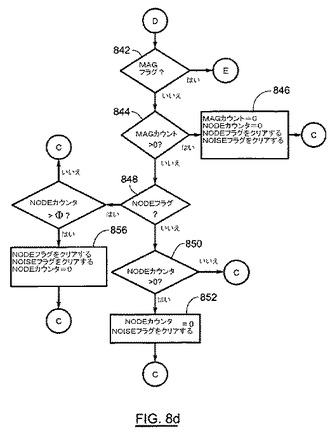
【図8e】
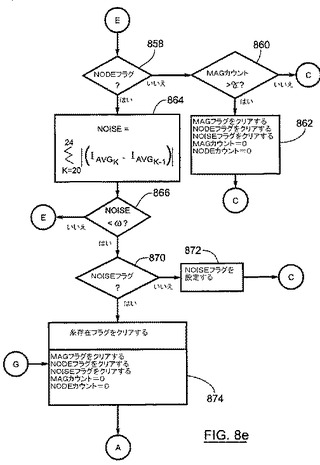
【図9a】
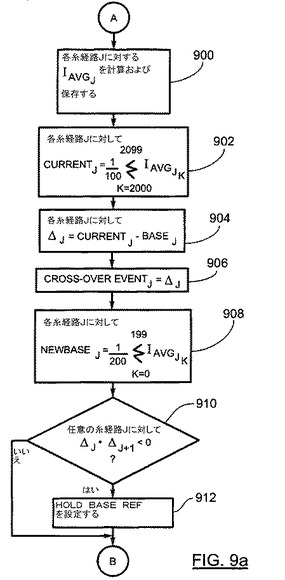
【図9b】
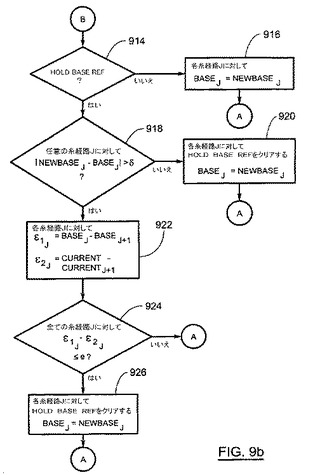
【図2a】
【図2b】
【図2c】
【図2d】
【図3a】
【図3b】
【図4】
【図5】
【図6a】
【図6b】
【図7a】
【図7b】
【図7c】
【図8a】
【図8b】
【図8c】
【図8d】
【図8e】
【図9a】
【図9b】
【公開番号】特開2013−11609(P2013−11609A)
【公開日】平成25年1月17日(2013.1.17)
【国際特許分類】
【外国語出願】
【出願番号】特願2012−182399(P2012−182399)
【出願日】平成24年8月21日(2012.8.21)
【分割の表示】特願2007−518431(P2007−518431)の分割
【原出願日】平成17年6月29日(2005.6.29)
【出願人】(506427417)インストゥルマー リミテッド (2)
【Fターム(参考)】
【公開日】平成25年1月17日(2013.1.17)
【国際特許分類】
【出願番号】特願2012−182399(P2012−182399)
【出願日】平成24年8月21日(2012.8.21)
【分割の表示】特願2007−518431(P2007−518431)の分割
【原出願日】平成17年6月29日(2005.6.29)
【出願人】(506427417)インストゥルマー リミテッド (2)
【Fターム(参考)】
[ Back to top ]