
繊維シート及びその製造方法
【課題】繊維の破断やシート自体の破れを有しない、柔軟な繊維シート及びその製造方法の提供に関する。
【解決手段】
繊維シート10Aの材料である連続繊維シート10の搬送速度を調整する送り出し駆動工程12と、連続繊維シート10をその移動方向MDと交差する方向CDへ延びる複数の歯25,26の噛み合わせ部分28に供給し、移動方向MDにおいて連続する凹凸状の襞29を形成するための襞形成工程13とを含み、送り出し駆動工程12における送り出し速度V1が前記襞形成工程13における送り出し速度V2よりも高速であって、連続繊維シート10は移動方向MDに実質的に伸長されていない状態で襞形成工程13に供給し、非伸縮性繊維が機械的に破断されることなく、連続繊維シート10に襞29を形成し、連続繊維シート10を所定寸法に切断する。
【解決手段】
繊維シート10Aの材料である連続繊維シート10の搬送速度を調整する送り出し駆動工程12と、連続繊維シート10をその移動方向MDと交差する方向CDへ延びる複数の歯25,26の噛み合わせ部分28に供給し、移動方向MDにおいて連続する凹凸状の襞29を形成するための襞形成工程13とを含み、送り出し駆動工程12における送り出し速度V1が前記襞形成工程13における送り出し速度V2よりも高速であって、連続繊維シート10は移動方向MDに実質的に伸長されていない状態で襞形成工程13に供給し、非伸縮性繊維が機械的に破断されることなく、連続繊維シート10に襞29を形成し、連続繊維シート10を所定寸法に切断する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ウエットティッシュ等に用いられる繊維シート及びその製造方法、具体的には、実質的に非伸縮性を有し、かつ、立体的な形状を有することによって比較的に柔軟な繊維シート及びその製造方法に関する。
【背景技術】
【0002】
従来、繊維シートに柔軟性や伸長性を付与する工程を含む製造方法は公知である。例えば、特許文献1には、一対のギアロールの噛み合い部分に伸縮性を有する繊維シートを連続供給することによって、それを所要の引張倍率に延伸させる繊維シートの製造方法が開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2007−177384号公報(JP2007−177384A)
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に開示された発明に係る繊維シート及びその製造方法によれば、少なくとも一部にエラストマー繊維を含む伸縮性シートを伸長させた状態でギアロールの噛み合い部分に供給することによって、所要の柔軟性と伸長性とを付与することができる。また、シート自体が弾性伸縮するので、ギアの噛み合い部分でシートが変形しながら引っ張れても繊維が破断するおそれはない。一方、嵩高性と柔軟性を付与するために、ウエットティッシュ等に使用される、エラストマー繊維を含まない、主として非エラストマー繊維から形成された連続繊維シートにギアロールを用いて立体的な形状を付与する場合には、一定の張力を付与した状態でギアロールの噛み合い部分に供給されるので非エラストマー繊維が破断し、連続繊維シートの一部に複数の穴が形成されるおそれがある。
【0005】
本発明の課題は、従来の繊維シート及び繊維シートの製造方法の改良であり、繊維の破断やシート自体の破れを有しない、立体形状が賦型された柔軟な繊維シート及びその製造方法の提供に関する。
【課題を解決するための手段】
【0006】
前記課題を解決するために、本発明の第1発明は、非エラストマー繊維から形成された繊維シートの製造方法を対象とする。
【0007】
第1発明は、前記繊維シートの材料である連続繊維シートの搬送速度を調整する送り出し駆動工程と、前記連続繊維シートをその移動方向と交差する方向へ延びる複数の歯の噛み合わせ部分に供給し、前記移動方向において連続する凹凸状の襞を形成するための襞形成工程とを含み、前記送り出し駆動工程における送り出し速度が前記襞形成工程における送り出し速度よりも高速であって、前記連続繊維シートを前記移動方向に実質的に伸長されていない状態で前記襞形成工程に供給し、前記非エラストマー繊維が機械的に破断されることなく、前記連続繊維シートに前記襞を形成し、前記連続繊維シートを所定寸法に切断することを特徴とする。
【0008】
前記課題を解決するために、本発明の第2発明は、非エラストマー繊維から形成された繊維シートを対象とする。
【0009】
第2発明は、第1方向とそれに直交する第2方向と、拭き取り面とその反対側の固定面とを有し、前記第1方向において交互に位置し、それぞれ前記第2方向へ延びる凸部と凹部と、格子状のエンボス加工ラインと前記エンボス加工ラインに囲まれた非エンボス加工域とを含むことを特徴とする。
【発明の効果】
【0010】
本発明の特にそのひとつ以上の実施態様における繊維シートの製造方法によれば、送り出し駆動工程における送り出し速度が襞形成工程における送り出し速度よりも高速であって、連続繊維シートが流れ方向に実質的に伸長されていない状態で襞形成工程に供給される。それにより、襞の形成時において連続繊維シートを構成する非エラストマー繊維が機械的に破断されることはなく、連続繊維シートにその移動方向に連続する襞を形成することができる。また、かかる製造方法によって製造された繊維シートは、凹凸が立体的に賦型されて柔軟であって、拭き取り用のウエットシートとして使用した場合には、対象物に付着した汚れを効果的に拭き取ることができる。
【図面の簡単な説明】
【0011】
【図1】本発明の実施形態に係る連続繊維シートの製造装置の概略図。
【図2】製造装置の一部を示す斜視図。
【図3】一対のギアロールどうしの噛み合い部分を示す図。
【図4】前記連続繊維シートが一対のギアロールどうしの噛み合い部分に挟圧された状態を示す図。
【図5】繊維シートの斜視図。
【図6】図5のVI−VI線に沿う模式的断面図。
【発明を実施するための形態】
【0012】
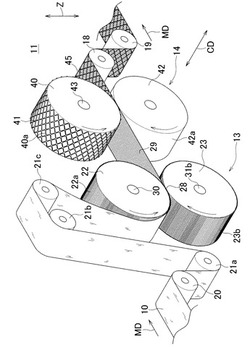
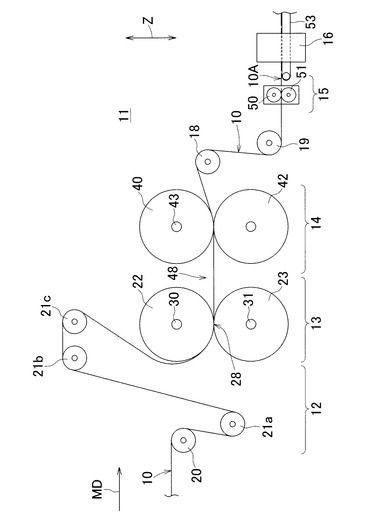
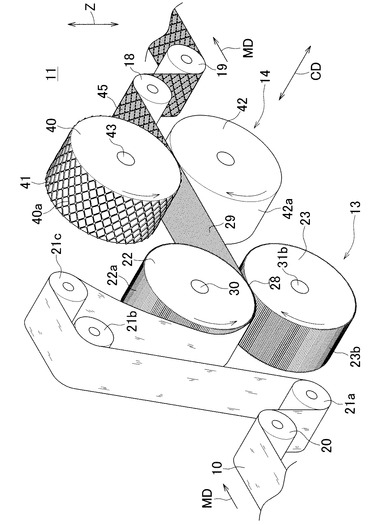
図1及び図2を参照すると、本発明の繊維シート10Aの材料である連続繊維シート10の製造装置11は、連続繊維シート10が移動する機械方向(移動方向)MDとそれに直交する交差方向CDと、それらに直交する上下方向Zを有する。製造装置10の構成について上流側から下流側に向かって説明すると、連続繊維シート10の供給量を調整する送り出し駆動部12と、連続繊維シート10に機械方向MDに連続する凹凸状の襞29を付与するための襞形成部13と、連続繊維シート10に格子状のエンボス加工ラインを付与するためのエンボス加工部14と、連続繊維シート10を所要の大きさに裁断する切断部15及び水や薬液等の液体を含浸させる液体含浸部16とを含む。なお、エンボス加工部14を通過した連続繊維シート10はガイドロール18を介して第2駆動ロール19により所与の張力が負荷されて機械方向MDへ搬送される。
【0013】
<連続繊維シート>
連続繊維シート10は、厚さが約0.3〜1.0mm、好ましくは、約0.5〜0.7mm、質量約30〜80g/m2の機械方向MDに連続するシートあって、非エラストマー繊維から形成された実質的に非伸縮性を有する。「実質的に非伸縮性」とは、構成繊維自体が伸長しないものであること、すなわち、エラストマー繊維を含まないものを意味し、構成繊維どうしの交点において交絡または溶着していた繊維どうしが離れたり、繊維どうしの交絡または溶着等により繊維の立体形状が構造的に変化したりするものを含む。
【0014】
非エラストマー繊維は、パルプ、コットン、レーヨン繊維等の吸水性の高いセルロース系繊維の他に、ポリエチレン、ポリプロピレン、ポリエステル、ナイロン等の合成繊維を含むものであって、合成繊維は短繊維でも長繊維でもよく、芯鞘型の複合繊維であってもよい。各繊維の結合方法としては、各種公知の結合方法を用いることができるが、連続繊維シート10に嵩高性と柔軟性を持たせるために、スパンレース法により繊維どうしを流体で交絡させる方法やエアスルー法等により熱風処理をして繊維どうしを熱溶着させる方法を用いることが好ましい。また、連続繊維シート10は、エンボス加工部14において繊維どうしを圧着して所要の形状パターンを付与するために、一部に熱可塑性繊維を有することが好ましい。また、連続繊維シート10は、前記繊維の混合比率が異なる複数の繊維層から形成されていてもよい。
【0015】
<送り出し駆動部(送り出し駆動工程)>
送り出し駆動部12は、一定の張力を負荷して機械方向MDへ搬送された連続繊維シート10の襞形成部13への供給量を調整するための手段であって、第1駆動ロール20と複数のガイドロール21a,21b,21cとを有する。第1駆動ロール20は、後記の襞形成部13の一対のギアロール22,23の周速度(mm/sec)(後記の歯25,26の歯先25b,26bの回転速度)V2よりもその周速度(mm/sec)V1が高速であって、換言すれば、ギアロール22,23の周速度V2は第1駆動ロール20の周速度V1よりも低速である。連続繊維シート10は、襞形成部13において第1駆動ロール20の周速度V1よりも低速で回転するギアロール22,23の噛み合い部位28に供給されて通過するので、ガイドロール21cと襞形成部13との間において弛緩することなく搬送される。
【0016】
第1駆動ロール20の周速度V1は、第2駆動ロール19の周速度と同等であり、かつ、ギアロール22,23の周速度V2よりも高速であって、周速度V2に対する周速度V1の比率(V1/V2×100)は約101〜200%、好ましくは、約101〜140%である。すなわち、第1駆動ロール20は、ギアロール22,23の周速度V2に対して、1.01倍〜2.0倍、さらに好ましくは、1.01〜1.4倍の周速度V1で回転する。したがって、図4に示すとおり、襞形成部13の噛み合い部位28には、その機械方向MDにおける所定の長さ寸法Lに対して所定倍率の長さ寸法を有する連続繊維シート10の量が単位時間(秒)ごとに供給されている。ただし、かかる供給量は、ギアロール22,23の歯25,26どうしの噛み合い部位の深さDに比例するものであって、その深さDに応じて適宜増減させることができる。
【0017】
<襞形成部(襞形成工程)>
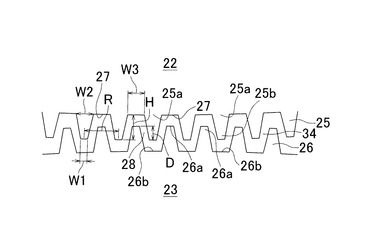
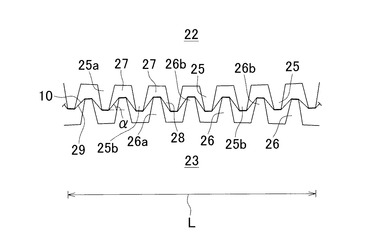
図2及び3を参照すると、襞形成部13では、外周面に交差方向CDへ延び互いに噛み合う複数の歯(ギア)25,26を有する一対のギアロール22,23が備えられており、それら各ギアロール22,23どうしの噛み合い部位28に連続繊維シート10が供給されることによって連続繊維シート10に機械方向MDにおいて連続する凹凸状の襞29が形成される。各ギアロール22,23の歯25,26は、各ロール22,23の回転軸30,31の径外方向へ向かって先細状に延びる断面略台形状であって、基端部25a,26aと歯先25b,26bとを有する。ギアロール22の歯25における周方向に隣接する歯先25bどうしの離間寸法(ピッチ。ギアロール22において周方向に隣り合う歯25の中心部間の離間寸法)Rは約1.0〜4.0mmである。また、各歯25の歯先25bの幅寸法W1は約0.2〜1.2mm、各歯25の基端部25aの幅寸法W2は約0.5〜1.5mm、歯溝27の基端部25a間の幅寸法W3は約0.5〜1.5mm、歯溝27の深さ(歯25の高さ)Hは約0.8〜3.0mm、歯25,26どうしの噛み合い部位の深さDは、約0.2〜1.0mmである。なお、ギアロール23の各歯26はギアロール22の各歯25と同形同大であり、同一の寸法を有する。また、各歯25,26の歯先25b,26bは、それらが連続繊維シート10に圧接したときに連続繊維シート10が破断するのを防止するために、面取りされていることが好ましい。
【0018】
各ギアロール22,23の回転軸30,31には、それぞれ独立に駆動力を伝達するための駆動手段(図示せず)が設けられている。各ギアロール22,23は同一の周速度V2で駆動回転されており、ギアロール22,23どうしの噛み合い部分28に送り出し駆動部12で弛緩し実質的に伸長されていない状態の連続繊維シート10が供給されている。連続繊維シート10が「実質的に伸長されていない状態」とは、シート自体が延伸されておらず、連続繊維シート10が搬送される過程において僅かに歪みが生じる場合を含ませることを意味し、かかる状態における非伸縮シート10の伸長倍率は約1.05倍以下である。
【0019】
図4を参照すると、このように、連続繊維シート10は、比較的に低い張力が負荷された、実質的に伸長されていない状態で襞形成部13に供給されているので、互いに噛み合い、かつ、隣り合う歯25,26の歯先25b,26b間で斜めに傾斜している部分には殆ど張力が負荷されていない。それにより、連続繊維シート10は、各歯25,26の歯先25b,26bに圧接されることによって機械方向MDに順に折り曲げられ、機械方向MDへ連続する凹凸状の襞29が形成される。また、ほとんど張力がかけられていない状態で連続繊維シート10が襞形成部13に供給されて襞29が形成されるので、襞29の形成時において連続繊維シート10を形成する非エラストマー繊維が引っ張られて機械的に破断したり、連続繊維シート10の一部に穴が開いたりするおそれはない。また、エラストマー繊維を有する場合に比して襞による折りくせが付き易く、製造中に襞が平坦状に復元して、その嵩高性が低減するおそれはない。
【0020】
連続繊維シート10は、歯25,26の歯先25b,26bに対して約50〜77度の角度(折角度)αで折り曲げられている。折角度αが50度以上の場合には、連続繊維シート10に襞29による折りくせがつき易く、水や薬液を含浸させて繊維が膨潤した場合であっても襞29の形状が大きく崩れるおそれはない。それにより、連続繊維シート10は所要の嵩高性及び柔軟性を有し、新生児のお尻拭き用のシートとして使用したときに、襞の凹凸形状を利用して新生児特有の軟便を十分に拭き取る(掻き取る)ことができる。なお、折角度αは50度以上であればかかる効果を奏するが、77度以上の場合には、歯25,26が連続繊維シート10に鋭角に食い込んで連続繊維シート10が破断するおそれがある。
【0021】
このように、上記折角度αの範囲内で確実に連続繊維シート10を噛み合い部分28で折り曲げるには、連続繊維シート10の厚さが約0.5〜0.7mm、ギアロール22,23の周速度V2に対する第1駆動ロールの周速度V1の比率が約101〜140%、噛み合い部位の深さDが約0.2〜0.5mmとなるように設定することが好ましい。
【0022】
なお、ギアロール22,23は、双方又はいずれか一方が所定の温度に加熱されていてもよく、例えば、ギアロール22,23の回転軸に加熱手段(図示せず)を設けてギアロール22,23全体を加熱してもよい。ギアロール22,23を加熱する場合には、その加熱作用により襞29の折りくせが付き易くなり、その保形性をさらに向上させることができる。具体的には、例えば、連続繊維シート10にセルロース系繊維を使用するときには、加熱されたギアロール22,23を押し当てることによって、その繊維自体に本来含まれている水分が蒸発し、繊維が硬くなるので、所定の形状に賦型し易くなる。ただし、ギアロール22,23を加熱する場合の加熱温度は、連続繊維シート10に熱可塑性繊維が含まれる場合には、少なくともその熱溶着温度以下となるように設定(熱可塑性繊維としてポリエチレンを用いる場合には約100℃以下、ポリプロピレンを用いる場合には約100〜150℃の範囲に設定)することが好ましい。ギアロール22,23の歯先25b,26bの温度は、室内において、加熱手段の設定温度よりも約5℃程低くなるが、設定温度を熱可塑性繊維の少なくとも溶着温度よりも低く設定することによって、熱可塑性繊維どうしが溶着して硬化することはなく、襞29による連続繊維シート10の柔軟性が損なわれるおそれはない。
【0023】
<エンボス加工部(エンボス加工工程)>
図2に示すとおり、エンボス加工部14は、外周面40aに網目状のエンボス部41を有するエンボスロール40と、エンボスロール40に離間対向して配置された、外周面42aが平坦なプレスローラー42とから構成されている。エンボスロール40とプレスローラー42との間に形成されたクリアランスに連続繊維シート10を圧接させた状態で通過させることによってエンボス部41とプレスローラー42の外周面42aとによる線圧を連続繊維シート10に負荷し、連続繊維シート10にエンボス部41による格子状の後記エンボス加工ライン45を形成することができる。エンボスロール40とプレスローラー42とは、直径が約200〜400mmの所定の曲率半径を有するほぼ同形同大であり、互いに約0.1mm離間した状態で対向配置されている。エンボスロール40は、その回転軸43に加熱手段を設け、全体を加熱することができる。具体的には、エンボス部41が約90〜120℃となるようにエンボスロール40全体を加熱することができる。エンボスロール40を加熱した場合には、連続繊維シート10が熱可塑性繊維を含まない場合であっても、加熱したエンボス部41を押し当てることによってその加熱作用によって繊維を硬化、圧縮して所定形状により賦型し易くなる。
【0024】
なお、連続繊維シート10がその一部に熱可塑性繊維を含む場合には、エンボスロール40は熱可塑性繊維の溶着温度以下であり、かつ、繊維が軟化した状態で加圧されることによって接着され、所要の形状に賦型される程度の温度に加熱されている。かかる場合には、連続繊維シート10の上面は圧着されてその一部が硬化しているが、上下面ともに繊維としての柔軟性を維持している。また、エンボス部41によるエンボス加工ライン45は、後記の襞29の形状を保持するという効果を奏する限りにおいて、格子状ではなく、少なくとも襞29の凹凸状の部位に交差する方向に延びていてもよい。
【0025】
エンボスロール40の周速度(mm/sec)V3は、ギアロール22,23の周速度V2よりも高速である。また、図1に示すとおり、襞形成部13とエンボス加工部14との間には離間部位48が設けられているが、襞形成部13とエンボス加工部14とが近接するのではなく、このように一定の離間距離を設けることによって、襞形成部13で加熱して形成された襞29が一定時間冷却された後にエンボス加工部14に移動することになるので、エンボス加工部14で加熱加圧されても襞29が平坦状へ復元し難くすることができる。
【0026】
<切断部(切断工程)>
再び、図1を参照すると、エンボス加工部14を通過した連続繊維シート10はガイドロール18を介して第2駆動ロール19によって所与の張力を負荷されて機械方向MDに搬送された後、一定速度で回転するカッターロール50と、カッターロール50の歯を受けるアンビルロール51とから構成された切断部15において所要の大きさにカットされ、繊維シート10Aが得られる。繊維シート10Aは、搬送ベルト53によって機械方向MDに搬送される。なお、連続繊維シート10には第2駆動ロール19によって一定の張力が掛けられているので、カッターロール50の周速度(mm/sec)はエンボスロール40の周速度V2よりも高速となるように設定されていることが好ましい。
【0027】
<液体含浸部(液体含浸工程)>
切断部15において所要の大きさに切断された繊維シート10Aは、液体含浸部16において水や薬液等の液体に含浸される。繊維シート10Aに含浸させる薬液の組成は、製造されるウエットシートの用途に応じて異なるものであって、例えば、連続繊維シート10を乳幼児のお尻拭き用のシートとして使用する場合には、プロピレングリコール10質量%と水90質量%との混合液、プロピレングリコール7質量%とパラペン0.5質量%と、水92.5質量%の混合液等を用いることができる。また、液体含浸部16において連続繊維シート10に含浸させる液体の含浸率は、約200〜400%であることが好ましい。含浸率がかかる範囲内であれば、液体を含浸させたときに襞29の立体的な凹凸形状がよれて崩れるおそれはなく、また、繊維シート10Aに液体を含浸させて形成したウエットシートを個包装から取り出して一定時間経過した場合であっても乾燥せず、人体や動物の体、テーブルなどの汚れを効果的に拭き取ることができるからである。なお、液体含浸部16は製造装置11において必須なものではなく、これを省略して湿潤性を有しない乾拭き用のシートを製造することもできる。
【0028】
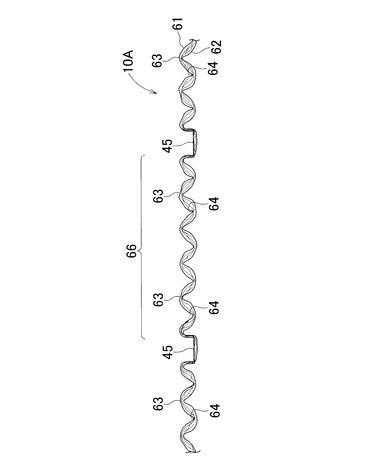
図5は、本発明の製造装置11によって製造された繊維シート10Aの斜視図、図6は、図5のVI−VI線に沿う断面図である。
【0029】
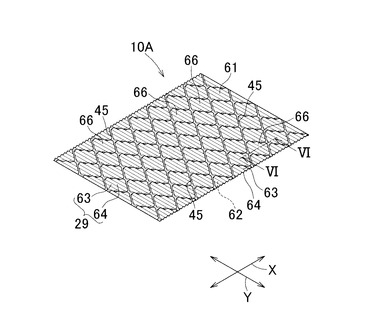
図5を参照すると、繊維シート10Aは、第1方向Xとそれに直交する第2方向Yと、固定面61(製造工程における連続繊維シート10の上面に相当)と、拭き取り面62(製造工程における連続繊維シート10の下面に相当)とを有する。繊維シート10Aは、製造装置11の襞形成部13で付与された襞29を形成する第2方向Yへ延びる複数条の凸部63と凹部64とを有する。凸部63と凹部64とは第1方向Xにおいて交互に並んで形成されている。また、繊維シート10Aには、製造装置11のエンボス加工部14によって付与された互いに交差する格子状のエンボス加工ライン45が形成されており、それにより、繊維シート10Aの固定面61はエンボス加工ライン45に囲まれた複数の略ひし形状の非エンボス加工域66に区分されている。
【0030】
図6に示すとおり、繊維シート10Aには複数の凹凸部63,64が形成されていることによって、嵩高性と柔軟性とを有し肌触りが良好であって、かつ、身体の汚れ等を効果的に拭き取ることができる。また、繊維シート10Aが熱可塑性繊維を含む場合には、エンボス加工ライン45においては熱可塑性繊維が圧着されており、該部位において繊維シート10Aの一部が硬化していることから、繊維シート10Aを構成する繊維が拭き取った水分等を吸収して膨潤したとしても、エンボス加工ライン45に囲まれた各非エンボス加工域66内の各凹凸部63,64が平坦状に復元してその立体形状が崩れるのを防止することができる。また、エンボス加工ライン45の固定面61側においては熱可塑性繊維が一部硬化しているところ、一方、拭き取り面62においては熱可塑性繊維が軟化された状態で加圧されていないことから固定面61に比して硬化しておらず、繊維シート10Aを乳児のお尻拭き用のシートとして使用したとしても、乳児の肌に刺激を与えるおそれはない。
【0031】
本発明の連続繊維シート及びその製造装置を構成する各構成部材には、本明細書に記載されている材料のほかに、この種の物品において通常用いられている各種の公知の材料を制限なく用いることができる、また、本発明の明細書及び特許請求の範囲において、「第1」および「第2」の用語は、同様の要素、位置などを単に区別するために用いられている。
【0032】
以上に記載した本発明に関する開示は、少なくとも下記事項に要約することができる。
【0033】
非エラストマー繊維から形成された繊維シートの製造方法であって、繊維シートの材料である連続繊維シートの搬送速度を調整する送り出し駆動工程と、連続繊維シートをその移動方向と交差する方向へ延びる複数の歯の噛み合わせ部分に供給し、移動方向において連続する凹凸状の襞を形成するための襞形成工程とを含み、送り出し駆動工程における送り出し速度が襞形成工程における送り出し速度よりも高速であって、連続繊維シートを移動方向に実質的に伸長されていない状態で襞形成工程に供給し、非エラストマー繊維が機械的に破断されることなく、連続繊維シートに襞を形成し、連続繊維シートを所定寸法に切断することを特徴とする製造方法。
【0034】
非エラストマー繊維から形成された繊維シートであって、第1方向とそれに直交する第2方向と、拭き取り面とその反対側の固定面とを有し、第1方向において交互に位置し、それぞれ前記第2方向へ延びる凸部と凹部と、格子状のエンボス加工ラインとエンボス加工ラインに囲まれた非エンボス加工域とを含む繊維シート。
【0035】
上記段落0033に開示した本発明は、少なくとも下記の実施の形態を含むことができる。
(1)連続繊維シートに少なくとも襞による凹凸形状と交差して延びるエンボス加工ラインを付与するためのエンボス加工工程をさらに含む。
(2)送り出し駆動工程は、一定の周速度で回転する駆動ロールを有し、襞形成工程は、一定の周速度で回転する、外周面において交差する方向へ延び、かつ、互いに噛み合う複数の歯を有する一対のギアロールから構成されている。
(3)エンボス加工工程は、外周面から突出するエンボス部を有し、一定の周速度で回転するエンボスロールとそれに離間対向して配置されたアンビルロールとから構成されている。
(4)エンボスロールが所定温度に加熱されている。
(5)ギアロールが所定温度に加熱されている。
(6)連続繊維シートから得られた前記繊維シートに液体を含浸させる液体含浸工程をさらに含み、前記液体の含浸率が約200〜400%である。
(7)ギアロールの前記歯の歯先とそれによって屈曲された前記連続繊維シートとのなす角度が約50〜80度であって、前記駆動ロールが前記ギアロールの周速度に対して約1.01〜1.4倍の周速度で回転しており、前記連続繊維シートの厚さが約0.5〜0.7mmである。
【符号の説明】
【0036】
10 連続繊維シート
10A 繊維シート
12 送り出し駆動部(送り出し駆動工程)
13 襞形成部(襞形成工程)
14 エンボス加工部(エンボス加工工程)
15 切断部
16 液体含浸部(液体含浸工程)
20 第1駆動ロール(駆動ロール)
22 ギアロール
23 ギアロール
25,26 ギアロールの歯
25b,26b ギアロールの歯先
29 襞
41 エンボス部
40 エンボスロール
45 エンボス加工ライン
61 固定面
62 拭き取り面
63 凸部
64 凹部
66 非エンボス加工域
CD 交差方向
MD 機械方向(流れ方向)
V1 駆動ロールの周速度
V2 ギアロールの周速度
X 第1方向
Y 第2方向
【技術分野】
【0001】
本発明は、ウエットティッシュ等に用いられる繊維シート及びその製造方法、具体的には、実質的に非伸縮性を有し、かつ、立体的な形状を有することによって比較的に柔軟な繊維シート及びその製造方法に関する。
【背景技術】
【0002】
従来、繊維シートに柔軟性や伸長性を付与する工程を含む製造方法は公知である。例えば、特許文献1には、一対のギアロールの噛み合い部分に伸縮性を有する繊維シートを連続供給することによって、それを所要の引張倍率に延伸させる繊維シートの製造方法が開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2007−177384号公報(JP2007−177384A)
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に開示された発明に係る繊維シート及びその製造方法によれば、少なくとも一部にエラストマー繊維を含む伸縮性シートを伸長させた状態でギアロールの噛み合い部分に供給することによって、所要の柔軟性と伸長性とを付与することができる。また、シート自体が弾性伸縮するので、ギアの噛み合い部分でシートが変形しながら引っ張れても繊維が破断するおそれはない。一方、嵩高性と柔軟性を付与するために、ウエットティッシュ等に使用される、エラストマー繊維を含まない、主として非エラストマー繊維から形成された連続繊維シートにギアロールを用いて立体的な形状を付与する場合には、一定の張力を付与した状態でギアロールの噛み合い部分に供給されるので非エラストマー繊維が破断し、連続繊維シートの一部に複数の穴が形成されるおそれがある。
【0005】
本発明の課題は、従来の繊維シート及び繊維シートの製造方法の改良であり、繊維の破断やシート自体の破れを有しない、立体形状が賦型された柔軟な繊維シート及びその製造方法の提供に関する。
【課題を解決するための手段】
【0006】
前記課題を解決するために、本発明の第1発明は、非エラストマー繊維から形成された繊維シートの製造方法を対象とする。
【0007】
第1発明は、前記繊維シートの材料である連続繊維シートの搬送速度を調整する送り出し駆動工程と、前記連続繊維シートをその移動方向と交差する方向へ延びる複数の歯の噛み合わせ部分に供給し、前記移動方向において連続する凹凸状の襞を形成するための襞形成工程とを含み、前記送り出し駆動工程における送り出し速度が前記襞形成工程における送り出し速度よりも高速であって、前記連続繊維シートを前記移動方向に実質的に伸長されていない状態で前記襞形成工程に供給し、前記非エラストマー繊維が機械的に破断されることなく、前記連続繊維シートに前記襞を形成し、前記連続繊維シートを所定寸法に切断することを特徴とする。
【0008】
前記課題を解決するために、本発明の第2発明は、非エラストマー繊維から形成された繊維シートを対象とする。
【0009】
第2発明は、第1方向とそれに直交する第2方向と、拭き取り面とその反対側の固定面とを有し、前記第1方向において交互に位置し、それぞれ前記第2方向へ延びる凸部と凹部と、格子状のエンボス加工ラインと前記エンボス加工ラインに囲まれた非エンボス加工域とを含むことを特徴とする。
【発明の効果】
【0010】
本発明の特にそのひとつ以上の実施態様における繊維シートの製造方法によれば、送り出し駆動工程における送り出し速度が襞形成工程における送り出し速度よりも高速であって、連続繊維シートが流れ方向に実質的に伸長されていない状態で襞形成工程に供給される。それにより、襞の形成時において連続繊維シートを構成する非エラストマー繊維が機械的に破断されることはなく、連続繊維シートにその移動方向に連続する襞を形成することができる。また、かかる製造方法によって製造された繊維シートは、凹凸が立体的に賦型されて柔軟であって、拭き取り用のウエットシートとして使用した場合には、対象物に付着した汚れを効果的に拭き取ることができる。
【図面の簡単な説明】
【0011】
【図1】本発明の実施形態に係る連続繊維シートの製造装置の概略図。
【図2】製造装置の一部を示す斜視図。
【図3】一対のギアロールどうしの噛み合い部分を示す図。
【図4】前記連続繊維シートが一対のギアロールどうしの噛み合い部分に挟圧された状態を示す図。
【図5】繊維シートの斜視図。
【図6】図5のVI−VI線に沿う模式的断面図。
【発明を実施するための形態】
【0012】
図1及び図2を参照すると、本発明の繊維シート10Aの材料である連続繊維シート10の製造装置11は、連続繊維シート10が移動する機械方向(移動方向)MDとそれに直交する交差方向CDと、それらに直交する上下方向Zを有する。製造装置10の構成について上流側から下流側に向かって説明すると、連続繊維シート10の供給量を調整する送り出し駆動部12と、連続繊維シート10に機械方向MDに連続する凹凸状の襞29を付与するための襞形成部13と、連続繊維シート10に格子状のエンボス加工ラインを付与するためのエンボス加工部14と、連続繊維シート10を所要の大きさに裁断する切断部15及び水や薬液等の液体を含浸させる液体含浸部16とを含む。なお、エンボス加工部14を通過した連続繊維シート10はガイドロール18を介して第2駆動ロール19により所与の張力が負荷されて機械方向MDへ搬送される。
【0013】
<連続繊維シート>
連続繊維シート10は、厚さが約0.3〜1.0mm、好ましくは、約0.5〜0.7mm、質量約30〜80g/m2の機械方向MDに連続するシートあって、非エラストマー繊維から形成された実質的に非伸縮性を有する。「実質的に非伸縮性」とは、構成繊維自体が伸長しないものであること、すなわち、エラストマー繊維を含まないものを意味し、構成繊維どうしの交点において交絡または溶着していた繊維どうしが離れたり、繊維どうしの交絡または溶着等により繊維の立体形状が構造的に変化したりするものを含む。
【0014】
非エラストマー繊維は、パルプ、コットン、レーヨン繊維等の吸水性の高いセルロース系繊維の他に、ポリエチレン、ポリプロピレン、ポリエステル、ナイロン等の合成繊維を含むものであって、合成繊維は短繊維でも長繊維でもよく、芯鞘型の複合繊維であってもよい。各繊維の結合方法としては、各種公知の結合方法を用いることができるが、連続繊維シート10に嵩高性と柔軟性を持たせるために、スパンレース法により繊維どうしを流体で交絡させる方法やエアスルー法等により熱風処理をして繊維どうしを熱溶着させる方法を用いることが好ましい。また、連続繊維シート10は、エンボス加工部14において繊維どうしを圧着して所要の形状パターンを付与するために、一部に熱可塑性繊維を有することが好ましい。また、連続繊維シート10は、前記繊維の混合比率が異なる複数の繊維層から形成されていてもよい。
【0015】
<送り出し駆動部(送り出し駆動工程)>
送り出し駆動部12は、一定の張力を負荷して機械方向MDへ搬送された連続繊維シート10の襞形成部13への供給量を調整するための手段であって、第1駆動ロール20と複数のガイドロール21a,21b,21cとを有する。第1駆動ロール20は、後記の襞形成部13の一対のギアロール22,23の周速度(mm/sec)(後記の歯25,26の歯先25b,26bの回転速度)V2よりもその周速度(mm/sec)V1が高速であって、換言すれば、ギアロール22,23の周速度V2は第1駆動ロール20の周速度V1よりも低速である。連続繊維シート10は、襞形成部13において第1駆動ロール20の周速度V1よりも低速で回転するギアロール22,23の噛み合い部位28に供給されて通過するので、ガイドロール21cと襞形成部13との間において弛緩することなく搬送される。
【0016】
第1駆動ロール20の周速度V1は、第2駆動ロール19の周速度と同等であり、かつ、ギアロール22,23の周速度V2よりも高速であって、周速度V2に対する周速度V1の比率(V1/V2×100)は約101〜200%、好ましくは、約101〜140%である。すなわち、第1駆動ロール20は、ギアロール22,23の周速度V2に対して、1.01倍〜2.0倍、さらに好ましくは、1.01〜1.4倍の周速度V1で回転する。したがって、図4に示すとおり、襞形成部13の噛み合い部位28には、その機械方向MDにおける所定の長さ寸法Lに対して所定倍率の長さ寸法を有する連続繊維シート10の量が単位時間(秒)ごとに供給されている。ただし、かかる供給量は、ギアロール22,23の歯25,26どうしの噛み合い部位の深さDに比例するものであって、その深さDに応じて適宜増減させることができる。
【0017】
<襞形成部(襞形成工程)>
図2及び3を参照すると、襞形成部13では、外周面に交差方向CDへ延び互いに噛み合う複数の歯(ギア)25,26を有する一対のギアロール22,23が備えられており、それら各ギアロール22,23どうしの噛み合い部位28に連続繊維シート10が供給されることによって連続繊維シート10に機械方向MDにおいて連続する凹凸状の襞29が形成される。各ギアロール22,23の歯25,26は、各ロール22,23の回転軸30,31の径外方向へ向かって先細状に延びる断面略台形状であって、基端部25a,26aと歯先25b,26bとを有する。ギアロール22の歯25における周方向に隣接する歯先25bどうしの離間寸法(ピッチ。ギアロール22において周方向に隣り合う歯25の中心部間の離間寸法)Rは約1.0〜4.0mmである。また、各歯25の歯先25bの幅寸法W1は約0.2〜1.2mm、各歯25の基端部25aの幅寸法W2は約0.5〜1.5mm、歯溝27の基端部25a間の幅寸法W3は約0.5〜1.5mm、歯溝27の深さ(歯25の高さ)Hは約0.8〜3.0mm、歯25,26どうしの噛み合い部位の深さDは、約0.2〜1.0mmである。なお、ギアロール23の各歯26はギアロール22の各歯25と同形同大であり、同一の寸法を有する。また、各歯25,26の歯先25b,26bは、それらが連続繊維シート10に圧接したときに連続繊維シート10が破断するのを防止するために、面取りされていることが好ましい。
【0018】
各ギアロール22,23の回転軸30,31には、それぞれ独立に駆動力を伝達するための駆動手段(図示せず)が設けられている。各ギアロール22,23は同一の周速度V2で駆動回転されており、ギアロール22,23どうしの噛み合い部分28に送り出し駆動部12で弛緩し実質的に伸長されていない状態の連続繊維シート10が供給されている。連続繊維シート10が「実質的に伸長されていない状態」とは、シート自体が延伸されておらず、連続繊維シート10が搬送される過程において僅かに歪みが生じる場合を含ませることを意味し、かかる状態における非伸縮シート10の伸長倍率は約1.05倍以下である。
【0019】
図4を参照すると、このように、連続繊維シート10は、比較的に低い張力が負荷された、実質的に伸長されていない状態で襞形成部13に供給されているので、互いに噛み合い、かつ、隣り合う歯25,26の歯先25b,26b間で斜めに傾斜している部分には殆ど張力が負荷されていない。それにより、連続繊維シート10は、各歯25,26の歯先25b,26bに圧接されることによって機械方向MDに順に折り曲げられ、機械方向MDへ連続する凹凸状の襞29が形成される。また、ほとんど張力がかけられていない状態で連続繊維シート10が襞形成部13に供給されて襞29が形成されるので、襞29の形成時において連続繊維シート10を形成する非エラストマー繊維が引っ張られて機械的に破断したり、連続繊維シート10の一部に穴が開いたりするおそれはない。また、エラストマー繊維を有する場合に比して襞による折りくせが付き易く、製造中に襞が平坦状に復元して、その嵩高性が低減するおそれはない。
【0020】
連続繊維シート10は、歯25,26の歯先25b,26bに対して約50〜77度の角度(折角度)αで折り曲げられている。折角度αが50度以上の場合には、連続繊維シート10に襞29による折りくせがつき易く、水や薬液を含浸させて繊維が膨潤した場合であっても襞29の形状が大きく崩れるおそれはない。それにより、連続繊維シート10は所要の嵩高性及び柔軟性を有し、新生児のお尻拭き用のシートとして使用したときに、襞の凹凸形状を利用して新生児特有の軟便を十分に拭き取る(掻き取る)ことができる。なお、折角度αは50度以上であればかかる効果を奏するが、77度以上の場合には、歯25,26が連続繊維シート10に鋭角に食い込んで連続繊維シート10が破断するおそれがある。
【0021】
このように、上記折角度αの範囲内で確実に連続繊維シート10を噛み合い部分28で折り曲げるには、連続繊維シート10の厚さが約0.5〜0.7mm、ギアロール22,23の周速度V2に対する第1駆動ロールの周速度V1の比率が約101〜140%、噛み合い部位の深さDが約0.2〜0.5mmとなるように設定することが好ましい。
【0022】
なお、ギアロール22,23は、双方又はいずれか一方が所定の温度に加熱されていてもよく、例えば、ギアロール22,23の回転軸に加熱手段(図示せず)を設けてギアロール22,23全体を加熱してもよい。ギアロール22,23を加熱する場合には、その加熱作用により襞29の折りくせが付き易くなり、その保形性をさらに向上させることができる。具体的には、例えば、連続繊維シート10にセルロース系繊維を使用するときには、加熱されたギアロール22,23を押し当てることによって、その繊維自体に本来含まれている水分が蒸発し、繊維が硬くなるので、所定の形状に賦型し易くなる。ただし、ギアロール22,23を加熱する場合の加熱温度は、連続繊維シート10に熱可塑性繊維が含まれる場合には、少なくともその熱溶着温度以下となるように設定(熱可塑性繊維としてポリエチレンを用いる場合には約100℃以下、ポリプロピレンを用いる場合には約100〜150℃の範囲に設定)することが好ましい。ギアロール22,23の歯先25b,26bの温度は、室内において、加熱手段の設定温度よりも約5℃程低くなるが、設定温度を熱可塑性繊維の少なくとも溶着温度よりも低く設定することによって、熱可塑性繊維どうしが溶着して硬化することはなく、襞29による連続繊維シート10の柔軟性が損なわれるおそれはない。
【0023】
<エンボス加工部(エンボス加工工程)>
図2に示すとおり、エンボス加工部14は、外周面40aに網目状のエンボス部41を有するエンボスロール40と、エンボスロール40に離間対向して配置された、外周面42aが平坦なプレスローラー42とから構成されている。エンボスロール40とプレスローラー42との間に形成されたクリアランスに連続繊維シート10を圧接させた状態で通過させることによってエンボス部41とプレスローラー42の外周面42aとによる線圧を連続繊維シート10に負荷し、連続繊維シート10にエンボス部41による格子状の後記エンボス加工ライン45を形成することができる。エンボスロール40とプレスローラー42とは、直径が約200〜400mmの所定の曲率半径を有するほぼ同形同大であり、互いに約0.1mm離間した状態で対向配置されている。エンボスロール40は、その回転軸43に加熱手段を設け、全体を加熱することができる。具体的には、エンボス部41が約90〜120℃となるようにエンボスロール40全体を加熱することができる。エンボスロール40を加熱した場合には、連続繊維シート10が熱可塑性繊維を含まない場合であっても、加熱したエンボス部41を押し当てることによってその加熱作用によって繊維を硬化、圧縮して所定形状により賦型し易くなる。
【0024】
なお、連続繊維シート10がその一部に熱可塑性繊維を含む場合には、エンボスロール40は熱可塑性繊維の溶着温度以下であり、かつ、繊維が軟化した状態で加圧されることによって接着され、所要の形状に賦型される程度の温度に加熱されている。かかる場合には、連続繊維シート10の上面は圧着されてその一部が硬化しているが、上下面ともに繊維としての柔軟性を維持している。また、エンボス部41によるエンボス加工ライン45は、後記の襞29の形状を保持するという効果を奏する限りにおいて、格子状ではなく、少なくとも襞29の凹凸状の部位に交差する方向に延びていてもよい。
【0025】
エンボスロール40の周速度(mm/sec)V3は、ギアロール22,23の周速度V2よりも高速である。また、図1に示すとおり、襞形成部13とエンボス加工部14との間には離間部位48が設けられているが、襞形成部13とエンボス加工部14とが近接するのではなく、このように一定の離間距離を設けることによって、襞形成部13で加熱して形成された襞29が一定時間冷却された後にエンボス加工部14に移動することになるので、エンボス加工部14で加熱加圧されても襞29が平坦状へ復元し難くすることができる。
【0026】
<切断部(切断工程)>
再び、図1を参照すると、エンボス加工部14を通過した連続繊維シート10はガイドロール18を介して第2駆動ロール19によって所与の張力を負荷されて機械方向MDに搬送された後、一定速度で回転するカッターロール50と、カッターロール50の歯を受けるアンビルロール51とから構成された切断部15において所要の大きさにカットされ、繊維シート10Aが得られる。繊維シート10Aは、搬送ベルト53によって機械方向MDに搬送される。なお、連続繊維シート10には第2駆動ロール19によって一定の張力が掛けられているので、カッターロール50の周速度(mm/sec)はエンボスロール40の周速度V2よりも高速となるように設定されていることが好ましい。
【0027】
<液体含浸部(液体含浸工程)>
切断部15において所要の大きさに切断された繊維シート10Aは、液体含浸部16において水や薬液等の液体に含浸される。繊維シート10Aに含浸させる薬液の組成は、製造されるウエットシートの用途に応じて異なるものであって、例えば、連続繊維シート10を乳幼児のお尻拭き用のシートとして使用する場合には、プロピレングリコール10質量%と水90質量%との混合液、プロピレングリコール7質量%とパラペン0.5質量%と、水92.5質量%の混合液等を用いることができる。また、液体含浸部16において連続繊維シート10に含浸させる液体の含浸率は、約200〜400%であることが好ましい。含浸率がかかる範囲内であれば、液体を含浸させたときに襞29の立体的な凹凸形状がよれて崩れるおそれはなく、また、繊維シート10Aに液体を含浸させて形成したウエットシートを個包装から取り出して一定時間経過した場合であっても乾燥せず、人体や動物の体、テーブルなどの汚れを効果的に拭き取ることができるからである。なお、液体含浸部16は製造装置11において必須なものではなく、これを省略して湿潤性を有しない乾拭き用のシートを製造することもできる。
【0028】
図5は、本発明の製造装置11によって製造された繊維シート10Aの斜視図、図6は、図5のVI−VI線に沿う断面図である。
【0029】
図5を参照すると、繊維シート10Aは、第1方向Xとそれに直交する第2方向Yと、固定面61(製造工程における連続繊維シート10の上面に相当)と、拭き取り面62(製造工程における連続繊維シート10の下面に相当)とを有する。繊維シート10Aは、製造装置11の襞形成部13で付与された襞29を形成する第2方向Yへ延びる複数条の凸部63と凹部64とを有する。凸部63と凹部64とは第1方向Xにおいて交互に並んで形成されている。また、繊維シート10Aには、製造装置11のエンボス加工部14によって付与された互いに交差する格子状のエンボス加工ライン45が形成されており、それにより、繊維シート10Aの固定面61はエンボス加工ライン45に囲まれた複数の略ひし形状の非エンボス加工域66に区分されている。
【0030】
図6に示すとおり、繊維シート10Aには複数の凹凸部63,64が形成されていることによって、嵩高性と柔軟性とを有し肌触りが良好であって、かつ、身体の汚れ等を効果的に拭き取ることができる。また、繊維シート10Aが熱可塑性繊維を含む場合には、エンボス加工ライン45においては熱可塑性繊維が圧着されており、該部位において繊維シート10Aの一部が硬化していることから、繊維シート10Aを構成する繊維が拭き取った水分等を吸収して膨潤したとしても、エンボス加工ライン45に囲まれた各非エンボス加工域66内の各凹凸部63,64が平坦状に復元してその立体形状が崩れるのを防止することができる。また、エンボス加工ライン45の固定面61側においては熱可塑性繊維が一部硬化しているところ、一方、拭き取り面62においては熱可塑性繊維が軟化された状態で加圧されていないことから固定面61に比して硬化しておらず、繊維シート10Aを乳児のお尻拭き用のシートとして使用したとしても、乳児の肌に刺激を与えるおそれはない。
【0031】
本発明の連続繊維シート及びその製造装置を構成する各構成部材には、本明細書に記載されている材料のほかに、この種の物品において通常用いられている各種の公知の材料を制限なく用いることができる、また、本発明の明細書及び特許請求の範囲において、「第1」および「第2」の用語は、同様の要素、位置などを単に区別するために用いられている。
【0032】
以上に記載した本発明に関する開示は、少なくとも下記事項に要約することができる。
【0033】
非エラストマー繊維から形成された繊維シートの製造方法であって、繊維シートの材料である連続繊維シートの搬送速度を調整する送り出し駆動工程と、連続繊維シートをその移動方向と交差する方向へ延びる複数の歯の噛み合わせ部分に供給し、移動方向において連続する凹凸状の襞を形成するための襞形成工程とを含み、送り出し駆動工程における送り出し速度が襞形成工程における送り出し速度よりも高速であって、連続繊維シートを移動方向に実質的に伸長されていない状態で襞形成工程に供給し、非エラストマー繊維が機械的に破断されることなく、連続繊維シートに襞を形成し、連続繊維シートを所定寸法に切断することを特徴とする製造方法。
【0034】
非エラストマー繊維から形成された繊維シートであって、第1方向とそれに直交する第2方向と、拭き取り面とその反対側の固定面とを有し、第1方向において交互に位置し、それぞれ前記第2方向へ延びる凸部と凹部と、格子状のエンボス加工ラインとエンボス加工ラインに囲まれた非エンボス加工域とを含む繊維シート。
【0035】
上記段落0033に開示した本発明は、少なくとも下記の実施の形態を含むことができる。
(1)連続繊維シートに少なくとも襞による凹凸形状と交差して延びるエンボス加工ラインを付与するためのエンボス加工工程をさらに含む。
(2)送り出し駆動工程は、一定の周速度で回転する駆動ロールを有し、襞形成工程は、一定の周速度で回転する、外周面において交差する方向へ延び、かつ、互いに噛み合う複数の歯を有する一対のギアロールから構成されている。
(3)エンボス加工工程は、外周面から突出するエンボス部を有し、一定の周速度で回転するエンボスロールとそれに離間対向して配置されたアンビルロールとから構成されている。
(4)エンボスロールが所定温度に加熱されている。
(5)ギアロールが所定温度に加熱されている。
(6)連続繊維シートから得られた前記繊維シートに液体を含浸させる液体含浸工程をさらに含み、前記液体の含浸率が約200〜400%である。
(7)ギアロールの前記歯の歯先とそれによって屈曲された前記連続繊維シートとのなす角度が約50〜80度であって、前記駆動ロールが前記ギアロールの周速度に対して約1.01〜1.4倍の周速度で回転しており、前記連続繊維シートの厚さが約0.5〜0.7mmである。
【符号の説明】
【0036】
10 連続繊維シート
10A 繊維シート
12 送り出し駆動部(送り出し駆動工程)
13 襞形成部(襞形成工程)
14 エンボス加工部(エンボス加工工程)
15 切断部
16 液体含浸部(液体含浸工程)
20 第1駆動ロール(駆動ロール)
22 ギアロール
23 ギアロール
25,26 ギアロールの歯
25b,26b ギアロールの歯先
29 襞
41 エンボス部
40 エンボスロール
45 エンボス加工ライン
61 固定面
62 拭き取り面
63 凸部
64 凹部
66 非エンボス加工域
CD 交差方向
MD 機械方向(流れ方向)
V1 駆動ロールの周速度
V2 ギアロールの周速度
X 第1方向
Y 第2方向
【特許請求の範囲】
【請求項1】
非エラストマー繊維から形成された繊維シートの製造方法であって、
前記繊維シートの材料である連続繊維シートの搬送速度を調整する送り出し駆動工程と、
前記連続繊維シートをその移動方向と交差する方向へ延びる複数の歯の噛み合わせ部分に供給し、前記移動方向において連続する凹凸状の襞を形成するための襞形成工程とを含み、
前記送り出し駆動工程における送り出し速度が前記襞形成工程における送り出し速度よりも高速であって、
前記連続繊維シートを前記移動方向に実質的に伸長されていない状態で前記襞形成工程に供給し、
前記非エラストマー繊維が機械的に破断されることなく、前記連続繊維シートに前記襞を形成し、前記連続繊維シートを所定寸法に切断することを特徴とする前記製造方法。
【請求項2】
前記連続繊維シートに少なくとも前記襞による凹凸形状と交差して延びるエンボス加工ラインを付与するためのエンボス加工工程をさらに含む請求項1に記載の製造方法。
【請求項3】
前記送り出し駆動工程は、一定の周速度で回転する駆動ロールを有し、前記襞形成工程は、一定の周速度で回転する、外周面において前記交差する方向へ延び、かつ、互いに噛み合う複数の歯を有する一対のギアロールから構成されている請求項1又は2に記載の製造方法。
【請求項4】
前記エンボス加工工程は、外周面から突出するエンボス部を有し、一定の周速度で回転するエンボスロールとそれに離間対向して配置されたアンビルロールとから構成されている請求項2又は3に記載の製造方法。
【請求項5】
前記エンボスロールが所定温度に加熱されている請求項4に記載の製造方法。
【請求項6】
前記ギアロールが所定温度に加熱されている請求項3〜5のいずれかに記載の製造方法。
【請求項7】
前記連続繊維シートから得られた前記繊維シートに液体を含浸させる液体含浸工程をさらに含み、前記液体の含浸率が約200〜400%である前記請求項1〜6のいずれかに記載の製造方法。
【請求項8】
前記ギアロールの前記歯の歯先とそれによって屈曲された前記連続繊維シートとのなす角度が約50〜80度であって、前記駆動ロールが前記ギアロールの周速度に対して約1.01〜1.4倍の周速度で回転しており、前記連続繊維シートの厚さが約0.5〜0.7mmである請求項3〜7のいずれかに記載の製造方法。
【請求項9】
非エラストマー繊維から形成された繊維シートであって、
第1方向とそれに直交する第2方向と、拭き取り面とその反対側の固定面とを有し、前記第1方向において交互に位置し、それぞれ前記第2方向へ延びる凸部と凹部と、格子状のエンボス加工ラインと前記エンボス加工ラインに囲まれた非エンボス加工域とを含む前記繊維シート。
【請求項1】
非エラストマー繊維から形成された繊維シートの製造方法であって、
前記繊維シートの材料である連続繊維シートの搬送速度を調整する送り出し駆動工程と、
前記連続繊維シートをその移動方向と交差する方向へ延びる複数の歯の噛み合わせ部分に供給し、前記移動方向において連続する凹凸状の襞を形成するための襞形成工程とを含み、
前記送り出し駆動工程における送り出し速度が前記襞形成工程における送り出し速度よりも高速であって、
前記連続繊維シートを前記移動方向に実質的に伸長されていない状態で前記襞形成工程に供給し、
前記非エラストマー繊維が機械的に破断されることなく、前記連続繊維シートに前記襞を形成し、前記連続繊維シートを所定寸法に切断することを特徴とする前記製造方法。
【請求項2】
前記連続繊維シートに少なくとも前記襞による凹凸形状と交差して延びるエンボス加工ラインを付与するためのエンボス加工工程をさらに含む請求項1に記載の製造方法。
【請求項3】
前記送り出し駆動工程は、一定の周速度で回転する駆動ロールを有し、前記襞形成工程は、一定の周速度で回転する、外周面において前記交差する方向へ延び、かつ、互いに噛み合う複数の歯を有する一対のギアロールから構成されている請求項1又は2に記載の製造方法。
【請求項4】
前記エンボス加工工程は、外周面から突出するエンボス部を有し、一定の周速度で回転するエンボスロールとそれに離間対向して配置されたアンビルロールとから構成されている請求項2又は3に記載の製造方法。
【請求項5】
前記エンボスロールが所定温度に加熱されている請求項4に記載の製造方法。
【請求項6】
前記ギアロールが所定温度に加熱されている請求項3〜5のいずれかに記載の製造方法。
【請求項7】
前記連続繊維シートから得られた前記繊維シートに液体を含浸させる液体含浸工程をさらに含み、前記液体の含浸率が約200〜400%である前記請求項1〜6のいずれかに記載の製造方法。
【請求項8】
前記ギアロールの前記歯の歯先とそれによって屈曲された前記連続繊維シートとのなす角度が約50〜80度であって、前記駆動ロールが前記ギアロールの周速度に対して約1.01〜1.4倍の周速度で回転しており、前記連続繊維シートの厚さが約0.5〜0.7mmである請求項3〜7のいずれかに記載の製造方法。
【請求項9】
非エラストマー繊維から形成された繊維シートであって、
第1方向とそれに直交する第2方向と、拭き取り面とその反対側の固定面とを有し、前記第1方向において交互に位置し、それぞれ前記第2方向へ延びる凸部と凹部と、格子状のエンボス加工ラインと前記エンボス加工ラインに囲まれた非エンボス加工域とを含む前記繊維シート。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−72162(P2013−72162A)
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願番号】特願2011−213527(P2011−213527)
【出願日】平成23年9月28日(2011.9.28)
【出願人】(000115108)ユニ・チャーム株式会社 (1,219)
【Fターム(参考)】
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願日】平成23年9月28日(2011.9.28)
【出願人】(000115108)ユニ・チャーム株式会社 (1,219)
【Fターム(参考)】
[ Back to top ]