
繊維シート状物加工処理用の高圧蒸気噴出ノズルと同噴出ノズルを使った繊維シート状物の加工処理方法
【課題】乾燥した高圧蒸気を均一に噴出させることにより、繊維シート物表面に打撃痕や開口痕を残さずに繊維交絡が付与できる方法を提供する。繊維シートに強度や形態安定性だけでなく柔軟性も付与でき、同時に内部付着物の除去機能もあるため、洗浄や乾燥工程の効率化が可能となる。
【解決手段】高圧蒸気噴出ノズルは、蒸気導入口と排出口を有するとともに、一方向に走行する繊維シート状物と対向する面にシート幅方向に沿った開口を有する中空筒状のノズルホルダー11と、前記開口側のノズルホルダー部分に脱着可能で且つ前記開口に対向して形成された多数のノズル孔15a"を有するノズル部材15とを備えている。ノズルホルダーの前記開口11bを含む前記ノズル部材との密接領域に凹陥部を有し、該凹陥部の幅方向中央にその長さ方向に沿って一体に配され、同凹陥部から前記開口に向けて立ち上がる1以上の中空筒部を有している。
【解決手段】高圧蒸気噴出ノズルは、蒸気導入口と排出口を有するとともに、一方向に走行する繊維シート状物と対向する面にシート幅方向に沿った開口を有する中空筒状のノズルホルダー11と、前記開口側のノズルホルダー部分に脱着可能で且つ前記開口に対向して形成された多数のノズル孔15a"を有するノズル部材15とを備えている。ノズルホルダーの前記開口11bを含む前記ノズル部材との密接領域に凹陥部を有し、該凹陥部の幅方向中央にその長さ方向に沿って一体に配され、同凹陥部から前記開口に向けて立ち上がる1以上の中空筒部を有している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、少なくとも繊維からなるウエブ状物、織物、編物、不織布など、又はこれらの積層シートを含んでなる繊維シート状物に高圧蒸気流を噴射し、同繊維シート状物に高圧蒸気を貫通させて繊維間の交絡や繊維シート状物の乾燥、洗浄、脱色、薬剤処理など各種の加工処理に適用される高圧蒸気の噴出ノズルと同噴出ノズルを使った不織布の製造を始めとする繊維シート状物の各種加工処理方法に関する。
【背景技術】
【0002】
従来から、高圧流体流を繊維ウエブに噴射して構成繊維同士を交絡させることにより交絡不織布を製造する技術は数多く知られている。それらの技術のうちで高圧流体流として高圧蒸気流を使った不織布の製造方法が、例えば国際公開第95/06769号パンフレット(特許文献1)や日本国特許第4439854号(特開2004−238785号公報、特許文献2)に開示されている。また、繊維織物や繊維編物、或いは不織布などの繊維シート状物に高圧蒸気流を噴射して洗浄や脱色、乾燥などの処理を行う技術が、例えば特許第4256749号(特開2005−76162号公報、特許文献3)によって提案されている。
【0003】
繊維ウエブに高圧蒸気流を噴射して不織布などを製造する以外に、高圧流体流を使って不織布などを製造する技術としては、高圧流体として高圧液体を使うのが一般的である。しかして、こうした高圧液体の噴出によった交絡不織布を製造する場合、多くの技術的利点を有する反面、液体使用量が多い上に液体の飛散防止設備の設置が余儀なくされることが多く、更には製造に伴う大量の液体の清浄化処理設備も必要となる。また、高圧液体が噴射された不織布は大量の水を含むため、得られる不織布の乾燥設備やそれに費やされる莫大な熱エネルギーを必要とする等、多くの技術的な課題を有している。また、液体の噴射に伴う騒音も激しいため著しく作業環境を悪化させているという問題点もある。
【0004】
これに引き換え、繊維交絡不織布の製造にあたり、高圧液体の代わりに水蒸気を使用すると、水の使用量を大幅に減少させることができると同時に、その排出処理設備も小型化でき、騒音の発生も低減化されて作業環境を大幅に改善できるばかりでなく、乾燥装置が不要となり、あるいは小型化できて省エネルギーが実現でき、しかも液体流による繊維交絡不織布に特有な不織布表面に表出する交絡部分の模様の発生を低減化させることができる。
【0005】
また、この高圧蒸気の噴射を用いると、得られる不織布は高圧液体を用いる技術とは異なる風合いや機能を有するようになることに加えて、繊維織物や繊維編物、不織布などの各種繊維シート状物に対する洗浄や乾燥、脱水などの各種の加工にも幅広く適用できるものであり、高圧液体の噴射による技術を遙かに凌駕する優れた技術であることは、蒸気特許文献2及び3によって提案された技術によっても立証済である。
【0006】
こうした高圧蒸気を用いた不織布の製造/加工技術について、上記特許文献2及び3では、工業的な生産を行う上で不可欠となる工業的装置として具備すべき設備や装置に関する一部の要件等について具体的な提案がなされている。しかしながら、その提案内容は、主として高圧蒸気の噴射による繊維シート類の概略的な処理システム、特にそのシステムに適用される蒸気噴射ノズルとその周辺装置が工業用装置として具備すべき要件に関する提案であり、この種加工に適用される蒸気噴射ノズルとして備えていなければならない具体的な構成、或いは繊維シート状物を介して前記蒸気噴射ノズルに対向して設置される吸
引装置や被加工物を搬送するためのウエブ担持移送手段については一部記述されているものの、その提案内容は観念的であり、必ずしも工業的な生産を行う上で不可欠な関連装置が包括的に具備すべき要件について充分に提案されているとは言いがたい。
【0007】
ところで、上記特許文献1に記載された不織布の製造方法によれば、繊維ウエブの構成繊維の全て又は一部に、水蒸気或いは過熱蒸気の温度よりも低い融点を有する繊維を配合した繊維ウエブに予め水を付与して、同ウエブの構成繊維を交絡させて水分を含む不織布を作成し、次いで同不織布に水蒸気或いは過熱蒸気を不織布表面に向けて噴出して、ウエブの構成繊維のうち低融点の繊維を溶融させながら溶着させて最終製品(不織布)を製造するものである。また、前記特許文献1に記載のウエブの交絡方法は高圧流体として水蒸気を用いることによってウエブ繊維を相互に交絡させるものである。一方の上記特許文献2及び3に開示された不織布の製造方法や繊維シート状物の加工方法によれば、従来の高圧噴射水に代えて繊維ウエブに直接水蒸気を噴射しているものの、水蒸気は勿論のこと、たとえ飽和温度を超える過熱蒸気であっても、ノズル自体を介しての放熱や、噴出孔出口における断熱膨張による温度低下に基づき発生する凝縮水が含まれる。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】国際公開第95/06769号パンフレット
【特許文献2】特開2004−238785号公報
【特許文献3】特開2005−76162号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかるに、上記特許文献1に開示された高温の、例えば過熱蒸気流による不織布の製造は、その蒸気流による繊維交絡が主目的ではなく、いわゆる蒸気熱をもって熱溶融性材料からなる繊維ウエブの構成繊維を溶融させることを主な目的としている。通常、高圧水流の噴射により製造される交絡不織布には、例えば上記特許文献2及び3にも記載されているように、繊維ウエブ面に噴射流体による打撃痕や開孔痕が残る。
【0010】
さらに前記特許文献1の不織布の製造方法では、繊維ウエブに対して蒸気を噴射する前工程として、高圧の噴射水流による繊維交絡を行っている。従って、この噴射水流により繊維交絡がなされた繊維シート状物にも、当然に上記打撃痕や開孔痕が残っており、そこに噴射される高温蒸気は繊維シート状物全面にわたってその厚さ方向に貫通するものではなく、主に前記打撃痕や開孔痕を通過するものと考えられる。勿論、このとき前記打撃痕や開孔痕が形成されていない他のウエブ表面に存在する低融点の繊維も同時に溶融する。このことは、同文献1の図4〜図5に、前記打撃痕や開孔痕が形成されていない領域においても繊維同士が融着している部分が存在することからも伺い知ることができる。その結果、同図に示された不織布も柔軟性では従来のポイント接着による不織布と変わるところがなく、特にその表面は多くの溶着材料による硬化部分が存在することになる。
【0011】
一方、上記特許文献2及び3の内容について見ると、そこには特許文献1と同様、高温高圧の蒸気を使う点が記載されてはいるが、その噴射時の蒸気中に含まれる水分の発生機構や、水分を含むことによる繊維シート状物に対する各種加工時に受ける具体的な影響について格別な分析及び検討がなされていない。
【0012】
本発明は、こうした課題を解決すべくなされたものであり、その目的は構造が簡単で、しかも高圧蒸気を均一に且つ連続して噴出させることができ、繊維シート状物の構成繊維の一部もしくは殆どを確実に交絡させて所要の強度が得られるとともに、得られる不織布の表面の柔軟性が確保でき且つその内部形態の改善をも図ることを可能にする高圧蒸気噴
出ノズルと、同ノズルを使って高圧蒸気を噴射させることにより繊維ウエブの構成繊維を確実に交絡させる効率的な不織布の製造方法、更には染色などの仕上げ加工が施された不織布や織編物などの繊維シート状物の洗浄、乾燥などの各種加工が省力化の下で効率的に行うことを可能にする、前記噴出ノズルを使った高圧蒸気による高品質の繊維シートの連続加工方法を提供することにある。
【課題を解決するための手段及び作用効果】
【0013】
かかる目的を達成すべく、本発明者等は、特に上記特許文献2及び3に開示された繊維シート状物の上記加工/製造装置とその加工/製造方法の利点を踏まえて更に検討を加えた結果、前述のような装置を用いて更に工業的に安定した良好な生産状態を維持するためには、これらの特許文献2及び3に記載された様々な要件の他にも数多くの要件が存在することを知った。また同時に、その他の要件の中でも特に高圧蒸気の噴射ノズルを構成する各部材における放熱や断熱膨張等の影響が大きいことを知り、その影響を排除するには徹底した蒸気温度の均一化が重要であるとの結論に達した。
【0014】
すなわち、この種の蒸気噴出ノズルにあっては、その高圧高温の蒸気通過部において放熱や断熱膨張などの原因で発生する凝縮水を含む蒸気(凝縮蒸気)の発生を極力防止し、凝縮蒸気が止むなく発生した場合にも速やかに除去することが極めて重要であることを見出した。噴出蒸気そのものや噴射ノズルの各構成部に局部的に凝縮蒸気が発生し偏在する場合は、繊維シート状物上では噴射蒸気の通過性が阻害され、結果的に更なる低温部が発生し、また繊維シート状物における蒸気の通過性の差異に起因して交絡度等の加工度に斑が発生する。また、水に対して特に感応性を有するポリマー等を含む繊維素材が使われる場合、処理の異常部が発生する原因となる。
【0015】
こうした検討に基づき、この種の蒸気処理にあたっては、水分が繊維シート状物の外観や物性等、製品品質の均一性に甚大な悪影響を及ぼすことがより明確となったとの認識を得た結果、以下の構成を備える本発明に到達したものである。
【0016】
本発明に係る上記高圧蒸気噴出ノズルの基本構成は、少なくとも一端に加圧蒸気供給源に接続される蒸気導入口を有し、一方向に走行する処理対象である繊維シート状物と対向する面に長さ方向に延びる開口を有する中空筒状のノズルホルダーと、前記開口との対向面に少なくとも一部が脱着可能で且つ多数の蒸気噴出ノズル孔に通じる高圧蒸気流路を有するノズル部材とを備えた加圧蒸気噴出ノズルであって、前記ノズルホルダーの前記開口を含む前記ノズル部材との密接領域に凹陥部を有し、該凹陥部の幅方向中央にその長さ方向に沿って一体に配され、同凹陥部の底面から前記開口に向けて立ち上がる1以上の中空筒部と、前記中空筒部の中空部と連通し、前記凹陥部の底部を貫通する貫通孔とを有していることを特徴としている。
【0017】
ここで、ノズルホルダーの前記開口は、スリット状が一般的であるが、その他の形状、例えば多数の小孔を一列以上直線的に並べた形状や千鳥状に配した形状などがある。
本発明は、ノズルホルダー内に生じる凝縮液と蒸気とを前記凹陥部と同凹陥部の底面から立ち上がる前記中空筒部との間で凝縮蒸気中の蒸気と凝縮液や微細な異物などを含むのドレンとを分離して、蒸気だけを前記中空筒部の中空部へと導き、前記ドレンを前記ノズルホルダーの底部近傍に形成された凹陥部に集液する。ここで、前記凹陥部が集液部となり、そこに集められるドレンはノズルと接続された系外のドレン排出路へと流れる。このドレン排出路にドレントラップを配しておけば適時系外へと排出できる。好ましくは、前記集液路は蒸気排出口側に向けて下傾斜させておく。この傾斜により、ドレンは積極的に排出させることなく、自然とドレン排出路へと排出される。
【0018】
本発明の第2の基本構成は、上記構成を備えた高圧蒸気噴出ノズルを使って、繊維シー
ト状物の表面に向けて高圧蒸気を噴射する、繊維シート状物の加工処理方法にある。
この処理方法によって処理される繊維シート状物は、ウエブ状物、繊維織編物、不織布又はこれらの積層体であり、その処理の主な種類には、例えば不織布の製造方法が含まれることは勿論であるが、従来では想像し得ない不織布をも含む各種繊維織編物の洗浄、乾燥、染色などの多様な加工処理方法を含んでいる。また、前記繊維シート状物が、特に熱収縮差を有するコンジュゲート繊維を含む場合には、高温下に晒されるコンジュゲート繊維は螺旋状に収縮し、同じコンジュゲート繊維同士及び周辺の他の繊維と交絡し、接着や融着させたり、或いは機械的な交絡手段を用いて積極的に交絡させなくても、周辺の繊維との交絡が進行し、しかも処理を終えた製品は他の処理により製造された不織布と比較して形態が安定しており、同時にふんわり感の大きな不織布が得られる。
【0019】
上述のごとき冷却による影響以外に、ノズルホルダー内の蒸気の移動速度が一定以上の速度を有する場合には、運動エネルギーや摩擦損失との関連でノズルホルダー内部において温度低下や圧力低下の影響を受けて蒸気温度の分布が均等でなくなったり、凝縮液を含む蒸気の発生原因となることが明らかとなった。種々検討の結果、このような現象を避けるためにはホルダー内を移動する蒸気流量に対してホルダー長さを与えたときに供給蒸気圧力に対する圧力低下を許容限度内に抑えるための条件式を見出した。
【0020】
ここで、この種の高圧蒸気噴出ノズルにあっては、上記特許文献2及び3と同様に、ノズルホルダーの一端に蒸気導入口を、他端に蒸気排出口を配することもできる。高圧蒸気噴出ノズルから、常に蒸気を噴出させておくことはできない。例えば、定期点検時や機械の停止時には蒸気の供給も停止させざるを得ない。この停止時には、当然にノズル内の温度も急激に低下する。蒸気の噴出を再開させて繊維シート状物の各種加工を開始するには、蒸気噴出ノズルの内部を所定の温度まで昇温させておく必要がある。この昇温時に、従来の噴出ノズルのごとく蒸気導入口以外を密閉状態に構成する場合には、ノズルホルダー内に導入される蒸気量はノズル孔から噴出する量に止まり、熱量の交換量が少なくノズル自体を昇温させるために長時間を要することになる。
【0021】
上述のごとくノズルホルダーの他端に蒸気排出口を設けておけば、同蒸気排出口に接続された蒸気排出管に、例えば後述するように開閉バルブなどを取り付けて蒸気排出口を開閉可能にする。いま、繊維シート状物の加工を再開する前に、ノズルホルダーに高温高圧の蒸気を導入する。このとき、前記開閉バルブを開けて蒸気排出口を開口させておき、蒸気導入口から導入される蒸気を蒸気排出口を通して連続して外部へと排出できるようにしておく。ノズルホルダーの温度を測定し、その温度が所要の高温に達すると、前記蒸気排出口を閉鎖する。この閉鎖と同時に蒸気導入口における蒸気圧を測定し、その蒸気圧が所定の圧力に達したとき繊維シート状物の加工装置を始動させる。このときの始動までに要する時間は、ノズルホルダー内を通過する新たな高温蒸気によりノズルホルダーが速やかに昇温されるため、従来のごとく蒸気排出口が存在しない場合と較べると大幅に短縮されるようになる。
【0022】
本発明にあっても、中空筒状のノズルホルダーの形状としては、上記特許文献2及び3に開示されたノズルホルダーの形状と同様、円筒状や矩形状のノズルホルダーであることが好ましく、特に円筒状のノズルホルダーが高圧蒸気の均一な流れを得やすいことや製作の容易性などの点から好ましい。また、実際の作業時には、かかるノズルホルダーの内部にノズルホルダーと相似断面をもつ高メッシュの筒状フイルターや、例えばパンチングにより多数の小孔が形成された多孔性円筒体を同一軸線上に配することが望ましい。だが、必ずしもこれらに限定されない。前記多孔性円筒体はノズルホルダーと同種の金属材料から構成されている。
【0023】
このように、ノズルホルダーの内部に高メッシュの円筒状フィルターを同一軸線上に配
すると、ノズルホルダーの一端に設けられた蒸気導入口から導入される高温高圧の蒸気は円筒状フィルターの内部へと導入され、同フィルターを通過してノズルホルダーの開口に対向して配されるノズル部材のノズル孔に達し、同ノズル孔から外部へと噴出する。ここで前記円筒状フィルターに代えて、金属製の多孔性円筒体を配する場合には、フィルター機能は期待できないものの、ノズルホルダーの内壁面における長手方向の圧力分布は円筒状フィルターよりも均一化される。円筒状フィルターを配する場合には、更に蒸気導入時に含まれる微細な異物が蒸気中から除去されるため、ノズルホルダーの長手方向に沿って形成されたノズル部材の多数のノズル孔を閉塞させることがなく、同ノズル孔から均等な噴出圧をもって高圧蒸気が安定して噴出されるようになる。
【0024】
なお、本発明に係る高圧蒸気噴出ノズルは、被加工物である繊維シート状物の一面に向けて配されるものの、そのノズル孔を繊維シート状物の上方近接位置に配する場合と、ノズル孔を繊維シート状物の下方近接位置に配する場合とがある。前者の場合、ノズルホルダーの上記開口は底部に形成され、後者の場合、ノズルホルダーの上記開口は天井側に形成される。しかして、凝縮液類は常に下方に向けて流動する。そこで、気液分離機構の一部構成をなす集液路は、いずれにしてもノズルホルダーの底部近傍に形成される。
【0025】
一方、上述のとおり、所定のホルダー長さをもつノズルホルダー内を所望の蒸気流量となるように圧力蒸気を供給するとき、その供給蒸気圧力に対するノズルホルダー内における圧力低下を許容限度内に抑えるには、ノズルホルダーの口径Dを適正な値とする必要がある。この口径Dを求める式(1) は、以下のようにして得ることができる。
【0026】
すなわち、
dpx=βwx2dx/(vD)・・・(2) (実用蒸気輸送/日本熱エネルギー技術協会)
ここで、
dp:圧力損失(MPa)
D :ホルダー直径(m)
v :蒸気の比容積(m3/kg)
wx:位置xにおける蒸気流速(m/s)
β=1.07×10-8
である。
【0027】
上式(2)において、ホルダー断面積をA(m2)とすると、下式(3)、(4)が成立する。
wx=vQx/(A)・・・(3)
dpx =β(vQx/A)2dx/vD=(βv/A2D)Qx2dx・・・(4)
これを積分すると下式(5) が得られる。
ΔP=(βv/A2D)∫Qt2(1-x/L)2 dx=βvQt2l/(DA2)・・・(5)
式(4)にA=πD2/4を代入して下式(6)を得る。
△P=16βvQt2L/(π2D5)・・・(6)
ここで、K=16βv/π2に置き換えると、
△P =KQt2L/D5・・・(7)
式(7)が得られる。
【0028】
ここで、繊維シート状物の加工上許容可能な圧力偏差率をσとしたとき、供給蒸気圧力をP (MPa)とすると、下式(8)が成立する。
σ≧△P/(P+0.1)・・・(8)
これに上式(7) を代入して、次の式(1) が得られる。
σ≧KQt2L/ [D5(P+0.1)]→D≧{KQt2L/ [σ(P+0.1)]}0.2・・・(1)
この式(1)から、例えばホルダー全体からの蒸気の噴出量をQt(kg/s) 、ホルダー長さをL(m)、圧力偏差率をσと設定すると、ホルダーの口径Dの最小寸法を求めることができる
。
【0029】
次に、本発明に係る高圧蒸気噴出ノズルの構成部材の一つである、上記ノズル部材の代表的な態様について説明する。このノズル部材は、多数のノズル孔を有するノズルプレートと、同ノズルプレートを支持するプレート支持部材と、前記ノズルプレートと前記プレート支持部材との間に介装される第1気液分離手段の一構成部材をなす、ドレンセパレートプレートとから構成することができる。前記ノズルプレートに形成されるノズル孔は、ノズルプレートの長手方向に単列に形成してもよいが、例えばノズルプレートの幅方向に複数列に形成することもできる。この場合複数列のノズル孔を千鳥状に配すると、噴出蒸気が繊維シート状物の幅方向に満遍なく作用するため好ましい。
【0030】
前記ノズル孔は蒸気の噴出方向に同一内径からなる単純な円形孔であってもよいが、所要の深さで円形孔部を形成し、その円形孔部の下端面に連続する内径が下方に向けて狭くなる逆円錐台部を形成するとよい。その他に、例えば上記特許文献2に挙げているような様々の形態を採用できるが、円筒状の各筒孔下端に連通する逆円錐台孔に形成すると、ノズル孔から噴出する蒸気流がある点に集束させることができるようになり、例えば繊維ウエブに対する噴出力が増して、同ウエブの表裏を貫通しやすくなる。前記集束点はノズル孔の径と蒸気圧とから決まる。
【0031】
ノズルプレートを支持する前記プレート支持部材は、上記ノズルホルダーの上記開口の形成領域に対向して、同開口を閉塞するようボルト等により脱着可能に取り付けられる角柱状のブロック体から構成される。このプレート支持部材には、その幅方向中央部に前記ノズルホルダーの開口と上記ノズルプレートのノズル孔とを連通させる連通路が形成されている。この連通路は、本発明における高圧蒸気噴出通路の一部に該当する。この連通路は、好適には前記開口に沿って長さ方向に延びる多数の円形孔からなる孔部と、全ての円形孔間を連結して前記孔部からノズルプレート側に連続するスリット部とを含んでいる。前記孔部に形成される円形孔は、ノズルホルダーの前記開口の長さ方向に沿って一列に並んで形成されてもよいし、或いは開口の長さ方向に沿って千鳥状に配してもよい。
【0032】
一方、本発明にあっては、上記ノズルプレートと前記プレート支持部材との間にドレンセパレートプレートを介装するとよい。このドレンセパレートプレートは、ノズルプレート及びプレート支持部材の幅寸法と同じ寸法の幅をもつプレート材から構成されており、ノズルプレートとプレート支持部材との間に挟まれて、シール部材を介して両者にボルト等により気密に固設される。このドレンセパレートプレートにも、前記プレート支持部材のスリット部とノズルプレートの多数のノズル孔とにそれぞれ連通する高圧蒸気噴出通路が形成されている。
【0033】
前記ドレンセパレートプレートは、ドレンセパレートプレート本体の他に、ディスクプレートを含む場合がある。このディスクプレートは、前記プレート支持部材のスリット部の幅及び長さより僅かに狭い幅と短い長さをもつ前記スリット部と相似するプレート材からなり、前記スリット部内において、前記ドレンセパレートプレート本体の後述する円筒状貫通孔を構成する中空筒体と所定の間隔をおいて相対して配され、前記ドレンセパレートプレート本体に固定支持される。このようにドレンセパレートプレート本体に固定支持されたディスクプレートは、ノズルホルダーから送り込まれる高圧蒸気を受けて分散させ、同蒸気の圧力分布を均一化するとともに、蒸気と凝縮液とを分離させたのち、同高圧蒸気をドレンセパレートプレート本体へと送り込む。
【0034】
上記ノズルプレートとプレート支持部材との間に配されるドレンセパレートプレート本体も中空部がプレート本体を貫通する多数の中空筒体を有している。その中空筒体をプレート支持部材の前記スリット部に対面するようにドレンセパレートプレートの長手方向に
沿って単列に配することができる。これを具体的に述べると、平板状のドレンセパレートプレート本体の幅中央部に、上記プレート支持部材の上記スリット部の開口よりも一回り大きく且つドレンセパレートプレート本体の厚さの1/2の深さをもつ凹溝部を前記スリット部に沿って形成してあり、その凹溝部の底部中央には、その長さ方向に単列に並んで前記凹溝部の半分の高さをもつ多数の中空筒体が一体に突設されている。
【0035】
好ましくは、前記プレート支持部材の上記スリット部に、その開口周縁に沿って連続する突壁部を前記ドレンセパレートプレートの前記凹溝部に向けて突設する。この突壁部は前記凹陥部の溝底に達しない高さをもち、その外周形状は前記スリット部の内周面形状に一致させている。従って、前記プレート支持部材に前記ドレンセパレートプレートを組み付けるときは、ドレンセパレートプレート本体の前記凹溝部の内面にプレート支持部材の突壁部を密嵌させる。この突壁部の密嵌時、同突壁部と前記ドレンセパレートプレート本体の前記中空筒体との間には空間が形成され、この空間に凝縮液を含む高圧蒸気(凝縮蒸気)が充満する。この凝縮蒸気中の凝縮液はドレンとなって前記中空筒体の周辺の上記凹溝部内に溜まる一方、蒸気は前記中空筒体の中空部を通って下方に配されたノズルプレートのノズル孔から外部へと噴出する。前記凹溝部に溜まったドレンは、凹溝部のドレン排出口に設けた開閉バルブを開いて系外へと排出する。この多数の中空筒体を囲む凹溝部がドレンの集液部を構成し、前記中空筒体が堰部となる。
【0036】
かかる構成を備えた本発明の高圧蒸気噴出ノズルは、次のような本発明の繊維シート状物の加工処理方法に好適に適用される。
すなわち、繊維シート状物の加工処理方法に係る発明の基本構成は、上記高圧蒸気噴出ノズルを使って、繊維シート状物の表面に向けて高圧蒸気を噴射する、繊維シート状物の加工処理方法にある。
【0037】
ところで、本発明でいう繊維シート状物は、少なくともウエブ状物、織物、編物、不織布、又はこれらの積層シートを含んでおり、蒸気が貫通する構造を有するものであればよく、例えばパーフォレートフィルムと織物の積層したものも繊維シート状物である。本発明の繊維シート状物を構成する繊維は、有機繊維(羊毛、麻、絹等の天然繊維、及びポリエステル繊維、アクリル繊維、ポリアミド繊維等の合成繊維、並びにアセテート繊維などのような半合成繊維、レーヨンに代表される再生繊維など)、無機繊維(ガラス繊維、鉱物繊維、金属繊維など)の単独、又は有機繊維同士又は無機繊維同士若しくは有機繊維と無機繊維をそれらの併用したものである。
【0038】
本発明による高圧蒸気噴出処理方法によれば、例えば繊維シート状物の洗浄処理、脱色処理、液体処理後の繊維シート状物の脱液処理、繊維シート状物の風合改良処理、繊維シート状物に対する各種の薬剤処理を行うことが可能となる。これらの例示のうち繊維シート状物の風合改良処理、或いは通常の熱セットなどに蒸熱処理を行うことはあるが、その他の処理については、一般に流体処理が採用され、しかも前記蒸熱処理にしても繊維シート状物を高温蒸気の雰囲気中におき、或いは同雰囲気中を単に通して処理している。
【0039】
本発明による繊維シート状物の処理方法は、既述したとおり繊維シート状物に向けて加圧蒸気噴出ノズルから加圧蒸気を噴出して同繊維シート状物を貫通させることにより、上述のような多様な処理を行おうとするものである。従って、本発明の加圧蒸気噴出ノズルから噴出される加熱蒸気処理方法は従来の液体による処理方法とは本質的に異なる処理方法であり、また従来の蒸熱処理とも、蒸気を使う点では一致するものの、その構成は勿論のこと、機能と効果の点では全く異なる。
【0040】
本発明による繊維シート状物の洗浄処理は、従来のような余剰の染料などを洗浄液や水による除去と同様の除去ができるが、更には繊維シート状物又はその構成繊維に付着する
糊剤、油剤、各種樹脂などの付着物をも確実に除去することが可能となる。これは、繊維シート状物を構成する繊維や糸条に付着する糊剤、油剤、各種樹脂など、付着物の材質に影響されることなく、加圧蒸気が繊維シート状物を貫通するとき、それらの付着物を同蒸気により瞬間的に繊維シート状物の外へと随伴させることによる。例えば、金属繊維からなる織物又は編物は、スパンボンド不織布やメルトブロー不織布の製造工程における繊維ウエブの移送手段として用いられているが、前記織物又は編物からなる繊維シート状物上で溶融状態にある繊維状に形成されたポリマーが冷却する際、繊維シート状物にこびり付いた付着物を洗浄する場合にも用いることが可能である。
【0041】
本発明では液体処理ではなく蒸気(気体)処理であるがため、繊維シート状物を構成する繊維や糸条に水分を付着させることなしに各種の処理を行うことができる。そのため、後述するように洗浄後の繊維シート状物を改めて加熱乾燥工程や溶剤などの除去工程を通過させる必要がない。これは設備費やエネルギーコストの大幅な削減につながる。ただし、本発明の処理方法にあって、前記繊維シート状物に、熱収縮差を有するコンジュゲート繊維を含むとき、例えば不織布の製造であれば、ソフトな風合いを損なわずに繊維間の交絡度が増して形態安定性に優れた、多分野に応用可能な不織布が得られる。
【0042】
また上記脱色処理は、例えば従来の脱色剤を使った脱色に代えて、本発明の蒸気処理方法により、簡単に製品になる以前の原反のとき、その染色の一部を簡単に脱色することができ、或いは繊維シート状物の移送速度と繊維シート状物と移送手段との間の幅方向の振動とを適当に組み合わせて制御すれば、モアレ調の模様を作成することができ、しかも原反までも傷めるようなことがない。
【0043】
更に、上記液体処理後、例えば洗浄後の繊維シート状物に対する脱液(乾燥)処理についても上記洗浄処理と同様に、繊維シート状物には全工程における大量の処理液体が含浸あるいは付着している。つまり、通常の乾燥工程のごとく繊維シート状物から液分を効率的に除去できるため、従来の全ての乾燥工程に代えて本発明方法を適用すればよい。この場合、大型の乾燥チャンバー、多数の加熱ランプ、加熱ドラムや加熱ロール、これらの加熱ランプ、加熱ドラム又は加熱ロールに接続される電気エネルギーや流体エネルギーの供給設備、排気設備などが不要となり、使用エネルギー量も、従来と比較して大幅に低減される。また、上記繊維シート状物の風合改良処理も、例えば従来の羊毛織物や編物に対する洗絨法や蒸絨法などと比較すると、工程数が少なくなり、しかも短時間で目が詰まった表面がソフト感に富んだ羊毛製の繊維シート状物を連続して効率よく処理することができる。また本発明にあって、蒸気ノズルホルダーの蒸気導入路に更に薬剤注入路を合流させて繊維シート状物に加圧蒸気とともに薬剤を噴出すれば、他の処理と同時に薬剤処理を行うこともできる。
【0044】
そして、これらの多様な加工処理法は、繊維シート状物の移送速度、加圧蒸気の温度と蒸気圧、繊維シート状物と前記ノズルの噴出開口端との間隙などの処理条件を好適に組み合わすことにより実施が可能となる。更に、それらの値の決定は、繊維シート状物の種類(織物、編物、不織布など)及び構造(織又は編組織、織又は編密度、不織布の繊維密度)、繊維シート状物の構成繊維や糸条の材質、繊維シート状物の厚さなどの各種条件に基づいてなされるため、一律に決めることはできない。
【0045】
上記ノズル孔から噴出する蒸気には、次の理由から殆ど凝縮液が含まれていない。
すなわち、上記開閉バルブが閉じられたのちにノズルホルダー内に導入された高圧蒸気は、ノズルホルダーの内面を通過する際に放熱することが避けられないが、その放熱により発生する凝縮液や微細な異物などからなるドレンを伴って、気液分離機能をもつ中空筒体の中空部を経てノズルホルダーのスリット部をノズル孔に向けて通過しようとするが、このとき凝縮液は前記中空筒体の外周面及び凹陥部の内面に沿って凹陥部の底部へと流下
する。流下した凝縮液は凹陥部に溜まる一方で、高圧蒸気は同じく堰機能を有する中空筒体の中空部及び貫通孔を通って上記セパレータプレートに達する。このセパレータプレートでも凹陥部及び中空筒体によって再び蒸気とドレンとに分離され、ドレンは凹陥部に集まり、蒸気は中空筒体の中空部及び貫通孔を通ってノズル部材に形成されたノズル孔に向かう。
【0046】
凹陥部及びドレン流路に集められたドレンはドレントラップ等を通してノズルホルダー及びノズル部材から系外へと排出される。このようにして、ノズルホルダーの内部にて発生するドレンとノズル部材の内部に発生するドレンとが、それぞれの気液分離機構を経て蒸気と分離されることによって、ノズル孔から噴出する蒸気には殆ど凝縮蒸気が存在しなくなる。その結果、繊維シート状物に対する噴射蒸気の通過性が向上して局部的な低温部の発生がなくなり、また蒸気の通過性の差異に起因する交絡度等の処理度に斑が発生することもなく、特に水に対して感応性を有するポリマー等を含む繊維素材を使っても、処理異常部の発生がなくなる等、処理物の外観や物性等の製品品質の均一性が確保されるようになる。
【0047】
前記高圧蒸気噴出ノズルの上記ノズルホルダーは、通常、断熱材などで被包されており、内部を通る高圧蒸気の温度低下を防止しているが、更に高圧蒸気噴出ノズルの全体を積極的に加熱することもできる。その具体的な手法としては、シリコン系オイルなどの熱媒体による加熱、誘導加熱などの電気ヒーターによる加熱方法があり、その他に例えば高圧蒸気噴出ノズルの全体を高圧蒸気噴出側を開口させたボックス内に収容し、同ボックス内に高温に加熱された熱風を導入する。このように高圧蒸気噴出ノズルの全体を、熱風によって例えば使用する蒸気の飽和蒸気温度以上の温度に昇温しておけば、内部の高圧蒸気の温度低下が効果的に防げるようになる。
【0048】
ところで、通常は前記高圧蒸気噴出ノズルを走行する繊維ウエブの上方に配して、繊維ウエブの上面に向けて高圧蒸気噴出流を付与するが、前記高圧蒸気噴出ノズルを走行する繊維ウエブの下方に配して高圧蒸気の噴出流を繊維ウエブの下面から上方に向けて付与することもできる。このように高圧蒸気の噴出流を繊維ウエブの下方から上方に向けて噴出させるときは、ノズルホルダーの上面側に配されたノズル孔にドレンが溜まりにくくなり、また噴出蒸気にもドレンの含有量が少なくなり、圧力分布の均一化と相まって安定した処理が実現できる。
【0049】
通常、上記高圧蒸気噴出ノズルは所定の位置に固設され不動状態におかれており、上記繊維ウエブ押圧移送手段及び繊維ウエブ担持移送手段も繊維ウエブを一方向に移送するように一方向に移動しているに過ぎないが、本発明にあっては前記高圧蒸気噴出ノズルを繊維ウエブの移送路の横断方向に短い行程で往復動させ、或いは同高圧蒸気噴出ノズルを固定しておき、前記繊維ウエブ押圧移送手段及び繊維ウエブ担持移送手段を繊維ウエブ移送路の横断方向に同じく短い行程をもって往復動させることが好ましい。このように、高圧蒸気噴出ノズル又は繊維ウエブ押圧移送手段及び繊維ウエブ担持移送手段の、いずれかを往復動させる場合には、繊維ウエブの幅方向に均一に高圧蒸気が噴出付与され、製造される不織布の表面にノズル孔から噴出される蒸気によるモアレ状のパターンがつかず、均整な表面形態をもつ不織布が得られる。この往復動の行程幅はノズル間ピッチより多少でも長ければよく、具体的には±5mm程度であり、その往復速度は30〜300回/分である。
【0050】
本発明の繊維シート状物の処理方法にあっても、繊維ウエブの移送方向にあって、前記高圧蒸気噴出ノズルよりも上流側に蒸気噴出ノズルによるウエブ内の繊維相互の交絡を容易化するための前処理手段を配しておくことが望ましい。このように蒸気の噴出により繊維を交絡させる前段で、繊維ウエブを構成する繊維相互の距離を短くするような前処理手
段を行うことにより高圧蒸気の噴射によっても繊維ウエブ内の繊維相互の交絡を斑なく効率的に行うことができる。その前処理手段としては、繊維ウエブに湿り気を与える程度の水分付与がある。このように高圧蒸気噴出ノズルによる処理を開始する以前に、繊維ウエブ表面に、例えば予め水分を噴霧しておくと、繊維ウエブ表面の毛羽立ちや繊維の飛散が防がれ、繊維ウエブの形態安定性が向上する。
【図面の簡単な説明】
【0051】
【図1】本発明に係る高圧蒸気噴出ノズルの代表的な構造例を示す縦断面図である。
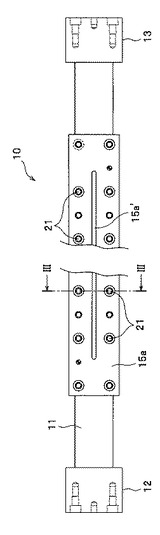
【図2】同ノズルの裏面図である。
【図3】図2におけるIII-III 線に沿った矢視断面図である。
【図4】図3に矢印で示すA部の拡大図である。
【図5】A部の拡大斜視図である。
【図6】図3に矢印で示すB部の拡大図である。
【図7】本発明におけるドレンセパレートプレート本体の縦断面図である。
【図8】同ドレンセパレートプレート本体の上面図である。
【図9】同ドレンセパレートプレート本体の横断面図である。
【図10】図7に矢印で示すC部の拡大断面図である。
【図11】本発明におけるディスクプレートの縦断面図である。
【図12】同ディスクプレートの上面図である。
【図13】本発明に係る繊維シート状物の加工工程における代表的な実施形態を概略で示す管路説明図である。
【図14】同実施形態における高圧蒸気噴出ノズルに対する蒸気管路の概略説明図である。
【図15】本発明による繊維シート状物の加工工程の第2実施形態を概略で示す構成説明図である。
【図16】本発明による繊維シート状物の加工工程の第3実施形態を概略で示す構成説明図である。
【図17】本発明による繊維シート状物の加工工程の第4実施形態を概略で示す構成説明図である。
【発明を実施するための形態】
【0052】
以下、本発明の代表的な実施形態を図面に基づいて具体的に説明する。
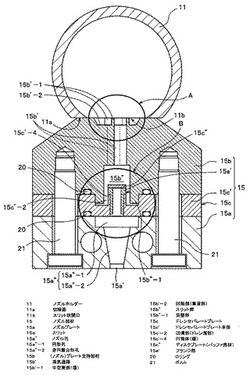
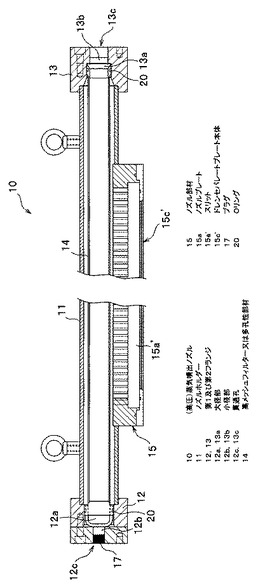
図1〜図8は、本発明に係る高圧蒸気噴出ノズルの上記実施形態を示している。この実施形態による高圧蒸気噴出ノズル10は、図1及び図2に示すように、ノズルホルダー11と、同ノズルホルダー11の両端部に溶接により固着された第1及び第2フランジ12,13と、前記ノズルホルダー11の内部に挿通されて両端部を第1及び第2フランジ12,13により支持された円筒状の高メッシュフィルター14と、前記ノズルホルダー11の下面に沿って溶接又はボルト等により固着される多数のノズル孔をもつノズル部材15とを備えている。この実施形態によれば、ノズル部材15はノズルホルダー11の下面に固設されており、高圧蒸気はノズル部材15のノズル孔の下方を走行する図示せぬ繊維シート状物の上面に上方から下方に向けて噴出するときの構造例を示している。本発明にあっては、ノズル部材15をノズルホルダー11の上面に固設して、高圧蒸気をノズル部材15のノズル孔の上方を走行する図示せぬ繊維シート状物の下面に下方から上方に向けて噴出する場合もある。
【0053】
本実施形態におけるノズル部材15は、外観的には上記特許文献1及び2に開示されたノズル部材とノズル孔の形状及び部材高さが大きくされている点を除くと、ほぼ類似する形状を有している。図3は、本発明の高圧蒸気噴出ノズル10の、図2に示すIII-III 線に沿って矢印方向に見た拡大断面図である。この図から理解できるように、ノズル部材15は多数のノズル孔15a”を有するノズルプレート15aと、同ノズルプレート15a
を支持するプレート支持部材15bと、前記ノズルプレート15aと前記プレート支持部材15bとの間に介装される第1気液分離手段の一構成部材をなす、ドレンセパレートプレート15cとから構成することができる。本実施形態によるこれらの部材は、各部材間を長さ方向に9本、幅方向に各一対の総計18本の固定用のボルト21によって締結固定される。
【0054】
前記ノズルホルダー11の蒸気導入側端部に固着された第1フランジ12は中心線に沿って大径部12a及び小径部12bとからなる貫通孔12cが形成されており、図示せぬ高圧蒸気供給源に接続された図示せぬ高圧蒸気供給管にプラグ17を介して接続される。前記ノズルホルダー11の蒸気排出側端部に固着された第2フランジ13も、その中心線に沿って大径部13a及び小径部13bとからなる貫通孔13cが形成されており、図示せぬ排気ファンに接続された図示せぬ蒸気排出管と接続される。前記高メッシュフィルター14の両端部には、前記第1及び第2フランジ12,13の各大径部12a,13aに気密に固設されるOリング20を固着している。
【0055】
ところで、ノズルホルダー11への蒸気の供給配管については、凝縮蒸気の持ち込みを防止するために、立上り配管をノズルホルダー11の蒸気導入口に接続し、あるいはその接続部の直前にドレンセパレータを設置するなど設計上の配慮が必要である。勿論、供給配管からの放熱による影響で凝縮蒸気が発生することを防止するため、配管部やバルブ等を十分に保温することが重要であり、必要に応じて配管などを外部から強制的に加熱するなどの対策を講じることが望ましい。これらの対策を講じることは重要ではあるが、ノズルホルダーの外部を積極的に加熱する必要もある。
【0056】
また、冷却による影響以外にも、ノズルホルダー11内の蒸気の移動速度が一定以上の速度を有する場合には、運動エネルギーや摩擦損失との関連でホルダー内部において温度低下や圧力低下による影響を受けて、蒸気温度の分布や凝縮蒸気の発生原因となることが明らかにされた。種々検討の結果、このような現象の発生を避けるためにはホルダー内を移動する蒸気流量に対して、所要のホルダー長さを与えたときに、供給蒸気圧力に対する圧力低下を許容限度内に抑えるためには、以下のような条件式(1)を満足する必要があることを見い出した。
D≧{KQt2L/[σ(P+0.1)]}0.2・・・(1)
ここで、ホルダーに導入される蒸気圧(ゲージ圧力)をP(MPa)、ノズルから噴出する蒸気の噴出量をQt(kg/s)、ホルダー長さをL(m)、圧力偏差率σ(-)を設定すれば、前記式(1) から、ホルダー口径Dの最小寸法を求めることができる。
【0057】
前記ノズルホルダー11の下面部には、その両端部を残して内部空間に達するまでを平面的に切除して切除面11aを形成しており、その結果、ノズルホルダー11の下面中央には長手方向に延びるスリット状開口11bが形成される。前記切除面11aは、図1〜図6に示すように、上記ノズル部材15の厚板状のノズルプレート15a、角柱状のプレート支持部材15b及び薄板状のドレンセパレートプレート15cを積層した状態で固定される。その積層は、最下位にノズルプレート15aが配され、最上位にプレート支持部材15bが配され、中間にドレンセパレートプレート15cを配している。これら3層の長さと幅とは同一である。ノズルプレート15aの下面中央部にはその長手方向の両端部を除いて長手方向に連続的に延びるスリット15a’が形成されている。また、その上部中央には、前記スリット15a’に通じる多数のノズル孔15a”が長手方向に一列に配されている。
【0058】
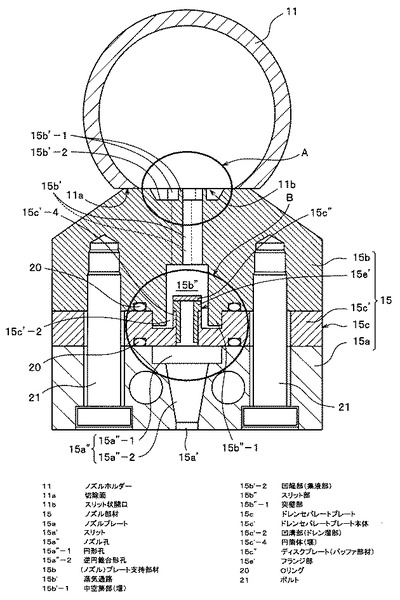
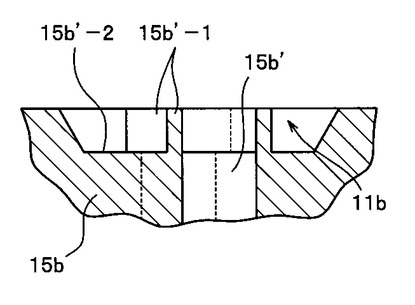
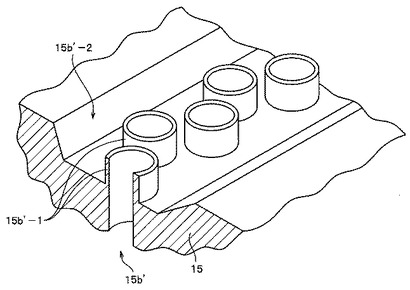
一方、上記プレート支持部材15bの上半部には、図3、図4及び図5に拡大して示すように、上記ノズルホルダー11の上記スリット状開口11bに臨む千鳥状に配された多数の円孔からなる蒸気通路15b’が形成されている。またプレート支持部材15bの下
半部には、図3及び図6に拡大して示すように、千鳥状に並んだ前記蒸気通路15b’の幅方向外側端縁間の幅をもち、且つ前記蒸気通路15b’の形成断面を網羅するスリット部15b”が前記蒸気通路15b’の下端に連通して形成されている。
【0059】
更に図示例によれば、図4及び図5に拡大して示すように、前記プレート支持部材15bにおける各蒸気通路15b’の上半部に中空筒部15b’−1が形成されており、その周辺をも含めた長さ方向の蒸気通路15b’の形成領域に舟形状の凹陥部15b’−2が形成されている。前記中空筒部15b’−1及び舟形状の凹陥部15b’−2が、本発明における特徴部を構成し、前記中空筒部15b’−1が堰としての機能を発揮し、前記凹陥部15b’−2がドレンを集める集液部となる。
【0060】
このように、図示例では、中空筒部15b’−1及び舟形状の凹陥部15b’−2をプレート支持部材15bの上記ノズルホルダー11の切除面11aとの密接面に設けているが、ノズルホルダー11の切除面11aに直接設けることもできる。この場合、加工は難しいが、前記切除面11aの上記スリット状開口11bを囲むように凹陥部15b’−2を形成し、その凹陥部15b’−2の底面に沿って等ピッチで前述の底面部の貫通孔と連通する中空筒部15b’−1を起立させて並べている。
【0061】
一般に、ノズルホルダーに導入される高温高圧の蒸気の熱は、ノズルホルダーを介して外部に放熱され、そのための温度低下に基づき凝縮液が発生する。この凝縮液は蒸気とともに下方の上記高圧蒸気噴出通路へと流れ込もうとする。このとき、本発明にあっても、凝縮液の大半はノズルホルダー11の内面を伝わり下方へと移動する。また蒸気中に含まれる凝縮液が上記第2気液分離手段に達するまでに、その大半が蒸気と凝縮液とに分離され、内部圧のため蒸気は上記中空筒部15b’−1の孔を介して下方のノズルプレート15aに向けて移動を続けるが、一方の凝縮液は前記中空筒部15b’−1の筒壁部によって中空部内への流れが阻止され、前記凹陥部15b’−2に集まって一時的に貯留される。この凹陥部15b’−2に集められた凝縮液は、所定の時間ごとに同凹陥部15b’−2に通じるドレン排出口に配された図示せぬ開閉バルブを開けることにより系外へと排出される。
【0062】
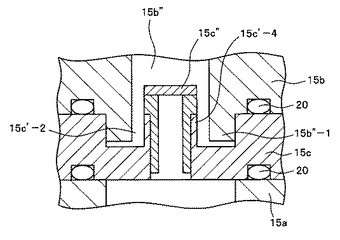
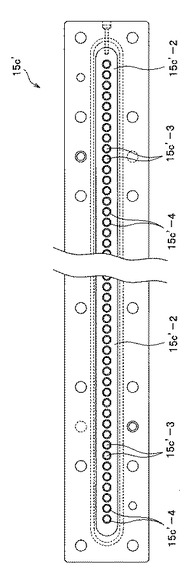
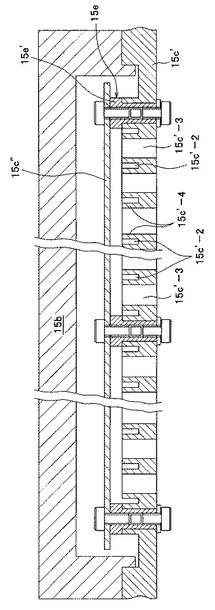
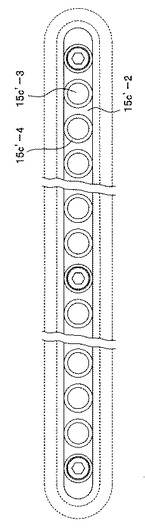
上記ドレンセパレートプレート15cは、その名称が示すとおり、蒸気と凝縮液とを分離するための部材であり、ドレンセパレートプレート本体15c’単独で構成してもよいが、本実施形態では図3、図7及び図8に示すように、ドレンセパレートプレート本体15c’とディスクプレート15c”との2部材から構成される。ここで、ディスクプレート15c”は、図5、図10及び図11に示すように、前記ドレンセパレートプレート本体15c’よりも薄肉で且つ幅狭で、ドレンセパレートプレート本体15c’よりも短尺なプレート材からなり、前記ドレンセパレートプレート本体15c’の蒸気流れ方向の上流側直近に配される。図示例によれば、図3及び図5に示すように、前記ディスクプレート15c”は上記プレート支持部材15bに形成されたスリット部15b”の空間内に配されている。凝縮蒸気がドレンセパレートプレート本体15c’に達する以前に凝縮蒸気を前記ディスクプレート15c”に当てて、蒸気中の凝縮液を蒸気から分離させるとともに、ドレンセパレートプレート本体15c’に向かう蒸気圧を分散させて、その圧力分布を均一化するバッファとしての機能を有している。
【0063】
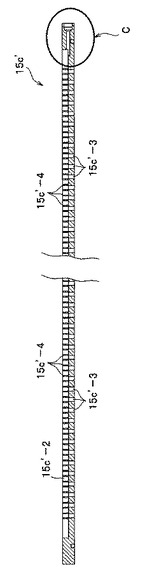
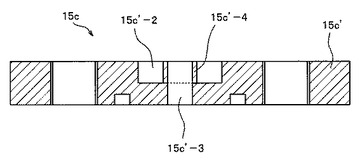
一方、上記ドレンセパレートプレート本体15c’の厚さ方向の上半部には、図4及び図9に拡大して示すように、その幅方向の中央部に上記プレート支持部材15bの上記スリット部15b”の開口よりも一回り大きく、ドレンセパレートプレート本体15c’の1/2の深さをもつ凹溝部15c’−2が前記スリット部15b”に沿って形成されている。前記凹溝部15c’−2の底部幅方向中央には長さ方向に沿って多数の貫通孔15c’−3が等ピッチに形成されている。この凹溝部15c’−2の凝縮液排出側端部の底面
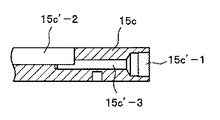
には、図10に拡大して示すように、ドレンセパレートプレート本体15c’の端面まで延びて後述するトラップ管路(C4)と接続する凝縮液排出口15c’−1が形成されている。このトラップ管路(C4)は、上記ノズルホルダー11の下端面近傍に形成された上記凹陥部15b’−2ともドレン排出路を介して接続されている。
【0064】
他方、前記凹溝部15c’−2の底面には、前記貫通孔15c’−3と連通する中空状の円筒体15c’−4が凹溝部15c’−2と一体化して直立している。この円筒体15c’−4は各貫通孔15c’−3と同じ内径をもち、また前記貫通孔15c’−3の内径よりも大きな外径をもち、貫通孔15c’−3と同等の高さをもっている。この円筒体15c’−4が堰構造を構成し、前記凹溝部15c’−2が凝縮液溜部を構成する。
【0065】
前記ディスクプレート15c”に当たって分散化された蒸気には僅かではあっても、いまだ凝縮液が含まれている可能性が高い。前記ドレンセパレートプレート本体15c’は、そうした蒸気中に残った凝縮液を凹溝部15c’−2に集めて、蒸気だけを前記中空状の円筒体15c’−4の中空部と前記貫通孔15c’−3とを通してドレンセパレートプレート本体15c’の下面に密着して配されたノズルプレート15aのノズル孔15a”へと送り込む。このとき、前記円筒体15c’−4は凝縮液が中空部へと侵入するのを阻止して、蒸気のみを中空部へと送り込み、ここで分離された凝縮液が前記凹溝部15c’−2に集められる。この凹溝部15c’−2に溜まったドレンは、図示せぬ開閉バルブが開いて凹溝部15c’−2と連通するドレン排出口を通してトラップ管路(C4)から系外に排出される。なお、本実施形態にあっては前記円筒体15c’−4は前記凹溝部15c’−2の底面に沿って等ピッチで単列に配されているが、これに限定されない。
【0066】
上記ノズルプレート15aは、その幅方向の中央に所定のピッチをもって長手方向に一列又は多列に並んで形成された多数のノズル孔15a”を有している。本実施形態によれば、前記ノズル孔15a”は一列に配されており、上部の1/5の高さ部分に単なる円形孔15a”−1が形成され、その下面に連続して前記円形孔15a”−1の径よりも小さな径をもち、その上端開口から逆円錐台形孔15a”−2に形成されている。また、この逆円錐台形孔15a”−2の下端噴出口までノズルプレート15aの長さ方向に連続して延びるスリット15a’が形成されている。かかる孔形状を採用するときは、高精度の孔加工と噴射流の良好な均一性の確保を可能にする。
【0067】
上記プレート支持部材15bは、図1及び図3に示すように、同プレート支持部材15bの上面をノズルホルダー11の上記切除面11aに密接させた状態で、溶接により固設一体化されている。前記プレート支持部材15bには、上記スリット部15b”の開口下端縁部に沿って下方へと突出する突壁部15b”−1が連続して形成されている。プレート支持部材15bの前記突壁部15b”−1が、上記ドレンセパレートプレート本体15c’に形成された上記凹溝部15c’−2の内壁面に密嵌する状態で嵌着され、プレート支持部材15bとノズルプレート本体15aとの間に挟持固定される。
【0068】
このときの固定は、図3に拡大して示すように、プレート支持部材15bとドレンセパレートプレート本体15c’との間、及びノズルプレート15aとドレンセパレートプレート本体15c’との間を、それぞれOリング20を介して共通のボルト21をもって気密に固着することにより強固に支持する。従って、ノズルプレート15a及びドレンセパレートプレート15cは前記ボルト21を外すことにより、プレート支持部材15bから容易に取り外すことができるため、洗浄や交換が簡単にできる。また、前記ドレンセパレートプレート本体15c’の前記凹溝部15c’−2に密嵌されたプレート支持部材15bの前記突壁部15b”−1の内面と上記円筒体15c’−4との間には、既述したとおり空間が形成されており、この空間が気液分離機構を構成する凝縮液流路となる。
【0069】
以上の実施形態では、ノズルプレート15aに形成される多数のノズル孔15a”が一列に並んで配された例を挙げているが、本発明ではノズルプレート16に形成される多数のノズル孔15a”を2以上の複数列に配することもできる。このようにノズル孔15a”を、例えば二列に並べて配するときは、列間に配されるノズル孔15a”を1/2ピッチずらして千鳥状に配するようにすることが好ましい。千鳥状にノズル孔15a”を配した場合には、単列である場合と比較して同一列上のノズル孔15a”間のピッチを長くとっても、トータルとして実質的にピッチが短くなり、高圧蒸気噴出ノズル10から噴出する高圧蒸気が移送される繊維ウエブの幅方向に万遍なく付与されるようになり、モアレ状の模様もつきにくくなる。
【0070】
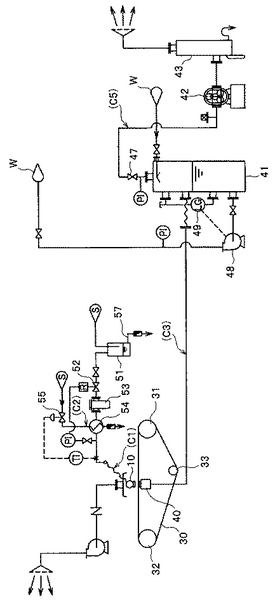
図13及び図14は、上述の高圧蒸気噴出ノズル10が適用された本発明に係る繊維シート状物の加工工程の好適な実施形態としての不織布の製造工程の一例を概要で示している。前記高圧蒸気噴出ノズル10の下方には、所定の間隔をおいて第1エンドレスベルト30が配されている。この第1エンドレスベルト30は前記高圧蒸気噴出ノズル10を横切るようにして一方向に回動する。そのため、同第1エンドレスベルト30の両端反転部は、図示せぬ駆動モータにより駆動される駆動ローラ31及び従動ローラ32により駆動支持されるとともに、下方においてテンションローラ33にて支持し、第1エンドレスベルト30に適切な張力を与えている。この第1エンドレスベルト30は、例えばパンチングにより多数の小孔を有するステンレス製の薄板や、耐熱性合成樹脂又は金属を使ったメッシュ状の織物から構成される。
【0071】
そのメッシュ度は任意に設定できる。また、前記高圧蒸気噴出ノズル10と第1エンドレスベルト30により移送される繊維シート状物との間隔は、繊維シート状物の繊維密度やその厚さによって0〜30mm以下に設定する。0mmでは高圧蒸気噴出ノズル10と繊維ウエブとの間で摺接による摩擦が生じ、ノズル孔の変形や蒸気中の異物によりノズル孔15a”が塞がれやすくなり、30mmを越えるものでは噴出蒸気流の温度と勢いが低下する。前記高圧蒸気噴出ノズル10に導入される蒸気圧は、繊維ウエブの構成繊維の材質や繊維密度に基づいて、0.1〜2MPaとすることが望ましく、高圧蒸気噴出ノズルから噴出される蒸気を過熱蒸気とすれば、ノズル孔15a”から噴出する過熱蒸気が断熱膨張による温度低下を起こしても、霧状の蒸気とはならず霧散することもなくなる。このとき、ノズル孔15a”へ供給される蒸気は、湿り度を10%以内、又は過熱度が10℃以上の過熱蒸気とすることが望ましい。
【0072】
前記高圧蒸気噴出ノズル10の設置部位に対応する前記第1エンドレスベルト30を挟んで下方にはサクション手段が配されている。本実施形態では、同サクション手段はサクションボックス40と、同サクションボックス40にセパレータタンク41を介して配管により連結された真空ポンプ42と、同真空ポンプ42の排出側に連結されたミストセパレータ43とから構成される。ここで、前記セパレータタンク41はサクションボックス40により吸引される蒸気を気液に分離するための気液分離タンクであり、前記ミストセパレータ43は真空ポンプ42から排出される蒸気中の異物や有害ガス或いは液体などを蒸気から除去して、清浄な蒸気(気体)を外部に放出するとともに、真空ポンプ42から発生する騒音を低減化するサイレンサーとしての機能も有する。
【0073】
前記セパレータタンク41の天板部の排気口が開閉バルブ47を介して前記セパレータタンク41と上記真空ポンプ42とを連結する吸引管路(C5)に接続され、同セパレータタンク41の底部は流体ポンプ48を介して上記水供給源Wとに接続させている。また、このセパレータタンク41の上限水位部と下限水位部との間に水位検出器49が配され、同セパレータタンク41の水位が上限を越え又は下限を下回ると、その信号を送って図示せぬ制御装置の指令により前記流体ポンプ48の作動を停止させるようにしている。
【0074】
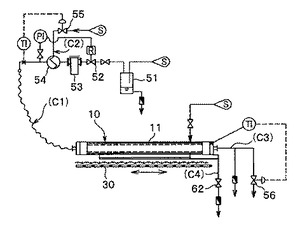
上記高圧蒸気噴出ノズル10は、図1〜図12に示し上述したノズル構造を備えており、その蒸気導入側端部には図13及び図14に示すように、高圧蒸気供給源Sから供給される高圧の蒸気が蒸気導入側主管路(C1)を通して導入される。この蒸気導入側主管路(C1)では、高圧蒸気供給源Sから送られる蒸気を一旦ドレン貯留ポット51に導き、その底部に蒸気中に含まれる凝縮液を貯留して、これを第1のトラップ管路57を介して図示せぬ回収タンクに回収している。ドレン貯留ポット51に導入された蒸気は圧力制御バルブ52及び精密フィルター53を介して加熱ヒーター54により加熱されて過熱蒸気となり、高圧蒸気噴出ノズル10に送り込まれる。
【0075】
本実施形態にあっては、前記加熱ヒーター54と高圧蒸気噴出ノズル10の蒸気導入側端部との間に、温度検出器TIと圧力検出器PIとが配されている。前記蒸気導入側主管路(C1)は、加熱ヒーター54の設置部位から分岐する蒸気補充管路(C2)を有しており、この蒸気補充管路(C2)は高圧蒸気供給源Sと接続されている。この蒸気補充管路(C2)の途中には、前記加熱ヒーター54からの温度検出信号を受けて作動する第1の開閉バルブ55が介装され、前記温度検出器TIにより検出される蒸気温度が下限の温度より低下すると前記開閉バルブ55を開き新たな蒸気を蒸気導入側主管路(C1)に補給して過熱蒸気温度を所定の温度範囲まで上昇させる。蒸気温度が上限の温度を越えると前記開閉バルブ55を閉じ補給蒸気を遮断する。
【0076】
この実施形態にて採用する高圧蒸気噴出システムは、上記特許文献3(特開2005―76162)に準拠しており、その温度制御システムにより蒸気の温度を所定の温度範囲に制御することを可能にしている。また、前記圧力検出器PIは上記精密フィルター53の上流側に配された圧力制御バルブ52に接続されており、蒸気導入側主管路(C1)の蒸気圧を一定に維持するように調整する。
【0077】
一方、高圧蒸気噴出ノズル10の蒸気排出側端部には、図14に示すように、温度検出器TIが配され、蒸気排出側端部は蒸気排出管路(C3)と接続されている。同蒸気排出管路(C3)には、前記第2の温度検出器TIに接続されて、同温度検出器TIにより検出された蒸気温度が設定温度に達すると閉鎖する第2の開閉バルブ56が介装されている。また、前記第2の開閉バルブ56が閉まって蒸気排出管路(C3)が閉鎖されたときでも、高圧蒸気噴出ノズル10のノズルホルダー11内部に発生するドレンを常に図示せぬ回収タンクに排出できるようにしている。
【0078】
そのため本実施形態では、図14において上記ノズル部材15におけるノズルホルダー11の高圧蒸気排出側の端部には、その底面近傍に蒸気の凝縮液排出口15c’−1(図9参照)が形成されており、その排出口15c’−1は第3の開閉バルブ62を介してトラップ管路(C4)に接続されている。このとき、前記高圧蒸気噴出ノズル10は、その高圧蒸気導入側端部を基端部として上記蒸気排出管路(C3)の端部を下方に僅かに下げて、高圧蒸気噴出ノズル10を傾斜させておく。ノズルホルダー11に導入される高圧蒸気は高圧蒸気噴出ノズル10の稼働中にどうしても凝縮して液化する。既述したとおり、プレート支持部材15bのスリット部開口に形成された上記突壁部15b”−1を、上記ドレンセパレートプレート本体15c’に形成された上記凹溝部15c’−2の内壁面に密嵌させている。このとき、前記突壁部15b”−1の内面と前記ドレンセパレートプレート本体15c’の円筒体15c’−4との間には間隙が形成され、この間隙は気液分離機構の一部となるドレン流路を構成する。
【0079】
本実施形態における前述のドレンセパレートプレート本体15c’の凝縮液排出側端部は、図10に拡大して示しており、ドレンセパレートプレート本体15c’の前記凹溝部15c’−2の凝縮液流路側端部に続いて、同凹溝部15c’−2と上記トラップ管路(C4)との間を連通させるドレン貫通孔15c’−3が形成されている。前記トラップ管
路(C4)には、上述のとおり第3の開閉バルブ62が設けられている。この貫通孔15c’−3は、3mm径で長さが30mmのキリ孔からなり、その凹溝部15c’−2と連通する側の端部は、上半部が前記凹溝部15c’−2の底部に直接連通しており、その下半部は前記凹溝部15c’−2の底部の下面へと延設されている。また、このドレン貫通孔15c’−3の前記トラップ管路(C4)との接続側端部の凝縮液排出口15c’−1は7.2mm径のネジ孔からなる。
【0080】
一方、本実施形態における上記ノズルホルダー11とプレート支持部15bとの境界部に形成された気液分離機能をもつ中空筒部15b’−1及び凹陥部15b’−2は、図3、図4及び図5に示し既述したとおり、前記プレート支持部材15bの上半部に多数の円孔からなる蒸気通路15b’を形成し、その下半部に同蒸気通路15b’の下端開口面と連通するスリット部15b”を形成している。前記蒸気通路15b’の上端開口面の幅方向中央部には、ノズル長さ方向にわたって舟形状の凹陥部15b’−2が形成されている。そして、この凹陥部15b’−2の底部には、前述の円孔からなる多数の蒸気通路15b’にそれぞれ連通する中空筒部15b’−1が多数立ち上がっている。この中空筒部15b’−1が堰としての機能を発揮し、前記凹陥部15b’−2が凝縮液(含むドレン)を集める集液路となる。
【0081】
ここで、第3の開閉バルブ62を開けると、プレート支持部材15bの上記凹陥部15b’−2に溜まった凝縮液が系外に排出される。このとき、上述のようにノズルホルダー11の高圧蒸気排出側端部を蒸気排出管路(C3)の端部よりも下方に僅かに低くなるように設置しておけば、プレート支持部材15bの凹陥部15b’−2に溜まった凝縮液は自動的に高圧蒸気排出側端部の凝縮液排出口へと流れて、トラップ管路(C4)を介して外部に排出される。なお、本実施形態にあって図示を省略したが、当然に高圧蒸気噴出ノズル10とその蒸気導入配管や蒸気排出管などは、蒸気噴出ノズル孔を除きアルミ箔付きのガラス繊維マットなどの断熱材で被覆している。
【0082】
以上のごとく構成された本実施形態による不織布の製造装置によれば、稼働に先立って、先ず上記高圧蒸気噴出ノズル10の蒸気排出管路(C3)の第2の開閉バルブ56を開けて蒸気導入側主管路(C1)から高圧の過熱蒸気を導入すると、新鮮な過熱蒸気が高圧蒸気噴出ノズル10のノズルホルダー11の内部を、その導入側開口から排出側開口へと流れ、ノズルホルダー11を所要の過熱温度まで速やかに昇温させる。このとき、ノズルホルダー11の蒸気排出側端部に設置された温度検出器TIによりその温度を検出しており、同検出温度が所要の温度に達すると上記第2の開閉バルブ56を閉じる。この開閉バルブ56を閉じると同時に、第1エンドレスベルト30を駆動して、その回動を開始する。
【0083】
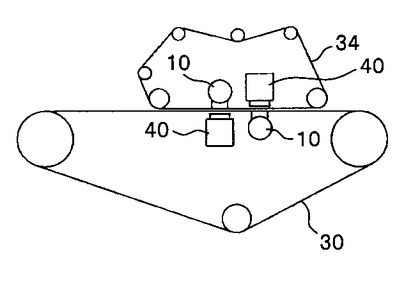
図15は、本発明に係る繊維シート状物の処理工程の第2実施形態の概要を示している。この実施形態によれば、上下2枚の第1及び第2エンドレスベルト30,34にて繊維シート状物を挟持して一方向に移送させるとともに、上記高圧蒸気噴出ノズル10と同ノズル10に対向して配されるサクションボックス40とを一組としたとき、その複数組(図示例では二組)が繊維シート状物の移送方向に配されており、しかも各組における高圧蒸気噴出ノズル10及びサクションボックス40の配置を互いに上下逆転させている。
【0084】
すなわち、第一組目の高圧蒸気噴出ノズル10のノズル孔15a”を、繊維シート状物の上面を押圧しながら一緒に走行する第2エンドレスベルト34の上面に向けて高圧蒸気噴出ノズル10を配設するとともに、サクションボックス40の吸引開口を繊維シート状物を下方から担持して繊維シート状物を移送する第1エンドレスベルト30の下面に向けてサクションボックス40を配設している。一方、第二組目の高圧蒸気噴出ノズル10は、そのノズル孔15a”を繊維シート状物を下方から担持して移送する第1エンドレスベ
ルト30の下面に向けて配設されるとともに、サクションボックス40は、その吸引開口を繊維シート状物を上方から押圧して一緒に走行する第2エンドレスベルト34の上面に向けて配設している。
【0085】
こうして、第1及び第2エンドレスベルト30,34によって挟持されて移送される繊維シート状物に対して、上面と下面とに向けて交互に高圧蒸気噴出ノズル10から高圧蒸気を噴出させると、繊維シート状物の表裏両面に対して均等に高圧蒸気が作用することになり、製造された不織布の表裏面において構成繊維が均等に交絡が進み、不織布としての形態安定性が確保されやすくなり、しかも外観的にも表裏の区別がなく商品価値が向上する。
【0086】
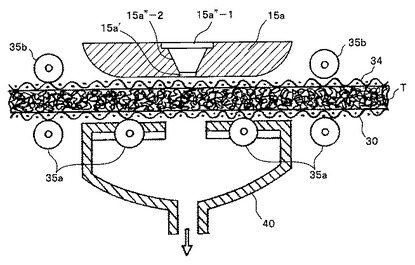
図16は、本発明に係る繊維シート状物の処理工程における好適な第3実施形態の要部を概要で示している。ノズルプレート15aの下面に接近させて繊維シート状物押圧移送手段である第2エンドレスベルト34を配し、繊維シート状物担持移送手段である第1エンドレスベルト30に担持されて移送されてくる繊維シート状物Wを前記第2エンドレスベルト34によって挟持しながら協働して移送し、その挟持移送の間に前記ノズルプレート15aのノズル孔15a”を介して高圧の過熱蒸気を繊維シート状物表面に噴出させる。前記第1エンドレスベルト30の内面に近接させて吸引手段であるサクションボックス40が配されている。
【0087】
この実施形態では、前記サクションボックス40の吸引開口はノズルプレート15aのノズル孔15a’に対向する位置に配され、その形状は周辺の気体の吸引を可能な限り回避すべくスリット状とされている。このスリット開孔の開口幅は略10mm程度が好適であり、その吸引力も通常の工場内で使われる換気扇の排気能力、すなわち300Pa程度で十分であり、これより大きいと繊維シート状物の構成繊維に配向性を与えやすく、それより小さいと吸引力不足となる。勿論、この吸引力は繊維シート状物の厚さ、密度や、ノズル部材15から噴出するときの蒸気圧によっても所要の範囲で調整することが必要である。
【0088】
また、この実施形態ではノズル部材15と第2エンドレスベルト34との間隙、第1エンドレスベルト30とサクションボックス40との間の間隙を維持すべく、第1エンドレスベルト30の下面を支持して案内する複数の支持回転ロール35aと第2エンドレスベルト34の上面位置を規制して案内する複数の規制案内ロール35bとを設けている。これらの支持回転ロール35a及び規制案内ロール35bを設けることにより、第1及び第2エンドレスベルト30,34をもって適切な挟持力をもって繊維シート状物Tを挟持移送することが可能となるばかりでなく、第1及び第2エンドレスベルト30,34とノズル部材15及びサクションボックス40との摺接を回避すると同時に、その対向間隙を微小に維持することが可能となる。なお、これらの支持回転ロール35a及び規制案内ロール35bを公知の上下位置調整手段を使ってそれぞれ調整可能にすることもできる。
【0089】
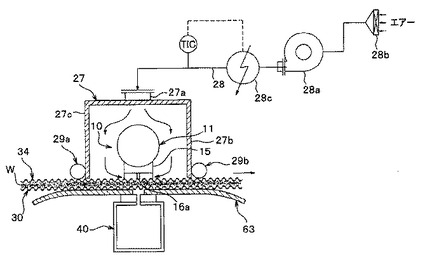
上記実施形態にあっては、上述の構造を備えた高圧蒸気噴出ノズル10のノズル孔15a”を単に繊維シート状物の担持移送手段及び/又は押圧移送手段に向けて配設しているが、本発明では更に前記高圧蒸気噴出ノズル10の全体を積極的に加熱して高温を維持させることもできる。図17は、その一例を示している。同図によれば、ノズルホルダー11、ノズルプレート支持部材15b及びノズルプレート15aを備えた高圧蒸気噴出ノズル10の全体を収容する加熱ボックス27が使われている。この加熱ボックス27は高圧蒸気噴出ノズル10の全体を収容するとともに、高圧蒸気噴出ノズル10のノズル孔15a”が向けられる側を全面開口させた細長い直方体からなり、その天板部の中央部に熱風導入口27aが形成されている。
【0090】
この熱風導入口27aは外部の熱風導入管路28と接続されている。ファン28aによりフィルター28bを介して導入され、ヒーター28cによって加熱された高温の清浄化された空気が、前記熱風導入管路28を通って加熱ボックス27へと送り込まれて、高圧蒸気噴出ノズル10の全体を熱風により積極的に加熱する。
このように、高圧蒸気噴出ノズル10の全体を加熱することにより、ノズルホルダー11の内部に導入される高圧蒸気や過熱蒸気の温度低下が効果的に防止され、所要温度を維持して高圧蒸気噴出ノズル10から繊維シート状物Wに向けて噴出させることができる。その結果、使用蒸気量の低減が実現されると同時に効率的な繊維交絡が実現できるようになるばかりでなく、製造される不織布の形態も安定化し所望の強度と風合いが得られる。
【0091】
また図示例によれば、加熱ボックス27の繊維シート状物移送方向の前後壁部27b,27cにあって、その下端部にはシールロール29a,29bの周面が当接されている。このシールロール29a,29bはステンレス製の平滑ロール又は周面に樹脂がコーティングされたロールであり、自由回転ロールであっても、繊維シート状物Wの移送速度に同調させて駆動回転させるようにしてもよい。かかるシールロール29a,29bを配することにより、加熱ボックス27からの熱風の散逸を防ぐと同時に外気の浸入が防止でき、高圧蒸気噴出ノズル10に対する加熱効率が向上する。
【0092】
また、この例では更に繊維シート状物Wの担持移送体である第1エンドレスベルト30に対向して配されたサクションボックス40の吸引開口部に対応する部分を開口させた外気遮蔽板63を、前記第1エンドレスベルト30とサクションボックス40との間に介装している。この外気遮蔽板63の繊維シート状物移送方向の前後端部をそれぞれ下方に湾曲させて、繊維シート状物Wの通過を円滑に安定するようにしている。このように、第1エンドレスベルト30とサクションボックス40との間に前記外気遮蔽板63を介装することにより、高圧蒸気噴出ノズル10から噴出する高圧蒸気又は過熱蒸気の噴出領域に外気が浸入することを防ぐことができ、噴出された高圧蒸気又は過熱蒸気を、高圧蒸気噴出ノズル10とサクションボックス40との間を通過する繊維シート状物Wに外気により邪魔されることなく、効率的に付与することができる。その結果、製造される不織布の表面形態が更に均整化するとともに繊維交絡が緻密化する。
【0093】
なお本発明にあっては、高圧蒸気噴出ノズル10をその長手方向に微小に往復動させるか、或いは上記第1及び第2エンドレスベルト30,34を繊維シート状物とともに繊維シート状物移送路を横断する方向へ微小に往復動させることができる。その往復動のための駆動機構は、図示は省略するが、例えば従来から長網抄紙機などの網に横振動を与えるための公知の機構を採用することができる。また往復動(振動)の行程は往復動中心から左右に5mm程度が好ましく、その往復動回数は30〜300回/分の範囲で任意に調整される。このように、高圧蒸気噴出ノズル10を、或いは第1及び第2エンドレスベルト30,34を往復動させると、列状に配された多数のノズル孔から噴出する高圧蒸気又は過熱蒸気が繊維シート状物の表面を幅方向に満遍なく作用するようになり、表面にモアレ状の模様がつくことなく、より均整な繊維交絡と表面形態が得られる。
【符号の説明】
【0094】
10 (高圧)蒸気噴出ノズル
11 ノズルホルダー
11a 切除面
11b スリット状開口
12,13 第1及び第2フランジ
12a,13a 大径部
12b,13b 小径部
12c,13c 貫通孔
14 高メッシュフィルター又は多孔性部材
15 ノズル部材
15a ノズルプレート
15a’ スリット
15a” ノズル孔
15a”−1 円形孔
15a”−2 逆円錐台形孔
15b (ノズル)プレート支持部材
15b’ 蒸気通路
15b’−1 中空筒部(堰)
15b’−2 凹陥部(集液部)
15b” スリット部
15b”−1 突壁部
15c ドレンセパレートプレート
15c’ ドレンセパレートプレート本体
15c’−1 凝縮液排出口
15c’−2 凹溝部(ドレン溜部)
15c’−3 貫通孔
15c’−4 円筒体(堰)
15c” ディスクプレート(バッファ部材)
17 プラグ
20,20a Oリング
21 ボルト
27 加熱ボックス
27a 熱風導入口
27b,27c 前後壁部
28 熱風導入管路
28a ファン
28b フィルター
28c ヒーター
29a,29b シールロール
30,34 第1及び第2エンドレスベルト
31 駆動ローラ
32 従動ローラ
33 テンションローラ
35a 支持回転ロール
35b 規制案内ロール
40 サクションボックス
41 セパレータタンク
42 真空ポンプ
43 ミストセパレータ
47 開閉バルブ
49 水位検出器
51 ドレン貯留ポット
52 圧力制御バルブ
53 精密フィルター
54 加熱ヒーター
55 第1の開閉バルブ
56 第2の開閉バルブ
57 第1のトラップ管路
62 第3の開閉バルブ
63 外気遮蔽板
【技術分野】
【0001】
本発明は、少なくとも繊維からなるウエブ状物、織物、編物、不織布など、又はこれらの積層シートを含んでなる繊維シート状物に高圧蒸気流を噴射し、同繊維シート状物に高圧蒸気を貫通させて繊維間の交絡や繊維シート状物の乾燥、洗浄、脱色、薬剤処理など各種の加工処理に適用される高圧蒸気の噴出ノズルと同噴出ノズルを使った不織布の製造を始めとする繊維シート状物の各種加工処理方法に関する。
【背景技術】
【0002】
従来から、高圧流体流を繊維ウエブに噴射して構成繊維同士を交絡させることにより交絡不織布を製造する技術は数多く知られている。それらの技術のうちで高圧流体流として高圧蒸気流を使った不織布の製造方法が、例えば国際公開第95/06769号パンフレット(特許文献1)や日本国特許第4439854号(特開2004−238785号公報、特許文献2)に開示されている。また、繊維織物や繊維編物、或いは不織布などの繊維シート状物に高圧蒸気流を噴射して洗浄や脱色、乾燥などの処理を行う技術が、例えば特許第4256749号(特開2005−76162号公報、特許文献3)によって提案されている。
【0003】
繊維ウエブに高圧蒸気流を噴射して不織布などを製造する以外に、高圧流体流を使って不織布などを製造する技術としては、高圧流体として高圧液体を使うのが一般的である。しかして、こうした高圧液体の噴出によった交絡不織布を製造する場合、多くの技術的利点を有する反面、液体使用量が多い上に液体の飛散防止設備の設置が余儀なくされることが多く、更には製造に伴う大量の液体の清浄化処理設備も必要となる。また、高圧液体が噴射された不織布は大量の水を含むため、得られる不織布の乾燥設備やそれに費やされる莫大な熱エネルギーを必要とする等、多くの技術的な課題を有している。また、液体の噴射に伴う騒音も激しいため著しく作業環境を悪化させているという問題点もある。
【0004】
これに引き換え、繊維交絡不織布の製造にあたり、高圧液体の代わりに水蒸気を使用すると、水の使用量を大幅に減少させることができると同時に、その排出処理設備も小型化でき、騒音の発生も低減化されて作業環境を大幅に改善できるばかりでなく、乾燥装置が不要となり、あるいは小型化できて省エネルギーが実現でき、しかも液体流による繊維交絡不織布に特有な不織布表面に表出する交絡部分の模様の発生を低減化させることができる。
【0005】
また、この高圧蒸気の噴射を用いると、得られる不織布は高圧液体を用いる技術とは異なる風合いや機能を有するようになることに加えて、繊維織物や繊維編物、不織布などの各種繊維シート状物に対する洗浄や乾燥、脱水などの各種の加工にも幅広く適用できるものであり、高圧液体の噴射による技術を遙かに凌駕する優れた技術であることは、蒸気特許文献2及び3によって提案された技術によっても立証済である。
【0006】
こうした高圧蒸気を用いた不織布の製造/加工技術について、上記特許文献2及び3では、工業的な生産を行う上で不可欠となる工業的装置として具備すべき設備や装置に関する一部の要件等について具体的な提案がなされている。しかしながら、その提案内容は、主として高圧蒸気の噴射による繊維シート類の概略的な処理システム、特にそのシステムに適用される蒸気噴射ノズルとその周辺装置が工業用装置として具備すべき要件に関する提案であり、この種加工に適用される蒸気噴射ノズルとして備えていなければならない具体的な構成、或いは繊維シート状物を介して前記蒸気噴射ノズルに対向して設置される吸
引装置や被加工物を搬送するためのウエブ担持移送手段については一部記述されているものの、その提案内容は観念的であり、必ずしも工業的な生産を行う上で不可欠な関連装置が包括的に具備すべき要件について充分に提案されているとは言いがたい。
【0007】
ところで、上記特許文献1に記載された不織布の製造方法によれば、繊維ウエブの構成繊維の全て又は一部に、水蒸気或いは過熱蒸気の温度よりも低い融点を有する繊維を配合した繊維ウエブに予め水を付与して、同ウエブの構成繊維を交絡させて水分を含む不織布を作成し、次いで同不織布に水蒸気或いは過熱蒸気を不織布表面に向けて噴出して、ウエブの構成繊維のうち低融点の繊維を溶融させながら溶着させて最終製品(不織布)を製造するものである。また、前記特許文献1に記載のウエブの交絡方法は高圧流体として水蒸気を用いることによってウエブ繊維を相互に交絡させるものである。一方の上記特許文献2及び3に開示された不織布の製造方法や繊維シート状物の加工方法によれば、従来の高圧噴射水に代えて繊維ウエブに直接水蒸気を噴射しているものの、水蒸気は勿論のこと、たとえ飽和温度を超える過熱蒸気であっても、ノズル自体を介しての放熱や、噴出孔出口における断熱膨張による温度低下に基づき発生する凝縮水が含まれる。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】国際公開第95/06769号パンフレット
【特許文献2】特開2004−238785号公報
【特許文献3】特開2005−76162号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかるに、上記特許文献1に開示された高温の、例えば過熱蒸気流による不織布の製造は、その蒸気流による繊維交絡が主目的ではなく、いわゆる蒸気熱をもって熱溶融性材料からなる繊維ウエブの構成繊維を溶融させることを主な目的としている。通常、高圧水流の噴射により製造される交絡不織布には、例えば上記特許文献2及び3にも記載されているように、繊維ウエブ面に噴射流体による打撃痕や開孔痕が残る。
【0010】
さらに前記特許文献1の不織布の製造方法では、繊維ウエブに対して蒸気を噴射する前工程として、高圧の噴射水流による繊維交絡を行っている。従って、この噴射水流により繊維交絡がなされた繊維シート状物にも、当然に上記打撃痕や開孔痕が残っており、そこに噴射される高温蒸気は繊維シート状物全面にわたってその厚さ方向に貫通するものではなく、主に前記打撃痕や開孔痕を通過するものと考えられる。勿論、このとき前記打撃痕や開孔痕が形成されていない他のウエブ表面に存在する低融点の繊維も同時に溶融する。このことは、同文献1の図4〜図5に、前記打撃痕や開孔痕が形成されていない領域においても繊維同士が融着している部分が存在することからも伺い知ることができる。その結果、同図に示された不織布も柔軟性では従来のポイント接着による不織布と変わるところがなく、特にその表面は多くの溶着材料による硬化部分が存在することになる。
【0011】
一方、上記特許文献2及び3の内容について見ると、そこには特許文献1と同様、高温高圧の蒸気を使う点が記載されてはいるが、その噴射時の蒸気中に含まれる水分の発生機構や、水分を含むことによる繊維シート状物に対する各種加工時に受ける具体的な影響について格別な分析及び検討がなされていない。
【0012】
本発明は、こうした課題を解決すべくなされたものであり、その目的は構造が簡単で、しかも高圧蒸気を均一に且つ連続して噴出させることができ、繊維シート状物の構成繊維の一部もしくは殆どを確実に交絡させて所要の強度が得られるとともに、得られる不織布の表面の柔軟性が確保でき且つその内部形態の改善をも図ることを可能にする高圧蒸気噴
出ノズルと、同ノズルを使って高圧蒸気を噴射させることにより繊維ウエブの構成繊維を確実に交絡させる効率的な不織布の製造方法、更には染色などの仕上げ加工が施された不織布や織編物などの繊維シート状物の洗浄、乾燥などの各種加工が省力化の下で効率的に行うことを可能にする、前記噴出ノズルを使った高圧蒸気による高品質の繊維シートの連続加工方法を提供することにある。
【課題を解決するための手段及び作用効果】
【0013】
かかる目的を達成すべく、本発明者等は、特に上記特許文献2及び3に開示された繊維シート状物の上記加工/製造装置とその加工/製造方法の利点を踏まえて更に検討を加えた結果、前述のような装置を用いて更に工業的に安定した良好な生産状態を維持するためには、これらの特許文献2及び3に記載された様々な要件の他にも数多くの要件が存在することを知った。また同時に、その他の要件の中でも特に高圧蒸気の噴射ノズルを構成する各部材における放熱や断熱膨張等の影響が大きいことを知り、その影響を排除するには徹底した蒸気温度の均一化が重要であるとの結論に達した。
【0014】
すなわち、この種の蒸気噴出ノズルにあっては、その高圧高温の蒸気通過部において放熱や断熱膨張などの原因で発生する凝縮水を含む蒸気(凝縮蒸気)の発生を極力防止し、凝縮蒸気が止むなく発生した場合にも速やかに除去することが極めて重要であることを見出した。噴出蒸気そのものや噴射ノズルの各構成部に局部的に凝縮蒸気が発生し偏在する場合は、繊維シート状物上では噴射蒸気の通過性が阻害され、結果的に更なる低温部が発生し、また繊維シート状物における蒸気の通過性の差異に起因して交絡度等の加工度に斑が発生する。また、水に対して特に感応性を有するポリマー等を含む繊維素材が使われる場合、処理の異常部が発生する原因となる。
【0015】
こうした検討に基づき、この種の蒸気処理にあたっては、水分が繊維シート状物の外観や物性等、製品品質の均一性に甚大な悪影響を及ぼすことがより明確となったとの認識を得た結果、以下の構成を備える本発明に到達したものである。
【0016】
本発明に係る上記高圧蒸気噴出ノズルの基本構成は、少なくとも一端に加圧蒸気供給源に接続される蒸気導入口を有し、一方向に走行する処理対象である繊維シート状物と対向する面に長さ方向に延びる開口を有する中空筒状のノズルホルダーと、前記開口との対向面に少なくとも一部が脱着可能で且つ多数の蒸気噴出ノズル孔に通じる高圧蒸気流路を有するノズル部材とを備えた加圧蒸気噴出ノズルであって、前記ノズルホルダーの前記開口を含む前記ノズル部材との密接領域に凹陥部を有し、該凹陥部の幅方向中央にその長さ方向に沿って一体に配され、同凹陥部の底面から前記開口に向けて立ち上がる1以上の中空筒部と、前記中空筒部の中空部と連通し、前記凹陥部の底部を貫通する貫通孔とを有していることを特徴としている。
【0017】
ここで、ノズルホルダーの前記開口は、スリット状が一般的であるが、その他の形状、例えば多数の小孔を一列以上直線的に並べた形状や千鳥状に配した形状などがある。
本発明は、ノズルホルダー内に生じる凝縮液と蒸気とを前記凹陥部と同凹陥部の底面から立ち上がる前記中空筒部との間で凝縮蒸気中の蒸気と凝縮液や微細な異物などを含むのドレンとを分離して、蒸気だけを前記中空筒部の中空部へと導き、前記ドレンを前記ノズルホルダーの底部近傍に形成された凹陥部に集液する。ここで、前記凹陥部が集液部となり、そこに集められるドレンはノズルと接続された系外のドレン排出路へと流れる。このドレン排出路にドレントラップを配しておけば適時系外へと排出できる。好ましくは、前記集液路は蒸気排出口側に向けて下傾斜させておく。この傾斜により、ドレンは積極的に排出させることなく、自然とドレン排出路へと排出される。
【0018】
本発明の第2の基本構成は、上記構成を備えた高圧蒸気噴出ノズルを使って、繊維シー
ト状物の表面に向けて高圧蒸気を噴射する、繊維シート状物の加工処理方法にある。
この処理方法によって処理される繊維シート状物は、ウエブ状物、繊維織編物、不織布又はこれらの積層体であり、その処理の主な種類には、例えば不織布の製造方法が含まれることは勿論であるが、従来では想像し得ない不織布をも含む各種繊維織編物の洗浄、乾燥、染色などの多様な加工処理方法を含んでいる。また、前記繊維シート状物が、特に熱収縮差を有するコンジュゲート繊維を含む場合には、高温下に晒されるコンジュゲート繊維は螺旋状に収縮し、同じコンジュゲート繊維同士及び周辺の他の繊維と交絡し、接着や融着させたり、或いは機械的な交絡手段を用いて積極的に交絡させなくても、周辺の繊維との交絡が進行し、しかも処理を終えた製品は他の処理により製造された不織布と比較して形態が安定しており、同時にふんわり感の大きな不織布が得られる。
【0019】
上述のごとき冷却による影響以外に、ノズルホルダー内の蒸気の移動速度が一定以上の速度を有する場合には、運動エネルギーや摩擦損失との関連でノズルホルダー内部において温度低下や圧力低下の影響を受けて蒸気温度の分布が均等でなくなったり、凝縮液を含む蒸気の発生原因となることが明らかとなった。種々検討の結果、このような現象を避けるためにはホルダー内を移動する蒸気流量に対してホルダー長さを与えたときに供給蒸気圧力に対する圧力低下を許容限度内に抑えるための条件式を見出した。
【0020】
ここで、この種の高圧蒸気噴出ノズルにあっては、上記特許文献2及び3と同様に、ノズルホルダーの一端に蒸気導入口を、他端に蒸気排出口を配することもできる。高圧蒸気噴出ノズルから、常に蒸気を噴出させておくことはできない。例えば、定期点検時や機械の停止時には蒸気の供給も停止させざるを得ない。この停止時には、当然にノズル内の温度も急激に低下する。蒸気の噴出を再開させて繊維シート状物の各種加工を開始するには、蒸気噴出ノズルの内部を所定の温度まで昇温させておく必要がある。この昇温時に、従来の噴出ノズルのごとく蒸気導入口以外を密閉状態に構成する場合には、ノズルホルダー内に導入される蒸気量はノズル孔から噴出する量に止まり、熱量の交換量が少なくノズル自体を昇温させるために長時間を要することになる。
【0021】
上述のごとくノズルホルダーの他端に蒸気排出口を設けておけば、同蒸気排出口に接続された蒸気排出管に、例えば後述するように開閉バルブなどを取り付けて蒸気排出口を開閉可能にする。いま、繊維シート状物の加工を再開する前に、ノズルホルダーに高温高圧の蒸気を導入する。このとき、前記開閉バルブを開けて蒸気排出口を開口させておき、蒸気導入口から導入される蒸気を蒸気排出口を通して連続して外部へと排出できるようにしておく。ノズルホルダーの温度を測定し、その温度が所要の高温に達すると、前記蒸気排出口を閉鎖する。この閉鎖と同時に蒸気導入口における蒸気圧を測定し、その蒸気圧が所定の圧力に達したとき繊維シート状物の加工装置を始動させる。このときの始動までに要する時間は、ノズルホルダー内を通過する新たな高温蒸気によりノズルホルダーが速やかに昇温されるため、従来のごとく蒸気排出口が存在しない場合と較べると大幅に短縮されるようになる。
【0022】
本発明にあっても、中空筒状のノズルホルダーの形状としては、上記特許文献2及び3に開示されたノズルホルダーの形状と同様、円筒状や矩形状のノズルホルダーであることが好ましく、特に円筒状のノズルホルダーが高圧蒸気の均一な流れを得やすいことや製作の容易性などの点から好ましい。また、実際の作業時には、かかるノズルホルダーの内部にノズルホルダーと相似断面をもつ高メッシュの筒状フイルターや、例えばパンチングにより多数の小孔が形成された多孔性円筒体を同一軸線上に配することが望ましい。だが、必ずしもこれらに限定されない。前記多孔性円筒体はノズルホルダーと同種の金属材料から構成されている。
【0023】
このように、ノズルホルダーの内部に高メッシュの円筒状フィルターを同一軸線上に配
すると、ノズルホルダーの一端に設けられた蒸気導入口から導入される高温高圧の蒸気は円筒状フィルターの内部へと導入され、同フィルターを通過してノズルホルダーの開口に対向して配されるノズル部材のノズル孔に達し、同ノズル孔から外部へと噴出する。ここで前記円筒状フィルターに代えて、金属製の多孔性円筒体を配する場合には、フィルター機能は期待できないものの、ノズルホルダーの内壁面における長手方向の圧力分布は円筒状フィルターよりも均一化される。円筒状フィルターを配する場合には、更に蒸気導入時に含まれる微細な異物が蒸気中から除去されるため、ノズルホルダーの長手方向に沿って形成されたノズル部材の多数のノズル孔を閉塞させることがなく、同ノズル孔から均等な噴出圧をもって高圧蒸気が安定して噴出されるようになる。
【0024】
なお、本発明に係る高圧蒸気噴出ノズルは、被加工物である繊維シート状物の一面に向けて配されるものの、そのノズル孔を繊維シート状物の上方近接位置に配する場合と、ノズル孔を繊維シート状物の下方近接位置に配する場合とがある。前者の場合、ノズルホルダーの上記開口は底部に形成され、後者の場合、ノズルホルダーの上記開口は天井側に形成される。しかして、凝縮液類は常に下方に向けて流動する。そこで、気液分離機構の一部構成をなす集液路は、いずれにしてもノズルホルダーの底部近傍に形成される。
【0025】
一方、上述のとおり、所定のホルダー長さをもつノズルホルダー内を所望の蒸気流量となるように圧力蒸気を供給するとき、その供給蒸気圧力に対するノズルホルダー内における圧力低下を許容限度内に抑えるには、ノズルホルダーの口径Dを適正な値とする必要がある。この口径Dを求める式(1) は、以下のようにして得ることができる。
【0026】
すなわち、
dpx=βwx2dx/(vD)・・・(2) (実用蒸気輸送/日本熱エネルギー技術協会)
ここで、
dp:圧力損失(MPa)
D :ホルダー直径(m)
v :蒸気の比容積(m3/kg)
wx:位置xにおける蒸気流速(m/s)
β=1.07×10-8
である。
【0027】
上式(2)において、ホルダー断面積をA(m2)とすると、下式(3)、(4)が成立する。
wx=vQx/(A)・・・(3)
dpx =β(vQx/A)2dx/vD=(βv/A2D)Qx2dx・・・(4)
これを積分すると下式(5) が得られる。
ΔP=(βv/A2D)∫Qt2(1-x/L)2 dx=βvQt2l/(DA2)・・・(5)
式(4)にA=πD2/4を代入して下式(6)を得る。
△P=16βvQt2L/(π2D5)・・・(6)
ここで、K=16βv/π2に置き換えると、
△P =KQt2L/D5・・・(7)
式(7)が得られる。
【0028】
ここで、繊維シート状物の加工上許容可能な圧力偏差率をσとしたとき、供給蒸気圧力をP (MPa)とすると、下式(8)が成立する。
σ≧△P/(P+0.1)・・・(8)
これに上式(7) を代入して、次の式(1) が得られる。
σ≧KQt2L/ [D5(P+0.1)]→D≧{KQt2L/ [σ(P+0.1)]}0.2・・・(1)
この式(1)から、例えばホルダー全体からの蒸気の噴出量をQt(kg/s) 、ホルダー長さをL(m)、圧力偏差率をσと設定すると、ホルダーの口径Dの最小寸法を求めることができる
。
【0029】
次に、本発明に係る高圧蒸気噴出ノズルの構成部材の一つである、上記ノズル部材の代表的な態様について説明する。このノズル部材は、多数のノズル孔を有するノズルプレートと、同ノズルプレートを支持するプレート支持部材と、前記ノズルプレートと前記プレート支持部材との間に介装される第1気液分離手段の一構成部材をなす、ドレンセパレートプレートとから構成することができる。前記ノズルプレートに形成されるノズル孔は、ノズルプレートの長手方向に単列に形成してもよいが、例えばノズルプレートの幅方向に複数列に形成することもできる。この場合複数列のノズル孔を千鳥状に配すると、噴出蒸気が繊維シート状物の幅方向に満遍なく作用するため好ましい。
【0030】
前記ノズル孔は蒸気の噴出方向に同一内径からなる単純な円形孔であってもよいが、所要の深さで円形孔部を形成し、その円形孔部の下端面に連続する内径が下方に向けて狭くなる逆円錐台部を形成するとよい。その他に、例えば上記特許文献2に挙げているような様々の形態を採用できるが、円筒状の各筒孔下端に連通する逆円錐台孔に形成すると、ノズル孔から噴出する蒸気流がある点に集束させることができるようになり、例えば繊維ウエブに対する噴出力が増して、同ウエブの表裏を貫通しやすくなる。前記集束点はノズル孔の径と蒸気圧とから決まる。
【0031】
ノズルプレートを支持する前記プレート支持部材は、上記ノズルホルダーの上記開口の形成領域に対向して、同開口を閉塞するようボルト等により脱着可能に取り付けられる角柱状のブロック体から構成される。このプレート支持部材には、その幅方向中央部に前記ノズルホルダーの開口と上記ノズルプレートのノズル孔とを連通させる連通路が形成されている。この連通路は、本発明における高圧蒸気噴出通路の一部に該当する。この連通路は、好適には前記開口に沿って長さ方向に延びる多数の円形孔からなる孔部と、全ての円形孔間を連結して前記孔部からノズルプレート側に連続するスリット部とを含んでいる。前記孔部に形成される円形孔は、ノズルホルダーの前記開口の長さ方向に沿って一列に並んで形成されてもよいし、或いは開口の長さ方向に沿って千鳥状に配してもよい。
【0032】
一方、本発明にあっては、上記ノズルプレートと前記プレート支持部材との間にドレンセパレートプレートを介装するとよい。このドレンセパレートプレートは、ノズルプレート及びプレート支持部材の幅寸法と同じ寸法の幅をもつプレート材から構成されており、ノズルプレートとプレート支持部材との間に挟まれて、シール部材を介して両者にボルト等により気密に固設される。このドレンセパレートプレートにも、前記プレート支持部材のスリット部とノズルプレートの多数のノズル孔とにそれぞれ連通する高圧蒸気噴出通路が形成されている。
【0033】
前記ドレンセパレートプレートは、ドレンセパレートプレート本体の他に、ディスクプレートを含む場合がある。このディスクプレートは、前記プレート支持部材のスリット部の幅及び長さより僅かに狭い幅と短い長さをもつ前記スリット部と相似するプレート材からなり、前記スリット部内において、前記ドレンセパレートプレート本体の後述する円筒状貫通孔を構成する中空筒体と所定の間隔をおいて相対して配され、前記ドレンセパレートプレート本体に固定支持される。このようにドレンセパレートプレート本体に固定支持されたディスクプレートは、ノズルホルダーから送り込まれる高圧蒸気を受けて分散させ、同蒸気の圧力分布を均一化するとともに、蒸気と凝縮液とを分離させたのち、同高圧蒸気をドレンセパレートプレート本体へと送り込む。
【0034】
上記ノズルプレートとプレート支持部材との間に配されるドレンセパレートプレート本体も中空部がプレート本体を貫通する多数の中空筒体を有している。その中空筒体をプレート支持部材の前記スリット部に対面するようにドレンセパレートプレートの長手方向に
沿って単列に配することができる。これを具体的に述べると、平板状のドレンセパレートプレート本体の幅中央部に、上記プレート支持部材の上記スリット部の開口よりも一回り大きく且つドレンセパレートプレート本体の厚さの1/2の深さをもつ凹溝部を前記スリット部に沿って形成してあり、その凹溝部の底部中央には、その長さ方向に単列に並んで前記凹溝部の半分の高さをもつ多数の中空筒体が一体に突設されている。
【0035】
好ましくは、前記プレート支持部材の上記スリット部に、その開口周縁に沿って連続する突壁部を前記ドレンセパレートプレートの前記凹溝部に向けて突設する。この突壁部は前記凹陥部の溝底に達しない高さをもち、その外周形状は前記スリット部の内周面形状に一致させている。従って、前記プレート支持部材に前記ドレンセパレートプレートを組み付けるときは、ドレンセパレートプレート本体の前記凹溝部の内面にプレート支持部材の突壁部を密嵌させる。この突壁部の密嵌時、同突壁部と前記ドレンセパレートプレート本体の前記中空筒体との間には空間が形成され、この空間に凝縮液を含む高圧蒸気(凝縮蒸気)が充満する。この凝縮蒸気中の凝縮液はドレンとなって前記中空筒体の周辺の上記凹溝部内に溜まる一方、蒸気は前記中空筒体の中空部を通って下方に配されたノズルプレートのノズル孔から外部へと噴出する。前記凹溝部に溜まったドレンは、凹溝部のドレン排出口に設けた開閉バルブを開いて系外へと排出する。この多数の中空筒体を囲む凹溝部がドレンの集液部を構成し、前記中空筒体が堰部となる。
【0036】
かかる構成を備えた本発明の高圧蒸気噴出ノズルは、次のような本発明の繊維シート状物の加工処理方法に好適に適用される。
すなわち、繊維シート状物の加工処理方法に係る発明の基本構成は、上記高圧蒸気噴出ノズルを使って、繊維シート状物の表面に向けて高圧蒸気を噴射する、繊維シート状物の加工処理方法にある。
【0037】
ところで、本発明でいう繊維シート状物は、少なくともウエブ状物、織物、編物、不織布、又はこれらの積層シートを含んでおり、蒸気が貫通する構造を有するものであればよく、例えばパーフォレートフィルムと織物の積層したものも繊維シート状物である。本発明の繊維シート状物を構成する繊維は、有機繊維(羊毛、麻、絹等の天然繊維、及びポリエステル繊維、アクリル繊維、ポリアミド繊維等の合成繊維、並びにアセテート繊維などのような半合成繊維、レーヨンに代表される再生繊維など)、無機繊維(ガラス繊維、鉱物繊維、金属繊維など)の単独、又は有機繊維同士又は無機繊維同士若しくは有機繊維と無機繊維をそれらの併用したものである。
【0038】
本発明による高圧蒸気噴出処理方法によれば、例えば繊維シート状物の洗浄処理、脱色処理、液体処理後の繊維シート状物の脱液処理、繊維シート状物の風合改良処理、繊維シート状物に対する各種の薬剤処理を行うことが可能となる。これらの例示のうち繊維シート状物の風合改良処理、或いは通常の熱セットなどに蒸熱処理を行うことはあるが、その他の処理については、一般に流体処理が採用され、しかも前記蒸熱処理にしても繊維シート状物を高温蒸気の雰囲気中におき、或いは同雰囲気中を単に通して処理している。
【0039】
本発明による繊維シート状物の処理方法は、既述したとおり繊維シート状物に向けて加圧蒸気噴出ノズルから加圧蒸気を噴出して同繊維シート状物を貫通させることにより、上述のような多様な処理を行おうとするものである。従って、本発明の加圧蒸気噴出ノズルから噴出される加熱蒸気処理方法は従来の液体による処理方法とは本質的に異なる処理方法であり、また従来の蒸熱処理とも、蒸気を使う点では一致するものの、その構成は勿論のこと、機能と効果の点では全く異なる。
【0040】
本発明による繊維シート状物の洗浄処理は、従来のような余剰の染料などを洗浄液や水による除去と同様の除去ができるが、更には繊維シート状物又はその構成繊維に付着する
糊剤、油剤、各種樹脂などの付着物をも確実に除去することが可能となる。これは、繊維シート状物を構成する繊維や糸条に付着する糊剤、油剤、各種樹脂など、付着物の材質に影響されることなく、加圧蒸気が繊維シート状物を貫通するとき、それらの付着物を同蒸気により瞬間的に繊維シート状物の外へと随伴させることによる。例えば、金属繊維からなる織物又は編物は、スパンボンド不織布やメルトブロー不織布の製造工程における繊維ウエブの移送手段として用いられているが、前記織物又は編物からなる繊維シート状物上で溶融状態にある繊維状に形成されたポリマーが冷却する際、繊維シート状物にこびり付いた付着物を洗浄する場合にも用いることが可能である。
【0041】
本発明では液体処理ではなく蒸気(気体)処理であるがため、繊維シート状物を構成する繊維や糸条に水分を付着させることなしに各種の処理を行うことができる。そのため、後述するように洗浄後の繊維シート状物を改めて加熱乾燥工程や溶剤などの除去工程を通過させる必要がない。これは設備費やエネルギーコストの大幅な削減につながる。ただし、本発明の処理方法にあって、前記繊維シート状物に、熱収縮差を有するコンジュゲート繊維を含むとき、例えば不織布の製造であれば、ソフトな風合いを損なわずに繊維間の交絡度が増して形態安定性に優れた、多分野に応用可能な不織布が得られる。
【0042】
また上記脱色処理は、例えば従来の脱色剤を使った脱色に代えて、本発明の蒸気処理方法により、簡単に製品になる以前の原反のとき、その染色の一部を簡単に脱色することができ、或いは繊維シート状物の移送速度と繊維シート状物と移送手段との間の幅方向の振動とを適当に組み合わせて制御すれば、モアレ調の模様を作成することができ、しかも原反までも傷めるようなことがない。
【0043】
更に、上記液体処理後、例えば洗浄後の繊維シート状物に対する脱液(乾燥)処理についても上記洗浄処理と同様に、繊維シート状物には全工程における大量の処理液体が含浸あるいは付着している。つまり、通常の乾燥工程のごとく繊維シート状物から液分を効率的に除去できるため、従来の全ての乾燥工程に代えて本発明方法を適用すればよい。この場合、大型の乾燥チャンバー、多数の加熱ランプ、加熱ドラムや加熱ロール、これらの加熱ランプ、加熱ドラム又は加熱ロールに接続される電気エネルギーや流体エネルギーの供給設備、排気設備などが不要となり、使用エネルギー量も、従来と比較して大幅に低減される。また、上記繊維シート状物の風合改良処理も、例えば従来の羊毛織物や編物に対する洗絨法や蒸絨法などと比較すると、工程数が少なくなり、しかも短時間で目が詰まった表面がソフト感に富んだ羊毛製の繊維シート状物を連続して効率よく処理することができる。また本発明にあって、蒸気ノズルホルダーの蒸気導入路に更に薬剤注入路を合流させて繊維シート状物に加圧蒸気とともに薬剤を噴出すれば、他の処理と同時に薬剤処理を行うこともできる。
【0044】
そして、これらの多様な加工処理法は、繊維シート状物の移送速度、加圧蒸気の温度と蒸気圧、繊維シート状物と前記ノズルの噴出開口端との間隙などの処理条件を好適に組み合わすことにより実施が可能となる。更に、それらの値の決定は、繊維シート状物の種類(織物、編物、不織布など)及び構造(織又は編組織、織又は編密度、不織布の繊維密度)、繊維シート状物の構成繊維や糸条の材質、繊維シート状物の厚さなどの各種条件に基づいてなされるため、一律に決めることはできない。
【0045】
上記ノズル孔から噴出する蒸気には、次の理由から殆ど凝縮液が含まれていない。
すなわち、上記開閉バルブが閉じられたのちにノズルホルダー内に導入された高圧蒸気は、ノズルホルダーの内面を通過する際に放熱することが避けられないが、その放熱により発生する凝縮液や微細な異物などからなるドレンを伴って、気液分離機能をもつ中空筒体の中空部を経てノズルホルダーのスリット部をノズル孔に向けて通過しようとするが、このとき凝縮液は前記中空筒体の外周面及び凹陥部の内面に沿って凹陥部の底部へと流下
する。流下した凝縮液は凹陥部に溜まる一方で、高圧蒸気は同じく堰機能を有する中空筒体の中空部及び貫通孔を通って上記セパレータプレートに達する。このセパレータプレートでも凹陥部及び中空筒体によって再び蒸気とドレンとに分離され、ドレンは凹陥部に集まり、蒸気は中空筒体の中空部及び貫通孔を通ってノズル部材に形成されたノズル孔に向かう。
【0046】
凹陥部及びドレン流路に集められたドレンはドレントラップ等を通してノズルホルダー及びノズル部材から系外へと排出される。このようにして、ノズルホルダーの内部にて発生するドレンとノズル部材の内部に発生するドレンとが、それぞれの気液分離機構を経て蒸気と分離されることによって、ノズル孔から噴出する蒸気には殆ど凝縮蒸気が存在しなくなる。その結果、繊維シート状物に対する噴射蒸気の通過性が向上して局部的な低温部の発生がなくなり、また蒸気の通過性の差異に起因する交絡度等の処理度に斑が発生することもなく、特に水に対して感応性を有するポリマー等を含む繊維素材を使っても、処理異常部の発生がなくなる等、処理物の外観や物性等の製品品質の均一性が確保されるようになる。
【0047】
前記高圧蒸気噴出ノズルの上記ノズルホルダーは、通常、断熱材などで被包されており、内部を通る高圧蒸気の温度低下を防止しているが、更に高圧蒸気噴出ノズルの全体を積極的に加熱することもできる。その具体的な手法としては、シリコン系オイルなどの熱媒体による加熱、誘導加熱などの電気ヒーターによる加熱方法があり、その他に例えば高圧蒸気噴出ノズルの全体を高圧蒸気噴出側を開口させたボックス内に収容し、同ボックス内に高温に加熱された熱風を導入する。このように高圧蒸気噴出ノズルの全体を、熱風によって例えば使用する蒸気の飽和蒸気温度以上の温度に昇温しておけば、内部の高圧蒸気の温度低下が効果的に防げるようになる。
【0048】
ところで、通常は前記高圧蒸気噴出ノズルを走行する繊維ウエブの上方に配して、繊維ウエブの上面に向けて高圧蒸気噴出流を付与するが、前記高圧蒸気噴出ノズルを走行する繊維ウエブの下方に配して高圧蒸気の噴出流を繊維ウエブの下面から上方に向けて付与することもできる。このように高圧蒸気の噴出流を繊維ウエブの下方から上方に向けて噴出させるときは、ノズルホルダーの上面側に配されたノズル孔にドレンが溜まりにくくなり、また噴出蒸気にもドレンの含有量が少なくなり、圧力分布の均一化と相まって安定した処理が実現できる。
【0049】
通常、上記高圧蒸気噴出ノズルは所定の位置に固設され不動状態におかれており、上記繊維ウエブ押圧移送手段及び繊維ウエブ担持移送手段も繊維ウエブを一方向に移送するように一方向に移動しているに過ぎないが、本発明にあっては前記高圧蒸気噴出ノズルを繊維ウエブの移送路の横断方向に短い行程で往復動させ、或いは同高圧蒸気噴出ノズルを固定しておき、前記繊維ウエブ押圧移送手段及び繊維ウエブ担持移送手段を繊維ウエブ移送路の横断方向に同じく短い行程をもって往復動させることが好ましい。このように、高圧蒸気噴出ノズル又は繊維ウエブ押圧移送手段及び繊維ウエブ担持移送手段の、いずれかを往復動させる場合には、繊維ウエブの幅方向に均一に高圧蒸気が噴出付与され、製造される不織布の表面にノズル孔から噴出される蒸気によるモアレ状のパターンがつかず、均整な表面形態をもつ不織布が得られる。この往復動の行程幅はノズル間ピッチより多少でも長ければよく、具体的には±5mm程度であり、その往復速度は30〜300回/分である。
【0050】
本発明の繊維シート状物の処理方法にあっても、繊維ウエブの移送方向にあって、前記高圧蒸気噴出ノズルよりも上流側に蒸気噴出ノズルによるウエブ内の繊維相互の交絡を容易化するための前処理手段を配しておくことが望ましい。このように蒸気の噴出により繊維を交絡させる前段で、繊維ウエブを構成する繊維相互の距離を短くするような前処理手
段を行うことにより高圧蒸気の噴射によっても繊維ウエブ内の繊維相互の交絡を斑なく効率的に行うことができる。その前処理手段としては、繊維ウエブに湿り気を与える程度の水分付与がある。このように高圧蒸気噴出ノズルによる処理を開始する以前に、繊維ウエブ表面に、例えば予め水分を噴霧しておくと、繊維ウエブ表面の毛羽立ちや繊維の飛散が防がれ、繊維ウエブの形態安定性が向上する。
【図面の簡単な説明】
【0051】
【図1】本発明に係る高圧蒸気噴出ノズルの代表的な構造例を示す縦断面図である。
【図2】同ノズルの裏面図である。
【図3】図2におけるIII-III 線に沿った矢視断面図である。
【図4】図3に矢印で示すA部の拡大図である。
【図5】A部の拡大斜視図である。
【図6】図3に矢印で示すB部の拡大図である。
【図7】本発明におけるドレンセパレートプレート本体の縦断面図である。
【図8】同ドレンセパレートプレート本体の上面図である。
【図9】同ドレンセパレートプレート本体の横断面図である。
【図10】図7に矢印で示すC部の拡大断面図である。
【図11】本発明におけるディスクプレートの縦断面図である。
【図12】同ディスクプレートの上面図である。
【図13】本発明に係る繊維シート状物の加工工程における代表的な実施形態を概略で示す管路説明図である。
【図14】同実施形態における高圧蒸気噴出ノズルに対する蒸気管路の概略説明図である。
【図15】本発明による繊維シート状物の加工工程の第2実施形態を概略で示す構成説明図である。
【図16】本発明による繊維シート状物の加工工程の第3実施形態を概略で示す構成説明図である。
【図17】本発明による繊維シート状物の加工工程の第4実施形態を概略で示す構成説明図である。
【発明を実施するための形態】
【0052】
以下、本発明の代表的な実施形態を図面に基づいて具体的に説明する。
図1〜図8は、本発明に係る高圧蒸気噴出ノズルの上記実施形態を示している。この実施形態による高圧蒸気噴出ノズル10は、図1及び図2に示すように、ノズルホルダー11と、同ノズルホルダー11の両端部に溶接により固着された第1及び第2フランジ12,13と、前記ノズルホルダー11の内部に挿通されて両端部を第1及び第2フランジ12,13により支持された円筒状の高メッシュフィルター14と、前記ノズルホルダー11の下面に沿って溶接又はボルト等により固着される多数のノズル孔をもつノズル部材15とを備えている。この実施形態によれば、ノズル部材15はノズルホルダー11の下面に固設されており、高圧蒸気はノズル部材15のノズル孔の下方を走行する図示せぬ繊維シート状物の上面に上方から下方に向けて噴出するときの構造例を示している。本発明にあっては、ノズル部材15をノズルホルダー11の上面に固設して、高圧蒸気をノズル部材15のノズル孔の上方を走行する図示せぬ繊維シート状物の下面に下方から上方に向けて噴出する場合もある。
【0053】
本実施形態におけるノズル部材15は、外観的には上記特許文献1及び2に開示されたノズル部材とノズル孔の形状及び部材高さが大きくされている点を除くと、ほぼ類似する形状を有している。図3は、本発明の高圧蒸気噴出ノズル10の、図2に示すIII-III 線に沿って矢印方向に見た拡大断面図である。この図から理解できるように、ノズル部材15は多数のノズル孔15a”を有するノズルプレート15aと、同ノズルプレート15a
を支持するプレート支持部材15bと、前記ノズルプレート15aと前記プレート支持部材15bとの間に介装される第1気液分離手段の一構成部材をなす、ドレンセパレートプレート15cとから構成することができる。本実施形態によるこれらの部材は、各部材間を長さ方向に9本、幅方向に各一対の総計18本の固定用のボルト21によって締結固定される。
【0054】
前記ノズルホルダー11の蒸気導入側端部に固着された第1フランジ12は中心線に沿って大径部12a及び小径部12bとからなる貫通孔12cが形成されており、図示せぬ高圧蒸気供給源に接続された図示せぬ高圧蒸気供給管にプラグ17を介して接続される。前記ノズルホルダー11の蒸気排出側端部に固着された第2フランジ13も、その中心線に沿って大径部13a及び小径部13bとからなる貫通孔13cが形成されており、図示せぬ排気ファンに接続された図示せぬ蒸気排出管と接続される。前記高メッシュフィルター14の両端部には、前記第1及び第2フランジ12,13の各大径部12a,13aに気密に固設されるOリング20を固着している。
【0055】
ところで、ノズルホルダー11への蒸気の供給配管については、凝縮蒸気の持ち込みを防止するために、立上り配管をノズルホルダー11の蒸気導入口に接続し、あるいはその接続部の直前にドレンセパレータを設置するなど設計上の配慮が必要である。勿論、供給配管からの放熱による影響で凝縮蒸気が発生することを防止するため、配管部やバルブ等を十分に保温することが重要であり、必要に応じて配管などを外部から強制的に加熱するなどの対策を講じることが望ましい。これらの対策を講じることは重要ではあるが、ノズルホルダーの外部を積極的に加熱する必要もある。
【0056】
また、冷却による影響以外にも、ノズルホルダー11内の蒸気の移動速度が一定以上の速度を有する場合には、運動エネルギーや摩擦損失との関連でホルダー内部において温度低下や圧力低下による影響を受けて、蒸気温度の分布や凝縮蒸気の発生原因となることが明らかにされた。種々検討の結果、このような現象の発生を避けるためにはホルダー内を移動する蒸気流量に対して、所要のホルダー長さを与えたときに、供給蒸気圧力に対する圧力低下を許容限度内に抑えるためには、以下のような条件式(1)を満足する必要があることを見い出した。
D≧{KQt2L/[σ(P+0.1)]}0.2・・・(1)
ここで、ホルダーに導入される蒸気圧(ゲージ圧力)をP(MPa)、ノズルから噴出する蒸気の噴出量をQt(kg/s)、ホルダー長さをL(m)、圧力偏差率σ(-)を設定すれば、前記式(1) から、ホルダー口径Dの最小寸法を求めることができる。
【0057】
前記ノズルホルダー11の下面部には、その両端部を残して内部空間に達するまでを平面的に切除して切除面11aを形成しており、その結果、ノズルホルダー11の下面中央には長手方向に延びるスリット状開口11bが形成される。前記切除面11aは、図1〜図6に示すように、上記ノズル部材15の厚板状のノズルプレート15a、角柱状のプレート支持部材15b及び薄板状のドレンセパレートプレート15cを積層した状態で固定される。その積層は、最下位にノズルプレート15aが配され、最上位にプレート支持部材15bが配され、中間にドレンセパレートプレート15cを配している。これら3層の長さと幅とは同一である。ノズルプレート15aの下面中央部にはその長手方向の両端部を除いて長手方向に連続的に延びるスリット15a’が形成されている。また、その上部中央には、前記スリット15a’に通じる多数のノズル孔15a”が長手方向に一列に配されている。
【0058】
一方、上記プレート支持部材15bの上半部には、図3、図4及び図5に拡大して示すように、上記ノズルホルダー11の上記スリット状開口11bに臨む千鳥状に配された多数の円孔からなる蒸気通路15b’が形成されている。またプレート支持部材15bの下
半部には、図3及び図6に拡大して示すように、千鳥状に並んだ前記蒸気通路15b’の幅方向外側端縁間の幅をもち、且つ前記蒸気通路15b’の形成断面を網羅するスリット部15b”が前記蒸気通路15b’の下端に連通して形成されている。
【0059】
更に図示例によれば、図4及び図5に拡大して示すように、前記プレート支持部材15bにおける各蒸気通路15b’の上半部に中空筒部15b’−1が形成されており、その周辺をも含めた長さ方向の蒸気通路15b’の形成領域に舟形状の凹陥部15b’−2が形成されている。前記中空筒部15b’−1及び舟形状の凹陥部15b’−2が、本発明における特徴部を構成し、前記中空筒部15b’−1が堰としての機能を発揮し、前記凹陥部15b’−2がドレンを集める集液部となる。
【0060】
このように、図示例では、中空筒部15b’−1及び舟形状の凹陥部15b’−2をプレート支持部材15bの上記ノズルホルダー11の切除面11aとの密接面に設けているが、ノズルホルダー11の切除面11aに直接設けることもできる。この場合、加工は難しいが、前記切除面11aの上記スリット状開口11bを囲むように凹陥部15b’−2を形成し、その凹陥部15b’−2の底面に沿って等ピッチで前述の底面部の貫通孔と連通する中空筒部15b’−1を起立させて並べている。
【0061】
一般に、ノズルホルダーに導入される高温高圧の蒸気の熱は、ノズルホルダーを介して外部に放熱され、そのための温度低下に基づき凝縮液が発生する。この凝縮液は蒸気とともに下方の上記高圧蒸気噴出通路へと流れ込もうとする。このとき、本発明にあっても、凝縮液の大半はノズルホルダー11の内面を伝わり下方へと移動する。また蒸気中に含まれる凝縮液が上記第2気液分離手段に達するまでに、その大半が蒸気と凝縮液とに分離され、内部圧のため蒸気は上記中空筒部15b’−1の孔を介して下方のノズルプレート15aに向けて移動を続けるが、一方の凝縮液は前記中空筒部15b’−1の筒壁部によって中空部内への流れが阻止され、前記凹陥部15b’−2に集まって一時的に貯留される。この凹陥部15b’−2に集められた凝縮液は、所定の時間ごとに同凹陥部15b’−2に通じるドレン排出口に配された図示せぬ開閉バルブを開けることにより系外へと排出される。
【0062】
上記ドレンセパレートプレート15cは、その名称が示すとおり、蒸気と凝縮液とを分離するための部材であり、ドレンセパレートプレート本体15c’単独で構成してもよいが、本実施形態では図3、図7及び図8に示すように、ドレンセパレートプレート本体15c’とディスクプレート15c”との2部材から構成される。ここで、ディスクプレート15c”は、図5、図10及び図11に示すように、前記ドレンセパレートプレート本体15c’よりも薄肉で且つ幅狭で、ドレンセパレートプレート本体15c’よりも短尺なプレート材からなり、前記ドレンセパレートプレート本体15c’の蒸気流れ方向の上流側直近に配される。図示例によれば、図3及び図5に示すように、前記ディスクプレート15c”は上記プレート支持部材15bに形成されたスリット部15b”の空間内に配されている。凝縮蒸気がドレンセパレートプレート本体15c’に達する以前に凝縮蒸気を前記ディスクプレート15c”に当てて、蒸気中の凝縮液を蒸気から分離させるとともに、ドレンセパレートプレート本体15c’に向かう蒸気圧を分散させて、その圧力分布を均一化するバッファとしての機能を有している。
【0063】
一方、上記ドレンセパレートプレート本体15c’の厚さ方向の上半部には、図4及び図9に拡大して示すように、その幅方向の中央部に上記プレート支持部材15bの上記スリット部15b”の開口よりも一回り大きく、ドレンセパレートプレート本体15c’の1/2の深さをもつ凹溝部15c’−2が前記スリット部15b”に沿って形成されている。前記凹溝部15c’−2の底部幅方向中央には長さ方向に沿って多数の貫通孔15c’−3が等ピッチに形成されている。この凹溝部15c’−2の凝縮液排出側端部の底面
には、図10に拡大して示すように、ドレンセパレートプレート本体15c’の端面まで延びて後述するトラップ管路(C4)と接続する凝縮液排出口15c’−1が形成されている。このトラップ管路(C4)は、上記ノズルホルダー11の下端面近傍に形成された上記凹陥部15b’−2ともドレン排出路を介して接続されている。
【0064】
他方、前記凹溝部15c’−2の底面には、前記貫通孔15c’−3と連通する中空状の円筒体15c’−4が凹溝部15c’−2と一体化して直立している。この円筒体15c’−4は各貫通孔15c’−3と同じ内径をもち、また前記貫通孔15c’−3の内径よりも大きな外径をもち、貫通孔15c’−3と同等の高さをもっている。この円筒体15c’−4が堰構造を構成し、前記凹溝部15c’−2が凝縮液溜部を構成する。
【0065】
前記ディスクプレート15c”に当たって分散化された蒸気には僅かではあっても、いまだ凝縮液が含まれている可能性が高い。前記ドレンセパレートプレート本体15c’は、そうした蒸気中に残った凝縮液を凹溝部15c’−2に集めて、蒸気だけを前記中空状の円筒体15c’−4の中空部と前記貫通孔15c’−3とを通してドレンセパレートプレート本体15c’の下面に密着して配されたノズルプレート15aのノズル孔15a”へと送り込む。このとき、前記円筒体15c’−4は凝縮液が中空部へと侵入するのを阻止して、蒸気のみを中空部へと送り込み、ここで分離された凝縮液が前記凹溝部15c’−2に集められる。この凹溝部15c’−2に溜まったドレンは、図示せぬ開閉バルブが開いて凹溝部15c’−2と連通するドレン排出口を通してトラップ管路(C4)から系外に排出される。なお、本実施形態にあっては前記円筒体15c’−4は前記凹溝部15c’−2の底面に沿って等ピッチで単列に配されているが、これに限定されない。
【0066】
上記ノズルプレート15aは、その幅方向の中央に所定のピッチをもって長手方向に一列又は多列に並んで形成された多数のノズル孔15a”を有している。本実施形態によれば、前記ノズル孔15a”は一列に配されており、上部の1/5の高さ部分に単なる円形孔15a”−1が形成され、その下面に連続して前記円形孔15a”−1の径よりも小さな径をもち、その上端開口から逆円錐台形孔15a”−2に形成されている。また、この逆円錐台形孔15a”−2の下端噴出口までノズルプレート15aの長さ方向に連続して延びるスリット15a’が形成されている。かかる孔形状を採用するときは、高精度の孔加工と噴射流の良好な均一性の確保を可能にする。
【0067】
上記プレート支持部材15bは、図1及び図3に示すように、同プレート支持部材15bの上面をノズルホルダー11の上記切除面11aに密接させた状態で、溶接により固設一体化されている。前記プレート支持部材15bには、上記スリット部15b”の開口下端縁部に沿って下方へと突出する突壁部15b”−1が連続して形成されている。プレート支持部材15bの前記突壁部15b”−1が、上記ドレンセパレートプレート本体15c’に形成された上記凹溝部15c’−2の内壁面に密嵌する状態で嵌着され、プレート支持部材15bとノズルプレート本体15aとの間に挟持固定される。
【0068】
このときの固定は、図3に拡大して示すように、プレート支持部材15bとドレンセパレートプレート本体15c’との間、及びノズルプレート15aとドレンセパレートプレート本体15c’との間を、それぞれOリング20を介して共通のボルト21をもって気密に固着することにより強固に支持する。従って、ノズルプレート15a及びドレンセパレートプレート15cは前記ボルト21を外すことにより、プレート支持部材15bから容易に取り外すことができるため、洗浄や交換が簡単にできる。また、前記ドレンセパレートプレート本体15c’の前記凹溝部15c’−2に密嵌されたプレート支持部材15bの前記突壁部15b”−1の内面と上記円筒体15c’−4との間には、既述したとおり空間が形成されており、この空間が気液分離機構を構成する凝縮液流路となる。
【0069】
以上の実施形態では、ノズルプレート15aに形成される多数のノズル孔15a”が一列に並んで配された例を挙げているが、本発明ではノズルプレート16に形成される多数のノズル孔15a”を2以上の複数列に配することもできる。このようにノズル孔15a”を、例えば二列に並べて配するときは、列間に配されるノズル孔15a”を1/2ピッチずらして千鳥状に配するようにすることが好ましい。千鳥状にノズル孔15a”を配した場合には、単列である場合と比較して同一列上のノズル孔15a”間のピッチを長くとっても、トータルとして実質的にピッチが短くなり、高圧蒸気噴出ノズル10から噴出する高圧蒸気が移送される繊維ウエブの幅方向に万遍なく付与されるようになり、モアレ状の模様もつきにくくなる。
【0070】
図13及び図14は、上述の高圧蒸気噴出ノズル10が適用された本発明に係る繊維シート状物の加工工程の好適な実施形態としての不織布の製造工程の一例を概要で示している。前記高圧蒸気噴出ノズル10の下方には、所定の間隔をおいて第1エンドレスベルト30が配されている。この第1エンドレスベルト30は前記高圧蒸気噴出ノズル10を横切るようにして一方向に回動する。そのため、同第1エンドレスベルト30の両端反転部は、図示せぬ駆動モータにより駆動される駆動ローラ31及び従動ローラ32により駆動支持されるとともに、下方においてテンションローラ33にて支持し、第1エンドレスベルト30に適切な張力を与えている。この第1エンドレスベルト30は、例えばパンチングにより多数の小孔を有するステンレス製の薄板や、耐熱性合成樹脂又は金属を使ったメッシュ状の織物から構成される。
【0071】
そのメッシュ度は任意に設定できる。また、前記高圧蒸気噴出ノズル10と第1エンドレスベルト30により移送される繊維シート状物との間隔は、繊維シート状物の繊維密度やその厚さによって0〜30mm以下に設定する。0mmでは高圧蒸気噴出ノズル10と繊維ウエブとの間で摺接による摩擦が生じ、ノズル孔の変形や蒸気中の異物によりノズル孔15a”が塞がれやすくなり、30mmを越えるものでは噴出蒸気流の温度と勢いが低下する。前記高圧蒸気噴出ノズル10に導入される蒸気圧は、繊維ウエブの構成繊維の材質や繊維密度に基づいて、0.1〜2MPaとすることが望ましく、高圧蒸気噴出ノズルから噴出される蒸気を過熱蒸気とすれば、ノズル孔15a”から噴出する過熱蒸気が断熱膨張による温度低下を起こしても、霧状の蒸気とはならず霧散することもなくなる。このとき、ノズル孔15a”へ供給される蒸気は、湿り度を10%以内、又は過熱度が10℃以上の過熱蒸気とすることが望ましい。
【0072】
前記高圧蒸気噴出ノズル10の設置部位に対応する前記第1エンドレスベルト30を挟んで下方にはサクション手段が配されている。本実施形態では、同サクション手段はサクションボックス40と、同サクションボックス40にセパレータタンク41を介して配管により連結された真空ポンプ42と、同真空ポンプ42の排出側に連結されたミストセパレータ43とから構成される。ここで、前記セパレータタンク41はサクションボックス40により吸引される蒸気を気液に分離するための気液分離タンクであり、前記ミストセパレータ43は真空ポンプ42から排出される蒸気中の異物や有害ガス或いは液体などを蒸気から除去して、清浄な蒸気(気体)を外部に放出するとともに、真空ポンプ42から発生する騒音を低減化するサイレンサーとしての機能も有する。
【0073】
前記セパレータタンク41の天板部の排気口が開閉バルブ47を介して前記セパレータタンク41と上記真空ポンプ42とを連結する吸引管路(C5)に接続され、同セパレータタンク41の底部は流体ポンプ48を介して上記水供給源Wとに接続させている。また、このセパレータタンク41の上限水位部と下限水位部との間に水位検出器49が配され、同セパレータタンク41の水位が上限を越え又は下限を下回ると、その信号を送って図示せぬ制御装置の指令により前記流体ポンプ48の作動を停止させるようにしている。
【0074】
上記高圧蒸気噴出ノズル10は、図1〜図12に示し上述したノズル構造を備えており、その蒸気導入側端部には図13及び図14に示すように、高圧蒸気供給源Sから供給される高圧の蒸気が蒸気導入側主管路(C1)を通して導入される。この蒸気導入側主管路(C1)では、高圧蒸気供給源Sから送られる蒸気を一旦ドレン貯留ポット51に導き、その底部に蒸気中に含まれる凝縮液を貯留して、これを第1のトラップ管路57を介して図示せぬ回収タンクに回収している。ドレン貯留ポット51に導入された蒸気は圧力制御バルブ52及び精密フィルター53を介して加熱ヒーター54により加熱されて過熱蒸気となり、高圧蒸気噴出ノズル10に送り込まれる。
【0075】
本実施形態にあっては、前記加熱ヒーター54と高圧蒸気噴出ノズル10の蒸気導入側端部との間に、温度検出器TIと圧力検出器PIとが配されている。前記蒸気導入側主管路(C1)は、加熱ヒーター54の設置部位から分岐する蒸気補充管路(C2)を有しており、この蒸気補充管路(C2)は高圧蒸気供給源Sと接続されている。この蒸気補充管路(C2)の途中には、前記加熱ヒーター54からの温度検出信号を受けて作動する第1の開閉バルブ55が介装され、前記温度検出器TIにより検出される蒸気温度が下限の温度より低下すると前記開閉バルブ55を開き新たな蒸気を蒸気導入側主管路(C1)に補給して過熱蒸気温度を所定の温度範囲まで上昇させる。蒸気温度が上限の温度を越えると前記開閉バルブ55を閉じ補給蒸気を遮断する。
【0076】
この実施形態にて採用する高圧蒸気噴出システムは、上記特許文献3(特開2005―76162)に準拠しており、その温度制御システムにより蒸気の温度を所定の温度範囲に制御することを可能にしている。また、前記圧力検出器PIは上記精密フィルター53の上流側に配された圧力制御バルブ52に接続されており、蒸気導入側主管路(C1)の蒸気圧を一定に維持するように調整する。
【0077】
一方、高圧蒸気噴出ノズル10の蒸気排出側端部には、図14に示すように、温度検出器TIが配され、蒸気排出側端部は蒸気排出管路(C3)と接続されている。同蒸気排出管路(C3)には、前記第2の温度検出器TIに接続されて、同温度検出器TIにより検出された蒸気温度が設定温度に達すると閉鎖する第2の開閉バルブ56が介装されている。また、前記第2の開閉バルブ56が閉まって蒸気排出管路(C3)が閉鎖されたときでも、高圧蒸気噴出ノズル10のノズルホルダー11内部に発生するドレンを常に図示せぬ回収タンクに排出できるようにしている。
【0078】
そのため本実施形態では、図14において上記ノズル部材15におけるノズルホルダー11の高圧蒸気排出側の端部には、その底面近傍に蒸気の凝縮液排出口15c’−1(図9参照)が形成されており、その排出口15c’−1は第3の開閉バルブ62を介してトラップ管路(C4)に接続されている。このとき、前記高圧蒸気噴出ノズル10は、その高圧蒸気導入側端部を基端部として上記蒸気排出管路(C3)の端部を下方に僅かに下げて、高圧蒸気噴出ノズル10を傾斜させておく。ノズルホルダー11に導入される高圧蒸気は高圧蒸気噴出ノズル10の稼働中にどうしても凝縮して液化する。既述したとおり、プレート支持部材15bのスリット部開口に形成された上記突壁部15b”−1を、上記ドレンセパレートプレート本体15c’に形成された上記凹溝部15c’−2の内壁面に密嵌させている。このとき、前記突壁部15b”−1の内面と前記ドレンセパレートプレート本体15c’の円筒体15c’−4との間には間隙が形成され、この間隙は気液分離機構の一部となるドレン流路を構成する。
【0079】
本実施形態における前述のドレンセパレートプレート本体15c’の凝縮液排出側端部は、図10に拡大して示しており、ドレンセパレートプレート本体15c’の前記凹溝部15c’−2の凝縮液流路側端部に続いて、同凹溝部15c’−2と上記トラップ管路(C4)との間を連通させるドレン貫通孔15c’−3が形成されている。前記トラップ管
路(C4)には、上述のとおり第3の開閉バルブ62が設けられている。この貫通孔15c’−3は、3mm径で長さが30mmのキリ孔からなり、その凹溝部15c’−2と連通する側の端部は、上半部が前記凹溝部15c’−2の底部に直接連通しており、その下半部は前記凹溝部15c’−2の底部の下面へと延設されている。また、このドレン貫通孔15c’−3の前記トラップ管路(C4)との接続側端部の凝縮液排出口15c’−1は7.2mm径のネジ孔からなる。
【0080】
一方、本実施形態における上記ノズルホルダー11とプレート支持部15bとの境界部に形成された気液分離機能をもつ中空筒部15b’−1及び凹陥部15b’−2は、図3、図4及び図5に示し既述したとおり、前記プレート支持部材15bの上半部に多数の円孔からなる蒸気通路15b’を形成し、その下半部に同蒸気通路15b’の下端開口面と連通するスリット部15b”を形成している。前記蒸気通路15b’の上端開口面の幅方向中央部には、ノズル長さ方向にわたって舟形状の凹陥部15b’−2が形成されている。そして、この凹陥部15b’−2の底部には、前述の円孔からなる多数の蒸気通路15b’にそれぞれ連通する中空筒部15b’−1が多数立ち上がっている。この中空筒部15b’−1が堰としての機能を発揮し、前記凹陥部15b’−2が凝縮液(含むドレン)を集める集液路となる。
【0081】
ここで、第3の開閉バルブ62を開けると、プレート支持部材15bの上記凹陥部15b’−2に溜まった凝縮液が系外に排出される。このとき、上述のようにノズルホルダー11の高圧蒸気排出側端部を蒸気排出管路(C3)の端部よりも下方に僅かに低くなるように設置しておけば、プレート支持部材15bの凹陥部15b’−2に溜まった凝縮液は自動的に高圧蒸気排出側端部の凝縮液排出口へと流れて、トラップ管路(C4)を介して外部に排出される。なお、本実施形態にあって図示を省略したが、当然に高圧蒸気噴出ノズル10とその蒸気導入配管や蒸気排出管などは、蒸気噴出ノズル孔を除きアルミ箔付きのガラス繊維マットなどの断熱材で被覆している。
【0082】
以上のごとく構成された本実施形態による不織布の製造装置によれば、稼働に先立って、先ず上記高圧蒸気噴出ノズル10の蒸気排出管路(C3)の第2の開閉バルブ56を開けて蒸気導入側主管路(C1)から高圧の過熱蒸気を導入すると、新鮮な過熱蒸気が高圧蒸気噴出ノズル10のノズルホルダー11の内部を、その導入側開口から排出側開口へと流れ、ノズルホルダー11を所要の過熱温度まで速やかに昇温させる。このとき、ノズルホルダー11の蒸気排出側端部に設置された温度検出器TIによりその温度を検出しており、同検出温度が所要の温度に達すると上記第2の開閉バルブ56を閉じる。この開閉バルブ56を閉じると同時に、第1エンドレスベルト30を駆動して、その回動を開始する。
【0083】
図15は、本発明に係る繊維シート状物の処理工程の第2実施形態の概要を示している。この実施形態によれば、上下2枚の第1及び第2エンドレスベルト30,34にて繊維シート状物を挟持して一方向に移送させるとともに、上記高圧蒸気噴出ノズル10と同ノズル10に対向して配されるサクションボックス40とを一組としたとき、その複数組(図示例では二組)が繊維シート状物の移送方向に配されており、しかも各組における高圧蒸気噴出ノズル10及びサクションボックス40の配置を互いに上下逆転させている。
【0084】
すなわち、第一組目の高圧蒸気噴出ノズル10のノズル孔15a”を、繊維シート状物の上面を押圧しながら一緒に走行する第2エンドレスベルト34の上面に向けて高圧蒸気噴出ノズル10を配設するとともに、サクションボックス40の吸引開口を繊維シート状物を下方から担持して繊維シート状物を移送する第1エンドレスベルト30の下面に向けてサクションボックス40を配設している。一方、第二組目の高圧蒸気噴出ノズル10は、そのノズル孔15a”を繊維シート状物を下方から担持して移送する第1エンドレスベ
ルト30の下面に向けて配設されるとともに、サクションボックス40は、その吸引開口を繊維シート状物を上方から押圧して一緒に走行する第2エンドレスベルト34の上面に向けて配設している。
【0085】
こうして、第1及び第2エンドレスベルト30,34によって挟持されて移送される繊維シート状物に対して、上面と下面とに向けて交互に高圧蒸気噴出ノズル10から高圧蒸気を噴出させると、繊維シート状物の表裏両面に対して均等に高圧蒸気が作用することになり、製造された不織布の表裏面において構成繊維が均等に交絡が進み、不織布としての形態安定性が確保されやすくなり、しかも外観的にも表裏の区別がなく商品価値が向上する。
【0086】
図16は、本発明に係る繊維シート状物の処理工程における好適な第3実施形態の要部を概要で示している。ノズルプレート15aの下面に接近させて繊維シート状物押圧移送手段である第2エンドレスベルト34を配し、繊維シート状物担持移送手段である第1エンドレスベルト30に担持されて移送されてくる繊維シート状物Wを前記第2エンドレスベルト34によって挟持しながら協働して移送し、その挟持移送の間に前記ノズルプレート15aのノズル孔15a”を介して高圧の過熱蒸気を繊維シート状物表面に噴出させる。前記第1エンドレスベルト30の内面に近接させて吸引手段であるサクションボックス40が配されている。
【0087】
この実施形態では、前記サクションボックス40の吸引開口はノズルプレート15aのノズル孔15a’に対向する位置に配され、その形状は周辺の気体の吸引を可能な限り回避すべくスリット状とされている。このスリット開孔の開口幅は略10mm程度が好適であり、その吸引力も通常の工場内で使われる換気扇の排気能力、すなわち300Pa程度で十分であり、これより大きいと繊維シート状物の構成繊維に配向性を与えやすく、それより小さいと吸引力不足となる。勿論、この吸引力は繊維シート状物の厚さ、密度や、ノズル部材15から噴出するときの蒸気圧によっても所要の範囲で調整することが必要である。
【0088】
また、この実施形態ではノズル部材15と第2エンドレスベルト34との間隙、第1エンドレスベルト30とサクションボックス40との間の間隙を維持すべく、第1エンドレスベルト30の下面を支持して案内する複数の支持回転ロール35aと第2エンドレスベルト34の上面位置を規制して案内する複数の規制案内ロール35bとを設けている。これらの支持回転ロール35a及び規制案内ロール35bを設けることにより、第1及び第2エンドレスベルト30,34をもって適切な挟持力をもって繊維シート状物Tを挟持移送することが可能となるばかりでなく、第1及び第2エンドレスベルト30,34とノズル部材15及びサクションボックス40との摺接を回避すると同時に、その対向間隙を微小に維持することが可能となる。なお、これらの支持回転ロール35a及び規制案内ロール35bを公知の上下位置調整手段を使ってそれぞれ調整可能にすることもできる。
【0089】
上記実施形態にあっては、上述の構造を備えた高圧蒸気噴出ノズル10のノズル孔15a”を単に繊維シート状物の担持移送手段及び/又は押圧移送手段に向けて配設しているが、本発明では更に前記高圧蒸気噴出ノズル10の全体を積極的に加熱して高温を維持させることもできる。図17は、その一例を示している。同図によれば、ノズルホルダー11、ノズルプレート支持部材15b及びノズルプレート15aを備えた高圧蒸気噴出ノズル10の全体を収容する加熱ボックス27が使われている。この加熱ボックス27は高圧蒸気噴出ノズル10の全体を収容するとともに、高圧蒸気噴出ノズル10のノズル孔15a”が向けられる側を全面開口させた細長い直方体からなり、その天板部の中央部に熱風導入口27aが形成されている。
【0090】
この熱風導入口27aは外部の熱風導入管路28と接続されている。ファン28aによりフィルター28bを介して導入され、ヒーター28cによって加熱された高温の清浄化された空気が、前記熱風導入管路28を通って加熱ボックス27へと送り込まれて、高圧蒸気噴出ノズル10の全体を熱風により積極的に加熱する。
このように、高圧蒸気噴出ノズル10の全体を加熱することにより、ノズルホルダー11の内部に導入される高圧蒸気や過熱蒸気の温度低下が効果的に防止され、所要温度を維持して高圧蒸気噴出ノズル10から繊維シート状物Wに向けて噴出させることができる。その結果、使用蒸気量の低減が実現されると同時に効率的な繊維交絡が実現できるようになるばかりでなく、製造される不織布の形態も安定化し所望の強度と風合いが得られる。
【0091】
また図示例によれば、加熱ボックス27の繊維シート状物移送方向の前後壁部27b,27cにあって、その下端部にはシールロール29a,29bの周面が当接されている。このシールロール29a,29bはステンレス製の平滑ロール又は周面に樹脂がコーティングされたロールであり、自由回転ロールであっても、繊維シート状物Wの移送速度に同調させて駆動回転させるようにしてもよい。かかるシールロール29a,29bを配することにより、加熱ボックス27からの熱風の散逸を防ぐと同時に外気の浸入が防止でき、高圧蒸気噴出ノズル10に対する加熱効率が向上する。
【0092】
また、この例では更に繊維シート状物Wの担持移送体である第1エンドレスベルト30に対向して配されたサクションボックス40の吸引開口部に対応する部分を開口させた外気遮蔽板63を、前記第1エンドレスベルト30とサクションボックス40との間に介装している。この外気遮蔽板63の繊維シート状物移送方向の前後端部をそれぞれ下方に湾曲させて、繊維シート状物Wの通過を円滑に安定するようにしている。このように、第1エンドレスベルト30とサクションボックス40との間に前記外気遮蔽板63を介装することにより、高圧蒸気噴出ノズル10から噴出する高圧蒸気又は過熱蒸気の噴出領域に外気が浸入することを防ぐことができ、噴出された高圧蒸気又は過熱蒸気を、高圧蒸気噴出ノズル10とサクションボックス40との間を通過する繊維シート状物Wに外気により邪魔されることなく、効率的に付与することができる。その結果、製造される不織布の表面形態が更に均整化するとともに繊維交絡が緻密化する。
【0093】
なお本発明にあっては、高圧蒸気噴出ノズル10をその長手方向に微小に往復動させるか、或いは上記第1及び第2エンドレスベルト30,34を繊維シート状物とともに繊維シート状物移送路を横断する方向へ微小に往復動させることができる。その往復動のための駆動機構は、図示は省略するが、例えば従来から長網抄紙機などの網に横振動を与えるための公知の機構を採用することができる。また往復動(振動)の行程は往復動中心から左右に5mm程度が好ましく、その往復動回数は30〜300回/分の範囲で任意に調整される。このように、高圧蒸気噴出ノズル10を、或いは第1及び第2エンドレスベルト30,34を往復動させると、列状に配された多数のノズル孔から噴出する高圧蒸気又は過熱蒸気が繊維シート状物の表面を幅方向に満遍なく作用するようになり、表面にモアレ状の模様がつくことなく、より均整な繊維交絡と表面形態が得られる。
【符号の説明】
【0094】
10 (高圧)蒸気噴出ノズル
11 ノズルホルダー
11a 切除面
11b スリット状開口
12,13 第1及び第2フランジ
12a,13a 大径部
12b,13b 小径部
12c,13c 貫通孔
14 高メッシュフィルター又は多孔性部材
15 ノズル部材
15a ノズルプレート
15a’ スリット
15a” ノズル孔
15a”−1 円形孔
15a”−2 逆円錐台形孔
15b (ノズル)プレート支持部材
15b’ 蒸気通路
15b’−1 中空筒部(堰)
15b’−2 凹陥部(集液部)
15b” スリット部
15b”−1 突壁部
15c ドレンセパレートプレート
15c’ ドレンセパレートプレート本体
15c’−1 凝縮液排出口
15c’−2 凹溝部(ドレン溜部)
15c’−3 貫通孔
15c’−4 円筒体(堰)
15c” ディスクプレート(バッファ部材)
17 プラグ
20,20a Oリング
21 ボルト
27 加熱ボックス
27a 熱風導入口
27b,27c 前後壁部
28 熱風導入管路
28a ファン
28b フィルター
28c ヒーター
29a,29b シールロール
30,34 第1及び第2エンドレスベルト
31 駆動ローラ
32 従動ローラ
33 テンションローラ
35a 支持回転ロール
35b 規制案内ロール
40 サクションボックス
41 セパレータタンク
42 真空ポンプ
43 ミストセパレータ
47 開閉バルブ
49 水位検出器
51 ドレン貯留ポット
52 圧力制御バルブ
53 精密フィルター
54 加熱ヒーター
55 第1の開閉バルブ
56 第2の開閉バルブ
57 第1のトラップ管路
62 第3の開閉バルブ
63 外気遮蔽板
【特許請求の範囲】
【請求項1】
一端に加圧蒸気供給源に接続される蒸気導入口を有し、一方向に走行する処理対象である繊維シート状物と対向する面に長さ方向に延びる開口を有する中空筒状のノズルホルダーと、前記開口との対向面に少なくとも一部が脱着可能で且つ多数の蒸気噴出ノズル孔に通じる高圧蒸気流路を有するノズル部材とを備えた高圧蒸気噴出ノズルであって、
ノズルホルダーの前記開口を含む前記ノズル部材との密接領域に凹陥部を有し、該凹陥部の幅方向中央にその長さ方向に沿って一体に配され、同凹陥部の底面から前記開口に向けて立ち上がる1以上の中空筒部と、前記中空筒部の中空部と連通し、前記凹陥部の底部を貫通する貫通孔とを有してなる、繊維シート状物処理用の高圧蒸気噴出ノズル。
【請求項2】
前記凹陥部の少なくとも底部が前記蒸気排出口側に向けて下傾斜してなり、前記凹陥部と前記蒸気排出口側に形成されたドレン排出口とがドレン排出流路にて連通されてなる、請求項1に記載の高圧蒸気噴出ノズル。
【請求項3】
一端に加圧蒸気供給源に接続される蒸気導入口を有し、一方向に走行する繊維シート状物と対向する面に長さ方向に沿った開口を有する中空筒状のノズルホルダーと、前記開口側のノズルホルダー部分に少なくとも一部が脱着可能で且つ前記開口に対向して形成された多数のノズル孔を有するノズル部材とを備えた、請求項1又は2に記載された加圧蒸気噴出ノズルを使って、繊維シート状物の表面に向けて高圧蒸気を噴射する、繊維シート状物の加工処理方法。
【請求項4】
前記繊維シート状物がウエブ状物、繊維織編物、不織布、又はこれらの積層体である、請求項5に記載された繊維シート状物の加工処理方法。
【請求項5】
前記処理方法が、不織布の製造方法又は同不織布を含む各種繊維織編物の洗浄、乾燥、染色などの加工を含んでなる、請求項3に記載された繊維シート状物の加工処理方法。
【請求項6】
前記繊維シート状物が、熱収縮差を有するコンジュゲート繊維を含んでなる、請求項3〜5のいずれかに記載された繊維シート状物の加工処理方法。
【請求項1】
一端に加圧蒸気供給源に接続される蒸気導入口を有し、一方向に走行する処理対象である繊維シート状物と対向する面に長さ方向に延びる開口を有する中空筒状のノズルホルダーと、前記開口との対向面に少なくとも一部が脱着可能で且つ多数の蒸気噴出ノズル孔に通じる高圧蒸気流路を有するノズル部材とを備えた高圧蒸気噴出ノズルであって、
ノズルホルダーの前記開口を含む前記ノズル部材との密接領域に凹陥部を有し、該凹陥部の幅方向中央にその長さ方向に沿って一体に配され、同凹陥部の底面から前記開口に向けて立ち上がる1以上の中空筒部と、前記中空筒部の中空部と連通し、前記凹陥部の底部を貫通する貫通孔とを有してなる、繊維シート状物処理用の高圧蒸気噴出ノズル。
【請求項2】
前記凹陥部の少なくとも底部が前記蒸気排出口側に向けて下傾斜してなり、前記凹陥部と前記蒸気排出口側に形成されたドレン排出口とがドレン排出流路にて連通されてなる、請求項1に記載の高圧蒸気噴出ノズル。
【請求項3】
一端に加圧蒸気供給源に接続される蒸気導入口を有し、一方向に走行する繊維シート状物と対向する面に長さ方向に沿った開口を有する中空筒状のノズルホルダーと、前記開口側のノズルホルダー部分に少なくとも一部が脱着可能で且つ前記開口に対向して形成された多数のノズル孔を有するノズル部材とを備えた、請求項1又は2に記載された加圧蒸気噴出ノズルを使って、繊維シート状物の表面に向けて高圧蒸気を噴射する、繊維シート状物の加工処理方法。
【請求項4】
前記繊維シート状物がウエブ状物、繊維織編物、不織布、又はこれらの積層体である、請求項5に記載された繊維シート状物の加工処理方法。
【請求項5】
前記処理方法が、不織布の製造方法又は同不織布を含む各種繊維織編物の洗浄、乾燥、染色などの加工を含んでなる、請求項3に記載された繊維シート状物の加工処理方法。
【請求項6】
前記繊維シート状物が、熱収縮差を有するコンジュゲート繊維を含んでなる、請求項3〜5のいずれかに記載された繊維シート状物の加工処理方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【公開番号】特開2012−77403(P2012−77403A)
【公開日】平成24年4月19日(2012.4.19)
【国際特許分類】
【出願番号】特願2010−223016(P2010−223016)
【出願日】平成22年9月30日(2010.9.30)
【出願人】(000176763)三菱化学エンジニアリング株式会社 (85)
【Fターム(参考)】
【公開日】平成24年4月19日(2012.4.19)
【国際特許分類】
【出願日】平成22年9月30日(2010.9.30)
【出願人】(000176763)三菱化学エンジニアリング株式会社 (85)
【Fターム(参考)】
[ Back to top ]