
繊維ベールおよびその製造方法
【課題】貯蔵および配送に適する低コストで相対的に製造しやすい繊維ベールおよびその製造を提供する。
【解決手段】上面または底面上の湾曲を実質的に有しない高密度六面体繊維材料を含む繊維ベール10であって、前記高圧縮六面体繊維材料は、少なくとも300kg/m3の包装密度を有し、前記高圧縮六面体繊維材料12は、包装材料14によって完全に包まれ、前記包装材料は空気透過性締め具によって締められている。また、(1)少なくとも1つの凸面ベールプラテンを含む高圧縮六面体繊維材料を製造するプレスを供給する、(2)前記プレスに繊維材料を供給する、(3)プレスにより前記繊維材料を圧縮する、(4)これによって高圧縮された六面体繊維材料を形成する、(5)高圧縮された六面体材料を包装材料で包装する、および(6)前記包装材料を締めることによって繊維ベールを製造する工程を含む。
【解決手段】上面または底面上の湾曲を実質的に有しない高密度六面体繊維材料を含む繊維ベール10であって、前記高圧縮六面体繊維材料は、少なくとも300kg/m3の包装密度を有し、前記高圧縮六面体繊維材料12は、包装材料14によって完全に包まれ、前記包装材料は空気透過性締め具によって締められている。また、(1)少なくとも1つの凸面ベールプラテンを含む高圧縮六面体繊維材料を製造するプレスを供給する、(2)前記プレスに繊維材料を供給する、(3)プレスにより前記繊維材料を圧縮する、(4)これによって高圧縮された六面体繊維材料を形成する、(5)高圧縮された六面体材料を包装材料で包装する、および(6)前記包装材料を締めることによって繊維ベールを製造する工程を含む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、繊維ベールおよびその製造方法に関するものである。
【背景技術】
【0002】
繊維材料、例えば、合成繊維および天然繊維は圧縮されたベールの形で販売、運搬される。
【0003】
高密度の繊維ベールを製造するために異なる方法が採用されている。一般に、繊維材料はベールに圧縮され、保護用包装材で覆われている。しかしながら、従来の方法は、上面または底面上の湾曲を実質的に形成することなく高密度繊維ベールを製造することができなかった。上面または底面の湾曲は、例えば、アセテートトウベールにおいて、互いの上面の高密度の繊維ベールの貯蔵と干渉し、結合をゆるめるので問題である。
【0004】
米国特許第3,991,670号明細書は、セルロースパルプのような繊維性材料の集合を圧縮し、得られたベールをワイヤまたはストラップで包装するための圧縮装置を開示している。移動可能な静止した第1圧縮板、前記圧縮板より離れた、前記第2圧縮板を動かす手段を有するベール圧縮スタンドが使用される。第2圧縮板は、第2圧縮板の移動方向に垂直な板境界表面によって構成される圧縮適用面、および前記装置に形成されるベールの末端表面の中心において多くのベールのまわりに包装されるワイヤまたはストラップの把握および持ちあげを容易にする前記境界表面の板から10〜50mm突き出して中心に配置される部分を有する。
【0005】
米国特許第4,577,752号明細書は、ベールの周囲に伸びる複数の皮ひもによって覆われ固められた段ボールなどによって包装された改良された高密度トウベール、前記トウベールはベールを支えるための複数のパッドのパターンをその底に有し、またこれにそった皮ひもを受け取るためのパッドの間の領域を有する。
【0006】
米国特許第5,852,969号明細書は、綿のような材料を圧縮するためのベールプレスを開示している。このプレスは、基盤フレーム構造とベールを束ねる操作を容易にするために、綿ベールを圧縮するための長方形のベール圧縮面を一般に有する1対の板を含む。複数の伸びたくさび形のベール圧縮単位が少なくともプラテンの1つ上に供給される。これらベール圧縮単位は圧縮領域を提供するために積み上げられたプラテンから外側に突き出る。これは、単一のベールひもが置かれる位置に近い場所でベール綿が圧縮されるように十分に小さい。ベールに要求されるひもの適用を容易にするために十分に多くのベール圧縮単位が供給される。
【0007】
ドイツ実用新案第29615598U1は、材料の下向きへの圧縮だけでなくプレスの側壁に向かった方向への圧縮を容易にするための円錐形の圧縮シールドおよび排出器の使用を開示している。
【0008】
国際公開WO03/089309は、やっかいな湾曲および収縮を有しない上面および底面を有する高圧縮立法体形のフィルタートウベールを開示している。このベールは、1または複数の対流性の気密な接続が供給されている機械的自己支持、弾性包装材料で完全に包装されている。高圧縮立法体形フィルタートウベールの製造方法は、次の工程を含む。a)フィルタートウが圧縮形状で供給される、b)圧縮されたフィルタートウが包装用材料で包装される、c)包装材料が気密に閉じられる、d)包装されたベールが負荷を除去される(例えば、真空の適用により)。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】米国特許第5,852,969号明細書
【特許文献2】ドイツ実用新案第29615598号明細書
【特許文献3】国際公開03/089309号パンフレット
【発明の概要】
【発明が解決しようとする課題】
【0010】
貯蔵および配送に適する高密度繊維ベールを開発する努力にもかかわらず、低コストで相対的に製造しやすい繊維ベールの需要が存在する。さらに、高密度繊維ベールの製造に使用される最新の技術よび装置、例えばプレスの改良が最小限で済む貯蔵および配送に適した高密度繊維ベールを製造する方法の需要が存在する。
【課題を解決するための手段】
【0011】
本発明は繊維ベールおよびこれを製造するための方法に関するものである。本発明の繊維ベールは、上面または底面上の湾曲を実質的に有しない高密度六面体繊維材料を含む。高圧縮六面体繊維材料は、少なくとも300kg/m3の包装密度を有する。本発明の繊維ベールを製造する方法は、次の工程を含む。(1)少なくとも1つの凸面ベールプラテンを含む高圧縮六面体繊維材料を製造するプレスを供給する、(2)前記プレスに繊維材料を供給する、(3)プレスにより前記繊維材料を圧縮する、(4)これによって高圧縮された六面体繊維材料を形成する、(5)高圧縮された六面体材料を包装材料で包装する、および(6)前記包装材料を締めることによって繊維ベールを製造する。
【0012】
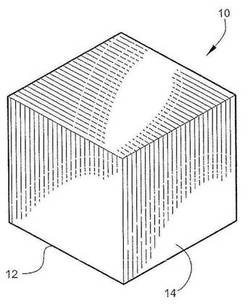
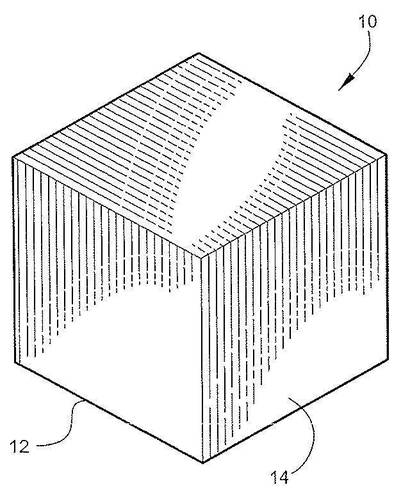
図面を参照して、本発明の詳細を説明するが、本発明は、図面に示された詳細な配列及び器具に限定されるものではない。図面の参照においては、同じ番号は同じ構成要素を示し、図1は繊維ベール10の好ましい実施態様である。繊維ベール10は、上面または底面上の湾曲が実質的に存在しない高圧縮六面体繊維材料12を含む。高圧縮六面体繊維材料12は少なくとも300kg/m3の包装密度を有し、包蔵材料14に完全に入れられる。包装材料は好ましくは締め具(図示しない)によって締められる。また、繊維ベール10は、真空またはこれに代わるものを含み、真空でなくてもよい。
【0013】
本明細書で使用される湾曲が実質的に存在しないとは、平ら、わずかに窪んだ、またはわずかにふくれた表面を意味する。
【0014】
本明細書で使用される真空とは、空気の除去によって生成される減圧、例えば、空気ポンプによる吸引、またはベールプラテンの収縮により生成される真空を意味する。
【0015】
高圧縮六面体繊維材料12は任意の繊維材料からなることができる。繊維材料は、例えば、天然繊維および合成繊維を含む。天然繊維としては、これに限定されずに、絹、毛、綿、麻、ジュートおよびラミーが挙げられる。天然繊維はこれらに限定されるものではない。合成繊維としては、これに限定されずに、化学的化合物から合成されたポリマー、例えば、アクリル、ナイロン、ポリエステル、ポリエチレン、ポリ乳酸、ポリウレタン、およびポリビニル繊維、変性または変形天然ポリマー、例えば、アルギン酸、並びにアセテートまたはレーヨンのようなセルロース系繊維が挙げられる。合成繊維はこれらに限定されるものではない。好ましい繊維材料は、セルロースアセテートトウである。
【0016】
包装材料14は高圧縮六面体繊維材料12を含むに十分な強度を有する任意の材料であることができる。包装材料14は、空気透過性材料、空気不透過性材料およびこれらの組合せからなる群より選択することができる。例えば、包装材料14は、薄膜、段ボール、織物、不織布、フォイル材料およびこれらの組合せからなる群より選択することができる。薄膜は、例えば、ポリエチレン薄膜のようなポリマー薄膜であり得る。織物材料は、織物を形成するために互いに織り交ぜられる2組の糸からなる織物である。不織布材料は、
例えば、熱可塑性樹脂を互いに融着することにより、不規則な織布またはマットに機械的に重なり合わせることによって固められた繊維の集合体である。フォイル材料は任意の金属材料であることができる。フォイル材料はリストアップされた材料に限定されるものではない。包装材料14は少なくとも2つの部分、例えば、上部、および胴部またはこれに代替するものを有することができ、包装材料14は少なくとも3つの部分、例えば、上部、胴部および底部を有することができる。
【0017】
包装材料14は、さらに真空を開放する手段を有することができる。真空を開放する手段としては、これに限定されずに、開口(図示しない)が挙げられる。開口は、プラグによって閉じることが可能な開口であることができる。
【0018】
包装材料14は、好ましくは、締め具(図示しない)によって高圧縮六面体繊維材料のまわりを締められることができる。例えば、包装材料14は空気透過性締め具(図示しない)によって高圧縮六面体繊維材料のまわりを締めることができる。空気透過性締め具は六面体繊維材料12に周りを包装材料14で締め付ける手段であることができる。例えば、空気透過性締め具は、ベルクロ、ピン、フック、ストラップなどからなる群より選択することができる。空気透過性締め具はこれらに限定されない。代わりとして、包装材料14は空気不透過性締め具(図示しない)によって高圧縮六面体繊維材料のまわりを締めることができる。空気不過性締め具は六面体繊維材料12の周りに包装材料14を締め付ける任意の手段であり得る。例えば、空気不透過性締め具は、接着剤、融着などからなる群から選択することができる。空気不透過性締め具は、これらに限定されるものではない。
【0019】
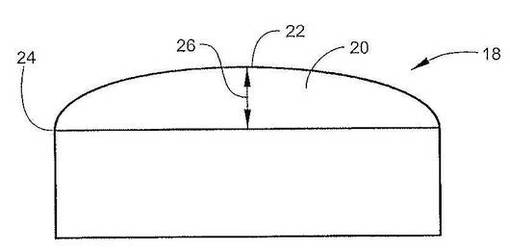
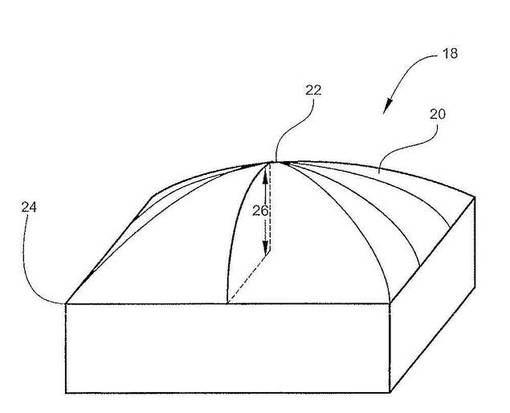
図2および3を参照すると、繊維ベール10の製造を容易にするために、少なくとも1つの凸型ベールプラテン18を有する従来のプレス(図示しない)が導入される。従来のプレスは、通常、上部プラテンおよび底部プラテンを有し、上部プラテンまたは底部プラテンは凸型ベールプラテン18であることができる、しかしながら、代わりに、上部および底部プラテンが共に凸型ベールプラテン18であることができる。凸型ベールプラテン18は、下記に詳細に説明するように凸型表面20を有する。本明細書で使用される凸型表面20は、外側に湾曲した表面、たとえば、球面を意味する。凸型表面20は、平滑な表面、例えば、連続面、切り子面、または段状面である。凸型表面20は、最高点22および底部24を有する。最高点22と底部24の間の距離26は、約1cm〜約10cmである。例えば、最高点22と底部24の間の距離26は約5cmである。凸型表面20は凸型ベールプラテン18の統合的な構成要素である。または、代わりに、従来の方法によって凸型ベールプラテン18に固定された分離された要素であることができる。凸型表面20は、高圧縮六面体繊維材料12上の一時的な凸型表面を生成する。これは、高圧縮六面体材料の内部圧力のために短い時間の間に消滅し、これによって繊維ベール10を製造する。凸型表面20は、繊維ベール10上への皮ひも(図示しない)の設定を容易にするための溝またはくぼみを有する。好ましくは、凸型表面20は、繊維ベール10上への皮ひも(図示しない)の設定を容易にするための複数の溝またはすじを有する。凸型表面20は、繊維ベール10にひも溝(図示しない)を生成するための手段をさらに有することができる。ひも溝を生成するための手段としては、これに限定されずに、パターンおよび刻印が挙げられる。本明細書で使用されるひも溝は、繊維ベール上の溝やすじのようなへこみを意味し、これはひもを繊維ベールに設定するのを容易にする。
【0020】
製造においては、繊維材料は少なくとも1つの凸型ベールプラテン18を有する従来のプレスに運ばれる。上部プラテンおよび下部プラテンは包装材料14で覆われている。少なくとも1つの凸型ベールプラテン18を有する従来のプレスは、約1秒〜約数分間、繊維材料上に約70psi〜700psiの範囲の総圧力をかけ、これによって繊維材料を高圧縮六面体繊維材料12に圧縮する。次いで、少なくとも1つの凸型ベールプラテン18を有する従来のプレスは、高圧縮繊維材料12が高さにして約0〜約25%広がるの
を許すように圧力を除去する。次に、高圧縮六面体繊維材料12は包装材料14で包装される。次いで、包装材料14は締め具によって締められ、これによって繊維ベール10を製造する。真空がさらに繊維ベール10に引かれることができ、または、代わりに、繊維ベール10は真空でなくなる。
【図面の簡単な説明】
【0021】
【図1】本発明の繊維ベールを示す。
【図2】凸型ベールプラテンの断面図を模式的に示す。
【図3】凸型ベールプラテンの斜視図を模式的に示す。
【0022】
実施例
下記に詳細に示される2つの繊維ベール試料が製造され、時間の関数としてその頂上の高さの増加を決めるために各繊維ベール試料の上部表面の成長が測定された。前記試験の結果が下記の表Iに示されている。繊維ベール試料1および2の製造条件は性格に一致している。繊維ベール試料1は標準の平坦プラテンを使用して製造され、繊維ベール試料2は本発明の上面凸型ベールプラテンを使用して製造された。
【表I】

【0023】
本発明は、本発明の精神および本質的特徴から離れない限り、他の形で実施され得る。したがって、本発明の範囲については、明細書ではなく特許請求の範囲を参照すべきである。
【符号の説明】
【0024】
10 繊維ベール
12 高圧縮六面体繊維材料
14 包装材料
18 凸型ベールプラテン
20 凸型表面
22 上部点
24 底部
26 上部点と底部の距離
【技術分野】
【0001】
本発明は、繊維ベールおよびその製造方法に関するものである。
【背景技術】
【0002】
繊維材料、例えば、合成繊維および天然繊維は圧縮されたベールの形で販売、運搬される。
【0003】
高密度の繊維ベールを製造するために異なる方法が採用されている。一般に、繊維材料はベールに圧縮され、保護用包装材で覆われている。しかしながら、従来の方法は、上面または底面上の湾曲を実質的に形成することなく高密度繊維ベールを製造することができなかった。上面または底面の湾曲は、例えば、アセテートトウベールにおいて、互いの上面の高密度の繊維ベールの貯蔵と干渉し、結合をゆるめるので問題である。
【0004】
米国特許第3,991,670号明細書は、セルロースパルプのような繊維性材料の集合を圧縮し、得られたベールをワイヤまたはストラップで包装するための圧縮装置を開示している。移動可能な静止した第1圧縮板、前記圧縮板より離れた、前記第2圧縮板を動かす手段を有するベール圧縮スタンドが使用される。第2圧縮板は、第2圧縮板の移動方向に垂直な板境界表面によって構成される圧縮適用面、および前記装置に形成されるベールの末端表面の中心において多くのベールのまわりに包装されるワイヤまたはストラップの把握および持ちあげを容易にする前記境界表面の板から10〜50mm突き出して中心に配置される部分を有する。
【0005】
米国特許第4,577,752号明細書は、ベールの周囲に伸びる複数の皮ひもによって覆われ固められた段ボールなどによって包装された改良された高密度トウベール、前記トウベールはベールを支えるための複数のパッドのパターンをその底に有し、またこれにそった皮ひもを受け取るためのパッドの間の領域を有する。
【0006】
米国特許第5,852,969号明細書は、綿のような材料を圧縮するためのベールプレスを開示している。このプレスは、基盤フレーム構造とベールを束ねる操作を容易にするために、綿ベールを圧縮するための長方形のベール圧縮面を一般に有する1対の板を含む。複数の伸びたくさび形のベール圧縮単位が少なくともプラテンの1つ上に供給される。これらベール圧縮単位は圧縮領域を提供するために積み上げられたプラテンから外側に突き出る。これは、単一のベールひもが置かれる位置に近い場所でベール綿が圧縮されるように十分に小さい。ベールに要求されるひもの適用を容易にするために十分に多くのベール圧縮単位が供給される。
【0007】
ドイツ実用新案第29615598U1は、材料の下向きへの圧縮だけでなくプレスの側壁に向かった方向への圧縮を容易にするための円錐形の圧縮シールドおよび排出器の使用を開示している。
【0008】
国際公開WO03/089309は、やっかいな湾曲および収縮を有しない上面および底面を有する高圧縮立法体形のフィルタートウベールを開示している。このベールは、1または複数の対流性の気密な接続が供給されている機械的自己支持、弾性包装材料で完全に包装されている。高圧縮立法体形フィルタートウベールの製造方法は、次の工程を含む。a)フィルタートウが圧縮形状で供給される、b)圧縮されたフィルタートウが包装用材料で包装される、c)包装材料が気密に閉じられる、d)包装されたベールが負荷を除去される(例えば、真空の適用により)。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】米国特許第5,852,969号明細書
【特許文献2】ドイツ実用新案第29615598号明細書
【特許文献3】国際公開03/089309号パンフレット
【発明の概要】
【発明が解決しようとする課題】
【0010】
貯蔵および配送に適する高密度繊維ベールを開発する努力にもかかわらず、低コストで相対的に製造しやすい繊維ベールの需要が存在する。さらに、高密度繊維ベールの製造に使用される最新の技術よび装置、例えばプレスの改良が最小限で済む貯蔵および配送に適した高密度繊維ベールを製造する方法の需要が存在する。
【課題を解決するための手段】
【0011】
本発明は繊維ベールおよびこれを製造するための方法に関するものである。本発明の繊維ベールは、上面または底面上の湾曲を実質的に有しない高密度六面体繊維材料を含む。高圧縮六面体繊維材料は、少なくとも300kg/m3の包装密度を有する。本発明の繊維ベールを製造する方法は、次の工程を含む。(1)少なくとも1つの凸面ベールプラテンを含む高圧縮六面体繊維材料を製造するプレスを供給する、(2)前記プレスに繊維材料を供給する、(3)プレスにより前記繊維材料を圧縮する、(4)これによって高圧縮された六面体繊維材料を形成する、(5)高圧縮された六面体材料を包装材料で包装する、および(6)前記包装材料を締めることによって繊維ベールを製造する。
【0012】
図面を参照して、本発明の詳細を説明するが、本発明は、図面に示された詳細な配列及び器具に限定されるものではない。図面の参照においては、同じ番号は同じ構成要素を示し、図1は繊維ベール10の好ましい実施態様である。繊維ベール10は、上面または底面上の湾曲が実質的に存在しない高圧縮六面体繊維材料12を含む。高圧縮六面体繊維材料12は少なくとも300kg/m3の包装密度を有し、包蔵材料14に完全に入れられる。包装材料は好ましくは締め具(図示しない)によって締められる。また、繊維ベール10は、真空またはこれに代わるものを含み、真空でなくてもよい。
【0013】
本明細書で使用される湾曲が実質的に存在しないとは、平ら、わずかに窪んだ、またはわずかにふくれた表面を意味する。
【0014】
本明細書で使用される真空とは、空気の除去によって生成される減圧、例えば、空気ポンプによる吸引、またはベールプラテンの収縮により生成される真空を意味する。
【0015】
高圧縮六面体繊維材料12は任意の繊維材料からなることができる。繊維材料は、例えば、天然繊維および合成繊維を含む。天然繊維としては、これに限定されずに、絹、毛、綿、麻、ジュートおよびラミーが挙げられる。天然繊維はこれらに限定されるものではない。合成繊維としては、これに限定されずに、化学的化合物から合成されたポリマー、例えば、アクリル、ナイロン、ポリエステル、ポリエチレン、ポリ乳酸、ポリウレタン、およびポリビニル繊維、変性または変形天然ポリマー、例えば、アルギン酸、並びにアセテートまたはレーヨンのようなセルロース系繊維が挙げられる。合成繊維はこれらに限定されるものではない。好ましい繊維材料は、セルロースアセテートトウである。
【0016】
包装材料14は高圧縮六面体繊維材料12を含むに十分な強度を有する任意の材料であることができる。包装材料14は、空気透過性材料、空気不透過性材料およびこれらの組合せからなる群より選択することができる。例えば、包装材料14は、薄膜、段ボール、織物、不織布、フォイル材料およびこれらの組合せからなる群より選択することができる。薄膜は、例えば、ポリエチレン薄膜のようなポリマー薄膜であり得る。織物材料は、織物を形成するために互いに織り交ぜられる2組の糸からなる織物である。不織布材料は、
例えば、熱可塑性樹脂を互いに融着することにより、不規則な織布またはマットに機械的に重なり合わせることによって固められた繊維の集合体である。フォイル材料は任意の金属材料であることができる。フォイル材料はリストアップされた材料に限定されるものではない。包装材料14は少なくとも2つの部分、例えば、上部、および胴部またはこれに代替するものを有することができ、包装材料14は少なくとも3つの部分、例えば、上部、胴部および底部を有することができる。
【0017】
包装材料14は、さらに真空を開放する手段を有することができる。真空を開放する手段としては、これに限定されずに、開口(図示しない)が挙げられる。開口は、プラグによって閉じることが可能な開口であることができる。
【0018】
包装材料14は、好ましくは、締め具(図示しない)によって高圧縮六面体繊維材料のまわりを締められることができる。例えば、包装材料14は空気透過性締め具(図示しない)によって高圧縮六面体繊維材料のまわりを締めることができる。空気透過性締め具は六面体繊維材料12に周りを包装材料14で締め付ける手段であることができる。例えば、空気透過性締め具は、ベルクロ、ピン、フック、ストラップなどからなる群より選択することができる。空気透過性締め具はこれらに限定されない。代わりとして、包装材料14は空気不透過性締め具(図示しない)によって高圧縮六面体繊維材料のまわりを締めることができる。空気不過性締め具は六面体繊維材料12の周りに包装材料14を締め付ける任意の手段であり得る。例えば、空気不透過性締め具は、接着剤、融着などからなる群から選択することができる。空気不透過性締め具は、これらに限定されるものではない。
【0019】
図2および3を参照すると、繊維ベール10の製造を容易にするために、少なくとも1つの凸型ベールプラテン18を有する従来のプレス(図示しない)が導入される。従来のプレスは、通常、上部プラテンおよび底部プラテンを有し、上部プラテンまたは底部プラテンは凸型ベールプラテン18であることができる、しかしながら、代わりに、上部および底部プラテンが共に凸型ベールプラテン18であることができる。凸型ベールプラテン18は、下記に詳細に説明するように凸型表面20を有する。本明細書で使用される凸型表面20は、外側に湾曲した表面、たとえば、球面を意味する。凸型表面20は、平滑な表面、例えば、連続面、切り子面、または段状面である。凸型表面20は、最高点22および底部24を有する。最高点22と底部24の間の距離26は、約1cm〜約10cmである。例えば、最高点22と底部24の間の距離26は約5cmである。凸型表面20は凸型ベールプラテン18の統合的な構成要素である。または、代わりに、従来の方法によって凸型ベールプラテン18に固定された分離された要素であることができる。凸型表面20は、高圧縮六面体繊維材料12上の一時的な凸型表面を生成する。これは、高圧縮六面体材料の内部圧力のために短い時間の間に消滅し、これによって繊維ベール10を製造する。凸型表面20は、繊維ベール10上への皮ひも(図示しない)の設定を容易にするための溝またはくぼみを有する。好ましくは、凸型表面20は、繊維ベール10上への皮ひも(図示しない)の設定を容易にするための複数の溝またはすじを有する。凸型表面20は、繊維ベール10にひも溝(図示しない)を生成するための手段をさらに有することができる。ひも溝を生成するための手段としては、これに限定されずに、パターンおよび刻印が挙げられる。本明細書で使用されるひも溝は、繊維ベール上の溝やすじのようなへこみを意味し、これはひもを繊維ベールに設定するのを容易にする。
【0020】
製造においては、繊維材料は少なくとも1つの凸型ベールプラテン18を有する従来のプレスに運ばれる。上部プラテンおよび下部プラテンは包装材料14で覆われている。少なくとも1つの凸型ベールプラテン18を有する従来のプレスは、約1秒〜約数分間、繊維材料上に約70psi〜700psiの範囲の総圧力をかけ、これによって繊維材料を高圧縮六面体繊維材料12に圧縮する。次いで、少なくとも1つの凸型ベールプラテン18を有する従来のプレスは、高圧縮繊維材料12が高さにして約0〜約25%広がるの
を許すように圧力を除去する。次に、高圧縮六面体繊維材料12は包装材料14で包装される。次いで、包装材料14は締め具によって締められ、これによって繊維ベール10を製造する。真空がさらに繊維ベール10に引かれることができ、または、代わりに、繊維ベール10は真空でなくなる。
【図面の簡単な説明】
【0021】
【図1】本発明の繊維ベールを示す。
【図2】凸型ベールプラテンの断面図を模式的に示す。
【図3】凸型ベールプラテンの斜視図を模式的に示す。
【0022】
実施例
下記に詳細に示される2つの繊維ベール試料が製造され、時間の関数としてその頂上の高さの増加を決めるために各繊維ベール試料の上部表面の成長が測定された。前記試験の結果が下記の表Iに示されている。繊維ベール試料1および2の製造条件は性格に一致している。繊維ベール試料1は標準の平坦プラテンを使用して製造され、繊維ベール試料2は本発明の上面凸型ベールプラテンを使用して製造された。
【表I】
【0023】
本発明は、本発明の精神および本質的特徴から離れない限り、他の形で実施され得る。したがって、本発明の範囲については、明細書ではなく特許請求の範囲を参照すべきである。
【符号の説明】
【0024】
10 繊維ベール
12 高圧縮六面体繊維材料
14 包装材料
18 凸型ベールプラテン
20 凸型表面
22 上部点
24 底部
26 上部点と底部の距離
【特許請求の範囲】
【請求項1】
上面または底面上の湾曲を実質的に有しない高密度六面体繊維材料を含む繊維ベールであって、
前記高圧縮六面体繊維材料は、少なくとも300kg/m3の包装密度を有し、
前記高圧縮六面体繊維材料は、包装材料によって完全に包まれ、前記包装材料は空気透過性締め具によって締められていることを特徴とする繊維ベール。
【請求項2】
前記包装材料は、空気透過性材料、空気不透過性材料およびこれらの組合せからなる群から選ばれる請求項1に記載の繊維ベール。
【請求項3】
前記包装材料は、薄膜、段ボール、織物、不織布、フォイル材料およびこれらの組合せからなる群より選択される請求項1に記載の繊維ベール。
【請求項4】
前記繊維ベールは皮ひもを含む請求項1に記載の繊維ベール。
【請求項5】
上面または底面上の湾曲を実質的に有しない高密度六面体繊維材料を含む繊維ベールであって、
前記高圧縮六面体繊維材料は、少なくとも300kg/m3の包装密度を有し、
前記高圧縮六面体繊維材料は、空気透過性包装材料によって完全に包まれ、前記空気透過性包装材料は空気不透過性締め具によって締められていることを特徴とする繊維ベール。
【請求項6】
前記空気透過性包装材料は、薄膜、段ボール、織物、不織布、フォイル材料およびこれらの組合せからなる群より選択される請求項5に記載の繊維ベール。
【請求項7】
前記繊維ベールは皮ひもを含む請求項5に記載の繊維ベール。
【請求項8】
上面または底面上の湾曲を実質的に有しない高密度六面体繊維材料を含む繊維ベールであって、
前記高圧縮六面体繊維材料は、少なくとも300kg/m3の包装密度を有し、
前記高圧縮六面体繊維材料は、包装材料によって完全に包まれ、前記包装材料は真空を開放する手段を有し、前記包装材料は空気不透過性締め具によって締められていることを特徴とする繊維ベール。
【請求項9】
前記包装材料は、空気透過性材料、空気不透過性材料およびこれらの組合せからなる群から選択される請求項8に記載の繊維ベール。
【請求項10】
前記真空を開放する手段は、閉じることが可能な開口である請求項8に記載の繊維ベール。
【請求項11】
前記繊維ベールは皮ひもを含む請求項8に記載の繊維ベール。
【請求項12】
繊維ベールであって、上面または底面上の湾曲を実質的に有しない高密度六面体繊維材料であって、少なくとも300kg/m3の包装密度を有する高密度六面体繊維材料、および 前記高圧縮六面体繊維材料を包む包装材料を含み、真空が適用されていない繊維ベール。
【請求項13】
前記包装材料は、空気透過性材料、空気不透過性材料およびこれらの組合せからなる群から選ばれる請求項12に記載の繊維ベール。
【請求項14】
前記包装材料は、薄膜、段ボール、織物、不織布、フォイル材料およびこれらの組合せからなる群より選択される請求項12に記載の繊維ベール。
【請求項15】
前記繊維ベールは皮ひもを含む請求項12に記載の繊維ベール。
【請求項16】
繊維ベールの製造方法であって、
少なくとも1つの凸面ベールプラテンを含む高圧縮六面体繊維材料を製造するプレスを供給する工程、
前記プレスに繊維材料を供給する工程、
前記プレスにより前記繊維材料を圧縮する工程、
これによって高圧縮された六面体繊維材料を形成する工程、
前記高圧縮された六面体材料を包装材料で包装する工程、および
前記包装材料を締めることによって繊維ベールを製造する工程を含む繊維ベールの製造方法。
【請求項17】
前記繊維ベールは真空が適用されていない請求項16に記載の繊維ベールの製造方法。
【請求項18】
前記方法は、さらに前記繊維ベールに真空を引く工程を含む請求項16に記載の繊維ベールの製造方法。
【請求項19】
前記包装材料は、空気透過性締め具または空気不透過性締め具によって締められる請求項16に記載の繊維ベールの製造方法。
【請求項20】
前記包装材料は、空気透過性材料、空気不透過性材料およびこれらの組合せからなる群から選ばれる請求項19に記載の繊維ベールの製造方法。
【請求項21】
前記包装材料は、さらに真空を開放する手段を含む請求項20に記載の繊維ベールの製造方法。
【請求項22】
前記真空を開放する手段は、閉じることが可能な開口である請求項21に記載の繊維ベールの製造方法。
【請求項23】
前記凸面ベールプラテンは、前記繊維ベール上への皮ひもの設定を容易にするための溝またはすじを有する請求項16に記載の繊維ベールの製造方法。
【請求項24】
前記繊維ベールは皮ひもを含む請求項16に記載の繊維ベールの製造方法。
【請求項1】
上面または底面上の湾曲を実質的に有しない高密度六面体繊維材料を含む繊維ベールであって、
前記高圧縮六面体繊維材料は、少なくとも300kg/m3の包装密度を有し、
前記高圧縮六面体繊維材料は、包装材料によって完全に包まれ、前記包装材料は空気透過性締め具によって締められていることを特徴とする繊維ベール。
【請求項2】
前記包装材料は、空気透過性材料、空気不透過性材料およびこれらの組合せからなる群から選ばれる請求項1に記載の繊維ベール。
【請求項3】
前記包装材料は、薄膜、段ボール、織物、不織布、フォイル材料およびこれらの組合せからなる群より選択される請求項1に記載の繊維ベール。
【請求項4】
前記繊維ベールは皮ひもを含む請求項1に記載の繊維ベール。
【請求項5】
上面または底面上の湾曲を実質的に有しない高密度六面体繊維材料を含む繊維ベールであって、
前記高圧縮六面体繊維材料は、少なくとも300kg/m3の包装密度を有し、
前記高圧縮六面体繊維材料は、空気透過性包装材料によって完全に包まれ、前記空気透過性包装材料は空気不透過性締め具によって締められていることを特徴とする繊維ベール。
【請求項6】
前記空気透過性包装材料は、薄膜、段ボール、織物、不織布、フォイル材料およびこれらの組合せからなる群より選択される請求項5に記載の繊維ベール。
【請求項7】
前記繊維ベールは皮ひもを含む請求項5に記載の繊維ベール。
【請求項8】
上面または底面上の湾曲を実質的に有しない高密度六面体繊維材料を含む繊維ベールであって、
前記高圧縮六面体繊維材料は、少なくとも300kg/m3の包装密度を有し、
前記高圧縮六面体繊維材料は、包装材料によって完全に包まれ、前記包装材料は真空を開放する手段を有し、前記包装材料は空気不透過性締め具によって締められていることを特徴とする繊維ベール。
【請求項9】
前記包装材料は、空気透過性材料、空気不透過性材料およびこれらの組合せからなる群から選択される請求項8に記載の繊維ベール。
【請求項10】
前記真空を開放する手段は、閉じることが可能な開口である請求項8に記載の繊維ベール。
【請求項11】
前記繊維ベールは皮ひもを含む請求項8に記載の繊維ベール。
【請求項12】
繊維ベールであって、上面または底面上の湾曲を実質的に有しない高密度六面体繊維材料であって、少なくとも300kg/m3の包装密度を有する高密度六面体繊維材料、および 前記高圧縮六面体繊維材料を包む包装材料を含み、真空が適用されていない繊維ベール。
【請求項13】
前記包装材料は、空気透過性材料、空気不透過性材料およびこれらの組合せからなる群から選ばれる請求項12に記載の繊維ベール。
【請求項14】
前記包装材料は、薄膜、段ボール、織物、不織布、フォイル材料およびこれらの組合せからなる群より選択される請求項12に記載の繊維ベール。
【請求項15】
前記繊維ベールは皮ひもを含む請求項12に記載の繊維ベール。
【請求項16】
繊維ベールの製造方法であって、
少なくとも1つの凸面ベールプラテンを含む高圧縮六面体繊維材料を製造するプレスを供給する工程、
前記プレスに繊維材料を供給する工程、
前記プレスにより前記繊維材料を圧縮する工程、
これによって高圧縮された六面体繊維材料を形成する工程、
前記高圧縮された六面体材料を包装材料で包装する工程、および
前記包装材料を締めることによって繊維ベールを製造する工程を含む繊維ベールの製造方法。
【請求項17】
前記繊維ベールは真空が適用されていない請求項16に記載の繊維ベールの製造方法。
【請求項18】
前記方法は、さらに前記繊維ベールに真空を引く工程を含む請求項16に記載の繊維ベールの製造方法。
【請求項19】
前記包装材料は、空気透過性締め具または空気不透過性締め具によって締められる請求項16に記載の繊維ベールの製造方法。
【請求項20】
前記包装材料は、空気透過性材料、空気不透過性材料およびこれらの組合せからなる群から選ばれる請求項19に記載の繊維ベールの製造方法。
【請求項21】
前記包装材料は、さらに真空を開放する手段を含む請求項20に記載の繊維ベールの製造方法。
【請求項22】
前記真空を開放する手段は、閉じることが可能な開口である請求項21に記載の繊維ベールの製造方法。
【請求項23】
前記凸面ベールプラテンは、前記繊維ベール上への皮ひもの設定を容易にするための溝またはすじを有する請求項16に記載の繊維ベールの製造方法。
【請求項24】
前記繊維ベールは皮ひもを含む請求項16に記載の繊維ベールの製造方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−229062(P2012−229062A)
【公開日】平成24年11月22日(2012.11.22)
【国際特許分類】
【出願番号】特願2012−166172(P2012−166172)
【出願日】平成24年7月26日(2012.7.26)
【分割の表示】特願2008−511124(P2008−511124)の分割
【原出願日】平成18年4月11日(2006.4.11)
【出願人】(506099834)セラニーズ アセテート,エルエルシー (21)
【Fターム(参考)】
【公開日】平成24年11月22日(2012.11.22)
【国際特許分類】
【出願日】平成24年7月26日(2012.7.26)
【分割の表示】特願2008−511124(P2008−511124)の分割
【原出願日】平成18年4月11日(2006.4.11)
【出願人】(506099834)セラニーズ アセテート,エルエルシー (21)
【Fターム(参考)】
[ Back to top ]