
繊維塗布機械
【課題】複合材料からなる部品を生産するための塗布ローラを有する繊維塗布機械に関し、樹脂を用いて繊維を予備含浸する際に、繊維張力制限システムや繊維搬送システム等を備え、直線的な設計で、空間要求性が減少し、より安価な繊維塗布機械を提供する。
【解決手段】繊維塗布機械は、塗布ローラーと繊維を前記塗布ローラーに案内するための手段とを備える繊維塗布ヘッド移動システム、繊維貯蔵手段、および、前記貯蔵手段から塗布ヘッドまで繊維を搬送するための繊維搬送手段を備えている。該繊維塗布機械は、繊維搬送手段は可堯管を備え、各管はその内部通路に繊維を受け入れることができる。
【解決手段】繊維塗布機械は、塗布ローラーと繊維を前記塗布ローラーに案内するための手段とを備える繊維塗布ヘッド移動システム、繊維貯蔵手段、および、前記貯蔵手段から塗布ヘッドまで繊維を搬送するための繊維搬送手段を備えている。該繊維塗布機械は、繊維搬送手段は可堯管を備え、各管はその内部通路に繊維を受け入れることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複合材料からなる部品を生産するための塗布ローラーを有する繊維塗布ヘッドを備える繊維塗布機械に関するものである。さらに特には、本発明は、繊維張力制限システムおよび/または特定の塗布ヘッドおよび/または繊維を繊維貯蔵手段から塗布ヘッドまで搬送するための特定の手段を備える塗布機械、張力制限システム、並びに、繊維塗布機械のためのこの種の塗布ヘッドに関する。
【背景技術】
【0002】
繊維が配置されている機械として一般的に知られている、繊維塗布機械は、具体的には、文献「EP 0626 252」において開示されている。即ち、樹脂を用いて予備含浸された多くの繊維から形成されるストリップの鋳型に塗布することに関して、塗布ローラーは、ストリップを塗布するために鋳型に対して接触している。機械は、塗布ヘッドが多くの軸に沿って移動できるように取り付けられるガントリーを備えている。予備含浸繊維の巻き枠は、ロボットに連結しているクリールに取り付けられており、このクリールから塗布ヘッドの塗布ローラーまで特有の搬送システムおよび案内システムによって搬送される。樹脂の接着性の性状のために、これらの搬送システムおよび案内システムは、特に設計の面において複雑であり、機械が動かなくなるようになる傾向にある。
【0003】
予備含浸繊維が適切にほどけることと、繊維の幅が実質的に一定であることを保証するために、繊維は分離フィルムと一緒に巻き枠に巻きつけられる。予備含浸繊維の寿命は、周囲温度において制限されており、−15℃の温度において貯蔵される必要がある。設置機械は、製造された部分が汚される危険性を防ぐために分離フィルムの全てを確実に除去することを保証しなければならない分離フィルム除去システムを組み込まれる必要がある。
【0004】
現在の設置機械は、特に扱いにくく高価であると判明している。巻き枠クリール、搬送システム、案内システム、冷却システム、並びに、フィルム除去システム等の異なる構成要素が、ガントレーの異なる移動軸または装着ヘッドに設けられている。また、異なる構成要素は、扱いにくく重いため、繊維が塗布される速度を制限している。空間が必要とされて、異なる軸の稼働が限定されるので、機械は、繊維を小さい寸法の部分に、または、いくつかの雌型の鋳型に配置することができない。
【0005】
繊維が、「スリットテープ」として一般的に知られている、一方向の予備含浸スリットストリップに由来するときには、繊維を構成しているフィラメントが、切断されている、または、不連続になっているので、予備含浸繊維の機械的特性は最適化されていない。
【0006】
鋳型に沈着された予備含浸繊維は、沈着した繊維の折り目の間に捕捉されている空気を徐々に取替えるように中間圧縮操作される必要がある。これらの圧縮操作は、真空カバーを設置すること、鋳型にある繊維設置ヘッドの連続的な圧力をかけること、または、それら両方の方法を組み合わせることのいずれかによって、実施される。いずれの場合においても、準備時間が延長されて、機械はこの圧力を発揮できるように設計される必要がある。
【0007】
複合部分を作成するために、予備含浸繊維は、真空またはオートクレーブにおいて重合操作される。最終複合体において低い間隙率を保証するためには、実行コストが非常に増加するオートクレーブにおいて重合を達成することが必要である。
【0008】
巻き枠に貯蔵された繊維の場合、内蔵式クリールは、各巻き枠と一緒に連動する電動巻き戻しシステムを備えている。繊維が、鋳型の陥凹面において均一に配置されることを特に保証するために塗布ローラーにおける繊維の張力を制限するように、各巻き戻しシステムは、繊維速度に応じて自動的に制御される。また、繊維を巻き直すことによってたるみを回復することができるように、各巻き戻しシステムは、ロボットの移動に応じても自動的に制御される。そのような巻き戻しシステムは、広い空間を占め、非常に高価であり、自動強制制御によって巻き枠の巻き戻し速度を大幅に制限する。それ故、そのような巻き戻しシステムは、繊維が沈着する速度を制限する。
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明の目的は、空間要求性が減少し、直線的な設計であり、より安価である繊維塗布機械を特に提案することにより上述した欠点の少なくとも1つを解決するものである。
【課題を解決するための手段】
【0010】
この目的を達成するために、本発明の目的は、塗布ローラーと繊維を前記塗布ローラーに案内するための手段とを備える繊維塗布ヘッドを動かすためのシステム、繊維貯蔵手段、および、繊維を前記貯蔵手段から塗布ヘッドまで搬送するための繊維搬送手段を備える繊維塗布機械であって、該繊維塗布機械は、繊維貯蔵手段と塗布ヘッドとの間に配置された少なくとも1つの張力制限システムをさらに備え、該張力制限システムは、複数の繊維が部分的に巻きつけられることが可能である少なくとも2つの互いに平行なシリンダーと、前記シリンダーを実質的に同じ速度で回転させるための駆動手段とを備え、前記駆動手段は、繊維の移動速度がどのようなものであれ、貯蔵手段から来る繊維に張力ストレスを及ぼすために、塗布ローラーにおける繊維の巻上げ張力を実質的に一定値に制限するために、シリンダーの末梢速度が塗布ロールにおける繊維の移動速度よりも速くなるように機械の制御ユニットによって自動的に制御されることを特徴としている。
【0011】
本発明によれば、塗布ヘッドにおいて異なる速度で移動している繊維に関して言えば、張力制限システムによって、1つの自動制御を用いて多くの巻き枠をほぐす、または、多くの繊維ボールをほぐすことができる。張力制限システムによって、ロールにおける繊維の張力を、繊維がどのような速度であっても減少することができる。張力制限システムは、個々の先行技術における巻き戻しシステムと比較して、設計上直線的であり、特に扱いにくくなく、安価であることが実証されている。
【0012】
機械は、貯蔵手段の出力において、および/または、搬送手段上に挿入された(例えば、ロボットアームの沿って)、および/または、塗布ヘッドの入力において、張力制限システムを備えていても良い。なお、後者の場合は、張力制限システムはロボットの端、または、塗布ヘッドに組み込まれている。
【0013】
シリンダーは、繊維の2つの主面を介してシリンダー上において接触するように、繊維を構成している全てのフィラメントが駆動されることを保証するために、各繊維が各シリンダーの周囲に部分的に巻きつくように配置されていることが特徴の1つである。各繊維は、実質的に同じ長さを超えて各繊維の表面を介してシリンダーと接触していることが利点である。
【0014】
第1の実施の形態によれば、シリンダーは、繊維を受け入れるための環状溝を備え、繊維はシリンダーと直接接触する。
【0015】
こわれやすい、弾力性がある、または、粘性があるために、いくつかの繊維は、回転中のシリンダーと直接接触することができない。第2の実施の形態によれば、そのような繊維(特に、熱硬化性樹脂を用いて予備含浸された繊維)を用いるために、ベルトが張力制限システムの各シリンダーの周りに、一つのベルトが各繊維とシリンダーとの間に挿入されるように取り付けられており、各ベルトは繊維と接着することができ、ベルト上の繊維によって与えられる圧力に応じてシリンダーによって多かれ少なかれ駆動されることができる。また、前記圧力は、巻き取られている繊維の張力とつりあっている。
【0016】
繊維が止まったとき、ベルト上の繊維によって与えられる圧力は、ゼロであり、そのときベルトは、シリンダーを滑走しながら接触している。繊維が前方へ移動するとき、繊維は、繊維によって与えられる圧力に比例するベルトとシリンダーとの間の滑走を用いて、ベルトがシリンダーによって駆動されるようにベルトに圧力を与える。それ故、シリンダーとベルトとの相対速度は、与えられる圧力に比例しており、ベルトと繊維との間の相対速度は、ゼロか、または、非常に小さい。
【0017】
各ベルトは、ベルトとシリンダーとの間のアンギュラ・コンタクト部分(angular contact portion)を制限するためにシリンダーおよび追加手段によって部分的に形成された滑走路上の輪(loop)に取り付けられており、ベルトと繊維との間のアンギュラ・コンタクト部分は、ベルトとシリンダーとの間のアンギュラ・コンタクト部分よりも小さいか、または等しく、好ましくは、小さいことが利点である。
【0018】
一つの実施の形態によれば、前記追加手段は、シリンダーの周囲に固定されて取り付けられた三日月形のディスクを、末端部分がシリンダーと接線方向において適合するように、備え、各ベルトは、ディスクの円状の周辺端部の周囲で、且つ、前記ディスクによってカバーされないシリンダーの外周部分に取り付けられている。各シリンダーは、互いに平行に位置するディスクと一緒に取り付けられており、ベルトおよび繊維を案内するために、2つの隣接するディスクの間で、且つ、外側のディスクに接触する案内フランジが存在することが利点である。
【0019】
各ベルトは、異なる材料の2層から形成されていることが特徴の一つである。
【0020】
駆動手段は、シリンダーの末梢速度が、繊維の最速移動速度よりも20%〜40%(例えば、約30%)速くなるように制御されることが利点である。
【0021】
1以上の張力制御システムを用いることにより、小さい空間要求性を有する直線的な設計の搬送手段を備えることが可能になる。これにより、移動速度を速くすることが可能になる。繊維搬送手段は可堯管を備え、各可堯管はその内部通路内に繊維を受け入れることができ、可堯管は張力制御システムと貯蔵手段との間、および、張力制御システムと塗布ヘッドとの間において、例えば、ランプシステムによって、可堯管の端部によって固定されて取り付けられていることが、特徴の一つである。そして、制限システムまたは塗布ヘッドの上側に配置されているシステムによって、可堯管における繊維の摩擦に由来する張力が、制限されるまたは解消される。
【0022】
可堯管は、ロボットの動きを制限しないような十分な長さと柔軟性とを有している。本発明によれば、場合によっては1以上の導管を接合される一定の長さを有する可堯管を用いることによって、ロボットが動くときにたるみを回復するシステムを備えることは、もはや必須ではなくなる。さらに、繊維は管において隔離されており、管は、例えば、温度とともに接着特性が減少する予備含浸繊維を使用するために冷却されることができる。
【0023】
管を搬送する可塑性繊維の断面は、特に繊維の幅が大きい場合に可塑性を増加させて空間要求性を減少させるために好ましくは長方形である。可堯管は、プラスチック材料、好ましくは高密度ポリエチレン、より好ましくは高密度静電気防止ポリエチレンによって構成されていることが利点である。
【0024】
繊維搬送の直線的な性質によって、異なる寸法の部品を製造するための費用効率の高い方法に適合されることができるサブアセンブリを自動化される、異なる直線的なモジュラーから形成されている移動システムを提案することができる。
【0025】
移動システムは、互いに垂直な少なくとも3つの方向に塗布ヘッドを移動することができる。前記移動システムは、例えば、前記塗布ヘッドが取り付けられている端部において多関節性の手首または腕を備えたロボットを具備している。移動システムは、例えば、直線軸もしくはガントレー上に取り付けられた、または、床上に配置された多関節性の形式の標準ロボットによって形成されても良い。
【0026】
繊維貯蔵手段は、ボール状もしくはカートンで包装された繊維の場合は棚、および/または、巻き枠状で包装された繊維の場合はクリールを備えている。これらの貯蔵手段は、例えば、ロボットが固定されている場合には、床に配置されていても良いし、直線軸上の台車のような移動システムの構成要素に取り付けられていても良い。
【0027】
本発明によれば、張力制限システムは、オンライン式の含浸の有無にかかわらず機械に組み込まれている。なお、オンライン式の含浸を備えている場合、該機械は各乾燥繊維に樹脂を塗布するための手段を備えている。
【発明の効果】
【0028】
第1の実施の形態によれば、前記樹脂塗布手段は、乾燥繊維貯蔵手段と張力制限システムとの間に配置されている。それらの間にある可堯管には、繊維が樹脂塗布手段を離れたときに繊維の接着特性を減少させる、または、解消させるために冷却されるという利点がある。
【0029】
第2の実施の形態によれば、前記機械は、乾燥繊維のオンライン式の樹脂含浸を可能にするヘッドを取り付けている。そして、樹脂塗布手段は、繊維塗布ヘッドに組み込まれており、繊維が案内手段を離れたときに繊維に樹脂を塗布することができるという利点を有している。繊維塗布ヘッドによって乾燥繊維と樹脂とを使用することができる。乾燥繊維は、それらが鋳型に沈着する直前に樹脂でコートされる。繊維は、分離フィルムを使用されずに、例えば、ボール状、巻き枠状、またはカートンで包装されてもよい。案内手段の上側から樹脂を塗布することによって、案内手段が目詰まりする危険性を防ぐことができ、さらに案内手段を直線的な設計にすること、および、案内手段の空間要求性を小さくすることが可能になる。塗布ヘッドによって、繊維を樹脂でコートすることができ、規定の繊維量(例えば、繊維の体積で55%)を有する樹脂で部分的に含浸された繊維から形成される構造体を与える。そして、該構造から、複合部品が、RFI(樹脂フィルム吹き込み(resin film infusion))として一般的に知られている方法を用いて作成される。このRFI方法は樹脂が繊維を通して吹き込まれて繊維を含浸する方法であるが、この方法によって、間隙率の低い複合部品を、オートクレーブでの重合段階を経なくても得ることができる。本発明の塗布ヘッドは、所定の位置に繊維を維持することに、および、乾燥予備成形物を作成することに十分な少量(例えば、5g/m2から20g/m2の間)の接着剤または樹脂と共にオンライン式で繊維をコートするのに用いられても良く、それらから、複合部品がRTM(樹脂移動成形(resin transfer molding))として一般的に知られる、乾燥予備成形物において樹脂を注入するまたは吹き込むという方法を用いて作成される。この種のRTM方法は、端部の樹脂が、次の段階の間に注入または吹き込まれるという方法であるが、この方法によって、密閉鋳型において使用される樹脂、例えば、揮発性の有機化合物を含む樹脂、を用いることが可能になり、端部の全ての表面上に特定の表面状態を得ることが可能になる。また、同一の複合部品に対して上述した塗布形式の両方を組み合わせることも可能である。
【0030】
本発明によれば機械は、非常に様々な繊維を用いることができるという可能性、および、非常に様々な樹脂を用いることができるという可能性を提供する。前記繊維としては、合成もしくは天然、または、混成もしくは非混成の繊維が挙げられ、混合物の分野において現在のところ用いられている繊維としては、ガラス繊維、炭素繊維、石英繊維、およびアラミド繊維などが挙げられる。また、前記樹脂としては、熱可塑性樹脂もしくは熱硬化性樹脂、ナノ混合物などの添加物を用いて強化されたもしくは強化されていない単一化合物または複数の化合物、あるいは、特性を改善されている可塑剤、特には流出もしくは滑走の危険性がなく繊維を鋳型に接着させる高粘性樹脂、さらに特には溶媒が含まれていない樹脂、および、特に冷たいときに次の真空注入段階の間に繊維を適切に含浸する高粘性の熱融合性樹脂が挙げられる。樹脂は、例えば、液体状、ペースト状、または固体状(特に、薄片もしくは顆粒として)で包装されていても良い。
【0031】
もう一つ別の特徴によれば、樹脂塗布手段は、樹脂が塗布ローラーの反対側の繊維の表面に塗布できるように、前記塗布ローラーに直面するように配置された複数の分配通路を備えている。前記塗布手段は、フィルム状の樹脂で一定の厚みまたは間隙率の前記表面をコートすることができる、および/または、前記塗布手段は、ビーズ状の前記表面に樹脂を沈着することができる。利点として、樹脂塗布手段は、繊維当たり一つの分配通路を備えており、これにより塗布ヘッドがどのような方向を向いていたとしても、塗布ローラーおよび案内手段を汚すという問題を防ぐために、端を超えてあふれでることのない、単一の表面上に樹脂が存在することを保証している。
【0032】
前記樹脂塗布手段は、複数の分配通路を規定する金属箔を取り付けられる少なくとも1つのリップノズル、および/または、複数の管状ノズルを備えている。前記樹脂塗布手段は、使い捨てが可能であり、同一のランプ(ramp)に取り付けられている。なお、前記複数の管状ノズルのそれぞれが、繊維のための分配通路を規定している。
【0033】
もう一つ別の特徴によれば、機械は、繊維の移動速度に応じて制御された流速で設置ヘッドの前記樹脂塗布手段に樹脂を供給することができる投与手段を備えている。前記投与手段は、機械の制御ユニットによって自動的に制御される。投与手段は、塗布ヘッドに組み込まれているか、または、移動システムに配置されている(例えば、ロボットのアームに沿って配置されている)。該投与手段は、排気口を有する投与室、該投与室にあるピストン可動装置、および、制御ユニットによって自動的に制御される水圧ジャッキ、電動ジャッキのような該ピストンを作動させるための手段を備える容積型ポンプを1以上具備している。
【0034】
もう一つ別の特徴によれば、機械は、樹脂を貯蔵することができ、前記投与手段に樹脂を供給することができる貯蔵‐供給手段をさらに備えている。樹脂貯蔵‐供給手段は、用いられる樹脂の異なる容量、および、包装に適応される。樹脂貯蔵‐供給手段は、溶解装置、ドラムエンプティヤ(drum emptier)、または、加圧容器を備えていても良く、移動システムの異なる軸の動きを制限しない移動システムに沿っている1以上の搬送管にある樹脂を搬送することによってヘッドから離れた状態になっている。複数の化合物を含む樹脂の場合は、各化合物は各自の導管に搬送されて、塗布ヘッドにおいて混合される。これらの貯蔵手段は、床に配置されても良いし、移動システムの構成要素に組み込まれても良い(例えば、台車を用いて直線軸に配置しても良い)。
【0035】
塗布ヘッドは、繊維を切断することができる、(場合によっては繊維を個々に切断することができる)切断手段、および、切断されたばかりの各繊維を別の経路で搬送することができる、(場合によっては個々に別の経路で搬送することができる)リルート手段を備え、該切断手段およびリルート手段は、樹脂塗布手段の上側に配置されている。1つの実施の形態によれば、前記案内手段は、各繊維のための、切断手段とリルート手段との間に配置されているダクト(好ましくは、円形の横断面のダクト)を備えていることが利点である。繊維に樹脂が存在しないことによって、部分的に角を備えていても良い円形の断面を有する単純なダクトを用いることができる。
【0036】
1つの実施の形態によれば、リルート手段は、ローラーとキッキングローラー(kicking roller)とを備えた駆動手段、および、前記案内流路の1つに圧縮空気または任意のその他の種類のガスを注入するための注入手段を具備している。なお、この注入手段により下側から上側まで塗布ローラーの方向に気流を作ることができる。リルート手段は、例えば、切断された繊維を吸い上げるために切断手段から下側に配置されている。気流は、調整済みであることが好ましく(換言すれば、気流の温度および/または湿度が制御されている。)、そして、繊維が汚染されることを防ぐために精製されている。
【0037】
特徴の一つとして、設置ヘッドはさらに、繊維に塗布したばかりの樹脂を冷却するための冷却手段を備えている。これにより、繊維が塗布ローラーに接着することを防ぐことができる。冷却手段は、例えば、冷たい気流によって、塗布手段から下側にある前記塗布ローラーに向かってくる繊維を冷却するために塗布ローラーを冷却すること、および/または、塗布手段から上側または下側にある繊維を直接冷却することができる。
【0038】
本発明のもう1つの別の目的は、前に定義した、樹脂塗布手段を備えているまたは備えていない繊維塗布機械、巻線機、および/または、織機(特に多軸型の織機)に適合するように意図された張力制限システムである。予備含浸繊維、または、プレコート繊維を用いる場合は、用いられる樹脂の性質および用いられる張力制限システムの種類に依存して、換言すれば、挿入されたベルトの有無に依存して、繊維は、少なくとも1つの主面に分離フィルムを場合によっては取り付けられても良い。
【0039】
本発明のもう1つ別の目的は、塗布ローラーと繊維を前記塗布ローラーに案内するための手段とを備える繊維塗布ヘッド移動システム、繊維貯蔵手段、および、前記貯蔵手段から塗布ヘッドまで繊維を搬送するための繊維搬送手段を備える繊維塗布機械であって、該繊維塗布機械は、繊維搬送手段は前に定義された可堯管を備え、各管はその内部通路に繊維を受け入れることができ、前記機械は場合によっては前に定義された張力制限システムを1以上取り付けられることを特徴としている。上述のように、そのような搬送手段を用いることにより、繊維の巻き枠用の電動たるみ回復システムを除くこと、外部から繊維を分離すること、および、塗布ヘッド移動システムを単純化することが特に可能になる。利点として、可堯管は、長方形の断面を有している、および/または、高密度(好ましくは、静電気防止)ポリエチレンから構成されている。
【0040】
本発明のもう1つ別の目的は、前に定義したような、移動システムの端に取り付けられるように意図されており樹脂塗布手段に取り付けられている、繊維塗布ヘッドである。該ヘッドは、塗布ローラーと、該塗布ローラーに繊維を案内するための手段と、繊維が案内手段を離れたときに繊維に樹脂を塗布することができる樹脂塗布手段とを供えている。また、繊維塗布機械は、この種の塗布ヘッドを取り付けられており、また、張力制限システムを備えているまたは備えていない。
【図面の簡単な説明】
【0041】
【図1】第1の実施の形態による設置機械を示す透視図である。
【図2】図1における機械の設置ヘッドを示す拡大側面図である。
【図3】図2における設置ヘッドの構成要素を示す拡大透視図である。
【図4】図2における設置ヘッドの構成要素を示す拡大透視図である。
【図5】図2における案内手段を示す拡大断面図である。
【図6】図5の断面VI‐VIに沿った図である。
【図7】第1の実施の形態による張力制限システムの構成要素を示す透視図である。
【図8】図7の断面VIII‐VIIIに沿った図である。
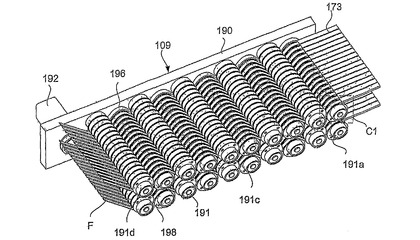
【図9】第2の実施の形態による張力制限システムの構成要素を示す透視図である。
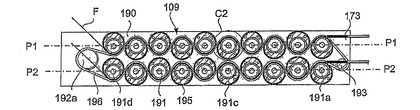
【図10】シリンダーに垂直な、図9における張力制限システムの長軸方向の断面を示す図である。
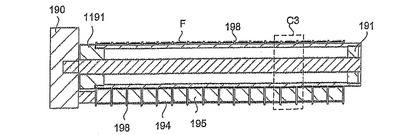
【図11】1つのシリンダーの軸に沿った、図9における張力制限システムの横軸方向の断面を示す図である。
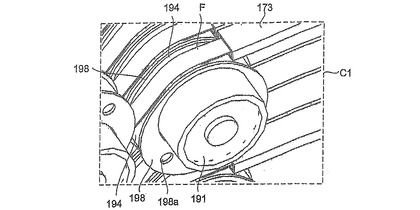
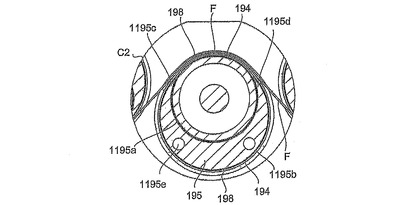
【図12】図9における細部C1を示す拡大図である。
【図13】図10における細部C2を示す拡大図である。
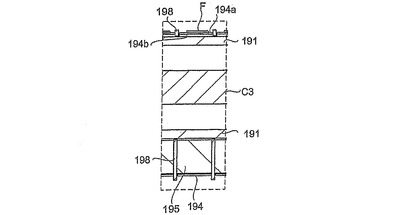
【図14】図11における細部C3を示す拡大図である。
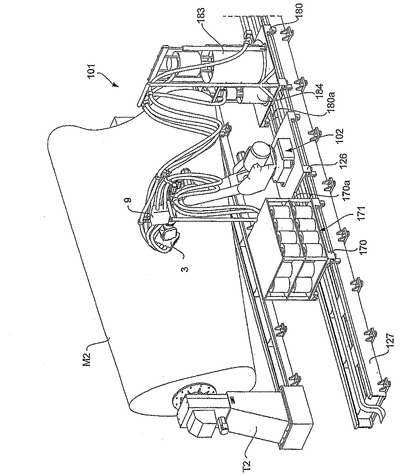
【図15】第2の実施の形態による設置機械を示す透視図である。
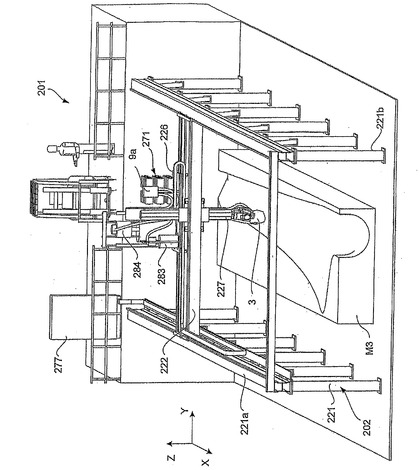
【図16】第3の実施の形態による設置機械を示す透視図である。
【図17】図16の部分的な拡大透視図である。
【発明を実施するための形態】
【0042】
添付の図面を参照する下記の現在の本発明の特に好ましい実施の形態についての詳細な説明の記載から、本発明がより理解され、その他の目的、詳細、特徴、および利点が明らかになる。
【0043】
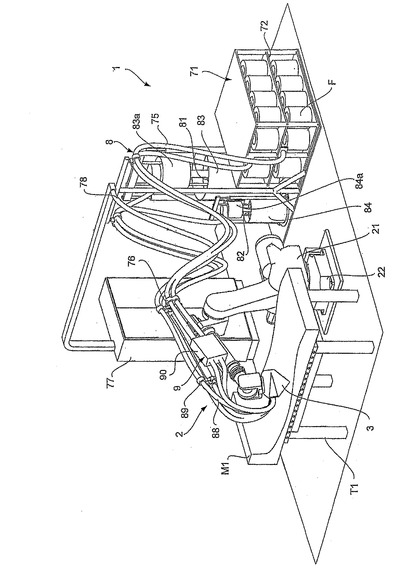
図1によれば、設置機械1は、公知の6軸型のロボット2から形成されている移動装置と、ロボットの多関節性の腕21の端に取り付けられた設置ヘッド3と、繊維貯蔵手段と、前記貯蔵手段から設置ヘッドまで繊維を搬送するための搬送手段と、樹脂貯蔵手段8と、張力制限システム9とを備えている。
【0044】
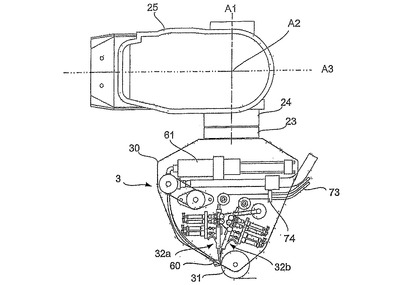
ロボットは、支持手段に近接して設置された固定拠点22を備えている。また、支持手段は、受け取り台T1から形成されており、複合部品が作成される鋳型M1を支持している。ロボットの腕は、この拠点上に回転可動するように取り付けられており、互いの周囲を回転するように取り付けられた異なる部分を備えている。図2に示すように、腕の手首部分は、端に集合デッキ25を備え、回転軸A1、A2の周りに集合した最後の腕区分23、24、25を備えている。手首部分は、軸A3に沿ってロボットの残部に回転するように取り付けられている。設置ヘッド3は、集合軸として知られる軸A1に沿って集合デッキに固定されて取り付けられている。
【0045】
本実施の形態では、繊維Fは、ガラス繊維型であり、中心部からほどけるボール状に包装されている。繊維貯蔵手段は、ロボットの拠点に近接した床上に配置された単純な棚71から形成されている。繊維のボールは、棚のトレイ72の上に並べて置かれている。異なる実施の形態として、織物繊維が、棚のトレイに並べられたカートンで包装されている。繊維が静電気を帯びないように、そして、繊維が柔軟になるように、例えば、約70%の相対湿度に設定された湿度測定を得るために湿度制御手段が前記貯蔵手段に備えられていても良い。
【0046】
繊維は、図2〜5に図示されている搬送可堯管73の中を通って、棚から設置ヘッドまで個々に搬送される。搬送管は、急動連結を用いてランプの端に連結している。ランプ74は、設置ヘッドの鋳物30に取り付けられており、搬送管73は、2つの縦並びの列の中にあるランプに集合して、繊維F1の第1層および繊維F2の第2層の2つの線維層を形成している。また、ランプは、棚にある各トレイに搬送管を固定するように備えられている。搬送管は、ロボットと設置ヘッドとの動きを制限しないような十分な長さと柔軟性とを有している。ロボットの腕に沿った搬送管を維持するおよび保護するために、搬送管は、ロボット工学の分野において一般的に用いられる締め付け具76によって腕に固定された導管75の中を通っている。例えば、搬送管は、2つの導管の中を通っており、各導管は、繊維F1およびF2の層に対応する搬送管の束を接合している。搬送管は、繊維を切断しない、繊維が静電気を帯電しない、ほとんど摩擦が起きない、ゆがみが生じない、磨耗に耐性がある、良好な疲労強度を有する、および良好な繰り返し曲げ強さを有する材料から作られている。この実施の形態では、搬送管の断面は、円形であり、その直径は繊維に適応するように合わせられる。600テックス〜2400テックスの繊維については、搬送管の内径は、例えば8mmであり、搬送管の外径は10mmである。搬送管は、静電気防止剤を含む天然高密度ポリエチレンなどの高分子材料でできている。図9および13に参照される下記に記載された別の実施の形態の1つによれば、搬送管の断面は、長方形である。
【0047】
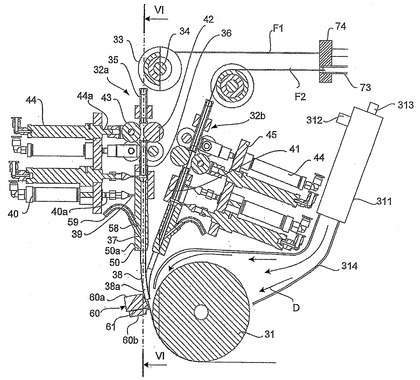
図2〜5によれば、設置ヘッド3は、可塑性塗布ローラー31を備える鋳物30と、塗布ローラーの方向に2つの繊維層を案内するための2つの案内流路システム32aおよび32b(角度のあるオフセット(offset angularly))とを具備している。これらの2層は、繊維のストリップを形成するために1つの層の繊維がその他の層の繊維の間に挿入されるように塗布ローラーまで接線方向に持ってこられる。塗布ローラーは、鋳物の2つのフリンジの間で回転するように取り付けられる。塗布ローラーは、抗接着材料でコートされた高分子弾性体、例えばテフロンからできている。
【0048】
繊維の各層は、ランプ74からその案内システムまで、一組の逆戻り滑車33によって案内され、一組の逆戻り滑車33は、鋳物の中で塗布ローラーの軸に平行に集合した軸34に緩く取り付けられている。第1繊維F1を案内するように意図されている第1案内システム32aは、デッキ上にある設置ヘッドのアセンブリA1の軸に平行に、即ち垂直に(図2および5参照)配置されている。一方、第2案内システム32bは、前記塗布ローラーの上に、第1案内システムから約15°傾いて配置されている。各案内システムについて、各繊維は、異なるダクト35‐38の中を通っている。ここで、異なるダクト35‐38は、個々の切断システムおよび個々のリルートシステムを並べて配置することができるように互いに長軸方向に分離されて一直線に整列している。各切断システムは、気圧ジャッキ40のシャフト40aの端に取り付けられている平坦な刃39を備えている。この平坦な刃39は、カウンターツール39に面している。気圧ジャッキは、2つのダクト36と37との間で、および、刃が繊維から分離される安静位と、刃がカウンターツールに対して止まる動作位置との間で、繊維を切断するために刃を移動させることができる。
【0049】
各リルートシステムは、駆動ローラー42と、気圧ジャッキ44のシャフト44aの端に取り付けられた高分子弾性体からできているキッキングローラー43とを備えている。ジャッキは、2つのダクト35と36との間、および、キッキングローラーが繊維から分離される安静位と、キッキングローラーが駆動ローラーに対して繊維を平らにする動作位置との間で、繊維を前に移動させるためにキッキングローラーを移動させることができる。
【0050】
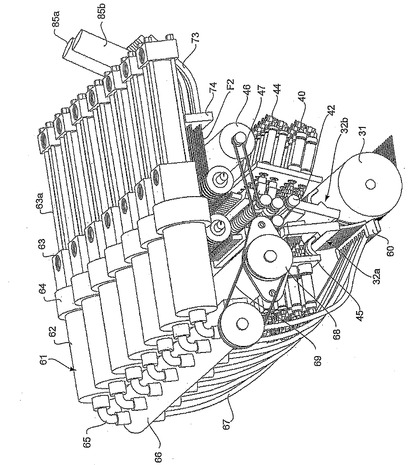
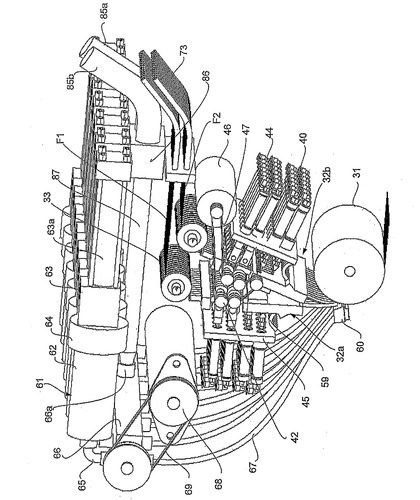
空間要求性の理由から、リルートシステムは、2つの平行な縦並びの列においてジグザグの列(staggered row)で並んでいる。同じように、切断システムは、リルートシステムの下側から、2つの縦並びの列においてジグザグの列で並んでいる。リルートシステムおよび切断システムの制御ジャッキ40、44は、同一の支持板45に垂直に取り付けられており、支持板45はそれが関連する案内システムのダクトに平行で、且つ、その他の案内システムと反対の上記ダクトのそばに配置されている。同一の列にあるリルートシステムの駆動ローラーは、単一の駆動ローラー42によって形成されている。両方の繊維層について、ヘッドは、4つのローラーを備えている。これら4つのローラーは、案内システムの間に接合し、設置ヘッドに組み込まれた単一モーター46によってベルト47を介して回転する。
【0051】
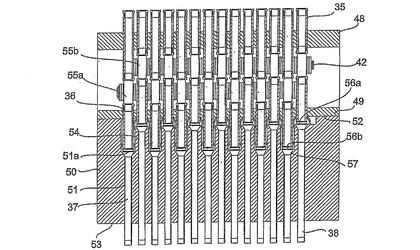
図示した実施の形態において、各繊維は、始めにいわゆる入力ダクト35を通過し、それから第1中間ダクト36および第2中間ダクト37を通過して、最終的に角度のある出力ダクト38を通過する。図6によれば、入力ダクトは、断面が円形の金属管から形成されている。該金属管は、鋳物と一体になって同一の第1支持バー48に互いに平行に取り付けられている。第2中間ダクトは、円形の断面を有する穴51を備えている平行6面体板50によって形成されており、該円形の断面を有する穴51は、該平行6面体板50の平行な縦の端52、53に現れている。板は、その一方の端、いわゆる上端52に接する1組の歯54を備えている。歯54は、2つの異なるレベルで前記穴が開いており、2つの近接した該穴の入力開口部51aにおける縦のオフセッティング(offsetting)は2つの近接した切断システムにおける縦のオフセッティングに対応している。第1中間ダクト36は、円形の断面を有する金属管から形成されている。この金属管は、第2支持バー49において互いに平行に取り付けられており、板50の上端52に集合している。同一の長さの第1中間ダクトの一方は、2組の空間55a、55bを定義するために第1ダクトから離れており、通過するためのリルートシステムにおける2つの列のキッキングローラーのためにジグザグの列に並んでいる。また、もう一方は、2組の空間56aおよび57bを定義するために入力開口部から離れており、通過するための切断システムにおいて2つの列の刃のためにジグザグの列に並んでいる。各穴は、入力開口部51aにおいて、切断されたばかりの繊維のリルートを促進するための円錐の先端が切り取られた形状の案内壁57を定義する皿穴を有している。同一層の繊維を切断するためのシステムのカウンターツール41は、制御ジャッキと反対の板の表面に固定された同一のカウンタープレートによって構成されている。出力ダクト38は板の下端53を通して皿穴の所まで穴51に組み込まれる断面が円形の金属管で形成されている。これらの出力管は、先端に角度を有する部分38aを備えている。第1案内システムの角度を有する部分は、出力ダクトの出力開口部が実質的に一直線に並ぶように第2案内システムの角度を有する部分の間に挿入される。出力ダクトの壁の厚みは、2つの案内システムからくる繊維が、繊維のストリップを形成する程度に小さい。また、該繊維のストリップでは、繊維が端から端まで実質的に配置される。第1の実施の形態では、ストリップは、28の繊維を含んでいるので、各案内システムは、14の繊維を搬送することになる。繊維が搬送されている間、繊維は、案内ダクトの内管壁に対して曲がっている。明らかに、2つの案内システムは、それらの1つが先端に角度を有する部分を備え、もう一方が直線状のダクトのみを備えるように配置されている。
【0052】
図5によれば、支持板50は、穴および外部主面50aに現れる圧縮空気供給通路58を備えている。これらの通路は、図2〜5に部分的に示されているコンデッド59を通って調整済みの圧縮空気を個々に供給され、切断したばかりの繊維を吸い上げるために、出力ダクトの方向に気流を形成するように配向している。異なる実施の形態として、これらの圧縮空気供給通路は、例えば、第1中間管36のレベルで切断手段の上側に配置されており、これにより、気流によって繊維を穴の入力開口部に向かって配向させることができる。
【0053】
ノズル60は、鋳物に、例えばその端によって繊維が出力ダクトから離れたときに樹脂で各繊維をコートするために塗布ローラーと平行に取り付けられている。リップノズルとして一般的に知られるノズルは、公知の方法によって金属箔を固定している2つのバー60a、60bを備えている。金属箔は、横のスリットに取り付けられており、2つのバーの内の1つの60aの内部接触表面に形成される縦の溝を出現させる分配通路を形成するために金属箔の縦方向に外端に拡張して均一に一定の間隔があいている。
【0054】
本実施の形態では、縦の溝は例えば高分子弾性体ブロックを用いて、それぞれが4つの分配通路を現している7つの区分に分離されている。上部バーは、7つの横型通路を備えており、該7つの横型通路は、溝の各区分に樹脂を個々に供給するために、縦の溝を現しており、供給コンデット67によって容積ポンプとしても知られている投与ポンプ61に連結されている。
【0055】
各投与ポンプ61は、投与室を区切り、且つ、第1端において樹脂を分配するための出口に取り付けられたシリンダー62と、シリンダーの第2開口端を通って投与室に滑走するように取り付けられたピストンと、前記ピストンを直線的に動かすことができる作動装置とを備えている。作動装置は、水圧ジャッキまたは電動ジャッキ63によって構成されている。ジャッキの本体63aは、リング型64のポンプシリンダーに急動作用集合手段によって集合している。また、ジャッキシャフトは、投与室に及んでおり、ポンプのピストンを端に運ぶ。ポンプの出口は、出力コンデット65を介して、分配タンクとして一般的に知られている2つの位置バルブ66のシステムに連結している。この分配タンクによって、一方では第1の位置において、ノズルの異なる区分に供給するためにノズルに連結した供給コンデット67に投与ポンプを個々に連結することが可能になる。またもう一方では、第2の位置において投与ポンプに樹脂を再供給するために樹脂貯蔵‐供給手段に連結されたタンクの共通入力66aに前記出力コンデット65を連結することが可能になる。分配タンクは、ベルト69を介して内蔵モーター68によって分配タンクの2つの位置の間を移動する。
【0056】
本実施の形態では、樹脂貯蔵‐供給手段は、2つの化合物の樹脂を使用するために備えられている。各化合物は、ポンプ83a、84bに組み込まれている公知のドラムエンプティヤ83、84の中に配置されたドラム81、82に貯蔵されている。また、各化合物は、それ自身供給管85a、85b(図4)の中で設置ヘッドに搬送される。供給管は、2つの化合物の同質の混合物を保証する静的ミキサー87の上側に設置されている2つの化合物バルブ86の入力に連結されており、この静的ミキサーの出力は分配タンクの入力66aに連結されている。それらを保護し、ロボットに沿って維持するために、2つの樹脂供給管は、繊維搬送管に用いられている締め付け具76と同様の締め付け具89によって固定されている導管88(図1)を通過している。
【0057】
設置ヘッドは、ノズルから離れて、前記ローラーに向かってくる繊維を冷却するために塗布ローラーを冷却する冷却手段を備えている。これにより、樹脂が塗布ローラーに接着することを防止することができる。図5において図示するように、冷却手段は、塗布ローラー31上に設置された冷気ガン311を備えている。この渦型の冷気ガンは、吸気口312を解して圧縮空気を供給される。この圧縮空気は、例えば、6バールの圧力において、排気口313を通して外側に追い出される熱風に変換し、Dで示した矢印によって図示された、約−40℃の冷気の気流は、噴出または変流器314によって塗布ローラーに導かれる。金属またはプラスチック材料のシートでできた変流器は、塗布ローラーの完全長に実質的に及んでおり、完全な繊維ストリップを冷却することが可能である。変流器は、塗布ローラーから離れていてもよく、冷気の気流Dを出力コンデット38から下側にある繊維の方向に配向される後部通路と一緒に形成されている。好ましくは、変流器は、塗布ローラーの表面のレベルに実質的に到達しており、繊維は、場合によっては前記通路58から来る圧縮気流によって直接冷却される。
【0058】
塗布される樹脂の種類に応じて、設置ヘッドは、樹脂が繊維に塗布される前に、設置ヘッドにおいて循環している樹脂を作業温度に熱するための加熱手段を備えていることが利点である。図示されていないこれらの加熱手段は、例えば、スリーブに組み込まれた電気抵抗器の形態で存在しており、投与ポンプ61、分配タンク66、静的ミキサー87、供給コンデット67、およびノズル60の周囲に配置されている。
【0059】
機械は、例えば制御ボックス77に設置される制御ユニットを備えている。制御ユニットは、プログラムされた手順に従ってロボットの動きを制御することができる。また制御ユニットは、切断システムのジャッキ、リルートシステム、投与ポンプ、駆動ローラーを制御するモーター、分配タンクを制御するモーター、並びにドラムエンプティヤおよびポンプを制御することができる。設置ヘッドに組み込まれたシステムを制御するための電動の、空気圧式の、および/または水圧式の回路は、ロボットの腕に沿って設置ヘッドから制御ボックスまで伸びている導管78に設置されている。
【0060】
樹脂の粘着度および粘度、並びに沈着される繊維含有量、樹脂量に応じて、沈着される樹脂は、多孔性であってもなくてもよいフィルム状で、繊維とノズルとの間で接触することによって塗布される。あるいは、沈着される樹脂は、ビーズ状で繊維とノズルとの間で接触せずに塗布される。ノズルは、奥よりの位置と動作位置との間で可動装置に取り付けられていても良く、それらの位置間の移動は、例えば、ジャッキシステムによって制御される。繊維は、繊維が塗布ローラーを通過する前に、好ましくは、樹脂が塗布される前に、層になっている繊維が、端から端までより効果的に平坦化されるように張力バーを通過しても良い。
【0061】
投与ポンプジャッキのシャフトの前方への速度は、繊維の移動速度に応じて処理量を調整するようにロボット機械の制御ユニットによって制御される。これにより、ロボットの速度および移動がどのようなものであれ、繊維の全長、特に、一定断面のビーズ、を通して実質的に一定な樹脂含有量を保証することができる。
【0062】
本実施の形態では、各投与ポンプは、4つの近接した繊維に樹脂を塗布するために用いられる。これにより、切断およびリルートシステムのジャッキは、4つのグループにおいて制御される。4つの繊維を切断するために作動している間、4つの近接した切断システムに対応するジャッキは、刃を動作位置に持っていくために制御される。それらには縦のオフセットがあるので、2つの近接した切断システムは、適切な時期に微かにオフセットされる。切断されたばかりの4つの繊維の移動速度の機能である時間遅延のあと、これらのファーバーに関連付けられている投与ポンプのジャッキの前方への移動が止まる。ノズルから離れている樹脂が繊維上に滴下することを避けるために、投与ポンプジャッキは、反対方向にポンプピストンを移動するように制御されることが利点である。そのとき、4つのリルートシステムのキッキングローラーのジャッキは、対応する駆動ローラー42に対して繊維を押し付けるために作動し、例えばちょうどノズルから上側に、塗布ローラーにそれらをリルートする。このリルート操作の間、圧縮空気が、対応する通路58に注入される。圧縮空気は、機械が動くとすぐに、連続的に注入されても良い。
【0063】
異なる実施の形態として、樹脂は、個々の投与ポンプによって各繊維に独立に塗布される。そのとき、各ポンプのジャッキは、繊維の動く速度に応じて、自動的に制御される。そのとき、切断およびリルートシステムは、全体的に独立した方法で自動的に制御される。
【0064】
投与ポンプの全ては、投与ポンプの1つが規定の充填閾値を下回るとすぐに、2つのドレーピング段階の間で再供給されても良い。投与室は、ドラムエンエンプティヤーに組み込まれた活性ポンプによって満たされており、分配タンクをそれの第2の位置に移動させることができるようにモーター68を制御する。また、投与ポンプジャッキは、充填の間、ピストンを引っ込めるために同時に作動する。異なる実施の形態として、投与ポンプは、制御ユニットによって個々に制御される3方向バルブによって再供給されても良い。
【0065】
異なる投与手段および異なる塗布手段が、投与される樹脂の特性、特に樹脂の反応性、流動性、粘度に応じて使用される。樹脂量が少ないおよび/または樹脂が十分な反応性を有しているとき、樹脂は、前記投与ポンプの投与室に装填されることができる使い捨て樹脂カートリッジによって供給されても良い。使い捨てカートリッジは、空になったら取替えられても良い。この場合、投与ポンプは、投与ポンプに再供給するための分配タンクを備えることなしにリップノズルに直接連結されていても良い。リップノズルは、支持ランプ上に互いに1列に並んだ使い捨ての管状ノズルと取替えることができ、各繊維は、供給コンデットを介して前述した投与ポンプによって独立に供給される各繊維自身のノズルを有している。利点として、ポンプは遠くに、すなわち設置ヘッドの外側に、管状ノズルの範囲までロボットの腕に沿って長く伸びた28の供給コンデット67を介して、ロボットの腕に設置されている。
【0066】
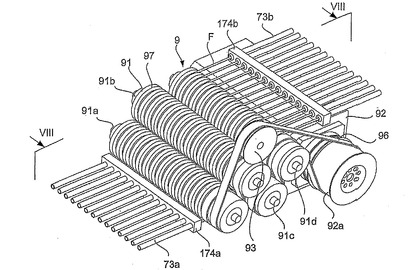
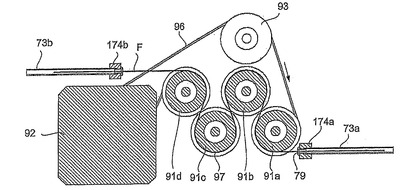
フィーダーとしても知られる張力制限システムは、ボールから来る繊維に張力ストレスを及ぼすために備えられており、これにより、塗布ローラー31において繊維の巻き取り張力を制限している。本実施の形態では、機械は、ロボットの関節式の腕に沿って繊維搬送管上に挿入された2つのフィーダーを備えており、各フィーダーは、14の繊維の1つの層を扱うために備えられている。図7、8によれば、各フィーダー9は、鋳物において互いに平行に回転するように取り付けられた1組の電動シリンダー91を備えており、該電動シリンダー91において、繊維は、各フィーダーを右に回ることなくフィーダー上を通過する。2つのフィーダーは、図1に示される同一の鋳物90に組み込まれている。現在の複合材料において用いられている繊維は、ねじれの有無に関わらず、リボン状で一般的にもたらされる。各繊維は、シリンダーとその2つの主面によって、その各主面の実質的に同一の長さを超えて接触している。シリンダーと、繊維の上側表面および下側表面との接触によって、繊維上のシリンダーの摩擦推力が均質化され、これにより、繊維を構成する全てのフィラメントを巻き取ることを保証することができる。
【0067】
シリンダーの数およびシリンダーの直径は、塗布ローラーにおいて要求される巻き取り張力によって、および、空間要求性の制約に応じて決定される。接触面およびそれ故、シリンダーと接触する繊維の主な長さは、要求される摩擦推力として機能する。本実施の形態では、フィーダーは、ジグザグの列に設置された4つのシリンダーを備えている。即ち、それらは、入力シリンダー91a、第1中間シリンダー91b、第2中間シリンダー91c、および出力シリンダー91dである。第1中間シリンダーおよび出力シリンダーは、入力シリンダーおよび第1中間シリンダーによって定義される平面に平行で且つ該平面よりも上側に配置される平面を定義している。シリンダーは、制御ユニットによって自動的に制御される単一モーター92によって、返還滑車93を通して、モーターピニオンおよび各シリンダーの端部に取り付けられたベルト96を用いて回転する。図8によれば、入力シリンダー91aおよび第2中間シリンダー91cは、時計周りに駆動され、第1中間シリンダー91bおよび出力シリンダー91dは、反時計回りに駆動される。棚から来る搬送管73の区分73aは、繊維を入力ローラー91aに層状でもってくるために、アイレット79に取り付けられ且つシリンダーと平行に取り付けられた入力ランプ174aに連結している。繊維Fは、入力シリンダー91a上で繊維の第1表面によって接触し、ほぼ90°よりも回転して第1中間シリンダー91b上で繊維の第2表面によって接触し、ほぼ180°よりも回転して第2シリンダー91c上で繊維の第1表面によって接触し、最終的に、ほぼ90°よりも回転して出力シリンダー91d上で繊維の第2表面によって接触している。そのとき、繊維は、搬送管区分73bの中を通って、設置ヘッドまで搬送される。前記区分73bは、入力ランプと同様の出力ランプ174bに設けられており、端において設置ヘッドのランプ74に連結するために保護導管に接合している。
【0068】
モーター92は、シリンダーの周辺の速度が例えば、繊維の最速移動速度よりも30%速くなるように制御ユニットによって制御される。シリンダーは、連続的に制御される速度において、繊維の最速移動速度よりも常に約30%速くなるように駆動される。異なる実施の形態として、シリンダーは、機械が動き出したらすぐに、プログラムされたドレープ手続に応じて決定される一定の速度で駆動される。
【0069】
シリンダーは、繊維に損傷を与えないような滑らかな外観を有しているが、繊維がフィーダーを離れたときに巻き上げ張力が繊維上に及ぼされる場合に、繊維を十分接着するように磨き上げられてはいない。一例として、45μmの硬い陽極酸化表面処理をされ、0.5μmの粗度Raで機械処理されたアルミニウムシリンダーは、磨耗および破れに対して高い耐性を有する十分な表面を備えている。6mの搬送管の後にガラス繊維のボールをほぐすために、または、6mの搬送管の後に炭素繊維の6kgの巻き枠をほぐすために、50mmの直径を有する4つのシリンダーは、50gよりも小さい巻き上げ張力を与える。シリンダーは、環状溝97を備えており、各繊維は互いに接触することなく繊維の正確な位置を保証するように溝の中に個々に受け入れられることが利点である。
【0070】
繊維がシリンダーに導入するとき、繊維は、入力ランプ94と入力シリンダー91aとの間に配置された張力バーに持ってこられる。これにより、特に、ボールの湾曲を保持し易いガラス繊維の場合、繊維の張力が低すぎるときまたは調和していないときに繊維を切断することができる、および/または、繊維の形状記憶を削除することができる。
【0071】
搬送管の長さおよび繊維の種類に応じて、各繊維のための1以上の制限システムが、塗布ローラーの範囲まで、搬送システムに沿って必要である。さらなるフィーダーが、例えば、ボール貯蔵棚の出力および/または塗布ヘッドに直接備えられていても良い。明らかに、フィーダーは、沈着される全ての繊維(換言すれば、本実施の形態では、2つの繊維層F1およびF2にある28の繊維)を受け入れるために十分長いローラーを備えて提供されても良い。ここでは、繊維設置機械に乾燥繊維のオンライン含浸と一緒に組み込まれているフィーダーは、樹脂塗布手段を取り付けていない繊維設置機械に予備含浸繊維を通過させるために用いられても良い。
【0072】
図9〜14は、14の繊維Fの2層を処理することができる第2の実施の形態のフィーダー109を示している。このフィーダー109は、主に次の点が前述したフィーダー9と異なっている。即ち、繊維Fが、シリンダー191と直接接触しない点である。これは、ベルト194が各シリンダーと各繊維との間に挿入されているからである。この実施の形態においては、特に予備含浸繊維を通過させることについて利点がある。
【0073】
図9〜11によれば、フィーダー109は、2組の電動シリンダー191を備えており、該シリンダー191は互いに平行に回転するように支持体190上に取り付けられており、一端が飛び出している。各組のシリンダーは、繊維の一層を通すために意図されている。第1組のシリンダーは、順に次々に同一の平面P1に沿って配置している。また、第2組のシリンダーは、第1組の平面P1に平行な平面P2に沿って配置されている。各組は、入力シリンダー191aと、中間シリンダー191c(例えば8個)と、出力シリンダー191dとを備えている。2組のシリンダーは、返還滑車193を通してモーターピニオン192aおよび各シリンダーの端部1191(図11)に取り付けられたベルト196を用いて、単一モーター192によって回転されて、前述した制御ユニットによって自動的に制御される。
【0074】
図11〜14によれば、各シリンダーは、繊維とシリンダーとの間に挿入されたベルト194を取り付けている。各ベルトは、シリンダーおよび輪止め(Shoe)195の周りに取り付けられており、該輪止めは、別の案内部品または、支持体に固定されて取り付けられている。ユニットによって要求される空間量を制限するために、各案内輪止めは、一般的にシリンダーの半径よりも大きい半径を有する三日月型のディスク1195から形成されており、該ディスク1195は、ディスクと回転しているシリンダーとの間に接触がなく、端部1195cおよび1195dを有する、環状の凹所1195aを備えている。ここで、環状の凹所1195aは、シリンダーの周囲にディスクを取り付けるために湾曲半径がシリンダーの半径に適応し、端部1195cおよび1195dは、シリンダーと接線方向において合うようになる。ベルト194は、ディスク1195bの円形周辺端部およびディスクによってカバーされていないシリンダーの周辺部分に取り付けられている。なお、ディスクによってカバーされていないシリンダーの周辺部分は、ディスクの2つの端部1195c〜dの間を定義する。ディスクは、互いに平坦に設置され、2つの近接したディスクの間にフリンジ198が挿入され、さらにフリンジを外側のディスクに寄せて配置されている。これにより、ベルトおよび繊維を案内することができる。ディスクの集合は、ディスクおよびフリンジの始めから終わりまで通る図示しないロッドを用いてなされ、横の開口部198aおよび1195e(図12、13)を通り、ロッドは、支持体の末端に固定されており、互いに平行である。通り過ぎて2つの連続するシリンダーの下を通過している繊維、または逆もまた同様に、2つの連続するシリンダーと関連する2つの案内部の集合は、シリンダーの平面P1のどちらか一方の側に配置される。
【0075】
2つの連続するシリンダーに関して、各繊維は、第1表面を介して2つのフリンジ198の間の第1シリンダーのベルト上において、ベルトとシリンダーとの間のアンギュラ・コンタクト部分のレベルで平坦になってくる。それから、各繊維は、第2表面を介して第2シリンダーのベルト上において平坦になる。ベルトは、繊維が、回転中のシリンダーと接することがないように、繊維の幅よりも広く、実質的に2つの近接したフリンジの間の距離と等しい。
【0076】
各シリンダーに関して、繊維に巻き上げ張力がない場合には、ベルトは、シリンダーと滑りながら接触している。繊維が、塗布ローラーにおいて巻き上げ張力を受けるとき、繊維はベルトに圧力を及ぼし、それから後者は、シリンダーによって回転される。これにより、ベルトに接着する繊維を駆動することができる。繊維側のベルト表面は、ベルトと繊維との間の相対速度がゼロまたは非常に遅いときに、ベルトと繊維とが接触を続けることができる接着係数を有している。シリンダー側のベルト表面は、繊維が圧力を及ぼすときに、シリンダーによってベルトを駆動することができる摩擦係数を有している。この表面は、磨耗および破れに対して高い耐性、並びに、静電防止特性を持っていることが利点である。また、図14に図示するように、ベルトは異なる材料から形成される2層194a、194bからなることが利点である。一例として、繊維側の層は、柔軟な高分子弾性体から構成されており、一方シリンダー側の層は、硬い高分子弾性体から構成されている。
【0077】
各ベルトは、繊維が圧力を及ぼしたときに繊維を駆動することができ、一方では、繊維が止まったときにシリンダーによって駆動されないアンギュラ部分を超えてシリンダーと接触している。このアンギュラ部分は、例えば、90°である。ベルトと繊維との間のアンギュラ・コンタクト部分は、ベルトとシリンダーとの間のアンギュラ・コンタクト部分よりも小さい。2つのシリンダー間の距離は、繊維が、輪止めの端部においてベルトに接触しないものとして定義される。繊維とベルトとの間のアンギュラ・コンタクト部分は、特に接着性の予備含浸繊維を用いる場合は、繊維とベルトとの間の接着表面を制限するように決定される。これにより、繊維を除去するために必要な力(剥がす力)を制限する。このアンギュラ部分が小さければ、中間シリンダーの数は多くなる。
【0078】
前述したように、棚から来る搬送可堯管区分173によって、繊維を入力シリンダー191aに層の形態でもっていくことができる。それから、出力において、繊維は、設置ヘッドまで搬送されるために図示しない搬送管区分に通される。この変形例では、図12において詳しく示されているように、可堯管の断面は長方形である。同一の層について、管は端から端まで配置されている。断面が長方形の管を使用することによって、繊維が上に曲がるという危険性、または、繊維の横側(sideway)を折るという危険性なく広い幅の繊維(例えば、6.35mm〜25mmの幅の繊維)を搬送することができる。たしかに、ロボットの動きがどのようなものであれ、長方形の断面を有する導管は、繊維の横側をたるませるという危険性なく完全に平坦なままの状態で曲がる。一例として、幅が6.35mmの繊維を搬送するために、管は、1mmの壁の厚みを有し、8×2mmの長方形の内部断面を有している。すなわち、外部断面は、10×4mmである。管は、特に、塗布ヘッドにおいて、減少した空間要求性を有し、管の吸気口または排気口と入力および出力における案内滑車との間の距離が非常に短い末端において端から端まで集合していても良い。図15は、水平軸のポジショナーT2において回転するように取り付けられた心棒(mandrel)M2に繊維を塗布するための本発明の機械の第2の実施の形態を示す図である。設置機械101は、次の点で前述の図1〜7を参照して記載された設置機械と異なっている。即ち、ロボット102は、ポジショナーの軸に平行な2つのレール127によって構成されている直線軸上を滑走するように取り付けられる台車126上に組み立てられている。台車は、駆動手段(例えば、電動ローラー型)が取り付けられており、該駆動手段は、この直線軸に沿ってロボットを移動させるように機械の制御ユニットによって自動的に制御される。さらに、樹脂の貯蔵と供給とを行うためのドラムエンプティヤ183、184および繊維を貯蔵するための棚171が、レール上を滑走するように取り付けられる台車170、180に設置されている。また、台車170、180は、ロボット102のどちらか一方の側に取り付けられている。これらの台車170、180は、連結腕170a、180aによってロボット126の台車に連結されている、および/または、個々の駆動手段を取り付けている。
【0079】
図16および17は、本発明の設置機械の第3の実施の形態を示す図である。機械移動システム202は、第1台車222と、第2台車226と、第3台車227とを備えている。ここで、第1台車222は、ガントレー221の2つの平行な支持バー221aの間を第1水平方向Xに沿って移動するように取り付けられ、第2台車226は、第1台車222上を第1水平方向Xに垂直な第2水平方向Yに沿って移動するように取り付けられ、第3台車227は、第2台車226上を第3垂直方向に沿って移動するように取り付けられている。第1台車、第2台車、および、第3台車は、それぞれに組み込まれた駆動手段によって移動する。なお、該駆動手段は、ボックス277に設置されている機械の制御ユニットによって自動的に制御される。
【0080】
ロボットの手首は、前述の図2を参照して記載されているように、3つの区分23、24、および25を備えており、設置ヘッド3を運ぶ。また、ロボットの手首は、設置ヘッドが、ガントレーの支柱221bの間に設置された鋳型の上を移動することができるように、第3台車227の低い方の末端においてその軸A3の周辺を旋回するように取り付けられている。
【0081】
樹脂の貯蔵と供給とを行うためのドラムエンプティヤ283、284は、第2台車226に設置されている。機械は、巻き枠Bの形態で包装された繊維(例えば、炭素繊維F)を塗布をするために提供される。巻き枠は、第2台車に設置されているクリール271に取り付けられている。各巻き枠は、クリールの心棒に取り付けられており、回転中に自動的に制御されず、場合によっては、回転制動手段を備えている。前述の第1または第2の実施の形態において記載されているように、繊維は、クリールを離れてフィーダー9aに入ったときに、返還ローラーおよび/またはクリールの滑車を通過する。それから、繊維は搬送管の中を通過して、ロボットの手首の前にある第3台車の低い方の末端に取り付けられた第2フィーダー9b内を通過する。その後、繊維は、搬送管によって設置ヘッドまで搬送される。ロボットの減速を制御すること、および/または、前記の制動手段を機械的に調節することによって、特に、回転中の巻き枠を瞬時に止めるために繊維が通過するように繊維を切断するときに、または、大幅な減速の最中に、巻き枠の回転慣性を繊維がほぐれるように制御することができる。本発明の機械は、特許文献EP 697990に記載されている、繊維張力に応じて閉回路を自動的に制御される自動制動システムを取り付けたクリールを備えていることが利点である。このシステムは、開始の時点において常に遅れるという欠点を有する加速段階および減速段階を制限するセンサー、電動作動装置、または空気圧式差動装置を備えることなく、機械的且つ自動的に制御されるという利点を持っている。
【0082】
本発明を異なる特定の実施の形態に関連して記載したが、本発明は、それらに限定されない。また、本発明は、記載された手段と等価な全ての技術、および、それらが本発明の構成の範囲内に含まれることを提供するそれらの組み合わせを含む。
【産業上の利用可能性】
【0083】
本発明は、繊維張力制限システムおよび/または特定の塗布ヘッドおよび/または繊維を繊維貯蔵手段から塗布ヘッドまで搬送するための特定の手段を備える塗布機械、張力制限システム、並びに、繊維塗布機械のためのこの種の塗布ヘッドに利用可能性である。
【技術分野】
【0001】
本発明は、複合材料からなる部品を生産するための塗布ローラーを有する繊維塗布ヘッドを備える繊維塗布機械に関するものである。さらに特には、本発明は、繊維張力制限システムおよび/または特定の塗布ヘッドおよび/または繊維を繊維貯蔵手段から塗布ヘッドまで搬送するための特定の手段を備える塗布機械、張力制限システム、並びに、繊維塗布機械のためのこの種の塗布ヘッドに関する。
【背景技術】
【0002】
繊維が配置されている機械として一般的に知られている、繊維塗布機械は、具体的には、文献「EP 0626 252」において開示されている。即ち、樹脂を用いて予備含浸された多くの繊維から形成されるストリップの鋳型に塗布することに関して、塗布ローラーは、ストリップを塗布するために鋳型に対して接触している。機械は、塗布ヘッドが多くの軸に沿って移動できるように取り付けられるガントリーを備えている。予備含浸繊維の巻き枠は、ロボットに連結しているクリールに取り付けられており、このクリールから塗布ヘッドの塗布ローラーまで特有の搬送システムおよび案内システムによって搬送される。樹脂の接着性の性状のために、これらの搬送システムおよび案内システムは、特に設計の面において複雑であり、機械が動かなくなるようになる傾向にある。
【0003】
予備含浸繊維が適切にほどけることと、繊維の幅が実質的に一定であることを保証するために、繊維は分離フィルムと一緒に巻き枠に巻きつけられる。予備含浸繊維の寿命は、周囲温度において制限されており、−15℃の温度において貯蔵される必要がある。設置機械は、製造された部分が汚される危険性を防ぐために分離フィルムの全てを確実に除去することを保証しなければならない分離フィルム除去システムを組み込まれる必要がある。
【0004】
現在の設置機械は、特に扱いにくく高価であると判明している。巻き枠クリール、搬送システム、案内システム、冷却システム、並びに、フィルム除去システム等の異なる構成要素が、ガントレーの異なる移動軸または装着ヘッドに設けられている。また、異なる構成要素は、扱いにくく重いため、繊維が塗布される速度を制限している。空間が必要とされて、異なる軸の稼働が限定されるので、機械は、繊維を小さい寸法の部分に、または、いくつかの雌型の鋳型に配置することができない。
【0005】
繊維が、「スリットテープ」として一般的に知られている、一方向の予備含浸スリットストリップに由来するときには、繊維を構成しているフィラメントが、切断されている、または、不連続になっているので、予備含浸繊維の機械的特性は最適化されていない。
【0006】
鋳型に沈着された予備含浸繊維は、沈着した繊維の折り目の間に捕捉されている空気を徐々に取替えるように中間圧縮操作される必要がある。これらの圧縮操作は、真空カバーを設置すること、鋳型にある繊維設置ヘッドの連続的な圧力をかけること、または、それら両方の方法を組み合わせることのいずれかによって、実施される。いずれの場合においても、準備時間が延長されて、機械はこの圧力を発揮できるように設計される必要がある。
【0007】
複合部分を作成するために、予備含浸繊維は、真空またはオートクレーブにおいて重合操作される。最終複合体において低い間隙率を保証するためには、実行コストが非常に増加するオートクレーブにおいて重合を達成することが必要である。
【0008】
巻き枠に貯蔵された繊維の場合、内蔵式クリールは、各巻き枠と一緒に連動する電動巻き戻しシステムを備えている。繊維が、鋳型の陥凹面において均一に配置されることを特に保証するために塗布ローラーにおける繊維の張力を制限するように、各巻き戻しシステムは、繊維速度に応じて自動的に制御される。また、繊維を巻き直すことによってたるみを回復することができるように、各巻き戻しシステムは、ロボットの移動に応じても自動的に制御される。そのような巻き戻しシステムは、広い空間を占め、非常に高価であり、自動強制制御によって巻き枠の巻き戻し速度を大幅に制限する。それ故、そのような巻き戻しシステムは、繊維が沈着する速度を制限する。
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明の目的は、空間要求性が減少し、直線的な設計であり、より安価である繊維塗布機械を特に提案することにより上述した欠点の少なくとも1つを解決するものである。
【課題を解決するための手段】
【0010】
この目的を達成するために、本発明の目的は、塗布ローラーと繊維を前記塗布ローラーに案内するための手段とを備える繊維塗布ヘッドを動かすためのシステム、繊維貯蔵手段、および、繊維を前記貯蔵手段から塗布ヘッドまで搬送するための繊維搬送手段を備える繊維塗布機械であって、該繊維塗布機械は、繊維貯蔵手段と塗布ヘッドとの間に配置された少なくとも1つの張力制限システムをさらに備え、該張力制限システムは、複数の繊維が部分的に巻きつけられることが可能である少なくとも2つの互いに平行なシリンダーと、前記シリンダーを実質的に同じ速度で回転させるための駆動手段とを備え、前記駆動手段は、繊維の移動速度がどのようなものであれ、貯蔵手段から来る繊維に張力ストレスを及ぼすために、塗布ローラーにおける繊維の巻上げ張力を実質的に一定値に制限するために、シリンダーの末梢速度が塗布ロールにおける繊維の移動速度よりも速くなるように機械の制御ユニットによって自動的に制御されることを特徴としている。
【0011】
本発明によれば、塗布ヘッドにおいて異なる速度で移動している繊維に関して言えば、張力制限システムによって、1つの自動制御を用いて多くの巻き枠をほぐす、または、多くの繊維ボールをほぐすことができる。張力制限システムによって、ロールにおける繊維の張力を、繊維がどのような速度であっても減少することができる。張力制限システムは、個々の先行技術における巻き戻しシステムと比較して、設計上直線的であり、特に扱いにくくなく、安価であることが実証されている。
【0012】
機械は、貯蔵手段の出力において、および/または、搬送手段上に挿入された(例えば、ロボットアームの沿って)、および/または、塗布ヘッドの入力において、張力制限システムを備えていても良い。なお、後者の場合は、張力制限システムはロボットの端、または、塗布ヘッドに組み込まれている。
【0013】
シリンダーは、繊維の2つの主面を介してシリンダー上において接触するように、繊維を構成している全てのフィラメントが駆動されることを保証するために、各繊維が各シリンダーの周囲に部分的に巻きつくように配置されていることが特徴の1つである。各繊維は、実質的に同じ長さを超えて各繊維の表面を介してシリンダーと接触していることが利点である。
【0014】
第1の実施の形態によれば、シリンダーは、繊維を受け入れるための環状溝を備え、繊維はシリンダーと直接接触する。
【0015】
こわれやすい、弾力性がある、または、粘性があるために、いくつかの繊維は、回転中のシリンダーと直接接触することができない。第2の実施の形態によれば、そのような繊維(特に、熱硬化性樹脂を用いて予備含浸された繊維)を用いるために、ベルトが張力制限システムの各シリンダーの周りに、一つのベルトが各繊維とシリンダーとの間に挿入されるように取り付けられており、各ベルトは繊維と接着することができ、ベルト上の繊維によって与えられる圧力に応じてシリンダーによって多かれ少なかれ駆動されることができる。また、前記圧力は、巻き取られている繊維の張力とつりあっている。
【0016】
繊維が止まったとき、ベルト上の繊維によって与えられる圧力は、ゼロであり、そのときベルトは、シリンダーを滑走しながら接触している。繊維が前方へ移動するとき、繊維は、繊維によって与えられる圧力に比例するベルトとシリンダーとの間の滑走を用いて、ベルトがシリンダーによって駆動されるようにベルトに圧力を与える。それ故、シリンダーとベルトとの相対速度は、与えられる圧力に比例しており、ベルトと繊維との間の相対速度は、ゼロか、または、非常に小さい。
【0017】
各ベルトは、ベルトとシリンダーとの間のアンギュラ・コンタクト部分(angular contact portion)を制限するためにシリンダーおよび追加手段によって部分的に形成された滑走路上の輪(loop)に取り付けられており、ベルトと繊維との間のアンギュラ・コンタクト部分は、ベルトとシリンダーとの間のアンギュラ・コンタクト部分よりも小さいか、または等しく、好ましくは、小さいことが利点である。
【0018】
一つの実施の形態によれば、前記追加手段は、シリンダーの周囲に固定されて取り付けられた三日月形のディスクを、末端部分がシリンダーと接線方向において適合するように、備え、各ベルトは、ディスクの円状の周辺端部の周囲で、且つ、前記ディスクによってカバーされないシリンダーの外周部分に取り付けられている。各シリンダーは、互いに平行に位置するディスクと一緒に取り付けられており、ベルトおよび繊維を案内するために、2つの隣接するディスクの間で、且つ、外側のディスクに接触する案内フランジが存在することが利点である。
【0019】
各ベルトは、異なる材料の2層から形成されていることが特徴の一つである。
【0020】
駆動手段は、シリンダーの末梢速度が、繊維の最速移動速度よりも20%〜40%(例えば、約30%)速くなるように制御されることが利点である。
【0021】
1以上の張力制御システムを用いることにより、小さい空間要求性を有する直線的な設計の搬送手段を備えることが可能になる。これにより、移動速度を速くすることが可能になる。繊維搬送手段は可堯管を備え、各可堯管はその内部通路内に繊維を受け入れることができ、可堯管は張力制御システムと貯蔵手段との間、および、張力制御システムと塗布ヘッドとの間において、例えば、ランプシステムによって、可堯管の端部によって固定されて取り付けられていることが、特徴の一つである。そして、制限システムまたは塗布ヘッドの上側に配置されているシステムによって、可堯管における繊維の摩擦に由来する張力が、制限されるまたは解消される。
【0022】
可堯管は、ロボットの動きを制限しないような十分な長さと柔軟性とを有している。本発明によれば、場合によっては1以上の導管を接合される一定の長さを有する可堯管を用いることによって、ロボットが動くときにたるみを回復するシステムを備えることは、もはや必須ではなくなる。さらに、繊維は管において隔離されており、管は、例えば、温度とともに接着特性が減少する予備含浸繊維を使用するために冷却されることができる。
【0023】
管を搬送する可塑性繊維の断面は、特に繊維の幅が大きい場合に可塑性を増加させて空間要求性を減少させるために好ましくは長方形である。可堯管は、プラスチック材料、好ましくは高密度ポリエチレン、より好ましくは高密度静電気防止ポリエチレンによって構成されていることが利点である。
【0024】
繊維搬送の直線的な性質によって、異なる寸法の部品を製造するための費用効率の高い方法に適合されることができるサブアセンブリを自動化される、異なる直線的なモジュラーから形成されている移動システムを提案することができる。
【0025】
移動システムは、互いに垂直な少なくとも3つの方向に塗布ヘッドを移動することができる。前記移動システムは、例えば、前記塗布ヘッドが取り付けられている端部において多関節性の手首または腕を備えたロボットを具備している。移動システムは、例えば、直線軸もしくはガントレー上に取り付けられた、または、床上に配置された多関節性の形式の標準ロボットによって形成されても良い。
【0026】
繊維貯蔵手段は、ボール状もしくはカートンで包装された繊維の場合は棚、および/または、巻き枠状で包装された繊維の場合はクリールを備えている。これらの貯蔵手段は、例えば、ロボットが固定されている場合には、床に配置されていても良いし、直線軸上の台車のような移動システムの構成要素に取り付けられていても良い。
【0027】
本発明によれば、張力制限システムは、オンライン式の含浸の有無にかかわらず機械に組み込まれている。なお、オンライン式の含浸を備えている場合、該機械は各乾燥繊維に樹脂を塗布するための手段を備えている。
【発明の効果】
【0028】
第1の実施の形態によれば、前記樹脂塗布手段は、乾燥繊維貯蔵手段と張力制限システムとの間に配置されている。それらの間にある可堯管には、繊維が樹脂塗布手段を離れたときに繊維の接着特性を減少させる、または、解消させるために冷却されるという利点がある。
【0029】
第2の実施の形態によれば、前記機械は、乾燥繊維のオンライン式の樹脂含浸を可能にするヘッドを取り付けている。そして、樹脂塗布手段は、繊維塗布ヘッドに組み込まれており、繊維が案内手段を離れたときに繊維に樹脂を塗布することができるという利点を有している。繊維塗布ヘッドによって乾燥繊維と樹脂とを使用することができる。乾燥繊維は、それらが鋳型に沈着する直前に樹脂でコートされる。繊維は、分離フィルムを使用されずに、例えば、ボール状、巻き枠状、またはカートンで包装されてもよい。案内手段の上側から樹脂を塗布することによって、案内手段が目詰まりする危険性を防ぐことができ、さらに案内手段を直線的な設計にすること、および、案内手段の空間要求性を小さくすることが可能になる。塗布ヘッドによって、繊維を樹脂でコートすることができ、規定の繊維量(例えば、繊維の体積で55%)を有する樹脂で部分的に含浸された繊維から形成される構造体を与える。そして、該構造から、複合部品が、RFI(樹脂フィルム吹き込み(resin film infusion))として一般的に知られている方法を用いて作成される。このRFI方法は樹脂が繊維を通して吹き込まれて繊維を含浸する方法であるが、この方法によって、間隙率の低い複合部品を、オートクレーブでの重合段階を経なくても得ることができる。本発明の塗布ヘッドは、所定の位置に繊維を維持することに、および、乾燥予備成形物を作成することに十分な少量(例えば、5g/m2から20g/m2の間)の接着剤または樹脂と共にオンライン式で繊維をコートするのに用いられても良く、それらから、複合部品がRTM(樹脂移動成形(resin transfer molding))として一般的に知られる、乾燥予備成形物において樹脂を注入するまたは吹き込むという方法を用いて作成される。この種のRTM方法は、端部の樹脂が、次の段階の間に注入または吹き込まれるという方法であるが、この方法によって、密閉鋳型において使用される樹脂、例えば、揮発性の有機化合物を含む樹脂、を用いることが可能になり、端部の全ての表面上に特定の表面状態を得ることが可能になる。また、同一の複合部品に対して上述した塗布形式の両方を組み合わせることも可能である。
【0030】
本発明によれば機械は、非常に様々な繊維を用いることができるという可能性、および、非常に様々な樹脂を用いることができるという可能性を提供する。前記繊維としては、合成もしくは天然、または、混成もしくは非混成の繊維が挙げられ、混合物の分野において現在のところ用いられている繊維としては、ガラス繊維、炭素繊維、石英繊維、およびアラミド繊維などが挙げられる。また、前記樹脂としては、熱可塑性樹脂もしくは熱硬化性樹脂、ナノ混合物などの添加物を用いて強化されたもしくは強化されていない単一化合物または複数の化合物、あるいは、特性を改善されている可塑剤、特には流出もしくは滑走の危険性がなく繊維を鋳型に接着させる高粘性樹脂、さらに特には溶媒が含まれていない樹脂、および、特に冷たいときに次の真空注入段階の間に繊維を適切に含浸する高粘性の熱融合性樹脂が挙げられる。樹脂は、例えば、液体状、ペースト状、または固体状(特に、薄片もしくは顆粒として)で包装されていても良い。
【0031】
もう一つ別の特徴によれば、樹脂塗布手段は、樹脂が塗布ローラーの反対側の繊維の表面に塗布できるように、前記塗布ローラーに直面するように配置された複数の分配通路を備えている。前記塗布手段は、フィルム状の樹脂で一定の厚みまたは間隙率の前記表面をコートすることができる、および/または、前記塗布手段は、ビーズ状の前記表面に樹脂を沈着することができる。利点として、樹脂塗布手段は、繊維当たり一つの分配通路を備えており、これにより塗布ヘッドがどのような方向を向いていたとしても、塗布ローラーおよび案内手段を汚すという問題を防ぐために、端を超えてあふれでることのない、単一の表面上に樹脂が存在することを保証している。
【0032】
前記樹脂塗布手段は、複数の分配通路を規定する金属箔を取り付けられる少なくとも1つのリップノズル、および/または、複数の管状ノズルを備えている。前記樹脂塗布手段は、使い捨てが可能であり、同一のランプ(ramp)に取り付けられている。なお、前記複数の管状ノズルのそれぞれが、繊維のための分配通路を規定している。
【0033】
もう一つ別の特徴によれば、機械は、繊維の移動速度に応じて制御された流速で設置ヘッドの前記樹脂塗布手段に樹脂を供給することができる投与手段を備えている。前記投与手段は、機械の制御ユニットによって自動的に制御される。投与手段は、塗布ヘッドに組み込まれているか、または、移動システムに配置されている(例えば、ロボットのアームに沿って配置されている)。該投与手段は、排気口を有する投与室、該投与室にあるピストン可動装置、および、制御ユニットによって自動的に制御される水圧ジャッキ、電動ジャッキのような該ピストンを作動させるための手段を備える容積型ポンプを1以上具備している。
【0034】
もう一つ別の特徴によれば、機械は、樹脂を貯蔵することができ、前記投与手段に樹脂を供給することができる貯蔵‐供給手段をさらに備えている。樹脂貯蔵‐供給手段は、用いられる樹脂の異なる容量、および、包装に適応される。樹脂貯蔵‐供給手段は、溶解装置、ドラムエンプティヤ(drum emptier)、または、加圧容器を備えていても良く、移動システムの異なる軸の動きを制限しない移動システムに沿っている1以上の搬送管にある樹脂を搬送することによってヘッドから離れた状態になっている。複数の化合物を含む樹脂の場合は、各化合物は各自の導管に搬送されて、塗布ヘッドにおいて混合される。これらの貯蔵手段は、床に配置されても良いし、移動システムの構成要素に組み込まれても良い(例えば、台車を用いて直線軸に配置しても良い)。
【0035】
塗布ヘッドは、繊維を切断することができる、(場合によっては繊維を個々に切断することができる)切断手段、および、切断されたばかりの各繊維を別の経路で搬送することができる、(場合によっては個々に別の経路で搬送することができる)リルート手段を備え、該切断手段およびリルート手段は、樹脂塗布手段の上側に配置されている。1つの実施の形態によれば、前記案内手段は、各繊維のための、切断手段とリルート手段との間に配置されているダクト(好ましくは、円形の横断面のダクト)を備えていることが利点である。繊維に樹脂が存在しないことによって、部分的に角を備えていても良い円形の断面を有する単純なダクトを用いることができる。
【0036】
1つの実施の形態によれば、リルート手段は、ローラーとキッキングローラー(kicking roller)とを備えた駆動手段、および、前記案内流路の1つに圧縮空気または任意のその他の種類のガスを注入するための注入手段を具備している。なお、この注入手段により下側から上側まで塗布ローラーの方向に気流を作ることができる。リルート手段は、例えば、切断された繊維を吸い上げるために切断手段から下側に配置されている。気流は、調整済みであることが好ましく(換言すれば、気流の温度および/または湿度が制御されている。)、そして、繊維が汚染されることを防ぐために精製されている。
【0037】
特徴の一つとして、設置ヘッドはさらに、繊維に塗布したばかりの樹脂を冷却するための冷却手段を備えている。これにより、繊維が塗布ローラーに接着することを防ぐことができる。冷却手段は、例えば、冷たい気流によって、塗布手段から下側にある前記塗布ローラーに向かってくる繊維を冷却するために塗布ローラーを冷却すること、および/または、塗布手段から上側または下側にある繊維を直接冷却することができる。
【0038】
本発明のもう1つの別の目的は、前に定義した、樹脂塗布手段を備えているまたは備えていない繊維塗布機械、巻線機、および/または、織機(特に多軸型の織機)に適合するように意図された張力制限システムである。予備含浸繊維、または、プレコート繊維を用いる場合は、用いられる樹脂の性質および用いられる張力制限システムの種類に依存して、換言すれば、挿入されたベルトの有無に依存して、繊維は、少なくとも1つの主面に分離フィルムを場合によっては取り付けられても良い。
【0039】
本発明のもう1つ別の目的は、塗布ローラーと繊維を前記塗布ローラーに案内するための手段とを備える繊維塗布ヘッド移動システム、繊維貯蔵手段、および、前記貯蔵手段から塗布ヘッドまで繊維を搬送するための繊維搬送手段を備える繊維塗布機械であって、該繊維塗布機械は、繊維搬送手段は前に定義された可堯管を備え、各管はその内部通路に繊維を受け入れることができ、前記機械は場合によっては前に定義された張力制限システムを1以上取り付けられることを特徴としている。上述のように、そのような搬送手段を用いることにより、繊維の巻き枠用の電動たるみ回復システムを除くこと、外部から繊維を分離すること、および、塗布ヘッド移動システムを単純化することが特に可能になる。利点として、可堯管は、長方形の断面を有している、および/または、高密度(好ましくは、静電気防止)ポリエチレンから構成されている。
【0040】
本発明のもう1つ別の目的は、前に定義したような、移動システムの端に取り付けられるように意図されており樹脂塗布手段に取り付けられている、繊維塗布ヘッドである。該ヘッドは、塗布ローラーと、該塗布ローラーに繊維を案内するための手段と、繊維が案内手段を離れたときに繊維に樹脂を塗布することができる樹脂塗布手段とを供えている。また、繊維塗布機械は、この種の塗布ヘッドを取り付けられており、また、張力制限システムを備えているまたは備えていない。
【図面の簡単な説明】
【0041】
【図1】第1の実施の形態による設置機械を示す透視図である。
【図2】図1における機械の設置ヘッドを示す拡大側面図である。
【図3】図2における設置ヘッドの構成要素を示す拡大透視図である。
【図4】図2における設置ヘッドの構成要素を示す拡大透視図である。
【図5】図2における案内手段を示す拡大断面図である。
【図6】図5の断面VI‐VIに沿った図である。
【図7】第1の実施の形態による張力制限システムの構成要素を示す透視図である。
【図8】図7の断面VIII‐VIIIに沿った図である。
【図9】第2の実施の形態による張力制限システムの構成要素を示す透視図である。
【図10】シリンダーに垂直な、図9における張力制限システムの長軸方向の断面を示す図である。
【図11】1つのシリンダーの軸に沿った、図9における張力制限システムの横軸方向の断面を示す図である。
【図12】図9における細部C1を示す拡大図である。
【図13】図10における細部C2を示す拡大図である。
【図14】図11における細部C3を示す拡大図である。
【図15】第2の実施の形態による設置機械を示す透視図である。
【図16】第3の実施の形態による設置機械を示す透視図である。
【図17】図16の部分的な拡大透視図である。
【発明を実施するための形態】
【0042】
添付の図面を参照する下記の現在の本発明の特に好ましい実施の形態についての詳細な説明の記載から、本発明がより理解され、その他の目的、詳細、特徴、および利点が明らかになる。
【0043】
図1によれば、設置機械1は、公知の6軸型のロボット2から形成されている移動装置と、ロボットの多関節性の腕21の端に取り付けられた設置ヘッド3と、繊維貯蔵手段と、前記貯蔵手段から設置ヘッドまで繊維を搬送するための搬送手段と、樹脂貯蔵手段8と、張力制限システム9とを備えている。
【0044】
ロボットは、支持手段に近接して設置された固定拠点22を備えている。また、支持手段は、受け取り台T1から形成されており、複合部品が作成される鋳型M1を支持している。ロボットの腕は、この拠点上に回転可動するように取り付けられており、互いの周囲を回転するように取り付けられた異なる部分を備えている。図2に示すように、腕の手首部分は、端に集合デッキ25を備え、回転軸A1、A2の周りに集合した最後の腕区分23、24、25を備えている。手首部分は、軸A3に沿ってロボットの残部に回転するように取り付けられている。設置ヘッド3は、集合軸として知られる軸A1に沿って集合デッキに固定されて取り付けられている。
【0045】
本実施の形態では、繊維Fは、ガラス繊維型であり、中心部からほどけるボール状に包装されている。繊維貯蔵手段は、ロボットの拠点に近接した床上に配置された単純な棚71から形成されている。繊維のボールは、棚のトレイ72の上に並べて置かれている。異なる実施の形態として、織物繊維が、棚のトレイに並べられたカートンで包装されている。繊維が静電気を帯びないように、そして、繊維が柔軟になるように、例えば、約70%の相対湿度に設定された湿度測定を得るために湿度制御手段が前記貯蔵手段に備えられていても良い。
【0046】
繊維は、図2〜5に図示されている搬送可堯管73の中を通って、棚から設置ヘッドまで個々に搬送される。搬送管は、急動連結を用いてランプの端に連結している。ランプ74は、設置ヘッドの鋳物30に取り付けられており、搬送管73は、2つの縦並びの列の中にあるランプに集合して、繊維F1の第1層および繊維F2の第2層の2つの線維層を形成している。また、ランプは、棚にある各トレイに搬送管を固定するように備えられている。搬送管は、ロボットと設置ヘッドとの動きを制限しないような十分な長さと柔軟性とを有している。ロボットの腕に沿った搬送管を維持するおよび保護するために、搬送管は、ロボット工学の分野において一般的に用いられる締め付け具76によって腕に固定された導管75の中を通っている。例えば、搬送管は、2つの導管の中を通っており、各導管は、繊維F1およびF2の層に対応する搬送管の束を接合している。搬送管は、繊維を切断しない、繊維が静電気を帯電しない、ほとんど摩擦が起きない、ゆがみが生じない、磨耗に耐性がある、良好な疲労強度を有する、および良好な繰り返し曲げ強さを有する材料から作られている。この実施の形態では、搬送管の断面は、円形であり、その直径は繊維に適応するように合わせられる。600テックス〜2400テックスの繊維については、搬送管の内径は、例えば8mmであり、搬送管の外径は10mmである。搬送管は、静電気防止剤を含む天然高密度ポリエチレンなどの高分子材料でできている。図9および13に参照される下記に記載された別の実施の形態の1つによれば、搬送管の断面は、長方形である。
【0047】
図2〜5によれば、設置ヘッド3は、可塑性塗布ローラー31を備える鋳物30と、塗布ローラーの方向に2つの繊維層を案内するための2つの案内流路システム32aおよび32b(角度のあるオフセット(offset angularly))とを具備している。これらの2層は、繊維のストリップを形成するために1つの層の繊維がその他の層の繊維の間に挿入されるように塗布ローラーまで接線方向に持ってこられる。塗布ローラーは、鋳物の2つのフリンジの間で回転するように取り付けられる。塗布ローラーは、抗接着材料でコートされた高分子弾性体、例えばテフロンからできている。
【0048】
繊維の各層は、ランプ74からその案内システムまで、一組の逆戻り滑車33によって案内され、一組の逆戻り滑車33は、鋳物の中で塗布ローラーの軸に平行に集合した軸34に緩く取り付けられている。第1繊維F1を案内するように意図されている第1案内システム32aは、デッキ上にある設置ヘッドのアセンブリA1の軸に平行に、即ち垂直に(図2および5参照)配置されている。一方、第2案内システム32bは、前記塗布ローラーの上に、第1案内システムから約15°傾いて配置されている。各案内システムについて、各繊維は、異なるダクト35‐38の中を通っている。ここで、異なるダクト35‐38は、個々の切断システムおよび個々のリルートシステムを並べて配置することができるように互いに長軸方向に分離されて一直線に整列している。各切断システムは、気圧ジャッキ40のシャフト40aの端に取り付けられている平坦な刃39を備えている。この平坦な刃39は、カウンターツール39に面している。気圧ジャッキは、2つのダクト36と37との間で、および、刃が繊維から分離される安静位と、刃がカウンターツールに対して止まる動作位置との間で、繊維を切断するために刃を移動させることができる。
【0049】
各リルートシステムは、駆動ローラー42と、気圧ジャッキ44のシャフト44aの端に取り付けられた高分子弾性体からできているキッキングローラー43とを備えている。ジャッキは、2つのダクト35と36との間、および、キッキングローラーが繊維から分離される安静位と、キッキングローラーが駆動ローラーに対して繊維を平らにする動作位置との間で、繊維を前に移動させるためにキッキングローラーを移動させることができる。
【0050】
空間要求性の理由から、リルートシステムは、2つの平行な縦並びの列においてジグザグの列(staggered row)で並んでいる。同じように、切断システムは、リルートシステムの下側から、2つの縦並びの列においてジグザグの列で並んでいる。リルートシステムおよび切断システムの制御ジャッキ40、44は、同一の支持板45に垂直に取り付けられており、支持板45はそれが関連する案内システムのダクトに平行で、且つ、その他の案内システムと反対の上記ダクトのそばに配置されている。同一の列にあるリルートシステムの駆動ローラーは、単一の駆動ローラー42によって形成されている。両方の繊維層について、ヘッドは、4つのローラーを備えている。これら4つのローラーは、案内システムの間に接合し、設置ヘッドに組み込まれた単一モーター46によってベルト47を介して回転する。
【0051】
図示した実施の形態において、各繊維は、始めにいわゆる入力ダクト35を通過し、それから第1中間ダクト36および第2中間ダクト37を通過して、最終的に角度のある出力ダクト38を通過する。図6によれば、入力ダクトは、断面が円形の金属管から形成されている。該金属管は、鋳物と一体になって同一の第1支持バー48に互いに平行に取り付けられている。第2中間ダクトは、円形の断面を有する穴51を備えている平行6面体板50によって形成されており、該円形の断面を有する穴51は、該平行6面体板50の平行な縦の端52、53に現れている。板は、その一方の端、いわゆる上端52に接する1組の歯54を備えている。歯54は、2つの異なるレベルで前記穴が開いており、2つの近接した該穴の入力開口部51aにおける縦のオフセッティング(offsetting)は2つの近接した切断システムにおける縦のオフセッティングに対応している。第1中間ダクト36は、円形の断面を有する金属管から形成されている。この金属管は、第2支持バー49において互いに平行に取り付けられており、板50の上端52に集合している。同一の長さの第1中間ダクトの一方は、2組の空間55a、55bを定義するために第1ダクトから離れており、通過するためのリルートシステムにおける2つの列のキッキングローラーのためにジグザグの列に並んでいる。また、もう一方は、2組の空間56aおよび57bを定義するために入力開口部から離れており、通過するための切断システムにおいて2つの列の刃のためにジグザグの列に並んでいる。各穴は、入力開口部51aにおいて、切断されたばかりの繊維のリルートを促進するための円錐の先端が切り取られた形状の案内壁57を定義する皿穴を有している。同一層の繊維を切断するためのシステムのカウンターツール41は、制御ジャッキと反対の板の表面に固定された同一のカウンタープレートによって構成されている。出力ダクト38は板の下端53を通して皿穴の所まで穴51に組み込まれる断面が円形の金属管で形成されている。これらの出力管は、先端に角度を有する部分38aを備えている。第1案内システムの角度を有する部分は、出力ダクトの出力開口部が実質的に一直線に並ぶように第2案内システムの角度を有する部分の間に挿入される。出力ダクトの壁の厚みは、2つの案内システムからくる繊維が、繊維のストリップを形成する程度に小さい。また、該繊維のストリップでは、繊維が端から端まで実質的に配置される。第1の実施の形態では、ストリップは、28の繊維を含んでいるので、各案内システムは、14の繊維を搬送することになる。繊維が搬送されている間、繊維は、案内ダクトの内管壁に対して曲がっている。明らかに、2つの案内システムは、それらの1つが先端に角度を有する部分を備え、もう一方が直線状のダクトのみを備えるように配置されている。
【0052】
図5によれば、支持板50は、穴および外部主面50aに現れる圧縮空気供給通路58を備えている。これらの通路は、図2〜5に部分的に示されているコンデッド59を通って調整済みの圧縮空気を個々に供給され、切断したばかりの繊維を吸い上げるために、出力ダクトの方向に気流を形成するように配向している。異なる実施の形態として、これらの圧縮空気供給通路は、例えば、第1中間管36のレベルで切断手段の上側に配置されており、これにより、気流によって繊維を穴の入力開口部に向かって配向させることができる。
【0053】
ノズル60は、鋳物に、例えばその端によって繊維が出力ダクトから離れたときに樹脂で各繊維をコートするために塗布ローラーと平行に取り付けられている。リップノズルとして一般的に知られるノズルは、公知の方法によって金属箔を固定している2つのバー60a、60bを備えている。金属箔は、横のスリットに取り付けられており、2つのバーの内の1つの60aの内部接触表面に形成される縦の溝を出現させる分配通路を形成するために金属箔の縦方向に外端に拡張して均一に一定の間隔があいている。
【0054】
本実施の形態では、縦の溝は例えば高分子弾性体ブロックを用いて、それぞれが4つの分配通路を現している7つの区分に分離されている。上部バーは、7つの横型通路を備えており、該7つの横型通路は、溝の各区分に樹脂を個々に供給するために、縦の溝を現しており、供給コンデット67によって容積ポンプとしても知られている投与ポンプ61に連結されている。
【0055】
各投与ポンプ61は、投与室を区切り、且つ、第1端において樹脂を分配するための出口に取り付けられたシリンダー62と、シリンダーの第2開口端を通って投与室に滑走するように取り付けられたピストンと、前記ピストンを直線的に動かすことができる作動装置とを備えている。作動装置は、水圧ジャッキまたは電動ジャッキ63によって構成されている。ジャッキの本体63aは、リング型64のポンプシリンダーに急動作用集合手段によって集合している。また、ジャッキシャフトは、投与室に及んでおり、ポンプのピストンを端に運ぶ。ポンプの出口は、出力コンデット65を介して、分配タンクとして一般的に知られている2つの位置バルブ66のシステムに連結している。この分配タンクによって、一方では第1の位置において、ノズルの異なる区分に供給するためにノズルに連結した供給コンデット67に投与ポンプを個々に連結することが可能になる。またもう一方では、第2の位置において投与ポンプに樹脂を再供給するために樹脂貯蔵‐供給手段に連結されたタンクの共通入力66aに前記出力コンデット65を連結することが可能になる。分配タンクは、ベルト69を介して内蔵モーター68によって分配タンクの2つの位置の間を移動する。
【0056】
本実施の形態では、樹脂貯蔵‐供給手段は、2つの化合物の樹脂を使用するために備えられている。各化合物は、ポンプ83a、84bに組み込まれている公知のドラムエンプティヤ83、84の中に配置されたドラム81、82に貯蔵されている。また、各化合物は、それ自身供給管85a、85b(図4)の中で設置ヘッドに搬送される。供給管は、2つの化合物の同質の混合物を保証する静的ミキサー87の上側に設置されている2つの化合物バルブ86の入力に連結されており、この静的ミキサーの出力は分配タンクの入力66aに連結されている。それらを保護し、ロボットに沿って維持するために、2つの樹脂供給管は、繊維搬送管に用いられている締め付け具76と同様の締め付け具89によって固定されている導管88(図1)を通過している。
【0057】
設置ヘッドは、ノズルから離れて、前記ローラーに向かってくる繊維を冷却するために塗布ローラーを冷却する冷却手段を備えている。これにより、樹脂が塗布ローラーに接着することを防止することができる。図5において図示するように、冷却手段は、塗布ローラー31上に設置された冷気ガン311を備えている。この渦型の冷気ガンは、吸気口312を解して圧縮空気を供給される。この圧縮空気は、例えば、6バールの圧力において、排気口313を通して外側に追い出される熱風に変換し、Dで示した矢印によって図示された、約−40℃の冷気の気流は、噴出または変流器314によって塗布ローラーに導かれる。金属またはプラスチック材料のシートでできた変流器は、塗布ローラーの完全長に実質的に及んでおり、完全な繊維ストリップを冷却することが可能である。変流器は、塗布ローラーから離れていてもよく、冷気の気流Dを出力コンデット38から下側にある繊維の方向に配向される後部通路と一緒に形成されている。好ましくは、変流器は、塗布ローラーの表面のレベルに実質的に到達しており、繊維は、場合によっては前記通路58から来る圧縮気流によって直接冷却される。
【0058】
塗布される樹脂の種類に応じて、設置ヘッドは、樹脂が繊維に塗布される前に、設置ヘッドにおいて循環している樹脂を作業温度に熱するための加熱手段を備えていることが利点である。図示されていないこれらの加熱手段は、例えば、スリーブに組み込まれた電気抵抗器の形態で存在しており、投与ポンプ61、分配タンク66、静的ミキサー87、供給コンデット67、およびノズル60の周囲に配置されている。
【0059】
機械は、例えば制御ボックス77に設置される制御ユニットを備えている。制御ユニットは、プログラムされた手順に従ってロボットの動きを制御することができる。また制御ユニットは、切断システムのジャッキ、リルートシステム、投与ポンプ、駆動ローラーを制御するモーター、分配タンクを制御するモーター、並びにドラムエンプティヤおよびポンプを制御することができる。設置ヘッドに組み込まれたシステムを制御するための電動の、空気圧式の、および/または水圧式の回路は、ロボットの腕に沿って設置ヘッドから制御ボックスまで伸びている導管78に設置されている。
【0060】
樹脂の粘着度および粘度、並びに沈着される繊維含有量、樹脂量に応じて、沈着される樹脂は、多孔性であってもなくてもよいフィルム状で、繊維とノズルとの間で接触することによって塗布される。あるいは、沈着される樹脂は、ビーズ状で繊維とノズルとの間で接触せずに塗布される。ノズルは、奥よりの位置と動作位置との間で可動装置に取り付けられていても良く、それらの位置間の移動は、例えば、ジャッキシステムによって制御される。繊維は、繊維が塗布ローラーを通過する前に、好ましくは、樹脂が塗布される前に、層になっている繊維が、端から端までより効果的に平坦化されるように張力バーを通過しても良い。
【0061】
投与ポンプジャッキのシャフトの前方への速度は、繊維の移動速度に応じて処理量を調整するようにロボット機械の制御ユニットによって制御される。これにより、ロボットの速度および移動がどのようなものであれ、繊維の全長、特に、一定断面のビーズ、を通して実質的に一定な樹脂含有量を保証することができる。
【0062】
本実施の形態では、各投与ポンプは、4つの近接した繊維に樹脂を塗布するために用いられる。これにより、切断およびリルートシステムのジャッキは、4つのグループにおいて制御される。4つの繊維を切断するために作動している間、4つの近接した切断システムに対応するジャッキは、刃を動作位置に持っていくために制御される。それらには縦のオフセットがあるので、2つの近接した切断システムは、適切な時期に微かにオフセットされる。切断されたばかりの4つの繊維の移動速度の機能である時間遅延のあと、これらのファーバーに関連付けられている投与ポンプのジャッキの前方への移動が止まる。ノズルから離れている樹脂が繊維上に滴下することを避けるために、投与ポンプジャッキは、反対方向にポンプピストンを移動するように制御されることが利点である。そのとき、4つのリルートシステムのキッキングローラーのジャッキは、対応する駆動ローラー42に対して繊維を押し付けるために作動し、例えばちょうどノズルから上側に、塗布ローラーにそれらをリルートする。このリルート操作の間、圧縮空気が、対応する通路58に注入される。圧縮空気は、機械が動くとすぐに、連続的に注入されても良い。
【0063】
異なる実施の形態として、樹脂は、個々の投与ポンプによって各繊維に独立に塗布される。そのとき、各ポンプのジャッキは、繊維の動く速度に応じて、自動的に制御される。そのとき、切断およびリルートシステムは、全体的に独立した方法で自動的に制御される。
【0064】
投与ポンプの全ては、投与ポンプの1つが規定の充填閾値を下回るとすぐに、2つのドレーピング段階の間で再供給されても良い。投与室は、ドラムエンエンプティヤーに組み込まれた活性ポンプによって満たされており、分配タンクをそれの第2の位置に移動させることができるようにモーター68を制御する。また、投与ポンプジャッキは、充填の間、ピストンを引っ込めるために同時に作動する。異なる実施の形態として、投与ポンプは、制御ユニットによって個々に制御される3方向バルブによって再供給されても良い。
【0065】
異なる投与手段および異なる塗布手段が、投与される樹脂の特性、特に樹脂の反応性、流動性、粘度に応じて使用される。樹脂量が少ないおよび/または樹脂が十分な反応性を有しているとき、樹脂は、前記投与ポンプの投与室に装填されることができる使い捨て樹脂カートリッジによって供給されても良い。使い捨てカートリッジは、空になったら取替えられても良い。この場合、投与ポンプは、投与ポンプに再供給するための分配タンクを備えることなしにリップノズルに直接連結されていても良い。リップノズルは、支持ランプ上に互いに1列に並んだ使い捨ての管状ノズルと取替えることができ、各繊維は、供給コンデットを介して前述した投与ポンプによって独立に供給される各繊維自身のノズルを有している。利点として、ポンプは遠くに、すなわち設置ヘッドの外側に、管状ノズルの範囲までロボットの腕に沿って長く伸びた28の供給コンデット67を介して、ロボットの腕に設置されている。
【0066】
フィーダーとしても知られる張力制限システムは、ボールから来る繊維に張力ストレスを及ぼすために備えられており、これにより、塗布ローラー31において繊維の巻き取り張力を制限している。本実施の形態では、機械は、ロボットの関節式の腕に沿って繊維搬送管上に挿入された2つのフィーダーを備えており、各フィーダーは、14の繊維の1つの層を扱うために備えられている。図7、8によれば、各フィーダー9は、鋳物において互いに平行に回転するように取り付けられた1組の電動シリンダー91を備えており、該電動シリンダー91において、繊維は、各フィーダーを右に回ることなくフィーダー上を通過する。2つのフィーダーは、図1に示される同一の鋳物90に組み込まれている。現在の複合材料において用いられている繊維は、ねじれの有無に関わらず、リボン状で一般的にもたらされる。各繊維は、シリンダーとその2つの主面によって、その各主面の実質的に同一の長さを超えて接触している。シリンダーと、繊維の上側表面および下側表面との接触によって、繊維上のシリンダーの摩擦推力が均質化され、これにより、繊維を構成する全てのフィラメントを巻き取ることを保証することができる。
【0067】
シリンダーの数およびシリンダーの直径は、塗布ローラーにおいて要求される巻き取り張力によって、および、空間要求性の制約に応じて決定される。接触面およびそれ故、シリンダーと接触する繊維の主な長さは、要求される摩擦推力として機能する。本実施の形態では、フィーダーは、ジグザグの列に設置された4つのシリンダーを備えている。即ち、それらは、入力シリンダー91a、第1中間シリンダー91b、第2中間シリンダー91c、および出力シリンダー91dである。第1中間シリンダーおよび出力シリンダーは、入力シリンダーおよび第1中間シリンダーによって定義される平面に平行で且つ該平面よりも上側に配置される平面を定義している。シリンダーは、制御ユニットによって自動的に制御される単一モーター92によって、返還滑車93を通して、モーターピニオンおよび各シリンダーの端部に取り付けられたベルト96を用いて回転する。図8によれば、入力シリンダー91aおよび第2中間シリンダー91cは、時計周りに駆動され、第1中間シリンダー91bおよび出力シリンダー91dは、反時計回りに駆動される。棚から来る搬送管73の区分73aは、繊維を入力ローラー91aに層状でもってくるために、アイレット79に取り付けられ且つシリンダーと平行に取り付けられた入力ランプ174aに連結している。繊維Fは、入力シリンダー91a上で繊維の第1表面によって接触し、ほぼ90°よりも回転して第1中間シリンダー91b上で繊維の第2表面によって接触し、ほぼ180°よりも回転して第2シリンダー91c上で繊維の第1表面によって接触し、最終的に、ほぼ90°よりも回転して出力シリンダー91d上で繊維の第2表面によって接触している。そのとき、繊維は、搬送管区分73bの中を通って、設置ヘッドまで搬送される。前記区分73bは、入力ランプと同様の出力ランプ174bに設けられており、端において設置ヘッドのランプ74に連結するために保護導管に接合している。
【0068】
モーター92は、シリンダーの周辺の速度が例えば、繊維の最速移動速度よりも30%速くなるように制御ユニットによって制御される。シリンダーは、連続的に制御される速度において、繊維の最速移動速度よりも常に約30%速くなるように駆動される。異なる実施の形態として、シリンダーは、機械が動き出したらすぐに、プログラムされたドレープ手続に応じて決定される一定の速度で駆動される。
【0069】
シリンダーは、繊維に損傷を与えないような滑らかな外観を有しているが、繊維がフィーダーを離れたときに巻き上げ張力が繊維上に及ぼされる場合に、繊維を十分接着するように磨き上げられてはいない。一例として、45μmの硬い陽極酸化表面処理をされ、0.5μmの粗度Raで機械処理されたアルミニウムシリンダーは、磨耗および破れに対して高い耐性を有する十分な表面を備えている。6mの搬送管の後にガラス繊維のボールをほぐすために、または、6mの搬送管の後に炭素繊維の6kgの巻き枠をほぐすために、50mmの直径を有する4つのシリンダーは、50gよりも小さい巻き上げ張力を与える。シリンダーは、環状溝97を備えており、各繊維は互いに接触することなく繊維の正確な位置を保証するように溝の中に個々に受け入れられることが利点である。
【0070】
繊維がシリンダーに導入するとき、繊維は、入力ランプ94と入力シリンダー91aとの間に配置された張力バーに持ってこられる。これにより、特に、ボールの湾曲を保持し易いガラス繊維の場合、繊維の張力が低すぎるときまたは調和していないときに繊維を切断することができる、および/または、繊維の形状記憶を削除することができる。
【0071】
搬送管の長さおよび繊維の種類に応じて、各繊維のための1以上の制限システムが、塗布ローラーの範囲まで、搬送システムに沿って必要である。さらなるフィーダーが、例えば、ボール貯蔵棚の出力および/または塗布ヘッドに直接備えられていても良い。明らかに、フィーダーは、沈着される全ての繊維(換言すれば、本実施の形態では、2つの繊維層F1およびF2にある28の繊維)を受け入れるために十分長いローラーを備えて提供されても良い。ここでは、繊維設置機械に乾燥繊維のオンライン含浸と一緒に組み込まれているフィーダーは、樹脂塗布手段を取り付けていない繊維設置機械に予備含浸繊維を通過させるために用いられても良い。
【0072】
図9〜14は、14の繊維Fの2層を処理することができる第2の実施の形態のフィーダー109を示している。このフィーダー109は、主に次の点が前述したフィーダー9と異なっている。即ち、繊維Fが、シリンダー191と直接接触しない点である。これは、ベルト194が各シリンダーと各繊維との間に挿入されているからである。この実施の形態においては、特に予備含浸繊維を通過させることについて利点がある。
【0073】
図9〜11によれば、フィーダー109は、2組の電動シリンダー191を備えており、該シリンダー191は互いに平行に回転するように支持体190上に取り付けられており、一端が飛び出している。各組のシリンダーは、繊維の一層を通すために意図されている。第1組のシリンダーは、順に次々に同一の平面P1に沿って配置している。また、第2組のシリンダーは、第1組の平面P1に平行な平面P2に沿って配置されている。各組は、入力シリンダー191aと、中間シリンダー191c(例えば8個)と、出力シリンダー191dとを備えている。2組のシリンダーは、返還滑車193を通してモーターピニオン192aおよび各シリンダーの端部1191(図11)に取り付けられたベルト196を用いて、単一モーター192によって回転されて、前述した制御ユニットによって自動的に制御される。
【0074】
図11〜14によれば、各シリンダーは、繊維とシリンダーとの間に挿入されたベルト194を取り付けている。各ベルトは、シリンダーおよび輪止め(Shoe)195の周りに取り付けられており、該輪止めは、別の案内部品または、支持体に固定されて取り付けられている。ユニットによって要求される空間量を制限するために、各案内輪止めは、一般的にシリンダーの半径よりも大きい半径を有する三日月型のディスク1195から形成されており、該ディスク1195は、ディスクと回転しているシリンダーとの間に接触がなく、端部1195cおよび1195dを有する、環状の凹所1195aを備えている。ここで、環状の凹所1195aは、シリンダーの周囲にディスクを取り付けるために湾曲半径がシリンダーの半径に適応し、端部1195cおよび1195dは、シリンダーと接線方向において合うようになる。ベルト194は、ディスク1195bの円形周辺端部およびディスクによってカバーされていないシリンダーの周辺部分に取り付けられている。なお、ディスクによってカバーされていないシリンダーの周辺部分は、ディスクの2つの端部1195c〜dの間を定義する。ディスクは、互いに平坦に設置され、2つの近接したディスクの間にフリンジ198が挿入され、さらにフリンジを外側のディスクに寄せて配置されている。これにより、ベルトおよび繊維を案内することができる。ディスクの集合は、ディスクおよびフリンジの始めから終わりまで通る図示しないロッドを用いてなされ、横の開口部198aおよび1195e(図12、13)を通り、ロッドは、支持体の末端に固定されており、互いに平行である。通り過ぎて2つの連続するシリンダーの下を通過している繊維、または逆もまた同様に、2つの連続するシリンダーと関連する2つの案内部の集合は、シリンダーの平面P1のどちらか一方の側に配置される。
【0075】
2つの連続するシリンダーに関して、各繊維は、第1表面を介して2つのフリンジ198の間の第1シリンダーのベルト上において、ベルトとシリンダーとの間のアンギュラ・コンタクト部分のレベルで平坦になってくる。それから、各繊維は、第2表面を介して第2シリンダーのベルト上において平坦になる。ベルトは、繊維が、回転中のシリンダーと接することがないように、繊維の幅よりも広く、実質的に2つの近接したフリンジの間の距離と等しい。
【0076】
各シリンダーに関して、繊維に巻き上げ張力がない場合には、ベルトは、シリンダーと滑りながら接触している。繊維が、塗布ローラーにおいて巻き上げ張力を受けるとき、繊維はベルトに圧力を及ぼし、それから後者は、シリンダーによって回転される。これにより、ベルトに接着する繊維を駆動することができる。繊維側のベルト表面は、ベルトと繊維との間の相対速度がゼロまたは非常に遅いときに、ベルトと繊維とが接触を続けることができる接着係数を有している。シリンダー側のベルト表面は、繊維が圧力を及ぼすときに、シリンダーによってベルトを駆動することができる摩擦係数を有している。この表面は、磨耗および破れに対して高い耐性、並びに、静電防止特性を持っていることが利点である。また、図14に図示するように、ベルトは異なる材料から形成される2層194a、194bからなることが利点である。一例として、繊維側の層は、柔軟な高分子弾性体から構成されており、一方シリンダー側の層は、硬い高分子弾性体から構成されている。
【0077】
各ベルトは、繊維が圧力を及ぼしたときに繊維を駆動することができ、一方では、繊維が止まったときにシリンダーによって駆動されないアンギュラ部分を超えてシリンダーと接触している。このアンギュラ部分は、例えば、90°である。ベルトと繊維との間のアンギュラ・コンタクト部分は、ベルトとシリンダーとの間のアンギュラ・コンタクト部分よりも小さい。2つのシリンダー間の距離は、繊維が、輪止めの端部においてベルトに接触しないものとして定義される。繊維とベルトとの間のアンギュラ・コンタクト部分は、特に接着性の予備含浸繊維を用いる場合は、繊維とベルトとの間の接着表面を制限するように決定される。これにより、繊維を除去するために必要な力(剥がす力)を制限する。このアンギュラ部分が小さければ、中間シリンダーの数は多くなる。
【0078】
前述したように、棚から来る搬送可堯管区分173によって、繊維を入力シリンダー191aに層の形態でもっていくことができる。それから、出力において、繊維は、設置ヘッドまで搬送されるために図示しない搬送管区分に通される。この変形例では、図12において詳しく示されているように、可堯管の断面は長方形である。同一の層について、管は端から端まで配置されている。断面が長方形の管を使用することによって、繊維が上に曲がるという危険性、または、繊維の横側(sideway)を折るという危険性なく広い幅の繊維(例えば、6.35mm〜25mmの幅の繊維)を搬送することができる。たしかに、ロボットの動きがどのようなものであれ、長方形の断面を有する導管は、繊維の横側をたるませるという危険性なく完全に平坦なままの状態で曲がる。一例として、幅が6.35mmの繊維を搬送するために、管は、1mmの壁の厚みを有し、8×2mmの長方形の内部断面を有している。すなわち、外部断面は、10×4mmである。管は、特に、塗布ヘッドにおいて、減少した空間要求性を有し、管の吸気口または排気口と入力および出力における案内滑車との間の距離が非常に短い末端において端から端まで集合していても良い。図15は、水平軸のポジショナーT2において回転するように取り付けられた心棒(mandrel)M2に繊維を塗布するための本発明の機械の第2の実施の形態を示す図である。設置機械101は、次の点で前述の図1〜7を参照して記載された設置機械と異なっている。即ち、ロボット102は、ポジショナーの軸に平行な2つのレール127によって構成されている直線軸上を滑走するように取り付けられる台車126上に組み立てられている。台車は、駆動手段(例えば、電動ローラー型)が取り付けられており、該駆動手段は、この直線軸に沿ってロボットを移動させるように機械の制御ユニットによって自動的に制御される。さらに、樹脂の貯蔵と供給とを行うためのドラムエンプティヤ183、184および繊維を貯蔵するための棚171が、レール上を滑走するように取り付けられる台車170、180に設置されている。また、台車170、180は、ロボット102のどちらか一方の側に取り付けられている。これらの台車170、180は、連結腕170a、180aによってロボット126の台車に連結されている、および/または、個々の駆動手段を取り付けている。
【0079】
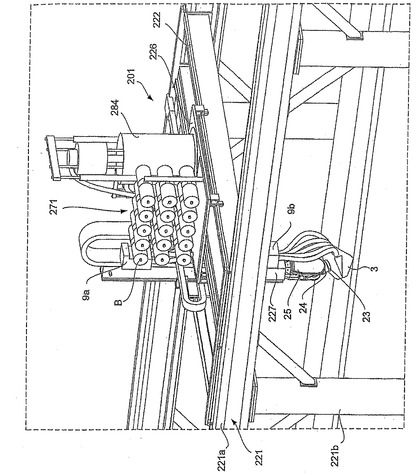
図16および17は、本発明の設置機械の第3の実施の形態を示す図である。機械移動システム202は、第1台車222と、第2台車226と、第3台車227とを備えている。ここで、第1台車222は、ガントレー221の2つの平行な支持バー221aの間を第1水平方向Xに沿って移動するように取り付けられ、第2台車226は、第1台車222上を第1水平方向Xに垂直な第2水平方向Yに沿って移動するように取り付けられ、第3台車227は、第2台車226上を第3垂直方向に沿って移動するように取り付けられている。第1台車、第2台車、および、第3台車は、それぞれに組み込まれた駆動手段によって移動する。なお、該駆動手段は、ボックス277に設置されている機械の制御ユニットによって自動的に制御される。
【0080】
ロボットの手首は、前述の図2を参照して記載されているように、3つの区分23、24、および25を備えており、設置ヘッド3を運ぶ。また、ロボットの手首は、設置ヘッドが、ガントレーの支柱221bの間に設置された鋳型の上を移動することができるように、第3台車227の低い方の末端においてその軸A3の周辺を旋回するように取り付けられている。
【0081】
樹脂の貯蔵と供給とを行うためのドラムエンプティヤ283、284は、第2台車226に設置されている。機械は、巻き枠Bの形態で包装された繊維(例えば、炭素繊維F)を塗布をするために提供される。巻き枠は、第2台車に設置されているクリール271に取り付けられている。各巻き枠は、クリールの心棒に取り付けられており、回転中に自動的に制御されず、場合によっては、回転制動手段を備えている。前述の第1または第2の実施の形態において記載されているように、繊維は、クリールを離れてフィーダー9aに入ったときに、返還ローラーおよび/またはクリールの滑車を通過する。それから、繊維は搬送管の中を通過して、ロボットの手首の前にある第3台車の低い方の末端に取り付けられた第2フィーダー9b内を通過する。その後、繊維は、搬送管によって設置ヘッドまで搬送される。ロボットの減速を制御すること、および/または、前記の制動手段を機械的に調節することによって、特に、回転中の巻き枠を瞬時に止めるために繊維が通過するように繊維を切断するときに、または、大幅な減速の最中に、巻き枠の回転慣性を繊維がほぐれるように制御することができる。本発明の機械は、特許文献EP 697990に記載されている、繊維張力に応じて閉回路を自動的に制御される自動制動システムを取り付けたクリールを備えていることが利点である。このシステムは、開始の時点において常に遅れるという欠点を有する加速段階および減速段階を制限するセンサー、電動作動装置、または空気圧式差動装置を備えることなく、機械的且つ自動的に制御されるという利点を持っている。
【0082】
本発明を異なる特定の実施の形態に関連して記載したが、本発明は、それらに限定されない。また、本発明は、記載された手段と等価な全ての技術、および、それらが本発明の構成の範囲内に含まれることを提供するそれらの組み合わせを含む。
【産業上の利用可能性】
【0083】
本発明は、繊維張力制限システムおよび/または特定の塗布ヘッドおよび/または繊維を繊維貯蔵手段から塗布ヘッドまで搬送するための特定の手段を備える塗布機械、張力制限システム、並びに、繊維塗布機械のためのこの種の塗布ヘッドに利用可能性である。
【特許請求の範囲】
【請求項1】
塗布ローラーと繊維を前記塗布ローラーに案内するための手段とを備える繊維塗布ヘッド移動システム、繊維貯蔵手段、および、前記貯蔵手段から塗布ヘッドまで繊維を搬送するための繊維搬送手段を備える繊維塗布機械であって、
該繊維塗布機械は、繊維搬送手段は可堯管を備え、各管はその内部通路に繊維を受け入れることができることを特徴とする機械。
【請求項2】
前記可堯管の断面が長方形であることを特徴とする請求項1に記載の機械。
【請求項3】
前記可堯管は、高密度ポリエチレンによって構成されていることを特徴とする請求項1または2に記載の機械。
【請求項4】
前記可堯管は、高密度の静電気防止ポリエチレンであることを特徴とする請求項3に記載の機械。
【請求項5】
前記可堯管は、ランプの端に連結されていることを特徴とする請求項1〜4の何れか1項に記載の機械。
【請求項6】
前記繊維塗布ヘッド移動システムは、互いに垂直な少なくとも3つの方向に塗布ヘッドを移動することができることを特徴とする請求項1〜5の何れか1項に記載の機械。
【請求項7】
前記繊維塗布ヘッド移動システムは、前記塗布ヘッドが取り付けられている端部において多関節性の手首または腕を備えたロボットを具備していることを特徴とする請求項6に記載の機械。
【請求項8】
前記繊維塗布ヘッド移動システムは、直線軸もしくはガントレー上に取り付けられた、または、床上に配置された多関節性の形式の標準ロボットによって形成されていることを特徴とする請求項7に記載の機械。
【請求項9】
前記繊維貯蔵手段は、クリールを備えており、床に配置されているか、または、前記繊維塗布ヘッド移動システムの構成要素に取り付けられていることを特徴とする請求項1〜8の何れか1項に記載の機械。
【請求項10】
移動システムの端に取り付けられるように意図されており、塗布ローラーと繊維を前記塗布ローラーに案内するための手段とを備える繊維塗布ヘッドであって、
前記繊維塗布ヘッドは、各繊維に樹脂を塗布するための樹脂塗布手段を備え、前記樹脂塗布手段は繊維が案内手段を離れたときに繊維に樹脂を塗布することができることを特徴とする繊維塗布ヘッド。
【請求項11】
前記樹脂塗布手段は、塗布ローラーの反対側の繊維の表面にフィルム状の樹脂をコートすることができる、および/または、ビーズ状の前記表面に樹脂を沈着することができることを特徴とする請求項10に記載の繊維塗布ヘッド。
【請求項12】
前記樹脂塗布手段は、少なくとも1つのリップノズルを備えていることを特徴とする請求項11に記載の繊維塗布ヘッド。
【請求項13】
前記樹脂塗布手段は、塗布ローラーの反対側の繊維の表面に樹脂を塗布できるように、前記塗布ローラーに直面するように配置された複数の分配通路を備えていることを特徴とする請求項11または12に記載の繊維塗布ヘッド。
【請求項14】
前記樹脂塗布手段は、複数の分配通路を規定する金属箔を取り付けられる少なくとも1つのリップノズルを備えていることを特徴とする請求項12または13に記載の繊維塗布ヘッド。
【請求項15】
前記樹脂塗布手段は、繊維のための分配通路を規定している複数の管状ノズルを備えていることを特徴とする請求項13に記載の繊維塗布ヘッド。
【請求項16】
繊維の移動速度に応じて制御された流速で設置ヘッドの前記樹脂塗布手段に樹脂を供給することができる投与手段を備えていることを特徴とする請求項10〜15の何れか1項に記載の繊維塗布ヘッド。
【請求項17】
繊維を切断する切断手段、および、切断されたばかりの各繊維を別の経路で搬送するリルート手段を備えており、該切断手段およびリルート手段が前記樹脂塗布手段の上側に配置されていることを特徴とする請求項10〜16の何れか1項に記載の繊維塗布ヘッド。
【請求項18】
前記案内手段は、各繊維のための、切断手段とリルート手段との間に配置されている円形の横断面のダクトを備えていることを特徴とする請求項17に記載の繊維塗布ヘッド。
【請求項19】
前記リルート手段は、ローラーとキッキングローラーとを備えた駆動手段、および、前記案内流路の1つにガスを注入するための注入手段を具備していることを特徴とする請求項18に記載の繊維塗布ヘッド。
【請求項20】
繊維塗布ヘッドを動かすためのシステムと、繊維貯蔵手段と、繊維を前記貯蔵手段から塗布ヘッドまで搬送するための繊維搬送手段とを備える繊維塗布機械であって、
前記塗布ヘッドは、請求項10〜19の何れか1項に記載の塗布ヘッドであることを特徴とする機械。
【請求項21】
繊維の移動速度に応じて制御された流速で設置ヘッドの前記樹脂塗布手段に樹脂を供給することができる投与手段を備えており、前記投与手段は、機械の制御ユニットによって自動的に制御されることを特徴とする請求項20に記載の機械。
【請求項22】
前記投与手段は、排気口を有する投与室、該投与室にあるピストン可動装置、および、制御ユニットによって自動的に制御される該ピストンを作動させるための手段を備える容積型ポンプを1以上具備していることを特徴とする請求項21に記載の機械。
【請求項23】
樹脂を貯蔵することができ、前記投与手段に樹脂を供給することができる貯蔵‐供給手段をさらに備えていることを特徴とする請求項21または22に記載の機械。
【請求項1】
塗布ローラーと繊維を前記塗布ローラーに案内するための手段とを備える繊維塗布ヘッド移動システム、繊維貯蔵手段、および、前記貯蔵手段から塗布ヘッドまで繊維を搬送するための繊維搬送手段を備える繊維塗布機械であって、
該繊維塗布機械は、繊維搬送手段は可堯管を備え、各管はその内部通路に繊維を受け入れることができることを特徴とする機械。
【請求項2】
前記可堯管の断面が長方形であることを特徴とする請求項1に記載の機械。
【請求項3】
前記可堯管は、高密度ポリエチレンによって構成されていることを特徴とする請求項1または2に記載の機械。
【請求項4】
前記可堯管は、高密度の静電気防止ポリエチレンであることを特徴とする請求項3に記載の機械。
【請求項5】
前記可堯管は、ランプの端に連結されていることを特徴とする請求項1〜4の何れか1項に記載の機械。
【請求項6】
前記繊維塗布ヘッド移動システムは、互いに垂直な少なくとも3つの方向に塗布ヘッドを移動することができることを特徴とする請求項1〜5の何れか1項に記載の機械。
【請求項7】
前記繊維塗布ヘッド移動システムは、前記塗布ヘッドが取り付けられている端部において多関節性の手首または腕を備えたロボットを具備していることを特徴とする請求項6に記載の機械。
【請求項8】
前記繊維塗布ヘッド移動システムは、直線軸もしくはガントレー上に取り付けられた、または、床上に配置された多関節性の形式の標準ロボットによって形成されていることを特徴とする請求項7に記載の機械。
【請求項9】
前記繊維貯蔵手段は、クリールを備えており、床に配置されているか、または、前記繊維塗布ヘッド移動システムの構成要素に取り付けられていることを特徴とする請求項1〜8の何れか1項に記載の機械。
【請求項10】
移動システムの端に取り付けられるように意図されており、塗布ローラーと繊維を前記塗布ローラーに案内するための手段とを備える繊維塗布ヘッドであって、
前記繊維塗布ヘッドは、各繊維に樹脂を塗布するための樹脂塗布手段を備え、前記樹脂塗布手段は繊維が案内手段を離れたときに繊維に樹脂を塗布することができることを特徴とする繊維塗布ヘッド。
【請求項11】
前記樹脂塗布手段は、塗布ローラーの反対側の繊維の表面にフィルム状の樹脂をコートすることができる、および/または、ビーズ状の前記表面に樹脂を沈着することができることを特徴とする請求項10に記載の繊維塗布ヘッド。
【請求項12】
前記樹脂塗布手段は、少なくとも1つのリップノズルを備えていることを特徴とする請求項11に記載の繊維塗布ヘッド。
【請求項13】
前記樹脂塗布手段は、塗布ローラーの反対側の繊維の表面に樹脂を塗布できるように、前記塗布ローラーに直面するように配置された複数の分配通路を備えていることを特徴とする請求項11または12に記載の繊維塗布ヘッド。
【請求項14】
前記樹脂塗布手段は、複数の分配通路を規定する金属箔を取り付けられる少なくとも1つのリップノズルを備えていることを特徴とする請求項12または13に記載の繊維塗布ヘッド。
【請求項15】
前記樹脂塗布手段は、繊維のための分配通路を規定している複数の管状ノズルを備えていることを特徴とする請求項13に記載の繊維塗布ヘッド。
【請求項16】
繊維の移動速度に応じて制御された流速で設置ヘッドの前記樹脂塗布手段に樹脂を供給することができる投与手段を備えていることを特徴とする請求項10〜15の何れか1項に記載の繊維塗布ヘッド。
【請求項17】
繊維を切断する切断手段、および、切断されたばかりの各繊維を別の経路で搬送するリルート手段を備えており、該切断手段およびリルート手段が前記樹脂塗布手段の上側に配置されていることを特徴とする請求項10〜16の何れか1項に記載の繊維塗布ヘッド。
【請求項18】
前記案内手段は、各繊維のための、切断手段とリルート手段との間に配置されている円形の横断面のダクトを備えていることを特徴とする請求項17に記載の繊維塗布ヘッド。
【請求項19】
前記リルート手段は、ローラーとキッキングローラーとを備えた駆動手段、および、前記案内流路の1つにガスを注入するための注入手段を具備していることを特徴とする請求項18に記載の繊維塗布ヘッド。
【請求項20】
繊維塗布ヘッドを動かすためのシステムと、繊維貯蔵手段と、繊維を前記貯蔵手段から塗布ヘッドまで搬送するための繊維搬送手段とを備える繊維塗布機械であって、
前記塗布ヘッドは、請求項10〜19の何れか1項に記載の塗布ヘッドであることを特徴とする機械。
【請求項21】
繊維の移動速度に応じて制御された流速で設置ヘッドの前記樹脂塗布手段に樹脂を供給することができる投与手段を備えており、前記投与手段は、機械の制御ユニットによって自動的に制御されることを特徴とする請求項20に記載の機械。
【請求項22】
前記投与手段は、排気口を有する投与室、該投与室にあるピストン可動装置、および、制御ユニットによって自動的に制御される該ピストンを作動させるための手段を備える容積型ポンプを1以上具備していることを特徴とする請求項21に記載の機械。
【請求項23】
樹脂を貯蔵することができ、前記投与手段に樹脂を供給することができる貯蔵‐供給手段をさらに備えていることを特徴とする請求項21または22に記載の機械。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【公開番号】特開2012−6400(P2012−6400A)
【公開日】平成24年1月12日(2012.1.12)
【国際特許分類】
【出願番号】特願2011−168183(P2011−168183)
【出願日】平成23年8月1日(2011.8.1)
【分割の表示】特願2007−557545(P2007−557545)の分割
【原出願日】平成18年3月2日(2006.3.2)
【公序良俗違反の表示】
(特許庁注:以下のものは登録商標)
1.テフロン
【出願人】(507296621)
【Fターム(参考)】
【公開日】平成24年1月12日(2012.1.12)
【国際特許分類】
【出願日】平成23年8月1日(2011.8.1)
【分割の表示】特願2007−557545(P2007−557545)の分割
【原出願日】平成18年3月2日(2006.3.2)
【公序良俗違反の表示】
(特許庁注:以下のものは登録商標)
1.テフロン
【出願人】(507296621)
【Fターム(参考)】
[ Back to top ]