
繊維強化プラスチック製テープ
【課題】 マトリックス樹脂が強化繊維糸束に確実に含浸しており、軽量で優れた強度を有している繊維強化プラスチック製テープを提供すること。
【解決手段】 長手方向に引き揃えられた連続長繊維の強化繊維糸束に、熱可塑性樹脂からなるマトリックス樹脂が含浸して被覆硬化してなるテープ状部材であって、
前記強化繊維の体積分率が10〜50%にして、かつ、各強化繊維糸の外周表面の少なくとも50%以上がマトリックス樹脂で被覆されている繊維糸数の割合を、98〜100%にするとともに、テープ肉厚を100〜5000μmにして、
JIS K 7165の引張試験による引張比強度の最大値を100MPa以上にするという技術的手段を採用した。
【解決手段】 長手方向に引き揃えられた連続長繊維の強化繊維糸束に、熱可塑性樹脂からなるマトリックス樹脂が含浸して被覆硬化してなるテープ状部材であって、
前記強化繊維の体積分率が10〜50%にして、かつ、各強化繊維糸の外周表面の少なくとも50%以上がマトリックス樹脂で被覆されている繊維糸数の割合を、98〜100%にするとともに、テープ肉厚を100〜5000μmにして、
JIS K 7165の引張試験による引張比強度の最大値を100MPa以上にするという技術的手段を採用した。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、繊維強化プラスチック製品の改良、更に詳しくは、マトリックス樹脂が強化繊維糸束に確実に含浸しており、軽量で優れた強度を有している繊維強化プラスチック製テープに関するものである。
【背景技術】
【0002】
周知のとおり、炭素繊維などの強化繊維を樹脂内に封入した複合材料として繊維強化プラスチック(Fiber-Reinforced-Plastics:FRP)が、建造物等の補強資材として多く用いられている。
【0003】
従来、かかるFRPをテープ状に作製するにあっては、引抜成形で熱可塑性樹脂の槽の中に繊維を通し、強化繊維に樹脂を被覆し、槽から出た後にロールにより圧力をかけ、繊維と樹脂とを密着させていた(例えば、特許文献1参照)。
【0004】
しかしながら、樹脂を溶融させてから加圧しているために、樹脂が含浸にいたるまでの加圧がうまくできないため、マトリックス樹脂が十分に含浸せずに十分な強度が得られていないという問題があった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開昭63−264326号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、従来の繊維強化プラスチック製品に上記のような問題があったことに鑑みて為されたものであり、その目的とするところは、マトリックス樹脂が強化繊維糸束に確実に含浸しており、軽量で優れた強度を有している繊維強化プラスチック製テープを提供することにある。
【課題を解決するための手段】
【0007】
本発明者が上記技術的課題を解決するために採用した手段を、添付図面を参照して説明すれば、次のとおりである。
【0008】
即ち、本発明は、長手方向に引き揃えられた連続長繊維の強化繊維糸束に、熱可塑性樹脂からなるマトリックス樹脂が含浸して被覆硬化してなるテープ状部材であって、
前記強化繊維の体積分率が10〜50%にして、かつ、各強化繊維糸の外周表面の少なくとも50%以上がマトリックス樹脂で被覆されている繊維糸数の割合を、98〜100%にするとともに、テープ肉厚を100〜5000μmにして、
JIS K 7165の引張試験による引張比強度の最大値を100MPa以上にするという技術的手段を採用したことによって、繊維強化プラスチック製テープを完成させた。
【0009】
また、本発明は、上記課題を解決するために、必要に応じて上記手段に加え、10(mm)×t(100〜250)(μm)の試験体において所定の拡大倍率で断面を観察したときにおける、当該観察断面内に存在する全強化繊維糸数のうち、各強化繊維糸の外周表面50%以上(好ましくは80%〜100%)がマトリックス樹脂で被覆されている強化繊維糸数の割合を、98〜100%にするという技術的手段を採用することができる。
【0010】
更にまた、本発明は、上記課題を解決するために、必要に応じて上記手段に加え、マトリックス樹脂の流動性をMFRで、10〜2500g/10minにするという技術的手段を採用することができる。
【0011】
更にまた、本発明は、上記課題を解決するために、必要に応じて上記手段に加え、10(mm)×t(100〜250)(μm)の単位断面あたりの強化繊維の本数を、200〜470000にするという技術的手段を採用することができる。
【0012】
更にまた、本発明は、上記課題を解決するために、必要に応じて上記手段に加え、強化繊維糸の繊密度を800g/1000m〜112000g/1000mにするという技術的手段を採用することができる。
【0013】
更にまた、本発明は、上記課題を解決するために、必要に応じて上記手段に加え、強化繊維糸の繊維径を3〜30μmにするという技術的手段を採用することができる。
【0014】
更にまた、本発明は、上記課題を解決するために、必要に応じて上記手段に加え、強化繊維糸を、金属繊維、ガラス繊維、アラミド繊維、芳香族ポリアミド繊維、炭素繊維、バサルト繊維などの有機または無機の強化繊維にするという技術的手段を採用することができる。
【0015】
更にまた、本発明は、上記課題を解決するために、必要に応じて上記手段に加え、マトリックス樹脂の熱可塑性樹脂材料を、ポリオレフィン系、ポリエステル系、ポリアミド系、ポリ塩化ビニル、ポリアセタール、ポリカーボネート、ポリイミド熱可塑性ポリウレタン、ポリフェニレンサルファイド、ポリフェニレンオキサイド、ポリスルホン、ポリエーテルケトン、ポリエーテルアミド、ポリエーテルイミド、アクリルニトリル・スチレン樹脂を単独または複数の組み合わせにするという技術的手段を採用することができる。
【0016】
更にまた、本発明は、上記課題を解決するために、必要に応じて上記手段に加え、ナイロン樹脂によるマトリックス樹脂の粘度を400〜1800Pa・sにするという技術的手段を採用することができる。
【発明の効果】
【0017】
本発明にあっては、長手方向に引き揃えた連続長繊維の強化繊維糸束に、熱可塑性樹脂からなるマトリックス樹脂を含浸して被覆硬化してなるテープ状部材であって、前記強化繊維の体積分率を10〜50%にして、かつ、各強化繊維糸の外周表面の少なくとも50%以上をマトリックス樹脂で被覆して繊維糸数の割合を、98〜100%にするとともに、テープ肉厚を100〜5000μmにして、JIS K 7165の引張試験による引張比強度の最大値を100MPa以上にすることによって、マトリックス樹脂が強化繊維糸束に確実に含浸しており、優れた強度を呈することができる
【0018】
したがって、本発明のテープを構造体に部分的にインサートすることによって、簡易補強することができる。更には、押出成形、インサートインジェクション成形、プレス成形を駆使することにより軽量で高強度な製品を成形するための基材となる。
【0019】
また、本発明の繊維強化プラスチック製テープは、熱可塑性樹脂を含浸させているため、インサートインジェクション成形などの二次成形において界面密着性を確保でき、また、熱硬化性樹脂製に比べて、冷凍保存の必要がなく使用期間が限定されることがなく、更にまた、冷凍輸送の必要がないために輸送コストを軽減することができる。そしてまた、テープを溶かしながら貼り付ける、Automated Rayup法(オートレイアップ法)に使用ができることから、産業上の利用価値は頗る大きいと云える。
【図面の簡単な説明】
【0020】
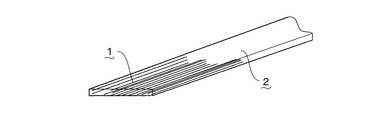
【図1】本発明の実施形態の繊維強化プラスチック製テープの構造を表わす全体斜視図である。
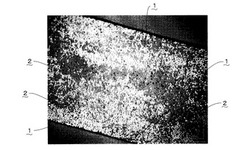
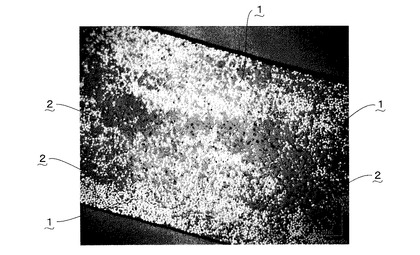
【図2】本発明の実施形態の繊維強化プラスチック製テープを表わす拡大断面写真である。
【発明を実施するための形態】
【0021】
本発明を実施するための形態を、具体的に図示した図面に基づいて、更に詳細に説明すると、次のとおりである。
【0022】
本発明の実施形態を図1および図2に基づいて説明する。図中、符号1で指示するものは強化繊維糸であり、また、符号2で指示するものはマトリックス樹脂である。
【0023】
本実施形態の強化繊維糸1は、金属繊維、ガラス繊維、アラミド繊維、芳香族ポリアミド繊維、炭素繊維、バサルト繊維などの有機または無機の強化繊維からなる連続する長繊維糸を採用することができる。
【0024】
また、本実施形態のマトリックス樹脂2は熱可塑性樹脂材料であって、この熱可塑性樹脂材料としては、ポリエチレン、ポリプロピレンなどのポリオレフィン系、ポリエチレンテレフタレート、ポリブチレンテレフタレートなどのポリエステル系、ポリアミド6、ポリアミド66、ポリアミド61、ポリアミド612、ポリアミド11、ポリアミド12などのポリアミド系、ポリ塩化ビニル、ポリアセタール、ポリカーボネート、ポリイミド熱可塑性ポリウレタン、ポリフェニレンサルファイド、ポリフェニレンオキサイド、ポリスルホン、ポリエーテルケトン、ポリエーテルアミド、ポリエーテルイミド、アクリルニトリル・スチレン樹脂を単独または複数の組み合わせからなるものを採用することができる。
【0025】
しかして、本実施形態における繊維強化プラスチック製テープは、長手方向に引き揃えられた連続長繊維の強化繊維糸束に、熱可塑性樹脂からなるマトリックス樹脂が含浸して被覆硬化して構成されるテープ状の部材である。
【0026】
本実施形態では、幅広のシート状に成形したのもの端部を切除したり、2連カッター刃付きスリッターによりスリットしてテープ状に成形することができる。テープの幅は10〜300mmが適切である。
【0027】
また、本実施形態のテープにおける前記強化繊維の体積分率(Vf)を10〜50%にする。10%より小さいと十分な強度が得られないおそれがあり、逆に、50%より大きいと柔軟性が無くなって良好な賦形性が得られなくなるからである。
【0028】
そして、上記条件により、各強化繊維糸の外周表面の少なくとも50%以上(好ましくは80%〜100%)がマトリックス樹脂で被覆されている繊維糸数の割合を、98〜100%にすることができる。
【0029】
更にまた、テープ肉厚を100〜5000μmにする。より好ましくは100〜250μmである。100μmより小さいと強度が不十分になるおそれがあり、逆に、5000μmより大きいと柔軟性が無くなって良好な賦形性が得られなくなるからである。
【0030】
また、本実施形態では、10(mm)×t(100〜250)(μm)の試験体において、所定の拡大倍率(本実施形態では800倍)で断面を観察したときにおいて、当該観察断面内に存在する全強化繊維糸数のうち、各強化繊維糸の外周表面50%以上(好ましくは80%〜100%)がマトリックス樹脂で被覆されている強化繊維糸数の割合(含浸度)を、98〜100%にすることができる。
【0031】
また、本実施形態では、JIS K 7165の引張試験による引張比強度の最大値を100MPa以上(好ましくは290MPa以上)にすることができる。290MPaより小さいと、補強材としての機能を十分に果たせないからである。なお、「比強度」とは強度/比重であり、値が大きい場合は強度があり軽量化できる材料であると言える。
【0032】
また、本実施形態では、ナイロン樹脂によるマトリックス樹脂の粘度を400〜1800Pa・sにするこができる。成形上、400Pa・sより小さいと樹脂が隙間に定着せずに流れ出してしまうおそれがあり、逆に、1800Pa・sより大きいと隙間に含浸していかないからである。この「粘度」とは、熱可塑性樹脂のうちの特にナイロン樹脂の物性を表わす数値である。
【0033】
更にまた、本実施形態では、マトリックス樹脂の流動性をMFRで、10〜2500g/10minにすることができる。10g/10minより小さいと粘度が高すぎて充填できないおそれがあり、逆に、2500g/10minより大きいと粘度が低すぎて樹脂が繊維に纏わりつかず、異形断面に成形する二次加工にも適さないからである。この「流動性」とは、熱可塑性樹脂のうちのナイロン以外の樹脂の物性を表わす数値である。
【0034】
また、本実施形態では、10(mm)×t(100〜250)(μm)の単位断面あたりの強化繊維の本数を、200〜470000にすることができる。200本より少ないと製品としての強度が不十分になるおそれがあり、逆に、470000本より多いと樹脂が含浸せずにテープとしての形態安定性が損なわれ、また、柔軟性が無くなって良好な賦形性が得られなくなるからである。
【0035】
更にまた、本実施形態では、強化繊維糸の繊密度を800g/1000m〜112000g/1000mにすることができ、繊維が蛇行することなく真っ直ぐに配向することができる。800g/1000mより小さいと製品としての強度が不十分であり、逆に、112000g/1000mより大きいと樹脂が含浸せずにテープとしての形態安定性が損なわれ、また、柔軟性が無くなって良好な賦形性が得られなくなるからである。
【0036】
更にまた、本実施形態では、強化繊維糸の繊維径を3〜30μmにすることができ、繊維糸の周囲にマトリックス樹脂を確実に付着させることができる。3μmより小さいと製品としての強度が不十分になるおそれがあり、逆に、30μmより大きいと樹脂が含浸せずにテープとしての形態安定性が損なわれ、また、柔軟性が無くなって良好な賦形性が得られなくなるからである。
【0037】
なお、本実施形態では、強化繊維糸束をT字型断面またはコの字型断面などのチャンネル部材に形成することができ、例えば、フレームやサッシなどの建築用資材としての用途を拡大することができる。
【0038】
<製造方法について>
本発明の繊維強化プラスチック製テープは以下のようにして作製することができる。まず、強化繊維糸50000本で、幅40mmの炭素繊維を使用した。成形品仕様は、厚み200μm、幅25mm、繊維体積分率(Vf)は全体積の50%以下とした。
【0039】
次いで、幅40mmの繊維はテンション調整用ロールで張られ、クロスヘッド金型内に連続的に送る。そして、マトリックス樹脂を連続的に被覆する。この際、一時的に吐出が不安定になることがあるため、必要に応じて、小型の押出機を使用すると良い。
【0040】
クロスヘッド金型から出た後、ガイドを通り30mmまで開繊したところで厚み200μmとなり、それを空冷することにより賦形した。
【0041】
図2の写真は、本実施形態のテープの切断面を800倍に拡大したものである。写真を目視で確認したところ、ボイド(気泡)は見られないため、含浸度は100%であると判断される。
【0042】
なお、本実施形態の強度の比較対象として、ステンレス鋼種「SUS304」の強度基準を例に挙げると、SUS304の強度は520MPaであるため、本実施形態の材料は、鉄の強度を超えることになる。
【0043】
また、〔表1〕に示す材料で作製した試験片の材料特性および評価を〔表2〕に示す。なお、〔表2〕中の#1〜#3の脚注は、以下の事項を示すものである。
「#1」本実施形態のテープを5枚積層し、300×300(mm)の金型に入れ、熱プレス(250℃、1MPaで5分間加圧)、冷却プレス(常温、1MPaで5分間加圧)を行い成形した300×25(mm)平板をトリミングし試験片を得た。この引張試験は「JIS K 7165」に準拠し、まず、試験片A(250×15×1(mm)の試験片)を10本作成し、試験速度1mm/min、標線間距離50mmで行った。
「#2」判断基準
×:断面観察において強化繊維糸の外周表面樹脂被覆が50%未満,又は、50%以上被覆さている繊維糸の割合が98%未満,さらにはその両方である状態
△:断面観察において強化繊維糸の外周表面の50%〜70%未満が濡れている繊維糸数の割合が98%以上である状態
○:断面観察において強化繊維糸の外周表面の70%〜90%未満が濡れている繊維糸数の割合が98%以上である状態
◎:断面観察において強化繊維糸の外周表面の90%〜100%未満が濡れている繊維糸数の割合が98%以上である状態
「#3」幅50mm×長さ100mmの成形体を、プレス成形にてL字型に折り曲げた。その時に折り曲げ易さ、折り曲げ後の表面状態を観察し、評価を行った。
評価基準
×:曲げられない
△:折り曲げ後の表面状態で繊維が露出
○:折り曲げ後の表面状態で樹脂が表面まで露出
【0044】
【表1】

【0045】
【表2】
【0046】
本発明は、概ね上記のように構成されるが、図示の実施形態に限定されるものでは決してなく、「特許請求の範囲」の記載内において種々の変更が可能であって、例えば、強化繊維糸1およびマトリックス樹脂2の組み合わせは、要求される品質や形状に応じて組み合わせや使用量を選択することができる。
【0047】
また、テープの断面形状は、一文字に限らず、適宜、二次加工を行うことによって、T字型、コの字型、円弧型、楕円型、屈曲型などの幾何学形状や装飾形状に成形して、チャンネル部材等の建築資材とすることもでき、これら何れのものも本発明の技術的範囲に属する。
【符号の説明】
【0048】
1 強化繊維糸
2 マトリックス樹脂
【技術分野】
【0001】
本発明は、繊維強化プラスチック製品の改良、更に詳しくは、マトリックス樹脂が強化繊維糸束に確実に含浸しており、軽量で優れた強度を有している繊維強化プラスチック製テープに関するものである。
【背景技術】
【0002】
周知のとおり、炭素繊維などの強化繊維を樹脂内に封入した複合材料として繊維強化プラスチック(Fiber-Reinforced-Plastics:FRP)が、建造物等の補強資材として多く用いられている。
【0003】
従来、かかるFRPをテープ状に作製するにあっては、引抜成形で熱可塑性樹脂の槽の中に繊維を通し、強化繊維に樹脂を被覆し、槽から出た後にロールにより圧力をかけ、繊維と樹脂とを密着させていた(例えば、特許文献1参照)。
【0004】
しかしながら、樹脂を溶融させてから加圧しているために、樹脂が含浸にいたるまでの加圧がうまくできないため、マトリックス樹脂が十分に含浸せずに十分な強度が得られていないという問題があった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開昭63−264326号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、従来の繊維強化プラスチック製品に上記のような問題があったことに鑑みて為されたものであり、その目的とするところは、マトリックス樹脂が強化繊維糸束に確実に含浸しており、軽量で優れた強度を有している繊維強化プラスチック製テープを提供することにある。
【課題を解決するための手段】
【0007】
本発明者が上記技術的課題を解決するために採用した手段を、添付図面を参照して説明すれば、次のとおりである。
【0008】
即ち、本発明は、長手方向に引き揃えられた連続長繊維の強化繊維糸束に、熱可塑性樹脂からなるマトリックス樹脂が含浸して被覆硬化してなるテープ状部材であって、
前記強化繊維の体積分率が10〜50%にして、かつ、各強化繊維糸の外周表面の少なくとも50%以上がマトリックス樹脂で被覆されている繊維糸数の割合を、98〜100%にするとともに、テープ肉厚を100〜5000μmにして、
JIS K 7165の引張試験による引張比強度の最大値を100MPa以上にするという技術的手段を採用したことによって、繊維強化プラスチック製テープを完成させた。
【0009】
また、本発明は、上記課題を解決するために、必要に応じて上記手段に加え、10(mm)×t(100〜250)(μm)の試験体において所定の拡大倍率で断面を観察したときにおける、当該観察断面内に存在する全強化繊維糸数のうち、各強化繊維糸の外周表面50%以上(好ましくは80%〜100%)がマトリックス樹脂で被覆されている強化繊維糸数の割合を、98〜100%にするという技術的手段を採用することができる。
【0010】
更にまた、本発明は、上記課題を解決するために、必要に応じて上記手段に加え、マトリックス樹脂の流動性をMFRで、10〜2500g/10minにするという技術的手段を採用することができる。
【0011】
更にまた、本発明は、上記課題を解決するために、必要に応じて上記手段に加え、10(mm)×t(100〜250)(μm)の単位断面あたりの強化繊維の本数を、200〜470000にするという技術的手段を採用することができる。
【0012】
更にまた、本発明は、上記課題を解決するために、必要に応じて上記手段に加え、強化繊維糸の繊密度を800g/1000m〜112000g/1000mにするという技術的手段を採用することができる。
【0013】
更にまた、本発明は、上記課題を解決するために、必要に応じて上記手段に加え、強化繊維糸の繊維径を3〜30μmにするという技術的手段を採用することができる。
【0014】
更にまた、本発明は、上記課題を解決するために、必要に応じて上記手段に加え、強化繊維糸を、金属繊維、ガラス繊維、アラミド繊維、芳香族ポリアミド繊維、炭素繊維、バサルト繊維などの有機または無機の強化繊維にするという技術的手段を採用することができる。
【0015】
更にまた、本発明は、上記課題を解決するために、必要に応じて上記手段に加え、マトリックス樹脂の熱可塑性樹脂材料を、ポリオレフィン系、ポリエステル系、ポリアミド系、ポリ塩化ビニル、ポリアセタール、ポリカーボネート、ポリイミド熱可塑性ポリウレタン、ポリフェニレンサルファイド、ポリフェニレンオキサイド、ポリスルホン、ポリエーテルケトン、ポリエーテルアミド、ポリエーテルイミド、アクリルニトリル・スチレン樹脂を単独または複数の組み合わせにするという技術的手段を採用することができる。
【0016】
更にまた、本発明は、上記課題を解決するために、必要に応じて上記手段に加え、ナイロン樹脂によるマトリックス樹脂の粘度を400〜1800Pa・sにするという技術的手段を採用することができる。
【発明の効果】
【0017】
本発明にあっては、長手方向に引き揃えた連続長繊維の強化繊維糸束に、熱可塑性樹脂からなるマトリックス樹脂を含浸して被覆硬化してなるテープ状部材であって、前記強化繊維の体積分率を10〜50%にして、かつ、各強化繊維糸の外周表面の少なくとも50%以上をマトリックス樹脂で被覆して繊維糸数の割合を、98〜100%にするとともに、テープ肉厚を100〜5000μmにして、JIS K 7165の引張試験による引張比強度の最大値を100MPa以上にすることによって、マトリックス樹脂が強化繊維糸束に確実に含浸しており、優れた強度を呈することができる
【0018】
したがって、本発明のテープを構造体に部分的にインサートすることによって、簡易補強することができる。更には、押出成形、インサートインジェクション成形、プレス成形を駆使することにより軽量で高強度な製品を成形するための基材となる。
【0019】
また、本発明の繊維強化プラスチック製テープは、熱可塑性樹脂を含浸させているため、インサートインジェクション成形などの二次成形において界面密着性を確保でき、また、熱硬化性樹脂製に比べて、冷凍保存の必要がなく使用期間が限定されることがなく、更にまた、冷凍輸送の必要がないために輸送コストを軽減することができる。そしてまた、テープを溶かしながら貼り付ける、Automated Rayup法(オートレイアップ法)に使用ができることから、産業上の利用価値は頗る大きいと云える。
【図面の簡単な説明】
【0020】
【図1】本発明の実施形態の繊維強化プラスチック製テープの構造を表わす全体斜視図である。
【図2】本発明の実施形態の繊維強化プラスチック製テープを表わす拡大断面写真である。
【発明を実施するための形態】
【0021】
本発明を実施するための形態を、具体的に図示した図面に基づいて、更に詳細に説明すると、次のとおりである。
【0022】
本発明の実施形態を図1および図2に基づいて説明する。図中、符号1で指示するものは強化繊維糸であり、また、符号2で指示するものはマトリックス樹脂である。
【0023】
本実施形態の強化繊維糸1は、金属繊維、ガラス繊維、アラミド繊維、芳香族ポリアミド繊維、炭素繊維、バサルト繊維などの有機または無機の強化繊維からなる連続する長繊維糸を採用することができる。
【0024】
また、本実施形態のマトリックス樹脂2は熱可塑性樹脂材料であって、この熱可塑性樹脂材料としては、ポリエチレン、ポリプロピレンなどのポリオレフィン系、ポリエチレンテレフタレート、ポリブチレンテレフタレートなどのポリエステル系、ポリアミド6、ポリアミド66、ポリアミド61、ポリアミド612、ポリアミド11、ポリアミド12などのポリアミド系、ポリ塩化ビニル、ポリアセタール、ポリカーボネート、ポリイミド熱可塑性ポリウレタン、ポリフェニレンサルファイド、ポリフェニレンオキサイド、ポリスルホン、ポリエーテルケトン、ポリエーテルアミド、ポリエーテルイミド、アクリルニトリル・スチレン樹脂を単独または複数の組み合わせからなるものを採用することができる。
【0025】
しかして、本実施形態における繊維強化プラスチック製テープは、長手方向に引き揃えられた連続長繊維の強化繊維糸束に、熱可塑性樹脂からなるマトリックス樹脂が含浸して被覆硬化して構成されるテープ状の部材である。
【0026】
本実施形態では、幅広のシート状に成形したのもの端部を切除したり、2連カッター刃付きスリッターによりスリットしてテープ状に成形することができる。テープの幅は10〜300mmが適切である。
【0027】
また、本実施形態のテープにおける前記強化繊維の体積分率(Vf)を10〜50%にする。10%より小さいと十分な強度が得られないおそれがあり、逆に、50%より大きいと柔軟性が無くなって良好な賦形性が得られなくなるからである。
【0028】
そして、上記条件により、各強化繊維糸の外周表面の少なくとも50%以上(好ましくは80%〜100%)がマトリックス樹脂で被覆されている繊維糸数の割合を、98〜100%にすることができる。
【0029】
更にまた、テープ肉厚を100〜5000μmにする。より好ましくは100〜250μmである。100μmより小さいと強度が不十分になるおそれがあり、逆に、5000μmより大きいと柔軟性が無くなって良好な賦形性が得られなくなるからである。
【0030】
また、本実施形態では、10(mm)×t(100〜250)(μm)の試験体において、所定の拡大倍率(本実施形態では800倍)で断面を観察したときにおいて、当該観察断面内に存在する全強化繊維糸数のうち、各強化繊維糸の外周表面50%以上(好ましくは80%〜100%)がマトリックス樹脂で被覆されている強化繊維糸数の割合(含浸度)を、98〜100%にすることができる。
【0031】
また、本実施形態では、JIS K 7165の引張試験による引張比強度の最大値を100MPa以上(好ましくは290MPa以上)にすることができる。290MPaより小さいと、補強材としての機能を十分に果たせないからである。なお、「比強度」とは強度/比重であり、値が大きい場合は強度があり軽量化できる材料であると言える。
【0032】
また、本実施形態では、ナイロン樹脂によるマトリックス樹脂の粘度を400〜1800Pa・sにするこができる。成形上、400Pa・sより小さいと樹脂が隙間に定着せずに流れ出してしまうおそれがあり、逆に、1800Pa・sより大きいと隙間に含浸していかないからである。この「粘度」とは、熱可塑性樹脂のうちの特にナイロン樹脂の物性を表わす数値である。
【0033】
更にまた、本実施形態では、マトリックス樹脂の流動性をMFRで、10〜2500g/10minにすることができる。10g/10minより小さいと粘度が高すぎて充填できないおそれがあり、逆に、2500g/10minより大きいと粘度が低すぎて樹脂が繊維に纏わりつかず、異形断面に成形する二次加工にも適さないからである。この「流動性」とは、熱可塑性樹脂のうちのナイロン以外の樹脂の物性を表わす数値である。
【0034】
また、本実施形態では、10(mm)×t(100〜250)(μm)の単位断面あたりの強化繊維の本数を、200〜470000にすることができる。200本より少ないと製品としての強度が不十分になるおそれがあり、逆に、470000本より多いと樹脂が含浸せずにテープとしての形態安定性が損なわれ、また、柔軟性が無くなって良好な賦形性が得られなくなるからである。
【0035】
更にまた、本実施形態では、強化繊維糸の繊密度を800g/1000m〜112000g/1000mにすることができ、繊維が蛇行することなく真っ直ぐに配向することができる。800g/1000mより小さいと製品としての強度が不十分であり、逆に、112000g/1000mより大きいと樹脂が含浸せずにテープとしての形態安定性が損なわれ、また、柔軟性が無くなって良好な賦形性が得られなくなるからである。
【0036】
更にまた、本実施形態では、強化繊維糸の繊維径を3〜30μmにすることができ、繊維糸の周囲にマトリックス樹脂を確実に付着させることができる。3μmより小さいと製品としての強度が不十分になるおそれがあり、逆に、30μmより大きいと樹脂が含浸せずにテープとしての形態安定性が損なわれ、また、柔軟性が無くなって良好な賦形性が得られなくなるからである。
【0037】
なお、本実施形態では、強化繊維糸束をT字型断面またはコの字型断面などのチャンネル部材に形成することができ、例えば、フレームやサッシなどの建築用資材としての用途を拡大することができる。
【0038】
<製造方法について>
本発明の繊維強化プラスチック製テープは以下のようにして作製することができる。まず、強化繊維糸50000本で、幅40mmの炭素繊維を使用した。成形品仕様は、厚み200μm、幅25mm、繊維体積分率(Vf)は全体積の50%以下とした。
【0039】
次いで、幅40mmの繊維はテンション調整用ロールで張られ、クロスヘッド金型内に連続的に送る。そして、マトリックス樹脂を連続的に被覆する。この際、一時的に吐出が不安定になることがあるため、必要に応じて、小型の押出機を使用すると良い。
【0040】
クロスヘッド金型から出た後、ガイドを通り30mmまで開繊したところで厚み200μmとなり、それを空冷することにより賦形した。
【0041】
図2の写真は、本実施形態のテープの切断面を800倍に拡大したものである。写真を目視で確認したところ、ボイド(気泡)は見られないため、含浸度は100%であると判断される。
【0042】
なお、本実施形態の強度の比較対象として、ステンレス鋼種「SUS304」の強度基準を例に挙げると、SUS304の強度は520MPaであるため、本実施形態の材料は、鉄の強度を超えることになる。
【0043】
また、〔表1〕に示す材料で作製した試験片の材料特性および評価を〔表2〕に示す。なお、〔表2〕中の#1〜#3の脚注は、以下の事項を示すものである。
「#1」本実施形態のテープを5枚積層し、300×300(mm)の金型に入れ、熱プレス(250℃、1MPaで5分間加圧)、冷却プレス(常温、1MPaで5分間加圧)を行い成形した300×25(mm)平板をトリミングし試験片を得た。この引張試験は「JIS K 7165」に準拠し、まず、試験片A(250×15×1(mm)の試験片)を10本作成し、試験速度1mm/min、標線間距離50mmで行った。
「#2」判断基準
×:断面観察において強化繊維糸の外周表面樹脂被覆が50%未満,又は、50%以上被覆さている繊維糸の割合が98%未満,さらにはその両方である状態
△:断面観察において強化繊維糸の外周表面の50%〜70%未満が濡れている繊維糸数の割合が98%以上である状態
○:断面観察において強化繊維糸の外周表面の70%〜90%未満が濡れている繊維糸数の割合が98%以上である状態
◎:断面観察において強化繊維糸の外周表面の90%〜100%未満が濡れている繊維糸数の割合が98%以上である状態
「#3」幅50mm×長さ100mmの成形体を、プレス成形にてL字型に折り曲げた。その時に折り曲げ易さ、折り曲げ後の表面状態を観察し、評価を行った。
評価基準
×:曲げられない
△:折り曲げ後の表面状態で繊維が露出
○:折り曲げ後の表面状態で樹脂が表面まで露出
【0044】
【表1】
【0045】
【表2】
【0046】
本発明は、概ね上記のように構成されるが、図示の実施形態に限定されるものでは決してなく、「特許請求の範囲」の記載内において種々の変更が可能であって、例えば、強化繊維糸1およびマトリックス樹脂2の組み合わせは、要求される品質や形状に応じて組み合わせや使用量を選択することができる。
【0047】
また、テープの断面形状は、一文字に限らず、適宜、二次加工を行うことによって、T字型、コの字型、円弧型、楕円型、屈曲型などの幾何学形状や装飾形状に成形して、チャンネル部材等の建築資材とすることもでき、これら何れのものも本発明の技術的範囲に属する。
【符号の説明】
【0048】
1 強化繊維糸
2 マトリックス樹脂
【特許請求の範囲】
【請求項1】
長手方向に引き揃えられた連続長繊維の強化繊維糸束に、熱可塑性樹脂からなるマトリックス樹脂が含浸して被覆硬化してなるテープ状部材であって、
前記強化繊維の体積分率が10〜50%であって、かつ、各強化繊維糸の外周表面の少なくとも50%以上がマトリックス樹脂で被覆されている繊維糸数の割合が、98〜100%であるとともに、テープ肉厚が100〜5000μmであって、
JIS K 7165の引張試験による引張比強度の最大値が100MPa以上であることを特徴とする繊維強化プラスチック製テープ。
【請求項2】
10(mm)×t(100〜250)(μm)の試験体において所定の拡大倍率で断面を観察したときにおける、当該観察断面内に存在する全強化繊維糸数のうち、各強化繊維糸の外周表面50%以上がマトリックス樹脂で被覆されている強化繊維糸数の割合が、98〜100%であることを特徴とする請求項1記載の繊維強化プラスチック製テープ。
【請求項3】
マトリックス樹脂の流動性がMFRで、10〜2500g/10minであることを特徴とする請求項1または2記載の繊維強化プラスチック製テープ。
【請求項4】
10(mm)×t(100〜250)(μm)の単位断面あたりの強化繊維の本数が、200〜470000であることを特徴とする請求項1〜3の何れか一つに記載の繊維強化プラスチック製テープ。
【請求項5】
強化繊維糸の繊密度が800g/1000m〜112000g/1000mであることを特徴とする請求項1〜4の何れか一つに記載の繊維強化プラスチック製テープ。
【請求項6】
強化繊維糸の繊維径が3〜30μmであることを特徴とする請求項1〜5の何れか一つに記載の繊維強化プラスチック製テープ。
【請求項7】
強化繊維糸が、金属繊維、ガラス繊維、アラミド繊維、芳香族ポリアミド繊維、炭素繊維、バサルト繊維などの有機または無機の強化繊維からなることを特徴とする請求項1〜6の何れか一つに記載の繊維強化プラスチック製テープ。
【請求項8】
マトリックス樹脂の熱可塑性樹脂材料が、ポリオレフィン系、ポリエステル系、ポリアミド系、ポリ塩化ビニル、ポリアセタール、ポリカーボネート、ポリイミド熱可塑性ポリウレタン、ポリフェニレンサルファイド、ポリフェニレンオキサイド、ポリスルホン、ポリエーテルケトン、ポリエーテルアミド、ポリエーテルイミド、アクリルニトリル・スチレン樹脂を単独または複数の組み合わせからなることを特徴とする請求項1〜7の何れか一つに記載の繊維強化プラスチック製テープ。
【請求項9】
ナイロン樹脂によるマトリックス樹脂の粘度が400〜1800Pa・sであることを特徴とする請求項1〜8の何れか一つに記載の繊維強化プラスチック製テープ。
【請求項1】
長手方向に引き揃えられた連続長繊維の強化繊維糸束に、熱可塑性樹脂からなるマトリックス樹脂が含浸して被覆硬化してなるテープ状部材であって、
前記強化繊維の体積分率が10〜50%であって、かつ、各強化繊維糸の外周表面の少なくとも50%以上がマトリックス樹脂で被覆されている繊維糸数の割合が、98〜100%であるとともに、テープ肉厚が100〜5000μmであって、
JIS K 7165の引張試験による引張比強度の最大値が100MPa以上であることを特徴とする繊維強化プラスチック製テープ。
【請求項2】
10(mm)×t(100〜250)(μm)の試験体において所定の拡大倍率で断面を観察したときにおける、当該観察断面内に存在する全強化繊維糸数のうち、各強化繊維糸の外周表面50%以上がマトリックス樹脂で被覆されている強化繊維糸数の割合が、98〜100%であることを特徴とする請求項1記載の繊維強化プラスチック製テープ。
【請求項3】
マトリックス樹脂の流動性がMFRで、10〜2500g/10minであることを特徴とする請求項1または2記載の繊維強化プラスチック製テープ。
【請求項4】
10(mm)×t(100〜250)(μm)の単位断面あたりの強化繊維の本数が、200〜470000であることを特徴とする請求項1〜3の何れか一つに記載の繊維強化プラスチック製テープ。
【請求項5】
強化繊維糸の繊密度が800g/1000m〜112000g/1000mであることを特徴とする請求項1〜4の何れか一つに記載の繊維強化プラスチック製テープ。
【請求項6】
強化繊維糸の繊維径が3〜30μmであることを特徴とする請求項1〜5の何れか一つに記載の繊維強化プラスチック製テープ。
【請求項7】
強化繊維糸が、金属繊維、ガラス繊維、アラミド繊維、芳香族ポリアミド繊維、炭素繊維、バサルト繊維などの有機または無機の強化繊維からなることを特徴とする請求項1〜6の何れか一つに記載の繊維強化プラスチック製テープ。
【請求項8】
マトリックス樹脂の熱可塑性樹脂材料が、ポリオレフィン系、ポリエステル系、ポリアミド系、ポリ塩化ビニル、ポリアセタール、ポリカーボネート、ポリイミド熱可塑性ポリウレタン、ポリフェニレンサルファイド、ポリフェニレンオキサイド、ポリスルホン、ポリエーテルケトン、ポリエーテルアミド、ポリエーテルイミド、アクリルニトリル・スチレン樹脂を単独または複数の組み合わせからなることを特徴とする請求項1〜7の何れか一つに記載の繊維強化プラスチック製テープ。
【請求項9】
ナイロン樹脂によるマトリックス樹脂の粘度が400〜1800Pa・sであることを特徴とする請求項1〜8の何れか一つに記載の繊維強化プラスチック製テープ。
【図1】

【図2】
【図2】
【公開番号】特開2013−104056(P2013−104056A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−251246(P2011−251246)
【出願日】平成23年11月17日(2011.11.17)
【出願人】(000010065)フクビ化学工業株式会社 (150)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月17日(2011.11.17)
【出願人】(000010065)フクビ化学工業株式会社 (150)
【Fターム(参考)】
[ Back to top ]