
繊維強化プラスチック製プリフォームの成形方法
【課題】連続繊維を含んだ繊維強化プラスチックの型成形を可能にするとともに、脱型後の製品の変形を防止する。
【解決手段】ワークWとして、連続繊維強化プラスチック製の原反6,7の間に樹脂シート8を介装したものを用いる。樹脂シート8は原反6,7のマトリクス樹脂よりも熱硬化が速い。まず、ワークWと金型1を予備加熱するとともに、ワークホルダ10によってワークWの周縁部を挟持する。そして、ワークWの粘度が型成形可能な値まで低下した段階で金型1によるワークWのプレスを開始する。その際、ワークWはワークホルダ10から金型1側へ引き込まれながらプレスされる。最後に、型成形されたプリフォームPを加熱して固化させる。
【解決手段】ワークWとして、連続繊維強化プラスチック製の原反6,7の間に樹脂シート8を介装したものを用いる。樹脂シート8は原反6,7のマトリクス樹脂よりも熱硬化が速い。まず、ワークWと金型1を予備加熱するとともに、ワークホルダ10によってワークWの周縁部を挟持する。そして、ワークWの粘度が型成形可能な値まで低下した段階で金型1によるワークWのプレスを開始する。その際、ワークWはワークホルダ10から金型1側へ引き込まれながらプレスされる。最後に、型成形されたプリフォームPを加熱して固化させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、連続繊維を含んだ繊維強化プラスチック製プリフォームを型成形する方法に関する。
【背景技術】
【0002】
近年、軽量で強度のある繊維強化プラスチックが種々の分野で使用されている。自動車への適用としては、例えば、表裏の層を繊維強化プラスチックで成形し、これら層間に発泡体を充填してなる車体パネルがある(特許文献1参照)。
【特許文献1】特開2002−264846号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
繊維強化プラスチックには、連続繊維を含んだものと、不連続繊維を含んだものがある。不連続繊維を含んだものは、伸張性があるため、金型による型成形が可能である。一方、連続繊維を含んだものは、伸長性がないため、これを無理に型成形しようとすると、製品が破損してしまう。これは、繊維自体は伸長性がないため、繊維が成形荷重を受けて破断してしまうからである。
【0004】
本発明は、このような事情に鑑み、連続繊維を含んだ繊維強化プラスチック製のプリフォームの型成形を可能にするとともに、脱型後の変形を防止できる繊維強化プラスチック製プリフォームの成形方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
上記課題を解決するための本発明は、連続繊維を含んだ繊維強化プラスチック製のプリフォームを型成形する方法であって、ワークとして連続繊維強化プラスチック製のシートを複数枚用い、これらシートの間に、そのマトリクス樹脂よりも熱硬化が速い樹脂層を介装する工程と、ワークと金型を予備加熱するとともに、ワークホルダによってワークの周縁部を挟持する工程と、ワークの粘度が型成形可能な値まで低下した段階で金型によるワークのプレスを開始する工程と、ワークをワークホルダから金型側へ引き込みながらプレスする工程とからなることを特徴とする。
【0006】
かかる構成によれば、ワークを予備加熱すると、ワークの粘度(マトリクス樹脂の粘度)が低下し、内部の繊維が徐々に散らけ、繊維同士が滑り易くなり、ワークの伸長が可能になる。ワークの伸長性は、ワークの粘度低下にともなって徐々に高くなる。そして、ワークの粘度が型成形可能な値まで低下すると、金型によるワークのプレスが開始される。ワークはワークホルダから金型側へ引き込まれながらプレスされていく。
【0007】
つまり、ワークの周縁部はワークホルダによって半拘束状態で保持されているので、ワークの粘度低下にともなう繊維の分散が妨げられることはない。要するに、ワークは繊維の分散により十分な伸びが可能になった状態でプレスされるので、繊維の破断による製品の破損を生じることなく、型成形を行うことができる。
連続繊維強化プラスチック製のシートの間には、そのマトリクス樹脂よりも熱硬化が速い樹脂層(樹脂シートまたは液状樹脂)を介装してあるので、ワークを脱型した時には、この樹脂層の硬化がかなり進行している。このため、硬化した樹脂層がその外側の樹脂層の収縮を抑制し、脱型後のスプリングバック作用を抑制する。
ワークの予備加熱に先立って、耐熱性と伸縮性を有するフィルムをワークの両面に付着しておくのが好ましい。
【0008】
かかる構成によれば、ワークの金型型面に対する摩擦が小さくなり、製品の破損や皺の発生を防止できるとともに、ワークが金型型面に密着しにくくなり、マトリクス樹脂の欠損や脱型不良、ゴミ付着の発生防止にも役立つ。
【発明の効果】
【0009】
本発明によれば、ワークの予備加熱によって、ワークの粘度(マトリクス樹脂の粘度)が低下し、内部の繊維が散らけ、繊維同士が滑り易くなるため、ワークの伸びが可能になる。そして、ワークの粘度が型成形可能な値まで低下した段階で金型によるプレスが開始されるので、連続繊維を含んだワークであっても、繊維の破断による製品の破損を生じることなく、型成形を行うことができる。
【0010】
さらに、連続繊維強化プラスチック製のシートの間には、そのマトリクス樹脂よりも熱硬化が速い樹脂層を介装してあるので、脱型後のスプリングバック作用を抑制して製品の変形を防止することができる。
【発明を実施するための最良の形態】
【0011】
以下、本発明の実施形態を添付図面に基づいて詳細に説明する。
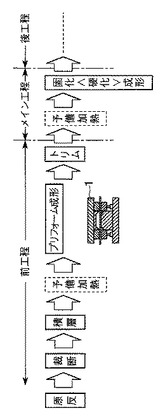
図10は繊維強化プラスチック製自動車パネルの製造工程の概略を示している。
前工程では、連続繊維を含んだ繊維強化プラスチック製の原反(プリプレグ)を裁断し、繊維方向が交差するように複数枚の原反を重ね合わせ、これを加圧して一体化しておく。なお、原反の積層方法の詳細例は、特願2005−1266号に記載されている。
【0012】
次いで、積層した原反に温風を吹き付けて予備加熱する。なお、温風を吹き付ける代わりに、ワークを熱板で挟んだり、赤外線を照射したりしてもよい。予備加熱と同時に熱硬化性樹脂の場合は、金型1も同程度の温度に予備加熱し、熱可塑性樹脂の場合は、予備加熱温度以下に温度調整する。そして、予備加熱した原反を金型1でプレスしてプリフォームを成形する。成形されたプリフォームはトリム加工が施され、その後、メイン工程に送られる。
【0013】
メイン工程では、熱硬化性樹脂の場合は、プリフォーム温度の以上の温度に温度制御された金型でプレス成形される一方、熱可塑性樹脂の場合は、金型を再予備加熱し、その温度以下に温度制御された金型でプレス成形される。
後工程はパネルの種類により異なるが、トリムや塗装が施された後に最終製品に仕上がる。
【0014】
次に、前工程におけるプリフォームの成形方法について詳細に説明する。
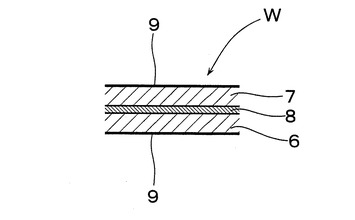
予め、図5に示すように2枚の原反6,7を中間層である樹脂シート8(液状樹脂でも可)を介して貼り合わせておく。樹脂シート8(または液状樹脂)は、後述のように原反6,7のマトリクス樹脂に較べて固化(熱硬化性樹脂の場合は熱硬化、熱可塑性樹脂の場合は冷却化)が速いという特性がある。貼り合わせた原反6,7の両面には、耐熱性と伸縮性を有するフィルム9を付着し、温風を所定の時間吹き付けて予備加熱する。なお、温風を吹き付ける代わりに、ワークを熱板で挟んだり、赤外線を照射したりしてもよい。ワークの予備加熱は、後述のようにワークWの粘度が型成形可能な値まで低下するまで行なう。
【0015】
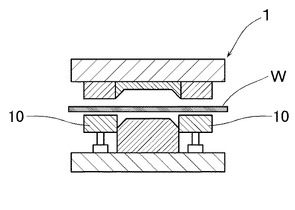
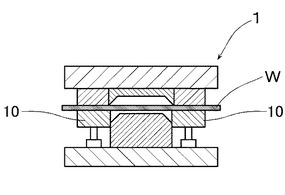
そして、熱硬化性樹脂の場合は、金型1をワークWの予備加熱温度と同程度の温度に予備加熱してから、熱可塑性樹脂の場合は、金型1をワークWの予備加熱温度以下の温度に温度制御してから、ワークWを金型1にセットする(図1参照)。次いで、ワークホルダ10でワークWの周縁部を挟持する(図2参照)。
ワークホルダ10は圧縮ガスなどによるスプリング作用を有するもので、ワークWの周縁部を半拘束状態(摺動自在な状態)で保持する。なお、ワークWの予備加熱は金型1にセットした状態で行ってもよい。あるいは、金型全体を予備加熱すべき温度の雰囲気中に置いてもよい。
【0016】
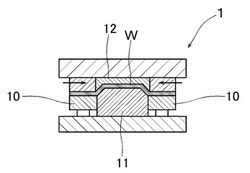
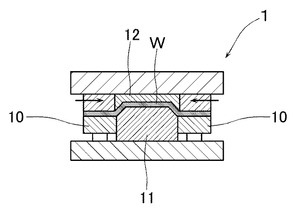
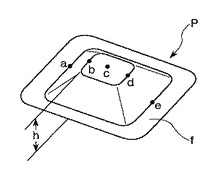
そして、予備加熱により型成形可能な粘度に達したワークWを金型1でプレスする(図3参照)。つまり、ワークWはパンチ11でダイス12に押し付けられることになる。ワークWは、その周縁部がワークホルダ10によって半拘束状態で保持されているので、ワークホルダ9から金型1側へ引き込まれながらプレスされていく。ワークWは、金型1で所定時間プレスされた後に脱型される。図4はこのようにして成形されたプリフォームPの一例を示している。
【0017】
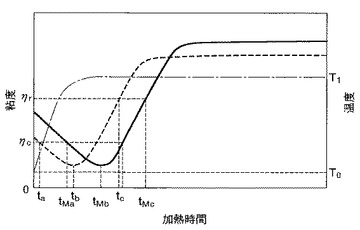
図6は、原反6,7のマトリクス樹脂(熱硬化性樹脂)と、原反6,7の間に介装する樹脂シート8(または液状樹脂)の熱硬化特性の一例を示している。同図において、原反6,7のマトリクス樹脂は実線で、樹脂シート8(または液状樹脂)は点線で示してある。なお、同図において、温度T0℃の材料をT1℃の雰囲気中に置いた時点を加熱時間の基点としている。その際、ワークWの温度は概ね一点鎖線で示すように変化する。ここで、ワークWと金型1の予備加熱温度はT1℃として表示されている。
【0018】
すなわち、樹脂シート8(または液状樹脂)は原反6,7のマトリクス樹脂に較べて熱硬化が速く進行するため、樹脂シート8(または液状樹脂)の粘度が最低になる時刻tbは原反6,7のマトリクス樹脂の粘度が最低になる時刻tMbよりも早くなる。金型1によるワークWのプレスは、生産性を考慮すると、破損の虞のない型成形可能な粘度まで達した時刻ta以降で時刻tMb以前に行なわれることになる。
【0019】
すなわち、ワークWを予備加熱すると、ワークWの粘度が低下し、内部の繊維が徐々に散らけ、繊維同士が滑り易くなり、ワークWの伸長が可能になる。ワークWの伸長性は、ワークWの粘度低下にともなって徐々に高くなり、型成形可能な値まで低下する。なお、型成形が可能となるワークWの粘度ηcは、原反6,7の繊維の密度や成形形状等によって異なるが、概ね5×104Poise以下である。一方、時刻tMbの経過後は熱硬化が始まり、ワークWの粘度は増加していく。つまり、生産性を考慮すると、ワークWのプレスは時刻tMbよりも前に開始するのがよい。
【0020】
ワークWはワークホルダ10から金型1側へ引き込まれながらプレスされていくので、つまり、ワークWの周縁部はワークホルダ10によって半拘束状態で保持されているので、ワークWの粘度低下にともなう繊維の分散が妨げられることはない。要するに、ワークWは繊維の分散により十分な伸びが可能になった状態でプレスされるので、繊維の破断による製品の破損を生じることなく、型成形を行うことができる。
【0021】
なお、ワークWの金型1からの脱型は、樹脂シート8(または液状樹脂)が形状崩れしない粘度ηrに達する時刻tcで行える。一方、樹脂シート8(または液状樹脂)を用いない場合、時刻tMcまでは脱型が行われないことになる。
【0022】
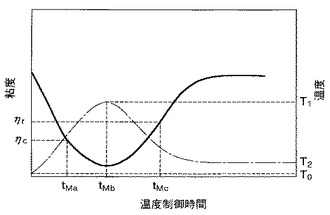
図7は熱可塑性樹脂の粘度変化特性の一例を示している。同図において、樹脂シート8(または液状樹脂)の特性は省いてあるが、それ以外は、縦軸と横軸の値を含めて図6と同一である。なお、同図においても、温度T0℃の材料をT1℃の雰囲気中に置いた時点を加熱時間の基点としているが、ワークWの粘度が最小となった時刻tMbで金型1によるプレスを開始するので、ワークWの温度は概ね一点鎖線で示すように変化することになる。
【0023】
つまり、ワークWは予備加熱により粘度が徐々に低下し、時刻tMbで粘度が最小になり、その後は、温度T2の金型1で冷却固化が進行する。このため、ワークWの粘度が型成形可能な値ηc(概ね5×104Poise)まで低下した時刻tMa以降であれば、どの時点で金型1にセットしてもよいが、ワークWの温度が低下し、粘度がηc以上になる前にワークWのプレスを開始する必要がある。ワークWはプレス状態で冷却固化された後に脱型される。
【0024】
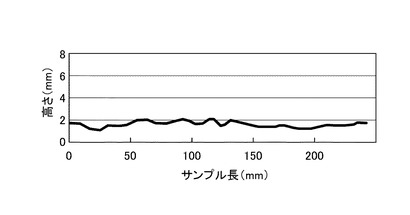
また、耐熱性と伸縮性を有するフィルム9をワークWの両面に付着して型成形を行っているので、ワークWの金型型面に対する摩擦が小さくなり、製品の破損や皺の発生を防止できるとともに、ワークWが金型型面に密着しにくくなり、樹脂欠損などの脱型不良やごみ付着の発生防止にも役立つ。フィルム9はメイン成形を行なう直前で取り除くと良い。図8は、図4のプリフォームPのフランジ部fに発生した皺の高さを示している。
【0025】
ところで、前工程で成形されたプリフォームPは脱型後のスプリングバック作用で変形し、メイン工程の金型3,4での熱プレスに支障を来たす虞がある。そこで、図5に示すように原反6,7の間に樹脂シート8(または液状樹脂)を介装した状態で型成形を行うことで、スプリングバック作用を抑制してプリフォームPの変形を防止している。
【0026】
すなわち、樹脂シート8は、図6に示すように原反6,7のマトリクス樹脂に較べて熱硬化が速く進行し、ワークWを脱型した時には、樹脂シート8(または液状樹脂)を構成していた樹脂の層は硬化がかなり進行している。このため、硬化した樹脂層が原反6,7のマトリクス樹脂層の収縮を抑制し、脱型後のプリフォームPに生じるスプリングバック作用が抑制されることになる。尚、この樹脂シート8(または液状樹脂)は低い加熱温度でも速く熱硬化する材料であるが、このような材料は特に高温下での強度が比較的低く、原反6,7のマトリクス樹脂として使えない場合が多い。
【0027】
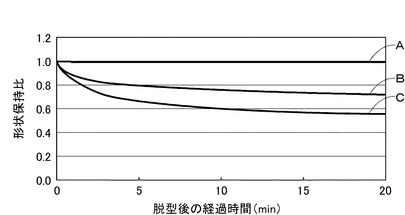
図9はプリフォームPが脱型後に形状変化する状態を示している。
【0028】
同図において、Aは樹脂シート8を介装したワークWを予備加熱(80℃の温風を5分間吹き付ける)した場合を示し、プリフォームPに形状変化が生じず、形状保持比は1を保っている。Bは、樹脂シート8が介装されていないワークWを予備加熱(80℃の温風を5分間吹き付ける)した場合を示し、形状保持比は徐々に低下している。Cは、樹脂シート8が介装されていないワークWを予備加熱せずに成形した場合を示し、形状保持比の低下はBよりも急になる。なお、形状保持比とは、図4のプリフォームPにおける凸部の高さhをその初期値で除した値をいう。
【0029】
〔実施例〕
本発明の効果を確認するため、以下の実験を行った。
【0030】
1.ワークの作製
原反6,7の繊維は炭素繊維とし、マトリクス樹脂はエポキシ(熱硬化性樹脂の場合)またはポリプロピレン(熱可塑性樹脂の場合)とした。炭素繊維の重量比率は40〜60%とした。また、低い加熱温度でも速く硬化する液状エポキシ及びワーク両表面へ付着させるためのフィルムには、4種類(低密度ポリエチレンフィルム、高密度ポリエチレンフィルム、ポリプロピレンフィルム、ナイロンフィルム)のものを用意した。
【0031】
原反6,7は300×300mmサイズに裁断後、重ね合わせて加圧し、積層されたワークWを得た。積層パターンは、原反の繊維形態が一方向の場合は、繊維方向を0°,90°,+45°,−45°の4パターンとし、層の中心を境にシンメトリーとなるよう計8層とした。また、クロスの場合は、0°/90°,+45°/−45°の2パターンとし 層の中心を境にシンメトリーとなるよう計4層とした。各ワークの中間の層(一方向の場合は4〜5層日の間、クロスの場合は2〜3層目の間)には、塗工機にてエポキシを塗布率0.1〜0.5g/100cm2で塗布した。
【0032】
2. 樹脂特性(加熱一冷却による粘度変化)の測定方法
粘度・粘弾性測定機および誘電分析測定機(NETZSCH社製)の両方を用いた。粘度・粘弾性測定では、原反6,7に使用されているマトリックス樹脂のみ採取し20℃に温度調整後、これを80℃に制御されたステージヘ投入し粘度測定を行った。また、中間層用の液状エポキシついても同様の測定を行った。誘電分析測定では、重ね合わせた原反の間へフィルム状センサーを挿入し20℃に温度調整後、80℃に制御された小型プレス機で加圧して測定を行った。また、中間層用の液状エポキシは、フィルム状センサーを液状エポキシ内へ挿入し、同様な測定を行った。一方、マトリックス樹脂が熱可塑性の場合は粘度・粘弾性測定機による測定のみとし、原反に使用されているマトリックス樹脂のみ採取後に薄い(0.2〜0.4mm)フィルム状とし20℃に温度調整した。これを168℃に制御されたステージへ投入し粘度測定を行った。
【0033】
3.プリフォームの成形
予備加熱前のワークWの温度T0は20±1.0℃に保持した。予備加熱の方法は、温風吹き付け、熱板による挟持、赤外線照射の3つが全て可能であるが、上述の樹脂特性測定と同等の昇温速度を再現するのに最も容易であった熱板で挟む方法でを行った。予備加熱を所定時間行った後直ちにプレスへ移行した。最大型締力が60tonのプレス機を使用し、金型1は、熱硬化性樹脂の場合で80℃に、熱可塑性樹脂の場合で40℃に温度制御した。図4に示すプリフォームPの高さhを変化させて異なる展開率1.01〜1.15で成形を実施した。なお、展開率とは、図4に示すプリフォームPの表面上の点abcdeを結ぶ線の長さを、平面視において点aeを結ぶ線の長さで除した値をいう。
【0034】
4.評価方法
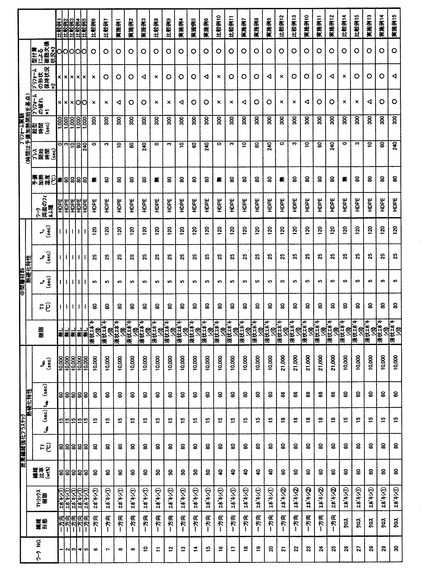
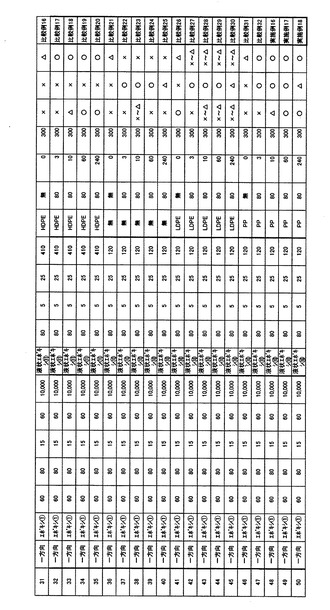
プリフォームの破れ発生は、脱型後のプリフォームを目視で観察し、破れの有無を調べた。図11〜図13において、○は破れ無し、△は高い絞り比形状でのみ破れ発生、×は明らかな破れ発生を示している(*1)。
【0035】
プリフォームの形状保持状況は、脱型直後のプリフォームの高さh(図4参照)の変化をレーザー変位計で測定し続け、スプリングバックの程度を上述の形状保持比で評価した。図11〜図13において、○は0.95以上、△は0.9〜0.95、×は0.9未満を示している(*2)。
【0036】
型付着による樹脂欠損状況は、プリフォームを成形する前後のワーク重量を各々W0,W1とし、重量減少率%(=100×(W0−W1)/W0)で評価した。図11〜図13において、○は1.0%未満、△は1.0〜1.5%未満、×は1.5%以上を示している(*3)。
【0037】
5.評価結果
(1)予備加熱でマトリック樹脂の粘度を低下させることにより、プリフォームの繊維破損を抑える効果がある。
【0038】
(2) 中間層に硬化速度の速い樹脂を設けることにより、脱型後のプリフォーム形状を保持できるので、生産性向上の効果がある。
【0039】
(3) ワーク両表面に付着したフィルムは、金型の型面に対する摩擦係数の低減により、繊維破損の抑制および型付着による樹脂欠損防止に効果があり、耐熱性の高いHDPEやPPが有効である。
【図面の簡単な説明】
【0040】
【図1】本発明の方法でプリフォームを成形する場合の第1工程を示す図
【図2】同第2工程を示す図
【図3】同第3工程を示す図
【図4】同方法で成形したプリフォームの斜視図
【図5】金型にセットするワークの断面図
【図6】熱硬化性樹脂の加熱による粘度変化を示す図
【図7】熱可塑性樹脂の加熱による粘度変化を示す図
【図8】本発明の方法で成形したプリフォームにおける皺の発生状態を示す図
【図9】プリフォームの脱型後の形状変化を示す図
【図10】自動車の車体パネルの製造工程を示す図
【図11】熱硬化性樹脂によるプリフォームの成形結果の一部を示す図
【図12】図11の残りの部分を示す図
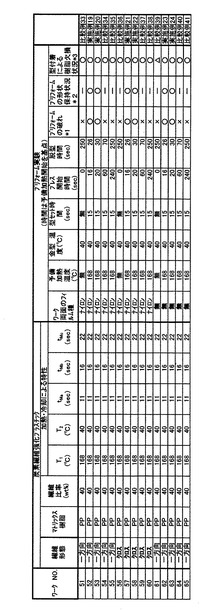
【図13】熱可塑性樹脂によるプリフォームの成形結果を示す図
【符号の説明】
【0041】
1 金型
2 金型
6 原反
7 原反
8 樹脂シート
9 フィルム
10 ワークホルダ
11 ダイス
12 パンチ
W ワーク
P プリフォーム
【技術分野】
【0001】
本発明は、連続繊維を含んだ繊維強化プラスチック製プリフォームを型成形する方法に関する。
【背景技術】
【0002】
近年、軽量で強度のある繊維強化プラスチックが種々の分野で使用されている。自動車への適用としては、例えば、表裏の層を繊維強化プラスチックで成形し、これら層間に発泡体を充填してなる車体パネルがある(特許文献1参照)。
【特許文献1】特開2002−264846号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
繊維強化プラスチックには、連続繊維を含んだものと、不連続繊維を含んだものがある。不連続繊維を含んだものは、伸張性があるため、金型による型成形が可能である。一方、連続繊維を含んだものは、伸長性がないため、これを無理に型成形しようとすると、製品が破損してしまう。これは、繊維自体は伸長性がないため、繊維が成形荷重を受けて破断してしまうからである。
【0004】
本発明は、このような事情に鑑み、連続繊維を含んだ繊維強化プラスチック製のプリフォームの型成形を可能にするとともに、脱型後の変形を防止できる繊維強化プラスチック製プリフォームの成形方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
上記課題を解決するための本発明は、連続繊維を含んだ繊維強化プラスチック製のプリフォームを型成形する方法であって、ワークとして連続繊維強化プラスチック製のシートを複数枚用い、これらシートの間に、そのマトリクス樹脂よりも熱硬化が速い樹脂層を介装する工程と、ワークと金型を予備加熱するとともに、ワークホルダによってワークの周縁部を挟持する工程と、ワークの粘度が型成形可能な値まで低下した段階で金型によるワークのプレスを開始する工程と、ワークをワークホルダから金型側へ引き込みながらプレスする工程とからなることを特徴とする。
【0006】
かかる構成によれば、ワークを予備加熱すると、ワークの粘度(マトリクス樹脂の粘度)が低下し、内部の繊維が徐々に散らけ、繊維同士が滑り易くなり、ワークの伸長が可能になる。ワークの伸長性は、ワークの粘度低下にともなって徐々に高くなる。そして、ワークの粘度が型成形可能な値まで低下すると、金型によるワークのプレスが開始される。ワークはワークホルダから金型側へ引き込まれながらプレスされていく。
【0007】
つまり、ワークの周縁部はワークホルダによって半拘束状態で保持されているので、ワークの粘度低下にともなう繊維の分散が妨げられることはない。要するに、ワークは繊維の分散により十分な伸びが可能になった状態でプレスされるので、繊維の破断による製品の破損を生じることなく、型成形を行うことができる。
連続繊維強化プラスチック製のシートの間には、そのマトリクス樹脂よりも熱硬化が速い樹脂層(樹脂シートまたは液状樹脂)を介装してあるので、ワークを脱型した時には、この樹脂層の硬化がかなり進行している。このため、硬化した樹脂層がその外側の樹脂層の収縮を抑制し、脱型後のスプリングバック作用を抑制する。
ワークの予備加熱に先立って、耐熱性と伸縮性を有するフィルムをワークの両面に付着しておくのが好ましい。
【0008】
かかる構成によれば、ワークの金型型面に対する摩擦が小さくなり、製品の破損や皺の発生を防止できるとともに、ワークが金型型面に密着しにくくなり、マトリクス樹脂の欠損や脱型不良、ゴミ付着の発生防止にも役立つ。
【発明の効果】
【0009】
本発明によれば、ワークの予備加熱によって、ワークの粘度(マトリクス樹脂の粘度)が低下し、内部の繊維が散らけ、繊維同士が滑り易くなるため、ワークの伸びが可能になる。そして、ワークの粘度が型成形可能な値まで低下した段階で金型によるプレスが開始されるので、連続繊維を含んだワークであっても、繊維の破断による製品の破損を生じることなく、型成形を行うことができる。
【0010】
さらに、連続繊維強化プラスチック製のシートの間には、そのマトリクス樹脂よりも熱硬化が速い樹脂層を介装してあるので、脱型後のスプリングバック作用を抑制して製品の変形を防止することができる。
【発明を実施するための最良の形態】
【0011】
以下、本発明の実施形態を添付図面に基づいて詳細に説明する。
図10は繊維強化プラスチック製自動車パネルの製造工程の概略を示している。
前工程では、連続繊維を含んだ繊維強化プラスチック製の原反(プリプレグ)を裁断し、繊維方向が交差するように複数枚の原反を重ね合わせ、これを加圧して一体化しておく。なお、原反の積層方法の詳細例は、特願2005−1266号に記載されている。
【0012】
次いで、積層した原反に温風を吹き付けて予備加熱する。なお、温風を吹き付ける代わりに、ワークを熱板で挟んだり、赤外線を照射したりしてもよい。予備加熱と同時に熱硬化性樹脂の場合は、金型1も同程度の温度に予備加熱し、熱可塑性樹脂の場合は、予備加熱温度以下に温度調整する。そして、予備加熱した原反を金型1でプレスしてプリフォームを成形する。成形されたプリフォームはトリム加工が施され、その後、メイン工程に送られる。
【0013】
メイン工程では、熱硬化性樹脂の場合は、プリフォーム温度の以上の温度に温度制御された金型でプレス成形される一方、熱可塑性樹脂の場合は、金型を再予備加熱し、その温度以下に温度制御された金型でプレス成形される。
後工程はパネルの種類により異なるが、トリムや塗装が施された後に最終製品に仕上がる。
【0014】
次に、前工程におけるプリフォームの成形方法について詳細に説明する。
予め、図5に示すように2枚の原反6,7を中間層である樹脂シート8(液状樹脂でも可)を介して貼り合わせておく。樹脂シート8(または液状樹脂)は、後述のように原反6,7のマトリクス樹脂に較べて固化(熱硬化性樹脂の場合は熱硬化、熱可塑性樹脂の場合は冷却化)が速いという特性がある。貼り合わせた原反6,7の両面には、耐熱性と伸縮性を有するフィルム9を付着し、温風を所定の時間吹き付けて予備加熱する。なお、温風を吹き付ける代わりに、ワークを熱板で挟んだり、赤外線を照射したりしてもよい。ワークの予備加熱は、後述のようにワークWの粘度が型成形可能な値まで低下するまで行なう。
【0015】
そして、熱硬化性樹脂の場合は、金型1をワークWの予備加熱温度と同程度の温度に予備加熱してから、熱可塑性樹脂の場合は、金型1をワークWの予備加熱温度以下の温度に温度制御してから、ワークWを金型1にセットする(図1参照)。次いで、ワークホルダ10でワークWの周縁部を挟持する(図2参照)。
ワークホルダ10は圧縮ガスなどによるスプリング作用を有するもので、ワークWの周縁部を半拘束状態(摺動自在な状態)で保持する。なお、ワークWの予備加熱は金型1にセットした状態で行ってもよい。あるいは、金型全体を予備加熱すべき温度の雰囲気中に置いてもよい。
【0016】
そして、予備加熱により型成形可能な粘度に達したワークWを金型1でプレスする(図3参照)。つまり、ワークWはパンチ11でダイス12に押し付けられることになる。ワークWは、その周縁部がワークホルダ10によって半拘束状態で保持されているので、ワークホルダ9から金型1側へ引き込まれながらプレスされていく。ワークWは、金型1で所定時間プレスされた後に脱型される。図4はこのようにして成形されたプリフォームPの一例を示している。
【0017】
図6は、原反6,7のマトリクス樹脂(熱硬化性樹脂)と、原反6,7の間に介装する樹脂シート8(または液状樹脂)の熱硬化特性の一例を示している。同図において、原反6,7のマトリクス樹脂は実線で、樹脂シート8(または液状樹脂)は点線で示してある。なお、同図において、温度T0℃の材料をT1℃の雰囲気中に置いた時点を加熱時間の基点としている。その際、ワークWの温度は概ね一点鎖線で示すように変化する。ここで、ワークWと金型1の予備加熱温度はT1℃として表示されている。
【0018】
すなわち、樹脂シート8(または液状樹脂)は原反6,7のマトリクス樹脂に較べて熱硬化が速く進行するため、樹脂シート8(または液状樹脂)の粘度が最低になる時刻tbは原反6,7のマトリクス樹脂の粘度が最低になる時刻tMbよりも早くなる。金型1によるワークWのプレスは、生産性を考慮すると、破損の虞のない型成形可能な粘度まで達した時刻ta以降で時刻tMb以前に行なわれることになる。
【0019】
すなわち、ワークWを予備加熱すると、ワークWの粘度が低下し、内部の繊維が徐々に散らけ、繊維同士が滑り易くなり、ワークWの伸長が可能になる。ワークWの伸長性は、ワークWの粘度低下にともなって徐々に高くなり、型成形可能な値まで低下する。なお、型成形が可能となるワークWの粘度ηcは、原反6,7の繊維の密度や成形形状等によって異なるが、概ね5×104Poise以下である。一方、時刻tMbの経過後は熱硬化が始まり、ワークWの粘度は増加していく。つまり、生産性を考慮すると、ワークWのプレスは時刻tMbよりも前に開始するのがよい。
【0020】
ワークWはワークホルダ10から金型1側へ引き込まれながらプレスされていくので、つまり、ワークWの周縁部はワークホルダ10によって半拘束状態で保持されているので、ワークWの粘度低下にともなう繊維の分散が妨げられることはない。要するに、ワークWは繊維の分散により十分な伸びが可能になった状態でプレスされるので、繊維の破断による製品の破損を生じることなく、型成形を行うことができる。
【0021】
なお、ワークWの金型1からの脱型は、樹脂シート8(または液状樹脂)が形状崩れしない粘度ηrに達する時刻tcで行える。一方、樹脂シート8(または液状樹脂)を用いない場合、時刻tMcまでは脱型が行われないことになる。
【0022】
図7は熱可塑性樹脂の粘度変化特性の一例を示している。同図において、樹脂シート8(または液状樹脂)の特性は省いてあるが、それ以外は、縦軸と横軸の値を含めて図6と同一である。なお、同図においても、温度T0℃の材料をT1℃の雰囲気中に置いた時点を加熱時間の基点としているが、ワークWの粘度が最小となった時刻tMbで金型1によるプレスを開始するので、ワークWの温度は概ね一点鎖線で示すように変化することになる。
【0023】
つまり、ワークWは予備加熱により粘度が徐々に低下し、時刻tMbで粘度が最小になり、その後は、温度T2の金型1で冷却固化が進行する。このため、ワークWの粘度が型成形可能な値ηc(概ね5×104Poise)まで低下した時刻tMa以降であれば、どの時点で金型1にセットしてもよいが、ワークWの温度が低下し、粘度がηc以上になる前にワークWのプレスを開始する必要がある。ワークWはプレス状態で冷却固化された後に脱型される。
【0024】
また、耐熱性と伸縮性を有するフィルム9をワークWの両面に付着して型成形を行っているので、ワークWの金型型面に対する摩擦が小さくなり、製品の破損や皺の発生を防止できるとともに、ワークWが金型型面に密着しにくくなり、樹脂欠損などの脱型不良やごみ付着の発生防止にも役立つ。フィルム9はメイン成形を行なう直前で取り除くと良い。図8は、図4のプリフォームPのフランジ部fに発生した皺の高さを示している。
【0025】
ところで、前工程で成形されたプリフォームPは脱型後のスプリングバック作用で変形し、メイン工程の金型3,4での熱プレスに支障を来たす虞がある。そこで、図5に示すように原反6,7の間に樹脂シート8(または液状樹脂)を介装した状態で型成形を行うことで、スプリングバック作用を抑制してプリフォームPの変形を防止している。
【0026】
すなわち、樹脂シート8は、図6に示すように原反6,7のマトリクス樹脂に較べて熱硬化が速く進行し、ワークWを脱型した時には、樹脂シート8(または液状樹脂)を構成していた樹脂の層は硬化がかなり進行している。このため、硬化した樹脂層が原反6,7のマトリクス樹脂層の収縮を抑制し、脱型後のプリフォームPに生じるスプリングバック作用が抑制されることになる。尚、この樹脂シート8(または液状樹脂)は低い加熱温度でも速く熱硬化する材料であるが、このような材料は特に高温下での強度が比較的低く、原反6,7のマトリクス樹脂として使えない場合が多い。
【0027】
図9はプリフォームPが脱型後に形状変化する状態を示している。
【0028】
同図において、Aは樹脂シート8を介装したワークWを予備加熱(80℃の温風を5分間吹き付ける)した場合を示し、プリフォームPに形状変化が生じず、形状保持比は1を保っている。Bは、樹脂シート8が介装されていないワークWを予備加熱(80℃の温風を5分間吹き付ける)した場合を示し、形状保持比は徐々に低下している。Cは、樹脂シート8が介装されていないワークWを予備加熱せずに成形した場合を示し、形状保持比の低下はBよりも急になる。なお、形状保持比とは、図4のプリフォームPにおける凸部の高さhをその初期値で除した値をいう。
【0029】
〔実施例〕
本発明の効果を確認するため、以下の実験を行った。
【0030】
1.ワークの作製
原反6,7の繊維は炭素繊維とし、マトリクス樹脂はエポキシ(熱硬化性樹脂の場合)またはポリプロピレン(熱可塑性樹脂の場合)とした。炭素繊維の重量比率は40〜60%とした。また、低い加熱温度でも速く硬化する液状エポキシ及びワーク両表面へ付着させるためのフィルムには、4種類(低密度ポリエチレンフィルム、高密度ポリエチレンフィルム、ポリプロピレンフィルム、ナイロンフィルム)のものを用意した。
【0031】
原反6,7は300×300mmサイズに裁断後、重ね合わせて加圧し、積層されたワークWを得た。積層パターンは、原反の繊維形態が一方向の場合は、繊維方向を0°,90°,+45°,−45°の4パターンとし、層の中心を境にシンメトリーとなるよう計8層とした。また、クロスの場合は、0°/90°,+45°/−45°の2パターンとし 層の中心を境にシンメトリーとなるよう計4層とした。各ワークの中間の層(一方向の場合は4〜5層日の間、クロスの場合は2〜3層目の間)には、塗工機にてエポキシを塗布率0.1〜0.5g/100cm2で塗布した。
【0032】
2. 樹脂特性(加熱一冷却による粘度変化)の測定方法
粘度・粘弾性測定機および誘電分析測定機(NETZSCH社製)の両方を用いた。粘度・粘弾性測定では、原反6,7に使用されているマトリックス樹脂のみ採取し20℃に温度調整後、これを80℃に制御されたステージヘ投入し粘度測定を行った。また、中間層用の液状エポキシついても同様の測定を行った。誘電分析測定では、重ね合わせた原反の間へフィルム状センサーを挿入し20℃に温度調整後、80℃に制御された小型プレス機で加圧して測定を行った。また、中間層用の液状エポキシは、フィルム状センサーを液状エポキシ内へ挿入し、同様な測定を行った。一方、マトリックス樹脂が熱可塑性の場合は粘度・粘弾性測定機による測定のみとし、原反に使用されているマトリックス樹脂のみ採取後に薄い(0.2〜0.4mm)フィルム状とし20℃に温度調整した。これを168℃に制御されたステージへ投入し粘度測定を行った。
【0033】
3.プリフォームの成形
予備加熱前のワークWの温度T0は20±1.0℃に保持した。予備加熱の方法は、温風吹き付け、熱板による挟持、赤外線照射の3つが全て可能であるが、上述の樹脂特性測定と同等の昇温速度を再現するのに最も容易であった熱板で挟む方法でを行った。予備加熱を所定時間行った後直ちにプレスへ移行した。最大型締力が60tonのプレス機を使用し、金型1は、熱硬化性樹脂の場合で80℃に、熱可塑性樹脂の場合で40℃に温度制御した。図4に示すプリフォームPの高さhを変化させて異なる展開率1.01〜1.15で成形を実施した。なお、展開率とは、図4に示すプリフォームPの表面上の点abcdeを結ぶ線の長さを、平面視において点aeを結ぶ線の長さで除した値をいう。
【0034】
4.評価方法
プリフォームの破れ発生は、脱型後のプリフォームを目視で観察し、破れの有無を調べた。図11〜図13において、○は破れ無し、△は高い絞り比形状でのみ破れ発生、×は明らかな破れ発生を示している(*1)。
【0035】
プリフォームの形状保持状況は、脱型直後のプリフォームの高さh(図4参照)の変化をレーザー変位計で測定し続け、スプリングバックの程度を上述の形状保持比で評価した。図11〜図13において、○は0.95以上、△は0.9〜0.95、×は0.9未満を示している(*2)。
【0036】
型付着による樹脂欠損状況は、プリフォームを成形する前後のワーク重量を各々W0,W1とし、重量減少率%(=100×(W0−W1)/W0)で評価した。図11〜図13において、○は1.0%未満、△は1.0〜1.5%未満、×は1.5%以上を示している(*3)。
【0037】
5.評価結果
(1)予備加熱でマトリック樹脂の粘度を低下させることにより、プリフォームの繊維破損を抑える効果がある。
【0038】
(2) 中間層に硬化速度の速い樹脂を設けることにより、脱型後のプリフォーム形状を保持できるので、生産性向上の効果がある。
【0039】
(3) ワーク両表面に付着したフィルムは、金型の型面に対する摩擦係数の低減により、繊維破損の抑制および型付着による樹脂欠損防止に効果があり、耐熱性の高いHDPEやPPが有効である。
【図面の簡単な説明】
【0040】
【図1】本発明の方法でプリフォームを成形する場合の第1工程を示す図
【図2】同第2工程を示す図
【図3】同第3工程を示す図
【図4】同方法で成形したプリフォームの斜視図
【図5】金型にセットするワークの断面図
【図6】熱硬化性樹脂の加熱による粘度変化を示す図
【図7】熱可塑性樹脂の加熱による粘度変化を示す図
【図8】本発明の方法で成形したプリフォームにおける皺の発生状態を示す図
【図9】プリフォームの脱型後の形状変化を示す図
【図10】自動車の車体パネルの製造工程を示す図
【図11】熱硬化性樹脂によるプリフォームの成形結果の一部を示す図
【図12】図11の残りの部分を示す図
【図13】熱可塑性樹脂によるプリフォームの成形結果を示す図
【符号の説明】
【0041】
1 金型
2 金型
6 原反
7 原反
8 樹脂シート
9 フィルム
10 ワークホルダ
11 ダイス
12 パンチ
W ワーク
P プリフォーム
【特許請求の範囲】
【請求項1】
連続繊維を含んだ繊維強化プラスチック製のプリフォームを型成形する方法であって、
ワークとして連続繊維強化プラスチック製のシートを複数枚用い、これらシートの間に、そのマトリクス樹脂よりも熱硬化が速い樹脂層を介装する工程と、
ワークと金型を予備加熱するとともに、ワークホルダによってワークの周縁部を挟持する工程と、
ワークの粘度が型成形可能な値まで低下した段階で金型によるワークのプレスを開始する工程と、
ワークをワークホルダから金型側へ引き込みながらプレスする工程と、
からなることを特徴とする繊維強化プラスチック製プリフォームの成形方法。
【請求項2】
ワークの予備加熱に先立って、耐熱性と伸縮性を有するフィルムをワークの両面に付着しておくことを特徴とする請求項1に記載の繊維強化プラスチック製プリフォームの成形方法。
【請求項1】
連続繊維を含んだ繊維強化プラスチック製のプリフォームを型成形する方法であって、
ワークとして連続繊維強化プラスチック製のシートを複数枚用い、これらシートの間に、そのマトリクス樹脂よりも熱硬化が速い樹脂層を介装する工程と、
ワークと金型を予備加熱するとともに、ワークホルダによってワークの周縁部を挟持する工程と、
ワークの粘度が型成形可能な値まで低下した段階で金型によるワークのプレスを開始する工程と、
ワークをワークホルダから金型側へ引き込みながらプレスする工程と、
からなることを特徴とする繊維強化プラスチック製プリフォームの成形方法。
【請求項2】
ワークの予備加熱に先立って、耐熱性と伸縮性を有するフィルムをワークの両面に付着しておくことを特徴とする請求項1に記載の繊維強化プラスチック製プリフォームの成形方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2008−68534(P2008−68534A)
【公開日】平成20年3月27日(2008.3.27)
【国際特許分類】
【出願番号】特願2006−249593(P2006−249593)
【出願日】平成18年9月14日(2006.9.14)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
【公開日】平成20年3月27日(2008.3.27)
【国際特許分類】
【出願日】平成18年9月14日(2006.9.14)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
[ Back to top ]