
繊維強化ポリマー複合物製造用の強化繊維束
短切断の合成またはセルロースに基く天然の強化繊維が通常の容量測定または重量測定による秤量装置を用いる単軸または二軸スクリュー押出し機或いはダブルアームドバッチ式混合機で行われるような混練り工程に均一に供給される形でポリマー複合物のために提供される。本強化繊維は、混練り工程に供給したときにマトリックス樹脂中に分散し、均一に分布するようになる。また本強化繊維は、繊維を被覆し且つ各切断繊維束内に一時的繊維間結合を形成する仕上げ組成物を有する切断繊維束の形で提供される。この仕上げ組成物は、切断繊維束が容量低下または重量低下によるスクリュー供給機装置により混練り工程に均一に供給できるように繊維間付着性を提供する。混練り工程での混合時には、一時的結合が壊れ、切断繊維束が別々の個々の繊維に崩壊し、マトリックスポリマー中に分散する。短切断強化繊維の製造法も提供される。
【発明の詳細な説明】
【関連明細書への引照】
【0001】
本明細書は、2007年10月4日付けの暫定明細書第60/977507号の優先権の恩典を主張する。ここに本明細書は、暫定明細書第60/977507号を全体的に参照引用する。
【技術分野】
【0002】
本発明は、繊維強化ポリマー複合物を製造するために使用される混練り工程へ容量測定または重量測定により秤入れるのに適した短切断(short−cut)有機強化繊維の束(bundle)に関する。
【背景技術】
【0003】
無機繊維、例えばガラス繊維は、通常熱可塑性及び熱硬化性ポリマー複合物の双方における強化繊維として使用される。このガラス強化繊維は複合物のモジュラス、強度及び熱歪温度を改善する。しかしながら、これらの脆い繊維は特に低温における破断伸長や衝撃強度を低下させる。熱可塑性ポリマーに対する典型的な樹脂混練り操作では、ガラス繊維(1.5−3mmに切断したまたは連続のフィラメントロービング)を熱可塑性ポリマーと混練り押出し機中で混合させる。フィラメントロービングの場合には、押出し機は脆いガラスロービングを短い長さに破断することにも作用する。
【0004】
合成有機ポリマーの繊維及び/または天然のセルロースに基づく繊維は、ポリマー複合物における強化材としても使用でき、複合物の冷時耐衝撃性を改善するのに役立つ。例えば特許文献1は、PET強化繊維とタルク充填剤が分散した熱可塑性ポリオレフィンマトリックスを含む押出しできる且つ成型できるポリマー化合物を記述する。このPETの包含は成型化合物の冷時衝撃強度を改善することが示されている。衝撃強度の改善は、強化繊維及びポリオレフィンマトリックスポリマー間の付着を必要としない。
【0005】
短切断高強度ポリマー繊維は、高強度の工業的ヤーンを切断し、これをベイル(bale)中に詰込むことによって作ることができる。しかしながらこの工程で用いる装置は、切断繊維を混練り押出し機中へ秤入れようとするときに繊維を塊状にさせてしまい、不均一な繊維含量と貧弱な繊維分布を混練りされた樹脂中にもたらす傾向がある。この貧弱な分布は成型した複合物の貧弱な物理性と表面的外観をもたらす。
【0006】
例えば特許文献2は、短繊維ポリエチレンテレフタレート(PET)強化繊維の分散した押出しでき且つ成型できるポリプロピレン及びポリエチレン組成物を記述する。この特許は、他の合成ポリマー繊維がガラス繊維と違ってポリマー中に良好に分散せず且つ繊維凝集物として塊状になる傾向を示し、繊維は成型製品へ不均質に分散することを特記している。
【0007】
ラスティガー(Lustiger)の特許文献3は、切断ポリエステル繊維を混練り押出し機に秤入れることの難しさを例示する。この特許に明記されているように、重量測定または容量測定による供給機装置は、ポリマー、充填剤及び添加剤を混練り押出し機へ秤入れ、移送するために典型的に使用される。これらの供給機装置は、ペレットまたは粉末を移送するのには有効であるが、切断ポリマー繊維を移送するのに特に良好には適していない。その理由は、切断繊維が塊状を形成するまたは橋架けをして、混練り工程への供給速度を一貫させな傾向があるからである。この問題を克服するために、この明細書はストランドが押出し機スクリューの作用で破断する混練り押出し機中にポリエステルの連続ストランドを直接秤入れることを提案している。この手法はガラスのような脆い繊維の場合
には成功裏に使用できるが、高強靭な(即ち高繊維強度及び高伸張性の)ポリエステル強化繊維は押出し機スクリューが高処理量の混練り工程中において繊維ストランドを完全に且つ均一に破断しえないから難点を呈する。
【0008】
松本の特許文献4は、強化繊維の秤入れに対して他の手法を提供する。すなわち混練り押出し機の供給口にトウ(tow)切断具を配置する手法である。この切断具は必要量の繊維を押出し機へ供給するように制御される。しかしながら、そのような繊維を収納する供給ホッパーや放出装置に対する改変が必要である。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】PCT公開特許明細書WO第02/053629号
【特許文献2】米国特許第3639424号
【特許文献3】公開米国特許明細書第2006/0261509号
【特許文献4】米国特許第6202947号
【発明の概要】
【0010】
本発明によれば、通常の容量測定または重量測定による秤入装置を用いてポリマー複合物に対する短切断の有機またはセルロースに基づく天然の強化繊維が、混練り工程に均一に供給される形体で提供される。単軸または二軸スクリュー押出し機或いはダブルアームド(double armed)バッチ式混合機の使用を含んでいてよい混練り工程において、そのような強化繊維は混練り工程中にマトリックス樹脂に分散し、均一に分布するようになる。本明細書で使用するごとき合成繊維とは、有機ポリマーから製造されるまたはそれに由来する合成繊維を意味し、特に炭素繊維も含むであろう。更に本明細書で使用するごときセルロースに基づく天然強化繊維は、ヤーンを形成する天然の靭皮、葉、または種子毛の繊維を包含するであろう。
【0011】
強化繊維は、繊維を被覆し且つ各切断繊維束内の繊維間に一時的な繊維間結合を形成させる仕上げ組成物を有する切断繊維束の形で提供される。この仕上げ剤は繊維間の付着を与え且つ束のかさ密度を高め、かくして切断繊維束の集合体(mass)は容量測定(容量低下)または重量測定(重量低下)によるスクリュー供給機装置によって均一に供給でき、このスクリュー供給機装置から混練り工程へ流れる。混練り工程でのマトリックスポリマーとの混合時には、一時的結合は破壊され、切断繊維束が別々に個々の繊維に崩壊して、マトリックスポリマー中に分散する。
【0012】
本発明のある有利な具体例においては、繊維強化ポリマー複合物を製造するための組成物が提供される。そのような組成物は、実質的にすべてが約3−15mmの長さを有する切断繊維束の集合体を含んでなり、この束の集合体は少なくとも16ポンド/立方フィートの平均かさ密度を有する。実質的にすべての切断繊維束は、実質的に互いに平行に配列した且つその端部が互いに同一の広がりを持つ同一長さの合成またはセルロースに基づく天然の繊維複数を含んでなる。実質的にすべての束は、繊維を被覆し且つ各切断繊維束内に一時的な繊維間結合を形成させて繊維間付着性を与える仕上げ組成物も含んでなる。そのような仕上げ組成物による一時的繊維間結合は、容量測定(容量低下)または重量測定(重量低下)によるスクリュー供給機装置によって、切断繊維束の集合体をマトリックスポリマーも含む混練りスクリュー押出し機へ均一に供給せしめうる。混練りスクリュー押出し機におけるマトリックスポリマーとの混合時には、一時的結合は破壊され、切断繊維束が別々の個々の繊維に崩壊して、マトリックスポリマー中に分散する。切断繊維束の集合体は、流動性があり、また容量測定(容量低下)または重量測定(重量低下)によるスクリュー供給機装置を介して、スクリュー供給機装置が好ましくはスクリューRPMにおいて約±10%以下にすぎない変化だけ、または供給速度において±10%以下にすぎな
い重量変動だけが必要であるような均一の速度で供給できる。
【0013】
本発明の更なる観点においては、ポリマーマトリックスと混練りして、順次繊維で強化されたポリマー複合物を形成させる繊維含有複合物の製造法が提供される。この方法は、複数の、合成マルチフィラメントストランド或いはセルロースに基づく天然繊維のヤーンまたはロービングのストランドをストランド内に一時的なフィラメント間結合を形成させる仕上げ組成物で被覆し;この結合させたフィラメントのストランドを、約3−15mmの長さを有する切断繊維束に切断し、但し各切断繊維束は複数の一時的に結合された繊維を含み;そして個々の切断繊維束の流動性集合体を形成させて、少なくとも16ポンド/立方フィートの平均かさ密度を有する束集合体を与える、工程を含む。別の操作では、切断繊維束の流動しうる集合体を、集合体の移送に関して混練り工程とつながっている容量測定(容量低下)または重量測定(重量低下)によるスクリュー供給機装置の供給ホッパーに入れることができる。混練り工程は単軸または二軸スクリュー押出し機或いはダブルアームドバッチ式混合機、例えばシグマブレード混合機を用いて行うことができる。混練り工程にはマトリックスポリマーも供給される。切断繊維束の流動しうる集合体はスクリュー供給機装置を介して混練り工程に供給でき、この際仕上げ組成物は一時的に結合した切断繊維束がスクリュー供給機装置によって混練り工程に均一に供給されるように繊維間付着性を提供する。混練り工程における混合時に、一時的結合は壊れ、切断繊維束は別々の個々の繊維に崩壊し、マトリックスポリマー中に分散する。好ましくは、切断繊維束の流動性集合体を供給する工程は、スクリュー供給機装置がスクリューRPMにおいて僅か約±10%以下だけの変化または供給速度において±10%以下だけの重量変動を必要とするような均一さで切断繊維束を供給することを含む。
【0014】
好ましくは、マルチフィラメントストランドはそれぞれフィラメント当り5−22dtexの線状集合体を有する100−400本の連続フィラメントを含む。被覆は、マルチフィラメントストランドを液体仕上げ組成物含有被覆装置に通過させ、この被覆装置において液体仕上げ組成物を連続マルチフィラメントストランドに適用し且つ各ストランドに仕上げ組成物を含浸させ、そして仕上げ組成物を乾燥して、一時的フィラメント間結合をストランド内に形成せしめることによって行うことができる。この乾燥工程は、適当には被覆されたマルチフィラメントストランドを熱に露呈して仕上げ組成物を乾燥することを含む。ある有利な具体例において、乾燥工程は被覆されたマルチフィラメントストランドを一連の加熱されたドラム上に通過させることを含んでなり、そして切断工程は被覆されたマルチフィラメントストランドを一連の加熱ドラムから切断具装置へ直接送り、そしてストランドを切断繊維束に切断することを含む。他の具体例において、加熱された乾燥ドラムの代わりにオーブンを使用してもよい。
【0015】
仕上げ組成物は、好ましくは被覆されるマルチフィラメントストランドの全重量に基づいて約0.5−10重量%の量で適用され、そして好ましくは加熱によって乾燥できる水性に基づく熱可塑性乳化液を含んでなる。
【0016】
ある特別な具体例において、本方法はクリール(creel)装置から複数のポリエチレンテレフタレートポリマーのマルチフィラメントストランドを引き出す工程を含んでなる。この際各ストランドはフィラメント当り5−22dtexの線状集合体を有する約100−400本の連続フィラメントを含んでなる。複数のマルチフィラメントストランドはクリール装置から被覆装置へ且つ被覆装置中を前進し、この結果熱可塑性ポリマーの水性乳化液の形で仕上げ組成物がマルチフィラメントストランドに適用される。これに次いで、被覆されたマルチフィラメントストランドを乾燥装置へ進め、ストランドを加熱して仕上げ組成物を乾燥させ且つ各ストランド内に一時的なフィラメント間結合を形成させる。次いでマルチフィラメントストランドを乾燥装置から切断装置へ進め、そこで各ストランドを長さ約3−15mmの切断繊維束に切断する。このとき各切断繊維束は複数の一時
的に結合した繊維を含む。このように成型した切断繊維束は、少なくとも16ポンド/立方フィートの平均かさ密度を有して、切断繊維束の流動性集合体として集められ、バラ積み出荷のために包装される。この繊維は後に混練り工程を行うために、単軸または二軸スクリュー押出し機或いはダブルアームドバッチ式混合機に連結されていてよい容量測定(容量低下)または重量測定(重量低下)によるスクリュー供給機装置の供給ホッパーに入れられる。混練り工程には熱可塑性マトリックスポリマー、例えばビニルエステルも供給される。切断繊維束の流動しうる集合体はスクリュー供給機装置を介して混練りスクリュー押出し機に供給される。この際仕上げ組成物は一時的に結合した切断繊維束がスクリュー供給機装置によって混練り工程に均一に供給されるように繊維間付着性を提供する。混練りの単軸または二軸スクリュー押出し機或いはダブルアームドバッチ式混合機での混合時に、一時的結合は壊れ、切断繊維束は別々の個々の繊維に崩壊し、マトリックスポリマー中に分散する。
【図面の簡単な説明】
【0017】
以上本発明を一般的な意味で記述してきたけれど、今や必ずしも一定の縮尺では描かれていない添付する図面を参照しよう。
【図1】本発明による切断繊維束の集合体を例示する遠近図であり、この束は通常の重力測定(重量低下)または容量測定(容量低下)によるスクリュー供給機装置を用いる混練り工程に均一に供給するのに適している;
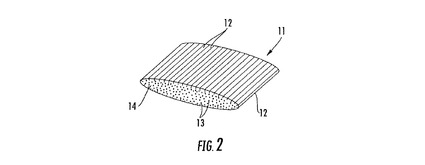
【図2】切断繊維束の一つの拡大遠近図であり;
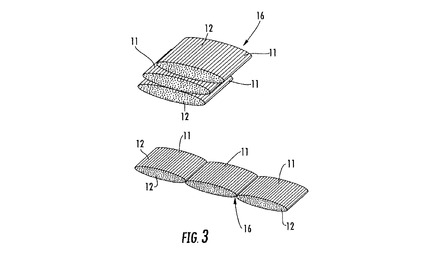
【図3】本発明の他の具体例による切断繊維束の拡大遠近図であり;
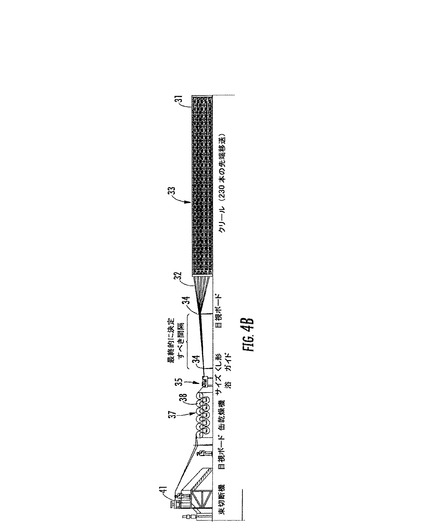
【図4A−4B】切断繊維束を製造するための装置を例示するそれぞれ平面及び立面図であり;
【図5】繊維強化ポリマー複合物を製造するための典型的な混練りスクリュー押出し機の概念図であり;
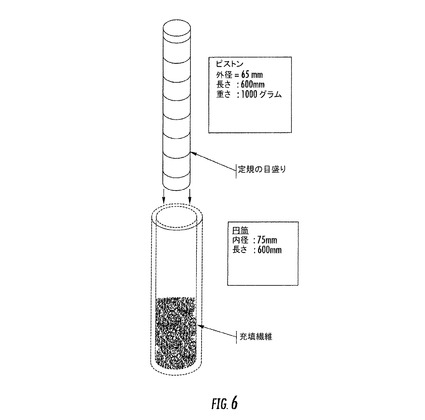
【図6】繊維流動性試験機の例であり;そして
【図7】実施例2で行った試験に対する繊維供給速度の変動と最大供給機速度のパーセントを示すグラフである。
【発明の詳細な記述】
【0018】
今や添付する図面を参照して、以下に本発明を更に十分に記述する。しかしここでは本発明のすべてではないいくつかの具体例が提示されよう。本発明は確かに多くの異なった形態で具現化できるので、本明細書に示す具体例に制限されるものとしてみなすべきではない。むしろこれらの具体例は、本開示が適用しうる法的要件を満足するように提供されるものである。図面のいくつかの図を通して同様の番号は同様の要素に関するものである。
【0019】
本発明は、マトリックスポリマー及びマトリックスポリマー内に均一に分散した強化繊維を含んでなる繊維強化ポリマー複合物の分野に関する。マトリックスポリマーは、熱可塑性ポリマー(例えばポリオレフィン、ポリエステル、ポリアミド、アクリル、ポリカーボネートまたはポリエーテルケトン、好適にはポリプロピレン)であってよい。またマトリックスポリマーは熱硬化性ポリマー(例えばポリエステル、ビニルエステル、またはエポキシ)であってもよい。強化繊維は有機ポリマーから製造されるまたはそれに由来する合成繊維或いはセルロースに基づく繊維であってよい。これは最初連続フィラメントのマルチフィラメントストランド、ロービング、またはヤーンの形で製造され、以下により詳細に記述するように短切断繊維束に転化される。有機ポリマーから製造される合成繊維の例は、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリトリメチレンテレフタレート(PTT)、ポリエチレンナフタレート(PEN)、ポリエチレンビベンゾエート(PEBB)、ポリ乳酸(PLA)などを含むポリエステル、液体結晶ポリマー、レーヨン、酢酸セルロース、三酢酸セルロース、ポリアミド、例え
ば他のナイロンも含むナイロン6及びナイロン6,6、ポリケトン、ポリエーテルケトン、アクリル、アラミド、或いはこれらのブレンドを含む。有機ポリマーに由来する合成繊維の例は、炭素繊維及び部分的に酸化されたポリアクリロニトリル繊維も含む。天然のセルロースに基づく繊維は、靭皮繊維(亜麻、麻、ジュート、カラムシ繊維)、葉(サイザル繊維、マニラ麻)、及び種子毛(綿、パンヤ)を含む。好ましくは、強化繊維の融点はマトリックスポリマーの加工温度以上少なくとも30℃であるべきである。好適な具体例において、マトリックスポリマーはポリプロピレンであり、また強化繊維はポリエステル、好ましくはポリエチレンテレフタレート(PET)及び更に好ましくは少なくとも55cN/texの靭性を有する高靭性PETである。
【0020】
強化繊維は通常の重力測定(重量低下)または容量測定(容量低下)による秤量装置を用いる混練り工程に均一に供給されるが、混練り工程中にマトリックス樹脂に分散し且つ均一に分布するようになる形で提供される。容量測定及び重力測定による秤量装置、及び特に容量測定及び重力測定によるスクリュー供給機装置は、アクリソンインターナショナル(Acrison International)、アキュウレイト(AccuRate)/シェンク(Schenck)、ブラベンダー(Brabender)、K−トロン(Tron)、ハプマン(Hapman)及びストック(Stock)を含む多くの製造業者から販売されている。
【0021】
強化繊維は繊維を被覆し且つ各切断繊維束内に一時的繊維間結合を形成させる仕上げ組成物を有する切断繊維束の形で提供される。ここに「一時的結合」とは、間に合わせの一時的な繊維間結合を意味する。これは、切断繊維束の緩んだ集合体またはパイル(pile)を容量低下または重量低下によるスクリュー供給機装置で混練り工程に均一に供給できるように、切断繊維束に繊維間付着性を提供する。しかしながら、混練り工程でマトリックスポリマーと混合するときに、一時的な結合は壊れ、例えば一時的結合の大部分、好ましくは実質的にすべてが壊れ、切断繊維束が別々の個々の繊維に崩壊して、マトリックスポリマー中に分散する。切断繊維束の崩壊に由来する個々の繊維は、勿論束自体の長さより長くない長さであるであろう。好ましくは、そのような個々の繊維の実質的にすべては、束が崩壊するので、由来する束の長さと同一の長さであるであろう。
【0022】
切断繊維束は、実質的に互いに平行に配列し且つ端部が互いに同一の広がりを持つ同一長さの複数の合成有機繊維を含んでなる。仕上げ組成物は繊維を被覆し、各切断繊維束内に一時的な繊維間結合を形成させる。各切断繊維束は約3−15mm、好ましくは約6−12mmの長さを持つ。好ましくは、各繊維束は100−400本の個々の繊維を含む。この切断繊維束は、重力により且つ圧縮なしに配置されたとき、本明細書に記述される繊維流動性試験法で測定して、少なくとも16ポンド/立方フィート、より望ましくは少なくとも20ポンド/立方フィートの平均かさ密度を有する流動性集合体を形成する。これに対して、サイズ処理してない切断繊維は、かなり低いかさ密度、典型的には約10−14ポンド/立方フィートのそれを有する。
【0023】
図1において、参照番号10は一般に本発明による切断繊維束11の集合体またはパイルを示す。図2においては、切断繊維束11の一つを拡大して概略的に示してある。各切断繊維束は、互いに実質的に平行に配列し且つその端部13が互いと実質的に同じ広がりを持つ同一長さの複数の合成有機繊維12を含む。仕上げ組成物14は繊維を被覆し、切断繊維束11内に一時的な繊維間結合を形成させる。仕上げ組成物14は、切断繊維束の外側の表面に沿って存在し、また束の内部へ浸透もし、多くの個々の繊維間に橋架けをして一時的な繊維間結合を形成させる。好ましくは、仕上げ組成物は繊維の多くを取り囲み、濡れさせる。仕上げ組成物は被覆される繊維の全重量に基づいて約0.5−10重量%、より好ましくは2−6重量%で存在する。示す具体例において、切断繊維束の繊維は一般に楕円形のまたは平らなリボン様の断面形をして互いに付着している。
【0024】
本発明の仕上げ組成物及び方法は、プラスチック混練り工程への均一な重量低下または容量低下による秤入れを提供する切断繊維束を製造する。繊維は供給するために束の一体性を有するが、混合段階で良く分散する。仕上げ組成物は、良好な熱安定性及び繊維製造に必要な繊維滑り性の性質を有するべきであり、気体を発しないばかりか樹脂の混練りを妨害すべきでなく、また最終成型樹脂化合物に有害であってはならない。改良された耐衝撃性を望むならば、仕上げ組成物は繊維及びマトリックス樹脂間の付着を促進すべきでない。
【0025】
仕上げ組成物は、好ましくは溶液または乳化液の形であってよい熱可塑性ポリマーを含む。適当な熱可塑性ポリマー組成物は、これに限定されるわけではないが、ポリビニルアルコール、ポリアクリル酸及びアクリルエステル、ポリエステル、ポリアミド、熱可塑性ポリウレタン、澱粉、ワックス、ポリ酢酸ビニル、シリコーン組成物、フルオロ化学品、またはこれらの二つまたはそれ以上の組合わせ物を含む熱可塑性ポリマーの乳化液及び溶液を含むことができる。特に好適な仕上げ組成物はポリアクリル酸、ポリエステル及び熱可塑性ポリウレタンを含む。仕上げ組成物は帯電防止添加剤、付着促進剤または色材を含むことができる。
【0026】
切断繊維束は、連続マルチフィラメントストランドに仕上げ組成物を適用し、続いてストランドを切断して切断繊維束にすることによって製造される。ここに、本明細書で使用するごとき「連続マルチフィラメントストランド」とは、各ストランドを作るために一緒にまとめた複数の連続フィラメントによって形成されるストランドに関するものである。そのようなストランドは普通「フィラメントヤーン」または「マルチフィラメントヤーン」として言及される。ストランドは捩じれを持たないが、空気で絡み合わせた(air−interlaced)フィラメントを含むことができる。各ストランドまたはヤーンは好ましくは約100−約400本の連続フィラメント含み、各フィラメントはフィラメント当り5−22dtexの線状体を有し、各ストランドは約500−8800dtex、好ましくは約1000−4000dtex、より好ましくは約1300−3000dtexの総線状密度を有する。天然のセルロースに基く繊維の場合には、一般に最初に低繊維を捩じれロービングまたは捩じれヤーンに転換し、次いでこれを有機ポリマーストランドのやり方で処理する。
【0027】
仕上げ組成物は、他の織物加工操作に見られる標準的な装置を用いて適用できる。例えばストランドは、織物製造における縦糸へのサイジング適用に通常使用されるものと同様のスラッシング(slashing)または縦糸引張り法を用いて被覆することができる。紡糸されたマルチフィラメントを含む巻きあげパッケージ、ボビンまたは緒巻き(beams)が、クリール上に配置される。ヤーンをパッケージ、ボビンまたは緒巻きから取り出し、櫛状ガイドを通して縦糸シートを形成させ、次いで仕上げ組成物を適用する被覆装置及び仕上げ組成物を乾燥する乾燥装置、例えば加熱したオーブンに連続的に進行せしめる。この被覆装置は例えばヤーンシートが浸せる浴を含んでなってよい。このように被覆したヤーンはシートの形に保って縦糸の緒巻きに巻きつけることができ、或いはヤーンは独立にパッケージまたはボビンに巻き取ることができる。縦糸の引張り工程は毎分250−500mの工程速度で150−250本の個々の紡糸ヤーンを用いて操作できる。続く工程において、被覆したヤーンをほどき、切断機を通して個々の切断繊維束に切断する。
【0028】
スラッシャーを使用する場合には、ヤーンのパッケージまたはボビンをクリール処理し、部分緒巻き(section beams)に巻き取ることができる。多数の部分緒巻きは、スラッシャーサイジング工程を通過させ、主緒巻きに巻き取ることができる。一つまたはそれ以上の主緒巻きからの繊維を一緒に切断繊維束に切断して、包装してよい。こ
のようにして、各工程は速度及び生産性に対して最適化することができる。ヤーンをこの方法で仕上げ組成物で被覆するとき、二つまたはそれ以上の隣り合って接触するヤーンは乾燥工程中に仕上げ組成物により互いに軽く結合してもよい。この結合したヤーンは、切断具により個々別々の長さのものに連続してまたは引き続いて切断される。得られる切断繊維束11はくっついたままであって、二つ、三つまたはそれ以上の結合した切断繊維束の房(cluster)を形成する。そのような房のいくつかの可能な形態を図3に示し、これを参照番号16で指示す。これらの切断繊維束11の結合した房16は、有利にはかさ密度を高め、切断繊維束の供給性を改善する。この結合した切断繊維束は、混練り工程で壊れて離れ、各切断繊維束の個々の繊維を混練り工程内で樹脂マトリックス中に分散せしめる。
【0029】
他の手法では、仕上げ組成物を、ヤーンの製造につれてライン内スピン引張り(spin−draw)工程でヤーンに適用してもよい。この方法では、各ヤーンを独立に紡糸し、引張り、熱固定し、そして毎分3000−6000mの最終速度でボビンに巻き取る。繊維の押出した後及びヤーンを巻き取りパッケージ、ボビンまたは緒巻きに巻き取る前に、仕上げ組成物を適用し、加熱により乾燥する。
【0030】
仕上げ組成物は切断工程と組合わせてヤーンに適用してもよい。この場合、多くのヤーン端を一緒にクリール処理し、繊維切断具へ供給する。ヤーンが切断具へ進むにつれて、これを被覆装置中に通過させ、そこで仕上げ組成物を適用し、次いで乾燥装置に通過させて、切断具に供給する。
【0031】
図4A及び4Bは、本発明による切断繊維束を製造するための装置のある可能な配置を概略的に例示する。マルチフィラメントヤーン32の巻き取りパッケージ31はクリール33上に配置されている。ヤーン32を各パッケージから巻きほどき、適当なガイド34によって被覆装置35へ向かわせる。例示する具体例において、被覆装置はサイズ浴の形をしている。このサイズ浴は仕上げ組成物を含み且つ進行するヤーンが仕上げ組成物に浸り且つその中を引張られるように配置されたガイドロールを含む開放容器または箱容器からなる。次いでヤーンは被覆装置35から、一連の加熱された乾燥缶38を含む乾燥装置37を通って進み、ヤーン上の仕上げ組成物を乾燥させる。次いでヤーンをヤーン切断装置41に進め、そこで各ヤーンを短い長さのものに切断し、切断繊維束とする。この切断繊維束を、切断具41の下に位置する適当なかさの容器に集める。
【0032】
図5には、典型的な二軸スクリュー混練り押出し機を参照番号50で示す。顆粒チップまたはペレット形の熱可塑性ポリマーを、主供給ホッパー51を介して押出し機の筒に供給する。第一及び第二の重量低下によるスクリュー供給機装置52及び53は、押出し機筒に材料を秤入するために、熱可塑性ポリマー顆粒の導入から短い距離の下流で押出し機50に連結されている。本発明の切断繊維束は、第一の供給機装置52のホッパー中に置くことができ、第二の供給機装置53は他の固体材料、例えばタルクまたは他の充填剤を押出し機に導入するために使用できる。他に切断繊維束及び他の固体材料、例えばタルクを導入する順序は逆であってもよく、或いはそれぞれを別の供給ホッパーで秤量し、一緒に混合し、そして混練り押出し機の一つの口から供給してもよい。
【0033】
スクリュー供給機装置52及び53は、材料のホッパーからの供給速度を制御するためにプログラムされた可変速スクリューオーガー(auger)を有する。この種の供給機装置はポリマーペレット、粉末充填剤及び切断されたガラス繊維のような堅い材料を問題なく供給する。しかしながら、合成ポリマー繊維のような密度の低い材料は、「橋架け」を作る、即ち断続的にまたは完全に繊維の流れを遮断させる繊維の小さな塊りを作る傾向がある。観察によると、橋架けは多くの因子に影響されることがわかる。これらには、平均繊維かさ密度、繊維取り扱いでの密度低下、繊維束に対する毛羽立ち繊維の量、繊維の
圧縮性、束の寸法及び一体性、束と束の付着性、及び繊維と金属の滑り性がある。切断繊維束に適用される選んだ繊維サイジング材の種類及び量は、これらの因子の一つまたはそれ以上を変化させるのに有利に利用でき、この結果橋架けを回避する「流動しうる集合体」を形成し、従ってこの種のスクリュー供給機装置を通して均一に供給できる切断繊維束を与える。
【0034】
繊維流動性試験
本発明の切断繊維束が流動する能力は、スクリューで供給される容量測定または重量測定による供給機に見出されるものと同様の条件を与える簡単な研究室試験で測定できる。繊維流動性試験装置は、図6に例示するとおりであり、内径75mm及び長さ600mmを有する開放端円筒管及び外形65mm、長さ600mm及び重さ1000gを有する円筒のピストンからなる。この管は滑らかな内表面を有し、公称直径3インチのPVCプラスチックパイプから適当に作ることができる。ピストンは内径3インチのパイプよりも僅かに小さい直径の表面板を備えた公称直径2インチのPVCプラスチックパイプから適当に作ることができる。
【0035】
試験法は次の通りである。(1)平面に垂直に立つ円筒管を用いて、管に緩んだ繊維300gを満たす。この緩んだ繊維の代表的なタフト(tuft)を管の中へ手動で落下させる。(2)管内の緩んだ繊維の高さを測定し、かさ密度を計算する。(3)管の最上部の高さ位置から落とされた1000gのピストンの落下力を用いて繊維を5回つき固める。(4)つき固めた繊維の高さを測定し、そのかさ密度を計算する。(5)円筒管を堅い平面から持ち上げて、自由に流動する繊維を管の底から落下させる。(6)底から落下しない繊維の重量を測定する。管に保留された繊維のグラム量を繊維「保留量」と呼ぶ。この「保留量」は最初の繊維仕込み量のパーセントで表示することもできる。
【0036】
試験装置の根拠をなす理論は、スクリュー供給機装置のホッパーののど口にある繊維が上にある繊維の重みで圧縮されるということである。管の直径75mmは一般に典型的なスクリュー供給機装置における供給オーガーの飛行(flight)間の距離に相当する。試験中、繊維はピストンにより圧縮され、全繊維仕込み量がパイプを流れる能力が測定される。円筒内に保留された繊維は「橋架け」繊維として考慮される。
【0037】
以下の限定を意味しない実施例は本発明を更に例示する。
【実施例1】
【0038】
インビスタ(INVISTA)T787ポリエステルヤーン(1300デニール/192フィラメント、フィラメント当り7.5dtex;靭性69cN/tex、破断伸長26%)を、表1に記述するようにいくつかのサイジング材を用い、種々の固体量で被覆した。このサイジング材は、ロームアンドハース(Rohm & Haas)からのロープレクス(Rhoplex)B−85アクリル乳化液、ポリビニルアルコールサイジング材(デュポン(DuPont)からのエルバノール(Elvanol))、アクリル酸ホモポリマー(ハンツマンテキスタイルイフェクツ(Huntsman Textile Effects)からのシンコール(Syncol)F40)、ポリエステルサイズ(セイデル‐ウーリー(Seydel−Wooley)からのセイコフィルム(SeycoFilm)712)、及び水性熱可塑性ポリウレタン乳化液(ヒドロサイズ(Hydrosize)からのU2−01)を含んだ。被覆後、ヤーンを公称6mmの長さに切断した。被覆してないヤーンの同様の切断繊維束を含む対照試料も作った。上述した試験法を、対照試料及びサイズ処理した試料について行った。結果を表1に報告する。
【0039】
【表1】

【実施例2】
【0040】
表1からの繊維試料6,10,及び12をノースカロライナ大学‐チャーロット(Charlotte)に位置するポリマーセンターオブエクセレンス(Polymer Center of Excellence)に持参した。そこで直径44mmのオーガーを有するブラベンダーフレクスウォール(Brabender FlexWall)H32−FW79供給機によって試験した。先ず試料12(ヒドロサイズU2−01 6%)を試験した。繊維約65ポンドを供給ホッパーに仕込み、供給機のオーガー速度を最大の50%にセットした。この速度において、繊維の供給速度は毎時約50ポンドであった。次いで供給機を、自動モードで毎時50ポンドを供給するようにプログラムを設定した。図7は繊維仕込みに対する繊維供給速度の変動及び最大供給機速度の%を示す。繊維供給機はオーガー速度の約±10%の変化において目的の速度の±2.5%以内で繊維を供給することができた。比較すると、繊維6及び10は、かさ高で、オーガーで移送されなかった。最大供給機速度にもかかわらず、繊維を放出しなかった。
【0041】
上記記述及び関連図面で提示された教示の利点を有する本発明に関連する技術に長ける者には、本明細書に言及された本発明の多くの改変及び他の具体例が想起されるであろう。それ故に、本発明は開示した特別な具体例に限定されないこと及び改変及び他の具体例は特許請求の範囲内に包含されるものであることを理解すべきである。特別な術語を本明細書で用いているが、それらは一般的な且つ記述上の意味だけで用いたものであり、限定の目的で用いたものではない。
【関連明細書への引照】
【0001】
本明細書は、2007年10月4日付けの暫定明細書第60/977507号の優先権の恩典を主張する。ここに本明細書は、暫定明細書第60/977507号を全体的に参照引用する。
【技術分野】
【0002】
本発明は、繊維強化ポリマー複合物を製造するために使用される混練り工程へ容量測定または重量測定により秤入れるのに適した短切断(short−cut)有機強化繊維の束(bundle)に関する。
【背景技術】
【0003】
無機繊維、例えばガラス繊維は、通常熱可塑性及び熱硬化性ポリマー複合物の双方における強化繊維として使用される。このガラス強化繊維は複合物のモジュラス、強度及び熱歪温度を改善する。しかしながら、これらの脆い繊維は特に低温における破断伸長や衝撃強度を低下させる。熱可塑性ポリマーに対する典型的な樹脂混練り操作では、ガラス繊維(1.5−3mmに切断したまたは連続のフィラメントロービング)を熱可塑性ポリマーと混練り押出し機中で混合させる。フィラメントロービングの場合には、押出し機は脆いガラスロービングを短い長さに破断することにも作用する。
【0004】
合成有機ポリマーの繊維及び/または天然のセルロースに基づく繊維は、ポリマー複合物における強化材としても使用でき、複合物の冷時耐衝撃性を改善するのに役立つ。例えば特許文献1は、PET強化繊維とタルク充填剤が分散した熱可塑性ポリオレフィンマトリックスを含む押出しできる且つ成型できるポリマー化合物を記述する。このPETの包含は成型化合物の冷時衝撃強度を改善することが示されている。衝撃強度の改善は、強化繊維及びポリオレフィンマトリックスポリマー間の付着を必要としない。
【0005】
短切断高強度ポリマー繊維は、高強度の工業的ヤーンを切断し、これをベイル(bale)中に詰込むことによって作ることができる。しかしながらこの工程で用いる装置は、切断繊維を混練り押出し機中へ秤入れようとするときに繊維を塊状にさせてしまい、不均一な繊維含量と貧弱な繊維分布を混練りされた樹脂中にもたらす傾向がある。この貧弱な分布は成型した複合物の貧弱な物理性と表面的外観をもたらす。
【0006】
例えば特許文献2は、短繊維ポリエチレンテレフタレート(PET)強化繊維の分散した押出しでき且つ成型できるポリプロピレン及びポリエチレン組成物を記述する。この特許は、他の合成ポリマー繊維がガラス繊維と違ってポリマー中に良好に分散せず且つ繊維凝集物として塊状になる傾向を示し、繊維は成型製品へ不均質に分散することを特記している。
【0007】
ラスティガー(Lustiger)の特許文献3は、切断ポリエステル繊維を混練り押出し機に秤入れることの難しさを例示する。この特許に明記されているように、重量測定または容量測定による供給機装置は、ポリマー、充填剤及び添加剤を混練り押出し機へ秤入れ、移送するために典型的に使用される。これらの供給機装置は、ペレットまたは粉末を移送するのには有効であるが、切断ポリマー繊維を移送するのに特に良好には適していない。その理由は、切断繊維が塊状を形成するまたは橋架けをして、混練り工程への供給速度を一貫させな傾向があるからである。この問題を克服するために、この明細書はストランドが押出し機スクリューの作用で破断する混練り押出し機中にポリエステルの連続ストランドを直接秤入れることを提案している。この手法はガラスのような脆い繊維の場合
には成功裏に使用できるが、高強靭な(即ち高繊維強度及び高伸張性の)ポリエステル強化繊維は押出し機スクリューが高処理量の混練り工程中において繊維ストランドを完全に且つ均一に破断しえないから難点を呈する。
【0008】
松本の特許文献4は、強化繊維の秤入れに対して他の手法を提供する。すなわち混練り押出し機の供給口にトウ(tow)切断具を配置する手法である。この切断具は必要量の繊維を押出し機へ供給するように制御される。しかしながら、そのような繊維を収納する供給ホッパーや放出装置に対する改変が必要である。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】PCT公開特許明細書WO第02/053629号
【特許文献2】米国特許第3639424号
【特許文献3】公開米国特許明細書第2006/0261509号
【特許文献4】米国特許第6202947号
【発明の概要】
【0010】
本発明によれば、通常の容量測定または重量測定による秤入装置を用いてポリマー複合物に対する短切断の有機またはセルロースに基づく天然の強化繊維が、混練り工程に均一に供給される形体で提供される。単軸または二軸スクリュー押出し機或いはダブルアームド(double armed)バッチ式混合機の使用を含んでいてよい混練り工程において、そのような強化繊維は混練り工程中にマトリックス樹脂に分散し、均一に分布するようになる。本明細書で使用するごとき合成繊維とは、有機ポリマーから製造されるまたはそれに由来する合成繊維を意味し、特に炭素繊維も含むであろう。更に本明細書で使用するごときセルロースに基づく天然強化繊維は、ヤーンを形成する天然の靭皮、葉、または種子毛の繊維を包含するであろう。
【0011】
強化繊維は、繊維を被覆し且つ各切断繊維束内の繊維間に一時的な繊維間結合を形成させる仕上げ組成物を有する切断繊維束の形で提供される。この仕上げ剤は繊維間の付着を与え且つ束のかさ密度を高め、かくして切断繊維束の集合体(mass)は容量測定(容量低下)または重量測定(重量低下)によるスクリュー供給機装置によって均一に供給でき、このスクリュー供給機装置から混練り工程へ流れる。混練り工程でのマトリックスポリマーとの混合時には、一時的結合は破壊され、切断繊維束が別々に個々の繊維に崩壊して、マトリックスポリマー中に分散する。
【0012】
本発明のある有利な具体例においては、繊維強化ポリマー複合物を製造するための組成物が提供される。そのような組成物は、実質的にすべてが約3−15mmの長さを有する切断繊維束の集合体を含んでなり、この束の集合体は少なくとも16ポンド/立方フィートの平均かさ密度を有する。実質的にすべての切断繊維束は、実質的に互いに平行に配列した且つその端部が互いに同一の広がりを持つ同一長さの合成またはセルロースに基づく天然の繊維複数を含んでなる。実質的にすべての束は、繊維を被覆し且つ各切断繊維束内に一時的な繊維間結合を形成させて繊維間付着性を与える仕上げ組成物も含んでなる。そのような仕上げ組成物による一時的繊維間結合は、容量測定(容量低下)または重量測定(重量低下)によるスクリュー供給機装置によって、切断繊維束の集合体をマトリックスポリマーも含む混練りスクリュー押出し機へ均一に供給せしめうる。混練りスクリュー押出し機におけるマトリックスポリマーとの混合時には、一時的結合は破壊され、切断繊維束が別々の個々の繊維に崩壊して、マトリックスポリマー中に分散する。切断繊維束の集合体は、流動性があり、また容量測定(容量低下)または重量測定(重量低下)によるスクリュー供給機装置を介して、スクリュー供給機装置が好ましくはスクリューRPMにおいて約±10%以下にすぎない変化だけ、または供給速度において±10%以下にすぎな
い重量変動だけが必要であるような均一の速度で供給できる。
【0013】
本発明の更なる観点においては、ポリマーマトリックスと混練りして、順次繊維で強化されたポリマー複合物を形成させる繊維含有複合物の製造法が提供される。この方法は、複数の、合成マルチフィラメントストランド或いはセルロースに基づく天然繊維のヤーンまたはロービングのストランドをストランド内に一時的なフィラメント間結合を形成させる仕上げ組成物で被覆し;この結合させたフィラメントのストランドを、約3−15mmの長さを有する切断繊維束に切断し、但し各切断繊維束は複数の一時的に結合された繊維を含み;そして個々の切断繊維束の流動性集合体を形成させて、少なくとも16ポンド/立方フィートの平均かさ密度を有する束集合体を与える、工程を含む。別の操作では、切断繊維束の流動しうる集合体を、集合体の移送に関して混練り工程とつながっている容量測定(容量低下)または重量測定(重量低下)によるスクリュー供給機装置の供給ホッパーに入れることができる。混練り工程は単軸または二軸スクリュー押出し機或いはダブルアームドバッチ式混合機、例えばシグマブレード混合機を用いて行うことができる。混練り工程にはマトリックスポリマーも供給される。切断繊維束の流動しうる集合体はスクリュー供給機装置を介して混練り工程に供給でき、この際仕上げ組成物は一時的に結合した切断繊維束がスクリュー供給機装置によって混練り工程に均一に供給されるように繊維間付着性を提供する。混練り工程における混合時に、一時的結合は壊れ、切断繊維束は別々の個々の繊維に崩壊し、マトリックスポリマー中に分散する。好ましくは、切断繊維束の流動性集合体を供給する工程は、スクリュー供給機装置がスクリューRPMにおいて僅か約±10%以下だけの変化または供給速度において±10%以下だけの重量変動を必要とするような均一さで切断繊維束を供給することを含む。
【0014】
好ましくは、マルチフィラメントストランドはそれぞれフィラメント当り5−22dtexの線状集合体を有する100−400本の連続フィラメントを含む。被覆は、マルチフィラメントストランドを液体仕上げ組成物含有被覆装置に通過させ、この被覆装置において液体仕上げ組成物を連続マルチフィラメントストランドに適用し且つ各ストランドに仕上げ組成物を含浸させ、そして仕上げ組成物を乾燥して、一時的フィラメント間結合をストランド内に形成せしめることによって行うことができる。この乾燥工程は、適当には被覆されたマルチフィラメントストランドを熱に露呈して仕上げ組成物を乾燥することを含む。ある有利な具体例において、乾燥工程は被覆されたマルチフィラメントストランドを一連の加熱されたドラム上に通過させることを含んでなり、そして切断工程は被覆されたマルチフィラメントストランドを一連の加熱ドラムから切断具装置へ直接送り、そしてストランドを切断繊維束に切断することを含む。他の具体例において、加熱された乾燥ドラムの代わりにオーブンを使用してもよい。
【0015】
仕上げ組成物は、好ましくは被覆されるマルチフィラメントストランドの全重量に基づいて約0.5−10重量%の量で適用され、そして好ましくは加熱によって乾燥できる水性に基づく熱可塑性乳化液を含んでなる。
【0016】
ある特別な具体例において、本方法はクリール(creel)装置から複数のポリエチレンテレフタレートポリマーのマルチフィラメントストランドを引き出す工程を含んでなる。この際各ストランドはフィラメント当り5−22dtexの線状集合体を有する約100−400本の連続フィラメントを含んでなる。複数のマルチフィラメントストランドはクリール装置から被覆装置へ且つ被覆装置中を前進し、この結果熱可塑性ポリマーの水性乳化液の形で仕上げ組成物がマルチフィラメントストランドに適用される。これに次いで、被覆されたマルチフィラメントストランドを乾燥装置へ進め、ストランドを加熱して仕上げ組成物を乾燥させ且つ各ストランド内に一時的なフィラメント間結合を形成させる。次いでマルチフィラメントストランドを乾燥装置から切断装置へ進め、そこで各ストランドを長さ約3−15mmの切断繊維束に切断する。このとき各切断繊維束は複数の一時
的に結合した繊維を含む。このように成型した切断繊維束は、少なくとも16ポンド/立方フィートの平均かさ密度を有して、切断繊維束の流動性集合体として集められ、バラ積み出荷のために包装される。この繊維は後に混練り工程を行うために、単軸または二軸スクリュー押出し機或いはダブルアームドバッチ式混合機に連結されていてよい容量測定(容量低下)または重量測定(重量低下)によるスクリュー供給機装置の供給ホッパーに入れられる。混練り工程には熱可塑性マトリックスポリマー、例えばビニルエステルも供給される。切断繊維束の流動しうる集合体はスクリュー供給機装置を介して混練りスクリュー押出し機に供給される。この際仕上げ組成物は一時的に結合した切断繊維束がスクリュー供給機装置によって混練り工程に均一に供給されるように繊維間付着性を提供する。混練りの単軸または二軸スクリュー押出し機或いはダブルアームドバッチ式混合機での混合時に、一時的結合は壊れ、切断繊維束は別々の個々の繊維に崩壊し、マトリックスポリマー中に分散する。
【図面の簡単な説明】
【0017】
以上本発明を一般的な意味で記述してきたけれど、今や必ずしも一定の縮尺では描かれていない添付する図面を参照しよう。
【図1】本発明による切断繊維束の集合体を例示する遠近図であり、この束は通常の重力測定(重量低下)または容量測定(容量低下)によるスクリュー供給機装置を用いる混練り工程に均一に供給するのに適している;
【図2】切断繊維束の一つの拡大遠近図であり;
【図3】本発明の他の具体例による切断繊維束の拡大遠近図であり;
【図4A−4B】切断繊維束を製造するための装置を例示するそれぞれ平面及び立面図であり;
【図5】繊維強化ポリマー複合物を製造するための典型的な混練りスクリュー押出し機の概念図であり;
【図6】繊維流動性試験機の例であり;そして
【図7】実施例2で行った試験に対する繊維供給速度の変動と最大供給機速度のパーセントを示すグラフである。
【発明の詳細な記述】
【0018】
今や添付する図面を参照して、以下に本発明を更に十分に記述する。しかしここでは本発明のすべてではないいくつかの具体例が提示されよう。本発明は確かに多くの異なった形態で具現化できるので、本明細書に示す具体例に制限されるものとしてみなすべきではない。むしろこれらの具体例は、本開示が適用しうる法的要件を満足するように提供されるものである。図面のいくつかの図を通して同様の番号は同様の要素に関するものである。
【0019】
本発明は、マトリックスポリマー及びマトリックスポリマー内に均一に分散した強化繊維を含んでなる繊維強化ポリマー複合物の分野に関する。マトリックスポリマーは、熱可塑性ポリマー(例えばポリオレフィン、ポリエステル、ポリアミド、アクリル、ポリカーボネートまたはポリエーテルケトン、好適にはポリプロピレン)であってよい。またマトリックスポリマーは熱硬化性ポリマー(例えばポリエステル、ビニルエステル、またはエポキシ)であってもよい。強化繊維は有機ポリマーから製造されるまたはそれに由来する合成繊維或いはセルロースに基づく繊維であってよい。これは最初連続フィラメントのマルチフィラメントストランド、ロービング、またはヤーンの形で製造され、以下により詳細に記述するように短切断繊維束に転化される。有機ポリマーから製造される合成繊維の例は、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリトリメチレンテレフタレート(PTT)、ポリエチレンナフタレート(PEN)、ポリエチレンビベンゾエート(PEBB)、ポリ乳酸(PLA)などを含むポリエステル、液体結晶ポリマー、レーヨン、酢酸セルロース、三酢酸セルロース、ポリアミド、例え
ば他のナイロンも含むナイロン6及びナイロン6,6、ポリケトン、ポリエーテルケトン、アクリル、アラミド、或いはこれらのブレンドを含む。有機ポリマーに由来する合成繊維の例は、炭素繊維及び部分的に酸化されたポリアクリロニトリル繊維も含む。天然のセルロースに基づく繊維は、靭皮繊維(亜麻、麻、ジュート、カラムシ繊維)、葉(サイザル繊維、マニラ麻)、及び種子毛(綿、パンヤ)を含む。好ましくは、強化繊維の融点はマトリックスポリマーの加工温度以上少なくとも30℃であるべきである。好適な具体例において、マトリックスポリマーはポリプロピレンであり、また強化繊維はポリエステル、好ましくはポリエチレンテレフタレート(PET)及び更に好ましくは少なくとも55cN/texの靭性を有する高靭性PETである。
【0020】
強化繊維は通常の重力測定(重量低下)または容量測定(容量低下)による秤量装置を用いる混練り工程に均一に供給されるが、混練り工程中にマトリックス樹脂に分散し且つ均一に分布するようになる形で提供される。容量測定及び重力測定による秤量装置、及び特に容量測定及び重力測定によるスクリュー供給機装置は、アクリソンインターナショナル(Acrison International)、アキュウレイト(AccuRate)/シェンク(Schenck)、ブラベンダー(Brabender)、K−トロン(Tron)、ハプマン(Hapman)及びストック(Stock)を含む多くの製造業者から販売されている。
【0021】
強化繊維は繊維を被覆し且つ各切断繊維束内に一時的繊維間結合を形成させる仕上げ組成物を有する切断繊維束の形で提供される。ここに「一時的結合」とは、間に合わせの一時的な繊維間結合を意味する。これは、切断繊維束の緩んだ集合体またはパイル(pile)を容量低下または重量低下によるスクリュー供給機装置で混練り工程に均一に供給できるように、切断繊維束に繊維間付着性を提供する。しかしながら、混練り工程でマトリックスポリマーと混合するときに、一時的な結合は壊れ、例えば一時的結合の大部分、好ましくは実質的にすべてが壊れ、切断繊維束が別々の個々の繊維に崩壊して、マトリックスポリマー中に分散する。切断繊維束の崩壊に由来する個々の繊維は、勿論束自体の長さより長くない長さであるであろう。好ましくは、そのような個々の繊維の実質的にすべては、束が崩壊するので、由来する束の長さと同一の長さであるであろう。
【0022】
切断繊維束は、実質的に互いに平行に配列し且つ端部が互いに同一の広がりを持つ同一長さの複数の合成有機繊維を含んでなる。仕上げ組成物は繊維を被覆し、各切断繊維束内に一時的な繊維間結合を形成させる。各切断繊維束は約3−15mm、好ましくは約6−12mmの長さを持つ。好ましくは、各繊維束は100−400本の個々の繊維を含む。この切断繊維束は、重力により且つ圧縮なしに配置されたとき、本明細書に記述される繊維流動性試験法で測定して、少なくとも16ポンド/立方フィート、より望ましくは少なくとも20ポンド/立方フィートの平均かさ密度を有する流動性集合体を形成する。これに対して、サイズ処理してない切断繊維は、かなり低いかさ密度、典型的には約10−14ポンド/立方フィートのそれを有する。
【0023】
図1において、参照番号10は一般に本発明による切断繊維束11の集合体またはパイルを示す。図2においては、切断繊維束11の一つを拡大して概略的に示してある。各切断繊維束は、互いに実質的に平行に配列し且つその端部13が互いと実質的に同じ広がりを持つ同一長さの複数の合成有機繊維12を含む。仕上げ組成物14は繊維を被覆し、切断繊維束11内に一時的な繊維間結合を形成させる。仕上げ組成物14は、切断繊維束の外側の表面に沿って存在し、また束の内部へ浸透もし、多くの個々の繊維間に橋架けをして一時的な繊維間結合を形成させる。好ましくは、仕上げ組成物は繊維の多くを取り囲み、濡れさせる。仕上げ組成物は被覆される繊維の全重量に基づいて約0.5−10重量%、より好ましくは2−6重量%で存在する。示す具体例において、切断繊維束の繊維は一般に楕円形のまたは平らなリボン様の断面形をして互いに付着している。
【0024】
本発明の仕上げ組成物及び方法は、プラスチック混練り工程への均一な重量低下または容量低下による秤入れを提供する切断繊維束を製造する。繊維は供給するために束の一体性を有するが、混合段階で良く分散する。仕上げ組成物は、良好な熱安定性及び繊維製造に必要な繊維滑り性の性質を有するべきであり、気体を発しないばかりか樹脂の混練りを妨害すべきでなく、また最終成型樹脂化合物に有害であってはならない。改良された耐衝撃性を望むならば、仕上げ組成物は繊維及びマトリックス樹脂間の付着を促進すべきでない。
【0025】
仕上げ組成物は、好ましくは溶液または乳化液の形であってよい熱可塑性ポリマーを含む。適当な熱可塑性ポリマー組成物は、これに限定されるわけではないが、ポリビニルアルコール、ポリアクリル酸及びアクリルエステル、ポリエステル、ポリアミド、熱可塑性ポリウレタン、澱粉、ワックス、ポリ酢酸ビニル、シリコーン組成物、フルオロ化学品、またはこれらの二つまたはそれ以上の組合わせ物を含む熱可塑性ポリマーの乳化液及び溶液を含むことができる。特に好適な仕上げ組成物はポリアクリル酸、ポリエステル及び熱可塑性ポリウレタンを含む。仕上げ組成物は帯電防止添加剤、付着促進剤または色材を含むことができる。
【0026】
切断繊維束は、連続マルチフィラメントストランドに仕上げ組成物を適用し、続いてストランドを切断して切断繊維束にすることによって製造される。ここに、本明細書で使用するごとき「連続マルチフィラメントストランド」とは、各ストランドを作るために一緒にまとめた複数の連続フィラメントによって形成されるストランドに関するものである。そのようなストランドは普通「フィラメントヤーン」または「マルチフィラメントヤーン」として言及される。ストランドは捩じれを持たないが、空気で絡み合わせた(air−interlaced)フィラメントを含むことができる。各ストランドまたはヤーンは好ましくは約100−約400本の連続フィラメント含み、各フィラメントはフィラメント当り5−22dtexの線状体を有し、各ストランドは約500−8800dtex、好ましくは約1000−4000dtex、より好ましくは約1300−3000dtexの総線状密度を有する。天然のセルロースに基く繊維の場合には、一般に最初に低繊維を捩じれロービングまたは捩じれヤーンに転換し、次いでこれを有機ポリマーストランドのやり方で処理する。
【0027】
仕上げ組成物は、他の織物加工操作に見られる標準的な装置を用いて適用できる。例えばストランドは、織物製造における縦糸へのサイジング適用に通常使用されるものと同様のスラッシング(slashing)または縦糸引張り法を用いて被覆することができる。紡糸されたマルチフィラメントを含む巻きあげパッケージ、ボビンまたは緒巻き(beams)が、クリール上に配置される。ヤーンをパッケージ、ボビンまたは緒巻きから取り出し、櫛状ガイドを通して縦糸シートを形成させ、次いで仕上げ組成物を適用する被覆装置及び仕上げ組成物を乾燥する乾燥装置、例えば加熱したオーブンに連続的に進行せしめる。この被覆装置は例えばヤーンシートが浸せる浴を含んでなってよい。このように被覆したヤーンはシートの形に保って縦糸の緒巻きに巻きつけることができ、或いはヤーンは独立にパッケージまたはボビンに巻き取ることができる。縦糸の引張り工程は毎分250−500mの工程速度で150−250本の個々の紡糸ヤーンを用いて操作できる。続く工程において、被覆したヤーンをほどき、切断機を通して個々の切断繊維束に切断する。
【0028】
スラッシャーを使用する場合には、ヤーンのパッケージまたはボビンをクリール処理し、部分緒巻き(section beams)に巻き取ることができる。多数の部分緒巻きは、スラッシャーサイジング工程を通過させ、主緒巻きに巻き取ることができる。一つまたはそれ以上の主緒巻きからの繊維を一緒に切断繊維束に切断して、包装してよい。こ
のようにして、各工程は速度及び生産性に対して最適化することができる。ヤーンをこの方法で仕上げ組成物で被覆するとき、二つまたはそれ以上の隣り合って接触するヤーンは乾燥工程中に仕上げ組成物により互いに軽く結合してもよい。この結合したヤーンは、切断具により個々別々の長さのものに連続してまたは引き続いて切断される。得られる切断繊維束11はくっついたままであって、二つ、三つまたはそれ以上の結合した切断繊維束の房(cluster)を形成する。そのような房のいくつかの可能な形態を図3に示し、これを参照番号16で指示す。これらの切断繊維束11の結合した房16は、有利にはかさ密度を高め、切断繊維束の供給性を改善する。この結合した切断繊維束は、混練り工程で壊れて離れ、各切断繊維束の個々の繊維を混練り工程内で樹脂マトリックス中に分散せしめる。
【0029】
他の手法では、仕上げ組成物を、ヤーンの製造につれてライン内スピン引張り(spin−draw)工程でヤーンに適用してもよい。この方法では、各ヤーンを独立に紡糸し、引張り、熱固定し、そして毎分3000−6000mの最終速度でボビンに巻き取る。繊維の押出した後及びヤーンを巻き取りパッケージ、ボビンまたは緒巻きに巻き取る前に、仕上げ組成物を適用し、加熱により乾燥する。
【0030】
仕上げ組成物は切断工程と組合わせてヤーンに適用してもよい。この場合、多くのヤーン端を一緒にクリール処理し、繊維切断具へ供給する。ヤーンが切断具へ進むにつれて、これを被覆装置中に通過させ、そこで仕上げ組成物を適用し、次いで乾燥装置に通過させて、切断具に供給する。
【0031】
図4A及び4Bは、本発明による切断繊維束を製造するための装置のある可能な配置を概略的に例示する。マルチフィラメントヤーン32の巻き取りパッケージ31はクリール33上に配置されている。ヤーン32を各パッケージから巻きほどき、適当なガイド34によって被覆装置35へ向かわせる。例示する具体例において、被覆装置はサイズ浴の形をしている。このサイズ浴は仕上げ組成物を含み且つ進行するヤーンが仕上げ組成物に浸り且つその中を引張られるように配置されたガイドロールを含む開放容器または箱容器からなる。次いでヤーンは被覆装置35から、一連の加熱された乾燥缶38を含む乾燥装置37を通って進み、ヤーン上の仕上げ組成物を乾燥させる。次いでヤーンをヤーン切断装置41に進め、そこで各ヤーンを短い長さのものに切断し、切断繊維束とする。この切断繊維束を、切断具41の下に位置する適当なかさの容器に集める。
【0032】
図5には、典型的な二軸スクリュー混練り押出し機を参照番号50で示す。顆粒チップまたはペレット形の熱可塑性ポリマーを、主供給ホッパー51を介して押出し機の筒に供給する。第一及び第二の重量低下によるスクリュー供給機装置52及び53は、押出し機筒に材料を秤入するために、熱可塑性ポリマー顆粒の導入から短い距離の下流で押出し機50に連結されている。本発明の切断繊維束は、第一の供給機装置52のホッパー中に置くことができ、第二の供給機装置53は他の固体材料、例えばタルクまたは他の充填剤を押出し機に導入するために使用できる。他に切断繊維束及び他の固体材料、例えばタルクを導入する順序は逆であってもよく、或いはそれぞれを別の供給ホッパーで秤量し、一緒に混合し、そして混練り押出し機の一つの口から供給してもよい。
【0033】
スクリュー供給機装置52及び53は、材料のホッパーからの供給速度を制御するためにプログラムされた可変速スクリューオーガー(auger)を有する。この種の供給機装置はポリマーペレット、粉末充填剤及び切断されたガラス繊維のような堅い材料を問題なく供給する。しかしながら、合成ポリマー繊維のような密度の低い材料は、「橋架け」を作る、即ち断続的にまたは完全に繊維の流れを遮断させる繊維の小さな塊りを作る傾向がある。観察によると、橋架けは多くの因子に影響されることがわかる。これらには、平均繊維かさ密度、繊維取り扱いでの密度低下、繊維束に対する毛羽立ち繊維の量、繊維の
圧縮性、束の寸法及び一体性、束と束の付着性、及び繊維と金属の滑り性がある。切断繊維束に適用される選んだ繊維サイジング材の種類及び量は、これらの因子の一つまたはそれ以上を変化させるのに有利に利用でき、この結果橋架けを回避する「流動しうる集合体」を形成し、従ってこの種のスクリュー供給機装置を通して均一に供給できる切断繊維束を与える。
【0034】
繊維流動性試験
本発明の切断繊維束が流動する能力は、スクリューで供給される容量測定または重量測定による供給機に見出されるものと同様の条件を与える簡単な研究室試験で測定できる。繊維流動性試験装置は、図6に例示するとおりであり、内径75mm及び長さ600mmを有する開放端円筒管及び外形65mm、長さ600mm及び重さ1000gを有する円筒のピストンからなる。この管は滑らかな内表面を有し、公称直径3インチのPVCプラスチックパイプから適当に作ることができる。ピストンは内径3インチのパイプよりも僅かに小さい直径の表面板を備えた公称直径2インチのPVCプラスチックパイプから適当に作ることができる。
【0035】
試験法は次の通りである。(1)平面に垂直に立つ円筒管を用いて、管に緩んだ繊維300gを満たす。この緩んだ繊維の代表的なタフト(tuft)を管の中へ手動で落下させる。(2)管内の緩んだ繊維の高さを測定し、かさ密度を計算する。(3)管の最上部の高さ位置から落とされた1000gのピストンの落下力を用いて繊維を5回つき固める。(4)つき固めた繊維の高さを測定し、そのかさ密度を計算する。(5)円筒管を堅い平面から持ち上げて、自由に流動する繊維を管の底から落下させる。(6)底から落下しない繊維の重量を測定する。管に保留された繊維のグラム量を繊維「保留量」と呼ぶ。この「保留量」は最初の繊維仕込み量のパーセントで表示することもできる。
【0036】
試験装置の根拠をなす理論は、スクリュー供給機装置のホッパーののど口にある繊維が上にある繊維の重みで圧縮されるということである。管の直径75mmは一般に典型的なスクリュー供給機装置における供給オーガーの飛行(flight)間の距離に相当する。試験中、繊維はピストンにより圧縮され、全繊維仕込み量がパイプを流れる能力が測定される。円筒内に保留された繊維は「橋架け」繊維として考慮される。
【0037】
以下の限定を意味しない実施例は本発明を更に例示する。
【実施例1】
【0038】
インビスタ(INVISTA)T787ポリエステルヤーン(1300デニール/192フィラメント、フィラメント当り7.5dtex;靭性69cN/tex、破断伸長26%)を、表1に記述するようにいくつかのサイジング材を用い、種々の固体量で被覆した。このサイジング材は、ロームアンドハース(Rohm & Haas)からのロープレクス(Rhoplex)B−85アクリル乳化液、ポリビニルアルコールサイジング材(デュポン(DuPont)からのエルバノール(Elvanol))、アクリル酸ホモポリマー(ハンツマンテキスタイルイフェクツ(Huntsman Textile Effects)からのシンコール(Syncol)F40)、ポリエステルサイズ(セイデル‐ウーリー(Seydel−Wooley)からのセイコフィルム(SeycoFilm)712)、及び水性熱可塑性ポリウレタン乳化液(ヒドロサイズ(Hydrosize)からのU2−01)を含んだ。被覆後、ヤーンを公称6mmの長さに切断した。被覆してないヤーンの同様の切断繊維束を含む対照試料も作った。上述した試験法を、対照試料及びサイズ処理した試料について行った。結果を表1に報告する。
【0039】
【表1】
【実施例2】
【0040】
表1からの繊維試料6,10,及び12をノースカロライナ大学‐チャーロット(Charlotte)に位置するポリマーセンターオブエクセレンス(Polymer Center of Excellence)に持参した。そこで直径44mmのオーガーを有するブラベンダーフレクスウォール(Brabender FlexWall)H32−FW79供給機によって試験した。先ず試料12(ヒドロサイズU2−01 6%)を試験した。繊維約65ポンドを供給ホッパーに仕込み、供給機のオーガー速度を最大の50%にセットした。この速度において、繊維の供給速度は毎時約50ポンドであった。次いで供給機を、自動モードで毎時50ポンドを供給するようにプログラムを設定した。図7は繊維仕込みに対する繊維供給速度の変動及び最大供給機速度の%を示す。繊維供給機はオーガー速度の約±10%の変化において目的の速度の±2.5%以内で繊維を供給することができた。比較すると、繊維6及び10は、かさ高で、オーガーで移送されなかった。最大供給機速度にもかかわらず、繊維を放出しなかった。
【0041】
上記記述及び関連図面で提示された教示の利点を有する本発明に関連する技術に長ける者には、本明細書に言及された本発明の多くの改変及び他の具体例が想起されるであろう。それ故に、本発明は開示した特別な具体例に限定されないこと及び改変及び他の具体例は特許請求の範囲内に包含されるものであることを理解すべきである。特別な術語を本明細書で用いているが、それらは一般的な且つ記述上の意味だけで用いたものであり、限定の目的で用いたものではない。
【特許請求の範囲】
【請求項1】
混練り工程においてマトリックスポリマーと混練りして繊維強化ポリマー複合物を生成せしめるのに適した繊維含有組成物であって、該組成物が切断繊維束の集合体を含んでなり、該集合体が少なくとも16ポンド/立方フィートの平均かさ密度を有し、但し該切断繊維束の実質的にすべてが約3−15mmの長さを有し且つ実質的に同一の長さの、実質的に互いに平行に配列し、そして端部が互いに実質的に同一の広がりを持つ複数の合成またはセルロースに基く天然の繊維を含んでなり、また切断繊維束の実質的にすべてが該束内の繊維を被覆し且つ各切断繊維束内に一次的な繊維間結合を形成させて繊維間の付着性を与える仕上げ組成物を含んでなり、該切断繊維束が該工程中に別々の個々の繊維に崩壊してマトリックスポリマー内に分散しうるように該一時的な繊維間結合が該束の混練り工程における混練り時に破壊しうる、該繊維含有組成物。
【請求項2】
切断繊維束の該集合体が、該束の集合体が容量測定または重量測定によるスクリュー供給機装置を介して混練り工程へ均一に供給できる程度まで流動性である、請求項1の組成物。
【請求項3】
切断繊維束の集合体が、供給機RPMにおいて僅か約±10%以下の変化を必要とする容量測定によるスクリュー供給機装置を介して均一に供給できる、または供給中の重量変動において僅か約±10%以下の変化を必要とする重量測定によるスクリュー供給機装置を介して均一に供給できる程度まで流動性である、請求項2の組成物。
【請求項4】
切断繊維束の繊維が5−22dtexの線状集合体を有する、請求項1の組成物。
【請求項5】
切断繊維束の集合体が切断繊維束当り平均で約100−400本の繊維を含む、請求項4の組成物。
【請求項6】
切断繊維束の繊維が楕円形のまたは平らなリボン様の断面の形で互いに付着している、請求項1の組成物。
【請求項7】
該束の集合体内において該切断繊維束の二つまたはそれ以上が連接している、請求項1の組成物。
【請求項8】
仕上げ組成物が該切断繊維束内の被覆される繊維の全重量に基いて約0.5−10重量%をなす、請求項1の組成物。
【請求項9】
仕上げ組成物が該切断繊維束内の被覆される繊維の全重量に基いて約2−6重量%をなす、請求項1の組成物。
【請求項10】
仕上げ組成物が水性に基く熱可塑性ポリマー乳化液を含んでなる、請求項9の組成物。
【請求項11】
仕上げ組成物がポリビニルアルコール、アクリルエステル、ポリアクリル酸、ポリエステル、ポリアミド、熱可塑性ポリウレタン、澱粉、ワックス、ポリ酢酸ビニル、シリコーン組成物、フルオロ化学品、付着促進剤、またはこれらのブレンドからなる群から選択される、請求項10の組成物。
【請求項12】
束内の繊維が、ポリエステル、液体結晶ポリマー、ポリアミド、ポリケトン、ポリエーテルケトン、カーボン、部分酸化のポリアクリロニトリル、アクリル、アラミド、或いはこれらのブレンドからなる群から選択される材料から作られた合成繊維である、請求項1の組成物。
【請求項13】
束内の繊維が、ポリエチレンテレフタレート、ポリエチレンナフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンビベンゾエート、ポリ乳酸、及びこれらのブレンドを含む、請求項1の組成物。
【請求項14】
束内の繊維が靭皮繊維、葉の繊維、種子毛、またはこれらの組合わせ物からなる群から選択される天然のセルロースに基く繊維である、請求項1の組成物
【請求項15】
束内の繊維が亜麻、麻、ジュート、カラムシ繊維、サイザル繊維、マニラ麻、綿、及びパンヤ繊維からなる群から選択される、請求項14の組成物。
【請求項16】
混練り工程において熱可塑性または熱硬化性マトリックスポリマーに混練りして繊維強化ポリマー複合物を生成せしめるのに適した繊維含有組成物であって、該組成物が切断繊維束の集合体を含んでなり、該集合体が少なくとも16ポンド/立方フィートの平均かさ密度を有し、但し該切断繊維束の実質的にすべてが約3−15mmの長さを有し且つ実質的に同一の長さの、実質的に互いに平行に配列し、端部が互いに実質的に同一の広がりを持つ束当り約100−400本のポリエチレンテレフタレート繊維を含んでなり、そして該切断繊維束の実質的にすべてがポリビニルアルコール、アクリルエステル、ポリアクリル酸、熱可塑性ポリウレタン、澱粉、ワックス、ポリ酢酸ビニル、シリコーン組成物、フルオロ化学品、付着促進剤、またはこれらのブレンドからなる群から選択され且つ束内の繊維を被覆する仕上げ組成物を該束の約0.5−10重量%で含んでなる、該繊維含有組成物。
【請求項17】
仕上げ組成物が水性に基く熱可塑性ポリマー乳化液を含んでなり、且つ被覆される繊維の全重量に基いて約2−6重量%の量で各束内に存在する、請求項16の組成物。
【請求項18】
繊維強化ポリマー複合物中に究極的な分散で繊維を与えるのに適当な強化繊維束を製造する際に、
複数の、合成有機ポリマーまたはセルロースに基づく天然繊維から作られるまたはそれに由来するマルチフィラメントストランドを、ストランド内に一時的なフィラメント間結合を形成させる仕上げ組成物で被覆し;
この結合させたフィラメントストランドを、約3−15mmの長さを有する切断繊維束に切断し、但し各切断繊維束は複数の一時的に結合された繊維を含み;そして
個々の切断繊維束が少なくとも16ポンド/立方フィートの平均かさ密度を有するように、該束の流動性集合体を形成させる、
ことを含んでなる、該強化繊維束の製造法。
【請求項19】
複数のマルチフィラメントストランドを被覆する工程が、各ストランドが100−400本の連続フィラメントを含み且つストランド当り5−22dtexの線状集合体を有する複数のマルチフィラメントストランドを、液体仕上げ組成物含有の被覆装置に向かわせ、この被覆装置において該液体仕上げ組成物を連続マルチフィラメントストランドに適用し、各ストランドに仕上げ組成物を含浸させ、そして仕上げ組成物を乾燥して、一時的なフィラメント間結合をストランド内に形成せしめる、ことを含んでなる、請求項18の方法。
【請求項20】
乾燥工程が被覆したマルチフィラメントストランドをオーブン中または一連の加熱ドラム上に通すことを含んでなり、そして該切断工程が該一連の加熱ドラムからの被覆されたマルチフィラメントストランドを直接切断装置に向かわせ且つストランドを該切断繊維束に切断することを含んでなる、請求項19の方法。
【請求項21】
被覆工程が、被覆されるマルチフィラメントストランドの全重量に基いて約0.5−10重量%の量で仕上げ組成物を適用することを含んでなる、請求項18の方法。
【請求項22】
繊維強化ポリマー複合物のための強化繊維を切断繊維束の集合体形で製造するに際して、
各ストランドがフィラメント当り5−22dtexの線状集合体を有し且つ約100−400本の連続フィラメントを含む複数のポリエチレンテレフタレートポリマーのマルチフィラメントストランドをクリール(creel)装置から引き出し、
クリール装置からの複数のマルチフィラメントストランドを被覆装置へ且つその中を前進させ、そして該被覆装置内においてポリビニルアルコール、アクリルエステル、ポリアクリル酸、ポリエステル、ポリアミド、熱可塑性ポリウレタン、澱粉、ワックス、ポリ酢酸ビニル、及びこれらのブレンドからなる群から選択される熱可塑性ポリマーの水性乳化液形の仕上げ組成物をマルチフィラメントストランドに被覆材として適用し、
被覆装置からの被覆したマルチフィラメントストランドを乾燥装置へ進め、ストランドを該乾燥装置内で加熱して仕上げ組成物を乾燥させ且つ一時的なフィラメント間結合を各ストランド内に形成させ、
乾燥装置からの該マルチフィラメントストランドを切断装置へ進め、該切断装置内で各ストランドを長さ約3−15mmの切断繊維束に切断し、但しこのとき各切断繊維束は複数の一時的に結合した繊維を含み、そして
少なくとも16ポンド/立方フィートの平均かさ密度を有する集合体中の該切断繊維束を集める、
ことを含んでなる、該強化繊維の製造法。
【請求項23】
被覆されたマルチフィラメントストランドの加熱工程が、マルチフィラメントストランドを一連の加熱した乾燥缶上に向かわせ、ストランドをリボン様のストランド断面を有するものへ成型しつつ熱可塑性ポリマー乳化液を乾燥することを含んでなる、請求項22の方法。
【請求項24】
ストランドをリボン様のストランド断面を有するものへ成型しつつ熱可塑性ポリマー乳化液を乾燥する工程が、ストランドの少なくともいくつかが互いに付着し且つ結合するようにストランドの少なくともいくつかを互いに接触させつつ乳化液を乾燥させることを含んでなり、そしてストランドを切断繊維束へ切断する工程が結合したストランドを切断して結合している切断繊維束を形成させることを含んでなる、請求項23の方法。
【請求項25】
該切断繊維束の集合体を容量測定または重量測定によるスクリュー供給機装置へ導入する更なる工程を含み、なお該切断繊維束の集合体が、供給機スクリューRPMにおいて僅か約±10%以下の変化を必要とする該容量測定によるスクリュー供給機装置を介して、または供給中重量変動において僅か約±10%以下の変化を必要とする該重量測定によるスクリュー供給測定装置を介して均一に供給することができる程度まで流動しうる、請求項22の方法。
【請求項26】
繊維強化ポリマー複合物を製造するに際して、マトリックスポリマーを混練り工程に供給し;請求項1の組成物を含んでなる切断繊維束の流動性集合体を容量測定または重量測定によるスクリュー供給機装置の供給ホッパー内に入れ、但し該スクリュー供給機装置が集合体の移送に関して該混練り工程と連絡しており;切断繊維束の流動性集合体を該スクリュー供給機装置により該混練り工程へ供給し、そして該切断繊維束中の繊維間の一時的結合が壊れ、この結果切断繊維束が長さにおいて該束の長さより長くない別々の個々の繊維に崩壊し、該個々の繊維がマトリックスポリマー中に分散するように該混練り工程を行う、ことを含んでなる、繊維強化ポリマー複合物の製造法。
【請求項27】
切断繊維束の流動性集合体を該スクリュー供給機装置により該混練り工程へ供給する該工程を、該容量測定によるスクリュー供給機装置が供給機スクリューRPMにおいて僅か約±10%以下の変化を必要とする、または該重量測定によるスクリュー供給測定装置が供給中の重量変動において僅か約±10%以下の変化を必要とするように、均一に行う、請求項26の方法。
【請求項28】
該マトリックスポリマーが熱可塑性ポリマーであり、そして該混練り工程が単軸または二軸スクリュー押出し機で行われる、請求項26の方法。
【請求項29】
該マトリックスポリマーが熱硬化性ポリマーであり、そして該混練り工程がダブルアームドバッチ式混合機で行われる、請求項26の方法。
【請求項1】
混練り工程においてマトリックスポリマーと混練りして繊維強化ポリマー複合物を生成せしめるのに適した繊維含有組成物であって、該組成物が切断繊維束の集合体を含んでなり、該集合体が少なくとも16ポンド/立方フィートの平均かさ密度を有し、但し該切断繊維束の実質的にすべてが約3−15mmの長さを有し且つ実質的に同一の長さの、実質的に互いに平行に配列し、そして端部が互いに実質的に同一の広がりを持つ複数の合成またはセルロースに基く天然の繊維を含んでなり、また切断繊維束の実質的にすべてが該束内の繊維を被覆し且つ各切断繊維束内に一次的な繊維間結合を形成させて繊維間の付着性を与える仕上げ組成物を含んでなり、該切断繊維束が該工程中に別々の個々の繊維に崩壊してマトリックスポリマー内に分散しうるように該一時的な繊維間結合が該束の混練り工程における混練り時に破壊しうる、該繊維含有組成物。
【請求項2】
切断繊維束の該集合体が、該束の集合体が容量測定または重量測定によるスクリュー供給機装置を介して混練り工程へ均一に供給できる程度まで流動性である、請求項1の組成物。
【請求項3】
切断繊維束の集合体が、供給機RPMにおいて僅か約±10%以下の変化を必要とする容量測定によるスクリュー供給機装置を介して均一に供給できる、または供給中の重量変動において僅か約±10%以下の変化を必要とする重量測定によるスクリュー供給機装置を介して均一に供給できる程度まで流動性である、請求項2の組成物。
【請求項4】
切断繊維束の繊維が5−22dtexの線状集合体を有する、請求項1の組成物。
【請求項5】
切断繊維束の集合体が切断繊維束当り平均で約100−400本の繊維を含む、請求項4の組成物。
【請求項6】
切断繊維束の繊維が楕円形のまたは平らなリボン様の断面の形で互いに付着している、請求項1の組成物。
【請求項7】
該束の集合体内において該切断繊維束の二つまたはそれ以上が連接している、請求項1の組成物。
【請求項8】
仕上げ組成物が該切断繊維束内の被覆される繊維の全重量に基いて約0.5−10重量%をなす、請求項1の組成物。
【請求項9】
仕上げ組成物が該切断繊維束内の被覆される繊維の全重量に基いて約2−6重量%をなす、請求項1の組成物。
【請求項10】
仕上げ組成物が水性に基く熱可塑性ポリマー乳化液を含んでなる、請求項9の組成物。
【請求項11】
仕上げ組成物がポリビニルアルコール、アクリルエステル、ポリアクリル酸、ポリエステル、ポリアミド、熱可塑性ポリウレタン、澱粉、ワックス、ポリ酢酸ビニル、シリコーン組成物、フルオロ化学品、付着促進剤、またはこれらのブレンドからなる群から選択される、請求項10の組成物。
【請求項12】
束内の繊維が、ポリエステル、液体結晶ポリマー、ポリアミド、ポリケトン、ポリエーテルケトン、カーボン、部分酸化のポリアクリロニトリル、アクリル、アラミド、或いはこれらのブレンドからなる群から選択される材料から作られた合成繊維である、請求項1の組成物。
【請求項13】
束内の繊維が、ポリエチレンテレフタレート、ポリエチレンナフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンビベンゾエート、ポリ乳酸、及びこれらのブレンドを含む、請求項1の組成物。
【請求項14】
束内の繊維が靭皮繊維、葉の繊維、種子毛、またはこれらの組合わせ物からなる群から選択される天然のセルロースに基く繊維である、請求項1の組成物
【請求項15】
束内の繊維が亜麻、麻、ジュート、カラムシ繊維、サイザル繊維、マニラ麻、綿、及びパンヤ繊維からなる群から選択される、請求項14の組成物。
【請求項16】
混練り工程において熱可塑性または熱硬化性マトリックスポリマーに混練りして繊維強化ポリマー複合物を生成せしめるのに適した繊維含有組成物であって、該組成物が切断繊維束の集合体を含んでなり、該集合体が少なくとも16ポンド/立方フィートの平均かさ密度を有し、但し該切断繊維束の実質的にすべてが約3−15mmの長さを有し且つ実質的に同一の長さの、実質的に互いに平行に配列し、端部が互いに実質的に同一の広がりを持つ束当り約100−400本のポリエチレンテレフタレート繊維を含んでなり、そして該切断繊維束の実質的にすべてがポリビニルアルコール、アクリルエステル、ポリアクリル酸、熱可塑性ポリウレタン、澱粉、ワックス、ポリ酢酸ビニル、シリコーン組成物、フルオロ化学品、付着促進剤、またはこれらのブレンドからなる群から選択され且つ束内の繊維を被覆する仕上げ組成物を該束の約0.5−10重量%で含んでなる、該繊維含有組成物。
【請求項17】
仕上げ組成物が水性に基く熱可塑性ポリマー乳化液を含んでなり、且つ被覆される繊維の全重量に基いて約2−6重量%の量で各束内に存在する、請求項16の組成物。
【請求項18】
繊維強化ポリマー複合物中に究極的な分散で繊維を与えるのに適当な強化繊維束を製造する際に、
複数の、合成有機ポリマーまたはセルロースに基づく天然繊維から作られるまたはそれに由来するマルチフィラメントストランドを、ストランド内に一時的なフィラメント間結合を形成させる仕上げ組成物で被覆し;
この結合させたフィラメントストランドを、約3−15mmの長さを有する切断繊維束に切断し、但し各切断繊維束は複数の一時的に結合された繊維を含み;そして
個々の切断繊維束が少なくとも16ポンド/立方フィートの平均かさ密度を有するように、該束の流動性集合体を形成させる、
ことを含んでなる、該強化繊維束の製造法。
【請求項19】
複数のマルチフィラメントストランドを被覆する工程が、各ストランドが100−400本の連続フィラメントを含み且つストランド当り5−22dtexの線状集合体を有する複数のマルチフィラメントストランドを、液体仕上げ組成物含有の被覆装置に向かわせ、この被覆装置において該液体仕上げ組成物を連続マルチフィラメントストランドに適用し、各ストランドに仕上げ組成物を含浸させ、そして仕上げ組成物を乾燥して、一時的なフィラメント間結合をストランド内に形成せしめる、ことを含んでなる、請求項18の方法。
【請求項20】
乾燥工程が被覆したマルチフィラメントストランドをオーブン中または一連の加熱ドラム上に通すことを含んでなり、そして該切断工程が該一連の加熱ドラムからの被覆されたマルチフィラメントストランドを直接切断装置に向かわせ且つストランドを該切断繊維束に切断することを含んでなる、請求項19の方法。
【請求項21】
被覆工程が、被覆されるマルチフィラメントストランドの全重量に基いて約0.5−10重量%の量で仕上げ組成物を適用することを含んでなる、請求項18の方法。
【請求項22】
繊維強化ポリマー複合物のための強化繊維を切断繊維束の集合体形で製造するに際して、
各ストランドがフィラメント当り5−22dtexの線状集合体を有し且つ約100−400本の連続フィラメントを含む複数のポリエチレンテレフタレートポリマーのマルチフィラメントストランドをクリール(creel)装置から引き出し、
クリール装置からの複数のマルチフィラメントストランドを被覆装置へ且つその中を前進させ、そして該被覆装置内においてポリビニルアルコール、アクリルエステル、ポリアクリル酸、ポリエステル、ポリアミド、熱可塑性ポリウレタン、澱粉、ワックス、ポリ酢酸ビニル、及びこれらのブレンドからなる群から選択される熱可塑性ポリマーの水性乳化液形の仕上げ組成物をマルチフィラメントストランドに被覆材として適用し、
被覆装置からの被覆したマルチフィラメントストランドを乾燥装置へ進め、ストランドを該乾燥装置内で加熱して仕上げ組成物を乾燥させ且つ一時的なフィラメント間結合を各ストランド内に形成させ、
乾燥装置からの該マルチフィラメントストランドを切断装置へ進め、該切断装置内で各ストランドを長さ約3−15mmの切断繊維束に切断し、但しこのとき各切断繊維束は複数の一時的に結合した繊維を含み、そして
少なくとも16ポンド/立方フィートの平均かさ密度を有する集合体中の該切断繊維束を集める、
ことを含んでなる、該強化繊維の製造法。
【請求項23】
被覆されたマルチフィラメントストランドの加熱工程が、マルチフィラメントストランドを一連の加熱した乾燥缶上に向かわせ、ストランドをリボン様のストランド断面を有するものへ成型しつつ熱可塑性ポリマー乳化液を乾燥することを含んでなる、請求項22の方法。
【請求項24】
ストランドをリボン様のストランド断面を有するものへ成型しつつ熱可塑性ポリマー乳化液を乾燥する工程が、ストランドの少なくともいくつかが互いに付着し且つ結合するようにストランドの少なくともいくつかを互いに接触させつつ乳化液を乾燥させることを含んでなり、そしてストランドを切断繊維束へ切断する工程が結合したストランドを切断して結合している切断繊維束を形成させることを含んでなる、請求項23の方法。
【請求項25】
該切断繊維束の集合体を容量測定または重量測定によるスクリュー供給機装置へ導入する更なる工程を含み、なお該切断繊維束の集合体が、供給機スクリューRPMにおいて僅か約±10%以下の変化を必要とする該容量測定によるスクリュー供給機装置を介して、または供給中重量変動において僅か約±10%以下の変化を必要とする該重量測定によるスクリュー供給測定装置を介して均一に供給することができる程度まで流動しうる、請求項22の方法。
【請求項26】
繊維強化ポリマー複合物を製造するに際して、マトリックスポリマーを混練り工程に供給し;請求項1の組成物を含んでなる切断繊維束の流動性集合体を容量測定または重量測定によるスクリュー供給機装置の供給ホッパー内に入れ、但し該スクリュー供給機装置が集合体の移送に関して該混練り工程と連絡しており;切断繊維束の流動性集合体を該スクリュー供給機装置により該混練り工程へ供給し、そして該切断繊維束中の繊維間の一時的結合が壊れ、この結果切断繊維束が長さにおいて該束の長さより長くない別々の個々の繊維に崩壊し、該個々の繊維がマトリックスポリマー中に分散するように該混練り工程を行う、ことを含んでなる、繊維強化ポリマー複合物の製造法。
【請求項27】
切断繊維束の流動性集合体を該スクリュー供給機装置により該混練り工程へ供給する該工程を、該容量測定によるスクリュー供給機装置が供給機スクリューRPMにおいて僅か約±10%以下の変化を必要とする、または該重量測定によるスクリュー供給測定装置が供給中の重量変動において僅か約±10%以下の変化を必要とするように、均一に行う、請求項26の方法。
【請求項28】
該マトリックスポリマーが熱可塑性ポリマーであり、そして該混練り工程が単軸または二軸スクリュー押出し機で行われる、請求項26の方法。
【請求項29】
該マトリックスポリマーが熱硬化性ポリマーであり、そして該混練り工程がダブルアームドバッチ式混合機で行われる、請求項26の方法。
【図1】


【図2】
【図3】
【図4A】

【図4B】
【図5】

【図6】
【図7】

【図2】
【図3】
【図4A】
【図4B】
【図5】
【図6】
【図7】
【公表番号】特表2010−540753(P2010−540753A)
【公表日】平成22年12月24日(2010.12.24)
【国際特許分類】
【出願番号】特願2010−528036(P2010−528036)
【出願日】平成20年9月24日(2008.9.24)
【国際出願番号】PCT/US2008/077475
【国際公開番号】WO2009/045807
【国際公開日】平成21年4月9日(2009.4.9)
【出願人】(309028329)インビスタ テクノロジーズ エス エイ アール エル (80)
【Fターム(参考)】
【公表日】平成22年12月24日(2010.12.24)
【国際特許分類】
【出願日】平成20年9月24日(2008.9.24)
【国際出願番号】PCT/US2008/077475
【国際公開番号】WO2009/045807
【国際公開日】平成21年4月9日(2009.4.9)
【出願人】(309028329)インビスタ テクノロジーズ エス エイ アール エル (80)
【Fターム(参考)】
[ Back to top ]