
繊維強化中空体の製造方法およびその方法を用いて形成された製品

本発明は、一体形成された要素を含む繊維強化中空体を中空型で製造する方法に関する。製造対象である一体形成された要素を含む繊維強化中空体用の雌型をそれぞれが形成する中空型の2つの半体内に繊維マットを積層し、このように内張りされた中空型の2つの半体を連結した後、繊維マットを圧力により中空型にぴったり合うように押し込む。本発明は、本発明の方法に従って製造された製品にも関する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、連結ブラケット、懸架ブラケット、フランジ、フィンおよびこれらに類する要素等の要素が一体的に組み込まれた繊維強化中空体の製造方法と、これにより製造された製品とに関する。
【背景技術】
【0002】
連結ブラケット、懸架ブラケット、フランジ、フィン等の要素を備えた繊維強化中空体は、非常に時間のかかる技術によってのみ製造可能である。多くの方法が現状技術に記載されている。
【0003】
例えば、米国特許第4,963,301号(特許文献1)には、エンドブラケット付き支柱の製造方法が記載されている。この支柱は、3つの部品、つまり、管状中空体と、該中空体の両端に挿入された直径の小さい2つのブラケットヘッドとで構成される。これは、コア管に巻き付けた後で硬化させた予備含浸繊維材料を用いることにより製造される。その後、硬化させた繊維材料を、熱分解によって転換し、浸透によって緻密化することができる。熱分解と浸透とを繰り返すことにより、耐火性の支柱が得られる。ブラケットヘッドは、その後に成型または挿入されるか、あるいは、一方の側へと先細りさせたコア管が巻き付け工程に用いられる。このため、この方法では、しわの無い一体型繊維強化中空体を製造することは不可能である。
【0004】
独国特許第3113791号(特許文献2)によると、ゴムホースで覆われた硬質の棒状コアを用いて支柱が製造される。樹脂を予備含浸させた数層の繊維材料を、重なりを有するようにホースに巻回する。このように準備した内側コアを、4つの切欠きを有する中空割型内に配置する。中空型半体をしっかりと閉じ合わせた後、一方の側を挟んで締め付けて閉鎖したホースを膨張させると、繊維材料が中空型の内壁に押し付けられ、ホースの開口端を介して硬質コアを抜き取ることができる。続いて、4つの型体を、移行部分および端部部分(ブラケット)を形成するための中空型の4つの切欠きに挿入する。オーブンまたはオートクレーブで、樹脂系に応じて例えば125℃または175℃で、ホース内圧力を制御しながら、樹脂を硬化させる。硬化が完了すると、支柱の開口したブラケット端部の一方からホースを抜き取り、ブラケット部分を機械加工する。ワンショット硬化法によって硬化させるため、硬化させた部品の接着が不要である。
【0005】
ブラケットのそれぞれに、より良好な荷重分布を得るために1つのブッシュを圧入または接着する1つの穴が設けられる。摩耗防止のために、ブッシュにブラケット表面から突出する鍔が設けられる。
【0006】
この方法には、配置された繊維成形材料が、移行部分および端部部分の付形のために円形から矩形に押し潰され、このためにそれらの部分において歪みおよび繊維の位置ずれを起こしやすいという欠点がある。さらに、コア管に数層に巻回された繊維成形材料をホースを膨張させることによって均一に膨らませるのは、一般に極めて困難である。我々の実験では不満足な結果が示された。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】米国特許第4,963,301号
【特許文献2】独国特許第3113791号
【発明の概要】
【発明が解決しようとする課題】
【0008】
上記の方法は、基本的な公知の手法のほんのいくつかの例にすぎない。それらの全ての手法は、製品にばらつきがあるという欠点を共有している。また、このことにより、特に外部荷重からの高応力下にあるブラケット部分において、繊維強化中空体の品質が損なわれる。それに応じて不良率が高くなる。さらに、使用機器およびその取扱いに比較的多くの費用と時間がかかる。
【0009】
特に、本発明の目標は、一体的に組み込まれた要素を備えた肉厚の薄い管状または角柱状中空体の製造方法を規定し、公知の現状技術による方法の欠点を回避できるようにすることである。
【課題を解決するための手段】
【0010】
特に、本方法は、中空体の要求される安定性および品質の仕様が、最終形態となるまでの全製造段階にわたって確保され、一体的に組み込まれた要素を備えた繊維強化中空体をばらつきなく再現可能に製造することができるように設計される。このようにして製造された中空体を、例えばリブまたは隆条等の一体的に組み込まれた要素を介して、シールド、パネルおよびこれらに類する要素等の表面状構造部品に接合し、それらを全て一緒に硬化させることが重要である。このために必要なより大きい中空型半体を閉じ合わせるために、適切に配置されたボルトを介して外部から必要なより高い反対方向の圧力を印加することができる。これに適したものには、中空型と天井または横木との間に配置され、当該中空型に外部圧力を印加する、プレッシャーパッド、ホールドダウン、特に油圧もしくは空気圧を用いた動力装置および/または圧力スリーブ等の耐熱装置もある。さらに、中空型を不透過性の可撓性ジャケットにパックし、周囲圧力が影響を及ぼすことを可能にするためにこのジャケットを排気することにより、真空パックの原理を単独でまたは組み合わせて用いることが可能である。真空バッグとしても知られるこのジャケットの代わりに、ベースプレートおよび/または成型具へ向かう周縁を封止された不透過性の可撓性プラスチックシートを用いることもできる。
【0011】
したがって、本発明の目的は、一体的に組み込まれた要素を備えた繊維強化中空体を中空型で製造する方法であって、製造対象である一体的に組み込まれた要素を備えた繊維強化中空体用の雌型をそれぞれが形成する中空型の2つの半体内に繊維マットを積層し、内張りされた中空型の2つの半体を接合した後、繊維マットを中空型の内壁に押し付け、一体的に組み込まれた要素を備えた繊維強化中空体を硬化させると同時に成形する方法である。
【0012】
繊維マットを中空型の内壁に押し付けるために圧力をかけることと、繊維マットに吸収された樹脂系を硬化させるために(好ましくは)熱の効果が必要であることとは、明らかである。これらの繊維強化中空体は、具体的には、管状または角柱状の外形を有する物体であるが、後で個別に説明するように、その他の多くの断面設計も可能である。本発明により、少なくとも1つの膨張式ホースおよび/またはバルーンを用いて、特別な前処理をした乾燥織物半完成繊維製品および/または含浸させた半完成繊維製品(プリプレグ)を内張りした中空型で、気孔率が低く繊維体積率が高い繊維強化中空体、特に、ブラケット、フィン、フランジ等の要素が一体化された、管状および/または角柱状の設計を特徴とするような繊維強化中空体を有利に製造することが可能になる。これには、例えば航空宇宙または自動車産業において構造設計に必要な支柱(図1〜図5、図34〜図40)、懸架ブラケットまたはフランジを備えた管(図27〜図30)、フィン付き管(図31)、航空機座席の構造部品(図41、図43、図45、図50〜図54)、例えば航空機着陸装置の伸長/格納機構用の二又支柱(図55)、スポーク体(図56〜図61)、例えば宇宙飛行における再突入機用の制御フラップ(図64、図66〜図75)、例えば風力発電所用のブレード(図76)、ブレーキディスク(図77および図78)、航空機ガスタービンの吸気口フロントリップ(図79〜図84)、航空機の胴体セグメント(図32、図85、図92、図93、図95、図96)等が含まれる。これらの部品は、特に、応用分野に応じて、繊維強化プラスチックまたはセラミックス基複合材(CMC)等の様々な材料で構成することができ、したがって常温用にも非常に低温または非常に高温用にも設計可能であるため、広い熱機械範囲にわたる用途に適用することができる。
【0013】
本発明のために、繊維マットという用語は、あらゆる予備含浸されたおよび/または前処理された繊維プライまたは半完成繊維製品を含むものとし、これらは、中空型の内張り後には積層体と呼ばれることがある。繊維マットという用語は、例えばいわゆる予備成形により、中空型内への配置時の望ましくないずれを防止するように準備された乾燥織物半完成繊維製品も含む。
【0014】
必要な中空型は、製造される繊維強化中空体の雌型として、たいていは2つの部分からなる設計であり、ガス抜きおよび閉じ合わせ可能である。中空型は、高い熱伝導率を有する高強度材料からなることが好ましい。中空型に入れた後にのみ樹脂が注入される、部分的に含浸させた本来は乾燥した織物半完成繊維製品を用いる場合は、2つ目の型半体を、例えば真空プラスチックシート等の可撓性材料で構成してもよい。
【0015】
金属製のものと比較すると、繊維強化中空体は、より軽量であり、圧縮、引張り、曲げおよびねじりに関して少なくとも同等の強度および剛性特性を有する。さらに、より優れた減衰能を有する。例えば連結ブラケットが一体化された繊維強化中空体は、接合領域においては(結合)溝および二重層が不可避であるため、ブラケットヘッドが挿入されたものと比べて重量および強度に利点を有する。同じことは、フランジを備えた繊維強化管やその他の多くの繊維強化中空体に当てはまる。
【0016】
本発明による方法は、現状技術において用いられているのと同様の工程段階を用いるが、それにもかかわらず、現在公知である方法を著しく改良および簡単化するものである。第1に、前述の硬質コアを必要とせず、第2に、繊維複合材が、中空体の全ての部分、特に移行部分および端部部分(ブラケット)に、より良好に荷重に対抗できる力の流れの方向に配置される。高応力下の端部部分(ブラケット)では、繊維が等方的に配置される。このために、適切な中空型半体(雌型)が用いられる。これにより、断面形状を変える、成型による繊維層の絞りが不要となり、この手法に結び付けられる全ての欠点も解消される。したがって、移行部分を絞って形状を円形断面から矩形断面に、一般的に言えば大きい断面から小さい断面にする必要がなくなる。その理由は、プリプレグ材料が、互いに補完し合う2つの開いた雌型内に、しわを発生させずにかつ安定した位置で、直接配置されるからである。すなわち、原則的に製造段階が少なくてよい。言い換えると、かかる時間が少なく、不良品リスクが低い。その上、中空型の設計が簡単化され、工程固有の半完成品に関する現在のリスクのほとんどが解消される。
【0017】
好適な実施形態の詳細を従属請求項に記載する。
【0018】
例えば、繊維マットは、樹脂をしみ込ませた繊維プライまたは繊維プリプレグであることが好ましい。繊維プライは、部分的に樹脂をしみ込ませただけでもよい。
【0019】
繊維マットは、中空型に挿入された膨張式要素によって、中空型の2つの半体を接合した後に膨張式要素を膨張させることにより、中空型の内壁に押し付けられることが好ましい。型半体の接合は、例えば真空バッグにより周囲圧力(大気、オートクレーブ)を用いて達成してもよい。
【0020】
繊維マットは、中空体の各部分の定められた荷重特異性に従って中空型半体内に配置されるのが好ましい。これは、繊維マットが複合材における規定の荷重を最適に吸収できるような配列で、繊維マットを中空型体内に配置することにより達成される。
【0021】
本発明は、繊維マット上に、通気布すなわちガス抜き用布を任意に配置することを想定している。繊維マットの下にガス抜き用布を配置することも可能である。樹脂を真空により浸透させる場合は、半透過性シートを間に配置することが可能である。
【0022】
本発明の特定の実施形態においては、繊維マットと場合によってはガス抜き用布とが、中空型の半体のそれぞれの中に、該当する中空型半体の少なくとも1つの上縁よりもある一定の量だけ突出するように配置される。
【0023】
本発明によると、中空型半体の接合前に、繊維マットと場合によってはガス抜き用布との突出部分を扇形に広げ、半体が接合されると扇形に広げられた部分が互いに嵌合するようにすることができる。
【0024】
中空型の半体の上縁から突出する材料部分を形成するために、必要に応じて、積層時に突出材料部分を支える肩が、中空型半体の少なくとも1つの側に隣接して配置される。
【0025】
中空型の接合前に積層体層を扇形に広げるのを補助しかつ/または突出材料部分を所望の位置に配置するのを容易にする追加の金属レールが肩に隣接して配置されてもよい。
【0026】
中空型内の繊維プライを必要に応じて排気し、場合によってはさらに樹脂を浸透させる。中空型内の繊維プライにさらなる圧力および温度処理を施してもよい。
【0027】
このようにして得られた硬化後の中空体半完成品を機械仕上げ工程、例えば輪郭加工に供することが好ましく、さらに、物理的および/または化学的に緻密化することができる。
【0028】
挿入された繊維マットの繊維は、熱可塑性または熱硬化性マトリックス材料中で、一方向、十字方向、多軸方向および/または交差状に配列され、好ましくは固定される。
【0029】
材料強化のために選択される繊維は、炭素、ガラス、アラミド、ポリエステル、ポリエチレンおよびナイロン繊維から選択されることが好ましい。
【0030】
耐火性の化学的に緻密化された中空体を作成することが必要な場合は、使用される繊維は、無機繊維から選択される。これは炭素を含む。その場合、繊維またはフィラメントは、炭素、炭化ケイ素、酸化アルミニウム、ムライト、ホウ素、タングステン、炭化ホウ素、窒化ホウ素およびジルコニウム繊維から選択される。同一種の繊維と混合種の繊維とのいずれをも使用することができる。
【0031】
本発明による方法は、製造対象である繊維強化中空体の外形を特に限定しない。すなわち、キャビティ形状および/またはキャビティ半体が適宜に設計されていれば、本質的に円形、楕円形、正方形または矩形の断面を有する繊維強化中空体を、内側リブの有無にかかわらず、製造することができる。本方法は、支柱、管、いわゆるフィン付き管ならびに例えば制御フラップまたは横および縦方向の形材によって強化された胴体セグメント等の箱形構造の製造に等しく適している。
【0032】
積層は、プリプレグ繊維材料を用いて行うことが好ましい。管/角柱部分、例えばブラケットを備えた支柱においては、例えば、繊維材料の60%を長手方向軸(0°方向)と平行に配置し、40%を±45°(+/−方向ともいう)に配置する。端部部分(ブラケット)においては、繊維の約3分の1を長手方向軸と平行に配置する。別の30%をそれと垂直に(90°方向)配置し、残りを長手方向軸に対して±45°未満に配置する。ブラケットと管/角柱部分との間の傾斜路状移行部分においては、強化繊維を段階的に配置する。
【0033】
半完成繊維製品は、一方向、十字方向、多軸方向のものの他に、様々に交差させて織られたかまたは編まれたものが入手可能である。供給者としては、Cytec社、Hexcel社、ICI社、Interglas社、Kramer社およびSaertex社等の企業がある。
【0034】
未硬化マトリックス材料は、熱可塑性の特性を有するものと熱硬化性の特性を有するものとの両方が、Cytec社、Hexel社、ACG社、Huntsman社等の企業によって市販されている。
【0035】
必要に応じて、積層を混合式に行うことが可能である。すなわち、一方向半完成繊維製品層の次に斜め方向に織られた繊維層を積層することができる。このことは、規定された荷重によってはブラケット穴部分において有益となり得る。
【0036】
コスト上の理由で、あるいは、繊維強化中空体の剛性に対する要求が低い場合は、炭素繊維の代わりに他の繊維材料を、同一種の繊維としても混合種の繊維としても用い得る。例えばガラス繊維と炭素繊維との組み合わせからなる繊維強化プラスチック支柱は、専ら炭素繊維のみで強化されたものよりも柔軟で経済的である。ガラス・炭素繊維半完成製品に加えて、繊維強化中空体に用いることができる繊維材料が他にもある。それらは、種々の温度範囲における用途向けとして専門家に知られている。
【0037】
ニアネットシェイプの繊維強化中空体またはそれらの予め大まかに形状を固められ部分的または完全に硬化された繊維プレフォームに関して、樹脂マトリックスを熱分解により転換し、樹脂材料のさらなる浸透(ポリマー浸透)とその後の熱分解とにより緻密化する場合は、一般に、炭素、黒鉛、ガラスおよびアラミド等のセラミックフィラメントを含む無機繊維材料が用いられる。セラミックフィラメント材料としては、炭素、炭化ケイ素、酸化アルミニウム、窒化シリコン、ムライト、ホウ素、タングステン、炭化ホウ素、窒化ホウ素、ジルコニウム等が用いられる。セラミック繊維は耐熱性を有する。この液状ポリマー浸透(LPI)法で製造されたCMC(セラミックス基複合材)ユニットは、5〜8回熱分解され、中程度の機械および熱荷重に耐える部品に適している。
【0038】
高い熱機械応力にさらされるCMC材料に関して、化学蒸着(CVI)法により気相中でマトリックス材料を繊維表面に堆積させることができる。この方法では、特定の圧力および温度条件下で、マトリックス材料によって部品表面が完全に覆われるまで、マトリックス材料をニアネットシェイプユニットの、さらにはユニット内部の、繊維上および繊維間に堆積させる。このようにして、例えば炭素繊維を炭化ケイ素マトリックス中に、炭化ケイ素繊維を炭化ケイ素マトリックスもしくは窒化シリコンマトリックス中に、酸化アルミニウム繊維を酸化アルミニウムマトリックス中に、または、ムライト繊維をムライトセラミック中に埋め込むことが可能である。
【図面の簡単な説明】
【0039】
【図1】図1は、本発明に従って製造され、二又/スロット状の連結ブラケットと円管状の中央部分とを備えた繊維強化中空体のa)側面図と、b)正面図と、c)斜視図とを示す。
【図2】図2は、本発明に従って製造され、図1と同様であるが中間部分の断面が楕円形である別の繊維強化中空体のa)側面図と、b)正面図と、c)斜視図とを示す。
【図3】図3は、本発明に従って製造され、図1または図2と同様であり中間部分に平らな表面を有する繊維強化中空体のa)側面図と、b)斜視図とを示す。
【図4】図4は、本発明に従って製造され、図1または図2と同様であり中間部分に平らな表面を有する繊維強化中空体のa)側面図と、b)斜視図とを示す。
【図5】図5は、図4のような中空体の断面図を示す。
【図6】図6は、ブラケットが一体化された支柱用に本発明に従って設計された中空型半体のa)斜視図と、b)断面図と、c)繊維材料およびホースを取り付けた型半体の双方を接合する直前の図とを示す。
【図7】図7は、管/角柱状中空体のための好ましい設計の装置における、本発明による製造方法の手順を断面図で示す。
【図8】図8は、管/角柱状中空体のための好ましい設計の装置における、本発明による製造方法の手順を断面図で示す。
【図9】図9は、管/角柱状中空体のための好ましい設計の装置における、本発明による製造方法の手順を断面図で示す。
【図10】図10は、本発明による一例として選択された、半完成繊維製品の積層体層の配置パターンを示す。
【図11】図11は、縁からの突出部の高さが高い配置を示す。
【図12】図12は、型半体を接合して閉じる直前の、L字形レールによって位置決めされてしわの発生の無い縁片を示す。
【図13】図13は、上側の積層体層上に重なりを有する配置用の突出縁片を示す。
【図14】図14は、積層体層を接合するためのその他に考えられ得る方法を示し、図14は、上側の積層体層がないものを示す。
【図15】図15は、積層体層を接合するためのその他に考えられ得る方法を示し、図15は、上側の積層体層があるものを示す。
【図16】図16は、積層体層を接合するためのその他に考えられ得る方法を示し、図16は、積層体層を扇形に広げるものを示す。
【図17】図17は、積層体層を接合するためのその他に考えられ得る方法を示し、図17は、積層体層を扇形に広げるものを示す。
【図18】図18は、図9による方法の結果を断面図で示す。
【図19】図19は、図12による方法の結果を断面図で示す。
【図20】図20は、図13による方法の結果を断面図で示す。
【図21】図21は、図14による方法の結果を断面図で示す。
【図22】図22は、図17による方法の結果を断面図で示す。
【図23】図23は、内側リブを有する実施形態の中空体断面を示す。
【図24】図24は、内側リブを有する実施形態の中空体断面を示す。
【図25】図25は、内側リブを有する実施形態の中空体断面を示す。
【図26】図26は、内側リブを有する実施形態の中空体断面を示す。
【図27】図27は、懸架ブラケットが管外被に一体化された繊維強化中空体のa)側面図と、b)斜視図と、c)考えられ得る型設計とその配置例とを示す断面図と、d)別の配置例を示すものとを示す。
【図28】図28は、フランジが組み込まれた中空体のa)斜視図と、b)考えられ得る型設計とその配置例とを示す断面図とを示す。
【図29】図29は、フランジが組み込まれた中空体のa)斜視図と、b)考えられ得る型設計とその配置例とを示す断面図とを示す。
【図30】図30は、フランジが一体的に組み込まれ、空間において湾曲した中空体(パイプベンド)のa)斜視図と、b)該中空体に関する中空型半体とを示す。
【図31】図31は、繊維強化中空体であって、a)フィンが側方に組み込まれたものと、b)フィン付き管壁の形態のものと、c)フィン付き管壁の製造用の型構造を含む断面図と、d)c)と同様であるがフィンブリッジの押圧が制御可能に行われるものとを示す。
【図32】図32は、縦横方向ブレース(補強材)が一体的に組み込まれた大型表面の繊維強化中空体(強化板)のa)斜視図と、b)製造に必要な中空型と、c)積層体を配置した中空型と、d)完全に積層された中空型内の型ホース/バルーンと、e)積層体と型ホースとを取り付けた中空型上の平面積層体がカバープレートで覆われたところとを示す。
【図33】図33は、真空バッグまたは排気用シート内部の、ガス抜き用布によって覆われた図32e)と同様の型構造のa)斜視図と、b)断面図と、c)図33b)の詳細図と、d)図33a)と同様であるがシートが下側中空型へと封止された型構造と、e)別々に排気される2つの空間(通気空間および樹脂注入空間)を有する型構造と、f)図33e)と同様であるが上側型半体が可撓性である型構造と、g)図33f)と同様であるが平面パネル表面が下側型半体上にある型構造とを示す。
【図34】図34は、二又状のブラケットを備え、矩形断面を有する支柱のa)斜視図と、b)側面図と、c)上面図と、d)正面図とを示す。
【図35】図35は、断面が中央に向かって大きくなっている支柱のa)斜視図と、b)側面図と、c)上面図と、d)正面図とを示す。
【図36】図36は、取り付けてあるターンバックルで連続的に長さ調節可能な支柱の一部分であって、ターンバックルが、a)ボルト端に単純なブラケットを備えているものと、b)ボルト端にブラケットと二又ブラケットとを備えているものとを示す。
【図37.1】図37.1は、反対方向に延びる内側ねじ山(ターンバックルの原理)で連続的に長さ調節可能な支柱のa)斜視図と、b)上面図と、c)断面図とを示す。
【図37.2】図37.2は、反対方向に延びる外側ねじ山(ターンバックルの原理)で連続的に長さ調節可能な支柱のa)斜視図と、b)上面図と、c)断面図とを示す。
【図38】図38は、歯付き板による調節で段階的に長さ調節可能な支柱のa)斜視図と、b)断面図とを示す。
【図39】図39は、一端が円錐状に先細りしている、ねじ付き連結部で段階的に長さ調節可能な支柱のa)斜視図と、b)側面図と、c)断面図とを示す。
【図40】図40は、一端の肉厚を大きくした、段階的に長さ調節可能な支柱のa)斜視図と、b)上面図と、c)断面図とを示す。
【図41】図41は、例えば航空機の座席用の座席梁半完成品を示す。
【図42】図42は、中空型内部における座席梁半完成品の断面図を示す。
【図43】図43は、補強リブが一体化された座席梁を示す。
【図44】図44は、中空型内部における、補強リブが一体化された座席梁の断面図を示す。
【図45】図45は、構造部品への連結部が一体化された座席梁を示す。
【図46】図46は、図45のような座席梁用の上側型半体を示す。
【図47】図47は、図45のような座席梁用の底側型半体を示す。
【図48】図48は、図47のような型半体の分割を示す。
【図49】図49は、図45のような座席梁を硬化後に中空型から取り出すための説明図を示す。
【図50】図50は、図45と同様の座席梁の別の実施形態を示す。
【図51】図51は、本発明に従って製造された座席基部構造を示す。
【図52】図52は、本発明に従って製造された、図53のような肘掛けを連結するための構造を示す。
【図53】図53は、本発明に従って製造された肘掛け構造を示す。
【図54】図54は、図50〜図53のような構造の組み立て体を示す。
【図55】図55は、本発明に従って製造された、例えば航空機の前輪用の二又支柱を示す。
【図56】図56は、中央で直角に交差させた、ブラケットを備えた支柱のa)斜視図と、b)側面図とを示す。
【図57】図57は、フランジが中央に組み込まれた星形中空体のa)斜視図と、b)正面図と、c)側面図とを示す。
【図58】図58は、図57のような星形中空体用の中空型の変形例であって、a)〜c)は2つのバルーンを用いる第1の変形例を示し、d)は1つのバルーンを用いる第2の変形例を示す。
【図59】図59は、ハブが一体的に組み込まれた星形中空体のa)斜視図と、b)正面図と、c)側面図とを示す。
【図60】図60は、ハブが組み込まれるとともに端部フランジが一体化された星形中空体のa)斜視図と、b)上面図と、c)側面図とを示す。
【図61】図61は、中空スポークが一体的に組み込まれたホイールリムのa)斜視図と、b)側面図と、c)断面図とを示す。
【図62】図62は、図61のようなホイールリム用の型の組み立てを示す。
【図63】図63は、図61のようなホイールリム用の組み立て後の型の、型バルーンを含む断面図を示す。
【図64】図64は、一方の側が開口した矩形の制御フラップのa)斜視図と、b)側面図とを示す。
【図65】図65は、図64のような制御フラップの大体の製造工程を示す断面図である。
【図66】図66は、図64と同様に一方の側が開口しているが内側リブを備えた矩形の制御フラップのa)斜視図と、b)側面図とを示す。
【図67】図67は、図66と同様に一方の側が開口しているが補強用の折り目を有する矩形の制御フラップのa)斜視図と、b)側面図とを示す。
【図68】図68は、繊維複合材セラミック製の、航空機および宇宙飛行用再突入機のための制御フラップを示す。
【図69】図69は、繊維複合材セラミック製の、航空機および宇宙飛行用再突入機のための制御フラップを示す。
【図70】図70は、繊維複合材セラミック製の、航空機および宇宙飛行用再突入機のための制御フラップを示す。
【図71】図71は、制御フラップの別の実施形態を示す。
【図72】図72は、航空機および再突入機用の制御フラップの他の実施形態であって、a)分割平面が水平なものと、b)分割平面が垂直なものとを示す。
【図73】図73は、制御フラップを作動させるための機構を示す。
【図74】図74は、制御フラップを作動させるための機構を示す。
【図75】図75は、制御フラップを作動させるための機構を示す。
【図76】図76は、例えば風力タービン用の、フランジが一体的に組み込まれたブレードのa)斜視図と、b)側面図とを示す。
【図77】図77は、ブレーキディスクとして付形された中空体を示す。
【図78】図78は、本発明に従って製造された図77のようなブレーキディスクの製造工程を示す図である。
【図79】図79は、例えば航空機のガスタービンの、タービンエンジンの空気取り入れ口フロントリップとして付形された中空体のa)等角投影正面図と、b)等角投影背面図と、c)断面図とを示す。
【図80】図80は、図79のような空気取り入れ口フロントリップ用の底側型半体のa)等角投影図と、b)断面図とを示す。
【図81】図81は、積層体層が配置された状態の、図79のような空気取り入れ口フロントリップを製造するための上側型半体を示す。
【図82】図82は、図81のような上側型半体の構造の、積層体層とバルーンとを含む断面図を示す。
【図83】図83は、組み立て後の図80および図81の型半体の断面図を示す。
【図84】図84は、図79のような空気取り入れ口フロントリップを製造するための別の型構造を示す。
【図85】図85は、機械加工前の、本発明に従って製造され、ストリンガおよびリブが一体的に組み込まれた航空機胴体セグメントを示す。
【図86】図86は、図85のような胴体セグメントの底側型半体を示す。
【図87】図87は、図86の拡大詳細図を示す。
【図88】図88は、図85のような胴体セグメントを製造するための、半完成繊維製品が積層された底側型半体を示す。
【図89】図89は、図32d)と同様の型ホースが挿入された図88のような底側型半体を示す。
【図90】図90は、図85のような胴体セグメントを製造するための、繊維材料が積層された上側型半体を示す。
【図91】図91は、図85のような胴体セグメントを製造するための型構造全体を示す。
【図92】図92は、穴あけおよび輪郭加工後の、図85のような、本発明に従って製造され、連結ブラケットが一体的に組み込まれた胴体セグメントを示す。
【図93】図93は、航空機胴体のサブセグメントを形成するために互いに組み合わされた4つの外殻パネルを示す。
【図94】図94は、本発明に従って製造され、床桁として付形された中空体を示す。
【図95】図95は、本発明に従って製造された胴体セグメントと床桁とを有する航空機胴体のサブセグメントを示す。
【図96】図96は、ストリンガが一体化されるとともに乗降扉用フレームが一体化された外殻パネルとして付形された中空体を示す。
【図97】図97は、鉄道または索道車用のボギーのa)上から見た等角投影図と、b)下から見た等角投影図とを示す。
【図98】図98は、高速鉄道車両用ホイールのa)等角投影図と、b)等角投影断面図と、c)型構造の断面図とを示す。
【発明を実施するための形態】
【0040】
次に、図面を用いて、本発明を、応用例と製造工程および使用される中空型に関する解説とによって詳細に説明する。
【0041】
図1は、本発明に従って製造された繊維強化中空体10の考えられ得る一実施形態として、二又またはスロット状連結ブラケット11を備えた支柱の側面図(a)および正面図(b)ならびに斜視図(c)を示す。この支柱は、くさびまたは傾斜路状部分13が先細りして一体的に組み込まれたブラケット11となる管状/円筒状中央部12を特徴として有する。ブラケット11は、それぞれに鍔15が装着されたブッシュ15が取り付けられた、略中心に配置された穴14を特徴として有する。鍔は、曲げまたはねじり力を伝達する際に荷重を誘導するピン(図示せず)によるあらゆる摩耗を防止する。
【0042】
図2も、二又またはスロット状ブラケット11を備えた支柱を示す。しかしながら、側面図(b)から分かるように、中空の中央部12の断面は楕円形である。その他の特性は全て図1のような支柱と同一であり、同じ参照番号を付している。
【0043】
図3および図4の支柱(繊維強化中空体10)は、図1および図2のような支柱と本質的な特性が同じであるため、やはり同じ参照番号を付している。加えて、それらの支柱は、その円筒形または楕円形の中央部12に、横力を誘導可能な凹んだ16または突出した17の平坦状表面を特徴として有する。図3のブラケット11は、二又ブラケットに挿入されるように設計されており、したがって舌状である。
【0044】
図5は、例えばピン(図示せず)により横力が誘導され得る場所に図4のような突出した表面17を有する中央部12の断面を示す。
【0045】
そして、図6aは、本発明に従って設計された中空型半体(1、2)の斜視図を示し、図6bは同じ中空型半体の長手方向断面を示す。図6aおよび図6bは、上記実施形態における支柱の半分の雌型、特に中央部12’から傾斜路状部分13’を経て端部領域(ブラケット)11’へと変化している断面寸法を明瞭に図示している。このトラフ状の雌型に、含浸させた半完成繊維製品5(図7以降)を積層し、必要に応じてそれらをガス抜き用布7で覆い、(中空型半体1、2を閉じ合わせたら、)その上から、硬化前および硬化中に、繊維配置が中空体型の内壁に押し付けられるように圧力をかける。図6cに、接合直前の、積層後の中空型1および2の両方を示す。この工程段階においては、積層体を中空型の内壁に押し付けるホース8が既に底側中空型内に配置されている。
【0046】
図7〜図9は、本発明の製造工程を図示する。この製造工程は、外形が例えば円形であるべきか矩形であるべきかにかかわらず、上記の支柱の全ての断面設計に特に当てはまる。
【0047】
図7は底側の中空型半体1、図8は上側の中空型半体2に関してこの製造工程を示す。これらの中空型半体のことを底側/上側型ともいう。上向きに開いた両型半体1および2の上に、好ましくは1つの肩3、4をそれぞれ置き、型の中に、含浸させた半完成繊維製品5を、肩3、4の停止面18に至るまで積層する。続いて、必要に応じて、ガス抜き用布7を半完成繊維製品5の上に配置する。ここに示す実施形態に関しては、底側型半体1内にホース8を挿入する。肩3、4を取り外すと、上側型半体2を底側型半体1の上に置くことができ、双方をしっかりと閉じ合わせることができる。突出した縁片6は、ホース8を加圧するとすぐに半体同士が容易に接合(結合)されるように、中空体10の合わせ目領域における重なり部分9とするためのものである。このことは、追加的に熱を誘導する場合にはなおさら当てはまる。
【0048】
したがって、本発明による中空体を製造するための工程段階は以下のようになる。
【0049】
1.1 開いた中空型半体1および2の該当面に肩3および4を固定する。
【0050】
1.2 肩3、4において突出片6が形成されるように、半完成繊維製品および/または積層体5を凹状の中空型半体1および2にかぶせる。
【0051】
1.3 必要に応じて、突出片6を含むかまたは除く半完成繊維製品5の上にガス抜き用布7を配置する。
【0052】
1.4 等方性弾性材料からなるホース(バルーン)8を底側型半体1内に挿入する。
【0053】
1.5 中空型半体1および2から肩3、4を取り外す。
【0054】
1.6 積層体を取り付けた中空型半体1および2を重ね合わせ、例えばボルト/ねじでしっかりと閉じ合わせる。
【0055】
1.7 バルーンを用いる場合以外はホースの一端を封止し、中空型内の空気を吸い取りかつ/または排除し、加圧気体でホースを膨張させる。
【0056】
1.8 気体圧力および温度条件を制御しながらオーブンまたはオートクレーブで硬化させる。
【0057】
1.9 中空型を開き、ホース/バルーンを取り外し、繊維強化プラスチック中空体を取り出し、ブラケットを輪郭加工し、穴あけし、カバーディスクおよび/または穴ブッシュを挿入する。
【0058】
特に、図10には、半完成繊維製品5の配置を、一般に、均一にではなく、予測される荷重プロファイルに応じて、すなわち繊維強化中空体10の個々の部分11、12、13に沿った予測応力に応じて行うことが示されている。例えば、中央部12’’では、一方向繊維が長手方向におよび長手方向軸に対して±45℃の角度に配置される。端部領域(ブラケットまたはその他の連結要素)11’では、等方的に、つまり長手方向軸に沿って、長手方向軸を横断して、および長手方向軸に対して±45℃未満の角度に配置される。中央部12と、ブラケット11またはこれに類する被組込要素である端部領域との間、すなわちくさびまたは傾斜路状部分13では、漸次段階的に配置される。図10では、図6のような中空型の各領域11’、12’および13’に対応する各部分を11’’、12’’および13’’と表示している。
【0059】
半完成繊維製品5は、種々の方法で、型カップ1および2内および肩3または4の停止面18に押し当てて、積層することができる。
【0060】
図11は、縁からの突出部6の高さが非常に高い配置を示す。突出縁片6は、肩3、4とL字形の断面形状を有するレール19とにもたせかけられる。レール19により、しわの発生なく縁片6を接合することができる。これは、縁片6同士の重なりの有無にかかわらず可能である。
【0061】
図12において、縁片6は、最大限に突き合わせて接合することを目的とした配置用に準備されており、図13においては、重なりを有した配置用に準備されている。型半体1および2を閉じてホース8を膨張させると、縁片6は、上側の中空型半体2内に配置された半完成繊維製品5と、所望のように接合する。
【0062】
図14は、重なりが1箇所だけである繊維強化中空体10をどのようにして製造することができるかを示す。このために、図11および図13に示すように縁片6を重ならせ、ホース8を用いて未積層の上側型半体2に押し込む。例えば懸架ブラケットまたはフィンを備えた中空体に関しては、図15に示すように、重なり部分を型半体1、2の分離線に沿って配置するのが有用である。この点についてのさらなる詳細をさらに説明する。
【0063】
図16のように、半完成繊維製品5の各層を後の合わせ目線に沿って扇形に広げ、型半体1、2を重ね合わせたときに扇形に広げられた各層が互い違いに嵌まり合うようにする。このために、型半体1、2にやはり肩3とL字形レール19および19’とを設ける。底側型半体1では繊維配置を特定の高さで分割するために肩3がレール19と協働し、上側型半体における他方の肩19’は積層体を型壁から少しだけ離しておくためのものである。このようにして噛み合い結合が達成される。図17に示すこの「噛み合い」により、接合品質が高まる。
【0064】
図18〜図22は、結果として得られる断面、ここでは、重なり部分の設計が様々である円筒形中央部12を示す。これらは、型半体1、2の接合前の突出縁片6の配置に関連した違いの結果である。容易に分かるように、図9のような縁片6の配置は図18に示す結果に対応し、同様に、図12、13、14、15および17の配置は、図19、20、21および22に示す結果に、この順序および組み合わせで対応する。
【0065】
少し変更を加えるだけで、プリプレグ等からなる2つのU字形リブブリッジ20と、連通した2つのホースとを用いることにより、繊維強化された内側リブ21を備えた繊維強化中空体10を製造することが可能である。これを図23および図25の図に示す。U字形リブブリッジ20は、底側1および上側2の型半体内で、予め配置された繊維マット5に接合される。図24および図26はそれぞれ完成品の断面を示す。
【0066】
図27は、懸架ブラケット23が管外被に一体化された繊維強化管22を示す。管22と懸架ブラケット23とは、本発明による方法で一部分において一体的に製造される。
【0067】
図28および図29は、本発明による方法で製造された、1つおよび2つのフランジ11が一体的に組み込まれた繊維強化管24を示す。例えば図30に示すようなパイプベンドとして個々の管24または管部品を相互に接合するために、フランジ11にやはり穴を設けてもよい。なお、大体において、パイプベンドは、図28および図29に示す直管と同様にして製造することが可能である。
【0068】
図31は、繊維強化されたフィン付き管(a)と、同じ材料で構成されたフィン付き管壁(b)との斜視図ならびに本発明による方法で作製されたこのような部品の製造に用いられる2種類の中空型(c)および(d)を示す。それらは例えばプラスチックまたはセラミック(CMC)で構成され得る。一体的に組み込まれたフィン/ブリッジは、管よりも短くすることが可能である(図示せず)。このようなフィン付き管または管壁は、例えば、建築用遮熱材や熱交換器等のための冷却パイプとして、熱および冷却工学において応用可能である。
【0069】
滑り/連結ブラケットを備えた支柱が一体的に組み込まれて、取り付けられる繊維強化プラスチック製パネルセグメントの作製について、大体を図32および図33に図示する。図示と異なってパネルセグメントが湾曲していてもよい。滑り/連結ブラケットは、図92、図93および図95に明示されている。縦横方向の強化材20を形成するために、型半体1内には溝20’が、ここでは等間隔で、互いに平行に延びている。繊維マットを配置したら、すなわち型半体1に積層したら、型ホース/型バルーン8(ここでは4つ)をこのために準備した溝20’に嵌装し、繊維マット(プリプレグ)5’’が同様に積層された型2を型1上に降ろす。型半体1および2を押し付け合わせて型ホース8の圧力に対抗する外部圧力を用いて、積層体接触面/重なり部分9’および9’’が結合し、オーブンまたはオートクレーブ内部で加熱により半完成繊維化合物製品が硬化して正確な寸法となるようにする。図33に示すように、型半体1および2を真空ポンプ(ここでは図示せず)に接続する場合、真空バッグとしても知られる、型半体1および2を封入する真空ジャケット59を用いて、外部圧力を利用して外力を生じさせることができる。追加的にまたはこれとは別に、制御可能な空気圧または油圧力(動力装置、圧力スリーブ等)62を利用することができる。真空状態ひいては真空接続によるガス抜きの有効性を高めるために、真空ジャケット59と型半体1および2との間に通気布7(=ガス抜き用布)を配置することができる。
【0070】
繊維強化部品、例えば図32a)のパネルセグメント等は、プリプレグの代わりに乾燥織物繊維組織(半完成繊維製品)を用いて製造してもよい。型半体内への配置後に個々の繊維層が徐々にずれてしまうのを防止するために、いわゆる予備成形を適用する。この方法では、個々の繊維層に熱可塑性または熱硬化性結合剤を添加し、その後、繊維層を雄型または雌型に配置する。各層を正しい位置に固定するために、シートで覆い、シーラントを用いて各層の縁を雄型/雌型の全周で封止する。シート下の空気を排気すると、外側の空気圧が効果をあらわし、個々の繊維層をしっかりと雄型上/雌型内へと押圧する。熱を誘導することにより、結合剤が活性化され、乾燥繊維プライ内部にしみ通り、その後硬化する。このようにして生成された繊維複合材は、その後の加工において乾燥半完成繊維製品として扱われる。
【0071】
型半体1に挿入したら、予備成形された半完成繊維製品5’に樹脂を浸透させる。図33e)は、型構造を大体において示す。型半体1内部には、ワンショット硬化法を用いてパネルセグメント(図32a)の縦横方向強化材20を一体的に組み込むための溝が存在している。必要に応じて繊維組織5’の下にガス抜き用布7を配置することが可能である。繊維材料5’で内張りされた溝20’に型ホース8を嵌装する。必要に応じてその下にU字形ガス抜き用布7を配置することも可能である。繊維組織5’と型ホース8とを予備成形された繊維組織5’’で覆い、通常はその上に剥ぎ取り式箔66、分散布67および半透過性箔65を載せる。後者は、気体に透過性であり樹脂に不透過性である。
【0072】
半透過性箔65(図33e)の上には、ガス抜き用布7、上側型半体2、別のガス抜き用布7’および気体と樹脂に不透過性の真空シート59を載せる。このシートは、半透過性箔と同様に、全周にわたって型半体1へと封止される。真空シート59と半透過性箔65との間の通気空間は真空接続部60を介して排気され、型半体1と半透過性箔65との間の注入空間は真空接続部68を介して排気される。
【0073】
接続部60および68に真空が生じ次第、かつその場合に限り、ホース8をより高い気体圧力に慎重にさらし得る。この圧力は、所要の重なり領域9’および9’’における半完成繊維製品5’および5’’が常にしっかりと接合したままであり、特に強化材20の領域において離れることがないように与えられる。これらの条件が満たされれば、樹脂フローバルブ(ここでは図示せず)が開かれる。これにより樹脂が吸い込まれ、分散布が樹脂を広く分散させるため、真空および重力の効果によって半完成繊維製品5’および5’’が均一に浸漬される。
【0074】
この工程では、まず、接触している積層体部分すなわち重なり部分9’および9’’、最後に、縦横方向強化材20の設計のために設けられた下の方の積層体部分に、樹脂をしみ通らせる。一番最後に樹脂が飽和状態であることが樹脂の漏出によってわかり、樹脂の流れが停止される。これは、適切な表示器を介して、例えば樹脂漏れ表示器71(透明パイプ内の充填レベル、サイホン、センサによって電気的に検出可能な値の変化等)によって自動的に行うことが可能である。排気はマトリックスが硬化されるまで続けられる。技術的な詳細に関しては、いわゆるMT−RI法が記載されている独国特許第10239325号が参考になる。本発明の違いは、主に、強化材を形成するのに型ホース8を用いることであり、さらにまたこの点に関連して、図33e)に示す樹脂漏れ表示器が自己制御式であることである。加えて、通気および注入空間の真空状態ひいては該空間からの排気の有効性を、樹脂漏れによる影響を実質的に受けない程度に維持することができる。
【0075】
図33f)は、上記の型構造にかなり類似した型構造を示す。違いは、ここでは固体材料からなる型半体2がないことである。型半体2の機能は、真空を発生させた時に真空シート59によって引き受けられる。
【0076】
図33g)には、積層後に反転されたつまり上下逆さまにされた図33e)と同様の型構造が示されている。これにより、浸透中に樹脂が流れる方向が異なる。
【0077】
図34は、本発明に従って製造され、矩形の断面形状と、一体的に組み込まれた二又状連結ブラケット11とを有する別の支柱の斜視図(a)ならびに側面図(b)、上面図(c)および正面図(d)を示す。
【0078】
図35は、本発明に従って製造され、直径が中間に向かって大きくなっている支柱の斜視図(a)、側面図(b)、上面図(c)および正面図(d)を示す。高い座屈荷重に耐えるように設計されたこのような支柱は、航空学において応用され、とりわけ着陸装置の工学技術に用いられる。
【0079】
組立公差を均一化するためには、支柱が調節可能な連結長さを有することが必要である。ほとんどの用途においては、ブラケット11を十分な長さに設計し、現場で計測された連結長さに合わせて穴14を設けることで十分である。これで十分でない場合はアダプタが必要である。既存技術には、多くの用途に向けの長さ調節用装置がある。図36〜図40は、様々な種類のこのような長さ調節が行われる本発明による支柱を示す。
【0080】
図36は、締め付けナット42とブラケット付きボルト44’、44’’とロックナット43’、43’’とで構成されたターンバックルを用いることにより、特に荷重がかかった状態においても連続的に調節される支柱10を示す。
【0081】
図37.1は、連続的に長さ調節される、内側ターンバックルを備えた支柱の別の実施形態の斜視図(a)、上面図(b)および断面図(c)を示す。この支柱の長さ調節は連続的であり、特に、荷重がかかった状態において、工程中にブラケットを回転させる必要がない。このターンバックルを装備するためには、本発明に従って製造された支柱を分割する。座屈荷重によって生じ得る曲げモーメントは支柱の中間で最大となるため、支柱の端部寄りの位置を選択するのが好ましい。ねじ付きブッシュ40および41を、支柱の各分割部分の円筒状部に挿入し、例えば接着により固定する。左のねじ付きブッシュ40は内側左ねじ山を有し、右のねじ付きブッシュ41は内側右ねじ山を有する。支柱の両分割部分は、対応する外側ねじ山を両端に有する調節ボルト42を介して連結される。調節ボルトを回転させることにより、反対方向に延びる2つのねじ山の作用によって、支柱全体の長さが調節ボルト42の回転方向に応じて連続的に増加または減少する。支柱が所要の長さに調節されると、ロックナット43’および43’’によって調節ボルト42のゆるみが防止される。
【0082】
図37.2は、ターンバックルによる長さ調節が行われる別の支柱を示す。この支柱の斜視図(a)ならびに上面図(b)および断面図(c)が示されている。図37.1に示したものとは逆に、支柱の各分割部分に接合されたねじ付きブッシュ44’、44’’は、ここでは、外側継手によって確実な嵌合で支柱に取り付けられる。このために、本発明による支柱製造工程において予めねじ付きブッシュを中空型に含めておくことが可能である。用いられるホースまたはバルーン8を膨張させることにより、繊維プライがねじ付きブッシュの端部部分を包み込む。これにより、硬化後には、ねじ付きブッシュ44’、44’’と支柱の外面との間に確実な嵌合が得られる。この確実嵌合式の継手は、圧縮力および引張り力を伝達する能力が最も優れたものである。あるいは、ねじ付きブッシュ44’、44’’は、硬化後のプラスチックに例えば接着することが可能である。
【0083】
図38に斜視図(a)および断面図(b)を示す支柱は、小さい歯付き板35を歯付き板36に沿ってずらすことにより、溝穴14における連結要素34の段階的調節を達成している。歯付き板36とブラケット11とは互いに確実に嵌合している。したがって、連結要素34も、確実な嵌合でブラケットに固定することが可能である。このために、溝穴14内を上下に摺動可能なねじ付きピン37を正確に嵌合させて挿入する穴を連結要素34に設ける。菊ナット39によって、固定された大きい歯付き板36と摺動する歯付き板35との確実な嵌合を解除、回復および確保することができる。ここで、連結要素34の最小調節幅は、1つの歯の間隔に等しい。板の歯を小さく設計するほど、長さ調節の段階が小さくなる。これは、荷重がかからない状態でしか行えない。
【0084】
さらに、図39は、円錐形テーパ状端部を備えた長さ調節可能な支柱の斜視図(a)ならびに側面図(b)および断面図(c)を示す。支柱の長さ調節は、荷重がかからない状態で、対応するねじ山を内側に有するインサート46にねじで着脱することができるねじ付きボルト45を備えた二又状連結部を介して、行われる。最小可能調節長さは、ねじ山ピッチの半分に等しい。ロックナット38により連結が確保される。引張り力は円錐形インサート46を介して伝達される。圧縮力はワッシャ39を介して支柱に誘導される。
【0085】
図40は、図39で説明した支柱と本質的に同様の長さ調節可能な支柱を示す。この支柱の斜視図(a)ならびに上面図(b)および断面図(c)が示されている。図39の支柱との違いは、端部がどのように設計されているかである。インサート46を固定するために、インサート46に合うように円筒形に付形された、肉厚を大きくした部分52が設けられる。長さ調節ならびに引張り力および圧縮力の伝達は、図39の支柱と同様に、荷重がかからない状態で行われる。
【0086】
図41は、本発明に従って製造された、例えば航空機の座席に用いることができる座席梁の半完成品を示す。
【0087】
図42は、図41の半完成品の断面を、本発明に従って当該半完成品を製造するのに必要な、底側型半体1、上側型半体2および3つの膨張式ホース/バルーン8等の部品とともに示す。図42には、繊維マット5’および5’’が中空型半体内にどのように配置され、どこで重なり合っているかも図示されている。
【0088】
図43は、図41と同様であるが内側リブ21の形態の追加の強化材を含む点で異なる座席梁の硬化および輪郭加工済み半完成品を示す。このような座席梁は、独国特許出願公開第102005059134A1号から既に公知である。しかしながら、開示されているいわゆる単一梁は、接着されたいくつかの別個の部品で構成され、本発明に従って製造された梁のような単一ユニットで構成されたものではない。これらの別個の部品が接着されていることで、本発明に従って製造された梁には発生しない精度不良が生じる。さらに、本発明に従って製造された梁においては、必要な全ての連結部を梁に直接一体化し、ワンショット法で実現することが可能である。
【0089】
図44は、図43に示す梁の断面を示す。本発明に従って内側リブ21を一体化するためには、2つのホースまたはバルーン8が必要であり、それら2つのホース/バルーンは、製造工程中のリブブリッジ21のずれを防止するために連通して連結される。
【0090】
図45は、本発明に従って製造された、図41に示した座席梁の設計変形例を示す。
【0091】
図46は、本発明に従って図45に示す座席梁を製造するための上側型半体2を示す。対応する底側型半体1は図47に示されている。底側型半体1は、硬化後に座席梁を型から取り出せるようにするために、いくつかの別個の部分で構成されている。
【0092】
図48は、開いた型半体1を示す。積層体を配置する直前の4つのブロックが示されている。各ブロックを、それぞれの次のブロックへの移行部が突出部分6(図示しないが図9と類似である)を形成するように、繊維マット(プリプレグ)で内張りする。ねじ付きロッド53を用いて個々のブロックを組み立てると、所望の重なり9(図示せず)を有する底側型半体1が形成される。このようにして積層された型1の中に、予備成形されたバルーン8を慎重に挿入し、その後、型1の上に同様に積層された上側型2を置いて互いにしっかりと連結させ、通常の方法で硬化できるようにする。
【0093】
図49は、中空型(a)の内部で硬化させた図45に示す座席梁10の脱型手順を示す。なお、脱型はアンダーカットがあるので簡単に行うことはできない。簡単な方法でこの工程を容易にするために、底側型半体1に2つの追加要素、すなわちスペーサ55を付けている。これらにより以下のように脱型を行うことが可能になる。
【0094】
1.底側型半体1を上側型半体2から離す。
【0095】
2.ねじ付きロッド53を緩め、取り外す。
【0096】
3.上側型半体2と端部片51を取り外す。
【0097】
4.スペーサ55を取り外す。
【0098】
5.残りの型要素を取り外す。
【0099】
図50は、図45に示した梁の別の設計変形例を示す。主な違いは、3つの一体的に組み込まれたブラケットの幾何学的形状だけである。これは製造工程には影響を与えない。
【0100】
図51は、本発明に従って製造され、連結ブラケットが一体的に組み込まれた座席基部構造を示す。
【0101】
図52は、本発明に従って製造された、肘掛け用の受け構造を示し、図53は、本発明に従って製造され、旋回ピン用の連結ブラケット11が一体化された肘掛け構造を示す。
【0102】
図54は、本発明に従って製造された図50〜図53の部品を組み立てた構成を示す。個々の部品の組み立ては、いずれの場合も、一体的に組み込まれた連結ブラケット11を介してねじ止め、ボルト止め、リベット止めおよび/または接着によって行う。
【0103】
図55は、本発明に従って製造された二又支柱の斜視図(a)と、上面図(b)および分割平面に沿った断面を示す。このような二又状支柱は、例えば、航空機の前輪用の伸長/格納機構におけるいわゆる抗力支柱として用いられる。
【0104】
図56は、本発明に従って製造された、直角に交差させた十字形支柱構成の斜視図(a)および側面図(b)を示す。直角以外の他の支柱構成も実現可能である。このような支柱の応用分野には、例えば、スポーツカーにおけるシャシまたは保護ケージ強化材や、航空機における胴体各セグメントの補剛が含まれる。
【0105】
図57は、本発明に従って製造され、中央に一体的に組み込まれたフランジ11を特徴として有する星形中空体を示す。製造工程中に積層体を中空型半体に押し付けるのに用いられるバルーンが1つだけであると、フランジが、積層体が分離した隙間を有することになる。2つ目のバルーンを用いることにより、硬化後に固形のフランジを得るために隙間を閉じることが可能である。
【0106】
図58(a)は、図57に示す中空体を2つのバルーン8を用いて製造するのに必要な型構成の断面図を示す。このための2つの中空型半体の斜視図をそれぞれ図58(b)および(c)に示す。図58(d)は、バルーンを1つしか用いない、大体において同一の部品用の型構造の断面を示す。これでは、1つの連結部ではなく、隙間のある2つの連結部となる。
【0107】
図59は、中央に一体的に組み込まれたフランジ11を有する星形中空体の、本発明による原則に則った別の実施形態を示す。両フランジ11に押し当てて、フロントレストを備えたベアリングブッシュ(図示せず)を(穴14を用いて)取り付けることができ、前側(空気進入方向)には一般にきのこ形ハブキャップが装着される。ここで、(a)は中空体の等角投影図、(b)は上面図、(c)は側面図を示す。側面図(c)に示されているように、中空型の分割平面は、ハブ軸に対して垂直である。この種の空気力学的に付形された中空体は、例えば、航空学において、ガスタービンエンジンの圧縮機の手前の冷気流入部分で、タービンナセルの内壁で支持されるシャフト用ベアリング受けとして利用することができる。
【0108】
図60は、支持アーム24にフランジ11をつけて拡張した図59に示す星形中空体の斜視図(a)、上面図(b)および側面図(c)を示す。やはり一体的に組み込まれたこれらのフランジは、図28〜図30に図示した方法によって組み込むことができる。
【0109】
要求に応じて、外側のフランジを、互いに接触するかまたは閉鎖外環もしくは楕円形(スポークホイールまたはリム方式)を形成するほどに、方位角において大きく設計することが可能である。
【0110】
図61は、本発明に従って製造されたスポークホイールの斜視図(a)、側面図(b)および断面図(c)を示す。図63の断面図に示すように、製造に必要なものは2つの中空型半体だけである。上側型と底側型との間の分割平面は、ホイールスポークの中央を通ってほぼ球面状に延びている。図61(b)には、リム円筒と共に分割平面の断面(57)が鎖線として示されている。
【0111】
図62は、図61に示すスポークホイールを製造するのに用いられる型の基本設計を図示する。本発明による製造方法によると、図63に示すように、まず、2つの型半体1および2に、突出部分6’および6’’(図示せず)が合わせ目線に沿ってできるように半完成繊維製品5’および5’’を積層する。2つの型半体1、2の積層中に型半体1、2内にリング26および27を予め配置しておき、繊維プライを重ねるかまたは被せる。これらは、後にホイールタイヤ(図示せず)を保持するリム11を精密に形成するためのものである。続いて、2つの型バルーン8を型半体の対応するキャビティに挿入する。リング状外壁28上には積層体を配置しない。加圧空気ダクト29を、特定の開口部25(図62)を通らせて上側/底側中空型半体から引く。2つの完全に準備が整った中空型を組み立てると、例えば、リング状型壁28を貫通させたボルトによって、それらをしっかりと接合する。その後、積層体層を中空型に押し込んで正確な寸法とし、通常の方法で硬化を完了するために、加圧空気ひいては圧力を印加する。
【0112】
図63は、組み立て後の図62の型の断面を示す。
【0113】
図64、図66および図67は、本発明に従って製造された、一方の側が閉鎖された中空体の斜視図(a)および側面図(b)を示し、それらの中空体は本質的に同じ特性を共有している。図64とは異なり、図66および図67の中空体は、追加の強化リブを備えている。図66の中空体は、内側リブ21によって強化されている。図67においては、リブブリッジ20が中空体の強化材として一体化されている。図64〜図67の全ての中空体も、図6〜図9に示した本発明による原理に従って製造され、連結領域において、一体的に組み込まれた要素11を特徴として有する。これらの中空体は、例えば、航空学における制御フラップ用の基本要素として用いられ、それに応じて設計可能であり、必要に応じてセラミック化できる。
【0114】
図68〜図70は、上記の制御フラップ用基本要素のさらなる設計変形例を示す。これらは、製造に用いられる中空型の分割平面57の位置が異なる。外見上は、製造された繊維複合材製品は同一の幾何学的形状である。図69においては型の水平分割、図70においては垂直分割を、分割線57によって示す。このため、これらの特定の制御フラップは、分割の設計が異なる中空型を用いて作製され、したがって、それぞれの場合における積層の違いによってかなりの程度まで決まる、異なるメリットとデメリットを有する。
【0115】
図71に示す制御フラップは、使用される型の分割平面57が水平に延びている場合にのみ脱型可能である。ブラケットつまり連結領域11は、本発明に従って一体化され、穴14が設けられる。
【0116】
図72は、本発明に従って製造された制御フラップの、幾何学的形状が等しいその他の2つの実施形態であって、分割平面57が水平(a)のものと垂直(b)のものとを示す。連結領域11は、完全に一体化された「ブラケット」であり、それらの縁を輪郭加工することが可能である。穴14は硬化後にあけられる。
【0117】
図73〜図75は、制御フラップ30を格納および伸長するためのいくつかの機構のうちの1つを図示する。なお、図示したマウント32は、ここでは再突入機の固定構造の一部として示されており、制御フラップ10はその軸63のまわりを回動する。制御フラップ10は、制御ロッド31からの圧縮または引張りに応答する。図64、図66および図67の制御フラップには、制御ロッド31(図73〜図75)の装着ピン63用の一体的に組み込まれた要素11がない。このような制御フラップを作動させるためには、例えばセラミックねじでそれらに取り付け可能な上部構造が必要である。比較的小型の制御フラップ10に関しては、マウント32平面に沿って位置しているピボット軸63に例えばウォームギヤを介して直接作用するアクチュエータによって、制御フラップ10の回動動作を行わせることが可能である。
【0118】
図76は、本発明に従って製造され、フランジが一体化されたブレードの等角投影図(a)および側面図(b)を示す。このようなブレードは、例えば風力発電所用に利用可能である。
【0119】
本発明による繊維強化中空体の製造方法の別の応用分野はブレーキディスクである。図77は、このようなブレーキディスクの例を示す。その側壁58は、摩擦面として働く。運転中、ブレーキディスクは、壁58と内側リブ21とを冷却する、内部および外部の両方からの空気流にさらされる。ディスクは、制動時に発生する高い機械荷重および熱荷重に耐えるように設計される。摩耗を確実に少なくするために、本構造はセラミック、焼結金属またはこれらに類する材料のコーティングを有する。例えば炭化ケイ素の無機繊維をブレーキディスク半完成品に用いた場合、SiCの熱分解および浸透を複数回行うことにより、非常に高い熱機械的品質を有する耐摩耗性SiC/SiCセラミックブレーキディスクを作ることが可能である。これは、多くの手間がかかるために比較的製造コストが高く、差し当たり好ましくは最高級車両およびスポーツカー向けである。この異なる製造形態のどちらともが、現在の技術水準と比較して、例えば軽量であり、したがって車両上の並進慣性および回転質量の低減などの長所を有する。
【0120】
図78(a)〜図78(f)は、図77に示したブレーキディスクの製造工程の順序を示す。まず、積層体5’または5’’をそれぞれ底側または上側中空型1および2内に配置する。続いて、リブブリッジ21用の積層体を、互いに支え合い完全な円を形成するように、底側中空型1内に隣り合わせに配置する。かかる時間を最小限にするために、個々のU字形積層体をそれに応じて予備成形する。リブ積層体21は、中空型1への膨張式要素8の挿入前または挿入後に配置することも可能である。リブブリッジ21の突出部6を、型バルーン8の該当サイドアームへと折り曲げる。2つの中空型半体をしっかりと閉じ合わせる前に、加圧空気ダクト29を開口部49を通らせて上側中空型2から引く。型バルーン8を加圧することにより、硬化後の状態において繊維プライが優れた強度特性を有する正確な寸法の完全なユニットを形成するように、個々の繊維プライを中空型の内壁または隣接する繊維マットに押し付ける。最後の段階において、硬化後のブレーキディスクに細かな仕上げを施し、フランジ11に穴14を設ける。リブ積層体をU字形の代わりにL字形にし、それぞれにおいて1つの突出部6だけを曲げればよいようにすることも可能である。
【0121】
本発明による製造方法は、その特性の全てにおいて、例えば図79〜図83に示すような航空機ガスタービンの空気取り入れ口フロントリップに適用することも可能である。図41および図42のようなまっすぐな座席梁の作製との本質的な違いは、この方法に必要なほぼトーラス状の幾何学的形状だけである。座席梁と同様に、取り入れ口フロントリップも、一体的に組み込まれた取り付け要素11を有する。図79には、ジェットエンジンフロントリップの正面からの斜視図(a)、背面からの斜視図(b)および断面図(c)が示されている。図80は、既に半完成繊維製品5’が内張りされている、この製造に適した底側型半体1の斜視図(a)および断面図(b)を示す。同様に繊維マット5’’が内張りされた上側型半体2を図81に示す。図82は、バルーン8が挿入されたこの上側型半体2の断面図を示す。
【0122】
空気取り入れ口フロントリップの製造には図83のように全部で3つのバルーンまたはホース8が必要である。硬化後のユニットから積層体によって包み込まれたホースまたはバルーン8を取り外せるようにするために、繊維マットの配置時に予め適切な取り外し用開口部49を設ける。取り外しの前に、ホースまたはバルーン8を細かく切断する。図82および図83に示されているように、加圧空気ダクト29は、上側半体2の2つの穴25を介して膨張式ホースまたはバルーン8へと引かれる。図83では、積層後の型半体1および2が重ね合わされており、その断面図が示されている。
【0123】
図84は、空気取り入れ口フロントリップを製造するための別の方法を示す。この方法では、2つの側方バルーン8が、内側からではなく外側から、積層体層5’および5’’を上側型半体に押し付ける。内面または外面のどちらにより高い精度を必要とするかに応じて、図83および図84のように適切に設計された型を用いることができる。
【0124】
図85は、ストリンガおよびリブ20ともいわれる一体化された縦横のブレース20が取り付けられた、例えば航空機の外殻を形成するパネルを示す。このパネルは、本発明の全ての特性を用いかつそれらに従って製造することができる。
【0125】
図86は、このような外殻パネルを製造するための、ストリンガおよびリブ用の溝20’を有する底側型半体1を示す。図87〜図92には、図86において印をつけた細部の以降の製造段階における様子が示されている。適用可能な製造工程は、図32および図33に既に示したものに対応する。大きな違いは、外殻パネルの幾何学的形状が平面ではなく湾曲していることと、リブの断面がストリンガよりも大きく、型ホースまたは型バルーン8もそれに応じて適合させなければならないことだけである。この工程は、よく知られているやり方で図33に示すようにガス抜き用布7、剥ぎ取り式箔66、半完成繊維製品5’を配置することにより底側型半体1の内張りをすることから始まる。ストリンガ(縦ブレース)20および/またはリブ(横ブレース)の形成は、図88の底側中空型半体における適切な異なる溝によって確実となる。これらは最初の積層段階で形成される。次の段階では、図32dと同様のサイドアーム付き型ホース8を、型1の積層されたリブおよびストリンガ溝20’内に配置する。それと並行して、上部型半体2を半完成繊維製品5’’で被覆し、図90および図91のように積層体側を下に向けて型半体1上に置き、圧力62の効果で型半体1に押し付ける。通常、これは、図33に示すように、型構造を例えば真空ジャケット59に封入しそれを排気することによって周囲の空気圧を用いることにより、達成される。これによりホースまたはバルーン8が加圧されるので、オーブン内の高温で積層体層が結合し、プリプレグ樹脂が硬化する。このようにして外殻パネルが作られる。本発明によると、ここでは特に外殻である要素11が一体的に組み込まれるのはストリンガおよびリブ20の組み合わせ体である。さらに、一般に連結部が組み込まれる。
【0126】
プリプレグの代わりに、雄型または雌型を用いて予備成形された前処理済みの乾燥半完成繊維製品5を用いることが可能であり、これは、型半体1への積層体層5’の配置後ならびに溝20’へのホース8の挿入および積層体層5’’の配置後に、液体樹脂に浸漬しなければならない。必要な型構造は、図33e)および図33f)の型構造に対応する。積層体層5’’を剥ぎ取り式箔65と気体透過性かつ樹脂不透過性の箔66とで覆う。独国特許第10239325号、いわゆるMT−RI法との本方法の本質的な違いは、追加の型ホース8を用いることである。これらのホースによって、寸法精度および製品品質が高められたはるかに複雑なユニットをワンショット法で製造することが可能になる。
【0127】
図92は、本発明に従って製造され、連結部11が一体化された外殻パネルを示す。これらの連結部は、図93に示すように、リベット止め、ボルト止め/ねじ止めおよび/または接着によって外殻パネルを相互連結できるように設計されている。
【0128】
図94は、本発明に従って製造され、連結部が一体的に組み込まれた床桁を示す。
【0129】
図95は、本発明に従って製造された8つの外殻パネルから組み立てられた胴体セグメントを図示する。2つのパネルのさらなる連結部によって、例えば図94に示す床桁等のその他の構造部品の取り付けが可能になる。
【0130】
図96は、本発明に従って製造され、乗降扉用の開口部と該開口部の周りの一体化された強化フレームとを有する外殻パネルを示す。同様に、このようなフレームは、特に航空機および車両(磁気浮上列車、高速列車、バス等)における貨物搭載口、窓等の開口部の周りにも用いられる。
【0131】
高速用途の鉄道車両に関しては、高質量部品を軽量のユニットで置き換えることが求められる。図97は、本発明による方法で製造された繊維複合材製のボギーを示す。必要な型半体は、図32、図33、図86〜図89のパネルセグメントの製造用に提示したものとほとんど一致する。
【0132】
図98は、高速用の列車ホイールを示す。ホイールリムは金属製であり、ハブに挿入されたベアリングブッシュも金属製である。ハブは、リムを有するディスク状繊維強化ホイール体に一体的に組み込まれている。製造は、型構造から分かるように、本発明にかかる手順に従って行われる。
セラミック中空体の製造
マトリックス材料として、プリプレグに一般的な、エポキシ樹脂をベースとする合成樹脂が提供される。しかしながら、例えばビニルエステル樹脂等のその他の樹脂を用いることも可能である。しかし、これらは室温での加工時間がより短い。
【0133】
本発明にかかる方法による繊維強化中空体の製造には、例えば図6に示したもののような2つの中空型半体が必要であり、そのそれぞれは、ブラケット付き支柱に関しては図6b)に示したものにほぼ対応する雌凹部すなわちトラフを有する。図6b)は、1つの中空型半体の長手方向断面を示す。端部ブラケット領域への円錐形テーパ状またはくさび状の移行部が明確に示されている。図7〜図9は、円筒形支柱用の型半体を、工程順序を含めて図示している。
【0134】
型半体内に、荷重仕様に従って、各部分について最適化された繊維配列でプリプレグを配置する。図10は、考えられ得るプリプレグの層構造の例を示す。移行およびブラケット部分では、一方向強化繊維が軸方向に割合を高くして配置される。斜め方向に織られた繊維層はその間に層状に混ぜ込むことができる。
【0135】
プリプレグの内張りされた2つの型半体が、互いに重ね合わされて接合される前に、層を重ね合わせることにより各層を接合し、例えばシリコン材料製のホースまたはバルーンを型半体の一方の中の繊維層の上に配置する。繊維層はガス抜き用布を備えていることも備えていないこともある。2つの型半体を例えばボルトで止め合わせることによりしっかりと閉じ合わせかつホース端部の一方を締め付けたら、このホースを膨張させる。膨張させることにより、ホースひいては半完成繊維製品(プリプレグ)は、圧力により、しわが発生することなく中空型の内壁にしっかりと押し付けられ、所望の中空体形状を獲得する。
【0136】
雌凹部から所定の量だけ突出している突出縁片6をしわの発生なく位置合わせするために、本発明は、例えば鋼鉄製の肩3、4を提供する(図7および図8)。プリプレグ片の付着に対して効果があるように、それらの肩の停止面18をコーティングしてもよい。さらに、積層時および突出縁片6の位置決め(ずらし)時に停止面18として働く、例えばL字形の断面形状(図11)を有し、水平方向に移動可能なレール19を、肩3、4に装着してもよい。これにより、型半体1、2の重ね合わせ直前に型半体1、2から突出する縁片6を最終的に位置決めするまで、縁片6をしわが発生しないように取り扱うことが容易になる。挿入されたホースまたはバルーン8を加圧するとすぐに、その膨張が、突出縁片6の相互のおよび/または雌型内に先に配置された半完成繊維製品5との、所定の重なり合いを促進する。同じことは全ての領域に当てはまり、中空型の端部においても当てはまる。使用される樹脂系の特異的な重合温度の適度な熱でマトリックスを硬化させることにより、繊維強化中空体10が確実に永久固定される。硬化に続いて、機械的仕上げ工程、例えばブラケットの輪郭加工およびブラケット穴あけを行う。
【0137】
繊維強化中空体10を高温および低温用途用に製造する場合、既存のマトリックスを熱分解と浸透とによって転換することが可能である。熱の効果と酸素の不存在とにより、気孔率が高められたセラミック中空体が作られる。気孔の大部分を塞ぐために、浸透によりマトリックスを緻密化する。湿式法を用いる場合、熱分解された中空体を液体マトリックス浴に浸け、特定の時間後に、浸透させた中空体を取り出し、再度熱分解する。この工程を数回繰り返すことができる。これにより、気孔率が減少し、密度が増加する。
【0138】
CVI(化学気相含浸法)およびCVD(化学蒸着法)等の乾式法では、品質を高めながら非常に類似した効果を達成することができる。このようにして緻密化されたセラミック中空体(例えば、SiC/SiC)は、広い温度範囲において、特に非常に低温および高温で、例えば溶融金属から試料を採取するための耐熱ランス、シンダー除去具、再突入機の制御フラップ用支柱、航空宇宙産業における構造用耐寒・耐熱部品等として用いることができる。
本発明に従って製造された繊維強化中空体の応用分野
支柱は、直接に、つまり支柱がない場合の力の偏向の観点から、支持構造に接触させるのが難しい部品に力を伝達するために用いられる。例えばブラケットまたは側方フィンを備えた管のような繊維強化中空体は、特に繊維強化セラミック材料(CMC)製の場合、非常に大きな熱機械荷重に耐えることができる。
【0139】
金属で設計されたものと比較した場合の重量、剛性および強度の利点により、繊維強化プラスチック中空体、特に炭素繊維強化プラスチック支柱は、航空宇宙産業において優先的に用いられる。スポーツ用品(競技用自転車、スポーツカー)は別にして、それらは現在、車両工学においては、本来可能なほど広範には用いられていない。その理由は、今までのところコストが比較的高かったからである。
【0140】
他の考えられ得る応用分野は、もしコストが下がれば、近代建設業、一般に、軽量足場、支持体およびタワー建設、クレーン工学、例えば地球上および宇宙の両方におけるトラフ型太陽熱発電用支持フレームまたは太陽電池板のためのブームおよびエクステンションアーム、風力発電設備、例えばスポーツ施設およびスタジアム等の光を透過させる設計の屋根構造、太陽熱上昇気流発電所、ならびに、これらに類する、高い荷重にさらされる大型表面用に設計された軽量建造物であろう。
【0141】
耐火性繊維強化中空体は、非常に低温と非常に高温との両方にさらすことが可能である。したがって、それらは、航空宇宙産業において、具体的には再突入機用に、例えば制御フラップ用支柱としてかまたは制御フラップ等の構造自体として用いられる。ブラケットおよび/またはフィンが側方に一体化された繊維強化セラミック管は、極端な温度差にさらすことが可能であると同時に高い機械荷重にさらすことが可能である。それらは、例えば、高温の太陽熱利用技術における用途をはじめとして、冷却および熱工学において、蒸気発生器および原子炉建造に利用することができる。
【0142】
前述のように、本発明による繊維強化中空体を製造するための本質的な工程段階が図7〜図10に示されている。
【0143】
それによると、上向きに開いた2つの中空型半体(雌型)1および2に肩3および4を取り付け、樹脂−硬化剤配合物を含浸させた半完成繊維製品5(プリプレグ)を、雌型1および2内に縁を突出6させて層ごとに配置し、それにより積層する。必要に応じて、ガス抜き用布7を繊維層5の上に配置する。続いて、例えば膨張式ホース8を中空型半体1に挿入し、その後、中空型半体2を中空型半体1に重ねてボルトでぴったりと閉じ合わせ、密封されたユニットを形成する。それと並行して、ホース8に代えて細長いバルーンと同様の閉鎖端を有する「ホース」を用いる場合以外は、ホース8の一端を締め付ける。その後、ホース8を加圧して、ホースと半完成繊維製品(プリプレグ)との間に閉じ込められた空気を排除し、ホースの内圧とオーブン内の温度とが制御された条件下で樹脂を硬化させる。必要に応じて、真空技術によってチャネルシステム(図示せず)を介して中空型ひいては繊維層から残留エアポケットと発生気体とを吸い出すことができる。
【0144】
マトリックスを硬化させたら、ホースまたはバルーンから加圧空気/気体を放出し、接合させた中空型半体を分離し、ガス抜き用布7があればガス抜き用布7を含む取り出した繊維強化プラスチック中空体からホースを抜く。ホースまたはバルーンには、中空端部(ブラケット)から到達できる。その後、機械加工手段によってブラケットの仕上げ、特に輪郭加工を行い、穴をあける。
【0145】
繊維強化中空体をセラミックの硬さを有する形態で用いる場合は、この現在の硬化後のマトリックスを上記のように転換しなければならない。
【0146】
本発明による製造方法は、いかなる繊維の種類にも、いかなる種類の布にも、またいかなるマトリックス材料(樹脂の種類)にも適用される。樹脂は、熱可塑性樹脂であっても熱硬化性樹脂であってもよい。予備含浸させた半完成繊維製品、いわゆるプリプレグと、浸漬した繊維材料とのいずれをも用いることができる。硬化温度は、使用されるプリプレグまたは樹脂系と印加される圧力とによって決まる。
【0147】
中空体の製造に乾燥半完成繊維複合材製品を用いる場合、型半体への配置後に繊維プライがずれるという問題が生じる。これを防止するためには、いわゆる予備成形として知られる乾燥半完成繊維複合材製品の前処理が必要である。この方法では、熱可塑性または熱硬化性結合剤を個々の繊維層に添加し、その後繊維層を雄コア上に置く。各層を所定の位置に固定するために、層をシートで覆い、シーラントで雄型または雌型の縁へと封止して空気の混入を防止する。箔の下から空気を排気することにより、周囲の空気圧が個々の繊維層をしっかりと雄コアに押し付ける。続いて熱を誘導することにより、結合剤が活性化され、乾燥繊維プライ内部にしみ通り、その後硬化する。このようにして製造した繊維複合材は、さらなる加工において乾燥半完成繊維製品として扱われる。すなわち、繊維複合材は雌型内部で樹脂に浸漬され、樹脂マトリックスは熱および圧力下で硬化される。
【0148】
ホースは、ゴムのような可撓性材料、好ましくはシリコンまたはテフロン製である。大量生産時には、ホースの代わりに、膨張式の細長い(子ども用の)風船に似た、閉鎖端とノズルとを備えたホース(バルーン)を用いることができる。端部ノズルを備えたホースを用いることもでき、その場合、例えば、一端を締め付けて閉じ、他端を加圧空気/気体パイプに連結することができる。複雑な中空体に関しては、特注の型ホースまたは型バルーンを用いることが必要な場合がある。
【0149】
閉じ込められた空気および気体は、閉じられた中空型からガス抜き用布またはチャネルシステム(図示せず)を介して(真空技術により)放出または排気することができる。
【0150】
開いた設計であることにより、2つの型半体内に一方向強化繊維を雌凹部の長手方向に理想的に配置することができる(図7および図8)。半完成繊維製品は、樹脂がしみ通っていることつまり粘着性により、雌凹部の内壁に付着する。配置時ならびに加圧ホースにより内壁に押し当てる間およびその後に、しわが発生することはない。仕様に従って特定の位置に強化繊維を配置することができる結果、連結ブラケット等の要素を備えた、非常に高い強度および剛性を有する極めて軽量の中空体を経済的に製造することが可能である。特に、ブラケットの高応力下の耐荷重領域において強化繊維を特異的に配置することにより、当該領域は非常に高い応力荷重に耐えることが可能になる。
【0151】
ホースを膨張させることにより、閉じられた中空型から空気を追い出す。内側の繊維層上に配置されたガス抜き用布は空気の追い出しを有利な程度にまで支援することができる。同時に繊維層を圧縮する。存在するエアポケットは大部分が中空型から押し出される。必要に応じて、中空型全体の排気をも行うことができる。これは、特定の要件や樹脂系次第である。
【0152】
とりわけ利点であるのは、中空体をワンショットで硬化させること(ワンショット硬化)が可能なことである。後で繊維強化プラスチック部品を接着し合わせる必要がない。このようにして、ブラケット等の組み込まれた要素を備えた繊維強化中空体を一体ユニットとして製造することができる。
【0153】
前述のように、管状または楕円形の中空体とは別に、本発明による方法は、平らな底部と斜めもしくは垂直な縁または側壁とを有する開口中空体の製造にも適用される。例えば1つかまたは2つの外側フィンまたは内側リブの形態の、いかなるブラケットであっても、底部または側壁にしっかりと接合することができる。応用例としては、ブラケットとしてブリッジ壁を備えた丸く深い容器形または箱形の中空体がある。底部はどのような形状であってもよく、好ましくは円形または矩形である。前述同様に、付形は、荷重に応じて底側型半体内にたいていは数層に配置された半完成繊維製品を用いることにより行う。さらに、ここでもまたホースまたはバルーンを用いる。それらのホースまたはバルーンは、底側型半体を上側型半体によって閉じ、ホースを空気で膨張させるとすぐに、雌型の凹部に繊維材料を押し込む。複雑な形状に関しては、均一な圧力分布のために相互に連通して連結されたいくつかのホースまたはバルーンを用いることができる。
【0154】
繊維同士を結合する樹脂の硬化は、オーブンで、圧力および温度条件を制御しながら行われる。必要に応じて、閉じた型を密封されたジャケットに入れ、オーブン内部で排気することができる。硬化後には、ブラケット、リブ、ブリッジ壁等が一体化されたニアネットシェイプの繊維強化プラスチック中空体の輪郭加工および仕上げを行うことができる。
【0155】
高温および低温用途には、公知の方法のいずれかによる熱分解とその後の緻密化とによってマトリックスを転換しなければならない。このようにして製造された箱形の繊維強化開口CMC中空体の1つの応用例として、再突入機の制御フラップがある。構造設計は欧州特許第0941926B1号の図2に開示された設計と同様にすることが可能であるが、その必要はない。開示された設計は多くの小さなセグメントで構成され、本発明によると、それらをニアネットシェイプのより大きなセグメントに統合することができるからである。一体型CMC制御フラップも本発明による方法で実現可能であると思われる。
【0156】
既に、プラスチック中空体、特にブラケットが一体化された支柱の製造にプリプレグ炭素繊維を用いた最初の試験では、得られた積層体品質が航空宇宙産業の要求標準を上回ることが証明された。すなわち、支柱材料の気孔含有率は1%未満であり、繊維体積含有率は約60%であった。新規な構造設計により、不良率は実質的にゼロに低減した。
【図1a)】

【図1b)】
【図1c)】
【図2a)】
【図2b)】
【図2c)】
【図3a)】
【図3b)】
【図4a)】
【図4b)】
【技術分野】
【0001】
本発明は、連結ブラケット、懸架ブラケット、フランジ、フィンおよびこれらに類する要素等の要素が一体的に組み込まれた繊維強化中空体の製造方法と、これにより製造された製品とに関する。
【背景技術】
【0002】
連結ブラケット、懸架ブラケット、フランジ、フィン等の要素を備えた繊維強化中空体は、非常に時間のかかる技術によってのみ製造可能である。多くの方法が現状技術に記載されている。
【0003】
例えば、米国特許第4,963,301号(特許文献1)には、エンドブラケット付き支柱の製造方法が記載されている。この支柱は、3つの部品、つまり、管状中空体と、該中空体の両端に挿入された直径の小さい2つのブラケットヘッドとで構成される。これは、コア管に巻き付けた後で硬化させた予備含浸繊維材料を用いることにより製造される。その後、硬化させた繊維材料を、熱分解によって転換し、浸透によって緻密化することができる。熱分解と浸透とを繰り返すことにより、耐火性の支柱が得られる。ブラケットヘッドは、その後に成型または挿入されるか、あるいは、一方の側へと先細りさせたコア管が巻き付け工程に用いられる。このため、この方法では、しわの無い一体型繊維強化中空体を製造することは不可能である。
【0004】
独国特許第3113791号(特許文献2)によると、ゴムホースで覆われた硬質の棒状コアを用いて支柱が製造される。樹脂を予備含浸させた数層の繊維材料を、重なりを有するようにホースに巻回する。このように準備した内側コアを、4つの切欠きを有する中空割型内に配置する。中空型半体をしっかりと閉じ合わせた後、一方の側を挟んで締め付けて閉鎖したホースを膨張させると、繊維材料が中空型の内壁に押し付けられ、ホースの開口端を介して硬質コアを抜き取ることができる。続いて、4つの型体を、移行部分および端部部分(ブラケット)を形成するための中空型の4つの切欠きに挿入する。オーブンまたはオートクレーブで、樹脂系に応じて例えば125℃または175℃で、ホース内圧力を制御しながら、樹脂を硬化させる。硬化が完了すると、支柱の開口したブラケット端部の一方からホースを抜き取り、ブラケット部分を機械加工する。ワンショット硬化法によって硬化させるため、硬化させた部品の接着が不要である。
【0005】
ブラケットのそれぞれに、より良好な荷重分布を得るために1つのブッシュを圧入または接着する1つの穴が設けられる。摩耗防止のために、ブッシュにブラケット表面から突出する鍔が設けられる。
【0006】
この方法には、配置された繊維成形材料が、移行部分および端部部分の付形のために円形から矩形に押し潰され、このためにそれらの部分において歪みおよび繊維の位置ずれを起こしやすいという欠点がある。さらに、コア管に数層に巻回された繊維成形材料をホースを膨張させることによって均一に膨らませるのは、一般に極めて困難である。我々の実験では不満足な結果が示された。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】米国特許第4,963,301号
【特許文献2】独国特許第3113791号
【発明の概要】
【発明が解決しようとする課題】
【0008】
上記の方法は、基本的な公知の手法のほんのいくつかの例にすぎない。それらの全ての手法は、製品にばらつきがあるという欠点を共有している。また、このことにより、特に外部荷重からの高応力下にあるブラケット部分において、繊維強化中空体の品質が損なわれる。それに応じて不良率が高くなる。さらに、使用機器およびその取扱いに比較的多くの費用と時間がかかる。
【0009】
特に、本発明の目標は、一体的に組み込まれた要素を備えた肉厚の薄い管状または角柱状中空体の製造方法を規定し、公知の現状技術による方法の欠点を回避できるようにすることである。
【課題を解決するための手段】
【0010】
特に、本方法は、中空体の要求される安定性および品質の仕様が、最終形態となるまでの全製造段階にわたって確保され、一体的に組み込まれた要素を備えた繊維強化中空体をばらつきなく再現可能に製造することができるように設計される。このようにして製造された中空体を、例えばリブまたは隆条等の一体的に組み込まれた要素を介して、シールド、パネルおよびこれらに類する要素等の表面状構造部品に接合し、それらを全て一緒に硬化させることが重要である。このために必要なより大きい中空型半体を閉じ合わせるために、適切に配置されたボルトを介して外部から必要なより高い反対方向の圧力を印加することができる。これに適したものには、中空型と天井または横木との間に配置され、当該中空型に外部圧力を印加する、プレッシャーパッド、ホールドダウン、特に油圧もしくは空気圧を用いた動力装置および/または圧力スリーブ等の耐熱装置もある。さらに、中空型を不透過性の可撓性ジャケットにパックし、周囲圧力が影響を及ぼすことを可能にするためにこのジャケットを排気することにより、真空パックの原理を単独でまたは組み合わせて用いることが可能である。真空バッグとしても知られるこのジャケットの代わりに、ベースプレートおよび/または成型具へ向かう周縁を封止された不透過性の可撓性プラスチックシートを用いることもできる。
【0011】
したがって、本発明の目的は、一体的に組み込まれた要素を備えた繊維強化中空体を中空型で製造する方法であって、製造対象である一体的に組み込まれた要素を備えた繊維強化中空体用の雌型をそれぞれが形成する中空型の2つの半体内に繊維マットを積層し、内張りされた中空型の2つの半体を接合した後、繊維マットを中空型の内壁に押し付け、一体的に組み込まれた要素を備えた繊維強化中空体を硬化させると同時に成形する方法である。
【0012】
繊維マットを中空型の内壁に押し付けるために圧力をかけることと、繊維マットに吸収された樹脂系を硬化させるために(好ましくは)熱の効果が必要であることとは、明らかである。これらの繊維強化中空体は、具体的には、管状または角柱状の外形を有する物体であるが、後で個別に説明するように、その他の多くの断面設計も可能である。本発明により、少なくとも1つの膨張式ホースおよび/またはバルーンを用いて、特別な前処理をした乾燥織物半完成繊維製品および/または含浸させた半完成繊維製品(プリプレグ)を内張りした中空型で、気孔率が低く繊維体積率が高い繊維強化中空体、特に、ブラケット、フィン、フランジ等の要素が一体化された、管状および/または角柱状の設計を特徴とするような繊維強化中空体を有利に製造することが可能になる。これには、例えば航空宇宙または自動車産業において構造設計に必要な支柱(図1〜図5、図34〜図40)、懸架ブラケットまたはフランジを備えた管(図27〜図30)、フィン付き管(図31)、航空機座席の構造部品(図41、図43、図45、図50〜図54)、例えば航空機着陸装置の伸長/格納機構用の二又支柱(図55)、スポーク体(図56〜図61)、例えば宇宙飛行における再突入機用の制御フラップ(図64、図66〜図75)、例えば風力発電所用のブレード(図76)、ブレーキディスク(図77および図78)、航空機ガスタービンの吸気口フロントリップ(図79〜図84)、航空機の胴体セグメント(図32、図85、図92、図93、図95、図96)等が含まれる。これらの部品は、特に、応用分野に応じて、繊維強化プラスチックまたはセラミックス基複合材(CMC)等の様々な材料で構成することができ、したがって常温用にも非常に低温または非常に高温用にも設計可能であるため、広い熱機械範囲にわたる用途に適用することができる。
【0013】
本発明のために、繊維マットという用語は、あらゆる予備含浸されたおよび/または前処理された繊維プライまたは半完成繊維製品を含むものとし、これらは、中空型の内張り後には積層体と呼ばれることがある。繊維マットという用語は、例えばいわゆる予備成形により、中空型内への配置時の望ましくないずれを防止するように準備された乾燥織物半完成繊維製品も含む。
【0014】
必要な中空型は、製造される繊維強化中空体の雌型として、たいていは2つの部分からなる設計であり、ガス抜きおよび閉じ合わせ可能である。中空型は、高い熱伝導率を有する高強度材料からなることが好ましい。中空型に入れた後にのみ樹脂が注入される、部分的に含浸させた本来は乾燥した織物半完成繊維製品を用いる場合は、2つ目の型半体を、例えば真空プラスチックシート等の可撓性材料で構成してもよい。
【0015】
金属製のものと比較すると、繊維強化中空体は、より軽量であり、圧縮、引張り、曲げおよびねじりに関して少なくとも同等の強度および剛性特性を有する。さらに、より優れた減衰能を有する。例えば連結ブラケットが一体化された繊維強化中空体は、接合領域においては(結合)溝および二重層が不可避であるため、ブラケットヘッドが挿入されたものと比べて重量および強度に利点を有する。同じことは、フランジを備えた繊維強化管やその他の多くの繊維強化中空体に当てはまる。
【0016】
本発明による方法は、現状技術において用いられているのと同様の工程段階を用いるが、それにもかかわらず、現在公知である方法を著しく改良および簡単化するものである。第1に、前述の硬質コアを必要とせず、第2に、繊維複合材が、中空体の全ての部分、特に移行部分および端部部分(ブラケット)に、より良好に荷重に対抗できる力の流れの方向に配置される。高応力下の端部部分(ブラケット)では、繊維が等方的に配置される。このために、適切な中空型半体(雌型)が用いられる。これにより、断面形状を変える、成型による繊維層の絞りが不要となり、この手法に結び付けられる全ての欠点も解消される。したがって、移行部分を絞って形状を円形断面から矩形断面に、一般的に言えば大きい断面から小さい断面にする必要がなくなる。その理由は、プリプレグ材料が、互いに補完し合う2つの開いた雌型内に、しわを発生させずにかつ安定した位置で、直接配置されるからである。すなわち、原則的に製造段階が少なくてよい。言い換えると、かかる時間が少なく、不良品リスクが低い。その上、中空型の設計が簡単化され、工程固有の半完成品に関する現在のリスクのほとんどが解消される。
【0017】
好適な実施形態の詳細を従属請求項に記載する。
【0018】
例えば、繊維マットは、樹脂をしみ込ませた繊維プライまたは繊維プリプレグであることが好ましい。繊維プライは、部分的に樹脂をしみ込ませただけでもよい。
【0019】
繊維マットは、中空型に挿入された膨張式要素によって、中空型の2つの半体を接合した後に膨張式要素を膨張させることにより、中空型の内壁に押し付けられることが好ましい。型半体の接合は、例えば真空バッグにより周囲圧力(大気、オートクレーブ)を用いて達成してもよい。
【0020】
繊維マットは、中空体の各部分の定められた荷重特異性に従って中空型半体内に配置されるのが好ましい。これは、繊維マットが複合材における規定の荷重を最適に吸収できるような配列で、繊維マットを中空型体内に配置することにより達成される。
【0021】
本発明は、繊維マット上に、通気布すなわちガス抜き用布を任意に配置することを想定している。繊維マットの下にガス抜き用布を配置することも可能である。樹脂を真空により浸透させる場合は、半透過性シートを間に配置することが可能である。
【0022】
本発明の特定の実施形態においては、繊維マットと場合によってはガス抜き用布とが、中空型の半体のそれぞれの中に、該当する中空型半体の少なくとも1つの上縁よりもある一定の量だけ突出するように配置される。
【0023】
本発明によると、中空型半体の接合前に、繊維マットと場合によってはガス抜き用布との突出部分を扇形に広げ、半体が接合されると扇形に広げられた部分が互いに嵌合するようにすることができる。
【0024】
中空型の半体の上縁から突出する材料部分を形成するために、必要に応じて、積層時に突出材料部分を支える肩が、中空型半体の少なくとも1つの側に隣接して配置される。
【0025】
中空型の接合前に積層体層を扇形に広げるのを補助しかつ/または突出材料部分を所望の位置に配置するのを容易にする追加の金属レールが肩に隣接して配置されてもよい。
【0026】
中空型内の繊維プライを必要に応じて排気し、場合によってはさらに樹脂を浸透させる。中空型内の繊維プライにさらなる圧力および温度処理を施してもよい。
【0027】
このようにして得られた硬化後の中空体半完成品を機械仕上げ工程、例えば輪郭加工に供することが好ましく、さらに、物理的および/または化学的に緻密化することができる。
【0028】
挿入された繊維マットの繊維は、熱可塑性または熱硬化性マトリックス材料中で、一方向、十字方向、多軸方向および/または交差状に配列され、好ましくは固定される。
【0029】
材料強化のために選択される繊維は、炭素、ガラス、アラミド、ポリエステル、ポリエチレンおよびナイロン繊維から選択されることが好ましい。
【0030】
耐火性の化学的に緻密化された中空体を作成することが必要な場合は、使用される繊維は、無機繊維から選択される。これは炭素を含む。その場合、繊維またはフィラメントは、炭素、炭化ケイ素、酸化アルミニウム、ムライト、ホウ素、タングステン、炭化ホウ素、窒化ホウ素およびジルコニウム繊維から選択される。同一種の繊維と混合種の繊維とのいずれをも使用することができる。
【0031】
本発明による方法は、製造対象である繊維強化中空体の外形を特に限定しない。すなわち、キャビティ形状および/またはキャビティ半体が適宜に設計されていれば、本質的に円形、楕円形、正方形または矩形の断面を有する繊維強化中空体を、内側リブの有無にかかわらず、製造することができる。本方法は、支柱、管、いわゆるフィン付き管ならびに例えば制御フラップまたは横および縦方向の形材によって強化された胴体セグメント等の箱形構造の製造に等しく適している。
【0032】
積層は、プリプレグ繊維材料を用いて行うことが好ましい。管/角柱部分、例えばブラケットを備えた支柱においては、例えば、繊維材料の60%を長手方向軸(0°方向)と平行に配置し、40%を±45°(+/−方向ともいう)に配置する。端部部分(ブラケット)においては、繊維の約3分の1を長手方向軸と平行に配置する。別の30%をそれと垂直に(90°方向)配置し、残りを長手方向軸に対して±45°未満に配置する。ブラケットと管/角柱部分との間の傾斜路状移行部分においては、強化繊維を段階的に配置する。
【0033】
半完成繊維製品は、一方向、十字方向、多軸方向のものの他に、様々に交差させて織られたかまたは編まれたものが入手可能である。供給者としては、Cytec社、Hexcel社、ICI社、Interglas社、Kramer社およびSaertex社等の企業がある。
【0034】
未硬化マトリックス材料は、熱可塑性の特性を有するものと熱硬化性の特性を有するものとの両方が、Cytec社、Hexel社、ACG社、Huntsman社等の企業によって市販されている。
【0035】
必要に応じて、積層を混合式に行うことが可能である。すなわち、一方向半完成繊維製品層の次に斜め方向に織られた繊維層を積層することができる。このことは、規定された荷重によってはブラケット穴部分において有益となり得る。
【0036】
コスト上の理由で、あるいは、繊維強化中空体の剛性に対する要求が低い場合は、炭素繊維の代わりに他の繊維材料を、同一種の繊維としても混合種の繊維としても用い得る。例えばガラス繊維と炭素繊維との組み合わせからなる繊維強化プラスチック支柱は、専ら炭素繊維のみで強化されたものよりも柔軟で経済的である。ガラス・炭素繊維半完成製品に加えて、繊維強化中空体に用いることができる繊維材料が他にもある。それらは、種々の温度範囲における用途向けとして専門家に知られている。
【0037】
ニアネットシェイプの繊維強化中空体またはそれらの予め大まかに形状を固められ部分的または完全に硬化された繊維プレフォームに関して、樹脂マトリックスを熱分解により転換し、樹脂材料のさらなる浸透(ポリマー浸透)とその後の熱分解とにより緻密化する場合は、一般に、炭素、黒鉛、ガラスおよびアラミド等のセラミックフィラメントを含む無機繊維材料が用いられる。セラミックフィラメント材料としては、炭素、炭化ケイ素、酸化アルミニウム、窒化シリコン、ムライト、ホウ素、タングステン、炭化ホウ素、窒化ホウ素、ジルコニウム等が用いられる。セラミック繊維は耐熱性を有する。この液状ポリマー浸透(LPI)法で製造されたCMC(セラミックス基複合材)ユニットは、5〜8回熱分解され、中程度の機械および熱荷重に耐える部品に適している。
【0038】
高い熱機械応力にさらされるCMC材料に関して、化学蒸着(CVI)法により気相中でマトリックス材料を繊維表面に堆積させることができる。この方法では、特定の圧力および温度条件下で、マトリックス材料によって部品表面が完全に覆われるまで、マトリックス材料をニアネットシェイプユニットの、さらにはユニット内部の、繊維上および繊維間に堆積させる。このようにして、例えば炭素繊維を炭化ケイ素マトリックス中に、炭化ケイ素繊維を炭化ケイ素マトリックスもしくは窒化シリコンマトリックス中に、酸化アルミニウム繊維を酸化アルミニウムマトリックス中に、または、ムライト繊維をムライトセラミック中に埋め込むことが可能である。
【図面の簡単な説明】
【0039】
【図1】図1は、本発明に従って製造され、二又/スロット状の連結ブラケットと円管状の中央部分とを備えた繊維強化中空体のa)側面図と、b)正面図と、c)斜視図とを示す。
【図2】図2は、本発明に従って製造され、図1と同様であるが中間部分の断面が楕円形である別の繊維強化中空体のa)側面図と、b)正面図と、c)斜視図とを示す。
【図3】図3は、本発明に従って製造され、図1または図2と同様であり中間部分に平らな表面を有する繊維強化中空体のa)側面図と、b)斜視図とを示す。
【図4】図4は、本発明に従って製造され、図1または図2と同様であり中間部分に平らな表面を有する繊維強化中空体のa)側面図と、b)斜視図とを示す。
【図5】図5は、図4のような中空体の断面図を示す。
【図6】図6は、ブラケットが一体化された支柱用に本発明に従って設計された中空型半体のa)斜視図と、b)断面図と、c)繊維材料およびホースを取り付けた型半体の双方を接合する直前の図とを示す。
【図7】図7は、管/角柱状中空体のための好ましい設計の装置における、本発明による製造方法の手順を断面図で示す。
【図8】図8は、管/角柱状中空体のための好ましい設計の装置における、本発明による製造方法の手順を断面図で示す。
【図9】図9は、管/角柱状中空体のための好ましい設計の装置における、本発明による製造方法の手順を断面図で示す。
【図10】図10は、本発明による一例として選択された、半完成繊維製品の積層体層の配置パターンを示す。
【図11】図11は、縁からの突出部の高さが高い配置を示す。
【図12】図12は、型半体を接合して閉じる直前の、L字形レールによって位置決めされてしわの発生の無い縁片を示す。
【図13】図13は、上側の積層体層上に重なりを有する配置用の突出縁片を示す。
【図14】図14は、積層体層を接合するためのその他に考えられ得る方法を示し、図14は、上側の積層体層がないものを示す。
【図15】図15は、積層体層を接合するためのその他に考えられ得る方法を示し、図15は、上側の積層体層があるものを示す。
【図16】図16は、積層体層を接合するためのその他に考えられ得る方法を示し、図16は、積層体層を扇形に広げるものを示す。
【図17】図17は、積層体層を接合するためのその他に考えられ得る方法を示し、図17は、積層体層を扇形に広げるものを示す。
【図18】図18は、図9による方法の結果を断面図で示す。
【図19】図19は、図12による方法の結果を断面図で示す。
【図20】図20は、図13による方法の結果を断面図で示す。
【図21】図21は、図14による方法の結果を断面図で示す。
【図22】図22は、図17による方法の結果を断面図で示す。
【図23】図23は、内側リブを有する実施形態の中空体断面を示す。
【図24】図24は、内側リブを有する実施形態の中空体断面を示す。
【図25】図25は、内側リブを有する実施形態の中空体断面を示す。
【図26】図26は、内側リブを有する実施形態の中空体断面を示す。
【図27】図27は、懸架ブラケットが管外被に一体化された繊維強化中空体のa)側面図と、b)斜視図と、c)考えられ得る型設計とその配置例とを示す断面図と、d)別の配置例を示すものとを示す。
【図28】図28は、フランジが組み込まれた中空体のa)斜視図と、b)考えられ得る型設計とその配置例とを示す断面図とを示す。
【図29】図29は、フランジが組み込まれた中空体のa)斜視図と、b)考えられ得る型設計とその配置例とを示す断面図とを示す。
【図30】図30は、フランジが一体的に組み込まれ、空間において湾曲した中空体(パイプベンド)のa)斜視図と、b)該中空体に関する中空型半体とを示す。
【図31】図31は、繊維強化中空体であって、a)フィンが側方に組み込まれたものと、b)フィン付き管壁の形態のものと、c)フィン付き管壁の製造用の型構造を含む断面図と、d)c)と同様であるがフィンブリッジの押圧が制御可能に行われるものとを示す。
【図32】図32は、縦横方向ブレース(補強材)が一体的に組み込まれた大型表面の繊維強化中空体(強化板)のa)斜視図と、b)製造に必要な中空型と、c)積層体を配置した中空型と、d)完全に積層された中空型内の型ホース/バルーンと、e)積層体と型ホースとを取り付けた中空型上の平面積層体がカバープレートで覆われたところとを示す。
【図33】図33は、真空バッグまたは排気用シート内部の、ガス抜き用布によって覆われた図32e)と同様の型構造のa)斜視図と、b)断面図と、c)図33b)の詳細図と、d)図33a)と同様であるがシートが下側中空型へと封止された型構造と、e)別々に排気される2つの空間(通気空間および樹脂注入空間)を有する型構造と、f)図33e)と同様であるが上側型半体が可撓性である型構造と、g)図33f)と同様であるが平面パネル表面が下側型半体上にある型構造とを示す。
【図34】図34は、二又状のブラケットを備え、矩形断面を有する支柱のa)斜視図と、b)側面図と、c)上面図と、d)正面図とを示す。
【図35】図35は、断面が中央に向かって大きくなっている支柱のa)斜視図と、b)側面図と、c)上面図と、d)正面図とを示す。
【図36】図36は、取り付けてあるターンバックルで連続的に長さ調節可能な支柱の一部分であって、ターンバックルが、a)ボルト端に単純なブラケットを備えているものと、b)ボルト端にブラケットと二又ブラケットとを備えているものとを示す。
【図37.1】図37.1は、反対方向に延びる内側ねじ山(ターンバックルの原理)で連続的に長さ調節可能な支柱のa)斜視図と、b)上面図と、c)断面図とを示す。
【図37.2】図37.2は、反対方向に延びる外側ねじ山(ターンバックルの原理)で連続的に長さ調節可能な支柱のa)斜視図と、b)上面図と、c)断面図とを示す。
【図38】図38は、歯付き板による調節で段階的に長さ調節可能な支柱のa)斜視図と、b)断面図とを示す。
【図39】図39は、一端が円錐状に先細りしている、ねじ付き連結部で段階的に長さ調節可能な支柱のa)斜視図と、b)側面図と、c)断面図とを示す。
【図40】図40は、一端の肉厚を大きくした、段階的に長さ調節可能な支柱のa)斜視図と、b)上面図と、c)断面図とを示す。
【図41】図41は、例えば航空機の座席用の座席梁半完成品を示す。
【図42】図42は、中空型内部における座席梁半完成品の断面図を示す。
【図43】図43は、補強リブが一体化された座席梁を示す。
【図44】図44は、中空型内部における、補強リブが一体化された座席梁の断面図を示す。
【図45】図45は、構造部品への連結部が一体化された座席梁を示す。
【図46】図46は、図45のような座席梁用の上側型半体を示す。
【図47】図47は、図45のような座席梁用の底側型半体を示す。
【図48】図48は、図47のような型半体の分割を示す。
【図49】図49は、図45のような座席梁を硬化後に中空型から取り出すための説明図を示す。
【図50】図50は、図45と同様の座席梁の別の実施形態を示す。
【図51】図51は、本発明に従って製造された座席基部構造を示す。
【図52】図52は、本発明に従って製造された、図53のような肘掛けを連結するための構造を示す。
【図53】図53は、本発明に従って製造された肘掛け構造を示す。
【図54】図54は、図50〜図53のような構造の組み立て体を示す。
【図55】図55は、本発明に従って製造された、例えば航空機の前輪用の二又支柱を示す。
【図56】図56は、中央で直角に交差させた、ブラケットを備えた支柱のa)斜視図と、b)側面図とを示す。
【図57】図57は、フランジが中央に組み込まれた星形中空体のa)斜視図と、b)正面図と、c)側面図とを示す。
【図58】図58は、図57のような星形中空体用の中空型の変形例であって、a)〜c)は2つのバルーンを用いる第1の変形例を示し、d)は1つのバルーンを用いる第2の変形例を示す。
【図59】図59は、ハブが一体的に組み込まれた星形中空体のa)斜視図と、b)正面図と、c)側面図とを示す。
【図60】図60は、ハブが組み込まれるとともに端部フランジが一体化された星形中空体のa)斜視図と、b)上面図と、c)側面図とを示す。
【図61】図61は、中空スポークが一体的に組み込まれたホイールリムのa)斜視図と、b)側面図と、c)断面図とを示す。
【図62】図62は、図61のようなホイールリム用の型の組み立てを示す。
【図63】図63は、図61のようなホイールリム用の組み立て後の型の、型バルーンを含む断面図を示す。
【図64】図64は、一方の側が開口した矩形の制御フラップのa)斜視図と、b)側面図とを示す。
【図65】図65は、図64のような制御フラップの大体の製造工程を示す断面図である。
【図66】図66は、図64と同様に一方の側が開口しているが内側リブを備えた矩形の制御フラップのa)斜視図と、b)側面図とを示す。
【図67】図67は、図66と同様に一方の側が開口しているが補強用の折り目を有する矩形の制御フラップのa)斜視図と、b)側面図とを示す。
【図68】図68は、繊維複合材セラミック製の、航空機および宇宙飛行用再突入機のための制御フラップを示す。
【図69】図69は、繊維複合材セラミック製の、航空機および宇宙飛行用再突入機のための制御フラップを示す。
【図70】図70は、繊維複合材セラミック製の、航空機および宇宙飛行用再突入機のための制御フラップを示す。
【図71】図71は、制御フラップの別の実施形態を示す。
【図72】図72は、航空機および再突入機用の制御フラップの他の実施形態であって、a)分割平面が水平なものと、b)分割平面が垂直なものとを示す。
【図73】図73は、制御フラップを作動させるための機構を示す。
【図74】図74は、制御フラップを作動させるための機構を示す。
【図75】図75は、制御フラップを作動させるための機構を示す。
【図76】図76は、例えば風力タービン用の、フランジが一体的に組み込まれたブレードのa)斜視図と、b)側面図とを示す。
【図77】図77は、ブレーキディスクとして付形された中空体を示す。
【図78】図78は、本発明に従って製造された図77のようなブレーキディスクの製造工程を示す図である。
【図79】図79は、例えば航空機のガスタービンの、タービンエンジンの空気取り入れ口フロントリップとして付形された中空体のa)等角投影正面図と、b)等角投影背面図と、c)断面図とを示す。
【図80】図80は、図79のような空気取り入れ口フロントリップ用の底側型半体のa)等角投影図と、b)断面図とを示す。
【図81】図81は、積層体層が配置された状態の、図79のような空気取り入れ口フロントリップを製造するための上側型半体を示す。
【図82】図82は、図81のような上側型半体の構造の、積層体層とバルーンとを含む断面図を示す。
【図83】図83は、組み立て後の図80および図81の型半体の断面図を示す。
【図84】図84は、図79のような空気取り入れ口フロントリップを製造するための別の型構造を示す。
【図85】図85は、機械加工前の、本発明に従って製造され、ストリンガおよびリブが一体的に組み込まれた航空機胴体セグメントを示す。
【図86】図86は、図85のような胴体セグメントの底側型半体を示す。
【図87】図87は、図86の拡大詳細図を示す。
【図88】図88は、図85のような胴体セグメントを製造するための、半完成繊維製品が積層された底側型半体を示す。
【図89】図89は、図32d)と同様の型ホースが挿入された図88のような底側型半体を示す。
【図90】図90は、図85のような胴体セグメントを製造するための、繊維材料が積層された上側型半体を示す。
【図91】図91は、図85のような胴体セグメントを製造するための型構造全体を示す。
【図92】図92は、穴あけおよび輪郭加工後の、図85のような、本発明に従って製造され、連結ブラケットが一体的に組み込まれた胴体セグメントを示す。
【図93】図93は、航空機胴体のサブセグメントを形成するために互いに組み合わされた4つの外殻パネルを示す。
【図94】図94は、本発明に従って製造され、床桁として付形された中空体を示す。
【図95】図95は、本発明に従って製造された胴体セグメントと床桁とを有する航空機胴体のサブセグメントを示す。
【図96】図96は、ストリンガが一体化されるとともに乗降扉用フレームが一体化された外殻パネルとして付形された中空体を示す。
【図97】図97は、鉄道または索道車用のボギーのa)上から見た等角投影図と、b)下から見た等角投影図とを示す。
【図98】図98は、高速鉄道車両用ホイールのa)等角投影図と、b)等角投影断面図と、c)型構造の断面図とを示す。
【発明を実施するための形態】
【0040】
次に、図面を用いて、本発明を、応用例と製造工程および使用される中空型に関する解説とによって詳細に説明する。
【0041】
図1は、本発明に従って製造された繊維強化中空体10の考えられ得る一実施形態として、二又またはスロット状連結ブラケット11を備えた支柱の側面図(a)および正面図(b)ならびに斜視図(c)を示す。この支柱は、くさびまたは傾斜路状部分13が先細りして一体的に組み込まれたブラケット11となる管状/円筒状中央部12を特徴として有する。ブラケット11は、それぞれに鍔15が装着されたブッシュ15が取り付けられた、略中心に配置された穴14を特徴として有する。鍔は、曲げまたはねじり力を伝達する際に荷重を誘導するピン(図示せず)によるあらゆる摩耗を防止する。
【0042】
図2も、二又またはスロット状ブラケット11を備えた支柱を示す。しかしながら、側面図(b)から分かるように、中空の中央部12の断面は楕円形である。その他の特性は全て図1のような支柱と同一であり、同じ参照番号を付している。
【0043】
図3および図4の支柱(繊維強化中空体10)は、図1および図2のような支柱と本質的な特性が同じであるため、やはり同じ参照番号を付している。加えて、それらの支柱は、その円筒形または楕円形の中央部12に、横力を誘導可能な凹んだ16または突出した17の平坦状表面を特徴として有する。図3のブラケット11は、二又ブラケットに挿入されるように設計されており、したがって舌状である。
【0044】
図5は、例えばピン(図示せず)により横力が誘導され得る場所に図4のような突出した表面17を有する中央部12の断面を示す。
【0045】
そして、図6aは、本発明に従って設計された中空型半体(1、2)の斜視図を示し、図6bは同じ中空型半体の長手方向断面を示す。図6aおよび図6bは、上記実施形態における支柱の半分の雌型、特に中央部12’から傾斜路状部分13’を経て端部領域(ブラケット)11’へと変化している断面寸法を明瞭に図示している。このトラフ状の雌型に、含浸させた半完成繊維製品5(図7以降)を積層し、必要に応じてそれらをガス抜き用布7で覆い、(中空型半体1、2を閉じ合わせたら、)その上から、硬化前および硬化中に、繊維配置が中空体型の内壁に押し付けられるように圧力をかける。図6cに、接合直前の、積層後の中空型1および2の両方を示す。この工程段階においては、積層体を中空型の内壁に押し付けるホース8が既に底側中空型内に配置されている。
【0046】
図7〜図9は、本発明の製造工程を図示する。この製造工程は、外形が例えば円形であるべきか矩形であるべきかにかかわらず、上記の支柱の全ての断面設計に特に当てはまる。
【0047】
図7は底側の中空型半体1、図8は上側の中空型半体2に関してこの製造工程を示す。これらの中空型半体のことを底側/上側型ともいう。上向きに開いた両型半体1および2の上に、好ましくは1つの肩3、4をそれぞれ置き、型の中に、含浸させた半完成繊維製品5を、肩3、4の停止面18に至るまで積層する。続いて、必要に応じて、ガス抜き用布7を半完成繊維製品5の上に配置する。ここに示す実施形態に関しては、底側型半体1内にホース8を挿入する。肩3、4を取り外すと、上側型半体2を底側型半体1の上に置くことができ、双方をしっかりと閉じ合わせることができる。突出した縁片6は、ホース8を加圧するとすぐに半体同士が容易に接合(結合)されるように、中空体10の合わせ目領域における重なり部分9とするためのものである。このことは、追加的に熱を誘導する場合にはなおさら当てはまる。
【0048】
したがって、本発明による中空体を製造するための工程段階は以下のようになる。
【0049】
1.1 開いた中空型半体1および2の該当面に肩3および4を固定する。
【0050】
1.2 肩3、4において突出片6が形成されるように、半完成繊維製品および/または積層体5を凹状の中空型半体1および2にかぶせる。
【0051】
1.3 必要に応じて、突出片6を含むかまたは除く半完成繊維製品5の上にガス抜き用布7を配置する。
【0052】
1.4 等方性弾性材料からなるホース(バルーン)8を底側型半体1内に挿入する。
【0053】
1.5 中空型半体1および2から肩3、4を取り外す。
【0054】
1.6 積層体を取り付けた中空型半体1および2を重ね合わせ、例えばボルト/ねじでしっかりと閉じ合わせる。
【0055】
1.7 バルーンを用いる場合以外はホースの一端を封止し、中空型内の空気を吸い取りかつ/または排除し、加圧気体でホースを膨張させる。
【0056】
1.8 気体圧力および温度条件を制御しながらオーブンまたはオートクレーブで硬化させる。
【0057】
1.9 中空型を開き、ホース/バルーンを取り外し、繊維強化プラスチック中空体を取り出し、ブラケットを輪郭加工し、穴あけし、カバーディスクおよび/または穴ブッシュを挿入する。
【0058】
特に、図10には、半完成繊維製品5の配置を、一般に、均一にではなく、予測される荷重プロファイルに応じて、すなわち繊維強化中空体10の個々の部分11、12、13に沿った予測応力に応じて行うことが示されている。例えば、中央部12’’では、一方向繊維が長手方向におよび長手方向軸に対して±45℃の角度に配置される。端部領域(ブラケットまたはその他の連結要素)11’では、等方的に、つまり長手方向軸に沿って、長手方向軸を横断して、および長手方向軸に対して±45℃未満の角度に配置される。中央部12と、ブラケット11またはこれに類する被組込要素である端部領域との間、すなわちくさびまたは傾斜路状部分13では、漸次段階的に配置される。図10では、図6のような中空型の各領域11’、12’および13’に対応する各部分を11’’、12’’および13’’と表示している。
【0059】
半完成繊維製品5は、種々の方法で、型カップ1および2内および肩3または4の停止面18に押し当てて、積層することができる。
【0060】
図11は、縁からの突出部6の高さが非常に高い配置を示す。突出縁片6は、肩3、4とL字形の断面形状を有するレール19とにもたせかけられる。レール19により、しわの発生なく縁片6を接合することができる。これは、縁片6同士の重なりの有無にかかわらず可能である。
【0061】
図12において、縁片6は、最大限に突き合わせて接合することを目的とした配置用に準備されており、図13においては、重なりを有した配置用に準備されている。型半体1および2を閉じてホース8を膨張させると、縁片6は、上側の中空型半体2内に配置された半完成繊維製品5と、所望のように接合する。
【0062】
図14は、重なりが1箇所だけである繊維強化中空体10をどのようにして製造することができるかを示す。このために、図11および図13に示すように縁片6を重ならせ、ホース8を用いて未積層の上側型半体2に押し込む。例えば懸架ブラケットまたはフィンを備えた中空体に関しては、図15に示すように、重なり部分を型半体1、2の分離線に沿って配置するのが有用である。この点についてのさらなる詳細をさらに説明する。
【0063】
図16のように、半完成繊維製品5の各層を後の合わせ目線に沿って扇形に広げ、型半体1、2を重ね合わせたときに扇形に広げられた各層が互い違いに嵌まり合うようにする。このために、型半体1、2にやはり肩3とL字形レール19および19’とを設ける。底側型半体1では繊維配置を特定の高さで分割するために肩3がレール19と協働し、上側型半体における他方の肩19’は積層体を型壁から少しだけ離しておくためのものである。このようにして噛み合い結合が達成される。図17に示すこの「噛み合い」により、接合品質が高まる。
【0064】
図18〜図22は、結果として得られる断面、ここでは、重なり部分の設計が様々である円筒形中央部12を示す。これらは、型半体1、2の接合前の突出縁片6の配置に関連した違いの結果である。容易に分かるように、図9のような縁片6の配置は図18に示す結果に対応し、同様に、図12、13、14、15および17の配置は、図19、20、21および22に示す結果に、この順序および組み合わせで対応する。
【0065】
少し変更を加えるだけで、プリプレグ等からなる2つのU字形リブブリッジ20と、連通した2つのホースとを用いることにより、繊維強化された内側リブ21を備えた繊維強化中空体10を製造することが可能である。これを図23および図25の図に示す。U字形リブブリッジ20は、底側1および上側2の型半体内で、予め配置された繊維マット5に接合される。図24および図26はそれぞれ完成品の断面を示す。
【0066】
図27は、懸架ブラケット23が管外被に一体化された繊維強化管22を示す。管22と懸架ブラケット23とは、本発明による方法で一部分において一体的に製造される。
【0067】
図28および図29は、本発明による方法で製造された、1つおよび2つのフランジ11が一体的に組み込まれた繊維強化管24を示す。例えば図30に示すようなパイプベンドとして個々の管24または管部品を相互に接合するために、フランジ11にやはり穴を設けてもよい。なお、大体において、パイプベンドは、図28および図29に示す直管と同様にして製造することが可能である。
【0068】
図31は、繊維強化されたフィン付き管(a)と、同じ材料で構成されたフィン付き管壁(b)との斜視図ならびに本発明による方法で作製されたこのような部品の製造に用いられる2種類の中空型(c)および(d)を示す。それらは例えばプラスチックまたはセラミック(CMC)で構成され得る。一体的に組み込まれたフィン/ブリッジは、管よりも短くすることが可能である(図示せず)。このようなフィン付き管または管壁は、例えば、建築用遮熱材や熱交換器等のための冷却パイプとして、熱および冷却工学において応用可能である。
【0069】
滑り/連結ブラケットを備えた支柱が一体的に組み込まれて、取り付けられる繊維強化プラスチック製パネルセグメントの作製について、大体を図32および図33に図示する。図示と異なってパネルセグメントが湾曲していてもよい。滑り/連結ブラケットは、図92、図93および図95に明示されている。縦横方向の強化材20を形成するために、型半体1内には溝20’が、ここでは等間隔で、互いに平行に延びている。繊維マットを配置したら、すなわち型半体1に積層したら、型ホース/型バルーン8(ここでは4つ)をこのために準備した溝20’に嵌装し、繊維マット(プリプレグ)5’’が同様に積層された型2を型1上に降ろす。型半体1および2を押し付け合わせて型ホース8の圧力に対抗する外部圧力を用いて、積層体接触面/重なり部分9’および9’’が結合し、オーブンまたはオートクレーブ内部で加熱により半完成繊維化合物製品が硬化して正確な寸法となるようにする。図33に示すように、型半体1および2を真空ポンプ(ここでは図示せず)に接続する場合、真空バッグとしても知られる、型半体1および2を封入する真空ジャケット59を用いて、外部圧力を利用して外力を生じさせることができる。追加的にまたはこれとは別に、制御可能な空気圧または油圧力(動力装置、圧力スリーブ等)62を利用することができる。真空状態ひいては真空接続によるガス抜きの有効性を高めるために、真空ジャケット59と型半体1および2との間に通気布7(=ガス抜き用布)を配置することができる。
【0070】
繊維強化部品、例えば図32a)のパネルセグメント等は、プリプレグの代わりに乾燥織物繊維組織(半完成繊維製品)を用いて製造してもよい。型半体内への配置後に個々の繊維層が徐々にずれてしまうのを防止するために、いわゆる予備成形を適用する。この方法では、個々の繊維層に熱可塑性または熱硬化性結合剤を添加し、その後、繊維層を雄型または雌型に配置する。各層を正しい位置に固定するために、シートで覆い、シーラントを用いて各層の縁を雄型/雌型の全周で封止する。シート下の空気を排気すると、外側の空気圧が効果をあらわし、個々の繊維層をしっかりと雄型上/雌型内へと押圧する。熱を誘導することにより、結合剤が活性化され、乾燥繊維プライ内部にしみ通り、その後硬化する。このようにして生成された繊維複合材は、その後の加工において乾燥半完成繊維製品として扱われる。
【0071】
型半体1に挿入したら、予備成形された半完成繊維製品5’に樹脂を浸透させる。図33e)は、型構造を大体において示す。型半体1内部には、ワンショット硬化法を用いてパネルセグメント(図32a)の縦横方向強化材20を一体的に組み込むための溝が存在している。必要に応じて繊維組織5’の下にガス抜き用布7を配置することが可能である。繊維材料5’で内張りされた溝20’に型ホース8を嵌装する。必要に応じてその下にU字形ガス抜き用布7を配置することも可能である。繊維組織5’と型ホース8とを予備成形された繊維組織5’’で覆い、通常はその上に剥ぎ取り式箔66、分散布67および半透過性箔65を載せる。後者は、気体に透過性であり樹脂に不透過性である。
【0072】
半透過性箔65(図33e)の上には、ガス抜き用布7、上側型半体2、別のガス抜き用布7’および気体と樹脂に不透過性の真空シート59を載せる。このシートは、半透過性箔と同様に、全周にわたって型半体1へと封止される。真空シート59と半透過性箔65との間の通気空間は真空接続部60を介して排気され、型半体1と半透過性箔65との間の注入空間は真空接続部68を介して排気される。
【0073】
接続部60および68に真空が生じ次第、かつその場合に限り、ホース8をより高い気体圧力に慎重にさらし得る。この圧力は、所要の重なり領域9’および9’’における半完成繊維製品5’および5’’が常にしっかりと接合したままであり、特に強化材20の領域において離れることがないように与えられる。これらの条件が満たされれば、樹脂フローバルブ(ここでは図示せず)が開かれる。これにより樹脂が吸い込まれ、分散布が樹脂を広く分散させるため、真空および重力の効果によって半完成繊維製品5’および5’’が均一に浸漬される。
【0074】
この工程では、まず、接触している積層体部分すなわち重なり部分9’および9’’、最後に、縦横方向強化材20の設計のために設けられた下の方の積層体部分に、樹脂をしみ通らせる。一番最後に樹脂が飽和状態であることが樹脂の漏出によってわかり、樹脂の流れが停止される。これは、適切な表示器を介して、例えば樹脂漏れ表示器71(透明パイプ内の充填レベル、サイホン、センサによって電気的に検出可能な値の変化等)によって自動的に行うことが可能である。排気はマトリックスが硬化されるまで続けられる。技術的な詳細に関しては、いわゆるMT−RI法が記載されている独国特許第10239325号が参考になる。本発明の違いは、主に、強化材を形成するのに型ホース8を用いることであり、さらにまたこの点に関連して、図33e)に示す樹脂漏れ表示器が自己制御式であることである。加えて、通気および注入空間の真空状態ひいては該空間からの排気の有効性を、樹脂漏れによる影響を実質的に受けない程度に維持することができる。
【0075】
図33f)は、上記の型構造にかなり類似した型構造を示す。違いは、ここでは固体材料からなる型半体2がないことである。型半体2の機能は、真空を発生させた時に真空シート59によって引き受けられる。
【0076】
図33g)には、積層後に反転されたつまり上下逆さまにされた図33e)と同様の型構造が示されている。これにより、浸透中に樹脂が流れる方向が異なる。
【0077】
図34は、本発明に従って製造され、矩形の断面形状と、一体的に組み込まれた二又状連結ブラケット11とを有する別の支柱の斜視図(a)ならびに側面図(b)、上面図(c)および正面図(d)を示す。
【0078】
図35は、本発明に従って製造され、直径が中間に向かって大きくなっている支柱の斜視図(a)、側面図(b)、上面図(c)および正面図(d)を示す。高い座屈荷重に耐えるように設計されたこのような支柱は、航空学において応用され、とりわけ着陸装置の工学技術に用いられる。
【0079】
組立公差を均一化するためには、支柱が調節可能な連結長さを有することが必要である。ほとんどの用途においては、ブラケット11を十分な長さに設計し、現場で計測された連結長さに合わせて穴14を設けることで十分である。これで十分でない場合はアダプタが必要である。既存技術には、多くの用途に向けの長さ調節用装置がある。図36〜図40は、様々な種類のこのような長さ調節が行われる本発明による支柱を示す。
【0080】
図36は、締め付けナット42とブラケット付きボルト44’、44’’とロックナット43’、43’’とで構成されたターンバックルを用いることにより、特に荷重がかかった状態においても連続的に調節される支柱10を示す。
【0081】
図37.1は、連続的に長さ調節される、内側ターンバックルを備えた支柱の別の実施形態の斜視図(a)、上面図(b)および断面図(c)を示す。この支柱の長さ調節は連続的であり、特に、荷重がかかった状態において、工程中にブラケットを回転させる必要がない。このターンバックルを装備するためには、本発明に従って製造された支柱を分割する。座屈荷重によって生じ得る曲げモーメントは支柱の中間で最大となるため、支柱の端部寄りの位置を選択するのが好ましい。ねじ付きブッシュ40および41を、支柱の各分割部分の円筒状部に挿入し、例えば接着により固定する。左のねじ付きブッシュ40は内側左ねじ山を有し、右のねじ付きブッシュ41は内側右ねじ山を有する。支柱の両分割部分は、対応する外側ねじ山を両端に有する調節ボルト42を介して連結される。調節ボルトを回転させることにより、反対方向に延びる2つのねじ山の作用によって、支柱全体の長さが調節ボルト42の回転方向に応じて連続的に増加または減少する。支柱が所要の長さに調節されると、ロックナット43’および43’’によって調節ボルト42のゆるみが防止される。
【0082】
図37.2は、ターンバックルによる長さ調節が行われる別の支柱を示す。この支柱の斜視図(a)ならびに上面図(b)および断面図(c)が示されている。図37.1に示したものとは逆に、支柱の各分割部分に接合されたねじ付きブッシュ44’、44’’は、ここでは、外側継手によって確実な嵌合で支柱に取り付けられる。このために、本発明による支柱製造工程において予めねじ付きブッシュを中空型に含めておくことが可能である。用いられるホースまたはバルーン8を膨張させることにより、繊維プライがねじ付きブッシュの端部部分を包み込む。これにより、硬化後には、ねじ付きブッシュ44’、44’’と支柱の外面との間に確実な嵌合が得られる。この確実嵌合式の継手は、圧縮力および引張り力を伝達する能力が最も優れたものである。あるいは、ねじ付きブッシュ44’、44’’は、硬化後のプラスチックに例えば接着することが可能である。
【0083】
図38に斜視図(a)および断面図(b)を示す支柱は、小さい歯付き板35を歯付き板36に沿ってずらすことにより、溝穴14における連結要素34の段階的調節を達成している。歯付き板36とブラケット11とは互いに確実に嵌合している。したがって、連結要素34も、確実な嵌合でブラケットに固定することが可能である。このために、溝穴14内を上下に摺動可能なねじ付きピン37を正確に嵌合させて挿入する穴を連結要素34に設ける。菊ナット39によって、固定された大きい歯付き板36と摺動する歯付き板35との確実な嵌合を解除、回復および確保することができる。ここで、連結要素34の最小調節幅は、1つの歯の間隔に等しい。板の歯を小さく設計するほど、長さ調節の段階が小さくなる。これは、荷重がかからない状態でしか行えない。
【0084】
さらに、図39は、円錐形テーパ状端部を備えた長さ調節可能な支柱の斜視図(a)ならびに側面図(b)および断面図(c)を示す。支柱の長さ調節は、荷重がかからない状態で、対応するねじ山を内側に有するインサート46にねじで着脱することができるねじ付きボルト45を備えた二又状連結部を介して、行われる。最小可能調節長さは、ねじ山ピッチの半分に等しい。ロックナット38により連結が確保される。引張り力は円錐形インサート46を介して伝達される。圧縮力はワッシャ39を介して支柱に誘導される。
【0085】
図40は、図39で説明した支柱と本質的に同様の長さ調節可能な支柱を示す。この支柱の斜視図(a)ならびに上面図(b)および断面図(c)が示されている。図39の支柱との違いは、端部がどのように設計されているかである。インサート46を固定するために、インサート46に合うように円筒形に付形された、肉厚を大きくした部分52が設けられる。長さ調節ならびに引張り力および圧縮力の伝達は、図39の支柱と同様に、荷重がかからない状態で行われる。
【0086】
図41は、本発明に従って製造された、例えば航空機の座席に用いることができる座席梁の半完成品を示す。
【0087】
図42は、図41の半完成品の断面を、本発明に従って当該半完成品を製造するのに必要な、底側型半体1、上側型半体2および3つの膨張式ホース/バルーン8等の部品とともに示す。図42には、繊維マット5’および5’’が中空型半体内にどのように配置され、どこで重なり合っているかも図示されている。
【0088】
図43は、図41と同様であるが内側リブ21の形態の追加の強化材を含む点で異なる座席梁の硬化および輪郭加工済み半完成品を示す。このような座席梁は、独国特許出願公開第102005059134A1号から既に公知である。しかしながら、開示されているいわゆる単一梁は、接着されたいくつかの別個の部品で構成され、本発明に従って製造された梁のような単一ユニットで構成されたものではない。これらの別個の部品が接着されていることで、本発明に従って製造された梁には発生しない精度不良が生じる。さらに、本発明に従って製造された梁においては、必要な全ての連結部を梁に直接一体化し、ワンショット法で実現することが可能である。
【0089】
図44は、図43に示す梁の断面を示す。本発明に従って内側リブ21を一体化するためには、2つのホースまたはバルーン8が必要であり、それら2つのホース/バルーンは、製造工程中のリブブリッジ21のずれを防止するために連通して連結される。
【0090】
図45は、本発明に従って製造された、図41に示した座席梁の設計変形例を示す。
【0091】
図46は、本発明に従って図45に示す座席梁を製造するための上側型半体2を示す。対応する底側型半体1は図47に示されている。底側型半体1は、硬化後に座席梁を型から取り出せるようにするために、いくつかの別個の部分で構成されている。
【0092】
図48は、開いた型半体1を示す。積層体を配置する直前の4つのブロックが示されている。各ブロックを、それぞれの次のブロックへの移行部が突出部分6(図示しないが図9と類似である)を形成するように、繊維マット(プリプレグ)で内張りする。ねじ付きロッド53を用いて個々のブロックを組み立てると、所望の重なり9(図示せず)を有する底側型半体1が形成される。このようにして積層された型1の中に、予備成形されたバルーン8を慎重に挿入し、その後、型1の上に同様に積層された上側型2を置いて互いにしっかりと連結させ、通常の方法で硬化できるようにする。
【0093】
図49は、中空型(a)の内部で硬化させた図45に示す座席梁10の脱型手順を示す。なお、脱型はアンダーカットがあるので簡単に行うことはできない。簡単な方法でこの工程を容易にするために、底側型半体1に2つの追加要素、すなわちスペーサ55を付けている。これらにより以下のように脱型を行うことが可能になる。
【0094】
1.底側型半体1を上側型半体2から離す。
【0095】
2.ねじ付きロッド53を緩め、取り外す。
【0096】
3.上側型半体2と端部片51を取り外す。
【0097】
4.スペーサ55を取り外す。
【0098】
5.残りの型要素を取り外す。
【0099】
図50は、図45に示した梁の別の設計変形例を示す。主な違いは、3つの一体的に組み込まれたブラケットの幾何学的形状だけである。これは製造工程には影響を与えない。
【0100】
図51は、本発明に従って製造され、連結ブラケットが一体的に組み込まれた座席基部構造を示す。
【0101】
図52は、本発明に従って製造された、肘掛け用の受け構造を示し、図53は、本発明に従って製造され、旋回ピン用の連結ブラケット11が一体化された肘掛け構造を示す。
【0102】
図54は、本発明に従って製造された図50〜図53の部品を組み立てた構成を示す。個々の部品の組み立ては、いずれの場合も、一体的に組み込まれた連結ブラケット11を介してねじ止め、ボルト止め、リベット止めおよび/または接着によって行う。
【0103】
図55は、本発明に従って製造された二又支柱の斜視図(a)と、上面図(b)および分割平面に沿った断面を示す。このような二又状支柱は、例えば、航空機の前輪用の伸長/格納機構におけるいわゆる抗力支柱として用いられる。
【0104】
図56は、本発明に従って製造された、直角に交差させた十字形支柱構成の斜視図(a)および側面図(b)を示す。直角以外の他の支柱構成も実現可能である。このような支柱の応用分野には、例えば、スポーツカーにおけるシャシまたは保護ケージ強化材や、航空機における胴体各セグメントの補剛が含まれる。
【0105】
図57は、本発明に従って製造され、中央に一体的に組み込まれたフランジ11を特徴として有する星形中空体を示す。製造工程中に積層体を中空型半体に押し付けるのに用いられるバルーンが1つだけであると、フランジが、積層体が分離した隙間を有することになる。2つ目のバルーンを用いることにより、硬化後に固形のフランジを得るために隙間を閉じることが可能である。
【0106】
図58(a)は、図57に示す中空体を2つのバルーン8を用いて製造するのに必要な型構成の断面図を示す。このための2つの中空型半体の斜視図をそれぞれ図58(b)および(c)に示す。図58(d)は、バルーンを1つしか用いない、大体において同一の部品用の型構造の断面を示す。これでは、1つの連結部ではなく、隙間のある2つの連結部となる。
【0107】
図59は、中央に一体的に組み込まれたフランジ11を有する星形中空体の、本発明による原則に則った別の実施形態を示す。両フランジ11に押し当てて、フロントレストを備えたベアリングブッシュ(図示せず)を(穴14を用いて)取り付けることができ、前側(空気進入方向)には一般にきのこ形ハブキャップが装着される。ここで、(a)は中空体の等角投影図、(b)は上面図、(c)は側面図を示す。側面図(c)に示されているように、中空型の分割平面は、ハブ軸に対して垂直である。この種の空気力学的に付形された中空体は、例えば、航空学において、ガスタービンエンジンの圧縮機の手前の冷気流入部分で、タービンナセルの内壁で支持されるシャフト用ベアリング受けとして利用することができる。
【0108】
図60は、支持アーム24にフランジ11をつけて拡張した図59に示す星形中空体の斜視図(a)、上面図(b)および側面図(c)を示す。やはり一体的に組み込まれたこれらのフランジは、図28〜図30に図示した方法によって組み込むことができる。
【0109】
要求に応じて、外側のフランジを、互いに接触するかまたは閉鎖外環もしくは楕円形(スポークホイールまたはリム方式)を形成するほどに、方位角において大きく設計することが可能である。
【0110】
図61は、本発明に従って製造されたスポークホイールの斜視図(a)、側面図(b)および断面図(c)を示す。図63の断面図に示すように、製造に必要なものは2つの中空型半体だけである。上側型と底側型との間の分割平面は、ホイールスポークの中央を通ってほぼ球面状に延びている。図61(b)には、リム円筒と共に分割平面の断面(57)が鎖線として示されている。
【0111】
図62は、図61に示すスポークホイールを製造するのに用いられる型の基本設計を図示する。本発明による製造方法によると、図63に示すように、まず、2つの型半体1および2に、突出部分6’および6’’(図示せず)が合わせ目線に沿ってできるように半完成繊維製品5’および5’’を積層する。2つの型半体1、2の積層中に型半体1、2内にリング26および27を予め配置しておき、繊維プライを重ねるかまたは被せる。これらは、後にホイールタイヤ(図示せず)を保持するリム11を精密に形成するためのものである。続いて、2つの型バルーン8を型半体の対応するキャビティに挿入する。リング状外壁28上には積層体を配置しない。加圧空気ダクト29を、特定の開口部25(図62)を通らせて上側/底側中空型半体から引く。2つの完全に準備が整った中空型を組み立てると、例えば、リング状型壁28を貫通させたボルトによって、それらをしっかりと接合する。その後、積層体層を中空型に押し込んで正確な寸法とし、通常の方法で硬化を完了するために、加圧空気ひいては圧力を印加する。
【0112】
図63は、組み立て後の図62の型の断面を示す。
【0113】
図64、図66および図67は、本発明に従って製造された、一方の側が閉鎖された中空体の斜視図(a)および側面図(b)を示し、それらの中空体は本質的に同じ特性を共有している。図64とは異なり、図66および図67の中空体は、追加の強化リブを備えている。図66の中空体は、内側リブ21によって強化されている。図67においては、リブブリッジ20が中空体の強化材として一体化されている。図64〜図67の全ての中空体も、図6〜図9に示した本発明による原理に従って製造され、連結領域において、一体的に組み込まれた要素11を特徴として有する。これらの中空体は、例えば、航空学における制御フラップ用の基本要素として用いられ、それに応じて設計可能であり、必要に応じてセラミック化できる。
【0114】
図68〜図70は、上記の制御フラップ用基本要素のさらなる設計変形例を示す。これらは、製造に用いられる中空型の分割平面57の位置が異なる。外見上は、製造された繊維複合材製品は同一の幾何学的形状である。図69においては型の水平分割、図70においては垂直分割を、分割線57によって示す。このため、これらの特定の制御フラップは、分割の設計が異なる中空型を用いて作製され、したがって、それぞれの場合における積層の違いによってかなりの程度まで決まる、異なるメリットとデメリットを有する。
【0115】
図71に示す制御フラップは、使用される型の分割平面57が水平に延びている場合にのみ脱型可能である。ブラケットつまり連結領域11は、本発明に従って一体化され、穴14が設けられる。
【0116】
図72は、本発明に従って製造された制御フラップの、幾何学的形状が等しいその他の2つの実施形態であって、分割平面57が水平(a)のものと垂直(b)のものとを示す。連結領域11は、完全に一体化された「ブラケット」であり、それらの縁を輪郭加工することが可能である。穴14は硬化後にあけられる。
【0117】
図73〜図75は、制御フラップ30を格納および伸長するためのいくつかの機構のうちの1つを図示する。なお、図示したマウント32は、ここでは再突入機の固定構造の一部として示されており、制御フラップ10はその軸63のまわりを回動する。制御フラップ10は、制御ロッド31からの圧縮または引張りに応答する。図64、図66および図67の制御フラップには、制御ロッド31(図73〜図75)の装着ピン63用の一体的に組み込まれた要素11がない。このような制御フラップを作動させるためには、例えばセラミックねじでそれらに取り付け可能な上部構造が必要である。比較的小型の制御フラップ10に関しては、マウント32平面に沿って位置しているピボット軸63に例えばウォームギヤを介して直接作用するアクチュエータによって、制御フラップ10の回動動作を行わせることが可能である。
【0118】
図76は、本発明に従って製造され、フランジが一体化されたブレードの等角投影図(a)および側面図(b)を示す。このようなブレードは、例えば風力発電所用に利用可能である。
【0119】
本発明による繊維強化中空体の製造方法の別の応用分野はブレーキディスクである。図77は、このようなブレーキディスクの例を示す。その側壁58は、摩擦面として働く。運転中、ブレーキディスクは、壁58と内側リブ21とを冷却する、内部および外部の両方からの空気流にさらされる。ディスクは、制動時に発生する高い機械荷重および熱荷重に耐えるように設計される。摩耗を確実に少なくするために、本構造はセラミック、焼結金属またはこれらに類する材料のコーティングを有する。例えば炭化ケイ素の無機繊維をブレーキディスク半完成品に用いた場合、SiCの熱分解および浸透を複数回行うことにより、非常に高い熱機械的品質を有する耐摩耗性SiC/SiCセラミックブレーキディスクを作ることが可能である。これは、多くの手間がかかるために比較的製造コストが高く、差し当たり好ましくは最高級車両およびスポーツカー向けである。この異なる製造形態のどちらともが、現在の技術水準と比較して、例えば軽量であり、したがって車両上の並進慣性および回転質量の低減などの長所を有する。
【0120】
図78(a)〜図78(f)は、図77に示したブレーキディスクの製造工程の順序を示す。まず、積層体5’または5’’をそれぞれ底側または上側中空型1および2内に配置する。続いて、リブブリッジ21用の積層体を、互いに支え合い完全な円を形成するように、底側中空型1内に隣り合わせに配置する。かかる時間を最小限にするために、個々のU字形積層体をそれに応じて予備成形する。リブ積層体21は、中空型1への膨張式要素8の挿入前または挿入後に配置することも可能である。リブブリッジ21の突出部6を、型バルーン8の該当サイドアームへと折り曲げる。2つの中空型半体をしっかりと閉じ合わせる前に、加圧空気ダクト29を開口部49を通らせて上側中空型2から引く。型バルーン8を加圧することにより、硬化後の状態において繊維プライが優れた強度特性を有する正確な寸法の完全なユニットを形成するように、個々の繊維プライを中空型の内壁または隣接する繊維マットに押し付ける。最後の段階において、硬化後のブレーキディスクに細かな仕上げを施し、フランジ11に穴14を設ける。リブ積層体をU字形の代わりにL字形にし、それぞれにおいて1つの突出部6だけを曲げればよいようにすることも可能である。
【0121】
本発明による製造方法は、その特性の全てにおいて、例えば図79〜図83に示すような航空機ガスタービンの空気取り入れ口フロントリップに適用することも可能である。図41および図42のようなまっすぐな座席梁の作製との本質的な違いは、この方法に必要なほぼトーラス状の幾何学的形状だけである。座席梁と同様に、取り入れ口フロントリップも、一体的に組み込まれた取り付け要素11を有する。図79には、ジェットエンジンフロントリップの正面からの斜視図(a)、背面からの斜視図(b)および断面図(c)が示されている。図80は、既に半完成繊維製品5’が内張りされている、この製造に適した底側型半体1の斜視図(a)および断面図(b)を示す。同様に繊維マット5’’が内張りされた上側型半体2を図81に示す。図82は、バルーン8が挿入されたこの上側型半体2の断面図を示す。
【0122】
空気取り入れ口フロントリップの製造には図83のように全部で3つのバルーンまたはホース8が必要である。硬化後のユニットから積層体によって包み込まれたホースまたはバルーン8を取り外せるようにするために、繊維マットの配置時に予め適切な取り外し用開口部49を設ける。取り外しの前に、ホースまたはバルーン8を細かく切断する。図82および図83に示されているように、加圧空気ダクト29は、上側半体2の2つの穴25を介して膨張式ホースまたはバルーン8へと引かれる。図83では、積層後の型半体1および2が重ね合わされており、その断面図が示されている。
【0123】
図84は、空気取り入れ口フロントリップを製造するための別の方法を示す。この方法では、2つの側方バルーン8が、内側からではなく外側から、積層体層5’および5’’を上側型半体に押し付ける。内面または外面のどちらにより高い精度を必要とするかに応じて、図83および図84のように適切に設計された型を用いることができる。
【0124】
図85は、ストリンガおよびリブ20ともいわれる一体化された縦横のブレース20が取り付けられた、例えば航空機の外殻を形成するパネルを示す。このパネルは、本発明の全ての特性を用いかつそれらに従って製造することができる。
【0125】
図86は、このような外殻パネルを製造するための、ストリンガおよびリブ用の溝20’を有する底側型半体1を示す。図87〜図92には、図86において印をつけた細部の以降の製造段階における様子が示されている。適用可能な製造工程は、図32および図33に既に示したものに対応する。大きな違いは、外殻パネルの幾何学的形状が平面ではなく湾曲していることと、リブの断面がストリンガよりも大きく、型ホースまたは型バルーン8もそれに応じて適合させなければならないことだけである。この工程は、よく知られているやり方で図33に示すようにガス抜き用布7、剥ぎ取り式箔66、半完成繊維製品5’を配置することにより底側型半体1の内張りをすることから始まる。ストリンガ(縦ブレース)20および/またはリブ(横ブレース)の形成は、図88の底側中空型半体における適切な異なる溝によって確実となる。これらは最初の積層段階で形成される。次の段階では、図32dと同様のサイドアーム付き型ホース8を、型1の積層されたリブおよびストリンガ溝20’内に配置する。それと並行して、上部型半体2を半完成繊維製品5’’で被覆し、図90および図91のように積層体側を下に向けて型半体1上に置き、圧力62の効果で型半体1に押し付ける。通常、これは、図33に示すように、型構造を例えば真空ジャケット59に封入しそれを排気することによって周囲の空気圧を用いることにより、達成される。これによりホースまたはバルーン8が加圧されるので、オーブン内の高温で積層体層が結合し、プリプレグ樹脂が硬化する。このようにして外殻パネルが作られる。本発明によると、ここでは特に外殻である要素11が一体的に組み込まれるのはストリンガおよびリブ20の組み合わせ体である。さらに、一般に連結部が組み込まれる。
【0126】
プリプレグの代わりに、雄型または雌型を用いて予備成形された前処理済みの乾燥半完成繊維製品5を用いることが可能であり、これは、型半体1への積層体層5’の配置後ならびに溝20’へのホース8の挿入および積層体層5’’の配置後に、液体樹脂に浸漬しなければならない。必要な型構造は、図33e)および図33f)の型構造に対応する。積層体層5’’を剥ぎ取り式箔65と気体透過性かつ樹脂不透過性の箔66とで覆う。独国特許第10239325号、いわゆるMT−RI法との本方法の本質的な違いは、追加の型ホース8を用いることである。これらのホースによって、寸法精度および製品品質が高められたはるかに複雑なユニットをワンショット法で製造することが可能になる。
【0127】
図92は、本発明に従って製造され、連結部11が一体化された外殻パネルを示す。これらの連結部は、図93に示すように、リベット止め、ボルト止め/ねじ止めおよび/または接着によって外殻パネルを相互連結できるように設計されている。
【0128】
図94は、本発明に従って製造され、連結部が一体的に組み込まれた床桁を示す。
【0129】
図95は、本発明に従って製造された8つの外殻パネルから組み立てられた胴体セグメントを図示する。2つのパネルのさらなる連結部によって、例えば図94に示す床桁等のその他の構造部品の取り付けが可能になる。
【0130】
図96は、本発明に従って製造され、乗降扉用の開口部と該開口部の周りの一体化された強化フレームとを有する外殻パネルを示す。同様に、このようなフレームは、特に航空機および車両(磁気浮上列車、高速列車、バス等)における貨物搭載口、窓等の開口部の周りにも用いられる。
【0131】
高速用途の鉄道車両に関しては、高質量部品を軽量のユニットで置き換えることが求められる。図97は、本発明による方法で製造された繊維複合材製のボギーを示す。必要な型半体は、図32、図33、図86〜図89のパネルセグメントの製造用に提示したものとほとんど一致する。
【0132】
図98は、高速用の列車ホイールを示す。ホイールリムは金属製であり、ハブに挿入されたベアリングブッシュも金属製である。ハブは、リムを有するディスク状繊維強化ホイール体に一体的に組み込まれている。製造は、型構造から分かるように、本発明にかかる手順に従って行われる。
セラミック中空体の製造
マトリックス材料として、プリプレグに一般的な、エポキシ樹脂をベースとする合成樹脂が提供される。しかしながら、例えばビニルエステル樹脂等のその他の樹脂を用いることも可能である。しかし、これらは室温での加工時間がより短い。
【0133】
本発明にかかる方法による繊維強化中空体の製造には、例えば図6に示したもののような2つの中空型半体が必要であり、そのそれぞれは、ブラケット付き支柱に関しては図6b)に示したものにほぼ対応する雌凹部すなわちトラフを有する。図6b)は、1つの中空型半体の長手方向断面を示す。端部ブラケット領域への円錐形テーパ状またはくさび状の移行部が明確に示されている。図7〜図9は、円筒形支柱用の型半体を、工程順序を含めて図示している。
【0134】
型半体内に、荷重仕様に従って、各部分について最適化された繊維配列でプリプレグを配置する。図10は、考えられ得るプリプレグの層構造の例を示す。移行およびブラケット部分では、一方向強化繊維が軸方向に割合を高くして配置される。斜め方向に織られた繊維層はその間に層状に混ぜ込むことができる。
【0135】
プリプレグの内張りされた2つの型半体が、互いに重ね合わされて接合される前に、層を重ね合わせることにより各層を接合し、例えばシリコン材料製のホースまたはバルーンを型半体の一方の中の繊維層の上に配置する。繊維層はガス抜き用布を備えていることも備えていないこともある。2つの型半体を例えばボルトで止め合わせることによりしっかりと閉じ合わせかつホース端部の一方を締め付けたら、このホースを膨張させる。膨張させることにより、ホースひいては半完成繊維製品(プリプレグ)は、圧力により、しわが発生することなく中空型の内壁にしっかりと押し付けられ、所望の中空体形状を獲得する。
【0136】
雌凹部から所定の量だけ突出している突出縁片6をしわの発生なく位置合わせするために、本発明は、例えば鋼鉄製の肩3、4を提供する(図7および図8)。プリプレグ片の付着に対して効果があるように、それらの肩の停止面18をコーティングしてもよい。さらに、積層時および突出縁片6の位置決め(ずらし)時に停止面18として働く、例えばL字形の断面形状(図11)を有し、水平方向に移動可能なレール19を、肩3、4に装着してもよい。これにより、型半体1、2の重ね合わせ直前に型半体1、2から突出する縁片6を最終的に位置決めするまで、縁片6をしわが発生しないように取り扱うことが容易になる。挿入されたホースまたはバルーン8を加圧するとすぐに、その膨張が、突出縁片6の相互のおよび/または雌型内に先に配置された半完成繊維製品5との、所定の重なり合いを促進する。同じことは全ての領域に当てはまり、中空型の端部においても当てはまる。使用される樹脂系の特異的な重合温度の適度な熱でマトリックスを硬化させることにより、繊維強化中空体10が確実に永久固定される。硬化に続いて、機械的仕上げ工程、例えばブラケットの輪郭加工およびブラケット穴あけを行う。
【0137】
繊維強化中空体10を高温および低温用途用に製造する場合、既存のマトリックスを熱分解と浸透とによって転換することが可能である。熱の効果と酸素の不存在とにより、気孔率が高められたセラミック中空体が作られる。気孔の大部分を塞ぐために、浸透によりマトリックスを緻密化する。湿式法を用いる場合、熱分解された中空体を液体マトリックス浴に浸け、特定の時間後に、浸透させた中空体を取り出し、再度熱分解する。この工程を数回繰り返すことができる。これにより、気孔率が減少し、密度が増加する。
【0138】
CVI(化学気相含浸法)およびCVD(化学蒸着法)等の乾式法では、品質を高めながら非常に類似した効果を達成することができる。このようにして緻密化されたセラミック中空体(例えば、SiC/SiC)は、広い温度範囲において、特に非常に低温および高温で、例えば溶融金属から試料を採取するための耐熱ランス、シンダー除去具、再突入機の制御フラップ用支柱、航空宇宙産業における構造用耐寒・耐熱部品等として用いることができる。
本発明に従って製造された繊維強化中空体の応用分野
支柱は、直接に、つまり支柱がない場合の力の偏向の観点から、支持構造に接触させるのが難しい部品に力を伝達するために用いられる。例えばブラケットまたは側方フィンを備えた管のような繊維強化中空体は、特に繊維強化セラミック材料(CMC)製の場合、非常に大きな熱機械荷重に耐えることができる。
【0139】
金属で設計されたものと比較した場合の重量、剛性および強度の利点により、繊維強化プラスチック中空体、特に炭素繊維強化プラスチック支柱は、航空宇宙産業において優先的に用いられる。スポーツ用品(競技用自転車、スポーツカー)は別にして、それらは現在、車両工学においては、本来可能なほど広範には用いられていない。その理由は、今までのところコストが比較的高かったからである。
【0140】
他の考えられ得る応用分野は、もしコストが下がれば、近代建設業、一般に、軽量足場、支持体およびタワー建設、クレーン工学、例えば地球上および宇宙の両方におけるトラフ型太陽熱発電用支持フレームまたは太陽電池板のためのブームおよびエクステンションアーム、風力発電設備、例えばスポーツ施設およびスタジアム等の光を透過させる設計の屋根構造、太陽熱上昇気流発電所、ならびに、これらに類する、高い荷重にさらされる大型表面用に設計された軽量建造物であろう。
【0141】
耐火性繊維強化中空体は、非常に低温と非常に高温との両方にさらすことが可能である。したがって、それらは、航空宇宙産業において、具体的には再突入機用に、例えば制御フラップ用支柱としてかまたは制御フラップ等の構造自体として用いられる。ブラケットおよび/またはフィンが側方に一体化された繊維強化セラミック管は、極端な温度差にさらすことが可能であると同時に高い機械荷重にさらすことが可能である。それらは、例えば、高温の太陽熱利用技術における用途をはじめとして、冷却および熱工学において、蒸気発生器および原子炉建造に利用することができる。
【0142】
前述のように、本発明による繊維強化中空体を製造するための本質的な工程段階が図7〜図10に示されている。
【0143】
それによると、上向きに開いた2つの中空型半体(雌型)1および2に肩3および4を取り付け、樹脂−硬化剤配合物を含浸させた半完成繊維製品5(プリプレグ)を、雌型1および2内に縁を突出6させて層ごとに配置し、それにより積層する。必要に応じて、ガス抜き用布7を繊維層5の上に配置する。続いて、例えば膨張式ホース8を中空型半体1に挿入し、その後、中空型半体2を中空型半体1に重ねてボルトでぴったりと閉じ合わせ、密封されたユニットを形成する。それと並行して、ホース8に代えて細長いバルーンと同様の閉鎖端を有する「ホース」を用いる場合以外は、ホース8の一端を締め付ける。その後、ホース8を加圧して、ホースと半完成繊維製品(プリプレグ)との間に閉じ込められた空気を排除し、ホースの内圧とオーブン内の温度とが制御された条件下で樹脂を硬化させる。必要に応じて、真空技術によってチャネルシステム(図示せず)を介して中空型ひいては繊維層から残留エアポケットと発生気体とを吸い出すことができる。
【0144】
マトリックスを硬化させたら、ホースまたはバルーンから加圧空気/気体を放出し、接合させた中空型半体を分離し、ガス抜き用布7があればガス抜き用布7を含む取り出した繊維強化プラスチック中空体からホースを抜く。ホースまたはバルーンには、中空端部(ブラケット)から到達できる。その後、機械加工手段によってブラケットの仕上げ、特に輪郭加工を行い、穴をあける。
【0145】
繊維強化中空体をセラミックの硬さを有する形態で用いる場合は、この現在の硬化後のマトリックスを上記のように転換しなければならない。
【0146】
本発明による製造方法は、いかなる繊維の種類にも、いかなる種類の布にも、またいかなるマトリックス材料(樹脂の種類)にも適用される。樹脂は、熱可塑性樹脂であっても熱硬化性樹脂であってもよい。予備含浸させた半完成繊維製品、いわゆるプリプレグと、浸漬した繊維材料とのいずれをも用いることができる。硬化温度は、使用されるプリプレグまたは樹脂系と印加される圧力とによって決まる。
【0147】
中空体の製造に乾燥半完成繊維複合材製品を用いる場合、型半体への配置後に繊維プライがずれるという問題が生じる。これを防止するためには、いわゆる予備成形として知られる乾燥半完成繊維複合材製品の前処理が必要である。この方法では、熱可塑性または熱硬化性結合剤を個々の繊維層に添加し、その後繊維層を雄コア上に置く。各層を所定の位置に固定するために、層をシートで覆い、シーラントで雄型または雌型の縁へと封止して空気の混入を防止する。箔の下から空気を排気することにより、周囲の空気圧が個々の繊維層をしっかりと雄コアに押し付ける。続いて熱を誘導することにより、結合剤が活性化され、乾燥繊維プライ内部にしみ通り、その後硬化する。このようにして製造した繊維複合材は、さらなる加工において乾燥半完成繊維製品として扱われる。すなわち、繊維複合材は雌型内部で樹脂に浸漬され、樹脂マトリックスは熱および圧力下で硬化される。
【0148】
ホースは、ゴムのような可撓性材料、好ましくはシリコンまたはテフロン製である。大量生産時には、ホースの代わりに、膨張式の細長い(子ども用の)風船に似た、閉鎖端とノズルとを備えたホース(バルーン)を用いることができる。端部ノズルを備えたホースを用いることもでき、その場合、例えば、一端を締め付けて閉じ、他端を加圧空気/気体パイプに連結することができる。複雑な中空体に関しては、特注の型ホースまたは型バルーンを用いることが必要な場合がある。
【0149】
閉じ込められた空気および気体は、閉じられた中空型からガス抜き用布またはチャネルシステム(図示せず)を介して(真空技術により)放出または排気することができる。
【0150】
開いた設計であることにより、2つの型半体内に一方向強化繊維を雌凹部の長手方向に理想的に配置することができる(図7および図8)。半完成繊維製品は、樹脂がしみ通っていることつまり粘着性により、雌凹部の内壁に付着する。配置時ならびに加圧ホースにより内壁に押し当てる間およびその後に、しわが発生することはない。仕様に従って特定の位置に強化繊維を配置することができる結果、連結ブラケット等の要素を備えた、非常に高い強度および剛性を有する極めて軽量の中空体を経済的に製造することが可能である。特に、ブラケットの高応力下の耐荷重領域において強化繊維を特異的に配置することにより、当該領域は非常に高い応力荷重に耐えることが可能になる。
【0151】
ホースを膨張させることにより、閉じられた中空型から空気を追い出す。内側の繊維層上に配置されたガス抜き用布は空気の追い出しを有利な程度にまで支援することができる。同時に繊維層を圧縮する。存在するエアポケットは大部分が中空型から押し出される。必要に応じて、中空型全体の排気をも行うことができる。これは、特定の要件や樹脂系次第である。
【0152】
とりわけ利点であるのは、中空体をワンショットで硬化させること(ワンショット硬化)が可能なことである。後で繊維強化プラスチック部品を接着し合わせる必要がない。このようにして、ブラケット等の組み込まれた要素を備えた繊維強化中空体を一体ユニットとして製造することができる。
【0153】
前述のように、管状または楕円形の中空体とは別に、本発明による方法は、平らな底部と斜めもしくは垂直な縁または側壁とを有する開口中空体の製造にも適用される。例えば1つかまたは2つの外側フィンまたは内側リブの形態の、いかなるブラケットであっても、底部または側壁にしっかりと接合することができる。応用例としては、ブラケットとしてブリッジ壁を備えた丸く深い容器形または箱形の中空体がある。底部はどのような形状であってもよく、好ましくは円形または矩形である。前述同様に、付形は、荷重に応じて底側型半体内にたいていは数層に配置された半完成繊維製品を用いることにより行う。さらに、ここでもまたホースまたはバルーンを用いる。それらのホースまたはバルーンは、底側型半体を上側型半体によって閉じ、ホースを空気で膨張させるとすぐに、雌型の凹部に繊維材料を押し込む。複雑な形状に関しては、均一な圧力分布のために相互に連通して連結されたいくつかのホースまたはバルーンを用いることができる。
【0154】
繊維同士を結合する樹脂の硬化は、オーブンで、圧力および温度条件を制御しながら行われる。必要に応じて、閉じた型を密封されたジャケットに入れ、オーブン内部で排気することができる。硬化後には、ブラケット、リブ、ブリッジ壁等が一体化されたニアネットシェイプの繊維強化プラスチック中空体の輪郭加工および仕上げを行うことができる。
【0155】
高温および低温用途には、公知の方法のいずれかによる熱分解とその後の緻密化とによってマトリックスを転換しなければならない。このようにして製造された箱形の繊維強化開口CMC中空体の1つの応用例として、再突入機の制御フラップがある。構造設計は欧州特許第0941926B1号の図2に開示された設計と同様にすることが可能であるが、その必要はない。開示された設計は多くの小さなセグメントで構成され、本発明によると、それらをニアネットシェイプのより大きなセグメントに統合することができるからである。一体型CMC制御フラップも本発明による方法で実現可能であると思われる。
【0156】
既に、プラスチック中空体、特にブラケットが一体化された支柱の製造にプリプレグ炭素繊維を用いた最初の試験では、得られた積層体品質が航空宇宙産業の要求標準を上回ることが証明された。すなわち、支柱材料の気孔含有率は1%未満であり、繊維体積含有率は約60%であった。新規な構造設計により、不良率は実質的にゼロに低減した。
【図1a)】
【図1b)】
【図1c)】
【図2a)】
【図2b)】
【図2c)】
【図3a)】
【図3b)】
【図4a)】
【図4b)】
【特許請求の範囲】
【請求項1】
一体的に組み込まれた要素(11)を備えた繊維強化中空体(10)を中空型で製造する方法であって、製造対象である前記一体的に組み込まれた要素(11)を備えた繊維強化中空体(10)用の雌型をそれぞれが形成する中空型の2つの半体(1、2)内に繊維マット(5)を積層した後、このようにして内張りされた前記中空型の2つの半体を接合し、前記繊維マット(5)を圧力により確実な嵌合で前記中空型に押し込む方法。
【請求項2】
前記繊維マット(5)が樹脂をしみ込ませた繊維プライであることを特徴とする請求項1に記載の方法。
【請求項3】
前記繊維マット(5)が繊維プリプレグであることを特徴とする請求項1に記載の方法。
【請求項4】
前記繊維マット(5)が、熱可塑性または熱硬化性結合剤を加えられ、それぞれ雄型または雌型を用いた予備成形により予備成形された、本質的に乾燥した繊維プライであることを特徴とする請求項1に記載の方法。
【請求項5】
前記繊維マット(5)が、前記中空型に挿入された膨張式要素(8)によって確実な嵌合で前記中空型に押し込まれ、このことが、前記中空型の2つの半体(1、2)を接合した後に前記膨張式要素(8)を膨張させることにより達成されることを特徴とする請求項1から4に記載の方法。
【請求項6】
前記繊維マット(5)が、前記中空体(10)の様々な部分(11、12、13)の定められた荷重特異性に従って前記中空型の半体(1、2)内に配置されることを特徴とする請求項1から5のいずれか1項に記載の方法。
【請求項7】
前記繊維マット(5)上に、ガス抜き用布(7)がさらに配置されることを特徴とする請求項1から6のいずれか1項に記載の方法。
【請求項8】
前記繊維マット(5)と、当てはまる場合には前記ガス抜き用布(7)とが、前記中空型の半体(1、2)のそれぞれの中に、該当する前記中空型半体(1、2)の少なくとも1つの上縁よりも特定の量だけ突出するように配置されることを特徴とする請求項1から7のいずれか1項に記載の方法。
【請求項9】
前記中空型の半体(1、2)の接合前に、前記繊維マット(5)と、当てはまる場合には前記ガス抜き用布(7)との前記突出部分(6)を扇形に広げ、前記半体が接合されると前記扇形に広げられた部分が互いに嵌合するようにすることを特徴とする請求項8に記載の方法。
【請求項10】
前記中空型の半体(1、2)の上縁から突出する前記材料部分(6)を形成するために、積層時に前記突出材料部分(6)を支える肩(3、4)が、前記中空型半体(1、2)の少なくとも片側に隣接して配置されることを特徴とする請求項8および9のいずれか1項に記載の方法。
【請求項11】
前記肩(3、4)に隣接して、金属レール(19、19’)がさらに配置されることを特徴とする請求項10に記載の方法。
【請求項12】
前記中空型内の前記繊維プライを必要に応じて排気し、必要に応じてさらに樹脂を浸透させることを特徴とする請求項11に記載の方法。
【請求項13】
前記中空型内の前記繊維プライに圧力および温度処理を施すことを特徴とする請求項12に記載の方法。
【請求項14】
このようにして得られた前記中空体半完成品を機械仕上げ工程に供することを特徴とする先行する請求項のいずれか1項に記載の方法。
【請求項15】
このようにして得られた前記中空体半完成品に熱分解および化学的緻密化を行うことを特徴とする先行する請求項のいずれか1項に記載の方法。
【請求項16】
前記挿入された繊維マットの前記繊維が、一方向、十字方向、多軸方向および/または交差状に配列されることを特徴とする先行する請求項のいずれか1項に記載の方法。
【請求項17】
前記繊維が熱可塑性マトリックス材料中で固定および配列されることを特徴とする先行する請求項のいずれか1項に記載の方法。
【請求項18】
前記繊維が熱硬化性マトリックス材料中で固定および配列されることを特徴とする先行する請求項のいずれか1項に記載の方法。
【請求項19】
繊維強化のために使用される前記繊維が、炭素、ガラス、アラミド、ポリエステル、ポリエチレンおよびナイロン繊維から選択されることを特徴とする先行する請求項のいずれか1項に記載の方法。
【請求項20】
化学的に緻密化された中空体を作成することが必要な場合は、前記使用される繊維が無機繊維から選択されることを特徴とする先行する請求項のいずれか1項に記載の方法。
【請求項21】
前記繊維が、炭素、炭化ケイ素、酸化アルミニウム、ムライト、ホウ素、タングステン、炭化ホウ素、窒化ホウ素およびジルコニウム繊維から選択されることを特徴とする請求項20に記載の方法。
【請求項22】
同一種または混合種の繊維が用いられることを特徴とする請求項19から21に記載の方法。
【請求項23】
繊維強化中空体(10)を製造するための前記中空型の半体(1、2)が、内側リブ(21)を有するかまたは有さず、円筒形、楕円形、正方形または矩形の断面を有する設計であることを特徴とする先行する請求項のいずれか1項に記載の方法。
【請求項24】
繊維強化部品を製造するための前記中空型の半体(1、2)が、支柱、梁、フランジを備えた管、フィン付き管、強化板の各セグメント、座席の各セグメント、航空機前輪用二又支柱、スポーク体、スポークホイール、または(CMC)制御フラップ、風力タービン用ブレード、ブレーキディスク、航空機ガスタービンの空気取り入れ口フロントリップ、輸送手段の外殻の各セグメント、貨車用ボギーもしくは列車ホイールとして設計されることを特徴とする先行する請求項のいずれか1項に記載の方法。
【請求項1】
一体的に組み込まれた要素(11)を備えた繊維強化中空体(10)を中空型で製造する方法であって、製造対象である前記一体的に組み込まれた要素(11)を備えた繊維強化中空体(10)用の雌型をそれぞれが形成する中空型の2つの半体(1、2)内に繊維マット(5)を積層した後、このようにして内張りされた前記中空型の2つの半体を接合し、前記繊維マット(5)を圧力により確実な嵌合で前記中空型に押し込む方法。
【請求項2】
前記繊維マット(5)が樹脂をしみ込ませた繊維プライであることを特徴とする請求項1に記載の方法。
【請求項3】
前記繊維マット(5)が繊維プリプレグであることを特徴とする請求項1に記載の方法。
【請求項4】
前記繊維マット(5)が、熱可塑性または熱硬化性結合剤を加えられ、それぞれ雄型または雌型を用いた予備成形により予備成形された、本質的に乾燥した繊維プライであることを特徴とする請求項1に記載の方法。
【請求項5】
前記繊維マット(5)が、前記中空型に挿入された膨張式要素(8)によって確実な嵌合で前記中空型に押し込まれ、このことが、前記中空型の2つの半体(1、2)を接合した後に前記膨張式要素(8)を膨張させることにより達成されることを特徴とする請求項1から4に記載の方法。
【請求項6】
前記繊維マット(5)が、前記中空体(10)の様々な部分(11、12、13)の定められた荷重特異性に従って前記中空型の半体(1、2)内に配置されることを特徴とする請求項1から5のいずれか1項に記載の方法。
【請求項7】
前記繊維マット(5)上に、ガス抜き用布(7)がさらに配置されることを特徴とする請求項1から6のいずれか1項に記載の方法。
【請求項8】
前記繊維マット(5)と、当てはまる場合には前記ガス抜き用布(7)とが、前記中空型の半体(1、2)のそれぞれの中に、該当する前記中空型半体(1、2)の少なくとも1つの上縁よりも特定の量だけ突出するように配置されることを特徴とする請求項1から7のいずれか1項に記載の方法。
【請求項9】
前記中空型の半体(1、2)の接合前に、前記繊維マット(5)と、当てはまる場合には前記ガス抜き用布(7)との前記突出部分(6)を扇形に広げ、前記半体が接合されると前記扇形に広げられた部分が互いに嵌合するようにすることを特徴とする請求項8に記載の方法。
【請求項10】
前記中空型の半体(1、2)の上縁から突出する前記材料部分(6)を形成するために、積層時に前記突出材料部分(6)を支える肩(3、4)が、前記中空型半体(1、2)の少なくとも片側に隣接して配置されることを特徴とする請求項8および9のいずれか1項に記載の方法。
【請求項11】
前記肩(3、4)に隣接して、金属レール(19、19’)がさらに配置されることを特徴とする請求項10に記載の方法。
【請求項12】
前記中空型内の前記繊維プライを必要に応じて排気し、必要に応じてさらに樹脂を浸透させることを特徴とする請求項11に記載の方法。
【請求項13】
前記中空型内の前記繊維プライに圧力および温度処理を施すことを特徴とする請求項12に記載の方法。
【請求項14】
このようにして得られた前記中空体半完成品を機械仕上げ工程に供することを特徴とする先行する請求項のいずれか1項に記載の方法。
【請求項15】
このようにして得られた前記中空体半完成品に熱分解および化学的緻密化を行うことを特徴とする先行する請求項のいずれか1項に記載の方法。
【請求項16】
前記挿入された繊維マットの前記繊維が、一方向、十字方向、多軸方向および/または交差状に配列されることを特徴とする先行する請求項のいずれか1項に記載の方法。
【請求項17】
前記繊維が熱可塑性マトリックス材料中で固定および配列されることを特徴とする先行する請求項のいずれか1項に記載の方法。
【請求項18】
前記繊維が熱硬化性マトリックス材料中で固定および配列されることを特徴とする先行する請求項のいずれか1項に記載の方法。
【請求項19】
繊維強化のために使用される前記繊維が、炭素、ガラス、アラミド、ポリエステル、ポリエチレンおよびナイロン繊維から選択されることを特徴とする先行する請求項のいずれか1項に記載の方法。
【請求項20】
化学的に緻密化された中空体を作成することが必要な場合は、前記使用される繊維が無機繊維から選択されることを特徴とする先行する請求項のいずれか1項に記載の方法。
【請求項21】
前記繊維が、炭素、炭化ケイ素、酸化アルミニウム、ムライト、ホウ素、タングステン、炭化ホウ素、窒化ホウ素およびジルコニウム繊維から選択されることを特徴とする請求項20に記載の方法。
【請求項22】
同一種または混合種の繊維が用いられることを特徴とする請求項19から21に記載の方法。
【請求項23】
繊維強化中空体(10)を製造するための前記中空型の半体(1、2)が、内側リブ(21)を有するかまたは有さず、円筒形、楕円形、正方形または矩形の断面を有する設計であることを特徴とする先行する請求項のいずれか1項に記載の方法。
【請求項24】
繊維強化部品を製造するための前記中空型の半体(1、2)が、支柱、梁、フランジを備えた管、フィン付き管、強化板の各セグメント、座席の各セグメント、航空機前輪用二又支柱、スポーク体、スポークホイール、または(CMC)制御フラップ、風力タービン用ブレード、ブレーキディスク、航空機ガスタービンの空気取り入れ口フロントリップ、輸送手段の外殻の各セグメント、貨車用ボギーもしくは列車ホイールとして設計されることを特徴とする先行する請求項のいずれか1項に記載の方法。
【図5】

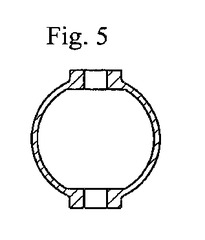
【図6a)】
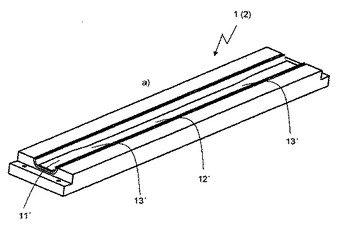
【図6b)】
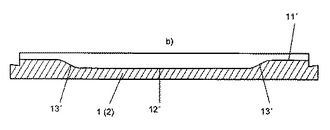
【図6c)】
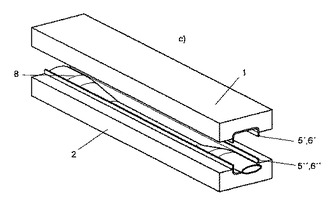
【図7】
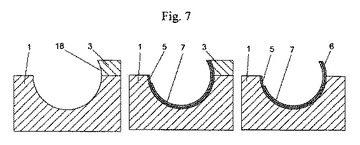
【図8】
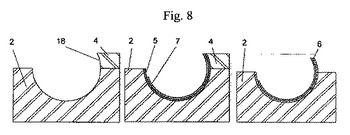
【図9】
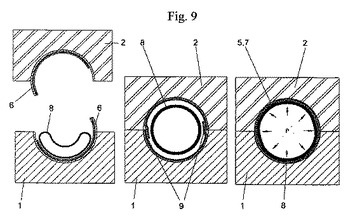
【図10】
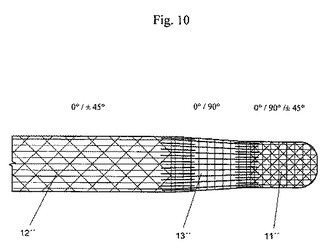
【図11】
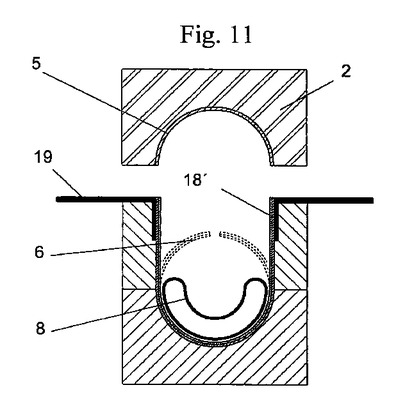
【図12】
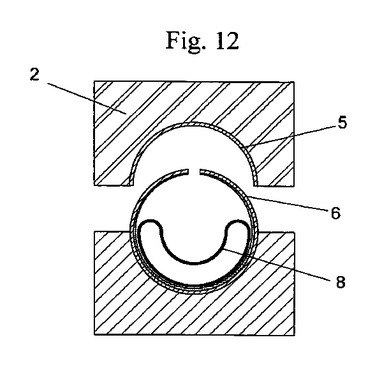
【図13】
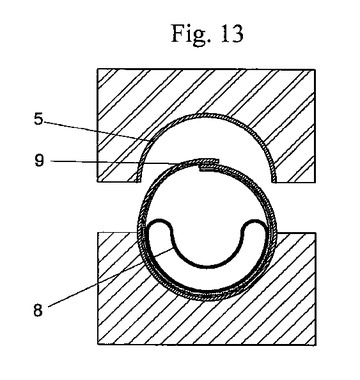
【図14】
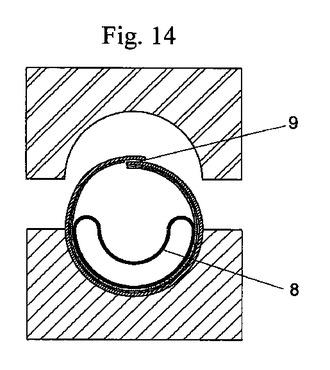
【図15】
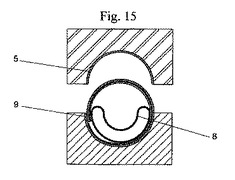
【図16】
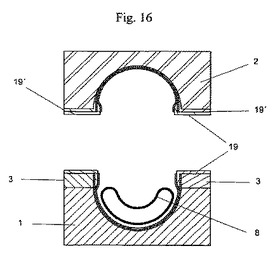
【図17】
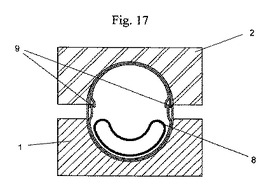
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
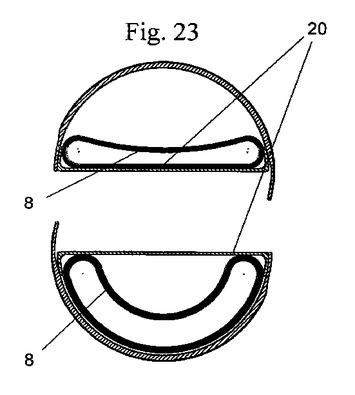
【図24】
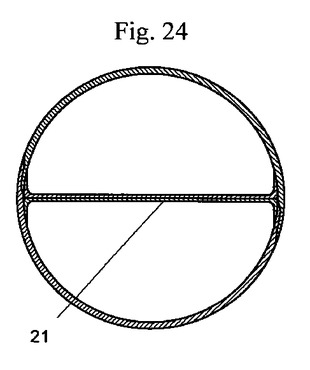
【図25】
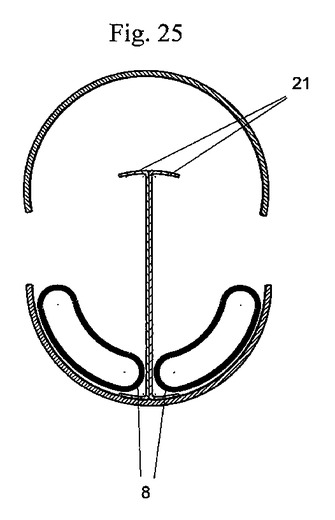
【図26】
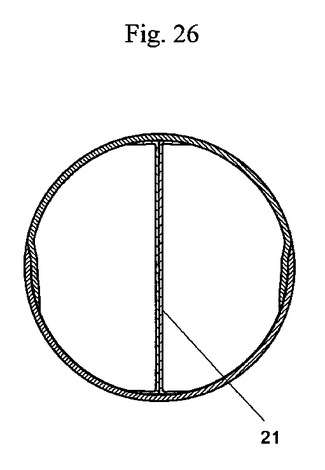
【図27a)】
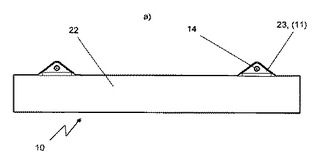
【図27b)】
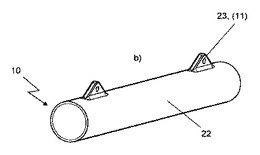
【図27c)】
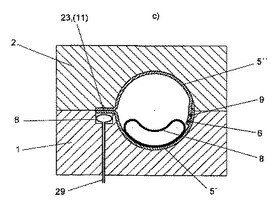
【図28a)】
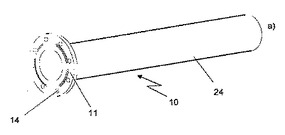
【図28b)】
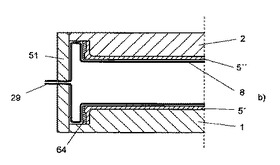
【図29a)】
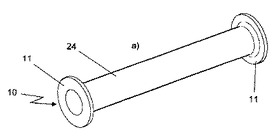
【図29b)】
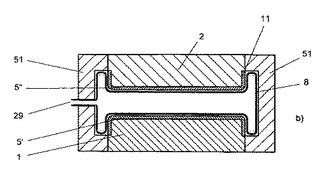
【図30a)】
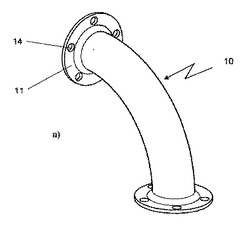
【図30b)】
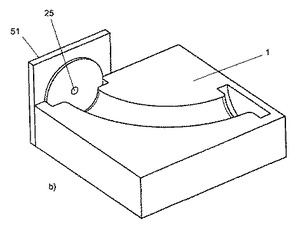
【図31a)】
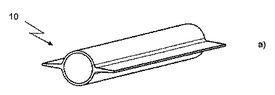
【図31b)】
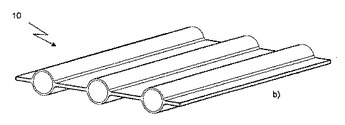
【図31c)】
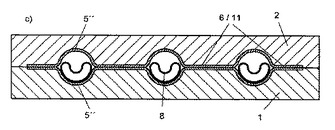
【図31d)】
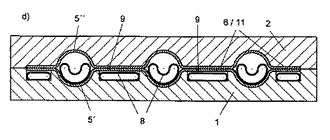
【図32a)】
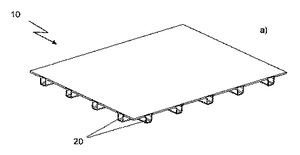
【図32b)】
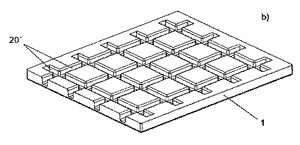
【図32c)】
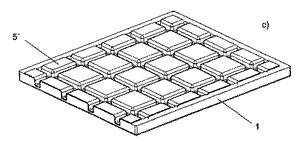
【図32d)】
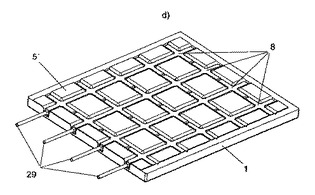
【図32e)】
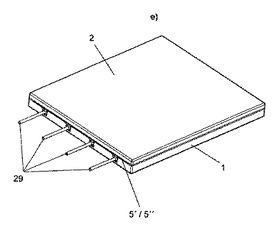
【図33a)】
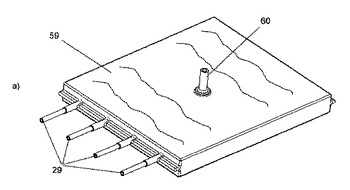
【図33b)】
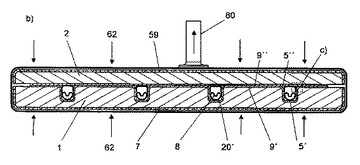
【図33c)】
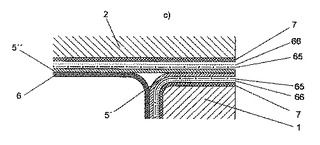
【図33d)】
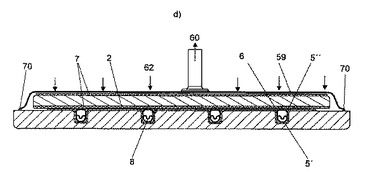
【図33e)】
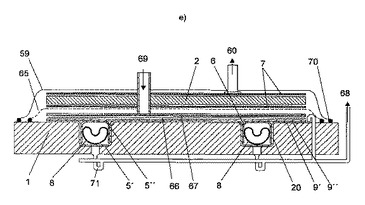
【図33f)】
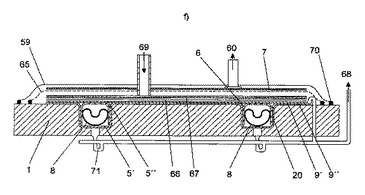
【図33g)】
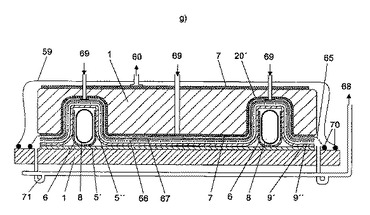
【図34a)】
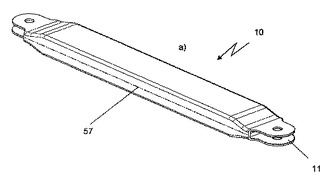
【図34b)】
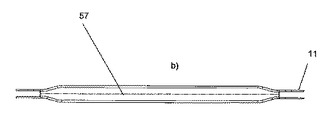
【図34c)】

【図34d)】

【図35a)】
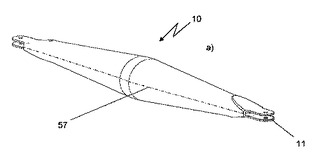
【図35b)】

【図35c)】
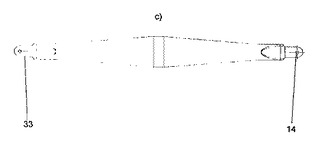
【図35d)】
【図36a)】
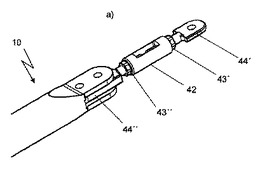
【図36b)】
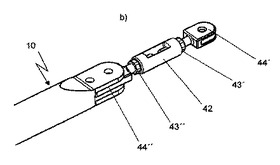
【図37.1a)】
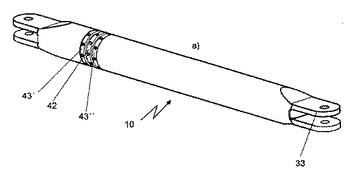
【図37.1b)】
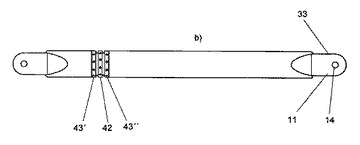
【図37.1c)】
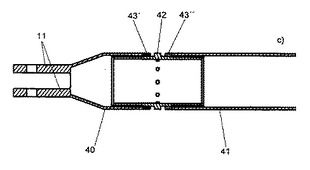
【図37.2a)】
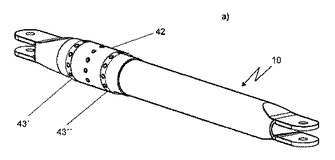
【図37.2b)】
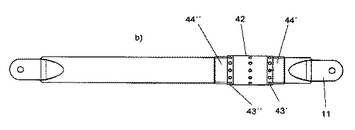
【図37.2c)】
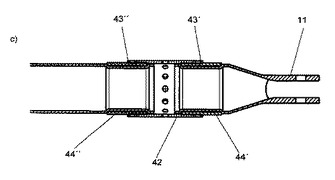
【図38a)】
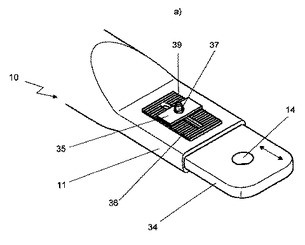
【図38b)】
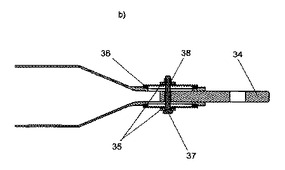
【図39a)】
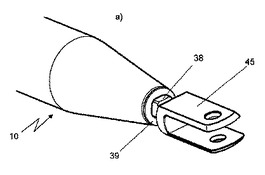
【図39b)】
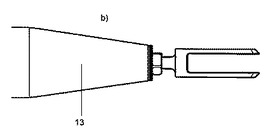
【図39c)】
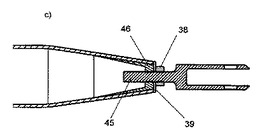
【図40a)】
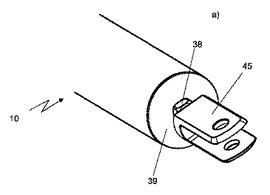
【図40b)】
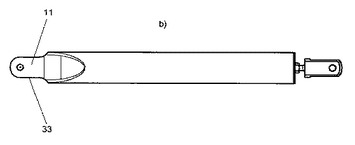
【図40c)】
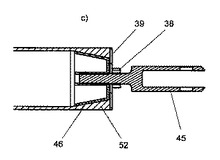
【図41】
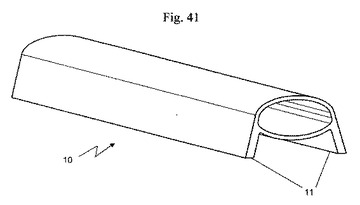
【図42】
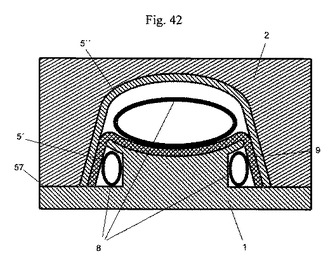
【図43】
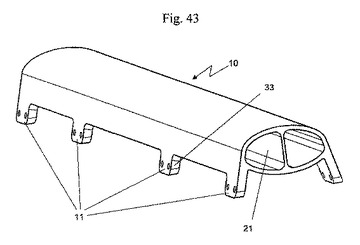
【図44】
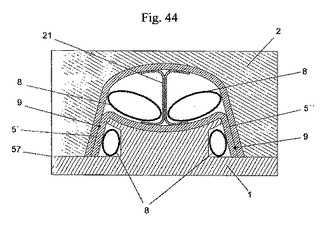
【図45】
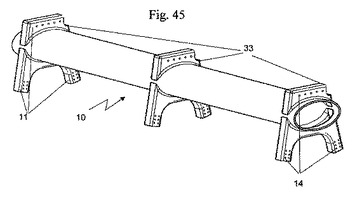
【図46】
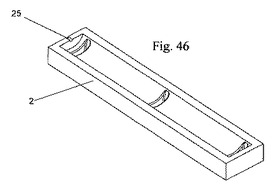
【図47】
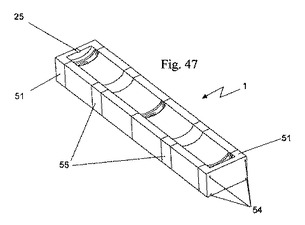
【図48】
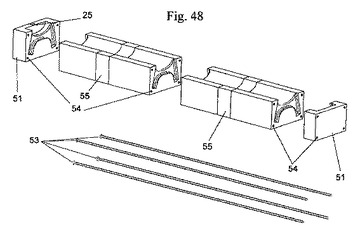
【図49a)】
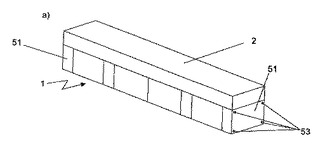
【図49b)】
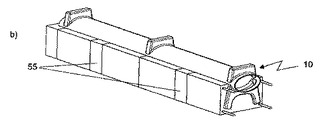
【図49c)】
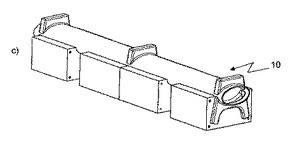
【図50】
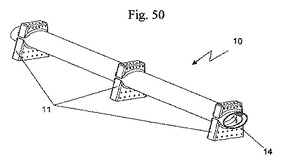
【図51】
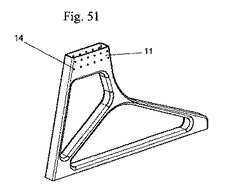
【図52】
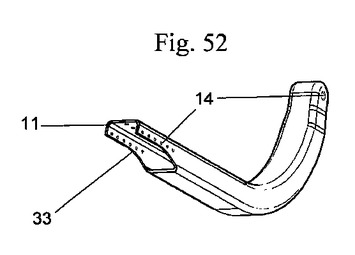
【図53】
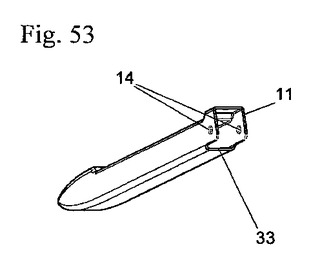
【図54】
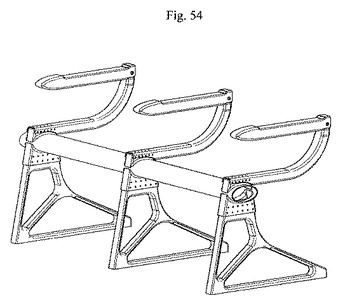
【図55a)】
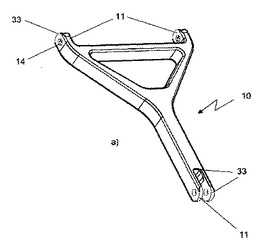
【図55b)】
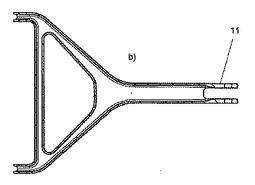
【図56a)】
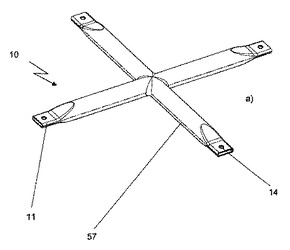
【図56b)】
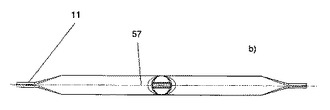
【図57a)】
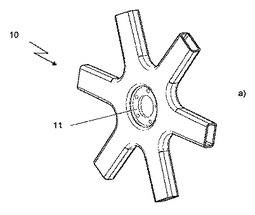
【図57b)】
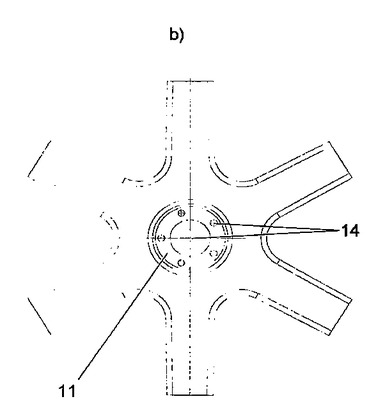
【図57c)】

【図58a)】
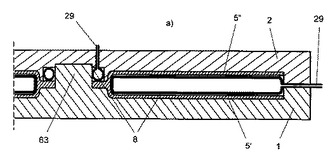
【図58b)】
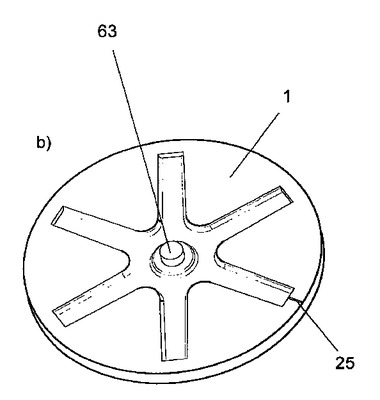
【図58c)】
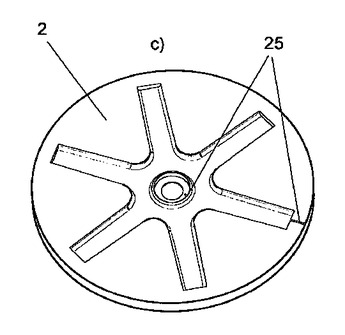
【図58d)】
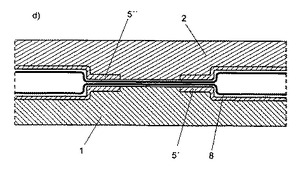
【図59a)】
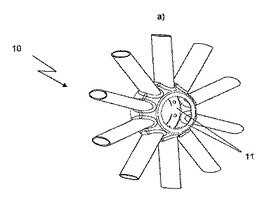
【図59b)】
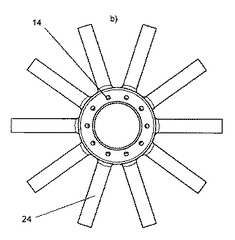
【図59c)】
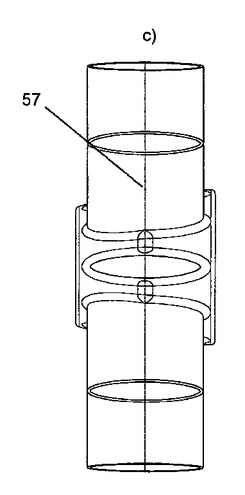
【図60a)】
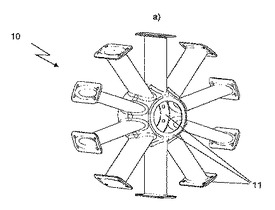
【図60b)】
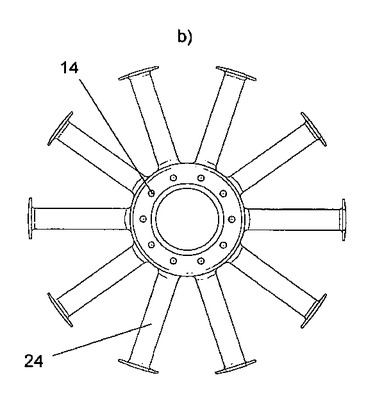
【図60c)】
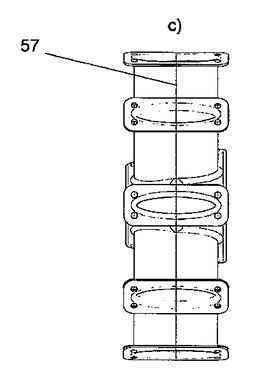
【図61a)】
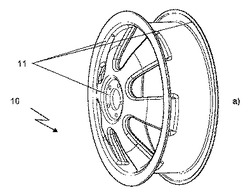
【図61b)】
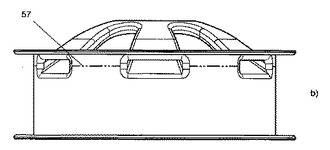
【図61c)】
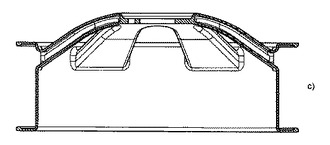
【図62】
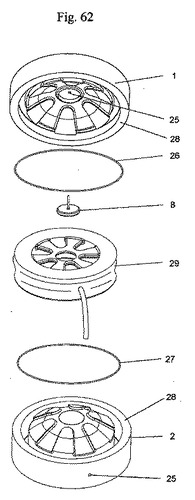
【図63】
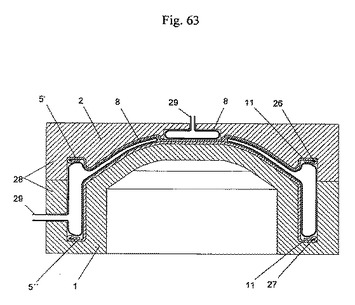
【図64a)】
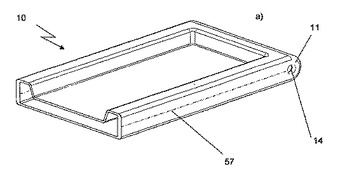
【図64b)】
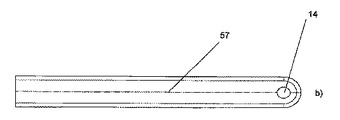
【図65】
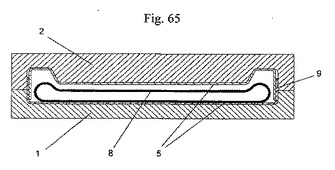
【図66a)】
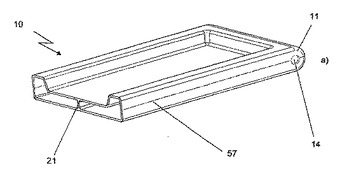
【図66b)】
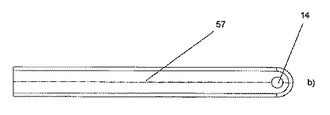
【図67a)】
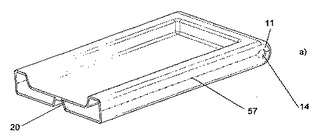
【図67b)】
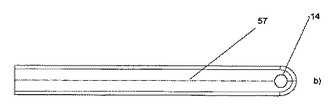
【図68】
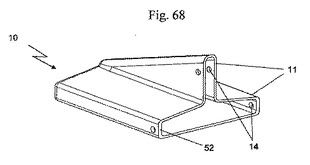
【図69】
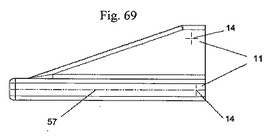
【図70】
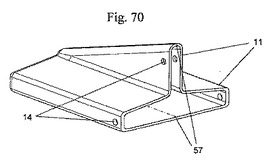
【図71】
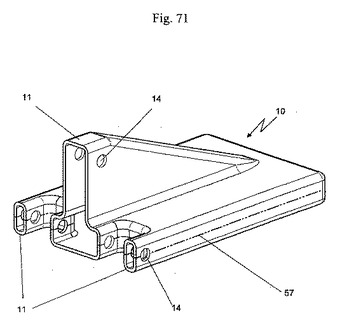
【図72a)】
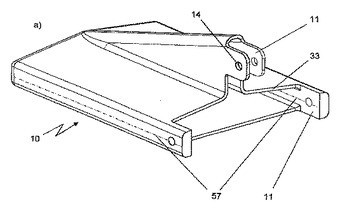
【図72b)】
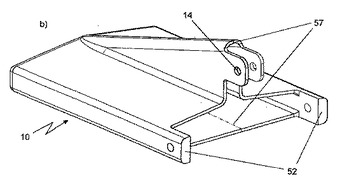
【図73】
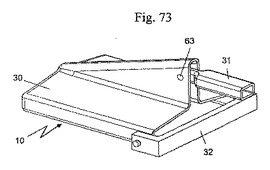
【図74】
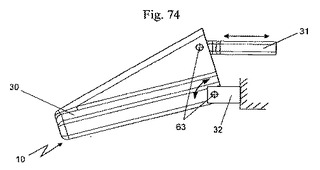
【図75】
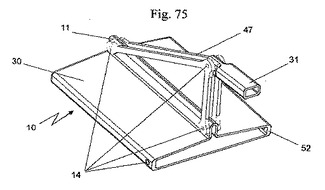
【図76a)】
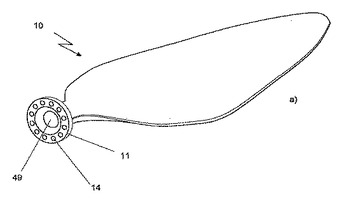
【図76b)】
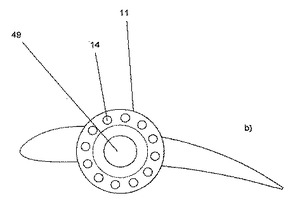
【図77】
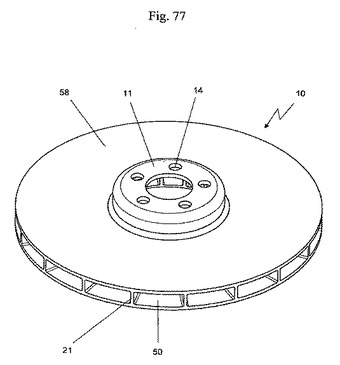
【図78a)】
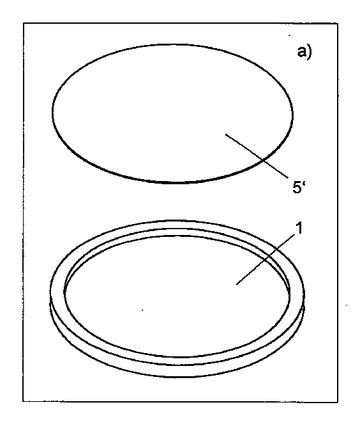
【図78b)】
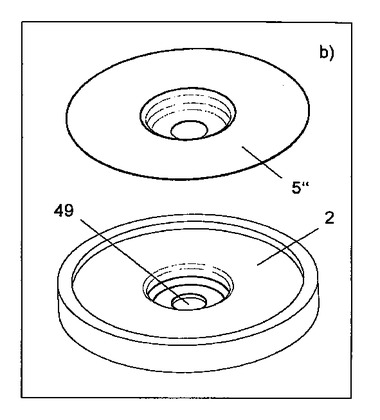
【図78c)】
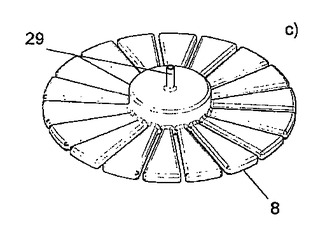
【図78d)】
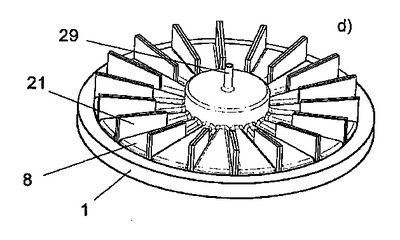
【図78e)】
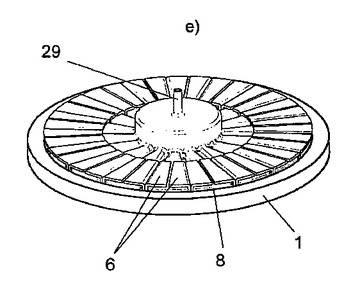
【図78f)】
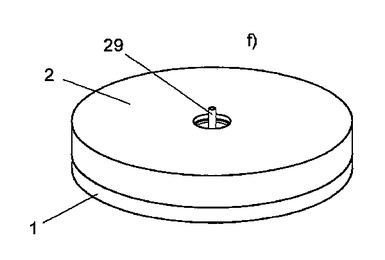
【図79a)】
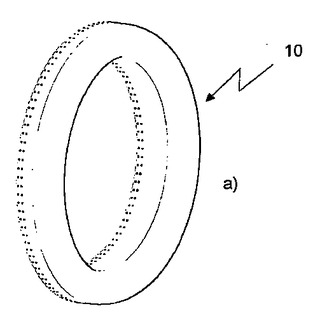
【図79b)】
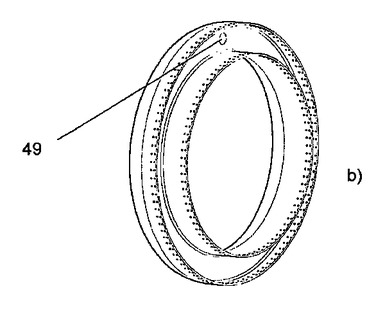
【図79c)】
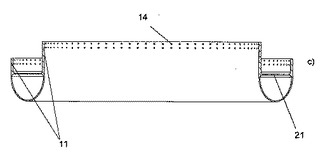
【図80a)】
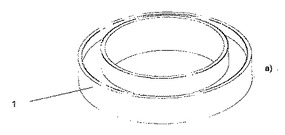
【図80b)】
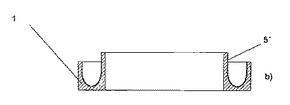
【図81】
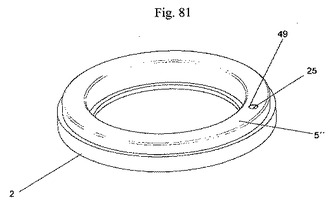
【図82】
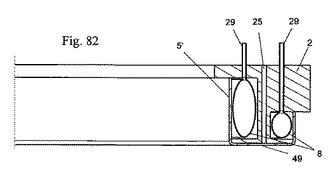
【図83】
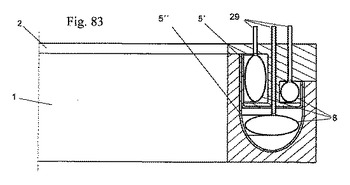
【図84】
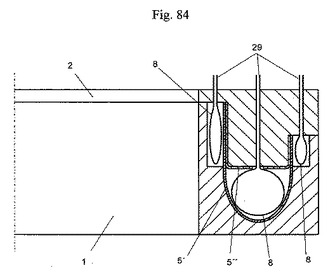
【図85】
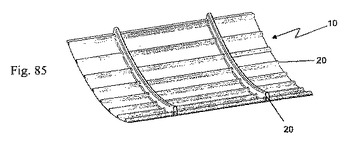
【図86】
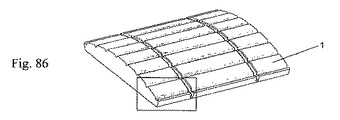
【図87】
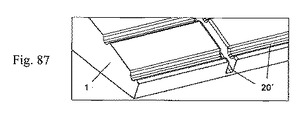
【図88】
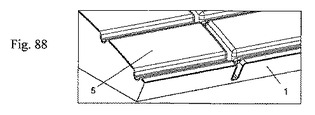
【図89】
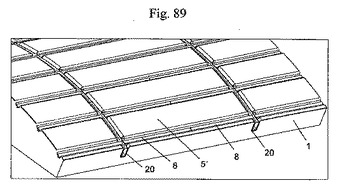
【図90】
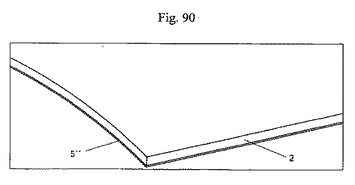
【図91】
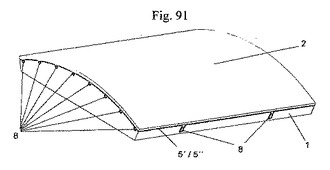
【図92】
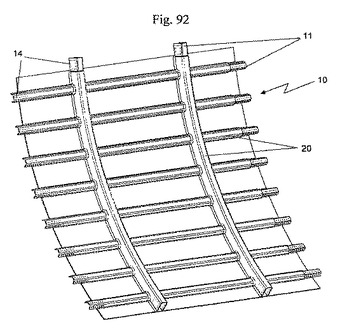
【図93】
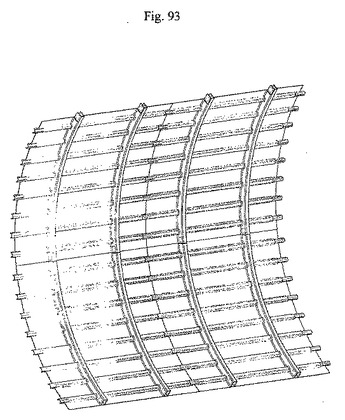
【図94】
【図95】
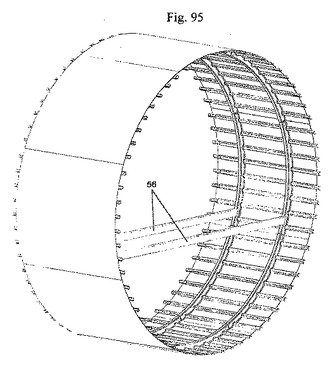
【図96】
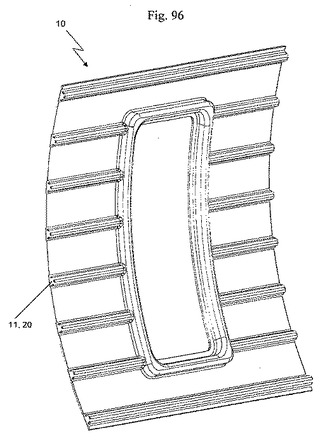
【図97a)】
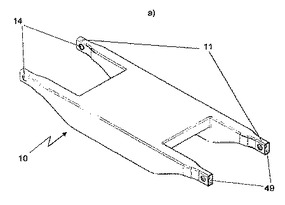
【図97b)】
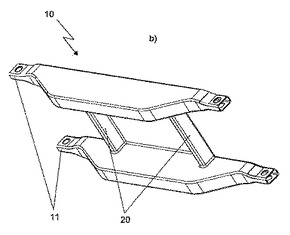
【図98a)】
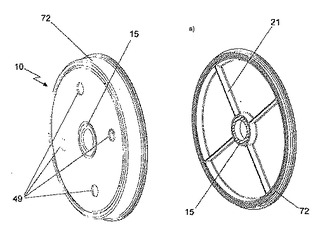
【図98b)】
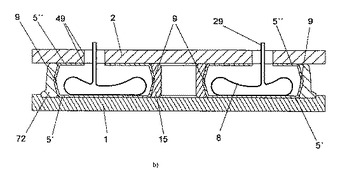
【図6a)】
【図6b)】
【図6c)】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27a)】
【図27b)】
【図27c)】
【図28a)】
【図28b)】
【図29a)】
【図29b)】
【図30a)】
【図30b)】
【図31a)】
【図31b)】
【図31c)】
【図31d)】
【図32a)】
【図32b)】
【図32c)】
【図32d)】
【図32e)】
【図33a)】
【図33b)】
【図33c)】
【図33d)】
【図33e)】
【図33f)】
【図33g)】
【図34a)】
【図34b)】
【図34c)】
【図34d)】
【図35a)】
【図35b)】
【図35c)】
【図35d)】
【図36a)】
【図36b)】
【図37.1a)】
【図37.1b)】
【図37.1c)】
【図37.2a)】
【図37.2b)】
【図37.2c)】
【図38a)】
【図38b)】
【図39a)】
【図39b)】
【図39c)】
【図40a)】
【図40b)】
【図40c)】
【図41】
【図42】
【図43】
【図44】
【図45】
【図46】
【図47】
【図48】
【図49a)】
【図49b)】
【図49c)】
【図50】
【図51】
【図52】
【図53】
【図54】
【図55a)】
【図55b)】
【図56a)】
【図56b)】
【図57a)】
【図57b)】
【図57c)】
【図58a)】
【図58b)】
【図58c)】
【図58d)】
【図59a)】
【図59b)】
【図59c)】
【図60a)】
【図60b)】
【図60c)】
【図61a)】
【図61b)】
【図61c)】
【図62】
【図63】
【図64a)】
【図64b)】
【図65】
【図66a)】
【図66b)】
【図67a)】
【図67b)】
【図68】
【図69】
【図70】
【図71】
【図72a)】
【図72b)】
【図73】
【図74】
【図75】
【図76a)】
【図76b)】
【図77】
【図78a)】
【図78b)】
【図78c)】
【図78d)】
【図78e)】
【図78f)】
【図79a)】
【図79b)】
【図79c)】
【図80a)】
【図80b)】
【図81】
【図82】
【図83】
【図84】
【図85】
【図86】
【図87】
【図88】
【図89】
【図90】
【図91】
【図92】
【図93】
【図94】
【図95】
【図96】
【図97a)】
【図97b)】
【図98a)】
【図98b)】
【公表番号】特表2010−523363(P2010−523363A)
【公表日】平成22年7月15日(2010.7.15)
【国際特許分類】
【出願番号】特願2010−501407(P2010−501407)
【出願日】平成20年3月26日(2008.3.26)
【国際出願番号】PCT/EP2008/002380
【国際公開番号】WO2008/119491
【国際公開日】平成20年10月9日(2008.10.9)
【公序良俗違反の表示】
(特許庁注:以下のものは登録商標)
1.テフロン
【出願人】(506181162)エムテー エアロスペース アーゲー (2)
【Fターム(参考)】
【公表日】平成22年7月15日(2010.7.15)
【国際特許分類】
【出願日】平成20年3月26日(2008.3.26)
【国際出願番号】PCT/EP2008/002380
【国際公開番号】WO2008/119491
【国際公開日】平成20年10月9日(2008.10.9)
【公序良俗違反の表示】
(特許庁注:以下のものは登録商標)
1.テフロン
【出願人】(506181162)エムテー エアロスペース アーゲー (2)
【Fターム(参考)】
[ Back to top ]