
繊維強化基材
【課題】熱可塑性樹脂をマトリクスとした繊維強化複合材料であり、面内方向において特定の方向に配向しておらず等方性であり、かつハンドリング性、賦型性に優れた炭素繊維樹脂複合基材を提供する。
【解決手段】繊維長5mm以上100mm以下の炭素繊維と熱可塑性樹脂とから構成され、炭素繊維が熱可塑性樹脂によって溶着された面状体であり、空孔率が70%以上99%未満であり、熱可塑性樹脂の存在量が、炭素繊維100重量部に対し、3〜1000重量部である複合基材。
【解決手段】繊維長5mm以上100mm以下の炭素繊維と熱可塑性樹脂とから構成され、炭素繊維が熱可塑性樹脂によって溶着された面状体であり、空孔率が70%以上99%未満であり、熱可塑性樹脂の存在量が、炭素繊維100重量部に対し、3〜1000重量部である複合基材。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱可塑性樹脂をマトリクスとした繊維強化複合材料に関するものであって、面内方向において特定の方向に配向しておらず等方性であり、かつハンドリング性、賦型性に優れた炭素繊維樹脂複合基材を提供しようとするものである。
【背景技術】
【0002】
炭素繊維やアラミド繊維、ガラス繊維などを強化繊維として用いた繊維強化複合材料として、等方性であるランダムマットが、賦形性や工程の簡便さより用いられている。このランダムマットは、カットした強化繊維単体、あるいは熱硬化性の樹脂を成形型に同時に吹き付けるスプレーアップ方式(乾式)や、バインダーを含有させたスラリーに予めカットした強化繊維を添加し、抄紙する方法(湿式)等により得る事ができる。
【0003】
複合材料の機械物性を向上させる手段としては、繊維体積含有率(Vf)を高くする事が知られているが、カット繊維を用いたランダムマットの場合、3次元方向の繊維が存在する、繊維の交絡が多いなどの理由により、繊維体積含有率を高くする亊が困難であった。またランダムマットを用いた場合は連続繊維を用いた場合と比較して繊維が不連続であるため成形物の強度が1/2程度になってしまうという問題があった。
【0004】
近年、ランダムマットを用いた複合材料の機械物性を向上させる手段として、繊維束を斜めに裁断し、断面積を変化させたチョップド繊維束を用いる方法が提案された(特許文献1)。一般的に、良好な均質性を得るためには、数十層の重なりが必要とされるが、繊維束を用いたこれらの手法では、繊維束の厚みが厚いため、均質性を得るためには2〜3mm以上の板厚が必要となり、肉厚の薄いものを得る事が困難である。
【0005】
このように従来は熱硬化性樹脂をマトリックスとした複合材料が提案されていた。通常、繊維強化複合材料は、予め、強化繊維基材に熱硬化性樹脂を含浸させたプリプレグと呼ばれる中間基材を、オートクレーブを用いて2時間以上加熱・加圧する事により得られる。近年、樹脂を含浸させていない強化繊維基材を金型内にセットした後、熱硬化性樹脂を流し入れるRTM成形方法が提案され、成形時間は大幅に短縮された。しかしながら、RTM成形方法を用いた場合でも、1つの部品を成形するまでに10分以上必要となる(特許文献2)。
【0006】
そのため、従来の熱硬化性樹脂に代わり、熱可塑性樹脂をマトリックスに用いたコンポジットが注目されている。しかしながら、熱可塑性樹脂は、一般的に熱硬化性樹脂と比較して粘度が高く、そのため、繊維基材に樹脂を含浸させる時間が長く、結果として成形までのタクトが長くなるという問題があった。
【0007】
その一方ランダムマットを繊維層とした中間基材にはシートモールディングコンパウンド(SMC)が挙げられる。熱可塑性樹脂をマトリックス樹脂とした熱可塑スタンピング成形(TP−SMC)(特許文献3)では、予め熱可塑性樹脂を含浸させたチョップドファイバーを融点以上に加熱し、これを金型内の一部に投入した後、直ちに型を閉め、型内にて繊維と樹脂を流動させる事により製品形状を得、冷却・成型するという成型方法である。このSMCでは、繊維層はカットされた短繊維であるために、樹脂はシート全体に含浸されており常温ではシートは剛直で賦型性に乏しいかった。その問題を解決すべくSMC成形法では、成形時に型内で繊維と樹脂を流動させ、目的の形状に賦型させているが、この方法では繊維と樹脂を流動させるために繊維配向が乱れ、等方性を維持できないという問題があった。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2009−114611号公報
【特許文献2】特開2002−86579号公報
【特許文献3】特許第4161409号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、炭素繊維と熱可塑性樹脂とから構成され、成形の前駆体として用いられる複合基材に関する。本発明の目的は、成形に際し著しく繊維配向させることなく、従来の連続繊維を繊維層とした熱可塑性樹脂プリプレグでは十分に賦形ができなかったような複雑形状にも適応可能な賦型性の優れた、等方性複合基材を提供することである。
【課題を解決するための手段】
【0010】
本発明は、熱可塑性樹脂と特定の開繊状態を満たす炭素繊維とから構成される複合基材であり、ハンドリング性に優れ、複雑形状にも適応可能な賦型性を有する成形体の前駆体として有用であることを見出し本発明に至ったものである。即ち、本発明は繊維長5mm以上100mm以下の炭素繊維と熱可塑性樹脂とから構成され、炭素繊維が熱可塑性樹脂によって溶着された面状体であり、空孔率が70%以上99%未満であり、熱可塑性樹脂の存在量が、炭素繊維100重量部に対し、3〜1000重量部である複合基材である。
【発明の効果】
【0011】
本発明の複合基材は、成形の前駆体として用いられ、ハンドリング性に優れ、曲面など複雑な形状への賦型性を有する。また薄肉であり面内等方性を有する基材であるので、成形することで各種構成部材、例えば自動車の内板、外板、構成部材、また各種電気製品、機械のフレームや筐体等に賦型することができる。
【図面の簡単な説明】
【0012】
【図1】カット工程の概略図
【図2】ロータリー分繊カッターの正面と断面の概略図
【図3】ナイフ角度の説明図
【図4】加圧工程の概略図
【図5】加圧ローラーの表面形状概略図
【発明を実施するための形態】
【0013】
[複合基材]
本発明の複合基材は、繊維長5mm以上100mm以下の炭素繊維と熱可塑性樹脂とから構成された面状体であり、熱可塑性樹脂の存在量が炭素繊維100重量部に対し、3〜1000重量部である。
面状体を目的の形状に賦型させる場合、完全に繊維と樹脂を含浸させてしまうと基材は剛直になってしまうため複雑形状への適用が難しい。本発明の複合基材は、炭素繊維が熱可塑性樹脂によって溶着された面状体であり、その全面または一部分に未含浸部分、すなわち炭素繊維と熱可塑性樹脂との間に微空間(空孔部)を設けることで面状体を柔軟にし、複雑な形状へも賦型することができるものである。
【0014】
本発明の複合基材は炭素繊維と熱可塑性樹脂から構成されており、内包する空気の割合を次式(3)に基づいて空孔率と定義する。
空孔率(Vr)=(t2−t1)/t2 (3)
(ここで、t1は繊維と樹脂の空孔率0%での理論厚み、t2は複合基材の平均厚みである。)
【0015】
空孔率は賦型しようとする形状に合わせて局所的に変えることも好ましい。その場合、空孔率が70%以上99%未満にならない部位があっても良いが、複合基材全体としての平均空孔率は70%以上99%未満であることが好ましく、より好ましくは80%以上99%未満である。空孔率が70%以上99%未満である場合、複合基材は樹脂の溶着密度が下がるので形状自由度が高くなり複雑形状への賦型が可能になる。
【0016】
複合基材の厚みにとくに限定はなく、得ようとする成形体に合わせて各種の厚みが選択可能である。好ましくは平均厚みが0.1〜50mmであり、より好ましくは平均厚みが0.5〜30mmである。本発明の複合基材から厚みが0.2〜2mm程度の薄肉の成形品も好適に得ることができる。なお複合基材の平均厚みの測定法は、具体的には実施例に記載するが、複合基材に負荷をかけずにその厚みを、ノギス等を用いて1/100mmまで測定しその平均厚みを求める。複合基材の厚みが薄い場合は断面を撮影し、得られた写真から厚みを測定する。
【0017】
平均空孔率が99%以上になると複合基材全体が嵩高くなり、基材のハンドリング性が劣り、また複合基材の嵩が高くなるため複雑な形状に十分賦型することが出来ない場合がある。本発明の複合基材の好ましい製造方法は下記に詳述するが、空孔率は、炭素繊維のカット、開繊、塗布、定着、加圧の各工程で制御することが可能である。なかでも開繊および塗布工程において、例えば繊維の開繊度合い、樹脂の塗布の割合を制御することや、加圧工程で目的の空孔率に合わせて複合基材の厚みを調節することで、所望の空孔率を有する複合基材とすることができる。
【0018】
[炭素繊維]
複合基材を構成する炭素繊維は不連続であり、平均繊維長5mm以上100mm以下である。本発明の複合基材は、ある程度長い炭素繊維を含んで強化機能が発現できることを特徴とし、好ましくは炭素繊維の平均繊維長が10mm以上100mm以下であり、より好ましくは15mm以上80mm以下であり、さらには20mm以上60mm以下が好ましい。強化繊維の目付けは25g/m2以上3000g/m2以下であることが好ましく、、より好ましくは25g/m2以上500g/m2以下である。
【0019】
複合基材を構成する炭素繊維の平均繊維径は3〜12μmであり、より好ましくは5〜7μmである。炭素繊維はサイジング剤が付着されたものを用いることが好ましく、サイジング剤は炭素繊維100重量部に対し、0超〜10重量部であることが好ましい。
複合基材中の炭素繊維は、その長軸方向が面内で特定の方向に配向せず、本発明の複合基材は面内等方性の材料である。複合基材より成形体を得た場合に、複合基材中の炭素繊維の等方性は、成形体においても維持される。
【0020】
複合基材より成形体を得て、互いに直交する二方向の引張弾性率を求め、比を求めることで、複合基材トおよびそれからの成形体の等方性を定量的に評価できる。
成形体における2方向の弾性率の値のうち大きい方の値を小さい方の値で割った比(Eσ)が2を超えないときに等方性であるとする。
比が1.3を超えないときは等方性に優れているとする。
【0021】
[開繊程度]
一般的に、炭素繊維は、数千〜数万本のフィラメントが集合した繊維束となっている。特に薄肉のコンポジットを得る場合、炭素繊維を繊維束のまま使用すると、繊維の交絡部が局部的に厚くなり、薄肉のものが得られない。そのため、炭素繊維を開繊して使用することが重要となるが、本発明の複合基材は炭素繊維の開繊程度をコントロールした複合基材とし、特定本数以上の炭素繊維からなる炭素繊維束と、それ以外の開繊された炭素繊維を特定の比率で含むことが好ましい。
【0022】
すなわち本発明の複合基材中の炭素繊維は、下記式(1)で定義される臨界単糸数以上で構成される炭素繊維束(A)と、それ以外の開繊された炭素繊維、すなわち単糸の状態または臨界単糸数未満で構成される繊維束とからなることが好ましい。
臨界単糸数=600/D (1)
(ここでDは炭素繊維の平均繊維径(μm)である)
【0023】
繊維全量に対する炭素繊維束(A)の割合が0Vol%超99Vol%未満であることが好ましい。炭素繊維束(A)の割合が99Vol%以上になると、繊維の交絡部が局部的に厚くなり、薄肉のものが得られないことがある。炭素繊維束(A)の割合はより好ましくは30Vol%以上95Vol%未満であり、さらに好ましくは50Vol%以上90Vol%未満である。
【0024】
強化繊維束の存在量を目的の割合にするには、後述する好ましい製法においては、例えば開繊工程における吹き付ける空気の圧力等によりコントロールすることができる。また、カット工程に供する繊維束の大きさ、例えば束の幅や幅当たりの繊維数を調整することでコントロールすることもできる。具体的には繊維を拡幅することで、カット工程の前にスリット工程を設ける方法が挙げられる。またを短い刃を多数並べたいわゆる分繊ナイフを用いて繊維束をカットする方法や、カットすると同時に、スリットする方法が挙げられる。好ましい開繊条件については開繊工程の項に記載する。
【0025】
さらに本発明の複合基材は、炭素繊維束(A)中の平均繊維数(N)が下記式(2)を満たすことが好ましい。
0.7×104/D2<N<2×105/D2 (2)
(ここでDは炭素繊維の平均繊維径(μm)である)
炭素繊維束(A)中の平均繊維数(N)が0.7×104/D2以下の場合、高い繊維体積含有率(Vf)を得る事が困難となる。また炭素繊維束(A)中の平均繊維数(N)が2×105/D2以上の場合、局部的に厚い部分が生じ、ボイドの原因となりやすい。
【0026】
強化繊維束(A)中の平均繊維数(N)を目的の数量にするには、後述する好ましい製法においては、カット工程に供する繊維束の大きさ、例えば束の幅や幅当たりの繊維数を調整することでコントロールすることもできる。具体的には繊維を拡幅することで、カット工程の前にスリット工程を設ける方法が挙げられる。また開繊工程における、吹き付ける空気の圧力等によりカットされた繊維束の開繊の程度を調整し、強化繊維束(A)中の平均繊維数(N)をコントロールすることもできる。好ましい条件についてはカット工程ならびに開繊工程の項に記載する。
【0027】
このように式(1)で定義される臨界単糸以上の炭素繊維束(A)と、単糸の状態又は臨界単糸数以下の炭素繊維(B)が同時に存在する複合材料とすることで、繊維の充填効率よく、疎密のばらつきが少なく、機械強度に優れた複合材料が提供できる。
【0028】
またこのように特定本数以上の炭素繊維からなる炭素繊維束と、それ以外の開繊された炭素繊維を特定の比率で共存させることで、複合材料中の炭素繊維の存在量、すなわち繊維体積含有率(Vf)を高めることが可能となっている。
具体的には複合材料を構成する炭素繊維の平均繊維径が5〜7μmの場合、臨界単糸数は86〜120本となり、臨界単糸数以上の炭素繊維束が繊維全量に対する割合が0Vol%以上98Vol%未満である。
【0029】
炭素繊維の平均繊維径が5μmの場合、繊維束中の平均繊維数は400〜8000本の範囲となるが、なかでも600〜6000本であることが好ましい。炭素繊維の平均繊維径が7μmの場合、繊維束中の平均繊維数は204〜4081本の範囲となるが、なかでも400〜4000本であることが好ましい。本発明の複合基材は、各種の厚みにすることが可能であるが、成形することで厚みが0.2〜2mm程度の薄肉の成形品を好適に得ることができる。
【0030】
[熱可塑性樹脂]
本発明の複合基材における熱可塑性樹脂の存在量は、炭素繊維100重量部に対し、3〜1000重量部であることが好ましい。より好ましくは、炭素繊維100重量部に対し、熱可塑性樹脂3〜400重量部、さらに好ましくは炭素繊維100重量部に対し、熱可塑性樹脂3〜100重量部である。
【0031】
本発明の複合基材の好ましい製造方法は下記に詳述するが、熱可塑性樹脂は、繊維状および/または粒子状で供され、ランダムマットを得た後に加圧および/または加熱処理を施すことでランダムマット中の熱可塑性樹脂を溶融し、部分含浸されることで複合基材となる。用いる熱可塑性樹脂が粒子状の場合、平均粒子径は0.01μm〜3mmであることが好ましい。より好ましくは平均粒子径0.1μm〜1mmがより好ましく、更に好ましくは平均粒子径1μm〜0.8mmがより好ましい。粒度分布についてはとくに制限はないが、分布の小さいものがより均質な複合基材を得る目的としてはより好ましいが、分級等の操作により目的の粒度分布として用いる事が出来る。
【0032】
繊維状の場合、繊度100〜5000dtexのもの、より好ましくは繊度1000〜2000dtexものがより好ましく、平均繊維長としては0.5〜50mmもの、より好ましくは平均繊維長1〜10mmである。
【0033】
熱可塑性樹脂の種類としては、特に限定は無いが、上記に示すように繊維状または粒子状の形態をとりうるものが好ましく、単独で用いても複数種類を用いてもよい。例えば塩化ビニル樹脂、塩化ビニリデン樹脂、酢酸ビニル樹脂、ポリビニルアルコール樹脂、ポリスチレン樹脂、アクリロニトリル−スチレン樹脂(AS樹脂)、アクリロニトリル−ブタジエン−スチレン樹脂(ABS樹脂)、アクリル樹脂、メタクリル樹脂、ポリエチレン樹脂、ポリプロピレン樹脂、ポリアミド6樹脂、ポリアミド11樹脂、ポリアミド12樹脂、ポリアミド46樹脂、ポリアミド66樹脂、ポリアミド610樹脂、ポリアセタール樹脂、ポリカーボネート樹脂、ポリエチレンテレフタレート樹脂、ポリエチレンナフタレート樹脂、ポリビニルナフタレート樹脂、ポリブチレンテレフタレート樹脂、ポリ乳酸樹脂、ポリアリレート樹脂、ポリフェニレンエーテル樹脂、ポリフェニレンスルフィド樹脂、ポリスルホン樹脂、ポリエーテルスルホン樹脂、ポリエーテルエーテルケトン樹脂などが挙げられる。
【0034】
[他の剤]
本発明の複合基材中には、本発明の目的を損なわない範囲で、ガラス繊維や有機繊維等の各種繊維状または非繊維状フィラー、難燃剤、耐UV剤、顔料、離型剤、軟化剤、可塑剤、界面活性剤の添加剤を含んでいてもよい。
【0035】
[製造方法]
以下本発明の複合基材を好ましく得る方法について述べる。本発明の複合基材は以下の工程1〜5により、好ましく製造することができる。
1.炭素繊維をカットする工程、
2.カットされた炭素繊維を管内に導入し、空気を炭素繊維に吹き付ける事により、繊維束を開繊させる工程、
3.開繊させた炭素繊維を拡散させると同時に、繊維状又はパウダー状の熱可塑性樹脂とともに吸引し、炭素繊維と熱可塑性樹脂を同時に散布する塗布工程、
4.塗布された炭素繊維および熱可塑性樹脂を定着させ、ランダムマットを得る工程、
5.ランダムマットを加熱し、複合基材を得る工程。
【0036】
[カット工程]
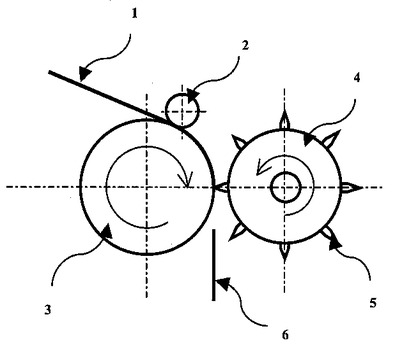
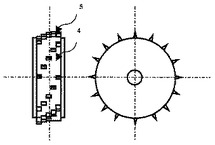
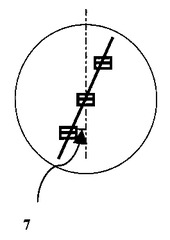
炭素繊維をカットする工程について述べる。炭素繊維のカット方法は、好ましくはロータリーカッター等のナイフを用いて炭素繊維をカットする工程である。ロータリーカッターを用いたカット工程の一例を図1に示す。ロータリーカッターとしては、繊維束を1/2〜1/20程度に分繊してカットする、分繊カッターを用いる事が好ましい。ロータリー分繊カッターの好ましい例について、正面と断面の概略図を図2に、およびナイフ角度の説明図を図3に示す。ロータリー分繊カッターは本体に沿って複数の刃が等間隔かつ螺旋状に配置されているものである。従来のカッターのように、繊維束をそのままカットし、塗布する手法では、薄く、物性に優れる複合基材を得る事が難しい。繊維束をより細い束に分けながらカットする事により、均質性が向上し、本発明の複合基材を好適に得ることができる。炭素繊維を連続的にカットするためのナイフ角度は特に限定されるものではなく、一般的な、繊維に対し、90度の刃を用いても、角度を持たせたものでも構わない。
【0037】
[開繊工程]
次いでカットされた炭素繊維を管内に導入し、空気を繊維に吹き付ける事により、繊維束を開繊させる。より具体的にはカットされた炭素繊維を連続的に管内に導入し、圧力空気を直接繊維に吹き付ける事により、繊維束をバラバラに開繊させる工程である。開繊の度合いについては、空気の圧力等により適宜コントロールする事が出来る。
好ましい炭素繊維の開繊方法は、圧縮空気を直接炭素繊維に吹き付ける方法である。具体的には圧縮空気吹き付け孔より、好ましくは風速5〜500m/secにて空気を吹き付ける事により、炭素繊維を開繊させる事ができる。好ましくは炭素繊維の通る管内にΦ1mm程度の孔を数箇所あけ、外側より0.01〜0.8MPa程度の圧力をかけ、圧縮空気を繊維束に直接吹き付けることにより、繊維束を任意の開繊度まで開繊する事ができる。
【0038】
[塗布工程]
次いで開繊させた炭素繊維を拡散させると同時に、繊維状又はパウダー状の熱可塑性樹脂とともに吸引し、炭素繊維と熱可塑性樹脂を同時に散布する塗布工程を行う。開繊させた炭素繊維と、繊維状又はパウダー状の熱可塑性樹脂とを同時に、シート上に塗布することで、本発明の複合基材を好適に得ることができる。
塗布工程において、熱可塑性樹脂の供給量は、炭素繊維100重量部に対し、3〜1000重量部であることが好ましい。より好ましくは、炭素繊維100重量部に対し、熱可塑性樹脂3〜400重量部、更に好ましくは、炭素繊維100重量部に対し、熱可塑性樹脂3〜100重量部である。
塗布工程において、炭素繊維および熱可塑性樹脂の供給量を適宜選択することで所望の厚さのものを得ることができる。
【0039】
ここで、炭素繊維と、繊維状又はパウダー状の熱可塑性樹脂は2次元配向する様に散布することが好ましい。開繊した炭素繊維を2次元配向させながら塗布するためには、塗布方法及び下記の定着方法が重要となる。炭素繊維の塗布方法には、円錐形等のテーパ管を用いることが好ましい。円錐等の管内では、空気が拡散し、管内の流速が減速し、このとき炭素繊維には回転力が与えられる。このベンチュリ効果を利用して開繊させた炭素繊維を好ましく拡散させ散布することができる。
開繊装置下部に設けた通気性シート上に塗布することが好ましい。また下記の定着工程のためにも、吸引機構を持つ可動式の通気性シート上に散布することが好ましい。
【0040】
[定着工程]
次いで塗布された炭素繊維および熱可塑性樹脂を定着させ、ランダムマットを得る。具体的には、塗布された炭素繊維および熱可塑性樹脂を通気性シート下部よりエアを吸引して炭素繊維を定着させ、ランダムマットを得る。炭素繊維と同時に散布された熱可塑性樹脂は混合されつつ、繊維状であればエア吸引により、パウダー状であっても炭素繊維に伴って定着される。
【0041】
具体的には通気性のシートを通して、下部より吸引する事により、2次元配向の高いランダムマットを得る事ができる。又、発生する負圧を用いてパウダー状、又は短繊維状の熱可塑性樹脂を吸引し、更に、管内で発生する拡散流により、炭素繊維と容易に混合する事ができる。
上記のランダムマットの好ましい製造方法により、繊維の長軸が3次元方向に配向しているものが少なく、二次元配向性のあるランダムマットとすることができる。
【0042】
[加熱工程]
次いで得られたランダムマットを加熱して、本発明の複合基材を得る。加熱工程における加熱方法に特に限定はないが、赤外線ヒーターや熱風による加熱や加熱ローラー、加熱プレートによって加熱することで好ましく得られる。加熱温度にとくに限定はないが、好ましくはランダムマットの基材温度がマトリクス樹脂の融点以上融点プラス100℃以下、より好ましくはマトリクス樹脂の融点以上融点プラス50℃以下となるように温度設定するのが好ましい。その際、加熱工程に加えて加圧することで複合基材の嵩を調節し、空孔率をコントロールすることも出来る。
加圧工程において加圧手段に特に限定はないが、ローラー又はベルト、プレス機による加圧が好ましく挙げられる。ローラーによる加圧を行う場合、予め目的の空孔率に応じた複合基材の厚みになるように、ローラーの間隔を調節して加圧をすることが好ましい。
【0043】
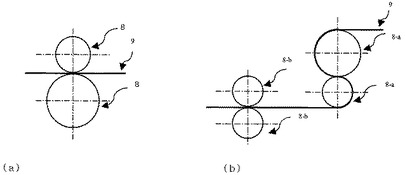
加熱と加圧にあたり、基材は予めマトリクスである熱可塑性樹脂の融点、または熱可塑性樹脂が非晶性の場合はガラス転移温度以上に加熱しておき、その後加圧することが好ましい。加圧媒体は、マトリクスである熱可塑性樹脂の融点またはガラス転移点以上に調整されていても、融点またはガラス転移点未満に調整されていても良い。加圧媒体の少なくとも一方をマトリクスである熱可塑性樹脂の溶融温度以上に調整することで、加熱工程と加圧工程を連続工程とすることがより好ましい。図4(a)に加圧ローラーの構成例の模式図を示すが、図4(b)に示すように後段にマトリクスである熱可塑性樹脂のガラス転移点未満に保持された冷却ローラーを設け、最終的にマトリクスである熱可塑性樹脂を固化させて複合基材を得ることも好ましい。
【0044】
[成形体]
本発明の複合基材は、成形の前駆体として用いられる。成形方法に特に限定はないが、例えば真空成形や液圧成形、ホットプレス、コールドプレス等により成形することで好適に成形体を得ることが出来る。
また成形する際に、適宜熱可塑性樹脂を加えることで目的に応じて厚みの異なる成形体を得ることが出来る。加える熱可塑性樹脂は特に指定は無く、複合基材におけるマトリクスと同一樹脂であってもよいし、異なっていてもよい。さらに樹脂の形態も、溶融樹脂や繊維状、パウダー状やフィルム状などを用いることができる。成形する際に加える熱可塑性樹脂の具体例としては、複合基材における熱可塑性樹脂の項で述べたものと同じものが挙げられる。
複合基材のマトリクスの樹脂と異なる種類の熱可塑性樹脂を加える場合は、非相溶な樹脂である場合は、耐衝撃性や層間靱性を付与させることができる。また相溶な樹脂でもマトリクスの樹脂より融点の高い粒子を用いることで、マトリクス中に熱可塑性の微粒子を分散させ、層間を高靱化することが出来る。
【0045】
[積層体]
本発明の複合基材の少なくとも一方の表面の一部、または全面に、さらに炭素繊維の一方向材を積層し、複合基材とすることも好ましい。本発明は、複合基材の全面または一部に、さらに炭素繊維の一方向材を積層した積層体を含む。一方向材は、炭素繊維の連続繊維が一方向に引き揃えられた一方向材と熱可塑性樹脂とからなる。一方向材は、複数の一方向材を積層したものであっても良く、一方向に引き揃えた繊維強化材の束をシート状にして角度を変えて積層したもの(多軸織物基材)を、ナイロン糸、ポリエステル糸、ガラス繊維糸等のステッチ糸で、この積層体を厚さ方向に貫通して、積層体の表面と裏面の間を表面方向に沿って往復しステッチしたような多軸織物であっても良い。
【0046】
一方向材を構成する炭素繊維の平均繊維径は好ましくは3〜12μmであり、より好ましくは5〜7μmである。
一方向材における熱可塑性樹脂の存在量が、炭素繊維100重量部に対し、3〜400重量部であることが好ましい。熱可塑性樹脂の存在量は、より好ましくは炭素繊維100重量部に対し、10〜100重量部である。
一方向材を構成する熱可塑性樹脂は複合基材におけるマトリクスと同一であっても異なっていても良い。熱可塑性樹脂の具体例としては複合基材における熱可塑性樹脂の項で述べたものと同じものが挙げられる。
【0047】
積層の方法としては、特に限定は無いがたとえば熱溶着や圧着する方法が挙げられる。熱溶着する場合は、上述のランダムマットを加熱する工程にて基材と一方向材を合わせて加熱工程に処することも好ましい。一方向材と基材との接着部分は表面の一部または表面全面であってもよいが、賦型性の面からは、部分的に溶着することが好ましく、基材最表面の樹脂で局所的に一方向材と溶着することで、一方向材の繊維の広がりを阻害することを防ぎ、賦型性の良い積層体を得ることが出来る。
【実施例】
【0048】
以下に実施例を示すが、本発明はこれらに制限されるものではない。
[空孔率の求め方]
1)複合基材の全体もしくは所定の面積における厚みを、ノギス等を用いて負荷をかけずに1/100mmまで100点/m2測定し、得られた値を元に基材の平均厚み(t2)を求める。
2)複合基材の炭素繊維および熱可塑性樹脂の素材存在量より、空孔率0%での理論厚み(t1)を計算する。
3)空孔量(t2−t1)より複合基材の空孔率(Vr)を以下の式(3)により求める。
Vr=(t2−t1)/t2 (3)
【0049】
[複合基材における炭素繊維束(A)の繊維全量に対する割合の求め方]
1)複合基材を100mm×100mmに切り出し、500℃×1時間程度、炉内にて樹脂を除去する。
2)樹脂を除去した複合基材より、繊維束をピンセットで全て取り出す。
3)全ての繊維束について、個々の繊維束の長さ(Li)と重量(Wi)を測定し、記録する。ピンセットにて取り出す事ができない程度に繊維束が小さいものについては、まとめて最後に重量を測定する(Wk)。このとき、1/100mgまで測定可能な天秤を用いる。ランダムマットに使用している強化繊維の繊維径(D)より、臨界単糸数を計算し、臨界単糸数以上の強化繊維束(A)と、それ以外に分ける。なお、2種類以上の強化繊維が使用されている場合には、繊維の種類毎に分け、各々について測定及び評価を行う。
4)全ての分類について測定後、強化繊維束(A)の平均繊維数(N)を以下の計算により求める。
各強化繊維束中の繊維本数(Ni)は使用している強化繊維の繊度(F)より、式(4)により求められる。
Ni=Wi/(Li×F) (4)
強化繊維束(A)中の平均繊維数(N)は強化繊維束(A)の束の数(I)より、以下の式(5)により求める。
N=ΣNi/I (5)
また、強化繊維束(A)のマットの繊維全体に対する割合(VR)は、強化繊維の繊維比重(ρ)を用いて次式(6)により求められる。
VR=Σ(Wi/ρ)×100/((Wk+ΣWi)/ρ) (6)
【0050】
[複合基材の強度の求め方]
1)複合基材を10cm×10cmに切り出し、中心部の厚み(h)、幅(b)を測定する。
2)複合基材の下部を10cm幅のチャックで掴み、下部に錘をのせて複合基材が切れる重量を測定する(W)。このとき重量は1/100gまで測定可能な天秤を用い、5点測定し、平均値を求めた。
3)得られた重量を元に次式より複合基材の強度を求めた。
強度=錘の重量(W)/複合基材の厚み(h)×複合基材の幅(b)
【0051】
[参考例1]
炭素繊維として、東邦テナックス社製の炭素繊維“テナックス”(登録商標)UTS50−24K(繊維径6.9μm、引張強度5000MPa)を使用した。カット装置には、刃幅を0.5mm、ナイフ間隔を30mmとしたロータリーカッターを用い、コンプレッサーで圧縮空気を送気して開繊させた。このロータリーカッターの直下にテーパ管を配置し、側面よりマトリックス樹脂を供給した。このマトリックス樹脂として、2mmにドライカットしたポリアミド66繊維(旭化成せんい社製 T5ナイロン 1400dtex)を用いた。次に、テーパ管出口の下部に、吸引テーブルを設置し、テーブルの下部にブロワを設置して吸引を行った。そして、炭素繊維の供給量を2600g/min、マトリックス樹脂の供給量を4000g/minにセットし、装置を稼動し、平均繊維長30mmの炭素繊維とポリアミド66が混合された、厚み20mm程度のランダムマットを得た。得られたランダムマットにおける強化繊維の形態を観察したところ、強化繊維の繊維軸は面とほぼ並行にあり、面内においては無作為に分散されていた。得られたマット中において、式(1)で定義される臨界単糸数は87、臨界単糸数以上で構成される強化繊維束(A)中の平均単糸数(N)は1200であり、臨界単糸数以上で構成される強化繊維束(A)の割合は40Vol%であった。
【0052】
[参考例2]
炭素繊維として、東邦テナックス社製の炭素繊維“テナックス”(登録商標)HTS40−12K(繊維径7.0μm、引張強度4200MPa)を使用した。カット装置には、刃幅を0.5mm、ナイフ間隔を15mmとしたロータリーカッターを用い、コンプレッサーで圧縮空気を送気して開繊させた。このロータリーカッターの直下にテーパ管を配置し、側面よりマトリックス樹脂を供給した。このマトリックス樹脂として、2mmにドライカットしたポリアミド66繊維(旭化成せんい社製 T5ナイロン 1400dtex)を用いた。次に、テーパ管出口の下部に、吸引テーブルを設置し、テーブルの下部にブロワを設置して吸引を行った。そして、炭素繊維の供給量を2200g/min、マトリックス樹脂の供給量を1400g/minにセットし、装置を稼動し、平均繊維長15mmの炭素繊維とポリアミド66が混合された、厚み2.3mm程度のランダムマットを得た。得られたランダムマットにおける強化繊維の形態を観察したところ、強化繊維の繊維軸は面とほぼ並行にあり、面内においては無作為に分散されていた。得られたマット中において、式(1)で定義される臨界単糸数は86、臨界単糸数以上で構成される強化繊維束(A)中の平均単糸数(N)は1100であり、臨界単糸数以上で構成される強化繊維束(A)の割合は60Vol%であった。
【0053】
[参考例3]
炭素繊維として、東邦テナックス社製の炭素繊維“テナックス”(登録商標)HTS40−12K(繊維径7.0μm、引張強度4200MPa)を使用した。カット装置には、刃幅を0.5mm、ナイフ間隔を60mmとしたロータリーカッターを用い、コンプレッサーで圧縮空気を送気して開繊させた。このロータリーカッターの直下にテーパ管を配置し、側面よりマトリックス樹脂を供給した。このマトリックス樹脂として、2mmにドライカットしたポリアミド66繊維(旭化成せんい社製 T5ナイロン 1400dtex)を用いた。次に、テーパ管出口の下部に、吸引テーブルを設置し、テーブルの下部にブロワを設置して吸引を行った。そして、炭素繊維の供給量を3200g/min、マトリックス樹脂の供給量を230g/minにセットし、装置を稼動し、平均繊維長60mmの炭素繊維とポリアミド66が混合された、厚み5mm程度のランダムマットを得た。得られたランダムマットにおける強化繊維の形態を観察したところ、強化繊維の繊維軸は面とほぼ並行にあり、面内においては無作為に分散されていた。得られたマット中において、式(1)で定義される臨界単糸数は86、臨界単糸数以上で構成される強化繊維束(A)中の平均単糸数(N)は450であり、臨界単糸数以上で構成される強化繊維束(A)の割合は20Vol%であった。
【0054】
[参考例4]
炭素繊維として、東邦テナックス社製の炭素繊維“テナックス”(登録商標)UTS50−24K(繊維径6.9μm、引張強度5000MPa)を使用した。カット装置には、刃幅を0.5mm、ナイフ間隔を30mmとしたロータリーカッターを用い、コンプレッサーを用いて圧縮空気で開繊させた。ロータリーカッターの直下にテーパ管を配置し、側面よりマトリックス樹脂を供給した。このマトリックス樹脂として、平均粒径0.5mmに分級したポリプロピレン粒子(プライムポリマー社製 J−106G)を用いた。次に、テーパ管出口の下部に、吸引テーブルを設置し、テーブルの下部にブロワを配置して吸引を行った。そして、炭素繊維の供給量を1300g/min、マトリックス樹脂の供給量を1570g/minにセットし、装置を稼動し、平均繊維長30mmの炭素繊維とポリプロピレンが混合された、厚み5mm程度のランダムマットを得た。得られたランダムマットにおける強化繊維の形態を観察したところ、強化繊維の繊維軸は面とほぼ並行にあり、面内においては無作為に分散されていた。得られたマット中において、式(1)で定義される臨界単糸数は87、臨界単糸数以上で構成される炭素繊維束(A)中の平均単糸数(N)は1200であり、臨界単糸数以上で構成される炭素繊維束(A)の割合は40Vol%であった。
【0055】
[参考例5]
炭素繊維として、東邦テナックス社製の炭素繊維“テナックス”(登録商標)HTS40−12K(繊維径7.0μm、引張強度4200MPa)を使用した。カット装置には、刃幅を0.5mm、ナイフ間隔を15mmとしたロータリーカッターを用い、コンプレッサーを用いて圧縮空気で開繊させた。ロータリーカッターの直下にテーパ管を配置し、側面よりマトリックス樹脂を供給した。このマトリックス樹脂として、500μmに粉砕、分級したポリカーボネートパウダー(帝人化成社製 “パンライト”(登録商標)L−1250Y)を用いた。次に、テーパ管出口の下部に、吸引テーブルを設置し、テーブル下部にブロワを配置して吸引を行った。そして、炭素繊維の供給量を2200g/min、マトリックス樹脂の供給量を1500g/minにセットし、装置を稼動し、平均繊維長15mmの炭素繊維とポリカーボネートが混合された、厚み2.3mm程度のランダムマットを得た。得られたランダムマットにおける強化繊維の形態を観察したところ、強化繊維の繊維軸は面とほぼ並行にあり、面内においては無作為に分散されていた。得られたマット中において、式(1)で定義される臨界単糸数は86、臨界単糸数以上で構成される炭素繊維束(A)中の平均単糸数(N)は1100、臨界単糸数以上で構成される炭素繊維束(A)の割合は60Vol%であった。
【0056】
[実施例1]
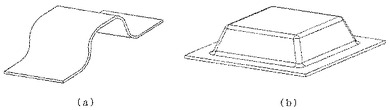
参考例1で得られたランダムマットについて、式(3)で定義される複合基材の空孔率は95Vol%であった。この複合基材の強度は300gf/cm2であり、常温で持ち運びすることができた。この複合基材を図5(a)に示すような、R=50mm、角度110°の曲面を有する金型面に基材を配置、その上面をナイロンフィルム(Airtech社製“WL7400” 厚さ50μm)で覆った後真空圧で金型面へと賦型させたところ、裂けや皺が生じることなく賦型させることが出来た。その後300℃に金型を加熱させ5MPaで10分間加圧し、成形させたところt=1mmの成形品が得られた。得られた成形品において、下面の平坦部より250mm×25mmの試験片を切り出し、JIS7164に準拠し測定を行った結果、引張強度は350MPaだった。また、0度方向と90度方向の引張弾性率比は1.07であった。
【0057】
[実施例2]
参考例2で得られたランダムマットについて、式(3)で定義される複合基材の空孔率は78Vol%であった。この複合基材の強度は1200gf/cm2であり、常温で容易に持ち運びすることができた。この複合基材を図5(a)に示すような、R=50mm、角度110°の曲面を有する金型面に基材を配置、その上面をナイロンフィルム(Airtech社製“WL7400” 厚さ50μm)で覆った後真空圧で金型面へと賦型させたところ、裂けや皺が生じることなく賦型させることが出来た。
【0058】
[実施例3]
参考例3で得られたランダムマットについて、式(3)で定義される複合基材の空孔率は90Vol%であった。この複合基材の強度は50gf/cm2であり、常温で持ち運びすることができたが、わずかに複合基材の面積が拡張してしまった。この複合基材を図5(a)に示すような、R=50mm、角度110°の曲面を有する金型面に基材を配置、その上面をナイロンフィルム(Airtech社製“WL7400” 厚さ50μm)で覆った後真空圧で金型面へと賦型させたところ、裂けや皺が生じることなく賦型させることが出来た。
【0059】
[実施例4]
参考例1で得られたランダムマットに炭素繊維(東邦テナックス社製の炭素繊維“テナックス”(登録商標)UTS50−24K(繊維径6.9μm、引張強度5000MPa)の連続繊維を一方向材とし、ランダムマット上に連続的に重ね合わせ、それを420℃に加熱した赤外線ヒーターで3分間加熱し、ランダムマット上に連続繊維を溶着させて厚み10.2mm程度の複合基材を得た。この複合基材は常温で持ち運びすることができ、図5(b)に示すような、凸部の高さが40mmである金型面に基材を配置、その上面をナイロンフィルム(Airtech社製“WL7400” 厚さ50μm)で覆った後真空圧で金型面へと賦型させたところ、裂けや皺が生じることなく賦型させることが出来た。その後300℃に金型を加熱させ5MPaで10分間加圧し、成形させたところt=1.1mmの成形品が得られた。得られた成形品において、上面の平坦部より250mm×25mmの試験片を切り出し、JIS7164に準拠し測定を行った結果、引張強度は460MPaだった。
【0060】
[実施例5]
参考例4で得られたランダムマットについて、式(3)で定義される複合基材の空孔率は95Vol%であった。この複合基材の強度は240gf/cm2であり、常温で持ち運びすることができた。この複合基材を図5(a)に示すような、R=50mm、角度110°の曲面を有する金型面に基材を配置、その上面をナイロンフィルム(Airtech社製“WL7400” 厚さ50μm)で覆った後真空圧で金型面へと賦型させたところ、裂けや皺が生じることなく賦型させることが出来た。その後220℃に金型を加熱させ5MPaで10分間加圧し、成形させたところt=0.5mmの成形品が得られた。得られた成形品において、下面の平坦部より250mm×25mmの試験片を切り出し、JIS7164に準拠し測定を行った結果、引張強度は250MPaだった。また、0度方向と90度方向の引張弾性率比は1.08であった。さらに厚み1.0mmとした成形品より、同様に平坦部から100mm×100mmの試験片を切り出し、JIS7211−2に準拠し測定を行った結果、衝撃吸収エネルギーは6.0Jであった。
【0061】
[実施例6]
参考例5で得られたランダムマットについて、式(3)で定義される複合基材の空孔率は78Vol%であった。これに炭素繊維(東邦テナックス社製の炭素繊維“テナックス”(登録商標)UTS50−24K(繊維径6.9μm、引張強度5000MPa)の連続繊維を一方向材とし、ランダムマット上に連続的に重ね合わせ、それを410℃に加熱した赤外線ヒーターで3分間加熱し、ランダムマット上に連続繊維を溶着させた厚み2.2mm程度の複合基材を得た。この複合基材は常温で持ち運びすることができ、図5(b)に示すような、凸部の高さが40mmである金型面に基材を配置、その上面をナイロンフィルム(Airtech社製“WL7400” 厚さ50μm)で覆った後真空圧で金型面へと賦型させたところ、裂けや皺が生じることなく賦型させることが出来た。
【0062】
[実施例7]
参考例3で得られたランダムマットについて、図5(a)に示すような、R=50mm、角度110°の曲面を有する金型面に基材を配置、ポリプロピレンフィルム(プライムポリプロ社製 F−704NP 厚さ25μm)を上面より積層し、220℃に金型を加熱させ5MPaで10分間加圧し、成形させたところt=1.0mmの成形品が得られた。得られた成形品において、下面の平坦部より100mm×100mmの試験片を切り出し、JIS7211−2に準拠し測定を行った結果、衝撃吸収エネルギーは6.8Jであった。
【0063】
[比較例1]
炭素繊維として、東邦テナックス社製の炭素繊維“テナックス”(登録商標)HTS40−12K(繊維径7.0μm、引張強度4200MPa)を使用した。カット装置には、刃幅を0.5mm、ナイフ間隔を3mmとしたロータリーカッターを用い、コンプレッサーで圧縮空気を送気して開繊させた。このロータリーカッターの直下にテーパ管を配置し、側面よりマトリックス樹脂を供給した。このマトリックス樹脂として、2mmにドライカットしたポリアミド66繊維(旭化成せんい社製 T5ナイロン 1400dtex)を用いた。次に、テーパ管出口の下部に、吸引テーブルを設置し、テーブルの下部にブロワを設置して吸引を行った。そして、炭素繊維の供給量を2200g/min、マトリックス樹脂の供給量を1400g/minにセットし、装置を稼動し、平均繊維長3mmの炭素繊維とポリアミド66が混合された、厚み2.5mm程度のランダムマットを得た。得られたランダムマットにおける強化繊維の形態を観察したところ、強化繊維の繊維軸は面とほぼ並行にあり、面内においては無作為に分散されていた。得られたマット中において、式(1)で定義される臨界単糸数は86、臨界単糸数以上で構成される強化繊維束(A)中の平均単糸数(N)は400であり、臨界単糸数以上で構成される強化繊維束(A)の割合は50Vol%であった。式(3)で定義される複合基材の空孔率は80Vol%であった。この複合基材の強度は15gf/cm2であり、常温で持ち運ぼうとしたところ繊維が崩れてしまい、持ち運びをすることが出来なかった。
【符号の説明】
【0064】
1.炭素繊維
2.ピンチローラー
3.ゴムローラー
4.ロータリーカッター本体
5.刃
6.カットされた炭素繊維
7.周方向と刃の配列のなす角
8.加圧ローラー
8−a.加熱ローラー
8−b.冷却ローラー
9.複合基材
【技術分野】
【0001】
本発明は、熱可塑性樹脂をマトリクスとした繊維強化複合材料に関するものであって、面内方向において特定の方向に配向しておらず等方性であり、かつハンドリング性、賦型性に優れた炭素繊維樹脂複合基材を提供しようとするものである。
【背景技術】
【0002】
炭素繊維やアラミド繊維、ガラス繊維などを強化繊維として用いた繊維強化複合材料として、等方性であるランダムマットが、賦形性や工程の簡便さより用いられている。このランダムマットは、カットした強化繊維単体、あるいは熱硬化性の樹脂を成形型に同時に吹き付けるスプレーアップ方式(乾式)や、バインダーを含有させたスラリーに予めカットした強化繊維を添加し、抄紙する方法(湿式)等により得る事ができる。
【0003】
複合材料の機械物性を向上させる手段としては、繊維体積含有率(Vf)を高くする事が知られているが、カット繊維を用いたランダムマットの場合、3次元方向の繊維が存在する、繊維の交絡が多いなどの理由により、繊維体積含有率を高くする亊が困難であった。またランダムマットを用いた場合は連続繊維を用いた場合と比較して繊維が不連続であるため成形物の強度が1/2程度になってしまうという問題があった。
【0004】
近年、ランダムマットを用いた複合材料の機械物性を向上させる手段として、繊維束を斜めに裁断し、断面積を変化させたチョップド繊維束を用いる方法が提案された(特許文献1)。一般的に、良好な均質性を得るためには、数十層の重なりが必要とされるが、繊維束を用いたこれらの手法では、繊維束の厚みが厚いため、均質性を得るためには2〜3mm以上の板厚が必要となり、肉厚の薄いものを得る事が困難である。
【0005】
このように従来は熱硬化性樹脂をマトリックスとした複合材料が提案されていた。通常、繊維強化複合材料は、予め、強化繊維基材に熱硬化性樹脂を含浸させたプリプレグと呼ばれる中間基材を、オートクレーブを用いて2時間以上加熱・加圧する事により得られる。近年、樹脂を含浸させていない強化繊維基材を金型内にセットした後、熱硬化性樹脂を流し入れるRTM成形方法が提案され、成形時間は大幅に短縮された。しかしながら、RTM成形方法を用いた場合でも、1つの部品を成形するまでに10分以上必要となる(特許文献2)。
【0006】
そのため、従来の熱硬化性樹脂に代わり、熱可塑性樹脂をマトリックスに用いたコンポジットが注目されている。しかしながら、熱可塑性樹脂は、一般的に熱硬化性樹脂と比較して粘度が高く、そのため、繊維基材に樹脂を含浸させる時間が長く、結果として成形までのタクトが長くなるという問題があった。
【0007】
その一方ランダムマットを繊維層とした中間基材にはシートモールディングコンパウンド(SMC)が挙げられる。熱可塑性樹脂をマトリックス樹脂とした熱可塑スタンピング成形(TP−SMC)(特許文献3)では、予め熱可塑性樹脂を含浸させたチョップドファイバーを融点以上に加熱し、これを金型内の一部に投入した後、直ちに型を閉め、型内にて繊維と樹脂を流動させる事により製品形状を得、冷却・成型するという成型方法である。このSMCでは、繊維層はカットされた短繊維であるために、樹脂はシート全体に含浸されており常温ではシートは剛直で賦型性に乏しいかった。その問題を解決すべくSMC成形法では、成形時に型内で繊維と樹脂を流動させ、目的の形状に賦型させているが、この方法では繊維と樹脂を流動させるために繊維配向が乱れ、等方性を維持できないという問題があった。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2009−114611号公報
【特許文献2】特開2002−86579号公報
【特許文献3】特許第4161409号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、炭素繊維と熱可塑性樹脂とから構成され、成形の前駆体として用いられる複合基材に関する。本発明の目的は、成形に際し著しく繊維配向させることなく、従来の連続繊維を繊維層とした熱可塑性樹脂プリプレグでは十分に賦形ができなかったような複雑形状にも適応可能な賦型性の優れた、等方性複合基材を提供することである。
【課題を解決するための手段】
【0010】
本発明は、熱可塑性樹脂と特定の開繊状態を満たす炭素繊維とから構成される複合基材であり、ハンドリング性に優れ、複雑形状にも適応可能な賦型性を有する成形体の前駆体として有用であることを見出し本発明に至ったものである。即ち、本発明は繊維長5mm以上100mm以下の炭素繊維と熱可塑性樹脂とから構成され、炭素繊維が熱可塑性樹脂によって溶着された面状体であり、空孔率が70%以上99%未満であり、熱可塑性樹脂の存在量が、炭素繊維100重量部に対し、3〜1000重量部である複合基材である。
【発明の効果】
【0011】
本発明の複合基材は、成形の前駆体として用いられ、ハンドリング性に優れ、曲面など複雑な形状への賦型性を有する。また薄肉であり面内等方性を有する基材であるので、成形することで各種構成部材、例えば自動車の内板、外板、構成部材、また各種電気製品、機械のフレームや筐体等に賦型することができる。
【図面の簡単な説明】
【0012】
【図1】カット工程の概略図
【図2】ロータリー分繊カッターの正面と断面の概略図
【図3】ナイフ角度の説明図
【図4】加圧工程の概略図
【図5】加圧ローラーの表面形状概略図
【発明を実施するための形態】
【0013】
[複合基材]
本発明の複合基材は、繊維長5mm以上100mm以下の炭素繊維と熱可塑性樹脂とから構成された面状体であり、熱可塑性樹脂の存在量が炭素繊維100重量部に対し、3〜1000重量部である。
面状体を目的の形状に賦型させる場合、完全に繊維と樹脂を含浸させてしまうと基材は剛直になってしまうため複雑形状への適用が難しい。本発明の複合基材は、炭素繊維が熱可塑性樹脂によって溶着された面状体であり、その全面または一部分に未含浸部分、すなわち炭素繊維と熱可塑性樹脂との間に微空間(空孔部)を設けることで面状体を柔軟にし、複雑な形状へも賦型することができるものである。
【0014】
本発明の複合基材は炭素繊維と熱可塑性樹脂から構成されており、内包する空気の割合を次式(3)に基づいて空孔率と定義する。
空孔率(Vr)=(t2−t1)/t2 (3)
(ここで、t1は繊維と樹脂の空孔率0%での理論厚み、t2は複合基材の平均厚みである。)
【0015】
空孔率は賦型しようとする形状に合わせて局所的に変えることも好ましい。その場合、空孔率が70%以上99%未満にならない部位があっても良いが、複合基材全体としての平均空孔率は70%以上99%未満であることが好ましく、より好ましくは80%以上99%未満である。空孔率が70%以上99%未満である場合、複合基材は樹脂の溶着密度が下がるので形状自由度が高くなり複雑形状への賦型が可能になる。
【0016】
複合基材の厚みにとくに限定はなく、得ようとする成形体に合わせて各種の厚みが選択可能である。好ましくは平均厚みが0.1〜50mmであり、より好ましくは平均厚みが0.5〜30mmである。本発明の複合基材から厚みが0.2〜2mm程度の薄肉の成形品も好適に得ることができる。なお複合基材の平均厚みの測定法は、具体的には実施例に記載するが、複合基材に負荷をかけずにその厚みを、ノギス等を用いて1/100mmまで測定しその平均厚みを求める。複合基材の厚みが薄い場合は断面を撮影し、得られた写真から厚みを測定する。
【0017】
平均空孔率が99%以上になると複合基材全体が嵩高くなり、基材のハンドリング性が劣り、また複合基材の嵩が高くなるため複雑な形状に十分賦型することが出来ない場合がある。本発明の複合基材の好ましい製造方法は下記に詳述するが、空孔率は、炭素繊維のカット、開繊、塗布、定着、加圧の各工程で制御することが可能である。なかでも開繊および塗布工程において、例えば繊維の開繊度合い、樹脂の塗布の割合を制御することや、加圧工程で目的の空孔率に合わせて複合基材の厚みを調節することで、所望の空孔率を有する複合基材とすることができる。
【0018】
[炭素繊維]
複合基材を構成する炭素繊維は不連続であり、平均繊維長5mm以上100mm以下である。本発明の複合基材は、ある程度長い炭素繊維を含んで強化機能が発現できることを特徴とし、好ましくは炭素繊維の平均繊維長が10mm以上100mm以下であり、より好ましくは15mm以上80mm以下であり、さらには20mm以上60mm以下が好ましい。強化繊維の目付けは25g/m2以上3000g/m2以下であることが好ましく、、より好ましくは25g/m2以上500g/m2以下である。
【0019】
複合基材を構成する炭素繊維の平均繊維径は3〜12μmであり、より好ましくは5〜7μmである。炭素繊維はサイジング剤が付着されたものを用いることが好ましく、サイジング剤は炭素繊維100重量部に対し、0超〜10重量部であることが好ましい。
複合基材中の炭素繊維は、その長軸方向が面内で特定の方向に配向せず、本発明の複合基材は面内等方性の材料である。複合基材より成形体を得た場合に、複合基材中の炭素繊維の等方性は、成形体においても維持される。
【0020】
複合基材より成形体を得て、互いに直交する二方向の引張弾性率を求め、比を求めることで、複合基材トおよびそれからの成形体の等方性を定量的に評価できる。
成形体における2方向の弾性率の値のうち大きい方の値を小さい方の値で割った比(Eσ)が2を超えないときに等方性であるとする。
比が1.3を超えないときは等方性に優れているとする。
【0021】
[開繊程度]
一般的に、炭素繊維は、数千〜数万本のフィラメントが集合した繊維束となっている。特に薄肉のコンポジットを得る場合、炭素繊維を繊維束のまま使用すると、繊維の交絡部が局部的に厚くなり、薄肉のものが得られない。そのため、炭素繊維を開繊して使用することが重要となるが、本発明の複合基材は炭素繊維の開繊程度をコントロールした複合基材とし、特定本数以上の炭素繊維からなる炭素繊維束と、それ以外の開繊された炭素繊維を特定の比率で含むことが好ましい。
【0022】
すなわち本発明の複合基材中の炭素繊維は、下記式(1)で定義される臨界単糸数以上で構成される炭素繊維束(A)と、それ以外の開繊された炭素繊維、すなわち単糸の状態または臨界単糸数未満で構成される繊維束とからなることが好ましい。
臨界単糸数=600/D (1)
(ここでDは炭素繊維の平均繊維径(μm)である)
【0023】
繊維全量に対する炭素繊維束(A)の割合が0Vol%超99Vol%未満であることが好ましい。炭素繊維束(A)の割合が99Vol%以上になると、繊維の交絡部が局部的に厚くなり、薄肉のものが得られないことがある。炭素繊維束(A)の割合はより好ましくは30Vol%以上95Vol%未満であり、さらに好ましくは50Vol%以上90Vol%未満である。
【0024】
強化繊維束の存在量を目的の割合にするには、後述する好ましい製法においては、例えば開繊工程における吹き付ける空気の圧力等によりコントロールすることができる。また、カット工程に供する繊維束の大きさ、例えば束の幅や幅当たりの繊維数を調整することでコントロールすることもできる。具体的には繊維を拡幅することで、カット工程の前にスリット工程を設ける方法が挙げられる。またを短い刃を多数並べたいわゆる分繊ナイフを用いて繊維束をカットする方法や、カットすると同時に、スリットする方法が挙げられる。好ましい開繊条件については開繊工程の項に記載する。
【0025】
さらに本発明の複合基材は、炭素繊維束(A)中の平均繊維数(N)が下記式(2)を満たすことが好ましい。
0.7×104/D2<N<2×105/D2 (2)
(ここでDは炭素繊維の平均繊維径(μm)である)
炭素繊維束(A)中の平均繊維数(N)が0.7×104/D2以下の場合、高い繊維体積含有率(Vf)を得る事が困難となる。また炭素繊維束(A)中の平均繊維数(N)が2×105/D2以上の場合、局部的に厚い部分が生じ、ボイドの原因となりやすい。
【0026】
強化繊維束(A)中の平均繊維数(N)を目的の数量にするには、後述する好ましい製法においては、カット工程に供する繊維束の大きさ、例えば束の幅や幅当たりの繊維数を調整することでコントロールすることもできる。具体的には繊維を拡幅することで、カット工程の前にスリット工程を設ける方法が挙げられる。また開繊工程における、吹き付ける空気の圧力等によりカットされた繊維束の開繊の程度を調整し、強化繊維束(A)中の平均繊維数(N)をコントロールすることもできる。好ましい条件についてはカット工程ならびに開繊工程の項に記載する。
【0027】
このように式(1)で定義される臨界単糸以上の炭素繊維束(A)と、単糸の状態又は臨界単糸数以下の炭素繊維(B)が同時に存在する複合材料とすることで、繊維の充填効率よく、疎密のばらつきが少なく、機械強度に優れた複合材料が提供できる。
【0028】
またこのように特定本数以上の炭素繊維からなる炭素繊維束と、それ以外の開繊された炭素繊維を特定の比率で共存させることで、複合材料中の炭素繊維の存在量、すなわち繊維体積含有率(Vf)を高めることが可能となっている。
具体的には複合材料を構成する炭素繊維の平均繊維径が5〜7μmの場合、臨界単糸数は86〜120本となり、臨界単糸数以上の炭素繊維束が繊維全量に対する割合が0Vol%以上98Vol%未満である。
【0029】
炭素繊維の平均繊維径が5μmの場合、繊維束中の平均繊維数は400〜8000本の範囲となるが、なかでも600〜6000本であることが好ましい。炭素繊維の平均繊維径が7μmの場合、繊維束中の平均繊維数は204〜4081本の範囲となるが、なかでも400〜4000本であることが好ましい。本発明の複合基材は、各種の厚みにすることが可能であるが、成形することで厚みが0.2〜2mm程度の薄肉の成形品を好適に得ることができる。
【0030】
[熱可塑性樹脂]
本発明の複合基材における熱可塑性樹脂の存在量は、炭素繊維100重量部に対し、3〜1000重量部であることが好ましい。より好ましくは、炭素繊維100重量部に対し、熱可塑性樹脂3〜400重量部、さらに好ましくは炭素繊維100重量部に対し、熱可塑性樹脂3〜100重量部である。
【0031】
本発明の複合基材の好ましい製造方法は下記に詳述するが、熱可塑性樹脂は、繊維状および/または粒子状で供され、ランダムマットを得た後に加圧および/または加熱処理を施すことでランダムマット中の熱可塑性樹脂を溶融し、部分含浸されることで複合基材となる。用いる熱可塑性樹脂が粒子状の場合、平均粒子径は0.01μm〜3mmであることが好ましい。より好ましくは平均粒子径0.1μm〜1mmがより好ましく、更に好ましくは平均粒子径1μm〜0.8mmがより好ましい。粒度分布についてはとくに制限はないが、分布の小さいものがより均質な複合基材を得る目的としてはより好ましいが、分級等の操作により目的の粒度分布として用いる事が出来る。
【0032】
繊維状の場合、繊度100〜5000dtexのもの、より好ましくは繊度1000〜2000dtexものがより好ましく、平均繊維長としては0.5〜50mmもの、より好ましくは平均繊維長1〜10mmである。
【0033】
熱可塑性樹脂の種類としては、特に限定は無いが、上記に示すように繊維状または粒子状の形態をとりうるものが好ましく、単独で用いても複数種類を用いてもよい。例えば塩化ビニル樹脂、塩化ビニリデン樹脂、酢酸ビニル樹脂、ポリビニルアルコール樹脂、ポリスチレン樹脂、アクリロニトリル−スチレン樹脂(AS樹脂)、アクリロニトリル−ブタジエン−スチレン樹脂(ABS樹脂)、アクリル樹脂、メタクリル樹脂、ポリエチレン樹脂、ポリプロピレン樹脂、ポリアミド6樹脂、ポリアミド11樹脂、ポリアミド12樹脂、ポリアミド46樹脂、ポリアミド66樹脂、ポリアミド610樹脂、ポリアセタール樹脂、ポリカーボネート樹脂、ポリエチレンテレフタレート樹脂、ポリエチレンナフタレート樹脂、ポリビニルナフタレート樹脂、ポリブチレンテレフタレート樹脂、ポリ乳酸樹脂、ポリアリレート樹脂、ポリフェニレンエーテル樹脂、ポリフェニレンスルフィド樹脂、ポリスルホン樹脂、ポリエーテルスルホン樹脂、ポリエーテルエーテルケトン樹脂などが挙げられる。
【0034】
[他の剤]
本発明の複合基材中には、本発明の目的を損なわない範囲で、ガラス繊維や有機繊維等の各種繊維状または非繊維状フィラー、難燃剤、耐UV剤、顔料、離型剤、軟化剤、可塑剤、界面活性剤の添加剤を含んでいてもよい。
【0035】
[製造方法]
以下本発明の複合基材を好ましく得る方法について述べる。本発明の複合基材は以下の工程1〜5により、好ましく製造することができる。
1.炭素繊維をカットする工程、
2.カットされた炭素繊維を管内に導入し、空気を炭素繊維に吹き付ける事により、繊維束を開繊させる工程、
3.開繊させた炭素繊維を拡散させると同時に、繊維状又はパウダー状の熱可塑性樹脂とともに吸引し、炭素繊維と熱可塑性樹脂を同時に散布する塗布工程、
4.塗布された炭素繊維および熱可塑性樹脂を定着させ、ランダムマットを得る工程、
5.ランダムマットを加熱し、複合基材を得る工程。
【0036】
[カット工程]
炭素繊維をカットする工程について述べる。炭素繊維のカット方法は、好ましくはロータリーカッター等のナイフを用いて炭素繊維をカットする工程である。ロータリーカッターを用いたカット工程の一例を図1に示す。ロータリーカッターとしては、繊維束を1/2〜1/20程度に分繊してカットする、分繊カッターを用いる事が好ましい。ロータリー分繊カッターの好ましい例について、正面と断面の概略図を図2に、およびナイフ角度の説明図を図3に示す。ロータリー分繊カッターは本体に沿って複数の刃が等間隔かつ螺旋状に配置されているものである。従来のカッターのように、繊維束をそのままカットし、塗布する手法では、薄く、物性に優れる複合基材を得る事が難しい。繊維束をより細い束に分けながらカットする事により、均質性が向上し、本発明の複合基材を好適に得ることができる。炭素繊維を連続的にカットするためのナイフ角度は特に限定されるものではなく、一般的な、繊維に対し、90度の刃を用いても、角度を持たせたものでも構わない。
【0037】
[開繊工程]
次いでカットされた炭素繊維を管内に導入し、空気を繊維に吹き付ける事により、繊維束を開繊させる。より具体的にはカットされた炭素繊維を連続的に管内に導入し、圧力空気を直接繊維に吹き付ける事により、繊維束をバラバラに開繊させる工程である。開繊の度合いについては、空気の圧力等により適宜コントロールする事が出来る。
好ましい炭素繊維の開繊方法は、圧縮空気を直接炭素繊維に吹き付ける方法である。具体的には圧縮空気吹き付け孔より、好ましくは風速5〜500m/secにて空気を吹き付ける事により、炭素繊維を開繊させる事ができる。好ましくは炭素繊維の通る管内にΦ1mm程度の孔を数箇所あけ、外側より0.01〜0.8MPa程度の圧力をかけ、圧縮空気を繊維束に直接吹き付けることにより、繊維束を任意の開繊度まで開繊する事ができる。
【0038】
[塗布工程]
次いで開繊させた炭素繊維を拡散させると同時に、繊維状又はパウダー状の熱可塑性樹脂とともに吸引し、炭素繊維と熱可塑性樹脂を同時に散布する塗布工程を行う。開繊させた炭素繊維と、繊維状又はパウダー状の熱可塑性樹脂とを同時に、シート上に塗布することで、本発明の複合基材を好適に得ることができる。
塗布工程において、熱可塑性樹脂の供給量は、炭素繊維100重量部に対し、3〜1000重量部であることが好ましい。より好ましくは、炭素繊維100重量部に対し、熱可塑性樹脂3〜400重量部、更に好ましくは、炭素繊維100重量部に対し、熱可塑性樹脂3〜100重量部である。
塗布工程において、炭素繊維および熱可塑性樹脂の供給量を適宜選択することで所望の厚さのものを得ることができる。
【0039】
ここで、炭素繊維と、繊維状又はパウダー状の熱可塑性樹脂は2次元配向する様に散布することが好ましい。開繊した炭素繊維を2次元配向させながら塗布するためには、塗布方法及び下記の定着方法が重要となる。炭素繊維の塗布方法には、円錐形等のテーパ管を用いることが好ましい。円錐等の管内では、空気が拡散し、管内の流速が減速し、このとき炭素繊維には回転力が与えられる。このベンチュリ効果を利用して開繊させた炭素繊維を好ましく拡散させ散布することができる。
開繊装置下部に設けた通気性シート上に塗布することが好ましい。また下記の定着工程のためにも、吸引機構を持つ可動式の通気性シート上に散布することが好ましい。
【0040】
[定着工程]
次いで塗布された炭素繊維および熱可塑性樹脂を定着させ、ランダムマットを得る。具体的には、塗布された炭素繊維および熱可塑性樹脂を通気性シート下部よりエアを吸引して炭素繊維を定着させ、ランダムマットを得る。炭素繊維と同時に散布された熱可塑性樹脂は混合されつつ、繊維状であればエア吸引により、パウダー状であっても炭素繊維に伴って定着される。
【0041】
具体的には通気性のシートを通して、下部より吸引する事により、2次元配向の高いランダムマットを得る事ができる。又、発生する負圧を用いてパウダー状、又は短繊維状の熱可塑性樹脂を吸引し、更に、管内で発生する拡散流により、炭素繊維と容易に混合する事ができる。
上記のランダムマットの好ましい製造方法により、繊維の長軸が3次元方向に配向しているものが少なく、二次元配向性のあるランダムマットとすることができる。
【0042】
[加熱工程]
次いで得られたランダムマットを加熱して、本発明の複合基材を得る。加熱工程における加熱方法に特に限定はないが、赤外線ヒーターや熱風による加熱や加熱ローラー、加熱プレートによって加熱することで好ましく得られる。加熱温度にとくに限定はないが、好ましくはランダムマットの基材温度がマトリクス樹脂の融点以上融点プラス100℃以下、より好ましくはマトリクス樹脂の融点以上融点プラス50℃以下となるように温度設定するのが好ましい。その際、加熱工程に加えて加圧することで複合基材の嵩を調節し、空孔率をコントロールすることも出来る。
加圧工程において加圧手段に特に限定はないが、ローラー又はベルト、プレス機による加圧が好ましく挙げられる。ローラーによる加圧を行う場合、予め目的の空孔率に応じた複合基材の厚みになるように、ローラーの間隔を調節して加圧をすることが好ましい。
【0043】
加熱と加圧にあたり、基材は予めマトリクスである熱可塑性樹脂の融点、または熱可塑性樹脂が非晶性の場合はガラス転移温度以上に加熱しておき、その後加圧することが好ましい。加圧媒体は、マトリクスである熱可塑性樹脂の融点またはガラス転移点以上に調整されていても、融点またはガラス転移点未満に調整されていても良い。加圧媒体の少なくとも一方をマトリクスである熱可塑性樹脂の溶融温度以上に調整することで、加熱工程と加圧工程を連続工程とすることがより好ましい。図4(a)に加圧ローラーの構成例の模式図を示すが、図4(b)に示すように後段にマトリクスである熱可塑性樹脂のガラス転移点未満に保持された冷却ローラーを設け、最終的にマトリクスである熱可塑性樹脂を固化させて複合基材を得ることも好ましい。
【0044】
[成形体]
本発明の複合基材は、成形の前駆体として用いられる。成形方法に特に限定はないが、例えば真空成形や液圧成形、ホットプレス、コールドプレス等により成形することで好適に成形体を得ることが出来る。
また成形する際に、適宜熱可塑性樹脂を加えることで目的に応じて厚みの異なる成形体を得ることが出来る。加える熱可塑性樹脂は特に指定は無く、複合基材におけるマトリクスと同一樹脂であってもよいし、異なっていてもよい。さらに樹脂の形態も、溶融樹脂や繊維状、パウダー状やフィルム状などを用いることができる。成形する際に加える熱可塑性樹脂の具体例としては、複合基材における熱可塑性樹脂の項で述べたものと同じものが挙げられる。
複合基材のマトリクスの樹脂と異なる種類の熱可塑性樹脂を加える場合は、非相溶な樹脂である場合は、耐衝撃性や層間靱性を付与させることができる。また相溶な樹脂でもマトリクスの樹脂より融点の高い粒子を用いることで、マトリクス中に熱可塑性の微粒子を分散させ、層間を高靱化することが出来る。
【0045】
[積層体]
本発明の複合基材の少なくとも一方の表面の一部、または全面に、さらに炭素繊維の一方向材を積層し、複合基材とすることも好ましい。本発明は、複合基材の全面または一部に、さらに炭素繊維の一方向材を積層した積層体を含む。一方向材は、炭素繊維の連続繊維が一方向に引き揃えられた一方向材と熱可塑性樹脂とからなる。一方向材は、複数の一方向材を積層したものであっても良く、一方向に引き揃えた繊維強化材の束をシート状にして角度を変えて積層したもの(多軸織物基材)を、ナイロン糸、ポリエステル糸、ガラス繊維糸等のステッチ糸で、この積層体を厚さ方向に貫通して、積層体の表面と裏面の間を表面方向に沿って往復しステッチしたような多軸織物であっても良い。
【0046】
一方向材を構成する炭素繊維の平均繊維径は好ましくは3〜12μmであり、より好ましくは5〜7μmである。
一方向材における熱可塑性樹脂の存在量が、炭素繊維100重量部に対し、3〜400重量部であることが好ましい。熱可塑性樹脂の存在量は、より好ましくは炭素繊維100重量部に対し、10〜100重量部である。
一方向材を構成する熱可塑性樹脂は複合基材におけるマトリクスと同一であっても異なっていても良い。熱可塑性樹脂の具体例としては複合基材における熱可塑性樹脂の項で述べたものと同じものが挙げられる。
【0047】
積層の方法としては、特に限定は無いがたとえば熱溶着や圧着する方法が挙げられる。熱溶着する場合は、上述のランダムマットを加熱する工程にて基材と一方向材を合わせて加熱工程に処することも好ましい。一方向材と基材との接着部分は表面の一部または表面全面であってもよいが、賦型性の面からは、部分的に溶着することが好ましく、基材最表面の樹脂で局所的に一方向材と溶着することで、一方向材の繊維の広がりを阻害することを防ぎ、賦型性の良い積層体を得ることが出来る。
【実施例】
【0048】
以下に実施例を示すが、本発明はこれらに制限されるものではない。
[空孔率の求め方]
1)複合基材の全体もしくは所定の面積における厚みを、ノギス等を用いて負荷をかけずに1/100mmまで100点/m2測定し、得られた値を元に基材の平均厚み(t2)を求める。
2)複合基材の炭素繊維および熱可塑性樹脂の素材存在量より、空孔率0%での理論厚み(t1)を計算する。
3)空孔量(t2−t1)より複合基材の空孔率(Vr)を以下の式(3)により求める。
Vr=(t2−t1)/t2 (3)
【0049】
[複合基材における炭素繊維束(A)の繊維全量に対する割合の求め方]
1)複合基材を100mm×100mmに切り出し、500℃×1時間程度、炉内にて樹脂を除去する。
2)樹脂を除去した複合基材より、繊維束をピンセットで全て取り出す。
3)全ての繊維束について、個々の繊維束の長さ(Li)と重量(Wi)を測定し、記録する。ピンセットにて取り出す事ができない程度に繊維束が小さいものについては、まとめて最後に重量を測定する(Wk)。このとき、1/100mgまで測定可能な天秤を用いる。ランダムマットに使用している強化繊維の繊維径(D)より、臨界単糸数を計算し、臨界単糸数以上の強化繊維束(A)と、それ以外に分ける。なお、2種類以上の強化繊維が使用されている場合には、繊維の種類毎に分け、各々について測定及び評価を行う。
4)全ての分類について測定後、強化繊維束(A)の平均繊維数(N)を以下の計算により求める。
各強化繊維束中の繊維本数(Ni)は使用している強化繊維の繊度(F)より、式(4)により求められる。
Ni=Wi/(Li×F) (4)
強化繊維束(A)中の平均繊維数(N)は強化繊維束(A)の束の数(I)より、以下の式(5)により求める。
N=ΣNi/I (5)
また、強化繊維束(A)のマットの繊維全体に対する割合(VR)は、強化繊維の繊維比重(ρ)を用いて次式(6)により求められる。
VR=Σ(Wi/ρ)×100/((Wk+ΣWi)/ρ) (6)
【0050】
[複合基材の強度の求め方]
1)複合基材を10cm×10cmに切り出し、中心部の厚み(h)、幅(b)を測定する。
2)複合基材の下部を10cm幅のチャックで掴み、下部に錘をのせて複合基材が切れる重量を測定する(W)。このとき重量は1/100gまで測定可能な天秤を用い、5点測定し、平均値を求めた。
3)得られた重量を元に次式より複合基材の強度を求めた。
強度=錘の重量(W)/複合基材の厚み(h)×複合基材の幅(b)
【0051】
[参考例1]
炭素繊維として、東邦テナックス社製の炭素繊維“テナックス”(登録商標)UTS50−24K(繊維径6.9μm、引張強度5000MPa)を使用した。カット装置には、刃幅を0.5mm、ナイフ間隔を30mmとしたロータリーカッターを用い、コンプレッサーで圧縮空気を送気して開繊させた。このロータリーカッターの直下にテーパ管を配置し、側面よりマトリックス樹脂を供給した。このマトリックス樹脂として、2mmにドライカットしたポリアミド66繊維(旭化成せんい社製 T5ナイロン 1400dtex)を用いた。次に、テーパ管出口の下部に、吸引テーブルを設置し、テーブルの下部にブロワを設置して吸引を行った。そして、炭素繊維の供給量を2600g/min、マトリックス樹脂の供給量を4000g/minにセットし、装置を稼動し、平均繊維長30mmの炭素繊維とポリアミド66が混合された、厚み20mm程度のランダムマットを得た。得られたランダムマットにおける強化繊維の形態を観察したところ、強化繊維の繊維軸は面とほぼ並行にあり、面内においては無作為に分散されていた。得られたマット中において、式(1)で定義される臨界単糸数は87、臨界単糸数以上で構成される強化繊維束(A)中の平均単糸数(N)は1200であり、臨界単糸数以上で構成される強化繊維束(A)の割合は40Vol%であった。
【0052】
[参考例2]
炭素繊維として、東邦テナックス社製の炭素繊維“テナックス”(登録商標)HTS40−12K(繊維径7.0μm、引張強度4200MPa)を使用した。カット装置には、刃幅を0.5mm、ナイフ間隔を15mmとしたロータリーカッターを用い、コンプレッサーで圧縮空気を送気して開繊させた。このロータリーカッターの直下にテーパ管を配置し、側面よりマトリックス樹脂を供給した。このマトリックス樹脂として、2mmにドライカットしたポリアミド66繊維(旭化成せんい社製 T5ナイロン 1400dtex)を用いた。次に、テーパ管出口の下部に、吸引テーブルを設置し、テーブルの下部にブロワを設置して吸引を行った。そして、炭素繊維の供給量を2200g/min、マトリックス樹脂の供給量を1400g/minにセットし、装置を稼動し、平均繊維長15mmの炭素繊維とポリアミド66が混合された、厚み2.3mm程度のランダムマットを得た。得られたランダムマットにおける強化繊維の形態を観察したところ、強化繊維の繊維軸は面とほぼ並行にあり、面内においては無作為に分散されていた。得られたマット中において、式(1)で定義される臨界単糸数は86、臨界単糸数以上で構成される強化繊維束(A)中の平均単糸数(N)は1100であり、臨界単糸数以上で構成される強化繊維束(A)の割合は60Vol%であった。
【0053】
[参考例3]
炭素繊維として、東邦テナックス社製の炭素繊維“テナックス”(登録商標)HTS40−12K(繊維径7.0μm、引張強度4200MPa)を使用した。カット装置には、刃幅を0.5mm、ナイフ間隔を60mmとしたロータリーカッターを用い、コンプレッサーで圧縮空気を送気して開繊させた。このロータリーカッターの直下にテーパ管を配置し、側面よりマトリックス樹脂を供給した。このマトリックス樹脂として、2mmにドライカットしたポリアミド66繊維(旭化成せんい社製 T5ナイロン 1400dtex)を用いた。次に、テーパ管出口の下部に、吸引テーブルを設置し、テーブルの下部にブロワを設置して吸引を行った。そして、炭素繊維の供給量を3200g/min、マトリックス樹脂の供給量を230g/minにセットし、装置を稼動し、平均繊維長60mmの炭素繊維とポリアミド66が混合された、厚み5mm程度のランダムマットを得た。得られたランダムマットにおける強化繊維の形態を観察したところ、強化繊維の繊維軸は面とほぼ並行にあり、面内においては無作為に分散されていた。得られたマット中において、式(1)で定義される臨界単糸数は86、臨界単糸数以上で構成される強化繊維束(A)中の平均単糸数(N)は450であり、臨界単糸数以上で構成される強化繊維束(A)の割合は20Vol%であった。
【0054】
[参考例4]
炭素繊維として、東邦テナックス社製の炭素繊維“テナックス”(登録商標)UTS50−24K(繊維径6.9μm、引張強度5000MPa)を使用した。カット装置には、刃幅を0.5mm、ナイフ間隔を30mmとしたロータリーカッターを用い、コンプレッサーを用いて圧縮空気で開繊させた。ロータリーカッターの直下にテーパ管を配置し、側面よりマトリックス樹脂を供給した。このマトリックス樹脂として、平均粒径0.5mmに分級したポリプロピレン粒子(プライムポリマー社製 J−106G)を用いた。次に、テーパ管出口の下部に、吸引テーブルを設置し、テーブルの下部にブロワを配置して吸引を行った。そして、炭素繊維の供給量を1300g/min、マトリックス樹脂の供給量を1570g/minにセットし、装置を稼動し、平均繊維長30mmの炭素繊維とポリプロピレンが混合された、厚み5mm程度のランダムマットを得た。得られたランダムマットにおける強化繊維の形態を観察したところ、強化繊維の繊維軸は面とほぼ並行にあり、面内においては無作為に分散されていた。得られたマット中において、式(1)で定義される臨界単糸数は87、臨界単糸数以上で構成される炭素繊維束(A)中の平均単糸数(N)は1200であり、臨界単糸数以上で構成される炭素繊維束(A)の割合は40Vol%であった。
【0055】
[参考例5]
炭素繊維として、東邦テナックス社製の炭素繊維“テナックス”(登録商標)HTS40−12K(繊維径7.0μm、引張強度4200MPa)を使用した。カット装置には、刃幅を0.5mm、ナイフ間隔を15mmとしたロータリーカッターを用い、コンプレッサーを用いて圧縮空気で開繊させた。ロータリーカッターの直下にテーパ管を配置し、側面よりマトリックス樹脂を供給した。このマトリックス樹脂として、500μmに粉砕、分級したポリカーボネートパウダー(帝人化成社製 “パンライト”(登録商標)L−1250Y)を用いた。次に、テーパ管出口の下部に、吸引テーブルを設置し、テーブル下部にブロワを配置して吸引を行った。そして、炭素繊維の供給量を2200g/min、マトリックス樹脂の供給量を1500g/minにセットし、装置を稼動し、平均繊維長15mmの炭素繊維とポリカーボネートが混合された、厚み2.3mm程度のランダムマットを得た。得られたランダムマットにおける強化繊維の形態を観察したところ、強化繊維の繊維軸は面とほぼ並行にあり、面内においては無作為に分散されていた。得られたマット中において、式(1)で定義される臨界単糸数は86、臨界単糸数以上で構成される炭素繊維束(A)中の平均単糸数(N)は1100、臨界単糸数以上で構成される炭素繊維束(A)の割合は60Vol%であった。
【0056】
[実施例1]
参考例1で得られたランダムマットについて、式(3)で定義される複合基材の空孔率は95Vol%であった。この複合基材の強度は300gf/cm2であり、常温で持ち運びすることができた。この複合基材を図5(a)に示すような、R=50mm、角度110°の曲面を有する金型面に基材を配置、その上面をナイロンフィルム(Airtech社製“WL7400” 厚さ50μm)で覆った後真空圧で金型面へと賦型させたところ、裂けや皺が生じることなく賦型させることが出来た。その後300℃に金型を加熱させ5MPaで10分間加圧し、成形させたところt=1mmの成形品が得られた。得られた成形品において、下面の平坦部より250mm×25mmの試験片を切り出し、JIS7164に準拠し測定を行った結果、引張強度は350MPaだった。また、0度方向と90度方向の引張弾性率比は1.07であった。
【0057】
[実施例2]
参考例2で得られたランダムマットについて、式(3)で定義される複合基材の空孔率は78Vol%であった。この複合基材の強度は1200gf/cm2であり、常温で容易に持ち運びすることができた。この複合基材を図5(a)に示すような、R=50mm、角度110°の曲面を有する金型面に基材を配置、その上面をナイロンフィルム(Airtech社製“WL7400” 厚さ50μm)で覆った後真空圧で金型面へと賦型させたところ、裂けや皺が生じることなく賦型させることが出来た。
【0058】
[実施例3]
参考例3で得られたランダムマットについて、式(3)で定義される複合基材の空孔率は90Vol%であった。この複合基材の強度は50gf/cm2であり、常温で持ち運びすることができたが、わずかに複合基材の面積が拡張してしまった。この複合基材を図5(a)に示すような、R=50mm、角度110°の曲面を有する金型面に基材を配置、その上面をナイロンフィルム(Airtech社製“WL7400” 厚さ50μm)で覆った後真空圧で金型面へと賦型させたところ、裂けや皺が生じることなく賦型させることが出来た。
【0059】
[実施例4]
参考例1で得られたランダムマットに炭素繊維(東邦テナックス社製の炭素繊維“テナックス”(登録商標)UTS50−24K(繊維径6.9μm、引張強度5000MPa)の連続繊維を一方向材とし、ランダムマット上に連続的に重ね合わせ、それを420℃に加熱した赤外線ヒーターで3分間加熱し、ランダムマット上に連続繊維を溶着させて厚み10.2mm程度の複合基材を得た。この複合基材は常温で持ち運びすることができ、図5(b)に示すような、凸部の高さが40mmである金型面に基材を配置、その上面をナイロンフィルム(Airtech社製“WL7400” 厚さ50μm)で覆った後真空圧で金型面へと賦型させたところ、裂けや皺が生じることなく賦型させることが出来た。その後300℃に金型を加熱させ5MPaで10分間加圧し、成形させたところt=1.1mmの成形品が得られた。得られた成形品において、上面の平坦部より250mm×25mmの試験片を切り出し、JIS7164に準拠し測定を行った結果、引張強度は460MPaだった。
【0060】
[実施例5]
参考例4で得られたランダムマットについて、式(3)で定義される複合基材の空孔率は95Vol%であった。この複合基材の強度は240gf/cm2であり、常温で持ち運びすることができた。この複合基材を図5(a)に示すような、R=50mm、角度110°の曲面を有する金型面に基材を配置、その上面をナイロンフィルム(Airtech社製“WL7400” 厚さ50μm)で覆った後真空圧で金型面へと賦型させたところ、裂けや皺が生じることなく賦型させることが出来た。その後220℃に金型を加熱させ5MPaで10分間加圧し、成形させたところt=0.5mmの成形品が得られた。得られた成形品において、下面の平坦部より250mm×25mmの試験片を切り出し、JIS7164に準拠し測定を行った結果、引張強度は250MPaだった。また、0度方向と90度方向の引張弾性率比は1.08であった。さらに厚み1.0mmとした成形品より、同様に平坦部から100mm×100mmの試験片を切り出し、JIS7211−2に準拠し測定を行った結果、衝撃吸収エネルギーは6.0Jであった。
【0061】
[実施例6]
参考例5で得られたランダムマットについて、式(3)で定義される複合基材の空孔率は78Vol%であった。これに炭素繊維(東邦テナックス社製の炭素繊維“テナックス”(登録商標)UTS50−24K(繊維径6.9μm、引張強度5000MPa)の連続繊維を一方向材とし、ランダムマット上に連続的に重ね合わせ、それを410℃に加熱した赤外線ヒーターで3分間加熱し、ランダムマット上に連続繊維を溶着させた厚み2.2mm程度の複合基材を得た。この複合基材は常温で持ち運びすることができ、図5(b)に示すような、凸部の高さが40mmである金型面に基材を配置、その上面をナイロンフィルム(Airtech社製“WL7400” 厚さ50μm)で覆った後真空圧で金型面へと賦型させたところ、裂けや皺が生じることなく賦型させることが出来た。
【0062】
[実施例7]
参考例3で得られたランダムマットについて、図5(a)に示すような、R=50mm、角度110°の曲面を有する金型面に基材を配置、ポリプロピレンフィルム(プライムポリプロ社製 F−704NP 厚さ25μm)を上面より積層し、220℃に金型を加熱させ5MPaで10分間加圧し、成形させたところt=1.0mmの成形品が得られた。得られた成形品において、下面の平坦部より100mm×100mmの試験片を切り出し、JIS7211−2に準拠し測定を行った結果、衝撃吸収エネルギーは6.8Jであった。
【0063】
[比較例1]
炭素繊維として、東邦テナックス社製の炭素繊維“テナックス”(登録商標)HTS40−12K(繊維径7.0μm、引張強度4200MPa)を使用した。カット装置には、刃幅を0.5mm、ナイフ間隔を3mmとしたロータリーカッターを用い、コンプレッサーで圧縮空気を送気して開繊させた。このロータリーカッターの直下にテーパ管を配置し、側面よりマトリックス樹脂を供給した。このマトリックス樹脂として、2mmにドライカットしたポリアミド66繊維(旭化成せんい社製 T5ナイロン 1400dtex)を用いた。次に、テーパ管出口の下部に、吸引テーブルを設置し、テーブルの下部にブロワを設置して吸引を行った。そして、炭素繊維の供給量を2200g/min、マトリックス樹脂の供給量を1400g/minにセットし、装置を稼動し、平均繊維長3mmの炭素繊維とポリアミド66が混合された、厚み2.5mm程度のランダムマットを得た。得られたランダムマットにおける強化繊維の形態を観察したところ、強化繊維の繊維軸は面とほぼ並行にあり、面内においては無作為に分散されていた。得られたマット中において、式(1)で定義される臨界単糸数は86、臨界単糸数以上で構成される強化繊維束(A)中の平均単糸数(N)は400であり、臨界単糸数以上で構成される強化繊維束(A)の割合は50Vol%であった。式(3)で定義される複合基材の空孔率は80Vol%であった。この複合基材の強度は15gf/cm2であり、常温で持ち運ぼうとしたところ繊維が崩れてしまい、持ち運びをすることが出来なかった。
【符号の説明】
【0064】
1.炭素繊維
2.ピンチローラー
3.ゴムローラー
4.ロータリーカッター本体
5.刃
6.カットされた炭素繊維
7.周方向と刃の配列のなす角
8.加圧ローラー
8−a.加熱ローラー
8−b.冷却ローラー
9.複合基材
【特許請求の範囲】
【請求項1】
繊維長5mm以上100mm以下の炭素繊維と熱可塑性樹脂とから構成され、炭素繊維が熱可塑性樹脂によって溶着された面状体であり、空孔率が70%以上99%未満であり、熱可塑性樹脂の存在量が、炭素繊維100重量部に対し、3〜1000重量部である複合基材。
【請求項2】
炭素繊維中、式(1)で定義される臨界単糸数以上で構成される炭素繊維束(A)が存在する請求項1に記載の複合基材。
臨界単糸数=600/D (1)
(ここでDは炭素繊維の平均繊維径(μm)である)
【請求項3】
炭素繊維中、炭素繊維束(A)が0Vol%超99Vol%未満であり、かつ炭素繊維束(A)中の平均繊維数(N)が下記式(2)を満たすことを特徴とする請求項2に記載の複合基材。
0.7×104/D2<N<2×105/D2 (2)
(ここでDは炭素繊維の平均繊維径(μm)である)
【請求項4】
請求項1〜3のいずれかに記載の複合基材の全面または一部に、さらに炭素繊維の一方向材を積層した積層体。
【請求項5】
以下の工程1〜5より製造する請求項1〜3のいずれかに記載の複合基材の製造方法。
1.炭素繊維をカットする工程、
2.カットされた炭素繊維を管内に導入し、空気を炭素繊維に吹き付ける事により、繊維束を開繊させる工程、
3.開繊させた炭素繊維を拡散させると同時に、繊維状又はパウダー状の熱可塑性樹脂とともに吸引し、炭素繊維と熱可塑性樹脂を同時に散布する塗布工程、
4.塗布された炭素繊維および熱可塑性樹脂を定着させ、ランダムマットを得る工程、
5.ランダムマットを加熱し、複合基材を得る工程。
【請求項1】
繊維長5mm以上100mm以下の炭素繊維と熱可塑性樹脂とから構成され、炭素繊維が熱可塑性樹脂によって溶着された面状体であり、空孔率が70%以上99%未満であり、熱可塑性樹脂の存在量が、炭素繊維100重量部に対し、3〜1000重量部である複合基材。
【請求項2】
炭素繊維中、式(1)で定義される臨界単糸数以上で構成される炭素繊維束(A)が存在する請求項1に記載の複合基材。
臨界単糸数=600/D (1)
(ここでDは炭素繊維の平均繊維径(μm)である)
【請求項3】
炭素繊維中、炭素繊維束(A)が0Vol%超99Vol%未満であり、かつ炭素繊維束(A)中の平均繊維数(N)が下記式(2)を満たすことを特徴とする請求項2に記載の複合基材。
0.7×104/D2<N<2×105/D2 (2)
(ここでDは炭素繊維の平均繊維径(μm)である)
【請求項4】
請求項1〜3のいずれかに記載の複合基材の全面または一部に、さらに炭素繊維の一方向材を積層した積層体。
【請求項5】
以下の工程1〜5より製造する請求項1〜3のいずれかに記載の複合基材の製造方法。
1.炭素繊維をカットする工程、
2.カットされた炭素繊維を管内に導入し、空気を炭素繊維に吹き付ける事により、繊維束を開繊させる工程、
3.開繊させた炭素繊維を拡散させると同時に、繊維状又はパウダー状の熱可塑性樹脂とともに吸引し、炭素繊維と熱可塑性樹脂を同時に散布する塗布工程、
4.塗布された炭素繊維および熱可塑性樹脂を定着させ、ランダムマットを得る工程、
5.ランダムマットを加熱し、複合基材を得る工程。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−49751(P2013−49751A)
【公開日】平成25年3月14日(2013.3.14)
【国際特許分類】
【出願番号】特願2011−187246(P2011−187246)
【出願日】平成23年8月30日(2011.8.30)
【出願人】(000003001)帝人株式会社 (1,209)
【Fターム(参考)】
【公開日】平成25年3月14日(2013.3.14)
【国際特許分類】
【出願日】平成23年8月30日(2011.8.30)
【出願人】(000003001)帝人株式会社 (1,209)
【Fターム(参考)】
[ Back to top ]