
繊維強化樹脂成形品の製造方法
【課題】 連続した断面形状の繊維強化樹脂成形品を、安定した物性で精度よく製造し、作業環境の悪化を招くことのない新規な製造方法とする。
【解決手段】 一実施形態としての繊維強化樹脂成形品の製造方法は、熱可塑性物の母材樹脂を繊維形態とした樹脂繊維101と補強繊維102とが引き揃えられた複合繊維中間体10を成形金型3に導入し、成形金型3内で加熱し樹脂繊維101を溶融する。さらに、これを成形金型3から連続的に引き出し、冷却して固化する。成形金型3は母材樹脂の溶融温度以上に加熱し、複合繊維中間体10を導入する。樹脂繊維101は、成形金型3の通路31の内周面に沿って高い含有比率で配置されることが好ましい。
【解決手段】 一実施形態としての繊維強化樹脂成形品の製造方法は、熱可塑性物の母材樹脂を繊維形態とした樹脂繊維101と補強繊維102とが引き揃えられた複合繊維中間体10を成形金型3に導入し、成形金型3内で加熱し樹脂繊維101を溶融する。さらに、これを成形金型3から連続的に引き出し、冷却して固化する。成形金型3は母材樹脂の溶融温度以上に加熱し、複合繊維中間体10を導入する。樹脂繊維101は、成形金型3の通路31の内周面に沿って高い含有比率で配置されることが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、連続した同一断面形状を有する繊維強化樹脂成形品の製造方法に関する。
【背景技術】
【0002】
従来から、連続した同一断面形状の製品で、複雑な形状のものを成形する場合には、異形押出成形法により製造されることが多かった。異形押出成形法は、押出機の先端に希望の形状を賦形するための金型を取付け、可塑化された樹脂を押出機でこの金型を通して押し出し、溶融形態の樹脂を冷却固化することにより成形品を得る方法である。
【0003】
また、繊維強化複合材料としては、繊維強化樹脂材(FRP)、繊維強化金属材(FRM)、繊維強化セラミックス材(FRC)などがあり、中でも、繊維強化樹脂材は、軽量で強度があり、多様な形状の製品を作ることができるという利点から幅広い用途で用いられている。繊維強化樹脂材の成形は、製品の形状に応じて、ハンドレイアップ法等の手作業で行うものから、機械成形によるもの、連続成形によるもの等があるが、同一の断面形状を有する成形品を連続させて得る場合、連続成形法が用いられている。
【0004】
例えば特許文献1に開示される押出成形法では、ガラス繊維などの補強繊維の束(ロービング)を樹脂で固め、金型内に導き、異形断面に配置し、長手方向の剛性を高めて繊維強化樹脂材が製造されている。
【0005】
また、異形断面の成形品には引抜き成形法(プルトルージョン法)も用いられ、補強繊維を要求する強度特性に合わせて引き揃え、樹脂に含浸させたのち、所定の断面形状を有する金型に通過させ、連続的に引き抜きつつ硬化させて成形品を得るものである。
【0006】
例えば特許文献2には、熱可塑性樹脂を含浸させた繊維束を加熱し、ダイスでほぼ最終形状の異形断面材まで成形し、次いで冷えたダイス中を通過させて形を固定する方法が記載されている。また、特許文献3には、マトリックス樹脂と補強繊維とを金型に導いて引抜き、所定の形状となった熱可塑性樹脂ロッドを引き取り、切断刃の着いたペレタイザーで所定の長さに切断して成形品を得ることが記載されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平10−323878号公報
【特許文献2】特許第2634184号公報
【特許文献3】特開2004−267811号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、前記従来の押出成形法では、押出機内及び金型内で加熱された樹脂が、冷却された際に収縮変形して固化することから、特に、複雑な異形断面形状の製品を精度よく成形することは難しく、金型や冷却装置を長くしたり、押出量を少なくしたりしなければならないという問題点があった。また、結晶性のポリオレフィン系樹脂を母材樹脂に用いると、収縮量が大きく、精度のよい成形品を得ることが困難でもあった。
【0009】
また、前記従来の引抜き成形法では、補強繊維材を要求する強度特性に合わせて引き揃え、この引き揃えた補強繊維束を液状樹脂槽に浸漬してから金型に引き込む必要がある。また、引き揃えつつ連続的に進行する長繊維束状に、液状の熱硬化性樹脂原料を混合部で混合して得た液状混合原料を吐出機から吐出させ、長繊維束に液状混合原料を含浸させている。このように液状樹脂材を含浸させる工程を経る成形法では、含浸工程から成形金型へ至る移送経路中に、未硬化の液状樹脂材が垂れてしまうおそれがあり、樹脂充填不足となって、硬化後の物性が制御できず不安定な状態となるという問題点があった。また、垂れてしまった液状樹脂材が、経路中の各種設備や、壁面、床等に付着してしまう可能性もあり、製造工程の作業環境を悪化させるという問題点もあった。
【0010】
そこで本発明は、上記のような問題点にかんがみてなされたものであり、連続した断面形状の繊維強化樹脂成形品を、安定した物性で精度よく製造し、作業環境の悪化を招くことのない新規な製造方法とすることを主な目的としている。
【課題を解決するための手段】
【0011】
上記した目的を達成するため、本発明に係る繊維強化樹脂成形品の製造方法は、熱可塑性物の母材樹脂を繊維形態とした樹脂繊維と、補強繊維とが引き揃えられた複合繊維中間体を成形金型に導入する導入工程と、導入した複合繊維中間体を成形金型内で加熱し前記樹脂繊維を溶融する加熱工程と、加熱工程を経た複合繊維中間体を成形金型から連続的に引き出し、冷却して固化する固化工程とを含み、前記成形金型を母材樹脂の溶融温度以上に加熱した状態で複合繊維中間体を導入することを特徴とする。
【0012】
このような構成により、母材樹脂の熱可塑性樹脂は繊維形態であらかじめ補強繊維に混合されているので、予熱工程及び導入工程に至る過程で液垂れを生じるおそれがない。したがって、母材樹脂と補強繊維との適正な含有比率が全行程にわたって維持されるので、必要強度や物性を容易に得ることが可能となり、安定した品質を確保することができる。また、作業環境を汚染するおそれもなく、好適に繊維強化樹脂成形品を得ることができる。
【0013】
また、前記構成の繊維強化樹脂成形品の製造方法において、導入工程の前に、前記複合繊維中間体を、熱風を発生させた予熱室を通過させて予熱処理する予熱工程を経るようにしてもよい。
【0014】
これにより、比較的短時間で複合繊維中間体の内部まで予熱処理を行うことができ、以降の工程で、樹脂繊維の溶融を十分に行うことができ、安定した品質を確保しつつラインスピードを向上させることが可能となる。
【0015】
また、前記複合繊維中間体において、熱可塑性樹脂である樹脂繊維の割合が補強繊維に比して少ないと成形品がもろくなり、逆に樹脂繊維の割合が多いと賦形性が悪くなる。そこで、複合繊維中間体には、樹脂繊維と補強繊維とが異なる割合で含有されていることが好ましく、さらには、前記樹脂繊維が、成形金型の通路内周面に沿って高い含有比率で配置されることが好ましい。これにより、良好な形態で精度よく成形品を得ることができる。
【0016】
また、前記構成の繊維強化樹脂成形品の製造方法において、前記母材樹脂は所定の軟化温度を有する結晶性樹脂であることが好ましい。かかる母材樹脂は、補強繊維との複合により耐熱性や剛性などが向上するが、さらに成形収縮率が小さく、靱性のある粘り強い成形品を得ることが可能となる。
【0017】
また、前記構成の繊維強化樹脂成形品の製造方法において、成形金型は、金型入口の開口面積を、金型出口の開口面積よりも大きく形成してあることが好ましい。これにより、円滑な成形工程が可能となり、効率よく成形品を得ることができる。
【発明の効果】
【0018】
上述のように構成される本発明の繊維強化樹脂成形品の製造方法によれば、安定した物性で精度よく製造し、連続した断面形状で表面平滑性の高い好適な成形品を得ることが可能となる。また、成形経路中の各種設備や、壁面、床等に原料樹脂が付着して作業環境を悪化させるという問題点も解消することができる。
【図面の簡単な説明】
【0019】
【図1】本発明の好適な実施形態に係る繊維強化樹脂成形品の製造方法を概略的に示す説明図である。
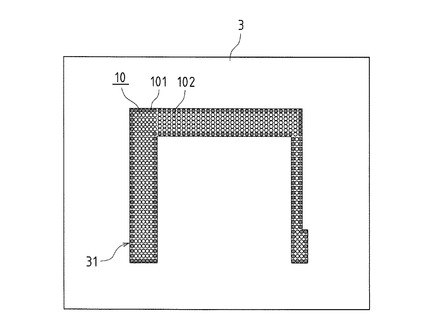
【図2】本発明の実施の形態に係る製造方法における複合繊維中間体の一例を示す概念図である。
【図3】導入治具の一例を示す正面図である。
【図4】図3の導入治具の拡大図であり、図4(a)は部分拡大正面図、図4(b)は部分拡大断面図である。
【図5】導入治具の配置例を示す説明図である。
【図6】実施例における成形金型の断面形状を示す説明図である。
【図7】実施例1の繊維配置形態を示す説明図である。
【図8】実施例2の繊維配置形態を示す説明図である。
【発明を実施するための形態】
【0020】
以下、本発明の実施の形態に係る繊維強化樹脂成形品の製造方法を実施するための形態について、図面を参照しつつ説明する。
【0021】
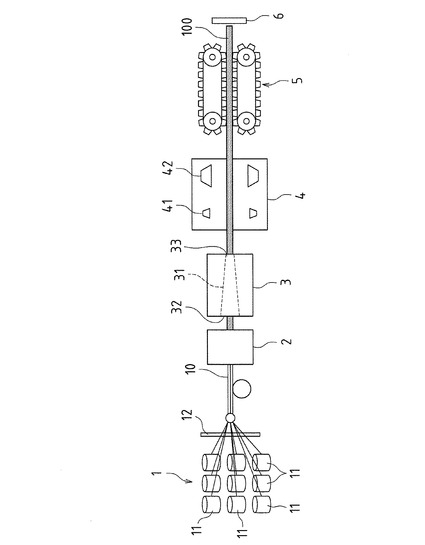
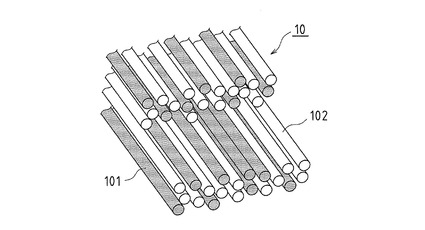
図1は本発明の好適な実施形態に係る繊維強化樹脂成形品の製造方法を概略的に示す説明図であり、図2は本製造方法における複合繊維中間体の一例を示す概念図である。
【0022】
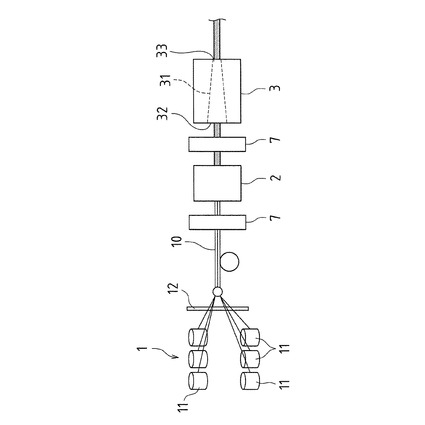
図示するように、成形に用いられる複合繊維中間体10は、熱可塑性物の母材樹脂を繊維形態とした樹脂繊維101と補強繊維102とが引き揃えられて形成されている。図1に示す繊維供給部1には、熱可塑性樹脂繊維101と補強繊維102とがそれぞれ巻かれたリール11…11がセットされている。各リール11から巻き出された繊維は、ガイド12を通して引き合わせられて、次工程へ送られる。
【0023】
ここで、熱可塑性樹脂繊維101の母材樹脂には、所定の軟化温度を示し耐熱性及び耐衝撃性を有する結晶性樹脂が用いられる。また、結晶性樹脂のうち、ポリオレフィン系樹脂が好適であり、例えばポリエチレン、ポリプロピレン、及びポリエステル等を用いることが好ましい。一般には、密度が高いものほど結晶化度が高く、剛性や強度が高く耐熱性にも優れており、母材樹脂として好ましい。このほかにも、母材樹脂として、ポリアミド、ポリアセタール、ポリフェニレンスルフィド等の結晶性の熱可塑性樹脂も、成形品の用途に応じて用いることができる。
【0024】
また、補強繊維102には、例えばガラス繊維、炭素繊維、芳香族ポリアミド繊維等の高融点繊維等がいずれも使用することができる。中でも、得られる繊維強化樹脂成形品の強度や価格などを考慮すると、ガラス繊維が最も好ましい。また、補強繊維102の繊維径としては、3〜25μmが好ましく、5〜20μmが強度面及び価格面から、より好ましい。
【0025】
本製造方法において、補強繊維102は、繊維形態としては、ヤーン、ストランド、ガラスクロス、ロービングクロス、ステッチなどがあげられる。また、母材樹脂との接着性を高めるため、シランカップリング剤等で前処理してあることが好ましい。繊維束とする場合、50〜2,000本集束させた形態であることが好ましい。より好ましくは、100〜1,600本集束させた繊維束とすることである。
【0026】
複合繊維中間体10において、樹脂繊維101と補強繊維102とは異なる割合で含有されおり、熱可塑性樹脂である樹脂繊維101の割合が補強繊維102に比して少ないと成形品がもろくなり、逆に樹脂繊維101の割合が多いと賦形性が悪くなる。好ましい含有比率は、樹脂繊維101と補強繊維102とが、重量比で20:80〜80:20の割合とされることである。かかる含有比率の調整により、樹脂繊維101の割合を高くすると、成形品の割れを防いだり、耐水性を高めたりすることも可能となる。
【0027】
また、複合繊維中間体10は、樹脂繊維101と補強繊維102とが前記の含有比率でランダムに配置される形態であってもよいが、成形金型3に導入されたとき、通路31の内周面に沿って樹脂繊維101が高い含有比率で配置されるとより好ましい。これにより、成形品の表層部において母材樹脂である熱可塑性樹脂の割合が高くなり、内部に補強繊維が比較的多く配置されることになる。
【0028】
前記のように引き揃えられた樹脂繊維101と補強繊維102は、複合繊維中間体10として次工程へ移送される。樹脂繊維101と補強繊維102とは成形金型3の通路31の軸線に対して略平行に揃えて送られる。例示の形態では、成形金型3へ複合繊維中間体10が導入される前に、予備工程として、予熱室2が設けられている。
【0029】
予熱室2は、例えば内部に熱風発生器を備え、複合繊維中間体10が通過する入口孔と、入口孔に対向させて出口孔が設けられ、通過する複合繊維中間体10を予備加熱する。熱風発生器としては、特に限定はなく電熱線加熱式ブロア、ガス加熱式ブロア、赤外線ヒーター等を用いることができる。
【0030】
予熱室2では、複合繊維中間体10に熱風を吹き付けて予熱処理する(予熱工程)。予熱室2により、比較的短時間で複合繊維中間体10の内部まで予熱処理を行うことができ、以降の工程で、樹脂繊維101の溶融を十分に行うことができ、安定した品質を確保しつつラインスピードを向上させることが可能となる。
【0031】
続いて、予熱工程を経た複合繊維中間体10を、所定の断面形状の通路31を備えた成形金型3に導入する(導入工程)。導入に際しては、複合繊維中間体10の補強繊維102の繊維方向を、成形金型3の通路31の軸線と一致させていることが好ましい。成形金型3は、通路31の導入口(金型入口)32の開口面積を、引抜口(金型出口)33の開口面積よりも大きく形成してある。また、導入口32と引抜口33の間の通路31は、漸減した先細のテーパ形状とされている。導入口32の開口面積は、小さすぎると複合繊維中間体10を引き揃えた形態で導入することが困難となり、逆に、大きすぎると成形金型3そのものを必要以上に大きくしなければならず、加熱効率に影響を及ぼす。そこで、好ましくは、導入口32の開口面積は、引抜口33の開口面積の約1.1〜3.0倍とされることである。
【0032】
導入した複合繊維中間体10は、成形金型3内で加熱し、樹脂繊維101を溶融する(加熱工程)。成形金型3における加熱手段は、通路31の周囲をバンドヒーターで加熱する方法や、ヒーターを鋳込む方法が好ましい。これにより、成形金型3の通路31内を所定温度に保持する。金型温度は、母材樹脂の種類によっても異なるが、母材樹脂の溶融温度以上に加熱した状態とされている。金型温度が母材樹脂の溶融温度未満であると、熱可塑性樹脂の反応率が悪くなり、加熱時間を長時間要するため、長い通過時間が必要となって、好ましくない。そのため、金型温度は、例えば、母材樹脂が低密度ポリエチレンであれば、130〜150℃程度とし、ポリプロピレンであれば200℃前後とすることが好ましい。
【0033】
加熱により溶融した複合繊維中間体10は、成形金型3から連続的に引き出して冷却装置4へ移送され、冷却される(固化工程)。冷却装置4では、成形金型3により所定の断面形状に成形された複合繊維中間体10を冷却して固化させる。冷却手段としては、冷風を吹き付けたり(空冷)、水槽を通したり、水を噴霧したり(水冷)する方法があげられる。また、これらの冷却手段を組み合わせてもよく、図1に例示する形態では、冷却装置4は、水噴霧器41により冷却効率のよい水冷を先に行い、続いて冷風発生器42により空冷する手段を備えている。水噴霧器41及び冷風発生器42は、経路の上下又は左右に配置されている。
【0034】
冷却工程を経て冷却固化し、所定の断面形状とされた成形品100は、引抜装置5により引き取られて切断機6により必要長さに形成され、あるいはそのまま巻き取られて長尺成形品を得る。
【0035】
このように本製造方法によれば、母材樹脂の熱可塑性樹脂は繊維形態であらかじめ補強繊維102に混合されているので、予熱工程及び導入工程に至る過程で液垂れを生じるおそれがなく、したがって、母材樹脂と補強繊維との適正な含有比率が全行程にわたって維持されるので、必要強度や物性を容易に得ることが可能となり、安定した品質を確保することができる。また、作業環境を汚染するおそれもなく、好適に繊維強化樹脂成形品を得ることができる。
【0036】
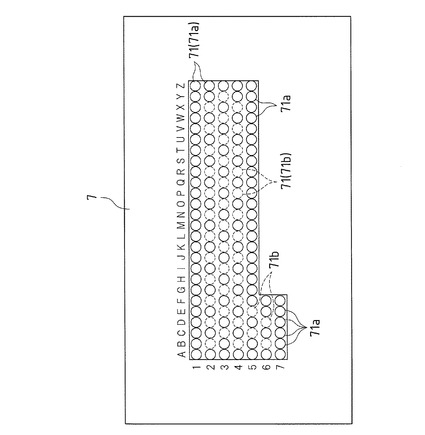
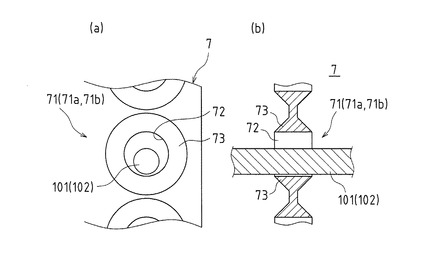
なお、上記の導入工程において、複合繊維中間体10を成形金型3に対して、成形品の表層部となる箇所に樹脂繊維101の割合を高く導入し、その内部に補強繊維102を比較的多くなるように導入する方法として、図3〜図5に例示するような導入治具7を設けるとよい。図3は、導入治具の正面図、図4(a)は導入治具の部分拡大図、図4(b)は導入治具の部分拡大断面図であり、また図5は、導入治具の設置例を示す説明図である。
【0037】
導入治具7は、所望の成形品の外形状に対応させて形成されている。例示の形態では、成形金型3の通路31の導入口32の断面形状に対応させて、複合繊維中間体10を好ましい配置形態となるように、複数個の繊維案内路71(71a、71b)が設けられている。すなわち、成形品の表層部に母材樹脂である熱可塑性樹脂の割合を多く配置し、その内側に補強繊維を配置させるため、図3に示すように、樹脂繊維101の繊維案内路71a(実線)を外側に多く設け、補強繊維102の繊維案内路71b(破線)をその内側に多く設けてある。
【0038】
これらの繊維案内路71a、71bは、樹脂繊維101又は補強繊維102を挿通させる丸孔が設けられており、樹脂繊維101及び補強繊維102を所望の配置形態に引き揃えることができるようになっている。図3に示すように、各繊維案内路71a、71bには、個別の符号が付されており、いずれの繊維案内路71a、71bも個別に特定可能とされている。例示の場合、1〜7の7行と、A〜Zまでの26列で特定され、一つの繊維案内路71a、71bごとに樹脂繊維101を挿通させるか、あるいは補強繊維102を挿通させるかが、規定されている。
【0039】
各繊維案内路71a、71bは、図4(a)及び図4(b)に示すように、繊維径よりも大きい開口径で丸孔72が形成されている。樹脂繊維101の繊維案内路71aと、補強繊維102の繊維案内路71bとは、行番号×列記号の符号で特定されるほか、縁部73が異なる色彩で形成される等により視覚的にも特定可能とされていることが好ましい。これにより、決められた繊維案内路71a、71bに特定される樹脂繊維101又は補強繊維102を挿通させ、所望の配置形態に複数本の樹脂繊維101及び補強繊維102を配置させることが可能となる。
【0040】
かかる導入治具7は、加熱工程の前に配置されていればよく、成形金型3の手前に設けられる。図5に示す形態では、予熱室2の前後に配置されている。このように導入治具7は、工程の複数箇所に配置されてもよく、また、加熱工程の前であれば1箇所に配置される形態であってもよい。複合繊維中間体10は、導入治具7を通過することによって、樹脂繊維101と補強繊維102とが、成形金型3に導入されたとき、通路31の内周面に沿って樹脂繊維101が高い含有比率で配置される。そして、成形品の表層部において母材樹脂である熱可塑性樹脂の割合が高くなり、内部に補強繊維が比較的多く配置され、好ましい表面平滑性と強度とを確保することが可能になる。
【実施例】
【0041】
次に、本発明の実施例に係る繊維強化樹脂成形品の製造方法について説明する。
【0042】
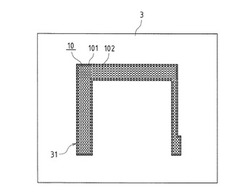
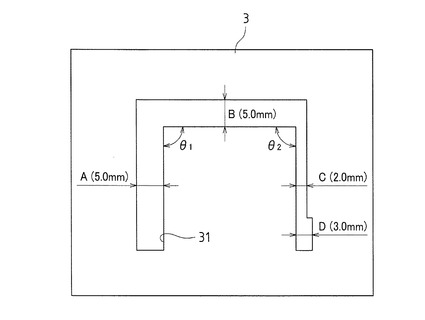
実施例1,2及び比較例1,2では、図6に示すような通路31を備えた成形金型3を用いて、異形断面形状を有する繊維強化樹脂成形品をそれぞれ得た。
【0043】
成形金型3は、通路31が略門型の異形断面形状を有し、通路A寸法よりも通路C寸法の方が小さい幅で形成されている。また、通路A寸法と通路B寸法とは同一であり、通路Cの下端部に通路Cより幅広の通路Dが設けられている。このような異形断面形状の成形金型3を用いて、表1に記載する各条件で得た成形品を、実施例1,2と比較例1,2とで表2に記載するように各部の厚み及び入隅部の角度を測定し、評価を行った。
【0044】
<実施例1>
実施例1では、樹脂繊維101としてポリプロピレン繊維(30μmのストランド)を用いた。また、補強繊維102には、シランカップリング剤により前処理を行ったガラス繊維(18μmのストランド)を用いた。
【0045】
複合繊維中間体10としての各繊維の含有比率は、ポリプロピレン繊維とガラス繊維とが重量比で40:60とした。また、樹脂繊維101と補強繊維102との配置形態は、ランダムに分散させて配置した。成形方法は、図1に示した引抜成形法による。このように、樹脂繊維101と補強繊維102との配置形態をランダムとした場合、成形金型3の通路31においては、複合繊維中間体10は図7に例示するような配置形態となる。
【0046】
<実施例2>
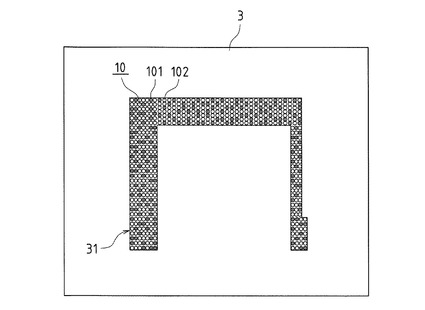
実施例2では、樹脂繊維101及び補強繊維102は実施例1と同様とし、含有比率も実施例1と同様である。ただし、複合繊維中間体10として、樹脂繊維101と補強繊維102との配置形態を、図8に例示するように、樹脂繊維101を通路31の内周面に沿う表層部において高い含有比率で配置し、その内側に補強繊維102を多く配置する形態とした。
【0047】
【表1】

<比較例1>
比較例1では、母材樹脂にポリプロピレンを用い、滑剤(ステアリン酸亜鉛)を表1に示す割合で用いて、押出成形により異形断面形状の成形品を得た。
【0048】
<比較例2>
比較例2では、母材樹脂にポリプロピレンを、また補強繊維にガラス繊維(チョップドストランド)を用い、滑剤(ステアリン酸亜鉛)を表1に示す割合で用いて、押出成形により異形断面形状の成形品を得た。
【0049】
【表2】
得られた成形品は、図6に示す各部の厚み寸法及び角度のほか、目視により、表面の平滑性について、非常に平滑(◎)、平滑(○)、又は部分的に凹凸有り(×)の3段階で評価した。
【0050】
実施例1,2による成形品、及び比較例1,2による成形品の評価を表2にまとめる。成形の結果、成形品は、実施例1及び2で寸法安定性が高く、ほぼ所定の厚み寸法が得られ、入隅部の角度も良好であった。また、実施例1と2では、表面平滑性において実施例2の方が良好であり、非常に平滑な表面の成形品を得た。なお、比較例1,2では、成形品の寸法が安定せず、比較例2では押し出し困難となって異形断面形状の成形品を得ることができなかった。
【産業上の利用可能性】
【0051】
本発明は、幅広い分野における繊維強化樹脂成形品の製造方法に好適に利用することができる。
【符号の説明】
【0052】
1 繊維供給部
2 予熱室
3 成形金型
31 通路
32 金型入口
33 金型出口
4 冷却装置
5 引抜装置
6 切断機
7 導入治具
10 複合繊維中間体
101 樹脂繊維
102 補強繊維
【技術分野】
【0001】
本発明は、連続した同一断面形状を有する繊維強化樹脂成形品の製造方法に関する。
【背景技術】
【0002】
従来から、連続した同一断面形状の製品で、複雑な形状のものを成形する場合には、異形押出成形法により製造されることが多かった。異形押出成形法は、押出機の先端に希望の形状を賦形するための金型を取付け、可塑化された樹脂を押出機でこの金型を通して押し出し、溶融形態の樹脂を冷却固化することにより成形品を得る方法である。
【0003】
また、繊維強化複合材料としては、繊維強化樹脂材(FRP)、繊維強化金属材(FRM)、繊維強化セラミックス材(FRC)などがあり、中でも、繊維強化樹脂材は、軽量で強度があり、多様な形状の製品を作ることができるという利点から幅広い用途で用いられている。繊維強化樹脂材の成形は、製品の形状に応じて、ハンドレイアップ法等の手作業で行うものから、機械成形によるもの、連続成形によるもの等があるが、同一の断面形状を有する成形品を連続させて得る場合、連続成形法が用いられている。
【0004】
例えば特許文献1に開示される押出成形法では、ガラス繊維などの補強繊維の束(ロービング)を樹脂で固め、金型内に導き、異形断面に配置し、長手方向の剛性を高めて繊維強化樹脂材が製造されている。
【0005】
また、異形断面の成形品には引抜き成形法(プルトルージョン法)も用いられ、補強繊維を要求する強度特性に合わせて引き揃え、樹脂に含浸させたのち、所定の断面形状を有する金型に通過させ、連続的に引き抜きつつ硬化させて成形品を得るものである。
【0006】
例えば特許文献2には、熱可塑性樹脂を含浸させた繊維束を加熱し、ダイスでほぼ最終形状の異形断面材まで成形し、次いで冷えたダイス中を通過させて形を固定する方法が記載されている。また、特許文献3には、マトリックス樹脂と補強繊維とを金型に導いて引抜き、所定の形状となった熱可塑性樹脂ロッドを引き取り、切断刃の着いたペレタイザーで所定の長さに切断して成形品を得ることが記載されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平10−323878号公報
【特許文献2】特許第2634184号公報
【特許文献3】特開2004−267811号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、前記従来の押出成形法では、押出機内及び金型内で加熱された樹脂が、冷却された際に収縮変形して固化することから、特に、複雑な異形断面形状の製品を精度よく成形することは難しく、金型や冷却装置を長くしたり、押出量を少なくしたりしなければならないという問題点があった。また、結晶性のポリオレフィン系樹脂を母材樹脂に用いると、収縮量が大きく、精度のよい成形品を得ることが困難でもあった。
【0009】
また、前記従来の引抜き成形法では、補強繊維材を要求する強度特性に合わせて引き揃え、この引き揃えた補強繊維束を液状樹脂槽に浸漬してから金型に引き込む必要がある。また、引き揃えつつ連続的に進行する長繊維束状に、液状の熱硬化性樹脂原料を混合部で混合して得た液状混合原料を吐出機から吐出させ、長繊維束に液状混合原料を含浸させている。このように液状樹脂材を含浸させる工程を経る成形法では、含浸工程から成形金型へ至る移送経路中に、未硬化の液状樹脂材が垂れてしまうおそれがあり、樹脂充填不足となって、硬化後の物性が制御できず不安定な状態となるという問題点があった。また、垂れてしまった液状樹脂材が、経路中の各種設備や、壁面、床等に付着してしまう可能性もあり、製造工程の作業環境を悪化させるという問題点もあった。
【0010】
そこで本発明は、上記のような問題点にかんがみてなされたものであり、連続した断面形状の繊維強化樹脂成形品を、安定した物性で精度よく製造し、作業環境の悪化を招くことのない新規な製造方法とすることを主な目的としている。
【課題を解決するための手段】
【0011】
上記した目的を達成するため、本発明に係る繊維強化樹脂成形品の製造方法は、熱可塑性物の母材樹脂を繊維形態とした樹脂繊維と、補強繊維とが引き揃えられた複合繊維中間体を成形金型に導入する導入工程と、導入した複合繊維中間体を成形金型内で加熱し前記樹脂繊維を溶融する加熱工程と、加熱工程を経た複合繊維中間体を成形金型から連続的に引き出し、冷却して固化する固化工程とを含み、前記成形金型を母材樹脂の溶融温度以上に加熱した状態で複合繊維中間体を導入することを特徴とする。
【0012】
このような構成により、母材樹脂の熱可塑性樹脂は繊維形態であらかじめ補強繊維に混合されているので、予熱工程及び導入工程に至る過程で液垂れを生じるおそれがない。したがって、母材樹脂と補強繊維との適正な含有比率が全行程にわたって維持されるので、必要強度や物性を容易に得ることが可能となり、安定した品質を確保することができる。また、作業環境を汚染するおそれもなく、好適に繊維強化樹脂成形品を得ることができる。
【0013】
また、前記構成の繊維強化樹脂成形品の製造方法において、導入工程の前に、前記複合繊維中間体を、熱風を発生させた予熱室を通過させて予熱処理する予熱工程を経るようにしてもよい。
【0014】
これにより、比較的短時間で複合繊維中間体の内部まで予熱処理を行うことができ、以降の工程で、樹脂繊維の溶融を十分に行うことができ、安定した品質を確保しつつラインスピードを向上させることが可能となる。
【0015】
また、前記複合繊維中間体において、熱可塑性樹脂である樹脂繊維の割合が補強繊維に比して少ないと成形品がもろくなり、逆に樹脂繊維の割合が多いと賦形性が悪くなる。そこで、複合繊維中間体には、樹脂繊維と補強繊維とが異なる割合で含有されていることが好ましく、さらには、前記樹脂繊維が、成形金型の通路内周面に沿って高い含有比率で配置されることが好ましい。これにより、良好な形態で精度よく成形品を得ることができる。
【0016】
また、前記構成の繊維強化樹脂成形品の製造方法において、前記母材樹脂は所定の軟化温度を有する結晶性樹脂であることが好ましい。かかる母材樹脂は、補強繊維との複合により耐熱性や剛性などが向上するが、さらに成形収縮率が小さく、靱性のある粘り強い成形品を得ることが可能となる。
【0017】
また、前記構成の繊維強化樹脂成形品の製造方法において、成形金型は、金型入口の開口面積を、金型出口の開口面積よりも大きく形成してあることが好ましい。これにより、円滑な成形工程が可能となり、効率よく成形品を得ることができる。
【発明の効果】
【0018】
上述のように構成される本発明の繊維強化樹脂成形品の製造方法によれば、安定した物性で精度よく製造し、連続した断面形状で表面平滑性の高い好適な成形品を得ることが可能となる。また、成形経路中の各種設備や、壁面、床等に原料樹脂が付着して作業環境を悪化させるという問題点も解消することができる。
【図面の簡単な説明】
【0019】
【図1】本発明の好適な実施形態に係る繊維強化樹脂成形品の製造方法を概略的に示す説明図である。
【図2】本発明の実施の形態に係る製造方法における複合繊維中間体の一例を示す概念図である。
【図3】導入治具の一例を示す正面図である。
【図4】図3の導入治具の拡大図であり、図4(a)は部分拡大正面図、図4(b)は部分拡大断面図である。
【図5】導入治具の配置例を示す説明図である。
【図6】実施例における成形金型の断面形状を示す説明図である。
【図7】実施例1の繊維配置形態を示す説明図である。
【図8】実施例2の繊維配置形態を示す説明図である。
【発明を実施するための形態】
【0020】
以下、本発明の実施の形態に係る繊維強化樹脂成形品の製造方法を実施するための形態について、図面を参照しつつ説明する。
【0021】
図1は本発明の好適な実施形態に係る繊維強化樹脂成形品の製造方法を概略的に示す説明図であり、図2は本製造方法における複合繊維中間体の一例を示す概念図である。
【0022】
図示するように、成形に用いられる複合繊維中間体10は、熱可塑性物の母材樹脂を繊維形態とした樹脂繊維101と補強繊維102とが引き揃えられて形成されている。図1に示す繊維供給部1には、熱可塑性樹脂繊維101と補強繊維102とがそれぞれ巻かれたリール11…11がセットされている。各リール11から巻き出された繊維は、ガイド12を通して引き合わせられて、次工程へ送られる。
【0023】
ここで、熱可塑性樹脂繊維101の母材樹脂には、所定の軟化温度を示し耐熱性及び耐衝撃性を有する結晶性樹脂が用いられる。また、結晶性樹脂のうち、ポリオレフィン系樹脂が好適であり、例えばポリエチレン、ポリプロピレン、及びポリエステル等を用いることが好ましい。一般には、密度が高いものほど結晶化度が高く、剛性や強度が高く耐熱性にも優れており、母材樹脂として好ましい。このほかにも、母材樹脂として、ポリアミド、ポリアセタール、ポリフェニレンスルフィド等の結晶性の熱可塑性樹脂も、成形品の用途に応じて用いることができる。
【0024】
また、補強繊維102には、例えばガラス繊維、炭素繊維、芳香族ポリアミド繊維等の高融点繊維等がいずれも使用することができる。中でも、得られる繊維強化樹脂成形品の強度や価格などを考慮すると、ガラス繊維が最も好ましい。また、補強繊維102の繊維径としては、3〜25μmが好ましく、5〜20μmが強度面及び価格面から、より好ましい。
【0025】
本製造方法において、補強繊維102は、繊維形態としては、ヤーン、ストランド、ガラスクロス、ロービングクロス、ステッチなどがあげられる。また、母材樹脂との接着性を高めるため、シランカップリング剤等で前処理してあることが好ましい。繊維束とする場合、50〜2,000本集束させた形態であることが好ましい。より好ましくは、100〜1,600本集束させた繊維束とすることである。
【0026】
複合繊維中間体10において、樹脂繊維101と補強繊維102とは異なる割合で含有されおり、熱可塑性樹脂である樹脂繊維101の割合が補強繊維102に比して少ないと成形品がもろくなり、逆に樹脂繊維101の割合が多いと賦形性が悪くなる。好ましい含有比率は、樹脂繊維101と補強繊維102とが、重量比で20:80〜80:20の割合とされることである。かかる含有比率の調整により、樹脂繊維101の割合を高くすると、成形品の割れを防いだり、耐水性を高めたりすることも可能となる。
【0027】
また、複合繊維中間体10は、樹脂繊維101と補強繊維102とが前記の含有比率でランダムに配置される形態であってもよいが、成形金型3に導入されたとき、通路31の内周面に沿って樹脂繊維101が高い含有比率で配置されるとより好ましい。これにより、成形品の表層部において母材樹脂である熱可塑性樹脂の割合が高くなり、内部に補強繊維が比較的多く配置されることになる。
【0028】
前記のように引き揃えられた樹脂繊維101と補強繊維102は、複合繊維中間体10として次工程へ移送される。樹脂繊維101と補強繊維102とは成形金型3の通路31の軸線に対して略平行に揃えて送られる。例示の形態では、成形金型3へ複合繊維中間体10が導入される前に、予備工程として、予熱室2が設けられている。
【0029】
予熱室2は、例えば内部に熱風発生器を備え、複合繊維中間体10が通過する入口孔と、入口孔に対向させて出口孔が設けられ、通過する複合繊維中間体10を予備加熱する。熱風発生器としては、特に限定はなく電熱線加熱式ブロア、ガス加熱式ブロア、赤外線ヒーター等を用いることができる。
【0030】
予熱室2では、複合繊維中間体10に熱風を吹き付けて予熱処理する(予熱工程)。予熱室2により、比較的短時間で複合繊維中間体10の内部まで予熱処理を行うことができ、以降の工程で、樹脂繊維101の溶融を十分に行うことができ、安定した品質を確保しつつラインスピードを向上させることが可能となる。
【0031】
続いて、予熱工程を経た複合繊維中間体10を、所定の断面形状の通路31を備えた成形金型3に導入する(導入工程)。導入に際しては、複合繊維中間体10の補強繊維102の繊維方向を、成形金型3の通路31の軸線と一致させていることが好ましい。成形金型3は、通路31の導入口(金型入口)32の開口面積を、引抜口(金型出口)33の開口面積よりも大きく形成してある。また、導入口32と引抜口33の間の通路31は、漸減した先細のテーパ形状とされている。導入口32の開口面積は、小さすぎると複合繊維中間体10を引き揃えた形態で導入することが困難となり、逆に、大きすぎると成形金型3そのものを必要以上に大きくしなければならず、加熱効率に影響を及ぼす。そこで、好ましくは、導入口32の開口面積は、引抜口33の開口面積の約1.1〜3.0倍とされることである。
【0032】
導入した複合繊維中間体10は、成形金型3内で加熱し、樹脂繊維101を溶融する(加熱工程)。成形金型3における加熱手段は、通路31の周囲をバンドヒーターで加熱する方法や、ヒーターを鋳込む方法が好ましい。これにより、成形金型3の通路31内を所定温度に保持する。金型温度は、母材樹脂の種類によっても異なるが、母材樹脂の溶融温度以上に加熱した状態とされている。金型温度が母材樹脂の溶融温度未満であると、熱可塑性樹脂の反応率が悪くなり、加熱時間を長時間要するため、長い通過時間が必要となって、好ましくない。そのため、金型温度は、例えば、母材樹脂が低密度ポリエチレンであれば、130〜150℃程度とし、ポリプロピレンであれば200℃前後とすることが好ましい。
【0033】
加熱により溶融した複合繊維中間体10は、成形金型3から連続的に引き出して冷却装置4へ移送され、冷却される(固化工程)。冷却装置4では、成形金型3により所定の断面形状に成形された複合繊維中間体10を冷却して固化させる。冷却手段としては、冷風を吹き付けたり(空冷)、水槽を通したり、水を噴霧したり(水冷)する方法があげられる。また、これらの冷却手段を組み合わせてもよく、図1に例示する形態では、冷却装置4は、水噴霧器41により冷却効率のよい水冷を先に行い、続いて冷風発生器42により空冷する手段を備えている。水噴霧器41及び冷風発生器42は、経路の上下又は左右に配置されている。
【0034】
冷却工程を経て冷却固化し、所定の断面形状とされた成形品100は、引抜装置5により引き取られて切断機6により必要長さに形成され、あるいはそのまま巻き取られて長尺成形品を得る。
【0035】
このように本製造方法によれば、母材樹脂の熱可塑性樹脂は繊維形態であらかじめ補強繊維102に混合されているので、予熱工程及び導入工程に至る過程で液垂れを生じるおそれがなく、したがって、母材樹脂と補強繊維との適正な含有比率が全行程にわたって維持されるので、必要強度や物性を容易に得ることが可能となり、安定した品質を確保することができる。また、作業環境を汚染するおそれもなく、好適に繊維強化樹脂成形品を得ることができる。
【0036】
なお、上記の導入工程において、複合繊維中間体10を成形金型3に対して、成形品の表層部となる箇所に樹脂繊維101の割合を高く導入し、その内部に補強繊維102を比較的多くなるように導入する方法として、図3〜図5に例示するような導入治具7を設けるとよい。図3は、導入治具の正面図、図4(a)は導入治具の部分拡大図、図4(b)は導入治具の部分拡大断面図であり、また図5は、導入治具の設置例を示す説明図である。
【0037】
導入治具7は、所望の成形品の外形状に対応させて形成されている。例示の形態では、成形金型3の通路31の導入口32の断面形状に対応させて、複合繊維中間体10を好ましい配置形態となるように、複数個の繊維案内路71(71a、71b)が設けられている。すなわち、成形品の表層部に母材樹脂である熱可塑性樹脂の割合を多く配置し、その内側に補強繊維を配置させるため、図3に示すように、樹脂繊維101の繊維案内路71a(実線)を外側に多く設け、補強繊維102の繊維案内路71b(破線)をその内側に多く設けてある。
【0038】
これらの繊維案内路71a、71bは、樹脂繊維101又は補強繊維102を挿通させる丸孔が設けられており、樹脂繊維101及び補強繊維102を所望の配置形態に引き揃えることができるようになっている。図3に示すように、各繊維案内路71a、71bには、個別の符号が付されており、いずれの繊維案内路71a、71bも個別に特定可能とされている。例示の場合、1〜7の7行と、A〜Zまでの26列で特定され、一つの繊維案内路71a、71bごとに樹脂繊維101を挿通させるか、あるいは補強繊維102を挿通させるかが、規定されている。
【0039】
各繊維案内路71a、71bは、図4(a)及び図4(b)に示すように、繊維径よりも大きい開口径で丸孔72が形成されている。樹脂繊維101の繊維案内路71aと、補強繊維102の繊維案内路71bとは、行番号×列記号の符号で特定されるほか、縁部73が異なる色彩で形成される等により視覚的にも特定可能とされていることが好ましい。これにより、決められた繊維案内路71a、71bに特定される樹脂繊維101又は補強繊維102を挿通させ、所望の配置形態に複数本の樹脂繊維101及び補強繊維102を配置させることが可能となる。
【0040】
かかる導入治具7は、加熱工程の前に配置されていればよく、成形金型3の手前に設けられる。図5に示す形態では、予熱室2の前後に配置されている。このように導入治具7は、工程の複数箇所に配置されてもよく、また、加熱工程の前であれば1箇所に配置される形態であってもよい。複合繊維中間体10は、導入治具7を通過することによって、樹脂繊維101と補強繊維102とが、成形金型3に導入されたとき、通路31の内周面に沿って樹脂繊維101が高い含有比率で配置される。そして、成形品の表層部において母材樹脂である熱可塑性樹脂の割合が高くなり、内部に補強繊維が比較的多く配置され、好ましい表面平滑性と強度とを確保することが可能になる。
【実施例】
【0041】
次に、本発明の実施例に係る繊維強化樹脂成形品の製造方法について説明する。
【0042】
実施例1,2及び比較例1,2では、図6に示すような通路31を備えた成形金型3を用いて、異形断面形状を有する繊維強化樹脂成形品をそれぞれ得た。
【0043】
成形金型3は、通路31が略門型の異形断面形状を有し、通路A寸法よりも通路C寸法の方が小さい幅で形成されている。また、通路A寸法と通路B寸法とは同一であり、通路Cの下端部に通路Cより幅広の通路Dが設けられている。このような異形断面形状の成形金型3を用いて、表1に記載する各条件で得た成形品を、実施例1,2と比較例1,2とで表2に記載するように各部の厚み及び入隅部の角度を測定し、評価を行った。
【0044】
<実施例1>
実施例1では、樹脂繊維101としてポリプロピレン繊維(30μmのストランド)を用いた。また、補強繊維102には、シランカップリング剤により前処理を行ったガラス繊維(18μmのストランド)を用いた。
【0045】
複合繊維中間体10としての各繊維の含有比率は、ポリプロピレン繊維とガラス繊維とが重量比で40:60とした。また、樹脂繊維101と補強繊維102との配置形態は、ランダムに分散させて配置した。成形方法は、図1に示した引抜成形法による。このように、樹脂繊維101と補強繊維102との配置形態をランダムとした場合、成形金型3の通路31においては、複合繊維中間体10は図7に例示するような配置形態となる。
【0046】
<実施例2>
実施例2では、樹脂繊維101及び補強繊維102は実施例1と同様とし、含有比率も実施例1と同様である。ただし、複合繊維中間体10として、樹脂繊維101と補強繊維102との配置形態を、図8に例示するように、樹脂繊維101を通路31の内周面に沿う表層部において高い含有比率で配置し、その内側に補強繊維102を多く配置する形態とした。
【0047】
【表1】
<比較例1>
比較例1では、母材樹脂にポリプロピレンを用い、滑剤(ステアリン酸亜鉛)を表1に示す割合で用いて、押出成形により異形断面形状の成形品を得た。
【0048】
<比較例2>
比較例2では、母材樹脂にポリプロピレンを、また補強繊維にガラス繊維(チョップドストランド)を用い、滑剤(ステアリン酸亜鉛)を表1に示す割合で用いて、押出成形により異形断面形状の成形品を得た。
【0049】
【表2】
得られた成形品は、図6に示す各部の厚み寸法及び角度のほか、目視により、表面の平滑性について、非常に平滑(◎)、平滑(○)、又は部分的に凹凸有り(×)の3段階で評価した。
【0050】
実施例1,2による成形品、及び比較例1,2による成形品の評価を表2にまとめる。成形の結果、成形品は、実施例1及び2で寸法安定性が高く、ほぼ所定の厚み寸法が得られ、入隅部の角度も良好であった。また、実施例1と2では、表面平滑性において実施例2の方が良好であり、非常に平滑な表面の成形品を得た。なお、比較例1,2では、成形品の寸法が安定せず、比較例2では押し出し困難となって異形断面形状の成形品を得ることができなかった。
【産業上の利用可能性】
【0051】
本発明は、幅広い分野における繊維強化樹脂成形品の製造方法に好適に利用することができる。
【符号の説明】
【0052】
1 繊維供給部
2 予熱室
3 成形金型
31 通路
32 金型入口
33 金型出口
4 冷却装置
5 引抜装置
6 切断機
7 導入治具
10 複合繊維中間体
101 樹脂繊維
102 補強繊維
【特許請求の範囲】
【請求項1】
熱可塑性物の母材樹脂を繊維形態とした樹脂繊維と、補強繊維とが引き揃えられた複合繊維中間体を成形金型に導入する導入工程と、導入した複合繊維中間体を成形金型内で加熱し前記樹脂繊維を溶融する加熱工程と、加熱工程を経た複合繊維中間体を成形金型から連続的に引き出し、冷却して固化する固化工程とを含み、前記成形金型を母材樹脂の溶融温度以上に加熱した状態で複合繊維中間体を導入することを特徴とする繊維強化樹脂成形品の製造方法。
【請求項2】
請求項1に記載の繊維強化樹脂成形品の製造方法において、
導入工程の前に、前記複合繊維中間体を、熱風を発生させた予熱室を通過させて予熱処理する予熱工程を経ることを特徴とする繊維強化樹脂成形品の製造方法。
【請求項3】
請求項1又は2に記載の繊維強化樹脂成形品の製造方法において、
前記複合繊維中間体には、樹脂繊維と補強繊維とが異なる割合で含有されていることを特徴とする繊維強化樹脂成形品の製造方法。
【請求項4】
請求項3に記載の繊維強化樹脂成形品の製造方法において、
前記樹脂繊維は成形金型の通路内周面に沿って高い含有比率で配置されることを特徴とする繊維強化樹脂成形品の製造方法。
【請求項5】
請求項1〜4のいずれか一つの請求項に記載の繊維強化樹脂成形品の製造方法において、
前記母材樹脂が所定の軟化温度を有する結晶性樹脂であることを特徴とする繊維強化樹脂成形品の製造方法。
【請求項6】
請求項1〜5のいずれか一つの請求項に記載の繊維強化樹脂成形品の製造方法において、
前記成形金型は、金型入口の開口面積を、金型出口の開口面積よりも大きく形成してあることを特徴とする繊維強化樹脂成形品の製造方法。
【請求項1】
熱可塑性物の母材樹脂を繊維形態とした樹脂繊維と、補強繊維とが引き揃えられた複合繊維中間体を成形金型に導入する導入工程と、導入した複合繊維中間体を成形金型内で加熱し前記樹脂繊維を溶融する加熱工程と、加熱工程を経た複合繊維中間体を成形金型から連続的に引き出し、冷却して固化する固化工程とを含み、前記成形金型を母材樹脂の溶融温度以上に加熱した状態で複合繊維中間体を導入することを特徴とする繊維強化樹脂成形品の製造方法。
【請求項2】
請求項1に記載の繊維強化樹脂成形品の製造方法において、
導入工程の前に、前記複合繊維中間体を、熱風を発生させた予熱室を通過させて予熱処理する予熱工程を経ることを特徴とする繊維強化樹脂成形品の製造方法。
【請求項3】
請求項1又は2に記載の繊維強化樹脂成形品の製造方法において、
前記複合繊維中間体には、樹脂繊維と補強繊維とが異なる割合で含有されていることを特徴とする繊維強化樹脂成形品の製造方法。
【請求項4】
請求項3に記載の繊維強化樹脂成形品の製造方法において、
前記樹脂繊維は成形金型の通路内周面に沿って高い含有比率で配置されることを特徴とする繊維強化樹脂成形品の製造方法。
【請求項5】
請求項1〜4のいずれか一つの請求項に記載の繊維強化樹脂成形品の製造方法において、
前記母材樹脂が所定の軟化温度を有する結晶性樹脂であることを特徴とする繊維強化樹脂成形品の製造方法。
【請求項6】
請求項1〜5のいずれか一つの請求項に記載の繊維強化樹脂成形品の製造方法において、
前記成形金型は、金型入口の開口面積を、金型出口の開口面積よりも大きく形成してあることを特徴とする繊維強化樹脂成形品の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2011−16333(P2011−16333A)
【公開日】平成23年1月27日(2011.1.27)
【国際特許分類】
【出願番号】特願2009−164011(P2009−164011)
【出願日】平成21年7月10日(2009.7.10)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
【公開日】平成23年1月27日(2011.1.27)
【国際特許分類】
【出願日】平成21年7月10日(2009.7.10)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
[ Back to top ]