
繊維強化樹脂製チーズの成形方法
【課題】シワの発生がなく、外観良好で、強度を保持させた繊維強化樹脂製チーズが得られる成形方法を提供する。
【解決手段】上記繊維強化樹脂製チーズの成形方法を、端部を略45度に切断された円筒管同士をそれらの切断面において略直角に突合せ、その接合部およびその周縁部一帯の円筒外面を繊維補強材で包被し、この繊維補強材をバッグフィルムで円筒管上に気密に覆うとともに、バッグフィルム内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化して直角曲り円筒管を成形し、次いで該円筒管の頂部をその上記原料円筒管と同等サイズで略45度に切断し、このものを、端部を略45度に切断された、上記原料円筒管と同等サイズの別の円筒管と、それらの切断面において直角につき合わせてチーズ形にし、その接合部およびその周縁部一帯の円筒外面を繊維補強材で包被し、この繊維補強材をバッグフィルムで円筒管上に気密に覆うとともに、バッグフィルム内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化するものとする。
【解決手段】上記繊維強化樹脂製チーズの成形方法を、端部を略45度に切断された円筒管同士をそれらの切断面において略直角に突合せ、その接合部およびその周縁部一帯の円筒外面を繊維補強材で包被し、この繊維補強材をバッグフィルムで円筒管上に気密に覆うとともに、バッグフィルム内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化して直角曲り円筒管を成形し、次いで該円筒管の頂部をその上記原料円筒管と同等サイズで略45度に切断し、このものを、端部を略45度に切断された、上記原料円筒管と同等サイズの別の円筒管と、それらの切断面において直角につき合わせてチーズ形にし、その接合部およびその周縁部一帯の円筒外面を繊維補強材で包被し、この繊維補強材をバッグフィルムで円筒管上に気密に覆うとともに、バッグフィルム内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化するものとする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、繊維強化樹脂製チーズの成形方法に関する。
【背景技術】
【0002】
繊維強化樹脂製成形体は、軽量で高強度であるため、多用されてきている。その管状体の成形には、一般的にハンドレイアップ成形法、フィラメントワインディング法やシートワインディング法が用いられている。ハンドレイアップ成形法は、成形型に、人手で樹脂を刷毛やローラで含浸させ、また脱泡しながら所定の厚さまで積層するものであり、また、フィラメントワインディング法は、連続繊維に樹脂を含浸させながら、回転するマンドレル(筒状の金属製が多い)に適宜の巻き付け角で巻き付けて所定の形状に成形するものであり(例えば特許文献1参照)、シートワインディング法は、ロール状に巻き取られた強化繊維の織布を、芯材の周囲にヘリカル状に巻回し、その織布に樹脂を含浸させて硬化させるものである(例えば特許文献2参照)。
【0003】
しかし、これらの成形法は流動液状の樹脂を強化繊維に含浸させながら成形型に巻き付けていくため、樹脂がまだ固化されておらず、直接触れて確認できないこと等から、強化繊維の巻き付けた肉厚の管理が困難であるし、また、硬化剤を混入させていると、時間経過とともに硬化が進行するため、作業を途中で中断することができないこと等から、比較的大型の成形品を製造するには好ましくなく、コストがかかるし、また、製造中にスチレン等が揮散する問題等もある。
【0004】
一方、近年、真空吸引等による減圧下で成形を行う真空注入成形法が種々提案されている。
この真空注入成形法については、例えば特許文献3にその基本的な技術が開示されており、これは、成形型に繊維レイアップ層を配置し、この上に樹脂分配用の注入管を配設してバッグフィルムで包被するとともに、その周囲をシールして、真空吸引されたバッグフィルム内に樹脂を注入することにより成形品とするものであり、これに類するものとして特許文献4がある。
【0005】
しかし、かかる真空注入成形法を、繊維強化樹脂製管状体、特に繊維強化樹脂製チーズに用いるのは種々問題がある。例えば、樹脂を含浸しないドライの状態で回転円筒型・円筒製品に強化繊維を必要量・必要肉厚として被覆する場合、シート状の強化繊維をそのまま円筒型・円筒製品に巻き付け真空にすると、強化繊維が圧縮され余った部分が軸方向にシワとなって発生し、このシワは成形後の製品の外観を悪化させるだけでなく、強度も低下させる原因となる。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特公平06−26858号公報
【特許文献2】特開2007−136997号公報
【特許文献3】特開平10−504501号公報
【特許文献4】特開昭60−83826号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の課題は、このような事情の下、樹脂中の溶剤、スチレン等の気化飛散のトラブルがなく、作業環境が改善され、シワの発生がなく、外観良好で、強度を保持させた繊維強化樹脂製チーズを供与しうる成形方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明者らは、上記課題を解決すべく鋭意研究した結果、略45度にカットされた円筒管を用い、それらを直角に突合せ真空注入成形法に処して直角曲り円筒管を成形し、次いで該円筒管の頂部を略45度にカットし、このものを、端部を略45度にカットされた円筒管とチーズ形に突合せ真空注入成形法に処することが、課題解決に資することを見出し、この知見に基づいて本発明をなすに至った。
【0009】
すなわち、本発明の第1の発明によれば、一端が略45度に切断された円筒管が相互に略90度に配設されるように切断面を突合せ、固定したのち、突合せ部の外周部およびその周縁部一帯の円筒外面を繊維補強材で包被し、この繊維補強材をバッグフィルムで円筒管上に気密に覆うとともに、バッグフィルム内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化して直角曲り円筒管を成形し、次いで該円筒管の頂部をその上記原料円筒管と同等サイズで略45度に切断し、このものを、端部を略45度に切断された、上記原料円筒管と同等サイズの別の円筒管と、それらの切断面において直角につき合わせてチーズ形にし、その接合部およびその周縁部一帯の円筒外面を繊維補強材で包被し、この繊維補強材をバッグフィルムで円筒管上に気密に覆うとともに、バッグフィルム内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化することを特徴とする繊維強化樹脂製チーズの成形方法が提供される。
【0010】
また、本発明の第2の発明によれば、第1の発明において、包被するのは、巻き付けにより行うことを特徴とする繊維強化樹脂製チーズの成形方法が提供される。
【0011】
また、本発明の第3の発明によれば、第2の発明において、巻き付けは、所定の長さに切断された多数の繊維補強材を、それぞれ円周方向に位置をずらせながら、一方の端面のみを接着して、略風車状に積層することを特徴とする繊維強化樹脂製チーズの成形方法が提供される。
【0012】
また、本発明の第4の発明によれば、第3の発明において、巻き付けは、繊維補強材を幅方向にもずらすことにより、両端面がなだらかになるように積層することを特徴とする繊維強化樹脂製チーズの成形方法が提供される。
【0013】
また、本発明の第5の発明によれば、第3の発明において、幅が少しずつ異なる繊維補強材を順次積層し、両端面をなだらかにすることを特徴とする繊維強化樹脂製チーズの成形方法が提供される。
【発明の効果】
【0014】
本発明の成形方法によれば、所定の肉厚になっているか直接触れて測定確認でき、樹脂を供給する前であればトラブルが発生した時に作業を中断でき、また、インフュージョン成形でバッグフィルムで覆った中に樹脂を注入するので、従来のオープン成形におけるような樹脂中の溶剤、スチレン等の気化飛散のトラブルがなく、作業環境が改善され、また、繊維補強材を上記のように略風車状に積層することで、インフュージョン円筒管成形特有の繊維補強材のたるみによるシワの発生という問題もなく、強度低下もない高品質の成形品が得られ、また、幅方向をずらして積層することで、両端面がなだらかになり、円筒管と積層部の肉厚変化が少なくなり、応力集中のない成形品が得られる。
【図面の簡単な説明】
【0015】
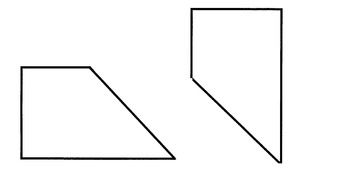
【図1】本発明の成形方法に用いられる、一端が略45度に切断された円筒管の模式図である。
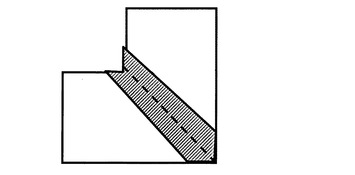
【図2】本発明の成形方法において、成形過程中で一旦成形された直角曲り円筒管の模式図である。
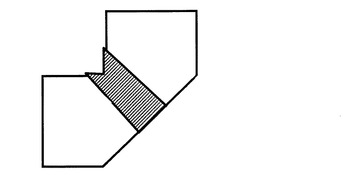
【図3】図2の直角曲り円筒管の頂部を45度切断したチーズ用パーツの模式図である。
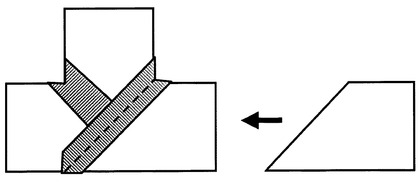
【図4】本発明の成形方法において、図3のチーズ用パーツと、一端が略45度に切断された円筒管とから繊維強化樹脂製チーズを成形する工程の模式図である。
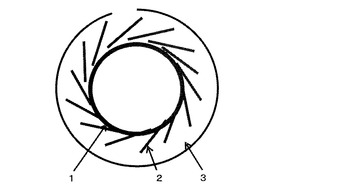
【図5】本発明の成形方法に用いられる、シート状繊維補強材の配設例の模式図である。
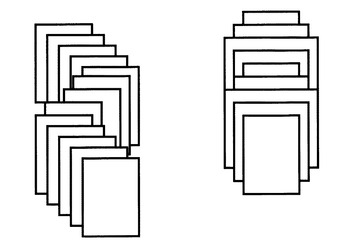
【図6】本発明の成形方法に用いられる繊維補強材の積層例である。
【発明を実施するための形態】
【0016】
本発明の成形方法においては、先ず、一端が略45度に切断された円筒管を2本用意し、これらが相互に略90度に配設されるように切断面を突合せ、固定する。固定は仮固定であってもよく、例えば接着剤や粘着剤を切断面に塗布するなどして容易に行える。
【0017】
次いで、突合せ部の外周部およびその周縁部一帯の円筒外面を繊維補強材で包被する。
繊維補強材を構成する強化繊維としては、例えばガラス繊維、カーボン繊維等の無機繊維や、アラミド繊維等の有機繊維などが挙げられ、繊維補強材としては、例えばガラスクロス、カーボンクロス、ケブラークロスなどの編織物、不織布、チョップドストランドマット、ステッチマット、ステッチクロス、それらを積層組み合わせたもの等が挙げられる。
繊維補強材としては、円筒管の外周面に直接に巻回されるバインダー形態のものや、所定の長さにカットされたシート状物等が挙げられ、このシート状物は、多数枚用いられ、それらをそれぞれ周方向に位置をずらせながら、一端のみを接着し、他端は隣り合うシート状物の外面に重なり合うように配設して周方向に沿って重ね張りされるように、略風車状に配設される。また、シート状物は、上記のように周方向に位置をずらすことに加え、さらに幅方向にもずらすか、或いは幅が少しずつ異なる繊維補強材を順次積層することにより、両端面がなだらかになるように積層するのが好ましい。シート状物のサイズとしては例えば円筒管の外周長を約2分割から6分割する長さに相当する大きさのものや、さらに高次に分割(例えば7〜50分割)して多重に重なり合うようにしたものなどが挙げられる。
【0018】
次いで、この繊維補強材をバッグフィルムで円筒管上に気密に覆うとともに、バッグフィルム内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化することにより、直角曲り円筒管を成形する。
【0019】
次いで直角曲り円筒管の頂部をその上記原料円筒管と同等サイズで略45度にカットし、このものを、端部を略45度にカットされた、上記原料円筒管と同等サイズの別の円筒管と、それらのカット面において直角につき合わせてチーズ形にし、その接合部およびその周縁部一帯の円筒外面を繊維補強材で包被し、この繊維補強材をバッグフィルムで円筒管上に気密に覆うとともに、バッグフィルム内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化する。
このようにして、所望の繊維強化樹脂製チーズが成形される。
【0020】
上記成形過程において、繊維補強材に加えて離型材や樹脂拡散部材をバッグフィルムで覆うのが好ましい。バッグフィルムは、この種の真空注入成形法に一般的に用いられる気密な合成樹脂製のフィルム材であれば特に限定されない。そして、バッグフィルムは、円筒管の周縁部において、粘着材料等のシール材を用いて円筒管の表面に固着するのが好ましい。これにより、円筒管とバッグフィルムとの間を、気密かつ密閉された成形部として構成することができる。
離型材は固化した注入樹脂の離型性を高めるものであり、注入樹脂と非接着性の材料からなるシートが好ましい。
樹脂拡散部材は注入樹脂の拡散を促進するものであり、注入樹脂を繊維補強材に偏りなく含浸させるとともに、円筒管上の所望の範囲全体に注入樹脂を拡散させうるものであり、網状のシート材が好ましい。
樹脂拡散部材は繊維補強材の種類、厚みなどの条件により、成形可能であれば使用しなくてもよい。
また、注入樹脂としては、例えば、低粘度系のビニルエステル樹脂、不飽和ポリエステル樹脂、ビニルエステル樹脂、エポキシ樹脂、フェノール樹脂、イソシアネート樹脂、ビスマレイミド樹脂などが好ましい。
【0021】
また、バッグフィルム内すなわちバッグフィルムで覆われた内部を真空状態に減圧する減圧ラインとしては、例えば減圧吸引口を真空ポンプに取り付けたものなどが挙げられる。この注入ラインとしては、樹脂注入口を樹脂貯留槽から樹脂を供給するコネクターと接続したものや注入管をバッグフィルム内に挿入し樹脂拡散部材に接するように設置したものなどが挙げられ、樹脂注入は、所定の真空圧にまで達し、シワがないことを確認後、行うのが好ましい。樹脂注入後は、樹脂に熱硬化性のものを用いた場合は熱を加えて、あるいは硬化剤を樹脂に加えた場合はその後硬化して成形する。また、熱可塑性の樹脂を用いる場合は、液化するまで加温された樹脂を注入後、円筒管を冷却し樹脂を固化させて成形する。
なお、上記成形過程において、「繊維補強材をバッグフィルムで円筒管上に気密に覆うとともに、バッグフィルム内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化する」成形について、これをインフュージョン成形ともいう。
【実施例】
【0022】
以下、図面を参照しつつ、本発明を具体的に詳細に説明するが、本発明はこれらの図により何ら限定されるものではない。
【0023】
図1に示す、一端が略45度に切断された円筒管を2本用い、これらの切断面を突合せ、その際、切断面に接着剤を塗布し、固定し、突合せ部およびその周縁部一帯の円筒外面を繊維補強材で包被し、インフュージョン成形に付して、図2に示す直角曲り円筒管を一旦成形し、その頂部を略45度にカットした図3に示すチーズ用パーツを、端部を略45度にカットされた別の円筒管と直角に突合せてチーズ形にし、突合せ部およびその周縁部一帯の円筒外面を繊維補強材で包被し、インフュージョン成形に付すことにより、図4に示す所望の繊維強化樹脂製チーズが成形される。
繊維補強材2は、図5に示すように、一端が、円筒管1或いはそれに巻回されるバインダーに接着され、略風車状に配設、積層されるシート状物が好ましく、このものは、所定にカットしたものを所定の厚みになるように積層される。その際、シート状物の1枚毎の円周方向長さは、短すぎると枚数が増え作業性が悪くなり、長すぎるとシワを解消する効果がなくなるため、円周長の1/6〜1/2程度が望ましい。このシート状物は、一端のみを接着或いは糊付けし、必要長さ毎ずらして必要枚数貼り付けられる。次に、積層されたシート状物の外側から伸縮材(伸縮性不織布)3でシート状物を円筒管1或いはそれに巻回されるバインダーに沿わせながら巻き込む。この上から離型布を巻き、成形部中央に樹脂拡散媒体を巻付け、両端には減圧吸引口を設け、さらに外側をシール材を介して真空フィルムで覆う。
減圧吸引口を真空ポンプに取り付け内部を徐々に減圧していく。その際シート状物は圧縮されていくが、発生しようとするシワは接着或いは糊付けされていない他端側へ逃がすことができる。所定の真空圧にまで達し、シワがないことを確認後、樹脂注入管を内部に挿入し樹脂拡散媒体に接するように設置し、樹脂を注入する。樹脂に熱硬化性のものを使えば熱を加えて、あるいは硬化剤を樹脂に加えておけばその後硬化し、所定の形状物が成形できる。また、熱可塑性の樹脂を用いる場合は、液化するまで加温された樹脂を注入後冷却し固化させて成形する。
具体的には、例えば、円筒管1の直径:500mm、必要積層枚数:10枚、繊維補強材長さ:円周長の1/4の場合、45度カット部の円周長≒1885[略3.141×(500+700)/2として算出]、繊維補強材長さ=1885/4≒472、繊維補強材端面ずらし代(ピッチ)=472/10=47.2となり、長さ472mmの繊維補強材を47.2mmずつずらして貼り付けていき、全周で10×4=40枚貼り付けることになる。
また、略風車状に積層する方法として、所定の長さにカットされた同幅の繊維補強材を円周方向にずらしながら積層すると、円筒管と積層部の両端部に厚み分の段差ができ、高圧力円筒管の場合、応力集中が懸念される。
それを回避する方法として、図6に示すように、幅の異なる繊維補強材を順次積層することや、同幅の繊維補強材を順次幅方向にずらしながら積層すると、幅方向の端部がなだらかな厚みになり、応力集中が回避される。
例えば、幅300mmで長さ500mmの繊維補強材を10mm毎に左に順次5枚ずらして積層し、更に右に10mm毎10枚ずらして積層し、又、左に10mm毎ずらして積層し、所定厚みまで積層すると、トータル幅400mmで、左右50mm幅が順次厚みが減じ、なだらかな両端部になる。
更に、従来ハンドレイアップ成形法などで実施されているように、幅が順次異なる繊維補強材を積層することも、インフュージョン成形においても有効である。
【産業上の利用可能性】
【0024】
本発明方法は、樹脂中の溶剤、スチレン等の気化飛散のトラブルがなく、作業環境が改善され、シワの発生がなく、外観良好で、強度を保持させた繊維強化樹脂製チーズを製造することができ、産業上大いに有用である。
【符号の説明】
【0025】
1 円筒管
2 繊維補強材
3 伸縮材
【技術分野】
【0001】
本発明は、繊維強化樹脂製チーズの成形方法に関する。
【背景技術】
【0002】
繊維強化樹脂製成形体は、軽量で高強度であるため、多用されてきている。その管状体の成形には、一般的にハンドレイアップ成形法、フィラメントワインディング法やシートワインディング法が用いられている。ハンドレイアップ成形法は、成形型に、人手で樹脂を刷毛やローラで含浸させ、また脱泡しながら所定の厚さまで積層するものであり、また、フィラメントワインディング法は、連続繊維に樹脂を含浸させながら、回転するマンドレル(筒状の金属製が多い)に適宜の巻き付け角で巻き付けて所定の形状に成形するものであり(例えば特許文献1参照)、シートワインディング法は、ロール状に巻き取られた強化繊維の織布を、芯材の周囲にヘリカル状に巻回し、その織布に樹脂を含浸させて硬化させるものである(例えば特許文献2参照)。
【0003】
しかし、これらの成形法は流動液状の樹脂を強化繊維に含浸させながら成形型に巻き付けていくため、樹脂がまだ固化されておらず、直接触れて確認できないこと等から、強化繊維の巻き付けた肉厚の管理が困難であるし、また、硬化剤を混入させていると、時間経過とともに硬化が進行するため、作業を途中で中断することができないこと等から、比較的大型の成形品を製造するには好ましくなく、コストがかかるし、また、製造中にスチレン等が揮散する問題等もある。
【0004】
一方、近年、真空吸引等による減圧下で成形を行う真空注入成形法が種々提案されている。
この真空注入成形法については、例えば特許文献3にその基本的な技術が開示されており、これは、成形型に繊維レイアップ層を配置し、この上に樹脂分配用の注入管を配設してバッグフィルムで包被するとともに、その周囲をシールして、真空吸引されたバッグフィルム内に樹脂を注入することにより成形品とするものであり、これに類するものとして特許文献4がある。
【0005】
しかし、かかる真空注入成形法を、繊維強化樹脂製管状体、特に繊維強化樹脂製チーズに用いるのは種々問題がある。例えば、樹脂を含浸しないドライの状態で回転円筒型・円筒製品に強化繊維を必要量・必要肉厚として被覆する場合、シート状の強化繊維をそのまま円筒型・円筒製品に巻き付け真空にすると、強化繊維が圧縮され余った部分が軸方向にシワとなって発生し、このシワは成形後の製品の外観を悪化させるだけでなく、強度も低下させる原因となる。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特公平06−26858号公報
【特許文献2】特開2007−136997号公報
【特許文献3】特開平10−504501号公報
【特許文献4】特開昭60−83826号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の課題は、このような事情の下、樹脂中の溶剤、スチレン等の気化飛散のトラブルがなく、作業環境が改善され、シワの発生がなく、外観良好で、強度を保持させた繊維強化樹脂製チーズを供与しうる成形方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明者らは、上記課題を解決すべく鋭意研究した結果、略45度にカットされた円筒管を用い、それらを直角に突合せ真空注入成形法に処して直角曲り円筒管を成形し、次いで該円筒管の頂部を略45度にカットし、このものを、端部を略45度にカットされた円筒管とチーズ形に突合せ真空注入成形法に処することが、課題解決に資することを見出し、この知見に基づいて本発明をなすに至った。
【0009】
すなわち、本発明の第1の発明によれば、一端が略45度に切断された円筒管が相互に略90度に配設されるように切断面を突合せ、固定したのち、突合せ部の外周部およびその周縁部一帯の円筒外面を繊維補強材で包被し、この繊維補強材をバッグフィルムで円筒管上に気密に覆うとともに、バッグフィルム内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化して直角曲り円筒管を成形し、次いで該円筒管の頂部をその上記原料円筒管と同等サイズで略45度に切断し、このものを、端部を略45度に切断された、上記原料円筒管と同等サイズの別の円筒管と、それらの切断面において直角につき合わせてチーズ形にし、その接合部およびその周縁部一帯の円筒外面を繊維補強材で包被し、この繊維補強材をバッグフィルムで円筒管上に気密に覆うとともに、バッグフィルム内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化することを特徴とする繊維強化樹脂製チーズの成形方法が提供される。
【0010】
また、本発明の第2の発明によれば、第1の発明において、包被するのは、巻き付けにより行うことを特徴とする繊維強化樹脂製チーズの成形方法が提供される。
【0011】
また、本発明の第3の発明によれば、第2の発明において、巻き付けは、所定の長さに切断された多数の繊維補強材を、それぞれ円周方向に位置をずらせながら、一方の端面のみを接着して、略風車状に積層することを特徴とする繊維強化樹脂製チーズの成形方法が提供される。
【0012】
また、本発明の第4の発明によれば、第3の発明において、巻き付けは、繊維補強材を幅方向にもずらすことにより、両端面がなだらかになるように積層することを特徴とする繊維強化樹脂製チーズの成形方法が提供される。
【0013】
また、本発明の第5の発明によれば、第3の発明において、幅が少しずつ異なる繊維補強材を順次積層し、両端面をなだらかにすることを特徴とする繊維強化樹脂製チーズの成形方法が提供される。
【発明の効果】
【0014】
本発明の成形方法によれば、所定の肉厚になっているか直接触れて測定確認でき、樹脂を供給する前であればトラブルが発生した時に作業を中断でき、また、インフュージョン成形でバッグフィルムで覆った中に樹脂を注入するので、従来のオープン成形におけるような樹脂中の溶剤、スチレン等の気化飛散のトラブルがなく、作業環境が改善され、また、繊維補強材を上記のように略風車状に積層することで、インフュージョン円筒管成形特有の繊維補強材のたるみによるシワの発生という問題もなく、強度低下もない高品質の成形品が得られ、また、幅方向をずらして積層することで、両端面がなだらかになり、円筒管と積層部の肉厚変化が少なくなり、応力集中のない成形品が得られる。
【図面の簡単な説明】
【0015】
【図1】本発明の成形方法に用いられる、一端が略45度に切断された円筒管の模式図である。
【図2】本発明の成形方法において、成形過程中で一旦成形された直角曲り円筒管の模式図である。
【図3】図2の直角曲り円筒管の頂部を45度切断したチーズ用パーツの模式図である。
【図4】本発明の成形方法において、図3のチーズ用パーツと、一端が略45度に切断された円筒管とから繊維強化樹脂製チーズを成形する工程の模式図である。
【図5】本発明の成形方法に用いられる、シート状繊維補強材の配設例の模式図である。
【図6】本発明の成形方法に用いられる繊維補強材の積層例である。
【発明を実施するための形態】
【0016】
本発明の成形方法においては、先ず、一端が略45度に切断された円筒管を2本用意し、これらが相互に略90度に配設されるように切断面を突合せ、固定する。固定は仮固定であってもよく、例えば接着剤や粘着剤を切断面に塗布するなどして容易に行える。
【0017】
次いで、突合せ部の外周部およびその周縁部一帯の円筒外面を繊維補強材で包被する。
繊維補強材を構成する強化繊維としては、例えばガラス繊維、カーボン繊維等の無機繊維や、アラミド繊維等の有機繊維などが挙げられ、繊維補強材としては、例えばガラスクロス、カーボンクロス、ケブラークロスなどの編織物、不織布、チョップドストランドマット、ステッチマット、ステッチクロス、それらを積層組み合わせたもの等が挙げられる。
繊維補強材としては、円筒管の外周面に直接に巻回されるバインダー形態のものや、所定の長さにカットされたシート状物等が挙げられ、このシート状物は、多数枚用いられ、それらをそれぞれ周方向に位置をずらせながら、一端のみを接着し、他端は隣り合うシート状物の外面に重なり合うように配設して周方向に沿って重ね張りされるように、略風車状に配設される。また、シート状物は、上記のように周方向に位置をずらすことに加え、さらに幅方向にもずらすか、或いは幅が少しずつ異なる繊維補強材を順次積層することにより、両端面がなだらかになるように積層するのが好ましい。シート状物のサイズとしては例えば円筒管の外周長を約2分割から6分割する長さに相当する大きさのものや、さらに高次に分割(例えば7〜50分割)して多重に重なり合うようにしたものなどが挙げられる。
【0018】
次いで、この繊維補強材をバッグフィルムで円筒管上に気密に覆うとともに、バッグフィルム内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化することにより、直角曲り円筒管を成形する。
【0019】
次いで直角曲り円筒管の頂部をその上記原料円筒管と同等サイズで略45度にカットし、このものを、端部を略45度にカットされた、上記原料円筒管と同等サイズの別の円筒管と、それらのカット面において直角につき合わせてチーズ形にし、その接合部およびその周縁部一帯の円筒外面を繊維補強材で包被し、この繊維補強材をバッグフィルムで円筒管上に気密に覆うとともに、バッグフィルム内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化する。
このようにして、所望の繊維強化樹脂製チーズが成形される。
【0020】
上記成形過程において、繊維補強材に加えて離型材や樹脂拡散部材をバッグフィルムで覆うのが好ましい。バッグフィルムは、この種の真空注入成形法に一般的に用いられる気密な合成樹脂製のフィルム材であれば特に限定されない。そして、バッグフィルムは、円筒管の周縁部において、粘着材料等のシール材を用いて円筒管の表面に固着するのが好ましい。これにより、円筒管とバッグフィルムとの間を、気密かつ密閉された成形部として構成することができる。
離型材は固化した注入樹脂の離型性を高めるものであり、注入樹脂と非接着性の材料からなるシートが好ましい。
樹脂拡散部材は注入樹脂の拡散を促進するものであり、注入樹脂を繊維補強材に偏りなく含浸させるとともに、円筒管上の所望の範囲全体に注入樹脂を拡散させうるものであり、網状のシート材が好ましい。
樹脂拡散部材は繊維補強材の種類、厚みなどの条件により、成形可能であれば使用しなくてもよい。
また、注入樹脂としては、例えば、低粘度系のビニルエステル樹脂、不飽和ポリエステル樹脂、ビニルエステル樹脂、エポキシ樹脂、フェノール樹脂、イソシアネート樹脂、ビスマレイミド樹脂などが好ましい。
【0021】
また、バッグフィルム内すなわちバッグフィルムで覆われた内部を真空状態に減圧する減圧ラインとしては、例えば減圧吸引口を真空ポンプに取り付けたものなどが挙げられる。この注入ラインとしては、樹脂注入口を樹脂貯留槽から樹脂を供給するコネクターと接続したものや注入管をバッグフィルム内に挿入し樹脂拡散部材に接するように設置したものなどが挙げられ、樹脂注入は、所定の真空圧にまで達し、シワがないことを確認後、行うのが好ましい。樹脂注入後は、樹脂に熱硬化性のものを用いた場合は熱を加えて、あるいは硬化剤を樹脂に加えた場合はその後硬化して成形する。また、熱可塑性の樹脂を用いる場合は、液化するまで加温された樹脂を注入後、円筒管を冷却し樹脂を固化させて成形する。
なお、上記成形過程において、「繊維補強材をバッグフィルムで円筒管上に気密に覆うとともに、バッグフィルム内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化する」成形について、これをインフュージョン成形ともいう。
【実施例】
【0022】
以下、図面を参照しつつ、本発明を具体的に詳細に説明するが、本発明はこれらの図により何ら限定されるものではない。
【0023】
図1に示す、一端が略45度に切断された円筒管を2本用い、これらの切断面を突合せ、その際、切断面に接着剤を塗布し、固定し、突合せ部およびその周縁部一帯の円筒外面を繊維補強材で包被し、インフュージョン成形に付して、図2に示す直角曲り円筒管を一旦成形し、その頂部を略45度にカットした図3に示すチーズ用パーツを、端部を略45度にカットされた別の円筒管と直角に突合せてチーズ形にし、突合せ部およびその周縁部一帯の円筒外面を繊維補強材で包被し、インフュージョン成形に付すことにより、図4に示す所望の繊維強化樹脂製チーズが成形される。
繊維補強材2は、図5に示すように、一端が、円筒管1或いはそれに巻回されるバインダーに接着され、略風車状に配設、積層されるシート状物が好ましく、このものは、所定にカットしたものを所定の厚みになるように積層される。その際、シート状物の1枚毎の円周方向長さは、短すぎると枚数が増え作業性が悪くなり、長すぎるとシワを解消する効果がなくなるため、円周長の1/6〜1/2程度が望ましい。このシート状物は、一端のみを接着或いは糊付けし、必要長さ毎ずらして必要枚数貼り付けられる。次に、積層されたシート状物の外側から伸縮材(伸縮性不織布)3でシート状物を円筒管1或いはそれに巻回されるバインダーに沿わせながら巻き込む。この上から離型布を巻き、成形部中央に樹脂拡散媒体を巻付け、両端には減圧吸引口を設け、さらに外側をシール材を介して真空フィルムで覆う。
減圧吸引口を真空ポンプに取り付け内部を徐々に減圧していく。その際シート状物は圧縮されていくが、発生しようとするシワは接着或いは糊付けされていない他端側へ逃がすことができる。所定の真空圧にまで達し、シワがないことを確認後、樹脂注入管を内部に挿入し樹脂拡散媒体に接するように設置し、樹脂を注入する。樹脂に熱硬化性のものを使えば熱を加えて、あるいは硬化剤を樹脂に加えておけばその後硬化し、所定の形状物が成形できる。また、熱可塑性の樹脂を用いる場合は、液化するまで加温された樹脂を注入後冷却し固化させて成形する。
具体的には、例えば、円筒管1の直径:500mm、必要積層枚数:10枚、繊維補強材長さ:円周長の1/4の場合、45度カット部の円周長≒1885[略3.141×(500+700)/2として算出]、繊維補強材長さ=1885/4≒472、繊維補強材端面ずらし代(ピッチ)=472/10=47.2となり、長さ472mmの繊維補強材を47.2mmずつずらして貼り付けていき、全周で10×4=40枚貼り付けることになる。
また、略風車状に積層する方法として、所定の長さにカットされた同幅の繊維補強材を円周方向にずらしながら積層すると、円筒管と積層部の両端部に厚み分の段差ができ、高圧力円筒管の場合、応力集中が懸念される。
それを回避する方法として、図6に示すように、幅の異なる繊維補強材を順次積層することや、同幅の繊維補強材を順次幅方向にずらしながら積層すると、幅方向の端部がなだらかな厚みになり、応力集中が回避される。
例えば、幅300mmで長さ500mmの繊維補強材を10mm毎に左に順次5枚ずらして積層し、更に右に10mm毎10枚ずらして積層し、又、左に10mm毎ずらして積層し、所定厚みまで積層すると、トータル幅400mmで、左右50mm幅が順次厚みが減じ、なだらかな両端部になる。
更に、従来ハンドレイアップ成形法などで実施されているように、幅が順次異なる繊維補強材を積層することも、インフュージョン成形においても有効である。
【産業上の利用可能性】
【0024】
本発明方法は、樹脂中の溶剤、スチレン等の気化飛散のトラブルがなく、作業環境が改善され、シワの発生がなく、外観良好で、強度を保持させた繊維強化樹脂製チーズを製造することができ、産業上大いに有用である。
【符号の説明】
【0025】
1 円筒管
2 繊維補強材
3 伸縮材
【特許請求の範囲】
【請求項1】
一端が略45度に切断された円筒管が相互に略90度に配設されるように切断面を突合せ、固定したのち、突合せ部の外周部およびその周縁部一帯の円筒外面を繊維補強材で包被し、この繊維補強材をバッグフィルムで円筒管上に気密に覆うとともに、バッグフィルム内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化して直角曲り円筒管を成形し、次いで該円筒管の頂部をその上記原料円筒管と同等サイズで略45度に切断し、このものを、端部を略45度に切断された、上記原料円筒管と同等サイズの別の円筒管と、それらの切断面において直角につき合わせてチーズ形にし、その接合部およびその周縁部一帯の円筒外面を繊維補強材で包被し、この繊維補強材をバッグフィルムで円筒管上に気密に覆うとともに、バッグフィルム内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化することを特徴とする繊維強化樹脂製チーズの成形方法。
【請求項2】
包被するのは、巻き付けにより行うことを特徴とする請求項1に記載の繊維強化樹脂製チーズの成形方法。
【請求項3】
巻き付けは、所定の長さに切断された多数の繊維補強材を、それぞれ円周方向に位置をずらせながら、一方の端面のみを接着して、略風車状に積層することを特徴とする請求項2に記載の繊維強化樹脂製チーズの成形方法。
【請求項4】
巻き付けは、繊維補強材を幅方向にもずらすことにより、両端面がなだらかになるように積層することを特徴とする請求項3に記載の繊維強化樹脂製チーズの成形方法。
【請求項5】
幅が少しずつ異なる繊維補強材を順次積層し、両端面をなだらかにすることを特徴とする請求項3に記載の繊維強化樹脂製チーズの成形方法。
【請求項1】
一端が略45度に切断された円筒管が相互に略90度に配設されるように切断面を突合せ、固定したのち、突合せ部の外周部およびその周縁部一帯の円筒外面を繊維補強材で包被し、この繊維補強材をバッグフィルムで円筒管上に気密に覆うとともに、バッグフィルム内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化して直角曲り円筒管を成形し、次いで該円筒管の頂部をその上記原料円筒管と同等サイズで略45度に切断し、このものを、端部を略45度に切断された、上記原料円筒管と同等サイズの別の円筒管と、それらの切断面において直角につき合わせてチーズ形にし、その接合部およびその周縁部一帯の円筒外面を繊維補強材で包被し、この繊維補強材をバッグフィルムで円筒管上に気密に覆うとともに、バッグフィルム内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化することを特徴とする繊維強化樹脂製チーズの成形方法。
【請求項2】
包被するのは、巻き付けにより行うことを特徴とする請求項1に記載の繊維強化樹脂製チーズの成形方法。
【請求項3】
巻き付けは、所定の長さに切断された多数の繊維補強材を、それぞれ円周方向に位置をずらせながら、一方の端面のみを接着して、略風車状に積層することを特徴とする請求項2に記載の繊維強化樹脂製チーズの成形方法。
【請求項4】
巻き付けは、繊維補強材を幅方向にもずらすことにより、両端面がなだらかになるように積層することを特徴とする請求項3に記載の繊維強化樹脂製チーズの成形方法。
【請求項5】
幅が少しずつ異なる繊維補強材を順次積層し、両端面をなだらかにすることを特徴とする請求項3に記載の繊維強化樹脂製チーズの成形方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2011−73160(P2011−73160A)
【公開日】平成23年4月14日(2011.4.14)
【国際特許分類】
【出願番号】特願2009−224126(P2009−224126)
【出願日】平成21年9月29日(2009.9.29)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
【公開日】平成23年4月14日(2011.4.14)
【国際特許分類】
【出願日】平成21年9月29日(2009.9.29)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
[ Back to top ]