
繊維強化樹脂製容器の製造方法および繊維強化樹脂製容器製造装置
【課題】繊維強化樹脂製容器の製造方法および繊維強化樹脂製容器製造装置において、繊維強化樹脂製容器の寸法を過度に大きくすることなく繊維強化樹脂製容器の疲労耐久性能を高くすることである。
【解決手段】カーボン繊維24にエポキシ樹脂を含浸させ、樹脂含浸繊維26として供給するレジンバス28と、樹脂含浸繊維26を巻き付けるためライナー12を回転させるライナー回転装置とを備える。レジンバス28とライナー12との間に温度調節装置30を設ける。樹脂含浸繊維26の、ライナー12周囲の内層を構成する部分を、温度低下させた温度調節装置30に通過させることにより、冷却する。樹脂含浸繊維26の、ライナー12周囲の外層を構成する部分を、温度上昇させた温度調節装置30に通過させることにより、温度上昇させる。
【解決手段】カーボン繊維24にエポキシ樹脂を含浸させ、樹脂含浸繊維26として供給するレジンバス28と、樹脂含浸繊維26を巻き付けるためライナー12を回転させるライナー回転装置とを備える。レジンバス28とライナー12との間に温度調節装置30を設ける。樹脂含浸繊維26の、ライナー12周囲の内層を構成する部分を、温度低下させた温度調節装置30に通過させることにより、冷却する。樹脂含浸繊維26の、ライナー12周囲の外層を構成する部分を、温度上昇させた温度調節装置30に通過させることにより、温度上昇させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、繊維供給部から送り出した繊維に、レジンバスで樹脂を含浸させることにより得た樹脂含浸繊維を、製品の形状を形作るライナーに巻き付けることにより繊維強化樹脂製容器を成形する繊維強化樹脂製容器の製造方法および繊維強化樹脂製容器製造装置に関する。
【背景技術】
【0002】
従来から繊維強化樹脂により繊維強化樹脂製容器を成形することが考えられている。例えば、繊維強化樹脂製容器を成形する方法として、十分な強度を有する繊維、例えばカーボン繊維を用い、これに液状の熱硬化性樹脂を含浸させて、製品の形状を形作るライナーに巻き付け、熱硬化性樹脂を加熱硬化させることが考えられている。カーボン繊維は、有機高分子繊維を、例えば3000℃の高温で焼成し、極めて強度を高くできるので、例えば繊維強化樹脂製容器である高圧タンク等を、ライナーにカーボン繊維を巻き付ける、いわゆるフィラメントワインディング方法で製造することができる。カーボン繊維に樹脂を含浸させる方法として、温度制御された液体状の熱硬化性樹脂を満たした樹脂容器にカーボン繊維束を通過させることにより、カーボン繊維束に樹脂を含浸させることが考えられている。
【0003】
また、特許文献1には、熱可塑性樹脂からなるマトリックス樹脂と、液晶樹脂との複合組成物を、押し出しダイで押し出した後、押し出したストランドを一旦冷却槽内で常温まで冷却しながら延伸し、その後、フィラメントワインディング成形を行う、液晶樹脂複合体の成形方法が記載されている。
【0004】
また、特許文献2には、繊維基材の移動速度に依存せずに繊維基材に対する含浸樹脂量を一定に保つようにするために、樹脂含浸装置に貯えられた樹脂に下部を浸漬している樹脂含浸ロールを回転させ、樹脂含浸ロール表面に樹脂をピックアップさせ、ピックアップされた樹脂の膜厚を膜厚調整板により樹脂の一部を掻き落として調整後、樹脂を繊維基材に塗布含浸する樹脂含浸装置が記載されている。
【0005】
【特許文献1】特開平5−193010号公報
【特許文献2】特開2000−108211号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
一般的に、カーボン繊維を使用したカーボン繊維強化樹脂(CFRP)等の繊維強化樹脂(FRP)製の容器であるタンクを、フィラメントワインディング方法で成形する際、カーボン繊維に熱硬化性樹脂を含浸させた樹脂含浸繊維を、ライナーに数層から数十層巻き付ける工程を行う。このようにライナーに樹脂含浸繊維を巻き付ける工程において、ライナーでの樹脂含浸繊維の巻き取り時に繊維に張力が加わり、張力による巻き締め効果により、せっかく繊維間に樹脂を含浸させたのにもかかわらず、繊維強化樹脂の内層を構成する複数の繊維間から樹脂が外層側に染み出す傾向となる。すなわち、樹脂含浸繊維の積層が多くなるのにしたがって、繊維強化樹脂の内層を構成する複数の繊維間から樹脂が外層側に染み出し、径方向外側から内側に向かうほど、全体の体積に占める繊維の割合である、繊維体積含有率であるVf(%)が高くなる傾向となる。Vfは、高くなるほど樹脂量が少なくなり、低くなるほど樹脂量が多いことを意味する。
【0007】
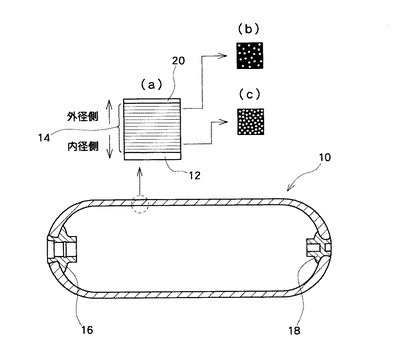
図9は、従来から考えられている方法により造られたカーボン繊維強化樹脂製タンクの1例の断面と、このタンクの部分拡大模式断面である(a)と、(a)の外層部分をさらに拡大した模式断面である(b)と、(a)の内層部分をさらに拡大した模式断面である(c)とを示している。図9に示すタンク10は、樹脂製のライナー12の周囲にカーボン繊維に樹脂を含浸させた樹脂含浸繊維を巻き付け、樹脂を加熱硬化させることにより、ライナー12の周囲に繊維強化樹脂14を設けている。また、タンク10の長手方向両端部に口金16,18を固定している。また、繊維強化樹脂14となる樹脂含浸繊維を巻き付けたものの外側にガラス繊維に樹脂を含浸したものを巻き付け、その後同時に加熱硬化することにより、繊維強化樹脂14の外側にガラス層20を設けている。
【0008】
図9の(b)(c)では、白丸によりカーボン繊維を、黒で塗りつぶした部分により樹脂を、それぞれ表している。図9(b)で示すように、繊維強化樹脂14の外層部分では、全体に占める樹脂量の割合が多いのに対して、図9(c)で示すように、繊維強化樹脂14の内層部分では、全体に占める樹脂量の割合は少ない。すなわち、繊維体積含有率である、Vfは、内層側で外層側に比べて高くなる。また、このような傾向は、繊維間に含浸した樹脂の粘度が低い場合に、樹脂の染み出し量が多くなるため、より顕著になる。
【0009】
また、繊維強化樹脂14製のタンク10は、使用圧が高くなるほど、強度確保のために繊維強化樹脂14の厚さを大きくする、すなわち、ライナー12に樹脂含浸繊維を巻く巻き層数を多くする必要があるため、巻き締め効果がより大きくなり、繊維強化樹脂14内層側のVfの上昇がより顕著になる。そして、タンク10内の圧力上昇により、最も大きな応力が加わる傾向となるのが内層であるため、内層のVfが過度に高い場合には、タンク10の疲労耐久性能が大幅に低下して、繊維強化樹脂14製のタンク10の内層部分に亀裂等の損傷が生じる可能性がないとはいえない。このため、繊維強化樹脂14のうち、特に内層部分のVfを最適に調節できる手段の実現が望まれている。
【0010】
一方、繊維強化樹脂14のVfを内層だけでなく外層も含め一律に低下させると、樹脂量が全体で多くなるため、タンク10の外径が大きくなってしまう原因となる。タンク10は、自動車用として使用する場合等、空間的な制約が多い状況で使用される場合には、タンク10の外径を小さくすることが特に望まれるため、タンク10のうち、内層部分のみのVfを効果的に低くし、内層部分のみで樹脂量を多くすることが望まれている。
【0011】
これに対して、特許文献1には、上記のように液晶樹脂複合体の成形方法が記載されているが、繊維強化樹脂製容器の成形方法も繊維強化樹脂製容器製造装置も記載されていない。また、特許文献1には、繊維強化樹脂製容器の寸法を過度に大きくすることなく繊維強化樹脂製容器の疲労耐久性能を高くする手段も記載されていない。
【0012】
また、特許文献2には、上記のように樹脂含浸装置が記載されており、樹脂含浸装置は、繊維強化プラスチック容器の製造プロセスで用いられていると記載されているが、繊維強化樹脂製容器の寸法を過度に大きくすることなく繊維強化樹脂製容器の疲労耐久性能を高くする手段は記載されていない。このような特許文献1および特許文献2に記載された技術の場合には、繊維強化樹脂製容器の寸法を過度に大きくすることなく繊維強化樹脂製容器の疲労耐久性能を高くすることができない可能性がある。
【0013】
本発明の目的は、繊維強化樹脂製容器の製造方法および繊維強化樹脂製容器製造装置において、繊維強化樹脂製容器の寸法を過度に大きくすることなく繊維強化樹脂製容器の疲労耐久性能を高くすることである。
【課題を解決するための手段】
【0014】
本発明に係る繊維強化樹脂製容器の製造方法のうち、第1の発明に係る繊維強化樹脂製容器の製造方法は、繊維供給部から送り出した繊維に、レジンバスで樹脂を含浸させることにより得た樹脂含浸繊維を、製品の形状を形作るライナーに巻き付けることにより繊維強化樹脂製容器を成形する繊維強化樹脂製容器の製造方法であって、ライナーに巻き付ける前の樹脂含浸繊維またはレジンバスを通過する前の繊維を冷却することを特徴とする繊維強化樹脂製容器の製造方法である。
【0015】
また、本発明に係る繊維強化樹脂製容器製造装置のうち、第2の発明に係る繊維強化樹脂製容器製造装置は、第1の発明に係る繊維強化樹脂製容器の製造方法により、繊維強化樹脂製容器を製造する繊維強化樹脂製容器製造装置であって、繊維供給部と、繊維供給部から送り出された繊維に樹脂を含浸させるレジンバスと、レジンバス通過後の樹脂含浸繊維を容器の形状を形作るライナーに巻き付ける巻取り部と、ライナーに巻き付ける前の樹脂含浸繊維またはレジンバスを通過する前の繊維を温度低下させる冷却手段と、を備えることを特徴とする繊維強化樹脂製容器製造装置である。
【0016】
また、本発明に係る繊維束樹脂含浸装置のうち、第3の発明に係る繊維強化樹脂製容器製造装置は、第2の発明に係る繊維強化樹脂製容器製造装置において、冷却手段は、樹脂含浸繊維または繊維の通過により、樹脂含浸繊維または繊維を温度低下させることが可能な温度調節装置またはガイドローラであることを特徴とする繊維強化樹脂製容器製造装置である。
【0017】
また、本発明に係る繊維強化樹脂製容器の製造方法のうち、第4の発明に係る繊維強化樹脂製容器の製造方法は、繊維供給部から送り出した繊維に、レジンバスで樹脂を含浸させることにより得た樹脂含浸繊維を、製品の形状を形作るライナーに巻き付けることにより繊維強化樹脂製容器を成形する繊維強化樹脂製容器の製造方法であって、レジンバス内に収容した樹脂の温度を変化させることにより、ライナーに巻き付けた樹脂含浸繊維のうち、内径側部分を構成する繊維に対するレジンバスでの樹脂付着量を、外径側部分を構成する繊維に対するレジンバスでの樹脂付着量よりも多くすることを特徴とする繊維強化樹脂製容器の製造方法である。
【0018】
また、本発明に係る繊維強化樹脂製容器製造装置のうち、第5の発明に係る繊維強化樹脂製容器製造装置は、第4の発明に係る繊維強化樹脂製容器の製造方法により、繊維強化樹脂製容器を製造する繊維強化樹脂製容器製造装置であって、繊維供給部と、繊維供給部から送り出された繊維に樹脂を含浸させるレジンバスと、レジンバス通過後の樹脂含浸繊維を容器の形状を形作るライナーに巻き付ける巻取り部と、レジンバス内に収容した樹脂の温度を調節可能な温度調節部と、温度調節部の温度を制御する温度調節部制御手段と、を備え、温度調節部制御手段は、ライナーに巻き付けた樹脂含浸繊維のうち、内径側部分を構成する繊維がレジンバスを通過する場合の温度調節部の温度を、樹脂含浸繊維のうち、外径側部分を構成する繊維がレジンバスを通過する場合の温度調節部の温度よりも低くさせることを特徴とする繊維強化樹脂製容器製造装置である。
【発明の効果】
【0019】
本発明に係る繊維強化樹脂製容器の製造方法および繊維強化樹脂製容器製造装置によれば、繊維強化樹脂製容器の寸法を過度に大きくすることなく繊維強化樹脂製容器の疲労耐久性能を高くできる。すなわち、ライナーに巻き付ける前の樹脂含浸繊維またはレジンバスを通過する前の繊維を冷却する構成によれば、繊維強化樹脂製容器を製造すべくライナーに巻き付ける樹脂含浸繊維のうち、繊維強化樹脂の内層を構成する部分の粘度を冷却により上昇させるとともに、ライナーに巻き付ける樹脂含浸繊維のうち、繊維強化樹脂の外層を構成する部分の粘度を非冷却により低下させることにより、内層部分の樹脂含浸量を多くする一方、外層部分の樹脂含浸量を少なくすることができる。このため、ライナーへの樹脂含浸繊維の巻き付けに伴い、内層側から外層側へ複数の繊維間から樹脂が染み出す傾向となるのにもかかわらず、内層側の樹脂量を十分に確保しやすくできる。また、繊維強化樹脂製容器の外径を過度に大きくする必要がなくなる。この結果、繊維強化樹脂製容器の寸法を過度に大きくすることなく、繊維強化樹脂製容器の疲労耐久性能を高くできる。
【0020】
また、レジンバス内に収容した樹脂の温度を変化させることにより、ライナーに巻き付けた樹脂含浸繊維のうち、内径側部分を構成する繊維に対するレジンバスでの樹脂付着量を、外径側部分を構成する繊維に対するレジンバスでの樹脂付着量よりも多くする構成によっても、ライナーへの樹脂含浸繊維の巻き付けに伴い、内層側から外層側へ複数の繊維間から樹脂が染み出す傾向となるのにもかかわらず、繊維強化樹脂製容器の内層側の樹脂量を十分に確保しやすくできる。また、繊維強化樹脂製容器の外径を過度に大きくする必要がなくなる。この結果、繊維強化樹脂製容器の寸法を過度に大きくすることなく、繊維強化樹脂製容器の疲労耐久性能を高くできる。
【発明を実施するための最良の形態】
【0021】
[第1の発明の実施の形態]
以下において図面を用いて本発明に係る実施の形態につき詳細に説明する。以下において述べる材料、成形条件等は、説明のための例であり、製品の仕様等に合わせ、適当な他の材料、成形条件を採用することができる。例えば、繊維として、カーボン繊維を説明するが、これ以外の適当な強度を有する繊維を使用することもできる。また、樹脂として、熱硬化型エポキシ樹脂を説明するが、これ以外の適当な接合強度を有する樹脂を使用することもできる。また、以下では、繊維強化樹脂容器を高圧ガスタンクとする場合について説明するが、繊維強化樹脂製容器を高圧ガスタンク以外とすることもできる。
【0022】
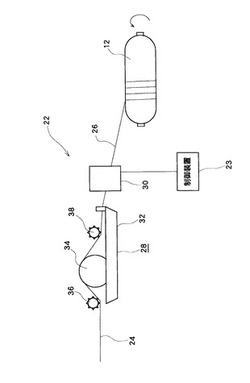
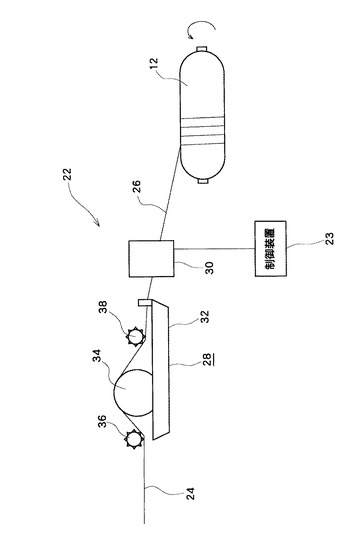
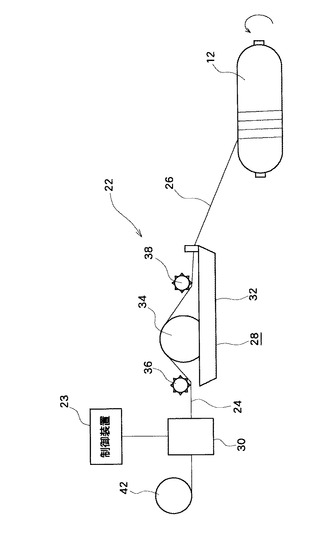
図1は、本発明の第1の実施の形態の繊維強化樹脂製容器の製造方法により高圧ガスタンクを製造する繊維強化樹脂製容器製造装置である、タンク製造装置の一部の構成図である。タンク製造装置は、成形部22と、制御部である制御装置23とを備える。なお、図1では、タンク製造装置の構成要素ではないが、成形製品の形状を形作るライナー12も図示している。
【0023】
成形部22は、原材料であるカーボン繊維24をセットし、すなわち巻き付け、送り出しを行う繊維供給部である図示しない供給用ボビンと、供給用ボビンから送り出されたカーボン繊維24に液体状の樹脂を含浸させ、樹脂含浸繊維26として供給するレジンバス28と、レジンバス28通過後の樹脂含浸繊維26を、繊維強化樹脂製容器である高圧ガスタンクの形状を形作るライナー12に巻き付ける巻取り部である、図示しないライナー回転装置と、冷却手段である温度調節装置30とを備える。
【0024】
カーボン繊維24は、供給用ボビンからいくつかのローラ等を経由し、ライナー12に巻き付けられ、ライナー12は、ライナー回転装置によりライナー12の長手軸周りに回転駆動される。ここで、ライナー回転装置が、繊維巻取部の機能を有する。したがって、カーボン繊維24は、ライナー12の回転駆動によって張力が与えられ、その張力の下で、樹脂含浸繊維26がライナー12に緊密に巻き付けられることとなる。ライナー回転装置とライナー12とにより、繊維巻取り成形部を構成する。なお、カーボン繊維24に張力を付与するために、供給用ボビン側で張力を付与することもできる。
【0025】
原材料であるカーボン繊維24は、有機高分子繊維を約3000℃の高温で焼成したものからなり、その焼成したものを例えば24000本程度まっすぐに揃えた状態で集め、バインダ樹脂で軽く接着し、厚さ約200μm、幅3mmから10mm程度の扁平な繊維束としたものを用いることができる。
【0026】
レジンバス28は、このようなカーボン繊維24に液体状の樹脂を含浸させる機能を有し、液体状の熱硬化型エポキシ樹脂(以下、単に「エポキシ樹脂」とする。)を満たしたレジン槽32と、レジン槽32に一部が浸かっている樹脂掻い出しローラ34と、その前後に配置される前ローラ36および後ローラ38とを備える。
【0027】
カーボン繊維24は、前ローラ36の下側外周と、樹脂掻い出しローラ34の上側外周と、後ローラ38の下側外周とに沿って張られ、レジンバス28から後ローラ38側に引き出される。樹脂掻い出しローラ34は、回転することで、レジン槽32から液体状のエポキシ樹脂を外周に付着させ、その上側をカーボン繊維24が通過することでそのカーボン繊維24に樹脂が付着し、含浸する。
【0028】
また、レジン槽32は図示しないヒータを備えており、エポキシ樹脂は例えば40℃から50℃の範囲で加熱されて液体状となる。液体状のエポキシ樹脂はその温度を制御することで粘度管理が行われる。図示しない樹脂温度センサによりレジン槽32内の樹脂温度を測定可能としている。
【0029】
レジンバス28から引き出された、レジンバス28通過後、ライナー12に巻き付ける前の樹脂含浸繊維26は、温度調節装置30に設けた孔部等の繊維通過部(図示せず)を通過させることにより、その温度を低下または上昇させることを可能としている。温度調節装置30は、加熱装置の機能も備えた冷却装置であり、レジンバス28とライナー12との間に配置している。例えば、温度調節装置30は、内部に水等の液体または気体等の流体を循環させ、その流体を冷却部または加熱部により温度低下または温度上昇させる構成とすることができる。また、温度調節装置30は、制御装置23から制御信号が入力されることにより、その繊維通過部内側の温度調節を可能としている。制御装置23は、温度調節装置制御手段を有し、温度調節装置制御手段には例えばライナー12の回転数を表す信号を入力可能としている。温度調節装置制御手段は、ライナー12の回転数から、ライナー12に巻き付けた樹脂含浸繊維26の巻き層数、すなわち積層数を求め、積層数が所定値以下では温度調節装置30の繊維通過部内の温度を低下させ、積層数が所定値を超えると、温度調節装置30の繊維通過部内の温度を、積層数が所定値以下の場合よりも上昇させる機能を有する。
【0030】
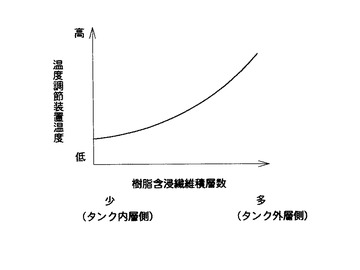
また、温度調節装置制御手段により、ライナー12に巻き付けた樹脂含浸繊維26の積層数が多くなるのにしたがって、温度調節装置30の繊維通過部内の温度を徐々に上昇させるようにすることもできる。図2は、このように積層数の増大にしたがって温度調節装置30の温度を徐々に上昇させる制御を行う場合の、温度調節装置30の温度と、樹脂含浸繊維26の積層数との関係の1例を示す図である。本実施の形態は、このように、樹脂含浸繊維26(図1)の積層数が多くなる、すなわち、高圧ガスタンクの内層側から外層側に向かうほど、徐々に温度調節装置30(図1)の温度が高くなるように制御することもできる。
【0031】
図1に戻り、温度調節装置30を通過した樹脂含浸繊維26は、図示しない案内部によりライナー12に巻き付けやすいように案内される。案内部は、例えばライナー12の外形に沿って移動させる移動機構を備え、移動機構は、ライナー12の回転に伴って案内部を、ライナー12の長手軸方向とライナー12の幅方向である図1の表裏方向とに移動させるようにする。
【0032】
ライナー12は、成形製品の形状を形作る芯材となるもので、例えば高圧ガスタンクを成形する場合は、タンクの内径に対応する筒である。筒の材質は例えば硬質樹脂を用いることができる。筒の直径は、例えば30cm程度で、その肉厚は数mm程度のものを用いることができる。ライナー12は、ライナー回転装置に長手軸を中心とする回転可能に支持され、回転駆動機構によって長手軸周りに回転される。樹脂含浸繊維26は、ライナー12が回転駆動されることで、ライナー12外周に巻き取られる。ライナー12に巻き取られる量は、ライナー12の外周上の厚さにして数mmから10数mm程度である。エポキシ樹脂が含浸された樹脂含浸繊維26が所定巻き数でライナー12に巻き付けられ、製品の形状が形作られると、その後硬化処理が行われ、エポキシ樹脂が硬化して、繊維強化樹脂製容器である高圧ガスタンクが成形される。
【0033】
このようなタンク製造装置を用いて高圧ガスタンクを製造する方法は、供給用ボビンから送り出したカーボン繊維24に、レジンバス28で樹脂を含浸させることによりレジンバス28から樹脂含浸繊維26を供給し、樹脂含浸繊維26を製品の形状を形作るライナー12に巻き付けることにより高圧ガスタンクを成形する。また、ライナー12に巻き付ける樹脂含浸繊維26のうち、繊維強化樹脂の内層を構成する部分を温度調節装置30で冷却し、ライナー12に巻き付ける樹脂含浸繊維26のうち、繊維強化樹脂の外層を構成する部分を温度調節装置30で冷却しないようにする。例えば、内層を構成する樹脂含浸繊維26を、温度低下させた温度調節装置30に通過させることにより温度低下させ、外層を構成する樹脂含浸繊維26を、温度上昇させた温度調節装置30に通過させることにより温度上昇させる。これにより、温度調節装置30通過後の樹脂含浸繊維26の粘度を、温度調節装置30通過前の樹脂含浸繊維26の粘度よりも上昇させる。
【0034】
このような本実施の形態の繊維強化樹脂製容器の製造方法および繊維強化樹脂製容器製造装置によれば、レジンバス28を通過後の樹脂含浸繊維26を、温度調節装置30で冷却することにより、温度調節装置30通過後の樹脂含浸繊維26の粘度を、温度調節装置30通過前の樹脂含浸繊維26の粘度よりも上昇させる。このため、高圧ガスタンクの寸法を過度に大きくすることなく高圧ガスタンクの疲労耐久性能を高くできる。すなわち、高圧ガスタンクを製造すべくライナー12に巻き付ける樹脂含浸繊維26のうち、繊維強化樹脂の内層を構成する部分の粘度を冷却により上昇させるとともに、ライナー12に巻き付ける樹脂含浸繊維26のうち、繊維強化樹脂の外層を構成する部分の粘度を非冷却により低下させる。これにより、内層部分の樹脂含浸量を多くする一方、外層部分の樹脂含浸量を少なくすることができる。したがって、ライナー12への樹脂含浸繊維26の巻き付けに伴い、内層側から外層側へ複数の繊維間から樹脂が染み出す傾向となるのにもかかわらず、内層側の樹脂量を十分に確保しやすくできる。また、高圧ガスタンクの外径を過度に大きくする必要がなくなる。この結果、高圧ガスタンクの寸法を過度に大きくすることなく、高圧ガスタンクの疲労耐久性能を高くできる。
【0035】
また、従来からタンクを、70MPa等の高圧で耐え得るようにするため、タンクの板厚を厚くすることが考えられているが、自動車の狭い空間に設置する等の制約がある場合には、板厚を薄くすることが望まれる。本実施の形態によれば、高圧ガスタンクの内層を構成する樹脂含浸繊維26を冷却し、低Vf、すなわち繊維体積含有率を低くすることにより、樹脂含浸量を多くするとともに、外層を構成する樹脂含浸繊維26を加熱、すなわち温度上昇させ、積極的に高Vf、すなわち繊維体積含有率を高くすることにより、高圧ガスタンクの疲労耐久性能を十分に確保しつつ、高圧ガスタンクの板厚をより薄くして外径をより小さくすることもできる。
【0036】
[第2の発明の実施の形態]
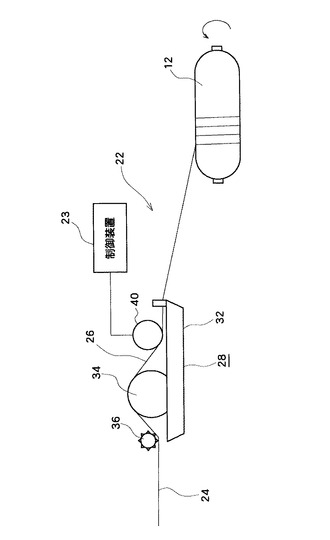
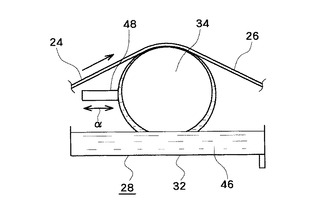
図3は、本発明の第2の実施の形態の繊維強化樹脂製容器製造装置である、タンク製造装置の一部の構成図である。本実施の形態では、上記の第1の実施の形態において、温度調節装置30を省略するとともに、レジンバス28に設ける後ローラ38(図1参照)の代わりに、冷却と加熱とが可能な温調ガイドローラ40を設けている。温調ガイドローラ40は、中心軸周りの回転を可能としており、樹脂含浸繊維26を温調ガイドローラ40に通過させることにより、樹脂含浸繊維26の温度を低下または上昇させることを可能としている。例えば、温調ガイドローラ40は、内部に水等の液体または気体等の流体を循環させ、その流体を冷却部または加熱部により温度低下または温度上昇させる構成とすることができる。なお、温調ガイドローラ40は回転しない構造とすることもでき、その場合には、温度調節された温調ガイドローラ40周面に樹脂含浸繊維26が滑りながら通過する状態となる。
【0037】
また、本実施の形態の繊維強化樹脂製容器の製造方法は、図示しない供給用ボビンから送り出したカーボン繊維24に、レジンバス28でエポキシ樹脂を含浸させることにより樹脂含浸繊維26とするとともに、ライナー12に巻き付ける樹脂含浸繊維26のうち、繊維強化樹脂の内層を構成する部分が温調ガイドローラ40を通過する場合に、温調ガイドローラ40を温度低下させることにより冷却する。また、ライナー12に巻き付ける樹脂含浸繊維26のうち、繊維強化樹脂の外層を構成する部分が温調ガイドローラ40を通過する場合に、温調ガイドローラ40を温度上昇させることにより加熱する。これにより、温調ガイドローラ40通過後の樹脂含浸繊維26の粘度を、温調ガイドローラ40通過前の樹脂含浸繊維26の粘度よりも上昇させる。本実施の形態の場合は、温調ガイドローラ40が冷却手段となる。
【0038】
温調ガイドローラ40の温度は、制御装置23が有する温調ガイドローラ温度制御手段により制御する。温調ガイドローラ温度制御手段には、例えばライナー12の回転数を表す信号を入力可能としている。温調ガイドローラ温度制御手段は、ライナー12の回転数から、ライナー12に巻き付けた樹脂含浸繊維26の巻き層数、すなわち積層数を求め、積層数が所定値以下では温調ガイドローラ40の温度を低下させ、積層数が所定値を超えると、温調ガイドローラ40の温度を、積層数が所定値以下の場合よりも上昇させる機能を有する。
【0039】
また、上記の図2に示した場合において、温度調節装置の温度を温調ガイドローラ40の温度に変えた場合と同様に、温調ガイドローラ温度制御手段により、ライナー12に巻き付けた樹脂含浸繊維26の積層数が多くなるのにしたがって、温調ガイドローラ40の温度を徐々に上昇させるようにすることもできる。
【0040】
このような本実施の形態の場合も、高圧ガスタンクを製造すべくライナー12に巻き付ける樹脂含浸繊維26のうち、繊維強化樹脂の内層を構成する部分の粘度を冷却により上昇させるとともに、ライナー12に巻き付ける樹脂含浸繊維26のうち、繊維強化樹脂の外層を構成する部分の粘度を非冷却により低下させることにより、内層部分の樹脂含浸量を多くする一方、外層部分の樹脂含浸量を少なくすることができる。このため、高圧ガスタンクの寸法を過度に大きくすることなく高圧ガスタンクの疲労耐久性能を高くできる。その他の構成および作用については、上記の第1の実施の形態と同様であるため、同等部分には同一符号を付して重複する説明を省略する。
【0041】
[第3の発明の実施の形態]
図4は、本発明の第3の実施の形態の繊維強化樹脂製容器製造装置である、タンク製造装置の一部の構成図である。本実施の形態では、上記の図1から図2に示した第1の実施の形態において、温度調節装置30を、カーボン繊維24を巻き付けた供給用ボビン42と、レジンバス28との間に配置し、カーボン繊維24を温度調節装置30に通過させることにより、レジンバス28を通過する前のカーボン繊維24を温度低下させるか、または温度上昇させることを可能としている。
【0042】
また、本実施の形態の繊維強化樹脂製容器の製造方法は、供給用ボビン42から送り出したカーボン繊維24のうち、繊維強化樹脂の内層を構成する部分を温度調節装置30で冷却し、繊維強化樹脂の外層を構成する部分を温度調節装置30で冷却しないようにする。例えば、内層を構成するカーボン繊維24を、温度低下させた温度調節装置30に通過させることにより温度低下させ、外層を構成するカーボン繊維24を、温度上昇させた温度調節装置30に通過させることにより温度上昇させる。これにより、レジンバス28通過後の樹脂含浸繊維26の粘度を、温度調節装置30で冷却しないと仮定した場合の樹脂含浸繊維26の粘度よりも上昇させる。
【0043】
本実施の形態では、レジンバス28通過前のカーボン繊維24の温度を調節し、このカーボン繊維24の温度により付着するエポキシ樹脂の粘度を調節することが可能となるため、レジンバス28において、ヒータ等の温度を調節する構造を省略することもできる。その他の構成および作用については、上記の図1から図2に示した第1の実施の形態と同様であるため、同等部分には同一符号を付して重複する説明を省略する。
【0044】
[第4の発明の実施の形態]
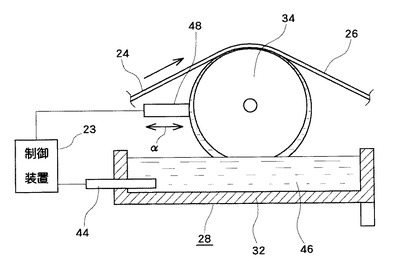
図5から図8は、本発明の第4の実施の形態を示している。図5は、本実施の形態の繊維強化樹脂製容器製造装置である、タンク製造装置において、レジンバス28部分を示す略断面図である。図6は、レジン槽32の温度調節構造を含む図5の拡大図である。本実施の形態では、上記の図1から図2に示した第1の実施の形態において、温度調節装置30(図1参照)を省略するとともに、レジンバス28のレジン槽32内に一部を進入させたヒータ44の温度を、制御部である制御装置23により制御可能としている。
【0045】
ヒータ44は、レジンバス28に設けた温度調節部であり、レジン槽32内に収容したエポキシ樹脂46の温度を調節可能としている。また、制御装置23は、ヒータ44の温度を制御するヒータ制御手段を有し、ヒータ制御手段には例えばライナー12(図1参照)の回転数を表す信号を入力可能としている。ヒータ制御手段は、ライナー12の回転数から、ライナー12に巻き付けた樹脂含浸繊維26の巻き層数、すなわち積層数を求め、積層数が多くなるのにしたがって、ヒータ44の温度を徐々に上昇させるようにする。ヒータ44の温度が上昇するほど、レジン槽32中のエポキシ樹脂46の温度は上昇するため、レジン槽32中のエポキシ樹脂46の粘度が低くなる。
【0046】
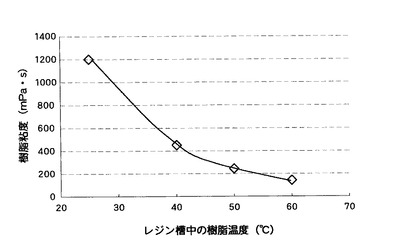
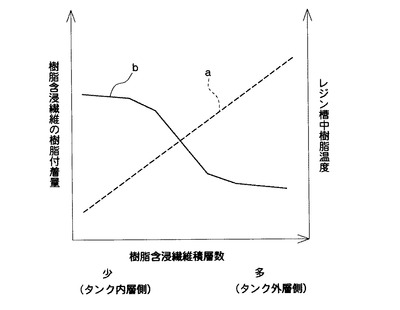
図7は、レジン槽32中のエポキシ樹脂46の温度と粘度との関係の1例を示している。図7に示すように、レジン槽32中の樹脂粘度は、樹脂温度が低くなるほど上昇し、樹脂温度が高くなるほど低下する。本実施の形態は、このような関係を利用したもので、ヒータ制御手段は、ライナー12の周囲の、樹脂含浸繊維26の積層数が多くなるのにしたがって、レジン槽32中の樹脂温度を直線的に上昇させるように、ヒータ44を制御している。
【0047】
図8は、本実施の形態において、ライナー12周囲の樹脂含浸繊維26の積層数と、レジン槽32中のエポキシ樹脂46の温度および樹脂含浸繊維26の樹脂付着量との関係を示している。図8において、破線aは、ライナー12周囲の樹脂含浸繊維26の積層数とレジン槽32中の樹脂温度との関係を表しており、実線bは、ライナー12周囲の樹脂含浸繊維26の積層数と樹脂含浸繊維26の樹脂付着量との関係を表している。図8に破線aで示すように、ヒータ制御手段は、ライナー12への樹脂含浸繊維26の巻き始めに対応する、ライナー12周囲の樹脂含浸繊維26の積層数が少ない、すなわち、繊維強化樹脂の内層を構成するカーボン繊維24がレジンバス28の掻い出しローラ34上を通過する場合に、ヒータ44の温度を低下させ、レジン槽32中の樹脂温度を低くすることにより、樹脂粘度を上昇させるようにしている。
【0048】
また、ヒータ制御手段は、ライナー12周囲の樹脂含浸繊維26の積層数が多くなることに対応して、カーボン繊維24を掻い出しローラ34上に通過させる時間の経過にしたがって、ヒータ44の温度を徐々に上昇させることにより、樹脂温度を徐々に高くして樹脂粘度が徐々に低くなるようにしている。すなわち、樹脂含浸繊維26のうち、ライナー12に先に巻き付ける部分の温度を、樹脂含浸繊維26のうち、ライナー12に後に巻き付ける部分の温度よりも低くすることを可能としている。この結果、図8に実線bで示すように、樹脂含浸繊維26の樹脂付着量を、ライナー12周囲の樹脂含浸繊維26の積層数に対応して変化させることができる。すなわち、樹脂含浸繊維26の積層数が少ない場合に樹脂付着量を多くして、樹脂含浸繊維26の積層数が多い場合に樹脂付着量を少なくすることができる。このように、本実施の形態の繊維強化樹脂製容器の製造方法は、レジンバス28内に収容したエポキシ樹脂46の温度を変化させることにより、ライナー12に巻き付けた樹脂含浸繊維26のうち、内径側部分を構成するカーボン繊維24に対するレジンバス28での樹脂付着量を、外径側部分を構成するカーボン繊維24に対するレジンバス28での樹脂付着量よりも多くする。また、ヒータ制御手段は、ライナー12に巻き付けた樹脂含浸繊維26のうち、内径側部分を構成するカーボン繊維24がレジンバス28を通過する場合のヒータ44の温度を、樹脂含浸繊維26のうち、外径側部分を構成するカーボン繊維24がレジンバス28を通過する場合のヒータ44の温度よりも低くさせる。
【0049】
また、図5、図6に戻って、レジンバス28には、樹脂掻い出しローラ34に付着する樹脂量を調整するスクレーパー48を設けている。スクレーパー48は、樹脂掻い出しローラ34の外周との間に所定の間隔の隙間ができるように配置されるブレード状の樹脂量調整板である。その配置位置は、レジン槽32中のエポキシ樹脂46の液面上方で、カーボン繊維24が樹脂掻い出しローラ34の上側外周に接触する位置よりも下方の位置とする。スクレーパー48は、ブレード部分を樹脂掻い出しローラ34の外周面に向けて、この外周面との間の隙間が樹脂掻い出しローラ34の幅方向に亘り一様になるように設定しており、この隙間は、制御装置23により制御される図示しないスクレーパー移動機構により調整可能としている。スクレーパー48のブレード部分は、スクレーパー移動機構により、図5、図6の矢印αで示す方向に移動可能としている。このようにスクレーパー48とスクレーパー移動機構とを備える本実施の形態は、上記のようにヒータ44とヒータ制御手段により樹脂温度を調節可能とすることと相まって、樹脂含浸繊維26の樹脂付着量を、より精度よく調節することが可能となる。
【0050】
このような本実施の形態の繊維強化樹脂製容器の製造方法および繊維強化樹脂製容器製造装置によれば、レジンバス28内に収容したエポキシ樹脂46の温度を変化させることにより、ライナー12に巻き付けた樹脂含浸繊維26のうち、内径側部分を構成するカーボン繊維24に対するレジンバス28での樹脂付着量を、外径側部分を構成するカーボン繊維24に対するレジンバス28での樹脂付着量よりも多くする。このため、ライナー12への樹脂含浸繊維26の巻き付けに伴い、内層側から外層側へ複数の繊維間から樹脂が染み出す傾向となるのにもかかわらず、高圧ガスタンクの内層側の樹脂量を十分に確保しやすくできる。また、高圧ガスタンクの外径を過度に大きくする必要がなくなる。すなわち、ライナー12(図1参照)周囲の繊維強化樹脂の内層での繊維体積含有率をVfiとし、同じく繊維強化樹脂の外層での繊維体積含有率をVfoとすると、Vfi<Vfoとすることができる。この結果、高圧ガスタンクの寸法を過度に大きくすることなく、高圧ガスタンクの疲労耐久性能を高くできる。
【0051】
また、高圧ガスタンクの内層の繊維体積含有率であるVfは、高圧ガスタンクの胴部となる部分だけでなく、高圧ガスタンクの軸方向端部に設けるドーム部となる部分でも低く抑えることにより、全体における内層での樹脂付着量を十分に多くできる。なお、本実施の形態で、スクレーパー48とスクレーパー移動機構とを省略することもできる。その他の構成および作用については、上記の図1から図2に示した第1の実施の形態と同様であるため、同等部分には同一符号を付して重複する図示および説明を省略する。
【0052】
なお、上記の各実施の形態では、供給用ボビン42(図4参照)から送り出した1本の繊維束のカーボン繊維24に樹脂を含浸させ、樹脂含浸繊維26をライナー12に巻き付ける場合を説明したが、本発明はこのような方法に限定するものではない。例えば、繊維供給部として、複数のボビン取付部を有するクリールスタンドを設けて、複数のボビン取付部から複数のカーボン繊維24をそれぞれ送り出し、複数のカーボン繊維24を、レジンバス28で樹脂を含浸させてから、幅方向に並べるパラレル巻きでライナー12に巻き付けるようにすることもできる。この場合、複数のカーボン繊維24を同時に冷却手段である、温度調節装置30または温調ガイドローラ40に通過させることもできる。また、この場合、アイクチ案内部により、複数の樹脂含浸繊維26を並べるようにしてライナー12に巻き付けるようにすることもできる。なお、上記の各実施の形態において、上記の図9に示した従来から考えられている方法により造られたカーボン繊維強化樹脂タンクの場合と同様に、繊維強化樹脂の外側にガラス層を設けることもできる。
【図面の簡単な説明】
【0053】
【図1】本発明の第1の実施の形態の製造方法により高圧ガスタンクを製造するタンク製造装置の一部の構成図である。
【図2】第1の実施の形態の製造方法により、ライナー周囲の樹脂含浸繊維の積層数の増大にしたがって温度調節装置の温度を徐々に上昇させる制御を行う場合の、樹脂含浸繊維の積層数と温度調節装置の温度との関係を示す図である。
【図3】本発明の第2の実施の形態の製造方法により高圧ガスタンクを製造するタンク製造装置の一部の構成図である。
【図4】本発明の第3の実施の形態の製造方法により高圧ガスタンクを製造するタンク製造装置の一部の構成図である。
【図5】本発明の第4の実施の形態の製造方法により高圧ガスタンクを製造するタンク製造装置において、レジンバス部分を示す略断面図である。
【図6】レジン槽の温度調節構造を含む図5の拡大図である。
【図7】レジン槽中の樹脂温度と樹脂粘度との関係の1例を示す図である。
【図8】第4の実施の形態において、ライナー周囲の樹脂含浸繊維の積層数と、レジン槽中の樹脂温度および樹脂含浸繊維の樹脂付着量との関係を示す図である。
【図9】従来から考えられている方法により造られたカーボン繊維強化樹脂製タンクの1例の断面と、このタンクの部分拡大模式断面である(a)と、(a)の外層部分をさらに拡大した模式断面である(b)と、(a)の内層部分をさらに拡大した模式断面である(c)とを示す図である。
【符号の説明】
【0054】
10 タンク、12 ライナー、14 繊維強化樹脂、16,18 口金、20 ガラス層、22 成形部、23 制御装置、24 カーボン繊維、26 樹脂含浸繊維、28 レジンバス、30 温度調節装置、32 レジン槽、34 樹脂掻い出しローラ、36 前ローラ、38 後ローラ、40 温調ガイドローラ、42 供給用ボビン、44 ヒータ、46 エポキシ樹脂、48 スクレーパー。
【技術分野】
【0001】
本発明は、繊維供給部から送り出した繊維に、レジンバスで樹脂を含浸させることにより得た樹脂含浸繊維を、製品の形状を形作るライナーに巻き付けることにより繊維強化樹脂製容器を成形する繊維強化樹脂製容器の製造方法および繊維強化樹脂製容器製造装置に関する。
【背景技術】
【0002】
従来から繊維強化樹脂により繊維強化樹脂製容器を成形することが考えられている。例えば、繊維強化樹脂製容器を成形する方法として、十分な強度を有する繊維、例えばカーボン繊維を用い、これに液状の熱硬化性樹脂を含浸させて、製品の形状を形作るライナーに巻き付け、熱硬化性樹脂を加熱硬化させることが考えられている。カーボン繊維は、有機高分子繊維を、例えば3000℃の高温で焼成し、極めて強度を高くできるので、例えば繊維強化樹脂製容器である高圧タンク等を、ライナーにカーボン繊維を巻き付ける、いわゆるフィラメントワインディング方法で製造することができる。カーボン繊維に樹脂を含浸させる方法として、温度制御された液体状の熱硬化性樹脂を満たした樹脂容器にカーボン繊維束を通過させることにより、カーボン繊維束に樹脂を含浸させることが考えられている。
【0003】
また、特許文献1には、熱可塑性樹脂からなるマトリックス樹脂と、液晶樹脂との複合組成物を、押し出しダイで押し出した後、押し出したストランドを一旦冷却槽内で常温まで冷却しながら延伸し、その後、フィラメントワインディング成形を行う、液晶樹脂複合体の成形方法が記載されている。
【0004】
また、特許文献2には、繊維基材の移動速度に依存せずに繊維基材に対する含浸樹脂量を一定に保つようにするために、樹脂含浸装置に貯えられた樹脂に下部を浸漬している樹脂含浸ロールを回転させ、樹脂含浸ロール表面に樹脂をピックアップさせ、ピックアップされた樹脂の膜厚を膜厚調整板により樹脂の一部を掻き落として調整後、樹脂を繊維基材に塗布含浸する樹脂含浸装置が記載されている。
【0005】
【特許文献1】特開平5−193010号公報
【特許文献2】特開2000−108211号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
一般的に、カーボン繊維を使用したカーボン繊維強化樹脂(CFRP)等の繊維強化樹脂(FRP)製の容器であるタンクを、フィラメントワインディング方法で成形する際、カーボン繊維に熱硬化性樹脂を含浸させた樹脂含浸繊維を、ライナーに数層から数十層巻き付ける工程を行う。このようにライナーに樹脂含浸繊維を巻き付ける工程において、ライナーでの樹脂含浸繊維の巻き取り時に繊維に張力が加わり、張力による巻き締め効果により、せっかく繊維間に樹脂を含浸させたのにもかかわらず、繊維強化樹脂の内層を構成する複数の繊維間から樹脂が外層側に染み出す傾向となる。すなわち、樹脂含浸繊維の積層が多くなるのにしたがって、繊維強化樹脂の内層を構成する複数の繊維間から樹脂が外層側に染み出し、径方向外側から内側に向かうほど、全体の体積に占める繊維の割合である、繊維体積含有率であるVf(%)が高くなる傾向となる。Vfは、高くなるほど樹脂量が少なくなり、低くなるほど樹脂量が多いことを意味する。
【0007】
図9は、従来から考えられている方法により造られたカーボン繊維強化樹脂製タンクの1例の断面と、このタンクの部分拡大模式断面である(a)と、(a)の外層部分をさらに拡大した模式断面である(b)と、(a)の内層部分をさらに拡大した模式断面である(c)とを示している。図9に示すタンク10は、樹脂製のライナー12の周囲にカーボン繊維に樹脂を含浸させた樹脂含浸繊維を巻き付け、樹脂を加熱硬化させることにより、ライナー12の周囲に繊維強化樹脂14を設けている。また、タンク10の長手方向両端部に口金16,18を固定している。また、繊維強化樹脂14となる樹脂含浸繊維を巻き付けたものの外側にガラス繊維に樹脂を含浸したものを巻き付け、その後同時に加熱硬化することにより、繊維強化樹脂14の外側にガラス層20を設けている。
【0008】
図9の(b)(c)では、白丸によりカーボン繊維を、黒で塗りつぶした部分により樹脂を、それぞれ表している。図9(b)で示すように、繊維強化樹脂14の外層部分では、全体に占める樹脂量の割合が多いのに対して、図9(c)で示すように、繊維強化樹脂14の内層部分では、全体に占める樹脂量の割合は少ない。すなわち、繊維体積含有率である、Vfは、内層側で外層側に比べて高くなる。また、このような傾向は、繊維間に含浸した樹脂の粘度が低い場合に、樹脂の染み出し量が多くなるため、より顕著になる。
【0009】
また、繊維強化樹脂14製のタンク10は、使用圧が高くなるほど、強度確保のために繊維強化樹脂14の厚さを大きくする、すなわち、ライナー12に樹脂含浸繊維を巻く巻き層数を多くする必要があるため、巻き締め効果がより大きくなり、繊維強化樹脂14内層側のVfの上昇がより顕著になる。そして、タンク10内の圧力上昇により、最も大きな応力が加わる傾向となるのが内層であるため、内層のVfが過度に高い場合には、タンク10の疲労耐久性能が大幅に低下して、繊維強化樹脂14製のタンク10の内層部分に亀裂等の損傷が生じる可能性がないとはいえない。このため、繊維強化樹脂14のうち、特に内層部分のVfを最適に調節できる手段の実現が望まれている。
【0010】
一方、繊維強化樹脂14のVfを内層だけでなく外層も含め一律に低下させると、樹脂量が全体で多くなるため、タンク10の外径が大きくなってしまう原因となる。タンク10は、自動車用として使用する場合等、空間的な制約が多い状況で使用される場合には、タンク10の外径を小さくすることが特に望まれるため、タンク10のうち、内層部分のみのVfを効果的に低くし、内層部分のみで樹脂量を多くすることが望まれている。
【0011】
これに対して、特許文献1には、上記のように液晶樹脂複合体の成形方法が記載されているが、繊維強化樹脂製容器の成形方法も繊維強化樹脂製容器製造装置も記載されていない。また、特許文献1には、繊維強化樹脂製容器の寸法を過度に大きくすることなく繊維強化樹脂製容器の疲労耐久性能を高くする手段も記載されていない。
【0012】
また、特許文献2には、上記のように樹脂含浸装置が記載されており、樹脂含浸装置は、繊維強化プラスチック容器の製造プロセスで用いられていると記載されているが、繊維強化樹脂製容器の寸法を過度に大きくすることなく繊維強化樹脂製容器の疲労耐久性能を高くする手段は記載されていない。このような特許文献1および特許文献2に記載された技術の場合には、繊維強化樹脂製容器の寸法を過度に大きくすることなく繊維強化樹脂製容器の疲労耐久性能を高くすることができない可能性がある。
【0013】
本発明の目的は、繊維強化樹脂製容器の製造方法および繊維強化樹脂製容器製造装置において、繊維強化樹脂製容器の寸法を過度に大きくすることなく繊維強化樹脂製容器の疲労耐久性能を高くすることである。
【課題を解決するための手段】
【0014】
本発明に係る繊維強化樹脂製容器の製造方法のうち、第1の発明に係る繊維強化樹脂製容器の製造方法は、繊維供給部から送り出した繊維に、レジンバスで樹脂を含浸させることにより得た樹脂含浸繊維を、製品の形状を形作るライナーに巻き付けることにより繊維強化樹脂製容器を成形する繊維強化樹脂製容器の製造方法であって、ライナーに巻き付ける前の樹脂含浸繊維またはレジンバスを通過する前の繊維を冷却することを特徴とする繊維強化樹脂製容器の製造方法である。
【0015】
また、本発明に係る繊維強化樹脂製容器製造装置のうち、第2の発明に係る繊維強化樹脂製容器製造装置は、第1の発明に係る繊維強化樹脂製容器の製造方法により、繊維強化樹脂製容器を製造する繊維強化樹脂製容器製造装置であって、繊維供給部と、繊維供給部から送り出された繊維に樹脂を含浸させるレジンバスと、レジンバス通過後の樹脂含浸繊維を容器の形状を形作るライナーに巻き付ける巻取り部と、ライナーに巻き付ける前の樹脂含浸繊維またはレジンバスを通過する前の繊維を温度低下させる冷却手段と、を備えることを特徴とする繊維強化樹脂製容器製造装置である。
【0016】
また、本発明に係る繊維束樹脂含浸装置のうち、第3の発明に係る繊維強化樹脂製容器製造装置は、第2の発明に係る繊維強化樹脂製容器製造装置において、冷却手段は、樹脂含浸繊維または繊維の通過により、樹脂含浸繊維または繊維を温度低下させることが可能な温度調節装置またはガイドローラであることを特徴とする繊維強化樹脂製容器製造装置である。
【0017】
また、本発明に係る繊維強化樹脂製容器の製造方法のうち、第4の発明に係る繊維強化樹脂製容器の製造方法は、繊維供給部から送り出した繊維に、レジンバスで樹脂を含浸させることにより得た樹脂含浸繊維を、製品の形状を形作るライナーに巻き付けることにより繊維強化樹脂製容器を成形する繊維強化樹脂製容器の製造方法であって、レジンバス内に収容した樹脂の温度を変化させることにより、ライナーに巻き付けた樹脂含浸繊維のうち、内径側部分を構成する繊維に対するレジンバスでの樹脂付着量を、外径側部分を構成する繊維に対するレジンバスでの樹脂付着量よりも多くすることを特徴とする繊維強化樹脂製容器の製造方法である。
【0018】
また、本発明に係る繊維強化樹脂製容器製造装置のうち、第5の発明に係る繊維強化樹脂製容器製造装置は、第4の発明に係る繊維強化樹脂製容器の製造方法により、繊維強化樹脂製容器を製造する繊維強化樹脂製容器製造装置であって、繊維供給部と、繊維供給部から送り出された繊維に樹脂を含浸させるレジンバスと、レジンバス通過後の樹脂含浸繊維を容器の形状を形作るライナーに巻き付ける巻取り部と、レジンバス内に収容した樹脂の温度を調節可能な温度調節部と、温度調節部の温度を制御する温度調節部制御手段と、を備え、温度調節部制御手段は、ライナーに巻き付けた樹脂含浸繊維のうち、内径側部分を構成する繊維がレジンバスを通過する場合の温度調節部の温度を、樹脂含浸繊維のうち、外径側部分を構成する繊維がレジンバスを通過する場合の温度調節部の温度よりも低くさせることを特徴とする繊維強化樹脂製容器製造装置である。
【発明の効果】
【0019】
本発明に係る繊維強化樹脂製容器の製造方法および繊維強化樹脂製容器製造装置によれば、繊維強化樹脂製容器の寸法を過度に大きくすることなく繊維強化樹脂製容器の疲労耐久性能を高くできる。すなわち、ライナーに巻き付ける前の樹脂含浸繊維またはレジンバスを通過する前の繊維を冷却する構成によれば、繊維強化樹脂製容器を製造すべくライナーに巻き付ける樹脂含浸繊維のうち、繊維強化樹脂の内層を構成する部分の粘度を冷却により上昇させるとともに、ライナーに巻き付ける樹脂含浸繊維のうち、繊維強化樹脂の外層を構成する部分の粘度を非冷却により低下させることにより、内層部分の樹脂含浸量を多くする一方、外層部分の樹脂含浸量を少なくすることができる。このため、ライナーへの樹脂含浸繊維の巻き付けに伴い、内層側から外層側へ複数の繊維間から樹脂が染み出す傾向となるのにもかかわらず、内層側の樹脂量を十分に確保しやすくできる。また、繊維強化樹脂製容器の外径を過度に大きくする必要がなくなる。この結果、繊維強化樹脂製容器の寸法を過度に大きくすることなく、繊維強化樹脂製容器の疲労耐久性能を高くできる。
【0020】
また、レジンバス内に収容した樹脂の温度を変化させることにより、ライナーに巻き付けた樹脂含浸繊維のうち、内径側部分を構成する繊維に対するレジンバスでの樹脂付着量を、外径側部分を構成する繊維に対するレジンバスでの樹脂付着量よりも多くする構成によっても、ライナーへの樹脂含浸繊維の巻き付けに伴い、内層側から外層側へ複数の繊維間から樹脂が染み出す傾向となるのにもかかわらず、繊維強化樹脂製容器の内層側の樹脂量を十分に確保しやすくできる。また、繊維強化樹脂製容器の外径を過度に大きくする必要がなくなる。この結果、繊維強化樹脂製容器の寸法を過度に大きくすることなく、繊維強化樹脂製容器の疲労耐久性能を高くできる。
【発明を実施するための最良の形態】
【0021】
[第1の発明の実施の形態]
以下において図面を用いて本発明に係る実施の形態につき詳細に説明する。以下において述べる材料、成形条件等は、説明のための例であり、製品の仕様等に合わせ、適当な他の材料、成形条件を採用することができる。例えば、繊維として、カーボン繊維を説明するが、これ以外の適当な強度を有する繊維を使用することもできる。また、樹脂として、熱硬化型エポキシ樹脂を説明するが、これ以外の適当な接合強度を有する樹脂を使用することもできる。また、以下では、繊維強化樹脂容器を高圧ガスタンクとする場合について説明するが、繊維強化樹脂製容器を高圧ガスタンク以外とすることもできる。
【0022】
図1は、本発明の第1の実施の形態の繊維強化樹脂製容器の製造方法により高圧ガスタンクを製造する繊維強化樹脂製容器製造装置である、タンク製造装置の一部の構成図である。タンク製造装置は、成形部22と、制御部である制御装置23とを備える。なお、図1では、タンク製造装置の構成要素ではないが、成形製品の形状を形作るライナー12も図示している。
【0023】
成形部22は、原材料であるカーボン繊維24をセットし、すなわち巻き付け、送り出しを行う繊維供給部である図示しない供給用ボビンと、供給用ボビンから送り出されたカーボン繊維24に液体状の樹脂を含浸させ、樹脂含浸繊維26として供給するレジンバス28と、レジンバス28通過後の樹脂含浸繊維26を、繊維強化樹脂製容器である高圧ガスタンクの形状を形作るライナー12に巻き付ける巻取り部である、図示しないライナー回転装置と、冷却手段である温度調節装置30とを備える。
【0024】
カーボン繊維24は、供給用ボビンからいくつかのローラ等を経由し、ライナー12に巻き付けられ、ライナー12は、ライナー回転装置によりライナー12の長手軸周りに回転駆動される。ここで、ライナー回転装置が、繊維巻取部の機能を有する。したがって、カーボン繊維24は、ライナー12の回転駆動によって張力が与えられ、その張力の下で、樹脂含浸繊維26がライナー12に緊密に巻き付けられることとなる。ライナー回転装置とライナー12とにより、繊維巻取り成形部を構成する。なお、カーボン繊維24に張力を付与するために、供給用ボビン側で張力を付与することもできる。
【0025】
原材料であるカーボン繊維24は、有機高分子繊維を約3000℃の高温で焼成したものからなり、その焼成したものを例えば24000本程度まっすぐに揃えた状態で集め、バインダ樹脂で軽く接着し、厚さ約200μm、幅3mmから10mm程度の扁平な繊維束としたものを用いることができる。
【0026】
レジンバス28は、このようなカーボン繊維24に液体状の樹脂を含浸させる機能を有し、液体状の熱硬化型エポキシ樹脂(以下、単に「エポキシ樹脂」とする。)を満たしたレジン槽32と、レジン槽32に一部が浸かっている樹脂掻い出しローラ34と、その前後に配置される前ローラ36および後ローラ38とを備える。
【0027】
カーボン繊維24は、前ローラ36の下側外周と、樹脂掻い出しローラ34の上側外周と、後ローラ38の下側外周とに沿って張られ、レジンバス28から後ローラ38側に引き出される。樹脂掻い出しローラ34は、回転することで、レジン槽32から液体状のエポキシ樹脂を外周に付着させ、その上側をカーボン繊維24が通過することでそのカーボン繊維24に樹脂が付着し、含浸する。
【0028】
また、レジン槽32は図示しないヒータを備えており、エポキシ樹脂は例えば40℃から50℃の範囲で加熱されて液体状となる。液体状のエポキシ樹脂はその温度を制御することで粘度管理が行われる。図示しない樹脂温度センサによりレジン槽32内の樹脂温度を測定可能としている。
【0029】
レジンバス28から引き出された、レジンバス28通過後、ライナー12に巻き付ける前の樹脂含浸繊維26は、温度調節装置30に設けた孔部等の繊維通過部(図示せず)を通過させることにより、その温度を低下または上昇させることを可能としている。温度調節装置30は、加熱装置の機能も備えた冷却装置であり、レジンバス28とライナー12との間に配置している。例えば、温度調節装置30は、内部に水等の液体または気体等の流体を循環させ、その流体を冷却部または加熱部により温度低下または温度上昇させる構成とすることができる。また、温度調節装置30は、制御装置23から制御信号が入力されることにより、その繊維通過部内側の温度調節を可能としている。制御装置23は、温度調節装置制御手段を有し、温度調節装置制御手段には例えばライナー12の回転数を表す信号を入力可能としている。温度調節装置制御手段は、ライナー12の回転数から、ライナー12に巻き付けた樹脂含浸繊維26の巻き層数、すなわち積層数を求め、積層数が所定値以下では温度調節装置30の繊維通過部内の温度を低下させ、積層数が所定値を超えると、温度調節装置30の繊維通過部内の温度を、積層数が所定値以下の場合よりも上昇させる機能を有する。
【0030】
また、温度調節装置制御手段により、ライナー12に巻き付けた樹脂含浸繊維26の積層数が多くなるのにしたがって、温度調節装置30の繊維通過部内の温度を徐々に上昇させるようにすることもできる。図2は、このように積層数の増大にしたがって温度調節装置30の温度を徐々に上昇させる制御を行う場合の、温度調節装置30の温度と、樹脂含浸繊維26の積層数との関係の1例を示す図である。本実施の形態は、このように、樹脂含浸繊維26(図1)の積層数が多くなる、すなわち、高圧ガスタンクの内層側から外層側に向かうほど、徐々に温度調節装置30(図1)の温度が高くなるように制御することもできる。
【0031】
図1に戻り、温度調節装置30を通過した樹脂含浸繊維26は、図示しない案内部によりライナー12に巻き付けやすいように案内される。案内部は、例えばライナー12の外形に沿って移動させる移動機構を備え、移動機構は、ライナー12の回転に伴って案内部を、ライナー12の長手軸方向とライナー12の幅方向である図1の表裏方向とに移動させるようにする。
【0032】
ライナー12は、成形製品の形状を形作る芯材となるもので、例えば高圧ガスタンクを成形する場合は、タンクの内径に対応する筒である。筒の材質は例えば硬質樹脂を用いることができる。筒の直径は、例えば30cm程度で、その肉厚は数mm程度のものを用いることができる。ライナー12は、ライナー回転装置に長手軸を中心とする回転可能に支持され、回転駆動機構によって長手軸周りに回転される。樹脂含浸繊維26は、ライナー12が回転駆動されることで、ライナー12外周に巻き取られる。ライナー12に巻き取られる量は、ライナー12の外周上の厚さにして数mmから10数mm程度である。エポキシ樹脂が含浸された樹脂含浸繊維26が所定巻き数でライナー12に巻き付けられ、製品の形状が形作られると、その後硬化処理が行われ、エポキシ樹脂が硬化して、繊維強化樹脂製容器である高圧ガスタンクが成形される。
【0033】
このようなタンク製造装置を用いて高圧ガスタンクを製造する方法は、供給用ボビンから送り出したカーボン繊維24に、レジンバス28で樹脂を含浸させることによりレジンバス28から樹脂含浸繊維26を供給し、樹脂含浸繊維26を製品の形状を形作るライナー12に巻き付けることにより高圧ガスタンクを成形する。また、ライナー12に巻き付ける樹脂含浸繊維26のうち、繊維強化樹脂の内層を構成する部分を温度調節装置30で冷却し、ライナー12に巻き付ける樹脂含浸繊維26のうち、繊維強化樹脂の外層を構成する部分を温度調節装置30で冷却しないようにする。例えば、内層を構成する樹脂含浸繊維26を、温度低下させた温度調節装置30に通過させることにより温度低下させ、外層を構成する樹脂含浸繊維26を、温度上昇させた温度調節装置30に通過させることにより温度上昇させる。これにより、温度調節装置30通過後の樹脂含浸繊維26の粘度を、温度調節装置30通過前の樹脂含浸繊維26の粘度よりも上昇させる。
【0034】
このような本実施の形態の繊維強化樹脂製容器の製造方法および繊維強化樹脂製容器製造装置によれば、レジンバス28を通過後の樹脂含浸繊維26を、温度調節装置30で冷却することにより、温度調節装置30通過後の樹脂含浸繊維26の粘度を、温度調節装置30通過前の樹脂含浸繊維26の粘度よりも上昇させる。このため、高圧ガスタンクの寸法を過度に大きくすることなく高圧ガスタンクの疲労耐久性能を高くできる。すなわち、高圧ガスタンクを製造すべくライナー12に巻き付ける樹脂含浸繊維26のうち、繊維強化樹脂の内層を構成する部分の粘度を冷却により上昇させるとともに、ライナー12に巻き付ける樹脂含浸繊維26のうち、繊維強化樹脂の外層を構成する部分の粘度を非冷却により低下させる。これにより、内層部分の樹脂含浸量を多くする一方、外層部分の樹脂含浸量を少なくすることができる。したがって、ライナー12への樹脂含浸繊維26の巻き付けに伴い、内層側から外層側へ複数の繊維間から樹脂が染み出す傾向となるのにもかかわらず、内層側の樹脂量を十分に確保しやすくできる。また、高圧ガスタンクの外径を過度に大きくする必要がなくなる。この結果、高圧ガスタンクの寸法を過度に大きくすることなく、高圧ガスタンクの疲労耐久性能を高くできる。
【0035】
また、従来からタンクを、70MPa等の高圧で耐え得るようにするため、タンクの板厚を厚くすることが考えられているが、自動車の狭い空間に設置する等の制約がある場合には、板厚を薄くすることが望まれる。本実施の形態によれば、高圧ガスタンクの内層を構成する樹脂含浸繊維26を冷却し、低Vf、すなわち繊維体積含有率を低くすることにより、樹脂含浸量を多くするとともに、外層を構成する樹脂含浸繊維26を加熱、すなわち温度上昇させ、積極的に高Vf、すなわち繊維体積含有率を高くすることにより、高圧ガスタンクの疲労耐久性能を十分に確保しつつ、高圧ガスタンクの板厚をより薄くして外径をより小さくすることもできる。
【0036】
[第2の発明の実施の形態]
図3は、本発明の第2の実施の形態の繊維強化樹脂製容器製造装置である、タンク製造装置の一部の構成図である。本実施の形態では、上記の第1の実施の形態において、温度調節装置30を省略するとともに、レジンバス28に設ける後ローラ38(図1参照)の代わりに、冷却と加熱とが可能な温調ガイドローラ40を設けている。温調ガイドローラ40は、中心軸周りの回転を可能としており、樹脂含浸繊維26を温調ガイドローラ40に通過させることにより、樹脂含浸繊維26の温度を低下または上昇させることを可能としている。例えば、温調ガイドローラ40は、内部に水等の液体または気体等の流体を循環させ、その流体を冷却部または加熱部により温度低下または温度上昇させる構成とすることができる。なお、温調ガイドローラ40は回転しない構造とすることもでき、その場合には、温度調節された温調ガイドローラ40周面に樹脂含浸繊維26が滑りながら通過する状態となる。
【0037】
また、本実施の形態の繊維強化樹脂製容器の製造方法は、図示しない供給用ボビンから送り出したカーボン繊維24に、レジンバス28でエポキシ樹脂を含浸させることにより樹脂含浸繊維26とするとともに、ライナー12に巻き付ける樹脂含浸繊維26のうち、繊維強化樹脂の内層を構成する部分が温調ガイドローラ40を通過する場合に、温調ガイドローラ40を温度低下させることにより冷却する。また、ライナー12に巻き付ける樹脂含浸繊維26のうち、繊維強化樹脂の外層を構成する部分が温調ガイドローラ40を通過する場合に、温調ガイドローラ40を温度上昇させることにより加熱する。これにより、温調ガイドローラ40通過後の樹脂含浸繊維26の粘度を、温調ガイドローラ40通過前の樹脂含浸繊維26の粘度よりも上昇させる。本実施の形態の場合は、温調ガイドローラ40が冷却手段となる。
【0038】
温調ガイドローラ40の温度は、制御装置23が有する温調ガイドローラ温度制御手段により制御する。温調ガイドローラ温度制御手段には、例えばライナー12の回転数を表す信号を入力可能としている。温調ガイドローラ温度制御手段は、ライナー12の回転数から、ライナー12に巻き付けた樹脂含浸繊維26の巻き層数、すなわち積層数を求め、積層数が所定値以下では温調ガイドローラ40の温度を低下させ、積層数が所定値を超えると、温調ガイドローラ40の温度を、積層数が所定値以下の場合よりも上昇させる機能を有する。
【0039】
また、上記の図2に示した場合において、温度調節装置の温度を温調ガイドローラ40の温度に変えた場合と同様に、温調ガイドローラ温度制御手段により、ライナー12に巻き付けた樹脂含浸繊維26の積層数が多くなるのにしたがって、温調ガイドローラ40の温度を徐々に上昇させるようにすることもできる。
【0040】
このような本実施の形態の場合も、高圧ガスタンクを製造すべくライナー12に巻き付ける樹脂含浸繊維26のうち、繊維強化樹脂の内層を構成する部分の粘度を冷却により上昇させるとともに、ライナー12に巻き付ける樹脂含浸繊維26のうち、繊維強化樹脂の外層を構成する部分の粘度を非冷却により低下させることにより、内層部分の樹脂含浸量を多くする一方、外層部分の樹脂含浸量を少なくすることができる。このため、高圧ガスタンクの寸法を過度に大きくすることなく高圧ガスタンクの疲労耐久性能を高くできる。その他の構成および作用については、上記の第1の実施の形態と同様であるため、同等部分には同一符号を付して重複する説明を省略する。
【0041】
[第3の発明の実施の形態]
図4は、本発明の第3の実施の形態の繊維強化樹脂製容器製造装置である、タンク製造装置の一部の構成図である。本実施の形態では、上記の図1から図2に示した第1の実施の形態において、温度調節装置30を、カーボン繊維24を巻き付けた供給用ボビン42と、レジンバス28との間に配置し、カーボン繊維24を温度調節装置30に通過させることにより、レジンバス28を通過する前のカーボン繊維24を温度低下させるか、または温度上昇させることを可能としている。
【0042】
また、本実施の形態の繊維強化樹脂製容器の製造方法は、供給用ボビン42から送り出したカーボン繊維24のうち、繊維強化樹脂の内層を構成する部分を温度調節装置30で冷却し、繊維強化樹脂の外層を構成する部分を温度調節装置30で冷却しないようにする。例えば、内層を構成するカーボン繊維24を、温度低下させた温度調節装置30に通過させることにより温度低下させ、外層を構成するカーボン繊維24を、温度上昇させた温度調節装置30に通過させることにより温度上昇させる。これにより、レジンバス28通過後の樹脂含浸繊維26の粘度を、温度調節装置30で冷却しないと仮定した場合の樹脂含浸繊維26の粘度よりも上昇させる。
【0043】
本実施の形態では、レジンバス28通過前のカーボン繊維24の温度を調節し、このカーボン繊維24の温度により付着するエポキシ樹脂の粘度を調節することが可能となるため、レジンバス28において、ヒータ等の温度を調節する構造を省略することもできる。その他の構成および作用については、上記の図1から図2に示した第1の実施の形態と同様であるため、同等部分には同一符号を付して重複する説明を省略する。
【0044】
[第4の発明の実施の形態]
図5から図8は、本発明の第4の実施の形態を示している。図5は、本実施の形態の繊維強化樹脂製容器製造装置である、タンク製造装置において、レジンバス28部分を示す略断面図である。図6は、レジン槽32の温度調節構造を含む図5の拡大図である。本実施の形態では、上記の図1から図2に示した第1の実施の形態において、温度調節装置30(図1参照)を省略するとともに、レジンバス28のレジン槽32内に一部を進入させたヒータ44の温度を、制御部である制御装置23により制御可能としている。
【0045】
ヒータ44は、レジンバス28に設けた温度調節部であり、レジン槽32内に収容したエポキシ樹脂46の温度を調節可能としている。また、制御装置23は、ヒータ44の温度を制御するヒータ制御手段を有し、ヒータ制御手段には例えばライナー12(図1参照)の回転数を表す信号を入力可能としている。ヒータ制御手段は、ライナー12の回転数から、ライナー12に巻き付けた樹脂含浸繊維26の巻き層数、すなわち積層数を求め、積層数が多くなるのにしたがって、ヒータ44の温度を徐々に上昇させるようにする。ヒータ44の温度が上昇するほど、レジン槽32中のエポキシ樹脂46の温度は上昇するため、レジン槽32中のエポキシ樹脂46の粘度が低くなる。
【0046】
図7は、レジン槽32中のエポキシ樹脂46の温度と粘度との関係の1例を示している。図7に示すように、レジン槽32中の樹脂粘度は、樹脂温度が低くなるほど上昇し、樹脂温度が高くなるほど低下する。本実施の形態は、このような関係を利用したもので、ヒータ制御手段は、ライナー12の周囲の、樹脂含浸繊維26の積層数が多くなるのにしたがって、レジン槽32中の樹脂温度を直線的に上昇させるように、ヒータ44を制御している。
【0047】
図8は、本実施の形態において、ライナー12周囲の樹脂含浸繊維26の積層数と、レジン槽32中のエポキシ樹脂46の温度および樹脂含浸繊維26の樹脂付着量との関係を示している。図8において、破線aは、ライナー12周囲の樹脂含浸繊維26の積層数とレジン槽32中の樹脂温度との関係を表しており、実線bは、ライナー12周囲の樹脂含浸繊維26の積層数と樹脂含浸繊維26の樹脂付着量との関係を表している。図8に破線aで示すように、ヒータ制御手段は、ライナー12への樹脂含浸繊維26の巻き始めに対応する、ライナー12周囲の樹脂含浸繊維26の積層数が少ない、すなわち、繊維強化樹脂の内層を構成するカーボン繊維24がレジンバス28の掻い出しローラ34上を通過する場合に、ヒータ44の温度を低下させ、レジン槽32中の樹脂温度を低くすることにより、樹脂粘度を上昇させるようにしている。
【0048】
また、ヒータ制御手段は、ライナー12周囲の樹脂含浸繊維26の積層数が多くなることに対応して、カーボン繊維24を掻い出しローラ34上に通過させる時間の経過にしたがって、ヒータ44の温度を徐々に上昇させることにより、樹脂温度を徐々に高くして樹脂粘度が徐々に低くなるようにしている。すなわち、樹脂含浸繊維26のうち、ライナー12に先に巻き付ける部分の温度を、樹脂含浸繊維26のうち、ライナー12に後に巻き付ける部分の温度よりも低くすることを可能としている。この結果、図8に実線bで示すように、樹脂含浸繊維26の樹脂付着量を、ライナー12周囲の樹脂含浸繊維26の積層数に対応して変化させることができる。すなわち、樹脂含浸繊維26の積層数が少ない場合に樹脂付着量を多くして、樹脂含浸繊維26の積層数が多い場合に樹脂付着量を少なくすることができる。このように、本実施の形態の繊維強化樹脂製容器の製造方法は、レジンバス28内に収容したエポキシ樹脂46の温度を変化させることにより、ライナー12に巻き付けた樹脂含浸繊維26のうち、内径側部分を構成するカーボン繊維24に対するレジンバス28での樹脂付着量を、外径側部分を構成するカーボン繊維24に対するレジンバス28での樹脂付着量よりも多くする。また、ヒータ制御手段は、ライナー12に巻き付けた樹脂含浸繊維26のうち、内径側部分を構成するカーボン繊維24がレジンバス28を通過する場合のヒータ44の温度を、樹脂含浸繊維26のうち、外径側部分を構成するカーボン繊維24がレジンバス28を通過する場合のヒータ44の温度よりも低くさせる。
【0049】
また、図5、図6に戻って、レジンバス28には、樹脂掻い出しローラ34に付着する樹脂量を調整するスクレーパー48を設けている。スクレーパー48は、樹脂掻い出しローラ34の外周との間に所定の間隔の隙間ができるように配置されるブレード状の樹脂量調整板である。その配置位置は、レジン槽32中のエポキシ樹脂46の液面上方で、カーボン繊維24が樹脂掻い出しローラ34の上側外周に接触する位置よりも下方の位置とする。スクレーパー48は、ブレード部分を樹脂掻い出しローラ34の外周面に向けて、この外周面との間の隙間が樹脂掻い出しローラ34の幅方向に亘り一様になるように設定しており、この隙間は、制御装置23により制御される図示しないスクレーパー移動機構により調整可能としている。スクレーパー48のブレード部分は、スクレーパー移動機構により、図5、図6の矢印αで示す方向に移動可能としている。このようにスクレーパー48とスクレーパー移動機構とを備える本実施の形態は、上記のようにヒータ44とヒータ制御手段により樹脂温度を調節可能とすることと相まって、樹脂含浸繊維26の樹脂付着量を、より精度よく調節することが可能となる。
【0050】
このような本実施の形態の繊維強化樹脂製容器の製造方法および繊維強化樹脂製容器製造装置によれば、レジンバス28内に収容したエポキシ樹脂46の温度を変化させることにより、ライナー12に巻き付けた樹脂含浸繊維26のうち、内径側部分を構成するカーボン繊維24に対するレジンバス28での樹脂付着量を、外径側部分を構成するカーボン繊維24に対するレジンバス28での樹脂付着量よりも多くする。このため、ライナー12への樹脂含浸繊維26の巻き付けに伴い、内層側から外層側へ複数の繊維間から樹脂が染み出す傾向となるのにもかかわらず、高圧ガスタンクの内層側の樹脂量を十分に確保しやすくできる。また、高圧ガスタンクの外径を過度に大きくする必要がなくなる。すなわち、ライナー12(図1参照)周囲の繊維強化樹脂の内層での繊維体積含有率をVfiとし、同じく繊維強化樹脂の外層での繊維体積含有率をVfoとすると、Vfi<Vfoとすることができる。この結果、高圧ガスタンクの寸法を過度に大きくすることなく、高圧ガスタンクの疲労耐久性能を高くできる。
【0051】
また、高圧ガスタンクの内層の繊維体積含有率であるVfは、高圧ガスタンクの胴部となる部分だけでなく、高圧ガスタンクの軸方向端部に設けるドーム部となる部分でも低く抑えることにより、全体における内層での樹脂付着量を十分に多くできる。なお、本実施の形態で、スクレーパー48とスクレーパー移動機構とを省略することもできる。その他の構成および作用については、上記の図1から図2に示した第1の実施の形態と同様であるため、同等部分には同一符号を付して重複する図示および説明を省略する。
【0052】
なお、上記の各実施の形態では、供給用ボビン42(図4参照)から送り出した1本の繊維束のカーボン繊維24に樹脂を含浸させ、樹脂含浸繊維26をライナー12に巻き付ける場合を説明したが、本発明はこのような方法に限定するものではない。例えば、繊維供給部として、複数のボビン取付部を有するクリールスタンドを設けて、複数のボビン取付部から複数のカーボン繊維24をそれぞれ送り出し、複数のカーボン繊維24を、レジンバス28で樹脂を含浸させてから、幅方向に並べるパラレル巻きでライナー12に巻き付けるようにすることもできる。この場合、複数のカーボン繊維24を同時に冷却手段である、温度調節装置30または温調ガイドローラ40に通過させることもできる。また、この場合、アイクチ案内部により、複数の樹脂含浸繊維26を並べるようにしてライナー12に巻き付けるようにすることもできる。なお、上記の各実施の形態において、上記の図9に示した従来から考えられている方法により造られたカーボン繊維強化樹脂タンクの場合と同様に、繊維強化樹脂の外側にガラス層を設けることもできる。
【図面の簡単な説明】
【0053】
【図1】本発明の第1の実施の形態の製造方法により高圧ガスタンクを製造するタンク製造装置の一部の構成図である。
【図2】第1の実施の形態の製造方法により、ライナー周囲の樹脂含浸繊維の積層数の増大にしたがって温度調節装置の温度を徐々に上昇させる制御を行う場合の、樹脂含浸繊維の積層数と温度調節装置の温度との関係を示す図である。
【図3】本発明の第2の実施の形態の製造方法により高圧ガスタンクを製造するタンク製造装置の一部の構成図である。
【図4】本発明の第3の実施の形態の製造方法により高圧ガスタンクを製造するタンク製造装置の一部の構成図である。
【図5】本発明の第4の実施の形態の製造方法により高圧ガスタンクを製造するタンク製造装置において、レジンバス部分を示す略断面図である。
【図6】レジン槽の温度調節構造を含む図5の拡大図である。
【図7】レジン槽中の樹脂温度と樹脂粘度との関係の1例を示す図である。
【図8】第4の実施の形態において、ライナー周囲の樹脂含浸繊維の積層数と、レジン槽中の樹脂温度および樹脂含浸繊維の樹脂付着量との関係を示す図である。
【図9】従来から考えられている方法により造られたカーボン繊維強化樹脂製タンクの1例の断面と、このタンクの部分拡大模式断面である(a)と、(a)の外層部分をさらに拡大した模式断面である(b)と、(a)の内層部分をさらに拡大した模式断面である(c)とを示す図である。
【符号の説明】
【0054】
10 タンク、12 ライナー、14 繊維強化樹脂、16,18 口金、20 ガラス層、22 成形部、23 制御装置、24 カーボン繊維、26 樹脂含浸繊維、28 レジンバス、30 温度調節装置、32 レジン槽、34 樹脂掻い出しローラ、36 前ローラ、38 後ローラ、40 温調ガイドローラ、42 供給用ボビン、44 ヒータ、46 エポキシ樹脂、48 スクレーパー。
【特許請求の範囲】
【請求項1】
繊維供給部から送り出した繊維に、レジンバスで樹脂を含浸させることにより得た樹脂含浸繊維を、製品の形状を形作るライナーに巻き付けることにより繊維強化樹脂製容器を成形する繊維強化樹脂製容器の製造方法であって、
ライナーに巻き付ける前の樹脂含浸繊維またはレジンバスを通過する前の繊維を冷却することを特徴とする繊維強化樹脂製容器の製造方法。
【請求項2】
請求項1に記載の繊維強化樹脂製容器の製造方法により、繊維強化樹脂製容器を製造する繊維強化樹脂製容器製造装置であって、
繊維供給部と、
繊維供給部から送り出された繊維に樹脂を含浸させるレジンバスと、
レジンバス通過後の樹脂含浸繊維を容器の形状を形作るライナーに巻き付ける巻取り部と、
ライナーに巻き付ける前の樹脂含浸繊維またはレジンバスを通過する前の繊維を温度低下させる冷却手段と、を備えることを特徴とする繊維強化樹脂製容器製造装置。
【請求項3】
請求項2に記載の繊維強化樹脂製容器製造装置において、
冷却手段は、樹脂含浸繊維または繊維の通過により、樹脂含浸繊維または繊維を温度低下させることが可能な温度調節装置またはガイドローラであることを特徴とする繊維強化樹脂製容器製造装置。
【請求項4】
繊維供給部から送り出した繊維に、レジンバスで樹脂を含浸させることにより得た樹脂含浸繊維を、製品の形状を形作るライナーに巻き付けることにより繊維強化樹脂製容器を成形する繊維強化樹脂製容器の製造方法であって、
レジンバス内に収容した樹脂の温度を変化させることにより、ライナーに巻き付けた樹脂含浸繊維のうち、内径側部分を構成する繊維に対するレジンバスでの樹脂付着量を、外径側部分を構成する繊維に対するレジンバスでの樹脂付着量よりも多くすることを特徴とする繊維強化樹脂製容器の製造方法。
【請求項5】
請求項4に記載の繊維強化樹脂製容器の製造方法により、繊維強化樹脂製容器を製造する繊維強化樹脂製容器製造装置であって、
繊維供給部と、
繊維供給部から送り出された繊維に樹脂を含浸させるレジンバスと、
レジンバス通過後の樹脂含浸繊維を容器の形状を形作るライナーに巻き付ける巻取り部と、
レジンバス内に収容した樹脂の温度を調節可能な温度調節部と、
温度調節部の温度を制御する温度調節部制御手段と、を備え、
温度調節部制御手段は、ライナーに巻き付けた樹脂含浸繊維のうち、内径側部分を構成する繊維がレジンバスを通過する場合の温度調節部の温度を、樹脂含浸繊維のうち、外径側部分を構成する繊維がレジンバスを通過する場合の温度調節部の温度よりも低くさせることを特徴とする繊維強化樹脂製容器製造装置。
【請求項1】
繊維供給部から送り出した繊維に、レジンバスで樹脂を含浸させることにより得た樹脂含浸繊維を、製品の形状を形作るライナーに巻き付けることにより繊維強化樹脂製容器を成形する繊維強化樹脂製容器の製造方法であって、
ライナーに巻き付ける前の樹脂含浸繊維またはレジンバスを通過する前の繊維を冷却することを特徴とする繊維強化樹脂製容器の製造方法。
【請求項2】
請求項1に記載の繊維強化樹脂製容器の製造方法により、繊維強化樹脂製容器を製造する繊維強化樹脂製容器製造装置であって、
繊維供給部と、
繊維供給部から送り出された繊維に樹脂を含浸させるレジンバスと、
レジンバス通過後の樹脂含浸繊維を容器の形状を形作るライナーに巻き付ける巻取り部と、
ライナーに巻き付ける前の樹脂含浸繊維またはレジンバスを通過する前の繊維を温度低下させる冷却手段と、を備えることを特徴とする繊維強化樹脂製容器製造装置。
【請求項3】
請求項2に記載の繊維強化樹脂製容器製造装置において、
冷却手段は、樹脂含浸繊維または繊維の通過により、樹脂含浸繊維または繊維を温度低下させることが可能な温度調節装置またはガイドローラであることを特徴とする繊維強化樹脂製容器製造装置。
【請求項4】
繊維供給部から送り出した繊維に、レジンバスで樹脂を含浸させることにより得た樹脂含浸繊維を、製品の形状を形作るライナーに巻き付けることにより繊維強化樹脂製容器を成形する繊維強化樹脂製容器の製造方法であって、
レジンバス内に収容した樹脂の温度を変化させることにより、ライナーに巻き付けた樹脂含浸繊維のうち、内径側部分を構成する繊維に対するレジンバスでの樹脂付着量を、外径側部分を構成する繊維に対するレジンバスでの樹脂付着量よりも多くすることを特徴とする繊維強化樹脂製容器の製造方法。
【請求項5】
請求項4に記載の繊維強化樹脂製容器の製造方法により、繊維強化樹脂製容器を製造する繊維強化樹脂製容器製造装置であって、
繊維供給部と、
繊維供給部から送り出された繊維に樹脂を含浸させるレジンバスと、
レジンバス通過後の樹脂含浸繊維を容器の形状を形作るライナーに巻き付ける巻取り部と、
レジンバス内に収容した樹脂の温度を調節可能な温度調節部と、
温度調節部の温度を制御する温度調節部制御手段と、を備え、
温度調節部制御手段は、ライナーに巻き付けた樹脂含浸繊維のうち、内径側部分を構成する繊維がレジンバスを通過する場合の温度調節部の温度を、樹脂含浸繊維のうち、外径側部分を構成する繊維がレジンバスを通過する場合の温度調節部の温度よりも低くさせることを特徴とする繊維強化樹脂製容器製造装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2008−290308(P2008−290308A)
【公開日】平成20年12月4日(2008.12.4)
【国際特許分類】
【出願番号】特願2007−136808(P2007−136808)
【出願日】平成19年5月23日(2007.5.23)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成20年12月4日(2008.12.4)
【国際特許分類】
【出願日】平成19年5月23日(2007.5.23)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]