
繊維強化複合成形材料
【課題】連続した強化繊維束の周囲を熱可塑性樹脂で被覆した長繊維ペレットにおいて、切断工程での樹脂と繊維の分離を改善すべく、樹脂の強化繊維束への含浸性を向上させる。含浸性向上を図るための開繊工程などの小型化、さらには繊維と樹脂の比率の安定化。
【解決手段】複合繊維強化樹脂成形のために、炭素繊維束3またはガラス繊維に熱可塑性の合成繊維糸の掛合糸4を巻縫い掛合して複合繊維糸1を形成し、この巻縫いした複合繊維糸1を加熱して熱可塑性の合成繊維糸4を溶融して炭素繊維束1またはガラス繊維に一体的に接合し、この一体的に接合した複合繊維糸1を所定の長さに切断し、複合繊維とする。
【解決手段】複合繊維強化樹脂成形のために、炭素繊維束3またはガラス繊維に熱可塑性の合成繊維糸の掛合糸4を巻縫い掛合して複合繊維糸1を形成し、この巻縫いした複合繊維糸1を加熱して熱可塑性の合成繊維糸4を溶融して炭素繊維束1またはガラス繊維に一体的に接合し、この一体的に接合した複合繊維糸1を所定の長さに切断し、複合繊維とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、繊維強化分野における、特に炭素繊維に熱可塑性の合成繊維糸を巻縫いした繊維強化複合成形材料に関するものである。
【背景技術】
【0002】
一般的にプラスチック製品と呼ばれる製品の多くは、熱可塑性樹脂を原材料とする製品であり、熱可塑性樹脂ペレットを成形装置により成形加工して製品化されている。
【0003】
このような熱可塑性樹脂製品の強度および弾性率などの特性改善の1つに、炭素繊維などの高強度・高弾性率繊維を混入した熱可塑性樹脂ペレットが使用されている。
【0004】
このペレットは、従来、一般的に3mm程度の長さに切断したチョップドストランドと呼ばれる繊維と熱可塑性樹脂を混練押出する方法で短繊維ペレットを製造している。しかし、射出成形した場合、成形品中の強化繊維の長さが実質的に1mm以下となり、物性向上効果が小さいことが欠点である。
【発明の開示】
【発明が解決しようとする課題】
【0005】
そこで、連続した強化繊維束の周囲を熱可塑性樹脂で被覆した長繊維ペレットが開発された。ところが、樹脂の強化繊維束への低い含浸性に伴い、切断工程で樹脂と繊維が分離する。また、含浸性向上を図るための開繊工程などの装置の大型化、さらには繊維と樹脂の比率の不安定性など多くの課題が存在している。
【課題を解決するための手段】
【0006】
本発明は、上記のような点に鑑みたもので、上記の課題を解決するために、炭素繊維束またはガラス繊維に熱可塑性の合成繊維糸の掛合糸を巻縫い掛合して複合繊維糸を形成し、この巻縫いした複合繊維糸を加熱して熱可塑性の合成繊維糸を溶融して炭素繊維束またはガラス繊維に一体的に接合し、この一体的に接合した複合繊維糸を所定の長さに切断したことを特徴とする繊維強化複合成形材料を提供するにある。
【0007】
また、マルチフィラメントを束ねた炭素繊維束の1束ないし複数束とナイロンやポリプロピレン、ポリエステルを含む熱可塑性の合成繊維糸の引き揃え糸を引き揃えて熱可塑性の合成繊維糸の掛合糸を巻縫い掛合して複合繊維糸としたことを特徴とする繊維強化複合成形材料を提供するにある。
【0008】
さらに、複合繊維糸を、内径を出口に近くなる程小さく形成したテーパー状の管状炉の加熱炉に挿入して加熱溶融して一体的に接合したことを特徴とする繊維強化複合成形材料を提供するにある。
【0009】
さらに、加熱溶融して一体的に接合した複合繊維糸を数mm〜十数mmの長さのペレット状に切断したことを特徴とする繊維強化複合成形材料を提供するにある。
【0010】
さらにまた、加熱溶融して一体的に接合した複合繊維糸を数十cm〜数mの長さに切断したことを特徴とする繊維強化複合成形材料を提供するにある。
【0011】
またさらに、加熱炉をマイクロ波加熱のものとして複合繊維糸を加熱溶融したことを特徴とする繊維強化複合成形材料を提供するにある。
【発明の効果】
【0012】
本発明は、請求項1のように、炭素繊維束またはガラス繊維に熱可塑性の合成繊維糸の掛合糸を巻縫い掛合して複合繊維糸を形成し、この巻縫いした複合繊維糸を加熱して熱可塑性の合成繊維糸を溶融して炭素繊維束またはガラス繊維に一体的に接合し、この一体的に接合した複合繊維糸を所定の長さに切断したことによって、強化繊維に繊維状の熱可塑性樹脂を巻縫い掛合して複合繊維糸を作製するため、強化繊維と樹脂の比率を正確に調整できて樹脂の含浸性を向上できるとともに、簡易な装置で強化繊維と樹脂の比率を安定調整でき、強度のある繊維強化複合成形材料を得ることができる。
【0013】
また、請求項2のように、マルチフィラメントを束ねた炭素繊維束の1束ないし複数束とナイロンやポリプロピレン、ポリエステルを含む熱可塑性の合成繊維糸の引き揃え糸を引き揃えて熱可塑性の合成繊維糸の掛合糸を巻縫い掛合して複合繊維糸としたことによって、強化繊維と樹脂の比率を自在に調整できて樹脂の含浸性を向上でき、強度のある繊維強化複合成形材料を得ることができる。
【0014】
さらに、請求項3のように、複合繊維糸を、内径を出口に近くなる程小さく形成したテーパー状の管状炉の加熱炉に挿入して加熱溶融して一体的に接合したことによって、溶融した熱可塑性樹脂の複合繊維糸への含浸性を向上でき、良好な繊維強化複合成形材料が得られる。
【0015】
また、請求項4のように、加熱溶融して一体的に接合した複合繊維糸を数mm〜十数mmの長さのペレット状に切断したことによって、上記のような繊維強化複合成形材料をペレット化して射出成形やプレス成形することができる。
【0016】
さらに、請求項5のように、加熱溶融して一体的に接合した複合繊維糸を数十cm〜数mの長さに切断したことによって、強度の必要な長尺製品や大形製品をプレス成形することができる。
【0017】
さらにまた、請求項6のように、加熱炉をマイクロ波加熱のものとして複合繊維糸を加熱溶融したことによって、マイクロ波加熱で複合繊維糸中の炭素繊維束を発熱でき、迅速に樹脂を溶融できて複合繊維糸に一体的に含浸することができる。
【図面の簡単な説明】
【0018】
【図1】本発明の一実施例の複合繊維糸の形成説明用図、
【図2】同上の複合繊維糸の拡大説明図(a)、強化繊維に引き揃え糸を引き揃えた拡大説明図(b)、
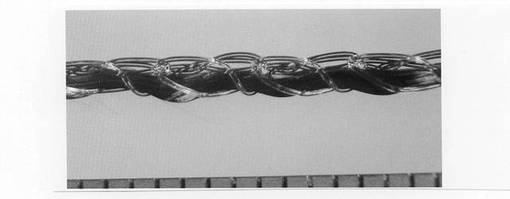
【図3】同上の他の複合繊維糸の拡大写真
【図4】同上の加熱炉の斜視説明図、
【図5】同上の断面図、
【図6】同上の加熱炉の他の実施例の斜視説明図、
【図7】同上の切断したペレットの写真、
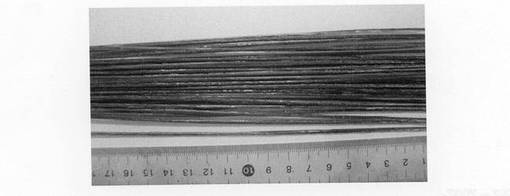
【図8】同上の切断した長尺の成形材料の写真、
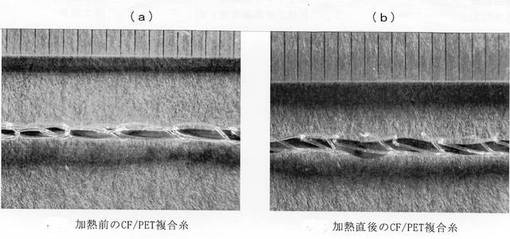
【図9】同上の複合繊維糸の加熱前の拡大写真(a)と加熱直後の拡大写真(b)、
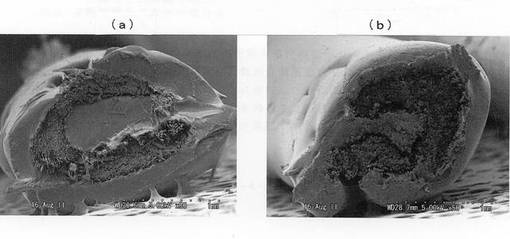
【図10】同上のペレットの拡大断面写真、
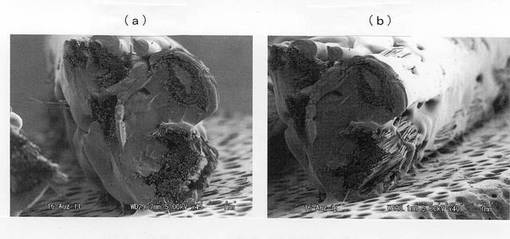
【図11】同上の他の実施例のペレットの拡大断面写真。
【発明を実施するための形態】
【0019】
本発明の繊維強化複合成形材料は、炭素繊維束またはガラス繊維に熱可塑性の合成繊維糸の掛合糸を巻縫い掛合して複合繊維糸を形成し、この巻縫いした複合繊維糸を加熱して熱可塑性の合成繊維糸を溶融して炭素繊維束またはガラス繊維に一体的に接合し、この一体的に接合した複合繊維糸を所定の長さに切断したことを特徴している。
【0020】
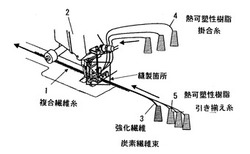
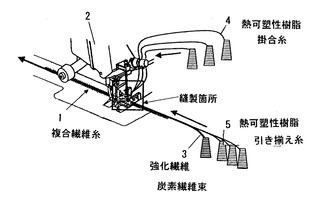
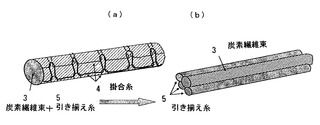
複合繊維糸1は、図1のようにオーバーロックやロックミシンのメローミシン2を利用してマルチフィラメントを束ねた炭素繊維束3の1束ないし複数束をこれらの張力を変化させてメローミシン2に供給し、図2(a)のように炭素繊維束3に熱可塑性の合成繊維糸の掛合糸4を必要により張力を変化させて巻縫い掛合して形成するようにしている。
【0021】
マルチフィラメントを束ねた炭素繊維束3は、ポリアクリロニトリルのPAN系の炭素繊維や石油ピッチのピッチ系の炭素繊維などが利用でき、PAN系は樹脂をマトリックスとする複合材料として優れた特性を有するので、特に軽量構造用に適する。炭素繊維束3のフィラメントは、直径が約7〜10μmといった極細であり、これらのフィラメントを上記したように1000〜12000本を束ねて0.数mm〜1mm位の太さとし、その際毛羽の発生を防止するのに少量の樹脂をコーティングするサイジング処理をしている。
【0022】
炭素繊維束3は、1束毎等の所定量に掛合糸4を巻縫い掛合できるが、3〜7束、好ましくは3〜5束等の複数束毎に掛合糸5を巻縫い掛合するのが、複合繊維束糸1を太状ないし嵩高にできるものである。炭素繊維束3は、1束や3芯状、さらにこれらの外周部に軸対称に二重、三重状に配設することができる。
【0023】
炭素繊維束3には、図2(b)のように100〜1200デニールの所定径のナイロン、ポリプロピレンやポリエステルを含む熱可塑性の合成繊維糸の引き揃え糸5を引き揃えて、整列状やランダム状に3〜10本程の適宜数挿入することができる。引き揃えて挿入する熱可塑性の合成繊維糸の引き揃え糸5としては、ナイロン、ポリエステルが安価で、加熱溶融も容易で好ましい。熱可塑性の合成繊維糸の引き揃え糸5を引き揃えることによって、強化繊維と樹脂の比率を容易に自在に調整できて樹脂の含浸性を向上でき、強度のある繊維強化複合成形材料を得るようにできる。
【0024】
掛合糸4は、ナイロンやポリエステル、ポリプロピレン、ポリエチレンを含む熱可塑性の合成繊維糸の縫合糸が使用でき、0.1〜10デニールの極細のものが嵩高とならずに掛合できて蜜な織物に形成できるが、太状や嵩高状の炭素繊維束3のものでは必要により100〜350デニールの適宜の太さの糸を使用することができる。また、掛合糸4は、メローミシン2に供給して1〜5mmピッチで炭素繊維束3、引き揃え糸5に係合していくのが好ましく、かつ炭素繊維束3がばらけたり、毛羽だったり、剥がれたりするのを有効に防止できて好ましい。熱可塑性の合成繊維糸の掛合糸4の巻縫いのピッチを変えることで、容易に樹脂含有量を調整できて、糸の構造的な特徴を生かした所定の樹脂含有量の繊維強化複合成形材料を得ることができる。
【0025】
複合繊維糸1は、上記のようにメローミシン2の縫合機構により作製され、縫製個所において各糸は複合化されて1本の複合繊維糸となるが、炭素繊維束3、引き揃え糸5、掛合糸4の張力を適宜に調整することにより、炭素繊維束3、引き揃え糸5にうねりを与えることもできて複合繊維糸1を作製することができる。本発明の趣旨の範囲で炭素繊維束3、掛合糸4、引き揃え糸5は、対象物によって適宜の太さ、適宜の数とすることができる。
【0026】
このように炭素繊維束3の1束ないし複数束とナイロンやポリエステル等の熱可塑性の合成繊維糸の引き揃え糸5を引き揃えて掛合糸5で掛合し、ローミシン2の搖動昇降するミシン針のナイロンやポリエステル等の熱可塑性の合成繊維糸の針糸に掛合糸4と同一のナイロンやポリエステル等の熱可塑性の合成繊維糸の上糸、下糸をかがり縫いして巻縫いするなどによって複合繊維束糸1を得ることができる。
【0027】
このように作製した複合繊維糸1は、図4のように加熱炉6に挿入して加熱処理し、合成繊維糸の引き揃え糸5、掛合糸4を炭素繊維束3に含浸して一体化する。複合繊維糸1の加熱炉6への挿入は、メローミシン2から直接に加熱炉6へ挿入したり、一旦、糸管に巻き取り、その糸を加熱炉6へ挿入して行うことができる。後者の方が、作業性の良さや加熱条件などを設定することが容易できて好ましい。
【0028】
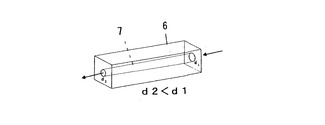
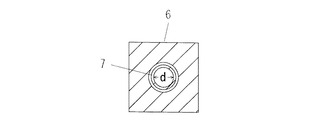
加熱炉6の設定温度は、熱可塑性樹脂糸の融点よりも30〜50度以上高温とし、このことで熱可塑性樹脂糸である引き揃え糸5および掛合糸4を連続的に溶融して複合繊維糸1を作製できる。加熱効果を向上させるため、加熱炉6の管状炉の加熱部は、図5に示すように金属製パイプの内側に密着した樹脂製チューブ7を設け、その中を複合繊維糸1を通過させることが好ましい。なお、樹脂製チューブ7は、テフロン(登録商標)およびシリコーンなどの耐熱性と低摩擦性のチューブを用いることができ、これらのチューブを用いることで、溶融した樹脂がチューブ内部に付着することなく、安定して連続加熱できる。
【0029】
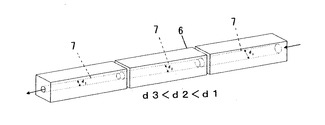
樹脂の溶融と含浸を高めるために、加熱炉6は内径dを出口に近いほど小さくするのが好ましく、図6のように内径dがd3>d2>d1の複数の管状炉を接合して用いることもできる。内径dを出口に近いほど小さくすることにより、溶融した熱可塑性樹脂が材料内部へ含浸しやすくなる。なお、最初の管状炉の内径dは、複合繊維糸1の見掛けの直径と同等程度とし、出口の管状炉の内径dは最初の内径dの50〜80%程度とするのが好ましい。図6の加熱炉6の場合は、樹脂製チューブ7の初めのテフロン(登録商標)チューブは、内径1.5〜3mmのものを用いた。このように内径を入口よりも出口側が小さくなったテーパー状のチューブを用いることで、上記したように樹脂の含浸性が向上できる。
【0030】
また、上記加熱炉6をマイクロ波加熱のものとすると、複合繊維糸1の炭素繊維束3をマイクロ波で加熱できて、複合繊維糸1中の炭素繊維束3を発熱でき、迅速に樹脂を溶融できて複合繊維糸1に一体的に含浸することができる。
【0031】
このように加熱炉6に挿入して加熱溶融した複合繊維糸1は、自然冷却や乾燥空気および冷風などで溶融した樹脂を固め、熱可塑性樹脂が固まった複合繊維糸1をストランドカッターなどで数mm〜数mの長さに切断できる。数mmから十数mm程度の長さで切断すると、図7のようにペレットを作製できる。十数mmから数mの程度の長さで切断すると、図8のように長尺の成形材料を作製できる。
【0032】
従来では、熱可塑性樹脂の溶融と塗布する装置が必要であった。また、樹脂の含浸性向上のため、含浸前に炭素繊維を開繊するなどして実施しているため、装置コストも高価であった。しかし、本発明では、上記のように簡易かつ小型の装置での製造ができ、また少量からの製造が可能で、製造コストを安価にでき、試作開発等のための多品種小ロット生産へも容易に対応できる。
【0033】
また、従来では、熱可塑性樹脂を溶融した状態で強化繊維へ含浸させるため、付着量の制御が難しい。しかし、本発明では、強化繊維と繊維状の熱可塑性樹脂の複合繊維糸から作製するため、上記のように強化繊維糸と樹脂繊維糸を引き揃えたり、掛合することで、強化繊維と樹脂の比率を簡単に正確に調整できる。したがって、比率変更の容易さや繊維化可能な樹脂であれば、素材変更も簡単である。
【0034】
さらに、樹脂の含浸性が低いと、例えば、切断工程で樹脂部と繊維が分離したり、運搬中に樹脂と繊維が分離したり、表面に繊維が多く存在する場合、射出成形時、繊維が絡んでしまって、繊維が均一に分散しない。また、繊維の損傷を多く受け、繊維が折れて繊維長が短くなる。その結果、強度不足となる。
【0035】
しかし、本発明では、強化繊維束3と並べた熱可塑性樹脂糸の引き揃え糸5および掛合糸4の溶融で、樹脂の高い含浸性を実現できる。そして、上記のとおり管状の加熱炉6の内径を変化させることで、複合繊維糸1へ周囲から押さえつけられる力が働き、溶融した樹脂が内側へ入り込むようにできる。また、複合繊維糸1を加熱炉6で加熱すると、その初期に熱可塑性樹脂糸が収縮して、炭素繊維束3を広げ、表面積を増加させる。その結果、樹脂の含浸性が向上する。複合繊維糸1の加熱(300 ℃)前と直後の状態は、図9(a)、(b)である。炭素繊維の見掛けの太さが増加し、開繊する。
【実施例1】
【0036】
12K(φ7μm)の炭素繊維束3に840Dのマルチフィラメントのナイロン6の引き揃え糸5を引き揃えてメローミシン2に供給し、3本の315Dのモノフィラメントのナイロン6の掛合糸4を掛合して複合繊維糸1を作製した。作製した複合繊維糸1は、糸管に巻き取り、内部に設置したテフロン(登録商標)の樹脂製チューブ7の内径が3mmと2mmの2つの管状の加熱炉6の加熱部を通して、引き揃え糸5および掛合糸4を溶融含浸させた。テフロン(登録商標)の樹脂製チューブ11の出口側の内径が2mmと1.5mmである。なお、加熱炉6は、両方とも260℃に温度設定した。
【0037】
加熱炉6から引き出された加熱溶融した複合繊維糸1は、自然冷却後、図7のように約10mmピッチで切断した。複合繊維糸の通過速度は、約2mm/分である。自然冷却後の束状の加熱溶融した複合繊維糸1を切断したペレットの断面を図10(a)、(b)に示す。図10(a)、(b)のように炭素繊維束3がコの字の形に変形し、その内部に樹脂が存在している。ペレットの外側は、完全に樹脂により覆われており、炭素繊維束3が外側には現れていない。また、複合繊維糸1の加熱(300 ℃)前と直後の状態は図9(a)、(b)に示すように、炭素繊維の見掛けの太さが増加しており、開繊していることが確認できる。
【0038】
それは、加熱初期における掛合糸4と引き揃え糸5の熱収縮に伴い、炭素繊維束3が開繊したためである。炭素繊維束3が広がることで、射出成形時の繊維の樹脂内の分散性向上と繊維同士の絡み防止が期待できる。また、加熱炉6内のテフロン(登録商標)の樹脂製チューブ7の内径を変化させることで、どちらも直接熱が複合繊維糸1に付与でき、溶融した樹脂の糸内部への含浸、炭素繊維束3のペレット表面への露出防止などの効果があった。
【実施例2】
【0039】
つぎに、3K(φ7μm)の炭素繊維束3に6本の300Dのモノフィラメントのポリエステル糸(PET共重合)の引き揃え糸5を引き揃えてメローミシン2に供給し、3本の300Dのモノフィラメントのポリエステル糸(PET共重合)の掛合糸4を5回/インチのピッチで掛合して複合繊維糸1を作製した。さらに、作製した3本の複合繊維糸1をメローミシン2での作製時の強化繊維と引き揃え糸の替わりに挿入し、同時に300Dのポリエステル糸で覆って複合繊維糸1を作製した。
【0040】
作製した複合繊維糸1は、上記と同様に糸管に巻き取り、内部に設置したテフロンの樹脂製チューブ7の内径が3mmと2mmの2つの管状の加熱炉6の加熱部を通して、引き揃え糸5および掛合糸4を溶融含浸させた。なお、加熱炉6は、両方とも300℃に温度設定した。
【0041】
加熱炉6から引き出された加熱溶融した複合繊維糸1は、自然冷却後、約10mmピッチで切断した。複合繊維糸の通過速度は、約2mm/分である。図11(a)、(b)に作製したペレットの断面を示す。3本の複合繊維糸1から作製しているため、3本の炭素繊維束3による3カ所に炭素繊維束が確認できる。束状であるが、繊維が一定間隔で分散されており、射出成形時の繊維の分散性向上が期待できる。ペレットの内部には樹脂が存在し、その表面は、樹脂にほぼ覆われている。そのため、ペレット作製の切断工程での繊維と樹脂の分離や射出成形時の繊維の絡みなどのトラブルを防止することができる。
【0042】
上記では、ペレットについて説明したが、長尺に切断する成形材料についても同様である。
【産業上の利用可能性】
【0043】
本発明は、従来の金属や樹脂の成形品に代替して利用できるもので、機械部品、FRPやCFRPと同様に自動車のボディ、バンパーやそれらの部品、ボートやヨットの船のボディやそれらの部品、列車のボディやそれらの部品、スポーツ分野のテニスラケット、ゴルフのクラブシャフト、ヘッド、スキー板、スノーボート、日用品のヘルメット、安全靴、アタッシュケース、OA分野のパソコンや携帯電話などのケースや部品、土木、建築分野の補強材、TV、医療機器、レーザー装置、軍用のヘルメットや防弾チョッキ、その他の用途の軽量、高い強度を必要とする物品に広く利用することができる。
【符号の説明】
【0044】
1…複合繊維糸 2…メローミシン 3…炭素繊維束 4…掛合糸
5…引き揃え糸 6…加熱炉
【先行技術文献】
【特許文献】
【0045】
【特許文献1】特開2001−129827号公報
【特許文献2】特開2009−263482号公報
【特許文献3】特開2010−121250号公報
【技術分野】
【0001】
本発明は、繊維強化分野における、特に炭素繊維に熱可塑性の合成繊維糸を巻縫いした繊維強化複合成形材料に関するものである。
【背景技術】
【0002】
一般的にプラスチック製品と呼ばれる製品の多くは、熱可塑性樹脂を原材料とする製品であり、熱可塑性樹脂ペレットを成形装置により成形加工して製品化されている。
【0003】
このような熱可塑性樹脂製品の強度および弾性率などの特性改善の1つに、炭素繊維などの高強度・高弾性率繊維を混入した熱可塑性樹脂ペレットが使用されている。
【0004】
このペレットは、従来、一般的に3mm程度の長さに切断したチョップドストランドと呼ばれる繊維と熱可塑性樹脂を混練押出する方法で短繊維ペレットを製造している。しかし、射出成形した場合、成形品中の強化繊維の長さが実質的に1mm以下となり、物性向上効果が小さいことが欠点である。
【発明の開示】
【発明が解決しようとする課題】
【0005】
そこで、連続した強化繊維束の周囲を熱可塑性樹脂で被覆した長繊維ペレットが開発された。ところが、樹脂の強化繊維束への低い含浸性に伴い、切断工程で樹脂と繊維が分離する。また、含浸性向上を図るための開繊工程などの装置の大型化、さらには繊維と樹脂の比率の不安定性など多くの課題が存在している。
【課題を解決するための手段】
【0006】
本発明は、上記のような点に鑑みたもので、上記の課題を解決するために、炭素繊維束またはガラス繊維に熱可塑性の合成繊維糸の掛合糸を巻縫い掛合して複合繊維糸を形成し、この巻縫いした複合繊維糸を加熱して熱可塑性の合成繊維糸を溶融して炭素繊維束またはガラス繊維に一体的に接合し、この一体的に接合した複合繊維糸を所定の長さに切断したことを特徴とする繊維強化複合成形材料を提供するにある。
【0007】
また、マルチフィラメントを束ねた炭素繊維束の1束ないし複数束とナイロンやポリプロピレン、ポリエステルを含む熱可塑性の合成繊維糸の引き揃え糸を引き揃えて熱可塑性の合成繊維糸の掛合糸を巻縫い掛合して複合繊維糸としたことを特徴とする繊維強化複合成形材料を提供するにある。
【0008】
さらに、複合繊維糸を、内径を出口に近くなる程小さく形成したテーパー状の管状炉の加熱炉に挿入して加熱溶融して一体的に接合したことを特徴とする繊維強化複合成形材料を提供するにある。
【0009】
さらに、加熱溶融して一体的に接合した複合繊維糸を数mm〜十数mmの長さのペレット状に切断したことを特徴とする繊維強化複合成形材料を提供するにある。
【0010】
さらにまた、加熱溶融して一体的に接合した複合繊維糸を数十cm〜数mの長さに切断したことを特徴とする繊維強化複合成形材料を提供するにある。
【0011】
またさらに、加熱炉をマイクロ波加熱のものとして複合繊維糸を加熱溶融したことを特徴とする繊維強化複合成形材料を提供するにある。
【発明の効果】
【0012】
本発明は、請求項1のように、炭素繊維束またはガラス繊維に熱可塑性の合成繊維糸の掛合糸を巻縫い掛合して複合繊維糸を形成し、この巻縫いした複合繊維糸を加熱して熱可塑性の合成繊維糸を溶融して炭素繊維束またはガラス繊維に一体的に接合し、この一体的に接合した複合繊維糸を所定の長さに切断したことによって、強化繊維に繊維状の熱可塑性樹脂を巻縫い掛合して複合繊維糸を作製するため、強化繊維と樹脂の比率を正確に調整できて樹脂の含浸性を向上できるとともに、簡易な装置で強化繊維と樹脂の比率を安定調整でき、強度のある繊維強化複合成形材料を得ることができる。
【0013】
また、請求項2のように、マルチフィラメントを束ねた炭素繊維束の1束ないし複数束とナイロンやポリプロピレン、ポリエステルを含む熱可塑性の合成繊維糸の引き揃え糸を引き揃えて熱可塑性の合成繊維糸の掛合糸を巻縫い掛合して複合繊維糸としたことによって、強化繊維と樹脂の比率を自在に調整できて樹脂の含浸性を向上でき、強度のある繊維強化複合成形材料を得ることができる。
【0014】
さらに、請求項3のように、複合繊維糸を、内径を出口に近くなる程小さく形成したテーパー状の管状炉の加熱炉に挿入して加熱溶融して一体的に接合したことによって、溶融した熱可塑性樹脂の複合繊維糸への含浸性を向上でき、良好な繊維強化複合成形材料が得られる。
【0015】
また、請求項4のように、加熱溶融して一体的に接合した複合繊維糸を数mm〜十数mmの長さのペレット状に切断したことによって、上記のような繊維強化複合成形材料をペレット化して射出成形やプレス成形することができる。
【0016】
さらに、請求項5のように、加熱溶融して一体的に接合した複合繊維糸を数十cm〜数mの長さに切断したことによって、強度の必要な長尺製品や大形製品をプレス成形することができる。
【0017】
さらにまた、請求項6のように、加熱炉をマイクロ波加熱のものとして複合繊維糸を加熱溶融したことによって、マイクロ波加熱で複合繊維糸中の炭素繊維束を発熱でき、迅速に樹脂を溶融できて複合繊維糸に一体的に含浸することができる。
【図面の簡単な説明】
【0018】
【図1】本発明の一実施例の複合繊維糸の形成説明用図、
【図2】同上の複合繊維糸の拡大説明図(a)、強化繊維に引き揃え糸を引き揃えた拡大説明図(b)、
【図3】同上の他の複合繊維糸の拡大写真
【図4】同上の加熱炉の斜視説明図、
【図5】同上の断面図、
【図6】同上の加熱炉の他の実施例の斜視説明図、
【図7】同上の切断したペレットの写真、
【図8】同上の切断した長尺の成形材料の写真、
【図9】同上の複合繊維糸の加熱前の拡大写真(a)と加熱直後の拡大写真(b)、
【図10】同上のペレットの拡大断面写真、
【図11】同上の他の実施例のペレットの拡大断面写真。
【発明を実施するための形態】
【0019】
本発明の繊維強化複合成形材料は、炭素繊維束またはガラス繊維に熱可塑性の合成繊維糸の掛合糸を巻縫い掛合して複合繊維糸を形成し、この巻縫いした複合繊維糸を加熱して熱可塑性の合成繊維糸を溶融して炭素繊維束またはガラス繊維に一体的に接合し、この一体的に接合した複合繊維糸を所定の長さに切断したことを特徴している。
【0020】
複合繊維糸1は、図1のようにオーバーロックやロックミシンのメローミシン2を利用してマルチフィラメントを束ねた炭素繊維束3の1束ないし複数束をこれらの張力を変化させてメローミシン2に供給し、図2(a)のように炭素繊維束3に熱可塑性の合成繊維糸の掛合糸4を必要により張力を変化させて巻縫い掛合して形成するようにしている。
【0021】
マルチフィラメントを束ねた炭素繊維束3は、ポリアクリロニトリルのPAN系の炭素繊維や石油ピッチのピッチ系の炭素繊維などが利用でき、PAN系は樹脂をマトリックスとする複合材料として優れた特性を有するので、特に軽量構造用に適する。炭素繊維束3のフィラメントは、直径が約7〜10μmといった極細であり、これらのフィラメントを上記したように1000〜12000本を束ねて0.数mm〜1mm位の太さとし、その際毛羽の発生を防止するのに少量の樹脂をコーティングするサイジング処理をしている。
【0022】
炭素繊維束3は、1束毎等の所定量に掛合糸4を巻縫い掛合できるが、3〜7束、好ましくは3〜5束等の複数束毎に掛合糸5を巻縫い掛合するのが、複合繊維束糸1を太状ないし嵩高にできるものである。炭素繊維束3は、1束や3芯状、さらにこれらの外周部に軸対称に二重、三重状に配設することができる。
【0023】
炭素繊維束3には、図2(b)のように100〜1200デニールの所定径のナイロン、ポリプロピレンやポリエステルを含む熱可塑性の合成繊維糸の引き揃え糸5を引き揃えて、整列状やランダム状に3〜10本程の適宜数挿入することができる。引き揃えて挿入する熱可塑性の合成繊維糸の引き揃え糸5としては、ナイロン、ポリエステルが安価で、加熱溶融も容易で好ましい。熱可塑性の合成繊維糸の引き揃え糸5を引き揃えることによって、強化繊維と樹脂の比率を容易に自在に調整できて樹脂の含浸性を向上でき、強度のある繊維強化複合成形材料を得るようにできる。
【0024】
掛合糸4は、ナイロンやポリエステル、ポリプロピレン、ポリエチレンを含む熱可塑性の合成繊維糸の縫合糸が使用でき、0.1〜10デニールの極細のものが嵩高とならずに掛合できて蜜な織物に形成できるが、太状や嵩高状の炭素繊維束3のものでは必要により100〜350デニールの適宜の太さの糸を使用することができる。また、掛合糸4は、メローミシン2に供給して1〜5mmピッチで炭素繊維束3、引き揃え糸5に係合していくのが好ましく、かつ炭素繊維束3がばらけたり、毛羽だったり、剥がれたりするのを有効に防止できて好ましい。熱可塑性の合成繊維糸の掛合糸4の巻縫いのピッチを変えることで、容易に樹脂含有量を調整できて、糸の構造的な特徴を生かした所定の樹脂含有量の繊維強化複合成形材料を得ることができる。
【0025】
複合繊維糸1は、上記のようにメローミシン2の縫合機構により作製され、縫製個所において各糸は複合化されて1本の複合繊維糸となるが、炭素繊維束3、引き揃え糸5、掛合糸4の張力を適宜に調整することにより、炭素繊維束3、引き揃え糸5にうねりを与えることもできて複合繊維糸1を作製することができる。本発明の趣旨の範囲で炭素繊維束3、掛合糸4、引き揃え糸5は、対象物によって適宜の太さ、適宜の数とすることができる。
【0026】
このように炭素繊維束3の1束ないし複数束とナイロンやポリエステル等の熱可塑性の合成繊維糸の引き揃え糸5を引き揃えて掛合糸5で掛合し、ローミシン2の搖動昇降するミシン針のナイロンやポリエステル等の熱可塑性の合成繊維糸の針糸に掛合糸4と同一のナイロンやポリエステル等の熱可塑性の合成繊維糸の上糸、下糸をかがり縫いして巻縫いするなどによって複合繊維束糸1を得ることができる。
【0027】
このように作製した複合繊維糸1は、図4のように加熱炉6に挿入して加熱処理し、合成繊維糸の引き揃え糸5、掛合糸4を炭素繊維束3に含浸して一体化する。複合繊維糸1の加熱炉6への挿入は、メローミシン2から直接に加熱炉6へ挿入したり、一旦、糸管に巻き取り、その糸を加熱炉6へ挿入して行うことができる。後者の方が、作業性の良さや加熱条件などを設定することが容易できて好ましい。
【0028】
加熱炉6の設定温度は、熱可塑性樹脂糸の融点よりも30〜50度以上高温とし、このことで熱可塑性樹脂糸である引き揃え糸5および掛合糸4を連続的に溶融して複合繊維糸1を作製できる。加熱効果を向上させるため、加熱炉6の管状炉の加熱部は、図5に示すように金属製パイプの内側に密着した樹脂製チューブ7を設け、その中を複合繊維糸1を通過させることが好ましい。なお、樹脂製チューブ7は、テフロン(登録商標)およびシリコーンなどの耐熱性と低摩擦性のチューブを用いることができ、これらのチューブを用いることで、溶融した樹脂がチューブ内部に付着することなく、安定して連続加熱できる。
【0029】
樹脂の溶融と含浸を高めるために、加熱炉6は内径dを出口に近いほど小さくするのが好ましく、図6のように内径dがd3>d2>d1の複数の管状炉を接合して用いることもできる。内径dを出口に近いほど小さくすることにより、溶融した熱可塑性樹脂が材料内部へ含浸しやすくなる。なお、最初の管状炉の内径dは、複合繊維糸1の見掛けの直径と同等程度とし、出口の管状炉の内径dは最初の内径dの50〜80%程度とするのが好ましい。図6の加熱炉6の場合は、樹脂製チューブ7の初めのテフロン(登録商標)チューブは、内径1.5〜3mmのものを用いた。このように内径を入口よりも出口側が小さくなったテーパー状のチューブを用いることで、上記したように樹脂の含浸性が向上できる。
【0030】
また、上記加熱炉6をマイクロ波加熱のものとすると、複合繊維糸1の炭素繊維束3をマイクロ波で加熱できて、複合繊維糸1中の炭素繊維束3を発熱でき、迅速に樹脂を溶融できて複合繊維糸1に一体的に含浸することができる。
【0031】
このように加熱炉6に挿入して加熱溶融した複合繊維糸1は、自然冷却や乾燥空気および冷風などで溶融した樹脂を固め、熱可塑性樹脂が固まった複合繊維糸1をストランドカッターなどで数mm〜数mの長さに切断できる。数mmから十数mm程度の長さで切断すると、図7のようにペレットを作製できる。十数mmから数mの程度の長さで切断すると、図8のように長尺の成形材料を作製できる。
【0032】
従来では、熱可塑性樹脂の溶融と塗布する装置が必要であった。また、樹脂の含浸性向上のため、含浸前に炭素繊維を開繊するなどして実施しているため、装置コストも高価であった。しかし、本発明では、上記のように簡易かつ小型の装置での製造ができ、また少量からの製造が可能で、製造コストを安価にでき、試作開発等のための多品種小ロット生産へも容易に対応できる。
【0033】
また、従来では、熱可塑性樹脂を溶融した状態で強化繊維へ含浸させるため、付着量の制御が難しい。しかし、本発明では、強化繊維と繊維状の熱可塑性樹脂の複合繊維糸から作製するため、上記のように強化繊維糸と樹脂繊維糸を引き揃えたり、掛合することで、強化繊維と樹脂の比率を簡単に正確に調整できる。したがって、比率変更の容易さや繊維化可能な樹脂であれば、素材変更も簡単である。
【0034】
さらに、樹脂の含浸性が低いと、例えば、切断工程で樹脂部と繊維が分離したり、運搬中に樹脂と繊維が分離したり、表面に繊維が多く存在する場合、射出成形時、繊維が絡んでしまって、繊維が均一に分散しない。また、繊維の損傷を多く受け、繊維が折れて繊維長が短くなる。その結果、強度不足となる。
【0035】
しかし、本発明では、強化繊維束3と並べた熱可塑性樹脂糸の引き揃え糸5および掛合糸4の溶融で、樹脂の高い含浸性を実現できる。そして、上記のとおり管状の加熱炉6の内径を変化させることで、複合繊維糸1へ周囲から押さえつけられる力が働き、溶融した樹脂が内側へ入り込むようにできる。また、複合繊維糸1を加熱炉6で加熱すると、その初期に熱可塑性樹脂糸が収縮して、炭素繊維束3を広げ、表面積を増加させる。その結果、樹脂の含浸性が向上する。複合繊維糸1の加熱(300 ℃)前と直後の状態は、図9(a)、(b)である。炭素繊維の見掛けの太さが増加し、開繊する。
【実施例1】
【0036】
12K(φ7μm)の炭素繊維束3に840Dのマルチフィラメントのナイロン6の引き揃え糸5を引き揃えてメローミシン2に供給し、3本の315Dのモノフィラメントのナイロン6の掛合糸4を掛合して複合繊維糸1を作製した。作製した複合繊維糸1は、糸管に巻き取り、内部に設置したテフロン(登録商標)の樹脂製チューブ7の内径が3mmと2mmの2つの管状の加熱炉6の加熱部を通して、引き揃え糸5および掛合糸4を溶融含浸させた。テフロン(登録商標)の樹脂製チューブ11の出口側の内径が2mmと1.5mmである。なお、加熱炉6は、両方とも260℃に温度設定した。
【0037】
加熱炉6から引き出された加熱溶融した複合繊維糸1は、自然冷却後、図7のように約10mmピッチで切断した。複合繊維糸の通過速度は、約2mm/分である。自然冷却後の束状の加熱溶融した複合繊維糸1を切断したペレットの断面を図10(a)、(b)に示す。図10(a)、(b)のように炭素繊維束3がコの字の形に変形し、その内部に樹脂が存在している。ペレットの外側は、完全に樹脂により覆われており、炭素繊維束3が外側には現れていない。また、複合繊維糸1の加熱(300 ℃)前と直後の状態は図9(a)、(b)に示すように、炭素繊維の見掛けの太さが増加しており、開繊していることが確認できる。
【0038】
それは、加熱初期における掛合糸4と引き揃え糸5の熱収縮に伴い、炭素繊維束3が開繊したためである。炭素繊維束3が広がることで、射出成形時の繊維の樹脂内の分散性向上と繊維同士の絡み防止が期待できる。また、加熱炉6内のテフロン(登録商標)の樹脂製チューブ7の内径を変化させることで、どちらも直接熱が複合繊維糸1に付与でき、溶融した樹脂の糸内部への含浸、炭素繊維束3のペレット表面への露出防止などの効果があった。
【実施例2】
【0039】
つぎに、3K(φ7μm)の炭素繊維束3に6本の300Dのモノフィラメントのポリエステル糸(PET共重合)の引き揃え糸5を引き揃えてメローミシン2に供給し、3本の300Dのモノフィラメントのポリエステル糸(PET共重合)の掛合糸4を5回/インチのピッチで掛合して複合繊維糸1を作製した。さらに、作製した3本の複合繊維糸1をメローミシン2での作製時の強化繊維と引き揃え糸の替わりに挿入し、同時に300Dのポリエステル糸で覆って複合繊維糸1を作製した。
【0040】
作製した複合繊維糸1は、上記と同様に糸管に巻き取り、内部に設置したテフロンの樹脂製チューブ7の内径が3mmと2mmの2つの管状の加熱炉6の加熱部を通して、引き揃え糸5および掛合糸4を溶融含浸させた。なお、加熱炉6は、両方とも300℃に温度設定した。
【0041】
加熱炉6から引き出された加熱溶融した複合繊維糸1は、自然冷却後、約10mmピッチで切断した。複合繊維糸の通過速度は、約2mm/分である。図11(a)、(b)に作製したペレットの断面を示す。3本の複合繊維糸1から作製しているため、3本の炭素繊維束3による3カ所に炭素繊維束が確認できる。束状であるが、繊維が一定間隔で分散されており、射出成形時の繊維の分散性向上が期待できる。ペレットの内部には樹脂が存在し、その表面は、樹脂にほぼ覆われている。そのため、ペレット作製の切断工程での繊維と樹脂の分離や射出成形時の繊維の絡みなどのトラブルを防止することができる。
【0042】
上記では、ペレットについて説明したが、長尺に切断する成形材料についても同様である。
【産業上の利用可能性】
【0043】
本発明は、従来の金属や樹脂の成形品に代替して利用できるもので、機械部品、FRPやCFRPと同様に自動車のボディ、バンパーやそれらの部品、ボートやヨットの船のボディやそれらの部品、列車のボディやそれらの部品、スポーツ分野のテニスラケット、ゴルフのクラブシャフト、ヘッド、スキー板、スノーボート、日用品のヘルメット、安全靴、アタッシュケース、OA分野のパソコンや携帯電話などのケースや部品、土木、建築分野の補強材、TV、医療機器、レーザー装置、軍用のヘルメットや防弾チョッキ、その他の用途の軽量、高い強度を必要とする物品に広く利用することができる。
【符号の説明】
【0044】
1…複合繊維糸 2…メローミシン 3…炭素繊維束 4…掛合糸
5…引き揃え糸 6…加熱炉
【先行技術文献】
【特許文献】
【0045】
【特許文献1】特開2001−129827号公報
【特許文献2】特開2009−263482号公報
【特許文献3】特開2010−121250号公報
【特許請求の範囲】
【請求項1】
炭素繊維束またはガラス繊維に熱可塑性の合成繊維糸の掛合糸を巻縫い掛合して複合繊維糸を形成し、この巻縫いした複合繊維糸を加熱して熱可塑性の合成繊維糸を溶融して炭素繊維束またはガラス繊維に一体的に接合し、この一体的に接合した複合繊維糸を所定の長さに切断したことを特徴とする繊維強化複合成形材料。
【請求項2】
マルチフィラメントを束ねた炭素繊維束の1束ないし複数束とナイロンやポリプロピレン、ポリエステルを含む熱可塑性の合成繊維糸を引き揃えて熱可塑性の合成繊維糸の掛合糸を巻縫い掛合して複合繊維糸とした請求項1に記載の繊維強化成形材料。
【請求項3】
複合繊維糸を、内径を出口に近くなる程小さく形成したテーパー状の管状炉の加熱炉に挿入して加熱溶融して一体的に接合した請求項1または2に記載の繊維強化複合成形材料。
【請求項4】
加熱溶融して一体的に接合した複合繊維糸を数mm〜十数mmの長さのペレット状に切断した請求項1ないし3のいずれかに記載の繊維強化複合成形材料。
【請求項5】
加熱溶融して一体的に接合した複合繊維糸を数十cm〜数mの長さに切断した請求項1ないし3のいずれかに記載の繊維強化複合成形材料。
【請求項6】
加熱炉をマイクロ波加熱のものとして複合繊維糸を加熱溶融した請求項1ないし5のいずれかに記載の繊維強化複合成形材料。
【請求項1】
炭素繊維束またはガラス繊維に熱可塑性の合成繊維糸の掛合糸を巻縫い掛合して複合繊維糸を形成し、この巻縫いした複合繊維糸を加熱して熱可塑性の合成繊維糸を溶融して炭素繊維束またはガラス繊維に一体的に接合し、この一体的に接合した複合繊維糸を所定の長さに切断したことを特徴とする繊維強化複合成形材料。
【請求項2】
マルチフィラメントを束ねた炭素繊維束の1束ないし複数束とナイロンやポリプロピレン、ポリエステルを含む熱可塑性の合成繊維糸を引き揃えて熱可塑性の合成繊維糸の掛合糸を巻縫い掛合して複合繊維糸とした請求項1に記載の繊維強化成形材料。
【請求項3】
複合繊維糸を、内径を出口に近くなる程小さく形成したテーパー状の管状炉の加熱炉に挿入して加熱溶融して一体的に接合した請求項1または2に記載の繊維強化複合成形材料。
【請求項4】
加熱溶融して一体的に接合した複合繊維糸を数mm〜十数mmの長さのペレット状に切断した請求項1ないし3のいずれかに記載の繊維強化複合成形材料。
【請求項5】
加熱溶融して一体的に接合した複合繊維糸を数十cm〜数mの長さに切断した請求項1ないし3のいずれかに記載の繊維強化複合成形材料。
【請求項6】
加熱炉をマイクロ波加熱のものとして複合繊維糸を加熱溶融した請求項1ないし5のいずれかに記載の繊維強化複合成形材料。
【図1】


【図2】
【図4】
【図5】
【図6】
【図3】
【図7】

【図8】
【図9】
【図10】
【図11】
【図2】
【図4】
【図5】
【図6】
【図3】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2013−91714(P2013−91714A)
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願番号】特願2011−234465(P2011−234465)
【出願日】平成23年10月26日(2011.10.26)
【出願人】(592216384)兵庫県 (258)
【出願人】(503027931)学校法人同志社 (346)
【出願人】(594134877)宮田布帛有限会社 (6)
【出願人】(508346549)藤邦織物株式会社 (4)
【Fターム(参考)】
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願日】平成23年10月26日(2011.10.26)
【出願人】(592216384)兵庫県 (258)
【出願人】(503027931)学校法人同志社 (346)
【出願人】(594134877)宮田布帛有限会社 (6)
【出願人】(508346549)藤邦織物株式会社 (4)
【Fターム(参考)】
[ Back to top ]