
繊維強化複合材料成形品とその製造方法

【課題】特に繊維強化複合材料と熱可塑性樹脂との接合部分の端面において、接着性に優れる繊維強化複合材料成形品とその製造方法の提供。
【解決手段】強化繊維にマトリックス樹脂が含浸したシート状の繊維強化複合材料11の表面に、熱可塑性樹脂12を射出成形して接合一体化した繊維強化複合材料成形品10であって、前記熱可塑性樹脂12と接合する前記繊維強化複合材料11は、端面11aが当該繊維強化複合材料11の厚さT1方向に対して平行でない、繊維強化複合材料成形品10、および前記繊維強化複合材料11の熱可塑性樹脂12との接合部分のうち、当該繊維強化複合材料11の厚さT1方向に対して平行にならないように、端面11aを形成した後に、前記熱可塑性樹脂12を射出成形する、繊維強化複合材料成形品10の製造方法。
【解決手段】強化繊維にマトリックス樹脂が含浸したシート状の繊維強化複合材料11の表面に、熱可塑性樹脂12を射出成形して接合一体化した繊維強化複合材料成形品10であって、前記熱可塑性樹脂12と接合する前記繊維強化複合材料11は、端面11aが当該繊維強化複合材料11の厚さT1方向に対して平行でない、繊維強化複合材料成形品10、および前記繊維強化複合材料11の熱可塑性樹脂12との接合部分のうち、当該繊維強化複合材料11の厚さT1方向に対して平行にならないように、端面11aを形成した後に、前記熱可塑性樹脂12を射出成形する、繊維強化複合材料成形品10の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、繊維強化複合材料成形品とその製造方法に関する。
【背景技術】
【0002】
繊維強化複合材料(以下、「FRP」という。)は、軽量で且つ高強度である特徴から、航空機、自動車、スポーツ、レジャー、その他各種工業用途に利用されている。また、FRPは、それを構成する繊維集束体の配向性によって特徴ある異方性光沢を有し、さらに表面に塗装等の処理を施すことによって、深みのある重厚な外観を与える等の特徴を有する。
【0003】
近年、これらの特徴に加え、難燃性を付与したFRPも数多く検討され、各種電気・電子機器筐体から航空機内装品、自動車内装品などへの用途が拡がっている。これら電気・電子機器筐体、航空機内装品、自動車内装品に用いる場合には、FRP板に同種のFRPや熱可塑性樹脂、金属材料などを接合一体化した三次元形状の部材を用いる場合が多い。
例えば、特許文献1には、可撓性を有する炭素繊維複合材料板の表面に、熱可塑性樹脂を射出成形して結合一体化せしめた炭素繊維複合成形品が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特許第3035409号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載のように、FRPに熱可塑性樹脂を射出成形して接合一体化する場合、特にFRPと熱可塑性樹脂との接合部分の端面における接着性が不十分となる場合があり、FRPと熱可塑性樹脂が剥離することがあった。
【0006】
本発明は上記事情に鑑みてなされたもので、特に繊維強化複合材料と熱可塑性樹脂との接合部分の端面において、接着性に優れる繊維強化複合材料成形品とその製造方法の提供を課題とする。
【課題を解決するための手段】
【0007】
本発明の繊維強化複合材料成形品は、強化繊維にマトリックス樹脂が含浸したシート状の繊維強化複合材料の表面に、熱可塑性樹脂を射出成形して接合一体化した繊維強化複合材料成形品であって、前記熱可塑性樹脂と接合する前記繊維強化複合材料は、端面が当該繊維強化複合材料の厚さ方向に対して平行でないことを特徴とする。
また、前記強化繊維が、炭素繊維であることが好ましい。
さらに、前記マトリックス樹脂が、リンを含有するエポキシ樹脂であることが好ましい。
また、前記熱可塑性樹脂が、ポリカーボネート樹脂とアクリロニトリル−ブタジエン−スチレン樹脂とのアロイ樹脂であることが好ましい。
さらに、前記接合一体化は、インジェクションプレスによりなされることが好ましい。
【0008】
また、本発明の繊維強化複合材料成形品の製造方法は、強化繊維にマトリックス樹脂が含浸したシート状の繊維強化複合材料の表面に、熱可塑性樹脂を射出成形して接合一体化する繊維強化複合材料成形品の製造方法であって、前記繊維強化複合材料の熱可塑性樹脂との接合部分のうち、当該繊維強化複合材料の厚さ方向に対して平行にならないように、端面を形成した後に、前記熱可塑性樹脂を射出成形することを特徴とする。
さらに、インジェクションプレスにより、前記熱可塑性樹脂を射出成形することが好ましい。
【発明の効果】
【0009】
本発明の繊維強化複合材料成形品は、特に繊維強化複合材料と熱可塑性樹脂との接合部分の端面において、接着性に優れる。
また、本発明の繊維強化複合材料成形品の製造方法によれば、特に繊維強化複合材料と熱可塑性樹脂との接合部分の端面において、接着性に優れる繊維強化複合材料成形品が得られる。
【図面の簡単な説明】
【0010】
【図1】本発明の繊維強化複合材料成形品の一例を示す断面図である。
【図2】図1の繊維強化複合材料成形品を構成する繊維強化複合材料の一例を示す斜視図である。
【図3】繊維強化複合材料の他の例を示す斜視図である。
【図4】繊維強化複合材料の他の例を示す斜視図である。
【図5】繊維強化複合材料の他の例を示す斜視図である。
【図6】図3に示す繊維強化複合材料を用いた繊維強化複合材料成形品の一例を示す断面図である。
【図7】図4に示す繊維強化複合材料を用いた繊維強化複合材料成形品の一例を示す断面図である。
【図8】図5に示す繊維強化複合材料を用いた繊維強化複合材料成形品の一例を示す断面図である。
【図9】比較例1により得られた繊維強化複合材料成形品を示す断面図である。
【発明を実施するための形態】
【0011】
以下、本発明について、図面を用いて詳細に説明する。
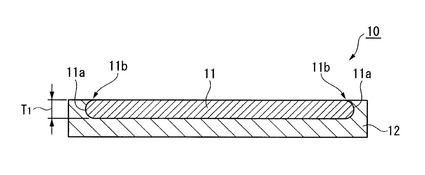
図1は、本発明の繊維強化複合材料成形品の一例を示す断面図である。この例の繊維強化複合材料成形品10は、シート状の繊維強化複合材料(以下、「FRP」という。)11の表面に、射出成形された熱可塑性樹脂12が接合一体化されている。
【0012】
<繊維強化複合材料>
本発明に用いるFRP11としては、強化繊維にマトリックス樹脂が含浸したプリプレグを、必要に応じて複数積層し、高温高圧下で成形したものが挙げられる。
強化繊維としては、炭素繊維、アラミド繊維、ナイロン繊維、高強度ポリエステル繊維、ガラス繊維、ボロン繊維、アルミナ繊維、窒化珪素繊維などの各種の無機繊維または有機繊維を用いることができる。これらの中でも難燃性の観点から炭素繊維、アラミド繊維、ガラス繊維、ボロン繊維、アルミナ繊維、窒化珪素繊維が好ましく、さらに比強度および比弾性に優れる点で炭素繊維が特に好ましい。
強化繊維の形態としては、一方向に引き揃えてもよく、織物、またノンクリンプファブリックでもよい。
【0013】
マトリックス樹脂としては、公知の熱硬化性樹脂または熱可塑性樹脂が挙げられる。
熱硬化性樹脂としては、例えばエポキシ樹脂、フェノール樹脂、ビニルエステル樹脂、ビスマレイミド樹脂、メラミン樹脂、不飽和ポリエステル樹脂等が挙げられる。
熱可塑性樹脂としては、例えばポリアミド(PA)樹脂、アクリロニトリル−ブタジエン−スチレン(ABS)樹脂、アクリロニトリル−エチレン−スチレン(AES)樹脂、アクリロニトリル−スチレン−アクリレート(ASA)樹脂、ポリエチレンテレフタレート(PET)樹脂、ポリカーボネート(PC)樹脂、ポリメチルメタクリレート(PMMA)樹脂、ポリブチレンテレフタレート(PBT)樹脂、ポリエーテルスルフォン(PES)樹脂、ポリフェニレンエーテル(PPE)樹脂、ポリフェニレンスルフィド(PPS)樹脂、ポリエーテルエーテルケトン(PEEK)樹脂、ポリエーテルケトンケトン(PEKK)樹脂、ポリイミド(PI)樹脂、ポリテトラフルオロエチレン(PTFE)樹脂、ポリエーテル樹脂、ポリオレフィン(PO)樹脂、液晶ポリマー樹脂、ポリアリレート樹脂、ポリスルフォン樹脂、ポリアクリロニトリルスチレン(PAS)樹脂、ポリスチレン(PS)樹脂、ポリアクリロニトリル(PAN)樹脂、ポリ塩化ビニル(PVC)樹脂等が挙げられる。
これらの中でも靭性、耐衝撃性に優れる点で熱硬化性樹脂、特にエポキシ樹脂が好ましい。さらに電気・電子機器筐体や航空機・自動車内装品、各種工業品に用いることを考慮すると、難燃性を有する点で、リンを含有するエポキシ樹脂が特に好ましい。
【0014】
FRP11は、熱可塑性樹脂12が接合する部分のうち、端面11aがFRP11の厚さT1方向に対して平行でないことを特徴とする。これにより、端面11aにおける熱可塑性樹脂との接合面積が、図9に示すような繊維強化複合材料成形品50に比べて広がる。従って、特にFRPと熱可塑性樹脂との接合部分の端面において、FRPと熱可塑性樹脂の接着性が向上する。
なお、図9に示す繊維強化複合材料成形品50は、熱可塑性樹脂52が接合する部分のうち、端面51aがFRP51の厚さT5方向に対して平行であるFRP51の表面に、熱可塑性樹脂52が射出成形され接合一体化している。
【0015】
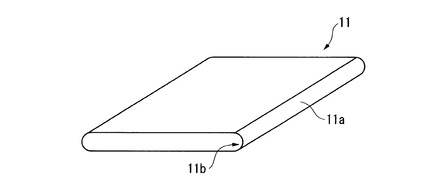
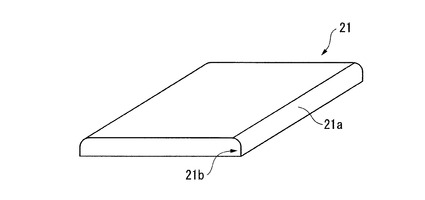
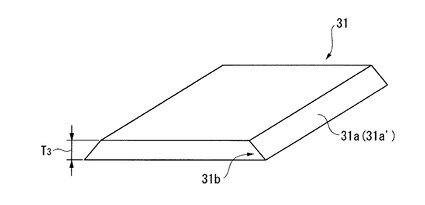
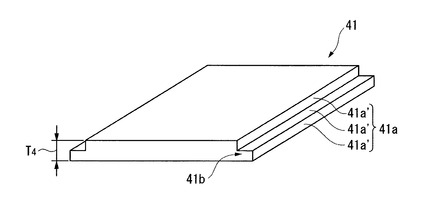
FRP11の端面11aの形状は、厚さT1方向に対して平行でなければよく、特に制限されない。例えば図1、2に示すようにFRP11の端面11aの稜角の上下共にR加工が施されている形状、図3に示すようにFRP21の端面21aの稜角の上側のみR加工が施されている形状、図4に示すようにFRP31の端面31aの上側の稜角が面取りされた1つの平面31a’からなり、該平面の向きが厚さT3方向と異なる形状、図5に示すようにFRP41の厚みが段階的に変化する形状などが挙げられる。
なお、図5に示すように、FRP41の端面41aが2つ以上の平面41a’を有する場合、少なくとも1つの平面の向きがFRP41の厚さT4方向と異なれば、残りの平面の向きは厚さT4方向と同じであってもよく、異なっていてもよい。
【0016】
<熱可塑性樹脂>
FRPの表面に射出成形する熱可塑性樹脂としては、例えばマトリックス樹脂の説明において先に例示した熱可塑性樹脂や、ポリビニルフォルマール(PVF)、あるいはこれらの樹脂を組み合わせてなるアロイ樹脂等、射出成形できる樹脂であればよく、FRPとの接着性を考慮して適宜選定して使用することができる。これらの中でも、靭性・汎用性に優れる点で、ABS樹脂、AES樹脂、ASA樹脂、ポリアミド樹脂、PC樹脂とABS樹脂とのアロイ樹脂、PC樹脂とAES樹脂とのアロイ樹脂、PC樹脂とASA樹脂とのアロイ樹脂が好適であり、特にABS樹脂、PC樹脂とABS樹脂とのアロイ樹脂が適している。
また、FRPの表面に射出成形する熱可塑性樹脂には、強化繊維、強化充填材、難燃剤、着色剤、安定剤等の添加剤を適宜配合してもよい。
【0017】
<繊維強化複合材料成形品の製造方法>
本発明の繊維強化複合材料成形品は、以下のようにして製造できる。
まず、FRPの熱可塑性樹脂との接合部分のうち、端面がFRPの厚さ方向に対して平行にならないように、端面を形成する。端面の形成方法としては、例えば端面がERPの厚さ方向に対して平行にならないように、FRPの端部を削る方法が挙げられる。
FRPの端部の削り方としては特に制限されず、例えば図1、2に示すようにFRP10の端部11bの全てを面取りする方法(すなわち、稜角の上下共にR加工を施す方法)、図3に示すようにFRP20の端部21bの一部を面取りする方法(すなわち、稜角の上側のみにR加工を施す方法)、図4に示すようにFRP30の端部31bを厚さT3方向と異なる方向に切断する方法、図5に示すように端面41aに2つ以上の平面41a’ができるように、かつ隣り合う平面41a’同士の向きが異なるように、FRP40の端部41bを切断する方法などが挙げられる。
【0018】
ついで、端部を削ったFRPを金型に入れ、熱可塑性樹脂を射出成形し、FRPと熱可塑性樹脂が接合一体化した繊維強化複合材料成形品を得る。
射出条件としては特に制限されず、用いるFRPや熱可塑性樹脂の種類や、金型の形状に合わせて適宜設定すればよい。
【0019】
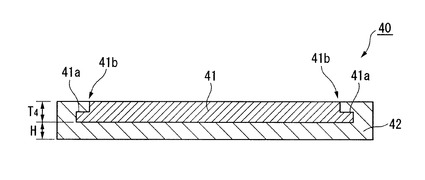
例えば図2に示すFRP11を用いた場合、図1に示すようなFRP11と熱可塑性樹脂12が接合一体化した繊維強化複合材料成形品10が得られる。図3に示すFRP21を用いた場合、図6に示すようなFRP21と熱可塑性樹脂22が接合一体化した繊維強化複合材料成形品20が得られる。図4に示すFRP31を用いた場合、図7に示すようなFRP31と熱可塑性樹脂32が接合一体化した繊維強化複合材料成形品30が得られる。図5に示すFRP41を用いた場合、図8に示すようなFRP41と熱可塑性樹脂42が接合一体化した繊維強化複合材料成形品40が得られる。
【0020】
本発明の繊維強化複合材料成形品は、既存の射出成形機を用いて製造できるが、大型成形品の成形が可能であり、FRPと熱可塑性樹脂との接着性がより強固となる点で、インジェクションプレスを用いることが好ましい。
【0021】
なお、本発明においては、FRPの端部が例えば図2〜5に示すような形状になるように、大きさの異なる複数のプリプレグを積層してFRPを作製し、該FRPを用いて熱可塑性樹脂を射出成形し、繊維強化複合材料成形品を製造してもよい。
【0022】
以上説明したように、本発明によれば、熱可塑性樹脂との接合部分のうち、端面がFRPの厚さ方向に対して平行でないFRPを用いて、該FRPの表面に熱可塑性樹脂を射出成形するので、FRPの端部における熱可塑性樹脂との接合面積が広がる。従って、特にFRPと熱可塑性樹脂との接合部分の端面において接着性に優れ、FRPと熱可塑性樹脂とが剥離しにくい繊維強化複合材料成形品が得られる。
また、本発明により得られる繊維強化複合材料成形品は、FRP本来の特性、すなわち軽量で、優れた強度、剛性、寸法安定性、耐久性、衝撃吸収性を発現できると共に、FRP特有の深みのある重厚な外観を有する。
【実施例】
【0023】
以下、本発明について実施例を挙げて具体的に説明する。ただし、本発明はこれらに限定されるものではない。
【0024】
[実施例1]
<FRPの作製>
プリプレグ(三菱レイヨン株式会社製のパイロフィルプリプレグ、「品番:TR380G200S」、繊維目付200g/m2、樹脂含有率33質量%)を300mm×300mmに切断し、炭素繊維が0°/90°/90°/0°の向きになるよう4枚積み重ね、130℃×90分、昇温速度2℃/分、圧力0.6MPaの条件でオートクレーブにて硬化し、厚さ0.8mmのFRPを得た。
ついで、得られたFRPを280mm×220mmに切断した後、FRPの端面が図5に示すように、厚さが段階的に変化する形状になるように端部を削った。
【0025】
<繊維強化複合材料成形品の製造>
端部を削ったFRPを金型底部にセットし、熱可塑性樹脂(UMGABS株式会社製の難燃性ポリカーボネート樹脂とABS樹脂のアロイ樹脂、「品番:CX55A」)を、シリンダー温度230℃、金型温度60℃の条件で、熱可塑性樹脂の高さが5mmになるように射出成形して、図8に示すような、FRP41(厚さT4:0.8mm)と熱可塑性樹脂42(高さH:5mm)とが接合一体化した繊維強化複合材料成形品40を得た。
【0026】
得られた繊維強化複合材料成形品は、FRPと熱可塑性樹脂との接着性、特にFRPと熱可塑性樹脂との接合部分の端面における接着性が良好であり、1mの高さから落下させても、FRPと熱可塑性樹脂とが剥離することはなかった。
また、外観はFRP特有の高級重厚感を有し、電気・電子機器筐体や航空機・自動車内装品をはじめ各種工業用品へ有効に利用できるものであった。
【0027】
[実施例2]
FRP用のプリプレグとして、炭素繊維クロスプリプレグ(三菱レイヨン株式会社製、「品番:TR3110 380GMP」、繊維目付200g/m2、樹脂含有率40質量%)を用いた以外は、実施例1と同様にしてFRPを作製し、FRPの端面が図2に示すように、稜角の上下共にR加工が施され丸みのある形状になるように端部を削った。ついで、実施例1と同様にして該FRPと熱可塑性樹脂とが接合一体化した繊維強化複合材料成形品を得た。
得られた繊維強化複合材料成形品は、実施例1と同様に、FRPと熱可塑性樹脂との接着性、特にFRPと熱可塑性樹脂との接合部分の端面における接着性が良好であり、1mの高さから落下させても、FRPと熱可塑性樹脂とが剥離することはなかった。
また、外観はFRP特有の高級重厚感を有し、電気・電子機器筐体や航空機・自動車内装品をはじめ各種工業用品へ有効に利用できるものであった。
【0028】
[実施例3]
FRP用のプリプレグとして、一方向に引き揃えた炭素繊維(三菱レイヨン株式会社製、「品番:TR50S15L」)にリンを含有するエポキシ樹脂が含浸したプリプレグ(繊維目付225g/m2、樹脂含有率30質量%)4枚を用いた以外は、実施例1と同様にしてFRPを作製し、FRPの端面が図4に示すように、上側の稜角が面取りされ、断面が台形の形状になるように端部を削った。ついで、実施例1と同様にして該FRPと熱可塑性樹脂とが接合一体化した繊維強化複合材料成形品を得た。
得られた繊維強化複合材料成形品は、実施例1と同様に、FRPと熱可塑性樹脂との接着性、特にFRPと熱可塑性樹脂との接合部分の端面における接着性が良好であり、1mの高さから落下させても、FRPと熱可塑性樹脂とが剥離することはなかった。
また、外観はFRP特有の高級重厚感を有し、電気・電子機器筐体や航空機・自動車内装品をはじめ各種工業用品へ有効に利用できるものであった。
【0029】
[比較例1]
FRPの端部を削らなかった以外は、実施例1と同様の条件でFRPの表面に熱可塑性樹脂を射出成形し、図9に示すような、FRP51と熱可塑性樹脂52とが接合一体化した繊維強化複合材料成形品50を得た。
得られた繊維強化複合材料成形品は、FRPと熱可塑性樹脂との接着性は一見良好であったが、1mの高さから落下させるとFRPと熱可塑性樹脂が剥離した。
【符号の説明】
【0030】
10、20、30、40、50:繊維強化複合材料成形品、
11、21、31、41、51:繊維強化複合材料、
11a、21a、31a、41a、51a:端面、
11b、21b、31b、41b:端部、
12、22、32、42、52:熱可塑性樹脂、
T1、T3、T4、T5:厚さ。
【技術分野】
【0001】
本発明は、繊維強化複合材料成形品とその製造方法に関する。
【背景技術】
【0002】
繊維強化複合材料(以下、「FRP」という。)は、軽量で且つ高強度である特徴から、航空機、自動車、スポーツ、レジャー、その他各種工業用途に利用されている。また、FRPは、それを構成する繊維集束体の配向性によって特徴ある異方性光沢を有し、さらに表面に塗装等の処理を施すことによって、深みのある重厚な外観を与える等の特徴を有する。
【0003】
近年、これらの特徴に加え、難燃性を付与したFRPも数多く検討され、各種電気・電子機器筐体から航空機内装品、自動車内装品などへの用途が拡がっている。これら電気・電子機器筐体、航空機内装品、自動車内装品に用いる場合には、FRP板に同種のFRPや熱可塑性樹脂、金属材料などを接合一体化した三次元形状の部材を用いる場合が多い。
例えば、特許文献1には、可撓性を有する炭素繊維複合材料板の表面に、熱可塑性樹脂を射出成形して結合一体化せしめた炭素繊維複合成形品が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特許第3035409号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載のように、FRPに熱可塑性樹脂を射出成形して接合一体化する場合、特にFRPと熱可塑性樹脂との接合部分の端面における接着性が不十分となる場合があり、FRPと熱可塑性樹脂が剥離することがあった。
【0006】
本発明は上記事情に鑑みてなされたもので、特に繊維強化複合材料と熱可塑性樹脂との接合部分の端面において、接着性に優れる繊維強化複合材料成形品とその製造方法の提供を課題とする。
【課題を解決するための手段】
【0007】
本発明の繊維強化複合材料成形品は、強化繊維にマトリックス樹脂が含浸したシート状の繊維強化複合材料の表面に、熱可塑性樹脂を射出成形して接合一体化した繊維強化複合材料成形品であって、前記熱可塑性樹脂と接合する前記繊維強化複合材料は、端面が当該繊維強化複合材料の厚さ方向に対して平行でないことを特徴とする。
また、前記強化繊維が、炭素繊維であることが好ましい。
さらに、前記マトリックス樹脂が、リンを含有するエポキシ樹脂であることが好ましい。
また、前記熱可塑性樹脂が、ポリカーボネート樹脂とアクリロニトリル−ブタジエン−スチレン樹脂とのアロイ樹脂であることが好ましい。
さらに、前記接合一体化は、インジェクションプレスによりなされることが好ましい。
【0008】
また、本発明の繊維強化複合材料成形品の製造方法は、強化繊維にマトリックス樹脂が含浸したシート状の繊維強化複合材料の表面に、熱可塑性樹脂を射出成形して接合一体化する繊維強化複合材料成形品の製造方法であって、前記繊維強化複合材料の熱可塑性樹脂との接合部分のうち、当該繊維強化複合材料の厚さ方向に対して平行にならないように、端面を形成した後に、前記熱可塑性樹脂を射出成形することを特徴とする。
さらに、インジェクションプレスにより、前記熱可塑性樹脂を射出成形することが好ましい。
【発明の効果】
【0009】
本発明の繊維強化複合材料成形品は、特に繊維強化複合材料と熱可塑性樹脂との接合部分の端面において、接着性に優れる。
また、本発明の繊維強化複合材料成形品の製造方法によれば、特に繊維強化複合材料と熱可塑性樹脂との接合部分の端面において、接着性に優れる繊維強化複合材料成形品が得られる。
【図面の簡単な説明】
【0010】
【図1】本発明の繊維強化複合材料成形品の一例を示す断面図である。
【図2】図1の繊維強化複合材料成形品を構成する繊維強化複合材料の一例を示す斜視図である。
【図3】繊維強化複合材料の他の例を示す斜視図である。
【図4】繊維強化複合材料の他の例を示す斜視図である。
【図5】繊維強化複合材料の他の例を示す斜視図である。
【図6】図3に示す繊維強化複合材料を用いた繊維強化複合材料成形品の一例を示す断面図である。
【図7】図4に示す繊維強化複合材料を用いた繊維強化複合材料成形品の一例を示す断面図である。
【図8】図5に示す繊維強化複合材料を用いた繊維強化複合材料成形品の一例を示す断面図である。
【図9】比較例1により得られた繊維強化複合材料成形品を示す断面図である。
【発明を実施するための形態】
【0011】
以下、本発明について、図面を用いて詳細に説明する。
図1は、本発明の繊維強化複合材料成形品の一例を示す断面図である。この例の繊維強化複合材料成形品10は、シート状の繊維強化複合材料(以下、「FRP」という。)11の表面に、射出成形された熱可塑性樹脂12が接合一体化されている。
【0012】
<繊維強化複合材料>
本発明に用いるFRP11としては、強化繊維にマトリックス樹脂が含浸したプリプレグを、必要に応じて複数積層し、高温高圧下で成形したものが挙げられる。
強化繊維としては、炭素繊維、アラミド繊維、ナイロン繊維、高強度ポリエステル繊維、ガラス繊維、ボロン繊維、アルミナ繊維、窒化珪素繊維などの各種の無機繊維または有機繊維を用いることができる。これらの中でも難燃性の観点から炭素繊維、アラミド繊維、ガラス繊維、ボロン繊維、アルミナ繊維、窒化珪素繊維が好ましく、さらに比強度および比弾性に優れる点で炭素繊維が特に好ましい。
強化繊維の形態としては、一方向に引き揃えてもよく、織物、またノンクリンプファブリックでもよい。
【0013】
マトリックス樹脂としては、公知の熱硬化性樹脂または熱可塑性樹脂が挙げられる。
熱硬化性樹脂としては、例えばエポキシ樹脂、フェノール樹脂、ビニルエステル樹脂、ビスマレイミド樹脂、メラミン樹脂、不飽和ポリエステル樹脂等が挙げられる。
熱可塑性樹脂としては、例えばポリアミド(PA)樹脂、アクリロニトリル−ブタジエン−スチレン(ABS)樹脂、アクリロニトリル−エチレン−スチレン(AES)樹脂、アクリロニトリル−スチレン−アクリレート(ASA)樹脂、ポリエチレンテレフタレート(PET)樹脂、ポリカーボネート(PC)樹脂、ポリメチルメタクリレート(PMMA)樹脂、ポリブチレンテレフタレート(PBT)樹脂、ポリエーテルスルフォン(PES)樹脂、ポリフェニレンエーテル(PPE)樹脂、ポリフェニレンスルフィド(PPS)樹脂、ポリエーテルエーテルケトン(PEEK)樹脂、ポリエーテルケトンケトン(PEKK)樹脂、ポリイミド(PI)樹脂、ポリテトラフルオロエチレン(PTFE)樹脂、ポリエーテル樹脂、ポリオレフィン(PO)樹脂、液晶ポリマー樹脂、ポリアリレート樹脂、ポリスルフォン樹脂、ポリアクリロニトリルスチレン(PAS)樹脂、ポリスチレン(PS)樹脂、ポリアクリロニトリル(PAN)樹脂、ポリ塩化ビニル(PVC)樹脂等が挙げられる。
これらの中でも靭性、耐衝撃性に優れる点で熱硬化性樹脂、特にエポキシ樹脂が好ましい。さらに電気・電子機器筐体や航空機・自動車内装品、各種工業品に用いることを考慮すると、難燃性を有する点で、リンを含有するエポキシ樹脂が特に好ましい。
【0014】
FRP11は、熱可塑性樹脂12が接合する部分のうち、端面11aがFRP11の厚さT1方向に対して平行でないことを特徴とする。これにより、端面11aにおける熱可塑性樹脂との接合面積が、図9に示すような繊維強化複合材料成形品50に比べて広がる。従って、特にFRPと熱可塑性樹脂との接合部分の端面において、FRPと熱可塑性樹脂の接着性が向上する。
なお、図9に示す繊維強化複合材料成形品50は、熱可塑性樹脂52が接合する部分のうち、端面51aがFRP51の厚さT5方向に対して平行であるFRP51の表面に、熱可塑性樹脂52が射出成形され接合一体化している。
【0015】
FRP11の端面11aの形状は、厚さT1方向に対して平行でなければよく、特に制限されない。例えば図1、2に示すようにFRP11の端面11aの稜角の上下共にR加工が施されている形状、図3に示すようにFRP21の端面21aの稜角の上側のみR加工が施されている形状、図4に示すようにFRP31の端面31aの上側の稜角が面取りされた1つの平面31a’からなり、該平面の向きが厚さT3方向と異なる形状、図5に示すようにFRP41の厚みが段階的に変化する形状などが挙げられる。
なお、図5に示すように、FRP41の端面41aが2つ以上の平面41a’を有する場合、少なくとも1つの平面の向きがFRP41の厚さT4方向と異なれば、残りの平面の向きは厚さT4方向と同じであってもよく、異なっていてもよい。
【0016】
<熱可塑性樹脂>
FRPの表面に射出成形する熱可塑性樹脂としては、例えばマトリックス樹脂の説明において先に例示した熱可塑性樹脂や、ポリビニルフォルマール(PVF)、あるいはこれらの樹脂を組み合わせてなるアロイ樹脂等、射出成形できる樹脂であればよく、FRPとの接着性を考慮して適宜選定して使用することができる。これらの中でも、靭性・汎用性に優れる点で、ABS樹脂、AES樹脂、ASA樹脂、ポリアミド樹脂、PC樹脂とABS樹脂とのアロイ樹脂、PC樹脂とAES樹脂とのアロイ樹脂、PC樹脂とASA樹脂とのアロイ樹脂が好適であり、特にABS樹脂、PC樹脂とABS樹脂とのアロイ樹脂が適している。
また、FRPの表面に射出成形する熱可塑性樹脂には、強化繊維、強化充填材、難燃剤、着色剤、安定剤等の添加剤を適宜配合してもよい。
【0017】
<繊維強化複合材料成形品の製造方法>
本発明の繊維強化複合材料成形品は、以下のようにして製造できる。
まず、FRPの熱可塑性樹脂との接合部分のうち、端面がFRPの厚さ方向に対して平行にならないように、端面を形成する。端面の形成方法としては、例えば端面がERPの厚さ方向に対して平行にならないように、FRPの端部を削る方法が挙げられる。
FRPの端部の削り方としては特に制限されず、例えば図1、2に示すようにFRP10の端部11bの全てを面取りする方法(すなわち、稜角の上下共にR加工を施す方法)、図3に示すようにFRP20の端部21bの一部を面取りする方法(すなわち、稜角の上側のみにR加工を施す方法)、図4に示すようにFRP30の端部31bを厚さT3方向と異なる方向に切断する方法、図5に示すように端面41aに2つ以上の平面41a’ができるように、かつ隣り合う平面41a’同士の向きが異なるように、FRP40の端部41bを切断する方法などが挙げられる。
【0018】
ついで、端部を削ったFRPを金型に入れ、熱可塑性樹脂を射出成形し、FRPと熱可塑性樹脂が接合一体化した繊維強化複合材料成形品を得る。
射出条件としては特に制限されず、用いるFRPや熱可塑性樹脂の種類や、金型の形状に合わせて適宜設定すればよい。
【0019】
例えば図2に示すFRP11を用いた場合、図1に示すようなFRP11と熱可塑性樹脂12が接合一体化した繊維強化複合材料成形品10が得られる。図3に示すFRP21を用いた場合、図6に示すようなFRP21と熱可塑性樹脂22が接合一体化した繊維強化複合材料成形品20が得られる。図4に示すFRP31を用いた場合、図7に示すようなFRP31と熱可塑性樹脂32が接合一体化した繊維強化複合材料成形品30が得られる。図5に示すFRP41を用いた場合、図8に示すようなFRP41と熱可塑性樹脂42が接合一体化した繊維強化複合材料成形品40が得られる。
【0020】
本発明の繊維強化複合材料成形品は、既存の射出成形機を用いて製造できるが、大型成形品の成形が可能であり、FRPと熱可塑性樹脂との接着性がより強固となる点で、インジェクションプレスを用いることが好ましい。
【0021】
なお、本発明においては、FRPの端部が例えば図2〜5に示すような形状になるように、大きさの異なる複数のプリプレグを積層してFRPを作製し、該FRPを用いて熱可塑性樹脂を射出成形し、繊維強化複合材料成形品を製造してもよい。
【0022】
以上説明したように、本発明によれば、熱可塑性樹脂との接合部分のうち、端面がFRPの厚さ方向に対して平行でないFRPを用いて、該FRPの表面に熱可塑性樹脂を射出成形するので、FRPの端部における熱可塑性樹脂との接合面積が広がる。従って、特にFRPと熱可塑性樹脂との接合部分の端面において接着性に優れ、FRPと熱可塑性樹脂とが剥離しにくい繊維強化複合材料成形品が得られる。
また、本発明により得られる繊維強化複合材料成形品は、FRP本来の特性、すなわち軽量で、優れた強度、剛性、寸法安定性、耐久性、衝撃吸収性を発現できると共に、FRP特有の深みのある重厚な外観を有する。
【実施例】
【0023】
以下、本発明について実施例を挙げて具体的に説明する。ただし、本発明はこれらに限定されるものではない。
【0024】
[実施例1]
<FRPの作製>
プリプレグ(三菱レイヨン株式会社製のパイロフィルプリプレグ、「品番:TR380G200S」、繊維目付200g/m2、樹脂含有率33質量%)を300mm×300mmに切断し、炭素繊維が0°/90°/90°/0°の向きになるよう4枚積み重ね、130℃×90分、昇温速度2℃/分、圧力0.6MPaの条件でオートクレーブにて硬化し、厚さ0.8mmのFRPを得た。
ついで、得られたFRPを280mm×220mmに切断した後、FRPの端面が図5に示すように、厚さが段階的に変化する形状になるように端部を削った。
【0025】
<繊維強化複合材料成形品の製造>
端部を削ったFRPを金型底部にセットし、熱可塑性樹脂(UMGABS株式会社製の難燃性ポリカーボネート樹脂とABS樹脂のアロイ樹脂、「品番:CX55A」)を、シリンダー温度230℃、金型温度60℃の条件で、熱可塑性樹脂の高さが5mmになるように射出成形して、図8に示すような、FRP41(厚さT4:0.8mm)と熱可塑性樹脂42(高さH:5mm)とが接合一体化した繊維強化複合材料成形品40を得た。
【0026】
得られた繊維強化複合材料成形品は、FRPと熱可塑性樹脂との接着性、特にFRPと熱可塑性樹脂との接合部分の端面における接着性が良好であり、1mの高さから落下させても、FRPと熱可塑性樹脂とが剥離することはなかった。
また、外観はFRP特有の高級重厚感を有し、電気・電子機器筐体や航空機・自動車内装品をはじめ各種工業用品へ有効に利用できるものであった。
【0027】
[実施例2]
FRP用のプリプレグとして、炭素繊維クロスプリプレグ(三菱レイヨン株式会社製、「品番:TR3110 380GMP」、繊維目付200g/m2、樹脂含有率40質量%)を用いた以外は、実施例1と同様にしてFRPを作製し、FRPの端面が図2に示すように、稜角の上下共にR加工が施され丸みのある形状になるように端部を削った。ついで、実施例1と同様にして該FRPと熱可塑性樹脂とが接合一体化した繊維強化複合材料成形品を得た。
得られた繊維強化複合材料成形品は、実施例1と同様に、FRPと熱可塑性樹脂との接着性、特にFRPと熱可塑性樹脂との接合部分の端面における接着性が良好であり、1mの高さから落下させても、FRPと熱可塑性樹脂とが剥離することはなかった。
また、外観はFRP特有の高級重厚感を有し、電気・電子機器筐体や航空機・自動車内装品をはじめ各種工業用品へ有効に利用できるものであった。
【0028】
[実施例3]
FRP用のプリプレグとして、一方向に引き揃えた炭素繊維(三菱レイヨン株式会社製、「品番:TR50S15L」)にリンを含有するエポキシ樹脂が含浸したプリプレグ(繊維目付225g/m2、樹脂含有率30質量%)4枚を用いた以外は、実施例1と同様にしてFRPを作製し、FRPの端面が図4に示すように、上側の稜角が面取りされ、断面が台形の形状になるように端部を削った。ついで、実施例1と同様にして該FRPと熱可塑性樹脂とが接合一体化した繊維強化複合材料成形品を得た。
得られた繊維強化複合材料成形品は、実施例1と同様に、FRPと熱可塑性樹脂との接着性、特にFRPと熱可塑性樹脂との接合部分の端面における接着性が良好であり、1mの高さから落下させても、FRPと熱可塑性樹脂とが剥離することはなかった。
また、外観はFRP特有の高級重厚感を有し、電気・電子機器筐体や航空機・自動車内装品をはじめ各種工業用品へ有効に利用できるものであった。
【0029】
[比較例1]
FRPの端部を削らなかった以外は、実施例1と同様の条件でFRPの表面に熱可塑性樹脂を射出成形し、図9に示すような、FRP51と熱可塑性樹脂52とが接合一体化した繊維強化複合材料成形品50を得た。
得られた繊維強化複合材料成形品は、FRPと熱可塑性樹脂との接着性は一見良好であったが、1mの高さから落下させるとFRPと熱可塑性樹脂が剥離した。
【符号の説明】
【0030】
10、20、30、40、50:繊維強化複合材料成形品、
11、21、31、41、51:繊維強化複合材料、
11a、21a、31a、41a、51a:端面、
11b、21b、31b、41b:端部、
12、22、32、42、52:熱可塑性樹脂、
T1、T3、T4、T5:厚さ。
【特許請求の範囲】
【請求項1】
強化繊維にマトリックス樹脂が含浸したシート状の繊維強化複合材料の表面に、熱可塑性樹脂を射出成形して接合一体化した繊維強化複合材料成形品であって、
前記熱可塑性樹脂と接合する前記繊維強化複合材料は、端面が当該繊維強化複合材料の厚さ方向に対して平行でない、繊維強化複合材料成形品。
【請求項2】
前記強化繊維が、炭素繊維である、請求項1に記載の繊維強化複合材料成形品。
【請求項3】
前記マトリックス樹脂が、リンを含有するエポキシ樹脂である、請求項1または2に記載の繊維強化複合材料成形品。
【請求項4】
前記熱可塑性樹脂が、アクリロニトリル−ブタジエン−スチレン樹脂である、請求項1〜3のいずれかに記載の繊維強化複合材料成形品。
【請求項5】
前記熱可塑性樹脂が、ポリカーボネート樹脂とアクリロニトリル−ブタジエン−スチレン樹脂とのアロイ樹脂である、請求項1〜3のいずれかに記載の繊維強化複合材料成形品。
【請求項6】
前記接合一体化は、インジェクションプレスによりなされる、請求項1〜5のいずれかに記載の繊維強化複合材料成形品。
【請求項7】
強化繊維にマトリックス樹脂が含浸したシート状の繊維強化複合材料の表面に、熱可塑性樹脂を射出成形して接合一体化する繊維強化複合材料成形品の製造方法であって、
前記繊維強化複合材料の熱可塑性樹脂との接合部分のうち、当該繊維強化複合材料の厚さ方向に対して平行にならないように、端面を形成した後に、前記熱可塑性樹脂を射出成形する、繊維強化複合材料成形品の製造方法。
【請求項8】
インジェクションプレスにより、前記熱可塑性樹脂を射出成形する、請求項7に記載の繊維強化複合材料成形品の製造方法。
【請求項1】
強化繊維にマトリックス樹脂が含浸したシート状の繊維強化複合材料の表面に、熱可塑性樹脂を射出成形して接合一体化した繊維強化複合材料成形品であって、
前記熱可塑性樹脂と接合する前記繊維強化複合材料は、端面が当該繊維強化複合材料の厚さ方向に対して平行でない、繊維強化複合材料成形品。
【請求項2】
前記強化繊維が、炭素繊維である、請求項1に記載の繊維強化複合材料成形品。
【請求項3】
前記マトリックス樹脂が、リンを含有するエポキシ樹脂である、請求項1または2に記載の繊維強化複合材料成形品。
【請求項4】
前記熱可塑性樹脂が、アクリロニトリル−ブタジエン−スチレン樹脂である、請求項1〜3のいずれかに記載の繊維強化複合材料成形品。
【請求項5】
前記熱可塑性樹脂が、ポリカーボネート樹脂とアクリロニトリル−ブタジエン−スチレン樹脂とのアロイ樹脂である、請求項1〜3のいずれかに記載の繊維強化複合材料成形品。
【請求項6】
前記接合一体化は、インジェクションプレスによりなされる、請求項1〜5のいずれかに記載の繊維強化複合材料成形品。
【請求項7】
強化繊維にマトリックス樹脂が含浸したシート状の繊維強化複合材料の表面に、熱可塑性樹脂を射出成形して接合一体化する繊維強化複合材料成形品の製造方法であって、
前記繊維強化複合材料の熱可塑性樹脂との接合部分のうち、当該繊維強化複合材料の厚さ方向に対して平行にならないように、端面を形成した後に、前記熱可塑性樹脂を射出成形する、繊維強化複合材料成形品の製造方法。
【請求項8】
インジェクションプレスにより、前記熱可塑性樹脂を射出成形する、請求項7に記載の繊維強化複合材料成形品の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】

【図7】

【図8】
【図9】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2010−253801(P2010−253801A)
【公開日】平成22年11月11日(2010.11.11)
【国際特許分類】
【出願番号】特願2009−106619(P2009−106619)
【出願日】平成21年4月24日(2009.4.24)
【出願人】(000006035)三菱レイヨン株式会社 (2,875)
【Fターム(参考)】
【公開日】平成22年11月11日(2010.11.11)
【国際特許分類】
【出願日】平成21年4月24日(2009.4.24)
【出願人】(000006035)三菱レイヨン株式会社 (2,875)
【Fターム(参考)】
[ Back to top ]