
繊維強化複合材料用プリフォームの縫合装置及び縫合方法
【課題】幅が変化する形状のプリフォームの場合にも生産性を向上できるようにする。
【解決手段】移送方向Rへのプリフォーム11の移送に伴い、作業幅領域S1に対応するプリフォーム11の幅(移送方向Rと直交する方向のプリフォーム11の長さ)が変化して(作業幅領域S1の幅が変化して)或るステッチ針16が作業幅領域S1から外れた場合、第1支持ブロック15及び第2支持ブロック20が下動されてステッチ針16及び第1接触プレート211が実線で示す作業位置から鎖線で示す退避位置に切り換え配置される。又、糸ガイド33が実線で示す作業位置から鎖線で示す退避位置に切り換え配置されると共に、第2接触プレート411が実線で示す作業位置から鎖線で示す退避位置に切り換え配置される。
【解決手段】移送方向Rへのプリフォーム11の移送に伴い、作業幅領域S1に対応するプリフォーム11の幅(移送方向Rと直交する方向のプリフォーム11の長さ)が変化して(作業幅領域S1の幅が変化して)或るステッチ針16が作業幅領域S1から外れた場合、第1支持ブロック15及び第2支持ブロック20が下動されてステッチ針16及び第1接触プレート211が実線で示す作業位置から鎖線で示す退避位置に切り換え配置される。又、糸ガイド33が実線で示す作業位置から鎖線で示す退避位置に切り換え配置されると共に、第2接触プレート411が実線で示す作業位置から鎖線で示す退避位置に切り換え配置される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ステッチ針と、前記ステッチ針と対になって該ステッチ針に糸を掛ける糸ガイドとを繊維強化複合材料用プリフォームの幅方向に複数配設した繊維強化複合材料用プリフォームの縫合装置及び縫合方法に関する。
【背景技術】
【0002】
炭素繊維やガラス繊維等の繊維に樹脂を含浸させて樹脂を繊維で強化した繊維強化複合材料は、必要な強度を得ながら軽量化を図る上で好ましい材料である。樹脂を含浸して成型する前に強化繊維によって形成されるシート形状物は、一般的にプリフォームと呼ばれており、この種のプリフォームが例えば特許文献1に開示されている。プリフォームを形成するための繊維束は、繊維束ガイドから繰り出しながら、ピン植設部材に列設された複数のピンに掛け止められてゆくことによってシート形状に配列されてゆく。
【0003】
プリフォームを構成する繊維束は、一方向に配列した後に該方向と交差する方向(例えば直交する方向)に重ねて配列されてゆき、プリフォームは、積層構造となる。このようなプリフォームは、繊維束がばらけないように縫合装置によって縫合される。
【0004】
特許文献1に開示のプリフォームのシート形状は、矩形以外にも幅が変化する形状(例えば台形)もある。プリフォームのシート形状が矩形である場合には、例えば該プリフォームの短辺方向に該短辺の長さにわたって複数のステッチ針を直列に列設した縫合装置によって該プリフォームの長辺方向に縫ってゆけば、生産性がよい。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−218133号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
プリフォームのシート形状が例えば台形である場合には、前記のピン植設部材は台形形状であって、複数のピンが台形の辺に沿って列設される。このような台形の辺に沿って列設されたピンに掛け止められた繊維束によって形成されたプリフォームを、前記したような複数のステッチ針を列設した縫合装置によって台形の平行な辺の方向に縫っていったとすると、直列に列設した複数のステッチ針のうちのいずれかがピン植設部材の平行でない対辺部に当たることになる。
【0007】
ステッチ針がピン植設部材に当たらないように縫合するには、単一のステッチ針を備えた縫合装置あるいは複数のステッチ針を短い長さ内に列設した縫合装置を用いればよい。しかし、このような縫合装置では、プリフォームの全面にわたって縫ってゆくには、例えば台形の平行な辺の方向にステッチ針を何回も往復させる必要があり、プリフォームの生産性が悪い。
【0008】
本発明は、幅が変化する形状のプリフォームの場合にも生産性を向上できるようにすることを目的とする。
【課題を解決するための手段】
【0009】
請求項1乃至請求項5の本発明は、ステッチ針と、前記ステッチ針と対になって該ステッチ針に糸を掛ける糸ガイドとを繊維強化複合材料用プリフォームの幅方向に複数配設した繊維強化複合材料用プリフォームの縫合装置を対象とし、請求項1の発明では、前記プリフォームの歩進毎のステッチ作業領域における作業幅領域の幅変化に応じて、前記作業幅領域内の前記ステッチ針をステッチ針作業位置に配置すると共に、前記作業幅領域外の前記ステッチ針を前記ステッチ針作業位置よりも前記プリフォームから離れたステッチ針退避位置に配置する第1切り換え手段と、前記複数の糸ガイドのうち、前記ステッチ針作業位置に配置されるステッチ針と対の糸ガイドを糸ガイド作業位置に配置すると共に、前記ステッチ針退避位置に配置されるステッチ針と対の糸ガイドを糸ガイド退避位置に配置する第2切り換え手段とを備える。
【0010】
作業幅領域外にあるステッチ針をステッチ針退避位置に配置すると共に、該ステッチ針と対の糸ガイドを糸ガイド退避位置に配置することにより、プリフォームを保持する枠体とステッチ針との当接及び枠体と糸ガイドとの当接が回避される。そのため、プリフォームの歩進方向と直交する方向におけるプリフォームの最大幅にわたってステッチ針を列設することができ、幅が変化する形状のプリフォームの場合にも生産性を向上することができる。
【0011】
好適な例では、前記第1切り換え手段は、前記ステッチ針を支持する第1支持ブロックと、前記ステッチ針を前記ステッチ針作業位置と前記ステッチ針退避位置とに切り換え配置するように前記第1支持ブロックを切り換え駆動する第1駆動手段と、前記第1支持ブロックを直線状に案内するガイドレールとを備える。
【0012】
ガイドレールに沿ってステッチ針をステッチ針作業位置とステッチ針退避位置とに切り換え配置する構成は、簡便である。
好適な例では、前記プリフォームに接する接触位置と前記プリフォームに接しない退避位置とに切り換え配置される第1接触プレートが前記ステッチ針と対になって幅方向に複数配設されており、前記第1接触プレートを支持する第2支持ブロックと、前記ステッチ針を前記ステッチ針退避位置に配置するときに前記第2支持ブロックと前記第1支持ブロックとを一体的に連結する連結手段とを備える。
【0013】
第1接触プレートは、ステッチ針がある側からプリフォームに接してプリフォームを保持するためのものである。連結手段が連結しない状態にあるときには、第1接触プレートがプリフォームに接した状態でステッチ針を支持する第1支持ブロックを動かしてステッチ針に作業を行わせることができる。
【0014】
好適な例では、前記第2切り換え手段は、前記糸ガイドを支持する支持アームと、前記支持アームを支持する駆動軸と、前記駆動軸を中心にして前記糸ガイドを前記糸ガイド作業位置と前記糸ガイド退避位置とに切り換え駆動する第2駆動手段とを備える。
【0015】
好適な例では、前記プリフォームに接する接触位置と前記プリフォームに接しない退避位置とに切り換え配置される第2接触プレートが前記糸ガイドと対になって幅方向に複数配設されており、前記第2接触プレートを支持する第3支持ブロックと、前記第2接触プレートを前記接触位置と前記退避位置とに切り換え配置するように第2接触プレートを切り換え駆動する第3駆動手段と、前記第2接触プレートを直線状に案内するガイドレールとを備える第3切り換え手段が設けられている。
【0016】
ガイドレールに沿って第2接触プレートを接触位置と退避位置とに切り換え配置する構成は、簡便である。
請求項6の発明は、ステッチ針と、前記ステッチ針と対になって該ステッチ針に糸を掛ける糸ガイドとを繊維強化複合材料用プリフォームの幅方向に複数配設した繊維強化複合材料用プリフォームの製造方法を対象とし、前記プリフォームの移送方向に関するステッチ作業領域における前記プリフォームの幅方向の作業幅領域の前記幅方向の内に前記ステッチ針が配置される場合には、該ステッチ針をステッチ針作業位置に配置すると共に、前記ステッチ針作業位置に配置されるステッチ針と対になって該ステッチ針に糸を掛ける糸ガイドを糸ガイド作業位置に配置し、前記作業幅領域の前記幅方向の外に前記ステッチ針が配置される場合には、該ステッチ針をステッチ針退避位置に配置すると共に、前記ステッチ針退避位置に配置されるステッチ針と対になって該ステッチ針に糸を掛ける糸ガイドを糸ガイド退避位置に配置する。
【0017】
作業幅領域内にあるステッチ針が作業幅領域から外れる場合には、ステッチ針がステッチ針退避位置に配置されると共に、該ステッチ針と対の糸ガイドが糸ガイド退避位置に配置される。そのため、プリフォームの歩進方向と直交する方向におけるプリフォームの最大幅にわたってステッチ針及び糸ガイドを列設することができ、幅が変化する形状のプリフォームの場合にも生産性が向上する。
【発明の効果】
【0018】
本発明は、幅が変化する形状のプリフォームの場合にも生産性を向上できるという優れた効果を奏する。
【図面の簡単な説明】
【0019】
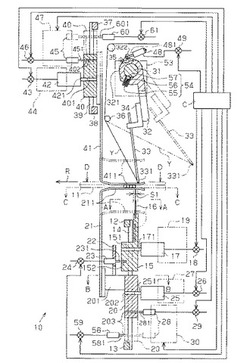
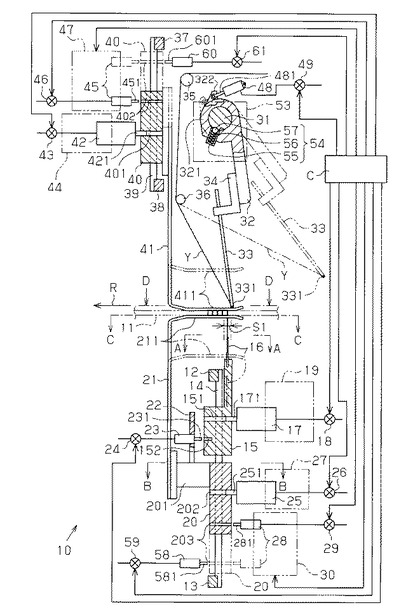
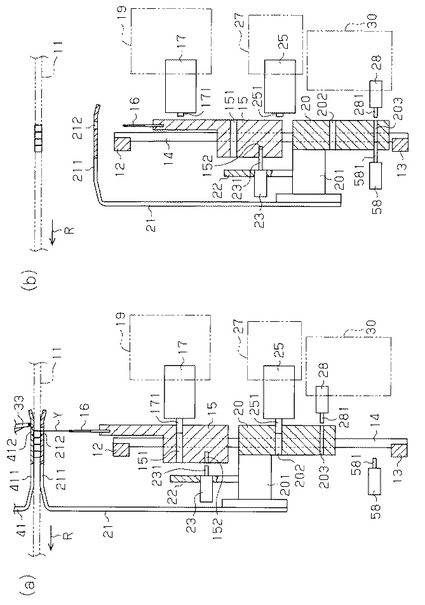
【図1】一実施形態を示す側断面図。
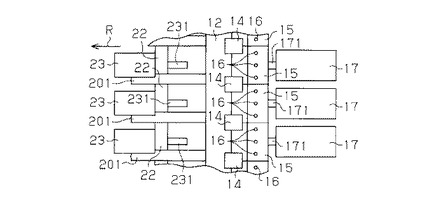
【図2】図1のA−A線断面図。
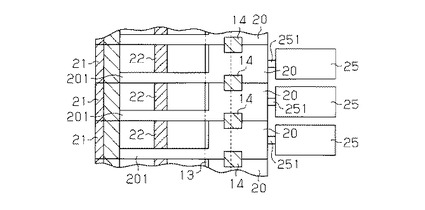
【図3】図1のB−B線断面図。
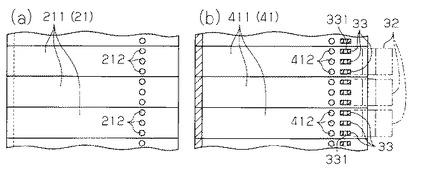
【図4】(a)は、図1のC−C線断面図。(b)は、図1のD−D線断面図。
【図5】(a)は、ステッチ針がステッチ針作業位置にある状態を示す部分側断面図。(b)は、ステッチ針がステッチ針退避位置にある状態を示す部分側断面図。
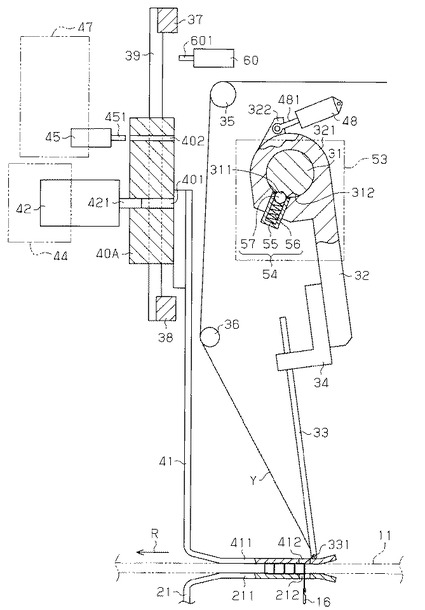
【図6】糸ガイドが糸ガイド作業位置にある状態を示す部分側断面図。
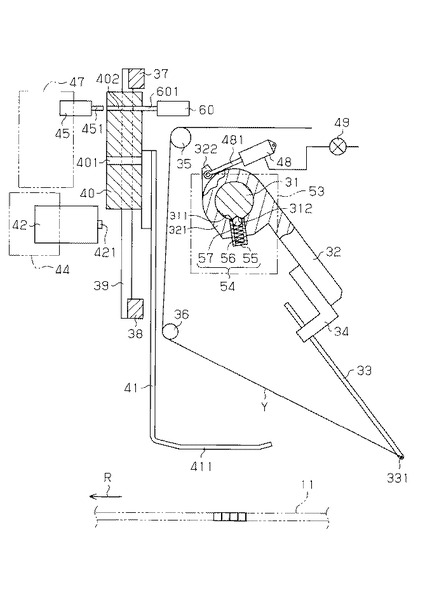
【図7】糸ガイドが糸ガイド退避位置にある状態を示す部分側断面図。
【図8】(a)は、枠体の斜視図。(b)は、繊維束を配列した状態を示す斜視図。
【発明を実施するための形態】
【0020】
以下、本発明を具体化した一実施形態を図1〜図8に基づいて説明する。
図1は、プリフォーム11を縫合するための縫合装置10を示す。プリフォーム11の水平な移送経路の直下には上下一対の支持バー12,13がプリフォーム11の移送方向Rと直交する方向、且つ水平方向に延設されている。
【0021】
図2に示すように、支持バー12,13(図2には支持バー12のみを図示)には複数本のガイドレール14が支持バー12,13の長さ方向に所定の間隔で垂直に取り付けられている。隣り合うガイドレール14には第1支持ブロック15が上下にスライド可能に支持されている。第1支持ブロック15は、プリフォーム11の幅方向(プリフォーム11の移送方向Rと直交する方向の幅)全体にわたって複数配設されている。各第1支持ブロック15の上端には複数本のステッチ針16〔図2に示すように、本実施形態では3本〕が植設されている。
【0022】
図1に示すように、第1支持ブロック15の前方〔図1において右側を前側としている〕にはエアシリンダ17が第1支持ブロック15に対向するように配設されており、エアシリンダ17のピストンロッド171が第1支持ブロック15に設けられた孔151に出入り可能である。エアシリンダ17への圧力エアの供給及び供給停止は、電磁三方弁18によって制御される。エアシリンダ17のピストンロッド171は、電磁三方弁18の励磁によるエアシリンダ17への圧力エアの供給によって孔151へ突入する。電磁三方弁18が消磁されると、ピストンロッド171は、エアシリンダ17内の図示しない復帰ばねによって孔151から抜け出す。電磁三方弁18は、制御コンピュータCの励消磁制御を受ける。制御コンピュータCは、予め設定された縫合プログラムに基づいて電磁三方弁18の励消磁を制御する。図2に示すように、エアシリンダ17は、各第1支持ブロック15に1対1に対向して設けられている。
【0023】
図1に示すように、エアシリンダ17は、ステッチ針駆動手段19によって上下動される。エアシリンダ17の上下動は、ピストンロッド171が孔151に入り込んでいる状態のときに行われ、エアシリンダ17、第1支持ブロック15及びステッチ針16がガイドレール14に沿って一体的に上下動する。ステッチ針16の上下動は、ステッチ針作業位置での縫合作業を行なうステッチ針16の縫合動作である。
【0024】
第1支持ブロック15の直下には第2支持ブロック20が隣り合うガイドレール14に上下にスライド可能に支持されている。第2支持ブロック20の後面〔図1において左側を後側としている〕には支持アーム201が一体形成されており、支持アーム201の先端部には下側プレスプレート21が止着されている。下側プレスプレート21の上部にはプリフォーム11の下面に接触可能な第1接触プレート211が折り曲げ形成されている。
【0025】
図4(a)に示すように、第1接触プレート211には針通し孔212が形成されている。ステッチ針16は、針通し孔212に出入り可能である。
図1に示すように、第2支持ブロック20の前方にはエアシリンダ25が第2支持ブロック20に対向するように配設されており、エアシリンダ25のピストンロッド251が第2支持ブロック20に設けられた孔202に出入り可能である。エアシリンダ25への圧力エアの供給及び供給停止は、電磁三方弁26によって制御される。エアシリンダ25のピストンロッド251は、電磁三方弁26の励磁によるエアシリンダ25への圧力エアの供給によって孔202へ突入する。電磁三方弁26が消磁されると、ピストンロッド251は、エアシリンダ25内の図示しない復帰ばねによって孔202から抜け出す。電磁三方弁26は、制御コンピュータCの励消磁制御を受ける。制御コンピュータCは、予め設定された縫合プログラムに基づいて電磁三方弁26の励消磁を制御する。
【0026】
図3に示すように、エアシリンダ25は、各第2支持ブロック20に1対1に対向して設けられている。
図1に示すように、エアシリンダ25は、下側プレスプレート駆動手段27によって上下動される。エアシリンダ25の上下動は、ピストンロッド251が孔202に入り込んでいる状態のときに行われ、エアシリンダ25、第2支持ブロック20及び下側プレスプレート21がガイドレール14に沿って一体的に上下動する。下側プレスプレート21が上動されると、第1接触プレート211がプリフォーム11の下面に接触し、下側プレスプレート21が下動されると、第1接触プレート211がプリフォーム11の下面から離れる。エアシリンダ25の下動に伴うプリフォーム11の下面からの第1接触プレート211の離間は、プリフォーム11を移送方向Rへ歩進するときに行われる。
【0027】
支持アーム201の中間部には取り付け板22が立設されており、取り付け板22にはエアシリンダ23が第1支持ブロック15に対向するように取り付けられている。エアシリンダ23のピストンロッド231が第1支持ブロック15の後面側に設けられた孔152に出入り可能である。図2に示すように、エアシリンダ23は、各第1支持ブロック15に1対1に対向して設けられている。
【0028】
図1に示すように、エアシリンダ23への圧力エアの供給及び供給停止は、電磁三方弁24によって制御される。エアシリンダ23のピストンロッド231は、電磁三方弁24の励磁によるエアシリンダ23への圧力エアの供給によって孔152へ突入する。電磁三方弁24が消磁されると、ピストンロッド231は、エアシリンダ23内の図示しない復帰ばねによって孔152から抜け出す。電磁三方弁24は、制御コンピュータCの励消磁制御を受ける。制御コンピュータCは、予め設定された縫合プログラムに基づいて電磁三方弁24の励消磁を制御する。電磁三方弁24の励磁によってピストンロッド231が孔152へ入り込んでいる状態では、第1支持ブロック15と第2支持ブロック20とが一体化して上下動可能である。
【0029】
各第2支持ブロック20の前方にはエアシリンダ28が各第2支持ブロック20に1対1に対向するように配設されている。エアシリンダ28のピストンロッド281は、第2支持ブロック20に設けられた孔203に出入り可能である。エアシリンダ28への圧力エアの供給及び供給停止は、電磁三方弁29によって制御される。エアシリンダ28のピストンロッド281は、電磁三方弁29の励磁によるエアシリンダ28への圧力エアの供給によって孔203へ突入する。電磁三方弁29が消磁されると、ピストンロッド281は、エアシリンダ28内の図示しない復帰ばねによって孔203から抜け出す。電磁三方弁29は、制御コンピュータCの励消磁制御を受ける。制御コンピュータCは、予め設定された縫合プログラムに基づいて電磁三方弁29の励消磁を制御する。
【0030】
エアシリンダ28は、第1駆動手段30によって上下動される。第1駆動手段30は、制御コンピュータCの駆動制御を受ける。制御コンピュータCは、縫合プログラムに基づいて第1駆動手段30を駆動制御する。エアシリンダ28の上下動は、ピストンロッド281が孔203に入り込んでいる状態、且つエアシリンダ23のピストンロッド231が孔152に入り込んでいる状態、且つピストンロッド171,251が孔151,202から抜け出している状態のときに行われ、エアシリンダ28、第2支持ブロック20及び第1支持ブロック15がガイドレール14に沿って一体的に上下動する。エアシリンダ28、第2支持ブロック20及び第1支持ブロック15の一体的な上下動は、ステッチ針16を図5(a)に示すステッチ針作業位置と図5(b)に示すステッチ針退避位置とに切り換え配置する動作である。
【0031】
図1に示すように、支持バー13より上側、且つ第2支持ブロック20より後側にはエアシリンダ58が配設されている。エアシリンダ58のピストンロッド581が第2支持ブロック20に設けられた孔203に出入り可能である。エアシリンダ58への圧力エアの供給及び供給停止は、電磁三方弁59によって制御される。エアシリンダ58のピストンロッド581は、電磁三方弁59の励磁によるエアシリンダ58への圧力エアの供給によって孔203へ突入する。電磁三方弁59が消磁されると、ピストンロッド581は、エアシリンダ58内の図示しない復帰ばねによって孔203から抜け出す。電磁三方弁59は、制御コンピュータCの励消磁制御を受ける。制御コンピュータCは、予め設定された縫合プログラムに基づいて電磁三方弁59の励消磁を制御する。
【0032】
プリフォーム11の移送経路の上方には駆動軸31が支持バー12,13と平行に配設されており、駆動軸31には支持アーム32が回動可能に垂下支持されている。駆動軸31は、糸ガイド駆動手段53によって往復回動と軸方向の往復移動とが可能に駆動されるようになっている。
【0033】
支持アーム32は、第1支持ブロック15と1対1に対応して駆動軸31の軸方向に複数配設されており、各支持アーム32には糸ガイド33が取り付け金具34を介して垂下支持されている。ガイドローラ35,36によって案内される糸Yは、糸ガイド33の下端部の糸通し孔331に通されている。
【0034】
支持アーム32の環状の基部321の周面には連結突起322が形成されており、連結突起322の近くにはエアシリンダ48が配設されている。エアシリンダ48のピストンロッド481は、連結突起322に連結されている。エアシリンダ48への圧力エアの供給及び供給停止は、電磁三方弁49によって制御される。エアシリンダ48のピストンロッド481は、電磁三方弁49の励磁によるエアシリンダ48への圧力エアの供給によって駆動軸31を中心にして連結突起322を図1において左回りに回動させる。電磁三方弁49が消磁されると、ピストンロッド481は、エアシリンダ48内の図示しない復帰ばねによって駆動軸31を中心にして連結突起322を図1において右回りに回動させる。電磁三方弁49は、制御コンピュータCの励消磁制御を受ける。制御コンピュータCは、予め設定された縫合プログラムに基づいて電磁三方弁49の励消磁を制御する。
【0035】
図6に示すように、基部321にはプランジャ54が取り付けられている。プランジャ54は、基部321を外周面から内周面へと貫通する筒55と、筒55内に収容された圧縮ばね56と、圧縮ばね56によって駆動軸31の周面に押接されるボール57とから構成されている。駆動軸31の周面には一対の位置決め溝311,312が駆動軸31の軸方向に平行に形成されている。ボール57は、位置決め溝311,312に嵌り込み可能である。
【0036】
図1に示すように、プリフォーム11の移送経路の上方には上下一対の支持バー37,38がプリフォーム11の移送方向Rと直交する方向、且つ水平方向に延設されている。支持バー37,38には複数本のガイドレール39が支持バー37,38の長さ方向に所定の間隔で垂直に取り付けられている。ガイドレール39は、ガイドレール14と上下に1対1に対応して配設されており、隣り合うガイドレール39には第3支持ブロック40が上下にスライド可能に支持されている。
【0037】
第3支持ブロック40の前面には上側プレスプレート41が止着されている。上側プレスプレート41の下部にはプリフォーム11の上面に接触可能な第2接触プレート411が折り曲げ形成されている。第2接触プレート411には針通し孔412〔図6参照〕が形成されている。第2接触プレート411は、上下方向に見て第1接触プレート211と重なり合っており、針通し孔412は、上下方向に見て針通し孔212と重なっている。ステッチ針16は、針通し孔412に出入り可能である。
【0038】
第3支持ブロック40の後方にはエアシリンダ42が第3支持ブロック40に対向するように配設されており、エアシリンダ42のピストンロッド421が第3支持ブロック40に設けられた孔401に出入り可能である。エアシリンダ42への圧力エアの供給及び供給停止は、電磁三方弁43によって制御される。エアシリンダ42のピストンロッド421は、電磁三方弁43の励磁によるエアシリンダ42への圧力エアの供給によって孔401へ突入する。電磁三方弁43が消磁されると、ピストンロッド421は、エアシリンダ42内の図示しない復帰ばねによって孔401から抜け出す。電磁三方弁43は、制御コンピュータCの励消磁制御を受ける。制御コンピュータCは、予め設定された縫合プログラムに基づいて電磁三方弁43の励消磁を制御する。
【0039】
エアシリンダ42は、上側プレスプレート駆動手段44によって上下動される。エアシリンダ42の上下動は、ピストンロッド421が孔401に入り込んでいる状態のときに行われ、エアシリンダ42、第3支持ブロック40及び上側プレスプレート駆動手段44がガイドレール39に沿って一体的に上下動する。上側プレスプレート41が下動されると、第2接触プレート411がプリフォーム11の上面に接触し、上側プレスプレート41が上動されると、第2接触プレート411がプリフォーム11の上面から離れる。エアシリンダ42の上動に伴うプリフォーム11の上面からの第2接触プレート411の離間は、プリフォーム11を移送方向Rへ歩進するときに行われる。
【0040】
第3支持ブロック40の後方にはエアシリンダ45が第3支持ブロック40に対向するように配設されている。エアシリンダ45のピストンロッド451は、第3支持ブロック40に設けられた孔402に出入り可能である。エアシリンダ45への圧力エアの供給及び供給停止は、電磁三方弁46によって制御される。エアシリンダ45のピストンロッド451は、電磁三方弁46の励磁によるエアシリンダ45への圧力エアの供給によって孔402へ突入する。電磁三方弁46が消磁されると、ピストンロッド451は、エアシリンダ45内の図示しない復帰ばねによって孔402から抜け出す。電磁三方弁46は、制御コンピュータCの励消磁制御を受ける。制御コンピュータCは、予め設定された縫合プログラムに基づいて電磁三方弁46の励消磁を制御する。
【0041】
エアシリンダ45は、第3駆動手段47によって上下動される。第3駆動手段47は、制御コンピュータCの駆動制御を受ける。制御コンピュータCは、縫合プログラムに基づいて第3駆動手段47を駆動制御する。エアシリンダ45の上下動は、上側プレスプレート41を図6に示すプレス作業位置と図7に示す退避位置とに切り換え配置する動作である。
【0042】
図1に示すように、支持バー37より下側、且つ第3支持ブロック40より前側にはエアシリンダ60が配設されている。エアシリンダ60のピストンロッド601は、第3支持ブロック40に設けられた孔402に出入り可能である。エアシリンダ60への圧力エアの供給及び供給停止は、電磁三方弁61によって制御される。エアシリンダ60のピストンロッド601は、電磁三方弁61の励磁によるエアシリンダ60への圧力エアの供給によって孔402へ突入する。電磁三方弁61が消磁されると、ピストンロッド601は、エアシリンダ60内の図示しない復帰ばねによって孔402から抜け出す。電磁三方弁61は、制御コンピュータCの励消磁制御を受ける。制御コンピュータCは、予め設定された縫合プログラムに基づいて電磁三方弁61の励消磁を制御する。
【0043】
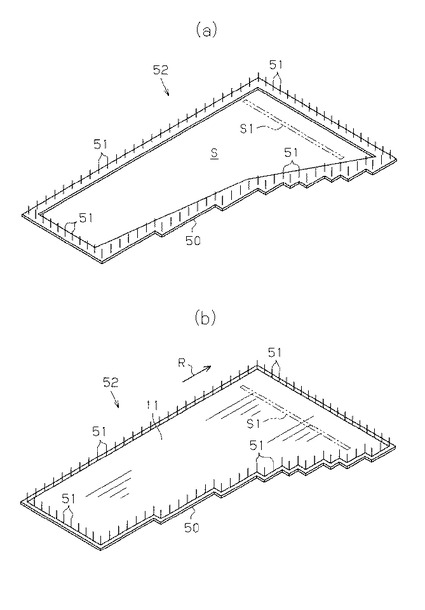
図8(a)は、枠体50の辺上に多数のピン51を立設した繊維束配列ジグ52を示す。図示しない繊維束ガイドから繰り出される繊維束は、繊維束ガイドを移動反転して対向辺上のピン51に掛け止めながら配列されてゆく。繊維束は、一方向に配列された後にこの方向と交差する方向(例えば直交する方向)に重ねて配列されて積層構造のプリフォーム11が形成される。図8(b)は、繊維束配列ジグ52に形成されたプリフォーム11を示す。プリフォーム11は、繊維束配列ジグ52に取り付けたまま縫合装置10によって縫合される。図8(a)に示す繊維束配列ジグ52の枠内は、ステッチ作業領域Sである。
【0044】
図8(a)におけるステッチ作業領域Sにおける帯状部分S1は、或る縫合サイクルにおける作業幅領域である。縫合サイクルとは、針通し孔212,412〔図6参照〕を出入りするステッチ針16〔図6参照〕の1回の上下動と、上下動するステッチ針16の鉤部に糸Yを引っ掛ける糸ガイド33〔図6参照〕の1回の動作のことである。
【0045】
繊維束配列ジグ52は、図8(b)及び図1に示す移送方向Rへ移送される。そのため、帯状部分S1(以下においては作業幅領域S1という)は、プリフォーム11の歩進毎に移送方向Rと反対方向に移ってゆき、作業幅領域S1は、枠体50の幅の変化に応じて変化する。上下方向に見てステッチ針16が作業幅領域S1内に入っていれば、該ステッチ針16と対となる糸ガイド33も作業幅領域S1内に入っており、該ステッチ針16に対応する下側プレスプレート21及び上側プレスプレート41も作業幅領域S1内に入っている。
【0046】
制御コンピュータCは、移送方向Rへ移送される繊維束配列ジグ52の枠内の作業幅領域S1の位置を把握している。又、制御コンピュータCは、ステッチ針16のうちのどのステッチ針16が作業幅領域S1内にあり、どのステッチ針16が作業幅領域S1外にあるかを把握している。
【0047】
次に、縫合プログラムに基づく制御コンピュータCの縫合制御を説明する。
図5(a)は、ステッチ針16、糸ガイド33、下側プレスプレート21及び上側プレスプレート41は、作業幅領域S1内にある場合を示す。
【0048】
ステッチ針16が作業幅領域S1内にある場合、制御コンピュータCは、第2支持ブロック20に対向するエアシリンダ25のピストンロッド251を孔202に突入させた状態、且つ第1支持ブロック15に対向するエアシリンダ17のピストンロッド171を孔151に突入させた状態に制御する。又、制御コンピュータCは、第1支持ブロック15に対向するエアシリンダ23のピストンロッド231を孔152から離脱させた状態に維持する。さらに、制御コンピュータCは、エアシリンダ28のピストンロッド281を孔203から離脱させた状態に制御する。これによりステッチ針16がステッチ針作業位置に配置され、下側プレスプレート21の第1接触プレート211が図5(a)に示す接触位置に保持される。
【0049】
図6は、図5(a)の状態に対応し、制御コンピュータCは、エアシリンダ48のピストンロッド481が連結突起322を作業位置に配置させた状態、つまり電磁三方弁49を消磁した状態に制御する。これによりプランジャ54のボール57が位置決め溝311に嵌り込んだ状態に維持され、ステッチ針16と対の糸ガイド33が図6に示す糸ガイド作業位置に保持される。
【0050】
又、制御コンピュータCは、第3支持ブロック40に対向するエアシリンダ42のピストンロッド421を孔401に突入させた状態に制御する。さらに、制御コンピュータCは、エアシリンダ45のピストンロッド451を孔402から離脱させた状態に制御する。これにより上側プレスプレート41の第2接触プレート411が図6に示す接触位置に保持される。
【0051】
図5(a)及び図6に示す状態でステッチ針駆動手段19が作動され、ステッチ針16が上下動されると共に、糸ガイド駆動手段53が駆動されて駆動軸31が往復回動及び軸方向へ往復移動する。この場合、下側プレスプレート21の第1接触プレート211がプリフォーム11の下面に接触する位置に保持され、上側プレスプレート41の第2接触プレート411がプリフォーム11の上面に接触する位置に保持される。
【0052】
全てのステッチ針16が作業幅領域S1にあれば、全てのステッチ針16が図5(a)に示すステッチ針作業位置に配置されて一斉に縫合作業を行なうと共に、全ての糸ガイド33が図6に示す糸ガイド作業位置に配置されて一斉に縫合作業を行なう。
【0053】
図5(a)及び図6に示す状態での縫合サイクル(針通し孔212,412を出入りするステッチ針16の1回の上下動と、上下動するステッチ針16の鉤部に糸Yを引っ掛ける糸ガイド33の1回の動作)が完了すると、繊維束配列ジグ52が移送方向Rへ1ステップ分だけ歩進される。この場合、下側プレスプレート21の第1接触プレート211がプリフォーム11の下面から所定距離だけ離れた位置となるように下側プレスプレート駆動手段27が作動され、且つ上側プレスプレート41の第2接触プレート411がプリフォーム11の上面から所定距離だけ離れた位置となるように上側プレスプレート駆動手段44が作動される。これによりプリフォーム11が下側プレスプレート21及び上側プレスプレート41の押接作用から解放されて繊維束配列ジグ52と一体的に移送方向Rへ1ステップ分だけ歩進する。この1ステップ歩進後にステッチ針16が引き続いて作業幅領域S1内にある場合には、制御コンピュータCは、前記と同じ縫合制御を行なう。
【0054】
図5(b)は、ステッチ針16、糸ガイド33、下側プレスプレート21及び上側プレスプレート41がプリフォーム11の1ステップ歩進によって作業幅領域S1外に外れた状態を示す。この場合、制御コンピュータCは、第2支持ブロック20に対向するエアシリンダ25のピストンロッド251を孔202から離脱させた状態、且つ第1支持ブロック15に対向するエアシリンダ17のピストンロッド171を孔151から離脱させた状態に制御する。又、制御コンピュータCは、第1支持ブロック15に対向するエアシリンダ23のピストンロッド231を孔152に突入させた状態に維持する。
【0055】
さらに、制御コンピュータCは、エアシリンダ28のピストンロッド281を孔203に突入させた状態に制御する。そして、制御コンピュータCは、第1駆動手段30を駆動させてエアシリンダ28を図5(a)の位置から図5(b)の位置へ移動する。これにより第1支持ブロック15及び第2支持ブロック20が一体的に図5(a)に示す作業位置から図5(b)に示す退避位置へ移行する。第1支持ブロック15及び第2支持ブロック20が退避位置へ移行した後、制御コンピュータCは、エアシリンダ58のピストンロッド581を孔203に突入させると共に、エアシリンダ28のピストンロッド281を孔203から離脱させる制御を行なう。これによりステッチ針16が図5(b)に示すステッチ針退避位置に保持され、下側プレスプレート21の第1接触プレート211が図5(b)に示す退避位置に保持される。
【0056】
ステッチ針退避位置は、ステッチ針16が枠体50(図8に図示)と抵触しない位置であり、下側プレスプレート21の第1接触プレート211の退避位置は、下側プレスプレート21が枠体50と抵触しない位置である。
【0057】
図7は、図5(b)の状態に対応する。制御コンピュータCは、電磁三方弁49を励磁してエアシリンダ48のピストンロッド481が駆動軸31を中心にして連結突起322を左回りに回動した位置に配置する制御を行なう。これにより支持アーム32が図6に示す位置から図7に示す位置に配置され、プランジャ54のボール57が位置決め溝311から位置決め溝312へ移行して嵌り込む。これによりステッチ針16と対の糸ガイド33が図6に示す糸ガイド作業位置から図7に示す糸ガイド退避位置に移行されて保持される。糸ガイド退避位置は、糸ガイド33が枠体50及びピン51と抵触しない位置である。
【0058】
さらに、制御コンピュータCは、第3支持ブロック40に対向するエアシリンダ42のピストンロッド421を孔401から離脱位置させる制御を行なう。又、制御コンピュータCは、エアシリンダ45のピストンロッド451を孔402に突入させる制御を行なう。
【0059】
そして、制御コンピュータCは、第3駆動手段47を駆動させてエアシリンダ45を図6に示す位置から図7に示す位置へ移動する。これにより第3支持ブロック40が図6に示す作業位置から図7に示す退避位置へ移行する。第3支持ブロック40が退避位置へ移行した後、制御コンピュータCは、エアシリンダ60のピストンロッド601を孔402に突入させると共に、エアシリンダ45のピストンロッド451を孔402から離脱させる制御を行なう。これにより上側プレスプレート41の第2接触プレート411が図7に示す退避位置に保持される。上側プレスプレート41の第2接触プレート411の退避位置は、上側プレスプレート41が枠体50及びピン51と抵触しない位置である。
【0060】
なお、本実施形態の枠体50では、作業幅領域S1外に外れたステッチ針16が再び作業幅領域S1内に入ることはない。しかし、作業幅領域S1外に外れたステッチ針16が再び作業幅領域S1内に入るというような枠体が用いられることも考えられる。このような場合、制御コンピュータCは、退避位置にあるステッチ針16、糸ガイド33等を作業位置に切り換え配置する制御を行なう。
【0061】
制御コンピュータC、ガイドレール14、第1支持ブロック15及び第1駆動手段30は、ステッチ針16をステッチ針作業位置とステッチ針退避位置とに切り換え配置する第1切り換え手段を構成する。
【0062】
制御コンピュータC、エアシリンダ48及び電磁三方弁49は、駆動軸31を中心にして糸ガイド33を糸ガイド作業位置から糸ガイド退避位置に切り換え駆動する第2駆動手段を構成する。制御コンピュータC、駆動軸31、支持アーム32及びエアシリンダ48は、駆動軸31を中心にして糸ガイド33を糸ガイド作業位置と糸ガイド退避位置とに切り換え配置する第2切り換え手段を構成する。
【0063】
制御コンピュータC、第3支持ブロック40、第3駆動手段47及びガイドレール39は、第2接触プレート411を接触位置と退避位置とに切り換え配置する第3切り換え手段を構成する。
【0064】
制御コンピュータC、エアシリンダ23及び電磁三方弁24は、第2支持ブロック20と第1支持ブロック15とを一体的に連結する連結手段を構成する。制御コンピュータCは、前記連結手段の切り換え状態を制御する。
【0065】
エアシリンダ25及び電磁三方弁26は、ステッチ針16をステッチ針作業位置に保持する保持状態とステッチ針16をステッチ針作業位置から解放する解放状態とに切り換えられる第1位置決め手段を構成する。エアシリンダ58及び電磁三方弁59は、ステッチ針16をステッチ針退避位置に保持する保持状態とステッチ針をステッチ針退避位置から解放する解放状態とに切り換えられる第2位置決め手段を構成する。制御コンピュータCは、第1位置決め手段を保持状態と解放状態とに切り換え制御すると共に、第2位置決め手段を保持状態と解放状態とに切り換え制御する。
【0066】
本実施形態では以下の効果が得られる。
(1)ステッチ針16が作業幅領域S1外に外れたときには、該ステッチ針16がステッチ針退避位置に配置されると共に、該ステッチ針16と対の糸ガイド33が糸ガイド退避位置に配置される。そのため、プリフォーム11を保持する枠体50とステッチ針16との抵触、枠体50と糸ガイド33との当接、及び枠体50とプレスプレート21,41との抵触が回避される。このような抵触の回避は、プリフォーム11の移送方向Rと直交する方向におけるプリフォーム11の最大幅にわたってステッチ針16の列設を可能にする。幅が変化する形状のプリフォーム11の場合にもプリフォーム11の最大幅にわたってステッチ針16を列設可能な構成は、幅が変化する形状のプリフォーム11の生産性の向上に寄与する。
【0067】
(2)ステッチ針16を支持する第1支持ブロック15をガイドレール14に沿って直線状に案内する構成は、ステッチ針16をステッチ針作業位置とステッチ針退避位置とに切り換え配置する上で、簡便な構成である。
【0068】
(3)下側プレスプレート21を支持する第2支持ブロック20をガイドレール14に沿って直線状に案内する構成は、下側プレスプレート21の第1接触プレート211をプリフォーム11に接する接触位置と、プリフォーム11から離れた退避位置とに切り換え配置する上で、簡便な構成である。
【0069】
(4)上側プレスプレート41を支持する第3支持ブロック40をガイドレール39に沿って直線状に案内する構成は、上側プレスプレート41の第2接触プレート411をプリフォーム11に接触する接触位置と、プリフォーム11から離れた退避位置とに切り換え配置する上で、簡便な構成である。
【0070】
(5)第1支持ブロック15と第2支持ブロック20とは、エアシリンダ23のピストンロッド231の出没に応じて、一体的に連結する状態と一体的に連結しない状態とに切り換えられる。エアシリンダ23のピストンロッド231が孔152に突入していない状態では、第1支持ブロック15が第2支持ブロック20から独立して単独で上下動可能である。従って、下側プレスプレート21の第1接触プレート211がプリフォーム11の下面に接した状態で第1支持ブロック15を上下動させてステッチ針16に縫合作業を行わせることができる。
【0071】
エアシリンダ23のピストンロッド231を孔152に突入させれば、第1支持ブロック15と第2支持ブロック20とを一体化して上下動することができる。従って、ステッチ針16と下側プレスプレート21の第1接触プレート211とを同時に作業位置と退避位置とに切り換え配置することができる。このような同時切り換え可能な構成は、ステッチ針16と下側プレスプレート21の第1接触プレート211とを作業位置と退避位置とに切り換え配置するための駆動手段の簡素化に有利である。
【0072】
本発明では以下のような実施形態も可能である。
○エアシリンダ58を無くし、エアシリンダ28によって第2支持ブロック20を退避位置に保持するようにしてもよい。
【0073】
○エアシリンダ60を無くし、エアシリンダ45によって第3支持ブロック40を退避位置に保持するようにしてもよい。
○第1支持ブロック15を作業位置と退避位置とに切り換える切り換え手段と、第2支持ブロック20を作業位置と退避位置とに切り換える切り換え手段とを別々に用意してもよい。
【0074】
○第1支持ブロック15を傾動可能に構成し、第1支持ブロック15を傾動させて作業位置と退避位置とに切り換えるようにしてもよい。
○下側プレスプレート21を傾動可能に構成し、下側プレスプレート21を傾動させて作業位置と退避位置とに切り換えるようにしてもよい。
【0075】
○上側プレスプレート41を傾動可能に構成し、上側プレスプレート41を傾動させて作業位置と退避位置とに切り換えるようにしてもよい。
○エアシリンダ17,23,25,28,42,45,48,58,60の代わりに、電気式リニアアクチュエータ(例えば電磁ソレノイド)を用いてもよい。
【0076】
○下側プレスプレート21及び上側プレスプレート41が無いプリフォーム縫合装置に本発明を適用してもよい。
【符号の説明】
【0077】
10…縫合装置。11…プリフォーム。14…第1切り換え手段を構成するガイドレール。15…第1切り換え手段を構成する第1支持ブロック。16…ステッチ針。20…第2支持ブロック。211…第1接触プレート。23…連結手段を構成するエアシリンダ。25…第1位置決め手段を構成するエアシリンダ。30…第1切り換え手段を構成する第1駆動手段。31…第2切り換え手段を構成する駆動軸。32…第2切り換え手段を構成する支持アーム。33…糸ガイド。39…ガイドレール。40…第3支持ブロック。411…第2接触プレート。47…第3駆動手段。48…第2駆動手段及び第2切り換え手段を構成するエアシリンダ。58…第2位置決め手段を構成するエアシリンダ。Y…糸。R…移送方向。S…ステッチ作業領域。S1…作業幅領域。
【技術分野】
【0001】
本発明は、ステッチ針と、前記ステッチ針と対になって該ステッチ針に糸を掛ける糸ガイドとを繊維強化複合材料用プリフォームの幅方向に複数配設した繊維強化複合材料用プリフォームの縫合装置及び縫合方法に関する。
【背景技術】
【0002】
炭素繊維やガラス繊維等の繊維に樹脂を含浸させて樹脂を繊維で強化した繊維強化複合材料は、必要な強度を得ながら軽量化を図る上で好ましい材料である。樹脂を含浸して成型する前に強化繊維によって形成されるシート形状物は、一般的にプリフォームと呼ばれており、この種のプリフォームが例えば特許文献1に開示されている。プリフォームを形成するための繊維束は、繊維束ガイドから繰り出しながら、ピン植設部材に列設された複数のピンに掛け止められてゆくことによってシート形状に配列されてゆく。
【0003】
プリフォームを構成する繊維束は、一方向に配列した後に該方向と交差する方向(例えば直交する方向)に重ねて配列されてゆき、プリフォームは、積層構造となる。このようなプリフォームは、繊維束がばらけないように縫合装置によって縫合される。
【0004】
特許文献1に開示のプリフォームのシート形状は、矩形以外にも幅が変化する形状(例えば台形)もある。プリフォームのシート形状が矩形である場合には、例えば該プリフォームの短辺方向に該短辺の長さにわたって複数のステッチ針を直列に列設した縫合装置によって該プリフォームの長辺方向に縫ってゆけば、生産性がよい。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−218133号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
プリフォームのシート形状が例えば台形である場合には、前記のピン植設部材は台形形状であって、複数のピンが台形の辺に沿って列設される。このような台形の辺に沿って列設されたピンに掛け止められた繊維束によって形成されたプリフォームを、前記したような複数のステッチ針を列設した縫合装置によって台形の平行な辺の方向に縫っていったとすると、直列に列設した複数のステッチ針のうちのいずれかがピン植設部材の平行でない対辺部に当たることになる。
【0007】
ステッチ針がピン植設部材に当たらないように縫合するには、単一のステッチ針を備えた縫合装置あるいは複数のステッチ針を短い長さ内に列設した縫合装置を用いればよい。しかし、このような縫合装置では、プリフォームの全面にわたって縫ってゆくには、例えば台形の平行な辺の方向にステッチ針を何回も往復させる必要があり、プリフォームの生産性が悪い。
【0008】
本発明は、幅が変化する形状のプリフォームの場合にも生産性を向上できるようにすることを目的とする。
【課題を解決するための手段】
【0009】
請求項1乃至請求項5の本発明は、ステッチ針と、前記ステッチ針と対になって該ステッチ針に糸を掛ける糸ガイドとを繊維強化複合材料用プリフォームの幅方向に複数配設した繊維強化複合材料用プリフォームの縫合装置を対象とし、請求項1の発明では、前記プリフォームの歩進毎のステッチ作業領域における作業幅領域の幅変化に応じて、前記作業幅領域内の前記ステッチ針をステッチ針作業位置に配置すると共に、前記作業幅領域外の前記ステッチ針を前記ステッチ針作業位置よりも前記プリフォームから離れたステッチ針退避位置に配置する第1切り換え手段と、前記複数の糸ガイドのうち、前記ステッチ針作業位置に配置されるステッチ針と対の糸ガイドを糸ガイド作業位置に配置すると共に、前記ステッチ針退避位置に配置されるステッチ針と対の糸ガイドを糸ガイド退避位置に配置する第2切り換え手段とを備える。
【0010】
作業幅領域外にあるステッチ針をステッチ針退避位置に配置すると共に、該ステッチ針と対の糸ガイドを糸ガイド退避位置に配置することにより、プリフォームを保持する枠体とステッチ針との当接及び枠体と糸ガイドとの当接が回避される。そのため、プリフォームの歩進方向と直交する方向におけるプリフォームの最大幅にわたってステッチ針を列設することができ、幅が変化する形状のプリフォームの場合にも生産性を向上することができる。
【0011】
好適な例では、前記第1切り換え手段は、前記ステッチ針を支持する第1支持ブロックと、前記ステッチ針を前記ステッチ針作業位置と前記ステッチ針退避位置とに切り換え配置するように前記第1支持ブロックを切り換え駆動する第1駆動手段と、前記第1支持ブロックを直線状に案内するガイドレールとを備える。
【0012】
ガイドレールに沿ってステッチ針をステッチ針作業位置とステッチ針退避位置とに切り換え配置する構成は、簡便である。
好適な例では、前記プリフォームに接する接触位置と前記プリフォームに接しない退避位置とに切り換え配置される第1接触プレートが前記ステッチ針と対になって幅方向に複数配設されており、前記第1接触プレートを支持する第2支持ブロックと、前記ステッチ針を前記ステッチ針退避位置に配置するときに前記第2支持ブロックと前記第1支持ブロックとを一体的に連結する連結手段とを備える。
【0013】
第1接触プレートは、ステッチ針がある側からプリフォームに接してプリフォームを保持するためのものである。連結手段が連結しない状態にあるときには、第1接触プレートがプリフォームに接した状態でステッチ針を支持する第1支持ブロックを動かしてステッチ針に作業を行わせることができる。
【0014】
好適な例では、前記第2切り換え手段は、前記糸ガイドを支持する支持アームと、前記支持アームを支持する駆動軸と、前記駆動軸を中心にして前記糸ガイドを前記糸ガイド作業位置と前記糸ガイド退避位置とに切り換え駆動する第2駆動手段とを備える。
【0015】
好適な例では、前記プリフォームに接する接触位置と前記プリフォームに接しない退避位置とに切り換え配置される第2接触プレートが前記糸ガイドと対になって幅方向に複数配設されており、前記第2接触プレートを支持する第3支持ブロックと、前記第2接触プレートを前記接触位置と前記退避位置とに切り換え配置するように第2接触プレートを切り換え駆動する第3駆動手段と、前記第2接触プレートを直線状に案内するガイドレールとを備える第3切り換え手段が設けられている。
【0016】
ガイドレールに沿って第2接触プレートを接触位置と退避位置とに切り換え配置する構成は、簡便である。
請求項6の発明は、ステッチ針と、前記ステッチ針と対になって該ステッチ針に糸を掛ける糸ガイドとを繊維強化複合材料用プリフォームの幅方向に複数配設した繊維強化複合材料用プリフォームの製造方法を対象とし、前記プリフォームの移送方向に関するステッチ作業領域における前記プリフォームの幅方向の作業幅領域の前記幅方向の内に前記ステッチ針が配置される場合には、該ステッチ針をステッチ針作業位置に配置すると共に、前記ステッチ針作業位置に配置されるステッチ針と対になって該ステッチ針に糸を掛ける糸ガイドを糸ガイド作業位置に配置し、前記作業幅領域の前記幅方向の外に前記ステッチ針が配置される場合には、該ステッチ針をステッチ針退避位置に配置すると共に、前記ステッチ針退避位置に配置されるステッチ針と対になって該ステッチ針に糸を掛ける糸ガイドを糸ガイド退避位置に配置する。
【0017】
作業幅領域内にあるステッチ針が作業幅領域から外れる場合には、ステッチ針がステッチ針退避位置に配置されると共に、該ステッチ針と対の糸ガイドが糸ガイド退避位置に配置される。そのため、プリフォームの歩進方向と直交する方向におけるプリフォームの最大幅にわたってステッチ針及び糸ガイドを列設することができ、幅が変化する形状のプリフォームの場合にも生産性が向上する。
【発明の効果】
【0018】
本発明は、幅が変化する形状のプリフォームの場合にも生産性を向上できるという優れた効果を奏する。
【図面の簡単な説明】
【0019】
【図1】一実施形態を示す側断面図。
【図2】図1のA−A線断面図。
【図3】図1のB−B線断面図。
【図4】(a)は、図1のC−C線断面図。(b)は、図1のD−D線断面図。
【図5】(a)は、ステッチ針がステッチ針作業位置にある状態を示す部分側断面図。(b)は、ステッチ針がステッチ針退避位置にある状態を示す部分側断面図。
【図6】糸ガイドが糸ガイド作業位置にある状態を示す部分側断面図。
【図7】糸ガイドが糸ガイド退避位置にある状態を示す部分側断面図。
【図8】(a)は、枠体の斜視図。(b)は、繊維束を配列した状態を示す斜視図。
【発明を実施するための形態】
【0020】
以下、本発明を具体化した一実施形態を図1〜図8に基づいて説明する。
図1は、プリフォーム11を縫合するための縫合装置10を示す。プリフォーム11の水平な移送経路の直下には上下一対の支持バー12,13がプリフォーム11の移送方向Rと直交する方向、且つ水平方向に延設されている。
【0021】
図2に示すように、支持バー12,13(図2には支持バー12のみを図示)には複数本のガイドレール14が支持バー12,13の長さ方向に所定の間隔で垂直に取り付けられている。隣り合うガイドレール14には第1支持ブロック15が上下にスライド可能に支持されている。第1支持ブロック15は、プリフォーム11の幅方向(プリフォーム11の移送方向Rと直交する方向の幅)全体にわたって複数配設されている。各第1支持ブロック15の上端には複数本のステッチ針16〔図2に示すように、本実施形態では3本〕が植設されている。
【0022】
図1に示すように、第1支持ブロック15の前方〔図1において右側を前側としている〕にはエアシリンダ17が第1支持ブロック15に対向するように配設されており、エアシリンダ17のピストンロッド171が第1支持ブロック15に設けられた孔151に出入り可能である。エアシリンダ17への圧力エアの供給及び供給停止は、電磁三方弁18によって制御される。エアシリンダ17のピストンロッド171は、電磁三方弁18の励磁によるエアシリンダ17への圧力エアの供給によって孔151へ突入する。電磁三方弁18が消磁されると、ピストンロッド171は、エアシリンダ17内の図示しない復帰ばねによって孔151から抜け出す。電磁三方弁18は、制御コンピュータCの励消磁制御を受ける。制御コンピュータCは、予め設定された縫合プログラムに基づいて電磁三方弁18の励消磁を制御する。図2に示すように、エアシリンダ17は、各第1支持ブロック15に1対1に対向して設けられている。
【0023】
図1に示すように、エアシリンダ17は、ステッチ針駆動手段19によって上下動される。エアシリンダ17の上下動は、ピストンロッド171が孔151に入り込んでいる状態のときに行われ、エアシリンダ17、第1支持ブロック15及びステッチ針16がガイドレール14に沿って一体的に上下動する。ステッチ針16の上下動は、ステッチ針作業位置での縫合作業を行なうステッチ針16の縫合動作である。
【0024】
第1支持ブロック15の直下には第2支持ブロック20が隣り合うガイドレール14に上下にスライド可能に支持されている。第2支持ブロック20の後面〔図1において左側を後側としている〕には支持アーム201が一体形成されており、支持アーム201の先端部には下側プレスプレート21が止着されている。下側プレスプレート21の上部にはプリフォーム11の下面に接触可能な第1接触プレート211が折り曲げ形成されている。
【0025】
図4(a)に示すように、第1接触プレート211には針通し孔212が形成されている。ステッチ針16は、針通し孔212に出入り可能である。
図1に示すように、第2支持ブロック20の前方にはエアシリンダ25が第2支持ブロック20に対向するように配設されており、エアシリンダ25のピストンロッド251が第2支持ブロック20に設けられた孔202に出入り可能である。エアシリンダ25への圧力エアの供給及び供給停止は、電磁三方弁26によって制御される。エアシリンダ25のピストンロッド251は、電磁三方弁26の励磁によるエアシリンダ25への圧力エアの供給によって孔202へ突入する。電磁三方弁26が消磁されると、ピストンロッド251は、エアシリンダ25内の図示しない復帰ばねによって孔202から抜け出す。電磁三方弁26は、制御コンピュータCの励消磁制御を受ける。制御コンピュータCは、予め設定された縫合プログラムに基づいて電磁三方弁26の励消磁を制御する。
【0026】
図3に示すように、エアシリンダ25は、各第2支持ブロック20に1対1に対向して設けられている。
図1に示すように、エアシリンダ25は、下側プレスプレート駆動手段27によって上下動される。エアシリンダ25の上下動は、ピストンロッド251が孔202に入り込んでいる状態のときに行われ、エアシリンダ25、第2支持ブロック20及び下側プレスプレート21がガイドレール14に沿って一体的に上下動する。下側プレスプレート21が上動されると、第1接触プレート211がプリフォーム11の下面に接触し、下側プレスプレート21が下動されると、第1接触プレート211がプリフォーム11の下面から離れる。エアシリンダ25の下動に伴うプリフォーム11の下面からの第1接触プレート211の離間は、プリフォーム11を移送方向Rへ歩進するときに行われる。
【0027】
支持アーム201の中間部には取り付け板22が立設されており、取り付け板22にはエアシリンダ23が第1支持ブロック15に対向するように取り付けられている。エアシリンダ23のピストンロッド231が第1支持ブロック15の後面側に設けられた孔152に出入り可能である。図2に示すように、エアシリンダ23は、各第1支持ブロック15に1対1に対向して設けられている。
【0028】
図1に示すように、エアシリンダ23への圧力エアの供給及び供給停止は、電磁三方弁24によって制御される。エアシリンダ23のピストンロッド231は、電磁三方弁24の励磁によるエアシリンダ23への圧力エアの供給によって孔152へ突入する。電磁三方弁24が消磁されると、ピストンロッド231は、エアシリンダ23内の図示しない復帰ばねによって孔152から抜け出す。電磁三方弁24は、制御コンピュータCの励消磁制御を受ける。制御コンピュータCは、予め設定された縫合プログラムに基づいて電磁三方弁24の励消磁を制御する。電磁三方弁24の励磁によってピストンロッド231が孔152へ入り込んでいる状態では、第1支持ブロック15と第2支持ブロック20とが一体化して上下動可能である。
【0029】
各第2支持ブロック20の前方にはエアシリンダ28が各第2支持ブロック20に1対1に対向するように配設されている。エアシリンダ28のピストンロッド281は、第2支持ブロック20に設けられた孔203に出入り可能である。エアシリンダ28への圧力エアの供給及び供給停止は、電磁三方弁29によって制御される。エアシリンダ28のピストンロッド281は、電磁三方弁29の励磁によるエアシリンダ28への圧力エアの供給によって孔203へ突入する。電磁三方弁29が消磁されると、ピストンロッド281は、エアシリンダ28内の図示しない復帰ばねによって孔203から抜け出す。電磁三方弁29は、制御コンピュータCの励消磁制御を受ける。制御コンピュータCは、予め設定された縫合プログラムに基づいて電磁三方弁29の励消磁を制御する。
【0030】
エアシリンダ28は、第1駆動手段30によって上下動される。第1駆動手段30は、制御コンピュータCの駆動制御を受ける。制御コンピュータCは、縫合プログラムに基づいて第1駆動手段30を駆動制御する。エアシリンダ28の上下動は、ピストンロッド281が孔203に入り込んでいる状態、且つエアシリンダ23のピストンロッド231が孔152に入り込んでいる状態、且つピストンロッド171,251が孔151,202から抜け出している状態のときに行われ、エアシリンダ28、第2支持ブロック20及び第1支持ブロック15がガイドレール14に沿って一体的に上下動する。エアシリンダ28、第2支持ブロック20及び第1支持ブロック15の一体的な上下動は、ステッチ針16を図5(a)に示すステッチ針作業位置と図5(b)に示すステッチ針退避位置とに切り換え配置する動作である。
【0031】
図1に示すように、支持バー13より上側、且つ第2支持ブロック20より後側にはエアシリンダ58が配設されている。エアシリンダ58のピストンロッド581が第2支持ブロック20に設けられた孔203に出入り可能である。エアシリンダ58への圧力エアの供給及び供給停止は、電磁三方弁59によって制御される。エアシリンダ58のピストンロッド581は、電磁三方弁59の励磁によるエアシリンダ58への圧力エアの供給によって孔203へ突入する。電磁三方弁59が消磁されると、ピストンロッド581は、エアシリンダ58内の図示しない復帰ばねによって孔203から抜け出す。電磁三方弁59は、制御コンピュータCの励消磁制御を受ける。制御コンピュータCは、予め設定された縫合プログラムに基づいて電磁三方弁59の励消磁を制御する。
【0032】
プリフォーム11の移送経路の上方には駆動軸31が支持バー12,13と平行に配設されており、駆動軸31には支持アーム32が回動可能に垂下支持されている。駆動軸31は、糸ガイド駆動手段53によって往復回動と軸方向の往復移動とが可能に駆動されるようになっている。
【0033】
支持アーム32は、第1支持ブロック15と1対1に対応して駆動軸31の軸方向に複数配設されており、各支持アーム32には糸ガイド33が取り付け金具34を介して垂下支持されている。ガイドローラ35,36によって案内される糸Yは、糸ガイド33の下端部の糸通し孔331に通されている。
【0034】
支持アーム32の環状の基部321の周面には連結突起322が形成されており、連結突起322の近くにはエアシリンダ48が配設されている。エアシリンダ48のピストンロッド481は、連結突起322に連結されている。エアシリンダ48への圧力エアの供給及び供給停止は、電磁三方弁49によって制御される。エアシリンダ48のピストンロッド481は、電磁三方弁49の励磁によるエアシリンダ48への圧力エアの供給によって駆動軸31を中心にして連結突起322を図1において左回りに回動させる。電磁三方弁49が消磁されると、ピストンロッド481は、エアシリンダ48内の図示しない復帰ばねによって駆動軸31を中心にして連結突起322を図1において右回りに回動させる。電磁三方弁49は、制御コンピュータCの励消磁制御を受ける。制御コンピュータCは、予め設定された縫合プログラムに基づいて電磁三方弁49の励消磁を制御する。
【0035】
図6に示すように、基部321にはプランジャ54が取り付けられている。プランジャ54は、基部321を外周面から内周面へと貫通する筒55と、筒55内に収容された圧縮ばね56と、圧縮ばね56によって駆動軸31の周面に押接されるボール57とから構成されている。駆動軸31の周面には一対の位置決め溝311,312が駆動軸31の軸方向に平行に形成されている。ボール57は、位置決め溝311,312に嵌り込み可能である。
【0036】
図1に示すように、プリフォーム11の移送経路の上方には上下一対の支持バー37,38がプリフォーム11の移送方向Rと直交する方向、且つ水平方向に延設されている。支持バー37,38には複数本のガイドレール39が支持バー37,38の長さ方向に所定の間隔で垂直に取り付けられている。ガイドレール39は、ガイドレール14と上下に1対1に対応して配設されており、隣り合うガイドレール39には第3支持ブロック40が上下にスライド可能に支持されている。
【0037】
第3支持ブロック40の前面には上側プレスプレート41が止着されている。上側プレスプレート41の下部にはプリフォーム11の上面に接触可能な第2接触プレート411が折り曲げ形成されている。第2接触プレート411には針通し孔412〔図6参照〕が形成されている。第2接触プレート411は、上下方向に見て第1接触プレート211と重なり合っており、針通し孔412は、上下方向に見て針通し孔212と重なっている。ステッチ針16は、針通し孔412に出入り可能である。
【0038】
第3支持ブロック40の後方にはエアシリンダ42が第3支持ブロック40に対向するように配設されており、エアシリンダ42のピストンロッド421が第3支持ブロック40に設けられた孔401に出入り可能である。エアシリンダ42への圧力エアの供給及び供給停止は、電磁三方弁43によって制御される。エアシリンダ42のピストンロッド421は、電磁三方弁43の励磁によるエアシリンダ42への圧力エアの供給によって孔401へ突入する。電磁三方弁43が消磁されると、ピストンロッド421は、エアシリンダ42内の図示しない復帰ばねによって孔401から抜け出す。電磁三方弁43は、制御コンピュータCの励消磁制御を受ける。制御コンピュータCは、予め設定された縫合プログラムに基づいて電磁三方弁43の励消磁を制御する。
【0039】
エアシリンダ42は、上側プレスプレート駆動手段44によって上下動される。エアシリンダ42の上下動は、ピストンロッド421が孔401に入り込んでいる状態のときに行われ、エアシリンダ42、第3支持ブロック40及び上側プレスプレート駆動手段44がガイドレール39に沿って一体的に上下動する。上側プレスプレート41が下動されると、第2接触プレート411がプリフォーム11の上面に接触し、上側プレスプレート41が上動されると、第2接触プレート411がプリフォーム11の上面から離れる。エアシリンダ42の上動に伴うプリフォーム11の上面からの第2接触プレート411の離間は、プリフォーム11を移送方向Rへ歩進するときに行われる。
【0040】
第3支持ブロック40の後方にはエアシリンダ45が第3支持ブロック40に対向するように配設されている。エアシリンダ45のピストンロッド451は、第3支持ブロック40に設けられた孔402に出入り可能である。エアシリンダ45への圧力エアの供給及び供給停止は、電磁三方弁46によって制御される。エアシリンダ45のピストンロッド451は、電磁三方弁46の励磁によるエアシリンダ45への圧力エアの供給によって孔402へ突入する。電磁三方弁46が消磁されると、ピストンロッド451は、エアシリンダ45内の図示しない復帰ばねによって孔402から抜け出す。電磁三方弁46は、制御コンピュータCの励消磁制御を受ける。制御コンピュータCは、予め設定された縫合プログラムに基づいて電磁三方弁46の励消磁を制御する。
【0041】
エアシリンダ45は、第3駆動手段47によって上下動される。第3駆動手段47は、制御コンピュータCの駆動制御を受ける。制御コンピュータCは、縫合プログラムに基づいて第3駆動手段47を駆動制御する。エアシリンダ45の上下動は、上側プレスプレート41を図6に示すプレス作業位置と図7に示す退避位置とに切り換え配置する動作である。
【0042】
図1に示すように、支持バー37より下側、且つ第3支持ブロック40より前側にはエアシリンダ60が配設されている。エアシリンダ60のピストンロッド601は、第3支持ブロック40に設けられた孔402に出入り可能である。エアシリンダ60への圧力エアの供給及び供給停止は、電磁三方弁61によって制御される。エアシリンダ60のピストンロッド601は、電磁三方弁61の励磁によるエアシリンダ60への圧力エアの供給によって孔402へ突入する。電磁三方弁61が消磁されると、ピストンロッド601は、エアシリンダ60内の図示しない復帰ばねによって孔402から抜け出す。電磁三方弁61は、制御コンピュータCの励消磁制御を受ける。制御コンピュータCは、予め設定された縫合プログラムに基づいて電磁三方弁61の励消磁を制御する。
【0043】
図8(a)は、枠体50の辺上に多数のピン51を立設した繊維束配列ジグ52を示す。図示しない繊維束ガイドから繰り出される繊維束は、繊維束ガイドを移動反転して対向辺上のピン51に掛け止めながら配列されてゆく。繊維束は、一方向に配列された後にこの方向と交差する方向(例えば直交する方向)に重ねて配列されて積層構造のプリフォーム11が形成される。図8(b)は、繊維束配列ジグ52に形成されたプリフォーム11を示す。プリフォーム11は、繊維束配列ジグ52に取り付けたまま縫合装置10によって縫合される。図8(a)に示す繊維束配列ジグ52の枠内は、ステッチ作業領域Sである。
【0044】
図8(a)におけるステッチ作業領域Sにおける帯状部分S1は、或る縫合サイクルにおける作業幅領域である。縫合サイクルとは、針通し孔212,412〔図6参照〕を出入りするステッチ針16〔図6参照〕の1回の上下動と、上下動するステッチ針16の鉤部に糸Yを引っ掛ける糸ガイド33〔図6参照〕の1回の動作のことである。
【0045】
繊維束配列ジグ52は、図8(b)及び図1に示す移送方向Rへ移送される。そのため、帯状部分S1(以下においては作業幅領域S1という)は、プリフォーム11の歩進毎に移送方向Rと反対方向に移ってゆき、作業幅領域S1は、枠体50の幅の変化に応じて変化する。上下方向に見てステッチ針16が作業幅領域S1内に入っていれば、該ステッチ針16と対となる糸ガイド33も作業幅領域S1内に入っており、該ステッチ針16に対応する下側プレスプレート21及び上側プレスプレート41も作業幅領域S1内に入っている。
【0046】
制御コンピュータCは、移送方向Rへ移送される繊維束配列ジグ52の枠内の作業幅領域S1の位置を把握している。又、制御コンピュータCは、ステッチ針16のうちのどのステッチ針16が作業幅領域S1内にあり、どのステッチ針16が作業幅領域S1外にあるかを把握している。
【0047】
次に、縫合プログラムに基づく制御コンピュータCの縫合制御を説明する。
図5(a)は、ステッチ針16、糸ガイド33、下側プレスプレート21及び上側プレスプレート41は、作業幅領域S1内にある場合を示す。
【0048】
ステッチ針16が作業幅領域S1内にある場合、制御コンピュータCは、第2支持ブロック20に対向するエアシリンダ25のピストンロッド251を孔202に突入させた状態、且つ第1支持ブロック15に対向するエアシリンダ17のピストンロッド171を孔151に突入させた状態に制御する。又、制御コンピュータCは、第1支持ブロック15に対向するエアシリンダ23のピストンロッド231を孔152から離脱させた状態に維持する。さらに、制御コンピュータCは、エアシリンダ28のピストンロッド281を孔203から離脱させた状態に制御する。これによりステッチ針16がステッチ針作業位置に配置され、下側プレスプレート21の第1接触プレート211が図5(a)に示す接触位置に保持される。
【0049】
図6は、図5(a)の状態に対応し、制御コンピュータCは、エアシリンダ48のピストンロッド481が連結突起322を作業位置に配置させた状態、つまり電磁三方弁49を消磁した状態に制御する。これによりプランジャ54のボール57が位置決め溝311に嵌り込んだ状態に維持され、ステッチ針16と対の糸ガイド33が図6に示す糸ガイド作業位置に保持される。
【0050】
又、制御コンピュータCは、第3支持ブロック40に対向するエアシリンダ42のピストンロッド421を孔401に突入させた状態に制御する。さらに、制御コンピュータCは、エアシリンダ45のピストンロッド451を孔402から離脱させた状態に制御する。これにより上側プレスプレート41の第2接触プレート411が図6に示す接触位置に保持される。
【0051】
図5(a)及び図6に示す状態でステッチ針駆動手段19が作動され、ステッチ針16が上下動されると共に、糸ガイド駆動手段53が駆動されて駆動軸31が往復回動及び軸方向へ往復移動する。この場合、下側プレスプレート21の第1接触プレート211がプリフォーム11の下面に接触する位置に保持され、上側プレスプレート41の第2接触プレート411がプリフォーム11の上面に接触する位置に保持される。
【0052】
全てのステッチ針16が作業幅領域S1にあれば、全てのステッチ針16が図5(a)に示すステッチ針作業位置に配置されて一斉に縫合作業を行なうと共に、全ての糸ガイド33が図6に示す糸ガイド作業位置に配置されて一斉に縫合作業を行なう。
【0053】
図5(a)及び図6に示す状態での縫合サイクル(針通し孔212,412を出入りするステッチ針16の1回の上下動と、上下動するステッチ針16の鉤部に糸Yを引っ掛ける糸ガイド33の1回の動作)が完了すると、繊維束配列ジグ52が移送方向Rへ1ステップ分だけ歩進される。この場合、下側プレスプレート21の第1接触プレート211がプリフォーム11の下面から所定距離だけ離れた位置となるように下側プレスプレート駆動手段27が作動され、且つ上側プレスプレート41の第2接触プレート411がプリフォーム11の上面から所定距離だけ離れた位置となるように上側プレスプレート駆動手段44が作動される。これによりプリフォーム11が下側プレスプレート21及び上側プレスプレート41の押接作用から解放されて繊維束配列ジグ52と一体的に移送方向Rへ1ステップ分だけ歩進する。この1ステップ歩進後にステッチ針16が引き続いて作業幅領域S1内にある場合には、制御コンピュータCは、前記と同じ縫合制御を行なう。
【0054】
図5(b)は、ステッチ針16、糸ガイド33、下側プレスプレート21及び上側プレスプレート41がプリフォーム11の1ステップ歩進によって作業幅領域S1外に外れた状態を示す。この場合、制御コンピュータCは、第2支持ブロック20に対向するエアシリンダ25のピストンロッド251を孔202から離脱させた状態、且つ第1支持ブロック15に対向するエアシリンダ17のピストンロッド171を孔151から離脱させた状態に制御する。又、制御コンピュータCは、第1支持ブロック15に対向するエアシリンダ23のピストンロッド231を孔152に突入させた状態に維持する。
【0055】
さらに、制御コンピュータCは、エアシリンダ28のピストンロッド281を孔203に突入させた状態に制御する。そして、制御コンピュータCは、第1駆動手段30を駆動させてエアシリンダ28を図5(a)の位置から図5(b)の位置へ移動する。これにより第1支持ブロック15及び第2支持ブロック20が一体的に図5(a)に示す作業位置から図5(b)に示す退避位置へ移行する。第1支持ブロック15及び第2支持ブロック20が退避位置へ移行した後、制御コンピュータCは、エアシリンダ58のピストンロッド581を孔203に突入させると共に、エアシリンダ28のピストンロッド281を孔203から離脱させる制御を行なう。これによりステッチ針16が図5(b)に示すステッチ針退避位置に保持され、下側プレスプレート21の第1接触プレート211が図5(b)に示す退避位置に保持される。
【0056】
ステッチ針退避位置は、ステッチ針16が枠体50(図8に図示)と抵触しない位置であり、下側プレスプレート21の第1接触プレート211の退避位置は、下側プレスプレート21が枠体50と抵触しない位置である。
【0057】
図7は、図5(b)の状態に対応する。制御コンピュータCは、電磁三方弁49を励磁してエアシリンダ48のピストンロッド481が駆動軸31を中心にして連結突起322を左回りに回動した位置に配置する制御を行なう。これにより支持アーム32が図6に示す位置から図7に示す位置に配置され、プランジャ54のボール57が位置決め溝311から位置決め溝312へ移行して嵌り込む。これによりステッチ針16と対の糸ガイド33が図6に示す糸ガイド作業位置から図7に示す糸ガイド退避位置に移行されて保持される。糸ガイド退避位置は、糸ガイド33が枠体50及びピン51と抵触しない位置である。
【0058】
さらに、制御コンピュータCは、第3支持ブロック40に対向するエアシリンダ42のピストンロッド421を孔401から離脱位置させる制御を行なう。又、制御コンピュータCは、エアシリンダ45のピストンロッド451を孔402に突入させる制御を行なう。
【0059】
そして、制御コンピュータCは、第3駆動手段47を駆動させてエアシリンダ45を図6に示す位置から図7に示す位置へ移動する。これにより第3支持ブロック40が図6に示す作業位置から図7に示す退避位置へ移行する。第3支持ブロック40が退避位置へ移行した後、制御コンピュータCは、エアシリンダ60のピストンロッド601を孔402に突入させると共に、エアシリンダ45のピストンロッド451を孔402から離脱させる制御を行なう。これにより上側プレスプレート41の第2接触プレート411が図7に示す退避位置に保持される。上側プレスプレート41の第2接触プレート411の退避位置は、上側プレスプレート41が枠体50及びピン51と抵触しない位置である。
【0060】
なお、本実施形態の枠体50では、作業幅領域S1外に外れたステッチ針16が再び作業幅領域S1内に入ることはない。しかし、作業幅領域S1外に外れたステッチ針16が再び作業幅領域S1内に入るというような枠体が用いられることも考えられる。このような場合、制御コンピュータCは、退避位置にあるステッチ針16、糸ガイド33等を作業位置に切り換え配置する制御を行なう。
【0061】
制御コンピュータC、ガイドレール14、第1支持ブロック15及び第1駆動手段30は、ステッチ針16をステッチ針作業位置とステッチ針退避位置とに切り換え配置する第1切り換え手段を構成する。
【0062】
制御コンピュータC、エアシリンダ48及び電磁三方弁49は、駆動軸31を中心にして糸ガイド33を糸ガイド作業位置から糸ガイド退避位置に切り換え駆動する第2駆動手段を構成する。制御コンピュータC、駆動軸31、支持アーム32及びエアシリンダ48は、駆動軸31を中心にして糸ガイド33を糸ガイド作業位置と糸ガイド退避位置とに切り換え配置する第2切り換え手段を構成する。
【0063】
制御コンピュータC、第3支持ブロック40、第3駆動手段47及びガイドレール39は、第2接触プレート411を接触位置と退避位置とに切り換え配置する第3切り換え手段を構成する。
【0064】
制御コンピュータC、エアシリンダ23及び電磁三方弁24は、第2支持ブロック20と第1支持ブロック15とを一体的に連結する連結手段を構成する。制御コンピュータCは、前記連結手段の切り換え状態を制御する。
【0065】
エアシリンダ25及び電磁三方弁26は、ステッチ針16をステッチ針作業位置に保持する保持状態とステッチ針16をステッチ針作業位置から解放する解放状態とに切り換えられる第1位置決め手段を構成する。エアシリンダ58及び電磁三方弁59は、ステッチ針16をステッチ針退避位置に保持する保持状態とステッチ針をステッチ針退避位置から解放する解放状態とに切り換えられる第2位置決め手段を構成する。制御コンピュータCは、第1位置決め手段を保持状態と解放状態とに切り換え制御すると共に、第2位置決め手段を保持状態と解放状態とに切り換え制御する。
【0066】
本実施形態では以下の効果が得られる。
(1)ステッチ針16が作業幅領域S1外に外れたときには、該ステッチ針16がステッチ針退避位置に配置されると共に、該ステッチ針16と対の糸ガイド33が糸ガイド退避位置に配置される。そのため、プリフォーム11を保持する枠体50とステッチ針16との抵触、枠体50と糸ガイド33との当接、及び枠体50とプレスプレート21,41との抵触が回避される。このような抵触の回避は、プリフォーム11の移送方向Rと直交する方向におけるプリフォーム11の最大幅にわたってステッチ針16の列設を可能にする。幅が変化する形状のプリフォーム11の場合にもプリフォーム11の最大幅にわたってステッチ針16を列設可能な構成は、幅が変化する形状のプリフォーム11の生産性の向上に寄与する。
【0067】
(2)ステッチ針16を支持する第1支持ブロック15をガイドレール14に沿って直線状に案内する構成は、ステッチ針16をステッチ針作業位置とステッチ針退避位置とに切り換え配置する上で、簡便な構成である。
【0068】
(3)下側プレスプレート21を支持する第2支持ブロック20をガイドレール14に沿って直線状に案内する構成は、下側プレスプレート21の第1接触プレート211をプリフォーム11に接する接触位置と、プリフォーム11から離れた退避位置とに切り換え配置する上で、簡便な構成である。
【0069】
(4)上側プレスプレート41を支持する第3支持ブロック40をガイドレール39に沿って直線状に案内する構成は、上側プレスプレート41の第2接触プレート411をプリフォーム11に接触する接触位置と、プリフォーム11から離れた退避位置とに切り換え配置する上で、簡便な構成である。
【0070】
(5)第1支持ブロック15と第2支持ブロック20とは、エアシリンダ23のピストンロッド231の出没に応じて、一体的に連結する状態と一体的に連結しない状態とに切り換えられる。エアシリンダ23のピストンロッド231が孔152に突入していない状態では、第1支持ブロック15が第2支持ブロック20から独立して単独で上下動可能である。従って、下側プレスプレート21の第1接触プレート211がプリフォーム11の下面に接した状態で第1支持ブロック15を上下動させてステッチ針16に縫合作業を行わせることができる。
【0071】
エアシリンダ23のピストンロッド231を孔152に突入させれば、第1支持ブロック15と第2支持ブロック20とを一体化して上下動することができる。従って、ステッチ針16と下側プレスプレート21の第1接触プレート211とを同時に作業位置と退避位置とに切り換え配置することができる。このような同時切り換え可能な構成は、ステッチ針16と下側プレスプレート21の第1接触プレート211とを作業位置と退避位置とに切り換え配置するための駆動手段の簡素化に有利である。
【0072】
本発明では以下のような実施形態も可能である。
○エアシリンダ58を無くし、エアシリンダ28によって第2支持ブロック20を退避位置に保持するようにしてもよい。
【0073】
○エアシリンダ60を無くし、エアシリンダ45によって第3支持ブロック40を退避位置に保持するようにしてもよい。
○第1支持ブロック15を作業位置と退避位置とに切り換える切り換え手段と、第2支持ブロック20を作業位置と退避位置とに切り換える切り換え手段とを別々に用意してもよい。
【0074】
○第1支持ブロック15を傾動可能に構成し、第1支持ブロック15を傾動させて作業位置と退避位置とに切り換えるようにしてもよい。
○下側プレスプレート21を傾動可能に構成し、下側プレスプレート21を傾動させて作業位置と退避位置とに切り換えるようにしてもよい。
【0075】
○上側プレスプレート41を傾動可能に構成し、上側プレスプレート41を傾動させて作業位置と退避位置とに切り換えるようにしてもよい。
○エアシリンダ17,23,25,28,42,45,48,58,60の代わりに、電気式リニアアクチュエータ(例えば電磁ソレノイド)を用いてもよい。
【0076】
○下側プレスプレート21及び上側プレスプレート41が無いプリフォーム縫合装置に本発明を適用してもよい。
【符号の説明】
【0077】
10…縫合装置。11…プリフォーム。14…第1切り換え手段を構成するガイドレール。15…第1切り換え手段を構成する第1支持ブロック。16…ステッチ針。20…第2支持ブロック。211…第1接触プレート。23…連結手段を構成するエアシリンダ。25…第1位置決め手段を構成するエアシリンダ。30…第1切り換え手段を構成する第1駆動手段。31…第2切り換え手段を構成する駆動軸。32…第2切り換え手段を構成する支持アーム。33…糸ガイド。39…ガイドレール。40…第3支持ブロック。411…第2接触プレート。47…第3駆動手段。48…第2駆動手段及び第2切り換え手段を構成するエアシリンダ。58…第2位置決め手段を構成するエアシリンダ。Y…糸。R…移送方向。S…ステッチ作業領域。S1…作業幅領域。
【特許請求の範囲】
【請求項1】
ステッチ針と、前記ステッチ針と対になって該ステッチ針に糸を掛ける糸ガイドとを繊維強化複合材料用プリフォームの幅方向に複数配設した繊維強化複合材料用プリフォームの縫合装置において、
前記プリフォームの歩進毎のステッチ作業領域における作業幅領域の幅変化に応じて、前記作業幅領域内の前記ステッチ針をステッチ針作業位置に配置すると共に、前記作業幅領域外の前記ステッチ針を前記ステッチ針作業位置よりも前記プリフォームから離れたステッチ針退避位置に配置する第1切り換え手段と、
前記複数の糸ガイドのうち、前記ステッチ針作業位置に配置されるステッチ針と対の糸ガイドを糸ガイド作業位置に配置すると共に、前記ステッチ針退避位置に配置されるステッチ針と対の糸ガイドを糸ガイド退避位置に配置する第2切り換え手段とを備える繊維強化複合材料用プリフォームの縫合装置。
【請求項2】
前記第1切り換え手段は、前記ステッチ針を支持する第1支持ブロックと、前記ステッチ針を前記ステッチ針作業位置と前記ステッチ針退避位置とに切り換え配置するように前記第1支持ブロックを切り換え駆動する第1駆動手段と、前記第1支持ブロックを直線状に案内するガイドレールとを備える請求項1に記載の繊維強化複合材料用プリフォームの縫合装置。
【請求項3】
前記プリフォームに接する接触位置と前記プリフォームに接しない退避位置とに切り換え配置される第1接触プレートが前記ステッチ針と対になって幅方向に複数配設されており、前記第1接触プレートを支持する第2支持ブロックと、前記ステッチ針を前記ステッチ針退避位置に配置するときに前記第2支持ブロックと前記第1支持ブロックとを一体的に連結する連結手段とを備える請求項2に記載の繊維強化複合材料用プリフォームの縫合装置。
【請求項4】
前記第2切り換え手段は、前記糸ガイドを支持する支持アームと、前記支持アームを支持する駆動軸と、前記駆動軸を中心にして前記糸ガイドを前記糸ガイド作業位置と前記糸ガイド退避位置とに切り換え駆動する第2駆動手段とを備える請求項1に記載の繊維強化複合材料用プリフォームの縫合装置。
【請求項5】
前記プリフォームに接する接触位置と前記プリフォームに接しない退避位置とに切り換え配置される第2接触プレートが前記糸ガイドと対になって幅方向に複数配設されており、前記第2接触プレートを支持する第3支持ブロックと、前記第2接触プレートを前記接触位置と前記退避位置とに切り換え配置するように第2接触プレートを切り換え駆動する第3駆動手段と、前記第2接触プレートを直線状に案内するガイドレールとを備える第3切り換え手段が設けられている請求項4に記載の繊維強化複合材料用プリフォームの縫合装置。
【請求項6】
ステッチ針と、前記ステッチ針と対になって該ステッチ針に糸を掛ける糸ガイドとを繊維強化複合材料用プリフォームの幅方向に複数配設した繊維強化複合材料用プリフォームの縫合方法において、
前記プリフォームの移送方向に関するステッチ作業領域における前記プリフォームの幅方向の作業幅領域内に前記ステッチ針が配置される場合には、該ステッチ針をステッチ針作業位置に配置すると共に、前記ステッチ針作業位置に配置されるステッチ針と対になって該ステッチ針に糸を掛ける糸ガイドを糸ガイド作業位置に配置し、
前記作業幅領域外に前記ステッチ針が配置される場合には、該ステッチ針をステッチ針退避位置に配置すると共に、前記ステッチ針退避位置に配置されるステッチ針と対になって該ステッチ針に糸を掛ける糸ガイドを糸ガイド退避位置に配置する繊維強化複合材料用プリフォームの縫合方法。
【請求項1】
ステッチ針と、前記ステッチ針と対になって該ステッチ針に糸を掛ける糸ガイドとを繊維強化複合材料用プリフォームの幅方向に複数配設した繊維強化複合材料用プリフォームの縫合装置において、
前記プリフォームの歩進毎のステッチ作業領域における作業幅領域の幅変化に応じて、前記作業幅領域内の前記ステッチ針をステッチ針作業位置に配置すると共に、前記作業幅領域外の前記ステッチ針を前記ステッチ針作業位置よりも前記プリフォームから離れたステッチ針退避位置に配置する第1切り換え手段と、
前記複数の糸ガイドのうち、前記ステッチ針作業位置に配置されるステッチ針と対の糸ガイドを糸ガイド作業位置に配置すると共に、前記ステッチ針退避位置に配置されるステッチ針と対の糸ガイドを糸ガイド退避位置に配置する第2切り換え手段とを備える繊維強化複合材料用プリフォームの縫合装置。
【請求項2】
前記第1切り換え手段は、前記ステッチ針を支持する第1支持ブロックと、前記ステッチ針を前記ステッチ針作業位置と前記ステッチ針退避位置とに切り換え配置するように前記第1支持ブロックを切り換え駆動する第1駆動手段と、前記第1支持ブロックを直線状に案内するガイドレールとを備える請求項1に記載の繊維強化複合材料用プリフォームの縫合装置。
【請求項3】
前記プリフォームに接する接触位置と前記プリフォームに接しない退避位置とに切り換え配置される第1接触プレートが前記ステッチ針と対になって幅方向に複数配設されており、前記第1接触プレートを支持する第2支持ブロックと、前記ステッチ針を前記ステッチ針退避位置に配置するときに前記第2支持ブロックと前記第1支持ブロックとを一体的に連結する連結手段とを備える請求項2に記載の繊維強化複合材料用プリフォームの縫合装置。
【請求項4】
前記第2切り換え手段は、前記糸ガイドを支持する支持アームと、前記支持アームを支持する駆動軸と、前記駆動軸を中心にして前記糸ガイドを前記糸ガイド作業位置と前記糸ガイド退避位置とに切り換え駆動する第2駆動手段とを備える請求項1に記載の繊維強化複合材料用プリフォームの縫合装置。
【請求項5】
前記プリフォームに接する接触位置と前記プリフォームに接しない退避位置とに切り換え配置される第2接触プレートが前記糸ガイドと対になって幅方向に複数配設されており、前記第2接触プレートを支持する第3支持ブロックと、前記第2接触プレートを前記接触位置と前記退避位置とに切り換え配置するように第2接触プレートを切り換え駆動する第3駆動手段と、前記第2接触プレートを直線状に案内するガイドレールとを備える第3切り換え手段が設けられている請求項4に記載の繊維強化複合材料用プリフォームの縫合装置。
【請求項6】
ステッチ針と、前記ステッチ針と対になって該ステッチ針に糸を掛ける糸ガイドとを繊維強化複合材料用プリフォームの幅方向に複数配設した繊維強化複合材料用プリフォームの縫合方法において、
前記プリフォームの移送方向に関するステッチ作業領域における前記プリフォームの幅方向の作業幅領域内に前記ステッチ針が配置される場合には、該ステッチ針をステッチ針作業位置に配置すると共に、前記ステッチ針作業位置に配置されるステッチ針と対になって該ステッチ針に糸を掛ける糸ガイドを糸ガイド作業位置に配置し、
前記作業幅領域外に前記ステッチ針が配置される場合には、該ステッチ針をステッチ針退避位置に配置すると共に、前記ステッチ針退避位置に配置されるステッチ針と対になって該ステッチ針に糸を掛ける糸ガイドを糸ガイド退避位置に配置する繊維強化複合材料用プリフォームの縫合方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2011−99170(P2011−99170A)
【公開日】平成23年5月19日(2011.5.19)
【国際特許分類】
【出願番号】特願2009−253138(P2009−253138)
【出願日】平成21年11月4日(2009.11.4)
【出願人】(000003218)株式会社豊田自動織機 (4,162)
【Fターム(参考)】
【公開日】平成23年5月19日(2011.5.19)
【国際特許分類】
【出願日】平成21年11月4日(2009.11.4)
【出願人】(000003218)株式会社豊田自動織機 (4,162)
【Fターム(参考)】
[ Back to top ]