
繊維強化複合板の成形方法
【課題】繊維強化複合板の少なくとも一方の面に金属板を当接させた状態で成形を行うことによって、繊維強化複合板の一部が破断したり、繊維強化複合板の一部にくびれ等の局所的不規則変形が生じたりすることがなく、繊維強化複合板を容易に、短時間で、かつ、低コストで安定的に変形させることができ、種々の形状の良質な成形品を安価で大量に生産することができるようにする。
【解決手段】繊維強化複合材から成る板状の繊維強化複合板を一対の金型を備える成形装置10によって成形する成形方法であって、前記繊維強化複合板を、その表面又は裏面の少なくとも一方に金属板を当接させた状態で、前記一対の金型の間に挟み込んで成形を行い、成形後に前記金属板を前記繊維強化複合板から取り外す。
【解決手段】繊維強化複合材から成る板状の繊維強化複合板を一対の金型を備える成形装置10によって成形する成形方法であって、前記繊維強化複合板を、その表面又は裏面の少なくとも一方に金属板を当接させた状態で、前記一対の金型の間に挟み込んで成形を行い、成形後に前記金属板を前記繊維強化複合板から取り外す。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、繊維強化複合板の成形方法に関するものである。
【背景技術】
【0002】
従来、プリプレグ等の強化繊維の布に樹脂を含浸させた繊維強化複合板を金型の上に載置し、オートクレーブ装置内で減圧又は真空下で加熱成形することによって所望の形状の成形品を得る成形方法が広く採用されている(例えば、特許文献1参照。)。
【0003】
これにより、軽量でありながら強度の高い繊維強化プラスチックから成る成形品であって、複雑な形状を備えた種々の成形品を得ることができる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2009−184239号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、前記従来の成形方法においては、金型の上に載置された繊維強化複合板を高温に加熱し、かつ、減圧又は真空下で型締めする必要があるので、オートクレーブ装置のような大型で高価な装置が必要となり、かつ、工程が複雑になってしまう。そのため、成形品の大量生産が困難であり、コストも高くなってしまう。
【0006】
本発明は、前記従来の成形方法の問題点を解決して、繊維強化複合板の少なくとも一方の面に金属板を当接させた状態で成形を行うことによって、繊維強化複合板の一部が破断したり、繊維強化複合板の一部にくびれ等の局所的不規則変形が生じたりすることがなく、繊維強化複合板を容易に、短時間で、かつ、低コストで安定的に変形させることができ、種々の形状の良質な成形品を安価で大量に生産することができる繊維強化複合板の成形方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
そのために、本発明の繊維強化複合板の成形方法においては、繊維強化複合材から成る板状の繊維強化複合板を一対の金型を備える成形装置によって成形する成形方法であって、前記繊維強化複合板を、その表面又は裏面の少なくとも一方に金属板を当接させた状態で、前記一対の金型の間に挟み込んで成形を行い、成形後に前記金属板を前記繊維強化複合板から取り外す。
【0008】
本発明の他の繊維強化複合板の成形方法においては、さらに、前記金属板を加熱することによって前記繊維強化複合板を間接的に加熱する。
【0009】
本発明の更に他の繊維強化複合板の成形方法においては、さらに、前記金属板を誘導加熱によって加熱する。
【0010】
本発明の更に他の繊維強化複合板の成形方法においては、さらに、前記繊維強化複合板を所定の温度にまで加熱した後に、前記金型を作動させて型締めを行い、該型締めを継続しながら前記繊維強化複合板を冷却する。
【0011】
本発明の更に他の繊維強化複合板の成形方法においては、さらに、前記繊維強化複合板の温度を前記所定の温度に上昇させた後、前記型締めの初期までは、前記所定の温度を維持するように前記繊維強化複合板を加熱する。
【0012】
本発明の更に他の繊維強化複合板の成形方法においては、さらに、前記繊維強化複合板は、強化材としての繊維に母材としての樹脂を含浸させた板状の複合材である。
【0013】
本発明の更に他の繊維強化複合板の成形方法においては、さらに、前記繊維強化複合板の成形は、曲げ成形又は絞り成形である。
【発明の効果】
【0014】
本発明によれば、繊維強化複合板の成形方法においては、繊維強化複合板の少なくとも一方の面に金属板を当接させた状態で成形を行う。これにより、繊維強化複合板の一部が破断したり、繊維強化複合板の一部にくびれ等の局所的不規則変形が生じたりすることがなく、繊維強化複合板を容易に、短時間で、かつ、低コストで安定的に変形させることができ、種々の形状の良質な成形品を安価で大量に生産することができる。
【図面の簡単な説明】
【0015】
【図1】本発明の第1の実施の形態における繊維強化複合板の成形方法に使用する成形装置を示す図である。
【図2】本発明の第1の実施の形態における繊維強化複合板の成形方法に使用する金型の例を示す図である。
【図3】本発明の第1の実施の形態における繊維強化複合板の成形方法を示す概略図である。
【図4】本発明の第1の実施の形態における繊維強化複合板の成形方法に使用する金型の具体例を示す図である。
【図5】本発明の第1の実施の形態における繊維強化複合板の成形方法で成形された繊維強化複合板の具体例を示す図である。
【図6】本発明の第1の実施の形態における繊維強化複合板の成形方法での温度及び金型ストロークの変化を示す図である。
【図7】本発明の第1の実施の形態における成形例1の成形温度とスプリングバック量との関係を示す図である。
【図8】本発明の第1の実施の形態における成形例1の成形温度が常温である場合の写真である。
【図9】本発明の第1の実施の形態における成形例1の成形温度が常温である場合の側面の状態を示す写真である。
【図10】本発明の第1の実施の形態における成形例1の成形温度が200〔℃〕である場合の写真である。
【図11】本発明の第1の実施の形態における成形例1の成形温度が200〔℃〕である場合の側面の状態を示す写真である。
【図12】本発明の第1の実施の形態における成形例2の成形温度とスプリングバック量との関係を示す図である。
【図13】本発明の第1の実施の形態における成形例2の成形温度が常温である場合の写真である。
【図14】本発明の第1の実施の形態における成形例2の成形温度が200〔℃〕である場合の写真である。
【図15】本発明の第1の実施の形態における成形例2の成形温度が200〔℃〕である場合の側面の状態を示す写真である。
【図16】本発明の第1の実施の形態における成形例3の成形に使用した布の拡大写真である。
【図17】本発明の第1の実施の形態における成形例3及び4の成形温度とスプリングバック量との関係を示す図である。
【図18】本発明の第1の実施の形態における成形例4を成形温度200〔℃〕で成形する場合の温度及び金型ストロークの変化を示す図である。
【図19】本発明の第1の実施の形態における成形例3の写真である。
【図20】本発明の第1の実施の形態における成形例4の写真である。
【図21】本発明の第1の実施の形態における成形例3の側面の状態を示す写真である。
【図22】本発明の第2の実施の形態における繊維強化複合板の成形方法の概略を説明する図である。
【図23】本発明の第2の実施の形態における繊維強化複合板の成形方法に使用する金型の具体例を示す図である。
【図24】本発明の第2の実施の形態における成形例5及び6を説明する図である。
【図25】本発明の第2の実施の形態における成形例5の写真である。
【図26】本発明の第2の実施の形態における成形例6の写真である。
【図27】本発明の第2の実施の形態における成形例5及び6の成形温度と絞り高さとの関係を示す図である。
【図28】本発明の第2の実施の形態における成形性が良好になるメカニズムを説明する図である。
【図29】本発明の第2の実施の形態における成形例6の断面の状態を示す写真である。
【図30】本発明の第3の実施の形態における繊維強化複合板の成形方法に上金型のストローク及び成形荷重の変化の計測結果を示す第1の図である。
【図31】本発明の第3の実施の形態における繊維強化複合板の成形方法における金型の模式断面図である。
【図32】本発明の第3の実施の形態における繊維強化複合板の成形方法に上金型のストローク及び成形荷重の変化の計測結果を示す第2の図である。
【図33】本発明の第3の実施の形態における繊維強化複合板の成形方法に上金型のストローク及び成形荷重の変化の計測結果を示す第3の図である。
【図34】本発明の第4の実施の形態における繊維強化複合板の成形方法に使用する成形装置を示す図である。
【図35】本発明の第4の実施の形態における成形例の写真である。
【図36】本発明の第5の実施の形態における被成形部材を説明する図である。
【図37】本発明の第5の実施の形態における第1簡略被成形部材を使用して絞り成形を行った場合の成形例の写真である。
【図38】本発明の第5の実施の形態における第2簡略被成形部材を使用して絞り成形を行った場合の成形例の写真である。
【図39】本発明の第5の実施の形態における金属板を使用せずに絞り成形を行った参考例の写真である。
【図40】本発明の第5の実施の形態における第1簡略被成形部材を使用して曲げ成形を行った場合の成形例の写真である。
【図41】本発明の第5の実施の形態における第2簡略被成形部材を使用して曲げ成形を行った場合の成形例の写真である。
【発明を実施するための形態】
【0016】
以下、本発明の実施の形態について図面を参照しながら詳細に説明する。
【0017】
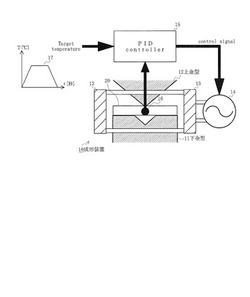
図1は本発明の第1の実施の形態における繊維強化複合板の成形方法に使用する成形装置を示す図、図2は本発明の第1の実施の形態における繊維強化複合板の成形方法に使用する金型の例を示す図である。なお、図2において、(a)は第1の例を示す図、(b)は第2の例を示す図である。
【0018】
図において、10は本実施の形態における成形装置であり、固定金型であるダイとしての下金型11と、可動金型であるパンチとしての上金型12とを有する。ここで、前記下金型11は、成形装置10の図示されない装置本体等に固定されている。一方、前記上金型12は、上下動可能に取り付けられ、油圧シリンダ等のアクチュエータによって上下方向に変位させられることにより、前記下金型11と接離する。
【0019】
また、20は前記下金型11と上金型12とによって表裏両側から挟持されて成形される被成形部材であって、後述される繊維強化複合板21と、該繊維強化複合板21の表裏両面に当接する金属板22とを有する。
【0020】
本実施の形態において、繊維強化複合板21は、強化材としての繊維に母材(マトリクス)としての樹脂を含浸させた板状の複合材である。前記強化材としての繊維は、例えば、炭素繊維、ガラス繊維等の繊維であるが、いかなる種類の繊維であってもよい。なお、前記繊維は、あらかじめ織られて布(クロス)状になっていることが望ましい。一方、前記母材としての樹脂は、ポリエチレン、ポリプロピレン、ナイロン、ポリスチレン等の熱可塑性樹脂であってもよいし、エポキシ、フェノール、メラミン、不飽和ポリエステル等の熱硬化樹脂であってもよい。
【0021】
また、金属板22は、アルミニウム合金、ステンレス鋼、軟鋼、銅等の金属から成る板材であるが、いかなる種類の金属から成る板材であってもよい。
【0022】
さらに、前記成形装置10は、加熱装置としての誘導加熱コイル13と、該誘導加熱コイル13に電力を供給するエネルギ供給源としての電源装置14と、該電源装置14の動作を制御する加熱制御装置15とを有する。
【0023】
本実施の形態において、繊維強化複合板21を加熱する加熱装置は、シーズヒータ等の電気ヒータや、赤外線ヒータによって繊維強化複合板21に直接熱を付与し、繊維強化複合板21を直接的に加熱する直接加熱装置であってもよいが、金属板22を加熱し、該金属板22からの熱伝導によって繊維強化複合板21を間接的に加熱する間接加熱装置であることが望ましい。繊維強化複合板21を間接的に加熱する方が、直接的に加熱するよりも、繊維強化複合板21を均一に加熱することができる。そこで、本実施の形態においては、誘導加熱コイル13を、繊維強化複合板21を間接的に加熱する間接加熱装置として採用し、典型的には、前記下金型11及び上金型12の側方に配設したものである。
【0024】
そして、前記下金型11と上金型12とによって挟持される被成形部材20の金属板22は、前記誘導加熱コイル13によって誘導加熱される。そのため、該誘導加熱コイル13は、被成形部材20からあまり遠くならない位置、すなわち、前記下金型11及び上金型12の近傍に配設されることが望ましい。
【0025】
なお、前記誘導加熱コイル13は、図1に示されるように、前記下金型11及び上金型12の左右両側に配設されることが望ましいが、片側だけに配設されていてもよいし、他の場所に配設されていてもよい。また、金属板22を加熱するためには、誘導加熱コイル13に代えて、シーズヒータ等の電気ヒータや、赤外線ヒータを加熱装置として使用することもできる。なお、誘導加熱コイル13を使用した方が、金属板22をより均一に、かつ、より迅速に加熱することができ、加熱時間を短縮することができる。
【0026】
そして、前記加熱制御装置15は、温度検出装置16の検出信号と、入力された目標温度17とに基づいて、繊維強化複合板21の温度が目標温度17となるように、電源装置14の動作を制御して、誘導加熱コイル13に供給される電力量を制御する。
【0027】
ここで、前記温度検出装置16は、繊維強化複合板21の温度を検出するための装置であり、繊維強化複合板21の温度を検出するものであることが望ましいが、金属板22の温度を検出することによって繊維強化複合板21の温度を検出したものとしてもよい。すなわち、被成形部材20のどの部位の温度を検出するものであってもよい。また、前記温度検出装置16は、被成形部材20、すなわち、検出対象の色、検出対象からの赤外線等に基づいて非接触で温度を検出する装置であることが望ましいが、検出対象に接触して温度を検出する装置であってもよい。また、前記目標温度17は、図1に示されるように、時間の推移とともに値が変化するものであることが望ましいが、値が一定のものであってもよい。
【0028】
そして、前記加熱制御装置15は、CPU、MPU等の演算手段、半導体メモリ、磁気ディスク等の記憶手段、キーボード等の入力手段、CRT、液晶ディスプレイ等の表示手段、通信インターフェイス等を備える一種のコンピュータであって、例えば、PID制御を行うことによって、繊維強化複合板21の温度が目標温度17となるように電源装置14の動作を制御する。なお、前記加熱制御装置15は、成形装置10の全体の動作を制御する図示されない成形装置用制御装置と一体的に構成されたものであってもよいし、成形装置用制御装置とは別個に構成されたものであってもよい。
【0029】
また、前記下金型11及び上金型12の金型面の形状は、例えば、図2(a)及び(b)に示されるようなものであるが、いかなる形状であってもよく、被成形部材20の所望の成形後の形状に応じて適宜変更することができる。図2(a)に示される例は、被成形部材20を所望の角度(例えば、90度)に折り曲げる場合の例である。また、図2(b)に示される例は、被成形部材20をU字状、又は、ハット(Hat)状に折り曲げる場合の例である。
【0030】
なお、図1及び2に示される例では、下金型11が金型面の窪(くぼ)んだ雌型であって上金型12が金型面が突出する雄型であるが、下金型11が雄型であって上金型12が雌型であってもよい。また、下金型11が可動金型であって上金型12が固定金型であってもよいし、下金型11及び上金型12の両者が可動金型であってもよい。
【0031】
次に、本発明の実施の形態における繊維強化複合板21の成形方法について説明する。
【0032】
図3は本発明の第1の実施の形態における繊維強化複合板の成形方法を示す概略図である。なお、図において、(a)〜(c)は繊維強化複合板を用意する方法における各工程を示す図、(d)〜(f)は繊維強化複合板を成形する方法における各工程を示す図である。
【0033】
まず、一次成形品である繊維強化複合板21を用意する方法について説明する。
【0034】
図3(a)に示されるように、複合板成形用下金型31の金型面上に、繊維を織って形成された布25を載置する。この場合、複数枚の布25を積層して載置することが望ましいが、布25は1枚であってもよい。なお、該布25は、母材としての樹脂を含むものである。また、前記複合板成形用下金型31の金型面は平面であり、複合板成形用上金型32の金型面も、同様に、平面である。
【0035】
続いて、図示されないアクチュエータを作動させて前記複合板成形用上金型32を下方向に変位させ、図3(b)に示されるように、1枚の、又は、積層された複数枚の布25を複合板成形用下金型31と複合板成形用上金型32とによって上下から挟み込み、型締めを行う。この場合、オートクレーブ装置等の装置を使用して、高温に加熱し、かつ、減圧又は真空下で型締めを行う。これにより、母材としての樹脂が溶融して積層された布25の繊維の隙(すき)間に入り込み、万遍なく含浸する。
【0036】
そして、樹脂が万遍なく含浸した布25を常温(又は室温)程度にまで冷却すると、一次成形品として、図3(c)に示されるように、繊維と樹脂とが一体化された複合材である平板状の繊維強化複合板21を得ることができる。
【0037】
なお、繊維強化複合板21としては、市販されているプリプレグ、スタンパブルシート等と称される製品を使用することもできる。この場合には、図3(a)〜(c)に示される工程は、省略される。
【0038】
次に、前記繊維強化複合板21を所望の形状に成形する方法について説明する。
【0039】
図3(d)に示されるように、繊維強化複合板21の表裏両面に金属板22をそれぞれ当接させて、被成形部材20を得る。そして、該被成形部材20を成形装置10の下金型11の金型面上に載置し、誘導加熱コイル13に通電して金属板22を誘導加熱することによって、繊維強化複合板21を間接的に加熱する。この場合、加熱制御装置15が誘導加熱コイル13に供給される電力量を制御することによって、繊維強化複合板21の温度が、所定の目標温度17となるように加熱する。該目標温度17は、繊維強化複合板21の温度が樹脂の融点近傍となるような温度に対応することが望ましい。
【0040】
なお、繊維強化複合板21を間接的に加熱する際に、被成形部材20を必ずしも下金型11の金型面上に載置する必要はなく、下金型11から離れた場所に載置してもよい。つまり、誘導加熱コイル13に通電して金属板22を誘導加熱することによって繊維強化複合板21を間接的に加熱することができるのであれば、被成形部材20をどこに配設してもよい。
【0041】
続いて、成形装置10の図示されないアクチュエータを作動させて上金型12を下方向に変位させ、図3(e)に示されるように、1枚の板状の被成形部材20を下金型11と上金型12とによって上下から挟み込み、型締めを行う。なお、図3(e)に示される例において、下金型11及び上金型12の金型面の形状は、図2(b)に示されるようなものとなっている。
【0042】
なお、下金型11と上金型12とによる型締めの初期又は中期に、繊維強化複合板21の間接的な加熱を継続してもよい。一般的に、下金型11及び上金型12の熱容量は、被成形部材20の熱容量よりもかなり大きいので、型締めを行っている間に下金型11及び上金型12によって熱が奪われ、繊維強化複合板21の温度が所望の値よりも大きく低下する可能性がある。そこで、必要に応じて、型締めを行っている間にも、誘導加熱コイル13への通電を継続し、繊維強化複合板21の間接的な加熱を継続することによって、繊維強化複合板21の温度を所定の値に維持してもよい。
【0043】
続いて、型締めを継続しながら被成形部材20の冷却を行う。前述のように、下金型11及び上金型12の熱容量は、被成形部材20の熱容量よりもかなり大きいので、被成形部材20は、下金型11及び上金型12によって熱が奪われ、自然に冷却される。なお、型締めの初期又は中期に繊維強化複合板21の間接的な加熱を継続した場合であっても、冷却の間は、誘導加熱コイル13への通電を停止して加熱を停止する。
【0044】
そして、被成形部材20が常温(又は室温)程度にまで冷却されると、成形装置10の図示されないアクチュエータを作動させて上金型12を上方向に変位させて下金型11と上金型12との間隔を広げ、型開きを行って、被成形部材20を下金型11と上金型12との間から取り出す。
【0045】
これにより、下金型11及び上金型12の金型面の形状に対応した形状に成形された被成形部材20を得ることができる。そして、上下両面の金属板22を取り除くことによって、図3(f)に示されるように、所望の形状に成形された最終成形品としての繊維強化複合板21を得ることができる。
【0046】
なお、ここでは、繊維強化複合板21を所望の形状に成形する際に、繊維強化複合板21を間接的に加熱する場合について説明したが、繊維強化複合板21の間接的な加熱を省略することもできる。つまり、繊維強化複合板21の温度を上昇させることなく、常温(又は室温)に保ったままで、被成形部材20を下金型11と上金型12とによる型締めを行い、下金型11及び上金型12の金型面の形状に対応した形状に成形された被成形部材20を得ることもできる。この場合、間接的な加熱によって繊維強化複合板21の温度を上昇させる時間、及び、冷却によって繊維強化複合板21の温度を低下させる時間が不要となるので、成形時間の前後に必要な時間を短縮することができる。また、誘導加熱コイル13、電源装置14、加熱制御装置15等を省略することができるので、コストを低減することができる。
【0047】
次に、本実施の形態における具体例を説明する。
【0048】
図4は本発明の第1の実施の形態における繊維強化複合板の成形方法に使用する金型の具体例を示す図、図5は本発明の第1の実施の形態における繊維強化複合板の成形方法で成形された繊維強化複合板の具体例を示す図、図6は本発明の第1の実施の形態における繊維強化複合板の成形方法での温度及び金型ストロークの変化を示す図である。
【0049】
本発明の発明者は、図4に示されるような金型を使用して実際に被成形部材20の成形を行った。この場合、下金型11及び上金型12の金型面の形状は、図2(a)に示されるものと同様であって、板材を曲げ角90度に曲げ加工するために使用されるものである。そのため、下金型11の金型面には、角度が90度の断面V字状の凹溝部が形成され、該凹溝部の幅は8〔mm〕である。また、上金型12は、全体の幅が30〔mm〕であり、その金型面は角度が90度の断面V字状の凸条であり、該凸条の頂部、すなわち、峰部の断面は半径1〔mm〕の曲面となっている。
【0050】
そして、被成形部材20は、長さが30〔mm〕及び幅が10〔mm〕の長方形の板材である。なお、厚さは、繊維強化複合板21の厚さによって変化する。また、被成形部材20は、その長手方向が図4における左右方向、すなわち、下金型11及び上金型12の幅方向と一致するような姿勢で下金型11の金型面上に載置されて成形される。
【0051】
繊維強化複合板21の表裏両面に当接する金属板22は、長さが30〔mm〕、幅が10〔mm〕及び厚さが1〔mm〕の長方形の板材である。具体的には、軟鋼から成り、SPCCと称される鋼板であって、JISG3141で規定される冷間圧延鋼板、又は、アルミニウム合金の一種であって、JISH4000等で規定されるJIS呼称A2024の超ジュラルミンの板である。次の表1は、前記冷間圧延鋼板及び超ジュラルミンの性質を示している。
【0052】
【表1】

【0053】
繊維強化複合板21は、長さが30〔mm〕及び幅が10〔mm〕の長方形の板材であり、その厚さは、後述されるように、種類によって変化する。そして、成形による繊維強化複合板21の曲げ半径は、上金型12との間に厚さが1〔mm〕の金属板22が介在するので、2〔mm〕となる。
【0054】
また、温度検出装置16によって繊維強化複合板21の温度が検出される実際の部位、すなわち、温度制御点16aは、図4に示されるように、下側の金属板22における長手方向中心近傍である。
【0055】
そして、成形後には、図5に示されるように、V字状に曲げ成形された最終成形品としての繊維強化複合板21の曲げ角を計測し、計測した曲げ角と上金型12の金型面の角度(90度)との差θを最終成形品のスプリングバック量とした。
【0056】
被成形部材20の成形においては、繊維強化複合板21の温度、及び、アクチュエータによって変位させる上金型12のストロークを、図6に示されるように制御した。図6において、横軸は時間(単位〔秒〕)を示す時間軸であり、縦軸における横軸より上側は温度(単位〔℃〕)を示す温度軸であり、縦軸における横軸より下側は上金型12のストローク(単位〔mm〕)、すなわち、上金型12の下方向への変位量を示すストローク軸である。そして、横軸より上側において実線で示される折れ線が繊維強化複合板21の温度変化を示す温度変化線であり、横軸より下側において実線で示される折れ線が上金型12のストロークを示すストローク変化線である。なお、図6において、温度軸の原点(0点)は、常温(又は室温)に相当する。
【0057】
また、Tは、入力された目標温度17によって指定された成形温度であり、具体的には、後述されるように、常温(又は室温)、50〔℃〕、100〔℃〕、150〔℃〕、200〔℃〕及び250〔℃〕の6種類の温度である。なお、常温(又は室温)は、約20〔℃〕である。また、Tが常温(又は室温)の場合には、前述のように、繊維強化複合板21の間接的な加熱を省略するので、温度制御を行わない。
【0058】
そして、繊維強化複合板21の間接的な加熱は、被成形部材20を成形装置10の下金型11の金型面上に載置し、誘導加熱コイル13に通電して金属板22を誘導加熱することによって行った。図6における期間1では、50〔℃/秒〕の加熱速度で、常温(又は室温)から指定された所定の成形温度Tまで上昇するように温度制御を実行した。
【0059】
続いて、図6における期間2及び3では、指定された成形温度Tを維持するように温度制御を実行した。なお、前記期間1及び2では、上金型12は、その上死点において停止している。また、前記期間2の長さは約10〔秒〕である。
【0060】
そして、前記期間3では、1〔mm/秒〕の移動速度で、アクチュエータによって上金型12を下方向へ変位させた。これにより、被成形部材20は下金型11と上金型12とによって上下から挟み込まれ、被成形部材20における長手方向中心近傍の部分が上金型12の金型面の凸条によって下方に押され、曲げられる。そして、上金型12のストロークが最大値Sになると、上金型12は、その下死点に到達して停止する。これにより、被成形部材20は、下金型11の金型面における断面V字状の凹溝部及び上金型12の金型面における断面V字状の凸条に沿って、角度が90度のV字状に折り曲げられる。
【0061】
続いて、図6における期間4では、繊維強化複合板21の間接的な加熱を停止した。そのため、繊維強化複合板21の温度は、点線で示されるように低下した。すなわち、繊維強化複合板21を含む被成形部材20は、自然に冷却された。また、前記期間4では、その初期の30〔秒〕の間、上金型12の位置を下死点で維持した。したがって、前記期間4における初期の30〔秒〕の間、被成形部材20は、上下から下金型11及び上金型12によって型締めされた状態で冷却されることとなる。この場合、被成形部材20の上下両面が下金型11及び上金型12の金型面に接触しているので、被成形部材20は、下金型11及び上金型12によって熱が奪われ、効果的に冷却される。
【0062】
そして、前記初期の30〔秒〕が経過すると、1〔mm/秒〕の移動速度で、アクチュエータによって上金型12を上方向へ変位させ、上死点に復帰させた。これにより、下金型11と上金型12との間隔が広がり、被成形部材20を下金型11と上金型12との間から取り出すことができた。そして、取り出した被成形部材20から金属板22を取り外すと、図5に示されるように、V字状に曲げ成形された最終成形品としての繊維強化複合板21を得ることができた。
【0063】
仮に、前記期間4における初期の30〔秒〕の間に上金型12の位置を下死点で維持しないとすると、すなわち、上金型12が下死点に到達した直後に上金型12を上方向へ変位させて上死点に復帰させるとすると、良好な状態の繊維強化複合板21を得ることができない。これは、繊維強化複合板21が加熱されると母材としての樹脂が軟化溶融した状態となり、その状態で曲げ成形された直後に上金型12を上方向へ変位させると、樹脂が軟化溶融したままで荷重が除去されるので、繊維強化複合板21の表面が剥(はく)離して変形してしまう。そして、繊維強化複合板21が自然に冷却されると樹脂が固化するので、変形した状態が保持されることになる。
【0064】
そこで、具体例においては、前述のように、前記期間4における初期の30〔秒〕の間、上金型12の位置を下死点で維持したままで、被成形部材20を冷却した。これにより、繊維強化複合板21の樹脂が十分に冷却された後に、上金型12を上方向へ変位させて荷重を除去することとなるので、V字状に曲げ成形された良好な状態の繊維強化複合板21を得ることができた。
【0065】
次に、前記具体例に沿って実際に成形した繊維強化複合板21について説明する。まず、成形例1及び2について説明する。
【0066】
図7は本発明の第1の実施の形態における成形例1の成形温度とスプリングバック量との関係を示す図、図8は本発明の第1の実施の形態における成形例1の成形温度が常温である場合の写真、図9は本発明の第1の実施の形態における成形例1の成形温度が常温である場合の側面の状態を示す写真、図10は本発明の第1の実施の形態における成形例1の成形温度が200〔℃〕である場合の写真、図11は本発明の第1の実施の形態における成形例1の成形温度が200〔℃〕である場合の側面の状態を示す写真、図12は本発明の第1の実施の形態における成形例2の成形温度とスプリングバック量との関係を示す図、図13は本発明の第1の実施の形態における成形例2の成形温度が常温である場合の写真、図14は本発明の第1の実施の形態における成形例2の成形温度が200〔℃〕である場合の写真、図15は本発明の第1の実施の形態における成形例2の成形温度が200〔℃〕である場合の側面の状態を示す写真である。なお、図8において、(a)は金属板を使用した場合の写真、(b)は金属板を省略した場合の写真であり、図9において、(a)、(b)及び(c)は、切断方向が0度、90度及び45度の場合の写真であり、図11において、(a)及び(b)は、切断方向が0度及び90度の場合の写真であり、図13において、(a)は金属板を使用した場合の写真、(b)は金属板を省略した場合の写真であり、図15において、(a)及び(b)は、切断方向が0度及び45度の場合の写真である。
【0067】
成形例1及び2は、繊維が炭素繊維から成り、母材としての樹脂が熱硬化性樹脂のエポキシから成る、いわゆる、CFRPを繊維強化複合板21として使用した例であり、具体的には、市販されているプリプレグと称される製品を使用した例である。前記プリプレグは、次の表2に示される内容のものであって、東レ株式会社から商品名「トレカプリプレグ」、製品番号「3252S−10」として販売されている製品である。
【0068】
【表2】
【0069】
前記表2に示されるように、樹脂は、製品番号「2592」のエポキシ樹脂であり、その硬化温度は130〔℃〕である。また、繊維は、製品番号「T700SC」の炭素繊維であり、プリプレグにおける繊維含有率は67〔%〕である。1枚ずつのプリプレグは、炭素繊維を1方向に配列して樹脂を含有させたシートである。なお、1枚のプリプレグの厚さtは、t=0.1〔mm〕であるが、成形例1の繊維強化複合板21はプリプレグを3枚積層したものであり、成形例2の繊維強化複合板21はプリプレグを4枚積層したものである。積層方向は、積層されたプリプレグのうちの基準となるものの炭素繊維の配列方向を0とし、それと直交する炭素繊維の配列方向を90として表したものである。また、切断方向は、0度、45度及び90度の3種類であり、切断方向と、繊維強化複合板21内の炭素繊維の配列方向との関係は、次の表3に示されるようになっている。
【0070】
【表3】
【0071】
前記表2に示される熱容量は、1枚の繊維強化複合板21における繊維及び樹脂の比熱に重量の和を乗じることによって算出された値である。なお、成形例1及び2の繊維強化複合板21は、ともに、長さが30〔mm〕及び幅が10〔mm〕の長方形の板材であるが、その厚さはプリプレグの積層枚数に応じて異なっている。
【0072】
前記具体例に沿って成形例1の繊維強化複合板21を成形した結果が図7に示されている。図7において、横軸は成形温度〔℃〕を表し、縦軸は最終成形品のスプリングバック量、すなわち、計測した繊維強化複合板21の曲げ角と上金型12の金型面の角度(90度)との差θを表している。また、○は切断方向が0度の繊維強化複合板21、△は切断方向が45度の繊維強化複合板21、及び、□は切断方向が90度の繊維強化複合板21を表している。なお、いずれの場合も、金属板22として、長さが30〔mm〕、幅が10〔mm〕及び厚さが1〔mm〕のJISG3141で規定される冷間圧延鋼板から成る板材を使用した。
【0073】
成形例1は、プリプレグの積層枚数が3枚と少なく、かつ、すべてのプリプレグの積層方向が0であるので、剛性が低く、異方性が高い、と言える。図7の結果から、成形温度が常温(又は室温)、すなわち、約20〔℃〕及び50〔℃〕の場合には、冷間成形とも呼ぶべき低温域での成形であるので、スプリングバック量が大きくなっているが、成形温度が200〔℃〕及び250〔℃〕の場合には、スプリングバック量が10度前後と小さく、成形性が良好であることが分かる。また、切断方向が0度の場合には、前記表3に示されるように、炭素繊維の配列方向と曲げ方向とが同一であるので、スプリングバック量が小さく、成形性が良好であることが分かる。
【0074】
図8(a)には、前記具体例に沿って成形例1の繊維強化複合板21を常温(又は室温)で成形した例が示されている。なお、図8(a)に示される例は、左から順に、切断方向が0度、90度及び45度となっている。そして、図8(b)は、比較のために、繊維強化複合板21の表裏両面に金属板22を当接させずに成形した例である。図8(b)に示される例も、左から順に、切断方向が0度、90度及び45度となっている。また、図9には、前記具体例に沿って成形例1の繊維強化複合板21を常温(又は室温)で成形した例の側面が示されている。なお、図9(a)、(b)及び(c)に示される例は、それぞれ、切断方向が0度、90度及び45度となっている。
【0075】
図8(a)及び9(a)〜(c)に示される例からは、常温(又は室温)での成形の場合にも、繊維強化複合板21の一部が破断したり、くびれ等の局所的不規則変形が生じたりすることがないことが分かる。このことから、繊維強化複合板21の表裏両面に金属板22を当接させた状態で成形を行えば、常温(又は室温)のような低い温度で成形しても、最終成形品として良好な繊維強化複合板21を得ることができる、と言える。
【0076】
成形によって繊維強化複合板21に破断やくびれが生じる場合、当該部分が他の部分に比べてより伸張することとなるが、繊維強化複合板21の表裏両面に当接する金属板22の存在によって、繊維強化複合板21及び金属板22の内部に付加的な引張応力及び圧縮応力が発生して当該部分の伸張が防止される、と推測される。
【0077】
図10には、前記具体例に沿って成形例1の繊維強化複合板21を200〔℃〕で成形した例が示されている。なお、図10に示される例は、左から順に、切断方向が0度、90度及び45度となっている。図10に示される例を図8(a)に示される例と比較すると、成形温度を200〔℃〕とすると、スプリングバック量がより小さく、成形性がより良好になることが分かる。
【0078】
図11には、前記具体例に沿って成形例1の繊維強化複合板21を200〔℃〕で成形した例の側面の状態が示されている。なお、図11(a)及び(b)に示される例は、それぞれ、切断方向が0度及び90度となっている。また、図11(a−1)は、図11(a)に示される例の要部拡大写真であり、図11(b−1)及び(b−2)は、図11(b)に示される例の要部拡大写真である。図11に示される例からは、切断方向が90度の場合には、成形性が良好ではあるものの、曲げ部分に剥離や炭素繊維の欠陥がわずかに観察されるが、切断方向が0度の場合には、曲げ部分に剥離や炭素繊維の欠陥が全く観察されず、成形性が極めて良好であることが分かる。
【0079】
また、前記具体例に沿って成形例2の繊維強化複合板21を成形した結果が図12に示されている。図7と同様に、図12において、横軸は成形温度〔℃〕を表し、縦軸は最終成形品のスプリングバック量、すなわち、計測した繊維強化複合板21の曲げ角と上金型12の金型面の角度(90度)との差θを表している。また、○は切断方向が0度の繊維強化複合板21、△は切断方向が45度の繊維強化複合板21、及び、□は切断方向が90度の繊維強化複合板21を表している。なお、いずれの場合も、金属板22として、長さが30〔mm〕、幅が10〔mm〕及び厚さが1〔mm〕のJISG3141で規定される冷間圧延鋼板から成る板材を使用した。
【0080】
さらに、◇は、切断方向が90度の繊維強化複合板21であるが、金属板22として、長さが30〔mm〕、幅が10〔mm〕及び厚さが1〔mm〕のJIS呼称A2024の超ジュラルミンから成る板材を使用した場合を表している。
【0081】
成形例2は、プリプレグの積層枚数が4枚と少なく、かつ、プリプレグの積層方向が0及び90と交差しているので、剛性が高く、異方性が低い、と言える。図12の結果から、成形温度が常温(又は室温)、すなわち、約20〔℃〕及び50〔℃〕の場合には、冷間成形とも呼ぶべき低温域での成形であるので、スプリングバック量が大きくなっているが、成形温度を上昇させると、スプリングバック量が小さくなることが分かる。成形温度が200〔℃〕の場合には、スプリングバック量が10度前後と小さく、成形性が最も良好であることが分かる。また、金属板22として超ジュラルミンから成る板材を使用した場合には、成形温度が低いと、金属板22自体のスプリングバックが繊維強化複合板21のスプリングバックとして反映されてしまう。
【0082】
図13(a)には、前記具体例に沿って成形例2の繊維強化複合板21を常温(又は室温)で成形した例(金属板22として冷間圧延鋼板から成る板材を使用した例)が示されている。なお、図13(a−1)には、図13(a)に示されている例の裏面が示されている。そして、図13(a)及び(a−1)に示される例は、左から順に、切断方向が0度、90度及び45度となっている。また、図13(b)は、比較のために、繊維強化複合板21の表裏両面に金属板22を当接させずに成形した例である。なお、図13(b−1)には、図13(b)に示されている例の裏面が示されている。図13(b)及び(b−1)に示される例も、左から順に、切断方向が0度、90度及び45度となっている。
【0083】
図13(a)及び(a−1)に示される例からは、常温(又は室温)での成形の場合にも、繊維強化複合板21の一部が破断したり、くびれ等の局所的不規則変形が生じたりすることがないことが分かる。このことから、繊維強化複合板21の表裏両面に金属板22を当接させた状態で成形を行えば、常温(又は室温)のような低い温度で成形しても、最終成形品として良好な繊維強化複合板21を得ることができる、と言える。
【0084】
図14には、前記具体例に沿って成形例2の繊維強化複合板21を200〔℃〕で成形した例が示されている。なお、図14に示される例は、左から順に、切断方向が0度、90度及び45度となっている。図14に示される例を図13(a)に示される例と比較すると、成形温度を200〔℃〕とすると、スプリングバック量がより小さく、成形性がより良好になることが分かる。
【0085】
図15には、前記具体例に沿って成形例2の繊維強化複合板21を200〔℃〕で成形した例の側面の状態が示されている。なお、図15(a)及び(b)に示される例は、それぞれ、切断方向が0度及び45度となっている。また、図15(a−1)及び(a−2)は、図15(a)に示される例の要部拡大写真であり、図15(b−1)及び(b−2)は、図15(b)に示される例の要部拡大写真である。図15に示される例からは、切断方向が45度の場合には、成形性が良好ではあるものの、曲げ部分に炭素繊維の欠陥がわずかに観察され、切断方向が0度の場合には、曲げ部分に層間の剥離がわずかに観察されるが、炭素繊維の欠陥が全く観察されず、成形性が極めて良好であることが分かる。
【0086】
次に、成形例3及び4について説明する。
【0087】
図16は本発明の第1の実施の形態における成形例3の成形に使用した布の拡大写真、図17は本発明の第1の実施の形態における成形例3及び4の成形温度とスプリングバック量との関係を示す図、図18は本発明の第1の実施の形態における成形例4を成形温度200〔℃〕で成形する場合の温度及び金型ストロークの変化を示す図、図19は本発明の第1の実施の形態における成形例3の写真、図20は本発明の第1の実施の形態における成形例4の写真、図21は本発明の第1の実施の形態における成形例3の側面の状態を示す写真である。なお、図19において、(a)は正面の状態を示す写真、(b)は側面の状態を示す写真であり、図21において、(a)及び(b)は、切断方向が0度及び45度の場合の写真である。
【0088】
成形例3は、繊維がガラス繊維から成り、母材としての樹脂が熱硬化性樹脂の不飽和ポリエステルから成る、いわゆる、GFRPを繊維強化複合板21として使用した例であり、具体的には、図3(a)〜(c)に示される工程に従って、本発明の発明者が成形した繊維強化複合板21を使用した例である。該繊維強化複合板21は、次の表4に示される内容のものであって、布25としては、図16に示されるように、ガラス繊維を平織りすることによって製造されたガラス繊維布であって、株式会社エポックから商品名「マイクロクロス」として販売されているガラス繊維布を使用し、また、母材としては、カンキ化工材有限会社から販売されている不飽和ポリエステルを使用して、本発明の発明者が成形したものである。
【0089】
【表4】
【0090】
前記表4に示されるように、樹脂は、スチレンを40〜50〔%〕含むFRPの製造に一般的に使用される不飽和ポリエステルであり、その融点、すなわち、耐熱温度は約120〔℃〕である。また、繊維は、ガラス繊維であり、繊維強化複合板21における繊維含有率は47〔%〕である。なお、布25としての1枚のガラス繊維布の厚さtは、t=0.03〔mm〕であるが、繊維強化複合板21は、前記ガラス繊維布を同一方向に10枚積層し、硬化剤を混合した樹脂を含浸させたものである。そのため、積層方向は0のみである。また、切断方向は、0度及び45度の2種類であり、切断方向と、繊維強化複合板21内のガラス繊維の配列方向との関係は、次の表5に示されるようになっている。
【0091】
【表5】
【0092】
前記表4に示される熱容量は、1枚の繊維強化複合板21における繊維及び樹脂の比熱に重量の和を乗じることによって算出された値である。なお、成形例3の繊維強化複合板21は、長さが30〔mm〕及び幅が10〔mm〕の長方形の板材である。
【0093】
また、成形例4は、繊維がガラス繊維から成り、母材としての樹脂が熱可塑性樹脂のポリプロピレンから成る、いわゆる、GFRPを繊維強化複合板21として使用した例であり、具体的には、市販されているスタンパブルシートと称される製品を使用した例である。前記スタンパブルシートは、次の表6に示される内容のものであって、東洋紡績株式会社から商品名「QF(クイックフォーム)−ランダムシート」として販売されている製品である。
【0094】
【表6】
【0095】
前記表6に示されるように、樹脂は、ポリプロピレンであり、その融点は約180〔℃〕である。また、繊維は、ガラス長繊維であり、樹脂中に均一に、ランダムに、かつ、繊維同士が絡むことなく分散して含有されている。スタンパブルシートにおける繊維含有率は50〔%〕である。前記スタンパブルシートの厚さtは、t=0.8〔mm〕であり、積層することなく、1枚で使用した。なお、前記表6に示される熱容量は、1枚の繊維強化複合板21における繊維及び樹脂の比熱に重量の和を乗じることによって算出された値である。
【0096】
前記具体例に沿って成形例3及び4の繊維強化複合板21を成形した結果が図17に示されている。図7と同様に、図17において、横軸は成形温度〔℃〕を表し、縦軸は最終成形品のスプリングバック量、すなわち、計測した繊維強化複合板21の曲げ角と上金型12の金型面の角度(90度)との差θを表している。また、○は成形例3の切断方向が0度の繊維強化複合板21、△は成形例3の切断方向が45度の繊維強化複合板21、及び、□は成形例4の繊維強化複合板21を表している。なお、いずれの場合も、金属板22として、長さが30〔mm〕、幅が10〔mm〕及び厚さが1〔mm〕のJISG3141で規定される冷間圧延鋼板から成る板材を使用した。
【0097】
成形例3は、図17の結果から、成形温度が常温(又は室温)、すなわち、約20〔℃〕及び50〔℃〕の場合には、冷間成形とも呼ぶべき低温域での成形であるので、スプリングバック量が大きくなっているが、成形温度が100〔℃〕以上の場合には、スプリングバック量が小さくなり、成形性が良好であることが分かる。もっとも、成形温度が200〔℃〕でも、スプリングバック量は、20度程度であり、やや大きめである。成形例3の異方性は、高温になると小さくなることが分かる。
【0098】
また、成形例4は、成形温度が高温になるほど、スプリングバック量が一定量ずつ減少していくことが分かる。
【0099】
なお、成形例4として使用したスタンパブルシートは、200〔℃〕以上の温度で成形すると、破壊されてしまう。そこで、成形例4を成形温度200〔℃〕で成形した場合には、図18に示されるような温度制御を行った。つまり、期間1では、50〔℃/秒〕の加熱速度で、常温(又は室温)から200〔℃〕まで上昇させ、期間2では、200〔℃〕に維持した。そして、期間2と期間3との間に期間5を設定し、該期間5では、自然冷却によって、200〔℃〕から100〔℃〕まで温度を低下させた。そして、期間3では、100〔℃〕を維持するようにした。なお、その他の点については、図6に示される例と同様に、温度及び金型ストロークの制御を行った。
【0100】
図19には、前記具体例に沿って成形例3の繊維強化複合板21を成形した例が示されている。なお、図19(a)に示される例は、正面の状態を示し、左から順に、成形温度が常温(又は室温)、50〔℃〕、100〔℃〕、150〔℃〕、200〔℃〕及び250〔℃〕となっている。そして、図19(b)は、側面の状態を示している。図19に示される例からは、成形温度が高温になるほど、スプリングバック量が減少していくことが分かる。
【0101】
図20には、前記具体例に沿って成形例4の繊維強化複合板21を成形した例が示されている。そして、図20に示される例では、左から順に、成形温度が常温(又は室温)、100〔℃〕、200〔℃〕及び200〔℃〕となっている。なお、左から3番目の例は、図6に示される例と同様に温度及び金型ストロークの制御を行い、200〔℃〕から100〔℃〕まで温度を低下させる期間5を設定することなく、成形を行った場合を示している。これに対して、左から4番目の例、すなわち、1番右側の例は、図18に示されるような温度制御を行い、200〔℃〕から100〔℃〕まで温度を低下させる期間5を設定して成形を行った場合を示している。このことから、成形例4は、200〔℃〕以上の温度で成形すると、破壊されてしまうことが分かる。
【0102】
図21には、前記具体例に沿って成形例3の繊維強化複合板21を200〔℃〕で成形した例の側面の状態が示されている。なお、図21(a)及び(b)に示される例は、それぞれ、切断方向が0度及び45度となっている。また、図21(a−1)及び(a−2)は、図21(a)に示される例の要部拡大写真であり、図21(b−1)及び(b−2)は、図21(b)に示される例の要部拡大写真である。図21に示される例からは、切断方向が45度の場合には、成形性が良好であるものの、小さな剥離がわずかに観察されるが、切断方向が0度の場合には、繊維が不規則であることが観察されるが、成形性が極めて良好であることが分かる。
【0103】
なお、本実施の形態においては、曲げ成形を行い、繊維強化複合板21を断面がV字状、U字状又はハット状となるように折り曲げる場合についてのみ説明したが、本発明の成形方法によれば、金型の金型面の形状を変更することによって、繊維強化複合板21を、断面が波状その他の種々の形状となるように折り曲げることが可能である。
【0104】
このように、本実施の形態においては、繊維強化複合板21を、その表裏両面の各々に金属板22を当接させた状態で、一対の金型の間に挟み込んで曲げ成形を行い、成形後に金属板22を繊維強化複合板21の両面から取り外すようになっている。
【0105】
これにより、成形によって繊維強化複合板21の一部が破断したり、繊維強化複合板21の一部にくびれ等の局所的不規則変形が生じたりすることが確実に防止される。したがって、繊維強化複合板21を容易に、短時間で、かつ、低コストで安定的に変形させることができ、種々の形状の良質な成形品を安価で大量に生産することができる。
【0106】
また、金属板22を加熱することによって繊維強化複合板21を間接的に加熱することもできる。この場合、繊維強化複合板21を常温(又は室温)で成形した場合よりもスプリングバック量が小さく、成形性がより良好になる。
【0107】
さらに、金属板22を誘導加熱によって加熱する。これにより、金属板22を均一に加熱することができ、成形性がより良好になる。
【0108】
さらに、繊維強化複合板21を所定の温度にまで加熱した後に、金型を作動させて型締めを行い、型締めを継続しながら繊維強化複合板21を冷却する。これにより、繊維強化複合板21の両面が金属板22を介して金型に接触した状態で冷却されるので、金型によって熱が奪われ、効果的に冷却される。
【0109】
さらに、繊維強化複合板21の温度を所定の温度に上昇させた後、型締めの初期までは、所定の温度を維持するように繊維強化複合板21を加熱する。これにより、金型によって熱が奪われても繊維強化複合板21の温度を維持することができるので、繊維強化複合板21の温度が必要以上に低下して成形性が悪化することがない。
【0110】
さらに、繊維強化複合板21は、強化材としての繊維に母材としての樹脂を含浸させた板状の複合材である。この場合、樹脂は、ポリエチレン、ポリプロピレン、ナイロン、ポリスチレン等の熱可塑性樹脂であってもよいし、エポキシ、フェノール、メラミン、不飽和ポリエステル等の熱硬化樹脂であってもよいし、いかなる種類の樹脂であってもよい。また、繊維も炭素繊維であってもよいし、ガラス繊維であってもよいし、いかなる種類の繊維であってもよい。
【0111】
次に、本発明の第2の実施の形態について説明する。なお、第1の実施の形態と同じ構造を有するものについては、同じ符号を付与することによってその説明を省略する。また、前記第1の実施の形態と同じ動作及び同じ効果についても、その説明を省略する。
【0112】
図22は本発明の第2の実施の形態における繊維強化複合板の成形方法の概略を説明する図である。なお、図において、(a)は成形前の被成形部材を示す図、(b)は作動前の成形装置を示す図、(c)は作動後の成形装置を示す図、(d)は成形後の被成形部材を示す図、(e)は成形後の繊維強化複合板を示す図である。
【0113】
前記第1の実施の形態においては、繊維強化複合板21を断面がV字状、U字状又はハット状となるように曲げ成形を行う場合について説明したが、本実施の形態においては、繊維強化複合板21の一部を突出乃至凹入させて容器状乃至有底筒状に成形する絞り成形を行う場合について説明する。
【0114】
本実施の形態における成形装置10は、固定金型であるダイとしての下金型11、及び、可動金型であるパンチとしての上金型12に加えて、しわ押さえとして機能するブランクホルダとしての補助金型18を有する。前記下金型11は、金型面が楕(だ)円乃至小判型断面の筒状に窪んだ雌型であり、前記上金型12は、金型面が楕円乃至小判型断面の柱状を形成するように突出する雄型である。
【0115】
そして、被成形部材20を成形する場合には、まず、図22(b)に示されるように、該被成形部材20を、その中心部が下金型11の窪みの上に位置するように下金型11の金型面上に載置し、その周辺部を下金型11と補助金型18とによって挟持する。続いて、誘導加熱コイル13に通電して金属板22を誘導加熱することによって、繊維強化複合板21を間接的に加熱する。
【0116】
続いて、成形装置10の図示されないアクチュエータを作動させて上金型12を下方向に変位させ、図22(c)に示されるように、下金型11の窪み内に挿入する。これにより、被成形部材20は、その中心部が上金型12によって下金型11の窪み内に押し込まれ、図22(d)に示されるような形状となるように絞り成形される。
【0117】
続いて、型締めを継続しながら被成形部材20の冷却を行う。そして、被成形部材20が常温(又は室温)程度にまで冷却されると、成形装置10の図示されないアクチュエータを作動させて上金型12を上方向に変位させて下金型11と上金型12との間隔を広げ、さらに、下金型11と補助金型18との間隔を広げて、被成形部材20を下金型11と補助金型18との間から取り出す。
【0118】
これにより、図22(d)に示されるように、下金型11及び上金型12の金型面の形状に対応した形状に成形された被成形部材20を得ることができる。そして、上下両面の金属板22を取り除くことによって、図22(e)に示されるように、所望の形状に成形された最終成形品としての繊維強化複合板21を得ることができる。
【0119】
なお、成形装置10及び被成形部材20におけるその他の点の構成、並びに、成形方法におけるその他の点の成形条件及び動作については、前記第1の実施の形態と同様であるので、その説明を省略する。
【0120】
次に、本実施の形態における具体例を説明する。
【0121】
図23は本発明の第2の実施の形態における繊維強化複合板の成形方法に使用する金型の具体例を示す図である。なお、図において、(a)は側面図、(b)は正面図である。
【0122】
本発明の発明者は、図23に示されるような金型を使用して実際に被成形部材20の成形を行った。下金型11の金型面には、楕円乃至小判型断面の筒状の窪み乃至凹部が形成され、前記窪みは、深さが20〔mm〕、断面の長さ及び幅が20〔mm〕及び8〔mm〕であり、底部の周縁は断面が半径4〔mm〕の曲面となっている。また、上金型12は、楕円乃至小判型断面の柱状の突起であり、該突起の高さが25〔mm〕、断面の長さ及び幅が16〔mm〕及び4〔mm〕であり、頂部の周縁は断面が半径2〔mm〕の曲面となっている。
【0123】
そして、被成形部材20は、長さが30〔mm〕及び幅が30〔mm〕の正方形の板材である。なお、厚さは、繊維強化複合板21の厚さによって変化する。また、被成形部材20は、その幅方向が下金型11及び上金型12の幅方向と一致するような姿勢で下金型11の金型面上に載置され、下金型11と補助金型18とによって挟持されて成形される。
【0124】
繊維強化複合板21の表裏両面に当接する金属板22は、長さが30〔mm〕、幅が30〔mm〕及び厚さが0.3〔mm〕又は1.0〔mm〕の正方形の板材である。具体的には、軟鋼から成り、前記第1の実施の形態で説明したようなSPCCと称される鋼板であって、JISG3141で規定される冷間圧延鋼板である。
【0125】
繊維強化複合板21は、長さが30〔mm〕及び幅が30〔mm〕の長方形の板材であり、その厚さは、後述されるように、種類によって変化する。
【0126】
また、温度検出装置16によって繊維強化複合板21の温度が検出される実際の部位、すなわち、温度制御点16aは、下側の金属板22における長手方向中心近傍である。
【0127】
さらに、成形温度は、常温(又は室温)である20〔℃〕及び100〔℃〕の2種類である。
【0128】
そして、繊維強化複合板21の間接的な加熱は、被成形部材20を成形装置10の下金型11の金型面上に載置して下金型11と補助金型18とによって挟持し、誘導加熱コイル13に通電して金属板22を誘導加熱することによって行った。具体的な温度制御については、前記第1の実施の形態と同様であるので、その説明を省略する。なお、成形温度が常温(又は室温)の場合には、繊維強化複合板21の間接的な加熱を省略するので、温度制御を行わない。
【0129】
次に、前記具体例に沿って実際に成形した繊維強化複合板21について説明する。まず、成形例5及び6について説明する。
【0130】
図24は本発明の第2の実施の形態における成形例5及び6を説明する図、図25は本発明の第2の実施の形態における成形例5の写真、図26は本発明の第2の実施の形態における成形例6の写真、図27は本発明の第2の実施の形態における成形例5及び6の成形温度と絞り高さとの関係を示す図、図28は本発明の第2の実施の形態における成形性が良好になるメカニズムを説明する図、図29は本発明の第2の実施の形態における成形例6の断面の状態を示す写真である。なお、図24において、(a)はプリプレグの積層方向を示す図、(b)は積層されて固化されたプリプレグを示す図、(c)はプリプレグの切断方向を示す図であり、図27において、(a)は成形例5の成形温度と絞り高さとの関係を示す図、(b)は成形例6の成形温度と絞り高さとの関係を示す図であり、図29において、(a)は突出部分の周囲に位置する平板部分の断面を示す写真、(b)は突出部分の周縁と平板部分との境界部分の断面を示す写真、(c)は突出部分の頂部の断面を示す写真である。
【0131】
成形例5及び6は、前記第1の実施の形態における成形例1及び2と同様に、繊維が炭素繊維から成り、母材としての樹脂が熱硬化性樹脂のエポキシから成る、いわゆる、CFRPを繊維強化複合板21として使用した例であり、具体的には、市販されているプリプレグと称される製品を使用した例である。前記プリプレグは、次の表7に示される内容のものであって、東レ株式会社から商品名「トレカプリプレグ」、製品番号「3252S−10」として販売されている製品であり、成形例1及び2のプリプレグと同様の内容である。
【0132】
【表7】
【0133】
前記表7に示される熱容量は、1枚の繊維強化複合板21における繊維及び樹脂の比熱に重量の和を乗じることによって算出された値である。なお、成形例5及び6の繊維強化複合板21は、ともに、長さが30〔mm〕及び幅が30〔mm〕の正方形の板材であるが、その厚さはプリプレグの積層枚数に応じて異なっている。図24(a)に示されるように、成形例5の繊維強化複合板21はプリプレグを3枚積層したものであり、成形例6の繊維強化複合板21はプリプレグを5枚積層したものである。したがって、図24(b)に示されるように、成形例5の繊維強化複合板21の厚さは0.3〔mm〕であり、成形例6の繊維強化複合板21の厚さは0.5〔mm〕である。
【0134】
また、積層方向は、積層されたプリプレグのうちの基準となるものの炭素繊維の配列方向を0とし、それと直交する炭素繊維の配列方向を90として表したものである。図24(a)に示されるように、成形例5の繊維強化複合板21は、すべてのプリプレグの炭素繊維の配列方向が同一となるように積層され、成形例6の繊維強化複合板21は、隣接するプリプレグの炭素繊維の配列方向が互いに直交するように積層されている。
【0135】
さらに、切断方向は、0度、45度及び90度の3種類であり、切断方向と、繊維強化複合板21内の炭素繊維の配列方向との関係は、図24(c)に示されるようになっている。ここでは、切断方向と繊維強化複合板21内の炭素繊維の配列方向との関係に基づいて、各成形例を、必要に応じて、成形例5−0、成形例5−45、成形例5−90、成形例6−0/90、及び、成形例6−45/135と称することとする。
【0136】
なお、前記繊維強化複合板21は、図24(c)における横方向が下金型11及び上金型12の幅方向(図23(b)における横方向)と一致するように下金型11の金型面上に載置されて成形される。
【0137】
図25には、前記具体例に沿って成形例5の繊維強化複合板21を20〔℃〕及び100〔℃〕で成形した例が示されている。なお、図25に示される例では、各列(Column)は、金属板22の厚さ及び成形温度が、左から順に、1.0〔mm〕及び20〔℃〕、1.0〔mm〕及び100〔℃〕、0.3〔mm〕及び100〔℃〕であり、各行(Line)は、成形例が、上から順に、成形例5−0、成形例5−45、成形例5−90である。
【0138】
また、図26には、前記具体例に沿って成形例6の繊維強化複合板21を成形温度20〔℃〕及び100〔℃〕で成形した例が示されている。なお、図26に示される例では、各列は、金属板22の厚さ及び成形温度が、左から順に、1.0〔mm〕及び20〔℃〕、1.0〔mm〕及び100〔℃〕、0.3〔mm〕及び100〔℃〕であり、各行は、成形例が、上から順に、成形例6−0/90、成形例6−45/135である。
【0139】
そして、図27(a)及び(b)には、それぞれ、図25及び26に示される成形例の絞り高さ乃至深さ(絞り成形によって得られた突出部分の頂部までの高さ乃至深さ)の実測値が示されている。
【0140】
図25に示される例からは、成形例5の繊維強化複合板21を成形温度20〔℃〕、すなわち、常温(又は室温)で成形した場合には、割れ(Fracture)が発生することが分かる。つまり、成形例5の繊維強化複合板21は、炭素繊維の配列方向に関わらず、常温(又は室温)では、絞り成形が不可能であることが分かる。しかし、成形温度を100〔℃〕にすると、絞り成形が可能となることが分かる。
【0141】
一方、図26に示される例からは、成形例6の繊維強化複合板21は、常温(又は室温)でも、絞り成形が可能であることが分かる。
【0142】
また、図27からは、成形温度を上昇させると、繊維強化複合板21のスプリングバック量が小さくなるので、絞り高さが増加することが分かる。
【0143】
さらに、図27からは、金属板22の厚さを増加させると、絞り高さは減少することが分かる。これは、成形直後に発生する上下両面の金属板22のスプリングバック量が大きいためである。
【0144】
図25及び26に示される例からは、成形例5の繊維強化複合板21を常温(又は室温)で成形した場合を除き、繊維強化複合板21の表裏両面に金属板22を当接させた状態で成形を行えば、最終成形品として良好な形状及び表面状態を備える繊維強化複合板21を得ることができる、と言える。すなわち、成形性が良好である、と言える。
【0145】
本実施の形態において、繊維強化複合板21の成形性が良好になるメカニズムは、図28に示されるようなものであると考えることができる。
【0146】
表面における曲げひずみεmax は、総計厚さ(Total Thickness)tの薄板の場合、次の式(1)を満足する。
【0147】
【数1】
【0148】
なお、Rn 及びρは、それぞれ、中立面の半径及び曲率である。
【0149】
厚さ方向のひずみ勾(こう)配は、次の式(2)で表される。
【0150】
【数2】
【0151】
なお、yは厚さ方向座標値である。
【0152】
図28において太線で示されるように、厚さ方向のひずみ勾配は、厚さ方向に均等に分布する。点Bにおいて繊維強化複合板21にくびれが発生するとき、当該くびれは、厚さ方向に圧縮ひずみを増加させ、曲げ方向に引っ張りひずみをΔεb B だけ増加させる。くびれが発生しても中立面の曲率ρは不変であり、繊維強化複合板21の表面における周方向のひずみも不変である。そして、隣接する点Aにおいて、Δεb B を打ち消すために、曲げ方向に圧縮ひずみがΔεb A だけ増加する傾向があるが、このような不静定のひずみの増加Δεb A は、前記式(2)で表されるひずみ勾配の均等性によって抑制される。したがって、繊維強化複合板21の表面におけるくびれの発生はひずみ勾配の均等性によって抑制され、繊維強化複合板21の成形性は、本実施の形態における成形方法によって、良好なものとなる。
【0153】
また、図29からも、最終成形品として良好な繊維強化複合板21を得ることができる、と言える。図29は、成形例6−45/135の繊維強化複合板21を100〔℃〕で成形して得られた最終成形品の断面の拡大写真である。なお、図29において、(a)は突出部分の周囲に位置する平板部分の断面を示し、(b)は突出部分の周縁と平板部分との境界部分の断面を示し、(c)は突出部分の頂部の断面を示している。また、(a−1)、(b−1)及び(c−1)は、前記(a)、(b)及び(c)が最終成形品の断面のどの部分に該当するかを模式的に示した図である。
【0154】
図29(a)〜(c)に示される例では、炭素繊維の損傷がわずかに観察されるが、最終成形品である繊維強化複合板21の微細構造は、欠陥も見当たらず、比較的良好であることが分かる。
【0155】
なお、本実施の形態においては、絞り成形によって、繊維強化複合板21を、楕円乃至小判型断面の容器状に成形する場合についてのみ説明したが、本実施の形態の成形方法によれば、金型の金型面の形状を変更することによって、繊維強化複合板21を皿、椀(わん)、カップ等の種々の形状の容器状に成形することが可能である。
【0156】
このように、本実施の形態においては、繊維強化複合板21を、その表裏両面の各々に金属板22を当接させた状態で、金型によって絞り成形を行い、成形後に金属板22を繊維強化複合板21の両面から取り外すようになっている。
【0157】
これにより、絞り成形を行っても、繊維強化複合板21の一部が破断したり、繊維強化複合板21の一部にくびれ等の局所的不規則変形が生じたりすることが確実に防止される。したがって、絞り成形によって、繊維強化複合板21を容易に、短時間で、かつ、低コストで安定的に複雑な形状に変形させることができ、種々の複雑な形状の良質な成形品を安価で大量に生産することができる。
【0158】
次に、本発明の第3の実施の形態について説明する。なお、第1及び第2の実施の形態と同じ構造を有するものについては、同じ符号を付与することによってその説明を省略する。また、前記第1及び第2の実施の形態と同じ動作及び同じ効果についても、その説明を省略する。
【0159】
図30は本発明の第3の実施の形態における繊維強化複合板の成形方法に上金型のストローク及び成形荷重の変化の計測結果を示す第1の図、図31は本発明の第3の実施の形態における繊維強化複合板の成形方法における金型の模式断面図、図32は本発明の第3の実施の形態における繊維強化複合板の成形方法に上金型のストローク及び成形荷重の変化の計測結果を示す第2の図、図33は本発明の第3の実施の形態における繊維強化複合板の成形方法に上金型のストローク及び成形荷重の変化の計測結果を示す第3の図である。なお、図30において、(a)は成形温度を変化させた場合を示す図、(b)は下金型の窪み周縁の形状を変化させた場合を示す図であり、図31において、(a)は下金型の窪み周縁にアールが付与されていない図、(b)は下金型の窪み周縁にアールが付与されている図である。
【0160】
前記第2の実施の形態においては、絞り成形を行う場合について説明したが、本実施の形態においては、絞り成形における絞り限界を向上させる、すなわち、より深い絞りを達成する方法について説明する。
【0161】
本実施の形態においては、絞り限界を見出すことを目的とし、前記第2の実施の形態と同様の成形装置10を使用して絞り成形を行い、被成形部材20が破断した後も、アクチュエータの作動を継続して上金型12を下降させた。被成形部材20が破断しなければ、被成形部材20の変形量が増加するのに伴って下金型11を下降させるために必要な荷重、すなわち、成形荷重が増加するが、被成形部材20が破断すると、成形荷重が急減すると考えられる。そこで、上金型12の下降量、すなわち、ストロークと成形荷重とを計測し、その結果をグラフ上にプロットすることによって、図30を得ることができた。
【0162】
図30(a)は、成形温度を変化させた場合のストロークと成形荷重との関係を比較したものである。成形温度は、20〔℃〕及び100〔℃〕の2種類である。また、繊維強化複合板21は、前記第2の実施の形態において説明した成形例6−0/90である。
【0163】
なお、繊維強化複合板21の表裏両面に当接する金属板22は、前記第2の実施の形態において使用したSPCCと称される鋼板に代えて、SUS304と称されるオーステナイト系のステンレス鋼の板材を使用した。これは、オーステナイト系のステンレス鋼は、展性乃至延性が高く、絞り成形における成形性が高いので、繊維強化複合板21が破断しても、オーステナイト系のステンレス鋼から成る金属板22は、破断することがない、と考えられるからである。つまり、オーステナイト系のステンレス鋼から成る金属板22を使用すると、図30(a)に示される成形荷重の急減はもっぱら繊維強化複合板21の破断に起因するものであることが明確になる、と考えられる。なお、本実施の形態における金属板22は、長さが30〔mm〕、幅が30〔mm〕及び厚さが0.3〔mm〕の正方形の板材である。
【0164】
図30(a)に示される計測結果から、20〔℃〕、すなわち、常温(又は室温)での絞り成形では、ストロークが3.7〔mm〕で繊維強化複合板21が破断すること、すなわち、繊維強化複合板21の絞り限界は3.7〔mm〕であることが分かる。また、100〔℃〕での絞り成形では、繊維強化複合板21の絞り限界は4.0〔mm〕であることが分かる。つまり、成形温度を20〔℃〕から100〔℃〕に上昇させると、繊維強化複合板21の絞り限界が向上することが分かる。
【0165】
また、図30(a)において矢印で示されるように、成形温度を20〔℃〕から100〔℃〕に上昇させると、成形荷重のピーク値も低下することが分かる。さらに、絞り成形後の繊維強化複合板21を目視観察したところ、成形温度を20〔℃〕から100〔℃〕に上昇させると、繊維強化複合板21の破断の程度も低下していることが分かった。
【0166】
図30(b)は、下金型11の窪み周縁の形状を変化させた場合、具体的には、図31(a)に示されるような下金型11を使用した場合と、図31(b)に示されるような下金型11を使用した場合とにおけるストロークと成形荷重との関係を比較したものである。図31(a)に示されるような下金型11では、下金型11の窪み周縁にアール(R)が付与されていない。すなわち、ダイ成形肩Rがない。一方、図31(b)に示されるような下金型11では、下金型11の窪み周縁にR=2〔mm〕のアールが付与されている。すなわち、ダイ成形肩Rが2〔mm〕である。
【0167】
なお、成形温度は20〔℃〕であり、繊維強化複合板21は、前記第2の実施の形態において説明した成形例6−45/135である。金属板22を含むその他の点については、図30(a)に示される場合と同様である。
【0168】
図30(b)に示される計測結果から、下金型11の窪み周縁にアールを付与すると、すなわち、ダイ成形肩Rを付与すると、絞り限界が50〔%〕向上することが分かる。
【0169】
そこで、図31(b)に示されるような下金型11を使用して、すなわち、ダイ成形肩Rが2〔mm〕である下金型11を使用して、成形を行うことによって、図32及び33を得ることができた。図32は、上金型12の下降量、すなわち、ストロークが、それぞれ、3〔mm〕、4〔mm〕、5〔mm〕及び6〔mm〕に到達した時点で、上金型12を停止させた結果を示すものである。また、図33は、ストロークが、それぞれ、4〔mm〕、5〔mm〕及び6〔mm〕に到達した時点で、上金型12を停止させた結果を示すものである。なお、成形温度は、図32の場合が20〔℃〕であり、図33の場合が100〔℃〕である。繊維強化複合板21及び金属板22を含むその他の点については、図30(a)に示される場合と同様である。
【0170】
図32に示される計測結果から、成形温度が20〔℃〕であると、ストロークが5〔mm〕になると繊維強化複合板21にひびが入り始め、ストロークが6〔mm〕になると金属板22とともに破断することが分かる。
【0171】
一方、図33に示される計測結果から、成形温度が100〔℃〕であると、ストロークが6〔mm〕になっても、繊維強化複合板21が破断しないことが分かる。ちなみに、この場合、成形された繊維強化複合板21における突出部分の最大幅は8〔mm〕、絞り高さは6〔mm〕であった。
【0172】
このように、本実施の形態においては、成形温度を変化させ、また、下金型11の窪み周縁の形状を変化させてストロークと成形荷重との関係を計測したことによって、成形温度を100〔℃〕に上昇させると絞り限界が向上すること、及び、ダイ成形肩Rを付与すると絞り限界が向上することが明らかとなった。
【0173】
したがって、成形温度を上昇させ、ダイ成形肩Rを付与することによって、深絞り成形が可能となり、繊維強化複合板21をより複雑な形状に変形させることができる。
【0174】
次に、本発明の第4の実施の形態について説明する。なお、第1〜第3の実施の形態と同じ構造を有するものについては、同じ符号を付与することによってその説明を省略する。また、前記第1〜第3の実施の形態と同じ動作及び同じ効果についても、その説明を省略する。
【0175】
図34は本発明の第4の実施の形態における繊維強化複合板の成形方法に使用する成形装置を示す図である。なお、図において、(a)は成形装置の概念図、(b)は金型の具体例を示す図である。
【0176】
前記第1の実施の形態においては、繊維強化複合板21を断面がV字状等になるように曲げ成形を行う場合について説明したが、本実施の形態においては、長尺の繊維強化複合板21を断面がV字状となるように曲げ成形を行う場合について説明する。
【0177】
本実施の形態における成形装置10は、固定金型であるダイとしての下金型11、及び、可動金型であるパンチとしての上金型12を有する。そして、前記下金型11及び上金型12の金型面の形状は、図34(b)に示されるようなものであって、前記第1の実施の形態における図4に示されるものと同様に、板材を曲げ角90度に曲げ加工するために使用されるものである。
【0178】
しかしながら、本実施の形態においては、長尺の細長い板材を曲げるようになっている。そのため、下金型11の金型面は全長が300〔mm〕であり、かつ、全長に亘(わた)って延在するように、金型面には角度が90度の断面V字状の凹溝部が形成されている。なお、該凹溝部の幅は15〔mm〕である。また、上金型12は、全体の幅が50〔mm〕であり、その金型面は角度が90度の断面V字状の凸条であり、全長は下金型11の金型面と同寸である。
【0179】
また、繊維強化複合板21を加熱する加熱装置は、前記第1の実施の形態と同様に、前記下金型11及び上金型12の側方に配設された誘導加熱コイル13であってもよいが、全長が300〔mm〕もある下金型11及び上金型12の側方全体に亘って誘導加熱コイル13を配設するのは、スペースの観点から困難である。そこで、本実施の形態においては、セラミックヒータ、シーズヒータ等の電気ヒータ13aを下金型11の内部に埋設し、下金型11を加熱し、該下金型11及び金属板22からの熱伝導によって繊維強化複合板21を間接的に加熱するようになっている。典型的には、図34(a)に示されるように、下金型11における凹溝部の両側の位置に、各々、下金型11の全長に亘って長手方向に延在する細長い電気ヒータ13aを1本ずつ埋設することが望ましいが、前記電気ヒータ13aは、繊維強化複合板21を加熱することができるものであれば、どのような形態のものであってもよく、いくつであってもよく、どのような箇所に配設されていてもよい。
【0180】
なお、成形装置10のその他の点の構成及び動作、並びに、成形方法については、前記第1の実施の形態と同様であるので、その説明を省略する。
【0181】
次に、本実施の形態において実際に成形した繊維強化複合板21について説明する。
【0182】
図35は本発明の第4の実施の形態における成形例の写真である。
【0183】
本実施の形態において使用した繊維強化複合板21は、前記第2の実施の形態において説明した成形例5−0、成形例5−90、及び、成形例6−0/90である。ただし、前記繊維強化複合板21は、長さが300〔mm〕及び幅が50〔mm〕の長尺の帯板状部材である。また、金属板22は、前記第1の実施の形態と同様に、SPCCと称される鋼板であって、JISG3141で規定される冷間圧延鋼板から成る厚さ1.0〔mm〕の板材であるが、長さが300〔mm〕及び幅が50〔mm〕の長尺の帯板状部材である。そして、前記繊維強化複合板21は、図24(c)における横方向が下金型11及び上金型12の幅方向(図34(b)における横方向)と一致するように下金型11の金型面上に載置されて成形される。
【0184】
図35には、本実施の形態において成形例5−0、成形例5−90、及び、成形例6−0/90の繊維強化複合板21を成形温度20〔℃〕及び100〔℃〕で成形した例が示されている。なお、図35に示される例では、各列は、成形例が、左から順に、成形例5−0、成形例5−90、成形例6−0/90であり、各行は、金属板22の厚さ及び成形温度が、上から順に、1.0〔mm〕及び20〔℃〕、1.0〔mm〕及び100〔℃〕である。
【0185】
図35に示される例からは、成形例5−90の繊維強化複合板21を20〔℃〕、すなわち、常温(又は室温)で成形した場合には、断裂してしまうことが分かる。これは、上金型12の金型面における断面Vの凸条の峰部と直交する方向に配列された炭素繊維が破断するためであると考えられる。これに対し、成形例5−0及び成形例6−0/90の繊維強化複合板21は、スプリングバック量が大きいものの、破断することなく、成形することができた。
【0186】
一方、成形温度を100〔℃〕に上昇させると、成形例5−0、成形例5−90、及び、成形例6−0/90のすべての繊維強化複合板21を成形することができた。
【0187】
なお、本実施の形態においては、繊維強化複合板21を断面がV字状となるように曲げ成形を行う場合についてのみ説明したが、本実施の形態の成形方法によれば、金型の金型面の形状を変更することによって、繊維強化複合板21を断面がU字状、ハット状、波状等の種々の形状となるように曲げ成形を行うことが可能である。
【0188】
このように、本実施の形態においては、細長い金型面に長手方向に延在する断面V字状の凹溝部が形成された下金型11を使用する。これにより、繊維強化複合板21が細長い長尺部材であっても、その全長に亘って幅方向に折り曲げることができる。
【0189】
次に、本発明の第5の実施の形態について説明する。なお、第1〜第4の実施の形態と同じ構造を有するものについては、同じ符号を付与することによってその説明を省略する。また、前記第1〜第4の実施の形態と同じ動作及び同じ効果についても、その説明を省略する。
【0190】
図36は本発明の第5の実施の形態における被成形部材を説明する図である。なお、図において、(a)は繊維強化複合板の両面に金属板を当接した被成形部材の斜視図、(b)は繊維強化複合板の下面に金属板を当接した被成形部材の斜視図、(c)は繊維強化複合板の上面に金属板を当接した被成形部材の斜視図、(d)は繊維強化複合板に金属板を当接しない被成形部材の斜視図である。
【0191】
前記第1〜第4の実施の形態においては、繊維強化複合板21の表裏両面の各々に金属板22を当接させた状態で成形を行う場合について説明したが、本実施の形態においては、繊維強化複合板21の表面又は裏面のいずれか一方にのみ金属板22を当接させた状態で成形を行う場合について説明する。
【0192】
前記第1〜第4の実施の形態においては、図36(a)に示されるように、繊維強化複合板21と、該繊維強化複合板21の表裏両面に当接する金属板22とを有する被成形部材20を使用して、曲げ成形及び絞り成形を行った。これにより、成形によって繊維強化複合板21の一部が破断したり、繊維強化複合板21の一部にくびれ等の局所的不規則変形が生じたりすることが確実に防止されることが明らかになった。
【0193】
本実施の形態においては、図36(b)に示されるように、繊維強化複合板21と、該繊維強化複合板21の裏面、すなわち、下面(下金型11側の面)に当接する金属板22のみとを有する第1簡略被成形部材20a、及び、図36(c)に示されるように、繊維強化複合板21と、該繊維強化複合板21の表面、すなわち、上面(上金型12側の面)に当接する金属板22のみとを有する第2簡略被成形部材20bを使用して成形を行った。すなわち、一方の金属板22を省略し、繊維強化複合板21のいずれか一方の面にのみ金属板22を当接させた状態で成形を行った。なお、参考のために、図36(d)に示されるように、いずれの面にも金属板22を当接させない繊維強化複合板21を使用した成形も行った。
【0194】
まず、絞り成形を行った場合について説明する。
【0195】
図37は本発明の第5の実施の形態における第1簡略被成形部材を使用して絞り成形を行った場合の成形例の写真、図38は本発明の第5の実施の形態における第2簡略被成形部材を使用して絞り成形を行った場合の成形例の写真、図39は本発明の第5の実施の形態における金属板を使用せずに絞り成形を行った参考例の写真である。
【0196】
この場合、前記第2の実施の形態と同様の成形装置10を使用し、同様の成形方法で絞り成形を行った。そして、使用した繊維強化複合板21は、前記第2の実施の形態において説明した成形例5−0、成形例5−45、成形例5−90、成形例6−0/90、及び、成形例6−45/135である。また、金属板22は、前記第2の実施の形態と同様に、長さが30〔mm〕、幅が30〔mm〕及び厚さが1.0〔mm〕の正方形の板材であり、SPCCと称される鋼板であって、JISG3141で規定される冷間圧延鋼板である。
【0197】
図37には、図36(b)に示されるような第1簡略被成形部材20aを使用して、成形温度20〔℃〕及び100〔℃〕で成形を行った例が示されている。また、図38には、図36(c)に示されるような第2簡略被成形部材20bを使用して、成形温度20〔℃〕及び100〔℃〕で成形を行った例が示されている。さらに、図39には、参考のために、図36(d)に示されるように、いずれの面にも金属板22を当接させない繊維強化複合板21を使用して、成形温度100〔℃〕で成形を行った例が示されている。
【0198】
なお、図37及び38に示される例では、各列は、成形温度が、左から順に、20〔℃〕、100〔℃〕であり、各行は、成形例が、上から順に、成形例5−0、成形例5−45、成形例5−90、成形例6−0/90、成形例6−45/135である。また、図39に示される例では、成形例が、左から順に、成形例5−0、成形例5−45、成形例5−90、成形例6−0/90、成形例6−45/135である。
【0199】
図37に示される例からは、成形例6−0/90及び成形例6−45/135の繊維強化複合板21を成形温度100〔℃〕で成形した場合には、成形が成功であったことが分かる。すなわち、成形例6の繊維強化複合板21を使用すれば、その下面のみに金属板22を当接させた状態であっても、成形温度100〔℃〕で絞り成形が可能であることが分かる。
【0200】
また、図38に示される例からは、成形例5−45、成形例6−0/90、及び、成形例6−45/135の繊維強化複合板21を成形温度100〔℃〕で成形した場合には、成形が成功であったことが分かる。すなわち、成形例5−45又は成形例6の繊維強化複合板21を使用すれば、その上面のみに金属板22を当接させた状態であっても、成形温度100〔℃〕で絞り成形が可能であることが分かる。
【0201】
なお、図39に示される例からは、成形例5−0、成形例5−45、成形例5−90、成形例6−0/90、及び、成形例6−45/135のすべての場合に、破断してしまうことが分かる。すなわち、金属板22を当接させなければ、成形温度100〔℃〕での繊維強化複合板21の絞り成形が不可能であることが分かる。
【0202】
次に、曲げ成形を行った場合について説明する。
【0203】
図40は本発明の第5の実施の形態における第1簡略被成形部材を使用して曲げ成形を行った場合の成形例の写真、図41は本発明の第5の実施の形態における第2簡略被成形部材を使用して曲げ成形を行った場合の成形例の写真である。
【0204】
この場合、前記第4の実施の形態と同様の成形装置10を使用し、同様の成形方法で曲げ成形を行った。そして、使用した繊維強化複合板21は、前記第4の実施の形態と同様に、成形例5−0、成形例5−90、及び、成形例6−0/90であって、長さが300〔mm〕及び幅が50〔mm〕の長尺の帯板状部材である。また、金属板22は、前記第4の実施の形態と同様に、長さが300〔mm〕、幅が50〔mm〕及び厚さが1.0〔mm〕の帯板状部材であり、SPCCと称される鋼板であって、JISG3141で規定される冷間圧延鋼板である。
【0205】
図40には、図36(b)に示されるような第1簡略被成形部材20aを使用して、成形温度20〔℃〕及び100〔℃〕で成形を行った例が示されている。また、図41には、図36(c)に示されるような第2簡略被成形部材20bを使用して、成形温度20〔℃〕及び100〔℃〕で成形を行った例が示されている。
【0206】
図40に示される例からは、成形例6−0/90の繊維強化複合板21を成形温度100〔℃〕で成形した場合には、成形が成功であったことが分かる。すなわち、成形例6の繊維強化複合板21を使用すれば、その下面のみに金属板22を当接させた状態であっても、成形温度100〔℃〕で曲げ成形が可能であることが分かる。
【0207】
また、図41に示される例からは、成形例6−0/90の繊維強化複合板21を成形温度100〔℃〕で成形した場合には、成形が成功であったことが分かる。すなわち、成形例6の繊維強化複合板21を使用すれば、その上面のみに金属板22を当接させた状態であっても、成形温度100〔℃〕で曲げ成形が可能であることが分かる。
【0208】
このように、本実施の形態においては、繊維強化複合板21のいずれか一方の面にのみ金属板22を当接させた状態で成形を行えば、成形温度100〔℃〕で曲げ成形及び絞り成形が可能であることが明らかとなった。
【0209】
したがって、必要な金属板22が1枚となり、繊維強化複合板21を、より低コストで安定的に変形させることができ、種々の形状の良質な成形品を安価で大量に生産することができる。
【0210】
なお、前記第1〜第5の実施の形態においては、繊維強化複合板21を曲げ成形によって断面がV字状、U字状又はハット状となるように折り曲げる場合、及び、絞り成形によって容器状に成形することについてのみ説明したが、本発明の成形方法によれば、金型の金型面の形状を変更することによって、繊維強化複合板21をその他の種々の形状に成形することが可能である。
【0211】
また、本発明は前記実施の形態に限定されるものではなく、本発明の趣旨に基づいて種々変形させることが可能であり、それらを本発明の範囲から排除するものではない。
【産業上の利用可能性】
【0212】
本発明は、繊維強化複合板の成形方法に適用することができる。
【符号の説明】
【0213】
10 成形装置
11 下金型
12 上金型
18 補助金型
21 繊維強化複合板
22 金属板
【技術分野】
【0001】
本発明は、繊維強化複合板の成形方法に関するものである。
【背景技術】
【0002】
従来、プリプレグ等の強化繊維の布に樹脂を含浸させた繊維強化複合板を金型の上に載置し、オートクレーブ装置内で減圧又は真空下で加熱成形することによって所望の形状の成形品を得る成形方法が広く採用されている(例えば、特許文献1参照。)。
【0003】
これにより、軽量でありながら強度の高い繊維強化プラスチックから成る成形品であって、複雑な形状を備えた種々の成形品を得ることができる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2009−184239号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、前記従来の成形方法においては、金型の上に載置された繊維強化複合板を高温に加熱し、かつ、減圧又は真空下で型締めする必要があるので、オートクレーブ装置のような大型で高価な装置が必要となり、かつ、工程が複雑になってしまう。そのため、成形品の大量生産が困難であり、コストも高くなってしまう。
【0006】
本発明は、前記従来の成形方法の問題点を解決して、繊維強化複合板の少なくとも一方の面に金属板を当接させた状態で成形を行うことによって、繊維強化複合板の一部が破断したり、繊維強化複合板の一部にくびれ等の局所的不規則変形が生じたりすることがなく、繊維強化複合板を容易に、短時間で、かつ、低コストで安定的に変形させることができ、種々の形状の良質な成形品を安価で大量に生産することができる繊維強化複合板の成形方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
そのために、本発明の繊維強化複合板の成形方法においては、繊維強化複合材から成る板状の繊維強化複合板を一対の金型を備える成形装置によって成形する成形方法であって、前記繊維強化複合板を、その表面又は裏面の少なくとも一方に金属板を当接させた状態で、前記一対の金型の間に挟み込んで成形を行い、成形後に前記金属板を前記繊維強化複合板から取り外す。
【0008】
本発明の他の繊維強化複合板の成形方法においては、さらに、前記金属板を加熱することによって前記繊維強化複合板を間接的に加熱する。
【0009】
本発明の更に他の繊維強化複合板の成形方法においては、さらに、前記金属板を誘導加熱によって加熱する。
【0010】
本発明の更に他の繊維強化複合板の成形方法においては、さらに、前記繊維強化複合板を所定の温度にまで加熱した後に、前記金型を作動させて型締めを行い、該型締めを継続しながら前記繊維強化複合板を冷却する。
【0011】
本発明の更に他の繊維強化複合板の成形方法においては、さらに、前記繊維強化複合板の温度を前記所定の温度に上昇させた後、前記型締めの初期までは、前記所定の温度を維持するように前記繊維強化複合板を加熱する。
【0012】
本発明の更に他の繊維強化複合板の成形方法においては、さらに、前記繊維強化複合板は、強化材としての繊維に母材としての樹脂を含浸させた板状の複合材である。
【0013】
本発明の更に他の繊維強化複合板の成形方法においては、さらに、前記繊維強化複合板の成形は、曲げ成形又は絞り成形である。
【発明の効果】
【0014】
本発明によれば、繊維強化複合板の成形方法においては、繊維強化複合板の少なくとも一方の面に金属板を当接させた状態で成形を行う。これにより、繊維強化複合板の一部が破断したり、繊維強化複合板の一部にくびれ等の局所的不規則変形が生じたりすることがなく、繊維強化複合板を容易に、短時間で、かつ、低コストで安定的に変形させることができ、種々の形状の良質な成形品を安価で大量に生産することができる。
【図面の簡単な説明】
【0015】
【図1】本発明の第1の実施の形態における繊維強化複合板の成形方法に使用する成形装置を示す図である。
【図2】本発明の第1の実施の形態における繊維強化複合板の成形方法に使用する金型の例を示す図である。
【図3】本発明の第1の実施の形態における繊維強化複合板の成形方法を示す概略図である。
【図4】本発明の第1の実施の形態における繊維強化複合板の成形方法に使用する金型の具体例を示す図である。
【図5】本発明の第1の実施の形態における繊維強化複合板の成形方法で成形された繊維強化複合板の具体例を示す図である。
【図6】本発明の第1の実施の形態における繊維強化複合板の成形方法での温度及び金型ストロークの変化を示す図である。
【図7】本発明の第1の実施の形態における成形例1の成形温度とスプリングバック量との関係を示す図である。
【図8】本発明の第1の実施の形態における成形例1の成形温度が常温である場合の写真である。
【図9】本発明の第1の実施の形態における成形例1の成形温度が常温である場合の側面の状態を示す写真である。
【図10】本発明の第1の実施の形態における成形例1の成形温度が200〔℃〕である場合の写真である。
【図11】本発明の第1の実施の形態における成形例1の成形温度が200〔℃〕である場合の側面の状態を示す写真である。
【図12】本発明の第1の実施の形態における成形例2の成形温度とスプリングバック量との関係を示す図である。
【図13】本発明の第1の実施の形態における成形例2の成形温度が常温である場合の写真である。
【図14】本発明の第1の実施の形態における成形例2の成形温度が200〔℃〕である場合の写真である。
【図15】本発明の第1の実施の形態における成形例2の成形温度が200〔℃〕である場合の側面の状態を示す写真である。
【図16】本発明の第1の実施の形態における成形例3の成形に使用した布の拡大写真である。
【図17】本発明の第1の実施の形態における成形例3及び4の成形温度とスプリングバック量との関係を示す図である。
【図18】本発明の第1の実施の形態における成形例4を成形温度200〔℃〕で成形する場合の温度及び金型ストロークの変化を示す図である。
【図19】本発明の第1の実施の形態における成形例3の写真である。
【図20】本発明の第1の実施の形態における成形例4の写真である。
【図21】本発明の第1の実施の形態における成形例3の側面の状態を示す写真である。
【図22】本発明の第2の実施の形態における繊維強化複合板の成形方法の概略を説明する図である。
【図23】本発明の第2の実施の形態における繊維強化複合板の成形方法に使用する金型の具体例を示す図である。
【図24】本発明の第2の実施の形態における成形例5及び6を説明する図である。
【図25】本発明の第2の実施の形態における成形例5の写真である。
【図26】本発明の第2の実施の形態における成形例6の写真である。
【図27】本発明の第2の実施の形態における成形例5及び6の成形温度と絞り高さとの関係を示す図である。
【図28】本発明の第2の実施の形態における成形性が良好になるメカニズムを説明する図である。
【図29】本発明の第2の実施の形態における成形例6の断面の状態を示す写真である。
【図30】本発明の第3の実施の形態における繊維強化複合板の成形方法に上金型のストローク及び成形荷重の変化の計測結果を示す第1の図である。
【図31】本発明の第3の実施の形態における繊維強化複合板の成形方法における金型の模式断面図である。
【図32】本発明の第3の実施の形態における繊維強化複合板の成形方法に上金型のストローク及び成形荷重の変化の計測結果を示す第2の図である。
【図33】本発明の第3の実施の形態における繊維強化複合板の成形方法に上金型のストローク及び成形荷重の変化の計測結果を示す第3の図である。
【図34】本発明の第4の実施の形態における繊維強化複合板の成形方法に使用する成形装置を示す図である。
【図35】本発明の第4の実施の形態における成形例の写真である。
【図36】本発明の第5の実施の形態における被成形部材を説明する図である。
【図37】本発明の第5の実施の形態における第1簡略被成形部材を使用して絞り成形を行った場合の成形例の写真である。
【図38】本発明の第5の実施の形態における第2簡略被成形部材を使用して絞り成形を行った場合の成形例の写真である。
【図39】本発明の第5の実施の形態における金属板を使用せずに絞り成形を行った参考例の写真である。
【図40】本発明の第5の実施の形態における第1簡略被成形部材を使用して曲げ成形を行った場合の成形例の写真である。
【図41】本発明の第5の実施の形態における第2簡略被成形部材を使用して曲げ成形を行った場合の成形例の写真である。
【発明を実施するための形態】
【0016】
以下、本発明の実施の形態について図面を参照しながら詳細に説明する。
【0017】
図1は本発明の第1の実施の形態における繊維強化複合板の成形方法に使用する成形装置を示す図、図2は本発明の第1の実施の形態における繊維強化複合板の成形方法に使用する金型の例を示す図である。なお、図2において、(a)は第1の例を示す図、(b)は第2の例を示す図である。
【0018】
図において、10は本実施の形態における成形装置であり、固定金型であるダイとしての下金型11と、可動金型であるパンチとしての上金型12とを有する。ここで、前記下金型11は、成形装置10の図示されない装置本体等に固定されている。一方、前記上金型12は、上下動可能に取り付けられ、油圧シリンダ等のアクチュエータによって上下方向に変位させられることにより、前記下金型11と接離する。
【0019】
また、20は前記下金型11と上金型12とによって表裏両側から挟持されて成形される被成形部材であって、後述される繊維強化複合板21と、該繊維強化複合板21の表裏両面に当接する金属板22とを有する。
【0020】
本実施の形態において、繊維強化複合板21は、強化材としての繊維に母材(マトリクス)としての樹脂を含浸させた板状の複合材である。前記強化材としての繊維は、例えば、炭素繊維、ガラス繊維等の繊維であるが、いかなる種類の繊維であってもよい。なお、前記繊維は、あらかじめ織られて布(クロス)状になっていることが望ましい。一方、前記母材としての樹脂は、ポリエチレン、ポリプロピレン、ナイロン、ポリスチレン等の熱可塑性樹脂であってもよいし、エポキシ、フェノール、メラミン、不飽和ポリエステル等の熱硬化樹脂であってもよい。
【0021】
また、金属板22は、アルミニウム合金、ステンレス鋼、軟鋼、銅等の金属から成る板材であるが、いかなる種類の金属から成る板材であってもよい。
【0022】
さらに、前記成形装置10は、加熱装置としての誘導加熱コイル13と、該誘導加熱コイル13に電力を供給するエネルギ供給源としての電源装置14と、該電源装置14の動作を制御する加熱制御装置15とを有する。
【0023】
本実施の形態において、繊維強化複合板21を加熱する加熱装置は、シーズヒータ等の電気ヒータや、赤外線ヒータによって繊維強化複合板21に直接熱を付与し、繊維強化複合板21を直接的に加熱する直接加熱装置であってもよいが、金属板22を加熱し、該金属板22からの熱伝導によって繊維強化複合板21を間接的に加熱する間接加熱装置であることが望ましい。繊維強化複合板21を間接的に加熱する方が、直接的に加熱するよりも、繊維強化複合板21を均一に加熱することができる。そこで、本実施の形態においては、誘導加熱コイル13を、繊維強化複合板21を間接的に加熱する間接加熱装置として採用し、典型的には、前記下金型11及び上金型12の側方に配設したものである。
【0024】
そして、前記下金型11と上金型12とによって挟持される被成形部材20の金属板22は、前記誘導加熱コイル13によって誘導加熱される。そのため、該誘導加熱コイル13は、被成形部材20からあまり遠くならない位置、すなわち、前記下金型11及び上金型12の近傍に配設されることが望ましい。
【0025】
なお、前記誘導加熱コイル13は、図1に示されるように、前記下金型11及び上金型12の左右両側に配設されることが望ましいが、片側だけに配設されていてもよいし、他の場所に配設されていてもよい。また、金属板22を加熱するためには、誘導加熱コイル13に代えて、シーズヒータ等の電気ヒータや、赤外線ヒータを加熱装置として使用することもできる。なお、誘導加熱コイル13を使用した方が、金属板22をより均一に、かつ、より迅速に加熱することができ、加熱時間を短縮することができる。
【0026】
そして、前記加熱制御装置15は、温度検出装置16の検出信号と、入力された目標温度17とに基づいて、繊維強化複合板21の温度が目標温度17となるように、電源装置14の動作を制御して、誘導加熱コイル13に供給される電力量を制御する。
【0027】
ここで、前記温度検出装置16は、繊維強化複合板21の温度を検出するための装置であり、繊維強化複合板21の温度を検出するものであることが望ましいが、金属板22の温度を検出することによって繊維強化複合板21の温度を検出したものとしてもよい。すなわち、被成形部材20のどの部位の温度を検出するものであってもよい。また、前記温度検出装置16は、被成形部材20、すなわち、検出対象の色、検出対象からの赤外線等に基づいて非接触で温度を検出する装置であることが望ましいが、検出対象に接触して温度を検出する装置であってもよい。また、前記目標温度17は、図1に示されるように、時間の推移とともに値が変化するものであることが望ましいが、値が一定のものであってもよい。
【0028】
そして、前記加熱制御装置15は、CPU、MPU等の演算手段、半導体メモリ、磁気ディスク等の記憶手段、キーボード等の入力手段、CRT、液晶ディスプレイ等の表示手段、通信インターフェイス等を備える一種のコンピュータであって、例えば、PID制御を行うことによって、繊維強化複合板21の温度が目標温度17となるように電源装置14の動作を制御する。なお、前記加熱制御装置15は、成形装置10の全体の動作を制御する図示されない成形装置用制御装置と一体的に構成されたものであってもよいし、成形装置用制御装置とは別個に構成されたものであってもよい。
【0029】
また、前記下金型11及び上金型12の金型面の形状は、例えば、図2(a)及び(b)に示されるようなものであるが、いかなる形状であってもよく、被成形部材20の所望の成形後の形状に応じて適宜変更することができる。図2(a)に示される例は、被成形部材20を所望の角度(例えば、90度)に折り曲げる場合の例である。また、図2(b)に示される例は、被成形部材20をU字状、又は、ハット(Hat)状に折り曲げる場合の例である。
【0030】
なお、図1及び2に示される例では、下金型11が金型面の窪(くぼ)んだ雌型であって上金型12が金型面が突出する雄型であるが、下金型11が雄型であって上金型12が雌型であってもよい。また、下金型11が可動金型であって上金型12が固定金型であってもよいし、下金型11及び上金型12の両者が可動金型であってもよい。
【0031】
次に、本発明の実施の形態における繊維強化複合板21の成形方法について説明する。
【0032】
図3は本発明の第1の実施の形態における繊維強化複合板の成形方法を示す概略図である。なお、図において、(a)〜(c)は繊維強化複合板を用意する方法における各工程を示す図、(d)〜(f)は繊維強化複合板を成形する方法における各工程を示す図である。
【0033】
まず、一次成形品である繊維強化複合板21を用意する方法について説明する。
【0034】
図3(a)に示されるように、複合板成形用下金型31の金型面上に、繊維を織って形成された布25を載置する。この場合、複数枚の布25を積層して載置することが望ましいが、布25は1枚であってもよい。なお、該布25は、母材としての樹脂を含むものである。また、前記複合板成形用下金型31の金型面は平面であり、複合板成形用上金型32の金型面も、同様に、平面である。
【0035】
続いて、図示されないアクチュエータを作動させて前記複合板成形用上金型32を下方向に変位させ、図3(b)に示されるように、1枚の、又は、積層された複数枚の布25を複合板成形用下金型31と複合板成形用上金型32とによって上下から挟み込み、型締めを行う。この場合、オートクレーブ装置等の装置を使用して、高温に加熱し、かつ、減圧又は真空下で型締めを行う。これにより、母材としての樹脂が溶融して積層された布25の繊維の隙(すき)間に入り込み、万遍なく含浸する。
【0036】
そして、樹脂が万遍なく含浸した布25を常温(又は室温)程度にまで冷却すると、一次成形品として、図3(c)に示されるように、繊維と樹脂とが一体化された複合材である平板状の繊維強化複合板21を得ることができる。
【0037】
なお、繊維強化複合板21としては、市販されているプリプレグ、スタンパブルシート等と称される製品を使用することもできる。この場合には、図3(a)〜(c)に示される工程は、省略される。
【0038】
次に、前記繊維強化複合板21を所望の形状に成形する方法について説明する。
【0039】
図3(d)に示されるように、繊維強化複合板21の表裏両面に金属板22をそれぞれ当接させて、被成形部材20を得る。そして、該被成形部材20を成形装置10の下金型11の金型面上に載置し、誘導加熱コイル13に通電して金属板22を誘導加熱することによって、繊維強化複合板21を間接的に加熱する。この場合、加熱制御装置15が誘導加熱コイル13に供給される電力量を制御することによって、繊維強化複合板21の温度が、所定の目標温度17となるように加熱する。該目標温度17は、繊維強化複合板21の温度が樹脂の融点近傍となるような温度に対応することが望ましい。
【0040】
なお、繊維強化複合板21を間接的に加熱する際に、被成形部材20を必ずしも下金型11の金型面上に載置する必要はなく、下金型11から離れた場所に載置してもよい。つまり、誘導加熱コイル13に通電して金属板22を誘導加熱することによって繊維強化複合板21を間接的に加熱することができるのであれば、被成形部材20をどこに配設してもよい。
【0041】
続いて、成形装置10の図示されないアクチュエータを作動させて上金型12を下方向に変位させ、図3(e)に示されるように、1枚の板状の被成形部材20を下金型11と上金型12とによって上下から挟み込み、型締めを行う。なお、図3(e)に示される例において、下金型11及び上金型12の金型面の形状は、図2(b)に示されるようなものとなっている。
【0042】
なお、下金型11と上金型12とによる型締めの初期又は中期に、繊維強化複合板21の間接的な加熱を継続してもよい。一般的に、下金型11及び上金型12の熱容量は、被成形部材20の熱容量よりもかなり大きいので、型締めを行っている間に下金型11及び上金型12によって熱が奪われ、繊維強化複合板21の温度が所望の値よりも大きく低下する可能性がある。そこで、必要に応じて、型締めを行っている間にも、誘導加熱コイル13への通電を継続し、繊維強化複合板21の間接的な加熱を継続することによって、繊維強化複合板21の温度を所定の値に維持してもよい。
【0043】
続いて、型締めを継続しながら被成形部材20の冷却を行う。前述のように、下金型11及び上金型12の熱容量は、被成形部材20の熱容量よりもかなり大きいので、被成形部材20は、下金型11及び上金型12によって熱が奪われ、自然に冷却される。なお、型締めの初期又は中期に繊維強化複合板21の間接的な加熱を継続した場合であっても、冷却の間は、誘導加熱コイル13への通電を停止して加熱を停止する。
【0044】
そして、被成形部材20が常温(又は室温)程度にまで冷却されると、成形装置10の図示されないアクチュエータを作動させて上金型12を上方向に変位させて下金型11と上金型12との間隔を広げ、型開きを行って、被成形部材20を下金型11と上金型12との間から取り出す。
【0045】
これにより、下金型11及び上金型12の金型面の形状に対応した形状に成形された被成形部材20を得ることができる。そして、上下両面の金属板22を取り除くことによって、図3(f)に示されるように、所望の形状に成形された最終成形品としての繊維強化複合板21を得ることができる。
【0046】
なお、ここでは、繊維強化複合板21を所望の形状に成形する際に、繊維強化複合板21を間接的に加熱する場合について説明したが、繊維強化複合板21の間接的な加熱を省略することもできる。つまり、繊維強化複合板21の温度を上昇させることなく、常温(又は室温)に保ったままで、被成形部材20を下金型11と上金型12とによる型締めを行い、下金型11及び上金型12の金型面の形状に対応した形状に成形された被成形部材20を得ることもできる。この場合、間接的な加熱によって繊維強化複合板21の温度を上昇させる時間、及び、冷却によって繊維強化複合板21の温度を低下させる時間が不要となるので、成形時間の前後に必要な時間を短縮することができる。また、誘導加熱コイル13、電源装置14、加熱制御装置15等を省略することができるので、コストを低減することができる。
【0047】
次に、本実施の形態における具体例を説明する。
【0048】
図4は本発明の第1の実施の形態における繊維強化複合板の成形方法に使用する金型の具体例を示す図、図5は本発明の第1の実施の形態における繊維強化複合板の成形方法で成形された繊維強化複合板の具体例を示す図、図6は本発明の第1の実施の形態における繊維強化複合板の成形方法での温度及び金型ストロークの変化を示す図である。
【0049】
本発明の発明者は、図4に示されるような金型を使用して実際に被成形部材20の成形を行った。この場合、下金型11及び上金型12の金型面の形状は、図2(a)に示されるものと同様であって、板材を曲げ角90度に曲げ加工するために使用されるものである。そのため、下金型11の金型面には、角度が90度の断面V字状の凹溝部が形成され、該凹溝部の幅は8〔mm〕である。また、上金型12は、全体の幅が30〔mm〕であり、その金型面は角度が90度の断面V字状の凸条であり、該凸条の頂部、すなわち、峰部の断面は半径1〔mm〕の曲面となっている。
【0050】
そして、被成形部材20は、長さが30〔mm〕及び幅が10〔mm〕の長方形の板材である。なお、厚さは、繊維強化複合板21の厚さによって変化する。また、被成形部材20は、その長手方向が図4における左右方向、すなわち、下金型11及び上金型12の幅方向と一致するような姿勢で下金型11の金型面上に載置されて成形される。
【0051】
繊維強化複合板21の表裏両面に当接する金属板22は、長さが30〔mm〕、幅が10〔mm〕及び厚さが1〔mm〕の長方形の板材である。具体的には、軟鋼から成り、SPCCと称される鋼板であって、JISG3141で規定される冷間圧延鋼板、又は、アルミニウム合金の一種であって、JISH4000等で規定されるJIS呼称A2024の超ジュラルミンの板である。次の表1は、前記冷間圧延鋼板及び超ジュラルミンの性質を示している。
【0052】
【表1】
【0053】
繊維強化複合板21は、長さが30〔mm〕及び幅が10〔mm〕の長方形の板材であり、その厚さは、後述されるように、種類によって変化する。そして、成形による繊維強化複合板21の曲げ半径は、上金型12との間に厚さが1〔mm〕の金属板22が介在するので、2〔mm〕となる。
【0054】
また、温度検出装置16によって繊維強化複合板21の温度が検出される実際の部位、すなわち、温度制御点16aは、図4に示されるように、下側の金属板22における長手方向中心近傍である。
【0055】
そして、成形後には、図5に示されるように、V字状に曲げ成形された最終成形品としての繊維強化複合板21の曲げ角を計測し、計測した曲げ角と上金型12の金型面の角度(90度)との差θを最終成形品のスプリングバック量とした。
【0056】
被成形部材20の成形においては、繊維強化複合板21の温度、及び、アクチュエータによって変位させる上金型12のストロークを、図6に示されるように制御した。図6において、横軸は時間(単位〔秒〕)を示す時間軸であり、縦軸における横軸より上側は温度(単位〔℃〕)を示す温度軸であり、縦軸における横軸より下側は上金型12のストローク(単位〔mm〕)、すなわち、上金型12の下方向への変位量を示すストローク軸である。そして、横軸より上側において実線で示される折れ線が繊維強化複合板21の温度変化を示す温度変化線であり、横軸より下側において実線で示される折れ線が上金型12のストロークを示すストローク変化線である。なお、図6において、温度軸の原点(0点)は、常温(又は室温)に相当する。
【0057】
また、Tは、入力された目標温度17によって指定された成形温度であり、具体的には、後述されるように、常温(又は室温)、50〔℃〕、100〔℃〕、150〔℃〕、200〔℃〕及び250〔℃〕の6種類の温度である。なお、常温(又は室温)は、約20〔℃〕である。また、Tが常温(又は室温)の場合には、前述のように、繊維強化複合板21の間接的な加熱を省略するので、温度制御を行わない。
【0058】
そして、繊維強化複合板21の間接的な加熱は、被成形部材20を成形装置10の下金型11の金型面上に載置し、誘導加熱コイル13に通電して金属板22を誘導加熱することによって行った。図6における期間1では、50〔℃/秒〕の加熱速度で、常温(又は室温)から指定された所定の成形温度Tまで上昇するように温度制御を実行した。
【0059】
続いて、図6における期間2及び3では、指定された成形温度Tを維持するように温度制御を実行した。なお、前記期間1及び2では、上金型12は、その上死点において停止している。また、前記期間2の長さは約10〔秒〕である。
【0060】
そして、前記期間3では、1〔mm/秒〕の移動速度で、アクチュエータによって上金型12を下方向へ変位させた。これにより、被成形部材20は下金型11と上金型12とによって上下から挟み込まれ、被成形部材20における長手方向中心近傍の部分が上金型12の金型面の凸条によって下方に押され、曲げられる。そして、上金型12のストロークが最大値Sになると、上金型12は、その下死点に到達して停止する。これにより、被成形部材20は、下金型11の金型面における断面V字状の凹溝部及び上金型12の金型面における断面V字状の凸条に沿って、角度が90度のV字状に折り曲げられる。
【0061】
続いて、図6における期間4では、繊維強化複合板21の間接的な加熱を停止した。そのため、繊維強化複合板21の温度は、点線で示されるように低下した。すなわち、繊維強化複合板21を含む被成形部材20は、自然に冷却された。また、前記期間4では、その初期の30〔秒〕の間、上金型12の位置を下死点で維持した。したがって、前記期間4における初期の30〔秒〕の間、被成形部材20は、上下から下金型11及び上金型12によって型締めされた状態で冷却されることとなる。この場合、被成形部材20の上下両面が下金型11及び上金型12の金型面に接触しているので、被成形部材20は、下金型11及び上金型12によって熱が奪われ、効果的に冷却される。
【0062】
そして、前記初期の30〔秒〕が経過すると、1〔mm/秒〕の移動速度で、アクチュエータによって上金型12を上方向へ変位させ、上死点に復帰させた。これにより、下金型11と上金型12との間隔が広がり、被成形部材20を下金型11と上金型12との間から取り出すことができた。そして、取り出した被成形部材20から金属板22を取り外すと、図5に示されるように、V字状に曲げ成形された最終成形品としての繊維強化複合板21を得ることができた。
【0063】
仮に、前記期間4における初期の30〔秒〕の間に上金型12の位置を下死点で維持しないとすると、すなわち、上金型12が下死点に到達した直後に上金型12を上方向へ変位させて上死点に復帰させるとすると、良好な状態の繊維強化複合板21を得ることができない。これは、繊維強化複合板21が加熱されると母材としての樹脂が軟化溶融した状態となり、その状態で曲げ成形された直後に上金型12を上方向へ変位させると、樹脂が軟化溶融したままで荷重が除去されるので、繊維強化複合板21の表面が剥(はく)離して変形してしまう。そして、繊維強化複合板21が自然に冷却されると樹脂が固化するので、変形した状態が保持されることになる。
【0064】
そこで、具体例においては、前述のように、前記期間4における初期の30〔秒〕の間、上金型12の位置を下死点で維持したままで、被成形部材20を冷却した。これにより、繊維強化複合板21の樹脂が十分に冷却された後に、上金型12を上方向へ変位させて荷重を除去することとなるので、V字状に曲げ成形された良好な状態の繊維強化複合板21を得ることができた。
【0065】
次に、前記具体例に沿って実際に成形した繊維強化複合板21について説明する。まず、成形例1及び2について説明する。
【0066】
図7は本発明の第1の実施の形態における成形例1の成形温度とスプリングバック量との関係を示す図、図8は本発明の第1の実施の形態における成形例1の成形温度が常温である場合の写真、図9は本発明の第1の実施の形態における成形例1の成形温度が常温である場合の側面の状態を示す写真、図10は本発明の第1の実施の形態における成形例1の成形温度が200〔℃〕である場合の写真、図11は本発明の第1の実施の形態における成形例1の成形温度が200〔℃〕である場合の側面の状態を示す写真、図12は本発明の第1の実施の形態における成形例2の成形温度とスプリングバック量との関係を示す図、図13は本発明の第1の実施の形態における成形例2の成形温度が常温である場合の写真、図14は本発明の第1の実施の形態における成形例2の成形温度が200〔℃〕である場合の写真、図15は本発明の第1の実施の形態における成形例2の成形温度が200〔℃〕である場合の側面の状態を示す写真である。なお、図8において、(a)は金属板を使用した場合の写真、(b)は金属板を省略した場合の写真であり、図9において、(a)、(b)及び(c)は、切断方向が0度、90度及び45度の場合の写真であり、図11において、(a)及び(b)は、切断方向が0度及び90度の場合の写真であり、図13において、(a)は金属板を使用した場合の写真、(b)は金属板を省略した場合の写真であり、図15において、(a)及び(b)は、切断方向が0度及び45度の場合の写真である。
【0067】
成形例1及び2は、繊維が炭素繊維から成り、母材としての樹脂が熱硬化性樹脂のエポキシから成る、いわゆる、CFRPを繊維強化複合板21として使用した例であり、具体的には、市販されているプリプレグと称される製品を使用した例である。前記プリプレグは、次の表2に示される内容のものであって、東レ株式会社から商品名「トレカプリプレグ」、製品番号「3252S−10」として販売されている製品である。
【0068】
【表2】
【0069】
前記表2に示されるように、樹脂は、製品番号「2592」のエポキシ樹脂であり、その硬化温度は130〔℃〕である。また、繊維は、製品番号「T700SC」の炭素繊維であり、プリプレグにおける繊維含有率は67〔%〕である。1枚ずつのプリプレグは、炭素繊維を1方向に配列して樹脂を含有させたシートである。なお、1枚のプリプレグの厚さtは、t=0.1〔mm〕であるが、成形例1の繊維強化複合板21はプリプレグを3枚積層したものであり、成形例2の繊維強化複合板21はプリプレグを4枚積層したものである。積層方向は、積層されたプリプレグのうちの基準となるものの炭素繊維の配列方向を0とし、それと直交する炭素繊維の配列方向を90として表したものである。また、切断方向は、0度、45度及び90度の3種類であり、切断方向と、繊維強化複合板21内の炭素繊維の配列方向との関係は、次の表3に示されるようになっている。
【0070】
【表3】
【0071】
前記表2に示される熱容量は、1枚の繊維強化複合板21における繊維及び樹脂の比熱に重量の和を乗じることによって算出された値である。なお、成形例1及び2の繊維強化複合板21は、ともに、長さが30〔mm〕及び幅が10〔mm〕の長方形の板材であるが、その厚さはプリプレグの積層枚数に応じて異なっている。
【0072】
前記具体例に沿って成形例1の繊維強化複合板21を成形した結果が図7に示されている。図7において、横軸は成形温度〔℃〕を表し、縦軸は最終成形品のスプリングバック量、すなわち、計測した繊維強化複合板21の曲げ角と上金型12の金型面の角度(90度)との差θを表している。また、○は切断方向が0度の繊維強化複合板21、△は切断方向が45度の繊維強化複合板21、及び、□は切断方向が90度の繊維強化複合板21を表している。なお、いずれの場合も、金属板22として、長さが30〔mm〕、幅が10〔mm〕及び厚さが1〔mm〕のJISG3141で規定される冷間圧延鋼板から成る板材を使用した。
【0073】
成形例1は、プリプレグの積層枚数が3枚と少なく、かつ、すべてのプリプレグの積層方向が0であるので、剛性が低く、異方性が高い、と言える。図7の結果から、成形温度が常温(又は室温)、すなわち、約20〔℃〕及び50〔℃〕の場合には、冷間成形とも呼ぶべき低温域での成形であるので、スプリングバック量が大きくなっているが、成形温度が200〔℃〕及び250〔℃〕の場合には、スプリングバック量が10度前後と小さく、成形性が良好であることが分かる。また、切断方向が0度の場合には、前記表3に示されるように、炭素繊維の配列方向と曲げ方向とが同一であるので、スプリングバック量が小さく、成形性が良好であることが分かる。
【0074】
図8(a)には、前記具体例に沿って成形例1の繊維強化複合板21を常温(又は室温)で成形した例が示されている。なお、図8(a)に示される例は、左から順に、切断方向が0度、90度及び45度となっている。そして、図8(b)は、比較のために、繊維強化複合板21の表裏両面に金属板22を当接させずに成形した例である。図8(b)に示される例も、左から順に、切断方向が0度、90度及び45度となっている。また、図9には、前記具体例に沿って成形例1の繊維強化複合板21を常温(又は室温)で成形した例の側面が示されている。なお、図9(a)、(b)及び(c)に示される例は、それぞれ、切断方向が0度、90度及び45度となっている。
【0075】
図8(a)及び9(a)〜(c)に示される例からは、常温(又は室温)での成形の場合にも、繊維強化複合板21の一部が破断したり、くびれ等の局所的不規則変形が生じたりすることがないことが分かる。このことから、繊維強化複合板21の表裏両面に金属板22を当接させた状態で成形を行えば、常温(又は室温)のような低い温度で成形しても、最終成形品として良好な繊維強化複合板21を得ることができる、と言える。
【0076】
成形によって繊維強化複合板21に破断やくびれが生じる場合、当該部分が他の部分に比べてより伸張することとなるが、繊維強化複合板21の表裏両面に当接する金属板22の存在によって、繊維強化複合板21及び金属板22の内部に付加的な引張応力及び圧縮応力が発生して当該部分の伸張が防止される、と推測される。
【0077】
図10には、前記具体例に沿って成形例1の繊維強化複合板21を200〔℃〕で成形した例が示されている。なお、図10に示される例は、左から順に、切断方向が0度、90度及び45度となっている。図10に示される例を図8(a)に示される例と比較すると、成形温度を200〔℃〕とすると、スプリングバック量がより小さく、成形性がより良好になることが分かる。
【0078】
図11には、前記具体例に沿って成形例1の繊維強化複合板21を200〔℃〕で成形した例の側面の状態が示されている。なお、図11(a)及び(b)に示される例は、それぞれ、切断方向が0度及び90度となっている。また、図11(a−1)は、図11(a)に示される例の要部拡大写真であり、図11(b−1)及び(b−2)は、図11(b)に示される例の要部拡大写真である。図11に示される例からは、切断方向が90度の場合には、成形性が良好ではあるものの、曲げ部分に剥離や炭素繊維の欠陥がわずかに観察されるが、切断方向が0度の場合には、曲げ部分に剥離や炭素繊維の欠陥が全く観察されず、成形性が極めて良好であることが分かる。
【0079】
また、前記具体例に沿って成形例2の繊維強化複合板21を成形した結果が図12に示されている。図7と同様に、図12において、横軸は成形温度〔℃〕を表し、縦軸は最終成形品のスプリングバック量、すなわち、計測した繊維強化複合板21の曲げ角と上金型12の金型面の角度(90度)との差θを表している。また、○は切断方向が0度の繊維強化複合板21、△は切断方向が45度の繊維強化複合板21、及び、□は切断方向が90度の繊維強化複合板21を表している。なお、いずれの場合も、金属板22として、長さが30〔mm〕、幅が10〔mm〕及び厚さが1〔mm〕のJISG3141で規定される冷間圧延鋼板から成る板材を使用した。
【0080】
さらに、◇は、切断方向が90度の繊維強化複合板21であるが、金属板22として、長さが30〔mm〕、幅が10〔mm〕及び厚さが1〔mm〕のJIS呼称A2024の超ジュラルミンから成る板材を使用した場合を表している。
【0081】
成形例2は、プリプレグの積層枚数が4枚と少なく、かつ、プリプレグの積層方向が0及び90と交差しているので、剛性が高く、異方性が低い、と言える。図12の結果から、成形温度が常温(又は室温)、すなわち、約20〔℃〕及び50〔℃〕の場合には、冷間成形とも呼ぶべき低温域での成形であるので、スプリングバック量が大きくなっているが、成形温度を上昇させると、スプリングバック量が小さくなることが分かる。成形温度が200〔℃〕の場合には、スプリングバック量が10度前後と小さく、成形性が最も良好であることが分かる。また、金属板22として超ジュラルミンから成る板材を使用した場合には、成形温度が低いと、金属板22自体のスプリングバックが繊維強化複合板21のスプリングバックとして反映されてしまう。
【0082】
図13(a)には、前記具体例に沿って成形例2の繊維強化複合板21を常温(又は室温)で成形した例(金属板22として冷間圧延鋼板から成る板材を使用した例)が示されている。なお、図13(a−1)には、図13(a)に示されている例の裏面が示されている。そして、図13(a)及び(a−1)に示される例は、左から順に、切断方向が0度、90度及び45度となっている。また、図13(b)は、比較のために、繊維強化複合板21の表裏両面に金属板22を当接させずに成形した例である。なお、図13(b−1)には、図13(b)に示されている例の裏面が示されている。図13(b)及び(b−1)に示される例も、左から順に、切断方向が0度、90度及び45度となっている。
【0083】
図13(a)及び(a−1)に示される例からは、常温(又は室温)での成形の場合にも、繊維強化複合板21の一部が破断したり、くびれ等の局所的不規則変形が生じたりすることがないことが分かる。このことから、繊維強化複合板21の表裏両面に金属板22を当接させた状態で成形を行えば、常温(又は室温)のような低い温度で成形しても、最終成形品として良好な繊維強化複合板21を得ることができる、と言える。
【0084】
図14には、前記具体例に沿って成形例2の繊維強化複合板21を200〔℃〕で成形した例が示されている。なお、図14に示される例は、左から順に、切断方向が0度、90度及び45度となっている。図14に示される例を図13(a)に示される例と比較すると、成形温度を200〔℃〕とすると、スプリングバック量がより小さく、成形性がより良好になることが分かる。
【0085】
図15には、前記具体例に沿って成形例2の繊維強化複合板21を200〔℃〕で成形した例の側面の状態が示されている。なお、図15(a)及び(b)に示される例は、それぞれ、切断方向が0度及び45度となっている。また、図15(a−1)及び(a−2)は、図15(a)に示される例の要部拡大写真であり、図15(b−1)及び(b−2)は、図15(b)に示される例の要部拡大写真である。図15に示される例からは、切断方向が45度の場合には、成形性が良好ではあるものの、曲げ部分に炭素繊維の欠陥がわずかに観察され、切断方向が0度の場合には、曲げ部分に層間の剥離がわずかに観察されるが、炭素繊維の欠陥が全く観察されず、成形性が極めて良好であることが分かる。
【0086】
次に、成形例3及び4について説明する。
【0087】
図16は本発明の第1の実施の形態における成形例3の成形に使用した布の拡大写真、図17は本発明の第1の実施の形態における成形例3及び4の成形温度とスプリングバック量との関係を示す図、図18は本発明の第1の実施の形態における成形例4を成形温度200〔℃〕で成形する場合の温度及び金型ストロークの変化を示す図、図19は本発明の第1の実施の形態における成形例3の写真、図20は本発明の第1の実施の形態における成形例4の写真、図21は本発明の第1の実施の形態における成形例3の側面の状態を示す写真である。なお、図19において、(a)は正面の状態を示す写真、(b)は側面の状態を示す写真であり、図21において、(a)及び(b)は、切断方向が0度及び45度の場合の写真である。
【0088】
成形例3は、繊維がガラス繊維から成り、母材としての樹脂が熱硬化性樹脂の不飽和ポリエステルから成る、いわゆる、GFRPを繊維強化複合板21として使用した例であり、具体的には、図3(a)〜(c)に示される工程に従って、本発明の発明者が成形した繊維強化複合板21を使用した例である。該繊維強化複合板21は、次の表4に示される内容のものであって、布25としては、図16に示されるように、ガラス繊維を平織りすることによって製造されたガラス繊維布であって、株式会社エポックから商品名「マイクロクロス」として販売されているガラス繊維布を使用し、また、母材としては、カンキ化工材有限会社から販売されている不飽和ポリエステルを使用して、本発明の発明者が成形したものである。
【0089】
【表4】
【0090】
前記表4に示されるように、樹脂は、スチレンを40〜50〔%〕含むFRPの製造に一般的に使用される不飽和ポリエステルであり、その融点、すなわち、耐熱温度は約120〔℃〕である。また、繊維は、ガラス繊維であり、繊維強化複合板21における繊維含有率は47〔%〕である。なお、布25としての1枚のガラス繊維布の厚さtは、t=0.03〔mm〕であるが、繊維強化複合板21は、前記ガラス繊維布を同一方向に10枚積層し、硬化剤を混合した樹脂を含浸させたものである。そのため、積層方向は0のみである。また、切断方向は、0度及び45度の2種類であり、切断方向と、繊維強化複合板21内のガラス繊維の配列方向との関係は、次の表5に示されるようになっている。
【0091】
【表5】
【0092】
前記表4に示される熱容量は、1枚の繊維強化複合板21における繊維及び樹脂の比熱に重量の和を乗じることによって算出された値である。なお、成形例3の繊維強化複合板21は、長さが30〔mm〕及び幅が10〔mm〕の長方形の板材である。
【0093】
また、成形例4は、繊維がガラス繊維から成り、母材としての樹脂が熱可塑性樹脂のポリプロピレンから成る、いわゆる、GFRPを繊維強化複合板21として使用した例であり、具体的には、市販されているスタンパブルシートと称される製品を使用した例である。前記スタンパブルシートは、次の表6に示される内容のものであって、東洋紡績株式会社から商品名「QF(クイックフォーム)−ランダムシート」として販売されている製品である。
【0094】
【表6】
【0095】
前記表6に示されるように、樹脂は、ポリプロピレンであり、その融点は約180〔℃〕である。また、繊維は、ガラス長繊維であり、樹脂中に均一に、ランダムに、かつ、繊維同士が絡むことなく分散して含有されている。スタンパブルシートにおける繊維含有率は50〔%〕である。前記スタンパブルシートの厚さtは、t=0.8〔mm〕であり、積層することなく、1枚で使用した。なお、前記表6に示される熱容量は、1枚の繊維強化複合板21における繊維及び樹脂の比熱に重量の和を乗じることによって算出された値である。
【0096】
前記具体例に沿って成形例3及び4の繊維強化複合板21を成形した結果が図17に示されている。図7と同様に、図17において、横軸は成形温度〔℃〕を表し、縦軸は最終成形品のスプリングバック量、すなわち、計測した繊維強化複合板21の曲げ角と上金型12の金型面の角度(90度)との差θを表している。また、○は成形例3の切断方向が0度の繊維強化複合板21、△は成形例3の切断方向が45度の繊維強化複合板21、及び、□は成形例4の繊維強化複合板21を表している。なお、いずれの場合も、金属板22として、長さが30〔mm〕、幅が10〔mm〕及び厚さが1〔mm〕のJISG3141で規定される冷間圧延鋼板から成る板材を使用した。
【0097】
成形例3は、図17の結果から、成形温度が常温(又は室温)、すなわち、約20〔℃〕及び50〔℃〕の場合には、冷間成形とも呼ぶべき低温域での成形であるので、スプリングバック量が大きくなっているが、成形温度が100〔℃〕以上の場合には、スプリングバック量が小さくなり、成形性が良好であることが分かる。もっとも、成形温度が200〔℃〕でも、スプリングバック量は、20度程度であり、やや大きめである。成形例3の異方性は、高温になると小さくなることが分かる。
【0098】
また、成形例4は、成形温度が高温になるほど、スプリングバック量が一定量ずつ減少していくことが分かる。
【0099】
なお、成形例4として使用したスタンパブルシートは、200〔℃〕以上の温度で成形すると、破壊されてしまう。そこで、成形例4を成形温度200〔℃〕で成形した場合には、図18に示されるような温度制御を行った。つまり、期間1では、50〔℃/秒〕の加熱速度で、常温(又は室温)から200〔℃〕まで上昇させ、期間2では、200〔℃〕に維持した。そして、期間2と期間3との間に期間5を設定し、該期間5では、自然冷却によって、200〔℃〕から100〔℃〕まで温度を低下させた。そして、期間3では、100〔℃〕を維持するようにした。なお、その他の点については、図6に示される例と同様に、温度及び金型ストロークの制御を行った。
【0100】
図19には、前記具体例に沿って成形例3の繊維強化複合板21を成形した例が示されている。なお、図19(a)に示される例は、正面の状態を示し、左から順に、成形温度が常温(又は室温)、50〔℃〕、100〔℃〕、150〔℃〕、200〔℃〕及び250〔℃〕となっている。そして、図19(b)は、側面の状態を示している。図19に示される例からは、成形温度が高温になるほど、スプリングバック量が減少していくことが分かる。
【0101】
図20には、前記具体例に沿って成形例4の繊維強化複合板21を成形した例が示されている。そして、図20に示される例では、左から順に、成形温度が常温(又は室温)、100〔℃〕、200〔℃〕及び200〔℃〕となっている。なお、左から3番目の例は、図6に示される例と同様に温度及び金型ストロークの制御を行い、200〔℃〕から100〔℃〕まで温度を低下させる期間5を設定することなく、成形を行った場合を示している。これに対して、左から4番目の例、すなわち、1番右側の例は、図18に示されるような温度制御を行い、200〔℃〕から100〔℃〕まで温度を低下させる期間5を設定して成形を行った場合を示している。このことから、成形例4は、200〔℃〕以上の温度で成形すると、破壊されてしまうことが分かる。
【0102】
図21には、前記具体例に沿って成形例3の繊維強化複合板21を200〔℃〕で成形した例の側面の状態が示されている。なお、図21(a)及び(b)に示される例は、それぞれ、切断方向が0度及び45度となっている。また、図21(a−1)及び(a−2)は、図21(a)に示される例の要部拡大写真であり、図21(b−1)及び(b−2)は、図21(b)に示される例の要部拡大写真である。図21に示される例からは、切断方向が45度の場合には、成形性が良好であるものの、小さな剥離がわずかに観察されるが、切断方向が0度の場合には、繊維が不規則であることが観察されるが、成形性が極めて良好であることが分かる。
【0103】
なお、本実施の形態においては、曲げ成形を行い、繊維強化複合板21を断面がV字状、U字状又はハット状となるように折り曲げる場合についてのみ説明したが、本発明の成形方法によれば、金型の金型面の形状を変更することによって、繊維強化複合板21を、断面が波状その他の種々の形状となるように折り曲げることが可能である。
【0104】
このように、本実施の形態においては、繊維強化複合板21を、その表裏両面の各々に金属板22を当接させた状態で、一対の金型の間に挟み込んで曲げ成形を行い、成形後に金属板22を繊維強化複合板21の両面から取り外すようになっている。
【0105】
これにより、成形によって繊維強化複合板21の一部が破断したり、繊維強化複合板21の一部にくびれ等の局所的不規則変形が生じたりすることが確実に防止される。したがって、繊維強化複合板21を容易に、短時間で、かつ、低コストで安定的に変形させることができ、種々の形状の良質な成形品を安価で大量に生産することができる。
【0106】
また、金属板22を加熱することによって繊維強化複合板21を間接的に加熱することもできる。この場合、繊維強化複合板21を常温(又は室温)で成形した場合よりもスプリングバック量が小さく、成形性がより良好になる。
【0107】
さらに、金属板22を誘導加熱によって加熱する。これにより、金属板22を均一に加熱することができ、成形性がより良好になる。
【0108】
さらに、繊維強化複合板21を所定の温度にまで加熱した後に、金型を作動させて型締めを行い、型締めを継続しながら繊維強化複合板21を冷却する。これにより、繊維強化複合板21の両面が金属板22を介して金型に接触した状態で冷却されるので、金型によって熱が奪われ、効果的に冷却される。
【0109】
さらに、繊維強化複合板21の温度を所定の温度に上昇させた後、型締めの初期までは、所定の温度を維持するように繊維強化複合板21を加熱する。これにより、金型によって熱が奪われても繊維強化複合板21の温度を維持することができるので、繊維強化複合板21の温度が必要以上に低下して成形性が悪化することがない。
【0110】
さらに、繊維強化複合板21は、強化材としての繊維に母材としての樹脂を含浸させた板状の複合材である。この場合、樹脂は、ポリエチレン、ポリプロピレン、ナイロン、ポリスチレン等の熱可塑性樹脂であってもよいし、エポキシ、フェノール、メラミン、不飽和ポリエステル等の熱硬化樹脂であってもよいし、いかなる種類の樹脂であってもよい。また、繊維も炭素繊維であってもよいし、ガラス繊維であってもよいし、いかなる種類の繊維であってもよい。
【0111】
次に、本発明の第2の実施の形態について説明する。なお、第1の実施の形態と同じ構造を有するものについては、同じ符号を付与することによってその説明を省略する。また、前記第1の実施の形態と同じ動作及び同じ効果についても、その説明を省略する。
【0112】
図22は本発明の第2の実施の形態における繊維強化複合板の成形方法の概略を説明する図である。なお、図において、(a)は成形前の被成形部材を示す図、(b)は作動前の成形装置を示す図、(c)は作動後の成形装置を示す図、(d)は成形後の被成形部材を示す図、(e)は成形後の繊維強化複合板を示す図である。
【0113】
前記第1の実施の形態においては、繊維強化複合板21を断面がV字状、U字状又はハット状となるように曲げ成形を行う場合について説明したが、本実施の形態においては、繊維強化複合板21の一部を突出乃至凹入させて容器状乃至有底筒状に成形する絞り成形を行う場合について説明する。
【0114】
本実施の形態における成形装置10は、固定金型であるダイとしての下金型11、及び、可動金型であるパンチとしての上金型12に加えて、しわ押さえとして機能するブランクホルダとしての補助金型18を有する。前記下金型11は、金型面が楕(だ)円乃至小判型断面の筒状に窪んだ雌型であり、前記上金型12は、金型面が楕円乃至小判型断面の柱状を形成するように突出する雄型である。
【0115】
そして、被成形部材20を成形する場合には、まず、図22(b)に示されるように、該被成形部材20を、その中心部が下金型11の窪みの上に位置するように下金型11の金型面上に載置し、その周辺部を下金型11と補助金型18とによって挟持する。続いて、誘導加熱コイル13に通電して金属板22を誘導加熱することによって、繊維強化複合板21を間接的に加熱する。
【0116】
続いて、成形装置10の図示されないアクチュエータを作動させて上金型12を下方向に変位させ、図22(c)に示されるように、下金型11の窪み内に挿入する。これにより、被成形部材20は、その中心部が上金型12によって下金型11の窪み内に押し込まれ、図22(d)に示されるような形状となるように絞り成形される。
【0117】
続いて、型締めを継続しながら被成形部材20の冷却を行う。そして、被成形部材20が常温(又は室温)程度にまで冷却されると、成形装置10の図示されないアクチュエータを作動させて上金型12を上方向に変位させて下金型11と上金型12との間隔を広げ、さらに、下金型11と補助金型18との間隔を広げて、被成形部材20を下金型11と補助金型18との間から取り出す。
【0118】
これにより、図22(d)に示されるように、下金型11及び上金型12の金型面の形状に対応した形状に成形された被成形部材20を得ることができる。そして、上下両面の金属板22を取り除くことによって、図22(e)に示されるように、所望の形状に成形された最終成形品としての繊維強化複合板21を得ることができる。
【0119】
なお、成形装置10及び被成形部材20におけるその他の点の構成、並びに、成形方法におけるその他の点の成形条件及び動作については、前記第1の実施の形態と同様であるので、その説明を省略する。
【0120】
次に、本実施の形態における具体例を説明する。
【0121】
図23は本発明の第2の実施の形態における繊維強化複合板の成形方法に使用する金型の具体例を示す図である。なお、図において、(a)は側面図、(b)は正面図である。
【0122】
本発明の発明者は、図23に示されるような金型を使用して実際に被成形部材20の成形を行った。下金型11の金型面には、楕円乃至小判型断面の筒状の窪み乃至凹部が形成され、前記窪みは、深さが20〔mm〕、断面の長さ及び幅が20〔mm〕及び8〔mm〕であり、底部の周縁は断面が半径4〔mm〕の曲面となっている。また、上金型12は、楕円乃至小判型断面の柱状の突起であり、該突起の高さが25〔mm〕、断面の長さ及び幅が16〔mm〕及び4〔mm〕であり、頂部の周縁は断面が半径2〔mm〕の曲面となっている。
【0123】
そして、被成形部材20は、長さが30〔mm〕及び幅が30〔mm〕の正方形の板材である。なお、厚さは、繊維強化複合板21の厚さによって変化する。また、被成形部材20は、その幅方向が下金型11及び上金型12の幅方向と一致するような姿勢で下金型11の金型面上に載置され、下金型11と補助金型18とによって挟持されて成形される。
【0124】
繊維強化複合板21の表裏両面に当接する金属板22は、長さが30〔mm〕、幅が30〔mm〕及び厚さが0.3〔mm〕又は1.0〔mm〕の正方形の板材である。具体的には、軟鋼から成り、前記第1の実施の形態で説明したようなSPCCと称される鋼板であって、JISG3141で規定される冷間圧延鋼板である。
【0125】
繊維強化複合板21は、長さが30〔mm〕及び幅が30〔mm〕の長方形の板材であり、その厚さは、後述されるように、種類によって変化する。
【0126】
また、温度検出装置16によって繊維強化複合板21の温度が検出される実際の部位、すなわち、温度制御点16aは、下側の金属板22における長手方向中心近傍である。
【0127】
さらに、成形温度は、常温(又は室温)である20〔℃〕及び100〔℃〕の2種類である。
【0128】
そして、繊維強化複合板21の間接的な加熱は、被成形部材20を成形装置10の下金型11の金型面上に載置して下金型11と補助金型18とによって挟持し、誘導加熱コイル13に通電して金属板22を誘導加熱することによって行った。具体的な温度制御については、前記第1の実施の形態と同様であるので、その説明を省略する。なお、成形温度が常温(又は室温)の場合には、繊維強化複合板21の間接的な加熱を省略するので、温度制御を行わない。
【0129】
次に、前記具体例に沿って実際に成形した繊維強化複合板21について説明する。まず、成形例5及び6について説明する。
【0130】
図24は本発明の第2の実施の形態における成形例5及び6を説明する図、図25は本発明の第2の実施の形態における成形例5の写真、図26は本発明の第2の実施の形態における成形例6の写真、図27は本発明の第2の実施の形態における成形例5及び6の成形温度と絞り高さとの関係を示す図、図28は本発明の第2の実施の形態における成形性が良好になるメカニズムを説明する図、図29は本発明の第2の実施の形態における成形例6の断面の状態を示す写真である。なお、図24において、(a)はプリプレグの積層方向を示す図、(b)は積層されて固化されたプリプレグを示す図、(c)はプリプレグの切断方向を示す図であり、図27において、(a)は成形例5の成形温度と絞り高さとの関係を示す図、(b)は成形例6の成形温度と絞り高さとの関係を示す図であり、図29において、(a)は突出部分の周囲に位置する平板部分の断面を示す写真、(b)は突出部分の周縁と平板部分との境界部分の断面を示す写真、(c)は突出部分の頂部の断面を示す写真である。
【0131】
成形例5及び6は、前記第1の実施の形態における成形例1及び2と同様に、繊維が炭素繊維から成り、母材としての樹脂が熱硬化性樹脂のエポキシから成る、いわゆる、CFRPを繊維強化複合板21として使用した例であり、具体的には、市販されているプリプレグと称される製品を使用した例である。前記プリプレグは、次の表7に示される内容のものであって、東レ株式会社から商品名「トレカプリプレグ」、製品番号「3252S−10」として販売されている製品であり、成形例1及び2のプリプレグと同様の内容である。
【0132】
【表7】
【0133】
前記表7に示される熱容量は、1枚の繊維強化複合板21における繊維及び樹脂の比熱に重量の和を乗じることによって算出された値である。なお、成形例5及び6の繊維強化複合板21は、ともに、長さが30〔mm〕及び幅が30〔mm〕の正方形の板材であるが、その厚さはプリプレグの積層枚数に応じて異なっている。図24(a)に示されるように、成形例5の繊維強化複合板21はプリプレグを3枚積層したものであり、成形例6の繊維強化複合板21はプリプレグを5枚積層したものである。したがって、図24(b)に示されるように、成形例5の繊維強化複合板21の厚さは0.3〔mm〕であり、成形例6の繊維強化複合板21の厚さは0.5〔mm〕である。
【0134】
また、積層方向は、積層されたプリプレグのうちの基準となるものの炭素繊維の配列方向を0とし、それと直交する炭素繊維の配列方向を90として表したものである。図24(a)に示されるように、成形例5の繊維強化複合板21は、すべてのプリプレグの炭素繊維の配列方向が同一となるように積層され、成形例6の繊維強化複合板21は、隣接するプリプレグの炭素繊維の配列方向が互いに直交するように積層されている。
【0135】
さらに、切断方向は、0度、45度及び90度の3種類であり、切断方向と、繊維強化複合板21内の炭素繊維の配列方向との関係は、図24(c)に示されるようになっている。ここでは、切断方向と繊維強化複合板21内の炭素繊維の配列方向との関係に基づいて、各成形例を、必要に応じて、成形例5−0、成形例5−45、成形例5−90、成形例6−0/90、及び、成形例6−45/135と称することとする。
【0136】
なお、前記繊維強化複合板21は、図24(c)における横方向が下金型11及び上金型12の幅方向(図23(b)における横方向)と一致するように下金型11の金型面上に載置されて成形される。
【0137】
図25には、前記具体例に沿って成形例5の繊維強化複合板21を20〔℃〕及び100〔℃〕で成形した例が示されている。なお、図25に示される例では、各列(Column)は、金属板22の厚さ及び成形温度が、左から順に、1.0〔mm〕及び20〔℃〕、1.0〔mm〕及び100〔℃〕、0.3〔mm〕及び100〔℃〕であり、各行(Line)は、成形例が、上から順に、成形例5−0、成形例5−45、成形例5−90である。
【0138】
また、図26には、前記具体例に沿って成形例6の繊維強化複合板21を成形温度20〔℃〕及び100〔℃〕で成形した例が示されている。なお、図26に示される例では、各列は、金属板22の厚さ及び成形温度が、左から順に、1.0〔mm〕及び20〔℃〕、1.0〔mm〕及び100〔℃〕、0.3〔mm〕及び100〔℃〕であり、各行は、成形例が、上から順に、成形例6−0/90、成形例6−45/135である。
【0139】
そして、図27(a)及び(b)には、それぞれ、図25及び26に示される成形例の絞り高さ乃至深さ(絞り成形によって得られた突出部分の頂部までの高さ乃至深さ)の実測値が示されている。
【0140】
図25に示される例からは、成形例5の繊維強化複合板21を成形温度20〔℃〕、すなわち、常温(又は室温)で成形した場合には、割れ(Fracture)が発生することが分かる。つまり、成形例5の繊維強化複合板21は、炭素繊維の配列方向に関わらず、常温(又は室温)では、絞り成形が不可能であることが分かる。しかし、成形温度を100〔℃〕にすると、絞り成形が可能となることが分かる。
【0141】
一方、図26に示される例からは、成形例6の繊維強化複合板21は、常温(又は室温)でも、絞り成形が可能であることが分かる。
【0142】
また、図27からは、成形温度を上昇させると、繊維強化複合板21のスプリングバック量が小さくなるので、絞り高さが増加することが分かる。
【0143】
さらに、図27からは、金属板22の厚さを増加させると、絞り高さは減少することが分かる。これは、成形直後に発生する上下両面の金属板22のスプリングバック量が大きいためである。
【0144】
図25及び26に示される例からは、成形例5の繊維強化複合板21を常温(又は室温)で成形した場合を除き、繊維強化複合板21の表裏両面に金属板22を当接させた状態で成形を行えば、最終成形品として良好な形状及び表面状態を備える繊維強化複合板21を得ることができる、と言える。すなわち、成形性が良好である、と言える。
【0145】
本実施の形態において、繊維強化複合板21の成形性が良好になるメカニズムは、図28に示されるようなものであると考えることができる。
【0146】
表面における曲げひずみεmax は、総計厚さ(Total Thickness)tの薄板の場合、次の式(1)を満足する。
【0147】
【数1】
【0148】
なお、Rn 及びρは、それぞれ、中立面の半径及び曲率である。
【0149】
厚さ方向のひずみ勾(こう)配は、次の式(2)で表される。
【0150】
【数2】
【0151】
なお、yは厚さ方向座標値である。
【0152】
図28において太線で示されるように、厚さ方向のひずみ勾配は、厚さ方向に均等に分布する。点Bにおいて繊維強化複合板21にくびれが発生するとき、当該くびれは、厚さ方向に圧縮ひずみを増加させ、曲げ方向に引っ張りひずみをΔεb B だけ増加させる。くびれが発生しても中立面の曲率ρは不変であり、繊維強化複合板21の表面における周方向のひずみも不変である。そして、隣接する点Aにおいて、Δεb B を打ち消すために、曲げ方向に圧縮ひずみがΔεb A だけ増加する傾向があるが、このような不静定のひずみの増加Δεb A は、前記式(2)で表されるひずみ勾配の均等性によって抑制される。したがって、繊維強化複合板21の表面におけるくびれの発生はひずみ勾配の均等性によって抑制され、繊維強化複合板21の成形性は、本実施の形態における成形方法によって、良好なものとなる。
【0153】
また、図29からも、最終成形品として良好な繊維強化複合板21を得ることができる、と言える。図29は、成形例6−45/135の繊維強化複合板21を100〔℃〕で成形して得られた最終成形品の断面の拡大写真である。なお、図29において、(a)は突出部分の周囲に位置する平板部分の断面を示し、(b)は突出部分の周縁と平板部分との境界部分の断面を示し、(c)は突出部分の頂部の断面を示している。また、(a−1)、(b−1)及び(c−1)は、前記(a)、(b)及び(c)が最終成形品の断面のどの部分に該当するかを模式的に示した図である。
【0154】
図29(a)〜(c)に示される例では、炭素繊維の損傷がわずかに観察されるが、最終成形品である繊維強化複合板21の微細構造は、欠陥も見当たらず、比較的良好であることが分かる。
【0155】
なお、本実施の形態においては、絞り成形によって、繊維強化複合板21を、楕円乃至小判型断面の容器状に成形する場合についてのみ説明したが、本実施の形態の成形方法によれば、金型の金型面の形状を変更することによって、繊維強化複合板21を皿、椀(わん)、カップ等の種々の形状の容器状に成形することが可能である。
【0156】
このように、本実施の形態においては、繊維強化複合板21を、その表裏両面の各々に金属板22を当接させた状態で、金型によって絞り成形を行い、成形後に金属板22を繊維強化複合板21の両面から取り外すようになっている。
【0157】
これにより、絞り成形を行っても、繊維強化複合板21の一部が破断したり、繊維強化複合板21の一部にくびれ等の局所的不規則変形が生じたりすることが確実に防止される。したがって、絞り成形によって、繊維強化複合板21を容易に、短時間で、かつ、低コストで安定的に複雑な形状に変形させることができ、種々の複雑な形状の良質な成形品を安価で大量に生産することができる。
【0158】
次に、本発明の第3の実施の形態について説明する。なお、第1及び第2の実施の形態と同じ構造を有するものについては、同じ符号を付与することによってその説明を省略する。また、前記第1及び第2の実施の形態と同じ動作及び同じ効果についても、その説明を省略する。
【0159】
図30は本発明の第3の実施の形態における繊維強化複合板の成形方法に上金型のストローク及び成形荷重の変化の計測結果を示す第1の図、図31は本発明の第3の実施の形態における繊維強化複合板の成形方法における金型の模式断面図、図32は本発明の第3の実施の形態における繊維強化複合板の成形方法に上金型のストローク及び成形荷重の変化の計測結果を示す第2の図、図33は本発明の第3の実施の形態における繊維強化複合板の成形方法に上金型のストローク及び成形荷重の変化の計測結果を示す第3の図である。なお、図30において、(a)は成形温度を変化させた場合を示す図、(b)は下金型の窪み周縁の形状を変化させた場合を示す図であり、図31において、(a)は下金型の窪み周縁にアールが付与されていない図、(b)は下金型の窪み周縁にアールが付与されている図である。
【0160】
前記第2の実施の形態においては、絞り成形を行う場合について説明したが、本実施の形態においては、絞り成形における絞り限界を向上させる、すなわち、より深い絞りを達成する方法について説明する。
【0161】
本実施の形態においては、絞り限界を見出すことを目的とし、前記第2の実施の形態と同様の成形装置10を使用して絞り成形を行い、被成形部材20が破断した後も、アクチュエータの作動を継続して上金型12を下降させた。被成形部材20が破断しなければ、被成形部材20の変形量が増加するのに伴って下金型11を下降させるために必要な荷重、すなわち、成形荷重が増加するが、被成形部材20が破断すると、成形荷重が急減すると考えられる。そこで、上金型12の下降量、すなわち、ストロークと成形荷重とを計測し、その結果をグラフ上にプロットすることによって、図30を得ることができた。
【0162】
図30(a)は、成形温度を変化させた場合のストロークと成形荷重との関係を比較したものである。成形温度は、20〔℃〕及び100〔℃〕の2種類である。また、繊維強化複合板21は、前記第2の実施の形態において説明した成形例6−0/90である。
【0163】
なお、繊維強化複合板21の表裏両面に当接する金属板22は、前記第2の実施の形態において使用したSPCCと称される鋼板に代えて、SUS304と称されるオーステナイト系のステンレス鋼の板材を使用した。これは、オーステナイト系のステンレス鋼は、展性乃至延性が高く、絞り成形における成形性が高いので、繊維強化複合板21が破断しても、オーステナイト系のステンレス鋼から成る金属板22は、破断することがない、と考えられるからである。つまり、オーステナイト系のステンレス鋼から成る金属板22を使用すると、図30(a)に示される成形荷重の急減はもっぱら繊維強化複合板21の破断に起因するものであることが明確になる、と考えられる。なお、本実施の形態における金属板22は、長さが30〔mm〕、幅が30〔mm〕及び厚さが0.3〔mm〕の正方形の板材である。
【0164】
図30(a)に示される計測結果から、20〔℃〕、すなわち、常温(又は室温)での絞り成形では、ストロークが3.7〔mm〕で繊維強化複合板21が破断すること、すなわち、繊維強化複合板21の絞り限界は3.7〔mm〕であることが分かる。また、100〔℃〕での絞り成形では、繊維強化複合板21の絞り限界は4.0〔mm〕であることが分かる。つまり、成形温度を20〔℃〕から100〔℃〕に上昇させると、繊維強化複合板21の絞り限界が向上することが分かる。
【0165】
また、図30(a)において矢印で示されるように、成形温度を20〔℃〕から100〔℃〕に上昇させると、成形荷重のピーク値も低下することが分かる。さらに、絞り成形後の繊維強化複合板21を目視観察したところ、成形温度を20〔℃〕から100〔℃〕に上昇させると、繊維強化複合板21の破断の程度も低下していることが分かった。
【0166】
図30(b)は、下金型11の窪み周縁の形状を変化させた場合、具体的には、図31(a)に示されるような下金型11を使用した場合と、図31(b)に示されるような下金型11を使用した場合とにおけるストロークと成形荷重との関係を比較したものである。図31(a)に示されるような下金型11では、下金型11の窪み周縁にアール(R)が付与されていない。すなわち、ダイ成形肩Rがない。一方、図31(b)に示されるような下金型11では、下金型11の窪み周縁にR=2〔mm〕のアールが付与されている。すなわち、ダイ成形肩Rが2〔mm〕である。
【0167】
なお、成形温度は20〔℃〕であり、繊維強化複合板21は、前記第2の実施の形態において説明した成形例6−45/135である。金属板22を含むその他の点については、図30(a)に示される場合と同様である。
【0168】
図30(b)に示される計測結果から、下金型11の窪み周縁にアールを付与すると、すなわち、ダイ成形肩Rを付与すると、絞り限界が50〔%〕向上することが分かる。
【0169】
そこで、図31(b)に示されるような下金型11を使用して、すなわち、ダイ成形肩Rが2〔mm〕である下金型11を使用して、成形を行うことによって、図32及び33を得ることができた。図32は、上金型12の下降量、すなわち、ストロークが、それぞれ、3〔mm〕、4〔mm〕、5〔mm〕及び6〔mm〕に到達した時点で、上金型12を停止させた結果を示すものである。また、図33は、ストロークが、それぞれ、4〔mm〕、5〔mm〕及び6〔mm〕に到達した時点で、上金型12を停止させた結果を示すものである。なお、成形温度は、図32の場合が20〔℃〕であり、図33の場合が100〔℃〕である。繊維強化複合板21及び金属板22を含むその他の点については、図30(a)に示される場合と同様である。
【0170】
図32に示される計測結果から、成形温度が20〔℃〕であると、ストロークが5〔mm〕になると繊維強化複合板21にひびが入り始め、ストロークが6〔mm〕になると金属板22とともに破断することが分かる。
【0171】
一方、図33に示される計測結果から、成形温度が100〔℃〕であると、ストロークが6〔mm〕になっても、繊維強化複合板21が破断しないことが分かる。ちなみに、この場合、成形された繊維強化複合板21における突出部分の最大幅は8〔mm〕、絞り高さは6〔mm〕であった。
【0172】
このように、本実施の形態においては、成形温度を変化させ、また、下金型11の窪み周縁の形状を変化させてストロークと成形荷重との関係を計測したことによって、成形温度を100〔℃〕に上昇させると絞り限界が向上すること、及び、ダイ成形肩Rを付与すると絞り限界が向上することが明らかとなった。
【0173】
したがって、成形温度を上昇させ、ダイ成形肩Rを付与することによって、深絞り成形が可能となり、繊維強化複合板21をより複雑な形状に変形させることができる。
【0174】
次に、本発明の第4の実施の形態について説明する。なお、第1〜第3の実施の形態と同じ構造を有するものについては、同じ符号を付与することによってその説明を省略する。また、前記第1〜第3の実施の形態と同じ動作及び同じ効果についても、その説明を省略する。
【0175】
図34は本発明の第4の実施の形態における繊維強化複合板の成形方法に使用する成形装置を示す図である。なお、図において、(a)は成形装置の概念図、(b)は金型の具体例を示す図である。
【0176】
前記第1の実施の形態においては、繊維強化複合板21を断面がV字状等になるように曲げ成形を行う場合について説明したが、本実施の形態においては、長尺の繊維強化複合板21を断面がV字状となるように曲げ成形を行う場合について説明する。
【0177】
本実施の形態における成形装置10は、固定金型であるダイとしての下金型11、及び、可動金型であるパンチとしての上金型12を有する。そして、前記下金型11及び上金型12の金型面の形状は、図34(b)に示されるようなものであって、前記第1の実施の形態における図4に示されるものと同様に、板材を曲げ角90度に曲げ加工するために使用されるものである。
【0178】
しかしながら、本実施の形態においては、長尺の細長い板材を曲げるようになっている。そのため、下金型11の金型面は全長が300〔mm〕であり、かつ、全長に亘(わた)って延在するように、金型面には角度が90度の断面V字状の凹溝部が形成されている。なお、該凹溝部の幅は15〔mm〕である。また、上金型12は、全体の幅が50〔mm〕であり、その金型面は角度が90度の断面V字状の凸条であり、全長は下金型11の金型面と同寸である。
【0179】
また、繊維強化複合板21を加熱する加熱装置は、前記第1の実施の形態と同様に、前記下金型11及び上金型12の側方に配設された誘導加熱コイル13であってもよいが、全長が300〔mm〕もある下金型11及び上金型12の側方全体に亘って誘導加熱コイル13を配設するのは、スペースの観点から困難である。そこで、本実施の形態においては、セラミックヒータ、シーズヒータ等の電気ヒータ13aを下金型11の内部に埋設し、下金型11を加熱し、該下金型11及び金属板22からの熱伝導によって繊維強化複合板21を間接的に加熱するようになっている。典型的には、図34(a)に示されるように、下金型11における凹溝部の両側の位置に、各々、下金型11の全長に亘って長手方向に延在する細長い電気ヒータ13aを1本ずつ埋設することが望ましいが、前記電気ヒータ13aは、繊維強化複合板21を加熱することができるものであれば、どのような形態のものであってもよく、いくつであってもよく、どのような箇所に配設されていてもよい。
【0180】
なお、成形装置10のその他の点の構成及び動作、並びに、成形方法については、前記第1の実施の形態と同様であるので、その説明を省略する。
【0181】
次に、本実施の形態において実際に成形した繊維強化複合板21について説明する。
【0182】
図35は本発明の第4の実施の形態における成形例の写真である。
【0183】
本実施の形態において使用した繊維強化複合板21は、前記第2の実施の形態において説明した成形例5−0、成形例5−90、及び、成形例6−0/90である。ただし、前記繊維強化複合板21は、長さが300〔mm〕及び幅が50〔mm〕の長尺の帯板状部材である。また、金属板22は、前記第1の実施の形態と同様に、SPCCと称される鋼板であって、JISG3141で規定される冷間圧延鋼板から成る厚さ1.0〔mm〕の板材であるが、長さが300〔mm〕及び幅が50〔mm〕の長尺の帯板状部材である。そして、前記繊維強化複合板21は、図24(c)における横方向が下金型11及び上金型12の幅方向(図34(b)における横方向)と一致するように下金型11の金型面上に載置されて成形される。
【0184】
図35には、本実施の形態において成形例5−0、成形例5−90、及び、成形例6−0/90の繊維強化複合板21を成形温度20〔℃〕及び100〔℃〕で成形した例が示されている。なお、図35に示される例では、各列は、成形例が、左から順に、成形例5−0、成形例5−90、成形例6−0/90であり、各行は、金属板22の厚さ及び成形温度が、上から順に、1.0〔mm〕及び20〔℃〕、1.0〔mm〕及び100〔℃〕である。
【0185】
図35に示される例からは、成形例5−90の繊維強化複合板21を20〔℃〕、すなわち、常温(又は室温)で成形した場合には、断裂してしまうことが分かる。これは、上金型12の金型面における断面Vの凸条の峰部と直交する方向に配列された炭素繊維が破断するためであると考えられる。これに対し、成形例5−0及び成形例6−0/90の繊維強化複合板21は、スプリングバック量が大きいものの、破断することなく、成形することができた。
【0186】
一方、成形温度を100〔℃〕に上昇させると、成形例5−0、成形例5−90、及び、成形例6−0/90のすべての繊維強化複合板21を成形することができた。
【0187】
なお、本実施の形態においては、繊維強化複合板21を断面がV字状となるように曲げ成形を行う場合についてのみ説明したが、本実施の形態の成形方法によれば、金型の金型面の形状を変更することによって、繊維強化複合板21を断面がU字状、ハット状、波状等の種々の形状となるように曲げ成形を行うことが可能である。
【0188】
このように、本実施の形態においては、細長い金型面に長手方向に延在する断面V字状の凹溝部が形成された下金型11を使用する。これにより、繊維強化複合板21が細長い長尺部材であっても、その全長に亘って幅方向に折り曲げることができる。
【0189】
次に、本発明の第5の実施の形態について説明する。なお、第1〜第4の実施の形態と同じ構造を有するものについては、同じ符号を付与することによってその説明を省略する。また、前記第1〜第4の実施の形態と同じ動作及び同じ効果についても、その説明を省略する。
【0190】
図36は本発明の第5の実施の形態における被成形部材を説明する図である。なお、図において、(a)は繊維強化複合板の両面に金属板を当接した被成形部材の斜視図、(b)は繊維強化複合板の下面に金属板を当接した被成形部材の斜視図、(c)は繊維強化複合板の上面に金属板を当接した被成形部材の斜視図、(d)は繊維強化複合板に金属板を当接しない被成形部材の斜視図である。
【0191】
前記第1〜第4の実施の形態においては、繊維強化複合板21の表裏両面の各々に金属板22を当接させた状態で成形を行う場合について説明したが、本実施の形態においては、繊維強化複合板21の表面又は裏面のいずれか一方にのみ金属板22を当接させた状態で成形を行う場合について説明する。
【0192】
前記第1〜第4の実施の形態においては、図36(a)に示されるように、繊維強化複合板21と、該繊維強化複合板21の表裏両面に当接する金属板22とを有する被成形部材20を使用して、曲げ成形及び絞り成形を行った。これにより、成形によって繊維強化複合板21の一部が破断したり、繊維強化複合板21の一部にくびれ等の局所的不規則変形が生じたりすることが確実に防止されることが明らかになった。
【0193】
本実施の形態においては、図36(b)に示されるように、繊維強化複合板21と、該繊維強化複合板21の裏面、すなわち、下面(下金型11側の面)に当接する金属板22のみとを有する第1簡略被成形部材20a、及び、図36(c)に示されるように、繊維強化複合板21と、該繊維強化複合板21の表面、すなわち、上面(上金型12側の面)に当接する金属板22のみとを有する第2簡略被成形部材20bを使用して成形を行った。すなわち、一方の金属板22を省略し、繊維強化複合板21のいずれか一方の面にのみ金属板22を当接させた状態で成形を行った。なお、参考のために、図36(d)に示されるように、いずれの面にも金属板22を当接させない繊維強化複合板21を使用した成形も行った。
【0194】
まず、絞り成形を行った場合について説明する。
【0195】
図37は本発明の第5の実施の形態における第1簡略被成形部材を使用して絞り成形を行った場合の成形例の写真、図38は本発明の第5の実施の形態における第2簡略被成形部材を使用して絞り成形を行った場合の成形例の写真、図39は本発明の第5の実施の形態における金属板を使用せずに絞り成形を行った参考例の写真である。
【0196】
この場合、前記第2の実施の形態と同様の成形装置10を使用し、同様の成形方法で絞り成形を行った。そして、使用した繊維強化複合板21は、前記第2の実施の形態において説明した成形例5−0、成形例5−45、成形例5−90、成形例6−0/90、及び、成形例6−45/135である。また、金属板22は、前記第2の実施の形態と同様に、長さが30〔mm〕、幅が30〔mm〕及び厚さが1.0〔mm〕の正方形の板材であり、SPCCと称される鋼板であって、JISG3141で規定される冷間圧延鋼板である。
【0197】
図37には、図36(b)に示されるような第1簡略被成形部材20aを使用して、成形温度20〔℃〕及び100〔℃〕で成形を行った例が示されている。また、図38には、図36(c)に示されるような第2簡略被成形部材20bを使用して、成形温度20〔℃〕及び100〔℃〕で成形を行った例が示されている。さらに、図39には、参考のために、図36(d)に示されるように、いずれの面にも金属板22を当接させない繊維強化複合板21を使用して、成形温度100〔℃〕で成形を行った例が示されている。
【0198】
なお、図37及び38に示される例では、各列は、成形温度が、左から順に、20〔℃〕、100〔℃〕であり、各行は、成形例が、上から順に、成形例5−0、成形例5−45、成形例5−90、成形例6−0/90、成形例6−45/135である。また、図39に示される例では、成形例が、左から順に、成形例5−0、成形例5−45、成形例5−90、成形例6−0/90、成形例6−45/135である。
【0199】
図37に示される例からは、成形例6−0/90及び成形例6−45/135の繊維強化複合板21を成形温度100〔℃〕で成形した場合には、成形が成功であったことが分かる。すなわち、成形例6の繊維強化複合板21を使用すれば、その下面のみに金属板22を当接させた状態であっても、成形温度100〔℃〕で絞り成形が可能であることが分かる。
【0200】
また、図38に示される例からは、成形例5−45、成形例6−0/90、及び、成形例6−45/135の繊維強化複合板21を成形温度100〔℃〕で成形した場合には、成形が成功であったことが分かる。すなわち、成形例5−45又は成形例6の繊維強化複合板21を使用すれば、その上面のみに金属板22を当接させた状態であっても、成形温度100〔℃〕で絞り成形が可能であることが分かる。
【0201】
なお、図39に示される例からは、成形例5−0、成形例5−45、成形例5−90、成形例6−0/90、及び、成形例6−45/135のすべての場合に、破断してしまうことが分かる。すなわち、金属板22を当接させなければ、成形温度100〔℃〕での繊維強化複合板21の絞り成形が不可能であることが分かる。
【0202】
次に、曲げ成形を行った場合について説明する。
【0203】
図40は本発明の第5の実施の形態における第1簡略被成形部材を使用して曲げ成形を行った場合の成形例の写真、図41は本発明の第5の実施の形態における第2簡略被成形部材を使用して曲げ成形を行った場合の成形例の写真である。
【0204】
この場合、前記第4の実施の形態と同様の成形装置10を使用し、同様の成形方法で曲げ成形を行った。そして、使用した繊維強化複合板21は、前記第4の実施の形態と同様に、成形例5−0、成形例5−90、及び、成形例6−0/90であって、長さが300〔mm〕及び幅が50〔mm〕の長尺の帯板状部材である。また、金属板22は、前記第4の実施の形態と同様に、長さが300〔mm〕、幅が50〔mm〕及び厚さが1.0〔mm〕の帯板状部材であり、SPCCと称される鋼板であって、JISG3141で規定される冷間圧延鋼板である。
【0205】
図40には、図36(b)に示されるような第1簡略被成形部材20aを使用して、成形温度20〔℃〕及び100〔℃〕で成形を行った例が示されている。また、図41には、図36(c)に示されるような第2簡略被成形部材20bを使用して、成形温度20〔℃〕及び100〔℃〕で成形を行った例が示されている。
【0206】
図40に示される例からは、成形例6−0/90の繊維強化複合板21を成形温度100〔℃〕で成形した場合には、成形が成功であったことが分かる。すなわち、成形例6の繊維強化複合板21を使用すれば、その下面のみに金属板22を当接させた状態であっても、成形温度100〔℃〕で曲げ成形が可能であることが分かる。
【0207】
また、図41に示される例からは、成形例6−0/90の繊維強化複合板21を成形温度100〔℃〕で成形した場合には、成形が成功であったことが分かる。すなわち、成形例6の繊維強化複合板21を使用すれば、その上面のみに金属板22を当接させた状態であっても、成形温度100〔℃〕で曲げ成形が可能であることが分かる。
【0208】
このように、本実施の形態においては、繊維強化複合板21のいずれか一方の面にのみ金属板22を当接させた状態で成形を行えば、成形温度100〔℃〕で曲げ成形及び絞り成形が可能であることが明らかとなった。
【0209】
したがって、必要な金属板22が1枚となり、繊維強化複合板21を、より低コストで安定的に変形させることができ、種々の形状の良質な成形品を安価で大量に生産することができる。
【0210】
なお、前記第1〜第5の実施の形態においては、繊維強化複合板21を曲げ成形によって断面がV字状、U字状又はハット状となるように折り曲げる場合、及び、絞り成形によって容器状に成形することについてのみ説明したが、本発明の成形方法によれば、金型の金型面の形状を変更することによって、繊維強化複合板21をその他の種々の形状に成形することが可能である。
【0211】
また、本発明は前記実施の形態に限定されるものではなく、本発明の趣旨に基づいて種々変形させることが可能であり、それらを本発明の範囲から排除するものではない。
【産業上の利用可能性】
【0212】
本発明は、繊維強化複合板の成形方法に適用することができる。
【符号の説明】
【0213】
10 成形装置
11 下金型
12 上金型
18 補助金型
21 繊維強化複合板
22 金属板
【特許請求の範囲】
【請求項1】
(a)繊維強化複合材から成る板状の繊維強化複合板を一対の金型を備える成形装置によって成形する成形方法であって、
(b)前記繊維強化複合板を、その表面又は裏面の少なくとも一方に金属板を当接させた状態で、前記一対の金型の間に挟み込んで成形を行い、
(c)成形後に前記金属板を前記繊維強化複合板から取り外すことを特徴とする繊維強化複合板の成形方法。
【請求項2】
前記金属板を加熱することによって前記繊維強化複合板を間接的に加熱する請求項1に記載の繊維強化複合板の成形方法。
【請求項3】
前記金属板を誘導加熱によって加熱する請求項2に記載の繊維強化複合板の成形方法。
【請求項4】
前記繊維強化複合板を所定の温度にまで加熱した後に、前記金型を作動させて型締めを行い、該型締めを継続しながら前記繊維強化複合板を冷却する請求項2又は3に記載の繊維強化複合板の成形方法。
【請求項5】
前記繊維強化複合板の温度を前記所定の温度に上昇させた後、前記型締めの初期までは、前記所定の温度を維持するように前記繊維強化複合板を加熱する請求項4に記載の繊維強化複合板の成形方法。
【請求項6】
前記繊維強化複合板は、強化材としての繊維に母材としての樹脂を含浸させた板状の複合材である請求項1〜5のいずれか1項に記載の繊維強化複合板の成形方法。
【請求項7】
前記繊維強化複合板の成形は、曲げ成形又は絞り成形である請求項1〜6のいずれか1項に記載の繊維強化複合板の成形方法。
【請求項1】
(a)繊維強化複合材から成る板状の繊維強化複合板を一対の金型を備える成形装置によって成形する成形方法であって、
(b)前記繊維強化複合板を、その表面又は裏面の少なくとも一方に金属板を当接させた状態で、前記一対の金型の間に挟み込んで成形を行い、
(c)成形後に前記金属板を前記繊維強化複合板から取り外すことを特徴とする繊維強化複合板の成形方法。
【請求項2】
前記金属板を加熱することによって前記繊維強化複合板を間接的に加熱する請求項1に記載の繊維強化複合板の成形方法。
【請求項3】
前記金属板を誘導加熱によって加熱する請求項2に記載の繊維強化複合板の成形方法。
【請求項4】
前記繊維強化複合板を所定の温度にまで加熱した後に、前記金型を作動させて型締めを行い、該型締めを継続しながら前記繊維強化複合板を冷却する請求項2又は3に記載の繊維強化複合板の成形方法。
【請求項5】
前記繊維強化複合板の温度を前記所定の温度に上昇させた後、前記型締めの初期までは、前記所定の温度を維持するように前記繊維強化複合板を加熱する請求項4に記載の繊維強化複合板の成形方法。
【請求項6】
前記繊維強化複合板は、強化材としての繊維に母材としての樹脂を含浸させた板状の複合材である請求項1〜5のいずれか1項に記載の繊維強化複合板の成形方法。
【請求項7】
前記繊維強化複合板の成形は、曲げ成形又は絞り成形である請求項1〜6のいずれか1項に記載の繊維強化複合板の成形方法。
【図1】

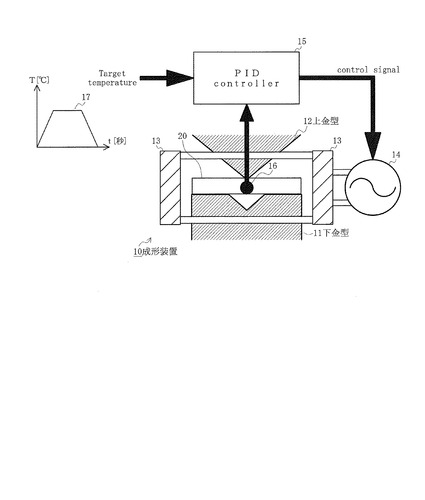
【図2】
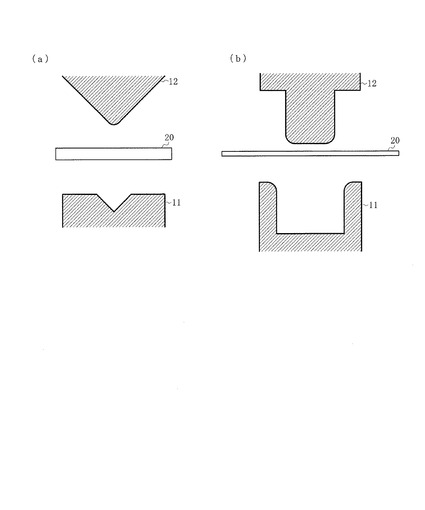
【図3】
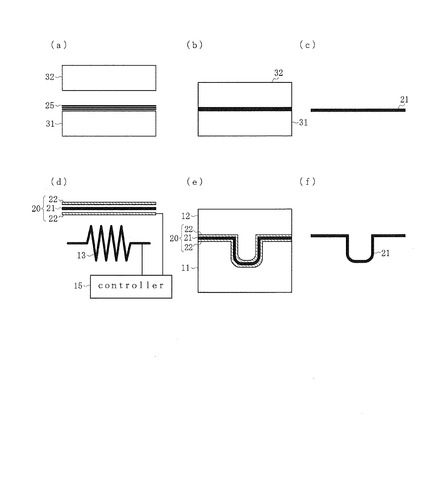
【図4】
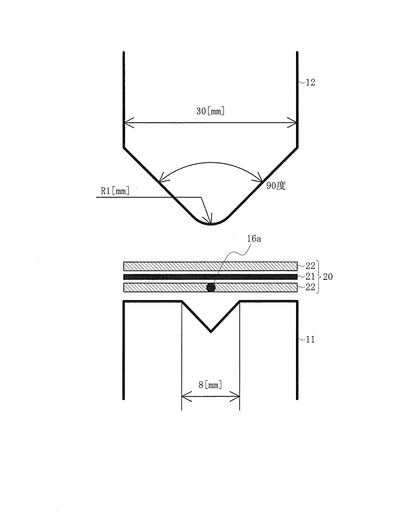
【図6】
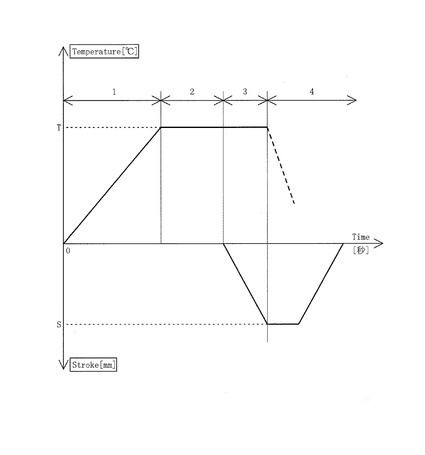
【図7】
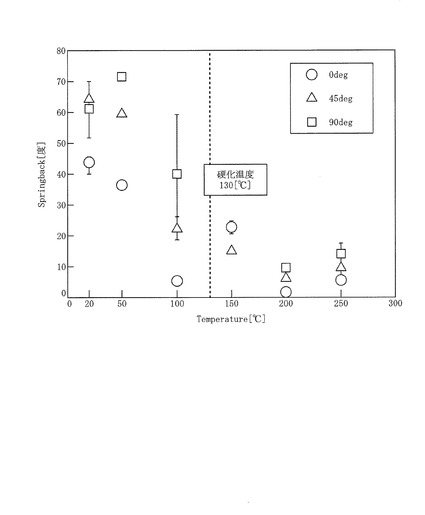
【図12】
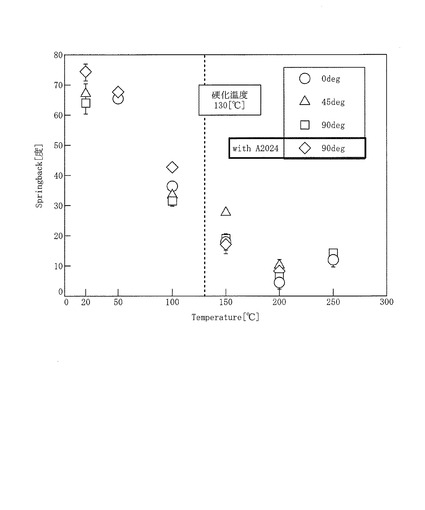
【図17】
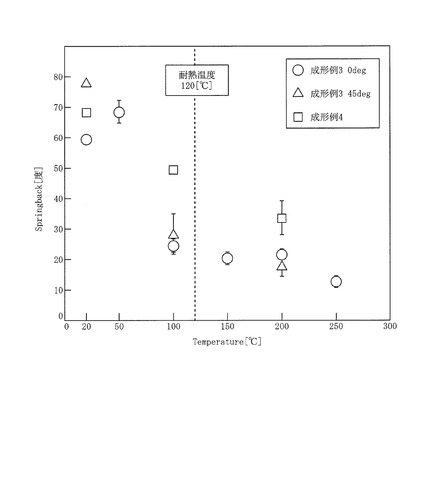
【図18】
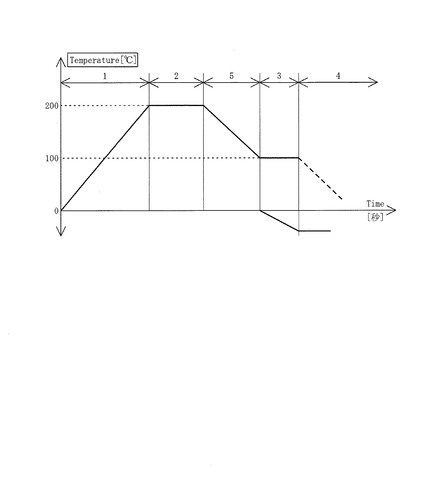
【図22】
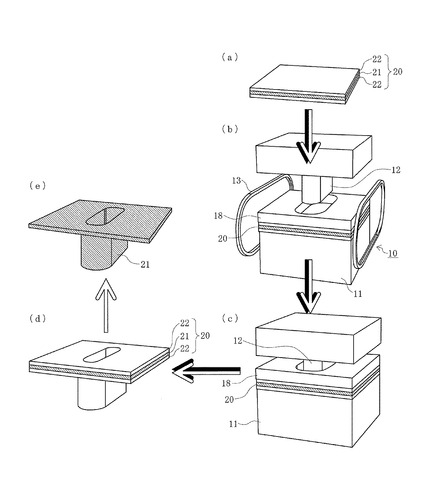
【図23】
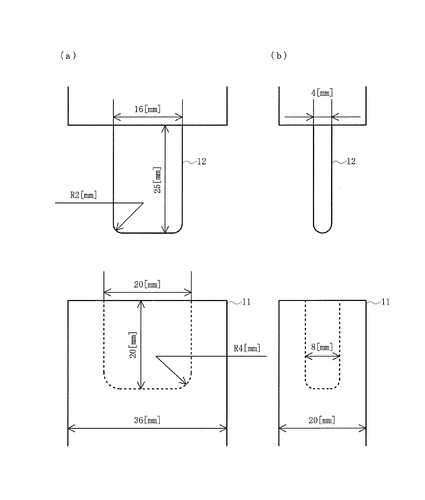
【図24】
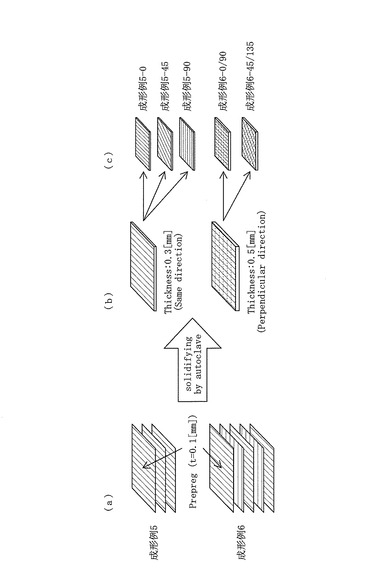
【図27】
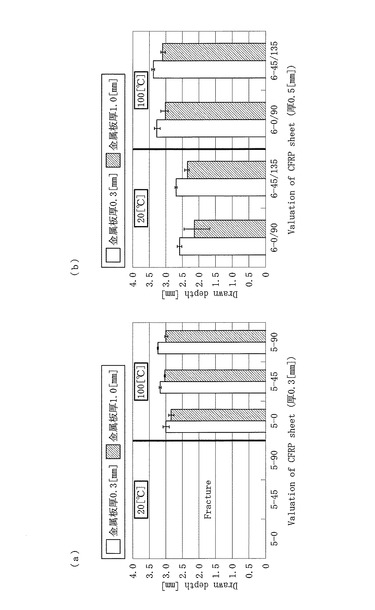
【図28】
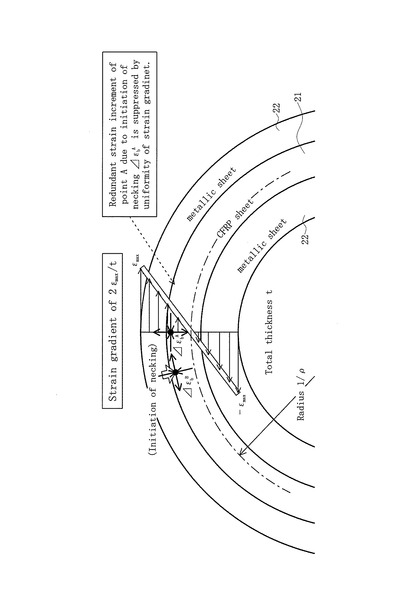
【図30】
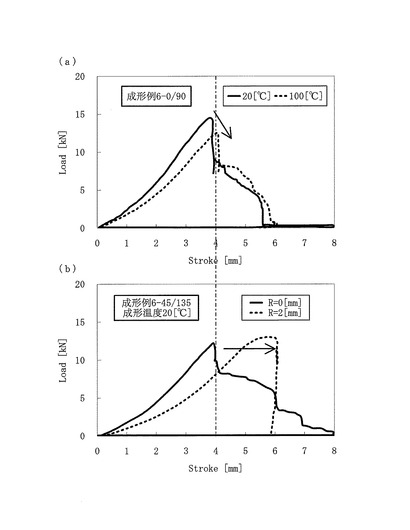
【図31】
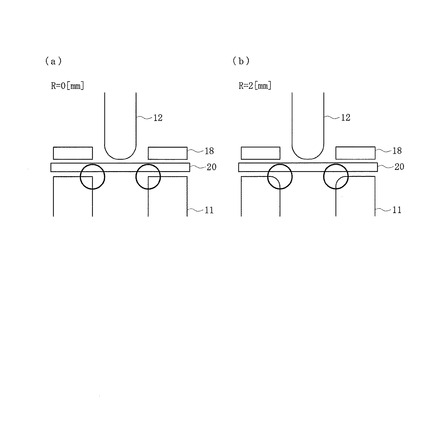
【図34】
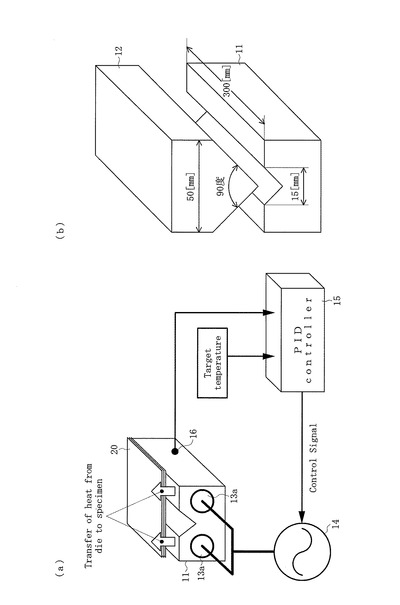
【図36】
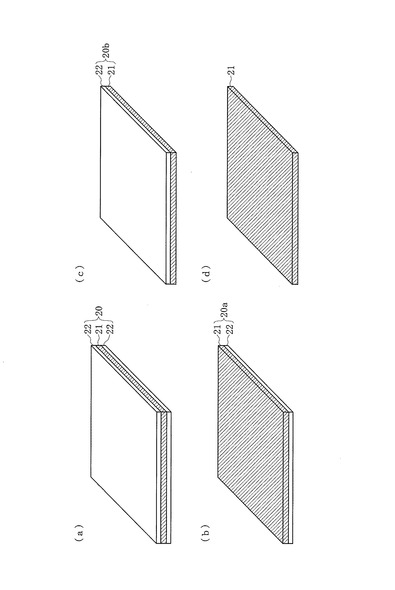
【図5】
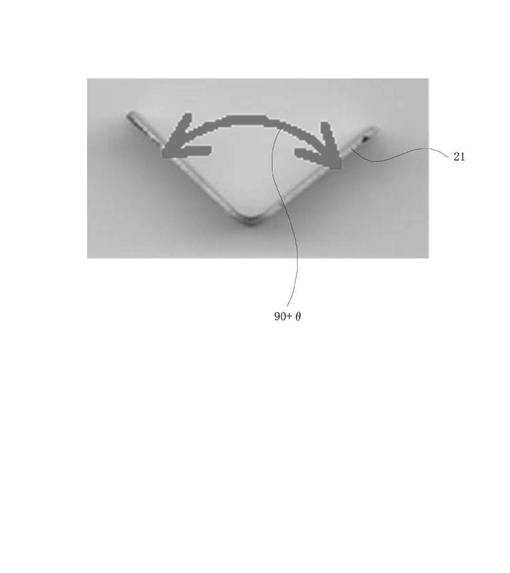
【図8】
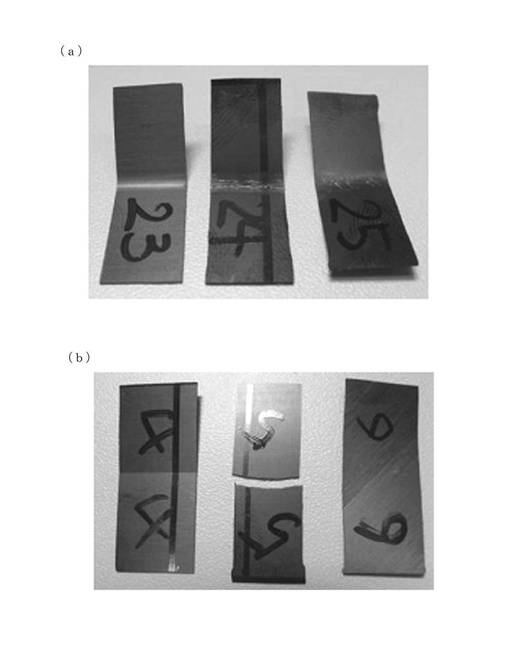
【図9】
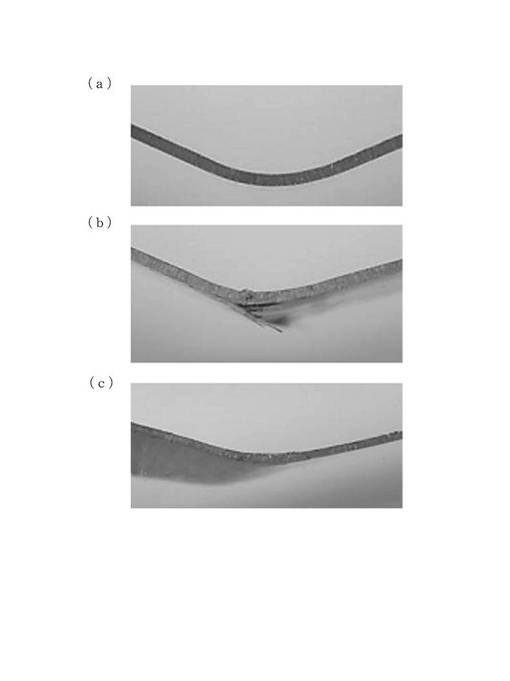
【図10】
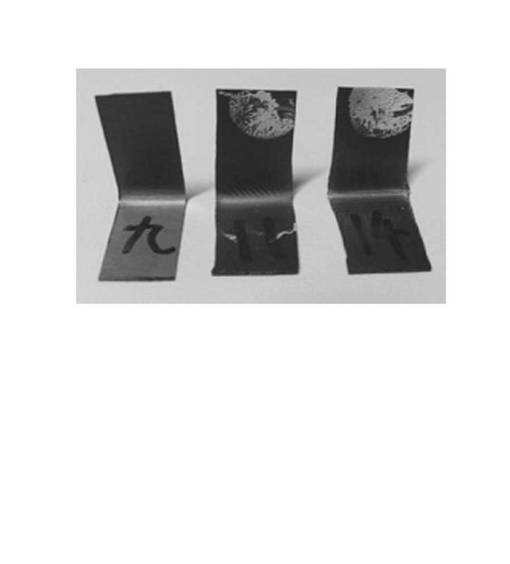
【図11】
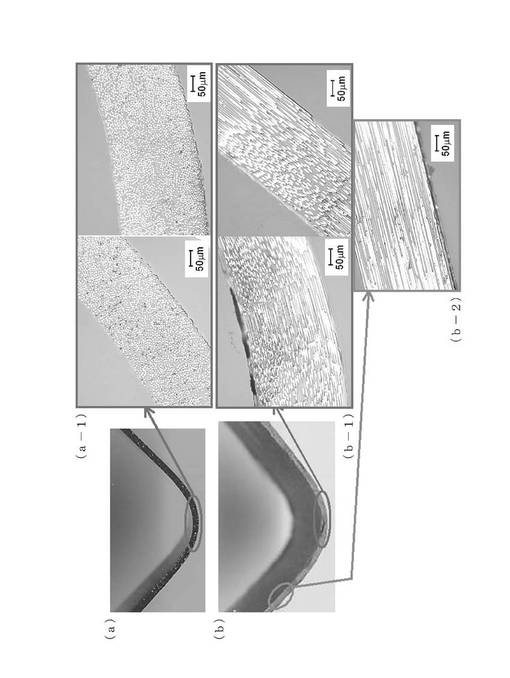
【図13】

【図14】
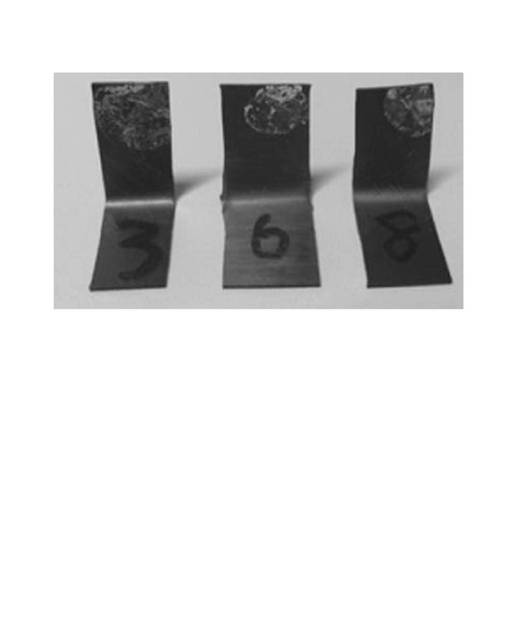
【図15】
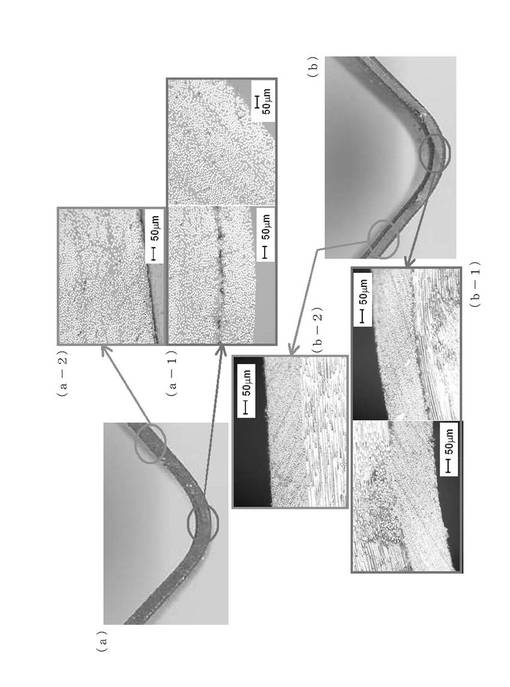
【図16】

【図19】
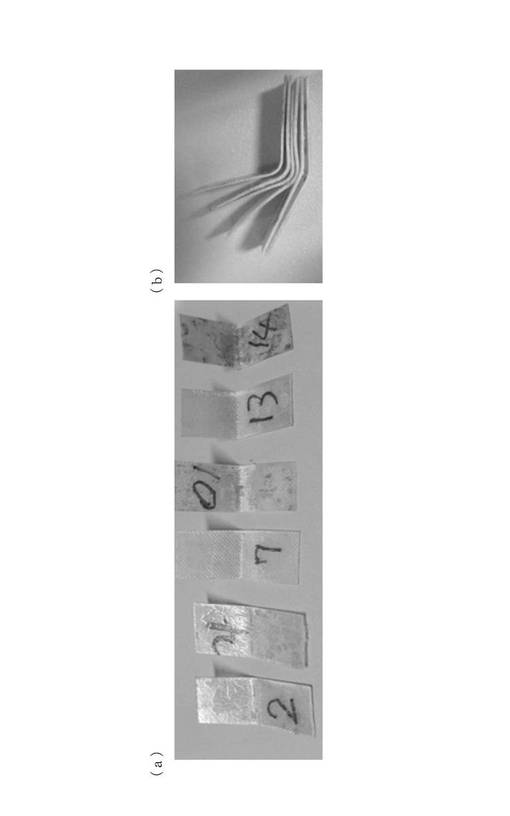
【図20】

【図21】
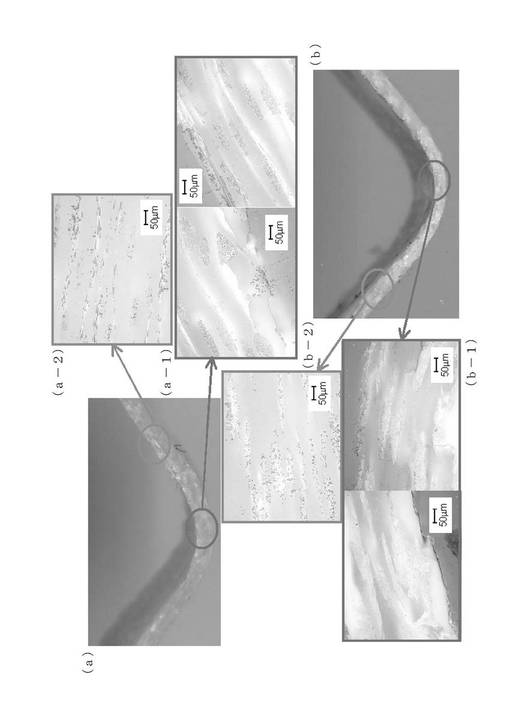
【図25】
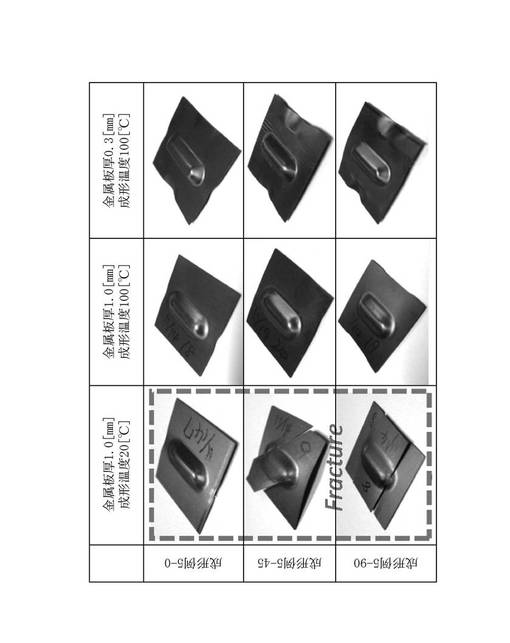
【図26】
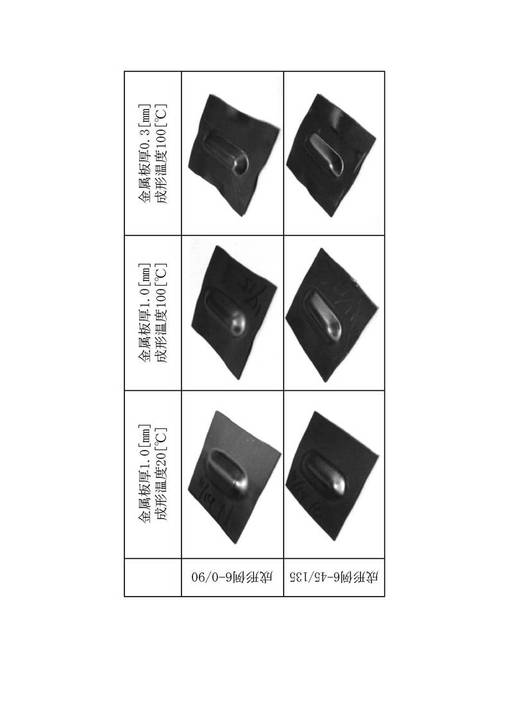
【図29】
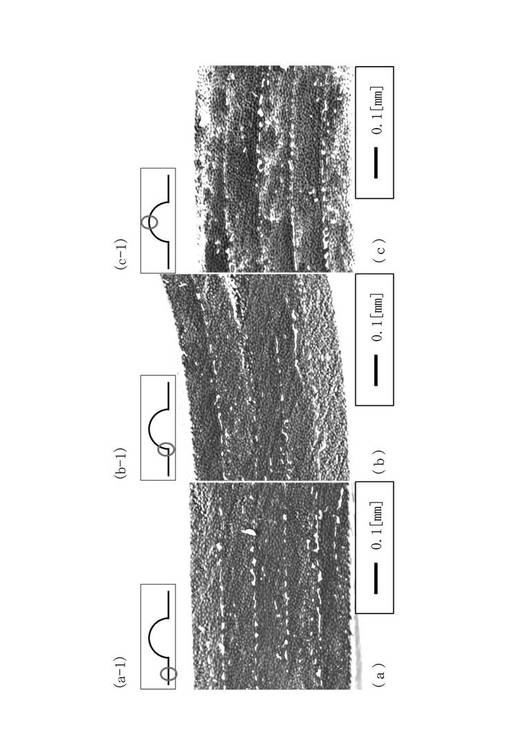
【図32】
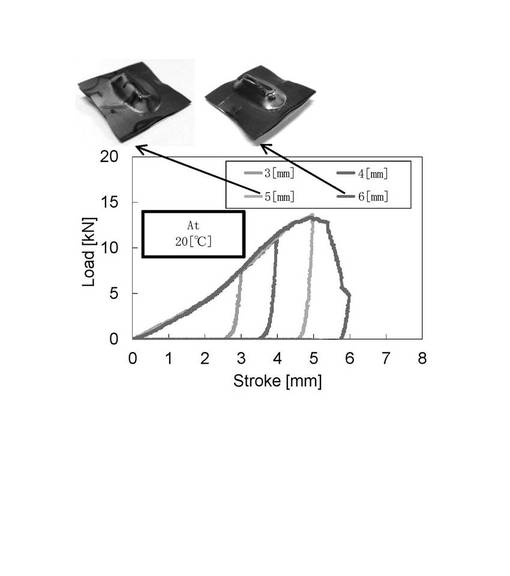
【図33】
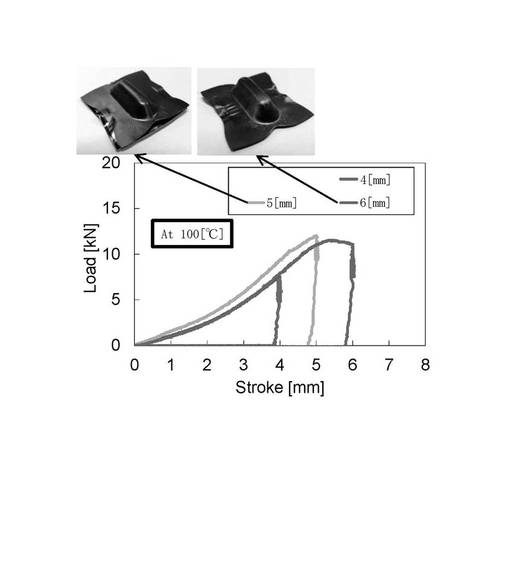
【図35】
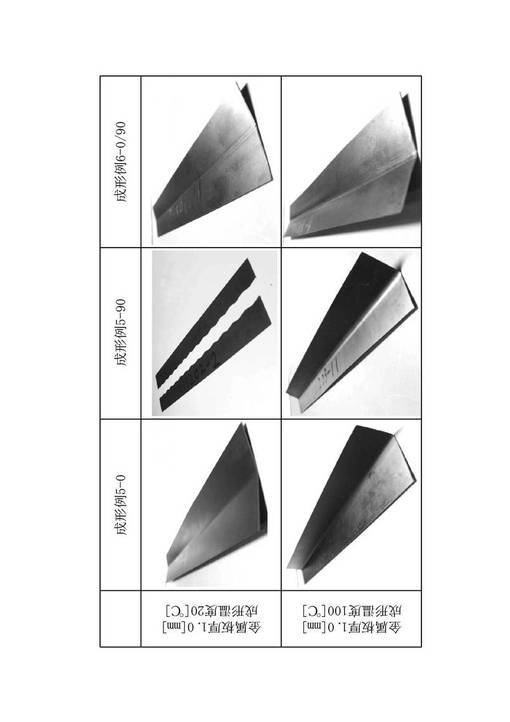
【図37】
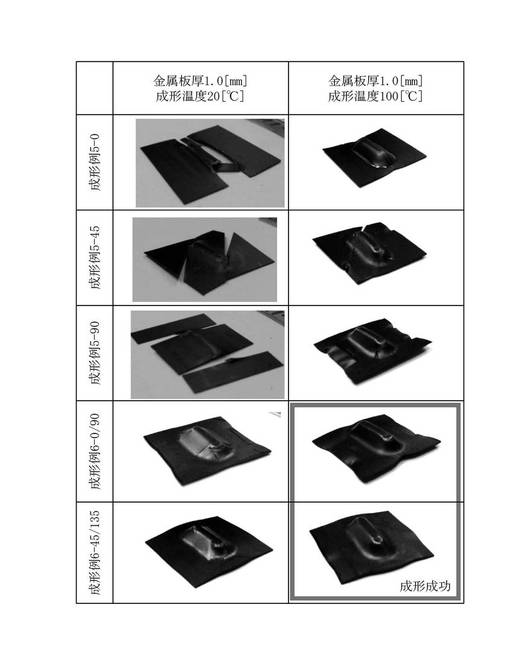
【図38】
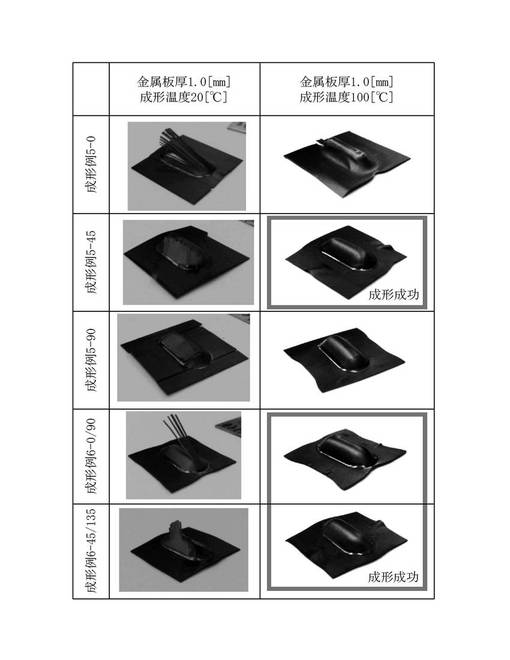
【図39】
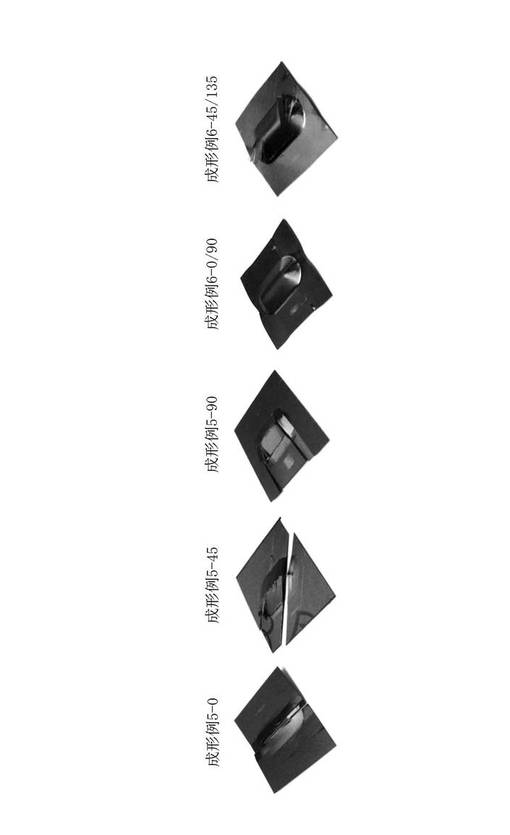
【図40】
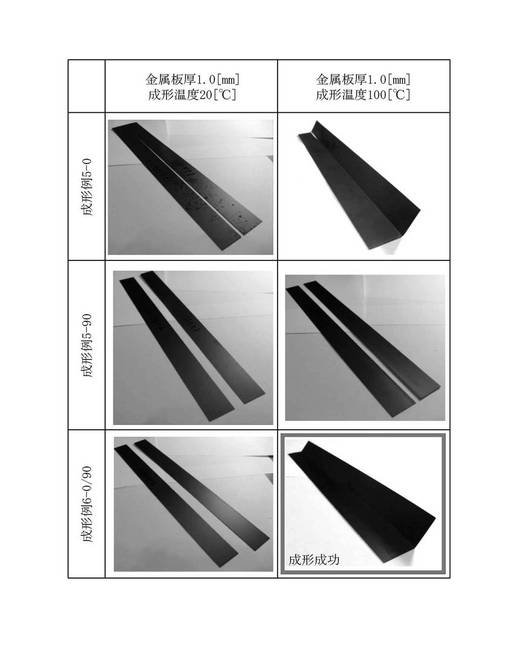
【図41】
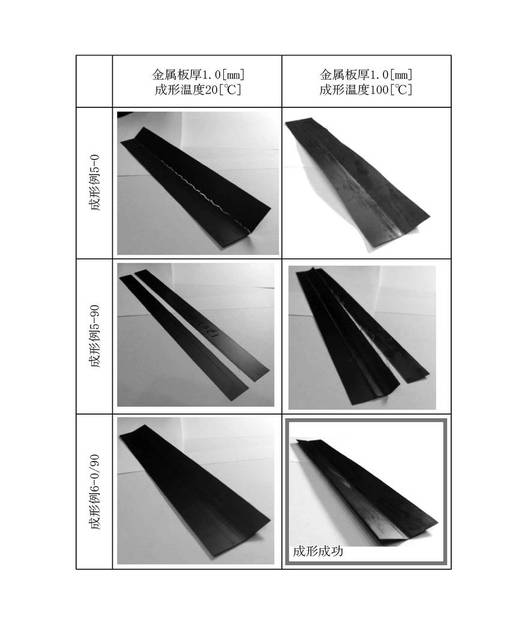
【図2】
【図3】
【図4】
【図6】
【図7】
【図12】
【図17】
【図18】
【図22】
【図23】
【図24】
【図27】
【図28】
【図30】
【図31】
【図34】
【図36】
【図5】
【図8】
【図9】
【図10】
【図11】
【図13】
【図14】
【図15】
【図16】
【図19】
【図20】
【図21】
【図25】
【図26】
【図29】
【図32】
【図33】
【図35】
【図37】
【図38】
【図39】
【図40】
【図41】
【公開番号】特開2013−52670(P2013−52670A)
【公開日】平成25年3月21日(2013.3.21)
【国際特許分類】
【出願番号】特願2012−69470(P2012−69470)
【出願日】平成24年3月26日(2012.3.26)
【出願人】(801000049)一般財団法人生産技術研究奨励会 (72)
【Fターム(参考)】
【公開日】平成25年3月21日(2013.3.21)
【国際特許分類】
【出願日】平成24年3月26日(2012.3.26)
【出願人】(801000049)一般財団法人生産技術研究奨励会 (72)
【Fターム(参考)】
[ Back to top ]