
繊維材料およびその製造方法
【課題】成形できる形状の範囲と得られるFRPの機械特性を高いレベルで両立する無機繊維基材を提供する。
【解決手段】数平均繊維長が10mm以上である不連続な無機繊維の集合体であって、不連続な繊維が概略同じ方向に揃って開繊した状態で存在し、繊維同士の摩擦および/または絡みによって形態を保持してなり、繊維長が実質的に一定である不連続な無機繊維を含んでなる繊維材料であり、さらに不連続な有機繊維を含んでいてもよい。
【解決手段】数平均繊維長が10mm以上である不連続な無機繊維の集合体であって、不連続な繊維が概略同じ方向に揃って開繊した状態で存在し、繊維同士の摩擦および/または絡みによって形態を保持してなり、繊維長が実質的に一定である不連続な無機繊維を含んでなる繊維材料であり、さらに不連続な有機繊維を含んでいてもよい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、繊維材料およびその製造方法に関する。
【背景技術】
【0002】
強化繊維とマトリックス樹脂からなる繊維強化プラスチック(FRP)は機械特性、軽量性、耐腐食性等に優れることから、航空機、自動車、船舶、風車、スポーツ用具等、様々な用途に向けた部材を製造する材料として広く使用されている。強化繊維としてはアラミド繊維、高強度ポリエチレン繊維等の有機繊維も用いられるが、高い機械特性が要求される用途では、炭素繊維、ガラス繊維、金属繊維等の無機繊維が用いられる場合が多い。特に炭素繊維を用いた炭素繊維強化プラスチック(CFRP)は、強度、弾性率、軽量性、安定性に優れているため、高い性能が要求される航空・宇宙分野では主要な材料の1つとなっており、今後もさらに使用が拡大すると期待されている。
【0003】
FRPに用いる強化繊維はその形態により、連続強化繊維と不連続強化繊維に分類できる。連続強化繊維を用いたFRPは、FRPの端部以外に実質的に強化繊維の端部を含まず機械特性に優れるが、強化繊維が移動しにくいため3次元的な形状に成形しようとすると強化繊維が大きく曲がったり、局所的に強化繊維が少なく樹脂が多い部分が発生したりするためFRPの機械特性が低下するという問題がある。一方、不連続な強化繊維を用いてなるFRPは、FRPの端部以外にも繊維端部を多数含み、繊維が動きやすいため複雑な形状にも成形することができる。しかながら、かかる不連続な強化繊維からなるFRPを得るにあたっては不連続な強化繊維の開繊の度合い、不連続な強化繊維の長さが重要である。一般にFRPが応力を受けたときには強化繊維の端部に応力が集中しやすいが、不連続な強化繊維の開繊が不十分であると複数の強化繊維の端部が隣接するためそこに集中する応力が大きくなり、FRPが破壊されやすくなりFRPの機械特性は低くなる。また、不連続な強化繊維の繊維長が短か過ぎると強化繊維が負担できる応力が小さくなり、逆に、長すぎると強化繊維が動きにくくなり作製可能な部材の形状の範囲が狭くなる。
【0004】
不連続な強化繊維をFRPに用いる方法としては、不連続な強化繊維をマトリックス樹脂となる熱可塑性樹脂と混練して押し出し・カットしたり、あるいは、連続した強化繊維をマトリックス樹脂となる熱可塑性樹脂と混練しながら切断し、押し出したものをカットして得られる、いわゆる短繊維ペレットを射出成形する方法、連続した強化繊維束にマトリックス樹脂となる熱可塑性樹脂を含浸してからカットして得られる、いわゆる長繊維ペレットを射出成形する方法、カットした強化繊維束をマトリックス樹脂からなるシート状上に散布した後に、該マトリックス樹脂を強化繊維束中に含浸せしめて得られる、いわゆるSMC(Sheet Molding Compound)をプレス成形する方法、不連続な強化繊維を用いて作成した織物や、開繊した強化繊維を1方向に並べたシートにマトリックス樹脂を含浸せしめて得られるいわゆるプリプレグを金型内に設置して加圧・加熱して成形する方法、不連続な強化繊維を用いて作成した織物、不織布等のシートを金型内に配してからマトリックス樹脂を含浸するRTM(Resin Transfer Molding)法等が知られている。
【0005】
例えば、射出成形技術においてFRP中の強化繊維の重量平均繊維長Lwを数平均繊維長Lnで除した値Lw/Lnが1に近い、すなわち、強化繊維の繊維長分布が狭くする技術が知られている(特許文献1)。この技術によっても本発明の効果の一部である、Lw/Lnが1に近く、FRPの機械特性と成形性がある程度両立したFRPは得られるものの、この技術ではスクリューの剪断作用により強化繊維の開繊と切断を同時に行うため、得られるFRP中の強化繊維の数平均繊維長Lnは現実には1mm程度までであった。
【0006】
数平均繊維長が10mm以上である不連続な繊維の集合体として、不連続な繊維が概略同じ方向に揃って開繊した状態で存在し、繊維同士の摩擦および/または絡みによって形態を保持してなる、スライバーと呼ばれる繊維材料が知られている。このスライバーを用いてFRPを作製する技術が知られている。かかるスライバーを得る方法として、牽切紡が知られている(例えば特許文献2、3)。牽切紡は2対以上のローラーで連続した連続強化繊維束を挟み、ローラーの周速の差により強化繊維束を引きちぎって不連続な強化繊維の束にしながら延伸してスライバーを作製する技術である。この牽切紡では一部の強化繊維がロール間で引きちぎられて不連続な強化繊維となる一方、残りの強化繊維はスリップすることにより引きちぎられずに連続した強化繊維として残る。そのことによりスライバーとして形態を維持することができるのであるが、強化繊維の切断をコントロールすることが難しく、繊維長の長い強化繊維が存在してしまう。かかる繊維長の長い強化繊維は成型の際に動きにくいため、成形可能な部材の形状の範囲が狭くなってしまうという問題があった。
【0007】
また、連続した炭素繊維と不連続繊維を合わせて糸条とした後、炭素繊維を切断することにより炭素繊維を含む紡績糸を得る方法が知られている(例えば特許文献4)。さらには、極端に長い繊維長の炭素繊維を含む紡績糸が知られている(特許文献5)。
【0008】
これらの方法によって、得られるスライバーあるいは紡績糸は、含まれる炭素繊維の平均繊維長を長くすることができる反面、極端に長い繊維長の炭素繊維が存在することにより成形可能な部材の形状の範囲が狭くなってしまうという問題があった。
【0009】
また、強化繊維として炭素繊維を用いる場合、炭素繊維の前駆体である耐炎化糸(酸化糸とも呼ばれる。)から紡績糸、織物、不織布を作製し、これらを焼成して不連続な炭素繊維からなる紡績糸、織物、不織布を得る方法が知られている(例えば特許文献6)。かかる方法により得られ紡績糸は焼成の際に炭素繊維同士が融着して開繊不良となっている箇所が発生するという問題がある。さらに、上記耐炎化糸を焼成する方法では焼成工程では繊維が高温にさらされるため、炭素繊維に有機繊維を混合した紡績糸を得ることができないという制約がある。
【0010】
無機繊維は通常、数千本の単繊維からなる繊維束の状態で取り扱うが、繊維束中の単繊維毎にかかる張力が微妙に異なるため、そのままでは他の単繊維よりも張力の低い単繊維は弛んでしまう。この弛んだ繊維が加工工程でガイドロール等に擦過されると切断されて毛羽を発生しトラブルとなる。そこで、単繊維が弛まないように無機繊維束にサイジング剤を付着させて収束している。このため、この繊維束を開繊してスライバーとすることは非常に難しかった。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開平8−59889号公報
【特許文献2】欧州特許出願公開第1319740号明細書
【特許文献3】米国特許弟4825635号明細書
【特許文献4】特開昭47−30953号公報
【特許文献5】特開2005−163208号公報
【特許文献6】特開2005−281871号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
上記の通り、これまで、FRPに含まれる強化繊維として、連続した繊維、ある程度の長さを有するが長さが不揃いな不連続繊維、長さは揃っているが開繊が不十分な不連続な繊維、繊維長がある程度揃ってはいるが短い不連続な繊維を与えるような繊維材料しかなく、成形できる形状の範囲と得られるFRPの機械特性を高いレベルで両立することができる繊維材料は存在しなかった。本発明はかかる課題を解決すること、すなわち、成形できる形状の範囲と得られるFRPの機械特性を高いレベルで両立することができる、繊維材料を提供することを目的とする。
【課題を解決するための手段】
【0013】
前記課題を解決するため、本発明の繊維材料は、次の構成を有する。すなわち、数平均繊維長が10mm以上である不連続な無機繊維の集合体であって、不連続な繊維が概略同じ方向に揃って開繊した状態で存在し、繊維同士の摩擦および/または絡みによって形態を保持してなり、繊維長が実質的に一定である不連続な無機繊維を含んでなる繊維材料である。
【0014】
また、前記課題を解決するため、本発明の繊維材料の製造方法は、次の構成を有する。すなわち、数平均繊維長10〜120mmの繊維長が実質的に一定である不連続な無機繊維を含む繊維集合体をカーディングする工程を備える、繊維材料の製造方法である。
【発明の効果】
【0015】
本発明による繊維材料は連続した強化繊維束と同様にシート化してあるいはそのまま樹脂を含浸したり、熱可塑性樹脂を混合して射出成型材料として使用したりすることにより、機械特性にすぐれた複雑な形状のFRPを製造することができる。
【0016】
また、本発明による繊維材料を用いて得られるFRPは強化繊維である不連続な無機繊維の繊維長がある程度長いため、高い機械特性が得られる。さらに、強化繊維が不連続であり、かつ、繊維長が揃っており極端に長い強化繊維が含まれないため、強化繊維が動きやすく複雑な形状の部材に成形することが可能である。
【図面の簡単な説明】
【0017】
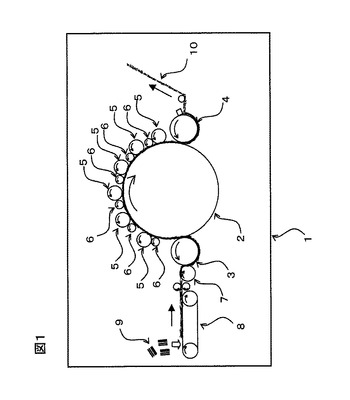
【図1】本発明における繊維集合体をカーディングする工程の一実施形態を示す模式図である。
【発明を実施するための形態】
【0018】
本発明の繊維材料は、数平均繊維長が10mm以上である不連続な無機繊維の集合体であって、不連続な繊維が概略同じ方向に揃って開繊した状態で存在し、繊維同士の摩擦および/または絡みによって形態を保持してなる。かかる繊維材料としては、具体的に、ウエブやスライバーが挙げられる。ウエブは、前記繊維材料であって、シート状の形態を有し、スライバーは、前記繊維材料であって、ロープ状の形態を有する。
【0019】
ここで、本発明の繊維材料は、繊維長が実質的に一定である不連続な無機繊維を含んでなる。より具体的には、不連続な無機繊維の重量平均繊維長がLwで、数平均繊維長がLnであるときに、Lw/Lnが1.0〜1.3である。さらには、前記不連続な無機繊維の数平均繊維長が10〜100mmである。
【0020】
不連続な無機繊維のLw/Lnは、無機繊維の繊維長のばらつきの大きさの尺度であり、全ての繊維の長さが同じであれば1となり、繊維長のばらつきが大きくなるほどLw/Lnは大きくなる。本発明の繊維材料において、繊維材料に含まれる不連続な無機繊維のLw/Lnは1.0〜1.3であり、好ましくは1.0〜1.2であり、さらに好ましくは1.0〜1.1である。Lw/Lnが1.3を超える場合は、FRPの中に含まれる不連続な無機繊維の繊維長のばらつきが大きく、極端に繊維長が長い無機繊維と極端に短い無機繊維が含まれていることを表している。極端に繊維長が長い無機繊維は成形の際に動きにくいため、成形後に得られるFRPの形状の範囲が小さくなる。また、極端に短い無機繊維はFRPに応力がかかった際に、応力を十分負担できないため、結果としてFRPの機械特性は低いものとなってしまう。
【0021】
不連続な無機繊維の数平均繊維長Lnは、10〜100mm、好ましくは10〜50mmであることが好ましい。かかる数平均繊維長が10mm未満であると強化繊維である不連続な無機繊維が負担できる応力が不十分であったり、強化繊維端部の距離が短くなり応力が集中しやすくなるため得られるFRPの機械特性が低下するので好ましくない。一方、不連続な無機繊維の長さが100mmを超えると不連続な無機繊維が動きにくくなり、成形可能なFRPの形状の範囲が狭くなる。本発明の繊維材料には不連続な無機繊維以外の繊維を含んでいてもかまわない。例えば、無機繊維のみからなるスライバーを有機繊維でカバリングして毛羽の発生や無機繊維の脱落を抑制したり、連続した有機繊維を混繊することにより、繊維材材料が切れたり伸びたりすることを防止することができる。そのような場合においても、繊維材料質量に対する不連続な無機繊維の含有率は、好ましくは20質量%以上、より好ましくは50質量%以上、さらに好ましくは70質量%以上である。不連続な無機繊維の含有量が20質量%未満の場合、FRPとしたときの強化繊維の含有量が低くなり、本発明の目的である高い機械特性を得ることが困難である。
【0022】
本発明の繊維材料は、不連続な無機繊維のみから構成されていても良いが、不連続な有機繊維を含んでなることが好ましい。無機繊維は剛直で脆いため、絡まりにくく折れやすい。そのため、無機繊維だけからなる繊維材料はその製造中に、切れやすかったり、無機繊維が脱落しやすいという問題がある。そこで、柔軟で折れにくく、絡みやすい有機繊維、特に不連続な有機繊維を含むことにより、均一性が高い繊維材料を形成することができる。本発明の繊維材料において、不連続な無機繊維と不連続な有機繊維とを含む場合には、不連続な無機繊維及び不連続な有機繊維の合計質量に対する、不連続な無機繊維の含有率は、好ましくは20〜95質量%、より好ましくは50〜95質量%、さらに好ましくは70〜95質量%である。上記、無機繊維のみからなる繊維材料の場合と同様、不連続な無機繊維の割合が低いとFRPとしたときに高い機械特性を得ることが困難となり、逆に、この場合、不連続な有機繊維の割合が低すぎると、上記の繊維材料の均一性を高める効果が得られない。
【0023】
本発明で用いられる無機繊維としては、炭素繊維、ガラス繊維、ステンレス等の金属繊維、アルミナ、シリカ等のセラミックス繊維、等を使用することができるが、得られるFRPの機械特性、軽量性から炭素繊維またはガラス繊維が好ましく、炭素繊維が特に好ましい。
【0024】
炭素繊維の種類として特に制限はないが、PAN系炭素繊維、ピッチ系炭素繊維、セルロース系炭素繊維、気相成長系炭素繊維、これらの黒鉛化繊維などが例示される。PAN系炭素繊維は、ポリアクリロニトリル繊維を原料とする炭素繊維である。ピッチ系炭素繊維は石油タールや石油ピッチを原料とする炭素繊維である。セルロース系炭素繊維はビスコースレーヨンや酢酸セルロースなどを原料とする炭素繊維である。気相成長系炭素繊維は炭化水素などを原料とする炭素繊維である。このうち、強度と弾性率のバランスに優れる点で、PAN系炭素繊維が好ましい。また、炭素繊維とマトリックス樹脂の接着性を向上する等の目的で炭素繊維を表面処理してもかまわない。表面処理の方法としては,電解処理、オゾン処理、紫外線処理等を採用することができる。また、炭素繊維の毛羽立ちを防止したり、炭素繊維とマトリックス樹脂との接着性を向上する等の目的で炭素繊維にサイジング剤を付与してもかまわない。サイジング剤としてはウレタン化合物、エポキシ化合物等を採用することができる。
【0025】
本発明において、不連続な有機繊維を用いる場合、不連続な有機繊維の繊維長は繊維材料の形態保持や、不連続な無機繊維の脱落防止という本発明の目的が達成できる範囲であれば特に限定はなく、一般的には10〜100mm程度の有機繊維を使用することができる。なお、不連続な有機繊維の繊維長は不連続な無機繊維の繊維長に応じて相対的に決定することも可能である。例えば繊維材料を延伸する際には、繊維長の長い不連続繊維に、より大きな張力がかかるため、不連続な無機繊維に張力をかけて繊維材料の長さ方向に配向させたい場合は不連続な無機繊維の繊維長を不連続な有機繊維の繊維長よりも長くし、逆の場合は不連続な無機繊維の繊維長を不連続な有機繊維の繊維長よりも短くすることができる。
【0026】
また、上記不連続な有機繊維による、絡み合いの効果を高める目的で不連続な有機繊維に捲縮を付与することが好ましい。不連続な繊維長の捲縮の程度は、本発明の目的が達成できる範囲であれば特に限定はなく、一般的には捲縮数5〜25山/25mm程度、捲縮率3〜30%程度の不連続な有機繊維であることが好ましい。またかかる有機繊維の単繊維繊度は0.5〜5dtexが好ましい。特に捲縮数は10〜20山/25mm、捲縮率は10〜20%、繊維径は1〜5dtexが繊維材料の均一性の点で好ましい。
【0027】
かかる不連続な有機繊維の材料としては特に制限は無く、FRPの機械特性を大きく低下させない範囲で適宜選択することができる。例示するなら、ポリエチレン、ポリプロピレン等のポリオレフィン系樹脂、ナイロン6、ナイロン6,6等のポリアミド系樹脂、ポリエチレンテレフタレート、ポリブチレンテレフタレート等のポリエステル系樹脂、ポリエーテルケトン、ポリエーテルスルフォン、芳香族ポリアミド等の樹脂を紡糸して得られた繊維を用いることができる。かかる有機繊維の材料はマトリックス樹脂の組み合わせにより適宜選択して用いることが好ましい。特に、FRPとする場合に用いるマトリックス樹脂と同じ樹脂、あるいはマトリックス樹脂と相溶性のある樹脂、マトリックス樹脂と接着性の高い樹脂を用いてなる有機繊維は、FRPの機械特性を低下させないので好ましい。例示すると有機繊維がポリアミド繊維、ポリフェニレンスルフィド繊維、ポリプロピレン繊維、ポリエーテルエーテルケトン繊維及びフェノキシ樹脂繊維からなる群より選ばれる少なくとも1種の繊維であることが好ましい。
【0028】
不連続な無機繊維の単繊維同士は、実質的に融着していないことが好ましい。不連続な無機繊維が融着していると不連続な無機繊維の端部が集まり、応力が集中しやすくなるためFRPの機械特性が低下しやすい。例えば、無機繊維としてPAN系炭素繊維を用いる場合、PAN系炭素繊維の前駆体である耐炎化糸を用いて繊維材料を形成した後、該スライバーを焼成して得られた炭素繊維の繊維材料の場合、炭素繊維の単繊維同士が融着している場合が多いため好ましくない。
【0029】
本発明の繊維材料を用いてFRPを作製するにあたっては、不連続な無機繊維と不連続な有機繊維を混合して繊維材料を作製し、繊維材料に含まれる有機繊維をそのままマトリックス樹脂として使用してもかまわないし、有機繊維を含まない繊維材料を原料として用い、FRPを製造する任意の段階でマトリックス樹脂を含浸してもかまわない。
【0030】
また、無機繊維と有機繊維を含んでなる繊維材料を原料として用いる場合であっても、FRPを製造する任意の段階でマトリックス樹脂を含浸することもできる。このような場合、有機繊維を構成する樹脂とマトリックス樹脂は同一の樹脂であってもかまわないし、異なる樹脂であってもかまわない。有機繊維を構成する樹脂とマトリックス樹脂が異なる場合は、両方が熱可塑性樹脂であってもかまわないし、熱可塑性樹脂と熱硬化性樹脂の組み合わせでもかまわない。但し、有機繊維を構成する樹脂とマトリックスが異なる場合、両者は相溶性を有するか、あるいは、親和性が高い方が好ましく、例えば、以下の式で定義される溶解度パラメーター(SP値)δが近い方がFRPの機械特性が高くなるので好ましい。
【0031】
【数1】

【0032】
ここでΔEは蒸発エネルギー、Vはモル体積である。
【0033】
また、FRPを作製するにあたっては、本発明の繊維材料を直接、FRPとすることもできるし、スライバーを紡績糸に加工して織物としてからFRPにすることもできる。繊維材料としてスライバーを用いる場合、スライバーを直接FRPとする方法としては、所望の長さにカットしたスライバーを(必要に応じてマトリックス樹脂を加え)金型内に投入した後金型内で加圧して成形する方法、スライバーを(必要に応じてマトリックス樹脂を加え)エクストルーダー内に投入し、スクリューで溶融・混練した後金型内に射出して成形する方法等を採用することができる。また、複数のスライバーを1方向に並べた状態で必要に応じてマトリックス樹脂を加えプレス等により一体化してプリプレグを作製した後、該プリプレグを金型内で加圧・加圧することによりFRPを作製することができる。
【0034】
かかる方法によりFRPを製造するにあたっては、繊維材料中に有機繊維を含めている場合には、それをマトリックス樹脂として用いることができるし、マトリックス樹脂を別途追加してもかまわない。上記いずれの場合も、有機繊維を構成する樹脂としては特に制限は無く、ナイロン6、ナイロン6,6、ナイロン6,12等のポリアミド、ポリプロピレン、ポリエチレン等のポリオレフィン、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリ乳酸等ポリエステル、ポリフェニレンスルフィド、ポリエーテルケトン、ポリカーボネート、フェノキシ樹脂等を使用できる。その中で、ポリアミド、ポリフェニレンスルフィド、ポリプロピレン、ポリエーテルエーテルケトン及びフェノキシ樹脂は、ポリマーの機械特性、化学的な安定性に優れておりそのままマトリックス樹脂として使用できるので好ましい。また、他のマトリックス樹脂を含浸する場合にも、マトリックス樹脂との相溶性に優れFRPの機械特性を低下させないので好ましい。
【0035】
従来、前記したような繊維長が揃った無機繊維の繊維材料を製造する技術は無かったが、次に説明する製法方法により、かかる繊維材料が得られるようになった。
【0036】
本発明に係る製造方法は、数平均繊維長10〜120mm、好ましくは20〜120mmの繊維長が実質的に一定である不連続な無機繊維を含む繊維集合体をカーディングする工程を備える、繊維材料の製造方法である。
【0037】
本発明でいうカーディングとは、不連続な繊維の集合体をくし状のもので概略同一方向に力を加えることにより、不連続な繊維の方向を揃えたり、繊維を開繊する操作のことをいう。一般的には針状の突起を表面に多数備えたロール及び/またはのこぎりの刃状の突起を有するメタリックワイヤを巻きつけたロールを有するカーディング装置を用いて行う。
【0038】
無機繊維の数平均繊維長が10mm未満の場合は無機繊維同士の絡み合いが殆ど無く、繊維材料の形態を保持することが難しく、さらには、FRPとした場合も低い力学特性しか得ることができない。また、無機繊維の数平均繊維長が120mmを超える場合は、カーディングの際に無機繊維がカーディング装置のロールに巻き付きやすいため繊維材料を安定的に作製することが難しく、また、FRPとして成形する際に無機繊維の動きが制限されるため成形できる形状の範囲が狭くなる。
【0039】
かかるカーディングを実施するにあたっては、無機繊維が折れるのを防ぐ目的で無機繊維がカーディング装置の中に存在する時間(滞留時間)を短くすることが好ましい。具体的にはカーディング装置のシリンダーロールに巻かれたワイヤー上に存在する無機繊維をできるだけ短時間でドッファーロールに移行させることか好ましい。従って、かかる移行を促進するためにシリンダーロールの回転数は、例えば300rpm以上といった高い回転数で回転させることが好ましい。また、同様の理由で、ドッファーロールの表面速度は例えば、10m/分以上といった速い速度が好ましい。
【0040】
また、本発明に係る製造方法では、カーディングに供する繊維集合体に、さらに不連続な有機繊維を含むことが好ましい。カーディングに供する繊維集合体に、さらに不連続な有機繊維を含むことにより不連続な無機繊維が前記繊維長を満たさない場合であっても、繊維長が揃った無機繊維の繊維材料を製造することができる。不連続な無機繊維が前記繊維長を満たす場合、無機不連続繊維の繊維長のばらつきがより小さい繊維材料を、より容易に製造することができる。
【0041】
本発明に係る製造方法では、無機長繊維を切断して繊維長が実質的に一定である不連続な無機繊維を得る工程と、(必要に応じて不連続な無機繊維と不連続な有機繊維とを混合して)不連続な無機繊維を含む繊維集合体を得る工程と、かかる繊維集合体をカーディングにより繊維材料を作製する工程とから主として構成される。
【0042】
無機長繊維の切断は、例えば、無機長繊維の繊維束を、ギロチンカッター、ロータリーカッター等を用いた通常の方法により行うことができる。このときのカット長を一定にすることにより、実質的に一定の繊維長を有する不連続な無機繊維を含んでなる繊維材料を得ることができる。このときカットして得られる不連続な無機繊維の数平均繊維長が10mm〜120mm、好ましくは20mm〜120mmとする必要がある。カーディングにおいて、無機繊維の切断を完全に防ぐことは不可能であり、どうしても一部の無機繊維は切断されて繊維長が短くなってしまう。そこで、最終的に目標とする繊維長よりもやや長い無機繊維をカーディングすることにより、目標とする長さの無機繊維を含んでなるスライバーを得ることができる。
【0043】
不連続な有機繊維を用いる場合、それは、不連続な無機繊維とは別途準備して不連続な無機繊維と混合してもかまわないし、連続した無機繊維と有機繊維が一緒になったいわゆる複合糸の状態でカットして、両者が混合して存在する繊維集合体としてもかまわない。また、このようにして得られる繊維集合体を、多数の針を有するドラムが回転して繊維を開繊させるような開綿機により開繊することは得られる繊維材料の均一性を向上できるため好ましい。この開繊においては、不連続な無機繊維が実質的に単繊維まで開繊されていることが好ましいが、開繊の程度を上げすぎると無機繊維が切断されて繊維長が短くなりすぎる場合がある。そのため、かかる開繊の程度は残体の製造工程を通じての工程通過性や得られるFRPの機械特性等より総合的に判断して調節することが好ましい。
【0044】
このようにして準備された繊維集合体をカーディング装置を用いてカーディングすることにより、繊維材料を作製する。より具体的には、このようにして準備された繊維集合体をカーディングする工程を経てウエブを得、かつそのウエブを収束してスライバーを作製する。
【0045】
図1は、繊維集合体をカーディングする工程の一実施形態を示す模式図である。図1に示すカーディング装置1は、シリンダーロール2と、その外周面に近接して設けられたテイカインロール3と、テイカインロール3とは反対側においてシリンダーロール4の外周面に近接して設けられたドッファーロール4と、テイカインロール3とドッファーロール4との間においてシリンダーロール2の外周面に近接して設けられた複数のワーカーロール5と、ワーカーロールに近接して設けられたストリッパーロール6と、テイカインロール3と近接して設けられたフィードロール7及びベルトコンベアー8とから主として構成される。
【0046】
ベルトコンベアー8に繊維集合体9が供給され、繊維集合体9はフィードロール7の外周面、次いでテイカインロール3の外周面を介してシリンダーロール2の外周面上に導入される。シリンダーロール2の外周面上に導入された繊維集合体は一部、ワーカーロール5の外周面上に巻き付くが、この繊維集合体はストリッパーロール6によって剥ぎ取られ再びシリンダーロール2の外周面上に戻される。フィードロール7、テイカイロール3、シリンダーロール2、ワーカーロール5、ストリッパーロール6のそれぞれのロールの外周面上には多数の針、突起が立った状態で存在しており、上記工程で繊維集合体が針の作用により単繊維状に開繊されると同時に方向が揃えられる。かかる過程を経て開繊され繊維の配向が進んだ繊維集合体は、シート状のウエブ10としてドッファーロール4の外周面上に移動する。さらに、ウエブ10を、その幅を狭めながら引き取ることによりロープ状のスライバーを得ることができる。
【0047】
このようにして得られたスライバーを精紡機等を用いて延伸、撚りをかけることにより、紡績糸を作製することができる。
【0048】
例えば、複数のスライバーを合わせて延伸することによりスライバーの太さムラを減少させつつ繊維を配向させる練条工程、スライバーを延伸しながら撚りをかけて繊維を配向させつつ、紡績糸の強度を高めていわゆる粗糸を作製する粗紡工程、粗糸をさらに延伸しながら撚りを掛けて強度を高めると同時に所定の太さの紡績糸を成す精紡工程等を経ることにより、紡績糸を得ることができる。かかる加工においては、例えば精紡工程においてはリング精紡機、コンパクト精紡機、オープンエンド精紡機等の装置を用いることができる。このようにして得られた不連続な無機繊維を含んでなる紡績糸は、織物とした後にFRPとすることができる。織物としては平織物、綾織物、朱子織物等の一般的な織物や3次元織物、多軸ステッチ織物、一方向織物等とすることができる。かかる織物を金型にて成形してFRPを作製する。FRPを構成するマトリックス樹脂は、スライバー中に有機繊維を含む場合には、それを溶融してそのままマトリックス樹脂としてもかまわないし、さらに追加して織物にマトリックス樹脂を含浸してもかまわない。また、織物を金型に入れる前に樹脂を含浸してもかまわないし、織物が金型内にある状態で樹脂を注入してFRPとしてもかまわない。
【0049】
また、本発明の繊維材料を紡績糸とせず、以下に例示する方法により、直接FRPとすることができる。
【0050】
本発明によるスライバーは射出成形機を用いて射出成形することができる。射出成形機としてはインラインスクリュー型、スクリュープリプラ型等の装置を用いることができる。また、スライバーに樹脂ペレット、安定剤、難燃剤、着色剤等を加えて射出成形機に供給して成形品を作製することもできる。スライバーを射出成形機に投入する際に、スライバーの見かけ密度を上げ、また、毛羽による引っ掛かりを無くして、スライバーに撚りをかけたり、延伸してから投入することもできる。
【0051】
また、本発明によるスライバーは適当な大きさにカットして、プレス成形用金型の中に投入してプレス成形用材料として用いることもできる。プレス成形を行う場合には、樹脂、安定剤、難燃剤、着色剤等を加えて同時に成形することもできる。その場合はスライバーを金型内でプレス成形する際に繊維状にした物質スライバーと混合したり、フィルム、不織布等のシート状にしてスライバーと積層したりして、FRP中に添加することができる。
【0052】
また、スライバーを介さずに、本発明のウエブから直接FRPを得ることもできる。例えば、ドッファーロール4からウエブ10を収束せずに引き出し、クロスラッパー等を用いて適当な目付けに積層する。積層したウエブの取り扱い性を改善する目的でウエブの形態安定性を向上させる処理を施すことも可能である、かかるウエブの形態安定性を向上させる方法としては、特に制限はなく、繊維同士を絡合させる方法、バインダーにより繊維同士を接着させる方法等を採用することができる。繊維同士を絡合させる方法としては繊維を引っ掛けるバーブやフックを有するニードルを用いて繊維を絡合させる方法、水等の流体を噴射して繊維同士を絡合させる方法等を採用することができる。また、バインダーにより繊維同士を接着させる方法としてはバインダーを直接ウエブに付与しても良いし、液体に溶解あるいは分散させた状態で付与することもできる。バインダーをウエブに直接付与する方法としては特に制限は無くバインダーを粉末状にしてウエブに散布する方法、ウエブ製造する際にバインダーを含有させる方法を例示することができる。
【0053】
かかる積層したウエブにマトリックス樹脂を含浸することによりマトリックス樹脂を含浸したFRPはプレス成形用材料として用いることができる。かかるプレス成形用材料として用いる場合のマトリックス樹脂としてはFRPに用いられているマトリックス樹脂であれば特に制限はなく、熱硬化性樹脂、熱可塑性樹脂のいずれの樹脂も用いることができる。かかる熱硬化性樹脂としてはエポキシ樹脂、フェノール樹脂、不飽和ポリエステル樹脂等を例示することができる。また、熱可塑性樹脂としてナイロン6、ナイロン6,6、ナイロン6,12等のポリアミド、ポリプロピレン、ポリエチレン等のポリオレフィン、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリ乳酸等ポリエステル、ポリフェニレンスルフィド、ポリエーテルケトン、ポリカーボネート、フェノキシ樹脂等を使用できる。次に、加圧下でウエブに溶融したマトリックス樹脂を含浸するが、かかる含浸工程は加熱機能を有するプレス機を用いて実施することができる。プレス機としてはマトリックス樹脂の含浸に必要な温度、圧力を実現できるものであれば特に制限はなく、上下する平面状のプラテンを有する通常のプレス機や、1対のエンドレススチールベルトが走行する機構を有するいわゆるダブルベルトプレス機を用いることができる。かかる含浸工程においてはマトリックス樹脂をフィルム、不織布、織物等のシート状とした後、ウエブと積層しその状態で上記プレス機等を用いてマトリックス樹脂を溶融・含浸することができる。また、マトリックス樹脂を用いて不連続な繊維を作製し、ウエブを作製する工程で無機繊維と混合することにより、マトリックス樹脂と無機繊維を含むウエブを作製し、このウエブをプレス機等を用いて加熱・加圧する方法も採用することができる。
【実施例】
【0054】
以下、実施例を挙げて本発明についてさらに具体的に説明する。ただし、本発明はこれら実施例に限定されるものではない。
【0055】
本実施例で用いた各種特性の測定方法は次のとおりである。
【0056】
(繊維材料中の平均繊維長)
スライバーの場合、長さ30cmにカットした試験体を、また、ウエブの場合、1辺30cmの正方形にカットした試験体を500℃に加熱した電気炉の中で1時間加熱して有機繊維を焼き飛ばした。残った無機繊維の集合体を用いて、JIS L1015に規定される方法に従って、不連続な無機繊維の重量平均繊維長Lw及び数平均繊維長Lnを測定した。
【0057】
(繊維強化複合材料の曲げ強度)
ISO178法(1993)に従い、曲げ強度をn=5で評価した。
【0058】
(繊維強化複合材料中の無機繊維の含有率)
繊維強化複合材料の成形品から約2gのサンプルを切り出し、その質量を測定した。その後、サンプルを500℃に加熱した電気炉の中で1時間加熱してマトリックス樹脂を焼き飛ばした。室温まで冷却してから、残った無機繊維の質量を測定した。無機繊維の質量に対する、マトリックス樹脂を焼き飛ばす前のサンプルの質量に対する比率を測定し、無機繊維の含有率とした。
【0059】
実施例1
2400本の炭素繊維単繊維から構成される炭素繊維束(「T700S」、東レ株式会社製)を長さ50mmにカットした。カットした炭素繊維束を開綿機に投入し、炭素繊維束を開繊した後、再度開綿機に投入し、当初の太さの炭素繊維束がほとんど存在しない、綿状の炭素繊維を得た。この綿状の炭素繊維とナイロン6不連続繊維(単繊維繊度1.7dtex、捲縮数12山/25mm、捲縮度13%、カット長51mm)を質量比で50:50の割合で混合した。この混合物を再度、開綿機に投入して、炭素繊維とナイロン6繊維とからなる混合原綿(繊維集合体)を得た。
【0060】
この混合原綿を直径600mmのシリンダーロールを有する図1に示すような構造を有するカーディング装置に投入し、炭素繊維とナイロン繊維とからなるシート状のウエブを形成し、ウエブの幅を狭めながらロープ状としてから引き取って、スライバーを得た。このときのシリンダーロールの回転数は350rpm、ドッファーの速度は15m/分であった。
【0061】
得られたスライバーにおいて、炭素繊維の重量平均繊維長Lwは38mm、数平均繊維長Lnはいずれも42mmであり、Lw/Lnは1.11であった。
【0062】
こうして得られたスライバーを練条機により5倍に延伸し、次にこの延伸したスライバーを2本合わせて5倍に延伸し、更にこのスライバーを2本合わせて練条機で2倍に延伸し、1本の粗糸とした。この粗糸を精紡機を用いて、延伸12倍、Z(左)撚り数130回/mで紡糸し、70texの紡績糸を得た。次いで撚糸機でこの紡績糸2本を合わせて、S(右)撚り数78回/mで合糸し,140texの紡績糸を得た。
【0063】
得られた紡績糸を経糸及び緯糸として用いて平織物を作製した。この平織物を擬似等方性となるように16枚積層し、さらに積層したシート全体で炭素繊維とナイロン6の質量比が40:60になるようにナイロン6メルトブロー不織布を積層し、さらにその上下にポリイミドフィルムを積層した後、全体をステンレス板で挟み、20MPaの圧力をかけながら180秒間、240℃にてホットプレスした。次いで、加圧状態で50℃まで冷却して、炭素繊維強化複合材料の平板を得た。得られた平板の曲げ強度を測定したところ、630MPaであった。
【0064】
また上記平織物を8枚積層し、これらを最大直径における曲率半径が300mmである半球状の雌型上に配置した。配置された平織物を、最大直径における曲率半径が301mmである同形状の雌型によって挟んで加圧し、半球状のプリフォームを得た。得られたプリフォームの状態は、皺の発生がなく皺の発生がなく、RTM用基材として良好に使用できるものであった。
【0065】
実施例2
実施例1で用いたものと同じ炭素繊維束を長さ25mmにカットした。カットした炭素繊維束を開綿機に投入して当初の太さの炭素繊維束がほとんど存在しない、綿状の炭素繊維を得た。この綿状の炭素繊維と実施例1で用いたものと同じナイロン6不連続繊維を質量比で90:10の割合で混合した。この混合物を再度、開綿機に投入して、炭素繊維とナイロン6繊維とからなる繊維集合体を得た。この繊維集合体を用いて実施例1と同様の方法でスライバーを作製した。
【0066】
得られたスライバーにおいて、炭素繊維の重量平均繊維長Lwは21mm、数平均繊維長Lnは20mmであり、Lw/Lnは1.05であった。
【0067】
こうして得られたスライバーを用いて実施例1と同様の方法で140texの紡績糸を得た。
【0068】
この紡績糸を用いて実施例1と同様にして作製した平織物を8枚とナイロン6メルトブロー不織布を、積層したシート全体で炭素繊維とナイロン6の質量比が40:60になるように積層し、さらにその上下にポリイミドフィルムを積層した後、全体をステンレス板で挟み、20MPaの圧力をかけながら180秒間、240℃にてホットプレスした。次いで、加圧状態で50℃まで冷却して、炭素繊維強化複合材料の平板を得た。得られた平板の曲げ強度を測定したところ、590MPaであった。
【0069】
また上記平織物を8枚積層し、これらを最大直径における曲率半径が300mmである半球状の雌型上に配置した。配置された平織物を、最大直径における曲率半径が301mmである同形状の雌型によって挟んで加圧し、半球状のプリフォームを得た。得られたプリフォームの状態は、皺の発生がなく、RTM用基材として良好に使用できるものであった。
【0070】
実施例3
実施例1で用いたものと同じ炭素繊維束を長さ75mmにカットした。カットした炭素繊維束を開綿機に投入して炭素繊維を開繊する工程を2回繰り返して、当初の太さの炭素繊維束がほとんど存在しない、綿状の炭素繊維を得た。この綿状の炭素繊維とポリフェニレンスルフィド(PPS)不連続繊維(単繊維繊度2.2dtex、捲縮数14山/25mm、捲縮度16%、カット長51mm)を質量比で95:5の割合で混合した。この混合物を再度、開綿機に投入して、炭素繊維とPPS繊維とからなる繊維集合体を得た。この繊維集合体を用いて実施例1と同様の方法でスライバーを作製した。
【0071】
得られたスライバーにおいて、炭素繊維の重量平均繊維長Lwは70mm、数平均繊維長Lnは58mmであり、Lw/Lnは1.21であった。
【0072】
こうして得られたスライバーを用いて実施例1と同様の方法で140texの紡績糸を得た。
【0073】
この紡績糸を用いて実施例1と同様にして作製した平織物を8枚積層し、PPSメルトブロー不織布を、積層したシート全体で炭素繊維とPPSの質量比が50:50になるようにさらにその上下にポリイミドフィルムを積層した後、全体をステンレス板で挟み、20MPaの圧力をかけながら180秒間、240℃にてホットプレスした。次いで、加圧状態で50℃まで冷却して、炭素繊維強化複合材料の平板を得た。得られた平板の曲げ強度を測定したところ、570MPaであった。
【0074】
また上記平織物を8枚積層し、これらを最大直径における曲率半径が300mmである半球状の雌型上に配置した。配置された平織物を、最大直径における曲率半径が301mmである同形状の雌型によって挟んで加圧し、半球状のプリフォームを得た。得られたプリフォームの状態は、皺の発生がなく、RTM用基材として良好に使用できるものであった。
【0075】
比較例1
実施例1で用いたものと同じ炭素繊維を用いて3対のローラーからなる牽切紡装置を用い、不連続な炭素繊維からなるスライバーを作製した。得られたスライバーにおいて炭素繊維の重量平均繊維長Lwは102mm、数平均繊維長Lnは144mmであり、Lw/Lnは1.41であった。このスライバーと別途作製したナイロン6不連続繊維(単繊維繊度1.7dtex、捲縮数10山/25mm、捲縮度11%、カット長51mm)からなるスライバーを質量比で50:50の割合で混合し、実施例1と同様の方法で紡績糸とし、さらにその紡績糸を用いて実施例1と同様の方法で織物を作製した。得られた織物を実施例1と同様の方法で加工し炭素繊維強化複合材料の平板を作製した。得られた平板の曲げ強度を測定したところ、710MPaであった。また上記平織物を8枚積層し、これらを最大直径における曲率半径が300mmである半球状の雌型上に配置した。配置された平織物を、最大直径における曲率半径が301mmである同形状の雌型によって挟んで加圧し、半球状のプリフォームを得た。得られたプリフォームは皺が発生しており、RTM用基材として使用できるものではなかった。
【0076】
実施例4
実施例1で作製した粗糸を連続的に赤外線ヒーターにて加熱しナイロン6を溶融したのち、冷却固化し、更に10mmにカットして射出成形材料を作製した。この射出成形材料とナイロン6樹脂(「CM1001」、東レ株式会社製)とを、炭素繊維とナイロン6が質量比で20:80になるように混合して射出成形を行い、炭素繊維強化複合材料の平板を得た。得られた平板の曲げ強度を測定したところ、350MPaであった。また、得られた成形品の断面を研磨し、拡大して観察したところ炭素繊維が単繊維状に均一に分散していた。
【0077】
比較例2
エクストルーダーで溶融したナイロン6樹脂(「CM1001」、東レ株式会社製)を供給しているクロスヘッドに実施例1で用いた炭素繊維を走行させ、炭素繊維にナイロン樹脂を含浸させた後、賦形ダイを通してストランドとして引取り、冷却後、裁断し、炭素繊維とナイロン樹脂の質量比が20:80である、長さ10mmの射出成形材料を得た。この射出成形材料を射出成形し炭素繊維強化複合材料の平板を得た。得られた平板の曲げ強度を測定したところ、310MPaであった。また、得られた成形品の断面を研磨し、拡大して観察したところ一部の炭素繊維は束状に存在しており、また、炭素繊維の分布も不均一であった。
【0078】
実施例5
実施例1で用いたものと同じ炭素繊維束を長さ75mmにカットした。カットした炭素繊維束を開綿機に投入し、炭素繊維束を開繊した後、再度開綿機に投入し、当初の太さの繊維束が殆ど存在しない、綿状の繊維集合体を得た。この繊維集合体を実施例1で用いたカーディング装置に投入し、炭素繊維からなるウエブを形成し、このウエブの上にナイロン6樹脂粒子(「TR−1」、東レ株式会社製)を散布した後、ウエブの幅を狭めながらロープ状として引き取り、走行させながら250℃の熱風で加熱してナイロン6粒子を溶融した後、金属ロールで冷却してナイロン6を固化せしめてスライバーを得た。
【0079】
得られたスライバーにおいて、炭素繊維の含有率は、90質量%であり、炭素繊維の重量平均繊維長Lwは69mm、数平均繊維長Lnは72mmであり、Lw/Lnは1.03であった。
【0080】
得られたスライバーを25mmにカットしてプレス成形材料を得た。このプレス成形材料とナイロン6メルトブロー不織布を炭素繊維とナイロン6の質量比が40:60になるように積層し、さらにその上下にポリイミドフィルムを積層した後、全体をステンレス板で挟み、20MPaの圧力をかけながら180秒間、240℃にてホットプレスした。次いで、加圧状態で50℃まで冷却して、炭素繊維強化複合材料の平板を得た。得られた平板の曲げ強度を測定したところ、590MPaであった。
【0081】
比較例3
スクリュー式押し出し機からナイロン6樹脂(「CM1001」、東レ株式会社製)を溶融してスリット状のダイに供給しながら、実施例1で用いたものと同じ炭素繊維束を該ダイ中を走行させて炭素繊維束にナイロン6樹脂を含浸した後、金属ロールで冷却してナイロン6を固化せしめてテープ状の基材を得た。このテープ状基材を25mmにカットしてプレス成型材料を得た。得られたプレス成形材料を用い、実施例5と同じ方法で炭素繊維とナイロン6の質量比が40:60である炭素繊維強化複合材料の平板を得た。得られた平板の曲げ強度を測定したところ、315MPaであった。
【0082】
実施例6
実施例1で用いたものと同じ炭素繊維束を長さ25mmにカットした。カットした炭素繊維束を開綿機に投入して当初の太さの炭素繊維束がほとんど存在しない、綿状の炭素繊維を得た。この綿状の炭素繊維とフェノキシ樹脂からなる不連続繊維(単繊維繊度2.5dtex、捲縮数13山/25mm、捲縮度15%、カット長51mm)を質量比で85:15の割合で混合した。この混合物を再度、開綿機に投入して、炭素繊維とフェノキシ樹脂繊維とからなる繊維集合体を得た。この繊維集合体を用いて実施例1と同様の方法でスライバーを作製した。
【0083】
得られたスライバーにおいて、炭素繊維の重量平均繊維長Lwは21mm、数平均繊維長Lnは17mmであり、Lw/Lnは1.24であった。
【0084】
こうして得られたスライバーを練条機により3倍に延伸し、次にこの延伸したスライバーを2本合わせて3倍に延伸し、更にこのスライバーを2本合わせて練条機で2.5倍に延伸し、1本の粗糸とした。この粗糸を精紡機を用いて、延伸12倍、Z(左)撚り数130回/mで紡糸し、60texの紡績糸を得た。次いで撚糸機でこの紡績糸2本を合わせて、S(右)撚り数78回/mで合糸し、120texの紡績糸を得た。
【0085】
得られた紡績糸を経糸及び緯糸として用いて平織物を作製した。この平織物を擬似等方性となるように16枚積層し、40℃のキャビティが平面状の成形金型(雌型)内に配置し、次いで成形金型(雄型)にて型締して−80kPa以下に減圧した。次いで、RTM用エポキシ樹脂(「TR−A31」、東レ株式会社製)を40℃に保ちながら成形金型に、圧力をかけながら注入した。樹脂が含浸した後、80℃に昇温し、12時間放置して硬化させて脱型した。脱型した後、更に180℃にて2時間、フリースタンドでアフターキュアして更に硬化させて、炭素繊維と、スライバー中に繊維として存在していたフェノキシ樹脂とマトリックス樹脂の合計との質量比が40:60である炭素繊維強化複合材料の平板を得た。得られた平板の曲げ強度を測定したところ、425MPaであった。
【0086】
また上記平織物を8枚積層し、これらを最大直径における曲率半径が300mmである半球状の雌型上に配置した。配置された平織物を、最大直径における曲率半径が301mmである同形状の雌型によって挟んで加圧し、半球状のプリフォームを得た。得られたプリフォームの状態は、皺の発生がなく、RTM用基材として良好に使用できるものであった。
【0087】
実施例7
実施例1で用いたものと同じ炭素繊維束を長さ15mmにカットした。カットした炭素繊維束を開綿機に投入して当初の太さの炭素繊維束がほとんど存在しない、綿状の炭素繊維を得た。この綿状の炭素繊維とナイロン6不連続繊維(単繊維繊度3.3dtex、捲縮数16山/25mm、捲縮度15%、カット長51mm)を質量比で50:50の割合で混合した。この混合物を再度、開綿機に投入して、炭素繊維とナイロン6繊維とからなる混合原綿(繊維集合体)を得た。
【0088】
この混合原綿を直径600mmのシリンダーロールを有する図1に示すような構造を有するカーディング装置に投入し、炭素繊維とナイロン繊維とからなるシート状のウエブを形成した。このウエブを重ねて炭素繊維とナイロン6不連続繊維からなる目付け110g/m2のシートを作製した。このときのシリンダーロールの回転数は320rpm、ドッファーの速度は13m/分であった。
【0089】
得られたウエブにおいて、炭素繊維の重量平均繊維長Lwは14mm、数平均繊維長Lnは12mmであり、Lw/Lnは1.08であった。
【0090】
このシートとナイロン6メルトブロー不織布を、炭素繊維とナイロン6の質量比が30:70になるように積層し、さらにその上下にポリイミドフィルムを積層した後、全体をステンレス板で挟み、5MPaの圧力をかけながら180秒間、240℃にてホットプレスした。次いで、加圧状態で50℃まで冷却して、炭素繊維強化複合材料の平板を得た。得られた平板の曲げ強度を測定したところ、490MPaであった。
【0091】
比較例3
炭素繊維束をカットする長さを30mmとし、シリンダーロールの回転速度を200rpm、ドッファーの速度を9m/分とする以外は実施例7と同様の方法で炭素繊維とナイロン6不連続繊維からなる目付け110g/m2のシートを作製した。得られたウエブにおいて、炭素繊維の重量平均繊維長Lwは23mm、数平均繊維長Lnは12mmであり、Lw/Lnは1.92であった。このシートを用いて実施例7と同様の方法で、炭素繊維強化複合材料の平板を得た。得られた平板の曲げ強度を測定したところ、310MPaであった。
【符号の説明】
【0092】
1・・・カーディング装置
2・・・シリンダーロール
3・・・テイカインロール
4・・・ドッファーロール
5・・・ワーカーロール
6・・・ストリッパーロール
7・・・フィードロール
8・・・ベルトコンベアー
9・・・繊維集合体
10・・ウエブ
【技術分野】
【0001】
本発明は、繊維材料およびその製造方法に関する。
【背景技術】
【0002】
強化繊維とマトリックス樹脂からなる繊維強化プラスチック(FRP)は機械特性、軽量性、耐腐食性等に優れることから、航空機、自動車、船舶、風車、スポーツ用具等、様々な用途に向けた部材を製造する材料として広く使用されている。強化繊維としてはアラミド繊維、高強度ポリエチレン繊維等の有機繊維も用いられるが、高い機械特性が要求される用途では、炭素繊維、ガラス繊維、金属繊維等の無機繊維が用いられる場合が多い。特に炭素繊維を用いた炭素繊維強化プラスチック(CFRP)は、強度、弾性率、軽量性、安定性に優れているため、高い性能が要求される航空・宇宙分野では主要な材料の1つとなっており、今後もさらに使用が拡大すると期待されている。
【0003】
FRPに用いる強化繊維はその形態により、連続強化繊維と不連続強化繊維に分類できる。連続強化繊維を用いたFRPは、FRPの端部以外に実質的に強化繊維の端部を含まず機械特性に優れるが、強化繊維が移動しにくいため3次元的な形状に成形しようとすると強化繊維が大きく曲がったり、局所的に強化繊維が少なく樹脂が多い部分が発生したりするためFRPの機械特性が低下するという問題がある。一方、不連続な強化繊維を用いてなるFRPは、FRPの端部以外にも繊維端部を多数含み、繊維が動きやすいため複雑な形状にも成形することができる。しかながら、かかる不連続な強化繊維からなるFRPを得るにあたっては不連続な強化繊維の開繊の度合い、不連続な強化繊維の長さが重要である。一般にFRPが応力を受けたときには強化繊維の端部に応力が集中しやすいが、不連続な強化繊維の開繊が不十分であると複数の強化繊維の端部が隣接するためそこに集中する応力が大きくなり、FRPが破壊されやすくなりFRPの機械特性は低くなる。また、不連続な強化繊維の繊維長が短か過ぎると強化繊維が負担できる応力が小さくなり、逆に、長すぎると強化繊維が動きにくくなり作製可能な部材の形状の範囲が狭くなる。
【0004】
不連続な強化繊維をFRPに用いる方法としては、不連続な強化繊維をマトリックス樹脂となる熱可塑性樹脂と混練して押し出し・カットしたり、あるいは、連続した強化繊維をマトリックス樹脂となる熱可塑性樹脂と混練しながら切断し、押し出したものをカットして得られる、いわゆる短繊維ペレットを射出成形する方法、連続した強化繊維束にマトリックス樹脂となる熱可塑性樹脂を含浸してからカットして得られる、いわゆる長繊維ペレットを射出成形する方法、カットした強化繊維束をマトリックス樹脂からなるシート状上に散布した後に、該マトリックス樹脂を強化繊維束中に含浸せしめて得られる、いわゆるSMC(Sheet Molding Compound)をプレス成形する方法、不連続な強化繊維を用いて作成した織物や、開繊した強化繊維を1方向に並べたシートにマトリックス樹脂を含浸せしめて得られるいわゆるプリプレグを金型内に設置して加圧・加熱して成形する方法、不連続な強化繊維を用いて作成した織物、不織布等のシートを金型内に配してからマトリックス樹脂を含浸するRTM(Resin Transfer Molding)法等が知られている。
【0005】
例えば、射出成形技術においてFRP中の強化繊維の重量平均繊維長Lwを数平均繊維長Lnで除した値Lw/Lnが1に近い、すなわち、強化繊維の繊維長分布が狭くする技術が知られている(特許文献1)。この技術によっても本発明の効果の一部である、Lw/Lnが1に近く、FRPの機械特性と成形性がある程度両立したFRPは得られるものの、この技術ではスクリューの剪断作用により強化繊維の開繊と切断を同時に行うため、得られるFRP中の強化繊維の数平均繊維長Lnは現実には1mm程度までであった。
【0006】
数平均繊維長が10mm以上である不連続な繊維の集合体として、不連続な繊維が概略同じ方向に揃って開繊した状態で存在し、繊維同士の摩擦および/または絡みによって形態を保持してなる、スライバーと呼ばれる繊維材料が知られている。このスライバーを用いてFRPを作製する技術が知られている。かかるスライバーを得る方法として、牽切紡が知られている(例えば特許文献2、3)。牽切紡は2対以上のローラーで連続した連続強化繊維束を挟み、ローラーの周速の差により強化繊維束を引きちぎって不連続な強化繊維の束にしながら延伸してスライバーを作製する技術である。この牽切紡では一部の強化繊維がロール間で引きちぎられて不連続な強化繊維となる一方、残りの強化繊維はスリップすることにより引きちぎられずに連続した強化繊維として残る。そのことによりスライバーとして形態を維持することができるのであるが、強化繊維の切断をコントロールすることが難しく、繊維長の長い強化繊維が存在してしまう。かかる繊維長の長い強化繊維は成型の際に動きにくいため、成形可能な部材の形状の範囲が狭くなってしまうという問題があった。
【0007】
また、連続した炭素繊維と不連続繊維を合わせて糸条とした後、炭素繊維を切断することにより炭素繊維を含む紡績糸を得る方法が知られている(例えば特許文献4)。さらには、極端に長い繊維長の炭素繊維を含む紡績糸が知られている(特許文献5)。
【0008】
これらの方法によって、得られるスライバーあるいは紡績糸は、含まれる炭素繊維の平均繊維長を長くすることができる反面、極端に長い繊維長の炭素繊維が存在することにより成形可能な部材の形状の範囲が狭くなってしまうという問題があった。
【0009】
また、強化繊維として炭素繊維を用いる場合、炭素繊維の前駆体である耐炎化糸(酸化糸とも呼ばれる。)から紡績糸、織物、不織布を作製し、これらを焼成して不連続な炭素繊維からなる紡績糸、織物、不織布を得る方法が知られている(例えば特許文献6)。かかる方法により得られ紡績糸は焼成の際に炭素繊維同士が融着して開繊不良となっている箇所が発生するという問題がある。さらに、上記耐炎化糸を焼成する方法では焼成工程では繊維が高温にさらされるため、炭素繊維に有機繊維を混合した紡績糸を得ることができないという制約がある。
【0010】
無機繊維は通常、数千本の単繊維からなる繊維束の状態で取り扱うが、繊維束中の単繊維毎にかかる張力が微妙に異なるため、そのままでは他の単繊維よりも張力の低い単繊維は弛んでしまう。この弛んだ繊維が加工工程でガイドロール等に擦過されると切断されて毛羽を発生しトラブルとなる。そこで、単繊維が弛まないように無機繊維束にサイジング剤を付着させて収束している。このため、この繊維束を開繊してスライバーとすることは非常に難しかった。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開平8−59889号公報
【特許文献2】欧州特許出願公開第1319740号明細書
【特許文献3】米国特許弟4825635号明細書
【特許文献4】特開昭47−30953号公報
【特許文献5】特開2005−163208号公報
【特許文献6】特開2005−281871号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
上記の通り、これまで、FRPに含まれる強化繊維として、連続した繊維、ある程度の長さを有するが長さが不揃いな不連続繊維、長さは揃っているが開繊が不十分な不連続な繊維、繊維長がある程度揃ってはいるが短い不連続な繊維を与えるような繊維材料しかなく、成形できる形状の範囲と得られるFRPの機械特性を高いレベルで両立することができる繊維材料は存在しなかった。本発明はかかる課題を解決すること、すなわち、成形できる形状の範囲と得られるFRPの機械特性を高いレベルで両立することができる、繊維材料を提供することを目的とする。
【課題を解決するための手段】
【0013】
前記課題を解決するため、本発明の繊維材料は、次の構成を有する。すなわち、数平均繊維長が10mm以上である不連続な無機繊維の集合体であって、不連続な繊維が概略同じ方向に揃って開繊した状態で存在し、繊維同士の摩擦および/または絡みによって形態を保持してなり、繊維長が実質的に一定である不連続な無機繊維を含んでなる繊維材料である。
【0014】
また、前記課題を解決するため、本発明の繊維材料の製造方法は、次の構成を有する。すなわち、数平均繊維長10〜120mmの繊維長が実質的に一定である不連続な無機繊維を含む繊維集合体をカーディングする工程を備える、繊維材料の製造方法である。
【発明の効果】
【0015】
本発明による繊維材料は連続した強化繊維束と同様にシート化してあるいはそのまま樹脂を含浸したり、熱可塑性樹脂を混合して射出成型材料として使用したりすることにより、機械特性にすぐれた複雑な形状のFRPを製造することができる。
【0016】
また、本発明による繊維材料を用いて得られるFRPは強化繊維である不連続な無機繊維の繊維長がある程度長いため、高い機械特性が得られる。さらに、強化繊維が不連続であり、かつ、繊維長が揃っており極端に長い強化繊維が含まれないため、強化繊維が動きやすく複雑な形状の部材に成形することが可能である。
【図面の簡単な説明】
【0017】
【図1】本発明における繊維集合体をカーディングする工程の一実施形態を示す模式図である。
【発明を実施するための形態】
【0018】
本発明の繊維材料は、数平均繊維長が10mm以上である不連続な無機繊維の集合体であって、不連続な繊維が概略同じ方向に揃って開繊した状態で存在し、繊維同士の摩擦および/または絡みによって形態を保持してなる。かかる繊維材料としては、具体的に、ウエブやスライバーが挙げられる。ウエブは、前記繊維材料であって、シート状の形態を有し、スライバーは、前記繊維材料であって、ロープ状の形態を有する。
【0019】
ここで、本発明の繊維材料は、繊維長が実質的に一定である不連続な無機繊維を含んでなる。より具体的には、不連続な無機繊維の重量平均繊維長がLwで、数平均繊維長がLnであるときに、Lw/Lnが1.0〜1.3である。さらには、前記不連続な無機繊維の数平均繊維長が10〜100mmである。
【0020】
不連続な無機繊維のLw/Lnは、無機繊維の繊維長のばらつきの大きさの尺度であり、全ての繊維の長さが同じであれば1となり、繊維長のばらつきが大きくなるほどLw/Lnは大きくなる。本発明の繊維材料において、繊維材料に含まれる不連続な無機繊維のLw/Lnは1.0〜1.3であり、好ましくは1.0〜1.2であり、さらに好ましくは1.0〜1.1である。Lw/Lnが1.3を超える場合は、FRPの中に含まれる不連続な無機繊維の繊維長のばらつきが大きく、極端に繊維長が長い無機繊維と極端に短い無機繊維が含まれていることを表している。極端に繊維長が長い無機繊維は成形の際に動きにくいため、成形後に得られるFRPの形状の範囲が小さくなる。また、極端に短い無機繊維はFRPに応力がかかった際に、応力を十分負担できないため、結果としてFRPの機械特性は低いものとなってしまう。
【0021】
不連続な無機繊維の数平均繊維長Lnは、10〜100mm、好ましくは10〜50mmであることが好ましい。かかる数平均繊維長が10mm未満であると強化繊維である不連続な無機繊維が負担できる応力が不十分であったり、強化繊維端部の距離が短くなり応力が集中しやすくなるため得られるFRPの機械特性が低下するので好ましくない。一方、不連続な無機繊維の長さが100mmを超えると不連続な無機繊維が動きにくくなり、成形可能なFRPの形状の範囲が狭くなる。本発明の繊維材料には不連続な無機繊維以外の繊維を含んでいてもかまわない。例えば、無機繊維のみからなるスライバーを有機繊維でカバリングして毛羽の発生や無機繊維の脱落を抑制したり、連続した有機繊維を混繊することにより、繊維材材料が切れたり伸びたりすることを防止することができる。そのような場合においても、繊維材料質量に対する不連続な無機繊維の含有率は、好ましくは20質量%以上、より好ましくは50質量%以上、さらに好ましくは70質量%以上である。不連続な無機繊維の含有量が20質量%未満の場合、FRPとしたときの強化繊維の含有量が低くなり、本発明の目的である高い機械特性を得ることが困難である。
【0022】
本発明の繊維材料は、不連続な無機繊維のみから構成されていても良いが、不連続な有機繊維を含んでなることが好ましい。無機繊維は剛直で脆いため、絡まりにくく折れやすい。そのため、無機繊維だけからなる繊維材料はその製造中に、切れやすかったり、無機繊維が脱落しやすいという問題がある。そこで、柔軟で折れにくく、絡みやすい有機繊維、特に不連続な有機繊維を含むことにより、均一性が高い繊維材料を形成することができる。本発明の繊維材料において、不連続な無機繊維と不連続な有機繊維とを含む場合には、不連続な無機繊維及び不連続な有機繊維の合計質量に対する、不連続な無機繊維の含有率は、好ましくは20〜95質量%、より好ましくは50〜95質量%、さらに好ましくは70〜95質量%である。上記、無機繊維のみからなる繊維材料の場合と同様、不連続な無機繊維の割合が低いとFRPとしたときに高い機械特性を得ることが困難となり、逆に、この場合、不連続な有機繊維の割合が低すぎると、上記の繊維材料の均一性を高める効果が得られない。
【0023】
本発明で用いられる無機繊維としては、炭素繊維、ガラス繊維、ステンレス等の金属繊維、アルミナ、シリカ等のセラミックス繊維、等を使用することができるが、得られるFRPの機械特性、軽量性から炭素繊維またはガラス繊維が好ましく、炭素繊維が特に好ましい。
【0024】
炭素繊維の種類として特に制限はないが、PAN系炭素繊維、ピッチ系炭素繊維、セルロース系炭素繊維、気相成長系炭素繊維、これらの黒鉛化繊維などが例示される。PAN系炭素繊維は、ポリアクリロニトリル繊維を原料とする炭素繊維である。ピッチ系炭素繊維は石油タールや石油ピッチを原料とする炭素繊維である。セルロース系炭素繊維はビスコースレーヨンや酢酸セルロースなどを原料とする炭素繊維である。気相成長系炭素繊維は炭化水素などを原料とする炭素繊維である。このうち、強度と弾性率のバランスに優れる点で、PAN系炭素繊維が好ましい。また、炭素繊維とマトリックス樹脂の接着性を向上する等の目的で炭素繊維を表面処理してもかまわない。表面処理の方法としては,電解処理、オゾン処理、紫外線処理等を採用することができる。また、炭素繊維の毛羽立ちを防止したり、炭素繊維とマトリックス樹脂との接着性を向上する等の目的で炭素繊維にサイジング剤を付与してもかまわない。サイジング剤としてはウレタン化合物、エポキシ化合物等を採用することができる。
【0025】
本発明において、不連続な有機繊維を用いる場合、不連続な有機繊維の繊維長は繊維材料の形態保持や、不連続な無機繊維の脱落防止という本発明の目的が達成できる範囲であれば特に限定はなく、一般的には10〜100mm程度の有機繊維を使用することができる。なお、不連続な有機繊維の繊維長は不連続な無機繊維の繊維長に応じて相対的に決定することも可能である。例えば繊維材料を延伸する際には、繊維長の長い不連続繊維に、より大きな張力がかかるため、不連続な無機繊維に張力をかけて繊維材料の長さ方向に配向させたい場合は不連続な無機繊維の繊維長を不連続な有機繊維の繊維長よりも長くし、逆の場合は不連続な無機繊維の繊維長を不連続な有機繊維の繊維長よりも短くすることができる。
【0026】
また、上記不連続な有機繊維による、絡み合いの効果を高める目的で不連続な有機繊維に捲縮を付与することが好ましい。不連続な繊維長の捲縮の程度は、本発明の目的が達成できる範囲であれば特に限定はなく、一般的には捲縮数5〜25山/25mm程度、捲縮率3〜30%程度の不連続な有機繊維であることが好ましい。またかかる有機繊維の単繊維繊度は0.5〜5dtexが好ましい。特に捲縮数は10〜20山/25mm、捲縮率は10〜20%、繊維径は1〜5dtexが繊維材料の均一性の点で好ましい。
【0027】
かかる不連続な有機繊維の材料としては特に制限は無く、FRPの機械特性を大きく低下させない範囲で適宜選択することができる。例示するなら、ポリエチレン、ポリプロピレン等のポリオレフィン系樹脂、ナイロン6、ナイロン6,6等のポリアミド系樹脂、ポリエチレンテレフタレート、ポリブチレンテレフタレート等のポリエステル系樹脂、ポリエーテルケトン、ポリエーテルスルフォン、芳香族ポリアミド等の樹脂を紡糸して得られた繊維を用いることができる。かかる有機繊維の材料はマトリックス樹脂の組み合わせにより適宜選択して用いることが好ましい。特に、FRPとする場合に用いるマトリックス樹脂と同じ樹脂、あるいはマトリックス樹脂と相溶性のある樹脂、マトリックス樹脂と接着性の高い樹脂を用いてなる有機繊維は、FRPの機械特性を低下させないので好ましい。例示すると有機繊維がポリアミド繊維、ポリフェニレンスルフィド繊維、ポリプロピレン繊維、ポリエーテルエーテルケトン繊維及びフェノキシ樹脂繊維からなる群より選ばれる少なくとも1種の繊維であることが好ましい。
【0028】
不連続な無機繊維の単繊維同士は、実質的に融着していないことが好ましい。不連続な無機繊維が融着していると不連続な無機繊維の端部が集まり、応力が集中しやすくなるためFRPの機械特性が低下しやすい。例えば、無機繊維としてPAN系炭素繊維を用いる場合、PAN系炭素繊維の前駆体である耐炎化糸を用いて繊維材料を形成した後、該スライバーを焼成して得られた炭素繊維の繊維材料の場合、炭素繊維の単繊維同士が融着している場合が多いため好ましくない。
【0029】
本発明の繊維材料を用いてFRPを作製するにあたっては、不連続な無機繊維と不連続な有機繊維を混合して繊維材料を作製し、繊維材料に含まれる有機繊維をそのままマトリックス樹脂として使用してもかまわないし、有機繊維を含まない繊維材料を原料として用い、FRPを製造する任意の段階でマトリックス樹脂を含浸してもかまわない。
【0030】
また、無機繊維と有機繊維を含んでなる繊維材料を原料として用いる場合であっても、FRPを製造する任意の段階でマトリックス樹脂を含浸することもできる。このような場合、有機繊維を構成する樹脂とマトリックス樹脂は同一の樹脂であってもかまわないし、異なる樹脂であってもかまわない。有機繊維を構成する樹脂とマトリックス樹脂が異なる場合は、両方が熱可塑性樹脂であってもかまわないし、熱可塑性樹脂と熱硬化性樹脂の組み合わせでもかまわない。但し、有機繊維を構成する樹脂とマトリックスが異なる場合、両者は相溶性を有するか、あるいは、親和性が高い方が好ましく、例えば、以下の式で定義される溶解度パラメーター(SP値)δが近い方がFRPの機械特性が高くなるので好ましい。
【0031】
【数1】
【0032】
ここでΔEは蒸発エネルギー、Vはモル体積である。
【0033】
また、FRPを作製するにあたっては、本発明の繊維材料を直接、FRPとすることもできるし、スライバーを紡績糸に加工して織物としてからFRPにすることもできる。繊維材料としてスライバーを用いる場合、スライバーを直接FRPとする方法としては、所望の長さにカットしたスライバーを(必要に応じてマトリックス樹脂を加え)金型内に投入した後金型内で加圧して成形する方法、スライバーを(必要に応じてマトリックス樹脂を加え)エクストルーダー内に投入し、スクリューで溶融・混練した後金型内に射出して成形する方法等を採用することができる。また、複数のスライバーを1方向に並べた状態で必要に応じてマトリックス樹脂を加えプレス等により一体化してプリプレグを作製した後、該プリプレグを金型内で加圧・加圧することによりFRPを作製することができる。
【0034】
かかる方法によりFRPを製造するにあたっては、繊維材料中に有機繊維を含めている場合には、それをマトリックス樹脂として用いることができるし、マトリックス樹脂を別途追加してもかまわない。上記いずれの場合も、有機繊維を構成する樹脂としては特に制限は無く、ナイロン6、ナイロン6,6、ナイロン6,12等のポリアミド、ポリプロピレン、ポリエチレン等のポリオレフィン、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリ乳酸等ポリエステル、ポリフェニレンスルフィド、ポリエーテルケトン、ポリカーボネート、フェノキシ樹脂等を使用できる。その中で、ポリアミド、ポリフェニレンスルフィド、ポリプロピレン、ポリエーテルエーテルケトン及びフェノキシ樹脂は、ポリマーの機械特性、化学的な安定性に優れておりそのままマトリックス樹脂として使用できるので好ましい。また、他のマトリックス樹脂を含浸する場合にも、マトリックス樹脂との相溶性に優れFRPの機械特性を低下させないので好ましい。
【0035】
従来、前記したような繊維長が揃った無機繊維の繊維材料を製造する技術は無かったが、次に説明する製法方法により、かかる繊維材料が得られるようになった。
【0036】
本発明に係る製造方法は、数平均繊維長10〜120mm、好ましくは20〜120mmの繊維長が実質的に一定である不連続な無機繊維を含む繊維集合体をカーディングする工程を備える、繊維材料の製造方法である。
【0037】
本発明でいうカーディングとは、不連続な繊維の集合体をくし状のもので概略同一方向に力を加えることにより、不連続な繊維の方向を揃えたり、繊維を開繊する操作のことをいう。一般的には針状の突起を表面に多数備えたロール及び/またはのこぎりの刃状の突起を有するメタリックワイヤを巻きつけたロールを有するカーディング装置を用いて行う。
【0038】
無機繊維の数平均繊維長が10mm未満の場合は無機繊維同士の絡み合いが殆ど無く、繊維材料の形態を保持することが難しく、さらには、FRPとした場合も低い力学特性しか得ることができない。また、無機繊維の数平均繊維長が120mmを超える場合は、カーディングの際に無機繊維がカーディング装置のロールに巻き付きやすいため繊維材料を安定的に作製することが難しく、また、FRPとして成形する際に無機繊維の動きが制限されるため成形できる形状の範囲が狭くなる。
【0039】
かかるカーディングを実施するにあたっては、無機繊維が折れるのを防ぐ目的で無機繊維がカーディング装置の中に存在する時間(滞留時間)を短くすることが好ましい。具体的にはカーディング装置のシリンダーロールに巻かれたワイヤー上に存在する無機繊維をできるだけ短時間でドッファーロールに移行させることか好ましい。従って、かかる移行を促進するためにシリンダーロールの回転数は、例えば300rpm以上といった高い回転数で回転させることが好ましい。また、同様の理由で、ドッファーロールの表面速度は例えば、10m/分以上といった速い速度が好ましい。
【0040】
また、本発明に係る製造方法では、カーディングに供する繊維集合体に、さらに不連続な有機繊維を含むことが好ましい。カーディングに供する繊維集合体に、さらに不連続な有機繊維を含むことにより不連続な無機繊維が前記繊維長を満たさない場合であっても、繊維長が揃った無機繊維の繊維材料を製造することができる。不連続な無機繊維が前記繊維長を満たす場合、無機不連続繊維の繊維長のばらつきがより小さい繊維材料を、より容易に製造することができる。
【0041】
本発明に係る製造方法では、無機長繊維を切断して繊維長が実質的に一定である不連続な無機繊維を得る工程と、(必要に応じて不連続な無機繊維と不連続な有機繊維とを混合して)不連続な無機繊維を含む繊維集合体を得る工程と、かかる繊維集合体をカーディングにより繊維材料を作製する工程とから主として構成される。
【0042】
無機長繊維の切断は、例えば、無機長繊維の繊維束を、ギロチンカッター、ロータリーカッター等を用いた通常の方法により行うことができる。このときのカット長を一定にすることにより、実質的に一定の繊維長を有する不連続な無機繊維を含んでなる繊維材料を得ることができる。このときカットして得られる不連続な無機繊維の数平均繊維長が10mm〜120mm、好ましくは20mm〜120mmとする必要がある。カーディングにおいて、無機繊維の切断を完全に防ぐことは不可能であり、どうしても一部の無機繊維は切断されて繊維長が短くなってしまう。そこで、最終的に目標とする繊維長よりもやや長い無機繊維をカーディングすることにより、目標とする長さの無機繊維を含んでなるスライバーを得ることができる。
【0043】
不連続な有機繊維を用いる場合、それは、不連続な無機繊維とは別途準備して不連続な無機繊維と混合してもかまわないし、連続した無機繊維と有機繊維が一緒になったいわゆる複合糸の状態でカットして、両者が混合して存在する繊維集合体としてもかまわない。また、このようにして得られる繊維集合体を、多数の針を有するドラムが回転して繊維を開繊させるような開綿機により開繊することは得られる繊維材料の均一性を向上できるため好ましい。この開繊においては、不連続な無機繊維が実質的に単繊維まで開繊されていることが好ましいが、開繊の程度を上げすぎると無機繊維が切断されて繊維長が短くなりすぎる場合がある。そのため、かかる開繊の程度は残体の製造工程を通じての工程通過性や得られるFRPの機械特性等より総合的に判断して調節することが好ましい。
【0044】
このようにして準備された繊維集合体をカーディング装置を用いてカーディングすることにより、繊維材料を作製する。より具体的には、このようにして準備された繊維集合体をカーディングする工程を経てウエブを得、かつそのウエブを収束してスライバーを作製する。
【0045】
図1は、繊維集合体をカーディングする工程の一実施形態を示す模式図である。図1に示すカーディング装置1は、シリンダーロール2と、その外周面に近接して設けられたテイカインロール3と、テイカインロール3とは反対側においてシリンダーロール4の外周面に近接して設けられたドッファーロール4と、テイカインロール3とドッファーロール4との間においてシリンダーロール2の外周面に近接して設けられた複数のワーカーロール5と、ワーカーロールに近接して設けられたストリッパーロール6と、テイカインロール3と近接して設けられたフィードロール7及びベルトコンベアー8とから主として構成される。
【0046】
ベルトコンベアー8に繊維集合体9が供給され、繊維集合体9はフィードロール7の外周面、次いでテイカインロール3の外周面を介してシリンダーロール2の外周面上に導入される。シリンダーロール2の外周面上に導入された繊維集合体は一部、ワーカーロール5の外周面上に巻き付くが、この繊維集合体はストリッパーロール6によって剥ぎ取られ再びシリンダーロール2の外周面上に戻される。フィードロール7、テイカイロール3、シリンダーロール2、ワーカーロール5、ストリッパーロール6のそれぞれのロールの外周面上には多数の針、突起が立った状態で存在しており、上記工程で繊維集合体が針の作用により単繊維状に開繊されると同時に方向が揃えられる。かかる過程を経て開繊され繊維の配向が進んだ繊維集合体は、シート状のウエブ10としてドッファーロール4の外周面上に移動する。さらに、ウエブ10を、その幅を狭めながら引き取ることによりロープ状のスライバーを得ることができる。
【0047】
このようにして得られたスライバーを精紡機等を用いて延伸、撚りをかけることにより、紡績糸を作製することができる。
【0048】
例えば、複数のスライバーを合わせて延伸することによりスライバーの太さムラを減少させつつ繊維を配向させる練条工程、スライバーを延伸しながら撚りをかけて繊維を配向させつつ、紡績糸の強度を高めていわゆる粗糸を作製する粗紡工程、粗糸をさらに延伸しながら撚りを掛けて強度を高めると同時に所定の太さの紡績糸を成す精紡工程等を経ることにより、紡績糸を得ることができる。かかる加工においては、例えば精紡工程においてはリング精紡機、コンパクト精紡機、オープンエンド精紡機等の装置を用いることができる。このようにして得られた不連続な無機繊維を含んでなる紡績糸は、織物とした後にFRPとすることができる。織物としては平織物、綾織物、朱子織物等の一般的な織物や3次元織物、多軸ステッチ織物、一方向織物等とすることができる。かかる織物を金型にて成形してFRPを作製する。FRPを構成するマトリックス樹脂は、スライバー中に有機繊維を含む場合には、それを溶融してそのままマトリックス樹脂としてもかまわないし、さらに追加して織物にマトリックス樹脂を含浸してもかまわない。また、織物を金型に入れる前に樹脂を含浸してもかまわないし、織物が金型内にある状態で樹脂を注入してFRPとしてもかまわない。
【0049】
また、本発明の繊維材料を紡績糸とせず、以下に例示する方法により、直接FRPとすることができる。
【0050】
本発明によるスライバーは射出成形機を用いて射出成形することができる。射出成形機としてはインラインスクリュー型、スクリュープリプラ型等の装置を用いることができる。また、スライバーに樹脂ペレット、安定剤、難燃剤、着色剤等を加えて射出成形機に供給して成形品を作製することもできる。スライバーを射出成形機に投入する際に、スライバーの見かけ密度を上げ、また、毛羽による引っ掛かりを無くして、スライバーに撚りをかけたり、延伸してから投入することもできる。
【0051】
また、本発明によるスライバーは適当な大きさにカットして、プレス成形用金型の中に投入してプレス成形用材料として用いることもできる。プレス成形を行う場合には、樹脂、安定剤、難燃剤、着色剤等を加えて同時に成形することもできる。その場合はスライバーを金型内でプレス成形する際に繊維状にした物質スライバーと混合したり、フィルム、不織布等のシート状にしてスライバーと積層したりして、FRP中に添加することができる。
【0052】
また、スライバーを介さずに、本発明のウエブから直接FRPを得ることもできる。例えば、ドッファーロール4からウエブ10を収束せずに引き出し、クロスラッパー等を用いて適当な目付けに積層する。積層したウエブの取り扱い性を改善する目的でウエブの形態安定性を向上させる処理を施すことも可能である、かかるウエブの形態安定性を向上させる方法としては、特に制限はなく、繊維同士を絡合させる方法、バインダーにより繊維同士を接着させる方法等を採用することができる。繊維同士を絡合させる方法としては繊維を引っ掛けるバーブやフックを有するニードルを用いて繊維を絡合させる方法、水等の流体を噴射して繊維同士を絡合させる方法等を採用することができる。また、バインダーにより繊維同士を接着させる方法としてはバインダーを直接ウエブに付与しても良いし、液体に溶解あるいは分散させた状態で付与することもできる。バインダーをウエブに直接付与する方法としては特に制限は無くバインダーを粉末状にしてウエブに散布する方法、ウエブ製造する際にバインダーを含有させる方法を例示することができる。
【0053】
かかる積層したウエブにマトリックス樹脂を含浸することによりマトリックス樹脂を含浸したFRPはプレス成形用材料として用いることができる。かかるプレス成形用材料として用いる場合のマトリックス樹脂としてはFRPに用いられているマトリックス樹脂であれば特に制限はなく、熱硬化性樹脂、熱可塑性樹脂のいずれの樹脂も用いることができる。かかる熱硬化性樹脂としてはエポキシ樹脂、フェノール樹脂、不飽和ポリエステル樹脂等を例示することができる。また、熱可塑性樹脂としてナイロン6、ナイロン6,6、ナイロン6,12等のポリアミド、ポリプロピレン、ポリエチレン等のポリオレフィン、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリ乳酸等ポリエステル、ポリフェニレンスルフィド、ポリエーテルケトン、ポリカーボネート、フェノキシ樹脂等を使用できる。次に、加圧下でウエブに溶融したマトリックス樹脂を含浸するが、かかる含浸工程は加熱機能を有するプレス機を用いて実施することができる。プレス機としてはマトリックス樹脂の含浸に必要な温度、圧力を実現できるものであれば特に制限はなく、上下する平面状のプラテンを有する通常のプレス機や、1対のエンドレススチールベルトが走行する機構を有するいわゆるダブルベルトプレス機を用いることができる。かかる含浸工程においてはマトリックス樹脂をフィルム、不織布、織物等のシート状とした後、ウエブと積層しその状態で上記プレス機等を用いてマトリックス樹脂を溶融・含浸することができる。また、マトリックス樹脂を用いて不連続な繊維を作製し、ウエブを作製する工程で無機繊維と混合することにより、マトリックス樹脂と無機繊維を含むウエブを作製し、このウエブをプレス機等を用いて加熱・加圧する方法も採用することができる。
【実施例】
【0054】
以下、実施例を挙げて本発明についてさらに具体的に説明する。ただし、本発明はこれら実施例に限定されるものではない。
【0055】
本実施例で用いた各種特性の測定方法は次のとおりである。
【0056】
(繊維材料中の平均繊維長)
スライバーの場合、長さ30cmにカットした試験体を、また、ウエブの場合、1辺30cmの正方形にカットした試験体を500℃に加熱した電気炉の中で1時間加熱して有機繊維を焼き飛ばした。残った無機繊維の集合体を用いて、JIS L1015に規定される方法に従って、不連続な無機繊維の重量平均繊維長Lw及び数平均繊維長Lnを測定した。
【0057】
(繊維強化複合材料の曲げ強度)
ISO178法(1993)に従い、曲げ強度をn=5で評価した。
【0058】
(繊維強化複合材料中の無機繊維の含有率)
繊維強化複合材料の成形品から約2gのサンプルを切り出し、その質量を測定した。その後、サンプルを500℃に加熱した電気炉の中で1時間加熱してマトリックス樹脂を焼き飛ばした。室温まで冷却してから、残った無機繊維の質量を測定した。無機繊維の質量に対する、マトリックス樹脂を焼き飛ばす前のサンプルの質量に対する比率を測定し、無機繊維の含有率とした。
【0059】
実施例1
2400本の炭素繊維単繊維から構成される炭素繊維束(「T700S」、東レ株式会社製)を長さ50mmにカットした。カットした炭素繊維束を開綿機に投入し、炭素繊維束を開繊した後、再度開綿機に投入し、当初の太さの炭素繊維束がほとんど存在しない、綿状の炭素繊維を得た。この綿状の炭素繊維とナイロン6不連続繊維(単繊維繊度1.7dtex、捲縮数12山/25mm、捲縮度13%、カット長51mm)を質量比で50:50の割合で混合した。この混合物を再度、開綿機に投入して、炭素繊維とナイロン6繊維とからなる混合原綿(繊維集合体)を得た。
【0060】
この混合原綿を直径600mmのシリンダーロールを有する図1に示すような構造を有するカーディング装置に投入し、炭素繊維とナイロン繊維とからなるシート状のウエブを形成し、ウエブの幅を狭めながらロープ状としてから引き取って、スライバーを得た。このときのシリンダーロールの回転数は350rpm、ドッファーの速度は15m/分であった。
【0061】
得られたスライバーにおいて、炭素繊維の重量平均繊維長Lwは38mm、数平均繊維長Lnはいずれも42mmであり、Lw/Lnは1.11であった。
【0062】
こうして得られたスライバーを練条機により5倍に延伸し、次にこの延伸したスライバーを2本合わせて5倍に延伸し、更にこのスライバーを2本合わせて練条機で2倍に延伸し、1本の粗糸とした。この粗糸を精紡機を用いて、延伸12倍、Z(左)撚り数130回/mで紡糸し、70texの紡績糸を得た。次いで撚糸機でこの紡績糸2本を合わせて、S(右)撚り数78回/mで合糸し,140texの紡績糸を得た。
【0063】
得られた紡績糸を経糸及び緯糸として用いて平織物を作製した。この平織物を擬似等方性となるように16枚積層し、さらに積層したシート全体で炭素繊維とナイロン6の質量比が40:60になるようにナイロン6メルトブロー不織布を積層し、さらにその上下にポリイミドフィルムを積層した後、全体をステンレス板で挟み、20MPaの圧力をかけながら180秒間、240℃にてホットプレスした。次いで、加圧状態で50℃まで冷却して、炭素繊維強化複合材料の平板を得た。得られた平板の曲げ強度を測定したところ、630MPaであった。
【0064】
また上記平織物を8枚積層し、これらを最大直径における曲率半径が300mmである半球状の雌型上に配置した。配置された平織物を、最大直径における曲率半径が301mmである同形状の雌型によって挟んで加圧し、半球状のプリフォームを得た。得られたプリフォームの状態は、皺の発生がなく皺の発生がなく、RTM用基材として良好に使用できるものであった。
【0065】
実施例2
実施例1で用いたものと同じ炭素繊維束を長さ25mmにカットした。カットした炭素繊維束を開綿機に投入して当初の太さの炭素繊維束がほとんど存在しない、綿状の炭素繊維を得た。この綿状の炭素繊維と実施例1で用いたものと同じナイロン6不連続繊維を質量比で90:10の割合で混合した。この混合物を再度、開綿機に投入して、炭素繊維とナイロン6繊維とからなる繊維集合体を得た。この繊維集合体を用いて実施例1と同様の方法でスライバーを作製した。
【0066】
得られたスライバーにおいて、炭素繊維の重量平均繊維長Lwは21mm、数平均繊維長Lnは20mmであり、Lw/Lnは1.05であった。
【0067】
こうして得られたスライバーを用いて実施例1と同様の方法で140texの紡績糸を得た。
【0068】
この紡績糸を用いて実施例1と同様にして作製した平織物を8枚とナイロン6メルトブロー不織布を、積層したシート全体で炭素繊維とナイロン6の質量比が40:60になるように積層し、さらにその上下にポリイミドフィルムを積層した後、全体をステンレス板で挟み、20MPaの圧力をかけながら180秒間、240℃にてホットプレスした。次いで、加圧状態で50℃まで冷却して、炭素繊維強化複合材料の平板を得た。得られた平板の曲げ強度を測定したところ、590MPaであった。
【0069】
また上記平織物を8枚積層し、これらを最大直径における曲率半径が300mmである半球状の雌型上に配置した。配置された平織物を、最大直径における曲率半径が301mmである同形状の雌型によって挟んで加圧し、半球状のプリフォームを得た。得られたプリフォームの状態は、皺の発生がなく、RTM用基材として良好に使用できるものであった。
【0070】
実施例3
実施例1で用いたものと同じ炭素繊維束を長さ75mmにカットした。カットした炭素繊維束を開綿機に投入して炭素繊維を開繊する工程を2回繰り返して、当初の太さの炭素繊維束がほとんど存在しない、綿状の炭素繊維を得た。この綿状の炭素繊維とポリフェニレンスルフィド(PPS)不連続繊維(単繊維繊度2.2dtex、捲縮数14山/25mm、捲縮度16%、カット長51mm)を質量比で95:5の割合で混合した。この混合物を再度、開綿機に投入して、炭素繊維とPPS繊維とからなる繊維集合体を得た。この繊維集合体を用いて実施例1と同様の方法でスライバーを作製した。
【0071】
得られたスライバーにおいて、炭素繊維の重量平均繊維長Lwは70mm、数平均繊維長Lnは58mmであり、Lw/Lnは1.21であった。
【0072】
こうして得られたスライバーを用いて実施例1と同様の方法で140texの紡績糸を得た。
【0073】
この紡績糸を用いて実施例1と同様にして作製した平織物を8枚積層し、PPSメルトブロー不織布を、積層したシート全体で炭素繊維とPPSの質量比が50:50になるようにさらにその上下にポリイミドフィルムを積層した後、全体をステンレス板で挟み、20MPaの圧力をかけながら180秒間、240℃にてホットプレスした。次いで、加圧状態で50℃まで冷却して、炭素繊維強化複合材料の平板を得た。得られた平板の曲げ強度を測定したところ、570MPaであった。
【0074】
また上記平織物を8枚積層し、これらを最大直径における曲率半径が300mmである半球状の雌型上に配置した。配置された平織物を、最大直径における曲率半径が301mmである同形状の雌型によって挟んで加圧し、半球状のプリフォームを得た。得られたプリフォームの状態は、皺の発生がなく、RTM用基材として良好に使用できるものであった。
【0075】
比較例1
実施例1で用いたものと同じ炭素繊維を用いて3対のローラーからなる牽切紡装置を用い、不連続な炭素繊維からなるスライバーを作製した。得られたスライバーにおいて炭素繊維の重量平均繊維長Lwは102mm、数平均繊維長Lnは144mmであり、Lw/Lnは1.41であった。このスライバーと別途作製したナイロン6不連続繊維(単繊維繊度1.7dtex、捲縮数10山/25mm、捲縮度11%、カット長51mm)からなるスライバーを質量比で50:50の割合で混合し、実施例1と同様の方法で紡績糸とし、さらにその紡績糸を用いて実施例1と同様の方法で織物を作製した。得られた織物を実施例1と同様の方法で加工し炭素繊維強化複合材料の平板を作製した。得られた平板の曲げ強度を測定したところ、710MPaであった。また上記平織物を8枚積層し、これらを最大直径における曲率半径が300mmである半球状の雌型上に配置した。配置された平織物を、最大直径における曲率半径が301mmである同形状の雌型によって挟んで加圧し、半球状のプリフォームを得た。得られたプリフォームは皺が発生しており、RTM用基材として使用できるものではなかった。
【0076】
実施例4
実施例1で作製した粗糸を連続的に赤外線ヒーターにて加熱しナイロン6を溶融したのち、冷却固化し、更に10mmにカットして射出成形材料を作製した。この射出成形材料とナイロン6樹脂(「CM1001」、東レ株式会社製)とを、炭素繊維とナイロン6が質量比で20:80になるように混合して射出成形を行い、炭素繊維強化複合材料の平板を得た。得られた平板の曲げ強度を測定したところ、350MPaであった。また、得られた成形品の断面を研磨し、拡大して観察したところ炭素繊維が単繊維状に均一に分散していた。
【0077】
比較例2
エクストルーダーで溶融したナイロン6樹脂(「CM1001」、東レ株式会社製)を供給しているクロスヘッドに実施例1で用いた炭素繊維を走行させ、炭素繊維にナイロン樹脂を含浸させた後、賦形ダイを通してストランドとして引取り、冷却後、裁断し、炭素繊維とナイロン樹脂の質量比が20:80である、長さ10mmの射出成形材料を得た。この射出成形材料を射出成形し炭素繊維強化複合材料の平板を得た。得られた平板の曲げ強度を測定したところ、310MPaであった。また、得られた成形品の断面を研磨し、拡大して観察したところ一部の炭素繊維は束状に存在しており、また、炭素繊維の分布も不均一であった。
【0078】
実施例5
実施例1で用いたものと同じ炭素繊維束を長さ75mmにカットした。カットした炭素繊維束を開綿機に投入し、炭素繊維束を開繊した後、再度開綿機に投入し、当初の太さの繊維束が殆ど存在しない、綿状の繊維集合体を得た。この繊維集合体を実施例1で用いたカーディング装置に投入し、炭素繊維からなるウエブを形成し、このウエブの上にナイロン6樹脂粒子(「TR−1」、東レ株式会社製)を散布した後、ウエブの幅を狭めながらロープ状として引き取り、走行させながら250℃の熱風で加熱してナイロン6粒子を溶融した後、金属ロールで冷却してナイロン6を固化せしめてスライバーを得た。
【0079】
得られたスライバーにおいて、炭素繊維の含有率は、90質量%であり、炭素繊維の重量平均繊維長Lwは69mm、数平均繊維長Lnは72mmであり、Lw/Lnは1.03であった。
【0080】
得られたスライバーを25mmにカットしてプレス成形材料を得た。このプレス成形材料とナイロン6メルトブロー不織布を炭素繊維とナイロン6の質量比が40:60になるように積層し、さらにその上下にポリイミドフィルムを積層した後、全体をステンレス板で挟み、20MPaの圧力をかけながら180秒間、240℃にてホットプレスした。次いで、加圧状態で50℃まで冷却して、炭素繊維強化複合材料の平板を得た。得られた平板の曲げ強度を測定したところ、590MPaであった。
【0081】
比較例3
スクリュー式押し出し機からナイロン6樹脂(「CM1001」、東レ株式会社製)を溶融してスリット状のダイに供給しながら、実施例1で用いたものと同じ炭素繊維束を該ダイ中を走行させて炭素繊維束にナイロン6樹脂を含浸した後、金属ロールで冷却してナイロン6を固化せしめてテープ状の基材を得た。このテープ状基材を25mmにカットしてプレス成型材料を得た。得られたプレス成形材料を用い、実施例5と同じ方法で炭素繊維とナイロン6の質量比が40:60である炭素繊維強化複合材料の平板を得た。得られた平板の曲げ強度を測定したところ、315MPaであった。
【0082】
実施例6
実施例1で用いたものと同じ炭素繊維束を長さ25mmにカットした。カットした炭素繊維束を開綿機に投入して当初の太さの炭素繊維束がほとんど存在しない、綿状の炭素繊維を得た。この綿状の炭素繊維とフェノキシ樹脂からなる不連続繊維(単繊維繊度2.5dtex、捲縮数13山/25mm、捲縮度15%、カット長51mm)を質量比で85:15の割合で混合した。この混合物を再度、開綿機に投入して、炭素繊維とフェノキシ樹脂繊維とからなる繊維集合体を得た。この繊維集合体を用いて実施例1と同様の方法でスライバーを作製した。
【0083】
得られたスライバーにおいて、炭素繊維の重量平均繊維長Lwは21mm、数平均繊維長Lnは17mmであり、Lw/Lnは1.24であった。
【0084】
こうして得られたスライバーを練条機により3倍に延伸し、次にこの延伸したスライバーを2本合わせて3倍に延伸し、更にこのスライバーを2本合わせて練条機で2.5倍に延伸し、1本の粗糸とした。この粗糸を精紡機を用いて、延伸12倍、Z(左)撚り数130回/mで紡糸し、60texの紡績糸を得た。次いで撚糸機でこの紡績糸2本を合わせて、S(右)撚り数78回/mで合糸し、120texの紡績糸を得た。
【0085】
得られた紡績糸を経糸及び緯糸として用いて平織物を作製した。この平織物を擬似等方性となるように16枚積層し、40℃のキャビティが平面状の成形金型(雌型)内に配置し、次いで成形金型(雄型)にて型締して−80kPa以下に減圧した。次いで、RTM用エポキシ樹脂(「TR−A31」、東レ株式会社製)を40℃に保ちながら成形金型に、圧力をかけながら注入した。樹脂が含浸した後、80℃に昇温し、12時間放置して硬化させて脱型した。脱型した後、更に180℃にて2時間、フリースタンドでアフターキュアして更に硬化させて、炭素繊維と、スライバー中に繊維として存在していたフェノキシ樹脂とマトリックス樹脂の合計との質量比が40:60である炭素繊維強化複合材料の平板を得た。得られた平板の曲げ強度を測定したところ、425MPaであった。
【0086】
また上記平織物を8枚積層し、これらを最大直径における曲率半径が300mmである半球状の雌型上に配置した。配置された平織物を、最大直径における曲率半径が301mmである同形状の雌型によって挟んで加圧し、半球状のプリフォームを得た。得られたプリフォームの状態は、皺の発生がなく、RTM用基材として良好に使用できるものであった。
【0087】
実施例7
実施例1で用いたものと同じ炭素繊維束を長さ15mmにカットした。カットした炭素繊維束を開綿機に投入して当初の太さの炭素繊維束がほとんど存在しない、綿状の炭素繊維を得た。この綿状の炭素繊維とナイロン6不連続繊維(単繊維繊度3.3dtex、捲縮数16山/25mm、捲縮度15%、カット長51mm)を質量比で50:50の割合で混合した。この混合物を再度、開綿機に投入して、炭素繊維とナイロン6繊維とからなる混合原綿(繊維集合体)を得た。
【0088】
この混合原綿を直径600mmのシリンダーロールを有する図1に示すような構造を有するカーディング装置に投入し、炭素繊維とナイロン繊維とからなるシート状のウエブを形成した。このウエブを重ねて炭素繊維とナイロン6不連続繊維からなる目付け110g/m2のシートを作製した。このときのシリンダーロールの回転数は320rpm、ドッファーの速度は13m/分であった。
【0089】
得られたウエブにおいて、炭素繊維の重量平均繊維長Lwは14mm、数平均繊維長Lnは12mmであり、Lw/Lnは1.08であった。
【0090】
このシートとナイロン6メルトブロー不織布を、炭素繊維とナイロン6の質量比が30:70になるように積層し、さらにその上下にポリイミドフィルムを積層した後、全体をステンレス板で挟み、5MPaの圧力をかけながら180秒間、240℃にてホットプレスした。次いで、加圧状態で50℃まで冷却して、炭素繊維強化複合材料の平板を得た。得られた平板の曲げ強度を測定したところ、490MPaであった。
【0091】
比較例3
炭素繊維束をカットする長さを30mmとし、シリンダーロールの回転速度を200rpm、ドッファーの速度を9m/分とする以外は実施例7と同様の方法で炭素繊維とナイロン6不連続繊維からなる目付け110g/m2のシートを作製した。得られたウエブにおいて、炭素繊維の重量平均繊維長Lwは23mm、数平均繊維長Lnは12mmであり、Lw/Lnは1.92であった。このシートを用いて実施例7と同様の方法で、炭素繊維強化複合材料の平板を得た。得られた平板の曲げ強度を測定したところ、310MPaであった。
【符号の説明】
【0092】
1・・・カーディング装置
2・・・シリンダーロール
3・・・テイカインロール
4・・・ドッファーロール
5・・・ワーカーロール
6・・・ストリッパーロール
7・・・フィードロール
8・・・ベルトコンベアー
9・・・繊維集合体
10・・ウエブ
【特許請求の範囲】
【請求項1】
数平均繊維長が10mm以上である不連続な無機繊維の集合体であって、不連続な繊維が概略同じ方向に揃って開繊した状態で存在し、繊維同士の摩擦および/または絡みによって形態を保持してなり、繊維長が実質的に一定である不連続な無機繊維を含んでなる繊維材料。
【請求項2】
さらに不連続な有機繊維を含んでなる請求項1に記載の繊維材料。
【請求項3】
有機繊維が、ポリアミド繊維、ポリフェニレンスルフィド繊維、ポリプロピレン繊維、ポリエーテルエーテルケトン繊維及びフェノキシ樹脂繊維からなる群より選ばれる少なくとも1種の繊維である請求項2に記載の繊維材料。
【請求項4】
前記不連続な無機繊維の重量平均繊維長がLwで、前記不連続な無機繊維の数平均繊維長がLnであるときに、Lw/Lnが1.0〜1.3である、請求項1〜3のいずれか一項に記載の繊維材料。
【請求項5】
前記不連続な無機繊維の数平均繊維長が10〜100mmである、請求項1〜4のいずれか一項に記載の繊維材料。
【請求項6】
前記不連続な無機繊維の含有率が繊維材料質量に対し20質量%以上である、請求項1〜5のいずれか一項に記載の繊維材料。
【請求項7】
無機繊維が炭素繊維である、請求項1〜6のいずれか一項に記載の繊維材料。
【請求項8】
前記不連続な無機繊維の単繊維同士が実質的に融着していない、請求項1〜7のいずれか一項に記載の繊維材料。
【請求項9】
前記繊維材料がウエブまたはスライバーである、請求項1〜8のいずれか一項に記載の繊維材料。
【請求項10】
請求項1〜8のいずれか一項に記載の繊維材料がウエブであり、当該ウエブを収束してなる、スライバー。
【請求項11】
数平均繊維長10〜120mmの繊維長が実質的に一定である不連続な無機繊維を含む繊維集合体をカーディングする工程を備える、繊維材料の製造方法。
【請求項12】
前記数平均繊維長が20〜120mmである、請求項11に記載の繊維材料の製造方法。
【請求項13】
前記繊維集合体には、さらに不連続な有機繊維を含む、請求項11または12に記載の繊維材料の製造方法。
【請求項14】
有機繊維がポリアミド繊維、ポリフェニレンスルフィド繊維、ポリプロピレン繊維、ポリエーテルエーテルケトン繊維及びフェノキシ樹脂繊維からなる群より選ばれる少なくとも1種の繊維である、請求項13に記載の繊維材料の製造方法。
【請求項15】
無機繊維が炭素繊維である、請求項11〜14のいずれか一項に記載の繊維材料の製造方法。
【請求項16】
前記繊維集合体をカーディングする工程を経てウエブを得、かつ、当該ウエブを収束してスライバーを作製する工程を備える、請求項11〜15のいずれか一項に記載の繊維材料の製造方法。
【請求項17】
前記繊維材料がスライバーである、請求項11〜16のいずれか一項に記載の繊維材料の製造方法。
【請求項1】
数平均繊維長が10mm以上である不連続な無機繊維の集合体であって、不連続な繊維が概略同じ方向に揃って開繊した状態で存在し、繊維同士の摩擦および/または絡みによって形態を保持してなり、繊維長が実質的に一定である不連続な無機繊維を含んでなる繊維材料。
【請求項2】
さらに不連続な有機繊維を含んでなる請求項1に記載の繊維材料。
【請求項3】
有機繊維が、ポリアミド繊維、ポリフェニレンスルフィド繊維、ポリプロピレン繊維、ポリエーテルエーテルケトン繊維及びフェノキシ樹脂繊維からなる群より選ばれる少なくとも1種の繊維である請求項2に記載の繊維材料。
【請求項4】
前記不連続な無機繊維の重量平均繊維長がLwで、前記不連続な無機繊維の数平均繊維長がLnであるときに、Lw/Lnが1.0〜1.3である、請求項1〜3のいずれか一項に記載の繊維材料。
【請求項5】
前記不連続な無機繊維の数平均繊維長が10〜100mmである、請求項1〜4のいずれか一項に記載の繊維材料。
【請求項6】
前記不連続な無機繊維の含有率が繊維材料質量に対し20質量%以上である、請求項1〜5のいずれか一項に記載の繊維材料。
【請求項7】
無機繊維が炭素繊維である、請求項1〜6のいずれか一項に記載の繊維材料。
【請求項8】
前記不連続な無機繊維の単繊維同士が実質的に融着していない、請求項1〜7のいずれか一項に記載の繊維材料。
【請求項9】
前記繊維材料がウエブまたはスライバーである、請求項1〜8のいずれか一項に記載の繊維材料。
【請求項10】
請求項1〜8のいずれか一項に記載の繊維材料がウエブであり、当該ウエブを収束してなる、スライバー。
【請求項11】
数平均繊維長10〜120mmの繊維長が実質的に一定である不連続な無機繊維を含む繊維集合体をカーディングする工程を備える、繊維材料の製造方法。
【請求項12】
前記数平均繊維長が20〜120mmである、請求項11に記載の繊維材料の製造方法。
【請求項13】
前記繊維集合体には、さらに不連続な有機繊維を含む、請求項11または12に記載の繊維材料の製造方法。
【請求項14】
有機繊維がポリアミド繊維、ポリフェニレンスルフィド繊維、ポリプロピレン繊維、ポリエーテルエーテルケトン繊維及びフェノキシ樹脂繊維からなる群より選ばれる少なくとも1種の繊維である、請求項13に記載の繊維材料の製造方法。
【請求項15】
無機繊維が炭素繊維である、請求項11〜14のいずれか一項に記載の繊維材料の製造方法。
【請求項16】
前記繊維集合体をカーディングする工程を経てウエブを得、かつ、当該ウエブを収束してスライバーを作製する工程を備える、請求項11〜15のいずれか一項に記載の繊維材料の製造方法。
【請求項17】
前記繊維材料がスライバーである、請求項11〜16のいずれか一項に記載の繊維材料の製造方法。
【図1】

【公開番号】特開2012−127044(P2012−127044A)
【公開日】平成24年7月5日(2012.7.5)
【国際特許分類】
【出願番号】特願2011−253802(P2011−253802)
【出願日】平成23年11月21日(2011.11.21)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成24年7月5日(2012.7.5)
【国際特許分類】
【出願日】平成23年11月21日(2011.11.21)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]