
繊維材料をフェルト化するフェルト製造装置
【解決手段】
本発明は、繊維材料をフェルト化するフェルト製造装置に関し、フェルト化を実行するフェルト針を受けて保持する針受け手段と、針受け手段を駆動して挿入されているフェルト針を作動させる駆動モータと、手によってフェルト製造装置を可動に保持および案内させるハウジングと、を備える。
本発明は、繊維材料をフェルト化するフェルト製造装置に関し、フェルト化を実行するフェルト針を受けて保持する針受け手段と、針受け手段を駆動して挿入されているフェルト針を作動させる駆動モータと、手によってフェルト製造装置を可動に保持および案内させるハウジングと、を備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、繊維材料をフェルト化するフェルト製造装置およびフェルト製造方法、ならびに、フェルト製品に関する。
【背景技術】
【0002】
繊維材料のフェルト化、特に、ウールのフェルト化は、長く知られており、基本的に二つのフェルト化技術、すなわち、乾式フェルト化技術と、湿式フェルト化技術に大別される。両方の技術では、基本的に、羊から刈られた原毛を洗浄し、乾燥し、すかれたものを、密集させて、繊維が寄り集まったフェルト層ないしフェルト形状を製造する。
【発明の概要】
【発明が解決しようとする課題】
【0003】
繊維材料という語句は、基本的に、以下、繊維からなる全ての材料を意味するよう使われ、特に、原毛とそれを処理したものの両方を含む意味で使われる。処理した材料の場合、それは、基本的に、どんな形態でもとり得る。繊維材料は、本発明の場合、特にウールが挙げられ、一例を挙げれば、羊毛、ヤク毛、アルパカ毛、アンゴラ毛などである。加えて、繊維材料は、また、綿または麻繊維のような植物性材料(例えば)を含む。繊維材料は、また、人工繊維、工業的に製造された材料を含むこともできる。
【0004】
本発明は、乾式フェルトに関する。乾式フェルトにおいて、例えば、フェルト針は、長さ約8cmであり、研磨されて三角形状が形成され、その先端に原毛に繰り返し挿入される鉤を持っている。針の先端の鉤によって、原ウールの個々の繊維が操作毎に絡み合わされる。堅く密集した層が少なくとも所望の領域で形成されるまで、その手順は繰り返されなければならず、そして、複数の繊維が一緒にフェルトになる。このようにして、例えば、二枚のフェルト層を重ね合わせることもでき、特に、フェルト針が二層を繰り返し押し通され、二層の繊維同士が絡み合わされて二層が結合されるならば、二層を一緒にフェルト化することができる。
【0005】
このように、基本的に、複数層の多量のウールが一緒に提供され、又は、一製品に存在し、所望の形状が得られるまでプロセスが実行される。このようにして、例えば、ボール、フェルト製の動物、帽子又はスリッパが生産され又は改善される。基本的に、このようにして、あらゆる所望の形状を実現することができる。
【0006】
このような手による長時間のフェルト作業の不利な点は、非常に大変で疲れるということである。改善のため、機械によるフェルト作業が既に提案されている。この機械は、下糸のないミシンと基本的に類似している。基本的に、縫い針に代えてフェルト針がフェルト作業のため往復振動的に運動し、フェルト作業のため、フェルト化に対応する複数の層が、往復振動運動するフェルト針と背板(Gegenplatte)の間に沿って動く。このような機械によるフェルト作業は、手作業によるよりも非常に速い。
【0007】
そのようなフェルト機械は、針、針が運動するための針領域、背板ないしプレート、及び該二つを接続するサイドアームを含み、かなりのサイズおよび重量を有するため、動かすのが非常に困難であり、それゆえ、静止した状態で使用される。更に不利な点は、そのような機械は、特定サイズの対象物だけを処理することができるということである。対象物を、針、プレートとサイドアームの間の限られたスペースを通す必要があるからである。
【0008】
そのような機械によるもう一つの不利は、中空物にフェルトを形成すること、例えば、中空物の外層や外壁にフェルトを形成することが、実質的に不可能であるということである。例えば、スリッパの場合、その一番上の側に何かフェルトを付けようとするとき、その下側にフェルトが望まれないのに形成されてしまうというおそれがある。
【0009】
したがって、本発明の目的は、上記した問題の少なくとも一つを減少又は緩和すること、或いは、手作業によるフェルト製造を容易にし、および、その視点で、以前から知られているフェルト製造装置の不利な点を可及的に回避できる解決策を提案することである。本発明は、少なくとも代わりの解決案の提案を図る。
【課題を解決するための手段】
【0010】
本発明によれば、ゆえに、請求項1に記載の繊維材料をフェルト化するフェルト製造装置が提供される。
【0011】
そのようなフェルト製造装置は、フェルト化を実行するフェルト針を受けて保持する針受け手段を含む。好ましくは、このフェルト針は交換可能である。しかしながら、個々のフェルト針を交換する準備がない場合には、フェルト針をフェルト製造装置のフェルト受け手段に固定しておくことも考えられる。
【0012】
さらに、フェルト製造装置は、針受け手段を駆動して、結局、挿入されている前記フェルト針を作動させる駆動モータを含む。特に、その配置は、挿入されたフェルト針を伴うフェルト針受け手段の往復振動運動とフェルト針長軸方向に関係する。駆動モータは、望ましくは電気モータの形式である。しかしながら、基本的に、他の様々なモータ、例えば、巻き上げることができるばねを備えたばね貯蔵手段、例えば、機械式時計と同様に巻くことができる渦巻きばねを用いることもできる。
【0013】
手作業によって前記フェルト製造装置を可動に保持および案内するハウジングが提案される。そのように、所望の位置や領域にフェルトを形成する対象物に沿い、手によって、フェルト製造装置を案内することができる。基本的に、フェルトが形成される対象物のサイズや形状は、重要ではない。本発明によるフェルト製造装置は、また、手持ち式フェルト製造装置や携帯フェルト製造装置と呼ぶこともできる。それは、上述した市販のフェルト製造装置よりも好ましくは二倍高速である。それとともに比較すると、本発明による手持ち式フェルト製造装置は、特に小型で、小さくて、扱い易く、軽くて、移動可能である。その取り扱い易い軽量な構造が、省エネルギ型構造の提供を可能としている。
【0014】
本発明によるフェルト製造装置によれば、大小や三次元サイズや中空形状に拘わらず、基本的にフェルトを形成することができる。それが備える構造は、全てのサイドに大きな作業半径の存在を可能とする。手持ちフェルト製造装置は、手中でそのハウジングが適切に保持され、作業者は、要求にしたがって、対象物の周囲をフェルト化することができるからである。フェルトが形成される対象物は、上述した機械の場合のように、動かす必要はない。特に、対象物が非常に大きく、重く、扱いにくい場合、又、非常に小さい対象物の場合、それは、非常な大きな利点となり得る。手持ちフェルト製造装置は、手で案内できるサイズおよび軽量さを有しているから、基本的にどこでも使用することができる。もし、手持ちフェルト製造装置自体が、駆動モータを作動させるためのエネルギ貯蔵手段を備えていない場合には、使用最大限度内で電気的接続の必要性がある。手持ちフェルト製造装置において、電気モータにアキュムレータまたはバッテリが付属している場合には、その制限さえも解消され、手持ちフェルト製造装置は、例えば、屋外でもすぐに使用することができる。最後に、中空物へのフェルト形成は簡単にできる。なぜなら、手でフェルト製造装置を持っているユーザは、針の侵入深さをより精密に決定し制御することができるからである。針が中空空間を通過して反対側に侵入し、中空空間に望まれないフェルトが形成されるおそれは、このようにして、解消され、少なくとも減少される。
【0015】
ハウジングは、好ましくは、フェルト製造装置の全部品を収容し、フェルト針だけがハウジングから部分的に実質的に突出するようにすることができる。しかし、フェルト製造装置の部品を完全に収容することは、ハウジングの必要条件ではない。むしろ、フェルト製造装置は、ハウジングを介して、手によって案内されるべきであり、その点で、ハウジングの代わりに、或いはそれに加えて、フェルト製造装置を動かせるように手で持ち及び案内する手持ち手段を設けることができる。
【0016】
一実施形態において、フェルト製造装置は、前記フェルト針及び/又は前記針受け手段を軸方向に案内する案内手段を備えることを特徴とする。それによって、フェルト針の軸方向運動、すなわち、正確にフェルト運動が提供され得る。案内手段は、例えば、案内シャンク、特に、円筒形のガイド・シャンクとすることができ、フェルト針及び/又はフェルト受け手段が軸方向にスライド可能とされる。好ましくは、案内手段が実質的にフェルト針のサイズや形状にかかわらず、又、フェルト針の鉤部をスライド自在に案内する上で問題が生じないように、針受け手段が案内される。この場合、フェルト針は、案内に影響を及ぼすことなく、新たな針及び/又は別の針と、簡単に交換することができる。
【0017】
さらなる実施形態において、フェルト製造装置は、針受け手段を駆動モータに結合し、駆動モータの回転運動によって生じる非軸方向の運動を、フェルト針の軸方向の往復振動運動に変換する継手、特に、カルダン継手を備えることを特徴とする。駆動モータの回転運動は、基本的に、クランクシャフトと接続ロットと同様に、軸方向の運動に変換される。針受け手段に対するカルダン継ぎ手のようなさらなる接続によって、針受け手段ないしフェルト針は、基本的に完全に軸方向に運動し、その直進性は最終的に案内手段に依存する。このような変換は、カルダンシャフトによって容易に達成することができる。原則として、簡単な継手に継手接続も十分にあり得る。カルダン継手の使用により、上流側に接続されたドライブトレーンにおける、運動の同期性と均一性の欠如に関連して、大きな許容範囲が提供され、許容範囲を保障することができる。
【0018】
このように、市販の一般的な回転モータ、特に電気モータを用いて、軸方向ないし往復振動運動を発生させることができる。別の実施形態では、所望の往復振動運動を直接発生するリニアモーターを提供することができる。それは、例えば、交流の供給によって往復振動運動を励起する二つの電気コイルによって、達成されることができる。
【0019】
さらなる実施形態では、前記駆動モータのオンオフを切り替える、及び/又は、前記フェルト針の針運動の起動と停止を切り替える、押しボタンスイッチが設けられる。フェルト針は、押しボタンが押されたときに動き、押されなくなったときに停止する。押しボタンスイッチは、容易な取り扱いを許容し、好ましくは、フェルト製造装置を持ち動かすのと同じ手で、同時に操作されるよう配置される。好ましくは、押しボタンスイッチは、ハウジング上に直接配置される。このように、フェルト製造装置は一つの手で簡単に操作することができ、オンオフをほとんど要望通りに切り替えることができる。特に、一つの領域で装置を頻繁に停止し別の領域で再始動することが、容易化される。
【0020】
このように、フェルト針の動きは、押しボタンスイッチで制御することができる。それは、モータの起動又は停止、また、別の箇所を操作すること、例えば、モータとフェルト針間のドライブトレーンを中断することによって、実現することができる。
【0021】
さらに好ましい実施形態では、駆動モータが電気モータ、特に、直流モータであり、及び/又は、前記ハウジング内に収容されたエネルギ貯蔵手段、特に、バッテリ又はアキュムレータから電流が供給される、フェルト製造装置であることを特徴とする。
【0022】
電気モータの使用は、手持ちフェルト製造装置を実現する上で、単純な形状を与える助けとなる。電気モータへ供給される電力は、ボタンスイッチのようなスイッチで供給又は中断され、これによって、モータ、さらに、フェルト針の動きが始動又は停止する。バッテリ又はアキュムレータのようなエネルギ貯蔵手段の使用によって、フェルト製造装置は、外部電源から自由になり、煩雑なケーブルを無くすことができる。DCモータは、直流電圧や直流を供給するバッテリ又はアキュムレータに簡単に接続することができる。
【0023】
好ましくは、フェルト針又は針受け手段を軸方向に案内する案内手段は、前端が開口してハウジング孔ないしそれに相当する端部形状に通じる。この視点において、構造は、フェルト針がフェルト作業に使用されるときに開口から押し出され再度引張込まれる往復振動運動ができるものでなければならない。この視点において、フェルト針は、引き込まれた状態では最早開口から突出しないよう、開口内に毎回引き込まれることができる。この場合、フェルト製造装置は、ハウジング開口がフェルトを形成する対象物のフェルト領域に沿うよう、案内されることができる。特に、これによって、均一なフェルト作業が容易にできるようになる。
【0024】
フェルト操作のための動作中、前記フェルト針がハウジング開口又は前記ハウジング開口から最大限突出する長さは、及び/又は、前記針受け手段のストロークは、調節可能であることを特徴とするフェルト製造装置が好ましい。これによって、フェルト針の侵入深さを調整することができる。その侵入深さは、ハウジング孔がフェルトを形成する対象物の表面に沿って直接案内されるとき、フェルト針がハウジング孔から最大限突出する長さに対応する。要求される侵入深さにそれぞれ応じて、突出長さを調整することができる。例えば、一つのフェルトが他のフェルトの上に重ねられた二枚のフェルト層を形成するとき、その全体の厚みは、フェルト針がハウジング孔から最大限突出する長さによって調節することができる。また、そのような調節によって、様々な長さのフェルト針をフェルト製造装置に適応させることができる。
【0025】
調節は、例えば、伸縮自在な開口によって、又は、フェルト製造装置内で針受け手段の位置を変更することによって、達成することができ、例えば、針受け手段とモータ接続との間隔を短縮又は拡大することによって達成することができる。また、カルダン継手のような継手と針受け手段の間隔は、その目的のため、調節自在にすることができる。
【0026】
侵入深さは、針受け手段とそれに伴うフェルト針のストローク行程の変更に、また影響を受けることができる。ストローク長は、フェルト化される材料内における動きの長さに影響を受けることができる往復振動の振幅としてあらわすことができる。
【0027】
好ましくは、フェルト針又は針受け手段を軸方向に案内する案内手段は、スリーブ形状を有する。この場合、フェルト針及び/又は針受け手段は、スリーブ内を軸方向に案内されることができる。また、フェルト針がハウジング孔から最大限突出する長さの調節は、スリーブの一端がハウジング孔で終わっているならば、スリーブをその中に引っ張ったり、押し込んだりすることによって達成することができ、
【0028】
本発明のフェルト製造装置によって生産されたフェルト製品は、−フェルト製造装置の各実施形態に応じて−、フェルト領域の均一性、特に、フェルト針の侵入深さおよび結果として生じるフェルト深さ均一性によって、特徴付けられる。
【0029】
以下、本発明を、添付の図面を参照しながら以下に例示する実施形態によって説明する:
【図面の簡単な説明】
【0030】
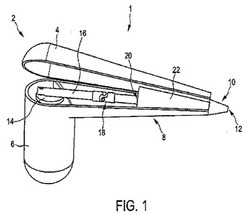
【図1】図1は、開放されたハウジングカバーを有する、本発明によるフェルト製造装置の斜視図である。
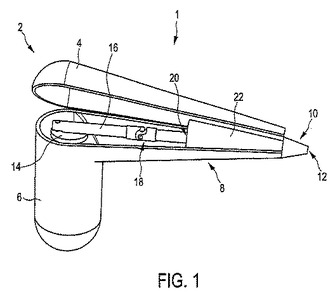
【図2】図2は、図1に示したフェルト製造装置の詳細を示す分解組立斜視図である。
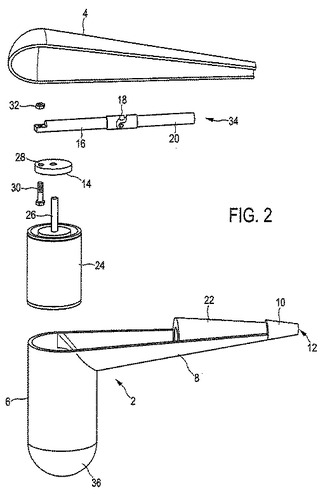
【図3】図3は、押しボタンスイッチの側面図である。
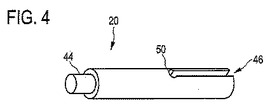
【図4】図4は、針受け手段の斜視図である。
【図5】図5は、図4中の針受け手段20の側面図(部分切欠き断面)である。
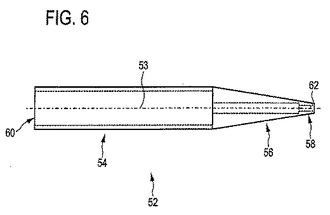
【図6】図6は、案内スリーブの側面図(部分切欠き断面)である。
【発明を実施するための形態】
【0031】
図1中のフェルト製造装置は、開けられたハウジングカバー4を有するハウジング2を備えている。ハウジング2は、モータを収容するモータ部6と、ハウジング先端10およびハウジング孔12を有する案内部8と、を備えている。
【0032】
モータ部6に収容されて、モータは、ロータリディスクないしディスク14を駆動し、回転運動は、接続ロッド16に伝達され、続いて、カルダン継手18を介して、針受け手段20に伝達される。針受け手段20は、挿入されたフェルト針と共に、案内コーン22内を案内される。案内コーン22は、針受け手段の軸方向、すなわち、フェルト針の軸方向に沿って、内部に穴を有し、針受け手段20は、上記軸方向に、スライド自在に案内される。案内コーンは、このように、案内手段として機能する。
【0033】
図1は、針受け手段20およびフェルト針が最大限後退した位置にある状態のフェルト製造装置1を示している。よって、図1では、フェルト針は、ハウジング、特に、ハウジング先端10から突出していない。
【0034】
ロータリディスク14の回転運動の開始によって、接続ロッド16、カルダン継手18および針受け手段20は、挿入されたフェルト針と共に、ハウジング孔12の方向へ動き、これによって、フェルト針はハウジング孔12から図1右方へ押出される
【0035】
図2は、フェルト製造装置の詳細を示す分解組立図である。電気モータ24が、ハウジング2のモータ部6に収容されている。電気モータ24は、ロータリディスク14に剛体的に接続されるモータシャフト26を有している。ロータリディスク14は、偏芯孔28を有し、接続ロッドがねじ30とナット32によって回転可能に取り付けられる。
【0036】
接続ロッド16は、カルダン継手18によって、針受け手段20に接続される。針受け手段20は、フェルト針が挿入されて針受け手段20に接続される収容孔34を有している。
【0037】
フェルト針の挿入又は交換のため、ハウジングカバー4は、開けることができ、ナット32をはずした後、針受け手段20をカルダン継手18および接続ロッド16と共に、ハウジング2から取り出し、フェルト針を挿入することができる。他の実施形態においては、フェルト針をハウジング孔12から針受け手段20に直接挿入して、例えば、バヨネット接続によって固定することができ、あるいは、このために先端10を取り外し可能としてもよい。
【0038】
図示の実施形態において、電気モータ24は、針受け手段20の長軸方向に対して横方向に長軸を有するよう実質的に配置されている。これは、図示のように、ハウジング2をおおよそ角のある形状に構成する上で、特に有利な構造である。ハウジングと共にフェルト製造装置全体は、手で容易に取り扱うことができ、これによって、ハウジングを様々な方法で保持することもできる。
【0039】
例として図示されるフェルト製造装置は、実質的に、16.3cmの長さ、11cmの幅(実質的にモータ部6の長さに一致する)、4.3cmの深さを有している。この場合、フェルト製造装置全体は、わずかおよそ250gの重さである。使用される駆動モータは、12Vモータであり、本実施形態の主題ではなく不図示のパワーパックによって駆動される。駆動による電力消費は、最大、7W、0.7Aである。モータの定格回転数は、2500rpmである。
【0040】
ハウジングは、エポキシ樹脂を含浸させたグラスファイバ強化プラスチック製である。
【0041】
ハウジングのハンドルは、円筒形状と、端部に半球形状とを有し、モータを収容する。参照符号36によって特定される半球形状には、モータにパワーを供給するための電源接続として、外向きのブッシュを有する開口がある。電源接続ブッシュは、不図示であり、ハウジング内部で、電源ケーブルを通じて、モータに接続され、又オンオフスイッチに接続されている。プッシュボタンスイッチ式のオンオフスイッチは、ハウジング外部に取り付けられている。このようなプッシュボタンスイッチは、図3中の側面に図示されている。モータは、スイッチによって起動および停止する。
【0042】
ロータリディスク14上に配されたねじ30は、接続ロッド16を接続するピンとして作用する。この相互作用により、針受け手段20は、同時にプッシュロッドとして機能し、モータの回転運動は、直線状のストローク運動に変換される。ストローク行程又は振動(往復)振幅は、ロータリディスクの半径によって、又は、ロータリディスク14の中心とねじ30の間隔によって(ロータリディスクの有効半径によって)、可変に設定することができる。
【0043】
市販の一般的なフェルト針を収容するため、針受け手段20は、以下説明するように、長さ方向中央より後部に形成された溝を有している。ハウジング2の案内部8は、孔12に向かって円錐状に収束して形成され、その内部には、孔12の直前に、その位置に結合される案内スリーブを有し、案内スリーブ内で、プッシュロッドないし針受け手段20は、フェルト針と共に、前進又は後退運動する。
【0044】
図3に図示されたスイッチ38は、プッシュボタンスイッチ式である。スイッチ38は、スイッチ38内に押し込まれることによって、回路を閉じ(オン)、リリース時、回路を開放(オフ)するスイッチノブ40を有している。スイッチング機構の押圧とリリースを簡単にするため、スイッチ38に取りつけられ、スイッチノブを押し込むことができるスイッチレバー42が設けられている。スイッチレバー42はハウジングに対して実質的にフラットに(並置して)配置されて操作者が容易に操作できるよう、スイッチ38はフェルト製造装置に配置される。
【0045】
針受け手段20は、図4に個別の部品(分解部品)として、かつ、拡大斜視図として示されている。それは、カルダン継ぎ手に接続される接続部44を有している。カルダン継手とは反対の位置に、溝46が、針受け手段20の中央を横断して、切欠き(切削加工して)形成され、そこにフェルト針が保持される。
【0046】
また、長軸方向ボア(中心ボア、図4には不図示)が針受け手段20と同心に設けられ、フェルト針を保持する。長軸方向ボアは、溝46の寸法(幅、Dicke)よりもわずかに大きい直径を有している。これによって、図5の中の側面図から分かるように、溝46の両側に、一種のチャンネル(一方を点線で示す、Rinne)が形成される。長軸方向ボアは、参照符号48によって(点線で示すチャンネルとして)示されている。
【0047】
最後に、針受け手段20は、横方向穴50も有している。これは、フェルト針、特に、商業的に一般のフェルト針を固定するために使用され、その後端には、規定に従って横方向穴に収容される湾曲部を有している。
【0048】
図6は、針受け手段20を案内するため、案内コーン22内に設けられた案内スリーブ52の側面図(部分切欠き断面)を示している。案内スリーブは、中心線53と同心であり、円筒状案内部54と、中間部56と、先端部58を有している。円筒状案内部54は、針受け手段20の外径に適合する内径を有して針受け手段20を案内する長軸方向穴(点線で示す)である。例えば、針受け手段20の外径は関連領域で6mmであり、案内部54の内径は6.5mmである。このように、針受け手段20は、孔(軸孔)60の軸方向にスライド自在に案内されることができる。
【0049】
中間部56と先端部58は共に、円錐状先端領域に配置され、又、各々は、収容されるフェルト針の直径よりも少なくともわずかに大きい同心孔を有している。この場合、先端部58には、使われるフェルト針の直径よりもわずかに大きい内径をもった支持孔62(点線で示す)を有している。このようにして、発生する横方向応力に抗して、フェルト針は支持孔62に支持されることができる。
【符号の説明】
【0050】
1 フェルト製造装置
2 ハウジング
4 ハウジングカバー
6 モータ部
8 案内部
10 ハウジング先端
12 ハウジング孔
14 ロータリディスクないしディスク
16 接続ロッド
18 カルダン継手
20 針受け手段
22 案内コーン
24 電気モータ
26 モータシャフト
28 偏芯孔
30 ねじ
32 ナット
34 収容孔
36 半球形状
38 スイッチ
40 スイッチノブ
42 スイッチレバー
44 接続部
46 溝
48 長軸方向ボア
50 横方向穴
52 案内スリーブ
53 中心線
54 円筒状案内部
56 中間部
58 先端部
60 孔(軸孔)
62 支持孔
【技術分野】
【0001】
本発明は、繊維材料をフェルト化するフェルト製造装置およびフェルト製造方法、ならびに、フェルト製品に関する。
【背景技術】
【0002】
繊維材料のフェルト化、特に、ウールのフェルト化は、長く知られており、基本的に二つのフェルト化技術、すなわち、乾式フェルト化技術と、湿式フェルト化技術に大別される。両方の技術では、基本的に、羊から刈られた原毛を洗浄し、乾燥し、すかれたものを、密集させて、繊維が寄り集まったフェルト層ないしフェルト形状を製造する。
【発明の概要】
【発明が解決しようとする課題】
【0003】
繊維材料という語句は、基本的に、以下、繊維からなる全ての材料を意味するよう使われ、特に、原毛とそれを処理したものの両方を含む意味で使われる。処理した材料の場合、それは、基本的に、どんな形態でもとり得る。繊維材料は、本発明の場合、特にウールが挙げられ、一例を挙げれば、羊毛、ヤク毛、アルパカ毛、アンゴラ毛などである。加えて、繊維材料は、また、綿または麻繊維のような植物性材料(例えば)を含む。繊維材料は、また、人工繊維、工業的に製造された材料を含むこともできる。
【0004】
本発明は、乾式フェルトに関する。乾式フェルトにおいて、例えば、フェルト針は、長さ約8cmであり、研磨されて三角形状が形成され、その先端に原毛に繰り返し挿入される鉤を持っている。針の先端の鉤によって、原ウールの個々の繊維が操作毎に絡み合わされる。堅く密集した層が少なくとも所望の領域で形成されるまで、その手順は繰り返されなければならず、そして、複数の繊維が一緒にフェルトになる。このようにして、例えば、二枚のフェルト層を重ね合わせることもでき、特に、フェルト針が二層を繰り返し押し通され、二層の繊維同士が絡み合わされて二層が結合されるならば、二層を一緒にフェルト化することができる。
【0005】
このように、基本的に、複数層の多量のウールが一緒に提供され、又は、一製品に存在し、所望の形状が得られるまでプロセスが実行される。このようにして、例えば、ボール、フェルト製の動物、帽子又はスリッパが生産され又は改善される。基本的に、このようにして、あらゆる所望の形状を実現することができる。
【0006】
このような手による長時間のフェルト作業の不利な点は、非常に大変で疲れるということである。改善のため、機械によるフェルト作業が既に提案されている。この機械は、下糸のないミシンと基本的に類似している。基本的に、縫い針に代えてフェルト針がフェルト作業のため往復振動的に運動し、フェルト作業のため、フェルト化に対応する複数の層が、往復振動運動するフェルト針と背板(Gegenplatte)の間に沿って動く。このような機械によるフェルト作業は、手作業によるよりも非常に速い。
【0007】
そのようなフェルト機械は、針、針が運動するための針領域、背板ないしプレート、及び該二つを接続するサイドアームを含み、かなりのサイズおよび重量を有するため、動かすのが非常に困難であり、それゆえ、静止した状態で使用される。更に不利な点は、そのような機械は、特定サイズの対象物だけを処理することができるということである。対象物を、針、プレートとサイドアームの間の限られたスペースを通す必要があるからである。
【0008】
そのような機械によるもう一つの不利は、中空物にフェルトを形成すること、例えば、中空物の外層や外壁にフェルトを形成することが、実質的に不可能であるということである。例えば、スリッパの場合、その一番上の側に何かフェルトを付けようとするとき、その下側にフェルトが望まれないのに形成されてしまうというおそれがある。
【0009】
したがって、本発明の目的は、上記した問題の少なくとも一つを減少又は緩和すること、或いは、手作業によるフェルト製造を容易にし、および、その視点で、以前から知られているフェルト製造装置の不利な点を可及的に回避できる解決策を提案することである。本発明は、少なくとも代わりの解決案の提案を図る。
【課題を解決するための手段】
【0010】
本発明によれば、ゆえに、請求項1に記載の繊維材料をフェルト化するフェルト製造装置が提供される。
【0011】
そのようなフェルト製造装置は、フェルト化を実行するフェルト針を受けて保持する針受け手段を含む。好ましくは、このフェルト針は交換可能である。しかしながら、個々のフェルト針を交換する準備がない場合には、フェルト針をフェルト製造装置のフェルト受け手段に固定しておくことも考えられる。
【0012】
さらに、フェルト製造装置は、針受け手段を駆動して、結局、挿入されている前記フェルト針を作動させる駆動モータを含む。特に、その配置は、挿入されたフェルト針を伴うフェルト針受け手段の往復振動運動とフェルト針長軸方向に関係する。駆動モータは、望ましくは電気モータの形式である。しかしながら、基本的に、他の様々なモータ、例えば、巻き上げることができるばねを備えたばね貯蔵手段、例えば、機械式時計と同様に巻くことができる渦巻きばねを用いることもできる。
【0013】
手作業によって前記フェルト製造装置を可動に保持および案内するハウジングが提案される。そのように、所望の位置や領域にフェルトを形成する対象物に沿い、手によって、フェルト製造装置を案内することができる。基本的に、フェルトが形成される対象物のサイズや形状は、重要ではない。本発明によるフェルト製造装置は、また、手持ち式フェルト製造装置や携帯フェルト製造装置と呼ぶこともできる。それは、上述した市販のフェルト製造装置よりも好ましくは二倍高速である。それとともに比較すると、本発明による手持ち式フェルト製造装置は、特に小型で、小さくて、扱い易く、軽くて、移動可能である。その取り扱い易い軽量な構造が、省エネルギ型構造の提供を可能としている。
【0014】
本発明によるフェルト製造装置によれば、大小や三次元サイズや中空形状に拘わらず、基本的にフェルトを形成することができる。それが備える構造は、全てのサイドに大きな作業半径の存在を可能とする。手持ちフェルト製造装置は、手中でそのハウジングが適切に保持され、作業者は、要求にしたがって、対象物の周囲をフェルト化することができるからである。フェルトが形成される対象物は、上述した機械の場合のように、動かす必要はない。特に、対象物が非常に大きく、重く、扱いにくい場合、又、非常に小さい対象物の場合、それは、非常な大きな利点となり得る。手持ちフェルト製造装置は、手で案内できるサイズおよび軽量さを有しているから、基本的にどこでも使用することができる。もし、手持ちフェルト製造装置自体が、駆動モータを作動させるためのエネルギ貯蔵手段を備えていない場合には、使用最大限度内で電気的接続の必要性がある。手持ちフェルト製造装置において、電気モータにアキュムレータまたはバッテリが付属している場合には、その制限さえも解消され、手持ちフェルト製造装置は、例えば、屋外でもすぐに使用することができる。最後に、中空物へのフェルト形成は簡単にできる。なぜなら、手でフェルト製造装置を持っているユーザは、針の侵入深さをより精密に決定し制御することができるからである。針が中空空間を通過して反対側に侵入し、中空空間に望まれないフェルトが形成されるおそれは、このようにして、解消され、少なくとも減少される。
【0015】
ハウジングは、好ましくは、フェルト製造装置の全部品を収容し、フェルト針だけがハウジングから部分的に実質的に突出するようにすることができる。しかし、フェルト製造装置の部品を完全に収容することは、ハウジングの必要条件ではない。むしろ、フェルト製造装置は、ハウジングを介して、手によって案内されるべきであり、その点で、ハウジングの代わりに、或いはそれに加えて、フェルト製造装置を動かせるように手で持ち及び案内する手持ち手段を設けることができる。
【0016】
一実施形態において、フェルト製造装置は、前記フェルト針及び/又は前記針受け手段を軸方向に案内する案内手段を備えることを特徴とする。それによって、フェルト針の軸方向運動、すなわち、正確にフェルト運動が提供され得る。案内手段は、例えば、案内シャンク、特に、円筒形のガイド・シャンクとすることができ、フェルト針及び/又はフェルト受け手段が軸方向にスライド可能とされる。好ましくは、案内手段が実質的にフェルト針のサイズや形状にかかわらず、又、フェルト針の鉤部をスライド自在に案内する上で問題が生じないように、針受け手段が案内される。この場合、フェルト針は、案内に影響を及ぼすことなく、新たな針及び/又は別の針と、簡単に交換することができる。
【0017】
さらなる実施形態において、フェルト製造装置は、針受け手段を駆動モータに結合し、駆動モータの回転運動によって生じる非軸方向の運動を、フェルト針の軸方向の往復振動運動に変換する継手、特に、カルダン継手を備えることを特徴とする。駆動モータの回転運動は、基本的に、クランクシャフトと接続ロットと同様に、軸方向の運動に変換される。針受け手段に対するカルダン継ぎ手のようなさらなる接続によって、針受け手段ないしフェルト針は、基本的に完全に軸方向に運動し、その直進性は最終的に案内手段に依存する。このような変換は、カルダンシャフトによって容易に達成することができる。原則として、簡単な継手に継手接続も十分にあり得る。カルダン継手の使用により、上流側に接続されたドライブトレーンにおける、運動の同期性と均一性の欠如に関連して、大きな許容範囲が提供され、許容範囲を保障することができる。
【0018】
このように、市販の一般的な回転モータ、特に電気モータを用いて、軸方向ないし往復振動運動を発生させることができる。別の実施形態では、所望の往復振動運動を直接発生するリニアモーターを提供することができる。それは、例えば、交流の供給によって往復振動運動を励起する二つの電気コイルによって、達成されることができる。
【0019】
さらなる実施形態では、前記駆動モータのオンオフを切り替える、及び/又は、前記フェルト針の針運動の起動と停止を切り替える、押しボタンスイッチが設けられる。フェルト針は、押しボタンが押されたときに動き、押されなくなったときに停止する。押しボタンスイッチは、容易な取り扱いを許容し、好ましくは、フェルト製造装置を持ち動かすのと同じ手で、同時に操作されるよう配置される。好ましくは、押しボタンスイッチは、ハウジング上に直接配置される。このように、フェルト製造装置は一つの手で簡単に操作することができ、オンオフをほとんど要望通りに切り替えることができる。特に、一つの領域で装置を頻繁に停止し別の領域で再始動することが、容易化される。
【0020】
このように、フェルト針の動きは、押しボタンスイッチで制御することができる。それは、モータの起動又は停止、また、別の箇所を操作すること、例えば、モータとフェルト針間のドライブトレーンを中断することによって、実現することができる。
【0021】
さらに好ましい実施形態では、駆動モータが電気モータ、特に、直流モータであり、及び/又は、前記ハウジング内に収容されたエネルギ貯蔵手段、特に、バッテリ又はアキュムレータから電流が供給される、フェルト製造装置であることを特徴とする。
【0022】
電気モータの使用は、手持ちフェルト製造装置を実現する上で、単純な形状を与える助けとなる。電気モータへ供給される電力は、ボタンスイッチのようなスイッチで供給又は中断され、これによって、モータ、さらに、フェルト針の動きが始動又は停止する。バッテリ又はアキュムレータのようなエネルギ貯蔵手段の使用によって、フェルト製造装置は、外部電源から自由になり、煩雑なケーブルを無くすことができる。DCモータは、直流電圧や直流を供給するバッテリ又はアキュムレータに簡単に接続することができる。
【0023】
好ましくは、フェルト針又は針受け手段を軸方向に案内する案内手段は、前端が開口してハウジング孔ないしそれに相当する端部形状に通じる。この視点において、構造は、フェルト針がフェルト作業に使用されるときに開口から押し出され再度引張込まれる往復振動運動ができるものでなければならない。この視点において、フェルト針は、引き込まれた状態では最早開口から突出しないよう、開口内に毎回引き込まれることができる。この場合、フェルト製造装置は、ハウジング開口がフェルトを形成する対象物のフェルト領域に沿うよう、案内されることができる。特に、これによって、均一なフェルト作業が容易にできるようになる。
【0024】
フェルト操作のための動作中、前記フェルト針がハウジング開口又は前記ハウジング開口から最大限突出する長さは、及び/又は、前記針受け手段のストロークは、調節可能であることを特徴とするフェルト製造装置が好ましい。これによって、フェルト針の侵入深さを調整することができる。その侵入深さは、ハウジング孔がフェルトを形成する対象物の表面に沿って直接案内されるとき、フェルト針がハウジング孔から最大限突出する長さに対応する。要求される侵入深さにそれぞれ応じて、突出長さを調整することができる。例えば、一つのフェルトが他のフェルトの上に重ねられた二枚のフェルト層を形成するとき、その全体の厚みは、フェルト針がハウジング孔から最大限突出する長さによって調節することができる。また、そのような調節によって、様々な長さのフェルト針をフェルト製造装置に適応させることができる。
【0025】
調節は、例えば、伸縮自在な開口によって、又は、フェルト製造装置内で針受け手段の位置を変更することによって、達成することができ、例えば、針受け手段とモータ接続との間隔を短縮又は拡大することによって達成することができる。また、カルダン継手のような継手と針受け手段の間隔は、その目的のため、調節自在にすることができる。
【0026】
侵入深さは、針受け手段とそれに伴うフェルト針のストローク行程の変更に、また影響を受けることができる。ストローク長は、フェルト化される材料内における動きの長さに影響を受けることができる往復振動の振幅としてあらわすことができる。
【0027】
好ましくは、フェルト針又は針受け手段を軸方向に案内する案内手段は、スリーブ形状を有する。この場合、フェルト針及び/又は針受け手段は、スリーブ内を軸方向に案内されることができる。また、フェルト針がハウジング孔から最大限突出する長さの調節は、スリーブの一端がハウジング孔で終わっているならば、スリーブをその中に引っ張ったり、押し込んだりすることによって達成することができ、
【0028】
本発明のフェルト製造装置によって生産されたフェルト製品は、−フェルト製造装置の各実施形態に応じて−、フェルト領域の均一性、特に、フェルト針の侵入深さおよび結果として生じるフェルト深さ均一性によって、特徴付けられる。
【0029】
以下、本発明を、添付の図面を参照しながら以下に例示する実施形態によって説明する:
【図面の簡単な説明】
【0030】
【図1】図1は、開放されたハウジングカバーを有する、本発明によるフェルト製造装置の斜視図である。
【図2】図2は、図1に示したフェルト製造装置の詳細を示す分解組立斜視図である。
【図3】図3は、押しボタンスイッチの側面図である。
【図4】図4は、針受け手段の斜視図である。
【図5】図5は、図4中の針受け手段20の側面図(部分切欠き断面)である。
【図6】図6は、案内スリーブの側面図(部分切欠き断面)である。
【発明を実施するための形態】
【0031】
図1中のフェルト製造装置は、開けられたハウジングカバー4を有するハウジング2を備えている。ハウジング2は、モータを収容するモータ部6と、ハウジング先端10およびハウジング孔12を有する案内部8と、を備えている。
【0032】
モータ部6に収容されて、モータは、ロータリディスクないしディスク14を駆動し、回転運動は、接続ロッド16に伝達され、続いて、カルダン継手18を介して、針受け手段20に伝達される。針受け手段20は、挿入されたフェルト針と共に、案内コーン22内を案内される。案内コーン22は、針受け手段の軸方向、すなわち、フェルト針の軸方向に沿って、内部に穴を有し、針受け手段20は、上記軸方向に、スライド自在に案内される。案内コーンは、このように、案内手段として機能する。
【0033】
図1は、針受け手段20およびフェルト針が最大限後退した位置にある状態のフェルト製造装置1を示している。よって、図1では、フェルト針は、ハウジング、特に、ハウジング先端10から突出していない。
【0034】
ロータリディスク14の回転運動の開始によって、接続ロッド16、カルダン継手18および針受け手段20は、挿入されたフェルト針と共に、ハウジング孔12の方向へ動き、これによって、フェルト針はハウジング孔12から図1右方へ押出される
【0035】
図2は、フェルト製造装置の詳細を示す分解組立図である。電気モータ24が、ハウジング2のモータ部6に収容されている。電気モータ24は、ロータリディスク14に剛体的に接続されるモータシャフト26を有している。ロータリディスク14は、偏芯孔28を有し、接続ロッドがねじ30とナット32によって回転可能に取り付けられる。
【0036】
接続ロッド16は、カルダン継手18によって、針受け手段20に接続される。針受け手段20は、フェルト針が挿入されて針受け手段20に接続される収容孔34を有している。
【0037】
フェルト針の挿入又は交換のため、ハウジングカバー4は、開けることができ、ナット32をはずした後、針受け手段20をカルダン継手18および接続ロッド16と共に、ハウジング2から取り出し、フェルト針を挿入することができる。他の実施形態においては、フェルト針をハウジング孔12から針受け手段20に直接挿入して、例えば、バヨネット接続によって固定することができ、あるいは、このために先端10を取り外し可能としてもよい。
【0038】
図示の実施形態において、電気モータ24は、針受け手段20の長軸方向に対して横方向に長軸を有するよう実質的に配置されている。これは、図示のように、ハウジング2をおおよそ角のある形状に構成する上で、特に有利な構造である。ハウジングと共にフェルト製造装置全体は、手で容易に取り扱うことができ、これによって、ハウジングを様々な方法で保持することもできる。
【0039】
例として図示されるフェルト製造装置は、実質的に、16.3cmの長さ、11cmの幅(実質的にモータ部6の長さに一致する)、4.3cmの深さを有している。この場合、フェルト製造装置全体は、わずかおよそ250gの重さである。使用される駆動モータは、12Vモータであり、本実施形態の主題ではなく不図示のパワーパックによって駆動される。駆動による電力消費は、最大、7W、0.7Aである。モータの定格回転数は、2500rpmである。
【0040】
ハウジングは、エポキシ樹脂を含浸させたグラスファイバ強化プラスチック製である。
【0041】
ハウジングのハンドルは、円筒形状と、端部に半球形状とを有し、モータを収容する。参照符号36によって特定される半球形状には、モータにパワーを供給するための電源接続として、外向きのブッシュを有する開口がある。電源接続ブッシュは、不図示であり、ハウジング内部で、電源ケーブルを通じて、モータに接続され、又オンオフスイッチに接続されている。プッシュボタンスイッチ式のオンオフスイッチは、ハウジング外部に取り付けられている。このようなプッシュボタンスイッチは、図3中の側面に図示されている。モータは、スイッチによって起動および停止する。
【0042】
ロータリディスク14上に配されたねじ30は、接続ロッド16を接続するピンとして作用する。この相互作用により、針受け手段20は、同時にプッシュロッドとして機能し、モータの回転運動は、直線状のストローク運動に変換される。ストローク行程又は振動(往復)振幅は、ロータリディスクの半径によって、又は、ロータリディスク14の中心とねじ30の間隔によって(ロータリディスクの有効半径によって)、可変に設定することができる。
【0043】
市販の一般的なフェルト針を収容するため、針受け手段20は、以下説明するように、長さ方向中央より後部に形成された溝を有している。ハウジング2の案内部8は、孔12に向かって円錐状に収束して形成され、その内部には、孔12の直前に、その位置に結合される案内スリーブを有し、案内スリーブ内で、プッシュロッドないし針受け手段20は、フェルト針と共に、前進又は後退運動する。
【0044】
図3に図示されたスイッチ38は、プッシュボタンスイッチ式である。スイッチ38は、スイッチ38内に押し込まれることによって、回路を閉じ(オン)、リリース時、回路を開放(オフ)するスイッチノブ40を有している。スイッチング機構の押圧とリリースを簡単にするため、スイッチ38に取りつけられ、スイッチノブを押し込むことができるスイッチレバー42が設けられている。スイッチレバー42はハウジングに対して実質的にフラットに(並置して)配置されて操作者が容易に操作できるよう、スイッチ38はフェルト製造装置に配置される。
【0045】
針受け手段20は、図4に個別の部品(分解部品)として、かつ、拡大斜視図として示されている。それは、カルダン継ぎ手に接続される接続部44を有している。カルダン継手とは反対の位置に、溝46が、針受け手段20の中央を横断して、切欠き(切削加工して)形成され、そこにフェルト針が保持される。
【0046】
また、長軸方向ボア(中心ボア、図4には不図示)が針受け手段20と同心に設けられ、フェルト針を保持する。長軸方向ボアは、溝46の寸法(幅、Dicke)よりもわずかに大きい直径を有している。これによって、図5の中の側面図から分かるように、溝46の両側に、一種のチャンネル(一方を点線で示す、Rinne)が形成される。長軸方向ボアは、参照符号48によって(点線で示すチャンネルとして)示されている。
【0047】
最後に、針受け手段20は、横方向穴50も有している。これは、フェルト針、特に、商業的に一般のフェルト針を固定するために使用され、その後端には、規定に従って横方向穴に収容される湾曲部を有している。
【0048】
図6は、針受け手段20を案内するため、案内コーン22内に設けられた案内スリーブ52の側面図(部分切欠き断面)を示している。案内スリーブは、中心線53と同心であり、円筒状案内部54と、中間部56と、先端部58を有している。円筒状案内部54は、針受け手段20の外径に適合する内径を有して針受け手段20を案内する長軸方向穴(点線で示す)である。例えば、針受け手段20の外径は関連領域で6mmであり、案内部54の内径は6.5mmである。このように、針受け手段20は、孔(軸孔)60の軸方向にスライド自在に案内されることができる。
【0049】
中間部56と先端部58は共に、円錐状先端領域に配置され、又、各々は、収容されるフェルト針の直径よりも少なくともわずかに大きい同心孔を有している。この場合、先端部58には、使われるフェルト針の直径よりもわずかに大きい内径をもった支持孔62(点線で示す)を有している。このようにして、発生する横方向応力に抗して、フェルト針は支持孔62に支持されることができる。
【符号の説明】
【0050】
1 フェルト製造装置
2 ハウジング
4 ハウジングカバー
6 モータ部
8 案内部
10 ハウジング先端
12 ハウジング孔
14 ロータリディスクないしディスク
16 接続ロッド
18 カルダン継手
20 針受け手段
22 案内コーン
24 電気モータ
26 モータシャフト
28 偏芯孔
30 ねじ
32 ナット
34 収容孔
36 半球形状
38 スイッチ
40 スイッチノブ
42 スイッチレバー
44 接続部
46 溝
48 長軸方向ボア
50 横方向穴
52 案内スリーブ
53 中心線
54 円筒状案内部
56 中間部
58 先端部
60 孔(軸孔)
62 支持孔
【特許請求の範囲】
【請求項1】
繊維材料をフェルト化するフェルト製造装置であって、
フェルト化を実行するフェルト針を受けて保持する針受け手段と、
前記針受け手段を駆動して挿入されている前記フェルト針を作動させる駆動モータと、
手によって前記フェルト製造装置を可動に保持および案内させるハウジング及び/又は保持手段と、
を備えるフェルト製造装置。
【請求項2】
前記フェルト針及び/又は前記針受け手段を軸方向に案内する案内手段を備えることを特徴とする請求項1に記載のフェルト製造装置。
【請求項3】
前記針受け手段を前記駆動モータに結合し、前記駆動モータの回転運動によって生じる非軸方向の運動を、前記フェルト針の軸方向の往復振動運動に変換する継手、特に、カルダン継手を備えることを特徴とする請求項1又は2に記載のフェルト製造装置。
【請求項4】
前記駆動モータのオンオフを切り替える、及び/又は、前記フェルト針の針運動の起動と停止を切り替える、押しボタンスイッチを備えることを特徴とする請求項1〜3のいずれか一に記載のフェルト製造装置。
【請求項5】
前記駆動モータが電気モータ、特に、直流モータであり、及び/又は、前記ハウジング内に収容されたエネルギ貯蔵手段、特に、バッテリ又はアキュムレータから電流が供給される、ことを特徴とする請求項1〜3のいずれか一に記載のフェルト製造装置。
【請求項6】
前記フェルト針及び/又は前記針受け手段を軸方向に案内する案内手段ないし前記案内手段は、その前端が開口して、ハウジング孔ないしそれに相当する形状に通じ、前記フェルト針は、フェルト操作における使用時、前記開口から押出されて再び引き込まれる往復振動運動をする、ことを特徴とする請求項1〜5のいずれか一に記載のフェルト製造装置。
【請求項7】
フェルト操作のための動作中、前記フェルト針がハウジング開口又は前記ハウジング開口から最大限突出する長さは、及び/又は、前記針受け手段のストロークは、調節可能であることを特徴とする請求項1〜6のいずれか一に記載のフェルト製造装置。
【請求項8】
前記フェルト針及び/又は前記針受け手段を軸方向に案内する前記案内手段又は案内手段は、スリーブ形状であることを特徴とする請求項1〜7のいずれか一に記載のフェルト製造装置。
【請求項9】
二つの繊維品、特に、二つのウール品を、フェルト化によって接合して、フェルト化によって接合された製品を提供する方法であって、
前記複数の繊維品を互いに接するよう配置する工程と、
前記複数の繊維品の互いに所望の領域をフェルト化する工程と、を含み、
請求項1〜8のいずれか一記載のフェルト製造装置を用いてフェルト化を行うことを特徴とする方法。
【請求項10】
請求項9に記載の方法によって製造され、及び/又は、請求項1〜8のいずれか一に記載のフェルト製造装置によって、製造されたフェルト製品。
【請求項1】
繊維材料をフェルト化するフェルト製造装置であって、
フェルト化を実行するフェルト針を受けて保持する針受け手段と、
前記針受け手段を駆動して挿入されている前記フェルト針を作動させる駆動モータと、
手によって前記フェルト製造装置を可動に保持および案内させるハウジング及び/又は保持手段と、
を備えるフェルト製造装置。
【請求項2】
前記フェルト針及び/又は前記針受け手段を軸方向に案内する案内手段を備えることを特徴とする請求項1に記載のフェルト製造装置。
【請求項3】
前記針受け手段を前記駆動モータに結合し、前記駆動モータの回転運動によって生じる非軸方向の運動を、前記フェルト針の軸方向の往復振動運動に変換する継手、特に、カルダン継手を備えることを特徴とする請求項1又は2に記載のフェルト製造装置。
【請求項4】
前記駆動モータのオンオフを切り替える、及び/又は、前記フェルト針の針運動の起動と停止を切り替える、押しボタンスイッチを備えることを特徴とする請求項1〜3のいずれか一に記載のフェルト製造装置。
【請求項5】
前記駆動モータが電気モータ、特に、直流モータであり、及び/又は、前記ハウジング内に収容されたエネルギ貯蔵手段、特に、バッテリ又はアキュムレータから電流が供給される、ことを特徴とする請求項1〜3のいずれか一に記載のフェルト製造装置。
【請求項6】
前記フェルト針及び/又は前記針受け手段を軸方向に案内する案内手段ないし前記案内手段は、その前端が開口して、ハウジング孔ないしそれに相当する形状に通じ、前記フェルト針は、フェルト操作における使用時、前記開口から押出されて再び引き込まれる往復振動運動をする、ことを特徴とする請求項1〜5のいずれか一に記載のフェルト製造装置。
【請求項7】
フェルト操作のための動作中、前記フェルト針がハウジング開口又は前記ハウジング開口から最大限突出する長さは、及び/又は、前記針受け手段のストロークは、調節可能であることを特徴とする請求項1〜6のいずれか一に記載のフェルト製造装置。
【請求項8】
前記フェルト針及び/又は前記針受け手段を軸方向に案内する前記案内手段又は案内手段は、スリーブ形状であることを特徴とする請求項1〜7のいずれか一に記載のフェルト製造装置。
【請求項9】
二つの繊維品、特に、二つのウール品を、フェルト化によって接合して、フェルト化によって接合された製品を提供する方法であって、
前記複数の繊維品を互いに接するよう配置する工程と、
前記複数の繊維品の互いに所望の領域をフェルト化する工程と、を含み、
請求項1〜8のいずれか一記載のフェルト製造装置を用いてフェルト化を行うことを特徴とする方法。
【請求項10】
請求項9に記載の方法によって製造され、及び/又は、請求項1〜8のいずれか一に記載のフェルト製造装置によって、製造されたフェルト製品。
【図1】


【図2】
【図3】
【図4】
【図5】

【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公表番号】特表2013−519006(P2013−519006A)
【公表日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願番号】特願2012−552340(P2012−552340)
【出願日】平成23年2月2日(2011.2.2)
【国際出願番号】PCT/EP2011/051490
【国際公開番号】WO2011/098384
【国際公開日】平成23年8月18日(2011.8.18)
【出願人】(512206943)
【氏名又は名称原語表記】VON DER FECHT, Jessica
【Fターム(参考)】
【公表日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願日】平成23年2月2日(2011.2.2)
【国際出願番号】PCT/EP2011/051490
【国際公開番号】WO2011/098384
【国際公開日】平成23年8月18日(2011.8.18)
【出願人】(512206943)
【氏名又は名称原語表記】VON DER FECHT, Jessica
【Fターム(参考)】
[ Back to top ]