
繊維材料ウェブを連続的に処理する設備及び当該設備を運転する方法
ウェブ長手方向に緊張させられて案内されかつ自由な長手方向ウェブ縁を有する繊維材料ウェブを連続的に処理するため、例えば染色、乾燥、蒸気処理又は固定する設備が記載されている。クリップの装着を自動化するためには、縁が通常はまだ折り返えされない設備個所にてクリップマガジンを備えたクリップ発射装置が各長手方向ウェブ縁に対応配置されている。

【発明の詳細な説明】
【技術分野】
【0001】
本発明はウェブ長手方向に緊張させられて案内されかつ自由な長手方向縁を有する繊維材料ウェブ、特に織製品又は編製品から成る繊維材料ウェブを連続的に処理するため、例えば染色、乾燥、蒸気処理又は固定するための設備であって、長手方向ウェブ縁の折り返しが、ウェブ平面にて並んで、両方のウェブ面に交互に位置するクリップフィンガを備えたクリップをウェブに差嵌めることによって防止される形式のものに関する。さらに本発明は当該設備を運転する方法にも関する。
【0002】
長手方向に緊張させられたウェブの長手方向縁は、ここで前提条件としているように、例えば連行するチェーンに固持されていないと、折り返えされること、例えば裏返えるか又は丸まることがある。このウェブ長手方向縁の折り返しはきわめて異なる形式のウェブ製品にて、例えば織製品においても編製品においても発生する。ウェブが欠陥個所を有しかつ/又は編製品から成ると前記縁は特に容易に折り返えされる。この「折り返し」という概念には、この場合には、繊維材料ウェブの自由な長手方向縁のあらゆる裏返えり、丸まり又は裏返えりもしくは丸まりの開始が含まれるものとする。
【0003】
ウェブ長さの大きな部分においては縁の折れ曲がりは、特に編製品の場合には、縁の膠付けによって防止できる。連続染色に関連した相応する方法はDE1013100A1号明細書に記載されている。しかし、この公知の方法は、ウェブにて作用する長手方向の緊張力が縁又はウェブ面における欠陥個所によって又は縫い目によって均等ではないウェブ長さ領域においては、しばしば有効ではない。そこではウェブは波打つことがある。この場合にはウェブの縁が(しばしば両方のウェブ縁にて)折り返えされることになり得る。
【0004】
この理由から従来は、ウェブの問題個所に−例えば"Pertinax"から成る−クリップが(搬送方向に対して横方向で)ウェブ縁に差嵌められていた。このようなクリップは、クリップ背部によって結合された、ほぼ10cmの長さを有する3つのフィンガを備えていることができる。この場合には中央のフィンガは一方のウェブ面に支えられかつ両方の側方のフィンガは他方のウェブ面に支えられる。このようなクリップの領域では縁が折り返えされることはない。必要である場合にはそれぞれ1つのクリップが側方から、対向した縁に差嵌められる。
【0005】
このように単数又は複数のクリップを用いて縁の安定化されたウェブは、クリップと共に各処理機、例えばホットフルーを通過し、次いで次の処理ステップに供給され、巻上げられるか又は折畳まれる。機械の出口においては又はウェブが巻取られる前ではクリップはウェブ縁から引抜かれるか又は差嵌められたままであることができる。
【0006】
クリップの装着は一般的には付加的な人員を必要とする。何故ならば差嵌めはウェブ縁が不都合に折り返えされる前に行なわれる必要がありかつ差嵌めはしばしば両ウェブ縁から実質的に同時に行なう必要があるからである。クリップが他の処理工程で邪魔になると想われる場合には機械出口にてクリップを引抜くことが重要になる。
【0007】
本発明の課題はクリップの取扱い、特に装着を機械化し、遠隔制御によって、例えば機械運転者スタンドから作動できるようにすることである。
【0008】
本発明による解決策は冒頭に述べた設備において請求項1の特徴として記載されている。この解決策の特徴は、ウェブ縁が通常はまだ折り返えさない設備個所において各長手方向ウェブ縁に対応配置されたクリップマガジンを有するクリップ発射装置である。本発明の若干の改良及び別の構成は他の請求項に記述されている。
【0009】
本発明による解決策の有利な特徴は、各処理機械の入口の前で、折り曲げられる傾向のあるウェブ縁が問題のある領域−例えば縫い目又は欠陥個所−においても通常はまだ折り返えされない個所に、クリップマガジンを有するクリップ発射装置が配置されていることである。クリップ発射装置は有利には、マガジン内にあるクリップを問題のあるウェブ縁に向かって押し出すかもしくは発射するスライダ又は突き棒であることができる。
【0010】
各クリップのフィンガ又は歯がウェブ縁に差嵌められる前に拡開させられる必要がある場合、例えば互いに離れる方向へ曲げ広げられる必要がある場合にはクリップはウェブ縁に達する前に拡開装置を通過し、該拡開装置にて隣り合うクリップフィンガがウェブ縁に差嵌められるために、つまり交互に一方又は他方のウェブ面を越えて、拡開させられ、隣り合ったフィンガが交互に一方のウェブ面と他方のウェブ面に達するようにしたい。この拡開装置の作用はフィンガがウェブ縁自体を通過すると除かれることができる。クリップは一般的にできるだけ遠く、つまりウェブ縁が2つのフィンガの間のクリップ背部に当たるまでウェブに向かって発射したい。拡開装置の各フィンガを拡開する部分は、クリップ背部の通過に際して該部分が逃げることができるようにばね弾性的に支承しておきたい。
【0011】
このような拡開装置は、各クリップが特別な拡開なしでも材料ウェブ縁に差嵌めることができ、それにも拘らず、ローラを介して走行する場合でも、後続する処理機に不動に差込まれた状態に保たれることを省略することができる。これは例えば(拡開された)フィンガ/歯の間で錐状又は楔状に狭まるスリットを有するクランプにも、拡開された歯が材料ウェブ縁に衝突したあと又は当接したあとで閉鎖するクリップにも当嵌まる。
【0012】
各クリップの確実でかつ完全な差嵌めを達成するためには材料ウェブ及び特にその縁領域を、少なくとも差嵌めを行なおうとするところで、正確にかつはためかないように案内することが好ましい。これは、恒久的に軽く錐状に拡開した歯を有するクリップを使用したい場合に当嵌まる。
【0013】
クリップ挟持は有利には、材料ウェブに対する発射と言える速度で行なわれる。特にウェブ搬送方向に対して横方向での発射速度は、クリップが装着される場合にウェブに波状部が発生しないように搬送速度に対し選択したい。発射速度又は搬送速度が10:1又はそれよりも大きい比を有していると、前記条件はたいてい充たされる。この関係からは、クリップを手で差嵌めていた従来は、作業員がクリップ差嵌めに際してウェブの移動に追従していたことに言及しておく。この追従運動は本発明の装置では差嵌めが十分に高速で実施されるだけで必要ではなくなる。
【0014】
個々のクリップができるだけ完全に、例えばクリップのフィンガの間で当接するまで、ウェブ縁に差嵌められることを達成するためには、クリップ発射装置をウェブ縁から決った間隔をおいて(もしくは決まった間隔領域に)配置する必要がある。ウェブが側方へ移動した場合(これは搬送方向に対し横方向のウェブの移動を意味する)には、発射装置はこの運動に追従するようにしたい。これと同様であることは材料ウェブ幅が変化する場合にも当嵌まる。追従はエッジセンサによって又は手で制御されかつ例えば調節スピンドルで行なうことができる。
【0015】
クリップ発射装置のスライダを作動するためには、例えば液圧又は空気力シリンダ又は有利には機械的なばねを備えたカタパルトが設けられることができる。各作動は遠隔制御されて、有利には手でレリーズすることで実施したい。例えば、機械操作人がその位置からウェブ面にて波状の領域を確認し、ウェブ縁の折り返えしを危惧すると、機械操作人は(同様にその位置から)一方又は両方のウェブ縁に1つのクリップを装着することができる。
【0016】
クリップはだいたいは使捨て部分として各処理機をウェブが出たあとでウェブ縁に差嵌められたままであることができる。しかしながら各処理機の出口にて目的を果したクリップをウェブから再び引抜くことが望まれることもある。このためには本発明の1実施例によればクリップ引抜き装置、有利には適当に構成されたクリップと共に使用される有利には自動的に作用する装置が用いられる。
【0017】
各クリップはクリップフィンガの他に、フィンガに向き合った当接縁を備えたクリップ背部を有している。この場合、クリップ背部とはクリップを射ち込む場合にスライダが当接する部分のことである。クリップ背部はさらに、ほぼフィンガの長手方向に延びる2つの側縁、つまり前方と後方の側縁を有している。
【0018】
本発明の別の実施例では、前方の側縁に、有利には後方の側縁にも、ノッチを設け、クリップを引抜こうとする設備位置で、(有利にはウェブ平面に対し垂直な)ピンが場所的にウェブ縁に対し相対的に所定位置に位置し、ウェブと共に通過するクリップをノッチでピンに固定的に係合させることが提案されている。ウェブが側方へ移動する場合又は材料ウェブ幅が変化する場合にはピンは−発射装置と同様に−ウェブ縁に追従することができると有利である。
【0019】
クリップの各前方の側縁における前述のノッチには、場所的に不動なピンが瞬間的にクリップを固持するかもしくはキャッチしかつ引続き移動するウェブから(自動的に)引抜くような形状が与えられかつピンにはそのために適した位置が与えられている。有利にはピンに引っ掛かったクリップがウェブの側方で床に又は捕集容器に落下できるようにピンはウェブ縁から離されて位置せしめられる。さらに各クリップにはそれぞれ前方の側縁と後方の側縁とにそれぞれ1つのノッチを設けることが有利である。これによってクリップを各マガジンに収めることが簡易化される。ノッチには、クリップ又はピンの位置が不正確である場合にも各クリップが確実にピンによって捕らえられかつ引抜かれるような形状を付与したい。
【0020】
引抜いたあとクリップが容器内へ落下する場合には、クリップを整列しかつ整列された状態でクリップ発射装置のマガジンに保管することが面倒である。この理由から本発明の別の構成によれば、引抜かれたクリップをホッパで受け、直接シュート又はそれに類似したものを介して配向してマガジン容器へ導くことが提案されている。この場合には同じ個所でかつ同じ形式で引抜かれたクリップは、通常は同じ方向が与えられて落下する現象が利用されている。ホッパにおいては落下するクリップはシュートを用いて同じ方向でマガジン容器へ達するように配向される。マガジン容器が充たされると、マガジン容器は−例えばマニュアル作業で−クリップ発射装置へもたらされ、空の容器と交換されることができる。
【0021】
取外したクリップをマガジン内に収納する場合にすべてのクリップのクリップフィンガが同じ方向へ向けられることを達成するためには、クリップが整えられた状態(フィンガが一方の側へかつクリップ背部が他方の側へ向けられた状態)でしか位置せしめられないようにマガジン容器を構成することが有利である。これは例えばクリップの形状付与とマガジン内室の適当な形状とによって達成される。例えば1つのクリップの隣り合うフィンガは交互に異なる長さを有していることができる。例えば3本のフィンガを有するクリップが2つの短いフィンガといくらか長い中央フィンガを有していると、マガジン容器の内輪郭には容易に、各クリップが整列された状態でしかマガジンにて平らに位置できないような形を与えることができる。
【0022】
機械操作人は本発明による発射装置で目で確認してクリップを装着することができる。さらに自動化するためには場合によっては幅出し装置と組合わされて、折り返えされた縁もしくは縁領域を検出し、場合によっては幅出し装置を作動するエッジフィーラが設けられていることができる。このようにして平坦化されたウェブ縁にクリップを差嵌めることができる。
【0023】
折り返えされた縁を検出するために設けられたエッジフィーラは特別な利点を伴って、各処理機の内部に設けられることもできる。すなわち、処理機においては、機械操作人はウェブにおける欠陥を見る(直接)ことはできない。エッジフィーラが機械内部で例えばホットフルーの熱い領域で縁の折り返えりを認識すると、エッジフィーラは機械への走入前の領域にて、単数又は複数のクリップを装着し、折り返えしが任意に広がらないようにすることができる。さらにこのようなエッジフィーラは縁の折り返えしが発生する危険のある場所及び/又は機械操作人にとって見にくいか又は全く見えない場所にて機械の外部又は内部に配置したい。
【0024】
以下、実施例の概略図に基づき本発明をさらに詳細に説明する。
【0025】
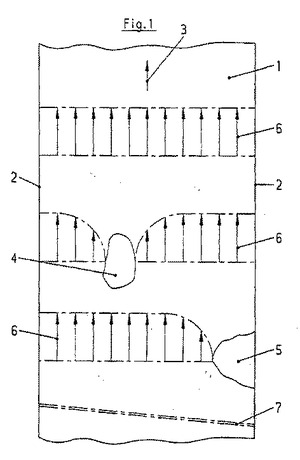
図1は欠陥個所又は縫い目に応じた不均等な張力を材料ウェブ長手方向に有する、長手方向に緊張された材料ウェブの1部分を示した図。
【0026】
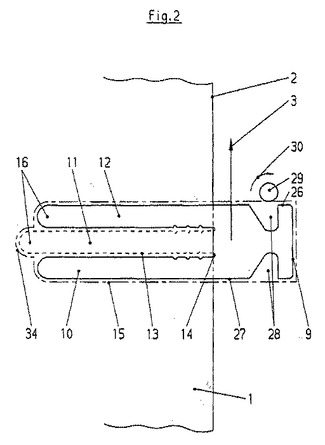
図2は材料ウェブ縁の上に差嵌められたクリップを示した図。
【0027】
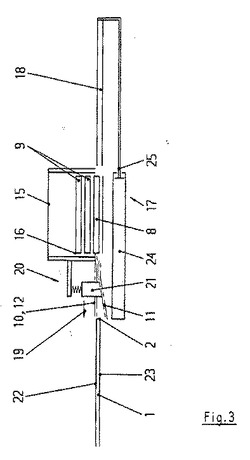
図3はマンガンを有するクリップ発射装置を示した図。
【0028】
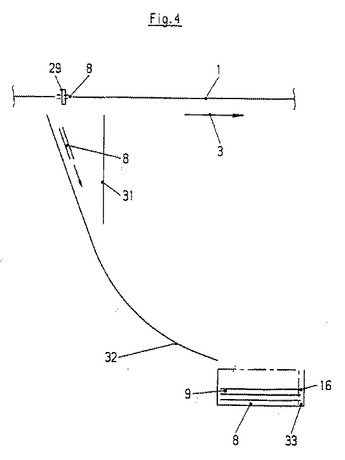
図4はクリップ捕集装置を示した図。
【0029】
材料ウェブ1がそのウェブもしくは長手方向縁2にて保持されることなしに搬送方向3で、2つのローラ(図示せず)の間を長手方向に移動させられると、例えば生産欠陥又は試料採取に起因するウェブ中央の欠陥個所4又はウェブ縁の欠陥個所5の結果としてウェブ縁2が折り返えされる。この理由は、無傷でかつどこでも一様な安定性を有するウェブ1における張力の一様な分布(矢印6で図示)が、欠陥個所4又は5の領域では不均等になることにある。不均等な張力分布(ウェブ長手方向)はウェブに長手方向の波を発生させ、この結果としてウェブ縁2が折り返えされることになる。類似した作用はウェブに存在する縫い目7も有することがある。
【0030】
張力の不均等な分布の結果としての折り返えしは、きわめて異なる形式の繊維材料ウェブにおいて、例えば織製品においても編製品においても発生する。編製品の場合には、縁の丸まる危険は特に大きいので、この場合には縁は一般的に例えば膠で硬化される。しかし膠によるこのような縁の硬化は−織製品の場合ですら−縁2の折り返えしを回避するためには、記述した欠陥個所4又は5又は縫い目7がウェブに存在していると、しばしば十分ではない。この折り返えしを回避するためにはウェブ縁2に全体が符号8で示されたクリップが差嵌められる。このクリップ8は図示の実施例では、クリップ背部9に配置された3つのクリップフィンガ10,11,12を−通常は−平面内でかつ切り込み13で分離されて−有している。
【0031】
図2の実施例では外側のフィンガ10と12とが図示の材料ウェブ1の上に位置し、中央のフィンガ11が材料ウェブの下側で材料ウェブ面に接触しているものと仮定されている。図2のクリップ8はクリップ背部9におけるフィンガ10から12までの間のストッパ14まで材料ウェブ1に差嵌められている。似たように材料ウェブ面に対し垂直な方向で相上下して配置された2つの歯を有するクリップをウェブ縁に差嵌めることも可能であると想われる。前記歯は例えばあらかじめ拡開させられていることができる。
【0032】
図3には本発明によるクリップ発射装置の原理が示されている。材料ウェブ1の縁2に向かって発射されるために待機させられたクリップ8はマガジン15内に秩序正しく位置している。マガジン15はフィンガ尖端16がウェブ縁に向けられかつクリップ背部9がウェブ縁から離れるように配向されてウェブ縁2に向けられている。
【0033】
マガジン15には全体が符号17で示された発射装置もしくはカタパルトが対応配置されている。発射装置は作動に際してマガジン15のクリップ8の1つのクリップ背部9に当接し、クリップを横方向19で(搬送方向3に対し横方向でウェブ縁2に向かって)マガジンから外へ加速する突き棒又は打撃ピン18を有している。
【0034】
必要である場合には動かされたクリップ8はウェブ縁2へ向かう途中で拡開装置20を通過する。この拡開装置20はクリップ8の移動路へ有利には図1に示したようにばね弾性的に支承された変向面21を移動させる。この変向面21は−実施例(図2)においては−中央のフィンガ11をクリップ(フィンガ10と12)の平面から下へ押すので、クリップはそこから先きの移動路で拡開されたフィンガでウェブ縁2に達することになる。クリップ8が引続き移動すると、フィンガ10から12は拡開装置20の作用領域から出るので最終的にはフィンガ10から12は平らに材料ウェブ1の上側22と下側23に接触する。クリップ背部9が滑り通過する場合に変向面21のばね作用は解消される。
【0035】
発射装置17としては、図示のように、空気力シリンダ24が設けられていることができる。この空気力シリンダ24のピストン25は突き棒又は打撃ピン18と結合されている。ピストン25が図3に示された位置からシリンダ24において反対の位置へ動かされると、打撃ピン18は1つのクリップ8をマガジン15から材料ウェブ1の上へ押出す。
【0036】
各クリップ8がその任務を果たしたあとでクリップ8を自動的に再び材料ウェブ1から引抜こうとする場合には図2と図4とに示されているようにクリップ引抜き装置を用いることができる。図2によれば前方側縁26と有利には後方側縁27とにてノッチ28がクリップ背部9に設けられている。この実施例においては側縁26,27はほぼ4cmの長さ(フィンガ10から12の長さはほぼ10cm)を有している。ノッチ28には、クリップ8を引抜こうとする位置に設けられた、固定されたピン29が搬送方向3へ動かされたクリップ8のノッチ28へ係合するような形状が与えられている。ウェブ平面に対し垂直なピン29によってクリップ8は固持され、一般的にはピン29を中心とした旋回方向30の旋回のもとで材料ウェブ1から引抜かれる。
【0037】
次いでクリップ8は床又は容器内へ落下するかホッパ31とシュート32とで向きが整えられてマガジン容器33に供給される。マガジン容器33はクリップ8がすべてのクリップ8にとって同じ方向で平らに相上下した状態でしかマガジン容器33内に位置できないように構成されていることができる。例えば図4から判るようにマガジン容器33において唯一可能な平らな位置はフィンガ尖端が右へかつクリップ背部9が左へ向けられていると達成される。この選択された位置は図4では破線で示されているマガジン容器33の内部が中央のフィンガ11の尖端16にて膨らみ34を有していることで達成される。
【図面の簡単な説明】
【0038】
【図1】欠陥個所又は縫い目に応じた不均等な張力が材料ウェブ長手方向にかけられた、長手方向に緊張された材料ウェブの1部分を示した図。
【図2】材料ウェブ縁の上に差嵌められたクリップを示した図。
【図3】マガジンを有する発射装置を示した図。
【図4】クリップ捕集装置を示した図。
【符号の説明】
【0039】
1 材料ウェブ
2 ウェブ縁
3 搬送方向
4 欠陥個所(中央)
5 欠陥個所(縁)
6 張力
7 縫い目
8 クリップ
9 クリップ背部
10,11,12 クリップフィンガ
13 切込み
14 ストッパ
15 マガジン
16 フィンガ尖端
17 発射装置
18 打撃ピン
19 横方向
20 拡開装置
21 変向面
22 上側面
23 下側面
24 空気力シリンダ
25 ピストン
26 前方側縁
27 後方側縁
28 ノッチ
29 ピン
30 旋回方向
31 ホッパ
32 シュート
33 マガジン容器
34 膨らみ
【技術分野】
【0001】
本発明はウェブ長手方向に緊張させられて案内されかつ自由な長手方向縁を有する繊維材料ウェブ、特に織製品又は編製品から成る繊維材料ウェブを連続的に処理するため、例えば染色、乾燥、蒸気処理又は固定するための設備であって、長手方向ウェブ縁の折り返しが、ウェブ平面にて並んで、両方のウェブ面に交互に位置するクリップフィンガを備えたクリップをウェブに差嵌めることによって防止される形式のものに関する。さらに本発明は当該設備を運転する方法にも関する。
【0002】
長手方向に緊張させられたウェブの長手方向縁は、ここで前提条件としているように、例えば連行するチェーンに固持されていないと、折り返えされること、例えば裏返えるか又は丸まることがある。このウェブ長手方向縁の折り返しはきわめて異なる形式のウェブ製品にて、例えば織製品においても編製品においても発生する。ウェブが欠陥個所を有しかつ/又は編製品から成ると前記縁は特に容易に折り返えされる。この「折り返し」という概念には、この場合には、繊維材料ウェブの自由な長手方向縁のあらゆる裏返えり、丸まり又は裏返えりもしくは丸まりの開始が含まれるものとする。
【0003】
ウェブ長さの大きな部分においては縁の折れ曲がりは、特に編製品の場合には、縁の膠付けによって防止できる。連続染色に関連した相応する方法はDE1013100A1号明細書に記載されている。しかし、この公知の方法は、ウェブにて作用する長手方向の緊張力が縁又はウェブ面における欠陥個所によって又は縫い目によって均等ではないウェブ長さ領域においては、しばしば有効ではない。そこではウェブは波打つことがある。この場合にはウェブの縁が(しばしば両方のウェブ縁にて)折り返えされることになり得る。
【0004】
この理由から従来は、ウェブの問題個所に−例えば"Pertinax"から成る−クリップが(搬送方向に対して横方向で)ウェブ縁に差嵌められていた。このようなクリップは、クリップ背部によって結合された、ほぼ10cmの長さを有する3つのフィンガを備えていることができる。この場合には中央のフィンガは一方のウェブ面に支えられかつ両方の側方のフィンガは他方のウェブ面に支えられる。このようなクリップの領域では縁が折り返えされることはない。必要である場合にはそれぞれ1つのクリップが側方から、対向した縁に差嵌められる。
【0005】
このように単数又は複数のクリップを用いて縁の安定化されたウェブは、クリップと共に各処理機、例えばホットフルーを通過し、次いで次の処理ステップに供給され、巻上げられるか又は折畳まれる。機械の出口においては又はウェブが巻取られる前ではクリップはウェブ縁から引抜かれるか又は差嵌められたままであることができる。
【0006】
クリップの装着は一般的には付加的な人員を必要とする。何故ならば差嵌めはウェブ縁が不都合に折り返えされる前に行なわれる必要がありかつ差嵌めはしばしば両ウェブ縁から実質的に同時に行なう必要があるからである。クリップが他の処理工程で邪魔になると想われる場合には機械出口にてクリップを引抜くことが重要になる。
【0007】
本発明の課題はクリップの取扱い、特に装着を機械化し、遠隔制御によって、例えば機械運転者スタンドから作動できるようにすることである。
【0008】
本発明による解決策は冒頭に述べた設備において請求項1の特徴として記載されている。この解決策の特徴は、ウェブ縁が通常はまだ折り返えさない設備個所において各長手方向ウェブ縁に対応配置されたクリップマガジンを有するクリップ発射装置である。本発明の若干の改良及び別の構成は他の請求項に記述されている。
【0009】
本発明による解決策の有利な特徴は、各処理機械の入口の前で、折り曲げられる傾向のあるウェブ縁が問題のある領域−例えば縫い目又は欠陥個所−においても通常はまだ折り返えされない個所に、クリップマガジンを有するクリップ発射装置が配置されていることである。クリップ発射装置は有利には、マガジン内にあるクリップを問題のあるウェブ縁に向かって押し出すかもしくは発射するスライダ又は突き棒であることができる。
【0010】
各クリップのフィンガ又は歯がウェブ縁に差嵌められる前に拡開させられる必要がある場合、例えば互いに離れる方向へ曲げ広げられる必要がある場合にはクリップはウェブ縁に達する前に拡開装置を通過し、該拡開装置にて隣り合うクリップフィンガがウェブ縁に差嵌められるために、つまり交互に一方又は他方のウェブ面を越えて、拡開させられ、隣り合ったフィンガが交互に一方のウェブ面と他方のウェブ面に達するようにしたい。この拡開装置の作用はフィンガがウェブ縁自体を通過すると除かれることができる。クリップは一般的にできるだけ遠く、つまりウェブ縁が2つのフィンガの間のクリップ背部に当たるまでウェブに向かって発射したい。拡開装置の各フィンガを拡開する部分は、クリップ背部の通過に際して該部分が逃げることができるようにばね弾性的に支承しておきたい。
【0011】
このような拡開装置は、各クリップが特別な拡開なしでも材料ウェブ縁に差嵌めることができ、それにも拘らず、ローラを介して走行する場合でも、後続する処理機に不動に差込まれた状態に保たれることを省略することができる。これは例えば(拡開された)フィンガ/歯の間で錐状又は楔状に狭まるスリットを有するクランプにも、拡開された歯が材料ウェブ縁に衝突したあと又は当接したあとで閉鎖するクリップにも当嵌まる。
【0012】
各クリップの確実でかつ完全な差嵌めを達成するためには材料ウェブ及び特にその縁領域を、少なくとも差嵌めを行なおうとするところで、正確にかつはためかないように案内することが好ましい。これは、恒久的に軽く錐状に拡開した歯を有するクリップを使用したい場合に当嵌まる。
【0013】
クリップ挟持は有利には、材料ウェブに対する発射と言える速度で行なわれる。特にウェブ搬送方向に対して横方向での発射速度は、クリップが装着される場合にウェブに波状部が発生しないように搬送速度に対し選択したい。発射速度又は搬送速度が10:1又はそれよりも大きい比を有していると、前記条件はたいてい充たされる。この関係からは、クリップを手で差嵌めていた従来は、作業員がクリップ差嵌めに際してウェブの移動に追従していたことに言及しておく。この追従運動は本発明の装置では差嵌めが十分に高速で実施されるだけで必要ではなくなる。
【0014】
個々のクリップができるだけ完全に、例えばクリップのフィンガの間で当接するまで、ウェブ縁に差嵌められることを達成するためには、クリップ発射装置をウェブ縁から決った間隔をおいて(もしくは決まった間隔領域に)配置する必要がある。ウェブが側方へ移動した場合(これは搬送方向に対し横方向のウェブの移動を意味する)には、発射装置はこの運動に追従するようにしたい。これと同様であることは材料ウェブ幅が変化する場合にも当嵌まる。追従はエッジセンサによって又は手で制御されかつ例えば調節スピンドルで行なうことができる。
【0015】
クリップ発射装置のスライダを作動するためには、例えば液圧又は空気力シリンダ又は有利には機械的なばねを備えたカタパルトが設けられることができる。各作動は遠隔制御されて、有利には手でレリーズすることで実施したい。例えば、機械操作人がその位置からウェブ面にて波状の領域を確認し、ウェブ縁の折り返えしを危惧すると、機械操作人は(同様にその位置から)一方又は両方のウェブ縁に1つのクリップを装着することができる。
【0016】
クリップはだいたいは使捨て部分として各処理機をウェブが出たあとでウェブ縁に差嵌められたままであることができる。しかしながら各処理機の出口にて目的を果したクリップをウェブから再び引抜くことが望まれることもある。このためには本発明の1実施例によればクリップ引抜き装置、有利には適当に構成されたクリップと共に使用される有利には自動的に作用する装置が用いられる。
【0017】
各クリップはクリップフィンガの他に、フィンガに向き合った当接縁を備えたクリップ背部を有している。この場合、クリップ背部とはクリップを射ち込む場合にスライダが当接する部分のことである。クリップ背部はさらに、ほぼフィンガの長手方向に延びる2つの側縁、つまり前方と後方の側縁を有している。
【0018】
本発明の別の実施例では、前方の側縁に、有利には後方の側縁にも、ノッチを設け、クリップを引抜こうとする設備位置で、(有利にはウェブ平面に対し垂直な)ピンが場所的にウェブ縁に対し相対的に所定位置に位置し、ウェブと共に通過するクリップをノッチでピンに固定的に係合させることが提案されている。ウェブが側方へ移動する場合又は材料ウェブ幅が変化する場合にはピンは−発射装置と同様に−ウェブ縁に追従することができると有利である。
【0019】
クリップの各前方の側縁における前述のノッチには、場所的に不動なピンが瞬間的にクリップを固持するかもしくはキャッチしかつ引続き移動するウェブから(自動的に)引抜くような形状が与えられかつピンにはそのために適した位置が与えられている。有利にはピンに引っ掛かったクリップがウェブの側方で床に又は捕集容器に落下できるようにピンはウェブ縁から離されて位置せしめられる。さらに各クリップにはそれぞれ前方の側縁と後方の側縁とにそれぞれ1つのノッチを設けることが有利である。これによってクリップを各マガジンに収めることが簡易化される。ノッチには、クリップ又はピンの位置が不正確である場合にも各クリップが確実にピンによって捕らえられかつ引抜かれるような形状を付与したい。
【0020】
引抜いたあとクリップが容器内へ落下する場合には、クリップを整列しかつ整列された状態でクリップ発射装置のマガジンに保管することが面倒である。この理由から本発明の別の構成によれば、引抜かれたクリップをホッパで受け、直接シュート又はそれに類似したものを介して配向してマガジン容器へ導くことが提案されている。この場合には同じ個所でかつ同じ形式で引抜かれたクリップは、通常は同じ方向が与えられて落下する現象が利用されている。ホッパにおいては落下するクリップはシュートを用いて同じ方向でマガジン容器へ達するように配向される。マガジン容器が充たされると、マガジン容器は−例えばマニュアル作業で−クリップ発射装置へもたらされ、空の容器と交換されることができる。
【0021】
取外したクリップをマガジン内に収納する場合にすべてのクリップのクリップフィンガが同じ方向へ向けられることを達成するためには、クリップが整えられた状態(フィンガが一方の側へかつクリップ背部が他方の側へ向けられた状態)でしか位置せしめられないようにマガジン容器を構成することが有利である。これは例えばクリップの形状付与とマガジン内室の適当な形状とによって達成される。例えば1つのクリップの隣り合うフィンガは交互に異なる長さを有していることができる。例えば3本のフィンガを有するクリップが2つの短いフィンガといくらか長い中央フィンガを有していると、マガジン容器の内輪郭には容易に、各クリップが整列された状態でしかマガジンにて平らに位置できないような形を与えることができる。
【0022】
機械操作人は本発明による発射装置で目で確認してクリップを装着することができる。さらに自動化するためには場合によっては幅出し装置と組合わされて、折り返えされた縁もしくは縁領域を検出し、場合によっては幅出し装置を作動するエッジフィーラが設けられていることができる。このようにして平坦化されたウェブ縁にクリップを差嵌めることができる。
【0023】
折り返えされた縁を検出するために設けられたエッジフィーラは特別な利点を伴って、各処理機の内部に設けられることもできる。すなわち、処理機においては、機械操作人はウェブにおける欠陥を見る(直接)ことはできない。エッジフィーラが機械内部で例えばホットフルーの熱い領域で縁の折り返えりを認識すると、エッジフィーラは機械への走入前の領域にて、単数又は複数のクリップを装着し、折り返えしが任意に広がらないようにすることができる。さらにこのようなエッジフィーラは縁の折り返えしが発生する危険のある場所及び/又は機械操作人にとって見にくいか又は全く見えない場所にて機械の外部又は内部に配置したい。
【0024】
以下、実施例の概略図に基づき本発明をさらに詳細に説明する。
【0025】
図1は欠陥個所又は縫い目に応じた不均等な張力を材料ウェブ長手方向に有する、長手方向に緊張された材料ウェブの1部分を示した図。
【0026】
図2は材料ウェブ縁の上に差嵌められたクリップを示した図。
【0027】
図3はマンガンを有するクリップ発射装置を示した図。
【0028】
図4はクリップ捕集装置を示した図。
【0029】
材料ウェブ1がそのウェブもしくは長手方向縁2にて保持されることなしに搬送方向3で、2つのローラ(図示せず)の間を長手方向に移動させられると、例えば生産欠陥又は試料採取に起因するウェブ中央の欠陥個所4又はウェブ縁の欠陥個所5の結果としてウェブ縁2が折り返えされる。この理由は、無傷でかつどこでも一様な安定性を有するウェブ1における張力の一様な分布(矢印6で図示)が、欠陥個所4又は5の領域では不均等になることにある。不均等な張力分布(ウェブ長手方向)はウェブに長手方向の波を発生させ、この結果としてウェブ縁2が折り返えされることになる。類似した作用はウェブに存在する縫い目7も有することがある。
【0030】
張力の不均等な分布の結果としての折り返えしは、きわめて異なる形式の繊維材料ウェブにおいて、例えば織製品においても編製品においても発生する。編製品の場合には、縁の丸まる危険は特に大きいので、この場合には縁は一般的に例えば膠で硬化される。しかし膠によるこのような縁の硬化は−織製品の場合ですら−縁2の折り返えしを回避するためには、記述した欠陥個所4又は5又は縫い目7がウェブに存在していると、しばしば十分ではない。この折り返えしを回避するためにはウェブ縁2に全体が符号8で示されたクリップが差嵌められる。このクリップ8は図示の実施例では、クリップ背部9に配置された3つのクリップフィンガ10,11,12を−通常は−平面内でかつ切り込み13で分離されて−有している。
【0031】
図2の実施例では外側のフィンガ10と12とが図示の材料ウェブ1の上に位置し、中央のフィンガ11が材料ウェブの下側で材料ウェブ面に接触しているものと仮定されている。図2のクリップ8はクリップ背部9におけるフィンガ10から12までの間のストッパ14まで材料ウェブ1に差嵌められている。似たように材料ウェブ面に対し垂直な方向で相上下して配置された2つの歯を有するクリップをウェブ縁に差嵌めることも可能であると想われる。前記歯は例えばあらかじめ拡開させられていることができる。
【0032】
図3には本発明によるクリップ発射装置の原理が示されている。材料ウェブ1の縁2に向かって発射されるために待機させられたクリップ8はマガジン15内に秩序正しく位置している。マガジン15はフィンガ尖端16がウェブ縁に向けられかつクリップ背部9がウェブ縁から離れるように配向されてウェブ縁2に向けられている。
【0033】
マガジン15には全体が符号17で示された発射装置もしくはカタパルトが対応配置されている。発射装置は作動に際してマガジン15のクリップ8の1つのクリップ背部9に当接し、クリップを横方向19で(搬送方向3に対し横方向でウェブ縁2に向かって)マガジンから外へ加速する突き棒又は打撃ピン18を有している。
【0034】
必要である場合には動かされたクリップ8はウェブ縁2へ向かう途中で拡開装置20を通過する。この拡開装置20はクリップ8の移動路へ有利には図1に示したようにばね弾性的に支承された変向面21を移動させる。この変向面21は−実施例(図2)においては−中央のフィンガ11をクリップ(フィンガ10と12)の平面から下へ押すので、クリップはそこから先きの移動路で拡開されたフィンガでウェブ縁2に達することになる。クリップ8が引続き移動すると、フィンガ10から12は拡開装置20の作用領域から出るので最終的にはフィンガ10から12は平らに材料ウェブ1の上側22と下側23に接触する。クリップ背部9が滑り通過する場合に変向面21のばね作用は解消される。
【0035】
発射装置17としては、図示のように、空気力シリンダ24が設けられていることができる。この空気力シリンダ24のピストン25は突き棒又は打撃ピン18と結合されている。ピストン25が図3に示された位置からシリンダ24において反対の位置へ動かされると、打撃ピン18は1つのクリップ8をマガジン15から材料ウェブ1の上へ押出す。
【0036】
各クリップ8がその任務を果たしたあとでクリップ8を自動的に再び材料ウェブ1から引抜こうとする場合には図2と図4とに示されているようにクリップ引抜き装置を用いることができる。図2によれば前方側縁26と有利には後方側縁27とにてノッチ28がクリップ背部9に設けられている。この実施例においては側縁26,27はほぼ4cmの長さ(フィンガ10から12の長さはほぼ10cm)を有している。ノッチ28には、クリップ8を引抜こうとする位置に設けられた、固定されたピン29が搬送方向3へ動かされたクリップ8のノッチ28へ係合するような形状が与えられている。ウェブ平面に対し垂直なピン29によってクリップ8は固持され、一般的にはピン29を中心とした旋回方向30の旋回のもとで材料ウェブ1から引抜かれる。
【0037】
次いでクリップ8は床又は容器内へ落下するかホッパ31とシュート32とで向きが整えられてマガジン容器33に供給される。マガジン容器33はクリップ8がすべてのクリップ8にとって同じ方向で平らに相上下した状態でしかマガジン容器33内に位置できないように構成されていることができる。例えば図4から判るようにマガジン容器33において唯一可能な平らな位置はフィンガ尖端が右へかつクリップ背部9が左へ向けられていると達成される。この選択された位置は図4では破線で示されているマガジン容器33の内部が中央のフィンガ11の尖端16にて膨らみ34を有していることで達成される。
【図面の簡単な説明】
【0038】
【図1】欠陥個所又は縫い目に応じた不均等な張力が材料ウェブ長手方向にかけられた、長手方向に緊張された材料ウェブの1部分を示した図。
【図2】材料ウェブ縁の上に差嵌められたクリップを示した図。
【図3】マガジンを有する発射装置を示した図。
【図4】クリップ捕集装置を示した図。
【符号の説明】
【0039】
1 材料ウェブ
2 ウェブ縁
3 搬送方向
4 欠陥個所(中央)
5 欠陥個所(縁)
6 張力
7 縫い目
8 クリップ
9 クリップ背部
10,11,12 クリップフィンガ
13 切込み
14 ストッパ
15 マガジン
16 フィンガ尖端
17 発射装置
18 打撃ピン
19 横方向
20 拡開装置
21 変向面
22 上側面
23 下側面
24 空気力シリンダ
25 ピストン
26 前方側縁
27 後方側縁
28 ノッチ
29 ピン
30 旋回方向
31 ホッパ
32 シュート
33 マガジン容器
34 膨らみ
【特許請求の範囲】
【請求項1】
ウェブ長手方向(3)に緊張させられて案内されかつ自由な長手方向縁を有する繊維材料ウェブ(1)を連続的に処理するため、例えば染色、乾燥、蒸気処理又は固定するための設備であって、前記長手方向縁の折り返しが、繊維材料ウェブ(1)の平面にて並んで、両方のウェブ面(22,23)に交互に位置するクリップフィンガ(10から12)を備えたクリップ(8)を材料ウェブ縁(2)に差嵌めることによって防止される形式のものにおいて、通常はウェブ縁(2)が折り返えされない当該設備個所にて前記各長手方向ウェブ縁(2)に対応配置された、クリップマガジン(15)を有するクリップ発射装置(17)を備えていることを特徴とする、繊維材料ウェブを連続的に処理する設備。
【請求項2】
クリップ発射装置(17)が、マガジン(15)におけるクリップ位置に対応配置された、クリップ(8)をウェブ縁(2)へ向けられた方向(19)へ発射するためのクリップスライダもしくは打撃ピン(18)から成る、請求項1記載の設備。
【請求項3】
前記スライダもしくは打撃ピン(18)を作動するために空気力又は液圧シリンダ(24)が設けられている、請求項1又2記載の設備。
【請求項4】
前記スライダもしくは打撃ピン(18)を作動するために、有利には機械的に予荷重のかけられたカタパルトが設けられている、請求項1又は2記載の設備。
【請求項5】
クリップ発射装置(17)が、長手方向ウェブ縁(2)にクリップを差嵌める前に有効である、隣り合うクリップフィンガ(10から12)を交互に材料ウェブ(1)の上側と下側(22,23)とへ拡開させる手段(21)を有している、請求項1記載の設備。
【請求項6】
例えば機械運転スタンドから有利には遠隔操作でクリップ発射装置(17)をマニュアル操作する装置が設けられている、請求項1から5までのいずれか1項記載の設備。
【請求項7】
縁感知器によってクリップ発射装置(17)が自動的に作動される、請求項1から5までのいずれか1項記載の設備。
【請求項8】
クリップ背部(9)が少なくとも前縁(26,27)にノッチ(28)を有し、クリップ(8)を自動的に引抜くために、長手方向ウェブ縁(2)から間隔をおいてピン(29)が固定的に配置され、該ピン(29)がクリップ(8)の通過に際してノッチ(28)に係合しかつクリップ(8)を固持し、材料ウェブ(1)から引抜く、請求項1から7までのいずれか1項記載の設備。
【請求項9】
材料ウェブ(1)から引抜かれたクリップ(8)が、ホッパ(31)とシュート(32)とを介して配向整列させられてマガジン(15)に達する、請求項8記載の設備。
【請求項10】
材料ウェブ(1)が側方へ移動する場合−搬送方向(3)に対し横方向に移動する場合−又はウェブ幅が変化する場合に、クリップ発射装置(17)及び/又はピン(9)をウェブ縁に追従させる、有利にはセンサで制御された手段が設けられている、請求項1から9までのいずれか1項記載の設備。
【請求項11】
ウェブ搬送方向(3)に対し横方向(19)でウェブ縁(2)に向かってクリップ(8)を発射することが搬送速度に較べて大きい速度で行なわれる、請求項1から10までのいずれか1項記載の設備を運転する方法。
【請求項12】
各クリップ(8)の差嵌めを2つのフィンガ(10から12)の間でクリップ背部(9)に当接するまで行なう、請求項11記載の方法。
【請求項1】
ウェブ長手方向(3)に緊張させられて案内されかつ自由な長手方向縁を有する繊維材料ウェブ(1)を連続的に処理するため、例えば染色、乾燥、蒸気処理又は固定するための設備であって、前記長手方向縁の折り返しが、繊維材料ウェブ(1)の平面にて並んで、両方のウェブ面(22,23)に交互に位置するクリップフィンガ(10から12)を備えたクリップ(8)を材料ウェブ縁(2)に差嵌めることによって防止される形式のものにおいて、通常はウェブ縁(2)が折り返えされない当該設備個所にて前記各長手方向ウェブ縁(2)に対応配置された、クリップマガジン(15)を有するクリップ発射装置(17)を備えていることを特徴とする、繊維材料ウェブを連続的に処理する設備。
【請求項2】
クリップ発射装置(17)が、マガジン(15)におけるクリップ位置に対応配置された、クリップ(8)をウェブ縁(2)へ向けられた方向(19)へ発射するためのクリップスライダもしくは打撃ピン(18)から成る、請求項1記載の設備。
【請求項3】
前記スライダもしくは打撃ピン(18)を作動するために空気力又は液圧シリンダ(24)が設けられている、請求項1又2記載の設備。
【請求項4】
前記スライダもしくは打撃ピン(18)を作動するために、有利には機械的に予荷重のかけられたカタパルトが設けられている、請求項1又は2記載の設備。
【請求項5】
クリップ発射装置(17)が、長手方向ウェブ縁(2)にクリップを差嵌める前に有効である、隣り合うクリップフィンガ(10から12)を交互に材料ウェブ(1)の上側と下側(22,23)とへ拡開させる手段(21)を有している、請求項1記載の設備。
【請求項6】
例えば機械運転スタンドから有利には遠隔操作でクリップ発射装置(17)をマニュアル操作する装置が設けられている、請求項1から5までのいずれか1項記載の設備。
【請求項7】
縁感知器によってクリップ発射装置(17)が自動的に作動される、請求項1から5までのいずれか1項記載の設備。
【請求項8】
クリップ背部(9)が少なくとも前縁(26,27)にノッチ(28)を有し、クリップ(8)を自動的に引抜くために、長手方向ウェブ縁(2)から間隔をおいてピン(29)が固定的に配置され、該ピン(29)がクリップ(8)の通過に際してノッチ(28)に係合しかつクリップ(8)を固持し、材料ウェブ(1)から引抜く、請求項1から7までのいずれか1項記載の設備。
【請求項9】
材料ウェブ(1)から引抜かれたクリップ(8)が、ホッパ(31)とシュート(32)とを介して配向整列させられてマガジン(15)に達する、請求項8記載の設備。
【請求項10】
材料ウェブ(1)が側方へ移動する場合−搬送方向(3)に対し横方向に移動する場合−又はウェブ幅が変化する場合に、クリップ発射装置(17)及び/又はピン(9)をウェブ縁に追従させる、有利にはセンサで制御された手段が設けられている、請求項1から9までのいずれか1項記載の設備。
【請求項11】
ウェブ搬送方向(3)に対し横方向(19)でウェブ縁(2)に向かってクリップ(8)を発射することが搬送速度に較べて大きい速度で行なわれる、請求項1から10までのいずれか1項記載の設備を運転する方法。
【請求項12】
各クリップ(8)の差嵌めを2つのフィンガ(10から12)の間でクリップ背部(9)に当接するまで行なう、請求項11記載の方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公表番号】特表2007−530807(P2007−530807A)
【公表日】平成19年11月1日(2007.11.1)
【国際特許分類】
【出願番号】特願2007−505363(P2007−505363)
【出願日】平成17年3月5日(2005.3.5)
【国際出願番号】PCT/DE2005/000385
【国際公開番号】WO2005/100671
【国際公開日】平成17年10月27日(2005.10.27)
【出願人】(501169213)アー モンフォルツ テクスティールマシーネン ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー コマンディートゲゼルシャフト (6)
【氏名又は名称原語表記】A.Monforts Textilmaschinen GmbH & Co.KG
【住所又は居所原語表記】Schwalmstrasse 301, D−41238 Moenchengladbach, Germany
【Fターム(参考)】
【公表日】平成19年11月1日(2007.11.1)
【国際特許分類】
【出願日】平成17年3月5日(2005.3.5)
【国際出願番号】PCT/DE2005/000385
【国際公開番号】WO2005/100671
【国際公開日】平成17年10月27日(2005.10.27)
【出願人】(501169213)アー モンフォルツ テクスティールマシーネン ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー コマンディートゲゼルシャフト (6)
【氏名又は名称原語表記】A.Monforts Textilmaschinen GmbH & Co.KG
【住所又は居所原語表記】Schwalmstrasse 301, D−41238 Moenchengladbach, Germany
【Fターム(参考)】
[ Back to top ]