
繊維束の開繊装置及び開繊方法
【課題】既存の開繊方式と比較してさらに効率良く開繊させることができる繊維束の開繊装置、及び本開繊装置を利用した繊維束の開繊方法を提供する。
【解決手段】複数の単糸より形成される繊維束を幅方向に拡幅させる開繊装置であって、搬送される前記繊維束の糸道が屈曲保持されるように配置された複数の繊維束保持手段を有し、前記複数の繊維束保持手段の少なくとも一つが、屈曲させた前記繊維束の糸道の屈曲角度を周期的に変更させる糸道屈曲角度変更手段である繊維束の開繊装置。
【解決手段】複数の単糸より形成される繊維束を幅方向に拡幅させる開繊装置であって、搬送される前記繊維束の糸道が屈曲保持されるように配置された複数の繊維束保持手段を有し、前記複数の繊維束保持手段の少なくとも一つが、屈曲させた前記繊維束の糸道の屈曲角度を周期的に変更させる糸道屈曲角度変更手段である繊維束の開繊装置。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、繊維束の開繊装置及び開繊方法、さらに詳しくは炭素繊維を用いた開繊装置及び炭素繊維の連続的開繊方法に関するものである。
【背景技術】
【0002】
近年炭素繊維は、その用途開発が進み、航空機材料や建築材料、一般工業材料、スポーツ、レジャー用品等使用される分野が広がってきている。一般的にこのような用途に供される場合、炭素繊維に樹脂を含浸させた複合材料の形をとる場合が多い。
【0003】
上記のような炭素繊維複合材料の形態の一つとして、炭素繊維を一方向に薄く面状に拡げ、そこに樹脂を含浸させて面状の複合材料を得るということが成される。このような工程の場合、繊維束を、その品位を損なわないように、薄く均一に拡げる必要がある。
【0004】
繊維束を開繊させる方法としては、例えば特許文献1に開示されているように、搬送される繊維束を、複数のローラーに屈曲させながら通過させ、その間に軸方向に振動する円柱状の基体に繊維束を押し当てることにより開繊させる方法や、特許文献2に開示されているように、搬送される繊維束を、往復運動体や回転体により縦方向に振動させた後、さらに曲面を有する基体上に押し当てて開繊させる方法や、特許文献3に開示されているような、搬送される繊維束を、その一部が偏心回転体であるローラー群を通過させることにより開繊させる方法、また特許文献4にあるような糸条に対して周期的に接触離間を繰り返すことにより開繊を行う手法が提案されている。
【0005】
しかしながら、これら開繊方法によっても、糸条の質においては十分な開繊効果が得られない場合があった。そのような場合、大きな開繊効果を得るためには、振動や擦過を強める必要があり、その結果毛羽が発生したり、ひどい場合には繊維束が切断されることもあった。これは、繊維束が高弾性率繊維の場合や、搬送速度を増大した場合に特に顕著となっており、得られる製品の品位も悪いものであった。
【0006】
かかる問題点に対して、繊維束を開繊させる基体の摩擦係数の減少や、超音波の利用等、多様な工夫がなされているが、未だ十分な解決を見ていないのが現状である。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開昭56−43435号公報
【特許文献2】特開昭61−275438号公報
【特許文献3】特開平7−268754号公報
【特許文献4】特開2001−262443号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の目的は、既存の開繊方式と比較してさらに効率良く開繊させることができる繊維束の開繊装置、及び本開繊装置を利用した繊維束の開繊方法を提供することにある。
【課題を解決するための手段】
【0009】
上記課題を解決するため、本発明による繊維束の開繊装置は、次の構成を有する。
(1)複数の単糸より形成される繊維束を幅方向に拡幅させる開繊装置であって、搬送される前記繊維束の糸道が屈曲保持されるように配置された複数の繊維束保持手段を有し、前記複数の繊維束保持手段の少なくとも一つが、屈曲させた前記繊維束の糸道の屈曲角度を周期的に変更させる糸道屈曲角度変更手段であることを特徴とする繊維束の開繊装置。
(2)前記糸道屈曲角度変更手段が、繊維束保持手段の保持点位置を繊維束の糸道上で周期的に変化させるものであることを特徴とする(1)に記載の繊維束の開繊装置。
(3)屈曲させた前記繊維束が形成する円弧状部分において、最小径をとる際の屈曲角θが90°以上である(1)または(2)に記載の繊維束の開繊装置。
(4)前記円弧状部分における屈曲半径が変動する際の最小値をr、最大値をRとするとき、rが、繊維束を構成する単糸の平均半径の500〜2000倍の値であり、かつR/rの値が2倍以上であることを特徴とする(1)〜(3)のいずれかに記載の繊維束の開繊装置。
(5)前記屈曲角度を変化させる周期が1〜60Hzであることを特徴とする(1)〜(4)のいずれかに記載の繊維束の開繊装置。
(6)前記繊維束の引張弾性率が200〜700GPaである、(1)〜(5)のいずれかに記載の繊維束の開繊装置。
(7)前記繊維束の少なくとも一部に炭素繊維を含むことを特徴とする、(1)〜(6)のいずれかに記載の繊維束の開繊装置。
(8)複数の単糸より形成される繊維束を幅方向に拡幅させる手法であって、搬送する前記繊維束を複数の繊維束保持手段を用い屈曲保持し、少なくともそのうち一箇所の屈曲角度を周期的に変更させることによって行うことを特徴とする繊維束の開繊方法。
(9)前記屈曲角度の変更を、繊維束保持手段の運動により繊維束張力を周期的に変動させ、繊維束を弾性変形させることによって行うことを特徴とする(8)に記載の繊維束の開繊方法。
すなわち、繊維束を屈曲させた状態で保持しながら、その屈曲率を周期的に変動させることにより繊維束の開繊を行うといったものである。
【発明の効果】
【0010】
本発明による繊維束の開繊装置、及び本開繊装置を利用した繊維束の開繊方法によれば、繊維束がいわゆる高弾性率繊維の場合や、開繊効率を高めるために搬送速度を増大させた場合であっても、繊維束に毛羽等の発生を低減し、繊維束を安定に高効率で開繊させることができ、品位の良い開繊繊維束を得ることができる。
【0011】
また、かかる開繊方法により開繊させた繊維束に樹脂を含浸させて得られる複合材料は、厚みが薄いにもかかわらず、厚み斑の極めて少ない高品位なものとなる。
【図面の簡単な説明】
【0012】
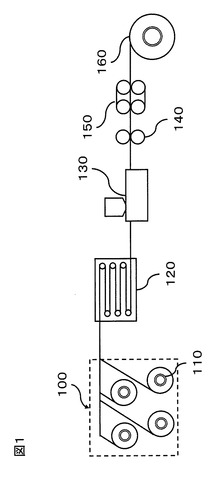
【図1】本発明の開戦装置を含む炭素繊維複合材料を形成する成形装置の一例を示す断面模式図である。
【図2】繊維束が開繊した状態を説明する模式図である。
【図3】連続的な開繊方法について説明する模式図である
【図4】本発明で用いる開繊手法を示す模式図である。
【図5】本発明による一実施態様を示す模式図である。
【図6】本発明による別の一実施態様を示す模式図である。
【図7】本発明によるさらに別の一実施態様を示す模式図である。
【図8】本発明によるさらに別の一実施態様を示す模式図である。
【図9】本発明による開繊手法を複数組み合わせて繊維束に適用した一例を示す模式図である。
【図10】実施例1に記す態様を示す模式図である。
【図11】実施例2に記す態様を示す模式図である。
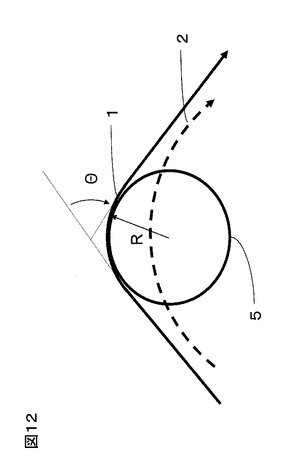
【図12】従来技術による実施態様を示す模式図である。
【発明を実施するための形態】
【0013】
本発明の具体的な構成について、図を用いて以下に説明する。なお、本発明は、図に示した装置構成等に限定されるものではなく、適宜変更することができる。
【0014】
図1は、本発明の開繊装置を含む炭素繊維複合材料を形成する成形装置の一例を示す断面模式図である。クリール装置100に、強化繊維の繊維束のボビン110が複数設置され、ボビン110から繰り出された繊維束を一定量集束させた後、樹脂を含浸させやすくするために、開繊装置120にて繊維束を開繊させる。開繊させた繊維束は、含浸ダイ130を通過することにより、樹脂供給手段から供給された(マトリックス)樹脂を繊維間に含浸させる。含浸ダイを通過した繊維束は、冷却装置140で樹脂を固化させた後、引取装置150を経由して巻取装置160にて巻き取られる。
【0015】
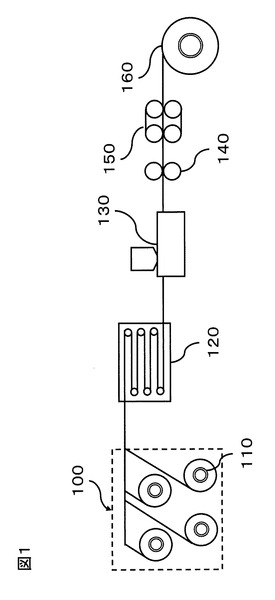
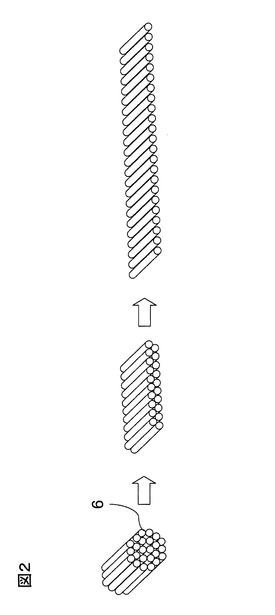
本願発明の対象となる開繊装置120について説明するにあたり、まずは繊維束の開繊について図2を用いて説明する。開繊とは、複数の単糸6からなる繊維束をほぐすような形で、その単糸同士の間隔を開き、幅方向に扁平な形状に繊維束全体を変形させることをいう。このような繊維束単糸のほぐし、配置移動を行う方法はさまざまな方法が考えられており、図3に示されるように一般的には開繊する繊維束7bを走行させながら開繊機構8に導入し、開繊した繊維束7aの形にするといった連続的な処理の形がとられることが多く、本発明もこの形式に該当する。開繊機構8の具体的機構としては、ガイドの押し当てや振動付与を行うもの等が例として挙げられるが、本発明ではこの機構として繊維束に曲げ伸ばしを付与する機構を持たせることを特徴とする。
【0016】
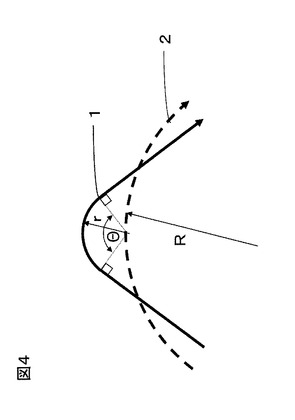
繊維束の一部における曲げ伸ばし付与について図4に模式的に示す。屈曲付与時繊維束がとる屈曲半径はr、そのうち屈曲が最もゆるい時(直線に近い)状態における曲率半径である最大屈曲半径はRで表される。また、屈曲状態における屈曲角はθ(°)で表される。
【0017】
以下に開繊効果のメカニズムを示す。繊維束に屈曲を与えると、屈曲部内外の経路長差により、外周側繊維には引っ張り応力、内周側繊維には圧縮応力が作用する。この状態で、屈曲半径を変化させ、これらの応力を動的に作用させていくと、上記の応力を開放させる方向に力が働き、外周側繊維は内周側、内周側繊維は外周側へと移動する方向に力が作用する。この結果すべての繊維が想定糸道の中心線付近に集まることとなり、密度上昇・干渉が生じる。その結果、お互いの繊維が互いに入り組み、またその干渉を解消するように横方向へ広がる。このことによって繊維束の開繊が行われる。
【0018】
この効果を発現させる方法としては、具体的に、糸条を屈曲保持するための繊維束保持手段を有し、これを周期的に動かし、繊維束の緊張・緩和を繰り返すようにすることにより、繊維束の弾性変形を利用して屈曲半径を変化させることが考えられる。
【0019】
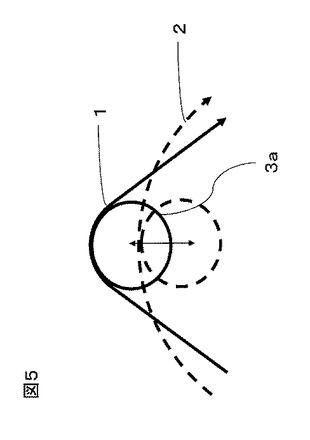
繊維束保持手段3aとしては、具体的には、図5に示すように、糸条に屈曲を与えることができる十分に小さい曲率を有するガイド、またはローラー等によって糸道を形成したり、さらには繊維束保持手段3aを周期的に動作させることによって繊維束に緊張と緩和を周期的に発生させる方法を採ることができる。これらの方法によれば、繊維束が緊張すると繊維が繊維束保持手段3aに押し付けられる形となり屈曲が強まり、緩和時は糸条弾性により糸が戻り、屈曲が緩和されるという動きを繰り返す。これにより繊維束には周期的な曲げ伸ばしが発生し、上記のような開繊効果を得ることができる。具体的には、棒状固定バーや、軸を中心として回転動可能なローラー等が繊維束保持手段3aとして挙げられる。繊維束保持手段3aがローラーの場合は、駆動力が伝達され回転する駆動ローラーであっても良く、駆動力の伝達のない、いわゆるフリー回転ローラーであっても良い。
【0020】
なお、繊維束保持手段3aは、繊維束接触部分において緊張時に繊維束を十分に屈曲させえる程度の小径曲面を有することが必要である。具体的には、繊維束を構成する単糸の平均半径の500〜2000倍、さらに望ましくは1000〜1500倍であることが望ましい。それ以外の部分に関してはどのような形状であっても構わない。特に固定バーのように繊維束との接触部分が一部に限定されるような場合は、その断面が非対称な形状であっても良い。
【0021】
繊維束保持手段3aの運動は、繊維束に緊張/弛緩を繰り返し与えることが目的であるため、繊維束走行方向に沿う形で部材を往復運動させることが好ましく用いられる。このほか、実施形態はこれに特に限定されるものではなく、回転運動や偏心運動等他の運動であっても、結果として糸道長が変化するような動きであれば繊維束に緊張/弛緩を繰り返し与えることができるため、開繊効果を得ることができる。
【0022】
上記繊維束保持手段3aを構成する素材としては、ステンレス鋼、セラミックス、一般炭素鋼等が好ましく使用でき、撓み量が少なく、強度的にも不足のないものであれば、その他の素材でも使用することができる。さらに基体と繊維束が接触する部分の面粗度については、JIS B0601(2001)で測定される算術平均粗さRaで0.4〜3.2μm、好ましくは0.8〜1.6μmが良い。
【0023】
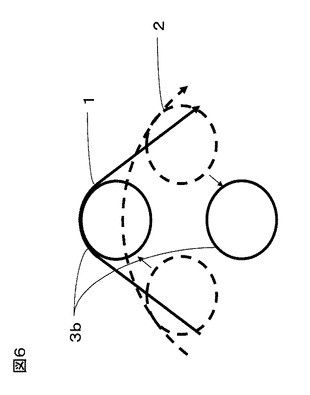
また、考えられる他の形態としては、繊維束保持手段3aを用いて繊維束を保持した上で、それら保持点を糸条上で周期的に変化させることによるものであってもよい。複数の保持点による糸道を形成した上で、その接触点を移動させることにより糸道が変化し、繊維束の曲率を変動させることができる。それによって繊維束の周期的な曲げ伸ばしが発生し、開繊効果を得ることができる。
【0024】
具体的には図6で示すような複数のバー、もしくはローラー、ガイド等(3b)により糸条を保持する方法が考えられる。これらの位置を周期的に変化させることにより、形成する糸道の曲率を変化させ、結果走行する繊維束の曲率を変化させ、曲げ伸ばしを行わせることができる。その際、繊維束保持手段3bが独立して移動する方式でもよいし、また、繊維束保持手段をベース上に配置し、そのベースごと回転や往復運動させることも考えられる。その他、特に方式に関しては限定されるものではない。
【0025】
上記繊維束保持手段3a、3bを構成する素材としては、ステンレス鋼、セラミックス、一般炭素鋼等が好ましく使用できるが、撓み量が少なく、強度的にも不足のないものであれば、その他の素材でも使用することができる。さらに基体と繊維束が接触する部分の面粗度については、JIS B0601(2001)で測定される算術平均粗さRaで0.4〜3.2μm、好ましくは0.8〜1.6μmが良い。
【0026】
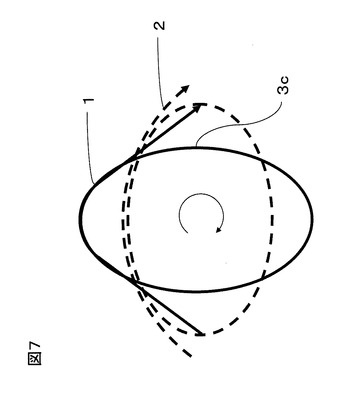
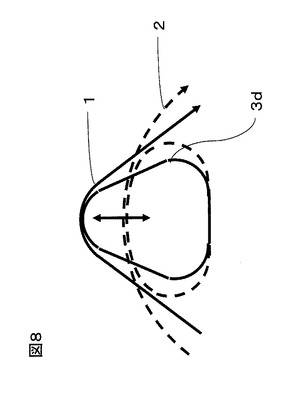
また、考えられる他の形態としては、図7で示すような繊維束保持手段3cが自身の回転等により接触面を周期的に変化させたり、図8で示すような自身の変形(3d)により接触面曲率を変化させる等の方法が考えられ、繊維束の屈曲半径を周期的に変更させ得るものであればどのような形でも構わない。いずれにおいても、上述した繊維束の開繊効果により、良好な開繊効果を得ることができる。
【0027】
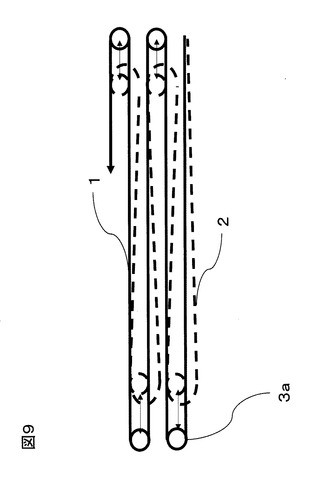
尚、本発明による繊維束の開繊装置では、図9に示すように、繊維束保持手段3aを2個以上設けていてもよい。またその方式も同様のものを複数並べてもよいし、異なる形式の組み合わせでもよい。またその設置パターンについても図9のような横方向千鳥配置に限られるものではなく、縦方向、またはその他のパターン等さまざまな配置において実施することが可能である。
【0028】
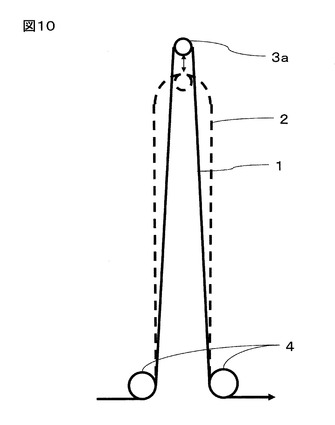
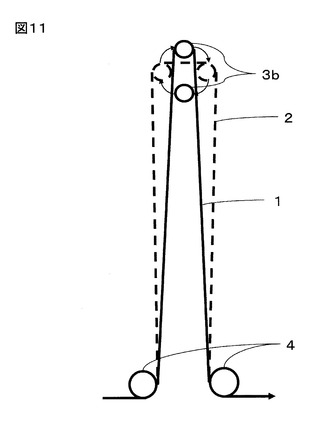
また、図10や図11に示すように、繊維束保持手段3a〜3cの上流側と下流側には、繊維束を引き揃えて繊維束保持手段の各ローラーに送るためのガイドローラー4が設けられている。ガイドローラー4は特に限定されるものではないが、開繊装置120に固定され、繊維束保持手段3a〜3cが周期的に移動等する場合であっても、供給/排出する繊維束の形態を保持する役割を有するものである。
【0029】
またいずれの方式においても、図4に示される繊維束に付与される屈曲半径の最小値rに関しては、繊維束の種類や搬送速度によっても変化するが、繊維束を構成する単糸の平均径d(μm)の500〜2000倍、好ましくは1000〜1500倍の値であるのが良い。500倍未満であると繊維束の曲げやすさに対して繊維束の屈曲が過剰になり、屈曲部分での糸痛みやひどい場合には糸切れ等を発生させてしまう可能性がある。また方式にもよるが糸の動き自体も大きくなる傾向となり繊維束保持手段3aとの間で擦過等による毛羽発生等を招きやすくなる。一方で2000倍を超えると繊維束の曲げやすさに対して糸の屈曲が不十分となり、また方式にもよるが糸の変動自体も小さくなってしまう傾向にあるので、糸の開繊効果が小さくなってしまう傾向にある。
【0030】
また、屈曲率の変化率も重要である。具体的には前記屈曲半径の最小値rに対して最大の屈曲半径の値Rが2倍以上、更に望ましくは3倍以上の値であることが望ましい。この変化率が小さいと、屈曲時、繊維束に加わる動的な力が不十分となり、開繊効果が良好に得られない。
【0031】
また同様に、いずれの方式においても、図4に示される屈曲角度θとしては90°以上180°以下、望ましくは120°以上180°以下、さらに望ましくは150°以上180°以下がよい。屈曲角度を大きく取ることにより上記の開繊効果を強く発現させることができる。屈曲角度θが180°を超える場合は、例えば図9に示すような千鳥配置にされた繊維束保持手段3aのうち、同じ方向の端部で隣接する繊維束保持手段3a同士が接近しあう状態が考えられる。180°を超えると直ちに不都合が生じるわけではないものの、繊維束保持手段3a間で開繊される繊維束同士が接触することを避けるためには、屈曲角度θが最大で180°(繊維束同士が略平行に配置された状態)に保持されていることが好ましい。
【0032】
開繊させる繊維束としては、炭素繊維、黒鉛繊維が好適であり、特にこれら強化繊維の引張弾性率が、200〜700GPa、好ましくは350〜700GPaの場合に効果が大きいが、本発明による開繊方法は、他の強化繊維、例えば、ガラス繊維や、ポリアラミド繊維等の有機高弾性率繊維にも適用できる。繊維束を構成する単繊維数は、1,000〜100,000本、好ましくは3,000〜18,000本であるのが良い。
【0033】
かかる繊維束には、繊維束の集束性向上のために油剤が付与されていたり、樹脂等との密着性を向上させるため、いわゆるサイジング剤が付与されていたりすることがある。このような場合は、繊維束を開繊させる前に、赤外線ヒーター等を使用して、前記ローラー群の少なくとも1個のローラーの表面、前記開繊装置における少なくとも1個のローラーの表面、又は繊維束自体を70〜250℃、好ましくは100〜200℃、より好ましくは100〜180℃に予熱することで、繊維束表面の油剤やサイジング剤が軟化され、繊維束がより効率的に開繊されるようになり好ましい。尚、繊維束に付与された油剤やサイジング剤は、有機溶媒や洗浄用溶液が貯留された浴槽に繊維束を通過させることで、減量又は除去することもできる。
【0034】
本発明による繊維束の開繊方法では、開繊させる繊維束の搬送速度は、0.1〜20m/分、好ましくは1〜10m/分であるのが良い。0.1m/分未満であると繊維束の曲げ伸ばしが同箇所に集中し、糸に毛羽立ちや痛みが生じる可能性がある。また逆に20m/分を越えると繊維束の曲げ伸ばしが疎となってしまい、開繊効率が低下することがある。
【0035】
また、本発明による繊維束の開繊方法では、基体の往復運動の振動数は、繊維束の種類や搬送速度にも依存するが、1〜50Hz、好ましくは5〜30Hzとするのが良い。50Hzを越えると繊維束に毛羽が発生することがある。振動数は、繊維束の搬送速度が高まるにつれ増大させるのが、繊維束の開繊を安定させる観点から好ましく、繊維束の搬送速度が0.1〜10m/分の場合は5〜20Hz、搬送速度が10m/分を越える場合は20〜50Hzとするのが良い。
【0036】
さらに、本発明による繊維束の開繊方法では、繊維束の開繊効果をより高めるため、開繊される繊維束に気体を噴射させることができる。気体の噴射は、ローラーより繊維束の搬送方向に対して上流側で行っても良いし、下流側で行っても良いが、繊維束の開繊効果をより高める観点から、上流側で行うのが好ましい。これにより、繊維束に油剤やサイジング剤が付与され、繊維束が強く集束されている場合であっても、より高効率で繊維束が開繊されるようになる。ここで、気体の温度は、繊維束の開繊効果をさらに高める観点から、70〜250℃、好ましくは100〜200℃が良く、気体の噴射圧力は、0.1〜0.5MPa、好ましくは0.2〜0.5MPaが良い。また、気体には、生産コストの関係から、通常は空気を使用する。この場合、空気には工場圧空から供給されるものが使用できる。
【0037】
本発明による繊維束の開繊方法では、繊維束の開繊効果をより高めるため、開繊装置におけるローラーより繊維束の搬送方向に対して下流側において、開繊され、搬送される繊維束を、その繊維束の全幅より広い幅を有し、かつ、繊維束と接触する側に凸状となるよう湾曲したベルト上で支持することもできる。
【0038】
なお、本発明においては、繊維束を巻き出すクリール装置100において、ボビン110を把持する給糸機構の抵抗を適宜変化させることによって、繊維束の開繊を安定化させることもできる。
【0039】
本発明の用途としては、上述した本発明の繊維束の開繊方法により開繊させた繊維束に、樹脂を含浸させて、面状の複合材料を得る工程に用いることが考えられる。これにより、厚みが薄いにもかかわらず、厚み斑が少なく、繊維中に十分に樹脂が含浸された高品位の製品を製造することができる。
【0040】
ここに用いる樹脂や樹脂の含浸方法は特に限定されるものでなく、樹脂としては、例えば、エポキシ樹脂やビニルエステル樹脂、不飽和ポリエステル樹脂、フェノール樹脂等の熱硬化性樹脂や、ポリエステル樹脂、ポリエチレン樹脂、ポリカーボネート樹脂、ポリエーテル樹脂、ポリアミド樹脂等の熱可塑性樹脂等が挙げられる。
【0041】
エポキシ樹脂としては、例えば、ビスフェノールA型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂、グリシジルアミン型エポキシ樹脂、脂環式エポキシ樹脂、ウレタン変性エポキシ樹脂、ブロム化ビスフェノールA型エポキシ樹脂等を使用することができる。
【0042】
これらのエポキシ樹脂は、単独に限らず2種類以上を併用することができ、さらには液状のものから固体状のものまで使用することができる。通常、エポキシ樹脂には硬化剤が加えられて用いられる。
【0043】
また、含浸方法としては、加熱させて粘度が低下した樹脂を直接繊維束に含浸させる方法、離型処理が施されている紙又は樹脂フィルム等のシートに上記の樹脂を薄く、均一に塗布した樹脂シート2枚で繊維束を挟持し、これを、例えば加熱ローラー等で加圧する方法、又は、有機溶剤等に溶解させて粘度を低下させた樹脂を繊維束に含浸させる方法等が挙げられる。
【実施例】
【0044】
以下、本発明について、実施例により、さらに具体的に説明するが、本発明は、後述する態様に限定されない。また、各実施例においては、物性値等の測定は次のようにした。
【0045】
<開繊幅>定型定規を使用し、搬送される繊維束にあてがい、目視で測定した。
【0046】
<毛羽の発生度合>目測により繊維束の毛羽の状態を観察した。
【0047】
(実施例1)
開繊させる繊維束として、平均単繊維径7μm、単繊維数12,000本、引張強度4,900MPa、引張弾性率230GPaの炭素繊維束を用いた。
【0048】
引取装置150で繊維束を引き取りながら、クリール装置100に備えられたボビン110から繊維束を巻き出した。ここで搬送速度は速度2m/分とした。
【0049】
開繊装置120では、繊維束保持手段が、鉛直方向、すなわち繊維束が搬送される方向と実質的に直交する方向に振動数10Hzで往復運動しながら繊維束の緊張/弛緩とを繰り返した。これにより、搬送される繊維束が開繊された。ここで、繊維束保持手段の振幅は10mm、繊維束の屈曲角度は120度であった。
【0050】
このとき用いた繊維束保持手段はφ10mmの固定バーであり、糸条緊張時の糸条屈曲半径rは5mmとなり、平均単糸半径の1428.5倍であった。また弛緩時の糸条屈曲半径Rは15mmであり、R/rの値は3.0であった。
【0051】
繊維束は、開繊前の幅7mmに対し、繊維束方向に平均25mmで均一に開繊されており開繊効果は十分であった。毛羽の発生は見られず、また、繊維束の切断は観察されなかった。
【0052】
(比較例1)
実施例1において、繊維束保持手段のφ10mm固定バーをφ30mmの固定バーに交換した以外は、実施例1と同じ条件にて開繊を行った。糸条緊張時の糸条屈曲半径は15mmとなり、平均単糸半径の4285.7倍であった。また弛緩時の糸条屈曲半径Rは15mmであり、R/rの値は1.0であった。
【0053】
繊維束は、開繊前の幅7mmに対し、繊維束方向に平均15mmしか開繊せず開繊効果は十分とはいえなかった。毛羽の発生は見られず、また、繊維束の切断は観察されなかった。
【0054】
(比較例2)
比較例1において、振動数を100Hzに増加させた以外は比較例1と同じ条件にて開繊を行った。
【0055】
繊維束は、開繊前の幅7mmに対し、繊維束方向に平均25mm開繊し開繊効果は得られたが、毛羽が発生し、また、部分的に繊維束の切断が発生した。
【0056】
(実施例2)
開繊させる繊維束として、平均単繊維径7μm、単繊維数12,000本、引張強度4,900MPa、引張弾性率230GPaの炭素繊維束を用いた。
【0057】
引取装置150で繊維束を引き取りながら、クリール装置100に備えられたボビン110から繊維束を巻き出した。ここで搬送速度は速度2m/分とした。
【0058】
開繊装置2では、繊維束保持手段が、2つのローラーによって構成され、それらが周期的に移動を繰り返し振動数20Hzで繊維束の曲げ伸ばしを繰り返した。これにより、搬送される繊維束が開繊された。ここで、繊維束保持手段接触部分での繊維束の屈曲角度は最大で180度であった。
【0059】
このとき用いたローラー径はそれぞれφ10mmであり、ローラー接触部分の糸条の最小屈曲半径rは5mmとなり、平均単糸半径の1428.5倍であった。またローラー非接触部分の糸条屈曲はほぼ0であり、最大屈曲半径Rの値は無限大となり、R/rの値は2倍以上であった。
【0060】
繊維束は、開繊前の幅7mmに対し、繊維束方向に平均22mmで均一に開繊されており開繊効果は十分であった。毛羽の発生は見られず、また、繊維束の切断は観察されなかった。
【0061】
(比較例3)
実施例2において、繊維束保持手段の移動を停止した状態で開繊を行った。
【0062】
繊維束は、開繊前の幅7mmに対し、繊維束方向に平均15mmしか開繊せず開繊効果は十分とはいえなかった。毛羽の発生は見られず、また、繊維束の切断は観察されなかった。
【0063】
(比較例4)
実施例2において、繊維束保持手段のφ10mmのローラーをφ30mmのローラーに交換した条件にて開繊を行った。ローラー接触部分の糸条の最小屈曲半径rは15mmとなり、平均単糸半径の4285.7倍であった。
【0064】
繊維束は、開繊前の幅7mmに対し、繊維束方向に平均18mmしか開繊せず開繊効果は十分とはいえなかった。毛羽の発生は見られず、また、繊維束の切断は観察されなかった。
【符号の説明】
【0065】
1:繊維束糸道(最大屈曲時)
2:繊維束糸道(弛緩時)
3a〜3d:繊維束保持手段
4:ガイドローラー
5:糸条支持部(従来技術)
6:単糸
7a:繊維束(開繊後)
7b:繊維束(開繊前)
8:開繊機構
100:クリール装置
110:ボビン
120:開繊装置
130:含浸ダイ
140:冷却装置
150:引取装置
160:巻取装置
【技術分野】
【0001】
本発明は、繊維束の開繊装置及び開繊方法、さらに詳しくは炭素繊維を用いた開繊装置及び炭素繊維の連続的開繊方法に関するものである。
【背景技術】
【0002】
近年炭素繊維は、その用途開発が進み、航空機材料や建築材料、一般工業材料、スポーツ、レジャー用品等使用される分野が広がってきている。一般的にこのような用途に供される場合、炭素繊維に樹脂を含浸させた複合材料の形をとる場合が多い。
【0003】
上記のような炭素繊維複合材料の形態の一つとして、炭素繊維を一方向に薄く面状に拡げ、そこに樹脂を含浸させて面状の複合材料を得るということが成される。このような工程の場合、繊維束を、その品位を損なわないように、薄く均一に拡げる必要がある。
【0004】
繊維束を開繊させる方法としては、例えば特許文献1に開示されているように、搬送される繊維束を、複数のローラーに屈曲させながら通過させ、その間に軸方向に振動する円柱状の基体に繊維束を押し当てることにより開繊させる方法や、特許文献2に開示されているように、搬送される繊維束を、往復運動体や回転体により縦方向に振動させた後、さらに曲面を有する基体上に押し当てて開繊させる方法や、特許文献3に開示されているような、搬送される繊維束を、その一部が偏心回転体であるローラー群を通過させることにより開繊させる方法、また特許文献4にあるような糸条に対して周期的に接触離間を繰り返すことにより開繊を行う手法が提案されている。
【0005】
しかしながら、これら開繊方法によっても、糸条の質においては十分な開繊効果が得られない場合があった。そのような場合、大きな開繊効果を得るためには、振動や擦過を強める必要があり、その結果毛羽が発生したり、ひどい場合には繊維束が切断されることもあった。これは、繊維束が高弾性率繊維の場合や、搬送速度を増大した場合に特に顕著となっており、得られる製品の品位も悪いものであった。
【0006】
かかる問題点に対して、繊維束を開繊させる基体の摩擦係数の減少や、超音波の利用等、多様な工夫がなされているが、未だ十分な解決を見ていないのが現状である。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開昭56−43435号公報
【特許文献2】特開昭61−275438号公報
【特許文献3】特開平7−268754号公報
【特許文献4】特開2001−262443号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の目的は、既存の開繊方式と比較してさらに効率良く開繊させることができる繊維束の開繊装置、及び本開繊装置を利用した繊維束の開繊方法を提供することにある。
【課題を解決するための手段】
【0009】
上記課題を解決するため、本発明による繊維束の開繊装置は、次の構成を有する。
(1)複数の単糸より形成される繊維束を幅方向に拡幅させる開繊装置であって、搬送される前記繊維束の糸道が屈曲保持されるように配置された複数の繊維束保持手段を有し、前記複数の繊維束保持手段の少なくとも一つが、屈曲させた前記繊維束の糸道の屈曲角度を周期的に変更させる糸道屈曲角度変更手段であることを特徴とする繊維束の開繊装置。
(2)前記糸道屈曲角度変更手段が、繊維束保持手段の保持点位置を繊維束の糸道上で周期的に変化させるものであることを特徴とする(1)に記載の繊維束の開繊装置。
(3)屈曲させた前記繊維束が形成する円弧状部分において、最小径をとる際の屈曲角θが90°以上である(1)または(2)に記載の繊維束の開繊装置。
(4)前記円弧状部分における屈曲半径が変動する際の最小値をr、最大値をRとするとき、rが、繊維束を構成する単糸の平均半径の500〜2000倍の値であり、かつR/rの値が2倍以上であることを特徴とする(1)〜(3)のいずれかに記載の繊維束の開繊装置。
(5)前記屈曲角度を変化させる周期が1〜60Hzであることを特徴とする(1)〜(4)のいずれかに記載の繊維束の開繊装置。
(6)前記繊維束の引張弾性率が200〜700GPaである、(1)〜(5)のいずれかに記載の繊維束の開繊装置。
(7)前記繊維束の少なくとも一部に炭素繊維を含むことを特徴とする、(1)〜(6)のいずれかに記載の繊維束の開繊装置。
(8)複数の単糸より形成される繊維束を幅方向に拡幅させる手法であって、搬送する前記繊維束を複数の繊維束保持手段を用い屈曲保持し、少なくともそのうち一箇所の屈曲角度を周期的に変更させることによって行うことを特徴とする繊維束の開繊方法。
(9)前記屈曲角度の変更を、繊維束保持手段の運動により繊維束張力を周期的に変動させ、繊維束を弾性変形させることによって行うことを特徴とする(8)に記載の繊維束の開繊方法。
すなわち、繊維束を屈曲させた状態で保持しながら、その屈曲率を周期的に変動させることにより繊維束の開繊を行うといったものである。
【発明の効果】
【0010】
本発明による繊維束の開繊装置、及び本開繊装置を利用した繊維束の開繊方法によれば、繊維束がいわゆる高弾性率繊維の場合や、開繊効率を高めるために搬送速度を増大させた場合であっても、繊維束に毛羽等の発生を低減し、繊維束を安定に高効率で開繊させることができ、品位の良い開繊繊維束を得ることができる。
【0011】
また、かかる開繊方法により開繊させた繊維束に樹脂を含浸させて得られる複合材料は、厚みが薄いにもかかわらず、厚み斑の極めて少ない高品位なものとなる。
【図面の簡単な説明】
【0012】
【図1】本発明の開戦装置を含む炭素繊維複合材料を形成する成形装置の一例を示す断面模式図である。
【図2】繊維束が開繊した状態を説明する模式図である。
【図3】連続的な開繊方法について説明する模式図である
【図4】本発明で用いる開繊手法を示す模式図である。
【図5】本発明による一実施態様を示す模式図である。
【図6】本発明による別の一実施態様を示す模式図である。
【図7】本発明によるさらに別の一実施態様を示す模式図である。
【図8】本発明によるさらに別の一実施態様を示す模式図である。
【図9】本発明による開繊手法を複数組み合わせて繊維束に適用した一例を示す模式図である。
【図10】実施例1に記す態様を示す模式図である。
【図11】実施例2に記す態様を示す模式図である。
【図12】従来技術による実施態様を示す模式図である。
【発明を実施するための形態】
【0013】
本発明の具体的な構成について、図を用いて以下に説明する。なお、本発明は、図に示した装置構成等に限定されるものではなく、適宜変更することができる。
【0014】
図1は、本発明の開繊装置を含む炭素繊維複合材料を形成する成形装置の一例を示す断面模式図である。クリール装置100に、強化繊維の繊維束のボビン110が複数設置され、ボビン110から繰り出された繊維束を一定量集束させた後、樹脂を含浸させやすくするために、開繊装置120にて繊維束を開繊させる。開繊させた繊維束は、含浸ダイ130を通過することにより、樹脂供給手段から供給された(マトリックス)樹脂を繊維間に含浸させる。含浸ダイを通過した繊維束は、冷却装置140で樹脂を固化させた後、引取装置150を経由して巻取装置160にて巻き取られる。
【0015】
本願発明の対象となる開繊装置120について説明するにあたり、まずは繊維束の開繊について図2を用いて説明する。開繊とは、複数の単糸6からなる繊維束をほぐすような形で、その単糸同士の間隔を開き、幅方向に扁平な形状に繊維束全体を変形させることをいう。このような繊維束単糸のほぐし、配置移動を行う方法はさまざまな方法が考えられており、図3に示されるように一般的には開繊する繊維束7bを走行させながら開繊機構8に導入し、開繊した繊維束7aの形にするといった連続的な処理の形がとられることが多く、本発明もこの形式に該当する。開繊機構8の具体的機構としては、ガイドの押し当てや振動付与を行うもの等が例として挙げられるが、本発明ではこの機構として繊維束に曲げ伸ばしを付与する機構を持たせることを特徴とする。
【0016】
繊維束の一部における曲げ伸ばし付与について図4に模式的に示す。屈曲付与時繊維束がとる屈曲半径はr、そのうち屈曲が最もゆるい時(直線に近い)状態における曲率半径である最大屈曲半径はRで表される。また、屈曲状態における屈曲角はθ(°)で表される。
【0017】
以下に開繊効果のメカニズムを示す。繊維束に屈曲を与えると、屈曲部内外の経路長差により、外周側繊維には引っ張り応力、内周側繊維には圧縮応力が作用する。この状態で、屈曲半径を変化させ、これらの応力を動的に作用させていくと、上記の応力を開放させる方向に力が働き、外周側繊維は内周側、内周側繊維は外周側へと移動する方向に力が作用する。この結果すべての繊維が想定糸道の中心線付近に集まることとなり、密度上昇・干渉が生じる。その結果、お互いの繊維が互いに入り組み、またその干渉を解消するように横方向へ広がる。このことによって繊維束の開繊が行われる。
【0018】
この効果を発現させる方法としては、具体的に、糸条を屈曲保持するための繊維束保持手段を有し、これを周期的に動かし、繊維束の緊張・緩和を繰り返すようにすることにより、繊維束の弾性変形を利用して屈曲半径を変化させることが考えられる。
【0019】
繊維束保持手段3aとしては、具体的には、図5に示すように、糸条に屈曲を与えることができる十分に小さい曲率を有するガイド、またはローラー等によって糸道を形成したり、さらには繊維束保持手段3aを周期的に動作させることによって繊維束に緊張と緩和を周期的に発生させる方法を採ることができる。これらの方法によれば、繊維束が緊張すると繊維が繊維束保持手段3aに押し付けられる形となり屈曲が強まり、緩和時は糸条弾性により糸が戻り、屈曲が緩和されるという動きを繰り返す。これにより繊維束には周期的な曲げ伸ばしが発生し、上記のような開繊効果を得ることができる。具体的には、棒状固定バーや、軸を中心として回転動可能なローラー等が繊維束保持手段3aとして挙げられる。繊維束保持手段3aがローラーの場合は、駆動力が伝達され回転する駆動ローラーであっても良く、駆動力の伝達のない、いわゆるフリー回転ローラーであっても良い。
【0020】
なお、繊維束保持手段3aは、繊維束接触部分において緊張時に繊維束を十分に屈曲させえる程度の小径曲面を有することが必要である。具体的には、繊維束を構成する単糸の平均半径の500〜2000倍、さらに望ましくは1000〜1500倍であることが望ましい。それ以外の部分に関してはどのような形状であっても構わない。特に固定バーのように繊維束との接触部分が一部に限定されるような場合は、その断面が非対称な形状であっても良い。
【0021】
繊維束保持手段3aの運動は、繊維束に緊張/弛緩を繰り返し与えることが目的であるため、繊維束走行方向に沿う形で部材を往復運動させることが好ましく用いられる。このほか、実施形態はこれに特に限定されるものではなく、回転運動や偏心運動等他の運動であっても、結果として糸道長が変化するような動きであれば繊維束に緊張/弛緩を繰り返し与えることができるため、開繊効果を得ることができる。
【0022】
上記繊維束保持手段3aを構成する素材としては、ステンレス鋼、セラミックス、一般炭素鋼等が好ましく使用でき、撓み量が少なく、強度的にも不足のないものであれば、その他の素材でも使用することができる。さらに基体と繊維束が接触する部分の面粗度については、JIS B0601(2001)で測定される算術平均粗さRaで0.4〜3.2μm、好ましくは0.8〜1.6μmが良い。
【0023】
また、考えられる他の形態としては、繊維束保持手段3aを用いて繊維束を保持した上で、それら保持点を糸条上で周期的に変化させることによるものであってもよい。複数の保持点による糸道を形成した上で、その接触点を移動させることにより糸道が変化し、繊維束の曲率を変動させることができる。それによって繊維束の周期的な曲げ伸ばしが発生し、開繊効果を得ることができる。
【0024】
具体的には図6で示すような複数のバー、もしくはローラー、ガイド等(3b)により糸条を保持する方法が考えられる。これらの位置を周期的に変化させることにより、形成する糸道の曲率を変化させ、結果走行する繊維束の曲率を変化させ、曲げ伸ばしを行わせることができる。その際、繊維束保持手段3bが独立して移動する方式でもよいし、また、繊維束保持手段をベース上に配置し、そのベースごと回転や往復運動させることも考えられる。その他、特に方式に関しては限定されるものではない。
【0025】
上記繊維束保持手段3a、3bを構成する素材としては、ステンレス鋼、セラミックス、一般炭素鋼等が好ましく使用できるが、撓み量が少なく、強度的にも不足のないものであれば、その他の素材でも使用することができる。さらに基体と繊維束が接触する部分の面粗度については、JIS B0601(2001)で測定される算術平均粗さRaで0.4〜3.2μm、好ましくは0.8〜1.6μmが良い。
【0026】
また、考えられる他の形態としては、図7で示すような繊維束保持手段3cが自身の回転等により接触面を周期的に変化させたり、図8で示すような自身の変形(3d)により接触面曲率を変化させる等の方法が考えられ、繊維束の屈曲半径を周期的に変更させ得るものであればどのような形でも構わない。いずれにおいても、上述した繊維束の開繊効果により、良好な開繊効果を得ることができる。
【0027】
尚、本発明による繊維束の開繊装置では、図9に示すように、繊維束保持手段3aを2個以上設けていてもよい。またその方式も同様のものを複数並べてもよいし、異なる形式の組み合わせでもよい。またその設置パターンについても図9のような横方向千鳥配置に限られるものではなく、縦方向、またはその他のパターン等さまざまな配置において実施することが可能である。
【0028】
また、図10や図11に示すように、繊維束保持手段3a〜3cの上流側と下流側には、繊維束を引き揃えて繊維束保持手段の各ローラーに送るためのガイドローラー4が設けられている。ガイドローラー4は特に限定されるものではないが、開繊装置120に固定され、繊維束保持手段3a〜3cが周期的に移動等する場合であっても、供給/排出する繊維束の形態を保持する役割を有するものである。
【0029】
またいずれの方式においても、図4に示される繊維束に付与される屈曲半径の最小値rに関しては、繊維束の種類や搬送速度によっても変化するが、繊維束を構成する単糸の平均径d(μm)の500〜2000倍、好ましくは1000〜1500倍の値であるのが良い。500倍未満であると繊維束の曲げやすさに対して繊維束の屈曲が過剰になり、屈曲部分での糸痛みやひどい場合には糸切れ等を発生させてしまう可能性がある。また方式にもよるが糸の動き自体も大きくなる傾向となり繊維束保持手段3aとの間で擦過等による毛羽発生等を招きやすくなる。一方で2000倍を超えると繊維束の曲げやすさに対して糸の屈曲が不十分となり、また方式にもよるが糸の変動自体も小さくなってしまう傾向にあるので、糸の開繊効果が小さくなってしまう傾向にある。
【0030】
また、屈曲率の変化率も重要である。具体的には前記屈曲半径の最小値rに対して最大の屈曲半径の値Rが2倍以上、更に望ましくは3倍以上の値であることが望ましい。この変化率が小さいと、屈曲時、繊維束に加わる動的な力が不十分となり、開繊効果が良好に得られない。
【0031】
また同様に、いずれの方式においても、図4に示される屈曲角度θとしては90°以上180°以下、望ましくは120°以上180°以下、さらに望ましくは150°以上180°以下がよい。屈曲角度を大きく取ることにより上記の開繊効果を強く発現させることができる。屈曲角度θが180°を超える場合は、例えば図9に示すような千鳥配置にされた繊維束保持手段3aのうち、同じ方向の端部で隣接する繊維束保持手段3a同士が接近しあう状態が考えられる。180°を超えると直ちに不都合が生じるわけではないものの、繊維束保持手段3a間で開繊される繊維束同士が接触することを避けるためには、屈曲角度θが最大で180°(繊維束同士が略平行に配置された状態)に保持されていることが好ましい。
【0032】
開繊させる繊維束としては、炭素繊維、黒鉛繊維が好適であり、特にこれら強化繊維の引張弾性率が、200〜700GPa、好ましくは350〜700GPaの場合に効果が大きいが、本発明による開繊方法は、他の強化繊維、例えば、ガラス繊維や、ポリアラミド繊維等の有機高弾性率繊維にも適用できる。繊維束を構成する単繊維数は、1,000〜100,000本、好ましくは3,000〜18,000本であるのが良い。
【0033】
かかる繊維束には、繊維束の集束性向上のために油剤が付与されていたり、樹脂等との密着性を向上させるため、いわゆるサイジング剤が付与されていたりすることがある。このような場合は、繊維束を開繊させる前に、赤外線ヒーター等を使用して、前記ローラー群の少なくとも1個のローラーの表面、前記開繊装置における少なくとも1個のローラーの表面、又は繊維束自体を70〜250℃、好ましくは100〜200℃、より好ましくは100〜180℃に予熱することで、繊維束表面の油剤やサイジング剤が軟化され、繊維束がより効率的に開繊されるようになり好ましい。尚、繊維束に付与された油剤やサイジング剤は、有機溶媒や洗浄用溶液が貯留された浴槽に繊維束を通過させることで、減量又は除去することもできる。
【0034】
本発明による繊維束の開繊方法では、開繊させる繊維束の搬送速度は、0.1〜20m/分、好ましくは1〜10m/分であるのが良い。0.1m/分未満であると繊維束の曲げ伸ばしが同箇所に集中し、糸に毛羽立ちや痛みが生じる可能性がある。また逆に20m/分を越えると繊維束の曲げ伸ばしが疎となってしまい、開繊効率が低下することがある。
【0035】
また、本発明による繊維束の開繊方法では、基体の往復運動の振動数は、繊維束の種類や搬送速度にも依存するが、1〜50Hz、好ましくは5〜30Hzとするのが良い。50Hzを越えると繊維束に毛羽が発生することがある。振動数は、繊維束の搬送速度が高まるにつれ増大させるのが、繊維束の開繊を安定させる観点から好ましく、繊維束の搬送速度が0.1〜10m/分の場合は5〜20Hz、搬送速度が10m/分を越える場合は20〜50Hzとするのが良い。
【0036】
さらに、本発明による繊維束の開繊方法では、繊維束の開繊効果をより高めるため、開繊される繊維束に気体を噴射させることができる。気体の噴射は、ローラーより繊維束の搬送方向に対して上流側で行っても良いし、下流側で行っても良いが、繊維束の開繊効果をより高める観点から、上流側で行うのが好ましい。これにより、繊維束に油剤やサイジング剤が付与され、繊維束が強く集束されている場合であっても、より高効率で繊維束が開繊されるようになる。ここで、気体の温度は、繊維束の開繊効果をさらに高める観点から、70〜250℃、好ましくは100〜200℃が良く、気体の噴射圧力は、0.1〜0.5MPa、好ましくは0.2〜0.5MPaが良い。また、気体には、生産コストの関係から、通常は空気を使用する。この場合、空気には工場圧空から供給されるものが使用できる。
【0037】
本発明による繊維束の開繊方法では、繊維束の開繊効果をより高めるため、開繊装置におけるローラーより繊維束の搬送方向に対して下流側において、開繊され、搬送される繊維束を、その繊維束の全幅より広い幅を有し、かつ、繊維束と接触する側に凸状となるよう湾曲したベルト上で支持することもできる。
【0038】
なお、本発明においては、繊維束を巻き出すクリール装置100において、ボビン110を把持する給糸機構の抵抗を適宜変化させることによって、繊維束の開繊を安定化させることもできる。
【0039】
本発明の用途としては、上述した本発明の繊維束の開繊方法により開繊させた繊維束に、樹脂を含浸させて、面状の複合材料を得る工程に用いることが考えられる。これにより、厚みが薄いにもかかわらず、厚み斑が少なく、繊維中に十分に樹脂が含浸された高品位の製品を製造することができる。
【0040】
ここに用いる樹脂や樹脂の含浸方法は特に限定されるものでなく、樹脂としては、例えば、エポキシ樹脂やビニルエステル樹脂、不飽和ポリエステル樹脂、フェノール樹脂等の熱硬化性樹脂や、ポリエステル樹脂、ポリエチレン樹脂、ポリカーボネート樹脂、ポリエーテル樹脂、ポリアミド樹脂等の熱可塑性樹脂等が挙げられる。
【0041】
エポキシ樹脂としては、例えば、ビスフェノールA型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂、グリシジルアミン型エポキシ樹脂、脂環式エポキシ樹脂、ウレタン変性エポキシ樹脂、ブロム化ビスフェノールA型エポキシ樹脂等を使用することができる。
【0042】
これらのエポキシ樹脂は、単独に限らず2種類以上を併用することができ、さらには液状のものから固体状のものまで使用することができる。通常、エポキシ樹脂には硬化剤が加えられて用いられる。
【0043】
また、含浸方法としては、加熱させて粘度が低下した樹脂を直接繊維束に含浸させる方法、離型処理が施されている紙又は樹脂フィルム等のシートに上記の樹脂を薄く、均一に塗布した樹脂シート2枚で繊維束を挟持し、これを、例えば加熱ローラー等で加圧する方法、又は、有機溶剤等に溶解させて粘度を低下させた樹脂を繊維束に含浸させる方法等が挙げられる。
【実施例】
【0044】
以下、本発明について、実施例により、さらに具体的に説明するが、本発明は、後述する態様に限定されない。また、各実施例においては、物性値等の測定は次のようにした。
【0045】
<開繊幅>定型定規を使用し、搬送される繊維束にあてがい、目視で測定した。
【0046】
<毛羽の発生度合>目測により繊維束の毛羽の状態を観察した。
【0047】
(実施例1)
開繊させる繊維束として、平均単繊維径7μm、単繊維数12,000本、引張強度4,900MPa、引張弾性率230GPaの炭素繊維束を用いた。
【0048】
引取装置150で繊維束を引き取りながら、クリール装置100に備えられたボビン110から繊維束を巻き出した。ここで搬送速度は速度2m/分とした。
【0049】
開繊装置120では、繊維束保持手段が、鉛直方向、すなわち繊維束が搬送される方向と実質的に直交する方向に振動数10Hzで往復運動しながら繊維束の緊張/弛緩とを繰り返した。これにより、搬送される繊維束が開繊された。ここで、繊維束保持手段の振幅は10mm、繊維束の屈曲角度は120度であった。
【0050】
このとき用いた繊維束保持手段はφ10mmの固定バーであり、糸条緊張時の糸条屈曲半径rは5mmとなり、平均単糸半径の1428.5倍であった。また弛緩時の糸条屈曲半径Rは15mmであり、R/rの値は3.0であった。
【0051】
繊維束は、開繊前の幅7mmに対し、繊維束方向に平均25mmで均一に開繊されており開繊効果は十分であった。毛羽の発生は見られず、また、繊維束の切断は観察されなかった。
【0052】
(比較例1)
実施例1において、繊維束保持手段のφ10mm固定バーをφ30mmの固定バーに交換した以外は、実施例1と同じ条件にて開繊を行った。糸条緊張時の糸条屈曲半径は15mmとなり、平均単糸半径の4285.7倍であった。また弛緩時の糸条屈曲半径Rは15mmであり、R/rの値は1.0であった。
【0053】
繊維束は、開繊前の幅7mmに対し、繊維束方向に平均15mmしか開繊せず開繊効果は十分とはいえなかった。毛羽の発生は見られず、また、繊維束の切断は観察されなかった。
【0054】
(比較例2)
比較例1において、振動数を100Hzに増加させた以外は比較例1と同じ条件にて開繊を行った。
【0055】
繊維束は、開繊前の幅7mmに対し、繊維束方向に平均25mm開繊し開繊効果は得られたが、毛羽が発生し、また、部分的に繊維束の切断が発生した。
【0056】
(実施例2)
開繊させる繊維束として、平均単繊維径7μm、単繊維数12,000本、引張強度4,900MPa、引張弾性率230GPaの炭素繊維束を用いた。
【0057】
引取装置150で繊維束を引き取りながら、クリール装置100に備えられたボビン110から繊維束を巻き出した。ここで搬送速度は速度2m/分とした。
【0058】
開繊装置2では、繊維束保持手段が、2つのローラーによって構成され、それらが周期的に移動を繰り返し振動数20Hzで繊維束の曲げ伸ばしを繰り返した。これにより、搬送される繊維束が開繊された。ここで、繊維束保持手段接触部分での繊維束の屈曲角度は最大で180度であった。
【0059】
このとき用いたローラー径はそれぞれφ10mmであり、ローラー接触部分の糸条の最小屈曲半径rは5mmとなり、平均単糸半径の1428.5倍であった。またローラー非接触部分の糸条屈曲はほぼ0であり、最大屈曲半径Rの値は無限大となり、R/rの値は2倍以上であった。
【0060】
繊維束は、開繊前の幅7mmに対し、繊維束方向に平均22mmで均一に開繊されており開繊効果は十分であった。毛羽の発生は見られず、また、繊維束の切断は観察されなかった。
【0061】
(比較例3)
実施例2において、繊維束保持手段の移動を停止した状態で開繊を行った。
【0062】
繊維束は、開繊前の幅7mmに対し、繊維束方向に平均15mmしか開繊せず開繊効果は十分とはいえなかった。毛羽の発生は見られず、また、繊維束の切断は観察されなかった。
【0063】
(比較例4)
実施例2において、繊維束保持手段のφ10mmのローラーをφ30mmのローラーに交換した条件にて開繊を行った。ローラー接触部分の糸条の最小屈曲半径rは15mmとなり、平均単糸半径の4285.7倍であった。
【0064】
繊維束は、開繊前の幅7mmに対し、繊維束方向に平均18mmしか開繊せず開繊効果は十分とはいえなかった。毛羽の発生は見られず、また、繊維束の切断は観察されなかった。
【符号の説明】
【0065】
1:繊維束糸道(最大屈曲時)
2:繊維束糸道(弛緩時)
3a〜3d:繊維束保持手段
4:ガイドローラー
5:糸条支持部(従来技術)
6:単糸
7a:繊維束(開繊後)
7b:繊維束(開繊前)
8:開繊機構
100:クリール装置
110:ボビン
120:開繊装置
130:含浸ダイ
140:冷却装置
150:引取装置
160:巻取装置
【特許請求の範囲】
【請求項1】
複数の単糸より形成される繊維束を幅方向に拡幅させる開繊装置であって、搬送される前記繊維束の糸道が屈曲保持されるように配置された複数の繊維束保持手段を有し、前記複数の繊維束保持手段の少なくとも一つが、屈曲させた前記繊維束の糸道の屈曲角度を周期的に変更させる糸道屈曲角度変更手段であることを特徴とする繊維束の開繊装置。
【請求項2】
前記糸道屈曲角度変更手段が、繊維束保持手段の保持点位置を繊維束の糸道上で周期的に変化させるものであることを特徴とする請求項1に記載の繊維束の開繊装置。
【請求項3】
屈曲させた前記繊維束が形成する円弧状部分において、最小径をとる際の屈曲角θが90°以上である請求項1または2に記載の繊維束の開繊装置。
【請求項4】
前記円弧状部分における屈曲半径が変動する際の最小値をr、最大値をRとするとき、rが、繊維束を構成する単糸の平均半径の500〜2000倍の値であり、かつR/rの値が2倍以上であることを特徴とする請求項1〜3のいずれかに記載の繊維束の開繊装置。
【請求項5】
前記屈曲角度を変化させる周期が1〜60Hzであることを特徴とする請求項1〜4のいずれかに記載の繊維束の開繊装置。
【請求項6】
前記繊維束の引張弾性率が200〜700GPaである、請求項1〜5のいずれかに記載の繊維束の開繊装置。
【請求項7】
前記繊維束の少なくとも一部に炭素繊維を含むことを特徴とする、請求項1〜6のいずれかに記載の繊維束の開繊装置。
【請求項8】
複数の単糸より形成される繊維束を幅方向に拡幅させる手法であって、搬送する前記繊維束を複数の繊維束保持手段を用い屈曲保持し、少なくともそのうち一箇所の屈曲角度を周期的に変更させることによって行うことを特徴とする繊維束の開繊方法。
【請求項9】
前記屈曲角度の変更を、繊維束保持手段の運動により繊維束張力を周期的に変動させ、繊維束を弾性変形させることによって行うことを特徴とする請求項8に記載の繊維束の開繊方法。
【請求項1】
複数の単糸より形成される繊維束を幅方向に拡幅させる開繊装置であって、搬送される前記繊維束の糸道が屈曲保持されるように配置された複数の繊維束保持手段を有し、前記複数の繊維束保持手段の少なくとも一つが、屈曲させた前記繊維束の糸道の屈曲角度を周期的に変更させる糸道屈曲角度変更手段であることを特徴とする繊維束の開繊装置。
【請求項2】
前記糸道屈曲角度変更手段が、繊維束保持手段の保持点位置を繊維束の糸道上で周期的に変化させるものであることを特徴とする請求項1に記載の繊維束の開繊装置。
【請求項3】
屈曲させた前記繊維束が形成する円弧状部分において、最小径をとる際の屈曲角θが90°以上である請求項1または2に記載の繊維束の開繊装置。
【請求項4】
前記円弧状部分における屈曲半径が変動する際の最小値をr、最大値をRとするとき、rが、繊維束を構成する単糸の平均半径の500〜2000倍の値であり、かつR/rの値が2倍以上であることを特徴とする請求項1〜3のいずれかに記載の繊維束の開繊装置。
【請求項5】
前記屈曲角度を変化させる周期が1〜60Hzであることを特徴とする請求項1〜4のいずれかに記載の繊維束の開繊装置。
【請求項6】
前記繊維束の引張弾性率が200〜700GPaである、請求項1〜5のいずれかに記載の繊維束の開繊装置。
【請求項7】
前記繊維束の少なくとも一部に炭素繊維を含むことを特徴とする、請求項1〜6のいずれかに記載の繊維束の開繊装置。
【請求項8】
複数の単糸より形成される繊維束を幅方向に拡幅させる手法であって、搬送する前記繊維束を複数の繊維束保持手段を用い屈曲保持し、少なくともそのうち一箇所の屈曲角度を周期的に変更させることによって行うことを特徴とする繊維束の開繊方法。
【請求項9】
前記屈曲角度の変更を、繊維束保持手段の運動により繊維束張力を周期的に変動させ、繊維束を弾性変形させることによって行うことを特徴とする請求項8に記載の繊維束の開繊方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2013−76193(P2013−76193A)
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願番号】特願2011−217765(P2011−217765)
【出願日】平成23年9月30日(2011.9.30)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願日】平成23年9月30日(2011.9.30)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]