
繊維束をコーミングのために繊維分類もしくは繊維選択する装置
【課題】簡素で生産性を増大し得ると共に優れたコーミング済みスライバを実現し得る装置を提供すること。
【解決手段】供給された織物繊維から成る繊維束をコーミングのために繊維分類もしくは繊維選択する装置が、供給手段(8;10、11)の下流に繊維束(16;301〜303)に対する挟持デバイス(18、19、20;21、22、23)を備え、回転可能に取付けられた少なくとも2つのローラ(12;13)が配置され、挟持デバイスは、各ローラの周縁部の領域において離間されて分布されており、測定された値を処理し得る制御/調整デバイス(42)であって夫々の場合に少なくとも1つの機能を実施すべく接続された要素(30;43〜47;49)に対して電気信号を発し得る制御/調整デバイス(42)には、機械関連値および繊維関連の技術的な値を検出するための測定対象値センサ(29、31、32;34、34a、34b;41)が接続される。
【解決手段】供給された織物繊維から成る繊維束をコーミングのために繊維分類もしくは繊維選択する装置が、供給手段(8;10、11)の下流に繊維束(16;301〜303)に対する挟持デバイス(18、19、20;21、22、23)を備え、回転可能に取付けられた少なくとも2つのローラ(12;13)が配置され、挟持デバイスは、各ローラの周縁部の領域において離間されて分布されており、測定された値を処理し得る制御/調整デバイス(42)であって夫々の場合に少なくとも1つの機能を実施すべく接続された要素(30;43〜47;49)に対して電気信号を発し得る制御/調整デバイス(42)には、機械関連値および繊維関連の技術的な値を検出するための測定対象値センサ(29、31、32;34、34a、34b;41)が接続される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、特にコーミング・デバイスである繊維分類デバイスに対して供給手段により供給された織物繊維から成る繊維束を特にコーミングのために繊維分類もしくは選択する装置であって、繊維束の自由端部から所定距離にて該繊維束を挟持する挟持デバイスが配備され、たとえば短繊維、ネップ、塵埃などの如き非挟持構成要素を上記自由端部から解して除去するために上記繊維スライバの上記挟持部位から上記自由端部にかけてコーミング作用を生成する機械的手段が存在し、コーミングされた繊維材料を取出すために取出し手段が存在し且つ制御デバイスに対しては複数の駆動デバイスが接続されるという装置に関する。
【背景技術】
【0002】
実際問題としてコーミング機械は、綿繊維または羊毛繊維に含まれる天然の夾雑物を遊離させるべく、且つ、繊維スライバの繊維を平行化すべく使用される。その目的のために、「繊維タフト」として知られる繊維の一定の短寸部分がニッパ機構の把持部の前方に突出する様に、事前準備された繊維束が把持部同士の間に挟持される。回転するコーミング・ローラのコーミング・セグメントであってニードル針布または歯付き針布により満たされたコーミング・セグメントにより、この繊維タフトはコーミングされることで清浄化される。取出しデバイスは通常は逆回転する2個のローラから成り、これらのローラは、コーミングされた繊維タフトを把持して該タフトを前方へと搬送する。公知の綿コーミング・プロセスは不連続プロセスである。ニップ動作の間において、全てのアセンブリおよびそれらの駆動手段およびギヤは、加速、減速され、および、一定の場合には再び反転される。大きなニップ速度は、大きな加速に帰着する。特に、各ニッパの運動、ニッパ移動のためのギヤの運動、剥ぎ取りローラの前後回転のためのギヤの運動の結果として、大きな加速力が引き起こされる。引き起こされる力および応力は、ニップ速度が大きいほど大きくなる。公知のフラット・コーミング機械はそのニップ速度により性能限界に達し、生産性の増大が妨げられている。更に、不連続な動作様式によれば機械全体における振動が引き起こされ、動的で交互的な応力が生成される。
【0003】
欧州特許出願公開第1586682号は、たとえば8個のコーミング・ヘッドが次々と同時に動作するというコーミング機械を開示している。これらのコーミング・ヘッドの駆動は、各コーミング・ヘッドに隣接して配置された側方駆動手段であって、長手シャフトにより各コーミング・ヘッドの個別要素に対して駆動接続されたギヤ・ユニットを有するという側方駆動手段により行われる。個々のコーミング・ヘッドにて形成された繊維スライバは、コンベア・テーブル上で次々と、後続的な牽伸システムへと移送され、該牽伸システムにて繊維スライバは牽伸されてから組み合わされて一般的なコーミング機械スライバを形成する。上記牽伸システムにおいて作成された繊維スライバは次に、ファネル・ホィール(巻取器プレート)によりケンス内に投入される。上記コーミング機械の複数個のコーミング・ヘッドは各々、送給デバイスと、枢動的に取付けられた固定位置のニッパ・アセンブリと、上記ニッパ・アセンブリにより供給された繊維タフトを梳き取り処理するコーム・セグメントを有すると共に回転可能に取付けられた円形のコーム(comb)と、頂部コームと、梳き取り処理された繊維タフトを上記ニッパ・アセンブリから剥ぎ取る固定位置の剥ぎ取りデバイスとを有する。此処で、上記ニッパ・アセンブリに対して供給されたラップ・リボンは、送給シリンダを介して剥ぎ取りローラ対へと送給される。開かれたニッパから突出する繊維タフトは、コーミングされたスライバ・ウェブまたは繊維ウェブの後端部上へと受け渡されることから、該繊維タフトは、上記剥ぎ取りローラの順方向回転により該剥ぎ取りローラの挟持ニップに進入する。上記ラップ・リボンの保持力により保持されない繊維、または、上記ニッパにより保持されない繊維は、上記ラップ・リボンの複合体から剥ぎ取られる。この剥ぎ取り操作の間において、上記繊維タフトは頂部コームのニードルにより付加的に引張られる。上記頂部コームは、剥ぎ取られた繊維タフトの後側部分を梳き取り処理すると共に、ネップ、夾雑物などの引き止めも行う。構造的な条件において可動ニッパ・アセンブリと可動剥ぎ取りローラとの間においてスペースを必要とする上記頂部コームは、該コームを通して空気を送ることにより定常的に清浄化されねばならない。また上記頂部コームは、上記繊維スライバ内への穿刺および該繊維スライバからの離脱のために駆動されねばならない。最後に、この律動の部位における清浄化の効果は、最適には及ばない。ラップ・リボンと上記剥ぎ取りローラの剥ぎ取り速度との間の速度の差の故に、剥ぎ取られた繊維タフトは特定の長さへと引出される。上記剥ぎ取りローラ対には、案内ローラ対が追随する。この剥ぎ取り操作の間において、剥ぎ取られた又は引きちぎられた繊維束の前端部は、繊維ウェブの後端部と重ね合わされ又は二重化される。上記剥ぎ取り操作および継ぎ合わせ操作が終了すると直ちに、上記ニッパは後側位置へと復帰し、この後側位置において該ニッパは閉じられると共に、該ニッパは、梳き取り処理のための円形コームのコーム・セグメントに対し、該ニッパから突出する繊維タフトを呈示する。次に上記ニッパ・アセンブリがその前側位置へと再び戻る前に、上記剥ぎ取りローラおよび上記案内ローラは反転運動を行うことから、上記繊維ウェブの後端部は特定量だけ後方に移動される。このことは、継ぎ合わせ操作のために必要な重なり合いを達成するために必要とされる。この様にして、繊維材料の機械的コーミングが行われる。そのコーミング機械の不都合は特に、多数の機器が必要とされ且つ時間当たりの製造速度が低いことである。8個の個別のコーミング・ヘッドが在るが、それらは合計で、8個の送給デバイス、8個の固定位置ニッパ・アセンブリ、コーム・セグメントを備えた8個の円形コーム、8個の頂部コーム、および、8個の剥ぎ取りデバイスを有している。特定の問題は、各コーミング・ヘッドの動作の不連続様式である。更なる不都合は大きな質量の加速および反転移動から帰着するものであり、大きな動作速度が許容されない結果となる。最後に、機械の振動が相当程度である結果、コーミング済みスライバの投入が不規則になる。更に、下側のニッパ・プレートのニッパ唇部と取外しシリンダの挟持点との間の隔たり即ち距離は、構造的かつ空間的に制限される。上記繊維束を運び去る上記剥ぎ取りローラおよび上記案内ローラの回転速度は、上流の低速なコーミング・プロセスに対して整合されると共に、該プロセスにより制限される。更なる不利益は、各繊維束が、上記剥ぎ取りローラ対により且つ引き続いて上記案内ローラ対により、挟持され且つ搬送されることである。上記挟持点は上記剥ぎ取りローラおよび上記案内ローラの回転の故に定常的に変化し、すなわち、挟持を行う上記ローラと繊維束との間には定常的な相対運動が在る。全ての繊維束は、ひとつの固定位置における剥ぎ取りローラ対と、ひとつの固定位置における案内ローラ対とを連続して通過すべきであり、このことは、製造速度に関して更に相当の制限を呈する。個々のニッパ・アセンブリは、夫々が電気モータを備えたクランク機構に対して駆動接続される。各電気モータは制御ラインにより制御ユニットSTに対して接続され、該ユニットを介して個々のモータは制御される。上記円形コームの駆動に対して各電動駆動器を連携調整させるために、上記ラインを介して上記制御ユニットに対して接続されたセンサが配備される。このセンサの機能は、上記円形コームのシャフトの特定の角度的位置を検出すると共に、これを上記制御ユニットSTに対して伝えることである。故に、該当する各モータに対しては上記制御ユニットSTを介して適切な制御パルスを出力し得ることから、一方では、上記コーミング・セグメントは所定の時点において繊維タフトを梳き取り処理し、他方では、上記剥ぎ取りローラ対または搬送ローラ対の回転運動はニッパ運動と整合される。各コーミング・ヘッドに対しては、制御される数台の駆動デバイスが存在することから、設備に関する負担は相当に大きい。これに加え、上記装置は各駆動デバイスの制御に関して制限されている。
【0004】
【特許文献1】欧州特許出願公開第1586682号明細書
【発明の開示】
【発明が解決しようとする課題】
【0005】
故に、本発明の基礎となる課題は、冒頭部にて記述された種類の装置であって、言及された不都合を解消すると共に、特に簡素な手法で、時間当たりに生産される量(生産性)を相当に増大し得ると共に優れたコーミング済みスライバを実現し得るという装置を提供するに在る。
【課題を解決するための手段】
【0006】
この課題は、請求項1の特徴部分の特徴により解決される。
梳き取り処理されるべき繊維束を挟持して移動させる機能を少なくとも2つの回転ローラ上で実現することにより、公知の装置と異なり、大きな質量の加速および反転運動なしで、大きな運転速度(ニップ速度)が達成される。特に、動作の様式は連続的である。高速のローラが使用されたときには時間当たりの製造速度(生産性)が相当に高められるが、これは、従前の技術範囲では可能とは思われていなかった。更なる利点は、複数の挟持デバイスを備えた上記ローラの回転的な回転運動の結果、複数個の繊維束が単位時間当たりに第1ローラおよび第2ローラに対して異例な速さを以て供給されるということである。特に上記各ローラの大きな回転速度によれば、生産量が相当に増大され得る。
【0007】
繊維束を形成するために、送給ローラにより前方に押し出された繊維スライバは、一端にて挟持デバイスにより挟持され、旋回ロータの回転運動により剥ぎ取られる。挟持された端部は短繊維を含み、自由領域は長繊維から成る。長繊維は送給ニップにおいて挟持された繊維材料から分離力により引き出され、短繊維は、上記送給ニップにおける保持力により後に残る。引き続き、繊維束が旋回ロータからコーミング・ロータ上へと移行されるときに繊維束の各端部は反転され、上記コーミング・ロータ上の挟持デバイスは長繊維の端部を把持して挟持することから、短繊維を備えた領域は上記挟持デバイスから突出し且つ露出して位置することにより、梳き取り処理され得る。
【0008】
公知の装置と異なり、上記繊維束は、複数の挟持デバイスにより保持され且つ回転下で搬送される。故に特定の挟持デバイスにおける挟持点は、各繊維束が上記第1および第2ローラへと移行されるまで、一定のままである。また、挟持デバイスと繊維束との間の相対運動は、繊維束が第1または第2ローラにより把持されてから更に挟持が解除される後まで、開始しない。各繊維束に対して複数の挟持デバイスが夫々利用可能であることから、まさに単一の供給デバイスから帰着する不都合な時間遅延なしで、特に好適な様式で、繊維束は相次いで迅速に連続して第1および第2ローラに対して供給され得る。特定の利点は、上記第1ローラ(旋回ロータ)上に供給された繊維束が連続的に搬送されることである。上記繊維束、および、協働する挟持要素の速度は同一である。上記挟持要素は、搬送される繊維材料の方向における移動の間に閉成かつ開成する。上記少なくとも1つの第2ローラ(コーミング・ロータ)は、上記少なくとも1つの第1ローラ(旋回ロータ)の下流に配置される。本発明に係る上記装置を参照すると、相当に大きな生産性が達成される。本発明を参照すると、上記ロータ・コーミング機械に対する調整/制御システムが存在し、関連するプロセス変数が検出かつ評価され得る。決定された実際の値は、必要な所望値を満足すべく適合化され得る。更に、特定のプロセス・パラメータは、たとえば生産量に依存して一定の製品品質により最適な操業コストが達成され得、または、たとえば製品品質は同一のままで生産高が高められ得る如き様式で調整され得る。更なる特定の利点は、オンライン監視およびデータ獲得により、プロセスに対して最適に適合されたプロセス制御の構成が可能とされるということである。
【0009】
本発明の更なる利点は特に以下の如くである。
(1)品質システムにおいて統計的なデータ評価が可能である。
(2)プロセス全体として、且つ、個々のプロセス変数に関して最適化が可能とされる。これはたとえば、原料の節約、操業コストの低減、品質の向上、材料に適合された機械設定である。
【0010】
(3)所望値からの可能的な変動は、検出され得ると共に、手動的に、または、制御/調整システムにより変更され得る。
(4)不適切な設定および障害的な機械部品の検出および排除。
【0011】
(5)機械パラメータを適切に変更することにより、プロセスにおけるたとえば送給量変動などの変動を均一化すること。
(6)その目的のために、個々の駆動器の場合には、調節に対して多くの可能性が在る。
【0012】
(7)たとえばコーミングされたスライバの生産のためのダブルヘッド・ロータ・コーミング機械などの複数のロータ・コーミング・ユニットの場合、上記の測定および調整ユニットは、2つのコーミング・ユニットの機能的要素に対して振り分けられ得る。各コーミング・ユニット間の変動が検出かつ均一化され得ると共に、材料送給物の消尽に向けた同時的な作動停止が実現され得る。
【0013】
(8)データ獲得が行われる時間の単位が所望に応じて固定され得ると共に、各値は異なる時的間隔にて決定され得る。
(9)保守管理、特に針布の管理。
(10)繊維の損傷の回避(力の測定)。
【0014】
請求項2〜62は、本発明の好適な発展例を包含する。
【発明を実施するための最良の形態】
【0015】
本発明は、図面中に示された好適実施例に関して以下に相当に詳細に記述される。
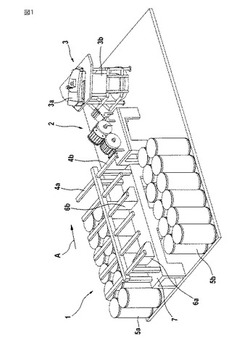
図1を参照すると、コーミング前処理機1は、スライバの送給を受け且つラップを吐出する紡績機械と、相互に平行に配置された2個の送給テーブル4a、4b(軸架)とを有し、送給テーブル4a、4bの各々の下方には(不図示の)繊維スライバを収容する2列のケンス5a、5bが配置されている。ケンス5a、5bから引き出された繊維スライバは方向変更の後、相次いで配置されたコーミング前処理機1の2台の牽伸システム6a、6bへと進行する。牽伸システム6aから、形成された繊維スライバ・ウェブは、ウェブ・テーブル7上を案内され、且つ、牽伸システム6bの吐出口にては、相互に重ねて布置されると共に該システムにおいて作製された繊維スライバ・ウェブと束ねられる。牽伸システム6aおよび6bの夫々により、複数本の繊維スライバは組み合わされてラップを形成すると共に一体的に牽伸される。(実施例においては2枚のラップが示されるという)牽伸された複数のラップが、相互に重ねて載置されることでダブリングされる。その様に形成されたラップは、下流のロータ・コーミング機械2の供給デバイス(送給要素)へと直接的に導入される。繊維材料の流れは中断されない。コーミングされた繊維ウェブは、ロータ・コーミング機械2の吐出口にて吐出され、ファネルを通過してコーマ・スライバを形成し、且つ、下流のスライバ投入デバイス3へと投入される。参照符号Aは、動作方向を表す。
【0016】
ロータ・コーミング機械2とスライバ投入デバイス3との間には、オートレベラ牽伸システム50(図2を参照)が配置され得る。これにより、上記コーマ・スライバは牽伸される。
【0017】
更なる構成を参照すると、1台より多いロータ・コーミング機械2が配備される。もし例えば2台のロータ・コーミング機械2aおよび2bが存在するなら、吐出された2本のコーマ・スライバ17は、下流のオートレベラ牽伸システム50を一体的に通過すると共に、牽伸された1本のコーマ・スライバとしてスライバ投入デバイス3へと投入され得る。
【0018】
スライバ投入デバイス3は回転する巻取器ヘッド3aを備え、該ヘッドによりコーマ・スライバは、ケンス3b内に、または、ケンス無しスライバ・パッケージの形態(不図示)で投入載置され得る。
【0019】
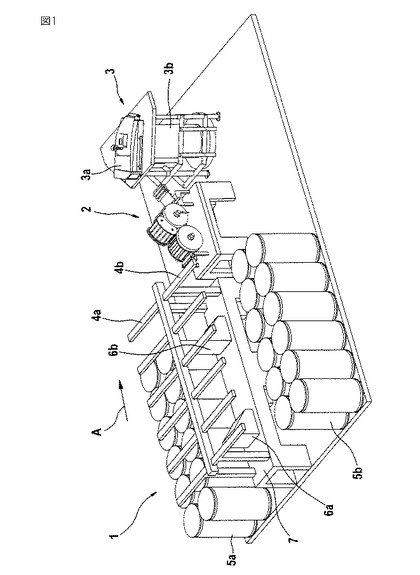
図2は、送給ローラ10および送給トラフ11を備える供給デバイス8と、第1ローラ12(旋回ロータ)と、第2ローラ13(コーミング・ロータ)と、取出しローラ14を備える取出しデバイス9と、周回するカード頂部コーミング・アセンブリ15とを有するロータ・コーミング機械2を示している。ローラ10、12、13および14の回転方向は夫々、湾曲矢印10a、12a、13aおよび14aにより示される。到来する繊維ラップは参照番号16により表されると共に、吐出された繊維ウェブは参照番号17により表される。ローラ10、12、13および14は、相次いで配置される。矢印Aは動作方向を表している。
【0020】
第1ローラ12はその外周縁の領域において、該ローラ12の幅に亙り延在する複数個の第1挟持デバイス18(図3参照)であって各々が上側ニッパ19(把持要素)と下側ニッパ20(対向要素)とから成るという複数個の第1挟持デバイス18を備えている。ローラ12の中心点もしくは枢動軸心を向く上記上側ニッパの一端領域において、各上側ニッパ19は、ローラ12に対して取付けられた枢動軸受24a上に回転可能に取付けられる。下側ニッパ20は、固定されまたは移動可能とされ得るべくローラ12上に取付けられる。上側ニッパ19の自由端部は、ローラ12の周縁部に臨む。上側ニッパ19および下側ニッパ20は、それらが繊維束16、301、302を把持(挟持)し且つそれを解放する様に協働する。
【0021】
第2ローラ13はその外周縁の領域において、該ローラ13の幅に亙り延在する複数個の二部材式挟持デバイス21(図3参照)であって各々が上側ニッパ22(把持要素)と下側ニッパ23(対向要素)とから成るという複数個の二部材式挟持デバイス21を備えている。ローラ13の中心点もしくは枢動軸心を向く上記上側ニッパの一端領域において、各上側ニッパ22は、ローラ13に対して取付けられた枢動軸受24b上に回転可能に取付けられる。下側ニッパ23は、固定され又は移動可能とされ得るべくローラ13上に取付けられる。上側ニッパ22の自由端部は、ローラ13の周縁部に臨む。上側ニッパ22および下側ニッパ23は、それらが繊維束302、303を把持(挟持)し且つそれを解放する様に協働する。ローラ12の場合、送給ローラ10と第2ローラ13との間におけるローラ周縁部の回りで各挟持デバイス18は閉じられ(それらは一端にて(不図示の)繊維束を挟持し)、且つ、第2ローラ13と送給ローラ10との間におけるローラ周縁部の回りで各挟持デバイス18は開かれる。ローラ13において、第1ローラ12とドッファ14との間におけるローラ周縁部の回りで各挟持デバイス21は閉じられ(それらは一端にて(不図示の)繊維束を挟持し)、且つ、ドッファ14と第1ローラ12との間におけるローラ周縁部の回りで各挟持デバイス21は開かれる。参照番号50は、たとえばオートレベラ牽伸システムなどの牽伸システムを表している。牽伸システム50は好適には、巻取器ヘッド3aの上方に配置される。参照番号51は、たとえばコンベア・ベルトなどの、駆動されて上昇するコンベアを表している。搬送目的に対しては、上方へと傾斜された板金などを使用することも可能である。
【0022】
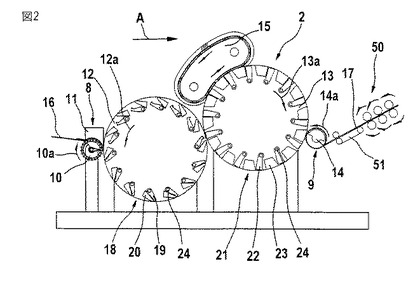
図3を参照すると、2個のカム・ディスク25および26が配備され、該ディスクの回りにて、第1挟持デバイス18を有するローラ12と第2挟持デバイス21を有するローラ13とは夫々、矢印12aおよび13aの方向に回転される。積載された上側ニッパ19および22は、カム・ディスク25、26の外周縁とローラ12、13の内側円筒状表面との間の中間スペース内に配置される。カム・ディスク25および26の回りにおけるローラ12および13の回転により、上側ニッパ19および22は枢動軸心24aおよび24bの回りで回転される。その様にして、第1挟持デバイス18および第2挟持デバイス21の開閉は実施される。
【0023】
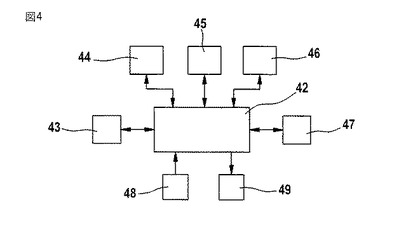
図4を参照すると、たとえばマイクロプロセッサを備えたマイクロコンピュータなどの電子的制御/調整デバイス42(機械およびシステムの制御手段)が配備され、該デバイスに対しては特に、ロータ・コーミング機械2のローラ10、12、13、14、および、周回するカード頂部アセンブリ15(案内ローラ15a)に対する電気モータなどの駆動デバイス43、44、45、46、47が接続される。参照番号48は入力デバイスを表し且つ参照番号49は表示デバイスを表す。好適には、コーミング前処理機1、牽伸システム50、コンベア・ベルト51と、スライバ投入デバイス3とに対する駆動デバイスも接続される(不図示)。
【0024】
ローラ12および13が共通ギヤにより駆動される限りにおいて、該共通ギヤに対する駆動モータは制御/調整デバイス42に対して接続される。
【0025】
たとえば、上記送給ローラに対する円周速度は約0.2〜1.0m/秒であり、第1ローラ12に対しては約2.0〜6.0m/秒、第2ローラ13に対しては約2.0〜6.0m/秒、上記ドッファに対しては約0.4〜1.5m/秒、および、上記周回するカード頂部アセンブリに対しては約1.5〜4.5m/秒である。第1ローラ12および第2ローラ13の直径は、たとえば約0.3m〜0.8mである。
【0026】
本発明に係る装置の動作モードおよび動作シーケンス
(1)ラップ調製
複数本のスライバが組み合わされることでラップ16が形成され、一体的に牽伸される。複数枚のラップ16は、相互に重ねて載置されることでダブリングされ得る。結果的なラップ16は直接的に、ロータ・コーミング機械2の送給要素10内に導入される。材料の流れは、巻回ラップを形成することにより中断されることはない。
【0027】
(2)送給
フラット・コーミング機械と異なり、上流のラップ16はコンベア要素により連続的に送給される。送給される量は、第1ロータ12(旋回ロータ)のニッパ18(反転ニッパ)の2度の閉じ時点の間において搬送されるラップ16の長さにより決定される。
【0028】
(3)挟持1
ラップ16から外方に突出して整列された繊維タフトは、第1ロータ12(旋回ロータ)の挟持デバイス18(反転ニッパ)により挟持される。第1ロータ12の挟持デバイス18は、摘出機能を前提とする。
【0029】
(4)摘出
反転ニッパ18が自身上に配置された旋回ロータ12の回転の結果として、挟持された繊維タフトは送給されたラップから摘出されるが、反転ニッパ8により挟持されないラップ16における繊維は保持される様に、ラップ16に作用する保持力が必要とされる。上記保持力は、送給手段のコンベア要素により、または、送給トラフもしくは頂部コームの如き付加的手段により付与される。上記保持力を生成する上記要素は、頂部コームの機能を前提とする。
【0030】
(5)挟持2
繊維タフトは、整列されると共に、第2ロータ13(コーミング・ロータ)の挟持デバイス21(コーミング・ニッパ)へと移送される。コーミング・デバイス21が閉じる時点における上記反転ニッパの挟持線と上記コーミング・ニッパの挟持線との間の距離により、上記隔たりが決定される。
【0031】
(6)コーミング
コーミング・ニッパ21から外方に突出する繊維タフトは、挟持されていない繊維であってコーミングにより排除される繊維を包含する。
【0032】
(7)継ぎ合わせ
梳き取り処理された繊維タフト303は、取出しローラ14上に載置される。吸引により作用される取出しローラ14の表面であって空気透過性である表面によれば繊維タフトは、取出しローラ14上に載置されて緊張延伸される。各繊維タフトは相互に重ねて載置され、屋根瓦の様式で重なり合い、繊維部分304のウェブを形成する。
【0033】
(8)ウェブ取り外しおよびコーマ・スライバの形成
ウェブ17は、吸引により影響されない取出しローラ14上の箇所にて該ローラから取り外されると共に、ファネル34内へと案内される。
【0034】
(9)コーマ・スライバ処置
結果的なコーマ・スライバはダブリングかつ牽伸され得る(牽伸システム50)と共に、次に、たとえば巻取器3aによりケンス3b内へと投入載置され得る。
【0035】
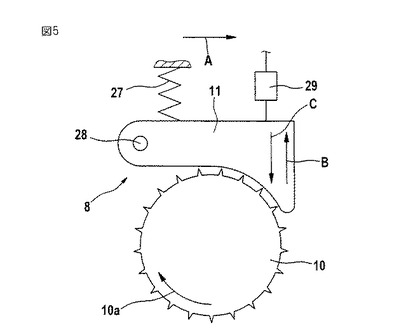
図5を参照すると、送給デバイス8は、方向10aに回転する低速の送給ローラ10と、スプリング27により負荷された送給トラフ11とを備えている。送給トラフ11は、固定位置軸受28の回りで回動すべく取付けられると共に、矢印B、Cの方向に可動である。送給トラフ11に対しては、たとえば誘導式変位センサ、近接センサなどの、変位に対する測定要素(変位センサ29)が組み合わされる。この様にして、送給トラフ11と送給ローラ10との間におけるラップ厚みを例えば変位センサ29により確認することにより繊維材料送給量のCV値を検出し得る。
【0036】
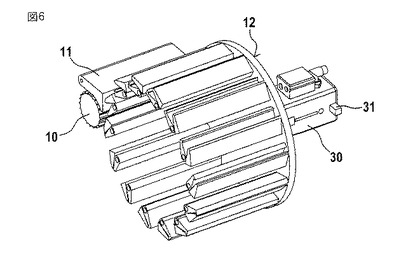
図6を参照すると、たとえば駆動モータなどの駆動要素30に対しては、旋回ロータ12のためのトルクセンサ31が組み合わされる。この様にして、材料送給物から旋回ロータ12のニッパ19、20により送給タフトを分離する際の分離力の決定は、トルク検知により実施される。
【0037】
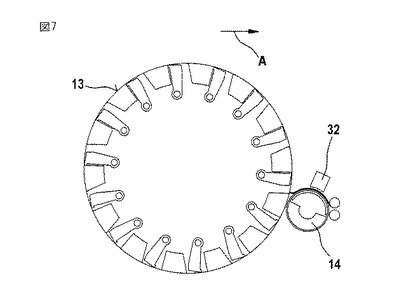
図7を参照すると、継ぎ合わせローラ14に対し、または、より正確には該継ぎ合わせローラ14上のコーミング済み繊維材料304に対し、たとえばEP0738792Aに対応するセンサ32が組み合わされる。これにより、継ぎ合わせローラ14上のウェブ304におけるネップ、種子殻の小片、および、他の不都合な粒子のオンライン測定が可能である。
【0038】
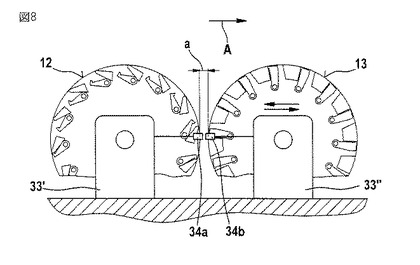
図8を参照すると、旋回ロータ12およびコーミング・ロータ13に対する軸受要素33I、33IIに対しては、たとえば2つの部分34a、34bを備える誘導式近接始動器などの変位センサ34が組み合わされる。この様にして、コーミング・ロータ13と旋回ロータ12との間の距離測定(距離a)が可能である。距離センサ34は調整/制御デバイス42(図9参照)に対して電気的に接続される。
【0039】
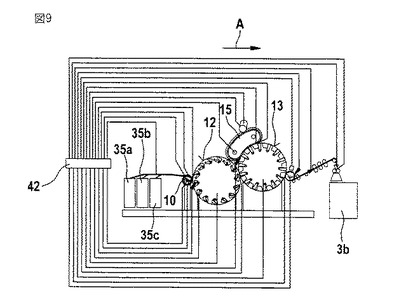
図9は、たとえばマイクロプロセッサを備えたマイクロコンピュータなどの調製/制御ユニット42に対して接続された測定要素およびアクチュエータと共に上記ロータ・コーミング機械を概略的に示している。ケンス35a、35b、35cから送給ローラ10に対して供給されるスライバ送給物が配備される。
【0040】
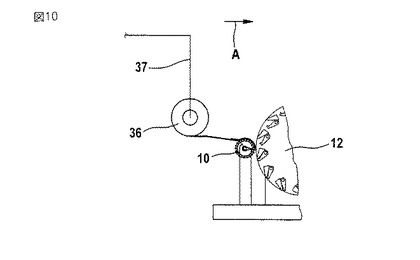
図10を参照すると、図9と対照的に巻回ラップ36による送給が行われ、該巻回ラップからは繊維材料が送給ローラ10に対して供給される。巻回ラップ・デバイスに対する(不図示の)駆動デバイスは、制御ライン37を介して調製/制御ユニット42(図9参照)に接続される。
【0041】
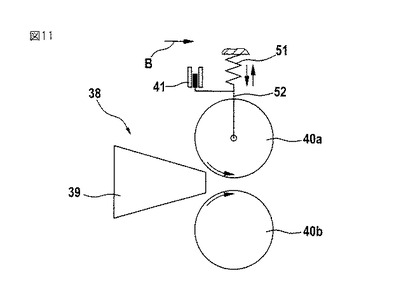
図11を参照すると、継ぎ合わせローラ14(図12参照)の下流には、繊維スライバ用ファネル39と2つの吐出ローラ40a、40bとを備えるスライバ形成ユニット38が配設される。吐出ローラ40aは、スプリング51による荷重下で偏向可能である。吐出ローラ40aのための支持要素52に対しては、制御ユニット43を介して調整/制御デバイス42に接続された例えば誘導式変位センサなどの変位センサ41が組み合わされる。この様にして、(不図示の)コーミング済み繊維材料の厚みが決定される。
【0042】
測定対象変数および制御変数(および測定要素およびアクチュエータ):
到来する材料の監視。巻回ラップ監視、または、スライバ送給およびスライバ破断を伴う場合における個々のスライバ監視、および、消尽に向けた巻回ラップの作動停止および消尽に向けたケンス作動停止の監視。消尽に向けた巻回ラップの作動停止は、たとえば、光線の反射を利用し、または、巻回ラップ用木管の重量に対する巻回ラップの重量の計量差を利用して決定される。
【0043】
送給材料の監視に関する制御変数:
材料送給物が不在の場合の機械停止。
ロータ・コーミング機械は2つのアセンブリを備える。夫々のコーミング・ヘッドの巻回管および個々の駆動器上での残存重量が異なっていても、たとえば、異なる製造速度により夫々の巻回ラップの消尽に向けた同時的な作動停止を実現し、且つ、引き続いて自動的なラップ交換と組み合わされたブロック切換えを実施することができる。
たとえば送給トラフ11と送給ローラ12との間の送給ユニットにおけるラップ厚みの確認であって、たとえば変位センサ(図4)による、または、巻回ラップ送給の場合には時点Aと時点Bとの間における送給重量の差によるラップ厚みの確認による、材料送給物のCV値の決定。スライバ送給の場合、CV値の決定は、たとえばスライバ取入口における測定ファネルなどの測定デバイスにより、または、マイクロ波を用いて実施され得る。
【0044】
材料送給物におけるCV値の変動に関する制御変数:
送給量の変更。
たとえば、継ぎ合わせローラ14とウェブ取出し箇所との間における牽伸レベルの変更による、および、均一化を伴う牽伸システム50を用いる場合には牽伸システムによる牽伸レベルの変更による、全体的な牽伸レベルの変更。
入力質量および出力質量の決定、および、これらの量に基づくコーマ落ち率(comber waste percentage)の計算。入力質量は、たとえば送給トラフ11と送給ユニット10との間におけるラップ厚みを測定すると共に、上記送給ユニットにおけるラップ重量を決定することにより確認され得る。スライバ送給の場合、入力質量の測定は、スライバ取入口における測定ファネルなどの測定デバイスにより、または、マイクロ波を用いて代替的に実施され得る。出力質量を決定するために、均一化を伴う牽伸の場合には牽伸システム50の上流の信号が記録され、且つ、均一化のない牽伸システムの場合、たとえばコーミング済みスライバ質量が記録される。
放出されたコーマ屑(comber waste)の質量流量測定を用いたコーマ落ち率の決定。
【0045】
コーマ落ち率を変更するための制御変数:
隔たり(旋回ロータ12とコーミング・ロータ13との間の距離)(図8参照)の調節。
コーミング・デバイス15の設定(たとえば、各コームの間隔、各コームの表面構成、針布角度など)の変更。
送給量の変更。
送給デバイス8と旋回ロータ12との間の剥ぎ取り距離の変更。
送給トラフ11の挟持力の決定。
【0046】
送給トラフ11の挟持力を変更するための制御変数:
送給トラフ11のニップ形状寸法の変更。
トラフ負荷の変更。
たとえば、材料送給物から旋回ロータ12のニッパにより送給タフトを分離する際の分離力に関するトルク検知(図6)もしくは張力検知による決定。
【0047】
分離力を変更するための制御変数:
(たとえば、最大分離力が超過されたとき、ニップ速度を減少することによる)ニップ速度、製造速度の適合化。
所望の分離力を達成するための、送給量の適合化、または、送給ユニット8から旋回ロータ12までの距離の適合化。
たとえば圧力センサ(この点に関しては図12参照)による、旋回ロータ12における、上記コーミング・ロータにおける、上記継ぎ合わせローラにおける、存在するならば送給ローラにおける、コーミング要素におけるなどの、減圧の決定。
【0048】
減圧の測定に基づく制御変数:
たとえば、所定材料に対し、生産高に対し、ニップ速度に対するなどして適合された設定減圧の詳細適合化。その成果は、操業コストの低減、および、所定材料に対して最適な可能的様式で適合された減圧設定である。
たとえば、コーミング要素に対する最適な材料送給、継ぎ合わせローラ14からのウェブの分離などのために、旋回ロータ12に対するタフト送給の間、送給タフトの助力式分離の間における噴射圧力の決定。
【0049】
空気噴射圧力の測定に基づく制御変数:
たとえば、所定材料に対し、生産高に対し、ニップ速度に対するなどして適合された設定圧力の詳細調節。これは、操業コストの低減、および、所定材料に対して最適な可能的様式で適合された噴射圧力設定に帰着する。
所定材料のコーミングの間に生ずる力の測定。
【0050】
コーミング力を変更するための制御変数:
確認されたコーミング力に依存した製造速度の適合化。
コーミング・ロータ13に関するコーミング要素15の相対速度の変更。
たとえば針布構成、または、針布角度などのコーム表面構成の変更。
(挟持された繊維タフトを有する)コーミング・ロータ12とコーミング・デバイス15との間の間隔の変更。
たとえば、継ぎ合わせローラ14(図7)上、または、継ぎ合わせローラ14に隣接する領域のウェブにおけるネップ、種子殻の小片、または、他の不都合な粒子のオンライン測定(測定システムNCTに対応)。
【0051】
ネップ、種子殻の小片、および、不都合な粒子に対する値を変更するための制御変数:
コーミング・デバイス15の設定内容(各コームの間隔、各コームの表面構成、コーミング・ロータ13に関する各コーミング要素の相対速度など)の変更。
製造速度の変更。
たとえば、隔たりの調節および送給量の調節などによるコーマ落ち率の変更。
コーミング済みスライバのCV値の測定。
【0052】
コーミング済みスライバのCV値を変更するための制御変数:
送給量の変更。
取出し速度の変更。
たとえば、継ぎ合わせローラ14とウェブ取出し箇所との間における牽伸レベルの変更による、および、均一化を伴う牽伸システム50を用いる場合には牽伸システムによる牽伸レベルの変更による、全体的な牽伸レベルの変更。
たとえば、ラップ切換え時またはスライバ破断の後における機械の作動開始および作動停止の間において、牽伸レベルは適合化されることで、たとえば一定のコーミング済みスライバ品質が確保され得る。
コーミング・ロータ13から継ぎ合わせローラ14への繊維タフトの移行時における重なり合いの程度の変更。
同一方向の継ぎ合わせと逆方向の継ぎ合わせとの間の変更。
送給材料に関するスライバ監視/スライバ破断監視。
【0053】
スライバ監視に関する制御変数:
スライバ破断の場合における機械停止。
たとえば、コーミング・ロータと旋回ロータとの間(図8)、コーミング・デバイス15とコーミング・ロータ13との間、継ぎ合わせローラ14とコーミング・ロータ13との間、送給ローラ10と旋回ロータ12との間などの、相互に関する特定要素同士の間の距離測定は、誘導式近接スィッチまたは変位センサ(図8参照)により実現される。
【0054】
距離測定に関する制御変数:
たとえばコーミング・デバイス15、継ぎ合わせローラ14、コーミング・ロータ13および送給ローラ10などの要素は、厳密に事前決定された量により自動的に調節され得る。これにより、たとえば、コーマ落ち率が特に影響され得る。調節は(不図示の)モータにより行われる。
上述の調整/制御システムによるロータ・コーミング機械の表現は、図9および図10に示される。此処で、ロータ・コーミング機械に対しては巻回ラップ(図10)またはスライバ(図9)が送給される。
【0055】
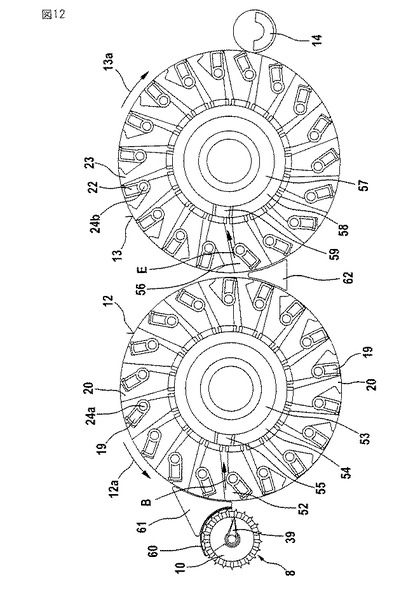
図12を参照すると、挟持デバイス19、20および22、23を夫々備えて回転可能に取付けられたローラ12および13は夫々付加的に吸引チャネル52および56(吸引開口)を備え、これらのチャネルは、供給デバイス8とローラ12との間の吐出の領域において、且つ、ローラ12および13の間における吐出の領域において、搬送されつつある繊維の整列および移動に影響する。その様にして、供給デバイス8から第1ローラ12上への繊維材料の取り込みのための時間、および、第2ローラ13に対する繊維材料の吐出のための時間は相当に短縮されることから、ニップ速度は増大され得る。吸引開口52、56は夫々、ローラ12および13内に配置され、それらのローラと共に回転する。各挟持デバイス19、20および22、23(ニッパ・デバイス)に対しては、少なくとも一個の吸引開口が組み合わされる。吸引開口52、56は各々、把持要素(上側ニッパ)と対向要素(下側ニッパ)との間に配置される。ロータ12、13の内部には、吸引開口52、56における吸引流により夫々生成された減圧領域53〜55および57〜59が在る。上記減圧は、流れ生成機に対する接続により生成され得る。個々の吸引開口52、56における吸引流は、該吸引流がローラ円周部上の特定の選択的角度位置においてのみ適用される様に、減圧領域と吸引開口との間において切換えられ得る。上記切換えの目的で、対応する角度位置において開口55および59を夫々備えたバルブもしくはバルブ管54、58が使用され得る。上記把持要素(上側ニッパ)の移動によれば、吸引流の解除も達成され得る。更に、対応する角度位置においてのみ減圧の領域を配置し得る。
【0056】
付加的に、供給デバイス8の領域および/または各ローラ間の移送の領域においては、送風流が提供され得る。送給ローラ10の内側には送風流の供給源(送風ノズル39)が配置されると共に、該供給源は、上記供給デバイスの空気透過性表面または空気通路の開口を介し、上記第1ローラの方向において外側に向かう作用を有する。同様に、供給デバイス8の領域において、送出される空気流を生成する上記要素は、該供給デバイス8の直下または直上において固定的に配置され得る。ローラ12、13間の移送の領域において、送出空気流源は、各ニッパ・デバイスの直下もしくは直上にて第1ローラ12の周縁部に配置され得る。送出空気を生成するために、圧縮空気ノズルまたは空気ブレードが使用され得る。
【0057】
吸引流Bは、供給デバイス8の領域において、案内だけでなく、ラップと、摘出されるべきタフトとの間の分離プロセスにも好適に影響して該プロセスを短縮化し得る。
【0058】
付加的な空気案内要素60および側方遮蔽体61、62の配備の結果として、上記流れの方向は影響され得ると共に、各ロータにより回転して巻き込まれた空気が分離され得る。その様にして、整列に対する時間が更に短縮化され得る。特に、第1ロータ12と供給デバイス8との間においてラップの全体に亙る遮蔽要素、および、上記ローラの各側における遮蔽要素は、有効であることが判明している。
【0059】
梳き取り処理された繊維部分303は、第2ローラ13から継ぎ合わせローラ14上へと通過する。
【0060】
本発明に係る上記ロータ・コーミング機械の使用に際し、梳き取り処理されるべき繊維材料の機械的コーミングが行われ、すなわち、コーミングのために機械的手段が用いられる。コーミングされるべき繊維材料の空気圧的コーミングは無く、すなわち、たとえば吸引および/または送出空気流などの空気流は使用されない。
【0061】
本発明に係る上記ロータ・コーミング機械においては、中断なしで迅速に回転すると共に挟持デバイスを有するローラが存在する。中断され乍ら回転され、段階的に回転され、または、静止状態と回転状態との間で交互変化し乍ら回転するというローラは使用されない。
【図面の簡単な説明】
【0062】
【図1】コーミング前処理デバイスと、ロータ・コーミング機械と、スライバ投入デバイスとを備えて繊維材料をコーミングするデバイスの概略的斜視図である。
【図2】2個のローラを有する本発明に係るロータ・コーミング機械の概略的側面図である。
【図3】2個のカム・ディスクを有する図2に係るロータ・コーミング機械の斜視図である。
【図4】コーミング前処理デバイス、ロータ・コーミング機械およびスライバ投入デバイスに対する電子的制御/調整デバイスのブロック回路図である。
【図5】送給ローラとスプリング負荷された送給トラフとを備えると共に変位センサが組み合わされた送給デバイスを示す図である。
【図6】トルクセンサが組み合わされた駆動ユニットを備えた旋回ロータを示す図である。
【図7】継ぎ合わせローラ上のコーミング済み繊維ウェブにおけるネップ、種子殻の小片、および、他の不都合な粒子のオンライン測定のための該継ぎ合わせローラ上の測定要素を示す図である。
【図8】旋回ロータとコーミング・ロータとの間の距離を測定する距離センサを示す図である。
【図9】調整/制御デバイスに対して接続されたスライバ送給デバイス、測定デバイスおよび起動デバイスを備えた図2に係るロータ・コーミング機械を示す図である。
【図10】図2に係るロータ・コーミング機械の巻回ラップ送給を示す図である。
【図11】コーミング済み繊維材料の厚みに対する測定デバイスを備えたスライバ形成ユニットを示す図である。
【図12】挟持デバイスに対して吸引デバイスが組み合わされた図2におけるのと同様のロータ・コーミング機械を示す図である。
【符号の説明】
【0063】
8 供給デバイス/送給ユニット
9 取出しデバイス
10 送給ローラ/送給要素
11 送給トラフ
12 第1ローラ/旋回ロータ
13 第2ローラ/コーミング・ロータ
16 繊維ラップ/繊維束
18 第1挟持デバイス
19 上側ニッパ/挟持デバイス
20 下側ニッパ/挟持デバイス
21 第2コーミング・デバイス
22 上側ニッパ
23 下側ニッパ
29 変位センサ
301 繊維束
302 繊維束
303 繊維タフト
304 ウェブ
31 トルクセンサ
34 変位センサ/距離センサ
34a,34b 部分
38 スライバ形成ユニット
41 変位センサ
42 電子的制御調整デバイス
【技術分野】
【0001】
本発明は、特にコーミング・デバイスである繊維分類デバイスに対して供給手段により供給された織物繊維から成る繊維束を特にコーミングのために繊維分類もしくは選択する装置であって、繊維束の自由端部から所定距離にて該繊維束を挟持する挟持デバイスが配備され、たとえば短繊維、ネップ、塵埃などの如き非挟持構成要素を上記自由端部から解して除去するために上記繊維スライバの上記挟持部位から上記自由端部にかけてコーミング作用を生成する機械的手段が存在し、コーミングされた繊維材料を取出すために取出し手段が存在し且つ制御デバイスに対しては複数の駆動デバイスが接続されるという装置に関する。
【背景技術】
【0002】
実際問題としてコーミング機械は、綿繊維または羊毛繊維に含まれる天然の夾雑物を遊離させるべく、且つ、繊維スライバの繊維を平行化すべく使用される。その目的のために、「繊維タフト」として知られる繊維の一定の短寸部分がニッパ機構の把持部の前方に突出する様に、事前準備された繊維束が把持部同士の間に挟持される。回転するコーミング・ローラのコーミング・セグメントであってニードル針布または歯付き針布により満たされたコーミング・セグメントにより、この繊維タフトはコーミングされることで清浄化される。取出しデバイスは通常は逆回転する2個のローラから成り、これらのローラは、コーミングされた繊維タフトを把持して該タフトを前方へと搬送する。公知の綿コーミング・プロセスは不連続プロセスである。ニップ動作の間において、全てのアセンブリおよびそれらの駆動手段およびギヤは、加速、減速され、および、一定の場合には再び反転される。大きなニップ速度は、大きな加速に帰着する。特に、各ニッパの運動、ニッパ移動のためのギヤの運動、剥ぎ取りローラの前後回転のためのギヤの運動の結果として、大きな加速力が引き起こされる。引き起こされる力および応力は、ニップ速度が大きいほど大きくなる。公知のフラット・コーミング機械はそのニップ速度により性能限界に達し、生産性の増大が妨げられている。更に、不連続な動作様式によれば機械全体における振動が引き起こされ、動的で交互的な応力が生成される。
【0003】
欧州特許出願公開第1586682号は、たとえば8個のコーミング・ヘッドが次々と同時に動作するというコーミング機械を開示している。これらのコーミング・ヘッドの駆動は、各コーミング・ヘッドに隣接して配置された側方駆動手段であって、長手シャフトにより各コーミング・ヘッドの個別要素に対して駆動接続されたギヤ・ユニットを有するという側方駆動手段により行われる。個々のコーミング・ヘッドにて形成された繊維スライバは、コンベア・テーブル上で次々と、後続的な牽伸システムへと移送され、該牽伸システムにて繊維スライバは牽伸されてから組み合わされて一般的なコーミング機械スライバを形成する。上記牽伸システムにおいて作成された繊維スライバは次に、ファネル・ホィール(巻取器プレート)によりケンス内に投入される。上記コーミング機械の複数個のコーミング・ヘッドは各々、送給デバイスと、枢動的に取付けられた固定位置のニッパ・アセンブリと、上記ニッパ・アセンブリにより供給された繊維タフトを梳き取り処理するコーム・セグメントを有すると共に回転可能に取付けられた円形のコーム(comb)と、頂部コームと、梳き取り処理された繊維タフトを上記ニッパ・アセンブリから剥ぎ取る固定位置の剥ぎ取りデバイスとを有する。此処で、上記ニッパ・アセンブリに対して供給されたラップ・リボンは、送給シリンダを介して剥ぎ取りローラ対へと送給される。開かれたニッパから突出する繊維タフトは、コーミングされたスライバ・ウェブまたは繊維ウェブの後端部上へと受け渡されることから、該繊維タフトは、上記剥ぎ取りローラの順方向回転により該剥ぎ取りローラの挟持ニップに進入する。上記ラップ・リボンの保持力により保持されない繊維、または、上記ニッパにより保持されない繊維は、上記ラップ・リボンの複合体から剥ぎ取られる。この剥ぎ取り操作の間において、上記繊維タフトは頂部コームのニードルにより付加的に引張られる。上記頂部コームは、剥ぎ取られた繊維タフトの後側部分を梳き取り処理すると共に、ネップ、夾雑物などの引き止めも行う。構造的な条件において可動ニッパ・アセンブリと可動剥ぎ取りローラとの間においてスペースを必要とする上記頂部コームは、該コームを通して空気を送ることにより定常的に清浄化されねばならない。また上記頂部コームは、上記繊維スライバ内への穿刺および該繊維スライバからの離脱のために駆動されねばならない。最後に、この律動の部位における清浄化の効果は、最適には及ばない。ラップ・リボンと上記剥ぎ取りローラの剥ぎ取り速度との間の速度の差の故に、剥ぎ取られた繊維タフトは特定の長さへと引出される。上記剥ぎ取りローラ対には、案内ローラ対が追随する。この剥ぎ取り操作の間において、剥ぎ取られた又は引きちぎられた繊維束の前端部は、繊維ウェブの後端部と重ね合わされ又は二重化される。上記剥ぎ取り操作および継ぎ合わせ操作が終了すると直ちに、上記ニッパは後側位置へと復帰し、この後側位置において該ニッパは閉じられると共に、該ニッパは、梳き取り処理のための円形コームのコーム・セグメントに対し、該ニッパから突出する繊維タフトを呈示する。次に上記ニッパ・アセンブリがその前側位置へと再び戻る前に、上記剥ぎ取りローラおよび上記案内ローラは反転運動を行うことから、上記繊維ウェブの後端部は特定量だけ後方に移動される。このことは、継ぎ合わせ操作のために必要な重なり合いを達成するために必要とされる。この様にして、繊維材料の機械的コーミングが行われる。そのコーミング機械の不都合は特に、多数の機器が必要とされ且つ時間当たりの製造速度が低いことである。8個の個別のコーミング・ヘッドが在るが、それらは合計で、8個の送給デバイス、8個の固定位置ニッパ・アセンブリ、コーム・セグメントを備えた8個の円形コーム、8個の頂部コーム、および、8個の剥ぎ取りデバイスを有している。特定の問題は、各コーミング・ヘッドの動作の不連続様式である。更なる不都合は大きな質量の加速および反転移動から帰着するものであり、大きな動作速度が許容されない結果となる。最後に、機械の振動が相当程度である結果、コーミング済みスライバの投入が不規則になる。更に、下側のニッパ・プレートのニッパ唇部と取外しシリンダの挟持点との間の隔たり即ち距離は、構造的かつ空間的に制限される。上記繊維束を運び去る上記剥ぎ取りローラおよび上記案内ローラの回転速度は、上流の低速なコーミング・プロセスに対して整合されると共に、該プロセスにより制限される。更なる不利益は、各繊維束が、上記剥ぎ取りローラ対により且つ引き続いて上記案内ローラ対により、挟持され且つ搬送されることである。上記挟持点は上記剥ぎ取りローラおよび上記案内ローラの回転の故に定常的に変化し、すなわち、挟持を行う上記ローラと繊維束との間には定常的な相対運動が在る。全ての繊維束は、ひとつの固定位置における剥ぎ取りローラ対と、ひとつの固定位置における案内ローラ対とを連続して通過すべきであり、このことは、製造速度に関して更に相当の制限を呈する。個々のニッパ・アセンブリは、夫々が電気モータを備えたクランク機構に対して駆動接続される。各電気モータは制御ラインにより制御ユニットSTに対して接続され、該ユニットを介して個々のモータは制御される。上記円形コームの駆動に対して各電動駆動器を連携調整させるために、上記ラインを介して上記制御ユニットに対して接続されたセンサが配備される。このセンサの機能は、上記円形コームのシャフトの特定の角度的位置を検出すると共に、これを上記制御ユニットSTに対して伝えることである。故に、該当する各モータに対しては上記制御ユニットSTを介して適切な制御パルスを出力し得ることから、一方では、上記コーミング・セグメントは所定の時点において繊維タフトを梳き取り処理し、他方では、上記剥ぎ取りローラ対または搬送ローラ対の回転運動はニッパ運動と整合される。各コーミング・ヘッドに対しては、制御される数台の駆動デバイスが存在することから、設備に関する負担は相当に大きい。これに加え、上記装置は各駆動デバイスの制御に関して制限されている。
【0004】
【特許文献1】欧州特許出願公開第1586682号明細書
【発明の開示】
【発明が解決しようとする課題】
【0005】
故に、本発明の基礎となる課題は、冒頭部にて記述された種類の装置であって、言及された不都合を解消すると共に、特に簡素な手法で、時間当たりに生産される量(生産性)を相当に増大し得ると共に優れたコーミング済みスライバを実現し得るという装置を提供するに在る。
【課題を解決するための手段】
【0006】
この課題は、請求項1の特徴部分の特徴により解決される。
梳き取り処理されるべき繊維束を挟持して移動させる機能を少なくとも2つの回転ローラ上で実現することにより、公知の装置と異なり、大きな質量の加速および反転運動なしで、大きな運転速度(ニップ速度)が達成される。特に、動作の様式は連続的である。高速のローラが使用されたときには時間当たりの製造速度(生産性)が相当に高められるが、これは、従前の技術範囲では可能とは思われていなかった。更なる利点は、複数の挟持デバイスを備えた上記ローラの回転的な回転運動の結果、複数個の繊維束が単位時間当たりに第1ローラおよび第2ローラに対して異例な速さを以て供給されるということである。特に上記各ローラの大きな回転速度によれば、生産量が相当に増大され得る。
【0007】
繊維束を形成するために、送給ローラにより前方に押し出された繊維スライバは、一端にて挟持デバイスにより挟持され、旋回ロータの回転運動により剥ぎ取られる。挟持された端部は短繊維を含み、自由領域は長繊維から成る。長繊維は送給ニップにおいて挟持された繊維材料から分離力により引き出され、短繊維は、上記送給ニップにおける保持力により後に残る。引き続き、繊維束が旋回ロータからコーミング・ロータ上へと移行されるときに繊維束の各端部は反転され、上記コーミング・ロータ上の挟持デバイスは長繊維の端部を把持して挟持することから、短繊維を備えた領域は上記挟持デバイスから突出し且つ露出して位置することにより、梳き取り処理され得る。
【0008】
公知の装置と異なり、上記繊維束は、複数の挟持デバイスにより保持され且つ回転下で搬送される。故に特定の挟持デバイスにおける挟持点は、各繊維束が上記第1および第2ローラへと移行されるまで、一定のままである。また、挟持デバイスと繊維束との間の相対運動は、繊維束が第1または第2ローラにより把持されてから更に挟持が解除される後まで、開始しない。各繊維束に対して複数の挟持デバイスが夫々利用可能であることから、まさに単一の供給デバイスから帰着する不都合な時間遅延なしで、特に好適な様式で、繊維束は相次いで迅速に連続して第1および第2ローラに対して供給され得る。特定の利点は、上記第1ローラ(旋回ロータ)上に供給された繊維束が連続的に搬送されることである。上記繊維束、および、協働する挟持要素の速度は同一である。上記挟持要素は、搬送される繊維材料の方向における移動の間に閉成かつ開成する。上記少なくとも1つの第2ローラ(コーミング・ロータ)は、上記少なくとも1つの第1ローラ(旋回ロータ)の下流に配置される。本発明に係る上記装置を参照すると、相当に大きな生産性が達成される。本発明を参照すると、上記ロータ・コーミング機械に対する調整/制御システムが存在し、関連するプロセス変数が検出かつ評価され得る。決定された実際の値は、必要な所望値を満足すべく適合化され得る。更に、特定のプロセス・パラメータは、たとえば生産量に依存して一定の製品品質により最適な操業コストが達成され得、または、たとえば製品品質は同一のままで生産高が高められ得る如き様式で調整され得る。更なる特定の利点は、オンライン監視およびデータ獲得により、プロセスに対して最適に適合されたプロセス制御の構成が可能とされるということである。
【0009】
本発明の更なる利点は特に以下の如くである。
(1)品質システムにおいて統計的なデータ評価が可能である。
(2)プロセス全体として、且つ、個々のプロセス変数に関して最適化が可能とされる。これはたとえば、原料の節約、操業コストの低減、品質の向上、材料に適合された機械設定である。
【0010】
(3)所望値からの可能的な変動は、検出され得ると共に、手動的に、または、制御/調整システムにより変更され得る。
(4)不適切な設定および障害的な機械部品の検出および排除。
【0011】
(5)機械パラメータを適切に変更することにより、プロセスにおけるたとえば送給量変動などの変動を均一化すること。
(6)その目的のために、個々の駆動器の場合には、調節に対して多くの可能性が在る。
【0012】
(7)たとえばコーミングされたスライバの生産のためのダブルヘッド・ロータ・コーミング機械などの複数のロータ・コーミング・ユニットの場合、上記の測定および調整ユニットは、2つのコーミング・ユニットの機能的要素に対して振り分けられ得る。各コーミング・ユニット間の変動が検出かつ均一化され得ると共に、材料送給物の消尽に向けた同時的な作動停止が実現され得る。
【0013】
(8)データ獲得が行われる時間の単位が所望に応じて固定され得ると共に、各値は異なる時的間隔にて決定され得る。
(9)保守管理、特に針布の管理。
(10)繊維の損傷の回避(力の測定)。
【0014】
請求項2〜62は、本発明の好適な発展例を包含する。
【発明を実施するための最良の形態】
【0015】
本発明は、図面中に示された好適実施例に関して以下に相当に詳細に記述される。
図1を参照すると、コーミング前処理機1は、スライバの送給を受け且つラップを吐出する紡績機械と、相互に平行に配置された2個の送給テーブル4a、4b(軸架)とを有し、送給テーブル4a、4bの各々の下方には(不図示の)繊維スライバを収容する2列のケンス5a、5bが配置されている。ケンス5a、5bから引き出された繊維スライバは方向変更の後、相次いで配置されたコーミング前処理機1の2台の牽伸システム6a、6bへと進行する。牽伸システム6aから、形成された繊維スライバ・ウェブは、ウェブ・テーブル7上を案内され、且つ、牽伸システム6bの吐出口にては、相互に重ねて布置されると共に該システムにおいて作製された繊維スライバ・ウェブと束ねられる。牽伸システム6aおよび6bの夫々により、複数本の繊維スライバは組み合わされてラップを形成すると共に一体的に牽伸される。(実施例においては2枚のラップが示されるという)牽伸された複数のラップが、相互に重ねて載置されることでダブリングされる。その様に形成されたラップは、下流のロータ・コーミング機械2の供給デバイス(送給要素)へと直接的に導入される。繊維材料の流れは中断されない。コーミングされた繊維ウェブは、ロータ・コーミング機械2の吐出口にて吐出され、ファネルを通過してコーマ・スライバを形成し、且つ、下流のスライバ投入デバイス3へと投入される。参照符号Aは、動作方向を表す。
【0016】
ロータ・コーミング機械2とスライバ投入デバイス3との間には、オートレベラ牽伸システム50(図2を参照)が配置され得る。これにより、上記コーマ・スライバは牽伸される。
【0017】
更なる構成を参照すると、1台より多いロータ・コーミング機械2が配備される。もし例えば2台のロータ・コーミング機械2aおよび2bが存在するなら、吐出された2本のコーマ・スライバ17は、下流のオートレベラ牽伸システム50を一体的に通過すると共に、牽伸された1本のコーマ・スライバとしてスライバ投入デバイス3へと投入され得る。
【0018】
スライバ投入デバイス3は回転する巻取器ヘッド3aを備え、該ヘッドによりコーマ・スライバは、ケンス3b内に、または、ケンス無しスライバ・パッケージの形態(不図示)で投入載置され得る。
【0019】
図2は、送給ローラ10および送給トラフ11を備える供給デバイス8と、第1ローラ12(旋回ロータ)と、第2ローラ13(コーミング・ロータ)と、取出しローラ14を備える取出しデバイス9と、周回するカード頂部コーミング・アセンブリ15とを有するロータ・コーミング機械2を示している。ローラ10、12、13および14の回転方向は夫々、湾曲矢印10a、12a、13aおよび14aにより示される。到来する繊維ラップは参照番号16により表されると共に、吐出された繊維ウェブは参照番号17により表される。ローラ10、12、13および14は、相次いで配置される。矢印Aは動作方向を表している。
【0020】
第1ローラ12はその外周縁の領域において、該ローラ12の幅に亙り延在する複数個の第1挟持デバイス18(図3参照)であって各々が上側ニッパ19(把持要素)と下側ニッパ20(対向要素)とから成るという複数個の第1挟持デバイス18を備えている。ローラ12の中心点もしくは枢動軸心を向く上記上側ニッパの一端領域において、各上側ニッパ19は、ローラ12に対して取付けられた枢動軸受24a上に回転可能に取付けられる。下側ニッパ20は、固定されまたは移動可能とされ得るべくローラ12上に取付けられる。上側ニッパ19の自由端部は、ローラ12の周縁部に臨む。上側ニッパ19および下側ニッパ20は、それらが繊維束16、301、302を把持(挟持)し且つそれを解放する様に協働する。
【0021】
第2ローラ13はその外周縁の領域において、該ローラ13の幅に亙り延在する複数個の二部材式挟持デバイス21(図3参照)であって各々が上側ニッパ22(把持要素)と下側ニッパ23(対向要素)とから成るという複数個の二部材式挟持デバイス21を備えている。ローラ13の中心点もしくは枢動軸心を向く上記上側ニッパの一端領域において、各上側ニッパ22は、ローラ13に対して取付けられた枢動軸受24b上に回転可能に取付けられる。下側ニッパ23は、固定され又は移動可能とされ得るべくローラ13上に取付けられる。上側ニッパ22の自由端部は、ローラ13の周縁部に臨む。上側ニッパ22および下側ニッパ23は、それらが繊維束302、303を把持(挟持)し且つそれを解放する様に協働する。ローラ12の場合、送給ローラ10と第2ローラ13との間におけるローラ周縁部の回りで各挟持デバイス18は閉じられ(それらは一端にて(不図示の)繊維束を挟持し)、且つ、第2ローラ13と送給ローラ10との間におけるローラ周縁部の回りで各挟持デバイス18は開かれる。ローラ13において、第1ローラ12とドッファ14との間におけるローラ周縁部の回りで各挟持デバイス21は閉じられ(それらは一端にて(不図示の)繊維束を挟持し)、且つ、ドッファ14と第1ローラ12との間におけるローラ周縁部の回りで各挟持デバイス21は開かれる。参照番号50は、たとえばオートレベラ牽伸システムなどの牽伸システムを表している。牽伸システム50は好適には、巻取器ヘッド3aの上方に配置される。参照番号51は、たとえばコンベア・ベルトなどの、駆動されて上昇するコンベアを表している。搬送目的に対しては、上方へと傾斜された板金などを使用することも可能である。
【0022】
図3を参照すると、2個のカム・ディスク25および26が配備され、該ディスクの回りにて、第1挟持デバイス18を有するローラ12と第2挟持デバイス21を有するローラ13とは夫々、矢印12aおよび13aの方向に回転される。積載された上側ニッパ19および22は、カム・ディスク25、26の外周縁とローラ12、13の内側円筒状表面との間の中間スペース内に配置される。カム・ディスク25および26の回りにおけるローラ12および13の回転により、上側ニッパ19および22は枢動軸心24aおよび24bの回りで回転される。その様にして、第1挟持デバイス18および第2挟持デバイス21の開閉は実施される。
【0023】
図4を参照すると、たとえばマイクロプロセッサを備えたマイクロコンピュータなどの電子的制御/調整デバイス42(機械およびシステムの制御手段)が配備され、該デバイスに対しては特に、ロータ・コーミング機械2のローラ10、12、13、14、および、周回するカード頂部アセンブリ15(案内ローラ15a)に対する電気モータなどの駆動デバイス43、44、45、46、47が接続される。参照番号48は入力デバイスを表し且つ参照番号49は表示デバイスを表す。好適には、コーミング前処理機1、牽伸システム50、コンベア・ベルト51と、スライバ投入デバイス3とに対する駆動デバイスも接続される(不図示)。
【0024】
ローラ12および13が共通ギヤにより駆動される限りにおいて、該共通ギヤに対する駆動モータは制御/調整デバイス42に対して接続される。
【0025】
たとえば、上記送給ローラに対する円周速度は約0.2〜1.0m/秒であり、第1ローラ12に対しては約2.0〜6.0m/秒、第2ローラ13に対しては約2.0〜6.0m/秒、上記ドッファに対しては約0.4〜1.5m/秒、および、上記周回するカード頂部アセンブリに対しては約1.5〜4.5m/秒である。第1ローラ12および第2ローラ13の直径は、たとえば約0.3m〜0.8mである。
【0026】
本発明に係る装置の動作モードおよび動作シーケンス
(1)ラップ調製
複数本のスライバが組み合わされることでラップ16が形成され、一体的に牽伸される。複数枚のラップ16は、相互に重ねて載置されることでダブリングされ得る。結果的なラップ16は直接的に、ロータ・コーミング機械2の送給要素10内に導入される。材料の流れは、巻回ラップを形成することにより中断されることはない。
【0027】
(2)送給
フラット・コーミング機械と異なり、上流のラップ16はコンベア要素により連続的に送給される。送給される量は、第1ロータ12(旋回ロータ)のニッパ18(反転ニッパ)の2度の閉じ時点の間において搬送されるラップ16の長さにより決定される。
【0028】
(3)挟持1
ラップ16から外方に突出して整列された繊維タフトは、第1ロータ12(旋回ロータ)の挟持デバイス18(反転ニッパ)により挟持される。第1ロータ12の挟持デバイス18は、摘出機能を前提とする。
【0029】
(4)摘出
反転ニッパ18が自身上に配置された旋回ロータ12の回転の結果として、挟持された繊維タフトは送給されたラップから摘出されるが、反転ニッパ8により挟持されないラップ16における繊維は保持される様に、ラップ16に作用する保持力が必要とされる。上記保持力は、送給手段のコンベア要素により、または、送給トラフもしくは頂部コームの如き付加的手段により付与される。上記保持力を生成する上記要素は、頂部コームの機能を前提とする。
【0030】
(5)挟持2
繊維タフトは、整列されると共に、第2ロータ13(コーミング・ロータ)の挟持デバイス21(コーミング・ニッパ)へと移送される。コーミング・デバイス21が閉じる時点における上記反転ニッパの挟持線と上記コーミング・ニッパの挟持線との間の距離により、上記隔たりが決定される。
【0031】
(6)コーミング
コーミング・ニッパ21から外方に突出する繊維タフトは、挟持されていない繊維であってコーミングにより排除される繊維を包含する。
【0032】
(7)継ぎ合わせ
梳き取り処理された繊維タフト303は、取出しローラ14上に載置される。吸引により作用される取出しローラ14の表面であって空気透過性である表面によれば繊維タフトは、取出しローラ14上に載置されて緊張延伸される。各繊維タフトは相互に重ねて載置され、屋根瓦の様式で重なり合い、繊維部分304のウェブを形成する。
【0033】
(8)ウェブ取り外しおよびコーマ・スライバの形成
ウェブ17は、吸引により影響されない取出しローラ14上の箇所にて該ローラから取り外されると共に、ファネル34内へと案内される。
【0034】
(9)コーマ・スライバ処置
結果的なコーマ・スライバはダブリングかつ牽伸され得る(牽伸システム50)と共に、次に、たとえば巻取器3aによりケンス3b内へと投入載置され得る。
【0035】
図5を参照すると、送給デバイス8は、方向10aに回転する低速の送給ローラ10と、スプリング27により負荷された送給トラフ11とを備えている。送給トラフ11は、固定位置軸受28の回りで回動すべく取付けられると共に、矢印B、Cの方向に可動である。送給トラフ11に対しては、たとえば誘導式変位センサ、近接センサなどの、変位に対する測定要素(変位センサ29)が組み合わされる。この様にして、送給トラフ11と送給ローラ10との間におけるラップ厚みを例えば変位センサ29により確認することにより繊維材料送給量のCV値を検出し得る。
【0036】
図6を参照すると、たとえば駆動モータなどの駆動要素30に対しては、旋回ロータ12のためのトルクセンサ31が組み合わされる。この様にして、材料送給物から旋回ロータ12のニッパ19、20により送給タフトを分離する際の分離力の決定は、トルク検知により実施される。
【0037】
図7を参照すると、継ぎ合わせローラ14に対し、または、より正確には該継ぎ合わせローラ14上のコーミング済み繊維材料304に対し、たとえばEP0738792Aに対応するセンサ32が組み合わされる。これにより、継ぎ合わせローラ14上のウェブ304におけるネップ、種子殻の小片、および、他の不都合な粒子のオンライン測定が可能である。
【0038】
図8を参照すると、旋回ロータ12およびコーミング・ロータ13に対する軸受要素33I、33IIに対しては、たとえば2つの部分34a、34bを備える誘導式近接始動器などの変位センサ34が組み合わされる。この様にして、コーミング・ロータ13と旋回ロータ12との間の距離測定(距離a)が可能である。距離センサ34は調整/制御デバイス42(図9参照)に対して電気的に接続される。
【0039】
図9は、たとえばマイクロプロセッサを備えたマイクロコンピュータなどの調製/制御ユニット42に対して接続された測定要素およびアクチュエータと共に上記ロータ・コーミング機械を概略的に示している。ケンス35a、35b、35cから送給ローラ10に対して供給されるスライバ送給物が配備される。
【0040】
図10を参照すると、図9と対照的に巻回ラップ36による送給が行われ、該巻回ラップからは繊維材料が送給ローラ10に対して供給される。巻回ラップ・デバイスに対する(不図示の)駆動デバイスは、制御ライン37を介して調製/制御ユニット42(図9参照)に接続される。
【0041】
図11を参照すると、継ぎ合わせローラ14(図12参照)の下流には、繊維スライバ用ファネル39と2つの吐出ローラ40a、40bとを備えるスライバ形成ユニット38が配設される。吐出ローラ40aは、スプリング51による荷重下で偏向可能である。吐出ローラ40aのための支持要素52に対しては、制御ユニット43を介して調整/制御デバイス42に接続された例えば誘導式変位センサなどの変位センサ41が組み合わされる。この様にして、(不図示の)コーミング済み繊維材料の厚みが決定される。
【0042】
測定対象変数および制御変数(および測定要素およびアクチュエータ):
到来する材料の監視。巻回ラップ監視、または、スライバ送給およびスライバ破断を伴う場合における個々のスライバ監視、および、消尽に向けた巻回ラップの作動停止および消尽に向けたケンス作動停止の監視。消尽に向けた巻回ラップの作動停止は、たとえば、光線の反射を利用し、または、巻回ラップ用木管の重量に対する巻回ラップの重量の計量差を利用して決定される。
【0043】
送給材料の監視に関する制御変数:
材料送給物が不在の場合の機械停止。
ロータ・コーミング機械は2つのアセンブリを備える。夫々のコーミング・ヘッドの巻回管および個々の駆動器上での残存重量が異なっていても、たとえば、異なる製造速度により夫々の巻回ラップの消尽に向けた同時的な作動停止を実現し、且つ、引き続いて自動的なラップ交換と組み合わされたブロック切換えを実施することができる。
たとえば送給トラフ11と送給ローラ12との間の送給ユニットにおけるラップ厚みの確認であって、たとえば変位センサ(図4)による、または、巻回ラップ送給の場合には時点Aと時点Bとの間における送給重量の差によるラップ厚みの確認による、材料送給物のCV値の決定。スライバ送給の場合、CV値の決定は、たとえばスライバ取入口における測定ファネルなどの測定デバイスにより、または、マイクロ波を用いて実施され得る。
【0044】
材料送給物におけるCV値の変動に関する制御変数:
送給量の変更。
たとえば、継ぎ合わせローラ14とウェブ取出し箇所との間における牽伸レベルの変更による、および、均一化を伴う牽伸システム50を用いる場合には牽伸システムによる牽伸レベルの変更による、全体的な牽伸レベルの変更。
入力質量および出力質量の決定、および、これらの量に基づくコーマ落ち率(comber waste percentage)の計算。入力質量は、たとえば送給トラフ11と送給ユニット10との間におけるラップ厚みを測定すると共に、上記送給ユニットにおけるラップ重量を決定することにより確認され得る。スライバ送給の場合、入力質量の測定は、スライバ取入口における測定ファネルなどの測定デバイスにより、または、マイクロ波を用いて代替的に実施され得る。出力質量を決定するために、均一化を伴う牽伸の場合には牽伸システム50の上流の信号が記録され、且つ、均一化のない牽伸システムの場合、たとえばコーミング済みスライバ質量が記録される。
放出されたコーマ屑(comber waste)の質量流量測定を用いたコーマ落ち率の決定。
【0045】
コーマ落ち率を変更するための制御変数:
隔たり(旋回ロータ12とコーミング・ロータ13との間の距離)(図8参照)の調節。
コーミング・デバイス15の設定(たとえば、各コームの間隔、各コームの表面構成、針布角度など)の変更。
送給量の変更。
送給デバイス8と旋回ロータ12との間の剥ぎ取り距離の変更。
送給トラフ11の挟持力の決定。
【0046】
送給トラフ11の挟持力を変更するための制御変数:
送給トラフ11のニップ形状寸法の変更。
トラフ負荷の変更。
たとえば、材料送給物から旋回ロータ12のニッパにより送給タフトを分離する際の分離力に関するトルク検知(図6)もしくは張力検知による決定。
【0047】
分離力を変更するための制御変数:
(たとえば、最大分離力が超過されたとき、ニップ速度を減少することによる)ニップ速度、製造速度の適合化。
所望の分離力を達成するための、送給量の適合化、または、送給ユニット8から旋回ロータ12までの距離の適合化。
たとえば圧力センサ(この点に関しては図12参照)による、旋回ロータ12における、上記コーミング・ロータにおける、上記継ぎ合わせローラにおける、存在するならば送給ローラにおける、コーミング要素におけるなどの、減圧の決定。
【0048】
減圧の測定に基づく制御変数:
たとえば、所定材料に対し、生産高に対し、ニップ速度に対するなどして適合された設定減圧の詳細適合化。その成果は、操業コストの低減、および、所定材料に対して最適な可能的様式で適合された減圧設定である。
たとえば、コーミング要素に対する最適な材料送給、継ぎ合わせローラ14からのウェブの分離などのために、旋回ロータ12に対するタフト送給の間、送給タフトの助力式分離の間における噴射圧力の決定。
【0049】
空気噴射圧力の測定に基づく制御変数:
たとえば、所定材料に対し、生産高に対し、ニップ速度に対するなどして適合された設定圧力の詳細調節。これは、操業コストの低減、および、所定材料に対して最適な可能的様式で適合された噴射圧力設定に帰着する。
所定材料のコーミングの間に生ずる力の測定。
【0050】
コーミング力を変更するための制御変数:
確認されたコーミング力に依存した製造速度の適合化。
コーミング・ロータ13に関するコーミング要素15の相対速度の変更。
たとえば針布構成、または、針布角度などのコーム表面構成の変更。
(挟持された繊維タフトを有する)コーミング・ロータ12とコーミング・デバイス15との間の間隔の変更。
たとえば、継ぎ合わせローラ14(図7)上、または、継ぎ合わせローラ14に隣接する領域のウェブにおけるネップ、種子殻の小片、または、他の不都合な粒子のオンライン測定(測定システムNCTに対応)。
【0051】
ネップ、種子殻の小片、および、不都合な粒子に対する値を変更するための制御変数:
コーミング・デバイス15の設定内容(各コームの間隔、各コームの表面構成、コーミング・ロータ13に関する各コーミング要素の相対速度など)の変更。
製造速度の変更。
たとえば、隔たりの調節および送給量の調節などによるコーマ落ち率の変更。
コーミング済みスライバのCV値の測定。
【0052】
コーミング済みスライバのCV値を変更するための制御変数:
送給量の変更。
取出し速度の変更。
たとえば、継ぎ合わせローラ14とウェブ取出し箇所との間における牽伸レベルの変更による、および、均一化を伴う牽伸システム50を用いる場合には牽伸システムによる牽伸レベルの変更による、全体的な牽伸レベルの変更。
たとえば、ラップ切換え時またはスライバ破断の後における機械の作動開始および作動停止の間において、牽伸レベルは適合化されることで、たとえば一定のコーミング済みスライバ品質が確保され得る。
コーミング・ロータ13から継ぎ合わせローラ14への繊維タフトの移行時における重なり合いの程度の変更。
同一方向の継ぎ合わせと逆方向の継ぎ合わせとの間の変更。
送給材料に関するスライバ監視/スライバ破断監視。
【0053】
スライバ監視に関する制御変数:
スライバ破断の場合における機械停止。
たとえば、コーミング・ロータと旋回ロータとの間(図8)、コーミング・デバイス15とコーミング・ロータ13との間、継ぎ合わせローラ14とコーミング・ロータ13との間、送給ローラ10と旋回ロータ12との間などの、相互に関する特定要素同士の間の距離測定は、誘導式近接スィッチまたは変位センサ(図8参照)により実現される。
【0054】
距離測定に関する制御変数:
たとえばコーミング・デバイス15、継ぎ合わせローラ14、コーミング・ロータ13および送給ローラ10などの要素は、厳密に事前決定された量により自動的に調節され得る。これにより、たとえば、コーマ落ち率が特に影響され得る。調節は(不図示の)モータにより行われる。
上述の調整/制御システムによるロータ・コーミング機械の表現は、図9および図10に示される。此処で、ロータ・コーミング機械に対しては巻回ラップ(図10)またはスライバ(図9)が送給される。
【0055】
図12を参照すると、挟持デバイス19、20および22、23を夫々備えて回転可能に取付けられたローラ12および13は夫々付加的に吸引チャネル52および56(吸引開口)を備え、これらのチャネルは、供給デバイス8とローラ12との間の吐出の領域において、且つ、ローラ12および13の間における吐出の領域において、搬送されつつある繊維の整列および移動に影響する。その様にして、供給デバイス8から第1ローラ12上への繊維材料の取り込みのための時間、および、第2ローラ13に対する繊維材料の吐出のための時間は相当に短縮されることから、ニップ速度は増大され得る。吸引開口52、56は夫々、ローラ12および13内に配置され、それらのローラと共に回転する。各挟持デバイス19、20および22、23(ニッパ・デバイス)に対しては、少なくとも一個の吸引開口が組み合わされる。吸引開口52、56は各々、把持要素(上側ニッパ)と対向要素(下側ニッパ)との間に配置される。ロータ12、13の内部には、吸引開口52、56における吸引流により夫々生成された減圧領域53〜55および57〜59が在る。上記減圧は、流れ生成機に対する接続により生成され得る。個々の吸引開口52、56における吸引流は、該吸引流がローラ円周部上の特定の選択的角度位置においてのみ適用される様に、減圧領域と吸引開口との間において切換えられ得る。上記切換えの目的で、対応する角度位置において開口55および59を夫々備えたバルブもしくはバルブ管54、58が使用され得る。上記把持要素(上側ニッパ)の移動によれば、吸引流の解除も達成され得る。更に、対応する角度位置においてのみ減圧の領域を配置し得る。
【0056】
付加的に、供給デバイス8の領域および/または各ローラ間の移送の領域においては、送風流が提供され得る。送給ローラ10の内側には送風流の供給源(送風ノズル39)が配置されると共に、該供給源は、上記供給デバイスの空気透過性表面または空気通路の開口を介し、上記第1ローラの方向において外側に向かう作用を有する。同様に、供給デバイス8の領域において、送出される空気流を生成する上記要素は、該供給デバイス8の直下または直上において固定的に配置され得る。ローラ12、13間の移送の領域において、送出空気流源は、各ニッパ・デバイスの直下もしくは直上にて第1ローラ12の周縁部に配置され得る。送出空気を生成するために、圧縮空気ノズルまたは空気ブレードが使用され得る。
【0057】
吸引流Bは、供給デバイス8の領域において、案内だけでなく、ラップと、摘出されるべきタフトとの間の分離プロセスにも好適に影響して該プロセスを短縮化し得る。
【0058】
付加的な空気案内要素60および側方遮蔽体61、62の配備の結果として、上記流れの方向は影響され得ると共に、各ロータにより回転して巻き込まれた空気が分離され得る。その様にして、整列に対する時間が更に短縮化され得る。特に、第1ロータ12と供給デバイス8との間においてラップの全体に亙る遮蔽要素、および、上記ローラの各側における遮蔽要素は、有効であることが判明している。
【0059】
梳き取り処理された繊維部分303は、第2ローラ13から継ぎ合わせローラ14上へと通過する。
【0060】
本発明に係る上記ロータ・コーミング機械の使用に際し、梳き取り処理されるべき繊維材料の機械的コーミングが行われ、すなわち、コーミングのために機械的手段が用いられる。コーミングされるべき繊維材料の空気圧的コーミングは無く、すなわち、たとえば吸引および/または送出空気流などの空気流は使用されない。
【0061】
本発明に係る上記ロータ・コーミング機械においては、中断なしで迅速に回転すると共に挟持デバイスを有するローラが存在する。中断され乍ら回転され、段階的に回転され、または、静止状態と回転状態との間で交互変化し乍ら回転するというローラは使用されない。
【図面の簡単な説明】
【0062】
【図1】コーミング前処理デバイスと、ロータ・コーミング機械と、スライバ投入デバイスとを備えて繊維材料をコーミングするデバイスの概略的斜視図である。
【図2】2個のローラを有する本発明に係るロータ・コーミング機械の概略的側面図である。
【図3】2個のカム・ディスクを有する図2に係るロータ・コーミング機械の斜視図である。
【図4】コーミング前処理デバイス、ロータ・コーミング機械およびスライバ投入デバイスに対する電子的制御/調整デバイスのブロック回路図である。
【図5】送給ローラとスプリング負荷された送給トラフとを備えると共に変位センサが組み合わされた送給デバイスを示す図である。
【図6】トルクセンサが組み合わされた駆動ユニットを備えた旋回ロータを示す図である。
【図7】継ぎ合わせローラ上のコーミング済み繊維ウェブにおけるネップ、種子殻の小片、および、他の不都合な粒子のオンライン測定のための該継ぎ合わせローラ上の測定要素を示す図である。
【図8】旋回ロータとコーミング・ロータとの間の距離を測定する距離センサを示す図である。
【図9】調整/制御デバイスに対して接続されたスライバ送給デバイス、測定デバイスおよび起動デバイスを備えた図2に係るロータ・コーミング機械を示す図である。
【図10】図2に係るロータ・コーミング機械の巻回ラップ送給を示す図である。
【図11】コーミング済み繊維材料の厚みに対する測定デバイスを備えたスライバ形成ユニットを示す図である。
【図12】挟持デバイスに対して吸引デバイスが組み合わされた図2におけるのと同様のロータ・コーミング機械を示す図である。
【符号の説明】
【0063】
8 供給デバイス/送給ユニット
9 取出しデバイス
10 送給ローラ/送給要素
11 送給トラフ
12 第1ローラ/旋回ロータ
13 第2ローラ/コーミング・ロータ
16 繊維ラップ/繊維束
18 第1挟持デバイス
19 上側ニッパ/挟持デバイス
20 下側ニッパ/挟持デバイス
21 第2コーミング・デバイス
22 上側ニッパ
23 下側ニッパ
29 変位センサ
301 繊維束
302 繊維束
303 繊維タフト
304 ウェブ
31 トルクセンサ
34 変位センサ/距離センサ
34a,34b 部分
38 スライバ形成ユニット
41 変位センサ
42 電子的制御調整デバイス
【特許請求の範囲】
【請求項1】
特にコーミング・デバイスである繊維分類デバイスに対して供給手段により供給された織物繊維から成る繊維束を特にコーミングのために繊維分類もしくは繊維選択する装置であって、繊維束の自由端部から所定距離にて該繊維束を挟持する挟持デバイスが配備され、たとえば短繊維、ネップ、塵埃などの如き非挟持構成要素を上記自由端部から解して除去するために上記繊維束の上記挟持部位から上記自由端部にかけてコーミング作用を生成する機械的手段が存在し、コーミングされた繊維材料を取出すために取出し手段が存在し且つ制御デバイスに対しては複数の駆動デバイスが接続されるという装置において、
上記供給手段(8;10、11)の下流には、繊維束(16;301〜303)に対する挟持デバイス(18、19、20;21、22、23)を備えると共に回転可能に取付けられた少なくとも2つのローラ(12;13)が配置され、
上記挟持デバイスは、上記各ローラの周縁部の領域において離間されて分布されており、且つ、
測定された値を処理し得る制御/調整デバイス(42)であって夫々の場合に少なくとも1つの機能を実施すべく接続された要素(30;43〜47;49)に対して電気信号を発し得るという制御/調整デバイス(42)に対しては、機械関連値および繊維関連の技術的な値を検出するための測定対象値センサ(29、31、32;34、34a、34b;41)が接続されることを特徴とする装置。
【請求項2】
前記接続された要素はアクチュエータであることを特徴とする請求項1記載の装置。
【請求項3】
前記接続された要素は表示デバイスであることを特徴とする請求項1または2に記載の装置。
【請求項4】
前記接続された要素は操作デバイスであることを特徴とする請求項1〜3の何れか1項に記載の装置。
【請求項5】
前記接続された要素は監視デバイスであることを特徴とする請求項1〜4の何れか1項に記載の装置。
【請求項6】
前記測定対象値センサは、前記電子的制御/調整デバイスに接続されたアナログ/デジタル変換器に対して接続されることを特徴とする請求項1〜5の何れか1項に記載の装置。
【請求項7】
前記電子的制御/調整デバイスはメモリを備えたマイクロプロセッサを含む請求項1〜6の何れか1項に記載の装置。
【請求項8】
前記電子的制御/調整デバイスに対しては目標値デバイスが組み合わされることを特徴とする請求項1または7に記載の装置。
【請求項9】
前記電子的制御/調整デバイスは、各アクチュエータに対して接続されたデジタル/アナログ電力変換器に対して接続されることを特徴とする請求項1〜8の何れか1項に記載の装置。
【請求項10】
前記アナログ/デジタル変換器は前記電子的制御/調整デバイスにより制御可能であることを特徴とする請求項1〜9の何れか1項に記載の装置。
【請求項11】
前記測定対象値センサの実際値の信号は、前記マイクロコンピュータのデータメモリ内へと入力されるべく構成されることを特徴とする請求項1〜10の何れか1項に記載の装置。
【請求項12】
前記データメモリに対しては、内部および外部の制御プロセスのための付加的関数が入力されるべく構成されることを特徴とする請求項1〜11の何れか1項に記載の装置。
【請求項13】
CV値である繊維材料厚みは、たとえば送給トラフと送給ローラとの間で送給ユニットにおいて測定可能であることを特徴とする請求項1〜12の何れか1項に記載の装置。
【請求項14】
付勢された前記送給トラフ上には変位センサ、距離測定デバイスなどが配置されることを特徴とする請求項1〜13の何れか1項に記載の装置。
【請求項15】
巻回ラップ送給の場合、繊維材料厚み、より正確にはCV値は、2つの時点間における送給重量の差を求めることにより決定可能であることを特徴とする請求項1〜14の何れか1項に記載の装置。
【請求項16】
前記差を求めるために重量計が使用されることを特徴とする請求項1〜15の何れか1項に記載の装置。
【請求項17】
スライバ送給の場合、繊維材料厚み、より正確にはCV値は、スライバ取入口における測定対象値センサにより決定可能であることを特徴とする請求項1〜16の何れか1項に記載の装置。
【請求項18】
前記測定対象値センサは、測定ファネル、マイクロ波要素などであることを特徴とする請求項1〜17の何れか1項に記載の装置。
【請求項19】
制御変数として、材料送給物のたとえば送給量が変更可能であることを特徴とする請求項1〜18の何れか1項に記載の装置。
【請求項20】
制御変数として、たとえば継ぎ合わせローラとウェブ取出し箇所との間における牽伸レベルの変更などによる全体的な牽伸レベルの変更が使用されることを特徴とする請求項1〜19の何れか1項に記載の装置。
【請求項21】
均一化を伴う牽伸システムを使用する場合、制御変数として、牽伸システムによる牽伸レベルの変更が使用されることを特徴とする請求項1〜20の何れか1項に記載の装置。
【請求項22】
前記入力質量および出力質量の決定により、コーマ落ち率の計算が行われることを特徴とする請求項1〜21の何れか1項に記載の装置。
【請求項23】
均一化を伴う牽伸の場合に出力質量を決定すべく、前記牽伸システムの上流における信号が使用されることを特徴とする請求項1〜22の何れか1項に記載の装置。
【請求項24】
均一化を伴わない牽伸システムの場合に出力質量を決定すべく、たとえばコーミング済みスライバ質量が使用されることを特徴とする請求項1〜23の何れか1項に記載の装置。
【請求項25】
放出されたコーマ屑の質量流量測定を用いてコーマ落ち率の決定が行われることを特徴とする請求項1〜24の何れか1項に記載の装置。
【請求項26】
コーマ落ち率を変更するための制御変数として、隔たり(旋回ロータからコーミング・ロータまでの距離)の調節が使用されることを特徴とする請求項1〜25の何れか1項に記載の装置。
【請求項27】
コーマ落ち率を変更するための制御変数として、前記コーミング・デバイスの設定内容(たとえば各コーム間の間隔、各コームの表面構成、針布角度など)の変更が使用されることを特徴とする請求項1〜26の何れか1項に記載の装置。
【請求項28】
コーマ落ち率を変更するための制御変数として、送給量の変更が使用されることを特徴とする請求項1〜27の何れか1項に記載の装置。
【請求項29】
コーマ落ち率を変更するための制御変数として、送給デバイスと旋回ロータとの間の剥ぎ取り距離の変更が使用されることを特徴とする請求項1〜28の何れか1項に記載の装置。
【請求項30】
前記送給トラフの挟持力が決定可能であることを特徴とする請求項1〜29の何れか1項に記載の装置。
【請求項31】
前記送給トラフの挟持力を変更するために、該送給トラフのニップ形状寸法が変更可能であることを特徴とする請求項1〜30の何れか1項に記載の装置。
【請求項32】
前記送給トラフの挟持力を変更するために、スプリングなどのトラフ負荷が変更可能であることを特徴とする請求項1〜31の何れか1項に記載の装置。
【請求項33】
材料送給物から前記旋回ロータのニッパにより送給タフトを分離する際の分離力は、たとえばトルク検知もしくは張力検知により決定可能であることを特徴とする請求項1〜32の何れか1項に記載の装置。
【請求項34】
最大分離力が超過されたとき、前記分離力を変更するための制御変数として、たとえばニップ速度の減少など、ニップ速度または製造速度が調節可能であることを特徴とする請求項1〜33の何れか1項に記載の装置。
【請求項35】
所望の分離力を達成するために、分離力を変更するための制御変数として、前記送給ユニットからの前記旋回ロータへの送給量および/または距離の適合化が使用されることを特徴とする請求項1〜34の何れか1項に記載の装置。
【請求項36】
前記旋回ロータにおける、および/または、前記コーミング・ロータにおける、前記継ぎ合わせローラにおける、存在するならば送給ローラにおける、および/または、コーミング要素における減圧の決定は、たとえば圧力センサにより行われることを特徴とする請求項1〜35の何れか1項に記載の装置。
【請求項37】
減圧測定に基づく制御変数として、たとえば所定材料に対し、生産高に対し、ニップ速度に対するなどして適合化された設定減圧の詳細適合化が実施されることを特徴とする請求項1〜36の何れか1項に記載の装置。
【請求項38】
前記コーミング要素に対する最適な材料送給、前記継ぎ合わせローラからのウェブの分離などのために、前記旋回ロータ12に対するタフト送給の間、送給タフトの助力式分離の間における噴射圧力の決定が行われることを特徴とする請求項1〜37の何れか1項に記載の装置。
【請求項39】
噴射圧力の測定に基づく制御変数として、たとえば所定材料に対し、生産高に対し、ニップ速度に対するなどして適合化された設定圧力の詳細適合化が実施されることを特徴とする請求項1〜38の何れか1項に記載の装置。
【請求項40】
所定材料のコーミングの間に生ずる力の測定が行われることを特徴とする請求項1〜39の何れか1項に記載の装置。
【請求項41】
コーミング力を変更する制御変数として、確認されたコーミング力に依存した製造速度の適合化が使用されることを特徴とする請求項1〜40の何れか1項に記載の装置。
【請求項42】
コーミング力を変更するための制御変数として、前記コーミング・ロータに関するコーミング要素の相対速度の変更が使用されることを特徴とする請求項1〜41の何れか1項に記載の装置。
【請求項43】
コーミング力を変更するための制御変数として、たとえば針布構成、または、針布角度などのコーム表面構成の変更が使用されることを特徴とする請求項1〜42の何れか1項に記載の装置。
【請求項44】
コーミング力を変更するための制御変数として、(挟持された繊維タフトを有する)コーミング・ロータとコーミング・デバイスとの間の間隔の変更が使用されることを特徴とする請求項1〜43の何れか1項に記載の装置。
【請求項45】
たとえば、前記継ぎ合わせローラ上、または、上記継ぎ合わせローラに隣接する領域のウェブにおけるネップ、種子殻の小片、または、他の不都合な粒子のオンライン測定が行われることを特徴とする請求項1〜44の何れか1項に記載の装置。
【請求項46】
ネップ、種子殻の小片、または、他の不都合な粒子の各値を変更するための制御変数として、前記コーミング・デバイスの設定内容(各コームの間隔、各コームの表面構成、コーミング・ロータに関する各コーミング要素の相対速度など)の変更が使用されることを特徴とする請求項1〜45の何れか1項に記載の装置。
【請求項47】
ネップ、種子殻の小片、または、他の不都合な粒子の各値を変更するための制御変数として、製造速度の変更が使用されることを特徴とする請求項1〜46の何れか1項に記載の装置。
【請求項48】
ネップ、種子殻の小片、または、他の不都合な粒子の各値を変更するための制御変数として、たとえば、隔たりの調節および送給量の調節などによるコーマ落ち率の変更が使用されることを特徴とする請求項1〜47の何れか1項に記載の装置。
【請求項49】
コーミング済みスライバのCV値の測定が行われることを特徴とする請求項1〜48の何れか1項に記載の装置。
【請求項50】
コーミング済みスライバのCV値を変更するための制御変数として、送給量の変更が使用されることを特徴とする請求項1〜49の何れか1項に記載の装置。
【請求項51】
コーミング済みスライバのCV値を変更するための制御変数として、取出し速度の変更が行われることを特徴とする請求項1〜50の何れか1項に記載の装置。
【請求項52】
コーミング済みスライバのCV値を変更するための制御変数として、たとえば、継ぎ合わせローラとウェブ取出し箇所との間における牽伸レベルの変更による、または、均一化を伴う牽伸システムを用いる場合には牽伸システムによる牽伸レベルの変更による、全体的な牽伸レベルの変更が行われることを特徴とする請求項1〜51の何れか1項に記載の装置。
【請求項53】
コーミング済みスライバのCV値を変更するための制御変数として、たとえば、ラップ切換え時またはスライバ破断の後における機械の作動開始および作動停止の間において、牽伸レベルが調節可能であることを特徴とする請求項1〜52の何れか1項に記載の装置。
【請求項54】
コーミング済みスライバのCV値を変更するための制御変数として、前記コーミング・ロータから前記継ぎ合わせローラへの繊維タフトの移行時における重なり合いの程度の変更が行われることを特徴とする請求項1〜53の何れか1項に記載の装置。
【請求項55】
コーミング済みスライバのCV値を変更するための制御変数として、同一方向の継ぎ合わせと逆方向の継ぎ合わせとの間の変更が行われることを特徴とする請求項1〜54の何れか1項に記載の装置。
【請求項56】
出力材料に関するスライバ監視/スライバ破断監視が行われることを特徴とする請求項1〜55の何れか1項に記載の装置。
【請求項57】
スライバ破断監視設備に依り、スライバ破断の場合に機械停止が行われることを特徴とする請求項1〜56の何れか1項に記載の装置。
【請求項58】
たとえば、コーミング・ロータと旋回ロータとの間、前記コーミング・デバイスと上記コーミング・ロータとの間、前記継ぎ合わせローラと上記コーミング・ロータとの間、前記送給ローラと上記旋回ロータとの間などの、相互に関する特定要素同士の間の距離測定が行われることを特徴とする請求項1〜57の何れか1項に記載の装置。
【請求項59】
距離測定に基づく制御変数として、たとえば前記コーミング・デバイス、前記継ぎ合わせローラ、前記コーミング・ロータおよび前記送給ローラなどの要素は、事前決定された量により自動的に調節され得ることを特徴とする請求項1〜58の何れか1項に記載の装置。
【請求項60】
前記第1ローラは旋回ロータであり且つ前記第2ローラはコーミング・ロータであることを特徴とする請求項1〜59の何れか1項に記載の装置。
【請求項61】
前記旋回ロータおよび前記コーミング・ロータの回転方向は逆であることを特徴とする請求項1〜60の何れか1項に記載の装置。
【請求項62】
供給された繊維束の吸引のために、前記供給デバイス(8;10、11)から前記第1ローラ(12)まで上記繊維束を取り込む領域において、および/または、上記第1ローラ(12)から前記第2ローラ(13)まで上記繊維材料を移行する領域において、前記挟持デバイス(18、19、20;21、22、23)に対しては少なくとも一台の吸引デバイス(52;56)が組み合わされることを特徴とする請求項1〜61の何れか1項に記載の装置。
【請求項1】
特にコーミング・デバイスである繊維分類デバイスに対して供給手段により供給された織物繊維から成る繊維束を特にコーミングのために繊維分類もしくは繊維選択する装置であって、繊維束の自由端部から所定距離にて該繊維束を挟持する挟持デバイスが配備され、たとえば短繊維、ネップ、塵埃などの如き非挟持構成要素を上記自由端部から解して除去するために上記繊維束の上記挟持部位から上記自由端部にかけてコーミング作用を生成する機械的手段が存在し、コーミングされた繊維材料を取出すために取出し手段が存在し且つ制御デバイスに対しては複数の駆動デバイスが接続されるという装置において、
上記供給手段(8;10、11)の下流には、繊維束(16;301〜303)に対する挟持デバイス(18、19、20;21、22、23)を備えると共に回転可能に取付けられた少なくとも2つのローラ(12;13)が配置され、
上記挟持デバイスは、上記各ローラの周縁部の領域において離間されて分布されており、且つ、
測定された値を処理し得る制御/調整デバイス(42)であって夫々の場合に少なくとも1つの機能を実施すべく接続された要素(30;43〜47;49)に対して電気信号を発し得るという制御/調整デバイス(42)に対しては、機械関連値および繊維関連の技術的な値を検出するための測定対象値センサ(29、31、32;34、34a、34b;41)が接続されることを特徴とする装置。
【請求項2】
前記接続された要素はアクチュエータであることを特徴とする請求項1記載の装置。
【請求項3】
前記接続された要素は表示デバイスであることを特徴とする請求項1または2に記載の装置。
【請求項4】
前記接続された要素は操作デバイスであることを特徴とする請求項1〜3の何れか1項に記載の装置。
【請求項5】
前記接続された要素は監視デバイスであることを特徴とする請求項1〜4の何れか1項に記載の装置。
【請求項6】
前記測定対象値センサは、前記電子的制御/調整デバイスに接続されたアナログ/デジタル変換器に対して接続されることを特徴とする請求項1〜5の何れか1項に記載の装置。
【請求項7】
前記電子的制御/調整デバイスはメモリを備えたマイクロプロセッサを含む請求項1〜6の何れか1項に記載の装置。
【請求項8】
前記電子的制御/調整デバイスに対しては目標値デバイスが組み合わされることを特徴とする請求項1または7に記載の装置。
【請求項9】
前記電子的制御/調整デバイスは、各アクチュエータに対して接続されたデジタル/アナログ電力変換器に対して接続されることを特徴とする請求項1〜8の何れか1項に記載の装置。
【請求項10】
前記アナログ/デジタル変換器は前記電子的制御/調整デバイスにより制御可能であることを特徴とする請求項1〜9の何れか1項に記載の装置。
【請求項11】
前記測定対象値センサの実際値の信号は、前記マイクロコンピュータのデータメモリ内へと入力されるべく構成されることを特徴とする請求項1〜10の何れか1項に記載の装置。
【請求項12】
前記データメモリに対しては、内部および外部の制御プロセスのための付加的関数が入力されるべく構成されることを特徴とする請求項1〜11の何れか1項に記載の装置。
【請求項13】
CV値である繊維材料厚みは、たとえば送給トラフと送給ローラとの間で送給ユニットにおいて測定可能であることを特徴とする請求項1〜12の何れか1項に記載の装置。
【請求項14】
付勢された前記送給トラフ上には変位センサ、距離測定デバイスなどが配置されることを特徴とする請求項1〜13の何れか1項に記載の装置。
【請求項15】
巻回ラップ送給の場合、繊維材料厚み、より正確にはCV値は、2つの時点間における送給重量の差を求めることにより決定可能であることを特徴とする請求項1〜14の何れか1項に記載の装置。
【請求項16】
前記差を求めるために重量計が使用されることを特徴とする請求項1〜15の何れか1項に記載の装置。
【請求項17】
スライバ送給の場合、繊維材料厚み、より正確にはCV値は、スライバ取入口における測定対象値センサにより決定可能であることを特徴とする請求項1〜16の何れか1項に記載の装置。
【請求項18】
前記測定対象値センサは、測定ファネル、マイクロ波要素などであることを特徴とする請求項1〜17の何れか1項に記載の装置。
【請求項19】
制御変数として、材料送給物のたとえば送給量が変更可能であることを特徴とする請求項1〜18の何れか1項に記載の装置。
【請求項20】
制御変数として、たとえば継ぎ合わせローラとウェブ取出し箇所との間における牽伸レベルの変更などによる全体的な牽伸レベルの変更が使用されることを特徴とする請求項1〜19の何れか1項に記載の装置。
【請求項21】
均一化を伴う牽伸システムを使用する場合、制御変数として、牽伸システムによる牽伸レベルの変更が使用されることを特徴とする請求項1〜20の何れか1項に記載の装置。
【請求項22】
前記入力質量および出力質量の決定により、コーマ落ち率の計算が行われることを特徴とする請求項1〜21の何れか1項に記載の装置。
【請求項23】
均一化を伴う牽伸の場合に出力質量を決定すべく、前記牽伸システムの上流における信号が使用されることを特徴とする請求項1〜22の何れか1項に記載の装置。
【請求項24】
均一化を伴わない牽伸システムの場合に出力質量を決定すべく、たとえばコーミング済みスライバ質量が使用されることを特徴とする請求項1〜23の何れか1項に記載の装置。
【請求項25】
放出されたコーマ屑の質量流量測定を用いてコーマ落ち率の決定が行われることを特徴とする請求項1〜24の何れか1項に記載の装置。
【請求項26】
コーマ落ち率を変更するための制御変数として、隔たり(旋回ロータからコーミング・ロータまでの距離)の調節が使用されることを特徴とする請求項1〜25の何れか1項に記載の装置。
【請求項27】
コーマ落ち率を変更するための制御変数として、前記コーミング・デバイスの設定内容(たとえば各コーム間の間隔、各コームの表面構成、針布角度など)の変更が使用されることを特徴とする請求項1〜26の何れか1項に記載の装置。
【請求項28】
コーマ落ち率を変更するための制御変数として、送給量の変更が使用されることを特徴とする請求項1〜27の何れか1項に記載の装置。
【請求項29】
コーマ落ち率を変更するための制御変数として、送給デバイスと旋回ロータとの間の剥ぎ取り距離の変更が使用されることを特徴とする請求項1〜28の何れか1項に記載の装置。
【請求項30】
前記送給トラフの挟持力が決定可能であることを特徴とする請求項1〜29の何れか1項に記載の装置。
【請求項31】
前記送給トラフの挟持力を変更するために、該送給トラフのニップ形状寸法が変更可能であることを特徴とする請求項1〜30の何れか1項に記載の装置。
【請求項32】
前記送給トラフの挟持力を変更するために、スプリングなどのトラフ負荷が変更可能であることを特徴とする請求項1〜31の何れか1項に記載の装置。
【請求項33】
材料送給物から前記旋回ロータのニッパにより送給タフトを分離する際の分離力は、たとえばトルク検知もしくは張力検知により決定可能であることを特徴とする請求項1〜32の何れか1項に記載の装置。
【請求項34】
最大分離力が超過されたとき、前記分離力を変更するための制御変数として、たとえばニップ速度の減少など、ニップ速度または製造速度が調節可能であることを特徴とする請求項1〜33の何れか1項に記載の装置。
【請求項35】
所望の分離力を達成するために、分離力を変更するための制御変数として、前記送給ユニットからの前記旋回ロータへの送給量および/または距離の適合化が使用されることを特徴とする請求項1〜34の何れか1項に記載の装置。
【請求項36】
前記旋回ロータにおける、および/または、前記コーミング・ロータにおける、前記継ぎ合わせローラにおける、存在するならば送給ローラにおける、および/または、コーミング要素における減圧の決定は、たとえば圧力センサにより行われることを特徴とする請求項1〜35の何れか1項に記載の装置。
【請求項37】
減圧測定に基づく制御変数として、たとえば所定材料に対し、生産高に対し、ニップ速度に対するなどして適合化された設定減圧の詳細適合化が実施されることを特徴とする請求項1〜36の何れか1項に記載の装置。
【請求項38】
前記コーミング要素に対する最適な材料送給、前記継ぎ合わせローラからのウェブの分離などのために、前記旋回ロータ12に対するタフト送給の間、送給タフトの助力式分離の間における噴射圧力の決定が行われることを特徴とする請求項1〜37の何れか1項に記載の装置。
【請求項39】
噴射圧力の測定に基づく制御変数として、たとえば所定材料に対し、生産高に対し、ニップ速度に対するなどして適合化された設定圧力の詳細適合化が実施されることを特徴とする請求項1〜38の何れか1項に記載の装置。
【請求項40】
所定材料のコーミングの間に生ずる力の測定が行われることを特徴とする請求項1〜39の何れか1項に記載の装置。
【請求項41】
コーミング力を変更する制御変数として、確認されたコーミング力に依存した製造速度の適合化が使用されることを特徴とする請求項1〜40の何れか1項に記載の装置。
【請求項42】
コーミング力を変更するための制御変数として、前記コーミング・ロータに関するコーミング要素の相対速度の変更が使用されることを特徴とする請求項1〜41の何れか1項に記載の装置。
【請求項43】
コーミング力を変更するための制御変数として、たとえば針布構成、または、針布角度などのコーム表面構成の変更が使用されることを特徴とする請求項1〜42の何れか1項に記載の装置。
【請求項44】
コーミング力を変更するための制御変数として、(挟持された繊維タフトを有する)コーミング・ロータとコーミング・デバイスとの間の間隔の変更が使用されることを特徴とする請求項1〜43の何れか1項に記載の装置。
【請求項45】
たとえば、前記継ぎ合わせローラ上、または、上記継ぎ合わせローラに隣接する領域のウェブにおけるネップ、種子殻の小片、または、他の不都合な粒子のオンライン測定が行われることを特徴とする請求項1〜44の何れか1項に記載の装置。
【請求項46】
ネップ、種子殻の小片、または、他の不都合な粒子の各値を変更するための制御変数として、前記コーミング・デバイスの設定内容(各コームの間隔、各コームの表面構成、コーミング・ロータに関する各コーミング要素の相対速度など)の変更が使用されることを特徴とする請求項1〜45の何れか1項に記載の装置。
【請求項47】
ネップ、種子殻の小片、または、他の不都合な粒子の各値を変更するための制御変数として、製造速度の変更が使用されることを特徴とする請求項1〜46の何れか1項に記載の装置。
【請求項48】
ネップ、種子殻の小片、または、他の不都合な粒子の各値を変更するための制御変数として、たとえば、隔たりの調節および送給量の調節などによるコーマ落ち率の変更が使用されることを特徴とする請求項1〜47の何れか1項に記載の装置。
【請求項49】
コーミング済みスライバのCV値の測定が行われることを特徴とする請求項1〜48の何れか1項に記載の装置。
【請求項50】
コーミング済みスライバのCV値を変更するための制御変数として、送給量の変更が使用されることを特徴とする請求項1〜49の何れか1項に記載の装置。
【請求項51】
コーミング済みスライバのCV値を変更するための制御変数として、取出し速度の変更が行われることを特徴とする請求項1〜50の何れか1項に記載の装置。
【請求項52】
コーミング済みスライバのCV値を変更するための制御変数として、たとえば、継ぎ合わせローラとウェブ取出し箇所との間における牽伸レベルの変更による、または、均一化を伴う牽伸システムを用いる場合には牽伸システムによる牽伸レベルの変更による、全体的な牽伸レベルの変更が行われることを特徴とする請求項1〜51の何れか1項に記載の装置。
【請求項53】
コーミング済みスライバのCV値を変更するための制御変数として、たとえば、ラップ切換え時またはスライバ破断の後における機械の作動開始および作動停止の間において、牽伸レベルが調節可能であることを特徴とする請求項1〜52の何れか1項に記載の装置。
【請求項54】
コーミング済みスライバのCV値を変更するための制御変数として、前記コーミング・ロータから前記継ぎ合わせローラへの繊維タフトの移行時における重なり合いの程度の変更が行われることを特徴とする請求項1〜53の何れか1項に記載の装置。
【請求項55】
コーミング済みスライバのCV値を変更するための制御変数として、同一方向の継ぎ合わせと逆方向の継ぎ合わせとの間の変更が行われることを特徴とする請求項1〜54の何れか1項に記載の装置。
【請求項56】
出力材料に関するスライバ監視/スライバ破断監視が行われることを特徴とする請求項1〜55の何れか1項に記載の装置。
【請求項57】
スライバ破断監視設備に依り、スライバ破断の場合に機械停止が行われることを特徴とする請求項1〜56の何れか1項に記載の装置。
【請求項58】
たとえば、コーミング・ロータと旋回ロータとの間、前記コーミング・デバイスと上記コーミング・ロータとの間、前記継ぎ合わせローラと上記コーミング・ロータとの間、前記送給ローラと上記旋回ロータとの間などの、相互に関する特定要素同士の間の距離測定が行われることを特徴とする請求項1〜57の何れか1項に記載の装置。
【請求項59】
距離測定に基づく制御変数として、たとえば前記コーミング・デバイス、前記継ぎ合わせローラ、前記コーミング・ロータおよび前記送給ローラなどの要素は、事前決定された量により自動的に調節され得ることを特徴とする請求項1〜58の何れか1項に記載の装置。
【請求項60】
前記第1ローラは旋回ロータであり且つ前記第2ローラはコーミング・ロータであることを特徴とする請求項1〜59の何れか1項に記載の装置。
【請求項61】
前記旋回ロータおよび前記コーミング・ロータの回転方向は逆であることを特徴とする請求項1〜60の何れか1項に記載の装置。
【請求項62】
供給された繊維束の吸引のために、前記供給デバイス(8;10、11)から前記第1ローラ(12)まで上記繊維束を取り込む領域において、および/または、上記第1ローラ(12)から前記第2ローラ(13)まで上記繊維材料を移行する領域において、前記挟持デバイス(18、19、20;21、22、23)に対しては少なくとも一台の吸引デバイス(52;56)が組み合わされることを特徴とする請求項1〜61の何れか1項に記載の装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2009−13571(P2009−13571A)
【公開日】平成21年1月22日(2009.1.22)
【国際特許分類】
【出願番号】特願2008−168924(P2008−168924)
【出願日】平成20年6月27日(2008.6.27)
【出願人】(590002323)ツリュツラー ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー コマンディトゲゼルシャフト (85)
【Fターム(参考)】
【公開日】平成21年1月22日(2009.1.22)
【国際特許分類】
【出願日】平成20年6月27日(2008.6.27)
【出願人】(590002323)ツリュツラー ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー コマンディトゲゼルシャフト (85)
【Fターム(参考)】
[ Back to top ]