
繊維条体測定装置及び糸巻取機
【課題】異物を検出する際に影の発生を抑制して異物検出感度を向上させるとともに、繊維条体の太さムラを良好に検出することができる繊維条体測定装置を提供する。
【解決手段】クリアラは、光源部36と、透過光受光部及び反射光受光部を兼ねる受光部と、拡散部材38と、を備える。光源部36は、走行する紡績糸に対して光を照射する。受光部は、光源部36から照射されて紡績糸を透過した光を受光する。また前記受光部は、光源部36から照射されて紡績糸により反射された光を受光する。拡散部材38は、光源部36と紡績糸との間に配置され、光源部36からの光を拡散させる。そして、拡散部材38は、紡績糸の走行方向に平行な平面内で光を拡散させる度合いに比べて、当該走行方向と直交する平面内で光を拡散させる度合いの方が大きい。
【解決手段】クリアラは、光源部36と、透過光受光部及び反射光受光部を兼ねる受光部と、拡散部材38と、を備える。光源部36は、走行する紡績糸に対して光を照射する。受光部は、光源部36から照射されて紡績糸を透過した光を受光する。また前記受光部は、光源部36から照射されて紡績糸により反射された光を受光する。拡散部材38は、光源部36と紡績糸との間に配置され、光源部36からの光を拡散させる。そして、拡散部材38は、紡績糸の走行方向に平行な平面内で光を拡散させる度合いに比べて、当該走行方向と直交する平面内で光を拡散させる度合いの方が大きい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、主として、繊維条体測定装置に関する。詳細には、繊維条体測定装置において、繊維条体に対して光を照射する際に光を拡散させる拡散部材の構成に関する。
【背景技術】
【0002】
紡績糸などの繊維条体を巻き取る装置においては、繊維条体に含まれる異物や、当該繊維条体の太さムラを検出するために、繊維条体測定装置を備える場合がある。ここで、例えば紡績糸の太さムラと異物の混入を検出する構成としては、LED(Light Emitting Diode)によって紡績糸に照射した光の透過光の変化で太さムラを検出するとともに、紡績糸に照射した光の反射光の変化から異物検出を行うという光学式の測定装置が知られている。光量の変化は、透過光、反射光のいずれもフォトダイオードなどの受光素子で電気信号に変換される。
【0003】
反射光による異物検出は、繊維条体と異物で光の反射率が異なることを利用したものである。例えば白い紡績糸に色の付いた異物が含まれていると、当該異物の部分で反射光が減少するので、当該反射光の変化を測定することにより異物を検出することができる。
【0004】
ところで繊維条体の表面には凹凸がある場合が少なくないが、このような凹凸に光を照射すると、光源と受光素子との位置関係により、繊維条体の表面に陰ができる場合がある。繊維条体の表面に陰が発生したということは、繊維条体の表面からの反射光の受光量が減少したということであるから、繊維条体に黒い異物が混入していると誤検出される場合がある。異物が検出されると当該異物の部分を切断除去する処理が行われるが、陰の部分は実際には異物ではないので除去する必要はない。このように、繊維条体に陰が発生すると、当該陰の部分が異物であると誤検出されて、必要のない除去動作が行われてしまうため不経済かつ非効率である。
【0005】
この点、特許文献1及び特許文献2には、光源の光を拡散板(拡散ディスク)を介して繊維条体(糸)に照射する構成が開示されている。このように光源の光を拡散板によって拡散させたうえで繊維条体に照射することにより、繊維条体に対して様々な方向から光を照射することができるので、繊維条体の表面に凹凸がある場合であっても陰を発生させにくくすることができる。これは、物質に直接照明を当てるとエッジ(境界面)部分に陰が発生するが、間接照明に変更することにより陰がなくなるのと同じ原理である。そして上記のように陰の発生を抑制することにより、陰の部分を異物と誤検出してしまう回数を減らすことができる。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特表平6−507979号公報
【特許文献2】特開2005−68569公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
一方、透過光による繊維条体の太さムラの検出は、当該繊維条体の太さの変化に応じて透過光の受光量が変化することを利用したものである。即ち、繊維条体が太くなると、当該繊維条体が光を遮る面積が広くなるので、透過光の受光量は減少する。従って、走行する繊維条体からの透過光量の変化を監視することにより、当該繊維条体の走行方向での太さの変動、即ち太さムラを検出することができる。
【0008】
ところが本願発明者は、特許文献1及び特許文献2のように拡散板を用いて光を拡散させる構成の繊維条体測定装置においては、光を拡散させない場合と比べて、繊維条体の太さムラの検出感度が低下するという問題があることを見出した。なお、このような問題点は、特許文献1及び特許文献2には指摘されていない。本願発明者は、この点について鋭意研究を重ねた結果、繊維条体の太さムラの検出感度が低下する原因は、光の拡散によって、受光素子が受光する透過光が平均化されることにあることを突き止めた。
【0009】
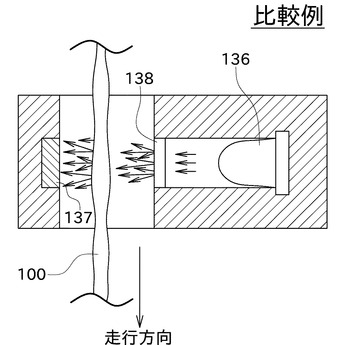
即ち、図8に示すように、光源136の光を拡散板138によって拡散させて繊維条体100に照射する場合、透過光を受光する受光素子137は、様々な方向から繊維条体100を透過してきた透過光を受光することになる。従って、受光素子137が出力する電気信号は、様々な方向からの透過光の強度を、いわば平均化したものとなる。このように透過光が平均化されてしまうと、繊維条体100の太さ変動を細かく検出することができなくなり、結果として太さムラの検出感度が低下してしまうのである。
【0010】
本発明は以上の事情に鑑みてされたものであり、その主要な目的は、繊維条体に含まれる異物を検出する際に陰の発生を抑制して異物検出感度を向上させるとともに、繊維条体の太さムラを良好に検出することができる繊維条体測定装置を提供することにある。
【課題を解決するための手段及び効果】
【0011】
本発明の解決しようとする課題は以上の如くであり、次にこの課題を解決するための手段とその効果を説明する。
【0012】
本発明の第1の観点によれば、以下の構成の繊維条体測定装置が提供される。即ち、この繊維条体測定装置は、光源部と、透過光受光部と、反射光受光部と、拡散部と、を備える。前記光源部は、走行する繊維条体に対して光を照射する。前記透過光受光部は、前記光源部から照射されて前記繊維条体を透過した光を受光する。前記反射光受光部は、前記光源部から照射されて前記繊維条体により反射された光を受光する。前記拡散部は、前記光源部と前記繊維条体との間に配置され、前記光源部からの光を拡散させる。そして、前記拡散部は、前記繊維条体の走行方向に平行な平面内で光を拡散させる度合いに比べて、当該走行方向と直交する平面内で光を拡散させる度合いの方が大きくなるように構成されている。
【0013】
即ち、光を拡散させて繊維条体に照射することにより、繊維条体に対して様々な角度から光を照射することができる。従って、繊維条体の表面に凹凸がある場合であっても陰の発生を抑制することができ、異物がある部分を上記繊維条体測定装置によって正確に検出することができる。また、上記繊維条体測定装置は、上記のように陰の発生を抑制するので、陰の部分を誤って異物として検出してしまうことを防止することができる。そして、繊維条体の走行方向に平行な平面内で光を拡散させる度合いを小さくすることにより、透過光が繊維条体の走行方向で平均化されにくくなる。その結果、上記繊維条体測定装置は、走行する繊維条体の太さの変動を正確に検出することができる。
【0014】
前記の繊維条体測定装置において、前記拡散部は、拡散異方性を有する拡散シートであることが好ましい。
【0015】
このように拡散異方性を有する拡散シートによって光を拡散することにより、簡単な構成で、繊維条体の走行方向に平行な平面内で光を拡散させる度合いと、当該走行方向に直交する平面内で光を拡散させる度合いと、を異ならせることができる。また、拡散部として既存の拡散シートを用いることにより、繊維条体測定装置を安価に構成することができる。
【0016】
前記の繊維条体測定装置は、繊維条体を通過させる繊維条体通路を備えるとともに、前記反射光受光部及び前記拡散部は、前記繊維条体通路の壁面と略面一に配置されていることが好ましい。
【0017】
これにより、通路を通過する繊維条体に対して反射光受光部を近づけることができるので、反射光を鈍化させずに反射光受光部に受光させることができる。また、拡散部が繊維条体通路の壁面を構成することにより、繊維条体が走行する空間と、光源部が配置された空間と、を拡散部によって仕切ることができるので、光源部に糸屑等が付着してしまうことを防ぐことができる。
【0018】
前記の繊維条体測定装置は、以下のように構成されることが好ましい。即ち、この繊維条体測定装置は、前記光源部としての2つの発光素子と、2つの受光素子と、を備える。前記2つの発光素子は、前記繊維条体に対して異なる方向から交互に光を照射する。前記2つの受光素子は、前記透過光受光部及び前記反射光受光部を兼ねる。そして、前記拡散部は、前記2つの発光素子のそれぞれに対して設けられている。
【0019】
これにより、繊維条体測定装置は、繊維条体を2つの異なる方向から測定できるので、繊維条体測定装置の測定精度が向上する。
【0020】
前記の繊維条体測定装置において、前記光源部は、前記繊維条体に対して平行光を照射するように構成されていることが好ましい。
【0021】
これにより、透過光受光部が受光する透過光が繊維条体の走行方向で平均化されないので、繊維条体測定装置は、繊維条体の太さムラを正確に検出することができる。
【0022】
本発明の第2の観点によれば、以下の構成の糸巻取機が提供される。即ち、この糸巻取機は、巻取装置と、前記繊維条体測定装置と、検出部と、欠点除去部と、を備える。前記巻取装置は、繊維条体をパッケージに巻き取る。前記繊維条体測定装置は、前記繊維条体を測定する。前記検出部は、前記繊維条体測定装置の測定結果に基づいて異物及び太さ異常を検出する。前記欠点除去部は、前記異物及び太さ異常の部分を除去する。
【0023】
この糸巻取機は、本発明の繊維条体測定装置を採用しているので、陰の部分を異物と誤判定して無駄な除去動作を行ってしまうことを防止でき、しかも繊維条体の太さムラを良好な感度で検出できる。従って、この糸巻取機は、繊維条体の異物と太さ異常が除去された品質の高いパッケージを形成することができる。また、この糸巻取機は、無駄な除去動作を行ってしまうことを防止できるので、効率良くパッケージを形成することができる。
【図面の簡単な説明】
【0024】
【図1】本発明の第1実施形態に係る精紡機の全体的な構成を示す正面図。
【図2】紡績ユニットの概略的な側面図。
【図3】クリアラの構成を示す平面断面図。
【図4】クリアラを、糸走行方向に平行かつ光源部および透過光受光部を通る平面で切断したときの断面図。
【図5】拡散異方性を有する拡散シートによって光が拡散される様子を説明する図。
【図6】第2実施形態に係る自動ワインダが備えるワインダユニットの概略的な正面図。
【図7】変形例に係るクリアラを、糸走行方向に平行かつ光源部および透過光受光部を通る平面で切断したときの断面図。
【図8】従来の繊維条体測定装置を、糸走行方向に平行かつ光源部および透過光受光部を通る平面で切断したときの断面図。
【発明を実施するための形態】
【0025】
次に、本発明の第1実施形態について図面を参照して説明する。
【0026】
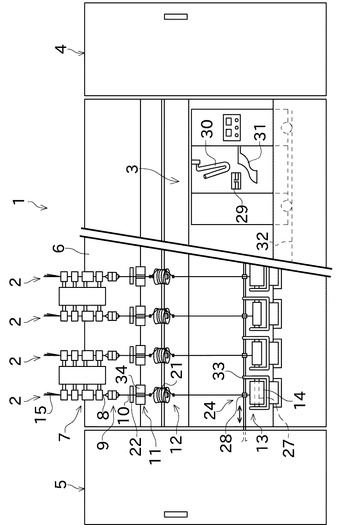
図1に示す糸巻取機としての精紡機1は、並設された多数の紡績ユニット2と、糸継台車3と、ブロアボックス4と、原動機ボックス5と、を備えている。
【0027】
各紡績ユニット2は、スライバ15を延伸して繊維束8とし、繊維束8に撚りを加えることで紡績糸10とした後、この紡績糸10を巻き取ってパッケージ14を形成するように構成されている。なお、スライバ15、繊維束8、紡績糸10等は、繊維が細長く連なったものであるから、「繊維条体」と総称することができる。
【0028】
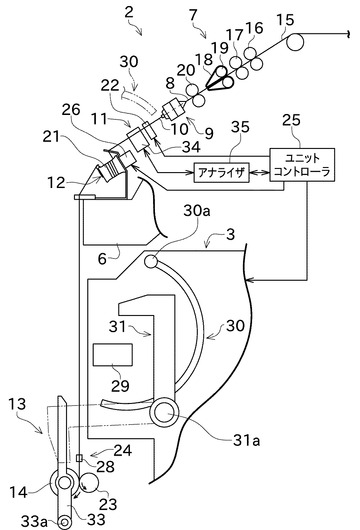
図1及び図2に示すように、各紡績ユニット2は、上流から下流へ向かって順に、ドラフト装置7と、紡績装置9と、巻取装置13と、を主要な構成として備えている。また、図2に示すように、各紡績ユニット2は、当該紡績ユニット2が備える各構成を制御するためのユニットコントローラ25を備えている。なお、本明細書において「上流」及び「下流」とは、紡績時での紡績糸10の走行方向における上流及び下流を意味するものとする。
【0029】
スライバ15を延伸して繊維束8とするためのドラフト装置7は、精紡機1の筐体6の上端近傍に設けられている。このドラフト装置7は図2に示すように、バックローラ16、サードローラ17、エプロンベルト18を装架したミドルローラ19、及びフロントローラ20の4つのローラを備えている。スライバ15は、上記各ローラ等によって延伸され、繊維束8となる。
【0030】
紡績装置9は、ドラフト装置7から送られてくる繊維束8に撚りを加えて紡績糸10を生成するように構成されている。紡績装置9の詳細な構成は図示しないが、本実施形態では空気式の紡績装置を採用している。即ち、紡績装置9は、その内部に圧縮空気を噴出して旋回空気流を発生させ、当該旋回空気流を繊維束8に作用させることにより、当該繊維束8に撚りを与えて紡績糸10を生成するように構成されている。
【0031】
前記紡績装置9と巻取装置13との間の位置には、クリアラ(繊維条体測定装置)11が備えるクリアラヘッド34が設けられている。紡績装置9で紡出された紡績糸10は、クリアラヘッド34を通過して走行する。クリアラ11は、走行する紡績糸10に含まれている異物と、当該紡績糸10の太さと、を監視するように構成されている。そしてクリアラ11は、紡績糸10に異物や太さ異常が検出された場合には、糸欠点検出信号をユニットコントローラ25へ送信するように構成されている。
【0032】
ユニットコントローラ25は、前記糸欠点検出信号を受信すると、クリアラヘッド34の近傍に配置されたカッタ(欠点除去部)22によって直ちに紡績糸10を切断する。この糸切断動作、及び後述の糸継ぎ動作により、紡績ユニット2は、紡績糸10に含まれていた糸欠点の部分を除去することができる。これにより、紡績ユニット2は、糸欠点の含まれない高品質なパッケージ14を形成することができる。
【0033】
巻取装置13は、紡績糸10を巻き取ってパッケージ14を形成するように構成されている。巻取装置13は、クレードルアーム33と、巻取ドラム23と、トラバース装置24と、を備えている。クレードルアーム33は支軸33aまわりに揺動可能に支持されており、紡績糸10を巻回するためのボビン27を回転可能に支持することができる。
【0034】
巻取ドラム23は、前記ボビン27やそれに紡績糸10を巻回して形成されるパッケージ14の外周面に接触して駆動できるように構成されている。また、トラバース装置24は、紡績糸10に係合可能なトラバースガイド28を備えている。この構成で、トラバースガイド28を図略の駆動手段によって往復動させながら巻取ドラム23を図略の電動モータによって駆動することで、巻取ドラム23に接触するパッケージ14を回転させ、紡績糸10をパッケージ14の表面に綾振りしつつ巻き取るようになっている。
【0035】
クリアラ11と巻取装置13との間には、糸貯留装置12が設けられている。この糸貯留装置12は、紡績装置9で生成された紡績糸10を、糸貯留ローラ21の周囲に巻き付けて一時的に貯留するように構成されている。
【0036】
糸貯留ローラ21は、その外周面に紡績糸10を一定量巻き付けて貯留することができるように構成されている。また、糸貯留ローラ21は、電動モータ26によって回転駆動される。糸貯留ローラ21の外周に紡績糸10を巻き付けた状態で、当該糸貯留ローラ21を回転駆動することにより、糸貯留装置12よりも上流側の紡績糸10に所定の張力を与えることができる。これにより、糸貯留装置12は、紡績装置9から所定の速度で紡績糸10を引き出し、当該紡績糸10を所定の速度で下流側に搬送することができる。
【0037】
糸継台車3は、図1及び図2に示すように、スプライサ(糸継装置)29と、サクションパイプ30と、サクションマウス31と、を備えている。糸継台車3は、ある紡績ユニット2で糸切れや糸切断等が発生して、紡績装置9とパッケージ14との間で紡績糸10が分断状態となった際に、当該紡績ユニット2の前までレール32を走行し、スプライサ29による糸継ぎを行うように構成されている。このスプライサ29の詳細な構成は省略するが、例えば、紡績装置9側の紡績糸10の糸端と、パッケージ14側の紡績糸10の糸端と、に旋回空気流を作用させることにより互いに撚り合わせて接合する空気式のスプライサ装置として構成することができる。
【0038】
紡績ユニット2における糸継動作について簡単に説明すると、以下のとおりである。即ち、ユニットコントローラ25は、ある紡績ユニット2で糸切れや糸切断が発生すると、当該紡績ユニット2のドラフト装置7、紡績装置9、巻取装置13等を停止させる。また、ユニットコントローラ25は糸継台車3に制御信号を送り、当該糸継台車3を前記紡績ユニット2の前まで走行させる。その後、ユニットコントローラ25は、ドラフト装置7及び紡績装置9等を再び駆動するとともに、前記糸継台車3による糸継動作を開始する。
【0039】
糸継動作を開始すると、まず糸継台車3は、軸30aを中心にしてサクションパイプ30を上下方向に回動させ、紡績装置9から送出される糸端を吸い込みつつ捕捉してスプライサ29へ案内する。またこれと前後して、糸継台車3は、軸31aを中心にしてサクションマウス31を上下方向に回動させ、前記巻取装置13に支持されたパッケージ14から糸端を吸引しつつ捕捉してスプライサ29へ案内する。そしてスプライサ29において、案内された糸端同士の糸継ぎを行う。
【0040】
このとき、糸貯留装置12は、スプライサ29による糸継が終了するまでの間、紡績装置9から連続的に送出される紡績糸10を糸貯留ローラ21に順次巻き付けて滞留させるように構成されている。これにより、糸継ぎ作業中に、紡績装置9から送出されてくる紡績糸10が紡績装置9とスプライサ29との間で弛んでしまうことを防止することができる。
【0041】
そしてスプライサ29による糸継が終了すると、ユニットコントローラ25は、巻取装置13による巻取りを再開させる。以上の糸継動作により、紡績装置9とパッケージ14の間で分断状態となっていた紡績糸10を再び連続状態として、パッケージへの紡績糸10の巻取りを再開することができる。
【0042】
次に、図3を参照して、クリアラ11の構成について説明する。クリアラ11は、前述のクリアラヘッド34と、アナライザ(検出部)35と、を備えている。
【0043】
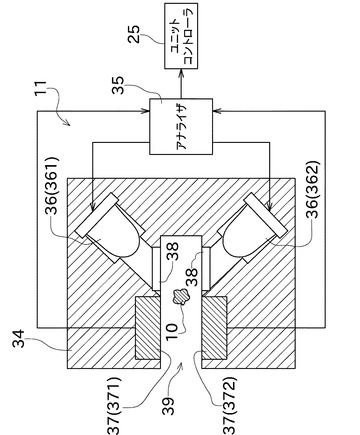
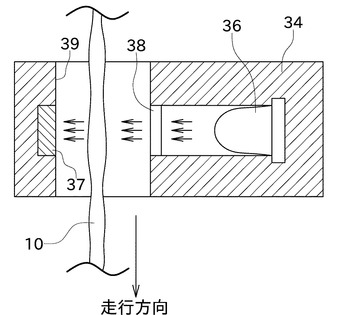
クリアラヘッド34は樹脂製のハウジングとして構成されており、走行する紡績糸10を通過させることができるように糸通路(繊維条体通路)39が形成されている。また、クリアラヘッド34の内部には、光源部36と受光部37が配置されている。
【0044】
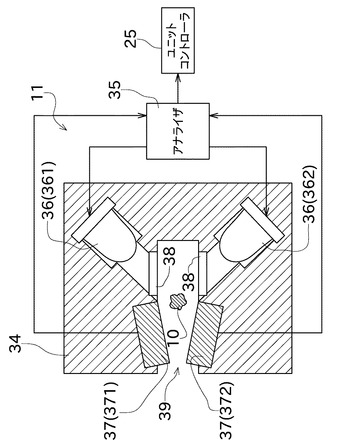
図3に示すように、光源部36は2つの発光素子361,362から構成され、受光部37は2つの受光素子371,372から構成されている。前記2つの発光素子361,362は可視光LEDとして構成されており、これにより糸通路39を走行している紡績糸10に対して可視光を照射するように構成されている。受光素子371,372はフォトダイオードとして構成され、受光した光の強度を電気信号に変換してアナライザ35に送信するように構成されている。なお、このタイプのクリアラを、発光素子を2つ備えているという意味で二軸型のクリアラと呼ぶ。
【0045】
アナライザ35は、CPU、ROM、RAM等からなるコンピュータとして構成されており、受光部37から送信されてきた測定結果(前記電気信号)に基づいて、紡績糸10の太さムラや異物を検出する。アナライザ35は、紡績糸10の太さに異常が見つかった場合や、除去すべき異物を検出した場合には、その部分を糸欠点とみなして、ユニットコントローラ25に糸欠点検出信号を送信する。
【0046】
第1発光素子361と第2発光素子362は、糸通路39を走行する紡績糸10に対して、異なる角度から光を照射するように配置されている。また、第1発光素子361と第2発光素子362は、交互に何れか一方が発光するように、アナライザ35によって制御されている。これにより、紡績糸10に対して2つの異なる方向から光を当てることができる。即ち、このような二軸型のクリアラは、紡績糸10を多角的に測定することができるので、例えば図3の断面における紡績糸10の断面形状が扁平である場合であっても、異物及び糸太さの検出精度を向上させることができる。
【0047】
第1受光素子371は、紡績糸10の走行経路を挟んで第2発光素子362の反対側に配置されている。従って、第1受光素子371は、第2発光素子362から照射されて紡績糸10を透過した光(透過光)を受光する。他方の第2受光素子372は、紡績糸10の走行経路を挟んで第1発光素子361の反対側に配置されている。従って、第2受光素子372は、第1発光素子361から照射されて紡績糸10を透過した光(透過光)を受光する。
【0048】
また、第1受光素子371は、第1発光素子361からの光が直接当たらないように配置されているとともに、当該第1発光素子361から照射されて紡績糸10で反射した光(反射光)を受光できるように配置されている。また、第2受光素子372は、第2発光素子362からの光が直接当たらないように配置されているとともに、当該第2発光素子362から照射されて紡績糸10で反射した光(反射光)を受光できるように配置されている。
【0049】
以上の構成で、第1発光素子361が発光しているときには、第1受光素子371は反射光を、第2受光素子372は透過光を、それぞれ受光する。第2発光素子362が発光しているときには、上記とは逆に、第1受光素子371が透過光を、第2受光素子372が反射光を、それぞれ受光する。このように、受光部37は、反射光を受光する機能(反射光受光部としての機能)と透過光を受光する機能(透過光受光部としての機能)とを兼ねている。
【0050】
上記透過光は、紡績糸10によって遮断されながら受光素子371,372に受光された光であるから、紡績糸10の太さが変動すれば、透過光の強度も変動する。従って、アナライザ35において受光素子371,372が受光した透過光の変動を監視することにより、紡績糸10の太さムラを検出することができる。
【0051】
また上記反射光は、紡績糸10表面で反射して受光素子371,372に受光された光であるから、紡績糸10表面の色に応じて、上記反射光の強度も変動する。従って、アナライザ35において受光素子371,372が受光した反射光の変動を検出することにより、紡績糸10に含まれる異物を検出することができる。
【0052】
なお、紡績糸10が太いほど、紡績糸10が光を反射する面積は広いので、反射光の強度も強くなる。従って、紡績糸10からの反射光の強度は、紡績糸10の太さの影響も受けてしまう。ただし、受光素子371,372は、紡績糸10以外の部分(例えば糸通路39の壁面)からの反射光も受光している。この紡績糸10以外の部分からの反射光は、紡績糸10が太いほど弱くなるので、紡績糸10からの反射光の変動を相殺することができる。これにより、反射光の強度は、糸太さの変動の影響を受けなくなるので、クリアラ11によって精度良く異物を検出することができる。なお、図示は省略するが、糸通路39の壁面には適切な反射率の反射板を設けており、紡績糸10からの反射光の変動を適切に相殺できるように工夫されている。
【0053】
次に、拡散部材38によって光源の光を拡散する構成について説明する。
【0054】
図3に示すように、本実施形態のクリアラ11は、紡績糸10と第1発光素子361との間、及び、紡績糸10と第2発光素子362との間に、それぞれ、光を拡散させるための拡散部材(拡散部)38を配置している。そして、発光素子361,362の光は、この拡散部材38を介して、紡績糸10に照射されるように構成されている。これにより、クリアラ11は、紡績糸10に対して拡散した光を照射することができる。
【0055】
ここで、光を拡散させるための拡散部材として、従来は、例えばスリガラスやオパールガラスなど、すべての方向に光を拡散させるフィルタを用いていた。しかし既に説明したように、光を拡散させて紡績糸10に照射すると、透過光が平均化されてしまう結果、紡績糸10の太さムラを検出するクリアラ11の検出感度が低下してしまうという問題がある。
【0056】
ところで、紡績糸10の太さムラとは、当該紡績糸10の太さが、当該紡績糸10の走行方向でどの程度変動しているかを示すものである。従って、紡績糸10の太さムラを感度良く検出するためには、紡績糸10の走行方向での透過光の変動をクリアラ11で細かく検出できる必要がある。この点、スリガラスやオパールグラスで全ての方向に光を拡散させると、紡績糸10の走行方向で透過光が平均化されてしまう。このため、従来のクリアラでは、紡績糸10の走行方向での透過光の変動を細かく検出できなかった。結果として、紡績糸10の太さムラを検出するクリアラの検出感度が低下していたのである。
【0057】
従って、紡績糸10の太さムラを検出するクリアラの検出感度を低下させないためには、紡績糸10の走行方向で透過光が平均化されなければ良い。このためには、紡績糸10の走行方向に平行な平面内で光を拡散させないようにすれば良い。逆に言えば、紡績糸10の走行方向と直交する平面内であれば、光を拡散させても前記走行方向で透過光を平均化することはない。即ち、紡績糸10の走行方向と直交する平面内で光を拡散させても、紡績糸10の太さムラを検出するクリアラの検出感度を低下させることはないのである。
【0058】
以上の点に着目し、本実施形態のクリアラ11では、糸走行方向と直交する平面内で光を拡散させる度合いに比べて、糸走行方向に平行な平面内で光を拡散させる度合いが小さいように、拡散部材38を構成している。
【0059】
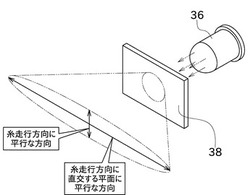
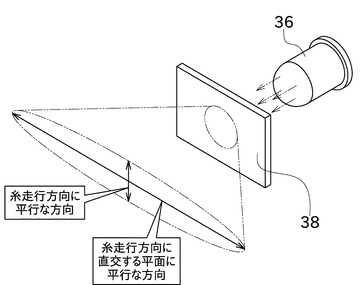
具体的には、本実施形態の拡散部材38は、拡散異方性を有する拡散シートとして構成されている。なお、このような拡散異方性を有する拡散シートは、市販されている既存のものを利用することができる。これにより、クリアラ11を安価に構成することができる。そして、糸走行方向に直交する平面内での拡散角(図3に示す平面内で光を拡散させる度合い)に比べて、糸走行方向に平行な平面内での拡散角(図4に示す平面内で光を拡散させる度合い)の方が小さくなるように、前記拡散シートを配置している。一般的に、拡散異方性を有する拡散シートは図5のように楕円形に光を拡散させるので、この楕円の短軸方向が糸走行方向に対して平行になるように、当該拡散シートを配置すれば良い。
【0060】
拡散シート(拡散部材38)をこのように配置することにより、紡績糸10の走行方向と平行な平面内(図4に示す平面内)では、光源部36の光を拡散させる度合いを小さくすることができる。これにより、紡績糸10の走行方向では光があまり拡散しないので、受光部37が受光する透過光が紡績糸10の走行方向で平均化されてしまうことを防止できる。従って、クリアラ11において、紡績糸10の太さムラの検出感度を良好に保つことができる。
【0061】
拡散シートの拡散角の具体的な値は特に限定されないが、受光部37が受光する透過光を紡績糸10の走行方向で平均化させないという観点からは、紡績糸10の走行方向と平行な平面内での拡散角(図4に示す平面内で光を拡散させる度合い)は、可能な限り小さいことが好ましい。また本実施形態のクリアラ11において、光源部36の発光素子361,362は、平行光を照射できる平行光LEDとして構成されている。これによれば図4に示すように、光源部36は、紡績糸10に対して、走行方向に直交する方向からの光のみを照射できる。従って、受光部37が受光する透過光が紡績糸10の走行方向で平均化されてしまうことがないので、クリアラ11は、紡績糸10の太さムラを正確に検出できるようになる。
【0062】
また、拡散シート(拡散部材38)を上記のように配置することにより、紡績糸10の走行方向と直交する平面内(図3に示す平面内)では光を拡散させるので、この平面に平行な様々な方向から紡績糸10に対して光を照射することができる。これにより、紡績糸10の表面に陰が発生することを抑制することができるので、陰の部分を異物として誤検出することにより切断除去してしまう回数も減らすことができる。結果として、紡績ユニット2によるパッケージ14の生成効率を向上させることができる。
【0063】
また、上記のように紡績糸10の表面に陰が発生しにくくなるので、受光部37が反射光を受光してアナライザ35に出力する信号のS/N比を向上させることができる。即ち、光を拡散させずに紡績糸10に直接照射した場合は、当該紡績糸10に異物が含まれない場合であっても、紡績糸10表面の凹凸に発生する陰によって反射光の受光量が細かく変動してしまう。即ち、光を拡散させない場合は、反射光のノイズ成分が大きい。一方、本実施形態のように光を拡散させて照射することにより、紡績糸10に陰が発生しないので、紡績糸10に異物が含まれていないときに反射光が細かく変動することがなくなる。即ち、光を拡散せて照射することにより、反射光のノイズ成分を小さくすることができる。このようにS/N比を向上させることができる結果、紡績糸10に含まれている異物を、アナライザ35で判別し易くなる。
【0064】
以上のように、拡散異方性を有する拡散シートで光を拡散して紡績糸10に照射することにより、陰の発生を抑制して異物検出感度を向上させるという効果を発揮させつつ、しかも、太さムラ検出感度を低下させないという技術課題を解決することができるのである。
【0065】
また図3に示すように、本実施形態のクリアラ11においては、拡散部材38と、受光素子371,372は、糸通路39の壁面と略面一となるように配置されている。これにより、糸通路39の壁面に凹凸がなくなり、糸屑等が溜まりにくくなるので、メンテナンス性が向上する。
【0066】
また、拡散部材38を糸通路39の壁面と略面一に配置することにより、当該拡散部材38が、糸通路39の壁面の一部を構成している。即ち、本実施形態のクリアラ11においては、紡績糸10が通過する空間と、発光素子361,362が配置された空間と、が拡散部材38によって仕切られている。このように、紡績糸10が走行する空間と、発光素子361,362と、を仕切ることにより、紡績糸10の走行によって発生する糸屑等が発光素子361,362に付着することを防止できるので、メンテナンス性が更に向上する。
【0067】
ところで、従来のクリアラにおいては、例えば特許文献2の図4等に示されているように、受光素子は糸通路の壁面から奥まった位置に配置されていた。この構成では、当該受光素子と糸との距離が遠くなってしまい、受光素子が受光する反射光が鈍化するという問題があった。この点、本実施形態のクリアラ11では、上記のように受光素子371,372を糸通路39の壁面と略面一とすることにより、紡績糸10に対して可能な限り近い位置に受光素子371,372を配置することができる。これにより、紡績糸10からの反射光を鈍化させずに受光素子371,372で受光することができる。
【0068】
以上で説明したように、本実施形態のクリアラ11は、光源部36と、透過光受光部及び反射光受光部を兼ねる受光部37と、拡散部材38と、を備える。光源部36は、走行する紡績糸10に対して光を照射する。受光部37は、光源部36から照射されて紡績糸10を透過した光を受光する。また前記受光部37は、光源部36から照射されて紡績糸10により反射された光を受光する。拡散部材38は、光源部36と紡績糸10との間に配置され、光源部36からの光を拡散させる。そして、拡散部材38は、紡績糸10の走行方向に平行な平面内で光を拡散させる度合いに比べて、当該走行方向と直交する平面内で光を拡散させる度合いの方が大きくなるように構成されている。
【0069】
即ち、光を拡散させて紡績糸10に照射することにより、紡績糸10に対して様々な角度から光を照射することができる。従って、紡績糸10の表面に凹凸がある場合であっても陰の発生を抑制することができ、異物がある部分をクリアラ11によって正確に検出することができる。また、クリアラ11は、上記のように陰の発生を抑制するので、陰の部分を誤って異物として検出してしまうことを防止することができる。そして、紡績糸10の走行方向に平行な平面内で光を拡散させる度合いを小さくすることにより、透過光が紡績糸10の走行方向で平均化されにくくなる。その結果、クリアラ11は、走行する紡績糸10の太さの変動を正確に検出することができる。
【0070】
また、本実施形態のクリアラ11において、拡散部材38は、拡散異方性を有する拡散シートである。
【0071】
このように拡散異方性を有する拡散シートによって光を拡散することにより、簡単な構成で、紡績糸10の走行方向に平行な平面内で光を拡散させる度合いと、当該走行方向に直交する平面内で光を拡散させる度合いと、を異ならせることができる。また、拡散部材38として既存の拡散シートを用いることにより、クリアラ11を安価に構成することができる。
【0072】
また、本実施形態のクリアラ11は、紡績糸10を通過させる糸通路39を備えるとともに、受光素子371,372及び拡散部材38は、糸通路39の壁面と略面一に配置されている。
【0073】
これにより、糸通路39を通過する紡績糸10に対して受光素子371,372を近づけることができるので、反射光を鈍化させずに受光部37に受光させることができる。また、拡散部材38が糸通路39の壁面を構成することにより、紡績糸10が走行する空間と、光源部36が配置された空間と、を拡散部材38によって仕切ることができるので、光源部36に糸屑等が付着してしまうことを防ぐことができる。
【0074】
また、本実施形態のクリアラ11は、光源部36としての2つの発光素子361,362と、2つの受光素子371,372と、を備える。2つの発光素子361,362は、紡績糸10に対して異なる方向から交互に光を照射する。2つの受光素子371,372は、透過光受光部と前記反射光受光部とを兼ねる。そして、拡散部材38は、2つの発光素子361,362のそれぞれに対して設けられている。
【0075】
これにより、クリアラ11は、紡績糸10を2つの異なる方向から測定できるので、クリアラ11の測定精度が向上する。
【0076】
また、本実施形態のクリアラ11において、光源部36の発光素子361,362は、紡績糸10に対して平行光を照射することができる平行光LEDとして構成されている。
【0077】
これにより、受光素子371,372が受光する透過光が紡績糸10の走行方向で平均化されないので、クリアラ11は、紡績糸10の太さムラを正確に検出することができる。
【0078】
また、本実施形態の精紡機1は、巻取装置13と、前記クリアラ11と、当該クリアラ11が備えるアナライザ35と、カッタ22と、を備える。巻取装置13は、紡績糸10をパッケージ14に巻き取る。クリアラ11は、紡績糸10を測定する。アナライザ35は、クリアラ11の測定結果に基づいて異物及び太さ異常を検出する。カッタ22は、前記異物及び太さ異常の部分を除去する。
【0079】
この精紡機1は、本発明のクリアラ11を採用しているので、陰の部分を異物と誤判定して無駄な除去動作を行ってしまうことを防止でき、しかも紡績糸10の太さムラを良好な感度で検出できる。従って、この精紡機1は、紡績糸10の異物と太さ異常が除去された品質の高いパッケージ14を形成することができる。また、この精紡機1は、無駄な除去動作を行ってしまうことを防止できるので、効率良くパッケージ14を形成することができる。
【0080】
次に、本発明の第2実施形態について説明する。
【0081】
この実施形態は、本発明の繊維条体測定装置を、糸巻取機としての自動ワインダに適用したものである。以下、自動ワインダの構成について説明する。なお、上記第1実施形態と同一又は類似の構成については、第1実施形態と同一の符号を付して説明を省略する場合がある。
【0082】
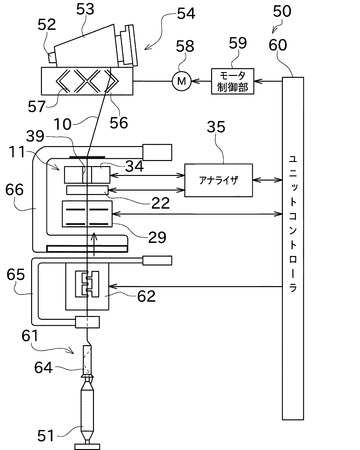
この実施形態に係る自動ワインダは、並べて配置された複数のワインダユニット50と、その並べられた方向の一端に配置された図略の機台制御装置と、を備えている。図6に示すように、ワインダユニット50は、給糸ボビン51から解舒される紡績糸(繊維条体)10をトラバース(綾振り)させながら巻取ボビン52に巻き付けて、所定長で所定形状のパッケージ53とするものである。
【0083】
それぞれのワインダユニット50が備える巻取装置54は、給糸ボビン51から解舒された紡績糸10を、巻取ボビン52の周囲に巻き取ってパッケージ53を形成するように構成されている。具体的には、巻取装置54は、紡績糸10をトラバースさせるとともに前記巻取ボビン52を駆動するための巻取ドラム56を備えている。図6に示すように、前記巻取ドラム56の外周面には螺旋状の綾振溝57が形成されており、この綾振溝57によって紡績糸10をトラバース(綾振り)させるように構成している。
【0084】
前記巻取ボビン52は、当該巻取ボビン52に対向して配置される巻取ドラム56が回転駆動することにより、従動回転する。紡績糸10は、前記綾振溝57によってトラバースされつつ、回転する巻取ボビン52の周囲に巻き取られる。図6に示すように、この巻取ドラム56はドラム駆動モータ58の出力軸に連結されており、このドラム駆動モータ58の作動はモータ制御部59により制御される。このモータ制御部59は、ユニットコントローラ60からの制御信号を受けて前記ドラム駆動モータ58を運転及び停止させる制御を行うように構成している。
【0085】
また、ワインダユニット50は、給糸ボビン51と巻取ドラム56との間の糸走行経路中に、給糸ボビン51側から順に、解舒補助装置61と、テンション付与装置62と、スプライサ29と、クリアラ(繊維条体測定装置)11が備えるクリアラヘッド34と、を配置した構成となっている。
【0086】
解舒補助装置61は、芯管に被さる規制部材64を給糸ボビン51からの紡績糸10の解舒と連動して下降させることにより、給糸ボビン51からの紡績糸10の解舒を補助するものである。規制部材64は、給糸ボビン51から解舒された紡績糸10が振り回されることにより給糸ボビン51の上部に形成されるバルーンに対し接触し、当該バルーンに適切なテンションを付与することによって紡績糸10の解舒を補助する。
【0087】
テンション付与装置62は、走行する紡績糸10に所定のテンションを付与するものである。テンション付与装置62としては、例えば、固定の櫛歯に対して可動の櫛歯を配置するゲート式のものを用いることができる。可動側の櫛歯は、櫛歯同士が噛み合わせ状態又は解放状態になるように、ロータリー式のソレノイドにより回動することができる。このテンション付与装置62によって、パッケージ53に巻き取られる紡績糸10に一定のテンションを付与し、パッケージ53の品質を高めることができる。なお、テンション付与装置62には、上記ゲート式のもの以外にも、例えばディスク式のものを採用することができる。
【0088】
クリアラ11は、前記第1実施形態と同様の構成であり、クリアラヘッド34と、アナライザ(検出部)35と、を備えている。紡績糸10は、クリアラヘッド34に形成された糸通路39に導入された状態で走行する。アナライザ35は、クリアラヘッド34が備えた受光部37(図6には図略)から送られてくる測定結果に基づいて、紡績糸10の太さムラや異物を検出する。アナライザ35は、紡績糸10の太さに異常が見つかった場合や、除去すべき異物を検出した場合には、その部分を糸欠点とみなして、ユニットコントローラ60に糸欠点検出信号を送信する。
【0089】
前記クリアラヘッド34の近傍には、カッタ(欠点除去部)22が付設されている。アナライザ35は、糸欠点を検出したときには、直ちにカッタ22を作動させて紡績糸10を切断する。もっとも、カッタ22の制御はユニットコントローラ60で行っても良い。
【0090】
スプライサ29は、クリアラ11が糸欠点を検出して紡績糸10を切断した時、又は給糸ボビン51からの解舒中の糸切れ時など、給糸ボビン51とパッケージ53との間で糸が分断状態となった時に、給糸ボビン51側の下糸と、パッケージ53側の上糸と、を糸継ぎする。スプライサ29の下側及び上側には、糸分断時において、給糸ボビン51側の糸端を捕捉してスプライサ29まで案内するサクションパイプ65と、パッケージ53側の糸端を捕捉してスプライサ29まで案内するサクションマウス66と、が設けられている。
【0091】
以上で説明したように、第2実施形態に係る自動ワインダは、巻取装置54と、クリアラ11と、クリアラ11が備えるアナライザ35と、カッタ22と、を備える。巻取装置54は、紡績糸10をパッケージ53に巻き取る。クリアラ11は、紡績糸10を測定する。アナライザ35は、クリアラ11の測定結果に基づいて異物及び太さ異常を検出する。カッタ22は、前記異物及び太さ異常の部分を除去する。
【0092】
この自動ワインダは、本発明のクリアラ11を採用しているので、陰の部分を異物と誤判定して無駄な除去動作を行ってしまうことを防止でき、しかも紡績糸10の太さムラを良好な感度で検出できる。従って、この自動ワインダは、紡績糸10の異物と太さ異常が除去された品質の高いパッケージ53を形成することができる。また、この自動ワインダは、無駄な除去動作を行ってしまうことを防止できるので、効率良くパッケージ53を形成することができる。
【0093】
以上に本発明の好適な実施の形態を説明したが、上記の構成は例えば以下のように変更することができる。
【0094】
上記実施形態では、クリアラによって紡績糸を測定する構成としたが、これに限らず、例えばスライバや繊維束など、紡績糸以外の繊維条体を本発明の繊維条体測定装置によって測定しても良い。スライバや繊維束の表面にも凹凸が存在しているので、光を拡散して照射するという本発明の繊維条体測定装置で測定することにより、表面の凹凸による陰の発生を抑制して異物を感度良く検出するという本発明の効果を発揮することができる。
【0095】
上記実施形態では、受光素子は糸通路の壁面と面一に配置されているとしたが、これに限らない。例えば図7に示すように、受光素子371,372の受光面が紡績糸10の方向を向くように、当該受光素子371,372を糸通路39の壁面に対して斜めに配置しても良い。このように受光素子371,372の受光面を紡績糸10に向けることにより、受光素子371,372が透過光及び反射光を受光する角度を垂直に近づけることができるので、透過光及び反射光の検出性能をより向上させることができる。また、図7に示すように、受光素子を糸通路の壁面から突出するように配置すれば、受光素子を紡績糸に対して更に近づけることができるので、反射光を鈍化させることなく受光素子に受光させることができる。
【0096】
上記実施形態のクリアラは、2つの発光素子を交互に発光させる二軸型としたが、これに代えて、1つの発光素子のみを備える一軸型のクリアラに本発明の構成を適用しても良い。この構成のクリアラは、当該1つの発光素子を、常時発光させる。従って、一軸型のクリアラは、二軸型のクリアラのように透過光を受光する受光素子と反射光を受光する受光素子が入れ替わることはない。この場合、一軸型のクリアラは、反射光のみを受光する受光素子(反射光受光部)と、透過光のみを受光する受光素子(透過光受光部)と、をそれぞれ備える。そして、このタイプのクリアラにおいても、発光素子の光を、拡散異方性を備えた拡散シートを介して繊維条体に照射することにより、透過光受光部が受光する透過光を糸走行方向で平均化させないようにすることができる。即ち、一軸型のクリアラであっても、本発明の構成を適用することにより、糸の太さムラの検出感度を良好に保つという本発明の効果を発揮することができる。
【0097】
また、上記実施形態では、拡散部材は拡散シートであるとして説明したが、これに限らない。即ち、繊維条体の走行方向に平行な平面内と、走行方向に直交する平面内と、で光を拡散させる度合いを異ならせることができる部材であれば、本発明の繊維条体測定装置を構成する拡散部として採用することができる。また、拡散部は、クリアラヘッドと別部材である必要はない。例えば、クリアラヘッド34の一部を透明樹脂で成形するとともに、当該透明樹脂の部分に適宜の表面加工を施すなどにより光の拡散異方性を持たせる。このように、拡散部材とクリアラヘッドが一体形成されていても良い。
【0098】
光源は可視光LEDとしたが、赤外光LEDや紫外光LEDを用いても良い。また光源はLEDに限らず、適宜の発光素子を用いることができる。
【0099】
また上記実施形態では、光源部36は平行光LEDであるとしたが、発光素子361,362が照射する光は平行光に限る訳ではなく、略平行の光や、照射方向が規制されていない光でも良い。例えば、(平行光LEDではない)普通のLEDを、発光素子361,362として用いることもできる。但し、糸太さムラの検出感度の向上という観点からは、光源部36の光は拡散しない方が良く、従って光源部36の光は可能な限り平行光に近いことが好ましい。
【0100】
上記第1実施形態の紡績ユニット2は、糸貯留装置12により、紡績装置9から紡績糸10を引き出しているが、この構成に限らない。例えば、デリベリローラとニップローラとにより紡績装置9ら紡績糸10を引き出し、その後、下流側に設けた糸貯留装置12により紡績糸10を貯留するように構成した精紡機に、本発明に係る繊維条体測定装置を適用しても良い。また上記のようにデリベリローラとニップローラとにより紡績装置9から紡績糸10を引き出すように構成した場合は、糸貯留装置12を省略することもできる。
【0101】
上記第1実施形態及び第2実施形態では、カッタ22により欠点除去部を構成しているが、糸欠点を除去できる構成であれば、カッタ22以外の構成により欠点除去部を構成しても良い。例えば上記第1実施形態において、クリアラ11が紡績糸10に異物や太さ異常を検出した場合に、巻取装置13の駆動は継続させた状態でドラフト装置7の駆動を停止させることにより、紡績糸10を引きちぎるようにして切断するように構成しても良い。この場合、巻取装置13及びドラフト装置7を欠点除去部として把握することができる。
【0102】
上記第2実施形態では、回転する巻取ドラムによってパッケージを回転させつつ、当該パッケージの表面に糸を綾振りする構成としたが、これに限定されず、パッケージの駆動と綾振りとが独立した構成の自動ワインダであっても良い。このような自動ワインダとしては、例えば、旋回運動するアームによって糸を綾振りするアーム式トラバース装置や、ベルトによって左右往復運動する糸掛部材によって糸を綾振りするベルト式トラバース装置を備えた自動ワインダなどを挙げることができる。この場合、パッケージをモータにより直接回転駆動させ、綾振り機構が設けられていない接触ローラを従動回転させる構成としても良い。
【0103】
また本発明に係る繊維条体測定装置は、紡績機や自動ワインダに限らず、他の種類の糸巻取機にも適用することができる。
【符号の説明】
【0104】
10 紡績糸(繊維条体)
11 クリアラ(繊維条体測定装置)
36 光源部
37 受光部(透過光受光部、反射光受光部)
38 拡散部材(拡散部)
【技術分野】
【0001】
本発明は、主として、繊維条体測定装置に関する。詳細には、繊維条体測定装置において、繊維条体に対して光を照射する際に光を拡散させる拡散部材の構成に関する。
【背景技術】
【0002】
紡績糸などの繊維条体を巻き取る装置においては、繊維条体に含まれる異物や、当該繊維条体の太さムラを検出するために、繊維条体測定装置を備える場合がある。ここで、例えば紡績糸の太さムラと異物の混入を検出する構成としては、LED(Light Emitting Diode)によって紡績糸に照射した光の透過光の変化で太さムラを検出するとともに、紡績糸に照射した光の反射光の変化から異物検出を行うという光学式の測定装置が知られている。光量の変化は、透過光、反射光のいずれもフォトダイオードなどの受光素子で電気信号に変換される。
【0003】
反射光による異物検出は、繊維条体と異物で光の反射率が異なることを利用したものである。例えば白い紡績糸に色の付いた異物が含まれていると、当該異物の部分で反射光が減少するので、当該反射光の変化を測定することにより異物を検出することができる。
【0004】
ところで繊維条体の表面には凹凸がある場合が少なくないが、このような凹凸に光を照射すると、光源と受光素子との位置関係により、繊維条体の表面に陰ができる場合がある。繊維条体の表面に陰が発生したということは、繊維条体の表面からの反射光の受光量が減少したということであるから、繊維条体に黒い異物が混入していると誤検出される場合がある。異物が検出されると当該異物の部分を切断除去する処理が行われるが、陰の部分は実際には異物ではないので除去する必要はない。このように、繊維条体に陰が発生すると、当該陰の部分が異物であると誤検出されて、必要のない除去動作が行われてしまうため不経済かつ非効率である。
【0005】
この点、特許文献1及び特許文献2には、光源の光を拡散板(拡散ディスク)を介して繊維条体(糸)に照射する構成が開示されている。このように光源の光を拡散板によって拡散させたうえで繊維条体に照射することにより、繊維条体に対して様々な方向から光を照射することができるので、繊維条体の表面に凹凸がある場合であっても陰を発生させにくくすることができる。これは、物質に直接照明を当てるとエッジ(境界面)部分に陰が発生するが、間接照明に変更することにより陰がなくなるのと同じ原理である。そして上記のように陰の発生を抑制することにより、陰の部分を異物と誤検出してしまう回数を減らすことができる。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特表平6−507979号公報
【特許文献2】特開2005−68569公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
一方、透過光による繊維条体の太さムラの検出は、当該繊維条体の太さの変化に応じて透過光の受光量が変化することを利用したものである。即ち、繊維条体が太くなると、当該繊維条体が光を遮る面積が広くなるので、透過光の受光量は減少する。従って、走行する繊維条体からの透過光量の変化を監視することにより、当該繊維条体の走行方向での太さの変動、即ち太さムラを検出することができる。
【0008】
ところが本願発明者は、特許文献1及び特許文献2のように拡散板を用いて光を拡散させる構成の繊維条体測定装置においては、光を拡散させない場合と比べて、繊維条体の太さムラの検出感度が低下するという問題があることを見出した。なお、このような問題点は、特許文献1及び特許文献2には指摘されていない。本願発明者は、この点について鋭意研究を重ねた結果、繊維条体の太さムラの検出感度が低下する原因は、光の拡散によって、受光素子が受光する透過光が平均化されることにあることを突き止めた。
【0009】
即ち、図8に示すように、光源136の光を拡散板138によって拡散させて繊維条体100に照射する場合、透過光を受光する受光素子137は、様々な方向から繊維条体100を透過してきた透過光を受光することになる。従って、受光素子137が出力する電気信号は、様々な方向からの透過光の強度を、いわば平均化したものとなる。このように透過光が平均化されてしまうと、繊維条体100の太さ変動を細かく検出することができなくなり、結果として太さムラの検出感度が低下してしまうのである。
【0010】
本発明は以上の事情に鑑みてされたものであり、その主要な目的は、繊維条体に含まれる異物を検出する際に陰の発生を抑制して異物検出感度を向上させるとともに、繊維条体の太さムラを良好に検出することができる繊維条体測定装置を提供することにある。
【課題を解決するための手段及び効果】
【0011】
本発明の解決しようとする課題は以上の如くであり、次にこの課題を解決するための手段とその効果を説明する。
【0012】
本発明の第1の観点によれば、以下の構成の繊維条体測定装置が提供される。即ち、この繊維条体測定装置は、光源部と、透過光受光部と、反射光受光部と、拡散部と、を備える。前記光源部は、走行する繊維条体に対して光を照射する。前記透過光受光部は、前記光源部から照射されて前記繊維条体を透過した光を受光する。前記反射光受光部は、前記光源部から照射されて前記繊維条体により反射された光を受光する。前記拡散部は、前記光源部と前記繊維条体との間に配置され、前記光源部からの光を拡散させる。そして、前記拡散部は、前記繊維条体の走行方向に平行な平面内で光を拡散させる度合いに比べて、当該走行方向と直交する平面内で光を拡散させる度合いの方が大きくなるように構成されている。
【0013】
即ち、光を拡散させて繊維条体に照射することにより、繊維条体に対して様々な角度から光を照射することができる。従って、繊維条体の表面に凹凸がある場合であっても陰の発生を抑制することができ、異物がある部分を上記繊維条体測定装置によって正確に検出することができる。また、上記繊維条体測定装置は、上記のように陰の発生を抑制するので、陰の部分を誤って異物として検出してしまうことを防止することができる。そして、繊維条体の走行方向に平行な平面内で光を拡散させる度合いを小さくすることにより、透過光が繊維条体の走行方向で平均化されにくくなる。その結果、上記繊維条体測定装置は、走行する繊維条体の太さの変動を正確に検出することができる。
【0014】
前記の繊維条体測定装置において、前記拡散部は、拡散異方性を有する拡散シートであることが好ましい。
【0015】
このように拡散異方性を有する拡散シートによって光を拡散することにより、簡単な構成で、繊維条体の走行方向に平行な平面内で光を拡散させる度合いと、当該走行方向に直交する平面内で光を拡散させる度合いと、を異ならせることができる。また、拡散部として既存の拡散シートを用いることにより、繊維条体測定装置を安価に構成することができる。
【0016】
前記の繊維条体測定装置は、繊維条体を通過させる繊維条体通路を備えるとともに、前記反射光受光部及び前記拡散部は、前記繊維条体通路の壁面と略面一に配置されていることが好ましい。
【0017】
これにより、通路を通過する繊維条体に対して反射光受光部を近づけることができるので、反射光を鈍化させずに反射光受光部に受光させることができる。また、拡散部が繊維条体通路の壁面を構成することにより、繊維条体が走行する空間と、光源部が配置された空間と、を拡散部によって仕切ることができるので、光源部に糸屑等が付着してしまうことを防ぐことができる。
【0018】
前記の繊維条体測定装置は、以下のように構成されることが好ましい。即ち、この繊維条体測定装置は、前記光源部としての2つの発光素子と、2つの受光素子と、を備える。前記2つの発光素子は、前記繊維条体に対して異なる方向から交互に光を照射する。前記2つの受光素子は、前記透過光受光部及び前記反射光受光部を兼ねる。そして、前記拡散部は、前記2つの発光素子のそれぞれに対して設けられている。
【0019】
これにより、繊維条体測定装置は、繊維条体を2つの異なる方向から測定できるので、繊維条体測定装置の測定精度が向上する。
【0020】
前記の繊維条体測定装置において、前記光源部は、前記繊維条体に対して平行光を照射するように構成されていることが好ましい。
【0021】
これにより、透過光受光部が受光する透過光が繊維条体の走行方向で平均化されないので、繊維条体測定装置は、繊維条体の太さムラを正確に検出することができる。
【0022】
本発明の第2の観点によれば、以下の構成の糸巻取機が提供される。即ち、この糸巻取機は、巻取装置と、前記繊維条体測定装置と、検出部と、欠点除去部と、を備える。前記巻取装置は、繊維条体をパッケージに巻き取る。前記繊維条体測定装置は、前記繊維条体を測定する。前記検出部は、前記繊維条体測定装置の測定結果に基づいて異物及び太さ異常を検出する。前記欠点除去部は、前記異物及び太さ異常の部分を除去する。
【0023】
この糸巻取機は、本発明の繊維条体測定装置を採用しているので、陰の部分を異物と誤判定して無駄な除去動作を行ってしまうことを防止でき、しかも繊維条体の太さムラを良好な感度で検出できる。従って、この糸巻取機は、繊維条体の異物と太さ異常が除去された品質の高いパッケージを形成することができる。また、この糸巻取機は、無駄な除去動作を行ってしまうことを防止できるので、効率良くパッケージを形成することができる。
【図面の簡単な説明】
【0024】
【図1】本発明の第1実施形態に係る精紡機の全体的な構成を示す正面図。
【図2】紡績ユニットの概略的な側面図。
【図3】クリアラの構成を示す平面断面図。
【図4】クリアラを、糸走行方向に平行かつ光源部および透過光受光部を通る平面で切断したときの断面図。
【図5】拡散異方性を有する拡散シートによって光が拡散される様子を説明する図。
【図6】第2実施形態に係る自動ワインダが備えるワインダユニットの概略的な正面図。
【図7】変形例に係るクリアラを、糸走行方向に平行かつ光源部および透過光受光部を通る平面で切断したときの断面図。
【図8】従来の繊維条体測定装置を、糸走行方向に平行かつ光源部および透過光受光部を通る平面で切断したときの断面図。
【発明を実施するための形態】
【0025】
次に、本発明の第1実施形態について図面を参照して説明する。
【0026】
図1に示す糸巻取機としての精紡機1は、並設された多数の紡績ユニット2と、糸継台車3と、ブロアボックス4と、原動機ボックス5と、を備えている。
【0027】
各紡績ユニット2は、スライバ15を延伸して繊維束8とし、繊維束8に撚りを加えることで紡績糸10とした後、この紡績糸10を巻き取ってパッケージ14を形成するように構成されている。なお、スライバ15、繊維束8、紡績糸10等は、繊維が細長く連なったものであるから、「繊維条体」と総称することができる。
【0028】
図1及び図2に示すように、各紡績ユニット2は、上流から下流へ向かって順に、ドラフト装置7と、紡績装置9と、巻取装置13と、を主要な構成として備えている。また、図2に示すように、各紡績ユニット2は、当該紡績ユニット2が備える各構成を制御するためのユニットコントローラ25を備えている。なお、本明細書において「上流」及び「下流」とは、紡績時での紡績糸10の走行方向における上流及び下流を意味するものとする。
【0029】
スライバ15を延伸して繊維束8とするためのドラフト装置7は、精紡機1の筐体6の上端近傍に設けられている。このドラフト装置7は図2に示すように、バックローラ16、サードローラ17、エプロンベルト18を装架したミドルローラ19、及びフロントローラ20の4つのローラを備えている。スライバ15は、上記各ローラ等によって延伸され、繊維束8となる。
【0030】
紡績装置9は、ドラフト装置7から送られてくる繊維束8に撚りを加えて紡績糸10を生成するように構成されている。紡績装置9の詳細な構成は図示しないが、本実施形態では空気式の紡績装置を採用している。即ち、紡績装置9は、その内部に圧縮空気を噴出して旋回空気流を発生させ、当該旋回空気流を繊維束8に作用させることにより、当該繊維束8に撚りを与えて紡績糸10を生成するように構成されている。
【0031】
前記紡績装置9と巻取装置13との間の位置には、クリアラ(繊維条体測定装置)11が備えるクリアラヘッド34が設けられている。紡績装置9で紡出された紡績糸10は、クリアラヘッド34を通過して走行する。クリアラ11は、走行する紡績糸10に含まれている異物と、当該紡績糸10の太さと、を監視するように構成されている。そしてクリアラ11は、紡績糸10に異物や太さ異常が検出された場合には、糸欠点検出信号をユニットコントローラ25へ送信するように構成されている。
【0032】
ユニットコントローラ25は、前記糸欠点検出信号を受信すると、クリアラヘッド34の近傍に配置されたカッタ(欠点除去部)22によって直ちに紡績糸10を切断する。この糸切断動作、及び後述の糸継ぎ動作により、紡績ユニット2は、紡績糸10に含まれていた糸欠点の部分を除去することができる。これにより、紡績ユニット2は、糸欠点の含まれない高品質なパッケージ14を形成することができる。
【0033】
巻取装置13は、紡績糸10を巻き取ってパッケージ14を形成するように構成されている。巻取装置13は、クレードルアーム33と、巻取ドラム23と、トラバース装置24と、を備えている。クレードルアーム33は支軸33aまわりに揺動可能に支持されており、紡績糸10を巻回するためのボビン27を回転可能に支持することができる。
【0034】
巻取ドラム23は、前記ボビン27やそれに紡績糸10を巻回して形成されるパッケージ14の外周面に接触して駆動できるように構成されている。また、トラバース装置24は、紡績糸10に係合可能なトラバースガイド28を備えている。この構成で、トラバースガイド28を図略の駆動手段によって往復動させながら巻取ドラム23を図略の電動モータによって駆動することで、巻取ドラム23に接触するパッケージ14を回転させ、紡績糸10をパッケージ14の表面に綾振りしつつ巻き取るようになっている。
【0035】
クリアラ11と巻取装置13との間には、糸貯留装置12が設けられている。この糸貯留装置12は、紡績装置9で生成された紡績糸10を、糸貯留ローラ21の周囲に巻き付けて一時的に貯留するように構成されている。
【0036】
糸貯留ローラ21は、その外周面に紡績糸10を一定量巻き付けて貯留することができるように構成されている。また、糸貯留ローラ21は、電動モータ26によって回転駆動される。糸貯留ローラ21の外周に紡績糸10を巻き付けた状態で、当該糸貯留ローラ21を回転駆動することにより、糸貯留装置12よりも上流側の紡績糸10に所定の張力を与えることができる。これにより、糸貯留装置12は、紡績装置9から所定の速度で紡績糸10を引き出し、当該紡績糸10を所定の速度で下流側に搬送することができる。
【0037】
糸継台車3は、図1及び図2に示すように、スプライサ(糸継装置)29と、サクションパイプ30と、サクションマウス31と、を備えている。糸継台車3は、ある紡績ユニット2で糸切れや糸切断等が発生して、紡績装置9とパッケージ14との間で紡績糸10が分断状態となった際に、当該紡績ユニット2の前までレール32を走行し、スプライサ29による糸継ぎを行うように構成されている。このスプライサ29の詳細な構成は省略するが、例えば、紡績装置9側の紡績糸10の糸端と、パッケージ14側の紡績糸10の糸端と、に旋回空気流を作用させることにより互いに撚り合わせて接合する空気式のスプライサ装置として構成することができる。
【0038】
紡績ユニット2における糸継動作について簡単に説明すると、以下のとおりである。即ち、ユニットコントローラ25は、ある紡績ユニット2で糸切れや糸切断が発生すると、当該紡績ユニット2のドラフト装置7、紡績装置9、巻取装置13等を停止させる。また、ユニットコントローラ25は糸継台車3に制御信号を送り、当該糸継台車3を前記紡績ユニット2の前まで走行させる。その後、ユニットコントローラ25は、ドラフト装置7及び紡績装置9等を再び駆動するとともに、前記糸継台車3による糸継動作を開始する。
【0039】
糸継動作を開始すると、まず糸継台車3は、軸30aを中心にしてサクションパイプ30を上下方向に回動させ、紡績装置9から送出される糸端を吸い込みつつ捕捉してスプライサ29へ案内する。またこれと前後して、糸継台車3は、軸31aを中心にしてサクションマウス31を上下方向に回動させ、前記巻取装置13に支持されたパッケージ14から糸端を吸引しつつ捕捉してスプライサ29へ案内する。そしてスプライサ29において、案内された糸端同士の糸継ぎを行う。
【0040】
このとき、糸貯留装置12は、スプライサ29による糸継が終了するまでの間、紡績装置9から連続的に送出される紡績糸10を糸貯留ローラ21に順次巻き付けて滞留させるように構成されている。これにより、糸継ぎ作業中に、紡績装置9から送出されてくる紡績糸10が紡績装置9とスプライサ29との間で弛んでしまうことを防止することができる。
【0041】
そしてスプライサ29による糸継が終了すると、ユニットコントローラ25は、巻取装置13による巻取りを再開させる。以上の糸継動作により、紡績装置9とパッケージ14の間で分断状態となっていた紡績糸10を再び連続状態として、パッケージへの紡績糸10の巻取りを再開することができる。
【0042】
次に、図3を参照して、クリアラ11の構成について説明する。クリアラ11は、前述のクリアラヘッド34と、アナライザ(検出部)35と、を備えている。
【0043】
クリアラヘッド34は樹脂製のハウジングとして構成されており、走行する紡績糸10を通過させることができるように糸通路(繊維条体通路)39が形成されている。また、クリアラヘッド34の内部には、光源部36と受光部37が配置されている。
【0044】
図3に示すように、光源部36は2つの発光素子361,362から構成され、受光部37は2つの受光素子371,372から構成されている。前記2つの発光素子361,362は可視光LEDとして構成されており、これにより糸通路39を走行している紡績糸10に対して可視光を照射するように構成されている。受光素子371,372はフォトダイオードとして構成され、受光した光の強度を電気信号に変換してアナライザ35に送信するように構成されている。なお、このタイプのクリアラを、発光素子を2つ備えているという意味で二軸型のクリアラと呼ぶ。
【0045】
アナライザ35は、CPU、ROM、RAM等からなるコンピュータとして構成されており、受光部37から送信されてきた測定結果(前記電気信号)に基づいて、紡績糸10の太さムラや異物を検出する。アナライザ35は、紡績糸10の太さに異常が見つかった場合や、除去すべき異物を検出した場合には、その部分を糸欠点とみなして、ユニットコントローラ25に糸欠点検出信号を送信する。
【0046】
第1発光素子361と第2発光素子362は、糸通路39を走行する紡績糸10に対して、異なる角度から光を照射するように配置されている。また、第1発光素子361と第2発光素子362は、交互に何れか一方が発光するように、アナライザ35によって制御されている。これにより、紡績糸10に対して2つの異なる方向から光を当てることができる。即ち、このような二軸型のクリアラは、紡績糸10を多角的に測定することができるので、例えば図3の断面における紡績糸10の断面形状が扁平である場合であっても、異物及び糸太さの検出精度を向上させることができる。
【0047】
第1受光素子371は、紡績糸10の走行経路を挟んで第2発光素子362の反対側に配置されている。従って、第1受光素子371は、第2発光素子362から照射されて紡績糸10を透過した光(透過光)を受光する。他方の第2受光素子372は、紡績糸10の走行経路を挟んで第1発光素子361の反対側に配置されている。従って、第2受光素子372は、第1発光素子361から照射されて紡績糸10を透過した光(透過光)を受光する。
【0048】
また、第1受光素子371は、第1発光素子361からの光が直接当たらないように配置されているとともに、当該第1発光素子361から照射されて紡績糸10で反射した光(反射光)を受光できるように配置されている。また、第2受光素子372は、第2発光素子362からの光が直接当たらないように配置されているとともに、当該第2発光素子362から照射されて紡績糸10で反射した光(反射光)を受光できるように配置されている。
【0049】
以上の構成で、第1発光素子361が発光しているときには、第1受光素子371は反射光を、第2受光素子372は透過光を、それぞれ受光する。第2発光素子362が発光しているときには、上記とは逆に、第1受光素子371が透過光を、第2受光素子372が反射光を、それぞれ受光する。このように、受光部37は、反射光を受光する機能(反射光受光部としての機能)と透過光を受光する機能(透過光受光部としての機能)とを兼ねている。
【0050】
上記透過光は、紡績糸10によって遮断されながら受光素子371,372に受光された光であるから、紡績糸10の太さが変動すれば、透過光の強度も変動する。従って、アナライザ35において受光素子371,372が受光した透過光の変動を監視することにより、紡績糸10の太さムラを検出することができる。
【0051】
また上記反射光は、紡績糸10表面で反射して受光素子371,372に受光された光であるから、紡績糸10表面の色に応じて、上記反射光の強度も変動する。従って、アナライザ35において受光素子371,372が受光した反射光の変動を検出することにより、紡績糸10に含まれる異物を検出することができる。
【0052】
なお、紡績糸10が太いほど、紡績糸10が光を反射する面積は広いので、反射光の強度も強くなる。従って、紡績糸10からの反射光の強度は、紡績糸10の太さの影響も受けてしまう。ただし、受光素子371,372は、紡績糸10以外の部分(例えば糸通路39の壁面)からの反射光も受光している。この紡績糸10以外の部分からの反射光は、紡績糸10が太いほど弱くなるので、紡績糸10からの反射光の変動を相殺することができる。これにより、反射光の強度は、糸太さの変動の影響を受けなくなるので、クリアラ11によって精度良く異物を検出することができる。なお、図示は省略するが、糸通路39の壁面には適切な反射率の反射板を設けており、紡績糸10からの反射光の変動を適切に相殺できるように工夫されている。
【0053】
次に、拡散部材38によって光源の光を拡散する構成について説明する。
【0054】
図3に示すように、本実施形態のクリアラ11は、紡績糸10と第1発光素子361との間、及び、紡績糸10と第2発光素子362との間に、それぞれ、光を拡散させるための拡散部材(拡散部)38を配置している。そして、発光素子361,362の光は、この拡散部材38を介して、紡績糸10に照射されるように構成されている。これにより、クリアラ11は、紡績糸10に対して拡散した光を照射することができる。
【0055】
ここで、光を拡散させるための拡散部材として、従来は、例えばスリガラスやオパールガラスなど、すべての方向に光を拡散させるフィルタを用いていた。しかし既に説明したように、光を拡散させて紡績糸10に照射すると、透過光が平均化されてしまう結果、紡績糸10の太さムラを検出するクリアラ11の検出感度が低下してしまうという問題がある。
【0056】
ところで、紡績糸10の太さムラとは、当該紡績糸10の太さが、当該紡績糸10の走行方向でどの程度変動しているかを示すものである。従って、紡績糸10の太さムラを感度良く検出するためには、紡績糸10の走行方向での透過光の変動をクリアラ11で細かく検出できる必要がある。この点、スリガラスやオパールグラスで全ての方向に光を拡散させると、紡績糸10の走行方向で透過光が平均化されてしまう。このため、従来のクリアラでは、紡績糸10の走行方向での透過光の変動を細かく検出できなかった。結果として、紡績糸10の太さムラを検出するクリアラの検出感度が低下していたのである。
【0057】
従って、紡績糸10の太さムラを検出するクリアラの検出感度を低下させないためには、紡績糸10の走行方向で透過光が平均化されなければ良い。このためには、紡績糸10の走行方向に平行な平面内で光を拡散させないようにすれば良い。逆に言えば、紡績糸10の走行方向と直交する平面内であれば、光を拡散させても前記走行方向で透過光を平均化することはない。即ち、紡績糸10の走行方向と直交する平面内で光を拡散させても、紡績糸10の太さムラを検出するクリアラの検出感度を低下させることはないのである。
【0058】
以上の点に着目し、本実施形態のクリアラ11では、糸走行方向と直交する平面内で光を拡散させる度合いに比べて、糸走行方向に平行な平面内で光を拡散させる度合いが小さいように、拡散部材38を構成している。
【0059】
具体的には、本実施形態の拡散部材38は、拡散異方性を有する拡散シートとして構成されている。なお、このような拡散異方性を有する拡散シートは、市販されている既存のものを利用することができる。これにより、クリアラ11を安価に構成することができる。そして、糸走行方向に直交する平面内での拡散角(図3に示す平面内で光を拡散させる度合い)に比べて、糸走行方向に平行な平面内での拡散角(図4に示す平面内で光を拡散させる度合い)の方が小さくなるように、前記拡散シートを配置している。一般的に、拡散異方性を有する拡散シートは図5のように楕円形に光を拡散させるので、この楕円の短軸方向が糸走行方向に対して平行になるように、当該拡散シートを配置すれば良い。
【0060】
拡散シート(拡散部材38)をこのように配置することにより、紡績糸10の走行方向と平行な平面内(図4に示す平面内)では、光源部36の光を拡散させる度合いを小さくすることができる。これにより、紡績糸10の走行方向では光があまり拡散しないので、受光部37が受光する透過光が紡績糸10の走行方向で平均化されてしまうことを防止できる。従って、クリアラ11において、紡績糸10の太さムラの検出感度を良好に保つことができる。
【0061】
拡散シートの拡散角の具体的な値は特に限定されないが、受光部37が受光する透過光を紡績糸10の走行方向で平均化させないという観点からは、紡績糸10の走行方向と平行な平面内での拡散角(図4に示す平面内で光を拡散させる度合い)は、可能な限り小さいことが好ましい。また本実施形態のクリアラ11において、光源部36の発光素子361,362は、平行光を照射できる平行光LEDとして構成されている。これによれば図4に示すように、光源部36は、紡績糸10に対して、走行方向に直交する方向からの光のみを照射できる。従って、受光部37が受光する透過光が紡績糸10の走行方向で平均化されてしまうことがないので、クリアラ11は、紡績糸10の太さムラを正確に検出できるようになる。
【0062】
また、拡散シート(拡散部材38)を上記のように配置することにより、紡績糸10の走行方向と直交する平面内(図3に示す平面内)では光を拡散させるので、この平面に平行な様々な方向から紡績糸10に対して光を照射することができる。これにより、紡績糸10の表面に陰が発生することを抑制することができるので、陰の部分を異物として誤検出することにより切断除去してしまう回数も減らすことができる。結果として、紡績ユニット2によるパッケージ14の生成効率を向上させることができる。
【0063】
また、上記のように紡績糸10の表面に陰が発生しにくくなるので、受光部37が反射光を受光してアナライザ35に出力する信号のS/N比を向上させることができる。即ち、光を拡散させずに紡績糸10に直接照射した場合は、当該紡績糸10に異物が含まれない場合であっても、紡績糸10表面の凹凸に発生する陰によって反射光の受光量が細かく変動してしまう。即ち、光を拡散させない場合は、反射光のノイズ成分が大きい。一方、本実施形態のように光を拡散させて照射することにより、紡績糸10に陰が発生しないので、紡績糸10に異物が含まれていないときに反射光が細かく変動することがなくなる。即ち、光を拡散せて照射することにより、反射光のノイズ成分を小さくすることができる。このようにS/N比を向上させることができる結果、紡績糸10に含まれている異物を、アナライザ35で判別し易くなる。
【0064】
以上のように、拡散異方性を有する拡散シートで光を拡散して紡績糸10に照射することにより、陰の発生を抑制して異物検出感度を向上させるという効果を発揮させつつ、しかも、太さムラ検出感度を低下させないという技術課題を解決することができるのである。
【0065】
また図3に示すように、本実施形態のクリアラ11においては、拡散部材38と、受光素子371,372は、糸通路39の壁面と略面一となるように配置されている。これにより、糸通路39の壁面に凹凸がなくなり、糸屑等が溜まりにくくなるので、メンテナンス性が向上する。
【0066】
また、拡散部材38を糸通路39の壁面と略面一に配置することにより、当該拡散部材38が、糸通路39の壁面の一部を構成している。即ち、本実施形態のクリアラ11においては、紡績糸10が通過する空間と、発光素子361,362が配置された空間と、が拡散部材38によって仕切られている。このように、紡績糸10が走行する空間と、発光素子361,362と、を仕切ることにより、紡績糸10の走行によって発生する糸屑等が発光素子361,362に付着することを防止できるので、メンテナンス性が更に向上する。
【0067】
ところで、従来のクリアラにおいては、例えば特許文献2の図4等に示されているように、受光素子は糸通路の壁面から奥まった位置に配置されていた。この構成では、当該受光素子と糸との距離が遠くなってしまい、受光素子が受光する反射光が鈍化するという問題があった。この点、本実施形態のクリアラ11では、上記のように受光素子371,372を糸通路39の壁面と略面一とすることにより、紡績糸10に対して可能な限り近い位置に受光素子371,372を配置することができる。これにより、紡績糸10からの反射光を鈍化させずに受光素子371,372で受光することができる。
【0068】
以上で説明したように、本実施形態のクリアラ11は、光源部36と、透過光受光部及び反射光受光部を兼ねる受光部37と、拡散部材38と、を備える。光源部36は、走行する紡績糸10に対して光を照射する。受光部37は、光源部36から照射されて紡績糸10を透過した光を受光する。また前記受光部37は、光源部36から照射されて紡績糸10により反射された光を受光する。拡散部材38は、光源部36と紡績糸10との間に配置され、光源部36からの光を拡散させる。そして、拡散部材38は、紡績糸10の走行方向に平行な平面内で光を拡散させる度合いに比べて、当該走行方向と直交する平面内で光を拡散させる度合いの方が大きくなるように構成されている。
【0069】
即ち、光を拡散させて紡績糸10に照射することにより、紡績糸10に対して様々な角度から光を照射することができる。従って、紡績糸10の表面に凹凸がある場合であっても陰の発生を抑制することができ、異物がある部分をクリアラ11によって正確に検出することができる。また、クリアラ11は、上記のように陰の発生を抑制するので、陰の部分を誤って異物として検出してしまうことを防止することができる。そして、紡績糸10の走行方向に平行な平面内で光を拡散させる度合いを小さくすることにより、透過光が紡績糸10の走行方向で平均化されにくくなる。その結果、クリアラ11は、走行する紡績糸10の太さの変動を正確に検出することができる。
【0070】
また、本実施形態のクリアラ11において、拡散部材38は、拡散異方性を有する拡散シートである。
【0071】
このように拡散異方性を有する拡散シートによって光を拡散することにより、簡単な構成で、紡績糸10の走行方向に平行な平面内で光を拡散させる度合いと、当該走行方向に直交する平面内で光を拡散させる度合いと、を異ならせることができる。また、拡散部材38として既存の拡散シートを用いることにより、クリアラ11を安価に構成することができる。
【0072】
また、本実施形態のクリアラ11は、紡績糸10を通過させる糸通路39を備えるとともに、受光素子371,372及び拡散部材38は、糸通路39の壁面と略面一に配置されている。
【0073】
これにより、糸通路39を通過する紡績糸10に対して受光素子371,372を近づけることができるので、反射光を鈍化させずに受光部37に受光させることができる。また、拡散部材38が糸通路39の壁面を構成することにより、紡績糸10が走行する空間と、光源部36が配置された空間と、を拡散部材38によって仕切ることができるので、光源部36に糸屑等が付着してしまうことを防ぐことができる。
【0074】
また、本実施形態のクリアラ11は、光源部36としての2つの発光素子361,362と、2つの受光素子371,372と、を備える。2つの発光素子361,362は、紡績糸10に対して異なる方向から交互に光を照射する。2つの受光素子371,372は、透過光受光部と前記反射光受光部とを兼ねる。そして、拡散部材38は、2つの発光素子361,362のそれぞれに対して設けられている。
【0075】
これにより、クリアラ11は、紡績糸10を2つの異なる方向から測定できるので、クリアラ11の測定精度が向上する。
【0076】
また、本実施形態のクリアラ11において、光源部36の発光素子361,362は、紡績糸10に対して平行光を照射することができる平行光LEDとして構成されている。
【0077】
これにより、受光素子371,372が受光する透過光が紡績糸10の走行方向で平均化されないので、クリアラ11は、紡績糸10の太さムラを正確に検出することができる。
【0078】
また、本実施形態の精紡機1は、巻取装置13と、前記クリアラ11と、当該クリアラ11が備えるアナライザ35と、カッタ22と、を備える。巻取装置13は、紡績糸10をパッケージ14に巻き取る。クリアラ11は、紡績糸10を測定する。アナライザ35は、クリアラ11の測定結果に基づいて異物及び太さ異常を検出する。カッタ22は、前記異物及び太さ異常の部分を除去する。
【0079】
この精紡機1は、本発明のクリアラ11を採用しているので、陰の部分を異物と誤判定して無駄な除去動作を行ってしまうことを防止でき、しかも紡績糸10の太さムラを良好な感度で検出できる。従って、この精紡機1は、紡績糸10の異物と太さ異常が除去された品質の高いパッケージ14を形成することができる。また、この精紡機1は、無駄な除去動作を行ってしまうことを防止できるので、効率良くパッケージ14を形成することができる。
【0080】
次に、本発明の第2実施形態について説明する。
【0081】
この実施形態は、本発明の繊維条体測定装置を、糸巻取機としての自動ワインダに適用したものである。以下、自動ワインダの構成について説明する。なお、上記第1実施形態と同一又は類似の構成については、第1実施形態と同一の符号を付して説明を省略する場合がある。
【0082】
この実施形態に係る自動ワインダは、並べて配置された複数のワインダユニット50と、その並べられた方向の一端に配置された図略の機台制御装置と、を備えている。図6に示すように、ワインダユニット50は、給糸ボビン51から解舒される紡績糸(繊維条体)10をトラバース(綾振り)させながら巻取ボビン52に巻き付けて、所定長で所定形状のパッケージ53とするものである。
【0083】
それぞれのワインダユニット50が備える巻取装置54は、給糸ボビン51から解舒された紡績糸10を、巻取ボビン52の周囲に巻き取ってパッケージ53を形成するように構成されている。具体的には、巻取装置54は、紡績糸10をトラバースさせるとともに前記巻取ボビン52を駆動するための巻取ドラム56を備えている。図6に示すように、前記巻取ドラム56の外周面には螺旋状の綾振溝57が形成されており、この綾振溝57によって紡績糸10をトラバース(綾振り)させるように構成している。
【0084】
前記巻取ボビン52は、当該巻取ボビン52に対向して配置される巻取ドラム56が回転駆動することにより、従動回転する。紡績糸10は、前記綾振溝57によってトラバースされつつ、回転する巻取ボビン52の周囲に巻き取られる。図6に示すように、この巻取ドラム56はドラム駆動モータ58の出力軸に連結されており、このドラム駆動モータ58の作動はモータ制御部59により制御される。このモータ制御部59は、ユニットコントローラ60からの制御信号を受けて前記ドラム駆動モータ58を運転及び停止させる制御を行うように構成している。
【0085】
また、ワインダユニット50は、給糸ボビン51と巻取ドラム56との間の糸走行経路中に、給糸ボビン51側から順に、解舒補助装置61と、テンション付与装置62と、スプライサ29と、クリアラ(繊維条体測定装置)11が備えるクリアラヘッド34と、を配置した構成となっている。
【0086】
解舒補助装置61は、芯管に被さる規制部材64を給糸ボビン51からの紡績糸10の解舒と連動して下降させることにより、給糸ボビン51からの紡績糸10の解舒を補助するものである。規制部材64は、給糸ボビン51から解舒された紡績糸10が振り回されることにより給糸ボビン51の上部に形成されるバルーンに対し接触し、当該バルーンに適切なテンションを付与することによって紡績糸10の解舒を補助する。
【0087】
テンション付与装置62は、走行する紡績糸10に所定のテンションを付与するものである。テンション付与装置62としては、例えば、固定の櫛歯に対して可動の櫛歯を配置するゲート式のものを用いることができる。可動側の櫛歯は、櫛歯同士が噛み合わせ状態又は解放状態になるように、ロータリー式のソレノイドにより回動することができる。このテンション付与装置62によって、パッケージ53に巻き取られる紡績糸10に一定のテンションを付与し、パッケージ53の品質を高めることができる。なお、テンション付与装置62には、上記ゲート式のもの以外にも、例えばディスク式のものを採用することができる。
【0088】
クリアラ11は、前記第1実施形態と同様の構成であり、クリアラヘッド34と、アナライザ(検出部)35と、を備えている。紡績糸10は、クリアラヘッド34に形成された糸通路39に導入された状態で走行する。アナライザ35は、クリアラヘッド34が備えた受光部37(図6には図略)から送られてくる測定結果に基づいて、紡績糸10の太さムラや異物を検出する。アナライザ35は、紡績糸10の太さに異常が見つかった場合や、除去すべき異物を検出した場合には、その部分を糸欠点とみなして、ユニットコントローラ60に糸欠点検出信号を送信する。
【0089】
前記クリアラヘッド34の近傍には、カッタ(欠点除去部)22が付設されている。アナライザ35は、糸欠点を検出したときには、直ちにカッタ22を作動させて紡績糸10を切断する。もっとも、カッタ22の制御はユニットコントローラ60で行っても良い。
【0090】
スプライサ29は、クリアラ11が糸欠点を検出して紡績糸10を切断した時、又は給糸ボビン51からの解舒中の糸切れ時など、給糸ボビン51とパッケージ53との間で糸が分断状態となった時に、給糸ボビン51側の下糸と、パッケージ53側の上糸と、を糸継ぎする。スプライサ29の下側及び上側には、糸分断時において、給糸ボビン51側の糸端を捕捉してスプライサ29まで案内するサクションパイプ65と、パッケージ53側の糸端を捕捉してスプライサ29まで案内するサクションマウス66と、が設けられている。
【0091】
以上で説明したように、第2実施形態に係る自動ワインダは、巻取装置54と、クリアラ11と、クリアラ11が備えるアナライザ35と、カッタ22と、を備える。巻取装置54は、紡績糸10をパッケージ53に巻き取る。クリアラ11は、紡績糸10を測定する。アナライザ35は、クリアラ11の測定結果に基づいて異物及び太さ異常を検出する。カッタ22は、前記異物及び太さ異常の部分を除去する。
【0092】
この自動ワインダは、本発明のクリアラ11を採用しているので、陰の部分を異物と誤判定して無駄な除去動作を行ってしまうことを防止でき、しかも紡績糸10の太さムラを良好な感度で検出できる。従って、この自動ワインダは、紡績糸10の異物と太さ異常が除去された品質の高いパッケージ53を形成することができる。また、この自動ワインダは、無駄な除去動作を行ってしまうことを防止できるので、効率良くパッケージ53を形成することができる。
【0093】
以上に本発明の好適な実施の形態を説明したが、上記の構成は例えば以下のように変更することができる。
【0094】
上記実施形態では、クリアラによって紡績糸を測定する構成としたが、これに限らず、例えばスライバや繊維束など、紡績糸以外の繊維条体を本発明の繊維条体測定装置によって測定しても良い。スライバや繊維束の表面にも凹凸が存在しているので、光を拡散して照射するという本発明の繊維条体測定装置で測定することにより、表面の凹凸による陰の発生を抑制して異物を感度良く検出するという本発明の効果を発揮することができる。
【0095】
上記実施形態では、受光素子は糸通路の壁面と面一に配置されているとしたが、これに限らない。例えば図7に示すように、受光素子371,372の受光面が紡績糸10の方向を向くように、当該受光素子371,372を糸通路39の壁面に対して斜めに配置しても良い。このように受光素子371,372の受光面を紡績糸10に向けることにより、受光素子371,372が透過光及び反射光を受光する角度を垂直に近づけることができるので、透過光及び反射光の検出性能をより向上させることができる。また、図7に示すように、受光素子を糸通路の壁面から突出するように配置すれば、受光素子を紡績糸に対して更に近づけることができるので、反射光を鈍化させることなく受光素子に受光させることができる。
【0096】
上記実施形態のクリアラは、2つの発光素子を交互に発光させる二軸型としたが、これに代えて、1つの発光素子のみを備える一軸型のクリアラに本発明の構成を適用しても良い。この構成のクリアラは、当該1つの発光素子を、常時発光させる。従って、一軸型のクリアラは、二軸型のクリアラのように透過光を受光する受光素子と反射光を受光する受光素子が入れ替わることはない。この場合、一軸型のクリアラは、反射光のみを受光する受光素子(反射光受光部)と、透過光のみを受光する受光素子(透過光受光部)と、をそれぞれ備える。そして、このタイプのクリアラにおいても、発光素子の光を、拡散異方性を備えた拡散シートを介して繊維条体に照射することにより、透過光受光部が受光する透過光を糸走行方向で平均化させないようにすることができる。即ち、一軸型のクリアラであっても、本発明の構成を適用することにより、糸の太さムラの検出感度を良好に保つという本発明の効果を発揮することができる。
【0097】
また、上記実施形態では、拡散部材は拡散シートであるとして説明したが、これに限らない。即ち、繊維条体の走行方向に平行な平面内と、走行方向に直交する平面内と、で光を拡散させる度合いを異ならせることができる部材であれば、本発明の繊維条体測定装置を構成する拡散部として採用することができる。また、拡散部は、クリアラヘッドと別部材である必要はない。例えば、クリアラヘッド34の一部を透明樹脂で成形するとともに、当該透明樹脂の部分に適宜の表面加工を施すなどにより光の拡散異方性を持たせる。このように、拡散部材とクリアラヘッドが一体形成されていても良い。
【0098】
光源は可視光LEDとしたが、赤外光LEDや紫外光LEDを用いても良い。また光源はLEDに限らず、適宜の発光素子を用いることができる。
【0099】
また上記実施形態では、光源部36は平行光LEDであるとしたが、発光素子361,362が照射する光は平行光に限る訳ではなく、略平行の光や、照射方向が規制されていない光でも良い。例えば、(平行光LEDではない)普通のLEDを、発光素子361,362として用いることもできる。但し、糸太さムラの検出感度の向上という観点からは、光源部36の光は拡散しない方が良く、従って光源部36の光は可能な限り平行光に近いことが好ましい。
【0100】
上記第1実施形態の紡績ユニット2は、糸貯留装置12により、紡績装置9から紡績糸10を引き出しているが、この構成に限らない。例えば、デリベリローラとニップローラとにより紡績装置9ら紡績糸10を引き出し、その後、下流側に設けた糸貯留装置12により紡績糸10を貯留するように構成した精紡機に、本発明に係る繊維条体測定装置を適用しても良い。また上記のようにデリベリローラとニップローラとにより紡績装置9から紡績糸10を引き出すように構成した場合は、糸貯留装置12を省略することもできる。
【0101】
上記第1実施形態及び第2実施形態では、カッタ22により欠点除去部を構成しているが、糸欠点を除去できる構成であれば、カッタ22以外の構成により欠点除去部を構成しても良い。例えば上記第1実施形態において、クリアラ11が紡績糸10に異物や太さ異常を検出した場合に、巻取装置13の駆動は継続させた状態でドラフト装置7の駆動を停止させることにより、紡績糸10を引きちぎるようにして切断するように構成しても良い。この場合、巻取装置13及びドラフト装置7を欠点除去部として把握することができる。
【0102】
上記第2実施形態では、回転する巻取ドラムによってパッケージを回転させつつ、当該パッケージの表面に糸を綾振りする構成としたが、これに限定されず、パッケージの駆動と綾振りとが独立した構成の自動ワインダであっても良い。このような自動ワインダとしては、例えば、旋回運動するアームによって糸を綾振りするアーム式トラバース装置や、ベルトによって左右往復運動する糸掛部材によって糸を綾振りするベルト式トラバース装置を備えた自動ワインダなどを挙げることができる。この場合、パッケージをモータにより直接回転駆動させ、綾振り機構が設けられていない接触ローラを従動回転させる構成としても良い。
【0103】
また本発明に係る繊維条体測定装置は、紡績機や自動ワインダに限らず、他の種類の糸巻取機にも適用することができる。
【符号の説明】
【0104】
10 紡績糸(繊維条体)
11 クリアラ(繊維条体測定装置)
36 光源部
37 受光部(透過光受光部、反射光受光部)
38 拡散部材(拡散部)
【特許請求の範囲】
【請求項1】
走行する繊維条体に対して光を照射する光源部と、
前記光源部から照射されて前記繊維条体を透過した光を受光する透過光受光部と、
前記光源部から照射されて前記繊維条体により反射された光を受光する反射光受光部と、
前記光源部と前記繊維条体との間に配置され、前記光源部からの光を拡散させる拡散部と、
を備え、
前記拡散部は、前記繊維条体の走行方向に平行な平面内で光を拡散させる度合いに比べて、当該走行方向と直交する平面内で光を拡散させる度合いの方が大きくなるように構成されていることを特徴とする繊維条体測定装置。
【請求項2】
請求項1に記載の繊維条体測定装置であって、
前記拡散部は、拡散異方性を有する拡散シートであることを特徴とする繊維条体測定装置。
【請求項3】
請求項1又は2に記載の繊維条体測定装置であって、
繊維条体を通過させる繊維条体通路を備えるとともに、
前記反射光受光部及び前記拡散部は、前記繊維条体通路の壁面と略面一に配置されていることを特徴とする繊維条体測定装置。
【請求項4】
請求項1から3までの何れか一項に記載の繊維条体測定装置であって、
前記光源部としての2つの発光素子と、
前記透過光受光部及び前記反射光受光部を兼ねる2つの受光素子と、を備え、
前記2つの発光素子は、前記繊維条体に対して異なる方向から交互に光を照射するように構成され、
前記拡散部は、前記2つの発光素子のそれぞれに対して設けられていることを特徴とする繊維条体測定装置。
【請求項5】
請求項1から4までの何れか一項に記載の繊維条体測定装置であって、
前記光源部は、前記繊維条体に対して平行光を照射するように構成されていることを特徴とする繊維条体測定装置。
【請求項6】
繊維条体をパッケージに巻き取る巻取装置と、
前記繊維条体を測定する請求項1から5までの何れか一項に記載の繊維条体測定装置と、
前記繊維条体測定装置の測定結果に基づいて異物及び太さ異常を検出する検出部と、
前記異物及び太さ異常の部分を除去する欠点除去部と、
を備えることを特徴とする糸巻取機。
【請求項1】
走行する繊維条体に対して光を照射する光源部と、
前記光源部から照射されて前記繊維条体を透過した光を受光する透過光受光部と、
前記光源部から照射されて前記繊維条体により反射された光を受光する反射光受光部と、
前記光源部と前記繊維条体との間に配置され、前記光源部からの光を拡散させる拡散部と、
を備え、
前記拡散部は、前記繊維条体の走行方向に平行な平面内で光を拡散させる度合いに比べて、当該走行方向と直交する平面内で光を拡散させる度合いの方が大きくなるように構成されていることを特徴とする繊維条体測定装置。
【請求項2】
請求項1に記載の繊維条体測定装置であって、
前記拡散部は、拡散異方性を有する拡散シートであることを特徴とする繊維条体測定装置。
【請求項3】
請求項1又は2に記載の繊維条体測定装置であって、
繊維条体を通過させる繊維条体通路を備えるとともに、
前記反射光受光部及び前記拡散部は、前記繊維条体通路の壁面と略面一に配置されていることを特徴とする繊維条体測定装置。
【請求項4】
請求項1から3までの何れか一項に記載の繊維条体測定装置であって、
前記光源部としての2つの発光素子と、
前記透過光受光部及び前記反射光受光部を兼ねる2つの受光素子と、を備え、
前記2つの発光素子は、前記繊維条体に対して異なる方向から交互に光を照射するように構成され、
前記拡散部は、前記2つの発光素子のそれぞれに対して設けられていることを特徴とする繊維条体測定装置。
【請求項5】
請求項1から4までの何れか一項に記載の繊維条体測定装置であって、
前記光源部は、前記繊維条体に対して平行光を照射するように構成されていることを特徴とする繊維条体測定装置。
【請求項6】
繊維条体をパッケージに巻き取る巻取装置と、
前記繊維条体を測定する請求項1から5までの何れか一項に記載の繊維条体測定装置と、
前記繊維条体測定装置の測定結果に基づいて異物及び太さ異常を検出する検出部と、
前記異物及び太さ異常の部分を除去する欠点除去部と、
を備えることを特徴とする糸巻取機。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2012−57978(P2012−57978A)
【公開日】平成24年3月22日(2012.3.22)
【国際特許分類】
【出願番号】特願2010−199055(P2010−199055)
【出願日】平成22年9月6日(2010.9.6)
【出願人】(000006297)村田機械株式会社 (4,916)
【Fターム(参考)】
【公開日】平成24年3月22日(2012.3.22)
【国際特許分類】
【出願日】平成22年9月6日(2010.9.6)
【出願人】(000006297)村田機械株式会社 (4,916)
【Fターム(参考)】
[ Back to top ]