
繊維構造物及びガス吸着材
【課題】 繊維表面に固着されたガス吸着性フィラーの脱落を防止し、フィラーの機能性を十分に発揮することができる繊維構造物を提供する。
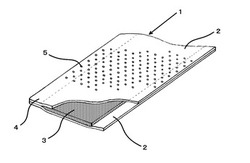
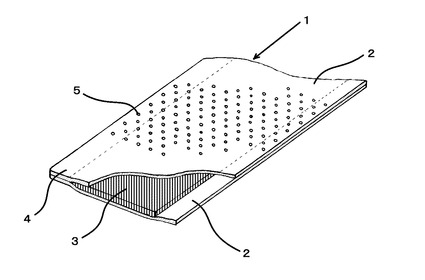
【解決手段】 本発明の繊維構造物(1)は、繊維と、その表面の湿熱ゲル化樹脂と、前記湿熱ゲル化樹脂に固着されたフィラーとを含むフィラー固着繊維を有しており、前記フィラーが前記湿熱ゲル化樹脂を湿熱ゲル化したゲル化物によって固着されているフィラー固着層(3)と、フィラー固着層(3)の表面及び側面の少なくとも一部を覆うように表面繊維層(2)が積層され、表面繊維層(2)同士が例えば圧着部(5)により接合して一体化されて耳部(4)を有している。
【解決手段】 本発明の繊維構造物(1)は、繊維と、その表面の湿熱ゲル化樹脂と、前記湿熱ゲル化樹脂に固着されたフィラーとを含むフィラー固着繊維を有しており、前記フィラーが前記湿熱ゲル化樹脂を湿熱ゲル化したゲル化物によって固着されているフィラー固着層(3)と、フィラー固着層(3)の表面及び側面の少なくとも一部を覆うように表面繊維層(2)が積層され、表面繊維層(2)同士が例えば圧着部(5)により接合して一体化されて耳部(4)を有している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、フィラーを繊維表面に固着したフィラー固着繊維を有する繊維構造物、及び有害ガス成分を吸着できるガス吸着材に関する。
【背景技術】
【0002】
近年、有害化学物質による室内環境汚染が問題となっている。例えば、揮発性有機化合物(以下、VOCと略称する)の吸入によるシックハウス症候群等のアレルギー症状の発生が増加しているため、VOCガス等の有害ガスを吸着するガス吸着材が要望されている。また、有害化学物質のうちタバコの煙成分には、有害ガス成分や臭気成分を含んでいるため、家庭やビルの室内、車内など室内環境を汚染する原因の一つとして挙げられている。そのため、タバコ臭を除去するガス吸着材も要望されている。前記ガス吸着材としては、活性炭などの吸着剤、あるいは光触媒などを担持した繊維シートが提供されている。
【0003】
例えば、特許文献1には、2枚のシートの間に活性炭粒子を混合したホットメルト剤で接合一体化した積層構造体であって、シートが透気度20秒以下及び平均繊維間距離1〜100μmの不織布であり、活性炭粉末の粒径が100〜1000μm、ホットメルト剤粉末の粒径が100〜1000μmである面状消臭体が提案されている。さらに、特許文献2には、通気性汚染防止フィルターにより光触媒を挟み込んだ通気性汚染防止光触媒脱臭フィルターが提案されている。
【特許文献1】特開平10−99421号公報
【特許文献2】特開2001−516号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかし、特許文献1の面状消臭体では、活性炭粒子がホットメルト剤によって樹脂内部に埋没してしまい、充分な消臭効果が得られない場合があった。さらに、このような固定化方法では、ホットメルト剤と活性炭粒子との接触面積が少ないため、活性炭粒子が脱落するおそれがあった。加えて、前記2枚のシートの間に活性炭粒子を挟持させる際、活性炭粒子が脱落しないように活性炭粒子の粒径を100〜1000μmといった粒径の大きなものを使用する必要があった。そのため、活性炭粒子の比表面積が小さく、充分な消臭効果が得られないという問題があった。
【0005】
さらに、特許文献2の脱臭フィルターは、通気性汚染防止フィルター層を積層してヤニ成分からの消臭機能低下を防止しようと試みているが、光触媒粒子は単に通気性汚染防止フィルター層に挟み込まれただけだと、フィルター層を通して脱落する恐れがあった。そのため、光触媒粒子と脱臭剤粒子を凝集させて凝集複合体を形成させることにより、粒子の脱落の防止を試みている。しかし、凝集複合体は、個々の機能性粒子の表面積が低下するため、所望の機能性が発揮できないだけでなく、エマルジョン系のバインダー樹脂で接着するため、さらに粒子の機能性が低下する恐れがあった。
【0006】
また、タバコの煙成分には、有害ガス成分や臭気成分以外にもヤニ成分(ニコチン、タール等)が含まれており、単に吸着剤や光触媒を担持したシートでは、ヤニ成分の汚れが吸着剤や光触媒の表面に付着していまい、ガス吸着機能や消臭機能が著しく低下するという問題があった。このように、従来のガス吸着材は、フィラーが脱落することがなく、ガス吸着機能だけでなく、タバコの煙のように様々な臭気成分や粒子成分、粘着成分等を吸着、除去する機能を求められているが、十分に対応できるガス吸着材が未だ実用化されていないのが実情であった。本発明は、前記従来の問題を解決するため、繊維表面に固着されたガス吸着性フィラーの脱落を防止し、フィラーの機能性を十分に発揮することができる繊維構造物を提供する。さらに、ガス吸着性フィラーの比表面積の減少を抑制することができるとともに、例えば、タバコのヤニ成分など臭気以外の成分の付着によるガス吸着機能の低下を防止するガス吸着材を提供する。
【課題を解決するための手段】
【0007】
本発明の繊維構造物は、繊維と、その表面の湿熱ゲル化樹脂と、前記湿熱ゲル化樹脂に固着されたフィラーとを含むフィラー固着繊維を有しており、前記フィラーが前記湿熱ゲル化樹脂を湿熱ゲル化したゲル化物によって固着されているフィラー固着層と、
前記フィラー固着層の表面を覆うように表面繊維層が積層されており、
前記フィラー固着層の側面の少なくとも一部を覆うように前記表面繊維層同士が接合して一体化された耳部を有することを特徴とする。
【0008】
本発明のガス吸着材は、前記繊維構造物を含み、前記フィラーがガス吸着性フィラーであることを特徴とする。
【発明の効果】
【0009】
本発明の繊維構造物は、前記フィラー固着層の表面を覆うように積層され、且つ側面の少なくとも一部を覆うように積層された表面繊維層同士が接合して一体化された耳部を有することにより、繊維構造物に過大な衝撃が加わったとしても、フィラーがフィラー固着層の側面から脱落することを抑えることができる。
【0010】
本発明の繊維構造物は、フィラーが繊維の表面に固着された湿熱ゲル化したゲル化物によって固着されているため、フィラーを表面に露出させた状態で固着することができる。これにより、繊維表面に固着されたフィラーの脱落を防止し、かつフィラーの比表面積の減少を抑制することができるので、フィラーの機能性を最大限に利用することができる。
【0011】
また、本発明のガス吸着材は、表面繊維層が積層されることにより、必要以上に通気性を低下させることなく、例えばタバコの煙に含まれるヤニ成分のように粒子成分や粘着成分を含む成分を除去することができるので、ガス吸着層の吸着・消臭機能の低下を抑え、ガス吸着材の寿命を延ばすことができる。
【発明を実施するための最良の形態】
【0012】
本発明の繊維構造物に用いられる湿熱ゲル化樹脂とは、水分存在下で加熱することによってゲル化し得る樹脂のことをいう。「ゲル化し得る樹脂」とは、50℃以上の温度でゲル化することによって膨潤し、この膨潤したゲル化物により、フィラー固着層の構成繊維を固定することができる樹脂のことをいう。湿熱ゲル化樹脂の形態は、パウダー状、チップ状、繊維状等が挙げられる。特に、湿熱ゲル化樹脂は、繊維状であることが好ましい。繊維状の湿熱ゲル化樹脂(以下、「湿熱ゲル化繊維」という)としては、湿熱ゲル化樹脂を含む繊維か、又は湿熱ゲル化樹脂繊維成分と他の熱可塑性合成繊維成分とを含む複合繊維(以下、「湿熱ゲル化複合繊維」という。)が用いられる。これにより、他の繊維又は少なくとも他の熱可塑性合成繊維成分は、繊維の形態を保ち、かつ湿熱ゲル化樹脂がゲル化されてフィラーを繊維表面に固着させるバインダーとしての作用機能を発揮する。そして、フィラーは、湿熱ゲル化樹脂繊維成分又は繊維の表面に接着された湿熱ゲル化樹脂が湿熱ゲル化したゲル化物によって固着されている。好ましくは、フィラーは、露出して固着されている。また、湿熱ゲル化樹脂繊維成分又は繊維の表面に接着された湿熱ゲル化樹脂が湿熱ゲル化したゲル化物によって、湿熱ゲル化繊維同士、及び/又は湿熱ゲル化繊維と他の繊維とは、接着されている。
【0013】
前記湿熱ゲル化樹脂は、エチレン−ビニルアルコール共重合樹脂であることが好ましい。湿熱によってゲル化でき、他の繊維及び/又は他の熱可塑性合成繊維成分を変質させないからである。また、フィラーに対する固着性が高いからである。
【0014】
エチレン−ビニルアルコール共重合樹脂とは、エチレン−酢酸ビニル共重合樹脂を鹸化することによって得られる樹脂であり、その鹸化度は95%以上が好ましい。より好ましい鹸化度は、98%以上である。また、好ましいエチレン含有率は、20モル%以上である。好ましいエチレン含有率は、50モル%以下である。より好ましいエチレン含有率は、25モル%以上である。より好ましいエチレン含有率は、45モル%以下である。鹸化度が95%未満ではゲル加工の際、ロール等への粘着により繊維構造物の生産が難しくなる場合がある。また、エチレン含有率が20モル%未満の場合も同様に、ゲル加工の際、ロール等への粘着により繊維構造物の生産が難しくなる場合がある。一方、エチレン含有率が50モル%を超えると、湿熱ゲル化温度が高くなり、加工温度を融点近傍まで上げざるを得なくなり、その結果、繊維構造物の寸法安定性に悪影響を及ぼす場合がある。
【0015】
前記湿熱ゲル化樹脂の好ましいゲル化温度は、50℃以上である。より好ましいゲル化温度は、80℃以上である。50℃未満でゲル化し得る樹脂を用いると、ゲル加工の際、ロール等への粘着が激しくなって繊維構造物の生産が難しくなるか、夏場や高温環境下での使用ができなくなる場合がある。なお、「ゲル加工」とは、湿熱ゲル化樹脂をゲル化させる加工のことをいう。
【0016】
前記繊維及び前記湿熱ゲル化樹脂の好ましい組み合わせとしては、
(I)湿熱ゲル化樹脂繊維成分と他の熱可塑性合成繊維成分とを含む複合繊維、
(II)前記複合繊維と他の繊維を混合したもの、
(III)前記複合繊維と湿熱ゲル化樹脂を混合したもの、及び
(IV)湿熱ゲル化樹脂と他の繊維を混合したもの
から選ばれる少なくとも一つが挙げられる(以下、「形態(I)〜(IV)」という。)。前記形態(I)は、「湿熱ゲル化樹脂」を湿熱ゲル化樹脂繊維成分とし、「繊維」を他の熱可塑性合成繊維成分とした湿熱ゲル化複合繊維である。前記形態(II)は、「湿熱ゲル化樹脂」を湿熱ゲル化複合繊維とし、「繊維」を他の繊維としこれを混合したものである。前記形態(III)は、「繊維」を湿熱ゲル化複合繊維とし、さらに湿熱ゲル化樹脂を混合したものである。前記形態(IV)は、前記湿熱ゲル化複合繊維以外の形態を採る湿熱ゲル化樹脂(例えば、湿熱ゲル化樹脂単独の繊維、パウダー状、チップ状)と、「繊維」を他の繊維としこれを混合したものである。
【0017】
前記形態(I)〜(III)に用いられる湿熱ゲル化複合繊維は、湿熱ゲル化樹脂繊維成分が露出しているか、または部分的に区分されている複合繊維であることが好ましい。その複合形状は、同心円芯鞘型、偏心芯鞘型、並列型、分割型、海島型等を指す。特に同心円芯鞘型はフィラーが繊維表面に固着しやすいので好ましい。また、その断面形状は、円形、中空、異型、楕円形、星形、偏平形等いずれであってもよいが、繊維製造の容易さから円形であることが好ましい。分割型複合繊維はあらかじめ高圧水流等を噴射して部分的に分割しておくのが好ましい。このようにすると、分割された湿熱ゲル化樹脂繊維成分は、湿熱処理によりゲル化し、ゲル化物を形成して他の繊維の表面に付着し、フィラーを固着する。すなわち、バインダーとして機能する。
【0018】
前記湿熱ゲル化複合繊維の繊度は、0.9〜11dtexであることが好ましく、2〜9dtexであることがより好ましい。湿熱ゲル化複合繊維の繊度が0.9dtex未満であると、フィルターに用いたときに充分な通気性を確保できないことがあり、繊度が11dtexを超えると、フィラーがゲル化物に埋没する場合があるか、フィラーの固着量が少なくなる場合がある。
【0019】
前記湿熱ゲル化複合繊維に占める湿熱ゲル化樹脂繊維成分の割合は、10〜90質量%の範囲内にあることが好ましい。より好ましい湿熱ゲル化樹脂繊維成分の含有量は、30〜70質量%である。湿熱ゲル化樹脂繊維成分の含有量が10質量%未満であると、フィラーが固着しにくくなる傾向にある。湿熱ゲル化樹脂繊維成分の含有量が90質量%を超えると、複合繊維の繊維形成性が低下する傾向にある。
【0020】
前記湿熱ゲル化複合繊維における他の熱可塑性合成繊維成分は、ポリオレフィン、ポリエステル、ポリアミド等いかなるものであってもよいが、好ましくはポリオレフィンである。ポリオレフィンとしては、ポリエチレン、ポリプロピレン、ポリブテン、ポリスチレン等が挙げられる。湿熱ゲル化樹脂繊維成分としてエチレン−ビニルアルコール共重合樹脂を使用した場合、溶融紡糸による複合繊維(コンジュゲート繊維)を形成しやすい。
【0021】
また、他の熱可塑性合成繊維成分として、湿熱ゲル化樹脂繊維成分をゲル化させる温度よりも高い融点を有する熱可塑性合成繊維成分を用いることが好ましい。他の熱可塑性合成繊維成分がゲル化物を形成させる温度よりも低い融点を有する熱可塑性合成繊維成分であると、他の熱可塑性合成繊維成分自体が溶融して硬くなる傾向にあり、例えば不織布にしたときに収縮を伴って不均一になることがある。
【0022】
前記湿熱ゲル化複合繊維がフィラー固着層に占める割合は、フィラーを固着することのできる量であれば特に限定されないが、ゲル化物によって繊維を固着する及び/又はフィラーを有効に固着するのに要する複合繊維の割合は、10質量%以上であることが好ましい。より好ましい複合繊維の割合は、30質量%以上である。さらに好ましい複合繊維の割合は、50質量%以上である。
【0023】
前記形態(III)では、前記湿熱ゲル化複合繊維に、さらに湿熱ゲル化樹脂を含有させて複合繊維の表面にゲル化物を形成させることも可能である。これにより、フィラーの固着効果をより向上させることができる。
【0024】
前記形態(II)または前記形態(IV)に用いられる他の繊維としては、レーヨン等の化学繊維、コットン、麻、ウール等の天然繊維等、ポリオレフィン樹脂、ポリエステル樹脂、ポリアミド樹脂、アクリル樹脂、ポリウレタン樹脂等の合成樹脂を単独成分又は複数成分とする合成繊維等、任意なものを選択して使用できる。
【0025】
前記形態(IV)において、湿熱ゲル化樹脂は、フィラー固着層に対して1〜90質量%の範囲内で含有させるのが好ましい。より好ましい含有量は、3〜70質量%である。湿熱ゲル化樹脂の含有量が1質量%未満であると、ゲル化物によって他の繊維を固着することが困難となるか、あるいはフィラーを固着しにくくなる傾向にある。湿熱ゲル化樹脂の含有量が90質量%を超えると、繊維形状が消失してフィルム状になるか、あるいはフィラーがゲル化物に埋没することがある。
【0026】
前記フィラー固着層は、繊維構造物であることが好ましい。繊維構造物とは、例えば、不織布、織物、編物、網状物、繊維集束物などを指す。繊維構造物を構成する繊維の表面にフィラーが固着している。
【0027】
本発明でいうフィラーとは、粒子状、短繊維状など、繊維構造物の内部に保持することができる形状のものであれば特に限定されない。例えば、フィラーとしては、無機フィラーであることが好ましい。無機フィラーであれば、研磨剤として用いた場合、研磨作用が大きいからである。前記無機フィラーとしては、アルミナ、シリカ、トリポリ、ダイヤモンド、コランダム、エメリー、ガーネット、フリント、合成ダイヤ、窒化硼素、炭化珪素、炭化硼素、酸化クロム、酸化セリウム、酸化鉄、ケイ酸コロイド、炭素、グラファイト、ゼオライト及び二酸化チタン、カオリン、クレイなどを挙げることができる。これらの粒子は適宜混合して使用することもできる。
【0028】
前記フィラーとしては、有機フィラーも用いることができる。有機フィラーとしては、例えば、スチレン系,アクリル系,メタクリル系,メラミン系,フェノール系,エポキシ系,フッ素系,シリコーン系,ポリエステル系,ポリオレフィン系などの樹脂が挙げられる。
【0029】
前記フィラーがガス吸着性フィラー及び/又は有機物吸着性フィラーの場合、空気中の気体物質を吸着する機能を有するものであれば特に限定されないが、活性炭粒子、ゼオライト、シリカゲル、活性白土、層状リン酸塩等の多孔質粒子、これらの多孔質粒子に化学吸着剤を担持させた多孔質粒子等が好ましい。多孔質粒子の中では、活性炭粒子が特に好ましい。
【0030】
前記フィラーがイオン交換性フィラーの場合、活性炭,ゼオライト,シリカゲル,活性白土,層状リン酸塩等の多孔質粒子にアルカリ性物質や酸性物質を含ませた多孔質粒子、及びスチレン系,アクリル系,メタクリル系などのカチオン交換樹脂、スチレン系,アクリル系などのアニオン交換樹脂等の有機高分子系イオン交換樹脂などを用いることができる。
【0031】
さらに前記研磨剤、ガス吸着性粒子及び有機物吸着性粒子以外にも、例えば乾燥剤としてのシリカゲル等、光触媒として二酸化チタン等、抗菌剤としての銀イオン,亜鉛イオン,銅イオン等の抗菌性金属イオンを担持したゼオライト,リン酸ジルコニウム,ハイドロキシアパタイト等、蓄熱剤や吸発熱剤などをマイクロカプセル化したフィラー、ウイルス吸着/分解剤、消臭剤、導電剤、制電剤、調湿剤、防虫剤、防カビ剤、難燃剤等の機能性フィラーを1又は2以上用いることができる。
【0032】
前記フィラーが粒子状である場合、その平均粒子径は、0.01〜1000μmの範囲であることが好ましい。より好ましい平均粒子径は、0.1μm以上であり、さらにより好ましくは1μm以上である。より好ましい平均粒子径は、80μm以下であり、さらにより好ましくは、50μm以下である。平均粒子径が0.01μm未満では、フィラーがゲル化物に埋没することがある。一方、平均粒子径が1000μmを超える場合は、フィラーの比表面積が小さくなり、フィラーの機能性が十分に発揮できない場合がある。特にフィラーの平均粒子径が100μm以下の場合は、比表面積が大きくなるので少量のフィラーでも充分な機能を発揮することができ、好ましい。
【0033】
前記フィラーが短繊維状である場合、その繊維長または繊維断面長のうち大きい方の長さ(以下、短繊維長さという)は、0.1〜1000μmの範囲であることが好ましい。より好ましい短繊維長さは、10μm以上である。より好ましい短繊維長さは、500μm以下である。その繊維長は、上記範囲を満たすとともに繊維構造物の繊維長に対して30%程度であることが好ましい。短繊維長さが0.1μm未満では、フィラーがゲル化物に埋没することがある。一方、短繊維長さが1000μmを超える場合は、繊維長が長いため、分散液に均一に分散せず、またフィラーの比表面積が小さくなり、フィラーの機能性が十分に発揮できない場合がある。
【0034】
前記繊維構造物は、フィラーの機能性を効率良く発揮させるために、フィラーの固着量が繊維構造物1m2あたり2g以上であることが好ましく、10g以上であることがより好ましく、20g以上であることが特に好ましい。また、フィラーの固着量の上限は繊維構造物に対して5倍程度が好ましい。
【0035】
本発明の繊維構造物をガス吸着材として用いる場合、フィラー固着層はガス吸着層として機能する。ガス吸着性フィラーは、例えば、タバコの煙に含まれる有害ガス成分や臭気成分などの気体物質やVOC(揮発性有機化合物)ガス等を吸着・消臭する機能を有するものであれば特に限定されない。例えば、活性炭粒子、ゼオライト、シリカゲル、活性白土、層状リン酸塩等の多孔質粒子、酸化チタン等を多孔質の無機化合物で被覆した光触媒粒子、及びこれらの多孔質粒子に酸性物質やホルムアルデヒド吸着剤等のガス吸着性化合物を含ませた多孔質粒子等が好ましい。多孔質粒子の中では、活性炭粒子が特に好ましい。
【0036】
前記活性炭の種類は特に限定されないが、例えば、原材料としてヤシガラや木質などを用いたものが挙げられ、その賦活方法は、水蒸気による方法や薬品による方法などが挙げられる。
【0037】
前記ガス吸着性フィラーは、例えば粒子状のものをいう。前記ガス吸着性フィラーが粒子状の場合、前記ガス吸着性フィラーの平均粒子径は、10〜100μmの範囲であることが好ましい。より好ましい平均粒子径は、15〜80μmであり、さらにより好ましい平均粒子径は、20〜50μmである。平均粒子径が10μm未満では、ガス吸着性フィラーがゲル化物に埋没することがある。一方、平均粒子径が100μmを超える場合は、ガス吸着性フィラーの比表面積が小さくなり、ガス吸着性フィラーの効果(例えば、タバコ消臭効果)が充分に得られなくなる場合がある。本発明のガス吸着材は、ガス吸着性フィラーの粒子径が小さくても、繊維表面に露出した状態で固着するので、少量のガス吸着性フィラーで優れた効果を発揮する。特に、ガス吸着性フィラーの平均粒子径が100μm以下の場合は、比表面積が大きくなるので、少量のガス吸着性フィラーでも優れた効果を発揮する。なお、前記平均粒子径とは、JIS標準ふるい(JIS Z 8801)による値である。
【0038】
前記ガス吸着層は、ガス吸着性フィラーの機能を効率良く発揮させるために、前記ガス吸着性フィラーの固着量がタバコ消臭層1m2あたり2〜200gであることが好ましく、10〜100g上であることがより好ましく、20〜80gであることがとくに好ましい。フィラーの固着量が2g未満であると、タバコの煙に含まれる有害ガス成分、臭気成分等を充分に吸着・消臭することができない。フィラーの固着量が200gを超えると、タバコ消臭層の繊維間の空隙が小さくなり、フィルターとして用いたときの通気性が低下する。
【0039】
本発明のガス吸着材は、ガス吸着性化合物を更に含んでいてもよい。前記ガス吸着性化合物としては、リン酸、スルファニル酸、アクリル酸、ポリフェノールなどの酸性物質、ヒドラジド化合物、あるいは芳香族ポリアミン、ポリアリルアミン、ポリビニルアミンなどのポリアミン化合物などが挙げられる。なお、ここでいうガス吸着性化合物とは、液状のものをいい、例えば水などの溶媒に溶解あるいは分散し易いものをいう。ガス吸着性化合物として液状のものを使用することにより、前記ガス吸着性化合物が繊維構造物中に均一に分散されるので都合がよい。ガス吸着材が酸性物質を含んでいるとアンモニアガスなどの吸着に優れた効果を発揮し、ヒドラジド化合物、ポリアミン化合物などを含んでいるとホルムアルデヒドなどの吸着に優れた性能を発揮する。
【0040】
前記ガス吸着層は、繊維と、その表面の湿熱ゲル化樹脂と、前記湿熱ゲル化樹脂に固着されたガス吸着性フィラーとを含むフィラー固着繊維を有する繊維構造物である。前記ガス吸着層の具体的な構成は、前記繊維及び前記湿熱ゲル化樹脂が、湿熱ゲル化樹脂成分と他の熱可塑性合成繊維成分とを含む複合繊維を50質量%以上含有するガス吸着不織布であることが好ましい。より好ましい湿熱ゲル化複合繊維の含有量は、70質量%以上であり、80質量%以上がさらにより好ましい。このような構成であると、フィラーを有効に固着することができるからである。また、前記ガス吸着不織布の目付は、30〜200g/m2であり、ガス吸着性フィラーの固着量がガス吸着不織布1m2あたり2〜200gであることが好ましい。このような構成であると、通気性を確保しつつ、効率よく吸着・消臭することができる。
【0041】
前記ガス吸着層の通気度は、20〜200cm3/cm2・secであることが好ましく、30〜150cm3/cm2・secであることがより好ましい。通気度が20cm3/cm2・sec未満であると、例えば、空気清浄機用フィルター、分煙フィルター等のフィルターに用いたときに、空気の循環効率が低下し、通気度が200cm3/cm2・secを超えると、ガス吸着層の空隙を大きすぎて有害ガス成分や臭気成分が充分にフィラーに接触せず、吸着・消臭効率が低下することがある。
【0042】
前記ガス吸着層の表面及び側面(端面)を覆うように、繊維径が10μm以下の極細繊維を含む目付0.5〜20g/m2の極細繊維層を含む表面繊維層が積層されていることが好ましい。このような表面繊維層を用いることにより、必要以上に通気性を低下させることなく、タバコの煙に含まれるヤニ成分などを除去することができるので、ガス吸着層の吸着・消臭機能の低下を抑え、寿命を延ばすことができる。なお、上記繊維径は、極細繊維層の断面を拡大して単繊維の直径を測定するか、表面繊維層から透過して視認可能な極細繊維層を拡大して単繊維の直径を測定することにより求めることができる。また、平均繊維径は、極細繊維層の断面を拡大し、単繊維50本の繊維径をそれぞれ求め、平均するか、不織布表面を700倍に拡大して写真を撮影し、写真の9cm四方の範囲内で視認できる単繊維の長さ方向の中央値を繊維径とし、単繊維それぞれの繊維径を求め、それを平均したものをいう。
【0043】
前記極細繊維層に用いられる極細繊維の繊維径は、10μm以下であり、好ましくは6μm以下であり、より好ましくは4μm以下である。極細繊維の繊維径が10μmを超えると、通気性は確保される反面、主としてタバコの煙に含まれるヤニ成分等を充分に除去することができない。また、極細繊維層の平均繊維径は、8μm以下であることが好ましく、より好ましくは0.5〜6μmであり、さらにより好ましくは1〜5μmである。極細繊維層の平均繊維径が8μmを超えると、通気性は確保される反面、主としてタバコの煙に含まれるヤニ成分等を充分に除去することができない。極細繊維の繊維径または極細繊維層の平均繊維径が小さすぎると、極細繊維層の空隙の大きさが小さくなる傾向にあり、ヤニ成分等で空隙が閉塞されて、ガス吸着性が低下しやすくなる。
【0044】
前記極細繊維層の目付は、0.5〜20g/m2であることが好ましく、より好ましくは1〜15g/m2であり、さらにより好ましくは1〜10g/m2である。極細繊維層の目付が0.5g/m2未満であると、主としてタバコの煙に含まれるヤニ成分等を充分に除去することができない。極細繊維層の目付が20g/m2を超えると、通気性が低下する場合がある。
【0045】
前記表面繊維層は、前記極細繊維層を含むことが好ましい。極細繊維層を積層することにより、通気性を確保しながらタバコの煙に含まれるヤニ成分等を充分に除去する(除去効果)ことができ、仮にタバコ消臭層のフィラーが脱落したとしても、フィラーがタバコ消臭材の外へ流出するのを防止する(バリアー効果)ことができる。表面繊維層は、極細繊維層の少なくとも片面に極細繊維層よりも平均繊維径が大きい繊維層(以下、太繊維層という)が積層していることが好ましい。より好ましくは、極細繊維層の両面に太繊維層を積層している。極細繊維層の両面に太繊維層を積層すると、ガス吸着層に固着されたフィラーと極細繊維層とが直接接触しないので、フィラーにより極細繊維層が傷つけられてヤニ成分等の除去効果が低下することがない。また、太繊維層がヤニ成分の前除去層の役割を果たす。
【0046】
太繊維層を構成する繊維の繊維径は、10μmより大きく、40μm以下であることが好ましい。太繊維層を構成する繊維の繊維径が10μm以下であると、通気性が低下する場合があり、40μmを超えると、目付が低い場合、不織布の強力の保持が困難となる場合がある。
【0047】
前記表面繊維層の目付(ガス吸着層の両面に積層される場合は、両面の合計)は、10〜60g/m2であることが好ましい。より好ましくは、12〜40g/m2である。表面繊維層の目付が10g/m2未満であると、通気性は確保される反面、主としてタバコの煙に含まれるヤニ成分等を充分に除去することができない。目付が60g/m2を超えると、通気性が低下する場合がある。
【0048】
前記表面繊維層の具体的な構成としては、極細繊維層はメルトブローン繊維層であり、太繊維層はスパンボンド繊維層であることが好ましい。メルトブローン繊維層であると、0.5〜20g/m2の低目付でありながら、ヤニ成分除去効果とバリアー効果を両立することができる。また、スパンボンド繊維層であると、通気性を確保し、ガス吸着層におけるフィラーによる層表面の凹凸を吸収しながら積層することができる。
【0049】
前記表面繊維層は、極細繊維層と太繊維層の層間が単に重ね合わせるだけでもよいが、取り扱い性を考慮すると熱接着等により一体していることが好ましい。一体化の方法としては、例えば部分的熱圧着による一体化が挙げられる。
【0050】
前記表面繊維層は、通気度が50〜250cm3/cm2・secであることが好ましく、70〜200cm3/cm2・secであることがより好ましい。通気度が50cm3/cm2・sec未満であると、例えば、空気清浄機用フィルター、分煙フィルター等のフィルターに用いたときに、空気の循環効率が低下し、通気度が250cm3/cm2・secを超えると、タバコの煙に含まれるヤニ成分等を充分に除去することができない。
【0051】
本発明の繊維構造物は、前記フィラー固着層の表面を覆い、且つ側面の少なくとも一部を覆うように表面繊維層が積層されている。例えば、フィラー固着層が長尺物である場合、その長さ方向の側面(端面)において表面繊維層が全体を覆うように積層されていることが好ましい。フィラー固着層の側面が覆われていないと、繊維構造物が輸送時など過大な衝撃を受けたときにフィラーが側面から脱落する場合がある。
【0052】
そして、前記表面繊維層の各層同士は、接合して一体化されて耳部を形成している。例えば、フィラー固着層が長尺物である場合、その長さ方向の側面(端面)において表面繊維層が長さ方向に全体を覆うように積層され、長さ方向に接合一体化された連続した耳部を形成していることが好ましい。繊維構造物が長尺物である場合、このような耳部を形成することにより、ロール状で輸送できるので、フィラーの脱落がなく都合がよく、例えば溶断処理やヒートシールのような他の側面(端面)処理方法に比べて風合いが柔らかく、用途が限定されることがない。
【0053】
前記耳部の幅は、1〜100mmであることが好ましい。より好ましくは、3〜50mmである。耳部の幅が1mm未満であると、過大な衝撃を受けたときにフィラーが側面から脱落する場合がある。耳部の幅が100mmを超えると、繊維構造物に占める耳部の割合が多くなり、不経済である。
【0054】
前記耳部を接合して一体化する方法としては、熱エンボス、超音波、高周波、接着剤などで部分的に接着する方法、熱融着、接着剤などで全面に接着する方法が挙げられるが、なかでも部分的に接着する方法が風合いや通気性を損なうことがない点で好ましい。特に、熱エンボス、超音波、及び高周波から選ばれる少なくとも一つの部分的圧着により一体化していることが好ましい。
【0055】
本発明の繊維構造物は、前記フィラー固着層と前記表面繊維層とも部分的な接着により一体化されていることが好ましい。より好ましくは、部分的圧着により一体化していることである。部分的圧着する方法としては、熱エンボス、超音波、高周波が挙げられる。部分的な接着により一体化すると、風合いや通気性を損なうことがない点で好ましく、特にフィルター等に用いる場合に都合がよい。
【0056】
前記部分的に接着する場合、その接着面積率は2〜30%であることが好ましい。より好ましくは、3〜25%である。接着面積率が2%未満であると、接着が不十分でフィラーが脱落する場合がある。接着面積率が超えると、例えばフィルターに用いたときに通性あるいは通水性が低下することがある。
【0057】
前記部分的に接着する場合、その接着パターンは特に限定されず、ドット状、ストライプ状、格子状などのパターンが挙げられるが一定のパターンで構成した方が物性あるいは性能が安定する点で好ましい。
【0058】
前記表面繊維層を構成する繊維は、前記湿熱ゲル化樹脂の融点よりも低い温度の融点を有する低融点樹脂を含む熱接着性繊維を含むことが好ましい。より好ましくは、湿熱ゲル化樹脂の融点よりも5℃低い温度以下の融点を有する低融点樹脂を含む熱接着性繊維を含むことである。表面繊維層に熱接着性繊維を含むことにより、フィラー固着層が必要以上に厚みが低下することなく各層同士を接合することができる。また、フィラー固着層と表面繊維層との接合時に収縮を生じることがなく、強固に接合することができる。例えば、湿熱ゲル化樹脂がエチレン−ビニルアルコール共重合樹脂である場合、表面繊維層を構成する繊維は、ポリプロピレン、プロピレン系共重合樹脂、ポリエチレン、エチレン系共重合樹脂などの低融点樹脂が挙げられる。
【0059】
次に、本発明の繊維構造物の製造方法について説明する。以下の説明における湿熱処理は、湿熱雰囲気で施される。ここでいう「湿熱雰囲気」とは、水分を含み、かつ加熱された雰囲気のことをいう。前記湿熱処理とは、湿熱ゲル化樹脂を付与した繊維、湿熱ゲル化繊維成分を含む繊維、又はこれらの繊維を含む処理前の繊維構造物(以下、「被処理繊維構造物」ともいう)に、例えばフィラーを含むフィラー分散溶液(以下、フィラー分散溶液という)を付与した後に加熱する処理や、前記フィラー分散溶液を付与しながら加熱する処理のことをいう。加熱の方法は、加熱雰囲気中へ晒す方法、加熱空気中を貫通させる方法、及び加熱体へ接触させる方法等が挙げられる。また、別の方法としては、被処理繊維構造物上にフィラーを散布した後、水分を付与し、加熱処理する方法や、予め水分を付与した被処理繊維構造物上にフィラーを散布した後、加熱処理する方法もある。前記散布の方法については特に限定されず、例えば篩による方法や噴射による方法や、電気的に行う方法などがある。
【0060】
前記被処理繊維構造物の製法は、特に限定されるものではないが、不織布の場合、ニードルパンチ法、水流交絡法、エアレイド法、スパンボンド法、メルトブロー法、湿式法などの方法から選ばれる少なくとも1種類の方法を使用するのが好ましい。なかでも、平均粒子径が10〜100μmの範囲であるフィラーをフィラー固着層に効率よく含有させて固着させるには、水流交絡法により得られた不織布であることが好ましい。
【0061】
前記水流交絡法により被処理繊維構造物を作製する場合、その水流交絡処理条件は、繊維構造物の目付および得られる不織布のフィラーの固着量や通気度等に応じて適宜設定される。例えば、目付が30〜80g/m2であるカードウェブの水流交絡処理は、80〜100メッシュの平織の支持体の上にウェブを載せて、孔径0.05mm以上0.5mm以下のオリフィスが0.3mm以上1.5mm以下の間隔で設けられたノズルから、水圧2MPa以上10MPa以下の水流をカードウェブの表裏面に1〜5回ずつ噴射することにより実施してよい。また、必要に応じて、上記条件での水流交絡処理の後、開孔形成用の支持体の上にウェブを載せて、上記ノズルから水圧2MPa以上10MPa以下の水流をウェブに噴射して、開孔部を形成してもよい。ここでいう開孔部とは、繊維が集積していない0.05〜50mm2の大きさを有する箇所のことをいう。そして、上記水流交絡処理後のウェブは、水分を除去するために乾燥されて、被処理繊維構造物(被処理不織布)が作製される。
【0062】
前記被処理繊維構造物には、親水処理を施してもよい。親水処理を施すと、被処理繊維構造物が疎水性繊維を含む場合に、被処理繊維構造物に略均一に水分を付与することができる。その結果、複合繊維が略均一に湿熱ゲル化され、ガス吸着性フィラーが固着しやすくなるため好ましい。親水処理としては、界面活性剤処理、コロナ放電法、グロー放電法、プラズマ処理法、電子線照射法、紫外線照射法、γ線照射法、フォトン法、フレーム法、フッ素処理法、グラフト処理法、スルホン化処理法等が挙げられる。
【0063】
前記被処理繊維構造物の好ましい目付の範囲は、30〜200g/m2であり、より好ましい目付の範囲は、35〜100g/m2である。目付が30g/m2よりも低いと、湿熱処理後に固着するフィラーの量が少なくなり、機能を充分に発揮できない場合がある。目付が200g/m2よりも高いと、フィラーを付与する際にフィラーが被処理繊維構造物の内部に入り込みにくくなる恐れがある。
【0064】
前記フィラー分散溶液を付与した後に加熱する場合は、湿熱処理における繊維または被処理繊維構造物に付与する水分の割合が(以下、「水分率」という)、20〜1500質量%であることが好ましい。より好ましい水分率は、30〜1000質量%である。さらにより好ましい水分率は、40〜900質量%である。水分率が20質量%未満であると、湿熱ゲル化が充分に起こらないことがある。一方、水分率が1500質量%を超えると、湿熱処理が被処理繊維構造物の表面と内部との間で均一に行われず、湿熱ゲル化の度合いが不均一となる傾向にある。なお、水分の付与方法としては、スプレー法、水槽への浸漬法等公知の方法で行うことができる。特に、フィラー分散溶液を被処理繊維構造物に含浸させる方法は、被処理繊維構造物内にフィラーを多く取り込みやすいため、好ましい。水分が付与された繊維又は被処理繊維構造物は、絞りロール等で圧搾する等の方法で所定の水分率に調整することができる。
【0065】
前記フィラー分散溶液を付与した後に加熱する場合は、湿熱処理における繊維または被処理繊維構造物に付与するフィラー分散溶液の割合(以下、「ピックアップ率」という)が、20〜1500質量%であることが好ましい。より好ましいピックアップ率は、30〜1000質量%である。さらにより好ましいピックアップ率は、40〜900質量%である。ピックアップ率が20質量%未満であると、湿熱ゲル化が充分に起こらないことがある。一方、ピックアップ率が1500質量%を超えると、湿熱処理が被処理繊維構造物の表面と内部との間で均一に行われず、湿熱ゲル化の度合いが不均一となる傾向にある。なお、水分の付与方法としては、スプレー、水槽への浸漬等公知の方法で行うことができる。
【0066】
前記フィラー分散溶液中のフィラーの濃度は、使用する被処理繊維構造物の目付や固着量、あるいは、フィラー分散溶液の温度や粘度などにより、適宜設定すればよいが、好ましい範囲は0.1〜75質量%であり、より好ましい範囲は、1〜50質量%である。フィラーの濃度が0.1質量%よりも低いと、フィラーの機能性が充分に得られなくなる場合がある。フィラーの濃度が75質量%よりも高いと、加工性が悪くなるため、フィラーが均一に付着されない場合がある。
【0067】
前記フィラー分散溶液は、本発明の繊維構造物をガス吸着材として使用する場合、ガス吸着性フィラー以外にガス吸着性化合物を更に含んでいることが好ましい。ガス吸着性化合物の濃度については、特に限定されるものではなく、被処理繊維構造物の目付や固着量により適宜設定すればよいが、好ましい範囲は、0.1〜10質量%である。ガス吸着性化合物の濃度が0.1質量%よりも低いと、ガス吸着性フィラーの効果が充分に得られなくなる場合がある。ガス吸着性化合物の濃度が10質量%よりも高いと、加工性が悪くなる場合がある。また、ガス吸着性化合物の濃度が10質量%よりも高い場合は、濃度の増加に見合う効果が得られなくなる場合もある。
【0068】
前記湿熱処理における湿熱処理温度は、湿熱ゲル化樹脂のゲル化温度以上融点−20℃以下であることが好ましい。より好ましい湿熱処理温度は、50℃以上である。さらにより好ましい湿熱処理温度は、80℃以上である。一方、より好ましい湿熱処理温度は、湿熱ゲル化樹脂の融点−30℃以下である。さらにより好ましい湿熱処理温度は、湿熱ゲル化樹脂の融点−40℃以下である。湿熱処理温度が湿熱ゲル化樹脂のゲル化温度未満であると、フィラーを有効に固着することができない場合がある。湿熱処理温度が湿熱ゲル化樹脂の融点−20℃を超えると、湿熱ゲル化樹脂の融点に近くなるため、フィラーを固着した繊維構造物にしたときに収縮を引き起こすことがある。
【0069】
前記湿熱処理を施した繊維構造物は、1)そのまま乾燥処理を行ってもよいし、2)一旦水洗を行った後、乾燥処理を行ってもよいし、3)一旦乾燥させた後、水洗を行いその後で乾燥処理を行ってもよい。水洗を行う場合は、上記3)の方法が、フィラーの固着量が多くなるので都合がよい。
【0070】
前記乾燥処理温度は、フィラーを固着した繊維構造物(フィラー固着層)が乾燥する温度であれば、特に限定されない。また、この乾燥処理時においては、場合によりフィラー固着層を、幅方向(機台に垂直な方向)に拡幅しながら乾燥処理を行ってもよい。幅方向に拡幅することにより、目付の調整や、長さ方向と幅方向の寸法安定性が図れる。
【0071】
湿熱処理の方法としては例えば以下の方法があり、それぞれの製造方法について説明する。
(1)被処理繊維構造物に、フィラー分散溶液を付与した後、スチーム処理する方法(以下、スチーム処理法という)
(2)被処理繊維構造物に、フィラー分散溶液を付与した後、加熱体に接触させる方法(以下、加熱体接触法という)
(3)被処理繊維構造物を、加熱したフィラー分散溶液に接触させる方法(以下、加熱液接触法という)
前記スチーム処理法は、得られる繊維構造物(フィラー固着層)に嵩高性及び/又は柔軟性を与える場合に適しており、前記繊維及び前記湿熱ゲル化樹脂を含むウェブからなる被処理繊維構造物に、フィラー分散溶液を付与した後に、所定の水分率に調整後、スチーム処理することによって、湿熱ゲル化樹脂がゲル化されたゲル化物を形成してフィラーを固着する。
【0072】
前記スチーム処理の方法としては、例えば、所定の水分率に調整した被処理繊維構造物の上及び/又は下からスチームを吹き付ける方法、スチームを充満させたチャンバー内で被処理繊維構造物にスチームを接触させる方法(パッドスチーマー法)、オートクレーブ等を用いて被処理繊維構造物をスチームに晒す方法などが挙げられる。かかる方法によれば、ゲル加工時において必要以上に被処理繊維構造物に圧力が加わらない。その結果、被処理繊維構造物の繊維形態を維持しながら、ガス吸着性フィラーを被処理繊維構造物の繊維表面に露出させた状態で固着することができる。更に、スチーム処理の条件を調整することにより、被処理繊維構造物が繊維間の交絡部において膜状に拡がったゲル化物(以下、膜状ゲル化物という)で覆うこともできるため、ガス吸着性フィラーを固着する有効面積が増大し、ガス吸着性能をより向上させることができる。
【0073】
前記パッドスチーマー法は、蒸気吹き出し口より吐出された蒸気が直接被処理繊維構造物に接触することなく、均一な蒸気雰囲気中でスチーム処理することによって、湿熱ゲル化樹脂が湿熱ゲル化され、均一なゲル化物を形成することができるので、特に好ましい。また、連続運転をする上でも都合がよい。更に、パッドスチーマー法によれば、温度のコントロールが容易なので、フィラーの機能を維持したまま、目的に応じて繊維構造物の強度や通気度などをコントロールすることができ、様々な形の膜状に拡がったゲル化物も形成できるので、特に好ましい。例えば、繊維形状を維持したゲル化樹脂上のフィラーの固着が不充分な場合は、パッドスチーマーの温度を上げることにより、ゲル化樹脂の流動性が向上し、フィラーを強固に固着させることができる。また、パッドスチーマー法は、ゲル加工と同時に、乾燥工程の予備処理的な役割も果たすため、乾燥工程の効率化も図れる。
【0074】
前記フィラー分散溶液の温度は、湿熱ゲル化樹脂がゲル化しない温度であっても、ゲル化を開始する温度であってもよく、フィラーやガス吸着性化合物の種類、粒子径、短繊維長さ、あるいはフィラー分散溶液の濃度や粘度などにより、適宜設定すればよい。例えば被処理繊維構造物の水分率が多い場合には、湿熱処理時に湿熱ゲル化樹脂がゲル化し易いように、被処理繊維構造物がゲル化しない温度範囲で加熱しても良い。なお、湿熱ゲル化樹脂がゲル化を開始する温度以上であれば、後述する加熱液接触法と組み合わせた方法となり、フィラーをより強固に固着させる場合に有効である。
【0075】
前記スチーム処理温度は、被処理繊維構造物付近の温度が、湿熱ゲル化樹脂又は湿熱ゲル化樹脂繊維成分のゲル化温度以上融点−20℃以下であれば、特に限定されるものではないが、好ましい温度範囲は、80〜120℃であり、より好ましい温度範囲は90〜110℃である。
【0076】
スチーム処理により、フィラーは、湿熱ゲル化樹脂又は湿熱ゲル化樹脂繊維表面に露出した状態で固着されるので、少量のフィラーで優れた効果を発揮する。また、フィラーがガス吸着性フィラーであると、少量のガス吸着性フィラーで優れた吸着効果を発揮し、フィラー分散溶液がガス吸着性化合物を更に含んでいる場合は、前記ガス吸着性化合物がガス吸着性フィラーの表面だけではなく、湿熱ゲル化樹脂又は湿熱ゲル化樹脂繊維表面にも固着されるので、ガス吸着性化合物だけをガス吸着成分として使用した場合に比べて、更に優れた効果を発揮する。
【0077】
前記乾燥処理後のフィラー固着層は、その乾燥処理後の出口部において、一対のプレスロールに通してプレス加工を行っても良い。乾燥処理後の出口部においてプレス加工を行うことで、フィラーが柔軟性を維持したまま、強固に固着される。
【0078】
次に、前記加熱体接触法について説明する。前記加熱体接触法は、フィラーをより強固に固着させる場合、前記繊維及び前記湿熱ゲル化樹脂を含むウェブからなる被処理繊維構造物にフィラー分散溶液を付与した後に、所定の水分率に調整し、これを加熱体に接触させることによって、湿熱ゲル化樹脂がゲル化されたゲル化物を形成してフィラーを固着する。被処理繊維構造物を加熱体に接触させる方法としては、例えば熱ロールに接触させる方法、熱プレス板に接触させる方法などが挙げられる。かかる方法によれば、瞬時に湿熱ゲル化樹脂繊維成分を湿熱ゲル化することができると同時にゲル化物を押し拡げることができるので、広い面積にわたりフィラーを固着することができる。また、かかる方法によれば、湿熱ゲル化したときに、フィラーがゲル化物に押し込まれて、繊維表面にフィラーを更に強固に固着させることができる。
【0079】
前記加熱体が熱プレス板のような面状のものである場合、被処理繊維構造物を接触させる際の面圧が0.01〜3MPaであることが好ましい。より好ましい面圧の下限は、0.02MPaである。より好ましい面圧の上限は、2.5MPaである。面厚が0.01Mpa未満の場合、フィラーの固着が充分でない場合があり、面厚が3Mpaを超えると、風合いが硬くなる場合がある。
【0080】
また、前記加熱体接触法が熱ロールによって圧縮成形処理する方法である場合、熱ロールの線圧は、10〜400N/cmであることが好ましい。より好ましい熱ロールの線圧の下限は、50N/cmである。より好ましい熱ロールの線圧の上限は、200N/cmである。線圧が10N/cm未満の場合、フィラーの固着が充分でない場合があり、線圧が400N/cmを超えると、風合いが硬くなる場合がある。
【0081】
前記加熱体の設定温度(例えば湿熱処理機の設定温度)は、湿熱ゲル化樹脂又は湿熱ゲル化樹脂繊維成分のゲル化温度以上融点−20℃以下であれば、特に限定されるものではないが、好ましい温度範囲は、50〜160℃であり、より好ましい温度範囲は80〜150℃である。なお、水分を含んだ被処理繊維構造物をゲル加工するために前記設定温度を100℃以上にすると、まず被処理繊維構造物内の水分が蒸発する。そのとき、湿熱ゲル化樹脂のゲル化が進行するので、ゲル加工の実温度は前記設定温度よりも低くなる傾向にある。従って、他の繊維の融点が前記設定温度よりも低い場合でも、実質的に溶融しないか、あるいは実質的に収縮しないことがあり、ゲル加工温度は、他の繊維が実質的に収縮しない温度で処理することが好ましい。
【0082】
加熱体を用いて処理することにより、フィラーは、湿熱ゲル化樹脂又は湿熱ゲル化樹脂繊維表面に露出した状態で、強固に固着されるので、フィラーを少量使用する場合は、確実に固着でき、フィラーを多量に使用する場合でも、その大半のフィラーを強固に固着できるので、フィラーの脱落量が少なくて済み、その効果も優れている。また、フィラーがガス吸着性フィラーであると、少量のガス吸着性フィラーで優れた吸着効果を発揮し、フィラー分散溶液がガス吸着性化合物を更に含んでいる場合は、前記ガス吸着性化合物がガス吸着性フィラーの表面だけでなく、湿熱ゲル化樹脂又は湿熱ゲル化樹脂繊維表面にも固着されるので、ガス吸着性化合物だけをガス吸着成分として使用した場合に比べて、更に優れた効果を発揮する。そのため、例えば従来のガス吸着材において、特に除去しにくかったホルムアルデヒドやアセトアルデヒド等のガスに対しても格段の効果を発揮する。
【0083】
次に、前記加熱液接触法について説明する。前記加熱液接触法は、被処理繊維構造物を加熱したフィラー分散溶液に接触させることにより、湿熱ゲル化樹脂がゲル化されたゲル化物を形成して、フィラーを固着する。被処理繊維構造物を加熱液に接触させる方法としては、例えば、加熱したフィラー分散溶液中に浸漬する方法、加熱したフィラー分散溶液を被処理繊維構造物に噴霧する方法などが挙げられる。かかる方法によれば、ゲル加工時に被処理繊維構造物に対して、必要以上に面圧が加わらないため、ゲル化した湿熱ゲル化繊維の流動性が少なくなり、被処理繊維構造物の繊維形態を維持しつつ繊維同士の交絡部においてゲル化物が膜状に拡げられることなく接着し、かつフィラーを繊維表面に露出させた状態で固着することができる上、得られる繊維構造物に嵩高性及び/又は柔軟性を与えることができる。また、湿熱ゲル化樹脂がゲル化する際は、水分の付与と同時に湿熱ゲル化繊維のゲル化が進行するので、前記フィラー分散溶液中のフィラーの濃度と、前記フィラー分散溶液の温度を調整して、フィラーの固着量を調整すればよい。具体的には、フィラーを含む熱水中(85℃以上)に繊維又は被処理繊維構造物を含浸することにより、フィラーを繊維表面に固着することができる。特に加熱したフィラー分散溶液中に浸漬する方法は、湿熱ゲル化繊維を均一にゲル化することができ、好ましい。
【0084】
前記加熱液接触法のゲル加工温度は、湿熱ゲル化樹脂又は湿熱ゲル化樹脂繊維成分のゲル化温度以上融点−20℃以下であれば、特に限定されるものではないが、好ましい温度範囲は、85〜120℃であり、より好ましい温度範囲は90〜100℃である。温度が85℃よりも低いと、フィラーの固着が充分になされない場合があり、120℃よりも高いと、風合いが硬くなり、フィルム状になる場合がある。
【0085】
前記加熱液接触法におけるフィラー分散溶液のフィラー濃度は、使用する被処理繊維構造物の目付や固着量、フィラー分散溶液の温度や粘度により適宜設定すればよいが、好ましい範囲は0.1〜75質量%であり、より好ましい範囲は、1〜50質量%である。
【0086】
前記加熱液接触法では、加熱したフィラー分散溶液中に被処理繊維構造物を浸漬することにより、湿熱ゲル化樹脂又は湿熱ゲル化樹脂繊維のゲル化と、フィラーの固着が同時に液中で行われる。これにより、フィラーを付与した後にゲル化する場合に比べ、フィラーをより均一に、繊維表面に露出した状態で固着することができるため、少量のフィラーで優れた効果を発揮する。また、フィラーがガス吸着性フィラーであると、少量のガス吸着性フィラーで優れた吸着効果を発揮し、フィラー分散溶液がガス吸着性化合物を更に含んでいる場合は、ガス吸着性化合物がガス吸着性フィラーの表面だけではなく、湿熱ゲル化樹脂又は湿熱ゲル化樹脂繊維表面にも固着されるので、ガス吸着性化合物だけをガス吸着成分として使用した場合に比べて、更に優れた効果を発揮する。
【0087】
なお、前記被処理繊維構造物の湿熱処理方法は、前述したようにスチーム処理法、加熱体接触法、加熱液接触法等があるが、同じ処理を繰り返し行ってもよいし、他の処理方法と組み合わせて行ってもよい。
【0088】
このようにして得られたフィラーを固着した繊維構造物(フィラー固着層)の表面を覆うように表面繊維層が積層される。そして、フィラー固着層の側面の少なくとも一部を覆うようにも表面繊維層が積層される。例えば、フィラー固着層が長尺物である場合、フィラー固着層は幅方向において10mm以上の幅で構成するとよい。その表面を覆う表面繊維層は幅方向においてフィラー固着層の幅よりも1mm以上大きくすることが好ましい。より好ましくは1〜100mmであり、さらにより好ましくは3〜50mmである。そして、この表面繊維層がフィラー固着層からはみ出すようにして積層される。積層方法は、長尺物であれば表面繊維層2ロールの間にフィラー固着層のロールを設置し、ロールから各層を送り出し、重ね合わせるとよい。一枚の表面繊維層をフィラー固着層の側面より外側で折り曲げて覆うこともできる。また、あらかじめフィラー固着層を所定の大きさに切断し、表面繊維層の長尺物の上に間隔をおいて載置することもできる。
【0089】
次いで、積層された表面繊維層は、少なくともフィラー固着層からはみ出した表面繊維層同士が重ね合わされた部分を接合により一体化させて耳部が形成される。さらに、フィラー固着層と表面繊維層とを全面に接合し一体化して、表面繊維層のはみ出した部分を耳部とすることが好ましい。接合する方法は、前述したとおりであり、例えば長尺物の場合、ロールから各層を送り出された各層を重ね合わせ、エンボスロール等により部分的に圧着処理するとよい。熱エンボス処理の場合、その加工温度は湿熱ゲル化樹脂の融点よりも低い温度に設定するとよい。例えば、湿熱ゲル化樹脂がエチレン−ビニルアルコール共重合樹脂である場合、熱エンボス処理温度は、熱収縮を抑え、接着性を考慮して110〜135℃で加工することが好ましい。長尺物の場合は、長さ方向に連続しているため、所定の大きさに切断することが重要である。この場合、切断を溶断処理するか、ヒートシール処理後切断するか等により繊維構造物の側面(端面)からフィラーが脱落するのを防止することができる。また、あらかじめフィラー固着層を所定の大きさに切断し、表面繊維層の長尺物の上に間隔をおいて載置した場合、フィラー固着層間で切断すれば全側面が耳部で形成された繊維構造物を得ることができる。
【0090】
このようにして得られる繊維構造物は、適宜フィラーを選択することによりフィラーの機能を充分に発揮した繊維構造物となる。例えば、フィラーがガス吸着性フィラーである場合、ガス吸着材として用いることができる。本発明のガス吸着材は、プリーツ折り構造、ハニカム構造等に成形して、空気清浄器用フィルター、エアコン用フィルター、車両用のキャビンフィルター、タバコ分煙器用フィルター等に用いることができる。この場合、他のフィルター材料、例えばエレクトレットフィルター、HEPAフィルター、ULPAフィルター等と併用して用いることもできる。
【0091】
本発明のガス吸着材は、例えばフィルター用途に用いる場合、前記表面繊維層または表面繊維層に含まれる極細繊維層をエレクトレット加工するか、前記ガス吸着層と表面繊維層を積層した後エレクトレット加工して、塵や花粉などの捕集性を高めることができる。また、タバコ消臭用フィルターとしても使用することができる。この場合、前記ガス吸着材をそのままフィルターとするか、ガス吸着材と他のフィルターと組み合わされて、組み込まれている。タバコ消臭フィルターとして用いる場合、前記ガス吸着層がタバコ消臭層の機能を果たし、前記表面繊維層がヤニ成分等の前除去層の機能を果たす。
【0092】
次に、本発明の一実施形態について図面を用いて説明する。図1は、本発明の一実施形態に係る3層構造の繊維構造物の斜視図である。外側にスパンボンド繊維層/メルトブローン繊維層/スパンボンド繊維層の積層不織布(SMS)からなる表面繊維層2,2を配置し、内側にフィラーを湿熱ゲル化物で固着したフィラー固着層3を配置させた例である。耳部4は、表面繊維層がフィラー固着層からはみ出して(点線より外側)表面繊維層同士で接合し一体化して形成されている。圧着部5は、熱エンボス処理などの圧着方法を用いて接合一体化した例である。
【0093】
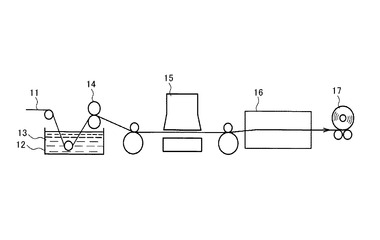
図2は、本発明の一実施形態に係るフィラー固着層(フィラー固着不織布)の製造方法(スチーム処理法)の一例工程図である。繊維11(又は被処理繊維構造物11)を、槽12内のフィラーを含むフィラー分散溶液13に含浸し、絞りロール14で絞り、下から蒸気が吹き出してチャンバー内に蒸気が均一に充満しているパッドスチーマー15でスチーム処理し、必要により乾燥、水洗、脱水処理(図示せず)したものを、乾燥機16で乾燥させて巻き取り機17で巻き取る。なお、パッドスチーマー15でスチーム処理する際、繊維11(又は被処理繊維構造物11)には、吹き出した蒸気は直接当たらない。
【0094】
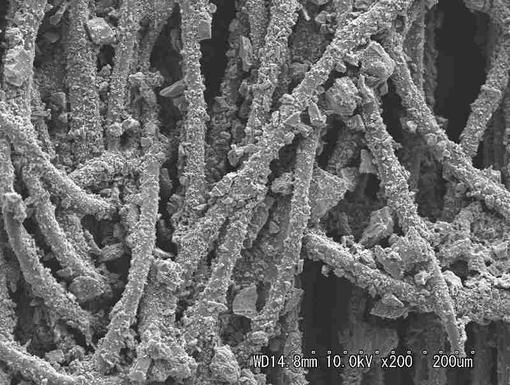
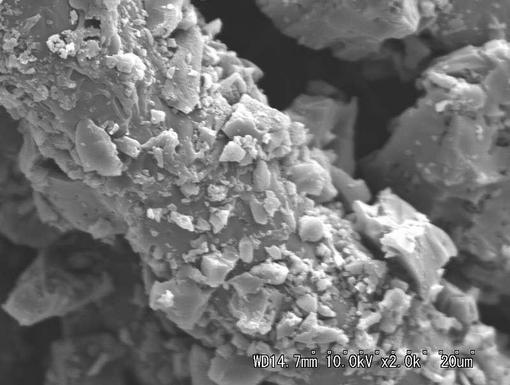
図3〜4は、上記スチーム処理法により得られた本発明の一実施形態に係る繊維構造物(不織布)と、その構成繊維にフィラーが固着している状態を示す走査電子顕微鏡写真である。このうち、図3は不織布を示す走査電子顕微鏡平面写真(倍率200)、図4は同不織布表面の繊維表面拡大写真(倍率2000)である。
【実施例】
【0095】
以下、本発明の具体的な実施例を示す。なお、本発明の繊維構造物(ガス吸着材)は、以下のようにして評価した。
【0096】
[繊維径、平均繊維径]
不織布表面を700倍に拡大して写真を撮影し、写真の9cm四方の範囲内に存在する単繊維それぞれの繊維径を求めた。また、それを平均して平均繊維径を求めた。
【0097】
[通気度]
JIS L 1096 6.27.1 A法(フラジール法)に準じて測定した。
【0098】
[ガス吸着試験方法]
試料を、それぞれ縦28cm×横17.6cmの大きさ(B5サイズ)に切断し、容量が5リットルの公害分析用バッグ(商品名「テドラーバッグ」)に入れ、初期濃度20ppmとなるように空気と調合された各有害ガスを注入した。そして、注入時点を開始時間とし、経時毎にガス検知管でバッグ内の各有害ガスの濃度を測定した。
【0099】
[試料1]
ガス吸着材として、以下のものを準備した。
(原反の作製)
鞘成分がエチレン−ビニルアルコール共重合樹脂(EVOH、エチレン含有量38モル%、融点176℃)であり、芯成分がポリプロピレン(PP、融点161℃)であり、EVOH:PPが50:50の割合(容積比)である芯鞘型複合繊維(繊度2.8dtex、繊維長51mm)を準備した。
【0100】
前記芯鞘型複合繊維をセミランダムカード機で開繊し、目付50g/m2を有するカードウェブを作製した。次いで、前記カードウェブを90メッシュの平織り支持体に載置し、前記カードウェブの幅方向に一列にオリフィス(径:0.12mm、ピッチ:0.6mm)が配置されたノズルから前記カードウェブに向けて水流を水圧3MPaで噴射した後、更に水圧4MPaで噴射した。続いて、前記カードウェブを裏返して、前記ノズルから水圧4MPaで水流を噴射して、水流交絡不織布原反を作製した。
【0101】
(ガス吸着性フィラーの準備)
ガス吸着性フィラーとしては、活性炭粒子:「クラレコール PL−D」(クラレケミカル製、ヤシガラ炭、平均粒子径40〜50μm)を使用した。
【0102】
(ガス吸着性化合物の準備)
ガス吸着性化合物としては、ポリアリルアミン10質量%水溶液を使用した。
【0103】
(ガス吸着性フィラー固着繊維を含有するフィラー固着層(ガス吸着層)の作製)
上記水流交絡不織布原反を、16質量%の前記活性炭粒子と1質量%になるように調整した前記ガス吸着性化合物を含む水分散液(20℃)に浸漬し、マングルロールの絞り圧力でピックアップ率を調整して、前記活性炭粒子の固着量を調整した。次いで、不織布原反付近の温度が100℃になるように調整したスチームを充満させたパッドスチーマー内で湿熱処理を行った。滞留時間は20秒であった。次に、温度140℃に調整したテンター方式の乾燥機内で乾燥させ、ガス吸着性フィラーを固着した不織布(ガス吸着層)を得た。得られたガス吸着層は、フィラーがゲル化物により繊維表面に固着していた。得られたガス吸着層には、フィラー及びガス吸着性化合物(以下、併せてガス吸着成分という)が約50g/m2固着していた。ガス吸着成分の固着率は、100%であった。
【0104】
(表面繊維層の準備)
表面繊維層として、目付が約6.5g/m2のスパンボンド繊維層の間に目付が約2g/m2のメルトブローン繊維層(極細繊維層)が積層され、部分的熱圧着により一体化された、目付15g/m2の積層不織布(三井化学(株)製、商品名シンテックスPQ−1153)を用意した。スパンボンド繊維層を構成する繊維は、繊維径が25μmのポリプロピレン繊維であり、メルトブローン繊維層を構成する繊維は、平均繊維径が2.5μmのポリプロピレン繊維であった。この積層不織布を走査電子顕微鏡で700倍に拡大し、スパンボンド繊維層を構成する繊維間から視認できるメルトブローン繊維層の繊維径は全て10μm以下であった。また、この積層不織布の通気度は、100cm3/cm2・secであった。
【0105】
(ガス吸着材の作製)
まず、ガス吸着層の長尺物を幅方向で200mmとなるようにスリットした。次に、表面繊維層の長尺物を幅方向で300mmとなるようにスリットした。各層を表面繊維層/ガス吸着層/表面繊維層の三層になるように各ロールから送り出し重ね合わせた。重ね合わせた三層は、エンボスロール/フラットロールの一対の熱エンボス加工機を通過させて熱圧着一体化した。熱エンボス加工機の加工条件は、温度125℃/125℃、線圧30kg/cmで加工した。次いで、得られた長尺物の幅方向で250mmとなるようにスリットして長尺物を巻き取り、長尺ロールとした。そして長尺物を長さ方向に400mmとなるように溶断処理をして本発明のガス吸着材を得た。得られたガス吸着材は、表面繊維層同士が接合一体化された耳部が約25mmの幅で形成され、ガス吸着層の両側面(端面)を覆っていた。この不織布について下記にフィラーの脱落試験方法に基づいて、フィラーの脱落性を評価した。
【0106】
[フィラー脱落試験]
長さ400mm、幅300mmのサンプルを準備し、チャック付きポリエチレン袋(縦560mm、横400mm)に前記サンプルを入れ、チャックを閉じた。サンプル入りポリエチレン袋を片手に持ち10回上下に振った後、袋中のフィラーの脱落を確認した。
【0107】
試料1について上記フィラー脱落試験で評価したところ、フィラーの脱落はなかった。また、風合いも柔らかく、嵩の減少もほとんどなかった。
【0108】
[試料2]
まず原反は、試料1と同様のものを使用した。この原反の上に試料1と同じ活性炭粒子を約40g/m2となるように散布し、その上から試料1と同じ濃度1%のガス吸着性化合物水溶液を約1g/m2となるようにスプレー塗布した。次いで、アクリル酸エステル系バインダー樹脂を約5g/m2となるようにスプレーガンで塗布し、乾燥させてガス吸着性フィラーをバインダー樹脂で固着した不織布(ガス吸着層)を得た。それ以外は、試料1と同様の方法で試料を作製した。得られたガス吸着層には、ガス吸着成分が約40g/m2付着していた。ガス吸着成分の付着率は、80%であった。試料2について上記フィラー脱落試験で評価したところ、フィラーは約5g脱落していた。
【0109】
表1に、試料1についてガス吸着試験を行った結果を示した。
【0110】
【表1】

【0111】
表1に示すとおり、試料1は、各有害ガス濃度の減少速度が速く、ガス吸着性が高いことを示し、タバコの煙に含まれる有害ガス成分であるホルムアルデヒド及びアセトアルデヒドを充分に除去できた。これは、試料1のガス吸着層中のガス吸着性フィラーが、繊維の表面に固着された湿熱ゲル化したゲル化物によって固着されているため、ガス吸着性フィラーが表面に露出した状態で固着され、ガス吸着性フィラーの比表面積の減少が抑制されたことによるものと考えられる。
【産業上の利用可能性】
【0112】
本発明の繊維構造物は、歯間を磨くフィラメント繊維(デンタルフロス)、工業用研磨材として、レンズ、半導体、金属、プラスチック、セラミック、ガラスなど様々な分野の研磨材、家庭用又は業務用キッチンなどで使用する研磨材、有害ガスなどを吸着するガス吸着材、抗菌材、消臭材、イオン交換材、汚水処理用材、吸油材、金属吸着材、電池セパレータ用不織材、導電性材、制電性(帯電防止)材、調湿,除湿(結露防止)材、吸音,防音材、蓄熱材、吸発熱材、防虫,防カビ材、抗ウイルス材、育苗材、芳香材、磁性材、遠赤外線材などに有用である。例えば、ガス吸着材、抗ウイルス材は、医療用のガウン、衣料、家庭用、車輌用等の内装材、建材の養生シート、壁紙、カーテン、マット、カーペット、マスク、空調用などのフィルター、ワイパー等に使用することができる。
【0113】
本発明のガス吸着材は、車輌用内装材、建材の養生シート、壁紙、マスク、マット、カーペット、フィルター等に使用することができ、特にタバコ消臭用フィルターとして、空気清浄器用のフィルター、車輌用のキャビンフィルター、分煙器用のフィルター、洋服カバー等に使用することができる。
【図面の簡単な説明】
【0114】
【図1】本発明の一実施形態に係る三層構造の繊維構造物の斜視図である。
【図2】本発明の一実施形態に係るフィラー固着層(フィラー固着不織布)の製造方法(スチーム処理法)の一例工程図である。
【図3】スチーム処理法により得られた本発明の一実施形態に係るフィラー固着層と、その構成繊維にフィラーが固着している状態を示す走査電子顕微鏡写真である。
【図4】スチーム処理法により得られた本発明の一実施形態に係るフィラー固着層と、その構成繊維にフィラーが固着している状態を示す走査電子顕微鏡写真である。
【符号の説明】
【0115】
1 繊維構造物
2 表面繊維層
3 フィラー固着層
4 耳部
5 圧着部
11 繊維(又は被処理繊維構造物)
12 槽
13 フィラー分散溶液
14 絞りロール
15 パッドスチーマー
16 乾燥機
17 巻き取り機
【技術分野】
【0001】
本発明は、フィラーを繊維表面に固着したフィラー固着繊維を有する繊維構造物、及び有害ガス成分を吸着できるガス吸着材に関する。
【背景技術】
【0002】
近年、有害化学物質による室内環境汚染が問題となっている。例えば、揮発性有機化合物(以下、VOCと略称する)の吸入によるシックハウス症候群等のアレルギー症状の発生が増加しているため、VOCガス等の有害ガスを吸着するガス吸着材が要望されている。また、有害化学物質のうちタバコの煙成分には、有害ガス成分や臭気成分を含んでいるため、家庭やビルの室内、車内など室内環境を汚染する原因の一つとして挙げられている。そのため、タバコ臭を除去するガス吸着材も要望されている。前記ガス吸着材としては、活性炭などの吸着剤、あるいは光触媒などを担持した繊維シートが提供されている。
【0003】
例えば、特許文献1には、2枚のシートの間に活性炭粒子を混合したホットメルト剤で接合一体化した積層構造体であって、シートが透気度20秒以下及び平均繊維間距離1〜100μmの不織布であり、活性炭粉末の粒径が100〜1000μm、ホットメルト剤粉末の粒径が100〜1000μmである面状消臭体が提案されている。さらに、特許文献2には、通気性汚染防止フィルターにより光触媒を挟み込んだ通気性汚染防止光触媒脱臭フィルターが提案されている。
【特許文献1】特開平10−99421号公報
【特許文献2】特開2001−516号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかし、特許文献1の面状消臭体では、活性炭粒子がホットメルト剤によって樹脂内部に埋没してしまい、充分な消臭効果が得られない場合があった。さらに、このような固定化方法では、ホットメルト剤と活性炭粒子との接触面積が少ないため、活性炭粒子が脱落するおそれがあった。加えて、前記2枚のシートの間に活性炭粒子を挟持させる際、活性炭粒子が脱落しないように活性炭粒子の粒径を100〜1000μmといった粒径の大きなものを使用する必要があった。そのため、活性炭粒子の比表面積が小さく、充分な消臭効果が得られないという問題があった。
【0005】
さらに、特許文献2の脱臭フィルターは、通気性汚染防止フィルター層を積層してヤニ成分からの消臭機能低下を防止しようと試みているが、光触媒粒子は単に通気性汚染防止フィルター層に挟み込まれただけだと、フィルター層を通して脱落する恐れがあった。そのため、光触媒粒子と脱臭剤粒子を凝集させて凝集複合体を形成させることにより、粒子の脱落の防止を試みている。しかし、凝集複合体は、個々の機能性粒子の表面積が低下するため、所望の機能性が発揮できないだけでなく、エマルジョン系のバインダー樹脂で接着するため、さらに粒子の機能性が低下する恐れがあった。
【0006】
また、タバコの煙成分には、有害ガス成分や臭気成分以外にもヤニ成分(ニコチン、タール等)が含まれており、単に吸着剤や光触媒を担持したシートでは、ヤニ成分の汚れが吸着剤や光触媒の表面に付着していまい、ガス吸着機能や消臭機能が著しく低下するという問題があった。このように、従来のガス吸着材は、フィラーが脱落することがなく、ガス吸着機能だけでなく、タバコの煙のように様々な臭気成分や粒子成分、粘着成分等を吸着、除去する機能を求められているが、十分に対応できるガス吸着材が未だ実用化されていないのが実情であった。本発明は、前記従来の問題を解決するため、繊維表面に固着されたガス吸着性フィラーの脱落を防止し、フィラーの機能性を十分に発揮することができる繊維構造物を提供する。さらに、ガス吸着性フィラーの比表面積の減少を抑制することができるとともに、例えば、タバコのヤニ成分など臭気以外の成分の付着によるガス吸着機能の低下を防止するガス吸着材を提供する。
【課題を解決するための手段】
【0007】
本発明の繊維構造物は、繊維と、その表面の湿熱ゲル化樹脂と、前記湿熱ゲル化樹脂に固着されたフィラーとを含むフィラー固着繊維を有しており、前記フィラーが前記湿熱ゲル化樹脂を湿熱ゲル化したゲル化物によって固着されているフィラー固着層と、
前記フィラー固着層の表面を覆うように表面繊維層が積層されており、
前記フィラー固着層の側面の少なくとも一部を覆うように前記表面繊維層同士が接合して一体化された耳部を有することを特徴とする。
【0008】
本発明のガス吸着材は、前記繊維構造物を含み、前記フィラーがガス吸着性フィラーであることを特徴とする。
【発明の効果】
【0009】
本発明の繊維構造物は、前記フィラー固着層の表面を覆うように積層され、且つ側面の少なくとも一部を覆うように積層された表面繊維層同士が接合して一体化された耳部を有することにより、繊維構造物に過大な衝撃が加わったとしても、フィラーがフィラー固着層の側面から脱落することを抑えることができる。
【0010】
本発明の繊維構造物は、フィラーが繊維の表面に固着された湿熱ゲル化したゲル化物によって固着されているため、フィラーを表面に露出させた状態で固着することができる。これにより、繊維表面に固着されたフィラーの脱落を防止し、かつフィラーの比表面積の減少を抑制することができるので、フィラーの機能性を最大限に利用することができる。
【0011】
また、本発明のガス吸着材は、表面繊維層が積層されることにより、必要以上に通気性を低下させることなく、例えばタバコの煙に含まれるヤニ成分のように粒子成分や粘着成分を含む成分を除去することができるので、ガス吸着層の吸着・消臭機能の低下を抑え、ガス吸着材の寿命を延ばすことができる。
【発明を実施するための最良の形態】
【0012】
本発明の繊維構造物に用いられる湿熱ゲル化樹脂とは、水分存在下で加熱することによってゲル化し得る樹脂のことをいう。「ゲル化し得る樹脂」とは、50℃以上の温度でゲル化することによって膨潤し、この膨潤したゲル化物により、フィラー固着層の構成繊維を固定することができる樹脂のことをいう。湿熱ゲル化樹脂の形態は、パウダー状、チップ状、繊維状等が挙げられる。特に、湿熱ゲル化樹脂は、繊維状であることが好ましい。繊維状の湿熱ゲル化樹脂(以下、「湿熱ゲル化繊維」という)としては、湿熱ゲル化樹脂を含む繊維か、又は湿熱ゲル化樹脂繊維成分と他の熱可塑性合成繊維成分とを含む複合繊維(以下、「湿熱ゲル化複合繊維」という。)が用いられる。これにより、他の繊維又は少なくとも他の熱可塑性合成繊維成分は、繊維の形態を保ち、かつ湿熱ゲル化樹脂がゲル化されてフィラーを繊維表面に固着させるバインダーとしての作用機能を発揮する。そして、フィラーは、湿熱ゲル化樹脂繊維成分又は繊維の表面に接着された湿熱ゲル化樹脂が湿熱ゲル化したゲル化物によって固着されている。好ましくは、フィラーは、露出して固着されている。また、湿熱ゲル化樹脂繊維成分又は繊維の表面に接着された湿熱ゲル化樹脂が湿熱ゲル化したゲル化物によって、湿熱ゲル化繊維同士、及び/又は湿熱ゲル化繊維と他の繊維とは、接着されている。
【0013】
前記湿熱ゲル化樹脂は、エチレン−ビニルアルコール共重合樹脂であることが好ましい。湿熱によってゲル化でき、他の繊維及び/又は他の熱可塑性合成繊維成分を変質させないからである。また、フィラーに対する固着性が高いからである。
【0014】
エチレン−ビニルアルコール共重合樹脂とは、エチレン−酢酸ビニル共重合樹脂を鹸化することによって得られる樹脂であり、その鹸化度は95%以上が好ましい。より好ましい鹸化度は、98%以上である。また、好ましいエチレン含有率は、20モル%以上である。好ましいエチレン含有率は、50モル%以下である。より好ましいエチレン含有率は、25モル%以上である。より好ましいエチレン含有率は、45モル%以下である。鹸化度が95%未満ではゲル加工の際、ロール等への粘着により繊維構造物の生産が難しくなる場合がある。また、エチレン含有率が20モル%未満の場合も同様に、ゲル加工の際、ロール等への粘着により繊維構造物の生産が難しくなる場合がある。一方、エチレン含有率が50モル%を超えると、湿熱ゲル化温度が高くなり、加工温度を融点近傍まで上げざるを得なくなり、その結果、繊維構造物の寸法安定性に悪影響を及ぼす場合がある。
【0015】
前記湿熱ゲル化樹脂の好ましいゲル化温度は、50℃以上である。より好ましいゲル化温度は、80℃以上である。50℃未満でゲル化し得る樹脂を用いると、ゲル加工の際、ロール等への粘着が激しくなって繊維構造物の生産が難しくなるか、夏場や高温環境下での使用ができなくなる場合がある。なお、「ゲル加工」とは、湿熱ゲル化樹脂をゲル化させる加工のことをいう。
【0016】
前記繊維及び前記湿熱ゲル化樹脂の好ましい組み合わせとしては、
(I)湿熱ゲル化樹脂繊維成分と他の熱可塑性合成繊維成分とを含む複合繊維、
(II)前記複合繊維と他の繊維を混合したもの、
(III)前記複合繊維と湿熱ゲル化樹脂を混合したもの、及び
(IV)湿熱ゲル化樹脂と他の繊維を混合したもの
から選ばれる少なくとも一つが挙げられる(以下、「形態(I)〜(IV)」という。)。前記形態(I)は、「湿熱ゲル化樹脂」を湿熱ゲル化樹脂繊維成分とし、「繊維」を他の熱可塑性合成繊維成分とした湿熱ゲル化複合繊維である。前記形態(II)は、「湿熱ゲル化樹脂」を湿熱ゲル化複合繊維とし、「繊維」を他の繊維としこれを混合したものである。前記形態(III)は、「繊維」を湿熱ゲル化複合繊維とし、さらに湿熱ゲル化樹脂を混合したものである。前記形態(IV)は、前記湿熱ゲル化複合繊維以外の形態を採る湿熱ゲル化樹脂(例えば、湿熱ゲル化樹脂単独の繊維、パウダー状、チップ状)と、「繊維」を他の繊維としこれを混合したものである。
【0017】
前記形態(I)〜(III)に用いられる湿熱ゲル化複合繊維は、湿熱ゲル化樹脂繊維成分が露出しているか、または部分的に区分されている複合繊維であることが好ましい。その複合形状は、同心円芯鞘型、偏心芯鞘型、並列型、分割型、海島型等を指す。特に同心円芯鞘型はフィラーが繊維表面に固着しやすいので好ましい。また、その断面形状は、円形、中空、異型、楕円形、星形、偏平形等いずれであってもよいが、繊維製造の容易さから円形であることが好ましい。分割型複合繊維はあらかじめ高圧水流等を噴射して部分的に分割しておくのが好ましい。このようにすると、分割された湿熱ゲル化樹脂繊維成分は、湿熱処理によりゲル化し、ゲル化物を形成して他の繊維の表面に付着し、フィラーを固着する。すなわち、バインダーとして機能する。
【0018】
前記湿熱ゲル化複合繊維の繊度は、0.9〜11dtexであることが好ましく、2〜9dtexであることがより好ましい。湿熱ゲル化複合繊維の繊度が0.9dtex未満であると、フィルターに用いたときに充分な通気性を確保できないことがあり、繊度が11dtexを超えると、フィラーがゲル化物に埋没する場合があるか、フィラーの固着量が少なくなる場合がある。
【0019】
前記湿熱ゲル化複合繊維に占める湿熱ゲル化樹脂繊維成分の割合は、10〜90質量%の範囲内にあることが好ましい。より好ましい湿熱ゲル化樹脂繊維成分の含有量は、30〜70質量%である。湿熱ゲル化樹脂繊維成分の含有量が10質量%未満であると、フィラーが固着しにくくなる傾向にある。湿熱ゲル化樹脂繊維成分の含有量が90質量%を超えると、複合繊維の繊維形成性が低下する傾向にある。
【0020】
前記湿熱ゲル化複合繊維における他の熱可塑性合成繊維成分は、ポリオレフィン、ポリエステル、ポリアミド等いかなるものであってもよいが、好ましくはポリオレフィンである。ポリオレフィンとしては、ポリエチレン、ポリプロピレン、ポリブテン、ポリスチレン等が挙げられる。湿熱ゲル化樹脂繊維成分としてエチレン−ビニルアルコール共重合樹脂を使用した場合、溶融紡糸による複合繊維(コンジュゲート繊維)を形成しやすい。
【0021】
また、他の熱可塑性合成繊維成分として、湿熱ゲル化樹脂繊維成分をゲル化させる温度よりも高い融点を有する熱可塑性合成繊維成分を用いることが好ましい。他の熱可塑性合成繊維成分がゲル化物を形成させる温度よりも低い融点を有する熱可塑性合成繊維成分であると、他の熱可塑性合成繊維成分自体が溶融して硬くなる傾向にあり、例えば不織布にしたときに収縮を伴って不均一になることがある。
【0022】
前記湿熱ゲル化複合繊維がフィラー固着層に占める割合は、フィラーを固着することのできる量であれば特に限定されないが、ゲル化物によって繊維を固着する及び/又はフィラーを有効に固着するのに要する複合繊維の割合は、10質量%以上であることが好ましい。より好ましい複合繊維の割合は、30質量%以上である。さらに好ましい複合繊維の割合は、50質量%以上である。
【0023】
前記形態(III)では、前記湿熱ゲル化複合繊維に、さらに湿熱ゲル化樹脂を含有させて複合繊維の表面にゲル化物を形成させることも可能である。これにより、フィラーの固着効果をより向上させることができる。
【0024】
前記形態(II)または前記形態(IV)に用いられる他の繊維としては、レーヨン等の化学繊維、コットン、麻、ウール等の天然繊維等、ポリオレフィン樹脂、ポリエステル樹脂、ポリアミド樹脂、アクリル樹脂、ポリウレタン樹脂等の合成樹脂を単独成分又は複数成分とする合成繊維等、任意なものを選択して使用できる。
【0025】
前記形態(IV)において、湿熱ゲル化樹脂は、フィラー固着層に対して1〜90質量%の範囲内で含有させるのが好ましい。より好ましい含有量は、3〜70質量%である。湿熱ゲル化樹脂の含有量が1質量%未満であると、ゲル化物によって他の繊維を固着することが困難となるか、あるいはフィラーを固着しにくくなる傾向にある。湿熱ゲル化樹脂の含有量が90質量%を超えると、繊維形状が消失してフィルム状になるか、あるいはフィラーがゲル化物に埋没することがある。
【0026】
前記フィラー固着層は、繊維構造物であることが好ましい。繊維構造物とは、例えば、不織布、織物、編物、網状物、繊維集束物などを指す。繊維構造物を構成する繊維の表面にフィラーが固着している。
【0027】
本発明でいうフィラーとは、粒子状、短繊維状など、繊維構造物の内部に保持することができる形状のものであれば特に限定されない。例えば、フィラーとしては、無機フィラーであることが好ましい。無機フィラーであれば、研磨剤として用いた場合、研磨作用が大きいからである。前記無機フィラーとしては、アルミナ、シリカ、トリポリ、ダイヤモンド、コランダム、エメリー、ガーネット、フリント、合成ダイヤ、窒化硼素、炭化珪素、炭化硼素、酸化クロム、酸化セリウム、酸化鉄、ケイ酸コロイド、炭素、グラファイト、ゼオライト及び二酸化チタン、カオリン、クレイなどを挙げることができる。これらの粒子は適宜混合して使用することもできる。
【0028】
前記フィラーとしては、有機フィラーも用いることができる。有機フィラーとしては、例えば、スチレン系,アクリル系,メタクリル系,メラミン系,フェノール系,エポキシ系,フッ素系,シリコーン系,ポリエステル系,ポリオレフィン系などの樹脂が挙げられる。
【0029】
前記フィラーがガス吸着性フィラー及び/又は有機物吸着性フィラーの場合、空気中の気体物質を吸着する機能を有するものであれば特に限定されないが、活性炭粒子、ゼオライト、シリカゲル、活性白土、層状リン酸塩等の多孔質粒子、これらの多孔質粒子に化学吸着剤を担持させた多孔質粒子等が好ましい。多孔質粒子の中では、活性炭粒子が特に好ましい。
【0030】
前記フィラーがイオン交換性フィラーの場合、活性炭,ゼオライト,シリカゲル,活性白土,層状リン酸塩等の多孔質粒子にアルカリ性物質や酸性物質を含ませた多孔質粒子、及びスチレン系,アクリル系,メタクリル系などのカチオン交換樹脂、スチレン系,アクリル系などのアニオン交換樹脂等の有機高分子系イオン交換樹脂などを用いることができる。
【0031】
さらに前記研磨剤、ガス吸着性粒子及び有機物吸着性粒子以外にも、例えば乾燥剤としてのシリカゲル等、光触媒として二酸化チタン等、抗菌剤としての銀イオン,亜鉛イオン,銅イオン等の抗菌性金属イオンを担持したゼオライト,リン酸ジルコニウム,ハイドロキシアパタイト等、蓄熱剤や吸発熱剤などをマイクロカプセル化したフィラー、ウイルス吸着/分解剤、消臭剤、導電剤、制電剤、調湿剤、防虫剤、防カビ剤、難燃剤等の機能性フィラーを1又は2以上用いることができる。
【0032】
前記フィラーが粒子状である場合、その平均粒子径は、0.01〜1000μmの範囲であることが好ましい。より好ましい平均粒子径は、0.1μm以上であり、さらにより好ましくは1μm以上である。より好ましい平均粒子径は、80μm以下であり、さらにより好ましくは、50μm以下である。平均粒子径が0.01μm未満では、フィラーがゲル化物に埋没することがある。一方、平均粒子径が1000μmを超える場合は、フィラーの比表面積が小さくなり、フィラーの機能性が十分に発揮できない場合がある。特にフィラーの平均粒子径が100μm以下の場合は、比表面積が大きくなるので少量のフィラーでも充分な機能を発揮することができ、好ましい。
【0033】
前記フィラーが短繊維状である場合、その繊維長または繊維断面長のうち大きい方の長さ(以下、短繊維長さという)は、0.1〜1000μmの範囲であることが好ましい。より好ましい短繊維長さは、10μm以上である。より好ましい短繊維長さは、500μm以下である。その繊維長は、上記範囲を満たすとともに繊維構造物の繊維長に対して30%程度であることが好ましい。短繊維長さが0.1μm未満では、フィラーがゲル化物に埋没することがある。一方、短繊維長さが1000μmを超える場合は、繊維長が長いため、分散液に均一に分散せず、またフィラーの比表面積が小さくなり、フィラーの機能性が十分に発揮できない場合がある。
【0034】
前記繊維構造物は、フィラーの機能性を効率良く発揮させるために、フィラーの固着量が繊維構造物1m2あたり2g以上であることが好ましく、10g以上であることがより好ましく、20g以上であることが特に好ましい。また、フィラーの固着量の上限は繊維構造物に対して5倍程度が好ましい。
【0035】
本発明の繊維構造物をガス吸着材として用いる場合、フィラー固着層はガス吸着層として機能する。ガス吸着性フィラーは、例えば、タバコの煙に含まれる有害ガス成分や臭気成分などの気体物質やVOC(揮発性有機化合物)ガス等を吸着・消臭する機能を有するものであれば特に限定されない。例えば、活性炭粒子、ゼオライト、シリカゲル、活性白土、層状リン酸塩等の多孔質粒子、酸化チタン等を多孔質の無機化合物で被覆した光触媒粒子、及びこれらの多孔質粒子に酸性物質やホルムアルデヒド吸着剤等のガス吸着性化合物を含ませた多孔質粒子等が好ましい。多孔質粒子の中では、活性炭粒子が特に好ましい。
【0036】
前記活性炭の種類は特に限定されないが、例えば、原材料としてヤシガラや木質などを用いたものが挙げられ、その賦活方法は、水蒸気による方法や薬品による方法などが挙げられる。
【0037】
前記ガス吸着性フィラーは、例えば粒子状のものをいう。前記ガス吸着性フィラーが粒子状の場合、前記ガス吸着性フィラーの平均粒子径は、10〜100μmの範囲であることが好ましい。より好ましい平均粒子径は、15〜80μmであり、さらにより好ましい平均粒子径は、20〜50μmである。平均粒子径が10μm未満では、ガス吸着性フィラーがゲル化物に埋没することがある。一方、平均粒子径が100μmを超える場合は、ガス吸着性フィラーの比表面積が小さくなり、ガス吸着性フィラーの効果(例えば、タバコ消臭効果)が充分に得られなくなる場合がある。本発明のガス吸着材は、ガス吸着性フィラーの粒子径が小さくても、繊維表面に露出した状態で固着するので、少量のガス吸着性フィラーで優れた効果を発揮する。特に、ガス吸着性フィラーの平均粒子径が100μm以下の場合は、比表面積が大きくなるので、少量のガス吸着性フィラーでも優れた効果を発揮する。なお、前記平均粒子径とは、JIS標準ふるい(JIS Z 8801)による値である。
【0038】
前記ガス吸着層は、ガス吸着性フィラーの機能を効率良く発揮させるために、前記ガス吸着性フィラーの固着量がタバコ消臭層1m2あたり2〜200gであることが好ましく、10〜100g上であることがより好ましく、20〜80gであることがとくに好ましい。フィラーの固着量が2g未満であると、タバコの煙に含まれる有害ガス成分、臭気成分等を充分に吸着・消臭することができない。フィラーの固着量が200gを超えると、タバコ消臭層の繊維間の空隙が小さくなり、フィルターとして用いたときの通気性が低下する。
【0039】
本発明のガス吸着材は、ガス吸着性化合物を更に含んでいてもよい。前記ガス吸着性化合物としては、リン酸、スルファニル酸、アクリル酸、ポリフェノールなどの酸性物質、ヒドラジド化合物、あるいは芳香族ポリアミン、ポリアリルアミン、ポリビニルアミンなどのポリアミン化合物などが挙げられる。なお、ここでいうガス吸着性化合物とは、液状のものをいい、例えば水などの溶媒に溶解あるいは分散し易いものをいう。ガス吸着性化合物として液状のものを使用することにより、前記ガス吸着性化合物が繊維構造物中に均一に分散されるので都合がよい。ガス吸着材が酸性物質を含んでいるとアンモニアガスなどの吸着に優れた効果を発揮し、ヒドラジド化合物、ポリアミン化合物などを含んでいるとホルムアルデヒドなどの吸着に優れた性能を発揮する。
【0040】
前記ガス吸着層は、繊維と、その表面の湿熱ゲル化樹脂と、前記湿熱ゲル化樹脂に固着されたガス吸着性フィラーとを含むフィラー固着繊維を有する繊維構造物である。前記ガス吸着層の具体的な構成は、前記繊維及び前記湿熱ゲル化樹脂が、湿熱ゲル化樹脂成分と他の熱可塑性合成繊維成分とを含む複合繊維を50質量%以上含有するガス吸着不織布であることが好ましい。より好ましい湿熱ゲル化複合繊維の含有量は、70質量%以上であり、80質量%以上がさらにより好ましい。このような構成であると、フィラーを有効に固着することができるからである。また、前記ガス吸着不織布の目付は、30〜200g/m2であり、ガス吸着性フィラーの固着量がガス吸着不織布1m2あたり2〜200gであることが好ましい。このような構成であると、通気性を確保しつつ、効率よく吸着・消臭することができる。
【0041】
前記ガス吸着層の通気度は、20〜200cm3/cm2・secであることが好ましく、30〜150cm3/cm2・secであることがより好ましい。通気度が20cm3/cm2・sec未満であると、例えば、空気清浄機用フィルター、分煙フィルター等のフィルターに用いたときに、空気の循環効率が低下し、通気度が200cm3/cm2・secを超えると、ガス吸着層の空隙を大きすぎて有害ガス成分や臭気成分が充分にフィラーに接触せず、吸着・消臭効率が低下することがある。
【0042】
前記ガス吸着層の表面及び側面(端面)を覆うように、繊維径が10μm以下の極細繊維を含む目付0.5〜20g/m2の極細繊維層を含む表面繊維層が積層されていることが好ましい。このような表面繊維層を用いることにより、必要以上に通気性を低下させることなく、タバコの煙に含まれるヤニ成分などを除去することができるので、ガス吸着層の吸着・消臭機能の低下を抑え、寿命を延ばすことができる。なお、上記繊維径は、極細繊維層の断面を拡大して単繊維の直径を測定するか、表面繊維層から透過して視認可能な極細繊維層を拡大して単繊維の直径を測定することにより求めることができる。また、平均繊維径は、極細繊維層の断面を拡大し、単繊維50本の繊維径をそれぞれ求め、平均するか、不織布表面を700倍に拡大して写真を撮影し、写真の9cm四方の範囲内で視認できる単繊維の長さ方向の中央値を繊維径とし、単繊維それぞれの繊維径を求め、それを平均したものをいう。
【0043】
前記極細繊維層に用いられる極細繊維の繊維径は、10μm以下であり、好ましくは6μm以下であり、より好ましくは4μm以下である。極細繊維の繊維径が10μmを超えると、通気性は確保される反面、主としてタバコの煙に含まれるヤニ成分等を充分に除去することができない。また、極細繊維層の平均繊維径は、8μm以下であることが好ましく、より好ましくは0.5〜6μmであり、さらにより好ましくは1〜5μmである。極細繊維層の平均繊維径が8μmを超えると、通気性は確保される反面、主としてタバコの煙に含まれるヤニ成分等を充分に除去することができない。極細繊維の繊維径または極細繊維層の平均繊維径が小さすぎると、極細繊維層の空隙の大きさが小さくなる傾向にあり、ヤニ成分等で空隙が閉塞されて、ガス吸着性が低下しやすくなる。
【0044】
前記極細繊維層の目付は、0.5〜20g/m2であることが好ましく、より好ましくは1〜15g/m2であり、さらにより好ましくは1〜10g/m2である。極細繊維層の目付が0.5g/m2未満であると、主としてタバコの煙に含まれるヤニ成分等を充分に除去することができない。極細繊維層の目付が20g/m2を超えると、通気性が低下する場合がある。
【0045】
前記表面繊維層は、前記極細繊維層を含むことが好ましい。極細繊維層を積層することにより、通気性を確保しながらタバコの煙に含まれるヤニ成分等を充分に除去する(除去効果)ことができ、仮にタバコ消臭層のフィラーが脱落したとしても、フィラーがタバコ消臭材の外へ流出するのを防止する(バリアー効果)ことができる。表面繊維層は、極細繊維層の少なくとも片面に極細繊維層よりも平均繊維径が大きい繊維層(以下、太繊維層という)が積層していることが好ましい。より好ましくは、極細繊維層の両面に太繊維層を積層している。極細繊維層の両面に太繊維層を積層すると、ガス吸着層に固着されたフィラーと極細繊維層とが直接接触しないので、フィラーにより極細繊維層が傷つけられてヤニ成分等の除去効果が低下することがない。また、太繊維層がヤニ成分の前除去層の役割を果たす。
【0046】
太繊維層を構成する繊維の繊維径は、10μmより大きく、40μm以下であることが好ましい。太繊維層を構成する繊維の繊維径が10μm以下であると、通気性が低下する場合があり、40μmを超えると、目付が低い場合、不織布の強力の保持が困難となる場合がある。
【0047】
前記表面繊維層の目付(ガス吸着層の両面に積層される場合は、両面の合計)は、10〜60g/m2であることが好ましい。より好ましくは、12〜40g/m2である。表面繊維層の目付が10g/m2未満であると、通気性は確保される反面、主としてタバコの煙に含まれるヤニ成分等を充分に除去することができない。目付が60g/m2を超えると、通気性が低下する場合がある。
【0048】
前記表面繊維層の具体的な構成としては、極細繊維層はメルトブローン繊維層であり、太繊維層はスパンボンド繊維層であることが好ましい。メルトブローン繊維層であると、0.5〜20g/m2の低目付でありながら、ヤニ成分除去効果とバリアー効果を両立することができる。また、スパンボンド繊維層であると、通気性を確保し、ガス吸着層におけるフィラーによる層表面の凹凸を吸収しながら積層することができる。
【0049】
前記表面繊維層は、極細繊維層と太繊維層の層間が単に重ね合わせるだけでもよいが、取り扱い性を考慮すると熱接着等により一体していることが好ましい。一体化の方法としては、例えば部分的熱圧着による一体化が挙げられる。
【0050】
前記表面繊維層は、通気度が50〜250cm3/cm2・secであることが好ましく、70〜200cm3/cm2・secであることがより好ましい。通気度が50cm3/cm2・sec未満であると、例えば、空気清浄機用フィルター、分煙フィルター等のフィルターに用いたときに、空気の循環効率が低下し、通気度が250cm3/cm2・secを超えると、タバコの煙に含まれるヤニ成分等を充分に除去することができない。
【0051】
本発明の繊維構造物は、前記フィラー固着層の表面を覆い、且つ側面の少なくとも一部を覆うように表面繊維層が積層されている。例えば、フィラー固着層が長尺物である場合、その長さ方向の側面(端面)において表面繊維層が全体を覆うように積層されていることが好ましい。フィラー固着層の側面が覆われていないと、繊維構造物が輸送時など過大な衝撃を受けたときにフィラーが側面から脱落する場合がある。
【0052】
そして、前記表面繊維層の各層同士は、接合して一体化されて耳部を形成している。例えば、フィラー固着層が長尺物である場合、その長さ方向の側面(端面)において表面繊維層が長さ方向に全体を覆うように積層され、長さ方向に接合一体化された連続した耳部を形成していることが好ましい。繊維構造物が長尺物である場合、このような耳部を形成することにより、ロール状で輸送できるので、フィラーの脱落がなく都合がよく、例えば溶断処理やヒートシールのような他の側面(端面)処理方法に比べて風合いが柔らかく、用途が限定されることがない。
【0053】
前記耳部の幅は、1〜100mmであることが好ましい。より好ましくは、3〜50mmである。耳部の幅が1mm未満であると、過大な衝撃を受けたときにフィラーが側面から脱落する場合がある。耳部の幅が100mmを超えると、繊維構造物に占める耳部の割合が多くなり、不経済である。
【0054】
前記耳部を接合して一体化する方法としては、熱エンボス、超音波、高周波、接着剤などで部分的に接着する方法、熱融着、接着剤などで全面に接着する方法が挙げられるが、なかでも部分的に接着する方法が風合いや通気性を損なうことがない点で好ましい。特に、熱エンボス、超音波、及び高周波から選ばれる少なくとも一つの部分的圧着により一体化していることが好ましい。
【0055】
本発明の繊維構造物は、前記フィラー固着層と前記表面繊維層とも部分的な接着により一体化されていることが好ましい。より好ましくは、部分的圧着により一体化していることである。部分的圧着する方法としては、熱エンボス、超音波、高周波が挙げられる。部分的な接着により一体化すると、風合いや通気性を損なうことがない点で好ましく、特にフィルター等に用いる場合に都合がよい。
【0056】
前記部分的に接着する場合、その接着面積率は2〜30%であることが好ましい。より好ましくは、3〜25%である。接着面積率が2%未満であると、接着が不十分でフィラーが脱落する場合がある。接着面積率が超えると、例えばフィルターに用いたときに通性あるいは通水性が低下することがある。
【0057】
前記部分的に接着する場合、その接着パターンは特に限定されず、ドット状、ストライプ状、格子状などのパターンが挙げられるが一定のパターンで構成した方が物性あるいは性能が安定する点で好ましい。
【0058】
前記表面繊維層を構成する繊維は、前記湿熱ゲル化樹脂の融点よりも低い温度の融点を有する低融点樹脂を含む熱接着性繊維を含むことが好ましい。より好ましくは、湿熱ゲル化樹脂の融点よりも5℃低い温度以下の融点を有する低融点樹脂を含む熱接着性繊維を含むことである。表面繊維層に熱接着性繊維を含むことにより、フィラー固着層が必要以上に厚みが低下することなく各層同士を接合することができる。また、フィラー固着層と表面繊維層との接合時に収縮を生じることがなく、強固に接合することができる。例えば、湿熱ゲル化樹脂がエチレン−ビニルアルコール共重合樹脂である場合、表面繊維層を構成する繊維は、ポリプロピレン、プロピレン系共重合樹脂、ポリエチレン、エチレン系共重合樹脂などの低融点樹脂が挙げられる。
【0059】
次に、本発明の繊維構造物の製造方法について説明する。以下の説明における湿熱処理は、湿熱雰囲気で施される。ここでいう「湿熱雰囲気」とは、水分を含み、かつ加熱された雰囲気のことをいう。前記湿熱処理とは、湿熱ゲル化樹脂を付与した繊維、湿熱ゲル化繊維成分を含む繊維、又はこれらの繊維を含む処理前の繊維構造物(以下、「被処理繊維構造物」ともいう)に、例えばフィラーを含むフィラー分散溶液(以下、フィラー分散溶液という)を付与した後に加熱する処理や、前記フィラー分散溶液を付与しながら加熱する処理のことをいう。加熱の方法は、加熱雰囲気中へ晒す方法、加熱空気中を貫通させる方法、及び加熱体へ接触させる方法等が挙げられる。また、別の方法としては、被処理繊維構造物上にフィラーを散布した後、水分を付与し、加熱処理する方法や、予め水分を付与した被処理繊維構造物上にフィラーを散布した後、加熱処理する方法もある。前記散布の方法については特に限定されず、例えば篩による方法や噴射による方法や、電気的に行う方法などがある。
【0060】
前記被処理繊維構造物の製法は、特に限定されるものではないが、不織布の場合、ニードルパンチ法、水流交絡法、エアレイド法、スパンボンド法、メルトブロー法、湿式法などの方法から選ばれる少なくとも1種類の方法を使用するのが好ましい。なかでも、平均粒子径が10〜100μmの範囲であるフィラーをフィラー固着層に効率よく含有させて固着させるには、水流交絡法により得られた不織布であることが好ましい。
【0061】
前記水流交絡法により被処理繊維構造物を作製する場合、その水流交絡処理条件は、繊維構造物の目付および得られる不織布のフィラーの固着量や通気度等に応じて適宜設定される。例えば、目付が30〜80g/m2であるカードウェブの水流交絡処理は、80〜100メッシュの平織の支持体の上にウェブを載せて、孔径0.05mm以上0.5mm以下のオリフィスが0.3mm以上1.5mm以下の間隔で設けられたノズルから、水圧2MPa以上10MPa以下の水流をカードウェブの表裏面に1〜5回ずつ噴射することにより実施してよい。また、必要に応じて、上記条件での水流交絡処理の後、開孔形成用の支持体の上にウェブを載せて、上記ノズルから水圧2MPa以上10MPa以下の水流をウェブに噴射して、開孔部を形成してもよい。ここでいう開孔部とは、繊維が集積していない0.05〜50mm2の大きさを有する箇所のことをいう。そして、上記水流交絡処理後のウェブは、水分を除去するために乾燥されて、被処理繊維構造物(被処理不織布)が作製される。
【0062】
前記被処理繊維構造物には、親水処理を施してもよい。親水処理を施すと、被処理繊維構造物が疎水性繊維を含む場合に、被処理繊維構造物に略均一に水分を付与することができる。その結果、複合繊維が略均一に湿熱ゲル化され、ガス吸着性フィラーが固着しやすくなるため好ましい。親水処理としては、界面活性剤処理、コロナ放電法、グロー放電法、プラズマ処理法、電子線照射法、紫外線照射法、γ線照射法、フォトン法、フレーム法、フッ素処理法、グラフト処理法、スルホン化処理法等が挙げられる。
【0063】
前記被処理繊維構造物の好ましい目付の範囲は、30〜200g/m2であり、より好ましい目付の範囲は、35〜100g/m2である。目付が30g/m2よりも低いと、湿熱処理後に固着するフィラーの量が少なくなり、機能を充分に発揮できない場合がある。目付が200g/m2よりも高いと、フィラーを付与する際にフィラーが被処理繊維構造物の内部に入り込みにくくなる恐れがある。
【0064】
前記フィラー分散溶液を付与した後に加熱する場合は、湿熱処理における繊維または被処理繊維構造物に付与する水分の割合が(以下、「水分率」という)、20〜1500質量%であることが好ましい。より好ましい水分率は、30〜1000質量%である。さらにより好ましい水分率は、40〜900質量%である。水分率が20質量%未満であると、湿熱ゲル化が充分に起こらないことがある。一方、水分率が1500質量%を超えると、湿熱処理が被処理繊維構造物の表面と内部との間で均一に行われず、湿熱ゲル化の度合いが不均一となる傾向にある。なお、水分の付与方法としては、スプレー法、水槽への浸漬法等公知の方法で行うことができる。特に、フィラー分散溶液を被処理繊維構造物に含浸させる方法は、被処理繊維構造物内にフィラーを多く取り込みやすいため、好ましい。水分が付与された繊維又は被処理繊維構造物は、絞りロール等で圧搾する等の方法で所定の水分率に調整することができる。
【0065】
前記フィラー分散溶液を付与した後に加熱する場合は、湿熱処理における繊維または被処理繊維構造物に付与するフィラー分散溶液の割合(以下、「ピックアップ率」という)が、20〜1500質量%であることが好ましい。より好ましいピックアップ率は、30〜1000質量%である。さらにより好ましいピックアップ率は、40〜900質量%である。ピックアップ率が20質量%未満であると、湿熱ゲル化が充分に起こらないことがある。一方、ピックアップ率が1500質量%を超えると、湿熱処理が被処理繊維構造物の表面と内部との間で均一に行われず、湿熱ゲル化の度合いが不均一となる傾向にある。なお、水分の付与方法としては、スプレー、水槽への浸漬等公知の方法で行うことができる。
【0066】
前記フィラー分散溶液中のフィラーの濃度は、使用する被処理繊維構造物の目付や固着量、あるいは、フィラー分散溶液の温度や粘度などにより、適宜設定すればよいが、好ましい範囲は0.1〜75質量%であり、より好ましい範囲は、1〜50質量%である。フィラーの濃度が0.1質量%よりも低いと、フィラーの機能性が充分に得られなくなる場合がある。フィラーの濃度が75質量%よりも高いと、加工性が悪くなるため、フィラーが均一に付着されない場合がある。
【0067】
前記フィラー分散溶液は、本発明の繊維構造物をガス吸着材として使用する場合、ガス吸着性フィラー以外にガス吸着性化合物を更に含んでいることが好ましい。ガス吸着性化合物の濃度については、特に限定されるものではなく、被処理繊維構造物の目付や固着量により適宜設定すればよいが、好ましい範囲は、0.1〜10質量%である。ガス吸着性化合物の濃度が0.1質量%よりも低いと、ガス吸着性フィラーの効果が充分に得られなくなる場合がある。ガス吸着性化合物の濃度が10質量%よりも高いと、加工性が悪くなる場合がある。また、ガス吸着性化合物の濃度が10質量%よりも高い場合は、濃度の増加に見合う効果が得られなくなる場合もある。
【0068】
前記湿熱処理における湿熱処理温度は、湿熱ゲル化樹脂のゲル化温度以上融点−20℃以下であることが好ましい。より好ましい湿熱処理温度は、50℃以上である。さらにより好ましい湿熱処理温度は、80℃以上である。一方、より好ましい湿熱処理温度は、湿熱ゲル化樹脂の融点−30℃以下である。さらにより好ましい湿熱処理温度は、湿熱ゲル化樹脂の融点−40℃以下である。湿熱処理温度が湿熱ゲル化樹脂のゲル化温度未満であると、フィラーを有効に固着することができない場合がある。湿熱処理温度が湿熱ゲル化樹脂の融点−20℃を超えると、湿熱ゲル化樹脂の融点に近くなるため、フィラーを固着した繊維構造物にしたときに収縮を引き起こすことがある。
【0069】
前記湿熱処理を施した繊維構造物は、1)そのまま乾燥処理を行ってもよいし、2)一旦水洗を行った後、乾燥処理を行ってもよいし、3)一旦乾燥させた後、水洗を行いその後で乾燥処理を行ってもよい。水洗を行う場合は、上記3)の方法が、フィラーの固着量が多くなるので都合がよい。
【0070】
前記乾燥処理温度は、フィラーを固着した繊維構造物(フィラー固着層)が乾燥する温度であれば、特に限定されない。また、この乾燥処理時においては、場合によりフィラー固着層を、幅方向(機台に垂直な方向)に拡幅しながら乾燥処理を行ってもよい。幅方向に拡幅することにより、目付の調整や、長さ方向と幅方向の寸法安定性が図れる。
【0071】
湿熱処理の方法としては例えば以下の方法があり、それぞれの製造方法について説明する。
(1)被処理繊維構造物に、フィラー分散溶液を付与した後、スチーム処理する方法(以下、スチーム処理法という)
(2)被処理繊維構造物に、フィラー分散溶液を付与した後、加熱体に接触させる方法(以下、加熱体接触法という)
(3)被処理繊維構造物を、加熱したフィラー分散溶液に接触させる方法(以下、加熱液接触法という)
前記スチーム処理法は、得られる繊維構造物(フィラー固着層)に嵩高性及び/又は柔軟性を与える場合に適しており、前記繊維及び前記湿熱ゲル化樹脂を含むウェブからなる被処理繊維構造物に、フィラー分散溶液を付与した後に、所定の水分率に調整後、スチーム処理することによって、湿熱ゲル化樹脂がゲル化されたゲル化物を形成してフィラーを固着する。
【0072】
前記スチーム処理の方法としては、例えば、所定の水分率に調整した被処理繊維構造物の上及び/又は下からスチームを吹き付ける方法、スチームを充満させたチャンバー内で被処理繊維構造物にスチームを接触させる方法(パッドスチーマー法)、オートクレーブ等を用いて被処理繊維構造物をスチームに晒す方法などが挙げられる。かかる方法によれば、ゲル加工時において必要以上に被処理繊維構造物に圧力が加わらない。その結果、被処理繊維構造物の繊維形態を維持しながら、ガス吸着性フィラーを被処理繊維構造物の繊維表面に露出させた状態で固着することができる。更に、スチーム処理の条件を調整することにより、被処理繊維構造物が繊維間の交絡部において膜状に拡がったゲル化物(以下、膜状ゲル化物という)で覆うこともできるため、ガス吸着性フィラーを固着する有効面積が増大し、ガス吸着性能をより向上させることができる。
【0073】
前記パッドスチーマー法は、蒸気吹き出し口より吐出された蒸気が直接被処理繊維構造物に接触することなく、均一な蒸気雰囲気中でスチーム処理することによって、湿熱ゲル化樹脂が湿熱ゲル化され、均一なゲル化物を形成することができるので、特に好ましい。また、連続運転をする上でも都合がよい。更に、パッドスチーマー法によれば、温度のコントロールが容易なので、フィラーの機能を維持したまま、目的に応じて繊維構造物の強度や通気度などをコントロールすることができ、様々な形の膜状に拡がったゲル化物も形成できるので、特に好ましい。例えば、繊維形状を維持したゲル化樹脂上のフィラーの固着が不充分な場合は、パッドスチーマーの温度を上げることにより、ゲル化樹脂の流動性が向上し、フィラーを強固に固着させることができる。また、パッドスチーマー法は、ゲル加工と同時に、乾燥工程の予備処理的な役割も果たすため、乾燥工程の効率化も図れる。
【0074】
前記フィラー分散溶液の温度は、湿熱ゲル化樹脂がゲル化しない温度であっても、ゲル化を開始する温度であってもよく、フィラーやガス吸着性化合物の種類、粒子径、短繊維長さ、あるいはフィラー分散溶液の濃度や粘度などにより、適宜設定すればよい。例えば被処理繊維構造物の水分率が多い場合には、湿熱処理時に湿熱ゲル化樹脂がゲル化し易いように、被処理繊維構造物がゲル化しない温度範囲で加熱しても良い。なお、湿熱ゲル化樹脂がゲル化を開始する温度以上であれば、後述する加熱液接触法と組み合わせた方法となり、フィラーをより強固に固着させる場合に有効である。
【0075】
前記スチーム処理温度は、被処理繊維構造物付近の温度が、湿熱ゲル化樹脂又は湿熱ゲル化樹脂繊維成分のゲル化温度以上融点−20℃以下であれば、特に限定されるものではないが、好ましい温度範囲は、80〜120℃であり、より好ましい温度範囲は90〜110℃である。
【0076】
スチーム処理により、フィラーは、湿熱ゲル化樹脂又は湿熱ゲル化樹脂繊維表面に露出した状態で固着されるので、少量のフィラーで優れた効果を発揮する。また、フィラーがガス吸着性フィラーであると、少量のガス吸着性フィラーで優れた吸着効果を発揮し、フィラー分散溶液がガス吸着性化合物を更に含んでいる場合は、前記ガス吸着性化合物がガス吸着性フィラーの表面だけではなく、湿熱ゲル化樹脂又は湿熱ゲル化樹脂繊維表面にも固着されるので、ガス吸着性化合物だけをガス吸着成分として使用した場合に比べて、更に優れた効果を発揮する。
【0077】
前記乾燥処理後のフィラー固着層は、その乾燥処理後の出口部において、一対のプレスロールに通してプレス加工を行っても良い。乾燥処理後の出口部においてプレス加工を行うことで、フィラーが柔軟性を維持したまま、強固に固着される。
【0078】
次に、前記加熱体接触法について説明する。前記加熱体接触法は、フィラーをより強固に固着させる場合、前記繊維及び前記湿熱ゲル化樹脂を含むウェブからなる被処理繊維構造物にフィラー分散溶液を付与した後に、所定の水分率に調整し、これを加熱体に接触させることによって、湿熱ゲル化樹脂がゲル化されたゲル化物を形成してフィラーを固着する。被処理繊維構造物を加熱体に接触させる方法としては、例えば熱ロールに接触させる方法、熱プレス板に接触させる方法などが挙げられる。かかる方法によれば、瞬時に湿熱ゲル化樹脂繊維成分を湿熱ゲル化することができると同時にゲル化物を押し拡げることができるので、広い面積にわたりフィラーを固着することができる。また、かかる方法によれば、湿熱ゲル化したときに、フィラーがゲル化物に押し込まれて、繊維表面にフィラーを更に強固に固着させることができる。
【0079】
前記加熱体が熱プレス板のような面状のものである場合、被処理繊維構造物を接触させる際の面圧が0.01〜3MPaであることが好ましい。より好ましい面圧の下限は、0.02MPaである。より好ましい面圧の上限は、2.5MPaである。面厚が0.01Mpa未満の場合、フィラーの固着が充分でない場合があり、面厚が3Mpaを超えると、風合いが硬くなる場合がある。
【0080】
また、前記加熱体接触法が熱ロールによって圧縮成形処理する方法である場合、熱ロールの線圧は、10〜400N/cmであることが好ましい。より好ましい熱ロールの線圧の下限は、50N/cmである。より好ましい熱ロールの線圧の上限は、200N/cmである。線圧が10N/cm未満の場合、フィラーの固着が充分でない場合があり、線圧が400N/cmを超えると、風合いが硬くなる場合がある。
【0081】
前記加熱体の設定温度(例えば湿熱処理機の設定温度)は、湿熱ゲル化樹脂又は湿熱ゲル化樹脂繊維成分のゲル化温度以上融点−20℃以下であれば、特に限定されるものではないが、好ましい温度範囲は、50〜160℃であり、より好ましい温度範囲は80〜150℃である。なお、水分を含んだ被処理繊維構造物をゲル加工するために前記設定温度を100℃以上にすると、まず被処理繊維構造物内の水分が蒸発する。そのとき、湿熱ゲル化樹脂のゲル化が進行するので、ゲル加工の実温度は前記設定温度よりも低くなる傾向にある。従って、他の繊維の融点が前記設定温度よりも低い場合でも、実質的に溶融しないか、あるいは実質的に収縮しないことがあり、ゲル加工温度は、他の繊維が実質的に収縮しない温度で処理することが好ましい。
【0082】
加熱体を用いて処理することにより、フィラーは、湿熱ゲル化樹脂又は湿熱ゲル化樹脂繊維表面に露出した状態で、強固に固着されるので、フィラーを少量使用する場合は、確実に固着でき、フィラーを多量に使用する場合でも、その大半のフィラーを強固に固着できるので、フィラーの脱落量が少なくて済み、その効果も優れている。また、フィラーがガス吸着性フィラーであると、少量のガス吸着性フィラーで優れた吸着効果を発揮し、フィラー分散溶液がガス吸着性化合物を更に含んでいる場合は、前記ガス吸着性化合物がガス吸着性フィラーの表面だけでなく、湿熱ゲル化樹脂又は湿熱ゲル化樹脂繊維表面にも固着されるので、ガス吸着性化合物だけをガス吸着成分として使用した場合に比べて、更に優れた効果を発揮する。そのため、例えば従来のガス吸着材において、特に除去しにくかったホルムアルデヒドやアセトアルデヒド等のガスに対しても格段の効果を発揮する。
【0083】
次に、前記加熱液接触法について説明する。前記加熱液接触法は、被処理繊維構造物を加熱したフィラー分散溶液に接触させることにより、湿熱ゲル化樹脂がゲル化されたゲル化物を形成して、フィラーを固着する。被処理繊維構造物を加熱液に接触させる方法としては、例えば、加熱したフィラー分散溶液中に浸漬する方法、加熱したフィラー分散溶液を被処理繊維構造物に噴霧する方法などが挙げられる。かかる方法によれば、ゲル加工時に被処理繊維構造物に対して、必要以上に面圧が加わらないため、ゲル化した湿熱ゲル化繊維の流動性が少なくなり、被処理繊維構造物の繊維形態を維持しつつ繊維同士の交絡部においてゲル化物が膜状に拡げられることなく接着し、かつフィラーを繊維表面に露出させた状態で固着することができる上、得られる繊維構造物に嵩高性及び/又は柔軟性を与えることができる。また、湿熱ゲル化樹脂がゲル化する際は、水分の付与と同時に湿熱ゲル化繊維のゲル化が進行するので、前記フィラー分散溶液中のフィラーの濃度と、前記フィラー分散溶液の温度を調整して、フィラーの固着量を調整すればよい。具体的には、フィラーを含む熱水中(85℃以上)に繊維又は被処理繊維構造物を含浸することにより、フィラーを繊維表面に固着することができる。特に加熱したフィラー分散溶液中に浸漬する方法は、湿熱ゲル化繊維を均一にゲル化することができ、好ましい。
【0084】
前記加熱液接触法のゲル加工温度は、湿熱ゲル化樹脂又は湿熱ゲル化樹脂繊維成分のゲル化温度以上融点−20℃以下であれば、特に限定されるものではないが、好ましい温度範囲は、85〜120℃であり、より好ましい温度範囲は90〜100℃である。温度が85℃よりも低いと、フィラーの固着が充分になされない場合があり、120℃よりも高いと、風合いが硬くなり、フィルム状になる場合がある。
【0085】
前記加熱液接触法におけるフィラー分散溶液のフィラー濃度は、使用する被処理繊維構造物の目付や固着量、フィラー分散溶液の温度や粘度により適宜設定すればよいが、好ましい範囲は0.1〜75質量%であり、より好ましい範囲は、1〜50質量%である。
【0086】
前記加熱液接触法では、加熱したフィラー分散溶液中に被処理繊維構造物を浸漬することにより、湿熱ゲル化樹脂又は湿熱ゲル化樹脂繊維のゲル化と、フィラーの固着が同時に液中で行われる。これにより、フィラーを付与した後にゲル化する場合に比べ、フィラーをより均一に、繊維表面に露出した状態で固着することができるため、少量のフィラーで優れた効果を発揮する。また、フィラーがガス吸着性フィラーであると、少量のガス吸着性フィラーで優れた吸着効果を発揮し、フィラー分散溶液がガス吸着性化合物を更に含んでいる場合は、ガス吸着性化合物がガス吸着性フィラーの表面だけではなく、湿熱ゲル化樹脂又は湿熱ゲル化樹脂繊維表面にも固着されるので、ガス吸着性化合物だけをガス吸着成分として使用した場合に比べて、更に優れた効果を発揮する。
【0087】
なお、前記被処理繊維構造物の湿熱処理方法は、前述したようにスチーム処理法、加熱体接触法、加熱液接触法等があるが、同じ処理を繰り返し行ってもよいし、他の処理方法と組み合わせて行ってもよい。
【0088】
このようにして得られたフィラーを固着した繊維構造物(フィラー固着層)の表面を覆うように表面繊維層が積層される。そして、フィラー固着層の側面の少なくとも一部を覆うようにも表面繊維層が積層される。例えば、フィラー固着層が長尺物である場合、フィラー固着層は幅方向において10mm以上の幅で構成するとよい。その表面を覆う表面繊維層は幅方向においてフィラー固着層の幅よりも1mm以上大きくすることが好ましい。より好ましくは1〜100mmであり、さらにより好ましくは3〜50mmである。そして、この表面繊維層がフィラー固着層からはみ出すようにして積層される。積層方法は、長尺物であれば表面繊維層2ロールの間にフィラー固着層のロールを設置し、ロールから各層を送り出し、重ね合わせるとよい。一枚の表面繊維層をフィラー固着層の側面より外側で折り曲げて覆うこともできる。また、あらかじめフィラー固着層を所定の大きさに切断し、表面繊維層の長尺物の上に間隔をおいて載置することもできる。
【0089】
次いで、積層された表面繊維層は、少なくともフィラー固着層からはみ出した表面繊維層同士が重ね合わされた部分を接合により一体化させて耳部が形成される。さらに、フィラー固着層と表面繊維層とを全面に接合し一体化して、表面繊維層のはみ出した部分を耳部とすることが好ましい。接合する方法は、前述したとおりであり、例えば長尺物の場合、ロールから各層を送り出された各層を重ね合わせ、エンボスロール等により部分的に圧着処理するとよい。熱エンボス処理の場合、その加工温度は湿熱ゲル化樹脂の融点よりも低い温度に設定するとよい。例えば、湿熱ゲル化樹脂がエチレン−ビニルアルコール共重合樹脂である場合、熱エンボス処理温度は、熱収縮を抑え、接着性を考慮して110〜135℃で加工することが好ましい。長尺物の場合は、長さ方向に連続しているため、所定の大きさに切断することが重要である。この場合、切断を溶断処理するか、ヒートシール処理後切断するか等により繊維構造物の側面(端面)からフィラーが脱落するのを防止することができる。また、あらかじめフィラー固着層を所定の大きさに切断し、表面繊維層の長尺物の上に間隔をおいて載置した場合、フィラー固着層間で切断すれば全側面が耳部で形成された繊維構造物を得ることができる。
【0090】
このようにして得られる繊維構造物は、適宜フィラーを選択することによりフィラーの機能を充分に発揮した繊維構造物となる。例えば、フィラーがガス吸着性フィラーである場合、ガス吸着材として用いることができる。本発明のガス吸着材は、プリーツ折り構造、ハニカム構造等に成形して、空気清浄器用フィルター、エアコン用フィルター、車両用のキャビンフィルター、タバコ分煙器用フィルター等に用いることができる。この場合、他のフィルター材料、例えばエレクトレットフィルター、HEPAフィルター、ULPAフィルター等と併用して用いることもできる。
【0091】
本発明のガス吸着材は、例えばフィルター用途に用いる場合、前記表面繊維層または表面繊維層に含まれる極細繊維層をエレクトレット加工するか、前記ガス吸着層と表面繊維層を積層した後エレクトレット加工して、塵や花粉などの捕集性を高めることができる。また、タバコ消臭用フィルターとしても使用することができる。この場合、前記ガス吸着材をそのままフィルターとするか、ガス吸着材と他のフィルターと組み合わされて、組み込まれている。タバコ消臭フィルターとして用いる場合、前記ガス吸着層がタバコ消臭層の機能を果たし、前記表面繊維層がヤニ成分等の前除去層の機能を果たす。
【0092】
次に、本発明の一実施形態について図面を用いて説明する。図1は、本発明の一実施形態に係る3層構造の繊維構造物の斜視図である。外側にスパンボンド繊維層/メルトブローン繊維層/スパンボンド繊維層の積層不織布(SMS)からなる表面繊維層2,2を配置し、内側にフィラーを湿熱ゲル化物で固着したフィラー固着層3を配置させた例である。耳部4は、表面繊維層がフィラー固着層からはみ出して(点線より外側)表面繊維層同士で接合し一体化して形成されている。圧着部5は、熱エンボス処理などの圧着方法を用いて接合一体化した例である。
【0093】
図2は、本発明の一実施形態に係るフィラー固着層(フィラー固着不織布)の製造方法(スチーム処理法)の一例工程図である。繊維11(又は被処理繊維構造物11)を、槽12内のフィラーを含むフィラー分散溶液13に含浸し、絞りロール14で絞り、下から蒸気が吹き出してチャンバー内に蒸気が均一に充満しているパッドスチーマー15でスチーム処理し、必要により乾燥、水洗、脱水処理(図示せず)したものを、乾燥機16で乾燥させて巻き取り機17で巻き取る。なお、パッドスチーマー15でスチーム処理する際、繊維11(又は被処理繊維構造物11)には、吹き出した蒸気は直接当たらない。
【0094】
図3〜4は、上記スチーム処理法により得られた本発明の一実施形態に係る繊維構造物(不織布)と、その構成繊維にフィラーが固着している状態を示す走査電子顕微鏡写真である。このうち、図3は不織布を示す走査電子顕微鏡平面写真(倍率200)、図4は同不織布表面の繊維表面拡大写真(倍率2000)である。
【実施例】
【0095】
以下、本発明の具体的な実施例を示す。なお、本発明の繊維構造物(ガス吸着材)は、以下のようにして評価した。
【0096】
[繊維径、平均繊維径]
不織布表面を700倍に拡大して写真を撮影し、写真の9cm四方の範囲内に存在する単繊維それぞれの繊維径を求めた。また、それを平均して平均繊維径を求めた。
【0097】
[通気度]
JIS L 1096 6.27.1 A法(フラジール法)に準じて測定した。
【0098】
[ガス吸着試験方法]
試料を、それぞれ縦28cm×横17.6cmの大きさ(B5サイズ)に切断し、容量が5リットルの公害分析用バッグ(商品名「テドラーバッグ」)に入れ、初期濃度20ppmとなるように空気と調合された各有害ガスを注入した。そして、注入時点を開始時間とし、経時毎にガス検知管でバッグ内の各有害ガスの濃度を測定した。
【0099】
[試料1]
ガス吸着材として、以下のものを準備した。
(原反の作製)
鞘成分がエチレン−ビニルアルコール共重合樹脂(EVOH、エチレン含有量38モル%、融点176℃)であり、芯成分がポリプロピレン(PP、融点161℃)であり、EVOH:PPが50:50の割合(容積比)である芯鞘型複合繊維(繊度2.8dtex、繊維長51mm)を準備した。
【0100】
前記芯鞘型複合繊維をセミランダムカード機で開繊し、目付50g/m2を有するカードウェブを作製した。次いで、前記カードウェブを90メッシュの平織り支持体に載置し、前記カードウェブの幅方向に一列にオリフィス(径:0.12mm、ピッチ:0.6mm)が配置されたノズルから前記カードウェブに向けて水流を水圧3MPaで噴射した後、更に水圧4MPaで噴射した。続いて、前記カードウェブを裏返して、前記ノズルから水圧4MPaで水流を噴射して、水流交絡不織布原反を作製した。
【0101】
(ガス吸着性フィラーの準備)
ガス吸着性フィラーとしては、活性炭粒子:「クラレコール PL−D」(クラレケミカル製、ヤシガラ炭、平均粒子径40〜50μm)を使用した。
【0102】
(ガス吸着性化合物の準備)
ガス吸着性化合物としては、ポリアリルアミン10質量%水溶液を使用した。
【0103】
(ガス吸着性フィラー固着繊維を含有するフィラー固着層(ガス吸着層)の作製)
上記水流交絡不織布原反を、16質量%の前記活性炭粒子と1質量%になるように調整した前記ガス吸着性化合物を含む水分散液(20℃)に浸漬し、マングルロールの絞り圧力でピックアップ率を調整して、前記活性炭粒子の固着量を調整した。次いで、不織布原反付近の温度が100℃になるように調整したスチームを充満させたパッドスチーマー内で湿熱処理を行った。滞留時間は20秒であった。次に、温度140℃に調整したテンター方式の乾燥機内で乾燥させ、ガス吸着性フィラーを固着した不織布(ガス吸着層)を得た。得られたガス吸着層は、フィラーがゲル化物により繊維表面に固着していた。得られたガス吸着層には、フィラー及びガス吸着性化合物(以下、併せてガス吸着成分という)が約50g/m2固着していた。ガス吸着成分の固着率は、100%であった。
【0104】
(表面繊維層の準備)
表面繊維層として、目付が約6.5g/m2のスパンボンド繊維層の間に目付が約2g/m2のメルトブローン繊維層(極細繊維層)が積層され、部分的熱圧着により一体化された、目付15g/m2の積層不織布(三井化学(株)製、商品名シンテックスPQ−1153)を用意した。スパンボンド繊維層を構成する繊維は、繊維径が25μmのポリプロピレン繊維であり、メルトブローン繊維層を構成する繊維は、平均繊維径が2.5μmのポリプロピレン繊維であった。この積層不織布を走査電子顕微鏡で700倍に拡大し、スパンボンド繊維層を構成する繊維間から視認できるメルトブローン繊維層の繊維径は全て10μm以下であった。また、この積層不織布の通気度は、100cm3/cm2・secであった。
【0105】
(ガス吸着材の作製)
まず、ガス吸着層の長尺物を幅方向で200mmとなるようにスリットした。次に、表面繊維層の長尺物を幅方向で300mmとなるようにスリットした。各層を表面繊維層/ガス吸着層/表面繊維層の三層になるように各ロールから送り出し重ね合わせた。重ね合わせた三層は、エンボスロール/フラットロールの一対の熱エンボス加工機を通過させて熱圧着一体化した。熱エンボス加工機の加工条件は、温度125℃/125℃、線圧30kg/cmで加工した。次いで、得られた長尺物の幅方向で250mmとなるようにスリットして長尺物を巻き取り、長尺ロールとした。そして長尺物を長さ方向に400mmとなるように溶断処理をして本発明のガス吸着材を得た。得られたガス吸着材は、表面繊維層同士が接合一体化された耳部が約25mmの幅で形成され、ガス吸着層の両側面(端面)を覆っていた。この不織布について下記にフィラーの脱落試験方法に基づいて、フィラーの脱落性を評価した。
【0106】
[フィラー脱落試験]
長さ400mm、幅300mmのサンプルを準備し、チャック付きポリエチレン袋(縦560mm、横400mm)に前記サンプルを入れ、チャックを閉じた。サンプル入りポリエチレン袋を片手に持ち10回上下に振った後、袋中のフィラーの脱落を確認した。
【0107】
試料1について上記フィラー脱落試験で評価したところ、フィラーの脱落はなかった。また、風合いも柔らかく、嵩の減少もほとんどなかった。
【0108】
[試料2]
まず原反は、試料1と同様のものを使用した。この原反の上に試料1と同じ活性炭粒子を約40g/m2となるように散布し、その上から試料1と同じ濃度1%のガス吸着性化合物水溶液を約1g/m2となるようにスプレー塗布した。次いで、アクリル酸エステル系バインダー樹脂を約5g/m2となるようにスプレーガンで塗布し、乾燥させてガス吸着性フィラーをバインダー樹脂で固着した不織布(ガス吸着層)を得た。それ以外は、試料1と同様の方法で試料を作製した。得られたガス吸着層には、ガス吸着成分が約40g/m2付着していた。ガス吸着成分の付着率は、80%であった。試料2について上記フィラー脱落試験で評価したところ、フィラーは約5g脱落していた。
【0109】
表1に、試料1についてガス吸着試験を行った結果を示した。
【0110】
【表1】
【0111】
表1に示すとおり、試料1は、各有害ガス濃度の減少速度が速く、ガス吸着性が高いことを示し、タバコの煙に含まれる有害ガス成分であるホルムアルデヒド及びアセトアルデヒドを充分に除去できた。これは、試料1のガス吸着層中のガス吸着性フィラーが、繊維の表面に固着された湿熱ゲル化したゲル化物によって固着されているため、ガス吸着性フィラーが表面に露出した状態で固着され、ガス吸着性フィラーの比表面積の減少が抑制されたことによるものと考えられる。
【産業上の利用可能性】
【0112】
本発明の繊維構造物は、歯間を磨くフィラメント繊維(デンタルフロス)、工業用研磨材として、レンズ、半導体、金属、プラスチック、セラミック、ガラスなど様々な分野の研磨材、家庭用又は業務用キッチンなどで使用する研磨材、有害ガスなどを吸着するガス吸着材、抗菌材、消臭材、イオン交換材、汚水処理用材、吸油材、金属吸着材、電池セパレータ用不織材、導電性材、制電性(帯電防止)材、調湿,除湿(結露防止)材、吸音,防音材、蓄熱材、吸発熱材、防虫,防カビ材、抗ウイルス材、育苗材、芳香材、磁性材、遠赤外線材などに有用である。例えば、ガス吸着材、抗ウイルス材は、医療用のガウン、衣料、家庭用、車輌用等の内装材、建材の養生シート、壁紙、カーテン、マット、カーペット、マスク、空調用などのフィルター、ワイパー等に使用することができる。
【0113】
本発明のガス吸着材は、車輌用内装材、建材の養生シート、壁紙、マスク、マット、カーペット、フィルター等に使用することができ、特にタバコ消臭用フィルターとして、空気清浄器用のフィルター、車輌用のキャビンフィルター、分煙器用のフィルター、洋服カバー等に使用することができる。
【図面の簡単な説明】
【0114】
【図1】本発明の一実施形態に係る三層構造の繊維構造物の斜視図である。
【図2】本発明の一実施形態に係るフィラー固着層(フィラー固着不織布)の製造方法(スチーム処理法)の一例工程図である。
【図3】スチーム処理法により得られた本発明の一実施形態に係るフィラー固着層と、その構成繊維にフィラーが固着している状態を示す走査電子顕微鏡写真である。
【図4】スチーム処理法により得られた本発明の一実施形態に係るフィラー固着層と、その構成繊維にフィラーが固着している状態を示す走査電子顕微鏡写真である。
【符号の説明】
【0115】
1 繊維構造物
2 表面繊維層
3 フィラー固着層
4 耳部
5 圧着部
11 繊維(又は被処理繊維構造物)
12 槽
13 フィラー分散溶液
14 絞りロール
15 パッドスチーマー
16 乾燥機
17 巻き取り機
【特許請求の範囲】
【請求項1】
繊維と、その表面の湿熱ゲル化樹脂と、前記湿熱ゲル化樹脂に固着されたフィラーとを含むフィラー固着繊維を有しており、前記フィラーが前記湿熱ゲル化樹脂を湿熱ゲル化したゲル化物によって固着されているフィラー固着層と、
前記フィラー固着層の表面を覆うように表面繊維層が積層されており、
前記フィラー固着層の側面の少なくとも一部を覆うように前記表面繊維層同士が接合して一体化された耳部を有する繊維構造物。
【請求項2】
前記湿熱ゲル化樹脂は、エチレン−ビニルアルコール共重合樹脂である、請求項1に記載の繊維構造物。
【請求項3】
前記耳部の幅は、1〜100mmである、請求項1または2に記載の繊維構造物。
【請求項4】
前記表面繊維層は、繊維径が10μm以下の極細繊維を含む目付0.5〜20g/m2の極細繊維層を含む、請求項1〜3のいずれかに記載の繊維構造物。
【請求項5】
前記表面繊維層は、前記極細繊維層がメルトブローン繊維層であり、前記メルトブローン繊維層の両面にスパンボンド繊維層が積層されてなる、請求項4に記載の繊維構造物。
【請求項6】
前記表面繊維層同士及び前記フィラー固着層と表面繊維層とは、部分的圧着により一体化されている、請求項1〜5のいずれかに記載の繊維構造物。
【請求項7】
前記表面繊維層を構成する繊維は、前記湿熱ゲル化樹脂の融点よりも低い温度の融点を有する低融点成分を含む熱接着性繊維を含む、請求項6に記載の繊維構造物。
【請求項8】
請求項1〜7のいずれかに記載の繊維構造物における前記フィラーがガス吸着性フィラーである、ガス吸着材。
【請求項1】
繊維と、その表面の湿熱ゲル化樹脂と、前記湿熱ゲル化樹脂に固着されたフィラーとを含むフィラー固着繊維を有しており、前記フィラーが前記湿熱ゲル化樹脂を湿熱ゲル化したゲル化物によって固着されているフィラー固着層と、
前記フィラー固着層の表面を覆うように表面繊維層が積層されており、
前記フィラー固着層の側面の少なくとも一部を覆うように前記表面繊維層同士が接合して一体化された耳部を有する繊維構造物。
【請求項2】
前記湿熱ゲル化樹脂は、エチレン−ビニルアルコール共重合樹脂である、請求項1に記載の繊維構造物。
【請求項3】
前記耳部の幅は、1〜100mmである、請求項1または2に記載の繊維構造物。
【請求項4】
前記表面繊維層は、繊維径が10μm以下の極細繊維を含む目付0.5〜20g/m2の極細繊維層を含む、請求項1〜3のいずれかに記載の繊維構造物。
【請求項5】
前記表面繊維層は、前記極細繊維層がメルトブローン繊維層であり、前記メルトブローン繊維層の両面にスパンボンド繊維層が積層されてなる、請求項4に記載の繊維構造物。
【請求項6】
前記表面繊維層同士及び前記フィラー固着層と表面繊維層とは、部分的圧着により一体化されている、請求項1〜5のいずれかに記載の繊維構造物。
【請求項7】
前記表面繊維層を構成する繊維は、前記湿熱ゲル化樹脂の融点よりも低い温度の融点を有する低融点成分を含む熱接着性繊維を含む、請求項6に記載の繊維構造物。
【請求項8】
請求項1〜7のいずれかに記載の繊維構造物における前記フィラーがガス吸着性フィラーである、ガス吸着材。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2007−191808(P2007−191808A)
【公開日】平成19年8月2日(2007.8.2)
【国際特許分類】
【出願番号】特願2006−9061(P2006−9061)
【出願日】平成18年1月17日(2006.1.17)
【出願人】(000002923)大和紡績株式会社 (173)
【出願人】(300049578)ダイワボウポリテック株式会社 (120)
【Fターム(参考)】
【公開日】平成19年8月2日(2007.8.2)
【国際特許分類】
【出願日】平成18年1月17日(2006.1.17)
【出願人】(000002923)大和紡績株式会社 (173)
【出願人】(300049578)ダイワボウポリテック株式会社 (120)
【Fターム(参考)】
[ Back to top ]