
繊維機械における製造過程を監視する方法
紡糸機のような繊維機械において、原材料が、製造過程において複数の処理段階において中間製品となるように処理され、最終製品が製造される時、製造過程を監視する方法が使用される。原材料、中間製品及び/又は最終製品のパラメータ(301,303,312,393)が少なくとも2つの異なる処理段階で測定され、データベース(300)に記憶されかつ索引ファイル(3002)においてリンクされる。こうして1つのロットの用いられる品質が、ロットの必要な品質としても表すことができるロットの品質にできるだけ近くなって、供給合意のために規定される糸品質を提供する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、請求項1の上位概念に記載の紡糸機、織機又は刺しゅう機のような繊維機械における製造過程を監視する方法に関する。
【背景技術】
【0002】
紡糸機において複数の処理段階で、種々の原材料が中間製品を経て最終製品としての糸となるように処理される。原材料は、ブローイング、オープニング、クリーニング、ミキシング、カーディング、コーミング、ドラフティング、ロービング、精紡及び最後に巻取りのような種々の作業場所を通過する。機械は、センサを備えた多くの段階のために使用される。センサ信号は、処理を制御しかつ/又は製造される中間製品及び最終製品の品質を監視するために使用される。
【0003】
紡糸機における品質監視方法及びシステムはドイツ連邦共和国特許第4113384号明細書から公知であり、簡単な場合ロット又はバッチのために集められるデータが処理される材料のこのロットとリンクされ、中央で記憶されるので、ロットに基いて材料の通過が完全に追跡可能であり、品質欠陥の場合最終製品の製造過程において介入が行われる。この手順は、複数の部署を持つ処理連鎖における誤りをもっと早く追跡することを目的としている。検出されるデータも節約されるので、特に種々のバッチにわたる品質に影響を及ぼす問題の相関関係を求めることができる。ドイツ連邦共和国特許第4113384号明細書の目的は、処理連鎖において使用される機械の監視による品質保証である。
【0004】
米国特許出願公開第2005/159835号明細書に記載されている品質保証モデルでは、処理状態データ及び品質検査データが製造過程中に求められる。処理状態データは、製造中の製造段階から連続的に得られるデータに関係し、製品検査データは、処理後に製造される半完成品及び最終製品に関連している。これらのデータの特性量は、各製品又は製品群とみなされる。このような特性データと処理状態データはそれから関係づけられ、関係づけられるデータが処理されるようにして、分析がデータマイニングにより行われるようにして、品質保証モデルが形成されるので、特性データ量に対するデータと処理状態データとの関係が得られる。換言すれば、この明細書は製造過程中に処理段階を最適化するためのデータマイニング方法を開示しており、半導体製造における異なる処理段階の連続に開示されている。この技術に基いて、同じ最終製品が仮定され、過程及び境界条件の管理に困難がある。これは繊維工業におけるより異なる初期状態である。
【0005】
品質保証に加えて、紡糸機は品質、利益及び購入されたバッチ及びロットに基いて得られる生産性を知ることに関心を持っている。糸品質とも称される糸の測定可能な性質は、糸を処理する産業又は糸を購入する商人との目標合意のために重要な量なので、知っていることは紡糸機にとって重要である。
【0006】
このような目標合意は供給合意において見出され、その基礎をなす物理的及び化学的特性は、商品の供給の際検査される。繊維工業において、スイス国ウステルのウステル・テヒノロジーズ・アクチエンゲゼルシヤフトの“USTER STATISTICS”の表の価値は、しばしばこのような合意のために使用される。“USTER STATISTICS”は世界的な繊維製造に関する品質基準データに関係している。それらはヴエブサイトwww.uster.comから検索可能であるか、又はスイス国8610ウステル、ウステル・テヒノロジーズ・アクチエンゲゼルシヤフトから注文可能である。それらを編集するために、市場の関係者の複数の繊維品質パラメータが、関連のある過去の期間にわたって測定され、それらの統計的分布が発表されている。これらは、それぞれ測定されるパラメータの基いて、糸のような繊維構造の品質特性を求めかつそれに同意する基準として使用される。このように合意される目標要求に固執しない場合、紡糸機により供給される糸は例えば受入れられず、戻されるか又は値引きを要求される。その理由は、紡糸される糸が確実に合意された目標要求を確実に満たすのを紡糸機が保証するという注文を処理するためのバッチを紡糸機が使用するからである。
【0007】
この場合物理的糸パラメータに確実に達するために、値段決定に関して通常不利を伴うパラメータを明らかに超過する原材料バッチを購入することが必要である。
【0008】
更に使用される機械の処理パラメータは保守的に設定されるので、生産性即ち単位時間当たりの糸の製造は減少する。
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明の目的は、品質、生産性及び/又は利益に関して繊維製造過程を最適化することである。提供される方法において、1つのロットの使用される品質が、供給合意のために規定される糸品質を提供するため1つのロットに必要な品質として指定されるロットの品質にできるだけ近いようにする。本発明の別の目的は、個々の製造部署がトランスジューサ及びデータ伝送に関して別々に動作せしめられるので、測定されるデータが互いに組合わされる時、このような評価を可能にすることである。更に本発明の目的は、異常な事象又は状態の場合使用者に警告することである。
【課題を解決するための手段】
【0010】
これらの目的及び他の目的は、独立請求項に規定される方法及び計算機プログラムプロダクトにより解決される。有利な実施形態は従属請求項に示されている。
【0011】
本発明は、処理連鎖の種々の段階において個々のセンサにより集められるデータが、生じる糸品質及び処理生産性及び利益について結論を出すのを可能にすることを、見出したことに基いている。規定された材料流れを持つ種々の完成された処理段階の測定されるデータが一緒にリンクされて、測定されるデータが少なくとも2つの異なる処理段階で得られ、このような値がデータベースに記憶され、索引ファイルにおいて互いにリンクされる。こうして異なる処理段階の間の間隙が橋絡される。相互の影響及び依然性が製造過程のモデルにおいて表わされる。
【0012】
製造過程を完全に表すために、可能な限り、全製造過程から利用可能なすべてのデータが索引ファイルにおいて互いにリンクされるようにする。データは材料データ、処理データ及び時間に関係するデータを含んでいる。しかし実際には、完全なデータ収集及びリンクが不可能な場合がある。例えばある機械がセンサを備えていないか、又はあるセンサが動作しない場合、データが使用不可能なことがある。従ってデータの評価は、入力情報のないことについて寛容でなければならない。
【0013】
本発明による繊維機械における製造過程を監視する方法において、原材料が、製造過程において複数の処理段階において中間製品となるように処理され、最終製品が製造される。原材料、中間製品及び/又は最終製品のパラメータが測定されて、データベースに記憶される。パラメータが少なくとも2つの異なる処理段階で測定され、データベースに記憶されかつ索引ファイルにおいてリンクされる。少なくとも2つの異なる処理段階が少なくとも2つの異なるワークステーション又は機械において行われる。
【0014】
好ましい実施形態では、少なくとも1つのパラメータが、処理段階において使用される原材料のために測定され、かつ/又は少なくとも1つのパラメータが製造過程において製造される最終製品のために測定される。測定されるパラメータに加えて、製造過程のパラメータが付加的にデータベースに記憶され、索引ファイルにおいてリンクされる。このような製造過程のパラメータが機械の設定、機械の特性及び/又は時間的ワークフローを含んでいる。
【0015】
別の実施形態によれば、データベースに記憶されるデータが統計的に評価され、原材料の少なくとも1つのパラメータが規定され、最終製品の少なくとも1つのパラメータが、データベースに記憶されているデータと原材料の少なくとも1つの所定のパラメータとの比較により、選ばれる製造過程に関係して決定される。
【0016】
更に別の実施形態によれば、データベースに記憶されているデータが統計的に評価され、製造すべき最終製品の少なくとも1つのパラメータが規定され、原材料の少なくとも1つのパラメータが、データベースに記憶されているデータと最終製品の少なくとも1つの所定のパラメータとの比較によって、選ばれる製造過程に関係して決定される。
【0017】
データベースに記憶されているデータの統計的評価がなるべく評価モジュールにおいて行われる。統計的評価がデータマイニングを含んでいてもよい。
【0018】
本発明による方法の好ましい実施形態によれば、第1段階において、原材料のパラメータ、処理段階において測定されるパラメータ、及び最終製品のパラメータが表示及び入力モジュールにおいて表示され、それにより索引ファイル用の索引ページが、割当てられるデータを前記の製造過程と手動でリンクさせるため、索引ファイルへ入れられる。表示が、時間に関して製造過程に対応せしめられる所定のタイムスロットからのパラメータの表示を含んでいる。
【0019】
データベースに記憶されているデータに基いて検出される異常な事象が検出される時、警報が出される。警報を出すための閾値パラメータの値は、使用者により、製造者により、又は他のデータから計算されて自動的に設定可能である。
【0020】
本発明による計算機プログラムは、プログラムプロダクトが計算機で実行される時、上述した本発明による方法を実行するための機械的に読取り可能な記憶媒体に記憶されているプログラム符号を含んでいる。
【0021】
要約すれば、本発明を使用する繊維の当業者に2つの新しい選択肢が与えられる。
前方技術。一方では繊維の当業者は、現在の原料繊維と以前の製造からのデータを持つ半製品との継続する比較を行うことによって、原材料、半製品及び/又は処理の測定されるデータから最終製品の達成可能な品質及び生産性を決定することができる。
後方技術。他方では繊維の当業者は、以前の製造過程からの同じ又は類似な最終製品との比較に基いて生じる既知又は新しい最終製品に対して許容される原材料、半製品及び/又は処理の許容される特性及び性質を決定することができる。
【0022】
評価モジュールが機械に接続されている場合、評価モジュールが製造連鎖において機械を設定するための提案を与えるか、又は機械におけるこれらの設定を変更することも可能である。
【0023】
複数の紡糸機を運転するビジネスの場合、製造ポートフォリオを最適化するため、グループを介してこれらのデータを接続することができる。その場合同じ又は類似な製品用の種々の紡糸機の間で生産性及び品質がどのように相違するかに応じて、命令を与えることができる。
【0024】
本発明が紡糸機を参照して以下に説明されるけれども、この方法は織機又は刺しゅう機のような他の繊維機械においても一般に使用可能である。
【0025】
本発明の実施例を示す図面を参照して、本発明が詳細に説明される。
【図面の簡単な説明】
【0026】
【図1】 従来技術による値と本発明により得られる値とを比較して品質パラメータQの値のグラフ表示を示す。
【図2】 製造過程の選択も示される材料流れ図を示す。
【図3】 本発明によるデータベース及び評価モジュールを概略的に示す。
【図4】 処理による原材料への最終製品の対応を概略的に示す。
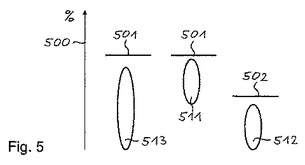
【図5】 本発明による2つのパラメータ値及びこれらのパラメータの下に製品の対応の図式表示を示す。
【発明を実施するための形態】
【0027】
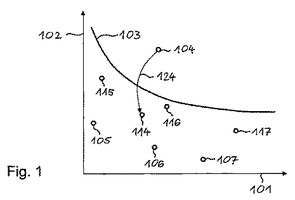
図1は、糸のような繊維構造物に対する所定の品質曲線103の形で可能な目標合意を持つ線図を示す。欠陥の大きさ(例えば直径、直径と長さとの積)のような特別の欠陥パラメータが、横軸101に沿って記入され、欠陥の数のような欠陥パラメータの頻度が縦軸102に沿って記入されている。個々の糸は測定点により表わされている。曲線103より上の測定点により示される第1の糸104は、この欠陥パラメータに関して満足できないものとみなされる。ヤーンクリヤラのように欠陥を減少する装置を使用すると、糸の品質を品質114に改善することができる。矢印124により示すように、多数の欠陥を切除する装置のパラメータ化が重要である。しかしこれは生産性(糸の通過速度)を犠牲にする。
【0028】
本発明によれば、ロット又はバッチが、製造される糸のそれぞれの測定値105,106,107が得られる製造のために、それぞれのバッチの選択又は品質に影響を及ぼす処理部署の設定により使用される。こうして購入者との目標合意を越える糸が得られ、このことは、測定点105,106,107が目標曲線103から大きい距離をとっているという事実からわかる。これは、処理速度を犠牲にし、かつ/又は原材料の選択のための費用を増大する。
【0029】
今や本発明は、一方では個々の処理部署におけるパラメータ設定の選択を可能にし、他方では適当な原材料バッチ例えば綿花俵の選択を可能にし、これが次のように行われる。即ち測定値115,116,117が目標値103に一層近くなり、それが紡糸機の費用の利益を生じ、同時に目標合意の達成を保証する。
【0030】
これに関して注意せねばならないことは、紡糸機について購入者との合意が品質に関して複数の品質パラメータにリンクしていることである。これは例えば、少数の欠陥又はスラブが購入者にとって必ずしも高品質を意味しないことである。多数の欠陥又はスラブは、少数の糸の大きい粗さでは、欠陥又はスラブより目立たない。
【0031】
この点で、糸を特徴づけかつ品質特性を決定する複数の測定値の結果である品質ベクトルは、品質評価において重要である。
【0032】
更に注意せねばならないことは、(製品及び処理の)品質が繊維機械において考慮する必要のある判定基準だけでないことである。更に重要な判定基準は(製品の)利益及び(処理の)生産性である。
【0033】
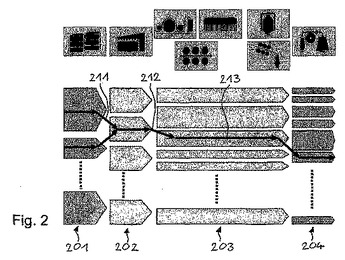
複数のパラメータを考慮できることが本発明の利点である。図2は製造過程の選択も示される材料流れ図を示す。入力側は、例えば異なる起源により特徴づけられまた同じ起源の場合異なる特性を持つ個々のバッチにより特徴づけられる織物繊維のような原材料201を示す。混合繊維も使用可能である。それが、2つの異なる原材料201の組合わせが所定の製造段階202を通る2つの矢印211により示される理由である。異なる製造過程は繊維ビジネスに関係し、例えばオープニング、クリーニング、ミキシング、カーディング、コーミング、ドラフティング、紡糸及び最後に引続く使用特に購入者への供給のためのボビンのような物体への巻取りの過程を含むことができる。これらの処理段階は、順次に実行される中間処理202及び203によって特徴づけられ、図2に設けられる絵グラフは、どの可能な処理ルートがとられるかを示す。第2の中間処理から第3の中間処理へ集まる次の段階(矢印212で示す)の選択に関係する他のパラメータ及び測定値がある。最後に、原材料201及び/又は先行する処理作業段階202,203により特徴づけられる物品として示される糸が製造される。箱204において具体化されるこのような最終製品は、前述した供給の要請を満たさねばならない。全製造過程は矢印213により特徴づけられる。
【0034】
ドイツ連邦共和国特許出願公開第4113384号明細書による従来技術では、この材料流れにある個々の測定データは、誤動作を確認しかつ特に品質に有害な影響を及ぼす機械的過程を確認するために使用される。種々の品質を得るためのパラメータに影響を及ぼさない。米国特許出願公開第2005/159835号明細書では、処理段階において使用される機械の調節可能なパラメータにおいて最適化が行われるように、紡糸機に複数の過程が適用される限り、品質を高める努力がなされる。物理的処理において有用なこの方策は、既に多数の製品204の結果として、得られない。なぜならば、従来技術では処理品質はただ1つの製品を得ようとするからである。更に従来技術では出発材料201が考慮されてない。
【0035】
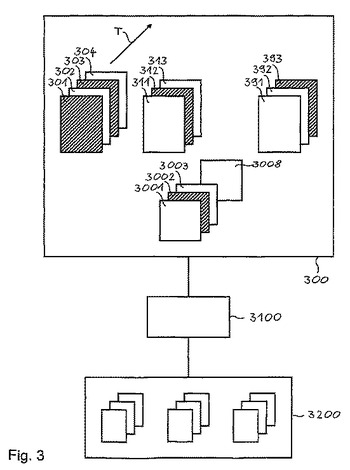
図3は、データ入力301,302,303,304,・・・,391,392,303,・・・を含むデータベース300、及び後述する複数の機能を実施する評価モジュール3100を示す。
【0036】
ページとして示されるデータ301〜304は、例えば紡糸機への到達前又は到達時に入力される原材料データ201(図2参照)のデータである。これは、例えば綿花俵、その起源、供給者のデータ、及び熟成度のような綿花を特徴づけるデータを含んでいる。矢印Tは、これらのデータが時間にわたって連続的に入力され、原材料201の多数の比較データが特定時間後存在することを示す。
【0037】
個々の測定データ及び又は実行される中間処理202,204(図2参照)が入力されて、データベース300の他の場所に記憶される。このような中間処理の1つの例は梳綿機においてスライバへの繊維の梳綿である。
【0038】
データの詳細の範囲及び程度は、紡糸機のインフラストラクチャに大きく関係している。種々の最終製品204(図2参照)の測定値391,392,303のページが完成として図に示されている。
【0039】
これらのデータ301,302,303,304,・・・,311,312,313,・・・391,391,393,・・・の各々は、1つ又は複数の測定値従ってデータベクトルを含んでいる。
【0040】
統計的評価は評価モジュール3100により行われる。例えばドイツ連邦共和国特許第4113384号明細書に記載の装置により可能であるように、材料の流れの個々の段階の測定データの自動的接続で、データ393により特徴づけられる最終製品204を得るために、データ301及び303により特徴づけられるどの材料201が製造過程(ここでは312)を通過したかを、モジュール3100が知る。これらのデータが図3にそれぞれハッチングを施して示されている。これらのデータは、図2に矢印213で示すように、特別な製造過程又は材料の流れに関連している。
【0041】
製造過程の連鎖状要素の索引付けは、入力3001,3002,3003,・・・、要素301,303,312及び393との関係を含む入力3002を持つ索引ファイルを生じる。こうしてこの入力3002は、図2の製造過程213のすべてのパラメータの視覚化である。
【0042】
多くの紡糸機はネットワークに接続されない個々の紡糸機を運転し、従ってデータはデータベース300へロードされる必要があるので、この索引接続の形成は手動で行う必要があるかも知れない。更に図2の処理矢印213により特徴づけられる個々の製造過程の個々の処理段階は、一時的に連続するやり方で実行されるが、個々の紡糸機において必ずしも連続的に実行されるのではないので、直接の一時的対応は必ずしも正しくない。その結果、処理の開始と、一方では最初のデータページ301の入力及び他方では製品204の完了との間に数日あるかも知れず、それにデータページ391の準備が続く。
【0043】
紡糸設備において機械及びそのセンサがデータベース300とネットワークを形成する場合、それぞれのデータページは有利に自動的に索引ページ3001,3002,3003にリンクされる。
【0044】
しかし紡糸設備において機械がネットワーク化されていない場合、評価モジュール3100は、紡糸設備の繊維の当業者に、表示装置及び入力モジュール3200において、材料の個々の流れの出力データ及び測定データの適当なタイムスロットを示す機能も持っているので、手動選択により正しい索引ページ(この場合3002)が形成される。表示装置の時間要因は重要なので、例えば時間的に現在の点より1〜3日前の時間的に古いデータページは、処理される俵(出発材料201)において表示され、時間的に現在の点より前の2〜8日の後の点は、材料の流れの処理段階のために表示され、時間的に現在の点に対する16時間は最終製品のために表示される。索引入力は、まだ対応せしめられない表示データページから手動選択することにより発生され、対応せしめられたデータページは表示から除去される。パラメータについての情報の代わりに処理符号を与えることが慣用技術である。
【0045】
出発材料として綿花俵におけるデータページ301,302を準備するために例えば次のように先行することができる。17個の測定値が作られ、サンプルの4つの値が俵の各群とみなされる。それから平均値が形成され、17個の平均値がデータページ301に記録される。紡糸設備の構成に応じて、データ値の数はもって小さいか又は大きくてもよい。平均値の形成は出力材料の量及び予想される広がりにも関係している。
【0046】
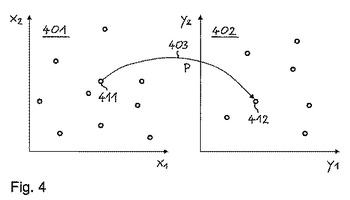
図4は2つの空間、即ち図2に符号201で示すような原材料のパラメータx1,x2により特徴づけられる第1の空間401、及び図2に符号204で示すような最終製品のパラメータy1,y2により特徴づけられる第2の空間402を示す。点411,412が2つの空間401,402に記入され、これらの点が若干の測定される原材料201及び最終製品204にそれぞれ対応している。最終製品204のパラメータy1,y2は、必要な場合単一の品質パラメータに組合わせることができる。原材料201を最終製品204に対応させる図4の矢印403は、特別な製造過程Pを表す。この事実は象徴的に次のように表すことができる。
P:x1,x2→y1(x1,x2),y2(x1,x2)
【0047】
原材料201のパラメータx1,x2の変化Δx1,Δx2が最終製品204のパラメータy1,y2に及ぼす影響を評価するため、少なくとも近似的に偏導関数に相当する多くの過程Pに対する変数を知るのが有利である。
【0048】
これらの変数は、点411にできるだけ近いパラメータx1,x2を持つような原材料201に相当する過程Pのために、最終製品204のパラメータy1,y2がわかっている場合、数値的に近似することができる。偏微分がわかっている場合、最終製品204のパラメータの変化Δy1,Δy2は次のように示される。
【0049】
若干の“標準過程”を規定するのも有利であり、これらの標準過程によりそれによりそれぞれの繊維機械が比較的頻繁に動作し、従ってこれらの標準過程のうち比較的多数の測定データがある。中間過程202,203用の他の機械の使用のようにこのような標準過程からの小さい偏差は、計算に関して、例えばそれぞれの機械のために求められる調整係数又は最終製品204の特定のパラメータy1,y2の形で、非常に容易に取扱い可能である。
【0050】
簡単にするため図4に2つの次元で示される2つの空間401,402が所望の数の次元を持つことができる。次元を減少するため及び/又はパラメータが互いに直線的に無関係であるのを確実にするため、多変量統計から公知の方法例えば主成分分析(PCA)を使用することができる。
【0051】
対応は、図2の典型的な家庭213で示されるように、固有でなる必要がない。これが事実である場合、かつ/又は最終製品空間402内のデータが大きく離れている場合、公知の内挿法又は外挿法が適用可能である。例えばJ.Gleue,“Triangulierung und Interpolation von im R2 unregel
rt No.HMI−B357, Juli 1981参照。計算に関してデータを容易に取扱う公知の別の可能性は、データ減少、データ組合わせ、アウトライアーの削除、再標本抽出及び/又は平滑化である。
【0052】
図5は、最終製品としての糸の特性のパラメータの2つの値501及び502、本発明による製品511,512と従来技術による製品513との対応の図示表示を示す。これらは、データページ391,392,393からの値によりアンダカットされる閾値に関する。
【0053】
%で示される縦軸500は、例えば基準工具USTER STATISTCSにより規定されるような糸の多数の特性値からのランダムパラメータを示す。例えば値501におけるようの50%の表示は、基準工具の準備において検査されるすべての材料の50%がこの値又はこれよりよい値を持ち、他の50%が悪い値をもっていたことを意味する。値502により、例えば同じパラメータに対して25%が表示され、ここで検査されるすべての材料の25%だけがこの値又はそれ以上の値をもっている。50%値を満たす適当な原材料により、従来技術による糸太さで範囲513が覆われる。標示501に一層近い範囲の部分はこのパラメータをしっかり満たし、標示501からもっと離れている部分はこのパラメータをもっと上回る。特別な原材料及び特別な処理段階のためのデータマイニングの方法により、材料の異なる流れを検出して評価することによって、ここで検査されるパラメータのこの変動を狭くすることができる。変動は例えば係数2だけ減少することができるので、原材料の選択及び選択的に材料の流れに関する機械の設定も含む材料の流れを選択することによって、パラメータに関して一層高い品質を持ちかつ一層良い基準502より下に留まる糸を製造することができる。材料及び原材料の流れの他の部分により、値501の仕様を持つがもっと小さい変動を持つ製品が得られるので、値の組合わせによりもっと高い価値の創造が可能である。なぜならば合意されるデフォルトパラメータはあまり過度に下を切り取られないからである。
【0054】
紡糸機に対して、供給すべき製造の所定数のパラメータを規定する順序が重要である。これらのパラメータは、データページ391,392,・・・(図3参照)により直接に又は近似的に反映される。原材料204を含めて処理段階202,203のデータをリンクすることによって、評価モジュール3100におけるデータマイニングの統計的方法により、材料の可能な流れの出力(図面には示されてないが、図3に相当)を与えることが可能であり、この出力が、測定精度によってのみ与えられる製品のデフォルト及びすべての所定のパラメータの変動の下を切る。材料の流れに関するデータの計算可能な集合の選択のこの技術的決定は、まだこの形でデータ記録として保管されずかつ製造ロットの完成後新しいデータ記録3008を形成する個別データの編集も含むことができる。この場合それは順序パラメータではなく、そのパラメータ化される特性に基いて特徴づけられる新しい材料流れにより規定される最終製品である。
【0055】
この過程において、出発材料の品質データのように、評価において直接影響を受けない測定データは、現存する機械の設定データ及び測定データに関係せしめられて、処理により得られる多数の理論的最終製品の分散を制限する。こうして最終製品の品質パラメータは、合意される供給データにできるだけ近づき、これらの供給より少しよく、このことが現存する機械の設定データにおける生産流れの特に一時的な改善を可能にする。
【0056】
上述した評価を持つ後方技術に加えて、データマイニングの方法を使用することにより、データページ301等により特徴づけられる出発材料において、材料流れの機械のパラメータ化を行うことも可能であり、前方技術を行うことを意味する最終製品の所定の品質パラメータを得ることができる。
【符号の説明】
【0057】
101 欠陥の軸
102 頻度の軸
103 品質曲線
104 糸、品質の不足
105,106,107 測定値(従来技術)
114 糸、改善された品質
115,116,117 測定値(本発明)
124 欠陥の減少
201 原材料
202,203 処理段階
204 最終製品
211 2つの異なる原材料の組合わせ
212 処理における次の段階への移行
213 製造過程
300 データベース
301,302,303,304 出発材料用のデータぺージ
311,312,313 製造過程の測定値用のデータページ
391,392,303 最終製品の測定値のデータページ
3001,3002,3003 データページの索引ファイル
3008 新しいデータ記録
3100 評価モジュール
3200 表示及び入力モジュール
401 原材料用空間
402 最終製品の空間
403 対応
411 原材料の点
412 最終製品の点
500 たとえばUSTER STATISTICSからのパラメータ値
501,502 パラメータの閾値
511,512 パラメータに関する糸の特性(本発明)
513 パラメータに関する糸の特性(従来技術)
【技術分野】
【0001】
本発明は、請求項1の上位概念に記載の紡糸機、織機又は刺しゅう機のような繊維機械における製造過程を監視する方法に関する。
【背景技術】
【0002】
紡糸機において複数の処理段階で、種々の原材料が中間製品を経て最終製品としての糸となるように処理される。原材料は、ブローイング、オープニング、クリーニング、ミキシング、カーディング、コーミング、ドラフティング、ロービング、精紡及び最後に巻取りのような種々の作業場所を通過する。機械は、センサを備えた多くの段階のために使用される。センサ信号は、処理を制御しかつ/又は製造される中間製品及び最終製品の品質を監視するために使用される。
【0003】
紡糸機における品質監視方法及びシステムはドイツ連邦共和国特許第4113384号明細書から公知であり、簡単な場合ロット又はバッチのために集められるデータが処理される材料のこのロットとリンクされ、中央で記憶されるので、ロットに基いて材料の通過が完全に追跡可能であり、品質欠陥の場合最終製品の製造過程において介入が行われる。この手順は、複数の部署を持つ処理連鎖における誤りをもっと早く追跡することを目的としている。検出されるデータも節約されるので、特に種々のバッチにわたる品質に影響を及ぼす問題の相関関係を求めることができる。ドイツ連邦共和国特許第4113384号明細書の目的は、処理連鎖において使用される機械の監視による品質保証である。
【0004】
米国特許出願公開第2005/159835号明細書に記載されている品質保証モデルでは、処理状態データ及び品質検査データが製造過程中に求められる。処理状態データは、製造中の製造段階から連続的に得られるデータに関係し、製品検査データは、処理後に製造される半完成品及び最終製品に関連している。これらのデータの特性量は、各製品又は製品群とみなされる。このような特性データと処理状態データはそれから関係づけられ、関係づけられるデータが処理されるようにして、分析がデータマイニングにより行われるようにして、品質保証モデルが形成されるので、特性データ量に対するデータと処理状態データとの関係が得られる。換言すれば、この明細書は製造過程中に処理段階を最適化するためのデータマイニング方法を開示しており、半導体製造における異なる処理段階の連続に開示されている。この技術に基いて、同じ最終製品が仮定され、過程及び境界条件の管理に困難がある。これは繊維工業におけるより異なる初期状態である。
【0005】
品質保証に加えて、紡糸機は品質、利益及び購入されたバッチ及びロットに基いて得られる生産性を知ることに関心を持っている。糸品質とも称される糸の測定可能な性質は、糸を処理する産業又は糸を購入する商人との目標合意のために重要な量なので、知っていることは紡糸機にとって重要である。
【0006】
このような目標合意は供給合意において見出され、その基礎をなす物理的及び化学的特性は、商品の供給の際検査される。繊維工業において、スイス国ウステルのウステル・テヒノロジーズ・アクチエンゲゼルシヤフトの“USTER STATISTICS”の表の価値は、しばしばこのような合意のために使用される。“USTER STATISTICS”は世界的な繊維製造に関する品質基準データに関係している。それらはヴエブサイトwww.uster.comから検索可能であるか、又はスイス国8610ウステル、ウステル・テヒノロジーズ・アクチエンゲゼルシヤフトから注文可能である。それらを編集するために、市場の関係者の複数の繊維品質パラメータが、関連のある過去の期間にわたって測定され、それらの統計的分布が発表されている。これらは、それぞれ測定されるパラメータの基いて、糸のような繊維構造の品質特性を求めかつそれに同意する基準として使用される。このように合意される目標要求に固執しない場合、紡糸機により供給される糸は例えば受入れられず、戻されるか又は値引きを要求される。その理由は、紡糸される糸が確実に合意された目標要求を確実に満たすのを紡糸機が保証するという注文を処理するためのバッチを紡糸機が使用するからである。
【0007】
この場合物理的糸パラメータに確実に達するために、値段決定に関して通常不利を伴うパラメータを明らかに超過する原材料バッチを購入することが必要である。
【0008】
更に使用される機械の処理パラメータは保守的に設定されるので、生産性即ち単位時間当たりの糸の製造は減少する。
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明の目的は、品質、生産性及び/又は利益に関して繊維製造過程を最適化することである。提供される方法において、1つのロットの使用される品質が、供給合意のために規定される糸品質を提供するため1つのロットに必要な品質として指定されるロットの品質にできるだけ近いようにする。本発明の別の目的は、個々の製造部署がトランスジューサ及びデータ伝送に関して別々に動作せしめられるので、測定されるデータが互いに組合わされる時、このような評価を可能にすることである。更に本発明の目的は、異常な事象又は状態の場合使用者に警告することである。
【課題を解決するための手段】
【0010】
これらの目的及び他の目的は、独立請求項に規定される方法及び計算機プログラムプロダクトにより解決される。有利な実施形態は従属請求項に示されている。
【0011】
本発明は、処理連鎖の種々の段階において個々のセンサにより集められるデータが、生じる糸品質及び処理生産性及び利益について結論を出すのを可能にすることを、見出したことに基いている。規定された材料流れを持つ種々の完成された処理段階の測定されるデータが一緒にリンクされて、測定されるデータが少なくとも2つの異なる処理段階で得られ、このような値がデータベースに記憶され、索引ファイルにおいて互いにリンクされる。こうして異なる処理段階の間の間隙が橋絡される。相互の影響及び依然性が製造過程のモデルにおいて表わされる。
【0012】
製造過程を完全に表すために、可能な限り、全製造過程から利用可能なすべてのデータが索引ファイルにおいて互いにリンクされるようにする。データは材料データ、処理データ及び時間に関係するデータを含んでいる。しかし実際には、完全なデータ収集及びリンクが不可能な場合がある。例えばある機械がセンサを備えていないか、又はあるセンサが動作しない場合、データが使用不可能なことがある。従ってデータの評価は、入力情報のないことについて寛容でなければならない。
【0013】
本発明による繊維機械における製造過程を監視する方法において、原材料が、製造過程において複数の処理段階において中間製品となるように処理され、最終製品が製造される。原材料、中間製品及び/又は最終製品のパラメータが測定されて、データベースに記憶される。パラメータが少なくとも2つの異なる処理段階で測定され、データベースに記憶されかつ索引ファイルにおいてリンクされる。少なくとも2つの異なる処理段階が少なくとも2つの異なるワークステーション又は機械において行われる。
【0014】
好ましい実施形態では、少なくとも1つのパラメータが、処理段階において使用される原材料のために測定され、かつ/又は少なくとも1つのパラメータが製造過程において製造される最終製品のために測定される。測定されるパラメータに加えて、製造過程のパラメータが付加的にデータベースに記憶され、索引ファイルにおいてリンクされる。このような製造過程のパラメータが機械の設定、機械の特性及び/又は時間的ワークフローを含んでいる。
【0015】
別の実施形態によれば、データベースに記憶されるデータが統計的に評価され、原材料の少なくとも1つのパラメータが規定され、最終製品の少なくとも1つのパラメータが、データベースに記憶されているデータと原材料の少なくとも1つの所定のパラメータとの比較により、選ばれる製造過程に関係して決定される。
【0016】
更に別の実施形態によれば、データベースに記憶されているデータが統計的に評価され、製造すべき最終製品の少なくとも1つのパラメータが規定され、原材料の少なくとも1つのパラメータが、データベースに記憶されているデータと最終製品の少なくとも1つの所定のパラメータとの比較によって、選ばれる製造過程に関係して決定される。
【0017】
データベースに記憶されているデータの統計的評価がなるべく評価モジュールにおいて行われる。統計的評価がデータマイニングを含んでいてもよい。
【0018】
本発明による方法の好ましい実施形態によれば、第1段階において、原材料のパラメータ、処理段階において測定されるパラメータ、及び最終製品のパラメータが表示及び入力モジュールにおいて表示され、それにより索引ファイル用の索引ページが、割当てられるデータを前記の製造過程と手動でリンクさせるため、索引ファイルへ入れられる。表示が、時間に関して製造過程に対応せしめられる所定のタイムスロットからのパラメータの表示を含んでいる。
【0019】
データベースに記憶されているデータに基いて検出される異常な事象が検出される時、警報が出される。警報を出すための閾値パラメータの値は、使用者により、製造者により、又は他のデータから計算されて自動的に設定可能である。
【0020】
本発明による計算機プログラムは、プログラムプロダクトが計算機で実行される時、上述した本発明による方法を実行するための機械的に読取り可能な記憶媒体に記憶されているプログラム符号を含んでいる。
【0021】
要約すれば、本発明を使用する繊維の当業者に2つの新しい選択肢が与えられる。
前方技術。一方では繊維の当業者は、現在の原料繊維と以前の製造からのデータを持つ半製品との継続する比較を行うことによって、原材料、半製品及び/又は処理の測定されるデータから最終製品の達成可能な品質及び生産性を決定することができる。
後方技術。他方では繊維の当業者は、以前の製造過程からの同じ又は類似な最終製品との比較に基いて生じる既知又は新しい最終製品に対して許容される原材料、半製品及び/又は処理の許容される特性及び性質を決定することができる。
【0022】
評価モジュールが機械に接続されている場合、評価モジュールが製造連鎖において機械を設定するための提案を与えるか、又は機械におけるこれらの設定を変更することも可能である。
【0023】
複数の紡糸機を運転するビジネスの場合、製造ポートフォリオを最適化するため、グループを介してこれらのデータを接続することができる。その場合同じ又は類似な製品用の種々の紡糸機の間で生産性及び品質がどのように相違するかに応じて、命令を与えることができる。
【0024】
本発明が紡糸機を参照して以下に説明されるけれども、この方法は織機又は刺しゅう機のような他の繊維機械においても一般に使用可能である。
【0025】
本発明の実施例を示す図面を参照して、本発明が詳細に説明される。
【図面の簡単な説明】
【0026】
【図1】 従来技術による値と本発明により得られる値とを比較して品質パラメータQの値のグラフ表示を示す。
【図2】 製造過程の選択も示される材料流れ図を示す。
【図3】 本発明によるデータベース及び評価モジュールを概略的に示す。
【図4】 処理による原材料への最終製品の対応を概略的に示す。
【図5】 本発明による2つのパラメータ値及びこれらのパラメータの下に製品の対応の図式表示を示す。
【発明を実施するための形態】
【0027】
図1は、糸のような繊維構造物に対する所定の品質曲線103の形で可能な目標合意を持つ線図を示す。欠陥の大きさ(例えば直径、直径と長さとの積)のような特別の欠陥パラメータが、横軸101に沿って記入され、欠陥の数のような欠陥パラメータの頻度が縦軸102に沿って記入されている。個々の糸は測定点により表わされている。曲線103より上の測定点により示される第1の糸104は、この欠陥パラメータに関して満足できないものとみなされる。ヤーンクリヤラのように欠陥を減少する装置を使用すると、糸の品質を品質114に改善することができる。矢印124により示すように、多数の欠陥を切除する装置のパラメータ化が重要である。しかしこれは生産性(糸の通過速度)を犠牲にする。
【0028】
本発明によれば、ロット又はバッチが、製造される糸のそれぞれの測定値105,106,107が得られる製造のために、それぞれのバッチの選択又は品質に影響を及ぼす処理部署の設定により使用される。こうして購入者との目標合意を越える糸が得られ、このことは、測定点105,106,107が目標曲線103から大きい距離をとっているという事実からわかる。これは、処理速度を犠牲にし、かつ/又は原材料の選択のための費用を増大する。
【0029】
今や本発明は、一方では個々の処理部署におけるパラメータ設定の選択を可能にし、他方では適当な原材料バッチ例えば綿花俵の選択を可能にし、これが次のように行われる。即ち測定値115,116,117が目標値103に一層近くなり、それが紡糸機の費用の利益を生じ、同時に目標合意の達成を保証する。
【0030】
これに関して注意せねばならないことは、紡糸機について購入者との合意が品質に関して複数の品質パラメータにリンクしていることである。これは例えば、少数の欠陥又はスラブが購入者にとって必ずしも高品質を意味しないことである。多数の欠陥又はスラブは、少数の糸の大きい粗さでは、欠陥又はスラブより目立たない。
【0031】
この点で、糸を特徴づけかつ品質特性を決定する複数の測定値の結果である品質ベクトルは、品質評価において重要である。
【0032】
更に注意せねばならないことは、(製品及び処理の)品質が繊維機械において考慮する必要のある判定基準だけでないことである。更に重要な判定基準は(製品の)利益及び(処理の)生産性である。
【0033】
複数のパラメータを考慮できることが本発明の利点である。図2は製造過程の選択も示される材料流れ図を示す。入力側は、例えば異なる起源により特徴づけられまた同じ起源の場合異なる特性を持つ個々のバッチにより特徴づけられる織物繊維のような原材料201を示す。混合繊維も使用可能である。それが、2つの異なる原材料201の組合わせが所定の製造段階202を通る2つの矢印211により示される理由である。異なる製造過程は繊維ビジネスに関係し、例えばオープニング、クリーニング、ミキシング、カーディング、コーミング、ドラフティング、紡糸及び最後に引続く使用特に購入者への供給のためのボビンのような物体への巻取りの過程を含むことができる。これらの処理段階は、順次に実行される中間処理202及び203によって特徴づけられ、図2に設けられる絵グラフは、どの可能な処理ルートがとられるかを示す。第2の中間処理から第3の中間処理へ集まる次の段階(矢印212で示す)の選択に関係する他のパラメータ及び測定値がある。最後に、原材料201及び/又は先行する処理作業段階202,203により特徴づけられる物品として示される糸が製造される。箱204において具体化されるこのような最終製品は、前述した供給の要請を満たさねばならない。全製造過程は矢印213により特徴づけられる。
【0034】
ドイツ連邦共和国特許出願公開第4113384号明細書による従来技術では、この材料流れにある個々の測定データは、誤動作を確認しかつ特に品質に有害な影響を及ぼす機械的過程を確認するために使用される。種々の品質を得るためのパラメータに影響を及ぼさない。米国特許出願公開第2005/159835号明細書では、処理段階において使用される機械の調節可能なパラメータにおいて最適化が行われるように、紡糸機に複数の過程が適用される限り、品質を高める努力がなされる。物理的処理において有用なこの方策は、既に多数の製品204の結果として、得られない。なぜならば、従来技術では処理品質はただ1つの製品を得ようとするからである。更に従来技術では出発材料201が考慮されてない。
【0035】
図3は、データ入力301,302,303,304,・・・,391,392,303,・・・を含むデータベース300、及び後述する複数の機能を実施する評価モジュール3100を示す。
【0036】
ページとして示されるデータ301〜304は、例えば紡糸機への到達前又は到達時に入力される原材料データ201(図2参照)のデータである。これは、例えば綿花俵、その起源、供給者のデータ、及び熟成度のような綿花を特徴づけるデータを含んでいる。矢印Tは、これらのデータが時間にわたって連続的に入力され、原材料201の多数の比較データが特定時間後存在することを示す。
【0037】
個々の測定データ及び又は実行される中間処理202,204(図2参照)が入力されて、データベース300の他の場所に記憶される。このような中間処理の1つの例は梳綿機においてスライバへの繊維の梳綿である。
【0038】
データの詳細の範囲及び程度は、紡糸機のインフラストラクチャに大きく関係している。種々の最終製品204(図2参照)の測定値391,392,303のページが完成として図に示されている。
【0039】
これらのデータ301,302,303,304,・・・,311,312,313,・・・391,391,393,・・・の各々は、1つ又は複数の測定値従ってデータベクトルを含んでいる。
【0040】
統計的評価は評価モジュール3100により行われる。例えばドイツ連邦共和国特許第4113384号明細書に記載の装置により可能であるように、材料の流れの個々の段階の測定データの自動的接続で、データ393により特徴づけられる最終製品204を得るために、データ301及び303により特徴づけられるどの材料201が製造過程(ここでは312)を通過したかを、モジュール3100が知る。これらのデータが図3にそれぞれハッチングを施して示されている。これらのデータは、図2に矢印213で示すように、特別な製造過程又は材料の流れに関連している。
【0041】
製造過程の連鎖状要素の索引付けは、入力3001,3002,3003,・・・、要素301,303,312及び393との関係を含む入力3002を持つ索引ファイルを生じる。こうしてこの入力3002は、図2の製造過程213のすべてのパラメータの視覚化である。
【0042】
多くの紡糸機はネットワークに接続されない個々の紡糸機を運転し、従ってデータはデータベース300へロードされる必要があるので、この索引接続の形成は手動で行う必要があるかも知れない。更に図2の処理矢印213により特徴づけられる個々の製造過程の個々の処理段階は、一時的に連続するやり方で実行されるが、個々の紡糸機において必ずしも連続的に実行されるのではないので、直接の一時的対応は必ずしも正しくない。その結果、処理の開始と、一方では最初のデータページ301の入力及び他方では製品204の完了との間に数日あるかも知れず、それにデータページ391の準備が続く。
【0043】
紡糸設備において機械及びそのセンサがデータベース300とネットワークを形成する場合、それぞれのデータページは有利に自動的に索引ページ3001,3002,3003にリンクされる。
【0044】
しかし紡糸設備において機械がネットワーク化されていない場合、評価モジュール3100は、紡糸設備の繊維の当業者に、表示装置及び入力モジュール3200において、材料の個々の流れの出力データ及び測定データの適当なタイムスロットを示す機能も持っているので、手動選択により正しい索引ページ(この場合3002)が形成される。表示装置の時間要因は重要なので、例えば時間的に現在の点より1〜3日前の時間的に古いデータページは、処理される俵(出発材料201)において表示され、時間的に現在の点より前の2〜8日の後の点は、材料の流れの処理段階のために表示され、時間的に現在の点に対する16時間は最終製品のために表示される。索引入力は、まだ対応せしめられない表示データページから手動選択することにより発生され、対応せしめられたデータページは表示から除去される。パラメータについての情報の代わりに処理符号を与えることが慣用技術である。
【0045】
出発材料として綿花俵におけるデータページ301,302を準備するために例えば次のように先行することができる。17個の測定値が作られ、サンプルの4つの値が俵の各群とみなされる。それから平均値が形成され、17個の平均値がデータページ301に記録される。紡糸設備の構成に応じて、データ値の数はもって小さいか又は大きくてもよい。平均値の形成は出力材料の量及び予想される広がりにも関係している。
【0046】
図4は2つの空間、即ち図2に符号201で示すような原材料のパラメータx1,x2により特徴づけられる第1の空間401、及び図2に符号204で示すような最終製品のパラメータy1,y2により特徴づけられる第2の空間402を示す。点411,412が2つの空間401,402に記入され、これらの点が若干の測定される原材料201及び最終製品204にそれぞれ対応している。最終製品204のパラメータy1,y2は、必要な場合単一の品質パラメータに組合わせることができる。原材料201を最終製品204に対応させる図4の矢印403は、特別な製造過程Pを表す。この事実は象徴的に次のように表すことができる。
P:x1,x2→y1(x1,x2),y2(x1,x2)
【0047】
原材料201のパラメータx1,x2の変化Δx1,Δx2が最終製品204のパラメータy1,y2に及ぼす影響を評価するため、少なくとも近似的に偏導関数に相当する多くの過程Pに対する変数を知るのが有利である。
【0048】
これらの変数は、点411にできるだけ近いパラメータx1,x2を持つような原材料201に相当する過程Pのために、最終製品204のパラメータy1,y2がわかっている場合、数値的に近似することができる。偏微分がわかっている場合、最終製品204のパラメータの変化Δy1,Δy2は次のように示される。
【0049】
若干の“標準過程”を規定するのも有利であり、これらの標準過程によりそれによりそれぞれの繊維機械が比較的頻繁に動作し、従ってこれらの標準過程のうち比較的多数の測定データがある。中間過程202,203用の他の機械の使用のようにこのような標準過程からの小さい偏差は、計算に関して、例えばそれぞれの機械のために求められる調整係数又は最終製品204の特定のパラメータy1,y2の形で、非常に容易に取扱い可能である。
【0050】
簡単にするため図4に2つの次元で示される2つの空間401,402が所望の数の次元を持つことができる。次元を減少するため及び/又はパラメータが互いに直線的に無関係であるのを確実にするため、多変量統計から公知の方法例えば主成分分析(PCA)を使用することができる。
【0051】
対応は、図2の典型的な家庭213で示されるように、固有でなる必要がない。これが事実である場合、かつ/又は最終製品空間402内のデータが大きく離れている場合、公知の内挿法又は外挿法が適用可能である。例えばJ.Gleue,“Triangulierung und Interpolation von im R2 unregel
rt No.HMI−B357, Juli 1981参照。計算に関してデータを容易に取扱う公知の別の可能性は、データ減少、データ組合わせ、アウトライアーの削除、再標本抽出及び/又は平滑化である。
【0052】
図5は、最終製品としての糸の特性のパラメータの2つの値501及び502、本発明による製品511,512と従来技術による製品513との対応の図示表示を示す。これらは、データページ391,392,393からの値によりアンダカットされる閾値に関する。
【0053】
%で示される縦軸500は、例えば基準工具USTER STATISTCSにより規定されるような糸の多数の特性値からのランダムパラメータを示す。例えば値501におけるようの50%の表示は、基準工具の準備において検査されるすべての材料の50%がこの値又はこれよりよい値を持ち、他の50%が悪い値をもっていたことを意味する。値502により、例えば同じパラメータに対して25%が表示され、ここで検査されるすべての材料の25%だけがこの値又はそれ以上の値をもっている。50%値を満たす適当な原材料により、従来技術による糸太さで範囲513が覆われる。標示501に一層近い範囲の部分はこのパラメータをしっかり満たし、標示501からもっと離れている部分はこのパラメータをもっと上回る。特別な原材料及び特別な処理段階のためのデータマイニングの方法により、材料の異なる流れを検出して評価することによって、ここで検査されるパラメータのこの変動を狭くすることができる。変動は例えば係数2だけ減少することができるので、原材料の選択及び選択的に材料の流れに関する機械の設定も含む材料の流れを選択することによって、パラメータに関して一層高い品質を持ちかつ一層良い基準502より下に留まる糸を製造することができる。材料及び原材料の流れの他の部分により、値501の仕様を持つがもっと小さい変動を持つ製品が得られるので、値の組合わせによりもっと高い価値の創造が可能である。なぜならば合意されるデフォルトパラメータはあまり過度に下を切り取られないからである。
【0054】
紡糸機に対して、供給すべき製造の所定数のパラメータを規定する順序が重要である。これらのパラメータは、データページ391,392,・・・(図3参照)により直接に又は近似的に反映される。原材料204を含めて処理段階202,203のデータをリンクすることによって、評価モジュール3100におけるデータマイニングの統計的方法により、材料の可能な流れの出力(図面には示されてないが、図3に相当)を与えることが可能であり、この出力が、測定精度によってのみ与えられる製品のデフォルト及びすべての所定のパラメータの変動の下を切る。材料の流れに関するデータの計算可能な集合の選択のこの技術的決定は、まだこの形でデータ記録として保管されずかつ製造ロットの完成後新しいデータ記録3008を形成する個別データの編集も含むことができる。この場合それは順序パラメータではなく、そのパラメータ化される特性に基いて特徴づけられる新しい材料流れにより規定される最終製品である。
【0055】
この過程において、出発材料の品質データのように、評価において直接影響を受けない測定データは、現存する機械の設定データ及び測定データに関係せしめられて、処理により得られる多数の理論的最終製品の分散を制限する。こうして最終製品の品質パラメータは、合意される供給データにできるだけ近づき、これらの供給より少しよく、このことが現存する機械の設定データにおける生産流れの特に一時的な改善を可能にする。
【0056】
上述した評価を持つ後方技術に加えて、データマイニングの方法を使用することにより、データページ301等により特徴づけられる出発材料において、材料流れの機械のパラメータ化を行うことも可能であり、前方技術を行うことを意味する最終製品の所定の品質パラメータを得ることができる。
【符号の説明】
【0057】
101 欠陥の軸
102 頻度の軸
103 品質曲線
104 糸、品質の不足
105,106,107 測定値(従来技術)
114 糸、改善された品質
115,116,117 測定値(本発明)
124 欠陥の減少
201 原材料
202,203 処理段階
204 最終製品
211 2つの異なる原材料の組合わせ
212 処理における次の段階への移行
213 製造過程
300 データベース
301,302,303,304 出発材料用のデータぺージ
311,312,313 製造過程の測定値用のデータページ
391,392,303 最終製品の測定値のデータページ
3001,3002,3003 データページの索引ファイル
3008 新しいデータ記録
3100 評価モジュール
3200 表示及び入力モジュール
401 原材料用空間
402 最終製品の空間
403 対応
411 原材料の点
412 最終製品の点
500 たとえばUSTER STATISTICSからのパラメータ値
501,502 パラメータの閾値
511,512 パラメータに関する糸の特性(本発明)
513 パラメータに関する糸の特性(従来技術)
【特許請求の範囲】
【請求項1】
繊維機械における製造過程(213)を監視する方法であって、原材料(201)が、製造過程(213)において複数の処理段階(202,203)において中間製品となるように処理され、最終製品(204)が製造され、原材料(201)、中間製品及び/又は最終製品のパラメータ(312)が測定されて、データベース(300)に記憶されるものにおいて、パラメータ(301,303,312,393)が少なくとも2つの異なる処理段階(202,203)で測定され、データベース(300)に記憶されかつ索引ファイル(3002)においてリンクされることを特徴とする、方法。
【請求項2】
少なくとも2つの異なる処理段階(202,203)が少なくとも2つの異なるワークステーション又は機械において行われる、請求項1に記載の方法。
【請求項3】
少なくとも1つのパラメータ(301,302)が、処理段階(213)において使用される原材料(201)のために測定され、かつ/又は少なくとも1つのパラメータ(393)が製造過程(213)において製造される最終製品(204)のために測定される、先行する請求項の1つに記載の方法。
【請求項4】
製造過程(213)のパラメータが付加的にデータベース(300)に記憶され、索引ファイル(3002)においてリンクされる、先行する請求項の1つに記載の方法。
【請求項5】
製造過程(213)のパラメータが機械の設定、機械の特性及び/又は時間的ワークフローを含んでいる、請求項4に記載の方法。
【請求項6】
データベース(300)に記憶されるデータ(301,303,312,393,3002)が統計的に評価され、原材料(201)の少なくとも1つのパラメータ(304)が規定され、最終製品(204)の少なくとも1つのパラメータが、データベース(300)に記憶されているデータ(301,303,312,393,3002)と原材料(201)の少なくとも1つの所定のパラメータ(304)との比較により、選ばれる製造過程(312)に関係して決定される、先行する請求項の1つに記載の方法。
【請求項7】
データベース(300)に記憶されているデータ(301,303,312,393,3002)が統計的に評価され、製造すべき最終製品(204)の少なくとも1つのパラメータが規定され、原材料(302)の少なくとも1つのパラメータが、データベース(300)に記憶されているデータ(301,303,312,393,3002)と最終製品(204)の少なくとも1つの所定のパラメータとの比較によって、選ばれる製造過程(312)に関係して決定される、先行する請求項の1つに記載の方法。
【請求項8】
データベース(300)に記憶されているデータ(301,303,312,393,3002)の統計的評価がデータマイニングを含んでいる、請求項6又は7に記載の方法。
【請求項9】
第1段階において、原材料(201)のパラメータ(301,303)、処理段階(202,203)において測定されるパラメータ(312)、及び最終製品(204)のパラメータ(393)が表示及び入力モジュール(3200)において表示され、それにより索引ファイル(3002)用の索引ページ(302)が、割当てられるデータを前記の製造過程と手動でリンクさせるため、索引ファイル(3002)へ入れられる、先行する請求項の1つに記載の方法。
【請求項10】
表示が、時間に関して製造過程(213)に対応せしめられる所定のタイムスロットからのパラメータの表示を含んでいる、請求項9に記載の方法。
【請求項11】
データベース(300)に記憶されているデータ(301,303,312,393,3002)に基いて検出される異常な事象が検出される時、警報が出される、先行する請求項の1つに記載の方法。
【請求項12】
プログラムプロダクトが計算機で実行される時、先行する請求項の1つに記載の方法を実行するための機械的に読取り可能な記憶媒体に記憶されているプログラム符号を含んでいる計算機プログラム。
【請求項1】
繊維機械における製造過程(213)を監視する方法であって、原材料(201)が、製造過程(213)において複数の処理段階(202,203)において中間製品となるように処理され、最終製品(204)が製造され、原材料(201)、中間製品及び/又は最終製品のパラメータ(312)が測定されて、データベース(300)に記憶されるものにおいて、パラメータ(301,303,312,393)が少なくとも2つの異なる処理段階(202,203)で測定され、データベース(300)に記憶されかつ索引ファイル(3002)においてリンクされることを特徴とする、方法。
【請求項2】
少なくとも2つの異なる処理段階(202,203)が少なくとも2つの異なるワークステーション又は機械において行われる、請求項1に記載の方法。
【請求項3】
少なくとも1つのパラメータ(301,302)が、処理段階(213)において使用される原材料(201)のために測定され、かつ/又は少なくとも1つのパラメータ(393)が製造過程(213)において製造される最終製品(204)のために測定される、先行する請求項の1つに記載の方法。
【請求項4】
製造過程(213)のパラメータが付加的にデータベース(300)に記憶され、索引ファイル(3002)においてリンクされる、先行する請求項の1つに記載の方法。
【請求項5】
製造過程(213)のパラメータが機械の設定、機械の特性及び/又は時間的ワークフローを含んでいる、請求項4に記載の方法。
【請求項6】
データベース(300)に記憶されるデータ(301,303,312,393,3002)が統計的に評価され、原材料(201)の少なくとも1つのパラメータ(304)が規定され、最終製品(204)の少なくとも1つのパラメータが、データベース(300)に記憶されているデータ(301,303,312,393,3002)と原材料(201)の少なくとも1つの所定のパラメータ(304)との比較により、選ばれる製造過程(312)に関係して決定される、先行する請求項の1つに記載の方法。
【請求項7】
データベース(300)に記憶されているデータ(301,303,312,393,3002)が統計的に評価され、製造すべき最終製品(204)の少なくとも1つのパラメータが規定され、原材料(302)の少なくとも1つのパラメータが、データベース(300)に記憶されているデータ(301,303,312,393,3002)と最終製品(204)の少なくとも1つの所定のパラメータとの比較によって、選ばれる製造過程(312)に関係して決定される、先行する請求項の1つに記載の方法。
【請求項8】
データベース(300)に記憶されているデータ(301,303,312,393,3002)の統計的評価がデータマイニングを含んでいる、請求項6又は7に記載の方法。
【請求項9】
第1段階において、原材料(201)のパラメータ(301,303)、処理段階(202,203)において測定されるパラメータ(312)、及び最終製品(204)のパラメータ(393)が表示及び入力モジュール(3200)において表示され、それにより索引ファイル(3002)用の索引ページ(302)が、割当てられるデータを前記の製造過程と手動でリンクさせるため、索引ファイル(3002)へ入れられる、先行する請求項の1つに記載の方法。
【請求項10】
表示が、時間に関して製造過程(213)に対応せしめられる所定のタイムスロットからのパラメータの表示を含んでいる、請求項9に記載の方法。
【請求項11】
データベース(300)に記憶されているデータ(301,303,312,393,3002)に基いて検出される異常な事象が検出される時、警報が出される、先行する請求項の1つに記載の方法。
【請求項12】
プログラムプロダクトが計算機で実行される時、先行する請求項の1つに記載の方法を実行するための機械的に読取り可能な記憶媒体に記憶されているプログラム符号を含んでいる計算機プログラム。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公表番号】特表2012−508837(P2012−508837A)
【公表日】平成24年4月12日(2012.4.12)
【国際特許分類】
【出願番号】特願2011−537808(P2011−537808)
【出願日】平成21年11月13日(2009.11.13)
【国際出願番号】PCT/CH2009/000363
【国際公開番号】WO2010/054497
【国際公開日】平成22年5月20日(2010.5.20)
【出願人】(503169552)ウステル・テヒノロジーズ・アクチエンゲゼルシヤフト (37)
【Fターム(参考)】
【公表日】平成24年4月12日(2012.4.12)
【国際特許分類】
【出願日】平成21年11月13日(2009.11.13)
【国際出願番号】PCT/CH2009/000363
【国際公開番号】WO2010/054497
【国際公開日】平成22年5月20日(2010.5.20)
【出願人】(503169552)ウステル・テヒノロジーズ・アクチエンゲゼルシヤフト (37)
【Fターム(参考)】
[ Back to top ]