
繊維補強シート
【課題】二軸方向を補強した繊維補強シートであって、その二軸方向は繊維補強シートの長手方向に対し対称方向であるものを提供する。
【解決手段】繊維束2を一方向に引き揃え配列した繊維シート3を一対の折り返しガイド部12に沿ってθ°の傾きをもたせて重ねるように順番に折り返して巻き付け、繊維シート3の方向が+θ°よりなる第1繊維シート層4と−θ°よりなる第2繊維シート層5の二層から構成された繊維補強シート1を製造する。
【解決手段】繊維束2を一方向に引き揃え配列した繊維シート3を一対の折り返しガイド部12に沿ってθ°の傾きをもたせて重ねるように順番に折り返して巻き付け、繊維シート3の方向が+θ°よりなる第1繊維シート層4と−θ°よりなる第2繊維シート層5の二層から構成された繊維補強シート1を製造する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、炭素繊維束、ガラス繊維束、アラミド繊維束などの強化繊維束を用いた二軸の繊維補強シートに関するものである。
【背景技術】
【0002】
(繊維補強シートの内容)
従来より、繊維補強シートとしては、次のようなものが提案されている。
【0003】
(1)一方向繊維補強シート
一方向繊維補強シートとは、繊維束を一方向に引き揃え並べたシートのことである。これは、単純な作業により得られるシートであるが、一方向のみの強化となるため、種々の方向に同様な強度特性を得る等方性が得られないという問題点がある。
【0004】
積層により等方性を得るが、積層シートの大きさが限られているため、広範囲への適用が難しいという問題点がある。また、積層作業が繁雑であるという問題点がある。
【0005】
一方向に並べられていることから繊維束のみでシートを形成することが難しいという問題点がある。
【0006】
(2)二軸繊維補強シート
二軸繊維補強シートとは、織物や編物よりなるシートである。これは、補強方向が縦糸方向と横糸方向にある。つまり、0°と90°方向に補強するものである。
【0007】
そのために、織りや編み工程を得るための材料コストが上がるという問題点がある。
【0008】
繊維のみでシートとして存在可能であるが、等方性に欠けるという問題点がある。
【0009】
積層により等方性を得ることができるが、積層時に積層角度を考慮した積層になる。また、積層シートの大きさが限られているため、広範囲への適用が難しいという問題点がある。さらに、積層作業が繁雑であるという問題点がある。
【0010】
(3)多軸繊維補強シート(三軸織物、多軸補強ステッチ基材)
三軸織物とは、0°、60°、120°方向に繊維が挿入した織物である。
【0011】
そのために、織工程があるため材料コストが上がるという問題点があるが、等方性は向上している。
【0012】
しかし、織組織の点から、糸の間の空間が広くでき、繊維リッチな部分と樹脂リッチな部分に分かれてしまうという問題点がある。
【0013】
多軸補強ステッチ基材とは、0°、+45°、−45°、90°方向に繊維を配向した後、ステッチ糸で補強用繊維を一体化させたシートである。四方向に補強されるため、等方性は向上している。また、製造装置によっては、さらに多くの角度(例えば、+30°、−30°、+60°、−30°)の配向を施せるものがある。
【0014】
しかし、製造装置が大型化であるために、設備が高価になるという問題点がある。
【0015】
ステッチ糸の存在により樹脂の含浸性が問題となる。特に、熱可塑性樹脂をマトリックスとする場合は、含浸性、相性に問題点がある。
【0016】
積層角度を容易に変更できないという問題点がある。
【0017】
繊維を配向させる時に、シートの両端部で針に繊維を引っ掛ける方式を用いるため、開繊糸などを使用した場合に、シートの両端部で繊維幅が極端に変化し狭まってしまうという問題点がある。
【0018】
針で引っ掛ける方式のため、樹脂の含浸したシート材などは使用できないという問題点がある。
【0019】
(繊維補強シートの製造装置)
上記のような多軸繊維補強シートの製造装置としては、従来より例えば次のような発明が提案されている。
【0020】
(1)第1の従来発明
第1の従来発明は、多軸ステッチ基材を開繊糸により製造する方法と装置に関するものである(特許文献1参照)。
【0021】
この第1の従来発明は、両端部の針構造は同じであり、開繊糸の幅が狭まるという問題点がある。
【0022】
また、前記したように樹脂の含浸したシートを使用することができないという問題点がある。
【0023】
(2)第2の従来発明
第2の従来発明は、開繊糸の使用を考慮したものである(特許文献2参照)。
【0024】
この第2の従来発明は、両端部に針を使用せず、シートを切断して貼り合わせるものである。
【0025】
そのため、この従来発明により0°と90°方向以外に繊維補強されたシート材を製造することが可能となるが、この製造装置は大型であり設備コストがかかるという問題点がある。
【0026】
両端部でシートを切断する工程を踏まえてシートの挿入を行うため、加工速度を速くすることが困難であり、シートコストを安くできないという問題点がある。
【0027】
(3)第3の従来発明
第3の従来発明は、±θ°方向の補強シートを作り、かつ、+θ°方向の繊維シートと−θ°方向の繊維シート層がばらけないように固定糸を採用しているものである(特許文献3参照)。
【0028】
第3の従来発明は、開繊糸またはプリプレグシートを供給する繊維シートに使用することができないという問題点がある。
【0029】
供給ボビンがシートの両耳部で90°旋回する方法を用いているため、この方法を用いると、供給する繊維がシートの場合にシート幅が変形してしまうという問題点がある。
【特許文献1】WO01/63033
【特許文献2】特表2001−516406
【特許文献3】特開平9−169070号
【発明の開示】
【発明が解決しようとする課題】
【0030】
上記のように繊維補強シートにおいては、次の課題がある。
【0031】
第1の課題は、材料コストを下げることである。すなわち、炭素繊維束などは太繊度になる程価格が安くなるが、樹脂の含浸性が悪くなるという問題点がある。また、織物に使用すると織糸の屈曲が大きくなり強度特性が低減するという問題点がある。
【0032】
第2の課題は、疑似等方性の問題である。すなわち、繊維の補強方向を増やし、シートのどの方向においても強度特性が略同じになるようにすることである。但し、単純に繊維を種々の角度に積層したシートでは、複合材料板材になった時に板材のそり、曲がりなどの変形を生じてしまうという問題点がある。このため、シートの長手方向およびシートの厚み方向での対称性などを考慮した繊維の積層が重要となる。
【0033】
そこで、本発明は上記問題点に鑑み、次のような提案を行う。
【0034】
第1の目的は、0°と90°以外の方向の二軸方向を補強した繊維補強シートであって、その二軸方向は繊維補強シートの長手方向に対し対称方向であるものを提供することである。
【0035】
すなわち、これにより、種々の方向に繊維補強された疑似等方性の大型複合材料板を得ることが容易となる。また、その積層順序を厚み方向で対称とすれば、積層板としてのそりや曲がりも容易になくせる板材を得ることができる。
【0036】
第2の目的は、太繊度の繊維束の使用を可能とするものを提供することである。すなわち、太繊維度の繊維束は開繊によりシート化して使用することができ、材料コストの低減を実現できる。
【0037】
第3の目的は、樹脂含浸したシート材の使用を可能とするものを提供することである。特に、熱可塑性樹脂などの複合材料成形品の開発も行えるものを提供する。
【0038】
第4の目的は、製造方法として両耳部でのシート幅変化をなくし、これにより、樹脂含浸したシートなどの製造も可能となるものを提供することである。
【0039】
第5の目的は、両耳部は固定されるため、繊維束がばらけず、かつ、ステッチ糸なしにシートとして存在させることができるものを提供することである。
【課題を解決するための手段】
【0040】
請求項1に係る発明は、繊維補強シートであって、前記繊維補強シートの長手方向に対して、繊維束を一方向に引き揃え配列した少なくとも1枚の繊維シートを所定角度θ°(但し、0°<θ°<90°である)の傾きを持たせて重なるように順番に折り返して前記繊維シートを螺旋状に巻き付け、前記長手方向に対して繊維シートの方向が+θ°よりなる第1繊維シート層と前記長手方向に対して繊維シートの方向が−θ°よりなる第2繊維シート層の二層から構成することを特徴とする繊維補強シートである。
【0041】
請求項2に係る発明は、前記第1繊維シート層と前記第2繊維シート層とが密着していることを特徴とする請求項1記載の繊維補強シートである。
【0042】
請求項3に係る発明は、前記繊維補強シートの両耳部に位置する前記第1繊維シート層と前記第2繊維シート層とが接着剤によって接着されて固定されていることを特徴とする請求項1または2記載の繊維補強シートである。
【0043】
請求項4に係る発明は、前記繊維シートを構成する繊維束が、幅広く薄い状態に連続開繊した繊維束である開繊糸であることを特徴とする請求項1から3の中で少なくとも一項に記載の繊維補強シートである。
【0044】
請求項5に係る発明は、前記繊維シートが、熱融着糸、または、目止め剤を付着させた繊維束よりなることを特徴とする請求項1から4の中で少なくとも一項に記載の繊維補強シートである。
【0045】
請求項6に係る発明は、前記繊維シートが、熱可塑性樹脂を含浸させたプリプレグシートであることを特徴とする請求項1から4の中で少なくとも一項に記載の繊維補強シートである。
【0046】
請求項7に係る発明は、前記繊維シートが、熱硬化性樹脂を含浸させたプリプレグシートであることを特徴とする請求項1から4の中で少なくとも一項に記載の繊維補強シートである。
【0047】
請求項8に係る発明は、前記第1繊維シート層と前記第2繊維シート層とが、加圧処理または加熱しながら加圧処理を行うことにより接着されていることを特徴とする請求項5から7の中で少なくとも一項に記載の繊維補強シートである。
【0048】
請求項9に係る発明は、15°=<θ°=<75°であることを特徴とする請求項1から8の中で少なくとも一項に記載の繊維補強シートである。
【0049】
請求項10に係る発明は、前記繊維シートが、複数枚並べられた状態で折り返されていることを特徴とする請求項1から9の中で少なくとも一項に記載の繊維補強シートである。
【発明の効果】
【0050】
本発明の繊維補強シートであると、繊維束の配向方向が±θ°方向であり、この繊維補強シートを用いれば、疑似等方性があり、かつ、厚み方向において対称積層となるので大型複合板材が実現することができる。
【発明を実施するための最良の形態】
【0051】
(繊維補強シートの構成)
以下、本発明の繊維補強シート1について、図1及び図2に基づいて説明する。
【0052】
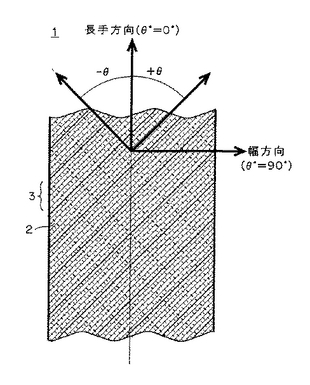
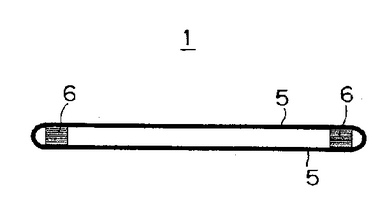
図1は、本実施例の繊維補強シート1の平面図であり、図2はその縦断面図である。
【0053】
繊維補強シート1は、繊維束2を一方向に引き揃えた繊維シート3を、この繊維補強シート1の長手方向に対して所定角度θ°(以下、巻き付け角度θという)の傾きをもたせて重ねるように順番に折り返して螺旋状に巻き付け、繊維シート3の方向が+θ°よりなる第1繊維シート層4と、繊維シート3の方向が−θ°よりなる第2繊維シート層5の二層から構成されたものであり、繊維補強シート1の両耳部には、第1繊維シート層4と第2繊維シート層5とを接着するための両面接着テープ6、6が存在している。
【0054】
ここで、巻き付け角度θ°としては、0°<θ°<90°であり、好適には15°=<θ°=<75°である。なお、θ°=0°の場合には繊維補強シート1の長手方向になり、90°の場合には幅方向となる。
【0055】
この繊維補強シート1を用いると、疑似等方性があり、かつ、厚み方向において対称積層となるので、大型複合板材を実現することができる。
【0056】
以下、この繊維補強シート1を製造するための製造装置についての各実施例を説明していく。
【0057】
(第1の実施例)
第1の実施例の製造装置10について、図3から図8に基づいて説明する。
【0058】
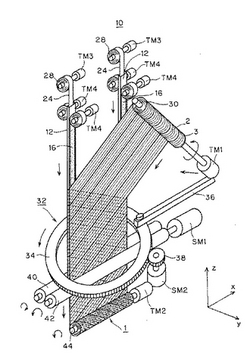
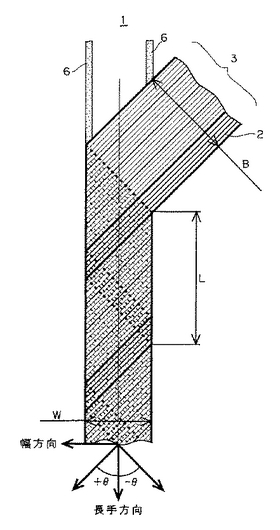
図3は、本実施例の製造装置10によって製造される繊維補強シート1の構造であり、図4は、製造装置10の斜視図である。
【0059】
(1)製造装置10の構造
図4〜7に基づいて、製造装置10の構造について説明する。
【0060】
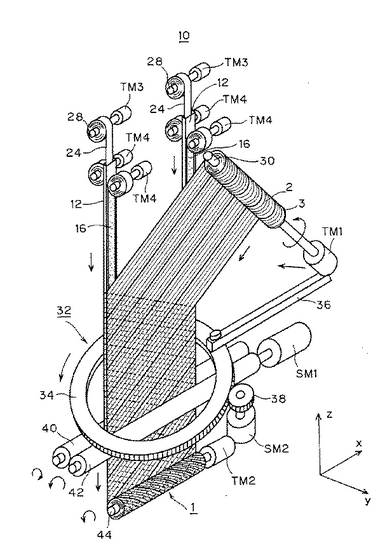
図4は、製造装置10の斜視図である。
【0061】
まず、本明細書においての座標系について定義しておく。図4において、繊維補強シート1の長手方向をZ軸方向、繊維補強シートの幅方向をX軸方向、幅方向に対して直交する方向をY軸方向と設定する。
【0062】
図4に示すように、繊維補強シート1の両耳部の位置に相当する個所に、左右一対の折り返しガイド部12が互いに平行にZ軸に沿って設けられている。
【0063】
まず、左側の折り返しガイド部12について図5も参照して説明する。
【0064】
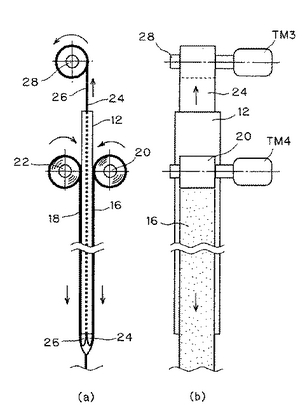
折り返しガイド部12は、直線状の断面長方形の筒体であり、その内部に中空部14を有している。
【0065】
折り返しガイド部12の前面及び後面に沿って両面接着テープ16,18が下方へ供給されるように、折り返しガイド部12の上部には一対のテープ供給ロール20,22がそれぞれ配されている。このテープ供給ロール20,22は、トルク制御モータTM4,TM4によって一定のトルクによって回転する。
【0066】
折り返しガイド部12の上方には、両面接着テープ16,18から離れた2枚の離型紙24,26を回収するための離型紙回収ロール28が配されている。この離型紙回収ロール28は、トルク制御モータTM3によって回転する。
【0067】
ここで、両面接着テープ16,18の動きについて説明すると、折り返しガイド部12の前面及び後面に沿ってそれぞれ供給されるが、この時に折り返しガイド部12と接する面は離型紙24,26が存在しているため、両面接着テープ16,18が折り返しガイド部12に接着することがない。折り返しガイド部12の下端の位置にくると、離型紙24,26が上方に折り返され中空部14を通って離型紙回収ロール28に回収される。一方、離型紙24,26が剥がれた両面接着テープ16,18の面は互いに接着され、接着面が両側に露出した一枚の両面接着テープ6となる。
【0068】
右側の折り返しガイド部12についても同様の構造となっている。
【0069】
一対の折り返しガイド部12の外方には、繊維束2を一方向に引き揃え配列したシート供給ロール30が配されている(図7参照)。このシート供給ロール30は、トルク制御モータTM1によって回転する。このシート供給ロール30の回転軸は、繊維補強シート1の長手方向、すなわち、Z軸に対して対してθ°の傾きをもって配されている。
【0070】
トルク制御モータTM1及びシート供給ロール30を一体にして、一対の折り返しガイド部12の外周において、X−Y平面に平行に回転可能なように積層回転装置32が設けられている。
【0071】
この積層回転装置32は、リング状のリングギア34から外方に腕部材36が突出し、この腕部材36の先端に角度θ°をもってトルク制御モータTM1が配され、このトルク制御モータTM1の回転軸にシート供給ロール30の回転軸が接続されている。
【0072】
リングギア34は、ギア38を介して回転スピード制御モータSM2によってZ軸と平行な軸を中心にして回転する。
【0073】
積層回転装置32の下方には、完成した繊維補強シート1を走行させるための一対の走行ロール40,42が設けられている。この走行ロール42は、回転スピード制御モータSM1によって回転する。
【0074】
この走行ロール40,42の下方には、繊維補強シート1を回収するためのシート回収ロール44が配され、このシート回収ロール44はトルク制御モータTM2によって回転する。
【0075】
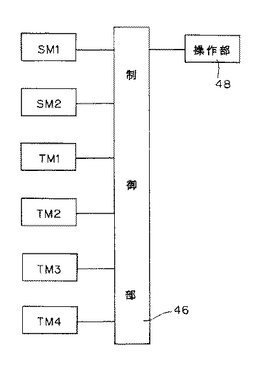
図6は、製造装置10のブロック図である。
【0076】
コンピュータよりなる制御部46によって回転スピード制御モータSM1,SM2及びトルク制御モータTM1,TM2,2個のTM3,4個のTM4が接続され、それぞれ回転スピード及びトルクが制御されている。
【0077】
また、制御部46を操作するための操作部48が設けられている。
【0078】
(2)製造装置10の動作状態
上記で説明した製造装置10を用いて、図3に示す繊維補強シート1を製造する工程について説明する。
【0079】
(2−1)第1工程
リングギア34を一定速度で回転させて、シート供給ロール30から、繊維シート3をθ°の傾きをもって引き出す。
【0080】
(2−2)第2工程
リングギア34を一定速度で回転させて、引き出した繊維シート3を、例えば右側の折り返しガイド部12の位置で折り返す。この場合に、折り返しガイド部12の下端から突出している両面接着テープ6に接着するように折り返す。この折り返しは、積層回転装置32のリングギア34を回転させると、折り返すことができる。繊維シート3を折り返すと、両面接着テープ6の両面に接着する。
【0081】
また、ここで重要なことは、折り返しガイド部12によって繊維シート3を折り返すために、太繊度の繊維束でも折り返すことができる。すなわち、太繊維度の繊維束は開繊によりシート化しているが、折り返しガイド部12に沿って折り返すことができる。
【0082】
(2−3)第3工程
リングギア34を一定速度で回転させて、右側の折り返しガイド部12で折り返した繊維シート3をシート供給ロール30から引き出しつつ+θ°の傾きをもって右側の折り返しガイド部12から左側の折り返しガイド部12に向かって引き出す。これによって第1繊維シート層4が形成できる。
【0083】
(2−4)第4工程
リングギア34を一定速度で回転させて、第1繊維シート層4を左側の折り返しガイド部12で折り返す。この折り返しによって、左側の両面接着テープ6に接着される。
【0084】
(2−5)第5工程
リングギア34を一定速度で回転させて、折り返した第1繊維シート層4を、左側の折り返しガイド部12から右側の折り返しガイド部12に向かってシート供給ロール30によって引き出しながら、第2繊維シート層5を形成する。
【0085】
(2−6)第6工程
リングギア34を一定速度で回転させて、第2繊維シート層5を右側の折り返しガイド部12で折り返す。右側の折り返しガイド部12で第2繊維シート層5を折り返すとその内側は右側の両面接着テープ6によって接着される。そして、第2工程と同様に第1繊維シート層4を形成する。
【0086】
以下同様にして、第2工程から第6工程を1サイクルとして、このサイクルを繰り返して、一対の折り返しガイド部12に繊維シート3を巻き付け角度θ°の傾きをもって螺旋状に巻き付けて、図3に示すような繊維補強シート1を製造する。
【0087】
製造した繊維補強シート1は、一対の走行ロール40,42によって引っ張られつつ、シート回収ロール44によって回収される。
【0088】
この製造工程において、積層回転装置32が回転スピート制御モータSM2によって回転する回転速度と、一対の走行ロール40,42を回転させる回転スピート制御モータSM1の回転速度を合致させ、また、両面接着テープ16,18を供給するトルク制御モータTM3,TM4のトルクが、第1繊維シート層4と第2繊維シート層5を積層して引っ張られるテンションに合わす必要があり、さらに、シート回収ロール44を走行させるトルク制御モータTM2のトルクは、その積層される繊維補強シート1の回転スピートとテンションに合わせる。この調整は、制御部46によって行う。そして、弛みがないように制御する。
【0089】
具体的には、回転スピード制御モータSM2の回転により積層シート3が1回転する間に、回転スピード制御モータSM1の回転は、繊維補強シート1をL(1回転分の巻取り長さ)だけ送るように制御する。
【0090】
ここで、積層回転装置32の1回転分の巻取り長さLと、図3に示す繊維シート3の幅Bとの関係は、
L=B/sinθ
であり、繊維補強シート1の幅Wとの関係は、
W=B/(2×cosθ)
である。
【0091】
(第1の実施例の変更例)
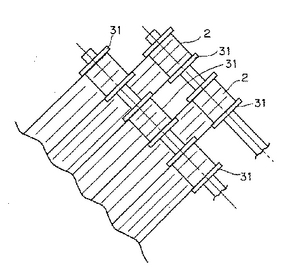
第1の実施例では、繊維シート3を供給するものとして図7に示すようにシート供給ロール30を使用したが、図8に示すように、繊維束2を巻回したボビン31を複数個配列させて、繊維シート3として供給する構造であってもよい。
【0092】
(第2の実施例)
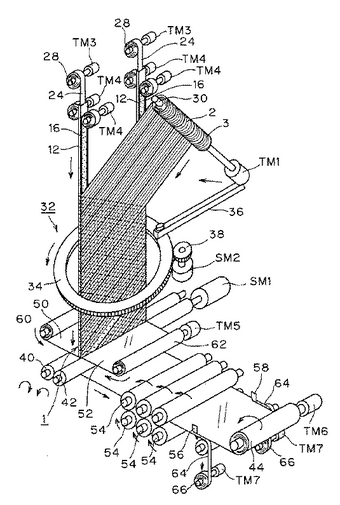
第2の実施例の製造装置100について、図9に基づいて説明する。
【0093】
本実施例と第1の実施例の異なる点は、一対の走行ロール40,42からの繊維補強シート1をさらに加熱及び加圧するところにある。
【0094】
具体的には、一対の走行ロール40,42の部分で、繊維補強シート1の両面に離型フィルム50,52を配し、繊維補強シート1に積層する。
【0095】
積層した離型フィルム50,52を介して、複数の加熱加圧ロール54で両面から加圧及び加熱する。
【0096】
両面接着テープ6、6が存在している繊維補強シート1の両耳部64,64を、一対のカッター56,58で切断して、その両耳部64,64を切断した繊維補強シート1を離型フィルム50,52と共にシート回収ロール44で回収する。
【0097】
離型フィルム50,52は、トルク制御モータTM5に接続されたフィルム供給ロール60,62によって供給される。
【0098】
切断された両耳部64,64は、両耳部回収ロール66,66によって回収される。なお、この両耳部回収ロール66,66はトルク制御モータTM7によってそれぞれ回転する。
【0099】
この製造装置100で製造する繊維補強シート1としては、目止め剤やプリプレグシートよりなるものである。詳しくは、下記の実験例で説明する。
【0100】
(第3の実施例)
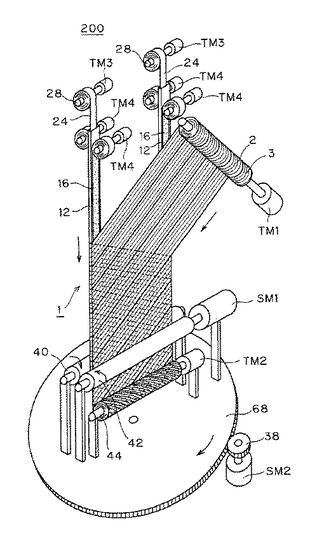
第3の実施例の製造装置200について、図10に基づいて説明する。
【0101】
第1の実施例及び第2の実施例の製造装置10,100では、積層回転装置32を回転させる構造であったが、本実施例の製造装置200では、シート供給ロール30をθ°の傾きをもって固定し、一対の折り返しガイド部12,12及び一対の走行ロール40,42及びシート回収ロール44を円盤状の円盤ギア68の上に設け、この円盤ギア68を回転スピード制御モータSM2によって回転させることによって、シート供給ロール30に対し相対回転させ、繊維補強シート1を製造する。
【0102】
(第4の実施例)
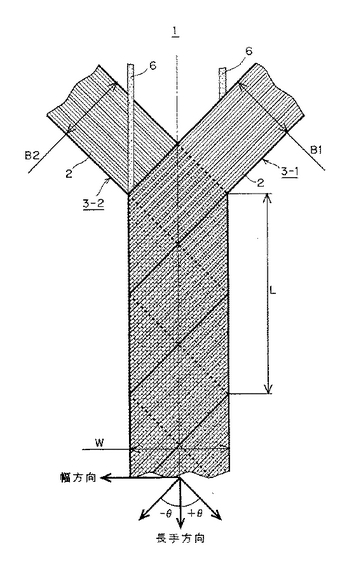
第1の実施例から第3の実施例では、1枚の繊維シート1を折り返して第1繊維シート層4と第2繊維シート層5を形成して繊維補強シート1を製造したが、本実施例では、図11に示すように、2枚の繊維シート3−1、3−2を交互に順次折り返しながら、第1繊維シート層4と第2繊維シート層5を形成し、繊維補強シート1を製造する。
【0103】
この場合に、1回転分の巻取り長さLは、
L=(B1+B2)/sinθ
であり、繊維補強シート1の幅Wは、
(B1+B2)/(2×cosθ)
となる。
【0104】
なお、B1は、1枚目の繊維シート3−1の幅であり、B2は2枚目の繊維シート3−2の幅を表している。
【0105】
(第5の実施例)
第4の実施例では2枚の繊維シート3−1,3−2を交互に順次折り返して巻く構造を示したが、これに限らず3枚以上の繊維シート3を順次折り返して繊維補強シート1を製造してもよい。
【0106】
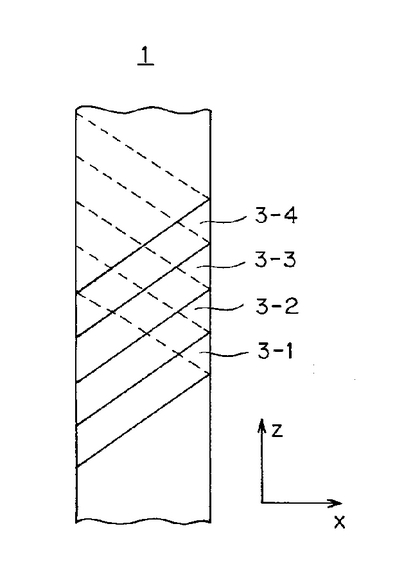
図12は、4枚の繊維シート3−1,3−2,3−3,3−4を使用して繊維補強シート1を製造した場合の概略図である。
【0107】
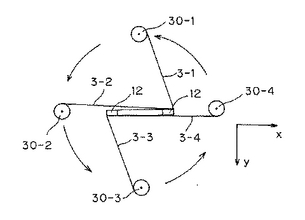
この4枚の繊維シート3を巻く場合の概略図が図13に示し、図13は、製造装置10を上面から概略的に説明した図である。すなわち、X−Y平面を見た図面である。
【0108】
一対の折り返しガイド部12、12を中心として、4本のシート供給ロール30が存在し、それぞれ45°毎に配置されている。そして、これら4本のシート供給ロール30を、順番に同じ回転速度で一対の折り返しガイド部12、12の周囲を回転させることにより、図12に示すような繊維補強シート1を製造することができる。
【0109】
ここで、n枚の繊維シート3を用いた場合の繊維補強シート1の幅Wと、1サイクルの工程で製造される繊維補強シート1の長さLは次のように表すことができる。
【数1】

【0110】
なお、Bkは繊維シート1のk番目(1=<k=<n)の幅を意味しており、θは巻き付け角度である。
【0111】
(実験例)
以下、上記で説明した各実施例の製造装置10,100を用いて繊維補強シート1を実験的に製造した場合について順番に説明する。
【0112】
(1)実験例1
(1−1)実験条件
強化繊維束として炭素繊維束12K(パイロフィルTR50S、三菱レイヨン株式会社製)を特許第3064019号公報に記載された方法により、幅20mmに連続開繊し、開繊した繊維束を幅方向に23本並べた目付40g/m2の幅460mmの一方向シートを作成して、それを繊維シートとした。
【0113】
第1の実施例の製造装置10を用いた。
【0114】
巻き付け角度θ°は45°に設定し、幅325mmの±45°方向の繊維補強シートを作成することを試みた。なお、両面接着テープに幅18mmのものを使用した。
【0115】
繊維シートが1回転する間に、約650mmの±45°方向の繊維補強シートを巻き取るように設定した。なお、繊維シートが1回転する時間は10秒とした(加工速度約3.9m/分に設定された)。
【0116】
製造された±45°方向の繊維補強シートを巻き取るときに幅400mmの離型紙とともに巻き取り(離型紙供給装置は図示していない)、製品の品質が損なわれないようにした。
【0117】
(1−2)実験結果
幅325mmの±45°方向の繊維補強シートを約30m製造した。
【0118】
各繊維束が緊張した状態で、繊維束としてのたるみも生じていなかった。
【0119】
繊維補強シートの両端部が両面接着テープで固定されていること、また離型紙とともに繊維補強シートを巻き取ったことから、繊維束のばらけがなく、繊維補強シートとしての形態安定性も良好であった。
【0120】
繊維束間の隙間はほとんどなく、品質は良好であった。
【0121】
(2)実験例2
(2−1)実験条件
繊維シートとして、一方向強化のプリプレグシート(三菱レイヨン株式会社製)を使用した。このプリプレグシートは炭素繊維束(パイロフィルTR50S、三菱レイヨン株式会社製)を一方向に並べ、エポキシ樹脂を含浸させたものである。プリプレグシートの仕様は、炭素繊維束の目付54g/m2、樹脂量(wt)37.5%、厚み0.057mmである。
【0122】
このプリプレグシートを幅554mmにカットしたものを繊維シートとして使用した。
【0123】
第1の実施例の製造装置10を用いた。
【0124】
巻き付け角度θ°は30°に設定し、幅320mmの±30°方向の繊維補強シートを作成することを試みた。なお、両面接着テープには幅18mmのものを使用した。
【0125】
繊維シートが1回転する間に、約1108mmの±30°方向の繊維補強シートを巻き取るように設定した。
【0126】
繊維シートが1回転する時間は20秒とした(加工速度約3.32m/分に設定された)。
【0127】
製造された±30°方向の繊維補強シートを巻き取るときに幅400mmの離型紙とともに巻き取り(離型紙供給装置は図示していない)、製品の品質が損なわれないようにした。
【0128】
(2−2)実験結果
幅320mmの±30°方向の繊維補強シートを約10m製造した。
【0129】
プリプレグシートにたるみ、しわなどは生じていなかった。
【0130】
プリプレグシートにタック性があるため、走行ロールの加圧力により、+30°方向のプリプレグシートと−30°方向のプリプレグシートが接着した。つまり、繊維補強シートの両耳部が両面接着テープで固定されるだけでなく、+30°方向のプリプレグシートと−30°方向のプリプレグシートシート全体が接着し、一体化した繊維補強シートとなった。
【0131】
プリプレグシート(繊維シート)間の隙間はほとんどなく、品質は良好であった。
【0132】
(3)実験例3
(3−1)実験条件
強化繊維束として炭素繊維束12K(パイロフィルTR50S、三菱レイヨン株式会社製)を特許第3064019号公報の記載の方法により、幅20mmに連続開繊し、開繊した繊維束を幅方向に15本並べた目付40g/m2の幅300mmの一方向シートを作成した。
【0133】
熱可塑性樹脂として、ナイロン6樹脂フィルム(エンブレムON−15、幅320mm、厚み15μm、ユニチカ株式会社製)を使用した。
【0134】
一方向繊維シートと熱可塑性樹脂フィルムを、下側から順に、樹脂フィルム、一方向繊維シート、樹脂フィルム、一方向繊維シート、樹脂フィルムの5層に配置し、このシートに、連続して加熱しながら加圧する処理を行い、厚み約0.093mm、Vf(繊維体積含有量)約50%の熱可塑性樹脂プリプレグシートを作成した。
【0135】
この熱可塑性プリプレグシートを幅226mmにカットして、繊維シートとした。繊維シートは2本用意した。
【0136】
第4の実施例の方法を用いた。すなわち、繊維シートの供給は図11に示すように対角線上に配置して2本用意した。
【0137】
巻き付け角度θ°は45°に設定し、幅320mmの±45°方向の繊維補強シートを作成することを試みた。
【0138】
両面接着テープには幅18mmのものを使用した。
【0139】
繊維シートが1回転する間に、約640mmの±45°方向の繊維補強シートを巻き取るように設定した。なお、繊維シートが1回転する時間は20秒とした(加工速度約1.92m/分に設定された)。
【0140】
製造された±45°方向の繊維補強シートを巻き取るときに幅400mmの離型フィルム(ガラスクロス補強フッ素シート:チューコーフローGタイプファブリック、FGF−500−4、幅400mm、厚み0.1mm、中興化成工業株式会社製)とともに巻き取り(離型紙供給装置は図示していない)、製品の品質が損なわれないようにした。
【0141】
(3−2)実験結果
幅320mmの±45°方向の繊維補強シートを約20m製造した。
【0142】
プリプレグシートにたるみ、しわなどは生じていなかった。
【0143】
繊維補強シートの両耳部が両面接着テープで固定されていること、また離型フィルムとともに繊維補強シートを巻き取ったことから、繊維補強シートとしての形態安定性も良好であった。
【0144】
繊維シート間の隙間はほとんどなく、品質は良好であった。
【0145】
(4)実験例4
(4−1)実験条件
実験例3で作成した、熱可塑性樹脂プリプレグシートによる±45°方向の繊維補強シートに対し、加熱しながら加圧処理する方法を行った。すなわち、第2の実施例の製造装置を用いた。
【0146】
±45°方向の繊維補強シートを離型フィルムごと引き出し(離型フィルムの上に±θ°方向の繊維補強シートがのっている状態で引き出す)、その上面つまり±45°方向の繊維補強シートの上側に離型フィルム(実験例3で使用したものと同じ)を重ね合わせる。その後、ロール式の加熱加圧装置(第2の実施例の製造装置100を参照)にて、一対の離型フィルムに挟まれた±45°方向の繊維補強シートを約250℃に加熱しながら加圧する処理を行った。
【0147】
そして、両耳部を約25mmずつカットし、離型フィルムを剥離して、±45°方向の繊維補強シートを約10m巻き取った。
【0148】
(4−2)実験結果
幅270mmの±45°方向の繊維補強シートを得た。
【0149】
プリプレグシートにたるみ、しわなどは生じていなかった。
【0150】
+45°方向の繊維シートと−45°方向の繊維シートが接着し、一体化した繊維補強シートとなった。
【0151】
プリプレグシート(繊維シート)間の隙間はほとんどなく、品質は良好であった。
【図面の簡単な説明】
【0152】
【図1】本発明の一実施例を示す繊維補強シートの平面図である。
【図2】同じく繊維補強シートの縦断面図である。
【図3】第1の実施例の製造装置によって製造される繊維補強シートの平面図である。
【図4】第1の実施例の製造装置の斜視図である。
【図5】折り返し部の図であり、(a)は側面図であり、(b)は正面図である。
【図6】第1の実施例の製造装置のブロック図である。
【図7】シート供給ロールの平面図である。
【図8】ボビンを複数配列した状態の説明図である。
【図9】第2の実施例の製造装置の斜視図である。
【図10】第3の実施例の製造装置の斜視図である。
【図11】第4の実施例の繊維補強シートの平面図である。
【図12】4枚の繊維シートを用いた繊維補強シートの概略図である。
【図13】第4の実施例における製造装置の上面から見た概略図である。
【符号の説明】
【0153】
1 繊維補強シート
2 繊維束
3 繊維シート
4 第1繊維シート層
5 第2繊維シート層
6 両面接着テープ
10 製造装置
12 折り返しガイド部
14 中空部
16,18 両面接着テープ
24,26 離型紙
28 離型紙回収ロール
30 シート供給ロール
32 積層回転装置
34 リングギア
36 腕部材
38 ギア
40,42 走行ロール
44 シート回収ロール
【技術分野】
【0001】
本発明は、炭素繊維束、ガラス繊維束、アラミド繊維束などの強化繊維束を用いた二軸の繊維補強シートに関するものである。
【背景技術】
【0002】
(繊維補強シートの内容)
従来より、繊維補強シートとしては、次のようなものが提案されている。
【0003】
(1)一方向繊維補強シート
一方向繊維補強シートとは、繊維束を一方向に引き揃え並べたシートのことである。これは、単純な作業により得られるシートであるが、一方向のみの強化となるため、種々の方向に同様な強度特性を得る等方性が得られないという問題点がある。
【0004】
積層により等方性を得るが、積層シートの大きさが限られているため、広範囲への適用が難しいという問題点がある。また、積層作業が繁雑であるという問題点がある。
【0005】
一方向に並べられていることから繊維束のみでシートを形成することが難しいという問題点がある。
【0006】
(2)二軸繊維補強シート
二軸繊維補強シートとは、織物や編物よりなるシートである。これは、補強方向が縦糸方向と横糸方向にある。つまり、0°と90°方向に補強するものである。
【0007】
そのために、織りや編み工程を得るための材料コストが上がるという問題点がある。
【0008】
繊維のみでシートとして存在可能であるが、等方性に欠けるという問題点がある。
【0009】
積層により等方性を得ることができるが、積層時に積層角度を考慮した積層になる。また、積層シートの大きさが限られているため、広範囲への適用が難しいという問題点がある。さらに、積層作業が繁雑であるという問題点がある。
【0010】
(3)多軸繊維補強シート(三軸織物、多軸補強ステッチ基材)
三軸織物とは、0°、60°、120°方向に繊維が挿入した織物である。
【0011】
そのために、織工程があるため材料コストが上がるという問題点があるが、等方性は向上している。
【0012】
しかし、織組織の点から、糸の間の空間が広くでき、繊維リッチな部分と樹脂リッチな部分に分かれてしまうという問題点がある。
【0013】
多軸補強ステッチ基材とは、0°、+45°、−45°、90°方向に繊維を配向した後、ステッチ糸で補強用繊維を一体化させたシートである。四方向に補強されるため、等方性は向上している。また、製造装置によっては、さらに多くの角度(例えば、+30°、−30°、+60°、−30°)の配向を施せるものがある。
【0014】
しかし、製造装置が大型化であるために、設備が高価になるという問題点がある。
【0015】
ステッチ糸の存在により樹脂の含浸性が問題となる。特に、熱可塑性樹脂をマトリックスとする場合は、含浸性、相性に問題点がある。
【0016】
積層角度を容易に変更できないという問題点がある。
【0017】
繊維を配向させる時に、シートの両端部で針に繊維を引っ掛ける方式を用いるため、開繊糸などを使用した場合に、シートの両端部で繊維幅が極端に変化し狭まってしまうという問題点がある。
【0018】
針で引っ掛ける方式のため、樹脂の含浸したシート材などは使用できないという問題点がある。
【0019】
(繊維補強シートの製造装置)
上記のような多軸繊維補強シートの製造装置としては、従来より例えば次のような発明が提案されている。
【0020】
(1)第1の従来発明
第1の従来発明は、多軸ステッチ基材を開繊糸により製造する方法と装置に関するものである(特許文献1参照)。
【0021】
この第1の従来発明は、両端部の針構造は同じであり、開繊糸の幅が狭まるという問題点がある。
【0022】
また、前記したように樹脂の含浸したシートを使用することができないという問題点がある。
【0023】
(2)第2の従来発明
第2の従来発明は、開繊糸の使用を考慮したものである(特許文献2参照)。
【0024】
この第2の従来発明は、両端部に針を使用せず、シートを切断して貼り合わせるものである。
【0025】
そのため、この従来発明により0°と90°方向以外に繊維補強されたシート材を製造することが可能となるが、この製造装置は大型であり設備コストがかかるという問題点がある。
【0026】
両端部でシートを切断する工程を踏まえてシートの挿入を行うため、加工速度を速くすることが困難であり、シートコストを安くできないという問題点がある。
【0027】
(3)第3の従来発明
第3の従来発明は、±θ°方向の補強シートを作り、かつ、+θ°方向の繊維シートと−θ°方向の繊維シート層がばらけないように固定糸を採用しているものである(特許文献3参照)。
【0028】
第3の従来発明は、開繊糸またはプリプレグシートを供給する繊維シートに使用することができないという問題点がある。
【0029】
供給ボビンがシートの両耳部で90°旋回する方法を用いているため、この方法を用いると、供給する繊維がシートの場合にシート幅が変形してしまうという問題点がある。
【特許文献1】WO01/63033
【特許文献2】特表2001−516406
【特許文献3】特開平9−169070号
【発明の開示】
【発明が解決しようとする課題】
【0030】
上記のように繊維補強シートにおいては、次の課題がある。
【0031】
第1の課題は、材料コストを下げることである。すなわち、炭素繊維束などは太繊度になる程価格が安くなるが、樹脂の含浸性が悪くなるという問題点がある。また、織物に使用すると織糸の屈曲が大きくなり強度特性が低減するという問題点がある。
【0032】
第2の課題は、疑似等方性の問題である。すなわち、繊維の補強方向を増やし、シートのどの方向においても強度特性が略同じになるようにすることである。但し、単純に繊維を種々の角度に積層したシートでは、複合材料板材になった時に板材のそり、曲がりなどの変形を生じてしまうという問題点がある。このため、シートの長手方向およびシートの厚み方向での対称性などを考慮した繊維の積層が重要となる。
【0033】
そこで、本発明は上記問題点に鑑み、次のような提案を行う。
【0034】
第1の目的は、0°と90°以外の方向の二軸方向を補強した繊維補強シートであって、その二軸方向は繊維補強シートの長手方向に対し対称方向であるものを提供することである。
【0035】
すなわち、これにより、種々の方向に繊維補強された疑似等方性の大型複合材料板を得ることが容易となる。また、その積層順序を厚み方向で対称とすれば、積層板としてのそりや曲がりも容易になくせる板材を得ることができる。
【0036】
第2の目的は、太繊度の繊維束の使用を可能とするものを提供することである。すなわち、太繊維度の繊維束は開繊によりシート化して使用することができ、材料コストの低減を実現できる。
【0037】
第3の目的は、樹脂含浸したシート材の使用を可能とするものを提供することである。特に、熱可塑性樹脂などの複合材料成形品の開発も行えるものを提供する。
【0038】
第4の目的は、製造方法として両耳部でのシート幅変化をなくし、これにより、樹脂含浸したシートなどの製造も可能となるものを提供することである。
【0039】
第5の目的は、両耳部は固定されるため、繊維束がばらけず、かつ、ステッチ糸なしにシートとして存在させることができるものを提供することである。
【課題を解決するための手段】
【0040】
請求項1に係る発明は、繊維補強シートであって、前記繊維補強シートの長手方向に対して、繊維束を一方向に引き揃え配列した少なくとも1枚の繊維シートを所定角度θ°(但し、0°<θ°<90°である)の傾きを持たせて重なるように順番に折り返して前記繊維シートを螺旋状に巻き付け、前記長手方向に対して繊維シートの方向が+θ°よりなる第1繊維シート層と前記長手方向に対して繊維シートの方向が−θ°よりなる第2繊維シート層の二層から構成することを特徴とする繊維補強シートである。
【0041】
請求項2に係る発明は、前記第1繊維シート層と前記第2繊維シート層とが密着していることを特徴とする請求項1記載の繊維補強シートである。
【0042】
請求項3に係る発明は、前記繊維補強シートの両耳部に位置する前記第1繊維シート層と前記第2繊維シート層とが接着剤によって接着されて固定されていることを特徴とする請求項1または2記載の繊維補強シートである。
【0043】
請求項4に係る発明は、前記繊維シートを構成する繊維束が、幅広く薄い状態に連続開繊した繊維束である開繊糸であることを特徴とする請求項1から3の中で少なくとも一項に記載の繊維補強シートである。
【0044】
請求項5に係る発明は、前記繊維シートが、熱融着糸、または、目止め剤を付着させた繊維束よりなることを特徴とする請求項1から4の中で少なくとも一項に記載の繊維補強シートである。
【0045】
請求項6に係る発明は、前記繊維シートが、熱可塑性樹脂を含浸させたプリプレグシートであることを特徴とする請求項1から4の中で少なくとも一項に記載の繊維補強シートである。
【0046】
請求項7に係る発明は、前記繊維シートが、熱硬化性樹脂を含浸させたプリプレグシートであることを特徴とする請求項1から4の中で少なくとも一項に記載の繊維補強シートである。
【0047】
請求項8に係る発明は、前記第1繊維シート層と前記第2繊維シート層とが、加圧処理または加熱しながら加圧処理を行うことにより接着されていることを特徴とする請求項5から7の中で少なくとも一項に記載の繊維補強シートである。
【0048】
請求項9に係る発明は、15°=<θ°=<75°であることを特徴とする請求項1から8の中で少なくとも一項に記載の繊維補強シートである。
【0049】
請求項10に係る発明は、前記繊維シートが、複数枚並べられた状態で折り返されていることを特徴とする請求項1から9の中で少なくとも一項に記載の繊維補強シートである。
【発明の効果】
【0050】
本発明の繊維補強シートであると、繊維束の配向方向が±θ°方向であり、この繊維補強シートを用いれば、疑似等方性があり、かつ、厚み方向において対称積層となるので大型複合板材が実現することができる。
【発明を実施するための最良の形態】
【0051】
(繊維補強シートの構成)
以下、本発明の繊維補強シート1について、図1及び図2に基づいて説明する。
【0052】
図1は、本実施例の繊維補強シート1の平面図であり、図2はその縦断面図である。
【0053】
繊維補強シート1は、繊維束2を一方向に引き揃えた繊維シート3を、この繊維補強シート1の長手方向に対して所定角度θ°(以下、巻き付け角度θという)の傾きをもたせて重ねるように順番に折り返して螺旋状に巻き付け、繊維シート3の方向が+θ°よりなる第1繊維シート層4と、繊維シート3の方向が−θ°よりなる第2繊維シート層5の二層から構成されたものであり、繊維補強シート1の両耳部には、第1繊維シート層4と第2繊維シート層5とを接着するための両面接着テープ6、6が存在している。
【0054】
ここで、巻き付け角度θ°としては、0°<θ°<90°であり、好適には15°=<θ°=<75°である。なお、θ°=0°の場合には繊維補強シート1の長手方向になり、90°の場合には幅方向となる。
【0055】
この繊維補強シート1を用いると、疑似等方性があり、かつ、厚み方向において対称積層となるので、大型複合板材を実現することができる。
【0056】
以下、この繊維補強シート1を製造するための製造装置についての各実施例を説明していく。
【0057】
(第1の実施例)
第1の実施例の製造装置10について、図3から図8に基づいて説明する。
【0058】
図3は、本実施例の製造装置10によって製造される繊維補強シート1の構造であり、図4は、製造装置10の斜視図である。
【0059】
(1)製造装置10の構造
図4〜7に基づいて、製造装置10の構造について説明する。
【0060】
図4は、製造装置10の斜視図である。
【0061】
まず、本明細書においての座標系について定義しておく。図4において、繊維補強シート1の長手方向をZ軸方向、繊維補強シートの幅方向をX軸方向、幅方向に対して直交する方向をY軸方向と設定する。
【0062】
図4に示すように、繊維補強シート1の両耳部の位置に相当する個所に、左右一対の折り返しガイド部12が互いに平行にZ軸に沿って設けられている。
【0063】
まず、左側の折り返しガイド部12について図5も参照して説明する。
【0064】
折り返しガイド部12は、直線状の断面長方形の筒体であり、その内部に中空部14を有している。
【0065】
折り返しガイド部12の前面及び後面に沿って両面接着テープ16,18が下方へ供給されるように、折り返しガイド部12の上部には一対のテープ供給ロール20,22がそれぞれ配されている。このテープ供給ロール20,22は、トルク制御モータTM4,TM4によって一定のトルクによって回転する。
【0066】
折り返しガイド部12の上方には、両面接着テープ16,18から離れた2枚の離型紙24,26を回収するための離型紙回収ロール28が配されている。この離型紙回収ロール28は、トルク制御モータTM3によって回転する。
【0067】
ここで、両面接着テープ16,18の動きについて説明すると、折り返しガイド部12の前面及び後面に沿ってそれぞれ供給されるが、この時に折り返しガイド部12と接する面は離型紙24,26が存在しているため、両面接着テープ16,18が折り返しガイド部12に接着することがない。折り返しガイド部12の下端の位置にくると、離型紙24,26が上方に折り返され中空部14を通って離型紙回収ロール28に回収される。一方、離型紙24,26が剥がれた両面接着テープ16,18の面は互いに接着され、接着面が両側に露出した一枚の両面接着テープ6となる。
【0068】
右側の折り返しガイド部12についても同様の構造となっている。
【0069】
一対の折り返しガイド部12の外方には、繊維束2を一方向に引き揃え配列したシート供給ロール30が配されている(図7参照)。このシート供給ロール30は、トルク制御モータTM1によって回転する。このシート供給ロール30の回転軸は、繊維補強シート1の長手方向、すなわち、Z軸に対して対してθ°の傾きをもって配されている。
【0070】
トルク制御モータTM1及びシート供給ロール30を一体にして、一対の折り返しガイド部12の外周において、X−Y平面に平行に回転可能なように積層回転装置32が設けられている。
【0071】
この積層回転装置32は、リング状のリングギア34から外方に腕部材36が突出し、この腕部材36の先端に角度θ°をもってトルク制御モータTM1が配され、このトルク制御モータTM1の回転軸にシート供給ロール30の回転軸が接続されている。
【0072】
リングギア34は、ギア38を介して回転スピード制御モータSM2によってZ軸と平行な軸を中心にして回転する。
【0073】
積層回転装置32の下方には、完成した繊維補強シート1を走行させるための一対の走行ロール40,42が設けられている。この走行ロール42は、回転スピード制御モータSM1によって回転する。
【0074】
この走行ロール40,42の下方には、繊維補強シート1を回収するためのシート回収ロール44が配され、このシート回収ロール44はトルク制御モータTM2によって回転する。
【0075】
図6は、製造装置10のブロック図である。
【0076】
コンピュータよりなる制御部46によって回転スピード制御モータSM1,SM2及びトルク制御モータTM1,TM2,2個のTM3,4個のTM4が接続され、それぞれ回転スピード及びトルクが制御されている。
【0077】
また、制御部46を操作するための操作部48が設けられている。
【0078】
(2)製造装置10の動作状態
上記で説明した製造装置10を用いて、図3に示す繊維補強シート1を製造する工程について説明する。
【0079】
(2−1)第1工程
リングギア34を一定速度で回転させて、シート供給ロール30から、繊維シート3をθ°の傾きをもって引き出す。
【0080】
(2−2)第2工程
リングギア34を一定速度で回転させて、引き出した繊維シート3を、例えば右側の折り返しガイド部12の位置で折り返す。この場合に、折り返しガイド部12の下端から突出している両面接着テープ6に接着するように折り返す。この折り返しは、積層回転装置32のリングギア34を回転させると、折り返すことができる。繊維シート3を折り返すと、両面接着テープ6の両面に接着する。
【0081】
また、ここで重要なことは、折り返しガイド部12によって繊維シート3を折り返すために、太繊度の繊維束でも折り返すことができる。すなわち、太繊維度の繊維束は開繊によりシート化しているが、折り返しガイド部12に沿って折り返すことができる。
【0082】
(2−3)第3工程
リングギア34を一定速度で回転させて、右側の折り返しガイド部12で折り返した繊維シート3をシート供給ロール30から引き出しつつ+θ°の傾きをもって右側の折り返しガイド部12から左側の折り返しガイド部12に向かって引き出す。これによって第1繊維シート層4が形成できる。
【0083】
(2−4)第4工程
リングギア34を一定速度で回転させて、第1繊維シート層4を左側の折り返しガイド部12で折り返す。この折り返しによって、左側の両面接着テープ6に接着される。
【0084】
(2−5)第5工程
リングギア34を一定速度で回転させて、折り返した第1繊維シート層4を、左側の折り返しガイド部12から右側の折り返しガイド部12に向かってシート供給ロール30によって引き出しながら、第2繊維シート層5を形成する。
【0085】
(2−6)第6工程
リングギア34を一定速度で回転させて、第2繊維シート層5を右側の折り返しガイド部12で折り返す。右側の折り返しガイド部12で第2繊維シート層5を折り返すとその内側は右側の両面接着テープ6によって接着される。そして、第2工程と同様に第1繊維シート層4を形成する。
【0086】
以下同様にして、第2工程から第6工程を1サイクルとして、このサイクルを繰り返して、一対の折り返しガイド部12に繊維シート3を巻き付け角度θ°の傾きをもって螺旋状に巻き付けて、図3に示すような繊維補強シート1を製造する。
【0087】
製造した繊維補強シート1は、一対の走行ロール40,42によって引っ張られつつ、シート回収ロール44によって回収される。
【0088】
この製造工程において、積層回転装置32が回転スピート制御モータSM2によって回転する回転速度と、一対の走行ロール40,42を回転させる回転スピート制御モータSM1の回転速度を合致させ、また、両面接着テープ16,18を供給するトルク制御モータTM3,TM4のトルクが、第1繊維シート層4と第2繊維シート層5を積層して引っ張られるテンションに合わす必要があり、さらに、シート回収ロール44を走行させるトルク制御モータTM2のトルクは、その積層される繊維補強シート1の回転スピートとテンションに合わせる。この調整は、制御部46によって行う。そして、弛みがないように制御する。
【0089】
具体的には、回転スピード制御モータSM2の回転により積層シート3が1回転する間に、回転スピード制御モータSM1の回転は、繊維補強シート1をL(1回転分の巻取り長さ)だけ送るように制御する。
【0090】
ここで、積層回転装置32の1回転分の巻取り長さLと、図3に示す繊維シート3の幅Bとの関係は、
L=B/sinθ
であり、繊維補強シート1の幅Wとの関係は、
W=B/(2×cosθ)
である。
【0091】
(第1の実施例の変更例)
第1の実施例では、繊維シート3を供給するものとして図7に示すようにシート供給ロール30を使用したが、図8に示すように、繊維束2を巻回したボビン31を複数個配列させて、繊維シート3として供給する構造であってもよい。
【0092】
(第2の実施例)
第2の実施例の製造装置100について、図9に基づいて説明する。
【0093】
本実施例と第1の実施例の異なる点は、一対の走行ロール40,42からの繊維補強シート1をさらに加熱及び加圧するところにある。
【0094】
具体的には、一対の走行ロール40,42の部分で、繊維補強シート1の両面に離型フィルム50,52を配し、繊維補強シート1に積層する。
【0095】
積層した離型フィルム50,52を介して、複数の加熱加圧ロール54で両面から加圧及び加熱する。
【0096】
両面接着テープ6、6が存在している繊維補強シート1の両耳部64,64を、一対のカッター56,58で切断して、その両耳部64,64を切断した繊維補強シート1を離型フィルム50,52と共にシート回収ロール44で回収する。
【0097】
離型フィルム50,52は、トルク制御モータTM5に接続されたフィルム供給ロール60,62によって供給される。
【0098】
切断された両耳部64,64は、両耳部回収ロール66,66によって回収される。なお、この両耳部回収ロール66,66はトルク制御モータTM7によってそれぞれ回転する。
【0099】
この製造装置100で製造する繊維補強シート1としては、目止め剤やプリプレグシートよりなるものである。詳しくは、下記の実験例で説明する。
【0100】
(第3の実施例)
第3の実施例の製造装置200について、図10に基づいて説明する。
【0101】
第1の実施例及び第2の実施例の製造装置10,100では、積層回転装置32を回転させる構造であったが、本実施例の製造装置200では、シート供給ロール30をθ°の傾きをもって固定し、一対の折り返しガイド部12,12及び一対の走行ロール40,42及びシート回収ロール44を円盤状の円盤ギア68の上に設け、この円盤ギア68を回転スピード制御モータSM2によって回転させることによって、シート供給ロール30に対し相対回転させ、繊維補強シート1を製造する。
【0102】
(第4の実施例)
第1の実施例から第3の実施例では、1枚の繊維シート1を折り返して第1繊維シート層4と第2繊維シート層5を形成して繊維補強シート1を製造したが、本実施例では、図11に示すように、2枚の繊維シート3−1、3−2を交互に順次折り返しながら、第1繊維シート層4と第2繊維シート層5を形成し、繊維補強シート1を製造する。
【0103】
この場合に、1回転分の巻取り長さLは、
L=(B1+B2)/sinθ
であり、繊維補強シート1の幅Wは、
(B1+B2)/(2×cosθ)
となる。
【0104】
なお、B1は、1枚目の繊維シート3−1の幅であり、B2は2枚目の繊維シート3−2の幅を表している。
【0105】
(第5の実施例)
第4の実施例では2枚の繊維シート3−1,3−2を交互に順次折り返して巻く構造を示したが、これに限らず3枚以上の繊維シート3を順次折り返して繊維補強シート1を製造してもよい。
【0106】
図12は、4枚の繊維シート3−1,3−2,3−3,3−4を使用して繊維補強シート1を製造した場合の概略図である。
【0107】
この4枚の繊維シート3を巻く場合の概略図が図13に示し、図13は、製造装置10を上面から概略的に説明した図である。すなわち、X−Y平面を見た図面である。
【0108】
一対の折り返しガイド部12、12を中心として、4本のシート供給ロール30が存在し、それぞれ45°毎に配置されている。そして、これら4本のシート供給ロール30を、順番に同じ回転速度で一対の折り返しガイド部12、12の周囲を回転させることにより、図12に示すような繊維補強シート1を製造することができる。
【0109】
ここで、n枚の繊維シート3を用いた場合の繊維補強シート1の幅Wと、1サイクルの工程で製造される繊維補強シート1の長さLは次のように表すことができる。
【数1】
【0110】
なお、Bkは繊維シート1のk番目(1=<k=<n)の幅を意味しており、θは巻き付け角度である。
【0111】
(実験例)
以下、上記で説明した各実施例の製造装置10,100を用いて繊維補強シート1を実験的に製造した場合について順番に説明する。
【0112】
(1)実験例1
(1−1)実験条件
強化繊維束として炭素繊維束12K(パイロフィルTR50S、三菱レイヨン株式会社製)を特許第3064019号公報に記載された方法により、幅20mmに連続開繊し、開繊した繊維束を幅方向に23本並べた目付40g/m2の幅460mmの一方向シートを作成して、それを繊維シートとした。
【0113】
第1の実施例の製造装置10を用いた。
【0114】
巻き付け角度θ°は45°に設定し、幅325mmの±45°方向の繊維補強シートを作成することを試みた。なお、両面接着テープに幅18mmのものを使用した。
【0115】
繊維シートが1回転する間に、約650mmの±45°方向の繊維補強シートを巻き取るように設定した。なお、繊維シートが1回転する時間は10秒とした(加工速度約3.9m/分に設定された)。
【0116】
製造された±45°方向の繊維補強シートを巻き取るときに幅400mmの離型紙とともに巻き取り(離型紙供給装置は図示していない)、製品の品質が損なわれないようにした。
【0117】
(1−2)実験結果
幅325mmの±45°方向の繊維補強シートを約30m製造した。
【0118】
各繊維束が緊張した状態で、繊維束としてのたるみも生じていなかった。
【0119】
繊維補強シートの両端部が両面接着テープで固定されていること、また離型紙とともに繊維補強シートを巻き取ったことから、繊維束のばらけがなく、繊維補強シートとしての形態安定性も良好であった。
【0120】
繊維束間の隙間はほとんどなく、品質は良好であった。
【0121】
(2)実験例2
(2−1)実験条件
繊維シートとして、一方向強化のプリプレグシート(三菱レイヨン株式会社製)を使用した。このプリプレグシートは炭素繊維束(パイロフィルTR50S、三菱レイヨン株式会社製)を一方向に並べ、エポキシ樹脂を含浸させたものである。プリプレグシートの仕様は、炭素繊維束の目付54g/m2、樹脂量(wt)37.5%、厚み0.057mmである。
【0122】
このプリプレグシートを幅554mmにカットしたものを繊維シートとして使用した。
【0123】
第1の実施例の製造装置10を用いた。
【0124】
巻き付け角度θ°は30°に設定し、幅320mmの±30°方向の繊維補強シートを作成することを試みた。なお、両面接着テープには幅18mmのものを使用した。
【0125】
繊維シートが1回転する間に、約1108mmの±30°方向の繊維補強シートを巻き取るように設定した。
【0126】
繊維シートが1回転する時間は20秒とした(加工速度約3.32m/分に設定された)。
【0127】
製造された±30°方向の繊維補強シートを巻き取るときに幅400mmの離型紙とともに巻き取り(離型紙供給装置は図示していない)、製品の品質が損なわれないようにした。
【0128】
(2−2)実験結果
幅320mmの±30°方向の繊維補強シートを約10m製造した。
【0129】
プリプレグシートにたるみ、しわなどは生じていなかった。
【0130】
プリプレグシートにタック性があるため、走行ロールの加圧力により、+30°方向のプリプレグシートと−30°方向のプリプレグシートが接着した。つまり、繊維補強シートの両耳部が両面接着テープで固定されるだけでなく、+30°方向のプリプレグシートと−30°方向のプリプレグシートシート全体が接着し、一体化した繊維補強シートとなった。
【0131】
プリプレグシート(繊維シート)間の隙間はほとんどなく、品質は良好であった。
【0132】
(3)実験例3
(3−1)実験条件
強化繊維束として炭素繊維束12K(パイロフィルTR50S、三菱レイヨン株式会社製)を特許第3064019号公報の記載の方法により、幅20mmに連続開繊し、開繊した繊維束を幅方向に15本並べた目付40g/m2の幅300mmの一方向シートを作成した。
【0133】
熱可塑性樹脂として、ナイロン6樹脂フィルム(エンブレムON−15、幅320mm、厚み15μm、ユニチカ株式会社製)を使用した。
【0134】
一方向繊維シートと熱可塑性樹脂フィルムを、下側から順に、樹脂フィルム、一方向繊維シート、樹脂フィルム、一方向繊維シート、樹脂フィルムの5層に配置し、このシートに、連続して加熱しながら加圧する処理を行い、厚み約0.093mm、Vf(繊維体積含有量)約50%の熱可塑性樹脂プリプレグシートを作成した。
【0135】
この熱可塑性プリプレグシートを幅226mmにカットして、繊維シートとした。繊維シートは2本用意した。
【0136】
第4の実施例の方法を用いた。すなわち、繊維シートの供給は図11に示すように対角線上に配置して2本用意した。
【0137】
巻き付け角度θ°は45°に設定し、幅320mmの±45°方向の繊維補強シートを作成することを試みた。
【0138】
両面接着テープには幅18mmのものを使用した。
【0139】
繊維シートが1回転する間に、約640mmの±45°方向の繊維補強シートを巻き取るように設定した。なお、繊維シートが1回転する時間は20秒とした(加工速度約1.92m/分に設定された)。
【0140】
製造された±45°方向の繊維補強シートを巻き取るときに幅400mmの離型フィルム(ガラスクロス補強フッ素シート:チューコーフローGタイプファブリック、FGF−500−4、幅400mm、厚み0.1mm、中興化成工業株式会社製)とともに巻き取り(離型紙供給装置は図示していない)、製品の品質が損なわれないようにした。
【0141】
(3−2)実験結果
幅320mmの±45°方向の繊維補強シートを約20m製造した。
【0142】
プリプレグシートにたるみ、しわなどは生じていなかった。
【0143】
繊維補強シートの両耳部が両面接着テープで固定されていること、また離型フィルムとともに繊維補強シートを巻き取ったことから、繊維補強シートとしての形態安定性も良好であった。
【0144】
繊維シート間の隙間はほとんどなく、品質は良好であった。
【0145】
(4)実験例4
(4−1)実験条件
実験例3で作成した、熱可塑性樹脂プリプレグシートによる±45°方向の繊維補強シートに対し、加熱しながら加圧処理する方法を行った。すなわち、第2の実施例の製造装置を用いた。
【0146】
±45°方向の繊維補強シートを離型フィルムごと引き出し(離型フィルムの上に±θ°方向の繊維補強シートがのっている状態で引き出す)、その上面つまり±45°方向の繊維補強シートの上側に離型フィルム(実験例3で使用したものと同じ)を重ね合わせる。その後、ロール式の加熱加圧装置(第2の実施例の製造装置100を参照)にて、一対の離型フィルムに挟まれた±45°方向の繊維補強シートを約250℃に加熱しながら加圧する処理を行った。
【0147】
そして、両耳部を約25mmずつカットし、離型フィルムを剥離して、±45°方向の繊維補強シートを約10m巻き取った。
【0148】
(4−2)実験結果
幅270mmの±45°方向の繊維補強シートを得た。
【0149】
プリプレグシートにたるみ、しわなどは生じていなかった。
【0150】
+45°方向の繊維シートと−45°方向の繊維シートが接着し、一体化した繊維補強シートとなった。
【0151】
プリプレグシート(繊維シート)間の隙間はほとんどなく、品質は良好であった。
【図面の簡単な説明】
【0152】
【図1】本発明の一実施例を示す繊維補強シートの平面図である。
【図2】同じく繊維補強シートの縦断面図である。
【図3】第1の実施例の製造装置によって製造される繊維補強シートの平面図である。
【図4】第1の実施例の製造装置の斜視図である。
【図5】折り返し部の図であり、(a)は側面図であり、(b)は正面図である。
【図6】第1の実施例の製造装置のブロック図である。
【図7】シート供給ロールの平面図である。
【図8】ボビンを複数配列した状態の説明図である。
【図9】第2の実施例の製造装置の斜視図である。
【図10】第3の実施例の製造装置の斜視図である。
【図11】第4の実施例の繊維補強シートの平面図である。
【図12】4枚の繊維シートを用いた繊維補強シートの概略図である。
【図13】第4の実施例における製造装置の上面から見た概略図である。
【符号の説明】
【0153】
1 繊維補強シート
2 繊維束
3 繊維シート
4 第1繊維シート層
5 第2繊維シート層
6 両面接着テープ
10 製造装置
12 折り返しガイド部
14 中空部
16,18 両面接着テープ
24,26 離型紙
28 離型紙回収ロール
30 シート供給ロール
32 積層回転装置
34 リングギア
36 腕部材
38 ギア
40,42 走行ロール
44 シート回収ロール
【特許請求の範囲】
【請求項1】
繊維補強シートであって、
前記繊維補強シートの長手方向に対して、繊維束を一方向に引き揃え配列した少なくとも1枚の繊維シートを所定角度θ°(但し、0°<θ°<90°である)の傾きを持たせて重なるように順番に折り返して前記繊維シートを螺旋状に巻き付け、
前記長手方向に対して繊維シートの方向が+θ°よりなる第1繊維シート層と前記長手方向に対して繊維シートの方向が−θ°よりなる第2繊維シート層の二層から構成する
ことを特徴とする繊維補強シート。
【請求項2】
前記第1繊維シート層と前記第2繊維シート層とが密着している
ことを特徴とする請求項1記載の繊維補強シート。
【請求項3】
前記繊維補強シートの両耳部に位置する前記第1繊維シート層と前記第2繊維シート層とが接着剤によって接着されて固定されている
ことを特徴とする請求項1または2記載の繊維補強シート。
【請求項4】
前記繊維シートを構成する繊維束が、
幅広く薄い状態に連続開繊した繊維束である開繊糸である
ことを特徴とする請求項1から3の中で少なくとも一項に記載の繊維補強シート。
【請求項5】
前記繊維シートが、
熱融着糸、または、目止め剤を付着させた繊維束よりなる
ことを特徴とする請求項1から4の中で少なくとも一項に記載の繊維補強シート。
【請求項6】
前記繊維シートが、
熱可塑性樹脂を含浸させたプリプレグシートである
ことを特徴とする請求項1から4の中で少なくとも一項に記載の繊維補強シート。
【請求項7】
前記繊維シートが、
熱硬化性樹脂を含浸させたプリプレグシートである
ことを特徴とする請求項1から4の中で少なくとも一項に記載の繊維補強シート。
【請求項8】
前記第1繊維シート層と前記第2繊維シート層とが、
加圧処理または加熱しながら加圧処理を行うことにより接着されている
ことを特徴とする請求項5から7の中で少なくとも一項に記載の繊維補強シート。
【請求項9】
15°=<θ°=<75°である
ことを特徴とする請求項1から8の中で少なくとも一項に記載の繊維補強シート。
【請求項10】
前記繊維シートが、複数枚並べられた状態で折り返されている
ことを特徴とする請求項1から9の中で少なくとも一項に記載の繊維補強シート。
【請求項1】
繊維補強シートであって、
前記繊維補強シートの長手方向に対して、繊維束を一方向に引き揃え配列した少なくとも1枚の繊維シートを所定角度θ°(但し、0°<θ°<90°である)の傾きを持たせて重なるように順番に折り返して前記繊維シートを螺旋状に巻き付け、
前記長手方向に対して繊維シートの方向が+θ°よりなる第1繊維シート層と前記長手方向に対して繊維シートの方向が−θ°よりなる第2繊維シート層の二層から構成する
ことを特徴とする繊維補強シート。
【請求項2】
前記第1繊維シート層と前記第2繊維シート層とが密着している
ことを特徴とする請求項1記載の繊維補強シート。
【請求項3】
前記繊維補強シートの両耳部に位置する前記第1繊維シート層と前記第2繊維シート層とが接着剤によって接着されて固定されている
ことを特徴とする請求項1または2記載の繊維補強シート。
【請求項4】
前記繊維シートを構成する繊維束が、
幅広く薄い状態に連続開繊した繊維束である開繊糸である
ことを特徴とする請求項1から3の中で少なくとも一項に記載の繊維補強シート。
【請求項5】
前記繊維シートが、
熱融着糸、または、目止め剤を付着させた繊維束よりなる
ことを特徴とする請求項1から4の中で少なくとも一項に記載の繊維補強シート。
【請求項6】
前記繊維シートが、
熱可塑性樹脂を含浸させたプリプレグシートである
ことを特徴とする請求項1から4の中で少なくとも一項に記載の繊維補強シート。
【請求項7】
前記繊維シートが、
熱硬化性樹脂を含浸させたプリプレグシートである
ことを特徴とする請求項1から4の中で少なくとも一項に記載の繊維補強シート。
【請求項8】
前記第1繊維シート層と前記第2繊維シート層とが、
加圧処理または加熱しながら加圧処理を行うことにより接着されている
ことを特徴とする請求項5から7の中で少なくとも一項に記載の繊維補強シート。
【請求項9】
15°=<θ°=<75°である
ことを特徴とする請求項1から8の中で少なくとも一項に記載の繊維補強シート。
【請求項10】
前記繊維シートが、複数枚並べられた状態で折り返されている
ことを特徴とする請求項1から9の中で少なくとも一項に記載の繊維補強シート。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2006−22471(P2006−22471A)
【公開日】平成18年1月26日(2006.1.26)
【国際特許分類】
【出願番号】特願2005−241870(P2005−241870)
【出願日】平成17年8月23日(2005.8.23)
【分割の表示】特願2002−14862(P2002−14862)の分割
【原出願日】平成14年1月23日(2002.1.23)
【出願人】(592029256)福井県 (122)
【出願人】(300046658)株式会社ミツヤ (17)
【Fターム(参考)】
【公開日】平成18年1月26日(2006.1.26)
【国際特許分類】
【出願日】平成17年8月23日(2005.8.23)
【分割の表示】特願2002−14862(P2002−14862)の分割
【原出願日】平成14年1月23日(2002.1.23)
【出願人】(592029256)福井県 (122)
【出願人】(300046658)株式会社ミツヤ (17)
【Fターム(参考)】
[ Back to top ]