
繊維補強複合材料
【課題】軽量、耐熱性、耐衝撃性などに優れた摩擦係合装置用摩擦材支持体用繊維補強複合材料を提供する。
【解決手段】繊維材料がシート面内でランダム配向する繊維シートとバインダー成分を含むシート基材からなる繊維補強複合材料であって、下記a)〜b)を満足すること特徴とする繊維補強複合材料。
a)該繊維材料が、芳香族ポリアミド繊維および炭素繊維を含む湿式不織布であること。
b)該繊維補強複合材料の任意方向の曲げ強度が100MPa以上であり、かつ曲げ強度等方性係数が0.8以上であること。
【解決手段】繊維材料がシート面内でランダム配向する繊維シートとバインダー成分を含むシート基材からなる繊維補強複合材料であって、下記a)〜b)を満足すること特徴とする繊維補強複合材料。
a)該繊維材料が、芳香族ポリアミド繊維および炭素繊維を含む湿式不織布であること。
b)該繊維補強複合材料の任意方向の曲げ強度が100MPa以上であり、かつ曲げ強度等方性係数が0.8以上であること。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、特に自動車などの自動変速機用クラッチなどの摩擦係合装置用摩擦部材の芯材用の繊維補強複合材料に関する。
【背景技術】
【0002】
従来、自動車の自動変速機用クラッチ等の摩擦係合装置は、鉄系の金属からなるプレート状の摩擦材支持体(以下、芯材と呼ぶ)に摩擦材を接合して形成される摩擦部材を備えている。
【0003】
摩擦材は、一般に、ペーパー摩擦材といわれ、例えば特開平11−201206号公報(特許文献1)などに開示されているように、繊維状材料と摩擦調整剤や固体潤滑剤等の各種無機フィラーを抄造して紙状の基材を得、これにフェノール樹脂等のバインダー樹脂を含浸して加熱硬化して製造される。
【0004】
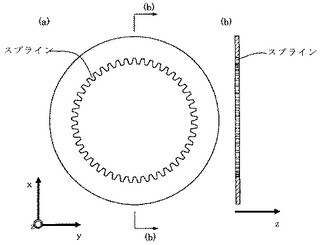
このような摩擦材は金属製の芯材に接合されてリングプレート状の摩擦部材を成し、一般に摩擦部材は図1のように、トルクの入力部材とスプライン係合できるようにリングプレートの内輪部分にスプライン歯が形成されている。このようなリングプレート状の摩擦部材は、同じくリングプレート状の相手側となるセパレータプレートとともに複数枚交互に重ねられて、多板形クラッチを構成し、摩擦係合装置の駆動力伝達部材として配置される。
【0005】
そして、摩擦係合装置は、摩擦部材が油中においてセパレータプレートに対して相対的に回転しながら圧接あるいは離間されることにより、エンジン側からの駆動力が車輪側に伝達され、あるいは駆動力が車輪側と遮断されるようになっており、このときの摩擦によって大きな熱が発生する。ここで発生した熱は油を媒体として冷却させており、摩擦部材として気孔率が大きい構造で且つ油の透液性が高い摩擦部材が望まれている。
【0006】
ところで、前記した従来の摩擦係合装置に用いられる摩擦部材では、芯材となる部分が金属製基板で構成されていたため、重量が嵩むという問題を有しており、軽量化が望まれていた。また、近年では自動車の燃費向上への要求も高まっており、摩擦部材の芯材を軽量化することで、摩擦部材の回転により生じる慣性を低減することができ、駆動力の伝達ロスを低減することができる。
【0007】
これに対し、特公昭58−47345号公報(特許文献2)では摩擦部材全体を多孔質な炭素繊維/炭素質複合材料とすることで、芯材を軽量化することができるだけでなく、摩擦材としての性能も具備しているため、摩擦部材の構成点数が減り、コストダウンに繋がるという利点がある。しかし、このような構成の摩擦部材は、摩擦材自体も硬質な炭素繊維/炭素質複合材料からなるため、柔軟性が損なわれ、相手面に対する表面の密着性が劣ってしまい、摩擦性能を左右する表面の均質な油膜が形成されにくいという欠点がある。また、芯材に関しても振動減衰特性及び耐衝撃性の面からも十分ではなかった。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平11−201206号公報
【特許文献2】特公昭58−47345号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は上記の問題を解決すべくなされたものであり、軽量、耐熱性、耐衝撃性などに優れた摩擦係合装置用摩擦部材の芯材用繊維補強複合材料を提供するものである。
【課題を解決するための手段】
【0010】
本発明者らは、従来技術における上記課題を解決するため鋭意研究した結果、芳香族ポリアミド繊維を含む繊維補強複合材料を摩擦係合装置用摩擦部材の芯材として用いることで、十分な耐熱性及び耐衝撃性を維持しながら摩擦部材の軽量化が可能であることを見出した。
さらに、該繊維補強複合材料に芳香族ポリアミド繊維と炭素繊維を併用することで、摩擦部材の芯材として十分な剛性を付与することができることを見出した。
【0011】
かくして本発明によれば、
繊維がシート面内でランダム配向する繊維シートとバインダー成分、を含む繊維補強複合材料であって、下記a)〜b)を満足すること特徴とする繊維補強複合材料、
a)繊維が、芳香族ポリアミド繊維および炭素繊維を含むこと。
b)該繊維補強複合材料の任意方向の曲げ強度が100MPa以上であり、かつ曲げ強度等方性係数が0.8以上であること。
が提供される。
【0012】
さらに好ましくは、繊維が有機繊維パルプを含み、繊維シートが湿式不織布であり、該繊維補強複合材料の任意方向のシャルピー衝撃強さが60kJ/m2以上であり、かつシャルピー衝撃強さ等方性係数が0.8以上である、摩擦係合装置用摩擦部材の芯材として十分な耐熱性、耐衝撃性、剛性を維持しながら軽量な繊維強化複合材料が提供される。
【発明の効果】
【0013】
芳香族ポリアミド繊維および炭素繊維を含む繊維シート(湿式不織布が好ましい)とバインダー成分、を含む特定の繊維強化複合材料を用いることにより高強度で軽量かつ応力伝達において等方性がある摩擦係合装置用摩擦部材とすることができる。
【図面の簡単な説明】
【0014】
【図1】摩擦部材の芯材
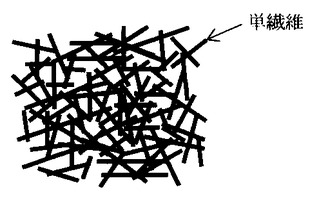
【図2】湿式不織布の繊維配向
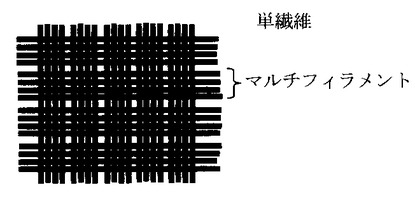
【図3】織布の繊維配向
【発明を実施するための形態】
【0015】
以下、本発明の繊維強化複合材料について説明する。
本発明における「バインダー成分」とは熱硬化性樹脂が好ましく、例えばフェノール樹脂、ユリア樹脂、メラミン樹脂、エポキシ樹脂、ポリイミド樹脂などが挙げられるが、このなかでも高い結合強度を得ることができるフェノール樹脂がより好ましい。
【0016】
本発明における「繊維シート」とは、繊維材料からなる織布、編布、乾式不織布、湿式不織布などが挙げられるが、乾式不織布及び湿式不織布は繊維がシート面内でランダムに配向しているため、好ましい。中でも湿式不織布が好ましい。
【0017】
本発明における「繊維がシート面内でランダム配向する」とは、繊維補強複合材料中において、繊維がシート状基材の面全方向において単繊維がランダムに配向していることを指す。本発明の繊維補強複合材料を摩擦部材の芯材に使用する際、該芯材は回転しながらセパレータプレートに押し付けられることを考慮し、また、図1のようにスプライン歯を放射状に形成することを考慮した等方的な繊維補強が重要である。したがって、繊維をカード等で一旦、単一レベルで開繊させたのちにシート状に成形した乾式不織布、及び繊維を水中で攪拌することにより、単繊維レベルで分散させたものを、メッシュ上に堆積させてシート状に成形した湿式不織布は、図2のようにシート面内において繊維の配向がランダムな繊維シートを得やすいので好ましい。一方、一般に織布などは図3のように、繊維のマルチフィラメントが経、緯方向に規則的に並んでシート状に成形したものであり、このような繊維補強構造である場合は、繊維補強方向がミクロレベルで等方的とはならず、好ましくない。
【0018】
また、本発明における繊維補強複合材料は、繊維がシート状基材面内でランダム配向している繊維シートを基材として用い、バインダー成分を含浸複合化されたプレプリグとなし、該プリプレグを2枚以上積層し一体化することにより得られる。
【0019】
ここでシート基材面内方向に対してランダムだけでなく、同時に均一な繊維補強複合材料を得るためには、繊維シートとして湿式不織布がより好ましい。繊維シートを湿式不織布とすると、構成繊維1本1本の配向が比較的ランダムであり、かつ均一なシート状基材が得られるため、これを用いた繊維補強複合材料は、面方向の補強が等方的かつ均一になされるため好ましい。
【0020】
プリプレグを作る方法に関しては公知の方法を用いることができるが、例えば繊維原料を水等に分散させ抄紙スラリーを作成した後、公知の抄造装置を用いて繊維をシート化し、その後液状のバインダー成分を該繊維シートに含浸した後、加熱することでバインダー成分を硬化させる方法が例示される。
【0021】
本発明における繊維原料としての「芳香族ポリアミド繊維」とは、アミド結合の60%以上、好ましくは85%以上が芳香環に直接結合した線状高分子化合物からなる繊維状物を意味する。このような芳香族ポリアミド繊維としては特に限定はしないが、例えば、ポリメタフェニレンイソフタルアミド繊維(帝人テクノプロダクツ製、コーネックス)、ポリパラフェニレンテレフタルアミド繊維(帝人アラミド製、トワロン)、ポリ(パラフェニレン)−コポリ(3,4−ジフェニルエーテル)テレフタルアミド繊維(帝人テクノプロダクツ製、テクノーラ)などが挙げられる。芳香族また、芳香族ポリアミド繊維の長さ加重平均繊維長としては、0.1〜60mmが好ましく、1〜6mmがより好ましい。長さ加重平均繊維長が0.1mm未満であると、繊維補強複合材料における補強効果が小さく、摩擦部材の芯材として十分な機械的強度が発現されない。一方、長さ加重平均繊維長が60mmを超える場合は、上述した湿式抄造法による繊維補強複合材料の基材作成の際、繊維の分散性が悪化するため好ましくない。
【0022】
本発明における「炭素繊維」とはピッチ系やPAN(ポリアクリロニトリル)系、レーヨン系など任意のものを使用することができる。炭素繊維の長さ加重平均繊維長としても芳香族ポリアミド繊維同様、0.1〜60mmが好ましく、1〜6mmがより好ましい。
【0023】
本発明における繊維補強複合材料を構成する繊維素材としては、芳香族ポリアミド繊維と炭素繊維を併用することが好ましい。例えば、芳香族ポリアミド繊維は使用するが、炭素繊維を使用しない場合は、得られる繊維補強複合材料の剛性が不足し、摩擦部材の芯材として使用する際にセパレータプレートとの係合時にたわみ等が生じ好ましくない。一方、炭素繊維は使用するが、芳香族ポリアミド繊維を使用しない場合は、得られる繊維補強複合材料が脆化し、該係合時のショックにより破断しやすくなり、またスプライン歯の欠損なども生じやすくなるため好ましくない。
【0024】
また、本発明における繊維補強複合材料には、芳香族ポリアミド繊維、炭素繊維のほかに、上述した湿式抄造法による繊維シート作成時の取り扱い性向上を目的として有機繊維パルプを用いることもできる。本発明における「有機繊維パルプ」とは、有機高分子繊維をリファイナーやビーター、ミル、高圧ホモジナイザー、摩砕装置等の装置により高度にフィブリル化させたもの、または特表2007−514066号公報、特表2007−515564号公報、特公昭35−11851号公報、特公昭37−5732号公報等に記載された方法により、有機高分子重合体溶液を該高分子重合体溶液の沈澱剤と剪断力の存在する系において混合することにより製造される微小のフィブリルを有する薄葉状、鱗片状の小片、又は、ランダムにフィブリル化した微小短繊維をいうが、ここでいう有機繊維パルプは上述した芳香族ポリアミド繊維からなることが好ましい。
【0025】
さらに、本発明における繊維補強複合材料には、繊維及びバインダー成分のほかに、充填材を用いることもできる。充填材としては摩擦材とセパレータプレート間の摩擦熱の除熱効果を高める目的で、熱伝導率を向上させる機能を有する種々の熱伝導粒子が好ましい。熱伝導粒子としては繊維補強複合材料の熱伝導率を向上させることができるものであれば特に限定はしないが、例えば、アルミナ、窒化アルミ、窒化ホウ素、炭化ケイ素、窒化ケイ素、シリカ、酸化亜鉛、酸化チタン、酸化錫、炭素、ジルコンケイ酸塩などが挙げられる。これらの熱伝導粒子は上述した湿式抄造法において、抄造スラリー中に添加して繊維材料シートを作成し、その後バインダー成分を含浸及び硬化させる方法や、液状のバインダ成分中に予め熱伝導粒子を分散させたものを繊維シートに含浸させ、その後バインダー成分を硬化させる方法などが挙げられるが、得られる繊維補強複合材料の熱伝導率を向上させることができれば、これらに限定されるものではない。
【0026】
本発明における「任意方向の曲げ強度」とは、板状の繊維補強複合材料からJIS K7171に準拠して試験片をサンプリングする際、試験片の長さ方向のとり方を任意方向とすることを指す。また、本発明における「曲げ強度等方性係数」とは、上記のように任意方向にサンプリングする際、ある方向を基準として、0、22.5、45、67.5、90度ずらしてサンプリングして測定された曲げ強度のうち、最大のものをσmax、最小のものをσminとした時、式σmin/σmaxで算出される値を指す。このとき、繊維補強複合材料の繊維の補強方向が異方的である場合は、繊維の補強方向は高い曲げ強度を示すが、それ以外の方向では繊維が補強材料として有効に働かないため、曲げ強度が小さくなる。摩擦係合装置用摩擦材部材の芯材は回転しながらセパレータプレートに押し付けられるため、芯材には面方向に等方的に負荷が加わることとなる。したがって本発明の繊維補強複合材料を摩擦係合装置用摩擦部材の芯材として使用する場合は、繊維が等方的に補強材料として働くことが必要であるため、任意方向の曲げ強度が100MPa以上であり、かつ曲げ強度等方性係数が0.8以上であることが好ましい。
【0027】
本発明における「任意方向のシャルピー衝撃強さ」とは、板状の繊維補強複合材料からJIS K7111に準拠して試験片をサンプリングする際、試験片の長さ方向のとり方を任意方向とすることを指す。また、本発明における「シャルピー衝撃強さ等方性係数」とは、上記のように任意方向にサンプリングする際、ある方向を基準として、0、22.5、45、67.5、90度ずらしてサンプリングして測定されたシャルピー衝撃強さのうち、最大のものをamax、最小のものをaminとした時、式amin/amaxで算出される値を指す。このとき、繊維補強複合材料の繊維の補強方向が異方的である場合は、繊維の補強方向は高いシャルピー衝撃強さを示すが、それ以外の方向では繊維が補強材料として有効に働かないため、シャルピー衝撃強さが小さくなる。摩擦係合装置用摩擦部材の芯材は回転しながらセパレータプレートに押し付けられるため、芯材には面方向に等方的に衝撃が加わることとなる。したがって本発明の繊維補強複合材料を摩擦係合装置用摩擦部材の芯材として使用する場合は、繊維が等方的に補強材料として働くことが必要であるため、任意方向のシャルピー衝撃強さが60以上であり、かつシャルピー衝撃強さ等方性係数が0.8以上であることが好ましい。
【0028】
以上のように本発明によれば、軽量かつ面方向の異方性が小さく、高い剛性及び耐衝撃性を有する繊維補強複合材料が得られるため、自動車などの自動変速機用クラッチなど摩擦係合装置用摩擦部材の芯材として用いた時に摩擦部材の回転により生じる慣性を低減することができ、且つ軽量であるため自動車全体の燃費向上に有効である。
【実施例】
【0029】
以下に本発明を実施例に基づき具体的に説明する。なお本発明はこれらに限定されるものではない。
【0030】
(物性評価)
下記項目の物性評価は次の方法で行った。
1繊維補強複合材料の体積繊維含有率
繊維補強複合材料の体積繊維含有率はシート状基材の体積Vと含浸した樹脂の体積Vrを計測し、下記の式から算出した。
体積繊維含有率Vf=(V−Vr)/V×100
【0031】
2繊維補強複合材料の繊維配向
繊維補強複合材料の繊維配向は、サンプル表面の光学顕微鏡観察により繊維配向を観察した。このとき、繊維補強複合材料の任意の観察ポイント5箇所において、倍率500倍で観察した視野中に単繊維10本以上の収束糸の有無で判定した。
○:10本以上有り
×:10本未満
【0032】
3繊維補強複合材料の任意方向の曲げ強度及び曲げ強度等方性係数
繊維補強複合材料の曲げ強度は、JIS K7171に準拠して行った。このとき、サンプルは板状繊維補強複合材料の面内において、ある方向を基準に、0、22.5、45、67.5、90度の角度で試験片を5つ切り出して、それぞれの曲げ強度を測定した。
基準方向の曲げ強度;σ0
基準方向からθ度ずらした方向の曲げ強度;σθ(θ=22.5、45、67.5、90)
曲げ強度等方性係数=σmin /σmax
ここで、σmax、σminはσ0及びσθの内、それぞれ最大の値、最小の値を示す。
【0033】
4繊維補強複合材料の任意方向のシャルピー衝撃強さ及びシャルピー衝撃強さ等方性係数
繊維補強複合材料の耐衝撃性評価はJIS K7077に準拠し、シャルピー衝撃値を測定した。
このとき、サンプルは板状繊維補強複合材料の面内において、ある方向を基準に、0、22.5、45、67.5、90度の角度で試験片を5つ切り出して、それぞれのシャルピー衝撃強さを測定した。
基準方向のシャルピー衝撃強さ;a0
基準方向からθ度ずらした方向のシャルピー衝撃強さ;aθ(θ=22.5、45、67.5、90)
シャルピー衝撃強さ等方性係数=amin/amax
ここで、amax、aminはa0及びaθの内、それぞれ最大の値、最小の値を示す。
【0034】
[実施例1]
芳香族ポリアミド繊維(帝人テクノプロダクツ株式会社製;商品名「テクノーラ」、平均繊維径=12μm)及び炭素繊維(東邦テナックス株式会社製;商品名「テナックス」、平均繊維径=7μm)をそれぞれ公知のギロチンカッターにてカット長3mmに切断し、芳香族ポリアミド短繊維と炭素短繊維を得た。
該芳香族ポリアミド短繊維20重量部と炭素短繊維75重量部と芳香族ポリアミドパルプ(テイジンアラミド株式会社製;商品名「トワロンパルプ1094」)5重量部を水1.5Lとともに公知の離解機にて離解し、25×25cm角のTAPPI式手漉きマシ−ンを用いて目付約200g/m2の湿式不織布を作成し、その後、温度=200℃、線圧=50kgf/cmでカレンダー処理を施し、シート状基材を得た。
【0035】
次に、該シート状基材をフェノール樹脂メタノール溶液(住友ベークライト株式会社製;商品名「スミライトレジン」)浴に浸した後、風乾してプリプレグを得た。
そして、該プリプレグを10枚積層して真空プレス機を用いて180℃×100kgf/cm2で処理を行い繊維補強複合材料を得た。得られた繊維補強複合材料の物性を表1に記載した。
【0036】
[実施例2]
実施例1において、シート状基材の素材構成を芳香族ポリアミド短繊維40重量部と炭素短繊維55重量部としたこと以外は同様の方法で繊維補強複合材料を得た。得られた繊維補強複合材料の物性を表1に記載した。
【0037】
[比較例1]
実施例1において、シート状基材の構成を芳香族ポリアミド単繊維95重量部、芳香族ポリアミドパルプを5重量部としたこと以外は、同様の方法で繊維補強複合材料を得た。得られた繊維補強複合材料の物性を表1に記載した。
【0038】
[比較例2]
実施例1において、シート状基材の構成を炭素単繊維95重量部、芳香族ポリアミドパルプを5重量部としたこと以外は、同様の方法で繊維補強複合材料を得た。得られた繊維補強複合材料の物性を表1に記載した。
【0039】
[比較例3]
シート状基材として炭素繊維織布(東邦テナックス株式会社製、品番「W1104」、織り密度;warp=17、weft=17、目付=95g/m2)と、芳香族ポリアミド織布(第一織物株式会社製、品番「MF0401」、織り密度;warp=32、weft=32、目付=105g/m2)それぞれを実施例1と同様にフェノール樹脂メタノール溶液に浸した後、風乾してプリプレグを得た。
得られた炭素繊維織布プリプレグ4枚に対し、芳香族ポリアミド織布プリプレグ1枚の割合で交互に積層して、実施例1と同様に真空熱プレス処理を行い、繊維補強複合材料を得た。得られた繊維補強複合材料の物性を表1に記載した。
【0040】
実施例1、2及び比較例1、2は湿式不織布をシート状基材として繊維補強複合材料を作成したため、繊維の配向がランダムであり、光学顕微鏡観察からは単繊維の収束糸はほとんど観察されなかった。一方、比較例3は単繊維が収束したマルチフィラメントの織物をシート状基材としているため、収束糸が数多く観察された。これにより、繊維がミクロレベルで等方的に補強できていないことが確認された。さらに曲げ強度等方性係数及びシャルピー衝撃強さ等方性係数からも、実施例3の繊維補強複合材料が異方性を示したことからも裏付けられている。
【0041】
また、実施例1、2は比較例1、2と異なり、芳香族ポリアミド繊維と炭素繊維を併用しているため、比較的高い曲げ強度と、比較的高いシャルピー衝撃強さを示した。この結果から、炭素繊維は曲げ強度向上には寄与するが、シャルピー衝撃強さを低下させるため、芳香族ポリアミド繊維を添加することでシャルピー衝撃強さを向上させることが示されている。これは補強繊維の特性が反映し、芳香族ポリアミド繊維、炭素繊維それぞれが互いを補完するように補強しているものと考えられる。
【0042】
【表1】

【産業上の利用可能性】
【0043】
本発明の繊維補強複合材料は自動車などの自動変速機用クラッチなどの摩擦係合装置用摩擦材部材支持体として有用である。
【符号の説明】
【0044】
(a):摩擦部材の平面図
(b):摩擦部材の厚さ方向図
【技術分野】
【0001】
本発明は、特に自動車などの自動変速機用クラッチなどの摩擦係合装置用摩擦部材の芯材用の繊維補強複合材料に関する。
【背景技術】
【0002】
従来、自動車の自動変速機用クラッチ等の摩擦係合装置は、鉄系の金属からなるプレート状の摩擦材支持体(以下、芯材と呼ぶ)に摩擦材を接合して形成される摩擦部材を備えている。
【0003】
摩擦材は、一般に、ペーパー摩擦材といわれ、例えば特開平11−201206号公報(特許文献1)などに開示されているように、繊維状材料と摩擦調整剤や固体潤滑剤等の各種無機フィラーを抄造して紙状の基材を得、これにフェノール樹脂等のバインダー樹脂を含浸して加熱硬化して製造される。
【0004】
このような摩擦材は金属製の芯材に接合されてリングプレート状の摩擦部材を成し、一般に摩擦部材は図1のように、トルクの入力部材とスプライン係合できるようにリングプレートの内輪部分にスプライン歯が形成されている。このようなリングプレート状の摩擦部材は、同じくリングプレート状の相手側となるセパレータプレートとともに複数枚交互に重ねられて、多板形クラッチを構成し、摩擦係合装置の駆動力伝達部材として配置される。
【0005】
そして、摩擦係合装置は、摩擦部材が油中においてセパレータプレートに対して相対的に回転しながら圧接あるいは離間されることにより、エンジン側からの駆動力が車輪側に伝達され、あるいは駆動力が車輪側と遮断されるようになっており、このときの摩擦によって大きな熱が発生する。ここで発生した熱は油を媒体として冷却させており、摩擦部材として気孔率が大きい構造で且つ油の透液性が高い摩擦部材が望まれている。
【0006】
ところで、前記した従来の摩擦係合装置に用いられる摩擦部材では、芯材となる部分が金属製基板で構成されていたため、重量が嵩むという問題を有しており、軽量化が望まれていた。また、近年では自動車の燃費向上への要求も高まっており、摩擦部材の芯材を軽量化することで、摩擦部材の回転により生じる慣性を低減することができ、駆動力の伝達ロスを低減することができる。
【0007】
これに対し、特公昭58−47345号公報(特許文献2)では摩擦部材全体を多孔質な炭素繊維/炭素質複合材料とすることで、芯材を軽量化することができるだけでなく、摩擦材としての性能も具備しているため、摩擦部材の構成点数が減り、コストダウンに繋がるという利点がある。しかし、このような構成の摩擦部材は、摩擦材自体も硬質な炭素繊維/炭素質複合材料からなるため、柔軟性が損なわれ、相手面に対する表面の密着性が劣ってしまい、摩擦性能を左右する表面の均質な油膜が形成されにくいという欠点がある。また、芯材に関しても振動減衰特性及び耐衝撃性の面からも十分ではなかった。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平11−201206号公報
【特許文献2】特公昭58−47345号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は上記の問題を解決すべくなされたものであり、軽量、耐熱性、耐衝撃性などに優れた摩擦係合装置用摩擦部材の芯材用繊維補強複合材料を提供するものである。
【課題を解決するための手段】
【0010】
本発明者らは、従来技術における上記課題を解決するため鋭意研究した結果、芳香族ポリアミド繊維を含む繊維補強複合材料を摩擦係合装置用摩擦部材の芯材として用いることで、十分な耐熱性及び耐衝撃性を維持しながら摩擦部材の軽量化が可能であることを見出した。
さらに、該繊維補強複合材料に芳香族ポリアミド繊維と炭素繊維を併用することで、摩擦部材の芯材として十分な剛性を付与することができることを見出した。
【0011】
かくして本発明によれば、
繊維がシート面内でランダム配向する繊維シートとバインダー成分、を含む繊維補強複合材料であって、下記a)〜b)を満足すること特徴とする繊維補強複合材料、
a)繊維が、芳香族ポリアミド繊維および炭素繊維を含むこと。
b)該繊維補強複合材料の任意方向の曲げ強度が100MPa以上であり、かつ曲げ強度等方性係数が0.8以上であること。
が提供される。
【0012】
さらに好ましくは、繊維が有機繊維パルプを含み、繊維シートが湿式不織布であり、該繊維補強複合材料の任意方向のシャルピー衝撃強さが60kJ/m2以上であり、かつシャルピー衝撃強さ等方性係数が0.8以上である、摩擦係合装置用摩擦部材の芯材として十分な耐熱性、耐衝撃性、剛性を維持しながら軽量な繊維強化複合材料が提供される。
【発明の効果】
【0013】
芳香族ポリアミド繊維および炭素繊維を含む繊維シート(湿式不織布が好ましい)とバインダー成分、を含む特定の繊維強化複合材料を用いることにより高強度で軽量かつ応力伝達において等方性がある摩擦係合装置用摩擦部材とすることができる。
【図面の簡単な説明】
【0014】
【図1】摩擦部材の芯材
【図2】湿式不織布の繊維配向
【図3】織布の繊維配向
【発明を実施するための形態】
【0015】
以下、本発明の繊維強化複合材料について説明する。
本発明における「バインダー成分」とは熱硬化性樹脂が好ましく、例えばフェノール樹脂、ユリア樹脂、メラミン樹脂、エポキシ樹脂、ポリイミド樹脂などが挙げられるが、このなかでも高い結合強度を得ることができるフェノール樹脂がより好ましい。
【0016】
本発明における「繊維シート」とは、繊維材料からなる織布、編布、乾式不織布、湿式不織布などが挙げられるが、乾式不織布及び湿式不織布は繊維がシート面内でランダムに配向しているため、好ましい。中でも湿式不織布が好ましい。
【0017】
本発明における「繊維がシート面内でランダム配向する」とは、繊維補強複合材料中において、繊維がシート状基材の面全方向において単繊維がランダムに配向していることを指す。本発明の繊維補強複合材料を摩擦部材の芯材に使用する際、該芯材は回転しながらセパレータプレートに押し付けられることを考慮し、また、図1のようにスプライン歯を放射状に形成することを考慮した等方的な繊維補強が重要である。したがって、繊維をカード等で一旦、単一レベルで開繊させたのちにシート状に成形した乾式不織布、及び繊維を水中で攪拌することにより、単繊維レベルで分散させたものを、メッシュ上に堆積させてシート状に成形した湿式不織布は、図2のようにシート面内において繊維の配向がランダムな繊維シートを得やすいので好ましい。一方、一般に織布などは図3のように、繊維のマルチフィラメントが経、緯方向に規則的に並んでシート状に成形したものであり、このような繊維補強構造である場合は、繊維補強方向がミクロレベルで等方的とはならず、好ましくない。
【0018】
また、本発明における繊維補強複合材料は、繊維がシート状基材面内でランダム配向している繊維シートを基材として用い、バインダー成分を含浸複合化されたプレプリグとなし、該プリプレグを2枚以上積層し一体化することにより得られる。
【0019】
ここでシート基材面内方向に対してランダムだけでなく、同時に均一な繊維補強複合材料を得るためには、繊維シートとして湿式不織布がより好ましい。繊維シートを湿式不織布とすると、構成繊維1本1本の配向が比較的ランダムであり、かつ均一なシート状基材が得られるため、これを用いた繊維補強複合材料は、面方向の補強が等方的かつ均一になされるため好ましい。
【0020】
プリプレグを作る方法に関しては公知の方法を用いることができるが、例えば繊維原料を水等に分散させ抄紙スラリーを作成した後、公知の抄造装置を用いて繊維をシート化し、その後液状のバインダー成分を該繊維シートに含浸した後、加熱することでバインダー成分を硬化させる方法が例示される。
【0021】
本発明における繊維原料としての「芳香族ポリアミド繊維」とは、アミド結合の60%以上、好ましくは85%以上が芳香環に直接結合した線状高分子化合物からなる繊維状物を意味する。このような芳香族ポリアミド繊維としては特に限定はしないが、例えば、ポリメタフェニレンイソフタルアミド繊維(帝人テクノプロダクツ製、コーネックス)、ポリパラフェニレンテレフタルアミド繊維(帝人アラミド製、トワロン)、ポリ(パラフェニレン)−コポリ(3,4−ジフェニルエーテル)テレフタルアミド繊維(帝人テクノプロダクツ製、テクノーラ)などが挙げられる。芳香族また、芳香族ポリアミド繊維の長さ加重平均繊維長としては、0.1〜60mmが好ましく、1〜6mmがより好ましい。長さ加重平均繊維長が0.1mm未満であると、繊維補強複合材料における補強効果が小さく、摩擦部材の芯材として十分な機械的強度が発現されない。一方、長さ加重平均繊維長が60mmを超える場合は、上述した湿式抄造法による繊維補強複合材料の基材作成の際、繊維の分散性が悪化するため好ましくない。
【0022】
本発明における「炭素繊維」とはピッチ系やPAN(ポリアクリロニトリル)系、レーヨン系など任意のものを使用することができる。炭素繊維の長さ加重平均繊維長としても芳香族ポリアミド繊維同様、0.1〜60mmが好ましく、1〜6mmがより好ましい。
【0023】
本発明における繊維補強複合材料を構成する繊維素材としては、芳香族ポリアミド繊維と炭素繊維を併用することが好ましい。例えば、芳香族ポリアミド繊維は使用するが、炭素繊維を使用しない場合は、得られる繊維補強複合材料の剛性が不足し、摩擦部材の芯材として使用する際にセパレータプレートとの係合時にたわみ等が生じ好ましくない。一方、炭素繊維は使用するが、芳香族ポリアミド繊維を使用しない場合は、得られる繊維補強複合材料が脆化し、該係合時のショックにより破断しやすくなり、またスプライン歯の欠損なども生じやすくなるため好ましくない。
【0024】
また、本発明における繊維補強複合材料には、芳香族ポリアミド繊維、炭素繊維のほかに、上述した湿式抄造法による繊維シート作成時の取り扱い性向上を目的として有機繊維パルプを用いることもできる。本発明における「有機繊維パルプ」とは、有機高分子繊維をリファイナーやビーター、ミル、高圧ホモジナイザー、摩砕装置等の装置により高度にフィブリル化させたもの、または特表2007−514066号公報、特表2007−515564号公報、特公昭35−11851号公報、特公昭37−5732号公報等に記載された方法により、有機高分子重合体溶液を該高分子重合体溶液の沈澱剤と剪断力の存在する系において混合することにより製造される微小のフィブリルを有する薄葉状、鱗片状の小片、又は、ランダムにフィブリル化した微小短繊維をいうが、ここでいう有機繊維パルプは上述した芳香族ポリアミド繊維からなることが好ましい。
【0025】
さらに、本発明における繊維補強複合材料には、繊維及びバインダー成分のほかに、充填材を用いることもできる。充填材としては摩擦材とセパレータプレート間の摩擦熱の除熱効果を高める目的で、熱伝導率を向上させる機能を有する種々の熱伝導粒子が好ましい。熱伝導粒子としては繊維補強複合材料の熱伝導率を向上させることができるものであれば特に限定はしないが、例えば、アルミナ、窒化アルミ、窒化ホウ素、炭化ケイ素、窒化ケイ素、シリカ、酸化亜鉛、酸化チタン、酸化錫、炭素、ジルコンケイ酸塩などが挙げられる。これらの熱伝導粒子は上述した湿式抄造法において、抄造スラリー中に添加して繊維材料シートを作成し、その後バインダー成分を含浸及び硬化させる方法や、液状のバインダ成分中に予め熱伝導粒子を分散させたものを繊維シートに含浸させ、その後バインダー成分を硬化させる方法などが挙げられるが、得られる繊維補強複合材料の熱伝導率を向上させることができれば、これらに限定されるものではない。
【0026】
本発明における「任意方向の曲げ強度」とは、板状の繊維補強複合材料からJIS K7171に準拠して試験片をサンプリングする際、試験片の長さ方向のとり方を任意方向とすることを指す。また、本発明における「曲げ強度等方性係数」とは、上記のように任意方向にサンプリングする際、ある方向を基準として、0、22.5、45、67.5、90度ずらしてサンプリングして測定された曲げ強度のうち、最大のものをσmax、最小のものをσminとした時、式σmin/σmaxで算出される値を指す。このとき、繊維補強複合材料の繊維の補強方向が異方的である場合は、繊維の補強方向は高い曲げ強度を示すが、それ以外の方向では繊維が補強材料として有効に働かないため、曲げ強度が小さくなる。摩擦係合装置用摩擦材部材の芯材は回転しながらセパレータプレートに押し付けられるため、芯材には面方向に等方的に負荷が加わることとなる。したがって本発明の繊維補強複合材料を摩擦係合装置用摩擦部材の芯材として使用する場合は、繊維が等方的に補強材料として働くことが必要であるため、任意方向の曲げ強度が100MPa以上であり、かつ曲げ強度等方性係数が0.8以上であることが好ましい。
【0027】
本発明における「任意方向のシャルピー衝撃強さ」とは、板状の繊維補強複合材料からJIS K7111に準拠して試験片をサンプリングする際、試験片の長さ方向のとり方を任意方向とすることを指す。また、本発明における「シャルピー衝撃強さ等方性係数」とは、上記のように任意方向にサンプリングする際、ある方向を基準として、0、22.5、45、67.5、90度ずらしてサンプリングして測定されたシャルピー衝撃強さのうち、最大のものをamax、最小のものをaminとした時、式amin/amaxで算出される値を指す。このとき、繊維補強複合材料の繊維の補強方向が異方的である場合は、繊維の補強方向は高いシャルピー衝撃強さを示すが、それ以外の方向では繊維が補強材料として有効に働かないため、シャルピー衝撃強さが小さくなる。摩擦係合装置用摩擦部材の芯材は回転しながらセパレータプレートに押し付けられるため、芯材には面方向に等方的に衝撃が加わることとなる。したがって本発明の繊維補強複合材料を摩擦係合装置用摩擦部材の芯材として使用する場合は、繊維が等方的に補強材料として働くことが必要であるため、任意方向のシャルピー衝撃強さが60以上であり、かつシャルピー衝撃強さ等方性係数が0.8以上であることが好ましい。
【0028】
以上のように本発明によれば、軽量かつ面方向の異方性が小さく、高い剛性及び耐衝撃性を有する繊維補強複合材料が得られるため、自動車などの自動変速機用クラッチなど摩擦係合装置用摩擦部材の芯材として用いた時に摩擦部材の回転により生じる慣性を低減することができ、且つ軽量であるため自動車全体の燃費向上に有効である。
【実施例】
【0029】
以下に本発明を実施例に基づき具体的に説明する。なお本発明はこれらに限定されるものではない。
【0030】
(物性評価)
下記項目の物性評価は次の方法で行った。
1繊維補強複合材料の体積繊維含有率
繊維補強複合材料の体積繊維含有率はシート状基材の体積Vと含浸した樹脂の体積Vrを計測し、下記の式から算出した。
体積繊維含有率Vf=(V−Vr)/V×100
【0031】
2繊維補強複合材料の繊維配向
繊維補強複合材料の繊維配向は、サンプル表面の光学顕微鏡観察により繊維配向を観察した。このとき、繊維補強複合材料の任意の観察ポイント5箇所において、倍率500倍で観察した視野中に単繊維10本以上の収束糸の有無で判定した。
○:10本以上有り
×:10本未満
【0032】
3繊維補強複合材料の任意方向の曲げ強度及び曲げ強度等方性係数
繊維補強複合材料の曲げ強度は、JIS K7171に準拠して行った。このとき、サンプルは板状繊維補強複合材料の面内において、ある方向を基準に、0、22.5、45、67.5、90度の角度で試験片を5つ切り出して、それぞれの曲げ強度を測定した。
基準方向の曲げ強度;σ0
基準方向からθ度ずらした方向の曲げ強度;σθ(θ=22.5、45、67.5、90)
曲げ強度等方性係数=σmin /σmax
ここで、σmax、σminはσ0及びσθの内、それぞれ最大の値、最小の値を示す。
【0033】
4繊維補強複合材料の任意方向のシャルピー衝撃強さ及びシャルピー衝撃強さ等方性係数
繊維補強複合材料の耐衝撃性評価はJIS K7077に準拠し、シャルピー衝撃値を測定した。
このとき、サンプルは板状繊維補強複合材料の面内において、ある方向を基準に、0、22.5、45、67.5、90度の角度で試験片を5つ切り出して、それぞれのシャルピー衝撃強さを測定した。
基準方向のシャルピー衝撃強さ;a0
基準方向からθ度ずらした方向のシャルピー衝撃強さ;aθ(θ=22.5、45、67.5、90)
シャルピー衝撃強さ等方性係数=amin/amax
ここで、amax、aminはa0及びaθの内、それぞれ最大の値、最小の値を示す。
【0034】
[実施例1]
芳香族ポリアミド繊維(帝人テクノプロダクツ株式会社製;商品名「テクノーラ」、平均繊維径=12μm)及び炭素繊維(東邦テナックス株式会社製;商品名「テナックス」、平均繊維径=7μm)をそれぞれ公知のギロチンカッターにてカット長3mmに切断し、芳香族ポリアミド短繊維と炭素短繊維を得た。
該芳香族ポリアミド短繊維20重量部と炭素短繊維75重量部と芳香族ポリアミドパルプ(テイジンアラミド株式会社製;商品名「トワロンパルプ1094」)5重量部を水1.5Lとともに公知の離解機にて離解し、25×25cm角のTAPPI式手漉きマシ−ンを用いて目付約200g/m2の湿式不織布を作成し、その後、温度=200℃、線圧=50kgf/cmでカレンダー処理を施し、シート状基材を得た。
【0035】
次に、該シート状基材をフェノール樹脂メタノール溶液(住友ベークライト株式会社製;商品名「スミライトレジン」)浴に浸した後、風乾してプリプレグを得た。
そして、該プリプレグを10枚積層して真空プレス機を用いて180℃×100kgf/cm2で処理を行い繊維補強複合材料を得た。得られた繊維補強複合材料の物性を表1に記載した。
【0036】
[実施例2]
実施例1において、シート状基材の素材構成を芳香族ポリアミド短繊維40重量部と炭素短繊維55重量部としたこと以外は同様の方法で繊維補強複合材料を得た。得られた繊維補強複合材料の物性を表1に記載した。
【0037】
[比較例1]
実施例1において、シート状基材の構成を芳香族ポリアミド単繊維95重量部、芳香族ポリアミドパルプを5重量部としたこと以外は、同様の方法で繊維補強複合材料を得た。得られた繊維補強複合材料の物性を表1に記載した。
【0038】
[比較例2]
実施例1において、シート状基材の構成を炭素単繊維95重量部、芳香族ポリアミドパルプを5重量部としたこと以外は、同様の方法で繊維補強複合材料を得た。得られた繊維補強複合材料の物性を表1に記載した。
【0039】
[比較例3]
シート状基材として炭素繊維織布(東邦テナックス株式会社製、品番「W1104」、織り密度;warp=17、weft=17、目付=95g/m2)と、芳香族ポリアミド織布(第一織物株式会社製、品番「MF0401」、織り密度;warp=32、weft=32、目付=105g/m2)それぞれを実施例1と同様にフェノール樹脂メタノール溶液に浸した後、風乾してプリプレグを得た。
得られた炭素繊維織布プリプレグ4枚に対し、芳香族ポリアミド織布プリプレグ1枚の割合で交互に積層して、実施例1と同様に真空熱プレス処理を行い、繊維補強複合材料を得た。得られた繊維補強複合材料の物性を表1に記載した。
【0040】
実施例1、2及び比較例1、2は湿式不織布をシート状基材として繊維補強複合材料を作成したため、繊維の配向がランダムであり、光学顕微鏡観察からは単繊維の収束糸はほとんど観察されなかった。一方、比較例3は単繊維が収束したマルチフィラメントの織物をシート状基材としているため、収束糸が数多く観察された。これにより、繊維がミクロレベルで等方的に補強できていないことが確認された。さらに曲げ強度等方性係数及びシャルピー衝撃強さ等方性係数からも、実施例3の繊維補強複合材料が異方性を示したことからも裏付けられている。
【0041】
また、実施例1、2は比較例1、2と異なり、芳香族ポリアミド繊維と炭素繊維を併用しているため、比較的高い曲げ強度と、比較的高いシャルピー衝撃強さを示した。この結果から、炭素繊維は曲げ強度向上には寄与するが、シャルピー衝撃強さを低下させるため、芳香族ポリアミド繊維を添加することでシャルピー衝撃強さを向上させることが示されている。これは補強繊維の特性が反映し、芳香族ポリアミド繊維、炭素繊維それぞれが互いを補完するように補強しているものと考えられる。
【0042】
【表1】
【産業上の利用可能性】
【0043】
本発明の繊維補強複合材料は自動車などの自動変速機用クラッチなどの摩擦係合装置用摩擦材部材支持体として有用である。
【符号の説明】
【0044】
(a):摩擦部材の平面図
(b):摩擦部材の厚さ方向図
【特許請求の範囲】
【請求項1】
繊維がシート面内でランダム配向する繊維シートとバインダー成分を含むシート基材からなる繊維補強複合材料であって、下記a)〜b)を満足すること特徴とする繊維補強複合材料。
a)繊維が、芳香族ポリアミド繊維および炭素繊維を含むこと。
b)繊維補強複合材料の任意方向の曲げ強度が100MPa以上であり、かつ曲げ強度等方性係数が0.8以上であること。
【請求項2】
繊維が有機繊維パルプを含む請求項1に記載の繊維補強複合材料。
【請求項3】
繊維が面方向にランダムに配向する繊維シートが湿式不織布である請求項1〜2いずれかに記載の繊維補強複合材料。
【請求項4】
該繊維補強複合材料の任意方向のシャルピー衝撃強さが60kJ/m2以上であり、かつシャルピー衝撃強さ等方性係数が0.8以上である請求項1〜3いずれかに記載の繊維補強複合材料。
【請求項1】
繊維がシート面内でランダム配向する繊維シートとバインダー成分を含むシート基材からなる繊維補強複合材料であって、下記a)〜b)を満足すること特徴とする繊維補強複合材料。
a)繊維が、芳香族ポリアミド繊維および炭素繊維を含むこと。
b)繊維補強複合材料の任意方向の曲げ強度が100MPa以上であり、かつ曲げ強度等方性係数が0.8以上であること。
【請求項2】
繊維が有機繊維パルプを含む請求項1に記載の繊維補強複合材料。
【請求項3】
繊維が面方向にランダムに配向する繊維シートが湿式不織布である請求項1〜2いずれかに記載の繊維補強複合材料。
【請求項4】
該繊維補強複合材料の任意方向のシャルピー衝撃強さが60kJ/m2以上であり、かつシャルピー衝撃強さ等方性係数が0.8以上である請求項1〜3いずれかに記載の繊維補強複合材料。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2010−274514(P2010−274514A)
【公開日】平成22年12月9日(2010.12.9)
【国際特許分類】
【出願番号】特願2009−128984(P2009−128984)
【出願日】平成21年5月28日(2009.5.28)
【出願人】(303013268)帝人テクノプロダクツ株式会社 (504)
【Fターム(参考)】
【公開日】平成22年12月9日(2010.12.9)
【国際特許分類】
【出願日】平成21年5月28日(2009.5.28)
【出願人】(303013268)帝人テクノプロダクツ株式会社 (504)
【Fターム(参考)】
[ Back to top ]