
繊維製造過程を最適化する方法
方法は、繊維最終製品を製造する繊維製造過程(101)を最適化するために用いられる。製造過程(101)が、要素として少なくとも1つのパラメータ(x1,・・・,xn)を持つパラメータ集合({x1,・・・,xn})を含む数学モデル(102)において製造過程(101)が表現される。パラメータ集合({x1,・・・,xn})のうち、少なくとも1つの変化パラメータ(xi)が、モデル(102)においてそれぞれ1つの変化(Δxi)だけ変化される(106)。少なくとも1つの変化(Δxi)が最終製品の財政的価値(P)に及ぼす影響が評価される(108)。評価(108)の出力に関係して、少なくとも1つの変化(Δxi)が製造過程(101)へ受け継がれる(109)。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、繊維製造特に紡糸の分野にある。本発明は、独立請求項に記載の繊維製造過程を最適化する方法、この方法を実施するための計算機プログラム製品、及び繊維設備に関する。
【背景技術】
【0002】
繊維設備では、繊維製造過程において、原材料又は中間製品が製造過程の最終製品となるように加工される。例えば紡績工場は、原綿を、複数の処理段階でスライバのような中間製品を経て、糸となるように加工する。その際原綿及び中間製品は、種々の作業場所でオープニング、クリーニング、カーディング、コーミング、ドラフティング、スラッビング、精紡及び最後に巻取りのような種々の加工段階を通る。
【0003】
国際公開第2005/054551号は、繊維製品の製造過程のジョブ制御方法及び装置を説明している。製造過程の基礎となっている製造ジョブを制御しかつ監視するために、製造ジョブにより規定される製造過程の目標値と実際状態との間の実際−目標評価が行われる。その際求められる目標設定からの偏差が表示される。それにより製造ジョブを実施するための計画が可能になる。国際公開第2005/054551号の教示は、最終製品の製造時間及び製造量に関係しているが、財政的価値及び本質には関係していない。
【0004】
欧州特許出願公開第415290号明細書は、リング精紡機の製造量が達成可能な経済的製造量の最大値の近くにあるように、その動作速度を制御することを課題としている。この課題を解決するため、実際に存在する糸破断除去能力が求められ、ボビンの回転数の目標設定が、求められる単位時間当たり糸切断の数及び実際に存在する糸破断除去能力に関係して求められる。回転数の基本値を管糸形成サイクルの関数として表す固定的に規定された回転数値パターンを修正値で修正することによって、回転数の目標設定が行われる。修正値は最適化法で自動的に求められる。その際ゲインは、種々の管糸形成範囲にある回転数の関数として最大にすることができる。この最適化法は、特定のリング精紡機又は特定のカテゴリのリング精紡機に対してのみ有効である。更に最適化法全体が自動的に行われ、操作者が自己の考えによりそれに影響を及ぼすことはできない。
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の課題は、複雑な繊維製造過程を最適化するのを可能にする方法を提示することである。結果が、できるだけ一般的な妥当性及びそのつど使用される機械形式とは無関係であるようにする。この方法は、種々のシナリオを十分吟味して互いに比較できるようにし、新しい設定を直ちに製造過程へ引受けなくてもよいようにする。
【課題を解決するための手段】
【0006】
この課題及び別の課題は、独立請求項に規定されているような方法、計算機ブログラム製品及び繊維設備によって解決される。有利な実施形態は従属請求項に示されている。
【0007】
本発明は、欧州特許出願公開第415290号明細書より高いレベルにある。最適化すべき繊維製造過程の数学モデルにおいて、原材料、中間製品、最終製品及び/又は製造過程に関係するけれども製造過程において使用される機械には関係しない少なくとも1つの変化パラメータが変化される。それにより本発明による方法は、どんな具体的な機械が関係する設備に使用されるかに関係なく、多数の異なる繊維製造設備において使用するのを可能にする普遍性を得る。更に本発明による方法では、変化が最終製品の財政的価値に及ぼす影響が評価される。最終製品の結果として生じる品質及び/又は製造期間のような別の局面に含まれる評価は、変化が製造過程へ受け継がれるか否かについての決定を可能にする。変化を規定しかつ/又は評価を行うため、操作者が介入できるのがよい。種々のシナリオの試験が、製造過程の深い理解を可能にし、その結果製造過程の深い理解を可能にし、その結果製造過程を最適化することができる。その代わりに、操作者の介入なしに方法を自動的に実施することができる。
【0008】
従って少なくとも1種類の原材料から繊維最終製品を製造する繊維製造過程を最適化するための本発明による方法において、要素として少なくとも1つのパラメータを持つパラメータ集合を含む数学モデルにおいて製造過程が表現される。パラメータ集合のうち、少なくとも1種類の原材料、中間製品、最終製品及び/又は製造過程に関係するけれども製造過程において使用される機械には関係しない少なくとも1つの変化パラメータが、モデルにおいてそれぞれ1つの変化だけ変化される。この少なくとも1つの変化が最終製品の財政的価値に及ぼす影響が評価される。
【0009】
計算のために必要とされる適当なモデル、アルゴリズム及び数式は、例えば次の刊行物から公知である。
W.Klein,“The Technology of Short−staple Spinning”,The Textile Institute,第2版 1998年
“Rieter Spinning Documentation”,Rieter Marketing,1999年
年
従ってここではそれ以上説明する必要はない。
【0010】
本発明による方法の好ましい実施形態では、評価の出力に関係して、少なくとも1つの変化が製造過程へ受け継がれる。繊維製造過程が例えば糸の紡糸又は巻取りであり、少なくとも1つの変化パラメータが、次の集合即ち糸の単位長さ当たり又は単位時間当たりの切断数、コーミングにおけるノイルの割合、リング精紡における最終破断の数、リング精紡におけるリングトラベラの交換時間、練条機の供給速度、原綿の品質、糸にある異常の割合から選ばれる。財政的価値のほかに、最終製品の品質及び/又は製造時間のような別の局面が評価に含まれる。その際最終製品の品質がほぼ不変であるか又は少なくとも実質的に減少されないように、変化パラメータの選択、パラメータ値の選択及び/又は変化の選択が行われるのがよい。
【0011】
少なくとも1つの変化の選択が、入力装置へ操作者の入力によって行われるようにすることができる。その代わりに、少なくとも1つの変化パラメータの選択及び/又は少なくとも1つの変化の選択が、計算機により自動的に行われるようにすることができる。
【0012】
少なくとも1つの変化後に、財政的価値への少なくとも1つの変化の影響が出力装置において出力され、評価が操作者によって行われるのがよい。この場合各入力後に、財政的価値への入力された少なくとも1つの変化の影響が計算されて、直ちに出力されると有利である。しかしその代わりに、評価が計算機により自動的に行われるようにすることもできる。
【0013】
電子表示装置において、入力及び出力用領域を持つ利用者インタフェースが利用可能にされ、有利にただ1つの画面ページにおいて表示されるのがよい。
【0014】
本発明による計算機プログラム製品は、プログラム製造が計算機で行われる時、本発明による方法を実施するため、機械読取り可能な記憶媒体に記憶されるプログラム符号を持っている。
【0015】
本発明による繊維設備が繊維製造過程を実施するために設けられ、かつ計算機を含み、この計算機上で本発明による計算機プログラム製造が行われる
【0016】
本発明及び有利な実施例が図面により詳細に説明される。
【図面の簡単な説明】
【0017】
【図1】 本発明による方法の流れ図を示す。
【図2】 糸巻取り過程を最適化するための本発明による方法において利用可能にされるような利用者インタフェースの実施例を示す。
【発明を実施するための形態】
【0018】
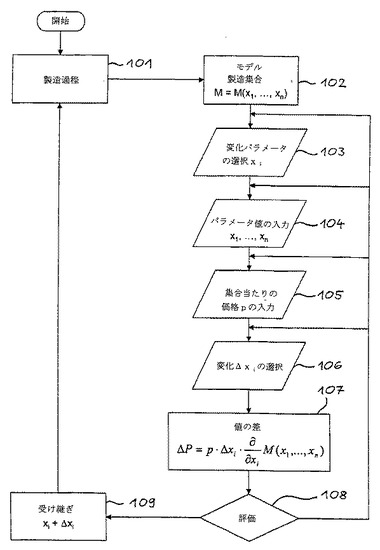
図1は本発明による方法の基本思想を流れ図で示す。出発点は、繊維製造過程101を実施する繊維設備である。これは、例えば梱に入れて供給される原材料としての原綿から最終製品として糸を製造する紡績工場である。種々の作業場所により実施されるこの製造過程101における中間過程は、例えばオープニング、クリーニング、ミキシング、カーディング、ダブリング、コーミング、ドラフト、紡糸及び/又は巻取りである。これらの中間過程の各々は、一次製品、中間製品、最終製品、作業場所及び/又は製造過程中の周囲条件に関する種々のパラメータによって特徴づけることができる。これらのパラメータ又はその部分集合は、結局全製造過程101を特徴づける。
【0019】
製造過程101のパラメータを含む製造過程101の数学モデル102が作成される。モデル102は製造量
M=M(x1,・・・,xn)
を供給し、ここで{x1,・・・,xn}は、モデル102へ入るパラメータの集合であり、nは考慮されるパラメータの数を示す自然数である。製造量Mはなるべく最終製品に関するものである。それは例えば単位時間又は特定量の最終製品に関係していてもよい。
【0020】
変化されるべき少なくとも1つの変化パラメータxiは、パラメータ集合{x1,・・・,
品及び/又は製造過程101に関するが製造過程101において使用される機械には関しないようなパラメータである。変化パラメータxiは、ある限界内で実際の製造過程101においても変化可能であるようにする。変化パラメータxiの選択は、操作者により手動で又は計算機において自動的に行うことができる。
【0021】
次の段階104でパラメータx1,・・・,xnの値が規定される。それは、最適化すべき製造過程101において現在設定されている値であるのがよい。製造量Mが関係する最終製品の量当たりの価格pも入力される(105)。財政値P又は(単位時間当たり、一次製品の量当たり等)の製造量Mにより得られる全価格は、従って次の値になる。
P=p・M
【0022】
選ばれる変化パラメータxiが変化される(106)。この目的のため変化Δxi又は新しい変化パラメータ値
x1′=xi+Δxi
が選ばれる。
【0023】
モデル102及び上述した入力103〜106から、今や変化されるパラメータ集合{x1,・・・,xi+Δx1,・・・,xn}により得られる財政値P′と最初のパラメータ集合{x1,・・・,xi,・・・,xn}により得られる財政値Pとの値の差又は値変化ΔPが次のように自動的に計算される(107)か、
又は微分表示法で
計算される。
【0024】
値の差ΔPは正、負又は零であってもよい。正の値の差(ΔP>0)は、製造過程101への変化Δxiの受け継ぎにより、最初の変化パラメータxiで得られるより高い価格が得られることを意味する。
【0025】
値の差ΔPは変化Δxiの評価108へ入る。この差は、評価108において考慮されるただ1つの量でなければならないが又はそうでなくてもよい。評価108へ入ることができる別の量は、例えば最終製品の品質又は製造時間又は変化されないモデルに対する変化されないモデルの適当な差である。品質は経験から評価するが、又は1つ又は複数の品質指標により数値的に見積もることができる。評価108は操作者によるが又は計算機により自動的に行うことができる。
【0026】
評価108の出力が満足すべきものであると、新しい変化パラメータ
xi′=xi+Δxi
が実際の繊維設備において受け継がれる(109)。それにより製造過程101が最適化される。そうでない場合、1つ又は複数の上述した入力103〜106が変化され、例えば新しい変化パラメータxi及び/又は新しい変化Δxiが選ばれ、それにより新たに値の差ΔPが計算される(107)。受け継ぎ109は操作者により手動で又は自動的に行うことができる。後者の場合制御される繊維製造過程101に達することができ、この製造過程において変化パラメータxiが制御量である。
【0027】
図1による方法例における個々の段階の順序を交換することができる。例えば変化パラメータxiの選択103を、集合当たりの価格pの入力の後に行うことができる。
【0028】
繰返し上述したように、本発明による方法の特定の段階102〜109を、操作者によって行うか又は計算機により自動的に行うことができる。両方の変形例は使用することができる。しかし特に変化パラメータxiの選択103及び/又は変化Δxiの選択106を、計算機により自動的に行うと、特に有利である。即ち計算機は、これらの選択過程を特によく実施することができる。計算機は、所定の関数M(x1,・・・,xn)から数値的にすべてのi=1,・・・nに対してその偏導関数
を計算することができる。偏導関数が大きい個所では、最大の効果が変化Δxiで得られる。従ってこのような変化Δxiは最も効果的な最適化を必然的に伴う。
【0029】
パラメータ集合{x1,・・・,xn}から同時に複数の変化パラメータxi1,xi2,・・・を選び(103)、変化する(106)ことができる。簡単にするため、上記の説明はただ1つの変化パラメータxiに関するものであるが、このことは発明の普遍性を制限するものではない。
【0030】
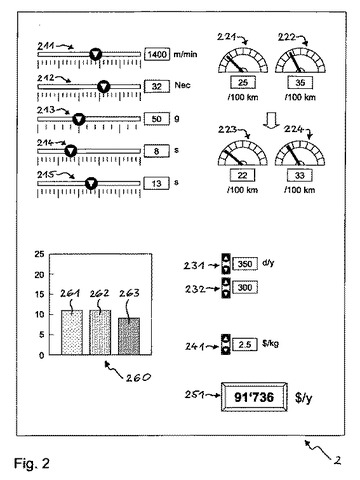
図2は、本発明による方法のために、電子表示装置例えば計算機画面上で利用可能な利用者インタフェース2の例を示す。この実施例は、糸の巻取りの際の切断数の影響に関する。利用者インタフェースには、入力及び出力用の領域、及び選択的に別の情報がある。入力は電子入力装置例えばコンピュータマウス又はキーボードを介して行うことができる。表示装置及び入力装置は、センサ画面(タッチスクリーン)においてまとめることができる。利用者インタフェース2をただ1つの画面ページに表示すると、特に見易く、簡単従って有利である。即ち入力及び出力のためのすべての領域を同時に表示装置で見ることができる。
【0031】
図2の実施例では、5つのパラメータ値x1,・・・,x5の入力104(図1参照)用の入力領域211〜215が、利用者インタフェースの上方部分21にある。入力104は、左上に設けられている摺動制御器又は入力欄への数値記入により行われる。5つのパラメータは次の通りである。
【0032】
図2の上右には、2つの変化パラメータx6,x7又はその変化の入力104.106用の別の入力領域221〜224がある。これらの入力は指針又は適当な入力欄への数値記入によって行うことができる。この例における2つの変化パラメータは次の通りである。
変化Δx6,Δx7の入力106のため、最初のパラメータ値x6,x7の入力領域221,222の下に、変化パラメータの新しいか又は望まれる値x6′,x7′の入力領域223,224が設けられる。新しい実例値は
x6′=22切断/100km
x7′=33切断/100km
【0033】
新しい変化パラメータx6′,x7′の入力領域の下に、2つの別のパラメータx8′,x9′の入力104用の入力領域231,232がある。
これらの入力104は、増分押しボタン又は適当な入力欄への数値記入によって行うことができる。
【0034】
2つの別のパラメータx8,x9の入力領域231,232の下に、図2の実施例では25$/kgの値をとる巻取り糸量当たりの価格pの入力用入力領域241がある。価格入力105は、2つの別のパラメータx8,x9の入力104と同じように行うことができる。パラメータ値x1,・・・,x9の入力を、例として上述したやり方とは異なる公知のやり方で行うことができることは明らかである。パラメータnの総数は、例示した値9と相違していてもよい。
【0035】
最後に利用者インタフェース2の右下に、変化されるパラメータ集合{x1′,・・・,x6′,x7,・・・,x9}により得られる財政値Pと最初のパラメータ集合{x1,・・・,x6,x7,・・・,x9}により得られる財政値P′との自動的に計算される値差ΔPの入力107用出力領域251がある。図2の実施例によれば、切断数の入力される減少により、1年当たり91,736$節約することができる。
【0036】
利用者インタフェース2の左下の部分に、別の出力を補足して設けることができる。図2の実施例では、これは百分率で示される種々の効率損失の棒グラフ260である。第1の棒261は管糸交換による効率損失例えば11%を示し、第2の棒262は最初の切断数による効率損失例えば11%を示し、第3の棒263は新しい切断数による効率損失例えば9%を示す。計算される値差ΔPは、第2の棒262と第3の棒263との比較からわかるように、効率上昇の結果生じる。
【0037】
図2の実施例において生じるように、正の値差(ΔP>0)は、変化されるパラメータ集合{x1,・・・,x6′,x7′,・・・,x9}の製造過程101への受け継ぎを必ずしも生じなくてもよい。このような受け継ぎの前に、なお別の計算及び/又は考察を行うべきかも知れない。これらの考察は、財政的価値Pのほかに次の局面を考慮することができる。
最終製品の品質。切断数の所望の減少により、製造される糸の品質も変化することがある。品質低下の結果、1kg糸当たり得られる価格の減少も生じる。これは、モデル102において利用者インタフェース2で1kg当たり新しい価格p′の(図示しない)別の入力領域が利用可能にされることによって考慮可能である。その代わりに各品質(または設定される角切断数)に1kg当たり適当な価格p′を対応させる表又は関数を計算機のメモリに記憶させることができる。しかし本発明の好ましい実施形態では、変化パラメータxiの選択103、パラメータ値x1,・・・,xnの選択及び/又は変化Δxiの選択は、最終製品の品質がほぼ不変であるか又は少なくともあまり減少されないように行われる。換言すれば、有利なように本発明による方法は、変化Δxiが品質のただ小さい変化ΔQ=0を生じるけれども、財政値のできるだけ大きい変化ΔP>>0を生じる範囲において実施される。計算機は、このような範囲を特によ見出すことができる。この好ましい場合、変化Δxiは量当たりの価格に影響を及ぼさない。
製造過程101のために必要な時間。図2の実施例では、時間はパラメータx4及びx5によって十分考慮されている。
このような別の局面への計算の結果は、利用者インタフェースでグラフ及び/又は数の形で表示することができる。
【0038】
変化パラメータとして切断数x6,x7の選択103は、多くの可能性の1つにすぎない。紡績工場における別の変化パラメータxiの例は次の通りである。
コーミングにおけるノイルの割合
リング精紡における最終破断の数
リング精紡におけるリングトラベラの交換時間
練条機の供給速度
原綿の品質
紡糸及び巻取りにおける糸の異常の割合
【0039】
少なくとも1つの変化パラメータxiの選択103に応じて、モデル102のために必要なパラメータ集合{x1,・・・,xn}は異なっていてもよい。少なくとも1つの変化パラメータxiの選択103は、適当な利用者インタフェース2の選択によって行うことができる。その代わりに、ただ1つの利用者インタフェース2を使用して、このインタフェースで少なくとも1つの変化パラメータxiを選択することができる。
【0040】
もちろん本発明は上述した実施例に限定されない。本発明を知れば、当業者は、本発明に属する別の変形例を導き出すこともできる。
【符号の説明】
【0041】
101 製造過程
102 製造過程のモデル
103 変化パラメータの選択
104 パラメータ値の入力
105 量当たり価格の入力
106 変化の選択
107 値差の計算
108 評価
109 製造過程への変化の受け継ぎ
2 利用者インタフェース
211〜215 パラメータ値の入力領域
221,222 変化パラメータの最初の値の入力領域
223,224 変化パラメータの新しい値の入力領域
231,232 別のパラメータ値の入力領域
241 量当たりの価格の入力領域
251 値差の出力領域
260 棒グラフ
261〜263 効果損失の棒
【技術分野】
【0001】
本発明は、繊維製造特に紡糸の分野にある。本発明は、独立請求項に記載の繊維製造過程を最適化する方法、この方法を実施するための計算機プログラム製品、及び繊維設備に関する。
【背景技術】
【0002】
繊維設備では、繊維製造過程において、原材料又は中間製品が製造過程の最終製品となるように加工される。例えば紡績工場は、原綿を、複数の処理段階でスライバのような中間製品を経て、糸となるように加工する。その際原綿及び中間製品は、種々の作業場所でオープニング、クリーニング、カーディング、コーミング、ドラフティング、スラッビング、精紡及び最後に巻取りのような種々の加工段階を通る。
【0003】
国際公開第2005/054551号は、繊維製品の製造過程のジョブ制御方法及び装置を説明している。製造過程の基礎となっている製造ジョブを制御しかつ監視するために、製造ジョブにより規定される製造過程の目標値と実際状態との間の実際−目標評価が行われる。その際求められる目標設定からの偏差が表示される。それにより製造ジョブを実施するための計画が可能になる。国際公開第2005/054551号の教示は、最終製品の製造時間及び製造量に関係しているが、財政的価値及び本質には関係していない。
【0004】
欧州特許出願公開第415290号明細書は、リング精紡機の製造量が達成可能な経済的製造量の最大値の近くにあるように、その動作速度を制御することを課題としている。この課題を解決するため、実際に存在する糸破断除去能力が求められ、ボビンの回転数の目標設定が、求められる単位時間当たり糸切断の数及び実際に存在する糸破断除去能力に関係して求められる。回転数の基本値を管糸形成サイクルの関数として表す固定的に規定された回転数値パターンを修正値で修正することによって、回転数の目標設定が行われる。修正値は最適化法で自動的に求められる。その際ゲインは、種々の管糸形成範囲にある回転数の関数として最大にすることができる。この最適化法は、特定のリング精紡機又は特定のカテゴリのリング精紡機に対してのみ有効である。更に最適化法全体が自動的に行われ、操作者が自己の考えによりそれに影響を及ぼすことはできない。
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の課題は、複雑な繊維製造過程を最適化するのを可能にする方法を提示することである。結果が、できるだけ一般的な妥当性及びそのつど使用される機械形式とは無関係であるようにする。この方法は、種々のシナリオを十分吟味して互いに比較できるようにし、新しい設定を直ちに製造過程へ引受けなくてもよいようにする。
【課題を解決するための手段】
【0006】
この課題及び別の課題は、独立請求項に規定されているような方法、計算機ブログラム製品及び繊維設備によって解決される。有利な実施形態は従属請求項に示されている。
【0007】
本発明は、欧州特許出願公開第415290号明細書より高いレベルにある。最適化すべき繊維製造過程の数学モデルにおいて、原材料、中間製品、最終製品及び/又は製造過程に関係するけれども製造過程において使用される機械には関係しない少なくとも1つの変化パラメータが変化される。それにより本発明による方法は、どんな具体的な機械が関係する設備に使用されるかに関係なく、多数の異なる繊維製造設備において使用するのを可能にする普遍性を得る。更に本発明による方法では、変化が最終製品の財政的価値に及ぼす影響が評価される。最終製品の結果として生じる品質及び/又は製造期間のような別の局面に含まれる評価は、変化が製造過程へ受け継がれるか否かについての決定を可能にする。変化を規定しかつ/又は評価を行うため、操作者が介入できるのがよい。種々のシナリオの試験が、製造過程の深い理解を可能にし、その結果製造過程の深い理解を可能にし、その結果製造過程を最適化することができる。その代わりに、操作者の介入なしに方法を自動的に実施することができる。
【0008】
従って少なくとも1種類の原材料から繊維最終製品を製造する繊維製造過程を最適化するための本発明による方法において、要素として少なくとも1つのパラメータを持つパラメータ集合を含む数学モデルにおいて製造過程が表現される。パラメータ集合のうち、少なくとも1種類の原材料、中間製品、最終製品及び/又は製造過程に関係するけれども製造過程において使用される機械には関係しない少なくとも1つの変化パラメータが、モデルにおいてそれぞれ1つの変化だけ変化される。この少なくとも1つの変化が最終製品の財政的価値に及ぼす影響が評価される。
【0009】
計算のために必要とされる適当なモデル、アルゴリズム及び数式は、例えば次の刊行物から公知である。
W.Klein,“The Technology of Short−staple Spinning”,The Textile Institute,第2版 1998年
“Rieter Spinning Documentation”,Rieter Marketing,1999年
年
従ってここではそれ以上説明する必要はない。
【0010】
本発明による方法の好ましい実施形態では、評価の出力に関係して、少なくとも1つの変化が製造過程へ受け継がれる。繊維製造過程が例えば糸の紡糸又は巻取りであり、少なくとも1つの変化パラメータが、次の集合即ち糸の単位長さ当たり又は単位時間当たりの切断数、コーミングにおけるノイルの割合、リング精紡における最終破断の数、リング精紡におけるリングトラベラの交換時間、練条機の供給速度、原綿の品質、糸にある異常の割合から選ばれる。財政的価値のほかに、最終製品の品質及び/又は製造時間のような別の局面が評価に含まれる。その際最終製品の品質がほぼ不変であるか又は少なくとも実質的に減少されないように、変化パラメータの選択、パラメータ値の選択及び/又は変化の選択が行われるのがよい。
【0011】
少なくとも1つの変化の選択が、入力装置へ操作者の入力によって行われるようにすることができる。その代わりに、少なくとも1つの変化パラメータの選択及び/又は少なくとも1つの変化の選択が、計算機により自動的に行われるようにすることができる。
【0012】
少なくとも1つの変化後に、財政的価値への少なくとも1つの変化の影響が出力装置において出力され、評価が操作者によって行われるのがよい。この場合各入力後に、財政的価値への入力された少なくとも1つの変化の影響が計算されて、直ちに出力されると有利である。しかしその代わりに、評価が計算機により自動的に行われるようにすることもできる。
【0013】
電子表示装置において、入力及び出力用領域を持つ利用者インタフェースが利用可能にされ、有利にただ1つの画面ページにおいて表示されるのがよい。
【0014】
本発明による計算機プログラム製品は、プログラム製造が計算機で行われる時、本発明による方法を実施するため、機械読取り可能な記憶媒体に記憶されるプログラム符号を持っている。
【0015】
本発明による繊維設備が繊維製造過程を実施するために設けられ、かつ計算機を含み、この計算機上で本発明による計算機プログラム製造が行われる
【0016】
本発明及び有利な実施例が図面により詳細に説明される。
【図面の簡単な説明】
【0017】
【図1】 本発明による方法の流れ図を示す。
【図2】 糸巻取り過程を最適化するための本発明による方法において利用可能にされるような利用者インタフェースの実施例を示す。
【発明を実施するための形態】
【0018】
図1は本発明による方法の基本思想を流れ図で示す。出発点は、繊維製造過程101を実施する繊維設備である。これは、例えば梱に入れて供給される原材料としての原綿から最終製品として糸を製造する紡績工場である。種々の作業場所により実施されるこの製造過程101における中間過程は、例えばオープニング、クリーニング、ミキシング、カーディング、ダブリング、コーミング、ドラフト、紡糸及び/又は巻取りである。これらの中間過程の各々は、一次製品、中間製品、最終製品、作業場所及び/又は製造過程中の周囲条件に関する種々のパラメータによって特徴づけることができる。これらのパラメータ又はその部分集合は、結局全製造過程101を特徴づける。
【0019】
製造過程101のパラメータを含む製造過程101の数学モデル102が作成される。モデル102は製造量
M=M(x1,・・・,xn)
を供給し、ここで{x1,・・・,xn}は、モデル102へ入るパラメータの集合であり、nは考慮されるパラメータの数を示す自然数である。製造量Mはなるべく最終製品に関するものである。それは例えば単位時間又は特定量の最終製品に関係していてもよい。
【0020】
変化されるべき少なくとも1つの変化パラメータxiは、パラメータ集合{x1,・・・,
品及び/又は製造過程101に関するが製造過程101において使用される機械には関しないようなパラメータである。変化パラメータxiは、ある限界内で実際の製造過程101においても変化可能であるようにする。変化パラメータxiの選択は、操作者により手動で又は計算機において自動的に行うことができる。
【0021】
次の段階104でパラメータx1,・・・,xnの値が規定される。それは、最適化すべき製造過程101において現在設定されている値であるのがよい。製造量Mが関係する最終製品の量当たりの価格pも入力される(105)。財政値P又は(単位時間当たり、一次製品の量当たり等)の製造量Mにより得られる全価格は、従って次の値になる。
P=p・M
【0022】
選ばれる変化パラメータxiが変化される(106)。この目的のため変化Δxi又は新しい変化パラメータ値
x1′=xi+Δxi
が選ばれる。
【0023】
モデル102及び上述した入力103〜106から、今や変化されるパラメータ集合{x1,・・・,xi+Δx1,・・・,xn}により得られる財政値P′と最初のパラメータ集合{x1,・・・,xi,・・・,xn}により得られる財政値Pとの値の差又は値変化ΔPが次のように自動的に計算される(107)か、
又は微分表示法で
計算される。
【0024】
値の差ΔPは正、負又は零であってもよい。正の値の差(ΔP>0)は、製造過程101への変化Δxiの受け継ぎにより、最初の変化パラメータxiで得られるより高い価格が得られることを意味する。
【0025】
値の差ΔPは変化Δxiの評価108へ入る。この差は、評価108において考慮されるただ1つの量でなければならないが又はそうでなくてもよい。評価108へ入ることができる別の量は、例えば最終製品の品質又は製造時間又は変化されないモデルに対する変化されないモデルの適当な差である。品質は経験から評価するが、又は1つ又は複数の品質指標により数値的に見積もることができる。評価108は操作者によるが又は計算機により自動的に行うことができる。
【0026】
評価108の出力が満足すべきものであると、新しい変化パラメータ
xi′=xi+Δxi
が実際の繊維設備において受け継がれる(109)。それにより製造過程101が最適化される。そうでない場合、1つ又は複数の上述した入力103〜106が変化され、例えば新しい変化パラメータxi及び/又は新しい変化Δxiが選ばれ、それにより新たに値の差ΔPが計算される(107)。受け継ぎ109は操作者により手動で又は自動的に行うことができる。後者の場合制御される繊維製造過程101に達することができ、この製造過程において変化パラメータxiが制御量である。
【0027】
図1による方法例における個々の段階の順序を交換することができる。例えば変化パラメータxiの選択103を、集合当たりの価格pの入力の後に行うことができる。
【0028】
繰返し上述したように、本発明による方法の特定の段階102〜109を、操作者によって行うか又は計算機により自動的に行うことができる。両方の変形例は使用することができる。しかし特に変化パラメータxiの選択103及び/又は変化Δxiの選択106を、計算機により自動的に行うと、特に有利である。即ち計算機は、これらの選択過程を特によく実施することができる。計算機は、所定の関数M(x1,・・・,xn)から数値的にすべてのi=1,・・・nに対してその偏導関数
を計算することができる。偏導関数が大きい個所では、最大の効果が変化Δxiで得られる。従ってこのような変化Δxiは最も効果的な最適化を必然的に伴う。
【0029】
パラメータ集合{x1,・・・,xn}から同時に複数の変化パラメータxi1,xi2,・・・を選び(103)、変化する(106)ことができる。簡単にするため、上記の説明はただ1つの変化パラメータxiに関するものであるが、このことは発明の普遍性を制限するものではない。
【0030】
図2は、本発明による方法のために、電子表示装置例えば計算機画面上で利用可能な利用者インタフェース2の例を示す。この実施例は、糸の巻取りの際の切断数の影響に関する。利用者インタフェースには、入力及び出力用の領域、及び選択的に別の情報がある。入力は電子入力装置例えばコンピュータマウス又はキーボードを介して行うことができる。表示装置及び入力装置は、センサ画面(タッチスクリーン)においてまとめることができる。利用者インタフェース2をただ1つの画面ページに表示すると、特に見易く、簡単従って有利である。即ち入力及び出力のためのすべての領域を同時に表示装置で見ることができる。
【0031】
図2の実施例では、5つのパラメータ値x1,・・・,x5の入力104(図1参照)用の入力領域211〜215が、利用者インタフェースの上方部分21にある。入力104は、左上に設けられている摺動制御器又は入力欄への数値記入により行われる。5つのパラメータは次の通りである。
【0032】
図2の上右には、2つの変化パラメータx6,x7又はその変化の入力104.106用の別の入力領域221〜224がある。これらの入力は指針又は適当な入力欄への数値記入によって行うことができる。この例における2つの変化パラメータは次の通りである。
変化Δx6,Δx7の入力106のため、最初のパラメータ値x6,x7の入力領域221,222の下に、変化パラメータの新しいか又は望まれる値x6′,x7′の入力領域223,224が設けられる。新しい実例値は
x6′=22切断/100km
x7′=33切断/100km
【0033】
新しい変化パラメータx6′,x7′の入力領域の下に、2つの別のパラメータx8′,x9′の入力104用の入力領域231,232がある。
これらの入力104は、増分押しボタン又は適当な入力欄への数値記入によって行うことができる。
【0034】
2つの別のパラメータx8,x9の入力領域231,232の下に、図2の実施例では25$/kgの値をとる巻取り糸量当たりの価格pの入力用入力領域241がある。価格入力105は、2つの別のパラメータx8,x9の入力104と同じように行うことができる。パラメータ値x1,・・・,x9の入力を、例として上述したやり方とは異なる公知のやり方で行うことができることは明らかである。パラメータnの総数は、例示した値9と相違していてもよい。
【0035】
最後に利用者インタフェース2の右下に、変化されるパラメータ集合{x1′,・・・,x6′,x7,・・・,x9}により得られる財政値Pと最初のパラメータ集合{x1,・・・,x6,x7,・・・,x9}により得られる財政値P′との自動的に計算される値差ΔPの入力107用出力領域251がある。図2の実施例によれば、切断数の入力される減少により、1年当たり91,736$節約することができる。
【0036】
利用者インタフェース2の左下の部分に、別の出力を補足して設けることができる。図2の実施例では、これは百分率で示される種々の効率損失の棒グラフ260である。第1の棒261は管糸交換による効率損失例えば11%を示し、第2の棒262は最初の切断数による効率損失例えば11%を示し、第3の棒263は新しい切断数による効率損失例えば9%を示す。計算される値差ΔPは、第2の棒262と第3の棒263との比較からわかるように、効率上昇の結果生じる。
【0037】
図2の実施例において生じるように、正の値差(ΔP>0)は、変化されるパラメータ集合{x1,・・・,x6′,x7′,・・・,x9}の製造過程101への受け継ぎを必ずしも生じなくてもよい。このような受け継ぎの前に、なお別の計算及び/又は考察を行うべきかも知れない。これらの考察は、財政的価値Pのほかに次の局面を考慮することができる。
最終製品の品質。切断数の所望の減少により、製造される糸の品質も変化することがある。品質低下の結果、1kg糸当たり得られる価格の減少も生じる。これは、モデル102において利用者インタフェース2で1kg当たり新しい価格p′の(図示しない)別の入力領域が利用可能にされることによって考慮可能である。その代わりに各品質(または設定される角切断数)に1kg当たり適当な価格p′を対応させる表又は関数を計算機のメモリに記憶させることができる。しかし本発明の好ましい実施形態では、変化パラメータxiの選択103、パラメータ値x1,・・・,xnの選択及び/又は変化Δxiの選択は、最終製品の品質がほぼ不変であるか又は少なくともあまり減少されないように行われる。換言すれば、有利なように本発明による方法は、変化Δxiが品質のただ小さい変化ΔQ=0を生じるけれども、財政値のできるだけ大きい変化ΔP>>0を生じる範囲において実施される。計算機は、このような範囲を特によ見出すことができる。この好ましい場合、変化Δxiは量当たりの価格に影響を及ぼさない。
製造過程101のために必要な時間。図2の実施例では、時間はパラメータx4及びx5によって十分考慮されている。
このような別の局面への計算の結果は、利用者インタフェースでグラフ及び/又は数の形で表示することができる。
【0038】
変化パラメータとして切断数x6,x7の選択103は、多くの可能性の1つにすぎない。紡績工場における別の変化パラメータxiの例は次の通りである。
コーミングにおけるノイルの割合
リング精紡における最終破断の数
リング精紡におけるリングトラベラの交換時間
練条機の供給速度
原綿の品質
紡糸及び巻取りにおける糸の異常の割合
【0039】
少なくとも1つの変化パラメータxiの選択103に応じて、モデル102のために必要なパラメータ集合{x1,・・・,xn}は異なっていてもよい。少なくとも1つの変化パラメータxiの選択103は、適当な利用者インタフェース2の選択によって行うことができる。その代わりに、ただ1つの利用者インタフェース2を使用して、このインタフェースで少なくとも1つの変化パラメータxiを選択することができる。
【0040】
もちろん本発明は上述した実施例に限定されない。本発明を知れば、当業者は、本発明に属する別の変形例を導き出すこともできる。
【符号の説明】
【0041】
101 製造過程
102 製造過程のモデル
103 変化パラメータの選択
104 パラメータ値の入力
105 量当たり価格の入力
106 変化の選択
107 値差の計算
108 評価
109 製造過程への変化の受け継ぎ
2 利用者インタフェース
211〜215 パラメータ値の入力領域
221,222 変化パラメータの最初の値の入力領域
223,224 変化パラメータの新しい値の入力領域
231,232 別のパラメータ値の入力領域
241 量当たりの価格の入力領域
251 値差の出力領域
260 棒グラフ
261〜263 効果損失の棒
【特許請求の範囲】
【請求項1】
少なくとも1種類の原材料から繊維最終製品を製造する繊維製造過程(101)を最適化する方法であって、製造過程(101)が、要素として少なくとも1つのパラメータ(x1,・・・,xn)を持つパラメータ集合({x1,・・・,xn})を含む数学モデル(102)において製造過程(101)が表現されるものにおいて、
パラメータ集合({x1,・・・,xn})のうち、少なくとも1種類の原材料、中間製品、最終製品及び/又は製造過程(101)に関係するけれども製造過程(101)において使用される機械には関係しない少なくとも1つの変化パラメータ(xi)が、モデル(102)においてそれぞれ1つの変化(Δxi)だけ変化され(106)、
この少なくとも1つの変化(Δxi)が最終製品の財政的価値(P)に及ぼす影響が評価される(108)
ことを特徴とする方法。
【請求項2】
評価(108)の出力に関係して、少なくとも1つの変化(Δxi)が製造過程(101)へ受け継がれる(109)、請求項1に記載の方法。
【請求項3】
繊維製造過程(101)が糸の紡糸又は巻取りであり、少なくとも1つの変化パラメータ(Δxi)が、次の集合即ち糸の単位長さ当たり又は単位時間当たりの切断数、コーミングにおけるノイルの割合、リング精紡における最終破断の数、リング精紡におけるリングトラベラの交換時間、練条機の供給速度、原綿の品質、糸にある異常の割合から選ばれる、先行する請求項の1つに記載の方法。
【請求項4】
財政的価値(P)のほかに、最終製品の品質及び/又は製造時間のような別の局面が評価に含まれる、先行する請求項の1つに記載の方法。
【請求項5】
最終製品の品質がほぼ不変であるか又は少なくとも実質的に減少されないように、変化パラメータ(xi)の選択(103)、パラメータ値(x1,・・・,xn)の選択及び/又は変化(Δxi)の選択(106)が行われる、請求項4に記載の方法。
【請求項6】
少なくとも1つの変化(Δxi)の選択(106)が、入力装置へ操作者の入力によって行われる、先行する請求項の1つに記載の方法。
【請求項7】
少なくとも1つの変化パラメータ(xi)の選択(103)及び/又は少なくとも1つの変化(Δxi)の選択(106)が、計算機により自動的に行われる、請求項1〜5の1つに記載の方法。
【請求項8】
少なくとも1つの変化(106)後に、財政的価値(P)への少なくとも1つの変化(Δxi)の影響が出力装置において出力され、評価(108)が操作者によって行われる、先行する請求項の1つに記載の方法。
【請求項9】
各入力後に、財政的価値(P)への入力された少なくとも1つの変化(Δxi)の影響が計算されて、直ちに出力される、請求項6又は8に記載の方法。
【請求項10】
評価(108)が計算器により自動的に行われる、請求項1〜7の1つに記載の方法。
【請求項11】
電子表示装置において、入力及び出力用領域(211〜215,221〜224,231,232,241,251,260)を持つ利用者インタフェース(2)が利用可能にされる、先行する請求項の1つに記載の方法。
【請求項12】
利用者インタフェース(2)がただ1つの画面ページにおいて表示される、請求項11に記載の方法。
【請求項13】
プログラム製造が計算機で行われる時、請求項1〜12の1つに記載の方法を実施するため、機械読取り可能な記憶媒体に記憶されるプログラム符号を持つ計算機プログラム。
【請求項14】
繊維設備が繊維製造過程(101)を実施するために設けられ、かつ計算機を含み、この計算機上で請求13に記載の計算機プログラム製造が行われる、繊維設備。
【請求項1】
少なくとも1種類の原材料から繊維最終製品を製造する繊維製造過程(101)を最適化する方法であって、製造過程(101)が、要素として少なくとも1つのパラメータ(x1,・・・,xn)を持つパラメータ集合({x1,・・・,xn})を含む数学モデル(102)において製造過程(101)が表現されるものにおいて、
パラメータ集合({x1,・・・,xn})のうち、少なくとも1種類の原材料、中間製品、最終製品及び/又は製造過程(101)に関係するけれども製造過程(101)において使用される機械には関係しない少なくとも1つの変化パラメータ(xi)が、モデル(102)においてそれぞれ1つの変化(Δxi)だけ変化され(106)、
この少なくとも1つの変化(Δxi)が最終製品の財政的価値(P)に及ぼす影響が評価される(108)
ことを特徴とする方法。
【請求項2】
評価(108)の出力に関係して、少なくとも1つの変化(Δxi)が製造過程(101)へ受け継がれる(109)、請求項1に記載の方法。
【請求項3】
繊維製造過程(101)が糸の紡糸又は巻取りであり、少なくとも1つの変化パラメータ(Δxi)が、次の集合即ち糸の単位長さ当たり又は単位時間当たりの切断数、コーミングにおけるノイルの割合、リング精紡における最終破断の数、リング精紡におけるリングトラベラの交換時間、練条機の供給速度、原綿の品質、糸にある異常の割合から選ばれる、先行する請求項の1つに記載の方法。
【請求項4】
財政的価値(P)のほかに、最終製品の品質及び/又は製造時間のような別の局面が評価に含まれる、先行する請求項の1つに記載の方法。
【請求項5】
最終製品の品質がほぼ不変であるか又は少なくとも実質的に減少されないように、変化パラメータ(xi)の選択(103)、パラメータ値(x1,・・・,xn)の選択及び/又は変化(Δxi)の選択(106)が行われる、請求項4に記載の方法。
【請求項6】
少なくとも1つの変化(Δxi)の選択(106)が、入力装置へ操作者の入力によって行われる、先行する請求項の1つに記載の方法。
【請求項7】
少なくとも1つの変化パラメータ(xi)の選択(103)及び/又は少なくとも1つの変化(Δxi)の選択(106)が、計算機により自動的に行われる、請求項1〜5の1つに記載の方法。
【請求項8】
少なくとも1つの変化(106)後に、財政的価値(P)への少なくとも1つの変化(Δxi)の影響が出力装置において出力され、評価(108)が操作者によって行われる、先行する請求項の1つに記載の方法。
【請求項9】
各入力後に、財政的価値(P)への入力された少なくとも1つの変化(Δxi)の影響が計算されて、直ちに出力される、請求項6又は8に記載の方法。
【請求項10】
評価(108)が計算器により自動的に行われる、請求項1〜7の1つに記載の方法。
【請求項11】
電子表示装置において、入力及び出力用領域(211〜215,221〜224,231,232,241,251,260)を持つ利用者インタフェース(2)が利用可能にされる、先行する請求項の1つに記載の方法。
【請求項12】
利用者インタフェース(2)がただ1つの画面ページにおいて表示される、請求項11に記載の方法。
【請求項13】
プログラム製造が計算機で行われる時、請求項1〜12の1つに記載の方法を実施するため、機械読取り可能な記憶媒体に記憶されるプログラム符号を持つ計算機プログラム。
【請求項14】
繊維設備が繊維製造過程(101)を実施するために設けられ、かつ計算機を含み、この計算機上で請求13に記載の計算機プログラム製造が行われる、繊維設備。
【図1】

【図2】
【図2】
【公表番号】特表2013−506059(P2013−506059A)
【公表日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願番号】特願2012−531203(P2012−531203)
【出願日】平成22年10月1日(2010.10.1)
【国際出願番号】PCT/CH2010/000239
【国際公開番号】WO2011/038525
【国際公開日】平成23年4月7日(2011.4.7)
【出願人】(503169552)ウステル・テヒノロジーズ・アクチエンゲゼルシヤフト (37)
【Fターム(参考)】
【公表日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願日】平成22年10月1日(2010.10.1)
【国際出願番号】PCT/CH2010/000239
【国際公開番号】WO2011/038525
【国際公開日】平成23年4月7日(2011.4.7)
【出願人】(503169552)ウステル・テヒノロジーズ・アクチエンゲゼルシヤフト (37)
【Fターム(参考)】
[ Back to top ]