
繊維複合材料およびそれを用いたサンドイッチ材
【課題】耐衝撃性が求められる用途および部材に好適な繊維複合材料を提供する。
【解決手段】繊維Aおよび繊維Bと、熱可塑性樹脂とを含む繊維複合材料であって、繊維Aは融点が200℃以上で引張破断ひずみが5%以上の有機繊維であり、繊維Bは200℃×10分乾熱収縮率が1%以下であり、繊維A100体積部に対し、繊維Bは10〜100体積部であり、複合材料中に繊維Aと繊維Bの絡合糸を含んでいる繊維複合材料。
【解決手段】繊維Aおよび繊維Bと、熱可塑性樹脂とを含む繊維複合材料であって、繊維Aは融点が200℃以上で引張破断ひずみが5%以上の有機繊維であり、繊維Bは200℃×10分乾熱収縮率が1%以下であり、繊維A100体積部に対し、繊維Bは10〜100体積部であり、複合材料中に繊維Aと繊維Bの絡合糸を含んでいる繊維複合材料。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、有機繊維と熱可塑性樹脂とを含む繊維複合材料に関し、特に耐衝撃性が求められる用途および部材に好適な繊維複合材料、および該繊維複合材料をコア材とするサンドイッチ材に関する。
【背景技術】
【0002】
プラスチック、特に熱可塑性樹脂は様々な成形方法による加工が可能であり、今日の我々の生活には欠かせない材料である。しかし、熱可塑性樹脂の柔軟性は、場合によっては強度や剛性の低さに繋がり、高強度、高剛性を要求される用途においては、ガラス繊維や炭素繊維など無機繊維の短繊維による補強が行われてきた。しかし、有機物である熱可塑性樹脂と無機物のガラス繊維などの複合化はリサイクルが困難であり、廃棄面の課題があった。また、ガラス繊維は高比重であるために重く、軽量化には適さないという課題があった。更に、無機繊維による補強は、複合材料の強度や剛性の向上には有効なものの、耐衝撃性などの性能についてはさほど効果がなかった。
【0003】
そこで、熱可塑性樹脂と有機繊維による複合化の検討が行われている。例えば、特許文献1では、強度を改良するために、押し出し機から排出した溶融状態の熱可塑性樹脂に引き揃えた長繊維状の有機繊維をローラーで押し込みながら複合化する技術が開示されている。また、特許文献2では、引張弾性率1GPa未満、伸度300%以上の熱可塑性エラストマーとシルク繊維の布帛を複合化することにより、樹脂組成物の耐衝撃性を改良する技術が開示されている。
一方、ラテックスなどのゴムやEPDM(エチレン−プロピレン共重合体)などの熱可塑性エラストマーを有機繊維で補強したゴム資材がタイヤ、ホース、ベルトなどの用途で使用されている。
【0004】
また、特許文献1にも記載されているように、複合材料の強度などは有機繊維の効果で改善することが出来る。有機繊維の大きな特徴の一つに高い衝撃吸収性能があげられるが、特許文献1では、この点に関し検討されていなかった。特許文献2では、シルク繊維を用いて複合材料の耐衝撃性を改善しているが、シルク繊維は天然繊維であるために生産性に課題があり、高価であるためにコストなどの経済性についても課題があった。シルク繊維などの天然繊維は合成繊維と比較して、一般に強度が低いという課題もあった。
また、ゴムや熱可塑性エラストマーを有機繊維で補強した複合材料は、マトリックスであるゴムや熱可塑性エラストマーが柔軟であるため、耐衝撃性には問題ないが、剛性が低いといった問題があった。
【0005】
そこで、本発明者らは主にポリエステル繊維の撚糸コードもしくは撚糸コードで構成される織編物と熱可塑性樹脂とからなる複合材料は衝撃吸収性が優れたものであり、このような複合材料をコア層とし、高剛性素材をスキン層としたサンドイッチ材は、耐衝撃性と高い剛性を兼ね備えた材料となることを見出した。
ポリエステル繊維は、比較的安価で強度伸度のバランスが優れるため高い衝撃吸収性を示すが、熱可塑性樹脂と複合化するために加熱されることによって、繊維自体が収縮してしまい成形時の寸法制御が困難であった。特に、ポリエステル繊維熱可塑性樹脂複合材料をコア層とし、高剛性素材をスキン層としたサンドイッチ材は、スキン層とコア層での収縮差が大きく、これが原因で成型品にしわ跡が残ったり、板厚にムラが生じるなどの問題があった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2002−144395号公報
【特許文献2】特表2009−530469号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、上記課題に鑑みてなされた有機繊維コンポジットおよびそれを用いたサンドイッチ構造であり、詳しくは、エネルギー吸収性能が高く、熱寸法安定性が高いため成形時の寸法制御が容易となるコンポジット材料を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明者らは、上記課題を解決するために鋭意検討を進めた結果、融点が200℃以上で引張破断ひずみが5%以上の有機繊維である繊維Aと、200℃×10分乾熱収縮率が1%以下の繊維Bとを熱可塑性樹脂と複合化し、繊維Aと繊維Bの絡合糸を含むことで、高いエネルギー吸収性能と、高い熱寸法安定性を両立したコンポジット材料となることを見出した。
更にこのコンポジット材料をコア層とし、高剛性材料をスキン層としたサンドイッチ材は上記特性に加え、優れた曲げ剛性も兼ね備える材料であることを見出し、本発明に至った。
【発明の効果】
【0009】
本発明によれば、非金属材料から構成されるため軽量で、エネルギー吸収性能と良好な成形性を併せ持った材料であるため、自動車等の衝突安全性を高めるために設置される衝撃吸収部材として有用である。
【図面の簡単な説明】
【0010】
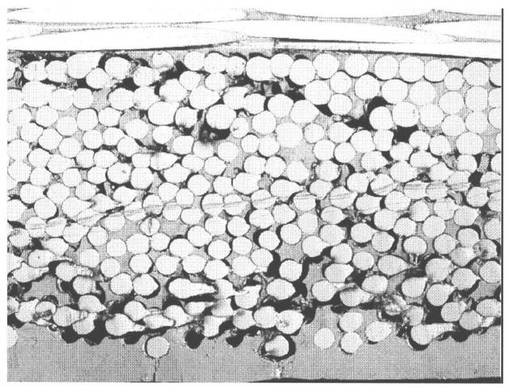
【図1】複合材料の断面写真の一例(繊維Aの繊維束内においてマトリクス樹脂の未含浸部分がある状態)
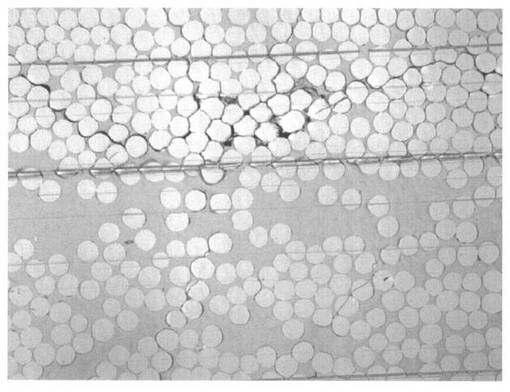
【図2】複合材料の断面写真の一例(繊維Aの繊維束内においてマトリクス樹脂が含浸されている状態)
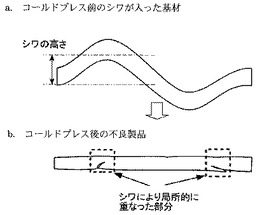
【図3】成形用基材のシワにより成形不良が生じることの説明図
【発明を実施するための形態】
【0011】
本発明は、繊維Aおよび繊維Bと、熱可塑性樹脂とを含む複合材料であって、繊維Aは融点が200℃以上で引張破断ひずみが5%以上の有機繊維であり、繊維Bは200℃×10分乾熱収縮率が1%以下であり、繊維A100体積部に対し、繊維Bは10〜100体積部であり、複合材料中に繊維Aと繊維Bの絡合糸を含んでいる複合材料である。以下、本発明の複合材料について説明する。
【0012】
[繊維A]
本発明における繊維Aとは、引張破断ひずみが5%以上であって融点が200℃以上の有機繊維を指す。材料が吸収するエネルギーは、その材料が受け持った荷重とその材料の変形量とに起因する。したがって、材料のエネルギー吸収量を増大させる際には、材料自体の強度と破断ひずみを増大させる必要がある。しかしながら、材料強度のみが高く破断ひずみが小さいと、衝撃荷重が過度に大きくなり材料の支持材や相手材に大きな損傷を与えてしまい、逆に破断ひずみが大きく強度が低いとより多くの材料が必要となり、重量が増加してしまうなど実用上不具合が発生する。したがって、繊維Aとしては、両者がバランス良く高いレベルである引張破断ひずみが5%以上の有機繊維が有効である。
【0013】
一方で、複合材料のマトリックスとなる熱可塑性樹脂の中で特に有用な樹脂の成形温度は、例外を除いて170℃以上であるので、繊維Aは融点が200℃以上のものを用いる。複合材料の補強繊維の融点が成形温度以下であると熱可塑性樹脂とともに溶融してしまい複合材料が得られなくなる。また、成形工程において、補強繊維が大きく熱劣化することは強化材として好ましくない。一般に、融点付近では有機繊維内のポリマーの配向や結晶が緩和されやすいことから、繊維Aの融点は成形温度より10℃以上高いことが好ましい。繊維Aの融点は、成形温度より20℃以上高ければより好ましい。
【0014】
また、熱可塑性樹脂の中で最も多く使用されているポリオレフィンなどが属する汎用プラスチックの成形温度は通常170℃以上であるが、より耐熱性が高いポリアミド、ポリカーボネート、ポリエステルなどのエンジニアリングプラスチックの成形温度は230℃以上である。これより、本発明で使用する繊維Aの融点は250℃以上であれば、汎用プラスチックだけでなくエンジニアリングプラスチックにも使用することができ、より好ましい。ここで融点が200℃以上とは、200℃未満で溶融しないという意味である。
【0015】
このような繊維Aとしては、例えばポリエーテルエーテルケトン繊維、ポリフェニレンサルファイド繊維、ポリエーテルスルホン繊維、ポリエステル繊維、脂肪族ポリアミド繊維、ポリビニルアルコール繊維、ポリパラフェニレンイソフタルアミド繊維などが挙げられ、この中でもポリエステル繊維、ポリアミド繊維、ポリビニルアルコール繊維が力学特性や耐熱性などの物性と価格とのバランスが取れていて好ましく、この中でもポリエステル繊維またはナイロン繊維が特に好ましい。
【0016】
ポリエステル繊維の骨格としては、ポリアルキレンナフタレンジカルボキシレート、ポリアルキレンテレフタレート、ポリ乳酸、なかでもステレオコンプレックス型ポリ乳酸などが挙げられる。これらの中でも、融点が250℃以上であるポリアルキレンナフタレンジカルボキシレートとポリアルキレンテレフタレートが好ましい。これらは単独で用いても、2種類以上を混合しても、共重合して用いてもよい。
【0017】
ポリアルキレンナフタレンジカルボキシレートとしては、アルキレン−2,6−ナフタレンジカルボキシレートまたはアルキレン−2,7−ナフタレンジカルボキシレートを主たる繰り返し単位とするポリエステルが好ましい。ポリエステル中のアルキレンナフタレンジカルボキシレートの含有量は、好ましくは90モル%以上、より好ましくは95モル%以上、さらに好ましくは96〜100モル%以上である。アルキレン基としては、脂肪族アルキレン基、脂環族アルキレン基いずれでもよいが、炭素数2〜4のアルキレン基が好ましく、ポリアルキレンナフタレンジカルボキシレートは、好ましくはポリエチレンナフタレンジカルボキシレート、より好ましくはポリエチレン−2,6−ナフタレンジカルボキシレートである。
【0018】
ポリアルキレンテレフタレートとしては、アルキレン−テレフタレートを主たる繰り返し単位とするポリエステルが好ましい。ポリエステル中のアルキレンテレフタレートの含有量は、好ましくは90モル%以上、より好ましくは95モル%以上、さらに好ましくは96〜100モル%である。アルキレン基としては、脂肪族アルキレン基、脂環族アルキレン基いずれでもよいが、炭素数2〜4のアルキレン基が好ましく、ポリアルキレンテレフタレートは、ポリエチレンテレフタレートであることが好ましい。
【0019】
ポリエステル繊維の全繰り返し単位中には、本発明の目的を損なわない範囲で第三成分を含んでいても差し支えない。かかる第三成分としては(a)2個のエステル形成性官能基を有する化合物、例えばシュウ酸、コハク酸、セバシン酸、ダイマー酸などの脂肪族ジカルボン酸、シクロプロパンジカルボン酸、ヘキサヒドロテレフタル酸などの脂環族ジカルボン酸、フタル酸、イソフタル酸、ナフタレン−2,7−ジカルボン酸、ジフェニルカルボン酸などの芳香族ジカルボン酸、ジフェニルエーテルジカルボン酸、ジフェニルスルホン酸、ジフェノキシエタンジカルボン酸、3,5−ジカルボキシベンゼンスルホン酸ナトリウムなどのカルボン酸、グリコール酸、p−オキシ安息香酸、p−オキシエトキシ安息香酸などのオキシカルボン酸、プロピレングリコール、トリメチレングリコール、ジエチレングリコール、テトラメチレングリコール、ヘキサメチレングリコール、ネオペンチレングリコール、p−キシレングリコール、1,4−シクロヘキサンジメタノール、ビスフェノールA、p,p’−ジヒドロキシフェニルスルホン、1,4−ビス(β−ヒドロキシエトキシ)ベンゼン、2,2−ビス(p−β−ヒドロキシエトキシフェニル)プロパン、ポリアルキレングリコールなどのオキシ化合物、それらの機能的誘導体、前記カルボン酸、オキシカルボン酸、オキシ化合物またはそれらの機能的誘導体から誘導される高重合度化合物や、(b)1個のエステル形成性官能基を有する化合物、例えば安息香酸、ベンジルオキシ安息香酸、メトキシポリアルキレングリコールなどが挙げられる。さらに(c)3個以上のエステル形成性官能基を有する化合物、例えばグリセリン、ペンタエリストール、トリメチロールプロパンなども、重合体が実質的に線状である範囲内で使用可能である。またこれらのポリエステル中には、二酸化チタンなどの艶消し剤、リン酸、亜リン酸、それらのエステルなどの安定剤が含まれても良い。
【0020】
ナイロン繊維としてはナイロン66、ナイロン6、ポリアミド46樹脂、ポリアミド610樹脂、などの脂肪族ポリアミドからなるものが挙げられる。これらは単独で用いても、2種類以上を混合して用いてもよい。これらの中でも汎用性に優れ、安価なナイロン66又はナイロン6繊維が好ましく、融点が250℃以上であるナイロン66繊維がより好ましい。
【0021】
本発明における繊維Aは連続長を有するものが好ましく、これに組合わせて不連続長の繊維を用いても良い。
繊維Aの形態は、撚糸コード、または撚糸コードで構成される織物あるいは編物であることが好ましい。
【0022】
本発明に使用する繊維Aはマルチフィラメントであることが好ましい。一般に、有機繊維には、比較的太い単糸1本で商品となるモノフィラメントと、比較的細い複数の単糸で構成され、束状となっているマルチフィラメントがある。モノフィラメントは生産性が低いことから高価なため、スクリーン紗などの特殊用途で使用され、一般の衣料、産業資材用途にはマルチフィラメントが使用される。本発明の複合材料には、比較的安価なマルチフィラメントが好ましい。マルチフィラメントを構成する単糸の本数は2本から10000本が好ましく、50本から5000本がより好ましい。更には、100本から1000本がより好ましい。単糸本数が10000本を超えると、生産が困難であると共に、マルチフィラメントとしての繊維の取り扱い性が著しく悪くなる。
【0023】
本発明に使用する繊維Aマルチフィラメントの総繊度は100dtexから10000dtexが好ましく、200dtexから8000dtexがより好ましい。更には、500dtexから5000dtexがより好ましい。繊度が100dtexより小さくなると、糸自体の強力が小さくなるために複合材料への補強効果が得られにくい。繊度が10000dtexより大きくなると、糸の製造が困難となる。
【0024】
本発明において、繊維Aマルチフィラメントを構成する単糸の繊度は1〜30dtexであることが好ましく、さらには上限値としては25dtex以下、特には20dtex以下であることが好ましい。また下限値としては1.5dtex以上であることが好ましい。もっとも好ましくは2〜20dtexの範囲である。このような範囲にあることにより、本発明の目的を達成しやすくなる。単糸繊度が1dtex未満では製糸性に問題が生じる傾向にあり、繊度が大きすぎると繊維/樹脂間の界面強度が低下し、複合材料の物性が低下する傾向にある。
【0025】
本発明で使用する繊維Aの引張強度は6〜11cN/dtexであることが好ましい。さらに好ましくは7〜10cN/dtexである。6cN/dtex未満では、得られる複合材料の強度が低すぎる傾向にある。
さらに本発明の繊維Aは、180℃×30分乾熱収縮率が20%以下であることが好ましい。さらに好ましくは18%以下である。20%を超えると成形加工時の熱による繊維の寸法変化が大きくなり、補強樹脂の成形形状に不良が発生しやすくなる傾向にある。
【0026】
また、樹脂成形品の特性を高める目的で、適切な処理剤で繊維表面を処理しても良い。この場合、繊維の表面に、該繊維100重量部に対して、表面処理剤が0.1〜10重量部、好ましくは0.1〜3重量部付着させたらよい。表面処理剤は、熱可塑性樹脂の種類に応じて適宜、選定したらよい。
【0027】
[繊維B]
本発明における繊維Bとは、200℃×10分乾熱収縮率が1%以下の繊維素材を指す。ここでいう乾熱収縮率とは、JIS L1013等で規定されており、繊維を所定の温度で所定の時間暴露させたときの繊維軸方向の寸法変化であり、本発明では上述のように熱可塑性樹脂の成形温度を勘案した熱暴露条件として200℃×10分とした。繊維Aの熱収縮特性は繊維の種類、製造方法などによって様々であるが、200℃×10分の乾熱収縮率は、例外を除いて、概ね5%以上である。繊維Bは繊維Aの熱収縮を抑制する役割として機能するため、繊維Aよりも熱収縮が小さい必要があり、本発明の熱寸法安定成分においては、少なくとも1%以下である必要がある。
【0028】
このような、繊維Bとしては、ポリパラフェニレンテレフタルアミド繊維、ポリパラフェニレンイソフタルアミド繊維、ポリ(パラフェニレン)−コポリ(3,4−ジフェニルエーテル)テレフタルアミド繊維などのアラミド繊維、ポリベンザゾール繊維、ポリアリレート繊維、ポリイミド繊維、ポリケトン繊維などの熱寸法安定性の高い有機繊維、炭素繊維、ガラス繊維、アルミナ繊維、玄武岩繊維などのセラミック繊維、スチール繊維、アルミニウム繊維などの金属繊維などがあげられるが、金属繊維は比重が大きく、複合材料自体の重量が増加してしまうため好ましくない。軽量性の観点から、熱寸法安定性の高い有機繊維、セラミック繊維が好ましく、中でも比較的引張破断ひずみが大きくエネルギー吸収性能が高い熱寸法安定性の高い有機繊維がより好ましい。
【0029】
本発明における繊維Bは連続長を有するものが好ましく、これに組合わせて不連続長の繊維を用いても良い。
本発明に使用する繊維Bは、マルチフィラメントであることが好ましい。
本発明に使用する繊維Bマルチフィラメントの総繊度は繊維Aマルチフィラメントの総繊度との兼ね合いで適宜選択可能であるが、100dtexから20000dtexが好ましく、200dtexから10000dtexがより好ましく、500dtexから5000dtexが更に好ましい。繊度が100dtexより小さくなると、繊維Aの熱収縮を十分に抑制しにくく、総繊度が20000dtexより大きくなると、糸の製造が困難となる。
【0030】
本発明において、繊維Bを構成する単糸の繊度も繊維Aとの兼ね合いで適宜選択可能であるが、0.5〜30dtexであることが好ましく、さらには上限値としては25dtex以下、特には20dtex以下であることが好ましい。また下限値としては1.0dtex以上であることが好ましい。もっとも好ましくは1.5〜20dtexの範囲である。このような範囲にあることにより、本発明の目的を達成しやすくなる。単糸繊度が0.5dtex未満では製糸性に問題が生じる傾向にあり、繊度が大きすぎると繊維/樹脂間の界面強度が低下し、複合材料の物性が低下する傾向にある。
【0031】
[繊維Aと繊維Bの絡合]
本発明における繊維Aと繊維Bは互いに絡合していることが好ましく、複合材料中に繊維Aと繊維Bの絡合糸を含んでいる。ここでいう絡合とは、繊維Aと繊維Bが互いに絡まり複合している状態を指し、このような絡合糸を得る方法としては、公知の設備を用いたインターレース加工、タスラン加工、複合仮撚り加工、ストレッチブレーキング加工、後述する撚糸加工などが挙げられるが、後述するように、繊維Aは予め撚りをかけて熱可塑性樹脂の含浸状態を制御する場合があるため、絡合糸を作成する際も撚糸加工が好ましい。繊維Aの熱収縮を抑制するためには、繊維Aと繊維Bを単純に並列させるよりも、互いが絡合状態で複合しているほうが熱収縮の抑制効果が高い。また、これらの加工法では、繊維Aと繊維Bとに行路差を生じさせることも可能であり、これによって熱寸法安定性及びエネルギー吸収性能を適宜調整することが可能である。具体的には、撚糸加工において、芯糸として繊維Aを鞘糸として繊維Bを用いた諸撚り糸、いわゆる壁撚り糸にすることで、容易に得ることができる。
【0032】
絡合糸中の繊維Aと繊維Bの割合は、熱収縮の抑制効果とエネルギー吸収性能の兼ね合いで適宜選択可能であるが、引張破断ひずみが低い繊維Bを過度に使用するとエネルギー吸収性能が阻害されるため、両者の割合は、繊維Aが100体積部に対し、繊維Bが10〜100体積部が好ましく、20〜80体積部がより好ましい。
複合材料中の繊維Aと繊維Bの絡合糸の割合は、繊維全体を100体積部とすると50〜90体積部であることが好ましい。
【0033】
[撚糸]
本発明の繊維Aの形態は、撚りを掛けた撚糸コード、またはこの撚糸コードで構成される織物あるいは編物であることが好ましい。撚りが施されることで繊維束が締まり、繊維束内部への樹脂の含浸が抑えられる。樹脂の含浸については詳しくは後述するが、この繊維Aがマルチフィラメントであって、その繊維束間は実質的に熱可塑性樹脂が含浸していることが好ましく、また有機繊維の繊維束内部は、実質的に熱可塑性樹脂が未含浸であることが好ましい。
【0034】
繊維Aがマルチフィラメントの場合、製糸メーカーから供給された原糸は無撚りの状態であるため、この原糸をそのまま加工する際には単糸の引き揃えが乱れ、繊維の性能が十分に発現できないおそれがある。また、無撚りの糸は収束性が低いためにハンドリングが悪い。このような糸の引き揃えやハンドリング性を改善するために、繊維に撚りを加えることは有効である。また、原糸に撚りを加えた撚糸コードは、原糸よりも伸度が高くなること、屈曲疲労性が高くなることなどから耐衝撃性に関して有効である。また、撚糸コードとすることによりマルチフィラメントを構成する単糸を最密充填化できる。
【0035】
撚り構成には特に限定はなく、マルチフィラメントに1度だけ撚りを施す片撚りでも良く、2本以上の糸を使用し、下撚りと上撚りで構成される諸撚りでも良い。糸の強度や取り扱い性を考慮すると、スナールの発生を抑制しやすい諸撚りが好ましく、下撚りと上撚りのそれぞれの構成本数は求める物性に合わせて、適宜設定して良い。また、上述したように諸撚りの際には、片方を繊維Aとし、もう片方を繊維Bとした複合撚糸としても良く、このときの繊維Bも繊維A同様に下撚りを施したものを用いてもよい。繊維の撚数は、1mあたり1回〜1000回、好ましくは10〜1000回の範囲で規定される。この中で、撚糸コードの強度と伸度の積であるタフネスを考えると、1mあたりの撚数は30回から700回が好ましく、50回から500回がより好ましい。撚数が1000回を超えると、撚糸コードの強度が下がりすぎるので複合材料の補強効果を考慮すると好ましくない。また、撚数が1000回を超えると生産性も極端に悪くなる。上記の撚数範囲で下撚りと上撚りの回数は設定されるが、スナールの抑制を考慮すると、下撚りと上撚りは撚り係数を合わせて撚数を設定することが好ましい。また、タイヤコードに使用されているように下撚りと上撚りの回数を同数とするバランス撚りとすることも撚糸コードの耐久性の面で好ましい。
【0036】
本発明において、繊維A及び絡合糸の形態としては、繊維に撚りを施した撚糸コードをそのまま複数本引き揃えて一方向材として用いても、織物や編物などの布帛形態、すなわち二方向材としても使用可能である。本発明の複合材料は一方向材、二方向材それぞれ、用いる形態により適宜選択することができる。撚糸コードは原糸の繊度、撚り数、およびコードの間隔等により規定されるが、好ましい撚糸コードの一層の目付けとしては30〜1000g/m2であり、より好ましくは50〜600g/m2である。撚糸コードの一層の目付が30g/m2より小さくなると、必要なエネルギー吸収性能が得られない。逆に、1000g/m2より大きくなると繊維束間に樹脂が入りにくくなったり、複合材料が重くなりすぎる傾向となる。また、一方向材及び二方向材を形成する際、構成する繊維はすべてが絡合糸としても良いし、繊維Aのみの撚糸コードと絡合糸を適宜組み合わせても良い。このとき、両者の割合としては、絡合糸中の繊維Aと繊維Bの割合も考慮する必要があるが、概ね、絡合糸100体積部に対し、繊維Aが0〜50体積部が好ましく、5〜25体積部がより好ましい。繊維Aのみの撚糸コードが50体積部以上となる場合は、複合材料中における繊維Bの割合が極端に少なくなってしまうため、熱寸法安定性が損なわれる。
【0037】
織物における織り組織としては、平織り、綾織り、朱子織りなどを挙げることができる。その中でも、繊維Aの繊維束間に樹脂が含浸しやすい平織りが好適である。織物の経糸密度は、繊維束間の樹脂の含浸性を考慮すると2.5cmあたり5本から50本が好ましく、10本から40本がより好ましい。経糸密度が5本より少なくなると、糸が動きやすくなるために目開きが起きやすくなり、織物の取り扱い性が著しく悪くなる。経糸密度が50本より多くなると繊維束間が狭くなりすぎて繊維束間へ樹脂が浸透しにくくなり、目的の複合材料が得られなくなる。織物の緯糸密度は繊維束間の樹脂の含浸性などを考慮すると2.5cmあたり1本から50本が好ましく、1本から40本がより好ましい。織物の中には、織物性能は経糸に委ね、緯糸は経糸の極端な目開きを抑制するために使用されている簾織物もある。このような簾織物はタイヤコードなどに使用されており、緯糸が極端に少ない織物であるが、本発明においても適用可能である。これより、2.5cmあたりの緯糸密度は1本以上あれば良い。これに対し、経糸密度が多くなりすぎて50本以上となると繊維束間が狭くなりすぎて繊維束間へ樹脂が浸透しにくくなり、目的の複合材料が得られなくなる。経糸と緯糸の密度は、上記の範囲内であれば同一、アンバランスのどちらでも構わない。織物の目付、すなわち複合材料中の繊維織物一層の目付けは、繊維束間の樹脂の含浸性を考慮すると1m2あたり30gから500gが好ましく、50gから400gがより好ましい。目付が30gより少なくなると、織物強度が低下するため複合材料への補強効果が得られなくなる。目付が500gより多くなると、繊維束間が狭くなって繊維束間へ樹脂が含浸しにくくなり、目的の複合材料が得られなくなる。
【0038】
編物における編み組織としては、たて編み、よこ編み、ラッセル編みなどを挙げることができる。その中でも、編物の強度を考えると、より強靭な組織としやすいラッセル編みが好適である。編物とした場合の目付け、すなわち複合材料中の繊維編物一層の目付は、繊維束間の樹脂の含浸性を考慮すると1m2あたり30gから500gが好ましく、50gから400gがより好ましい。目付が30gより少なくなると、編物強度が低下するため複合材料への補強効果が得られなくなる。目付が500gより多くなると、繊維束間が狭くなって繊維束間へ樹脂が含浸しにくくなり、目的の複合材料が得られなくなる。
【0039】
[繊維への樹脂含浸]
本発明では、繊維A、繊維Bおよび両者の絡合糸からなる繊維成分の繊維束間に樹脂が含浸しているが、繊維Aの繊維束内には樹脂が含浸していない部分を有するもの、すなわち繊維Aでは繊維束内の含浸度が低いものが好ましい。繊維Aの繊維束内部は、実質的に熱可塑性樹脂が未含浸とすることで、より良好な物性が得られている。本発明の複合材料において、繊維A及び絡合糸の繊維束間は実質的に熱可塑性樹脂が含浸した構造であることが好ましい。繊維束間が樹脂で十分に満たされていないと、繊維束間にボイドが残る状態となるため、複合材料の強度が低下する。本発明において、繊維束間が実質的に樹脂が含浸した構造とは、繊維束間のボイド率が10%以下であることを指す。その検証は、体積が算出可能な試料の重量を秤量することや断面の顕微鏡観察によって実施することができる。
【0040】
また、本発明の複合材料において、繊維Aの繊維束内部は実質的に熱可塑性樹脂が含浸していても未含浸であっても良いが、耐衝撃性を考慮すると、材料中で繊維には多少自由度がある方がエネルギー吸収に有効であると考えられることから、繊維Aの繊維束内部は実質的に樹脂が未含浸である方がより好ましい。本発明において、マルチフィラメントである繊維Aの繊維束内部が実質的に樹脂未含浸であるということは、繊維束間のボイド率が10%以下の複合材料中で、繊維Aの繊維束内部への樹脂浸透率が50%以下であることを指す。
【0041】
その検証は、複合材料から取り出した繊維Aから、マルチフィラメントを構成する単糸をどの程度取り出せるか、すなわち遊離単糸率を算出することにより判断できる。例えば、250本の単糸から構成される繊維Aの場合、150本の遊離単糸を取り出せるのであれば遊離単糸率は60%となり、樹脂含浸率は残りの40%ということとなる。また、電子顕微鏡や光学顕微鏡などの顕微鏡観察によっても樹脂含浸率は確認でき、具体的には複合材料の断面における空隙部面積の割合より求めることができる。
【0042】
本発明の複合材料における繊維束内部へマトリクス樹脂の未含浸部分がある状態の断面写真の一例を図1に、繊維束内部にマトリクス樹脂が含浸し、繊維とマトリクス樹脂の密着が良好な状態の複合材料の断面写真の一例を図2に示す。写真中に複数観察される丸形状は繊維Aの単糸断面の輪郭であり、丸が密に集まって見えるものが繊維束である。丸の外側に白く見えているのは熱可塑性樹脂であり、黒く見えているのは空隙部である。図1では繊維束内部にボイドが観察されており、図2では繊維束内部に熱可塑性樹脂が入り込んでいるのが観察される。
【0043】
上記のような構造とすることにより、複合材料の強度は繊維A、繊維Bおよび両者の絡合糸からなる繊維成分と繊維束間の熱可塑性樹脂によって保つことができる。また、複合材料中で繊維A、厳密には繊維を構成する単糸には変形や動きの自由度があることから、複合材料が受けた衝撃を、破壊も伴うこれらの自由度によって吸収することが可能となり、耐衝撃性に優れた材料となる。
【0044】
繊維束内部への樹脂浸透程度は、上述の撚糸、織物、編物構成に加え、熱可塑性樹脂の種類の選択、また後述するとおり繊維束間への樹脂の含浸工程における成形の圧力、熱可塑性樹脂の温度等により制御できる。一方で繊維Aの繊維束に熱硬化性樹脂を含浸させ複合材料を得た場合は、硬化前の熱硬化性樹脂は低粘度のために繊維束内部にまで樹脂が含浸されることから、物性が低下、例えば耐衝撃性が低くなる。
【0045】
[複合材料]
本発明は繊維A、繊維Bおよび両者の絡合糸からなる繊維成分と熱可塑性樹脂とからなる複合材料である。本発明において、繊維成分と熱可塑性樹脂の組成比は、体積比で繊維成分100部に対し、熱可塑性樹脂は20部から900部であることが好ましく、より好ましくは25部から400部である。繊維成分100部に対する熱可塑性樹脂の割合が20部より少なくなると、繊維成分の繊維束間がボイドだらけとなり複合材料の力学的強度が大きく低下する。逆に、900部より多くなると繊維成分の補強効果が十分に発現しなくなる。
【0046】
複合材料中の厚み10mm当たりの繊維成分の目付量は、1000〜12000g/m2であることが好ましい。より好ましくは2000〜10000g/m2である。繊維成分の目付量が1000g/m2より小さくなると必要なエネルギー吸収性能が発現しにくくなる。逆に、12000g/m2より大きくなると繊維成分の繊維束間にボイドが発生しやすく、複合材料の力学的強度が大きく低下するおそれがある。
【0047】
[熱可塑性樹脂]
本発明の複合材料は、耐衝撃性と共に高強度、高弾性を併せ持つことを目的とすることから、マトリックスは一般の熱可塑性樹脂であることが好ましく、熱可塑性エラストマーやゴムなどの弾性体は適さない。その目安としては、マトリックスの熱変形温度が80℃以上であることが好ましい。熱変形性の指標としては荷重たわみ温度を用いる。
【0048】
本発明の複合材料を構成する熱可塑性樹脂としては、例えば塩化ビニル樹脂、塩化ビニリデン樹脂、酢酸ビニル樹脂、ポリビニルアルコール樹脂、ポリスチレン樹脂、アクリロニトリル−スチレン樹脂(AS樹脂)、アクリロニトリル−ブタジエン−スチレン樹脂(ABS樹脂)、アクリル樹脂、メタクリル樹脂、ポリエチレン樹脂、ポリプロピレン樹脂、ポリアミド6樹脂、ポリアミド11樹脂、ポリアミド12樹脂、ポリアミド46樹脂、ポリアミド66樹脂、ポリアミド610樹脂、ポリアセタール樹脂、ポリカーボネート樹脂、ポリエチレンテレフタレート樹脂、ポリエチレンナフタレート樹脂、ボリブチレンテレフタレート樹脂、ポリアリレート樹脂、ポリフェニレンエーテル樹脂、ポリフェニレンスルフィド樹脂、ポリスルホン樹脂、ポリエーテルスルホン樹脂、ポリエーテルエーテルケトン樹脂などが挙げられる。
【0049】
この中でも、塩化ビニル樹脂、ポリスチレン樹脂、ABS樹脂、ポリエチレン樹脂、ポリプロピレン樹脂、ポリアミド6樹脂、ポリアミド66樹脂、ポリアセタール樹脂、ポリカーボネート樹脂、ポリエチレンテレフタレート樹脂、ポリエチレンナフタレート樹脂、ボリブチレンテレフタレート樹脂、ポリアリレート樹脂がより好ましく、特に好ましいのは、ポリプロピレン樹脂、ポリエチレンテレフタレート樹脂、ポリカーボネート樹脂、ポリアミド6樹脂、ポリアミド66樹脂である。
【0050】
[製造方法]
本発明の複合材料からなる成形体の好ましい製造方法は、繊維A、繊維Bおよび両者の絡合糸からなる繊維成分の繊維束間への樹脂の含浸による複合化、および得られた複合材料の賦形で構成される。
【0051】
繊維束間への樹脂の含浸方法は特に限定されず、使用する繊維成分の形態に応じて適宜、選定すればよい。例えば、繊維成分が織物や編物などの布帛形態の場合、プレス成形機や真空成形機などを用いて、熱可塑性樹脂が溶融し、繊維成分が溶融しない温度で、積層した織物・編物と樹脂フィルム・不織布を加圧または減圧することにより、繊維束間に熱可塑性樹脂が含浸した複合材料を得ることができる。また、上記のプレス成形や真空成形のほかに、押し出し成形や引抜き成形によっても繊維束間に熱可塑性樹脂が含浸した複合材料を得ることができる。例えば、クリールスタンドに仕立てた複数本の繊維成分を一定テンション下で繰出しながら、糸ガイドを用いて引き揃え、引抜き成形機の含浸ダイに導入する。ここで、繊維成分間に溶融樹脂を含浸させた後、含浸ダイから引抜いて冷却することにより、連続繊維のUDシートを得ることができる。
【0052】
賦形方法にも特に限定はなく、繊維束間へ樹脂を含浸させる際に同時に行っても良く、いったん繊維束間へ樹脂を含浸させた後に改めて賦形しても良い。樹脂含浸と賦形を同時に行う場合には、所望の形状が得られる金型を利用すれば容易に成形体を得ることができる。樹脂含浸と賦形を分けて行う場合にも、所望形状の型枠などを利用すれば比較的容易に賦形することができる。
このように賦形方法を工夫することにより、大型・平面・薄物部材から小型・複雑形状部材まで作製することができる。成形体の形状としては、平板のほかにコルゲート、トラス、ハニカムなどの三次元形態が挙げられる。
【0053】
繊維成分の繊維束間および繊維束内部への樹脂含浸のコントロールは上記の撚糸、織物、編物構成や熱可塑性樹脂の種類選択に加え、成形条件で適宜調整する。一般に、成形温度や圧力を高めれば、樹脂の溶融粘度が低下するために樹脂の浸透性が増す。温度は、樹脂が結晶性樹脂の場合には融点温度から融点温度+50℃、樹脂が非晶性樹脂の場合にはガラス転移温度から融点+50℃の範囲が好ましい。圧力は0.01MPaから20MPaの範囲、時間は30秒から1時間程度の範囲が好ましい。
【0054】
繊維成分と熱可塑性樹脂の組み合わせは、使用する樹脂が結晶性樹脂の場合には、繊維成分の融点は樹脂の融点より10℃以上高いことが好ましい。また、使用する樹脂が非晶性樹脂の場合には、繊維成分の融点は樹脂のガラス転移温度より10℃以上高いことが好ましい。この観点で、繊維Aはポリエステル繊維またはナイロン繊維であって、熱可塑性樹脂がポリプロピレン樹脂、ポリエチレンテレフタレート樹脂、ポリカーボネート樹脂、ポリアミド6樹脂、またはポリアミド66樹脂の組み合わせが好ましい。
【0055】
[衝撃吸収性]
本発明の複合材料は試験速度11m/sec、試験片押え治具の開口部径40mm、直径10mmストライカーによる高速打抜試験における吸収エネルギーが10J以上であることを特徴とする。より好ましくは吸収エネルギーが12J以上である。上述のとおり、有機繊維の種類、目付け量、マトリクスの熱可塑性樹脂、繊維束間の含浸程度、および繊維束内部の含浸程度より所望のエネルギー吸収性能を有する複合材料とすることができる。吸収エネルギーの上限は実質500Jである。
【0056】
[サンドイッチ材]
本発明はさらに、上記の複合材料をコア材とするサンドイッチ材を包含する。本発明のサンドイッチ材は、上記の複合材料を衝撃吸収材としてコア材に用い、スキン層と組み合わせることにより構成される。スキン材としては高剛性材が好ましいが、これについては後述する。スキン材とコア材との体積比は、スキン材100部に対し、コア材が40〜9900部であることが好ましい。より好ましくはスキン材100部に対し、コア材が100〜1000部である。スキン材100部に対するコア材の体積が40部より小さくなると、サンドイッチ材の強度や剛性は高いものの十分な衝撃吸収性が発現しにくくなる。逆に、スキン材100部に対するコア材の体積が9900部より大きくなると、強度や剛性はコア材単独の場合と大差ないレベルに留まり、手間を掛けて敢えてサンドイッチ材とする必要がなくなる。
【0057】
[スキン材]
サンドイッチ材におけるスキン材は下記式(1)で定義される比弾性(E)が2.5以上の強化繊維を含む繊維強化複合材料からなる高剛性材であることが好ましい。
E=M/D/9.8 (1)
ここで、Eは比弾性、Mは繊維の弾性率(MPa)、Dは繊維の密度(g/cm3)である。
このような強化繊維の具体例としては、ガラス繊維、炭素繊維、スチール繊維(ステンレス繊維)、セラミック繊維などの無機繊維、およびアラミド繊維などが挙げられる。この中でも、汎用性や取扱い性からガラス繊維、炭素繊維、アラミド繊維が好ましい。
【0058】
強化繊維は、複数本の単糸(モノフィラメント)から構成されるマルチフィラメントであることが好ましい。モノフィラメントは生産性が低く、高価なためである。マルチフィラメントを構成する単糸の本数は2本から100000本が好ましく、50本から50000本がより好ましい。更には、100本から30000本がより好ましい。単糸本数が100000本を超えると、生産が困難であると共に、マルチフィラメントとしての繊維の取扱い性が著しく悪くなる。
【0059】
マルチフィラメントとしての強化繊維の総繊度は100dtexから100000dtexが好ましく、200dtexから50000dtexがより好ましい。更には、500dtexから30000dtexがより好ましい。繊度が100dtexより小さくなると、繊維の生産性に劣るため繊維が高価となる。繊度が100000dtexより大きくなると、糸の製造が困難となる。
【0060】
強化繊維を構成する単糸の繊度は0.1〜20dtexであることが好ましく、さらには上限値としては15dtex以下、特には10dtex以下であることが好ましい。また下限値としては0.3dtex以上であることが好ましい。もっとも好ましくは0.5〜5dtexの範囲である。このような範囲にあることにより、本発明の目的を達成しやすくなる。単糸繊度が0.1dtex未満では製糸性に問題が生じる傾向にあり、繊度が大きすぎると補強効果が低下し、サンドイッチ材の物性が低下する傾向にある。
【0061】
高剛性材を構成する強化繊維の強度は500MPa以上であることが好ましい。さらに好ましくは1000MPa以上である。500MPa未満では、得られるサンドイッチ材の強度が低すぎる傾向にある。
また強化繊維の弾性率は30GPa以上であることが好ましい。さらに好ましくは50GPa以上である。30GPa未満では、得られるサンドイッチ材の剛性が低すぎる傾向にある。
【0062】
このような物性を有する繊維の製造方法には、特に限定はない。例えば、溶融紡糸して得られる未延伸糸を延伸する方法、原料成分を含む溶液を湿式紡糸する方法、原料となる繊維を焼成、炭化する方法などで目的とする強化繊維を得ることができる。
また、サンドイッチ材および成形品の特性を高める目的で、適切な処理剤で繊維表面を処理しても良い。この場合、繊維の表面に、該繊維100重量部に対して、表面処理剤が0.1〜10重量部、好ましくは0.1〜3重量部付着させたらよい。表面処理剤は、熱可塑性樹脂の種類に応じて適宜、選定したらよい。
【0063】
また、高剛性材を構成するマトリックスとしては、塩化ビニル樹脂、塩化ビニリデン樹脂、酢酸ビニル樹脂、ポリビニルアルコール樹脂、ポリスチレン樹脂、アクリロニトリル−スチレン樹脂(AS樹脂)、アクリロニトリル−ブタジエン−スチレン樹脂(ABS樹脂)、アクリル樹脂、メタクリル樹脂、ポリエチレン樹脂、ポリプロピレン樹脂、ポリアミド6樹脂、ポリアミド11樹脂、ポリアミド12樹脂、ポリアミド46樹脂、ポリアミド66樹脂、ポリアミド610樹脂、ポリアセタール樹脂、ポリカーボネート樹脂、ポリエチレンテレフタレート樹脂、ポリエチレンナフタレート樹脂、ボリブチレンテレフタレート樹脂、ポリアリレート樹脂、ポリフェニレンエーテル樹脂、ポリフェニレンスルフィド樹脂、ポリスルホン樹脂、ポリエーテルスルホン樹脂、ポリエーテルエーテルケトン樹脂などの熱可塑性樹脂、エポキシ樹脂、ポリウレタン樹脂、不飽和ポリエステル樹脂、フェノール樹脂、ユリア樹脂、メラミン樹脂、ジアリルフタレート樹脂などの熱硬化性樹脂が挙げられる。この中でも、成形性、生産性、加工性に優れる熱可塑性樹脂が好ましく、熱可塑性樹脂の中でも塩化ビニル樹脂、ポリスチレン樹脂、ABS樹脂、ポリエチレン樹脂、ポリプロピレン樹脂、ポリアミド6樹脂、ポリアミド66樹脂、ポリアセタール樹脂、ポリカーボネート樹脂、ポリエチレンテレフタレート樹脂、ポリエチレンナフタレート樹脂、ボリブチレンテレフタレート樹脂、ポリアリレート樹脂はより好ましく、特に好ましいのは、ポリプロピレン樹脂、ポリアミド6樹脂、ポリアミド66樹脂である。
【0064】
スキン材における高剛性材中において、強化繊維の形態としては、短繊維、長繊維といった不連続繊維、および織物や編物などの布帛形態や繊維を一方向に引きそろえた一方向材といった連続繊維が挙げられ、これらはサンドイッチ材または成形体の用途に応じて、適宜使い分ければよい。不連続繊維の場合は繊維長1〜100mmが好ましく、5〜50mmがより好ましい。繊維長が1mmより短くなると十分な補強効果が得られにくくなる。逆に、100mmより長くなると、繊維強化材としての取扱い性が悪くなる。また、連続繊維の場合は、材料または成形品の一方の端部から他方の端まで繊維が連続していることが補強効果の点からはより好ましいが、必須事項ではない。材料または成形品に求められる力学物性によっては、多少の断裂部があり、不連続になっていても良く、適宜使い分けたらよい。
【0065】
また、スキン材における高剛性材において、強化繊維束内部はマトリックス樹脂が含浸していることが好ましく、樹脂の含浸度は体積比で80%以上が好ましく、90%以上がより好ましい。更に好ましくは95%以上である。繊維束内部への樹脂の含浸度が80%未満であると、サンドイッチ材の強度、剛性共に目標とするレベルに到達しない。
強化繊維束内部への樹脂含浸度の検証は、体積が判明している高剛性材中の繊維成分または樹脂成分の一方を溶解、分解、燃焼などの方法により除去し、処理前後の重量差から算出することにより行う。
【0066】
スキン材における高剛性材において、強化繊維とマトリックス樹脂の組成比は、体積比で強化繊維100部に対し、マトリックス樹脂は20部から900部であることが好ましく、より好ましくは25部から400部である。
強化繊維100部に対するマトリックス樹脂の体積割合が20部より少なくなると、材料中にボイドが発生しやすくなり、サンドイッチ材の力学的強度が大きく低下する。逆に、900部より多くなると強化繊維の補強効果が十分に発現しなくなる。
【0067】
高剛性材を上記のような原料、組成、構成とすることにより、サンドイッチ材および成形体に強度と剛性を付与することができる。
スキン材である高剛性材のマトリックス樹脂と、コア材であり衝撃吸収材である複合材料のマトリックス樹脂は、必ずしも同一である必要はなく、溶着する樹脂、あるいは相溶する樹脂であれば異なっていても良い。
【0068】
[サンドイッチ材の製造]
サンドイッチ材の製造方法は、予めスキン材とコア材を個別に作製しておいて後で複合化する方法、スキン材とコア材の原料を合わせて一段階で複合化する方法のいずれであっても良い。
例えば、二段階で複合化する方法としては、スキン材とコア材の原料となる強化繊維とマトリックス樹脂をプレス成形機、真空成形機、押出成形機、引抜成形機などに仕込み、それぞれ成形する。この際、高剛性材は繊維束内に樹脂が含浸している方が性能面で好ましいため、より厳しい温度、圧力、時間条件で成形することが多い。その後、比較的温和な条件で成形したコア材の複合材料とプレス成形機、真空成形機、高周波溶着機などを用いて溶着する。高剛性材とコア材の複合材料の成形方法が同様で、成形条件が大きくかけ離れていなければ、一段階で成形しても良い。
【0069】
また、サンドイッチ材の成形方法は用途の形状に合わせて適宜設定してよい。複合材料のマトリックスが熱可塑性樹脂であれば、単純な形態ならばマトリックス樹脂のガラス転移温度以上で賦形可能となることがある。また複雑な形状でも、マトリックス樹脂の融点前後の温度で賦形可能となる。これより、複合化の際に同時に成形しても良いし、いったん平板などの基材を作製した後に再度加温して賦形・成形しても良い。成形方法としては、所望形状の型枠や金型を用いたプレス成形、真空成形などが挙げられ、大型・平面・薄物部材から小型・複雑形状部材まで作製することができる。成形体の形状としては、平板のほかにコルゲート、トラス、ハニカムなどの三次元形態が挙げられる。
【0070】
強化繊維の繊維束間および繊維束内部への樹脂含浸のコントロールは成形条件で適宜調整する。一般に、成形温度や圧力を高めれば、樹脂の溶融粘度が低下するために樹脂の浸透性が増す。温度は、樹脂が結晶性樹脂の場合には融点温度から融点温度+50℃、樹脂が非晶性樹脂の場合にはガラス転移温度から融点+50℃の範囲が好ましい。圧力は0.01MPaから20MPaの範囲、時間は30秒から1時間程度の範囲が好ましい。
繊維とマトリックス樹脂の組み合わせは、使用する樹脂が結晶性樹脂の場合には、繊維の融点は樹脂の融点より10℃以上高いことが好ましい。また、使用する樹脂が非晶性樹脂の場合には、繊維の融点は樹脂のガラス転移温度より10℃以上高いことが好ましい。
【0071】
[成形性]
熱可塑性樹脂をマトリクスとしたサンドイッチ材は一旦平板状の成形用基材を作成した後、この成形用基材を加熱して、所望の成形型でコールドプレスすることで製品を得ることを想定している。しかし、加熱する際に成形用基材が熱収縮してしまうと、図3に示すように基材にシワが入り、コールドプレス後の製品表面は、シワ跡が残り外観を損なってしまうばかりか、シワによって局所的に重なった部分がスペーサーとなって、周辺部分が十分プレスできないといった問題が起こる。尚、ここで言うコールドプレスとは、加熱して軟化した基材をマトリクス樹脂の融点以下に温調した成形金型に所定の圧力で押し付け、基材−金型間で熱交換を行うことで、熱可塑性マトリクスを固化して、基材を所望の形状に賦形することを指す。
【0072】
従って、成形用基材を所望の条件で加熱した際に、シワの有無を目視にて確認することで、成形性の評価が行える。評価の指標としては、図3のように局所的な重なりが生じるためには、シワの高さが成形用基材の厚み以上である必要があるため、このようなシワの有無で成形性を判定できる。
【0073】
[成形体]
該複合材料、ならびに該複合材料をコア材とするサンドイッチ材とすることで、高強度、高剛性な衝撃吸収材料である成形体を提供することができる。本発明は上記の複合材料から得られる成形体を包含する。本発明は上記のサンドイッチ材から得られる成形体を包含する。
【0074】
[自動車用部品]
該複合材料、ならびに該複合材料をコア材とするサンドイッチ材は、自動車構造材用部品、自動車外装材用部品、自動車内装材用部品に好ましく用いられる。本発明は上記の複合材料、および/またはサンドイッチ材から得られる自動車構造材用部品、自動車外装材用部品、自動車内装材用部品を包含する。自動車構造材用部品としては、例えばクラッシュストラクチャー、フロアパンなどが挙げられる。自動車外装材用部品としては、例えばバンパー、ボンネット、フェンダーなどが挙げられる。自動車内装材用部品としては、例えばインストルメンタルパネル、ドアトリム、センターコンソール、ピラーカバーなどが挙げられる。
【0075】
該複合材料は衝撃吸収に優れるので衝撃吸収部材、例えばバンパー、ボンネット、フェンダー、フロア、座席、ドアトリム、ピラーカバーなどに用いられる。
該複合材料をコア材とするサンドイッチ材は衝撃吸収性に加え剛性にも優れるため、上記の用途に加え、構造部材、例えばクラッシュストラクチャー、フロアパンなどに用いられる。
【実施例】
【0076】
以下、実施例を挙げて、本発明を更に具体的に説明する。本発明はこれにより何等限定を受けるものではない。
【0077】
(有機繊維コンポジット)
1)複合材料の寸法変化
キャビティ寸法350mm×350mmの金型の中央に345mm×345mmに裁断した材料を積載し、市販のホットプレス機(名機製作所製、MHPC)で所定の条件によりプレス成形して得られた複合材料のタテ×ヨコの寸法と材料の元寸法(345mm×345mm)の面積比率を複合材料の寸法変化とした。
2)繊維束間のボイド率測定
試料をマイクロトームで切断し、その断面を顕微鏡観察して繊維束間を2値化処理することによりボイド率を算出した。
3)繊維への樹脂の含浸度評価
高剛性材については、試料の断面を顕微鏡観察し、気泡の割合を算出することにより樹脂の含浸度を評価した。複合材料については、試料から取り出した繊維をピンセットや針などを用いてほぐし、容易に選別できるマルチフィラメント構成単糸の本数から、遊離単糸率を算出する。例えば、250本の単糸から構成される有機繊維の場合、150本の遊離単糸を取り出せるのであれば遊離単糸率は60%となり、樹脂の含浸度は体積分率で残りの40%ということとなる。
4)衝撃吸収エネルギー評価
島津製作所製のハイドロショットHITS−P10型を用い、ISO 6603−2規格に準拠して試験片を打ち抜いた際の最大荷重と吸収エネルギー量、および最大荷重点変位を測定した。試験片サイズは140mm×140mmとし、ストライカー径は10mm、押え治具の開口部径は40mm、試験速度は11m/秒とした。この試験で得られた変位−荷重曲線の面積を試験片の吸収エネルギー量とし、これを試験片の厚みで割り返した値を比吸収エネルギー量として評価した。
【0078】
(サンドイッチ材)
1)衝撃吸収エネルギー評価
衝撃吸収エネルギーの評価は、有機繊維コンポジットと同様で、島津製作所製のハイドロショットHITS−P10型を用い、ISO 6603−2規格に準拠して試験片を打ち抜いた際の最大荷重と吸収エネルギー量、および最大荷重点変位を測定した。試験片サイズは140mm×140mmとし、ストライカー径は10mm、押え治具の開口部径は40mm、試験速度は11m/秒とした。この試験で得られた変位−荷重曲線の面積を試験片の吸収エネルギー量とし、これを試験片の厚みで割り返した値を比吸収エネルギー量として評価した。
2)成形性評価
350mm×350mmの成形用基材を市販の熱風式乾燥機(アズワン製、ONW−450)を用いて、設定温度250℃×10分間の加熱処理し、シワの有無を目視にて確認した。
上述したように、評価の指標としては、図3のように局所的な重なりが生じるためには、シワの高さが成形用基材の厚み以上である必要があるため、このようなシワの有無で成形性を判定した。すなわち、350mm×350mmの範囲において、このようなシワが1個以下を○、2個以上4個以上を△、5個以上を×とした。
【0079】
[実施例1]
繊維Aとしてポリエステル繊維(帝人ファイバー製;P900M、1100dtex、引張強度=8.1cN/dtex、引張破断ひずみ=13.5%、200℃×10分乾熱収縮率=19.2%)を用い、繊維Bとしてアラミド繊維(テクノーラ(登録商標)、帝人テクノプロダクツ製;T240、1100dtex、引張強度=24.5cN/dtex、引張破断ひずみ=4.5%、200℃×10分乾熱収縮率=0%)を用い、これらを撚糸機を用いてそれぞれZ方向に87回/m下撚りを行い、これらを1本ずつ合わせてS方向に61回/m上撚りを行って絡合糸(1)を得た。
次に、ポリプロピレンフィルム(サン・トックス社製;サントックス−CPフィルム、Kグレード、厚み30μm)所定量をアルミ製平板に貼り付けた後、この上に絡合糸(1)を100gのテンション下、1mmのピッチで巻きつけた。次に、この絡合糸の上にポリプロピレンフィルム所定量を貼り付けた後、ホットプレス機を用いて、最高温度200℃、最大圧力0.5MPaで10分間加熱加圧することによりポリプロピレンフィルムを溶融し、絡合糸の繊維束間にポリプロピレンを浸透させた。その後、加圧した状態で冷却し、繊維体積含有率=33%の絡合糸(1)/ポリプロピレン一体シートを得た。得られたシートから絡合糸方向を基準として、345mm×345mmの寸法に切り出し、キャビティ寸法350mm×350mmの金型の中央に0度方向、90度方向、90度方向、0度方向と4プライ重ねた後に再び最高温度200℃、最大圧力0.5MPaで10分間加熱加圧加熱加圧し、その後加圧した状態で冷却することにより絡合糸(1)/ポリプロピレン成形体を得た。
【0080】
[実施例2]
実施例1において、熱可塑性樹脂マトリクスとしてポリアミド6フィルム(ユニチカ製;エンブレムONフィルム、標準グレード、厚み25μm)を用い、ホットプレス条件として、最高温度240℃、最大圧力0.5MPaで10分間加熱加圧したこと以外は、同様の方法で、絡合糸(1)/ポリアミド6成形体を得た。
【0081】
[実施例3]
繊維Aとして、ポリエステル繊維(帝人ファイバー製;P900M、1100dtex)を無撚状態で2本引きそろえた後、Z方向に62回/mの下撚りを施したものを用い、繊維Bとして炭素繊維(東邦テナックス製;HTS40 3K、2000dtex、引張強度=24cN/dtex、引張破断ひずみ=1.9%、200℃×10分乾熱収縮率=0%)をZ方向に62回/mの下撚りを施したものを用い、これらを1本ずつ合わせてS方向に44回/m上撚りを行って絡合糸(2)を得た。その後、実施例2と同様の方法で体積繊維含有率=33%の絡合糸(2)/ポリアミド6一体シートを得て、これを実施例2同様に金型内で成形することで、絡合糸(2)/ポリアミド6成形体を得た。
【0082】
[実施例4]
繊維Aとして、ポリエステル繊維(帝人ファイバー製;P900M、1100dtex)を無撚状態で2本引きそろえた後、Z方向に62回/mの下撚りを施したものを用い、繊維Bとしてアラミド繊維(テクノーラ(登録商標)、帝人テクノプロダクツ製;T240、1100dtex、引張強度=24.5cN/dtex、引張破断ひずみ=4.5%、200℃×10分乾熱収縮率=0%)をZ方向に87回/mの下撚りを施したものを用い、これらを1本ずつ合わせてS方向に50回/m上撚りを行って絡合糸(3)を得た。その後、実施例1と同様の方法で体積繊維含有率=33%の絡合糸(3)/ポリプロピレン一体シートを得て、これを実施例1同様に金型内で成形することで、絡合糸(3)/ポリプロピレン成形体を得た。
【0083】
[実施例5]
実施例4において熱可塑性樹脂マトリクスとしてポリアミド6フィルム(ユニチカ製;エンブレムONフィルム、標準グレード、厚み25μm)を用い、ホットプレス条件として、最高温度240℃、最大圧力0.5MPaで10分間加熱加圧したこと以外は、同様の方法で、絡合糸(3)/ポリアミド6成形体を得た。
【0084】
[実施例6]
繊維Aとして、ポリエステル繊維(帝人ファイバー製;P900M、1100dtex)を無撚状態で2本引きそろえた後、Z方向に64回/mの下撚りを施したものを用い、繊維Bとしてアラミド繊維(テクノーラ(登録商標)、帝人テクノプロダクツ製;T240、440dtex、引張強度=24.5cN/dtex、引張破断ひずみ=4.5%、200℃×10分乾熱収縮率=0%)をZ方向に137回/mの下撚りを施したものを用い、これらを1本ずつ合わせてS方向に56回/m上撚りを行って絡合糸(4)を得た。その後、絡合糸(4)のアルミ製平板への巻付けピッチを1.2mmとしたこと以外は、実施例2と同様の方法で体積繊維含有率=33%の絡合糸(4)/ポリアミド6一体シートを得て、これを実施例2同様に金型内で成形することで、絡合糸(4)/ポリアミド6成形体を得た。
【0085】
[実施例7]
繊維Aとしてポリエステル繊維(帝人ファイバー製;P900M、1100dtex、引張強度=8.1cN/dtex、引張破断ひずみ=13.5%、200℃×10分乾熱収縮率=19.2%)を用い、繊維Bとしてアラミド繊維(テクノーラ(登録商標)、帝人テクノプロダクツ製;T240、1100dtex、引張強度=24.5cN/dtex、引張破断ひずみ=4.5%、200℃×10分乾熱収縮率=0%)を用い、両者を引き揃えて間歇的に圧空を噴射する回転式インターレースノズルを用いて、ノズル回転体周長30.9cm、ノズル口径4.5mm、ノズル孔数4個、ノズル回転体周速度600m/min、圧空圧5kg/cm2、オーバーフィード率5%、糸条速度600m/minでインターレース抱合加工し、絡合糸(5)を得た。その後、実施例1と同様の方法で体積繊維含有率=33%の絡合糸(5)/ポリプロピレン一体シートを得て、これを実施例1同様に金型内で成形することで、絡合糸(5)/ポリプロピレン成形体を得た。
【0086】
[実施例8]
繊維Aとしてポリエステル繊維(帝人ファイバー製;P900M、1100dtex、引張強度=8.1cN/dtex、引張破断ひずみ=13.5%、200℃×10分乾熱収縮率=19.2%)をZ方向に87回/mの下撚りを施したものを2本用意し、これらをS方向に62回/mの上撚りを行ってポリエステル繊維撚糸コード(6)を得た。次に、ポリエステル撚糸コード(6)と絡合糸(1)を並列させた状態でポリアミド6フィルム(ユニチカ製;エンブレムONフィルム、標準グレード、厚み25μm)所定量を貼り付けたアルミ製平板に100gのテンション下、1mmのピッチで巻きつけた。その後、実施例2と同様で体積繊維含有率=33%のポリエステル撚糸コード(6)+絡合糸(1)/ポリアミド6一体シートを得て、これを実施例2同様に金型内で成形することで、ポリエステル撚糸コード(6)+絡合糸(1)/ポリアミド6成形体を得た。
【0087】
[比較例1]
絡合糸(1)に代えてポリエステル撚糸コード(6)を用いた他は実施例1と同様の方法で体積繊維含有率=33%のポリエステル繊維撚糸コード(6)/ポリプロピレン一体シートを得て、これを実施例1同様に金型内で成形することで、ポリエステル繊維撚糸コード(6)/ポリプロピレン成形体を得た。
【0088】
[比較例2]
比較例1において、熱可塑性樹脂マトリクスとしてポリアミド6フィルム(ユニチカ製;エンブレムONフィルム、標準グレード、厚み25μm)を用い、ホットプレス条件として、最高温度240℃、最大圧力0.5MPaで10分間加熱加圧したこと以外は、同様の方法で、ポリエステル撚糸コード(6)/ポリアミド6成形体を得た。
【0089】
[比較例3]
繊維Aを使用せずに、繊維Bとして炭素繊維(東邦テナックス製;HTS40 3K、2000dtex、引張強度=24cN/dtex、引張破断ひずみ=1.9%、200℃×10分乾熱収縮率=0%)をZ方向に62回/mの下撚りを施したものを2本用意し、これらをS方向に45回/mの上撚りを行って炭素繊維撚糸コード(7)を得た。その後、実施例2と同様の方法で体積繊維含有率=33%の炭素繊維撚糸コード(7)/ポリアミド6一体シートを得て、これを実施例1同様に金型内で成形することで、炭素繊維撚糸コード(7)/ポリアミド6成形体を得た。
【0090】
[比較例4]
繊維Aを使用せずに、繊維Bとしてアラミド繊維(テクノーラ(登録商標)、帝人テクノプロダクツ製;T240、1100dtex、引張強度=24.5cN/dtex、引張破断ひずみ=4.5%、200℃×10分乾熱収縮率=0%)をZ方向に87回/mの下撚りを施したものを2本用意し、これらをS方向に62回/m上撚りを行ってアラミド繊維撚糸コード(8)を得た。その後、実施例2と同様の方法で体積繊維含有率=33%のアラミド繊維撚糸コード(8)/ポリアミド6一体シートを得て、これを実施例1同様に金型内で成形することで、アラミド繊維撚糸コード(8)/ポリアミド6成形体を得た。
【0091】
[比較例5]
繊維Aとして、ポリエステル繊維(帝人ファイバー製;P900M、1100dtex)をZ方向に87回/mの下撚りを施したものを用い、繊維Bとしてアラミド繊維(テクノーラ(登録商標)、帝人テクノプロダクツ製;T240、1100dtex、引張強度=24.5cN/dtex、引張破断ひずみ=4.5%、200℃×10分乾熱収縮率=0%)を無撚状態で2本引き揃えた後、Z方向に62回/mの下撚りを施したものを用い、これらを1本ずつ合わせてS方向に50回/m上撚りを行って絡合糸(9)を得た。その後、実施例2と同様の方法で体積繊維含有率=33%の絡合糸(9)/ポリアミド6一体シートを得て、これを実施例1同様に金型内で成形することで、絡合糸(9)/ポリアミド6成形体を得た。
【0092】
[比較例6]
繊維Aとしてポリエステル繊維(帝人ファイバー製;P900M、1100dtex、引張強度=8.1cN/dtex、引張破断ひずみ=13.5%、200℃×10分乾熱収縮率=19.2%)を用い、繊維Bとしてアラミド繊維(テクノーラ(登録商標)、帝人テクノプロダクツ製;T240、1100dtex、引張強度=24.5cN/dtex、引張破断ひずみ=4.5%、200℃×10分乾熱収縮率=0%)を用い、これらをそれぞれZ方向に87回/m撚り加工を施した。次に、ポリアミド6フィルム(ユニチカ製;エンブレムONフィルム、標準グレード、厚み25μm)所定量をアルミ製平板に貼り付けた後、この上に繊維Aの片撚り糸と繊維Bの片撚り糸並列させた状態で100gのテンション下、1mmのピッチで巻きつけた。その後、実施例2と同様で体積繊維含有率=33%の繊維Aと繊維Bの並列糸(10)/ポリアミド6一体シートを得て、これを実施例2同様に金型内で成形することで、繊維Aと繊維Bの並列糸(10)/ポリアミド6成形体を得た。
【0093】
[比較例7]
繊維Aとしてポリエステル繊維(帝人ファイバー製;P900M、1100dtex、引張強度=8.1cN/dtex、引張破断ひずみ=13.5%、200℃×10分乾熱収縮率=19.2%)を用い、繊維Bとしてアラミド繊維(テクノーラ(登録商標)、帝人テクノプロダクツ製;T240、1100dtex、引張強度=24.5cN/dtex、引張破断ひずみ=4.5%、200℃×10分乾熱収縮率=0%)を用い、これらを無撚りで並列させた状態でポリアミド6フィルム(ユニチカ製;エンブレムONフィルム、標準グレード、厚み25μm)所定量を貼り付けたアルミ製平板に100gのテンション下、1mmのピッチで巻きつけた。その後、実施例2と同様で体積繊維含有率=33%の繊維Aと繊維Bの並列糸(11)/ポリアミド6一体シートを得て、これを実施例2同様に金型内で成形することで、繊維Aと繊維Bの並列糸(11)/ポリアミド6成形体を得た。
【0094】
(結果の比較)
表1〜2に示すとおり、比較例1、2のように、複合材料中の補強繊維が繊維Aのみで構成された場合は、比吸収エネルギーは比較的高いが、寸法変化が大きく成形性の面で劣り、逆に、比較例3、4のように、補強繊維が繊維Bのみで構成された場合は、寸法安定性が良好であるため成形性が優れるが、比吸収エネルギーが低く、衝撃吸収材料としては機能しないと思われる。繊維Aと繊維Bの比率については、比較例5のように繊維Bの割合が高いと、比エネルギー吸収が低くエネルギー吸収材としては不十分である。また、比較例6,7のように繊維Aと繊維Bが絡合していない場合は、熱寸法安定性が不十分である。以上から、実施例は比較例に比べ、寸法安定性とエネルギー吸収性のバランスが良く、製造面及び性能面からも優れた材料であるといえる。
【0095】
[実施例9]
炭素繊維ストランド(東邦テナックス製;HTS40、引張弾性率=240Gpa、比弾性13.9)を20mmにカットし、カットしたストランド23.5gを400mm×400mmのアルミ板に均一な厚さになるよう散布した。この上にポリアミド6フィルム(ユニチカ製、エンブレムフィルム)を5枚置き、ホットプレス機(名機製作所製、MHPC)を用いて、最高温度260℃、最大圧力2.0MPaで10分間加熱加圧することによりポリアミド6樹脂が部分含浸した炭素繊維等方材を得た。この部分含浸等方材を3枚重ね、適当なサイズに切出した後、350mm×350mmの金型を用いて最高温度260℃、最大圧力3.0MPaで20分間加熱加圧することにより、樹脂の含浸度を99%まで高めた厚み0.5mm、体積繊維含有率40%の炭素繊維ランダム材を得た。
次に、上述した炭素繊維ランダム材2枚で実施例2の絡合糸(1)/ポリアミド6成形体をサンドし、再び350mm×350mmの金型を用いて最高温度260℃、最大圧力2.0MPaで10分間加熱加圧することにより、炭素繊維ランダム材をスキン材とし、実施例2の成形体をコア材としたサンドイッチ材を得た。
【0096】
[実施例10]
炭素繊維開繊糸クロス(サカイオーベックス製、目付け80g/m2)とポリアミド6フィルム(ユニチカ製、「エンブレムONフィルム」、25μm)を適当なサイズに切り出した後、350mm×350mmの金型内で所定量積層し、最高温度260℃、最大圧力3.0MPaで20分間加熱加圧することにより、樹脂の含浸度を99%まで高めた厚み0.5mm、体積繊維含有率40%の炭素繊維クロス材を得た。
次にこの炭素繊維クロス材をスキン材として実施例9と同様の方法で、炭素繊維クロス材をスキン材とし、実施例2の成形体をコア材としたサンドイッチ材を得た。
【0097】
[比較例8]
実施例10において、スキン材を実施例10の炭素繊維クロス材とし、コア材を比較例2の複合材料としたこと以外は同様の方法で、サンドイッチ材を得た。
【0098】
[比較例9]
実施例2の成形体をそのものを比較例8の試験体とし、成形性の評価のみを実施した。尚、比エネルギー吸収量については実施例2の値を用いた。
【0099】
[比較例10]
炭素繊維開繊糸クロス(サカイオーベックス製、目付け80g/m2)とポリアミド6フィルム(ユニチカ製、「エンブレムONフィルム」、25μm)を適当なサイズに切り出した後、350mm×350mmの金型内で所定量積層し、最高温度260℃、最大圧力3.0MPaで20分間加熱加圧することにより、樹脂の含浸度を99%まで高めた厚み2.5mm、体積繊維含有率40%の炭素繊維クロス材を得た。比較例9は、この炭素繊維クロス材のみを試験体とした。
【0100】
(結果の比較)
評価結果を表3に示すが、比較例8,9はエネルギー吸収性能は高いが、成形性が悪く、このような材料では実際に良好な製品を得ることはできない。また、比較例10は繊維Aの成分を全く含まないため、成形用基材加熱時のシワは少ないが、エネルギー吸収性能が悪く、狙いの機能が発現されていない。一方で、実施例は、比較例に比べて、エネルギー吸収性能と成形性のバランスが良く、実際的な材料といえる。
【0101】
【表1】

【0102】
【表2】
【0103】
【表3】
【技術分野】
【0001】
本発明は、有機繊維と熱可塑性樹脂とを含む繊維複合材料に関し、特に耐衝撃性が求められる用途および部材に好適な繊維複合材料、および該繊維複合材料をコア材とするサンドイッチ材に関する。
【背景技術】
【0002】
プラスチック、特に熱可塑性樹脂は様々な成形方法による加工が可能であり、今日の我々の生活には欠かせない材料である。しかし、熱可塑性樹脂の柔軟性は、場合によっては強度や剛性の低さに繋がり、高強度、高剛性を要求される用途においては、ガラス繊維や炭素繊維など無機繊維の短繊維による補強が行われてきた。しかし、有機物である熱可塑性樹脂と無機物のガラス繊維などの複合化はリサイクルが困難であり、廃棄面の課題があった。また、ガラス繊維は高比重であるために重く、軽量化には適さないという課題があった。更に、無機繊維による補強は、複合材料の強度や剛性の向上には有効なものの、耐衝撃性などの性能についてはさほど効果がなかった。
【0003】
そこで、熱可塑性樹脂と有機繊維による複合化の検討が行われている。例えば、特許文献1では、強度を改良するために、押し出し機から排出した溶融状態の熱可塑性樹脂に引き揃えた長繊維状の有機繊維をローラーで押し込みながら複合化する技術が開示されている。また、特許文献2では、引張弾性率1GPa未満、伸度300%以上の熱可塑性エラストマーとシルク繊維の布帛を複合化することにより、樹脂組成物の耐衝撃性を改良する技術が開示されている。
一方、ラテックスなどのゴムやEPDM(エチレン−プロピレン共重合体)などの熱可塑性エラストマーを有機繊維で補強したゴム資材がタイヤ、ホース、ベルトなどの用途で使用されている。
【0004】
また、特許文献1にも記載されているように、複合材料の強度などは有機繊維の効果で改善することが出来る。有機繊維の大きな特徴の一つに高い衝撃吸収性能があげられるが、特許文献1では、この点に関し検討されていなかった。特許文献2では、シルク繊維を用いて複合材料の耐衝撃性を改善しているが、シルク繊維は天然繊維であるために生産性に課題があり、高価であるためにコストなどの経済性についても課題があった。シルク繊維などの天然繊維は合成繊維と比較して、一般に強度が低いという課題もあった。
また、ゴムや熱可塑性エラストマーを有機繊維で補強した複合材料は、マトリックスであるゴムや熱可塑性エラストマーが柔軟であるため、耐衝撃性には問題ないが、剛性が低いといった問題があった。
【0005】
そこで、本発明者らは主にポリエステル繊維の撚糸コードもしくは撚糸コードで構成される織編物と熱可塑性樹脂とからなる複合材料は衝撃吸収性が優れたものであり、このような複合材料をコア層とし、高剛性素材をスキン層としたサンドイッチ材は、耐衝撃性と高い剛性を兼ね備えた材料となることを見出した。
ポリエステル繊維は、比較的安価で強度伸度のバランスが優れるため高い衝撃吸収性を示すが、熱可塑性樹脂と複合化するために加熱されることによって、繊維自体が収縮してしまい成形時の寸法制御が困難であった。特に、ポリエステル繊維熱可塑性樹脂複合材料をコア層とし、高剛性素材をスキン層としたサンドイッチ材は、スキン層とコア層での収縮差が大きく、これが原因で成型品にしわ跡が残ったり、板厚にムラが生じるなどの問題があった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2002−144395号公報
【特許文献2】特表2009−530469号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、上記課題に鑑みてなされた有機繊維コンポジットおよびそれを用いたサンドイッチ構造であり、詳しくは、エネルギー吸収性能が高く、熱寸法安定性が高いため成形時の寸法制御が容易となるコンポジット材料を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明者らは、上記課題を解決するために鋭意検討を進めた結果、融点が200℃以上で引張破断ひずみが5%以上の有機繊維である繊維Aと、200℃×10分乾熱収縮率が1%以下の繊維Bとを熱可塑性樹脂と複合化し、繊維Aと繊維Bの絡合糸を含むことで、高いエネルギー吸収性能と、高い熱寸法安定性を両立したコンポジット材料となることを見出した。
更にこのコンポジット材料をコア層とし、高剛性材料をスキン層としたサンドイッチ材は上記特性に加え、優れた曲げ剛性も兼ね備える材料であることを見出し、本発明に至った。
【発明の効果】
【0009】
本発明によれば、非金属材料から構成されるため軽量で、エネルギー吸収性能と良好な成形性を併せ持った材料であるため、自動車等の衝突安全性を高めるために設置される衝撃吸収部材として有用である。
【図面の簡単な説明】
【0010】
【図1】複合材料の断面写真の一例(繊維Aの繊維束内においてマトリクス樹脂の未含浸部分がある状態)
【図2】複合材料の断面写真の一例(繊維Aの繊維束内においてマトリクス樹脂が含浸されている状態)
【図3】成形用基材のシワにより成形不良が生じることの説明図
【発明を実施するための形態】
【0011】
本発明は、繊維Aおよび繊維Bと、熱可塑性樹脂とを含む複合材料であって、繊維Aは融点が200℃以上で引張破断ひずみが5%以上の有機繊維であり、繊維Bは200℃×10分乾熱収縮率が1%以下であり、繊維A100体積部に対し、繊維Bは10〜100体積部であり、複合材料中に繊維Aと繊維Bの絡合糸を含んでいる複合材料である。以下、本発明の複合材料について説明する。
【0012】
[繊維A]
本発明における繊維Aとは、引張破断ひずみが5%以上であって融点が200℃以上の有機繊維を指す。材料が吸収するエネルギーは、その材料が受け持った荷重とその材料の変形量とに起因する。したがって、材料のエネルギー吸収量を増大させる際には、材料自体の強度と破断ひずみを増大させる必要がある。しかしながら、材料強度のみが高く破断ひずみが小さいと、衝撃荷重が過度に大きくなり材料の支持材や相手材に大きな損傷を与えてしまい、逆に破断ひずみが大きく強度が低いとより多くの材料が必要となり、重量が増加してしまうなど実用上不具合が発生する。したがって、繊維Aとしては、両者がバランス良く高いレベルである引張破断ひずみが5%以上の有機繊維が有効である。
【0013】
一方で、複合材料のマトリックスとなる熱可塑性樹脂の中で特に有用な樹脂の成形温度は、例外を除いて170℃以上であるので、繊維Aは融点が200℃以上のものを用いる。複合材料の補強繊維の融点が成形温度以下であると熱可塑性樹脂とともに溶融してしまい複合材料が得られなくなる。また、成形工程において、補強繊維が大きく熱劣化することは強化材として好ましくない。一般に、融点付近では有機繊維内のポリマーの配向や結晶が緩和されやすいことから、繊維Aの融点は成形温度より10℃以上高いことが好ましい。繊維Aの融点は、成形温度より20℃以上高ければより好ましい。
【0014】
また、熱可塑性樹脂の中で最も多く使用されているポリオレフィンなどが属する汎用プラスチックの成形温度は通常170℃以上であるが、より耐熱性が高いポリアミド、ポリカーボネート、ポリエステルなどのエンジニアリングプラスチックの成形温度は230℃以上である。これより、本発明で使用する繊維Aの融点は250℃以上であれば、汎用プラスチックだけでなくエンジニアリングプラスチックにも使用することができ、より好ましい。ここで融点が200℃以上とは、200℃未満で溶融しないという意味である。
【0015】
このような繊維Aとしては、例えばポリエーテルエーテルケトン繊維、ポリフェニレンサルファイド繊維、ポリエーテルスルホン繊維、ポリエステル繊維、脂肪族ポリアミド繊維、ポリビニルアルコール繊維、ポリパラフェニレンイソフタルアミド繊維などが挙げられ、この中でもポリエステル繊維、ポリアミド繊維、ポリビニルアルコール繊維が力学特性や耐熱性などの物性と価格とのバランスが取れていて好ましく、この中でもポリエステル繊維またはナイロン繊維が特に好ましい。
【0016】
ポリエステル繊維の骨格としては、ポリアルキレンナフタレンジカルボキシレート、ポリアルキレンテレフタレート、ポリ乳酸、なかでもステレオコンプレックス型ポリ乳酸などが挙げられる。これらの中でも、融点が250℃以上であるポリアルキレンナフタレンジカルボキシレートとポリアルキレンテレフタレートが好ましい。これらは単独で用いても、2種類以上を混合しても、共重合して用いてもよい。
【0017】
ポリアルキレンナフタレンジカルボキシレートとしては、アルキレン−2,6−ナフタレンジカルボキシレートまたはアルキレン−2,7−ナフタレンジカルボキシレートを主たる繰り返し単位とするポリエステルが好ましい。ポリエステル中のアルキレンナフタレンジカルボキシレートの含有量は、好ましくは90モル%以上、より好ましくは95モル%以上、さらに好ましくは96〜100モル%以上である。アルキレン基としては、脂肪族アルキレン基、脂環族アルキレン基いずれでもよいが、炭素数2〜4のアルキレン基が好ましく、ポリアルキレンナフタレンジカルボキシレートは、好ましくはポリエチレンナフタレンジカルボキシレート、より好ましくはポリエチレン−2,6−ナフタレンジカルボキシレートである。
【0018】
ポリアルキレンテレフタレートとしては、アルキレン−テレフタレートを主たる繰り返し単位とするポリエステルが好ましい。ポリエステル中のアルキレンテレフタレートの含有量は、好ましくは90モル%以上、より好ましくは95モル%以上、さらに好ましくは96〜100モル%である。アルキレン基としては、脂肪族アルキレン基、脂環族アルキレン基いずれでもよいが、炭素数2〜4のアルキレン基が好ましく、ポリアルキレンテレフタレートは、ポリエチレンテレフタレートであることが好ましい。
【0019】
ポリエステル繊維の全繰り返し単位中には、本発明の目的を損なわない範囲で第三成分を含んでいても差し支えない。かかる第三成分としては(a)2個のエステル形成性官能基を有する化合物、例えばシュウ酸、コハク酸、セバシン酸、ダイマー酸などの脂肪族ジカルボン酸、シクロプロパンジカルボン酸、ヘキサヒドロテレフタル酸などの脂環族ジカルボン酸、フタル酸、イソフタル酸、ナフタレン−2,7−ジカルボン酸、ジフェニルカルボン酸などの芳香族ジカルボン酸、ジフェニルエーテルジカルボン酸、ジフェニルスルホン酸、ジフェノキシエタンジカルボン酸、3,5−ジカルボキシベンゼンスルホン酸ナトリウムなどのカルボン酸、グリコール酸、p−オキシ安息香酸、p−オキシエトキシ安息香酸などのオキシカルボン酸、プロピレングリコール、トリメチレングリコール、ジエチレングリコール、テトラメチレングリコール、ヘキサメチレングリコール、ネオペンチレングリコール、p−キシレングリコール、1,4−シクロヘキサンジメタノール、ビスフェノールA、p,p’−ジヒドロキシフェニルスルホン、1,4−ビス(β−ヒドロキシエトキシ)ベンゼン、2,2−ビス(p−β−ヒドロキシエトキシフェニル)プロパン、ポリアルキレングリコールなどのオキシ化合物、それらの機能的誘導体、前記カルボン酸、オキシカルボン酸、オキシ化合物またはそれらの機能的誘導体から誘導される高重合度化合物や、(b)1個のエステル形成性官能基を有する化合物、例えば安息香酸、ベンジルオキシ安息香酸、メトキシポリアルキレングリコールなどが挙げられる。さらに(c)3個以上のエステル形成性官能基を有する化合物、例えばグリセリン、ペンタエリストール、トリメチロールプロパンなども、重合体が実質的に線状である範囲内で使用可能である。またこれらのポリエステル中には、二酸化チタンなどの艶消し剤、リン酸、亜リン酸、それらのエステルなどの安定剤が含まれても良い。
【0020】
ナイロン繊維としてはナイロン66、ナイロン6、ポリアミド46樹脂、ポリアミド610樹脂、などの脂肪族ポリアミドからなるものが挙げられる。これらは単独で用いても、2種類以上を混合して用いてもよい。これらの中でも汎用性に優れ、安価なナイロン66又はナイロン6繊維が好ましく、融点が250℃以上であるナイロン66繊維がより好ましい。
【0021】
本発明における繊維Aは連続長を有するものが好ましく、これに組合わせて不連続長の繊維を用いても良い。
繊維Aの形態は、撚糸コード、または撚糸コードで構成される織物あるいは編物であることが好ましい。
【0022】
本発明に使用する繊維Aはマルチフィラメントであることが好ましい。一般に、有機繊維には、比較的太い単糸1本で商品となるモノフィラメントと、比較的細い複数の単糸で構成され、束状となっているマルチフィラメントがある。モノフィラメントは生産性が低いことから高価なため、スクリーン紗などの特殊用途で使用され、一般の衣料、産業資材用途にはマルチフィラメントが使用される。本発明の複合材料には、比較的安価なマルチフィラメントが好ましい。マルチフィラメントを構成する単糸の本数は2本から10000本が好ましく、50本から5000本がより好ましい。更には、100本から1000本がより好ましい。単糸本数が10000本を超えると、生産が困難であると共に、マルチフィラメントとしての繊維の取り扱い性が著しく悪くなる。
【0023】
本発明に使用する繊維Aマルチフィラメントの総繊度は100dtexから10000dtexが好ましく、200dtexから8000dtexがより好ましい。更には、500dtexから5000dtexがより好ましい。繊度が100dtexより小さくなると、糸自体の強力が小さくなるために複合材料への補強効果が得られにくい。繊度が10000dtexより大きくなると、糸の製造が困難となる。
【0024】
本発明において、繊維Aマルチフィラメントを構成する単糸の繊度は1〜30dtexであることが好ましく、さらには上限値としては25dtex以下、特には20dtex以下であることが好ましい。また下限値としては1.5dtex以上であることが好ましい。もっとも好ましくは2〜20dtexの範囲である。このような範囲にあることにより、本発明の目的を達成しやすくなる。単糸繊度が1dtex未満では製糸性に問題が生じる傾向にあり、繊度が大きすぎると繊維/樹脂間の界面強度が低下し、複合材料の物性が低下する傾向にある。
【0025】
本発明で使用する繊維Aの引張強度は6〜11cN/dtexであることが好ましい。さらに好ましくは7〜10cN/dtexである。6cN/dtex未満では、得られる複合材料の強度が低すぎる傾向にある。
さらに本発明の繊維Aは、180℃×30分乾熱収縮率が20%以下であることが好ましい。さらに好ましくは18%以下である。20%を超えると成形加工時の熱による繊維の寸法変化が大きくなり、補強樹脂の成形形状に不良が発生しやすくなる傾向にある。
【0026】
また、樹脂成形品の特性を高める目的で、適切な処理剤で繊維表面を処理しても良い。この場合、繊維の表面に、該繊維100重量部に対して、表面処理剤が0.1〜10重量部、好ましくは0.1〜3重量部付着させたらよい。表面処理剤は、熱可塑性樹脂の種類に応じて適宜、選定したらよい。
【0027】
[繊維B]
本発明における繊維Bとは、200℃×10分乾熱収縮率が1%以下の繊維素材を指す。ここでいう乾熱収縮率とは、JIS L1013等で規定されており、繊維を所定の温度で所定の時間暴露させたときの繊維軸方向の寸法変化であり、本発明では上述のように熱可塑性樹脂の成形温度を勘案した熱暴露条件として200℃×10分とした。繊維Aの熱収縮特性は繊維の種類、製造方法などによって様々であるが、200℃×10分の乾熱収縮率は、例外を除いて、概ね5%以上である。繊維Bは繊維Aの熱収縮を抑制する役割として機能するため、繊維Aよりも熱収縮が小さい必要があり、本発明の熱寸法安定成分においては、少なくとも1%以下である必要がある。
【0028】
このような、繊維Bとしては、ポリパラフェニレンテレフタルアミド繊維、ポリパラフェニレンイソフタルアミド繊維、ポリ(パラフェニレン)−コポリ(3,4−ジフェニルエーテル)テレフタルアミド繊維などのアラミド繊維、ポリベンザゾール繊維、ポリアリレート繊維、ポリイミド繊維、ポリケトン繊維などの熱寸法安定性の高い有機繊維、炭素繊維、ガラス繊維、アルミナ繊維、玄武岩繊維などのセラミック繊維、スチール繊維、アルミニウム繊維などの金属繊維などがあげられるが、金属繊維は比重が大きく、複合材料自体の重量が増加してしまうため好ましくない。軽量性の観点から、熱寸法安定性の高い有機繊維、セラミック繊維が好ましく、中でも比較的引張破断ひずみが大きくエネルギー吸収性能が高い熱寸法安定性の高い有機繊維がより好ましい。
【0029】
本発明における繊維Bは連続長を有するものが好ましく、これに組合わせて不連続長の繊維を用いても良い。
本発明に使用する繊維Bは、マルチフィラメントであることが好ましい。
本発明に使用する繊維Bマルチフィラメントの総繊度は繊維Aマルチフィラメントの総繊度との兼ね合いで適宜選択可能であるが、100dtexから20000dtexが好ましく、200dtexから10000dtexがより好ましく、500dtexから5000dtexが更に好ましい。繊度が100dtexより小さくなると、繊維Aの熱収縮を十分に抑制しにくく、総繊度が20000dtexより大きくなると、糸の製造が困難となる。
【0030】
本発明において、繊維Bを構成する単糸の繊度も繊維Aとの兼ね合いで適宜選択可能であるが、0.5〜30dtexであることが好ましく、さらには上限値としては25dtex以下、特には20dtex以下であることが好ましい。また下限値としては1.0dtex以上であることが好ましい。もっとも好ましくは1.5〜20dtexの範囲である。このような範囲にあることにより、本発明の目的を達成しやすくなる。単糸繊度が0.5dtex未満では製糸性に問題が生じる傾向にあり、繊度が大きすぎると繊維/樹脂間の界面強度が低下し、複合材料の物性が低下する傾向にある。
【0031】
[繊維Aと繊維Bの絡合]
本発明における繊維Aと繊維Bは互いに絡合していることが好ましく、複合材料中に繊維Aと繊維Bの絡合糸を含んでいる。ここでいう絡合とは、繊維Aと繊維Bが互いに絡まり複合している状態を指し、このような絡合糸を得る方法としては、公知の設備を用いたインターレース加工、タスラン加工、複合仮撚り加工、ストレッチブレーキング加工、後述する撚糸加工などが挙げられるが、後述するように、繊維Aは予め撚りをかけて熱可塑性樹脂の含浸状態を制御する場合があるため、絡合糸を作成する際も撚糸加工が好ましい。繊維Aの熱収縮を抑制するためには、繊維Aと繊維Bを単純に並列させるよりも、互いが絡合状態で複合しているほうが熱収縮の抑制効果が高い。また、これらの加工法では、繊維Aと繊維Bとに行路差を生じさせることも可能であり、これによって熱寸法安定性及びエネルギー吸収性能を適宜調整することが可能である。具体的には、撚糸加工において、芯糸として繊維Aを鞘糸として繊維Bを用いた諸撚り糸、いわゆる壁撚り糸にすることで、容易に得ることができる。
【0032】
絡合糸中の繊維Aと繊維Bの割合は、熱収縮の抑制効果とエネルギー吸収性能の兼ね合いで適宜選択可能であるが、引張破断ひずみが低い繊維Bを過度に使用するとエネルギー吸収性能が阻害されるため、両者の割合は、繊維Aが100体積部に対し、繊維Bが10〜100体積部が好ましく、20〜80体積部がより好ましい。
複合材料中の繊維Aと繊維Bの絡合糸の割合は、繊維全体を100体積部とすると50〜90体積部であることが好ましい。
【0033】
[撚糸]
本発明の繊維Aの形態は、撚りを掛けた撚糸コード、またはこの撚糸コードで構成される織物あるいは編物であることが好ましい。撚りが施されることで繊維束が締まり、繊維束内部への樹脂の含浸が抑えられる。樹脂の含浸については詳しくは後述するが、この繊維Aがマルチフィラメントであって、その繊維束間は実質的に熱可塑性樹脂が含浸していることが好ましく、また有機繊維の繊維束内部は、実質的に熱可塑性樹脂が未含浸であることが好ましい。
【0034】
繊維Aがマルチフィラメントの場合、製糸メーカーから供給された原糸は無撚りの状態であるため、この原糸をそのまま加工する際には単糸の引き揃えが乱れ、繊維の性能が十分に発現できないおそれがある。また、無撚りの糸は収束性が低いためにハンドリングが悪い。このような糸の引き揃えやハンドリング性を改善するために、繊維に撚りを加えることは有効である。また、原糸に撚りを加えた撚糸コードは、原糸よりも伸度が高くなること、屈曲疲労性が高くなることなどから耐衝撃性に関して有効である。また、撚糸コードとすることによりマルチフィラメントを構成する単糸を最密充填化できる。
【0035】
撚り構成には特に限定はなく、マルチフィラメントに1度だけ撚りを施す片撚りでも良く、2本以上の糸を使用し、下撚りと上撚りで構成される諸撚りでも良い。糸の強度や取り扱い性を考慮すると、スナールの発生を抑制しやすい諸撚りが好ましく、下撚りと上撚りのそれぞれの構成本数は求める物性に合わせて、適宜設定して良い。また、上述したように諸撚りの際には、片方を繊維Aとし、もう片方を繊維Bとした複合撚糸としても良く、このときの繊維Bも繊維A同様に下撚りを施したものを用いてもよい。繊維の撚数は、1mあたり1回〜1000回、好ましくは10〜1000回の範囲で規定される。この中で、撚糸コードの強度と伸度の積であるタフネスを考えると、1mあたりの撚数は30回から700回が好ましく、50回から500回がより好ましい。撚数が1000回を超えると、撚糸コードの強度が下がりすぎるので複合材料の補強効果を考慮すると好ましくない。また、撚数が1000回を超えると生産性も極端に悪くなる。上記の撚数範囲で下撚りと上撚りの回数は設定されるが、スナールの抑制を考慮すると、下撚りと上撚りは撚り係数を合わせて撚数を設定することが好ましい。また、タイヤコードに使用されているように下撚りと上撚りの回数を同数とするバランス撚りとすることも撚糸コードの耐久性の面で好ましい。
【0036】
本発明において、繊維A及び絡合糸の形態としては、繊維に撚りを施した撚糸コードをそのまま複数本引き揃えて一方向材として用いても、織物や編物などの布帛形態、すなわち二方向材としても使用可能である。本発明の複合材料は一方向材、二方向材それぞれ、用いる形態により適宜選択することができる。撚糸コードは原糸の繊度、撚り数、およびコードの間隔等により規定されるが、好ましい撚糸コードの一層の目付けとしては30〜1000g/m2であり、より好ましくは50〜600g/m2である。撚糸コードの一層の目付が30g/m2より小さくなると、必要なエネルギー吸収性能が得られない。逆に、1000g/m2より大きくなると繊維束間に樹脂が入りにくくなったり、複合材料が重くなりすぎる傾向となる。また、一方向材及び二方向材を形成する際、構成する繊維はすべてが絡合糸としても良いし、繊維Aのみの撚糸コードと絡合糸を適宜組み合わせても良い。このとき、両者の割合としては、絡合糸中の繊維Aと繊維Bの割合も考慮する必要があるが、概ね、絡合糸100体積部に対し、繊維Aが0〜50体積部が好ましく、5〜25体積部がより好ましい。繊維Aのみの撚糸コードが50体積部以上となる場合は、複合材料中における繊維Bの割合が極端に少なくなってしまうため、熱寸法安定性が損なわれる。
【0037】
織物における織り組織としては、平織り、綾織り、朱子織りなどを挙げることができる。その中でも、繊維Aの繊維束間に樹脂が含浸しやすい平織りが好適である。織物の経糸密度は、繊維束間の樹脂の含浸性を考慮すると2.5cmあたり5本から50本が好ましく、10本から40本がより好ましい。経糸密度が5本より少なくなると、糸が動きやすくなるために目開きが起きやすくなり、織物の取り扱い性が著しく悪くなる。経糸密度が50本より多くなると繊維束間が狭くなりすぎて繊維束間へ樹脂が浸透しにくくなり、目的の複合材料が得られなくなる。織物の緯糸密度は繊維束間の樹脂の含浸性などを考慮すると2.5cmあたり1本から50本が好ましく、1本から40本がより好ましい。織物の中には、織物性能は経糸に委ね、緯糸は経糸の極端な目開きを抑制するために使用されている簾織物もある。このような簾織物はタイヤコードなどに使用されており、緯糸が極端に少ない織物であるが、本発明においても適用可能である。これより、2.5cmあたりの緯糸密度は1本以上あれば良い。これに対し、経糸密度が多くなりすぎて50本以上となると繊維束間が狭くなりすぎて繊維束間へ樹脂が浸透しにくくなり、目的の複合材料が得られなくなる。経糸と緯糸の密度は、上記の範囲内であれば同一、アンバランスのどちらでも構わない。織物の目付、すなわち複合材料中の繊維織物一層の目付けは、繊維束間の樹脂の含浸性を考慮すると1m2あたり30gから500gが好ましく、50gから400gがより好ましい。目付が30gより少なくなると、織物強度が低下するため複合材料への補強効果が得られなくなる。目付が500gより多くなると、繊維束間が狭くなって繊維束間へ樹脂が含浸しにくくなり、目的の複合材料が得られなくなる。
【0038】
編物における編み組織としては、たて編み、よこ編み、ラッセル編みなどを挙げることができる。その中でも、編物の強度を考えると、より強靭な組織としやすいラッセル編みが好適である。編物とした場合の目付け、すなわち複合材料中の繊維編物一層の目付は、繊維束間の樹脂の含浸性を考慮すると1m2あたり30gから500gが好ましく、50gから400gがより好ましい。目付が30gより少なくなると、編物強度が低下するため複合材料への補強効果が得られなくなる。目付が500gより多くなると、繊維束間が狭くなって繊維束間へ樹脂が含浸しにくくなり、目的の複合材料が得られなくなる。
【0039】
[繊維への樹脂含浸]
本発明では、繊維A、繊維Bおよび両者の絡合糸からなる繊維成分の繊維束間に樹脂が含浸しているが、繊維Aの繊維束内には樹脂が含浸していない部分を有するもの、すなわち繊維Aでは繊維束内の含浸度が低いものが好ましい。繊維Aの繊維束内部は、実質的に熱可塑性樹脂が未含浸とすることで、より良好な物性が得られている。本発明の複合材料において、繊維A及び絡合糸の繊維束間は実質的に熱可塑性樹脂が含浸した構造であることが好ましい。繊維束間が樹脂で十分に満たされていないと、繊維束間にボイドが残る状態となるため、複合材料の強度が低下する。本発明において、繊維束間が実質的に樹脂が含浸した構造とは、繊維束間のボイド率が10%以下であることを指す。その検証は、体積が算出可能な試料の重量を秤量することや断面の顕微鏡観察によって実施することができる。
【0040】
また、本発明の複合材料において、繊維Aの繊維束内部は実質的に熱可塑性樹脂が含浸していても未含浸であっても良いが、耐衝撃性を考慮すると、材料中で繊維には多少自由度がある方がエネルギー吸収に有効であると考えられることから、繊維Aの繊維束内部は実質的に樹脂が未含浸である方がより好ましい。本発明において、マルチフィラメントである繊維Aの繊維束内部が実質的に樹脂未含浸であるということは、繊維束間のボイド率が10%以下の複合材料中で、繊維Aの繊維束内部への樹脂浸透率が50%以下であることを指す。
【0041】
その検証は、複合材料から取り出した繊維Aから、マルチフィラメントを構成する単糸をどの程度取り出せるか、すなわち遊離単糸率を算出することにより判断できる。例えば、250本の単糸から構成される繊維Aの場合、150本の遊離単糸を取り出せるのであれば遊離単糸率は60%となり、樹脂含浸率は残りの40%ということとなる。また、電子顕微鏡や光学顕微鏡などの顕微鏡観察によっても樹脂含浸率は確認でき、具体的には複合材料の断面における空隙部面積の割合より求めることができる。
【0042】
本発明の複合材料における繊維束内部へマトリクス樹脂の未含浸部分がある状態の断面写真の一例を図1に、繊維束内部にマトリクス樹脂が含浸し、繊維とマトリクス樹脂の密着が良好な状態の複合材料の断面写真の一例を図2に示す。写真中に複数観察される丸形状は繊維Aの単糸断面の輪郭であり、丸が密に集まって見えるものが繊維束である。丸の外側に白く見えているのは熱可塑性樹脂であり、黒く見えているのは空隙部である。図1では繊維束内部にボイドが観察されており、図2では繊維束内部に熱可塑性樹脂が入り込んでいるのが観察される。
【0043】
上記のような構造とすることにより、複合材料の強度は繊維A、繊維Bおよび両者の絡合糸からなる繊維成分と繊維束間の熱可塑性樹脂によって保つことができる。また、複合材料中で繊維A、厳密には繊維を構成する単糸には変形や動きの自由度があることから、複合材料が受けた衝撃を、破壊も伴うこれらの自由度によって吸収することが可能となり、耐衝撃性に優れた材料となる。
【0044】
繊維束内部への樹脂浸透程度は、上述の撚糸、織物、編物構成に加え、熱可塑性樹脂の種類の選択、また後述するとおり繊維束間への樹脂の含浸工程における成形の圧力、熱可塑性樹脂の温度等により制御できる。一方で繊維Aの繊維束に熱硬化性樹脂を含浸させ複合材料を得た場合は、硬化前の熱硬化性樹脂は低粘度のために繊維束内部にまで樹脂が含浸されることから、物性が低下、例えば耐衝撃性が低くなる。
【0045】
[複合材料]
本発明は繊維A、繊維Bおよび両者の絡合糸からなる繊維成分と熱可塑性樹脂とからなる複合材料である。本発明において、繊維成分と熱可塑性樹脂の組成比は、体積比で繊維成分100部に対し、熱可塑性樹脂は20部から900部であることが好ましく、より好ましくは25部から400部である。繊維成分100部に対する熱可塑性樹脂の割合が20部より少なくなると、繊維成分の繊維束間がボイドだらけとなり複合材料の力学的強度が大きく低下する。逆に、900部より多くなると繊維成分の補強効果が十分に発現しなくなる。
【0046】
複合材料中の厚み10mm当たりの繊維成分の目付量は、1000〜12000g/m2であることが好ましい。より好ましくは2000〜10000g/m2である。繊維成分の目付量が1000g/m2より小さくなると必要なエネルギー吸収性能が発現しにくくなる。逆に、12000g/m2より大きくなると繊維成分の繊維束間にボイドが発生しやすく、複合材料の力学的強度が大きく低下するおそれがある。
【0047】
[熱可塑性樹脂]
本発明の複合材料は、耐衝撃性と共に高強度、高弾性を併せ持つことを目的とすることから、マトリックスは一般の熱可塑性樹脂であることが好ましく、熱可塑性エラストマーやゴムなどの弾性体は適さない。その目安としては、マトリックスの熱変形温度が80℃以上であることが好ましい。熱変形性の指標としては荷重たわみ温度を用いる。
【0048】
本発明の複合材料を構成する熱可塑性樹脂としては、例えば塩化ビニル樹脂、塩化ビニリデン樹脂、酢酸ビニル樹脂、ポリビニルアルコール樹脂、ポリスチレン樹脂、アクリロニトリル−スチレン樹脂(AS樹脂)、アクリロニトリル−ブタジエン−スチレン樹脂(ABS樹脂)、アクリル樹脂、メタクリル樹脂、ポリエチレン樹脂、ポリプロピレン樹脂、ポリアミド6樹脂、ポリアミド11樹脂、ポリアミド12樹脂、ポリアミド46樹脂、ポリアミド66樹脂、ポリアミド610樹脂、ポリアセタール樹脂、ポリカーボネート樹脂、ポリエチレンテレフタレート樹脂、ポリエチレンナフタレート樹脂、ボリブチレンテレフタレート樹脂、ポリアリレート樹脂、ポリフェニレンエーテル樹脂、ポリフェニレンスルフィド樹脂、ポリスルホン樹脂、ポリエーテルスルホン樹脂、ポリエーテルエーテルケトン樹脂などが挙げられる。
【0049】
この中でも、塩化ビニル樹脂、ポリスチレン樹脂、ABS樹脂、ポリエチレン樹脂、ポリプロピレン樹脂、ポリアミド6樹脂、ポリアミド66樹脂、ポリアセタール樹脂、ポリカーボネート樹脂、ポリエチレンテレフタレート樹脂、ポリエチレンナフタレート樹脂、ボリブチレンテレフタレート樹脂、ポリアリレート樹脂がより好ましく、特に好ましいのは、ポリプロピレン樹脂、ポリエチレンテレフタレート樹脂、ポリカーボネート樹脂、ポリアミド6樹脂、ポリアミド66樹脂である。
【0050】
[製造方法]
本発明の複合材料からなる成形体の好ましい製造方法は、繊維A、繊維Bおよび両者の絡合糸からなる繊維成分の繊維束間への樹脂の含浸による複合化、および得られた複合材料の賦形で構成される。
【0051】
繊維束間への樹脂の含浸方法は特に限定されず、使用する繊維成分の形態に応じて適宜、選定すればよい。例えば、繊維成分が織物や編物などの布帛形態の場合、プレス成形機や真空成形機などを用いて、熱可塑性樹脂が溶融し、繊維成分が溶融しない温度で、積層した織物・編物と樹脂フィルム・不織布を加圧または減圧することにより、繊維束間に熱可塑性樹脂が含浸した複合材料を得ることができる。また、上記のプレス成形や真空成形のほかに、押し出し成形や引抜き成形によっても繊維束間に熱可塑性樹脂が含浸した複合材料を得ることができる。例えば、クリールスタンドに仕立てた複数本の繊維成分を一定テンション下で繰出しながら、糸ガイドを用いて引き揃え、引抜き成形機の含浸ダイに導入する。ここで、繊維成分間に溶融樹脂を含浸させた後、含浸ダイから引抜いて冷却することにより、連続繊維のUDシートを得ることができる。
【0052】
賦形方法にも特に限定はなく、繊維束間へ樹脂を含浸させる際に同時に行っても良く、いったん繊維束間へ樹脂を含浸させた後に改めて賦形しても良い。樹脂含浸と賦形を同時に行う場合には、所望の形状が得られる金型を利用すれば容易に成形体を得ることができる。樹脂含浸と賦形を分けて行う場合にも、所望形状の型枠などを利用すれば比較的容易に賦形することができる。
このように賦形方法を工夫することにより、大型・平面・薄物部材から小型・複雑形状部材まで作製することができる。成形体の形状としては、平板のほかにコルゲート、トラス、ハニカムなどの三次元形態が挙げられる。
【0053】
繊維成分の繊維束間および繊維束内部への樹脂含浸のコントロールは上記の撚糸、織物、編物構成や熱可塑性樹脂の種類選択に加え、成形条件で適宜調整する。一般に、成形温度や圧力を高めれば、樹脂の溶融粘度が低下するために樹脂の浸透性が増す。温度は、樹脂が結晶性樹脂の場合には融点温度から融点温度+50℃、樹脂が非晶性樹脂の場合にはガラス転移温度から融点+50℃の範囲が好ましい。圧力は0.01MPaから20MPaの範囲、時間は30秒から1時間程度の範囲が好ましい。
【0054】
繊維成分と熱可塑性樹脂の組み合わせは、使用する樹脂が結晶性樹脂の場合には、繊維成分の融点は樹脂の融点より10℃以上高いことが好ましい。また、使用する樹脂が非晶性樹脂の場合には、繊維成分の融点は樹脂のガラス転移温度より10℃以上高いことが好ましい。この観点で、繊維Aはポリエステル繊維またはナイロン繊維であって、熱可塑性樹脂がポリプロピレン樹脂、ポリエチレンテレフタレート樹脂、ポリカーボネート樹脂、ポリアミド6樹脂、またはポリアミド66樹脂の組み合わせが好ましい。
【0055】
[衝撃吸収性]
本発明の複合材料は試験速度11m/sec、試験片押え治具の開口部径40mm、直径10mmストライカーによる高速打抜試験における吸収エネルギーが10J以上であることを特徴とする。より好ましくは吸収エネルギーが12J以上である。上述のとおり、有機繊維の種類、目付け量、マトリクスの熱可塑性樹脂、繊維束間の含浸程度、および繊維束内部の含浸程度より所望のエネルギー吸収性能を有する複合材料とすることができる。吸収エネルギーの上限は実質500Jである。
【0056】
[サンドイッチ材]
本発明はさらに、上記の複合材料をコア材とするサンドイッチ材を包含する。本発明のサンドイッチ材は、上記の複合材料を衝撃吸収材としてコア材に用い、スキン層と組み合わせることにより構成される。スキン材としては高剛性材が好ましいが、これについては後述する。スキン材とコア材との体積比は、スキン材100部に対し、コア材が40〜9900部であることが好ましい。より好ましくはスキン材100部に対し、コア材が100〜1000部である。スキン材100部に対するコア材の体積が40部より小さくなると、サンドイッチ材の強度や剛性は高いものの十分な衝撃吸収性が発現しにくくなる。逆に、スキン材100部に対するコア材の体積が9900部より大きくなると、強度や剛性はコア材単独の場合と大差ないレベルに留まり、手間を掛けて敢えてサンドイッチ材とする必要がなくなる。
【0057】
[スキン材]
サンドイッチ材におけるスキン材は下記式(1)で定義される比弾性(E)が2.5以上の強化繊維を含む繊維強化複合材料からなる高剛性材であることが好ましい。
E=M/D/9.8 (1)
ここで、Eは比弾性、Mは繊維の弾性率(MPa)、Dは繊維の密度(g/cm3)である。
このような強化繊維の具体例としては、ガラス繊維、炭素繊維、スチール繊維(ステンレス繊維)、セラミック繊維などの無機繊維、およびアラミド繊維などが挙げられる。この中でも、汎用性や取扱い性からガラス繊維、炭素繊維、アラミド繊維が好ましい。
【0058】
強化繊維は、複数本の単糸(モノフィラメント)から構成されるマルチフィラメントであることが好ましい。モノフィラメントは生産性が低く、高価なためである。マルチフィラメントを構成する単糸の本数は2本から100000本が好ましく、50本から50000本がより好ましい。更には、100本から30000本がより好ましい。単糸本数が100000本を超えると、生産が困難であると共に、マルチフィラメントとしての繊維の取扱い性が著しく悪くなる。
【0059】
マルチフィラメントとしての強化繊維の総繊度は100dtexから100000dtexが好ましく、200dtexから50000dtexがより好ましい。更には、500dtexから30000dtexがより好ましい。繊度が100dtexより小さくなると、繊維の生産性に劣るため繊維が高価となる。繊度が100000dtexより大きくなると、糸の製造が困難となる。
【0060】
強化繊維を構成する単糸の繊度は0.1〜20dtexであることが好ましく、さらには上限値としては15dtex以下、特には10dtex以下であることが好ましい。また下限値としては0.3dtex以上であることが好ましい。もっとも好ましくは0.5〜5dtexの範囲である。このような範囲にあることにより、本発明の目的を達成しやすくなる。単糸繊度が0.1dtex未満では製糸性に問題が生じる傾向にあり、繊度が大きすぎると補強効果が低下し、サンドイッチ材の物性が低下する傾向にある。
【0061】
高剛性材を構成する強化繊維の強度は500MPa以上であることが好ましい。さらに好ましくは1000MPa以上である。500MPa未満では、得られるサンドイッチ材の強度が低すぎる傾向にある。
また強化繊維の弾性率は30GPa以上であることが好ましい。さらに好ましくは50GPa以上である。30GPa未満では、得られるサンドイッチ材の剛性が低すぎる傾向にある。
【0062】
このような物性を有する繊維の製造方法には、特に限定はない。例えば、溶融紡糸して得られる未延伸糸を延伸する方法、原料成分を含む溶液を湿式紡糸する方法、原料となる繊維を焼成、炭化する方法などで目的とする強化繊維を得ることができる。
また、サンドイッチ材および成形品の特性を高める目的で、適切な処理剤で繊維表面を処理しても良い。この場合、繊維の表面に、該繊維100重量部に対して、表面処理剤が0.1〜10重量部、好ましくは0.1〜3重量部付着させたらよい。表面処理剤は、熱可塑性樹脂の種類に応じて適宜、選定したらよい。
【0063】
また、高剛性材を構成するマトリックスとしては、塩化ビニル樹脂、塩化ビニリデン樹脂、酢酸ビニル樹脂、ポリビニルアルコール樹脂、ポリスチレン樹脂、アクリロニトリル−スチレン樹脂(AS樹脂)、アクリロニトリル−ブタジエン−スチレン樹脂(ABS樹脂)、アクリル樹脂、メタクリル樹脂、ポリエチレン樹脂、ポリプロピレン樹脂、ポリアミド6樹脂、ポリアミド11樹脂、ポリアミド12樹脂、ポリアミド46樹脂、ポリアミド66樹脂、ポリアミド610樹脂、ポリアセタール樹脂、ポリカーボネート樹脂、ポリエチレンテレフタレート樹脂、ポリエチレンナフタレート樹脂、ボリブチレンテレフタレート樹脂、ポリアリレート樹脂、ポリフェニレンエーテル樹脂、ポリフェニレンスルフィド樹脂、ポリスルホン樹脂、ポリエーテルスルホン樹脂、ポリエーテルエーテルケトン樹脂などの熱可塑性樹脂、エポキシ樹脂、ポリウレタン樹脂、不飽和ポリエステル樹脂、フェノール樹脂、ユリア樹脂、メラミン樹脂、ジアリルフタレート樹脂などの熱硬化性樹脂が挙げられる。この中でも、成形性、生産性、加工性に優れる熱可塑性樹脂が好ましく、熱可塑性樹脂の中でも塩化ビニル樹脂、ポリスチレン樹脂、ABS樹脂、ポリエチレン樹脂、ポリプロピレン樹脂、ポリアミド6樹脂、ポリアミド66樹脂、ポリアセタール樹脂、ポリカーボネート樹脂、ポリエチレンテレフタレート樹脂、ポリエチレンナフタレート樹脂、ボリブチレンテレフタレート樹脂、ポリアリレート樹脂はより好ましく、特に好ましいのは、ポリプロピレン樹脂、ポリアミド6樹脂、ポリアミド66樹脂である。
【0064】
スキン材における高剛性材中において、強化繊維の形態としては、短繊維、長繊維といった不連続繊維、および織物や編物などの布帛形態や繊維を一方向に引きそろえた一方向材といった連続繊維が挙げられ、これらはサンドイッチ材または成形体の用途に応じて、適宜使い分ければよい。不連続繊維の場合は繊維長1〜100mmが好ましく、5〜50mmがより好ましい。繊維長が1mmより短くなると十分な補強効果が得られにくくなる。逆に、100mmより長くなると、繊維強化材としての取扱い性が悪くなる。また、連続繊維の場合は、材料または成形品の一方の端部から他方の端まで繊維が連続していることが補強効果の点からはより好ましいが、必須事項ではない。材料または成形品に求められる力学物性によっては、多少の断裂部があり、不連続になっていても良く、適宜使い分けたらよい。
【0065】
また、スキン材における高剛性材において、強化繊維束内部はマトリックス樹脂が含浸していることが好ましく、樹脂の含浸度は体積比で80%以上が好ましく、90%以上がより好ましい。更に好ましくは95%以上である。繊維束内部への樹脂の含浸度が80%未満であると、サンドイッチ材の強度、剛性共に目標とするレベルに到達しない。
強化繊維束内部への樹脂含浸度の検証は、体積が判明している高剛性材中の繊維成分または樹脂成分の一方を溶解、分解、燃焼などの方法により除去し、処理前後の重量差から算出することにより行う。
【0066】
スキン材における高剛性材において、強化繊維とマトリックス樹脂の組成比は、体積比で強化繊維100部に対し、マトリックス樹脂は20部から900部であることが好ましく、より好ましくは25部から400部である。
強化繊維100部に対するマトリックス樹脂の体積割合が20部より少なくなると、材料中にボイドが発生しやすくなり、サンドイッチ材の力学的強度が大きく低下する。逆に、900部より多くなると強化繊維の補強効果が十分に発現しなくなる。
【0067】
高剛性材を上記のような原料、組成、構成とすることにより、サンドイッチ材および成形体に強度と剛性を付与することができる。
スキン材である高剛性材のマトリックス樹脂と、コア材であり衝撃吸収材である複合材料のマトリックス樹脂は、必ずしも同一である必要はなく、溶着する樹脂、あるいは相溶する樹脂であれば異なっていても良い。
【0068】
[サンドイッチ材の製造]
サンドイッチ材の製造方法は、予めスキン材とコア材を個別に作製しておいて後で複合化する方法、スキン材とコア材の原料を合わせて一段階で複合化する方法のいずれであっても良い。
例えば、二段階で複合化する方法としては、スキン材とコア材の原料となる強化繊維とマトリックス樹脂をプレス成形機、真空成形機、押出成形機、引抜成形機などに仕込み、それぞれ成形する。この際、高剛性材は繊維束内に樹脂が含浸している方が性能面で好ましいため、より厳しい温度、圧力、時間条件で成形することが多い。その後、比較的温和な条件で成形したコア材の複合材料とプレス成形機、真空成形機、高周波溶着機などを用いて溶着する。高剛性材とコア材の複合材料の成形方法が同様で、成形条件が大きくかけ離れていなければ、一段階で成形しても良い。
【0069】
また、サンドイッチ材の成形方法は用途の形状に合わせて適宜設定してよい。複合材料のマトリックスが熱可塑性樹脂であれば、単純な形態ならばマトリックス樹脂のガラス転移温度以上で賦形可能となることがある。また複雑な形状でも、マトリックス樹脂の融点前後の温度で賦形可能となる。これより、複合化の際に同時に成形しても良いし、いったん平板などの基材を作製した後に再度加温して賦形・成形しても良い。成形方法としては、所望形状の型枠や金型を用いたプレス成形、真空成形などが挙げられ、大型・平面・薄物部材から小型・複雑形状部材まで作製することができる。成形体の形状としては、平板のほかにコルゲート、トラス、ハニカムなどの三次元形態が挙げられる。
【0070】
強化繊維の繊維束間および繊維束内部への樹脂含浸のコントロールは成形条件で適宜調整する。一般に、成形温度や圧力を高めれば、樹脂の溶融粘度が低下するために樹脂の浸透性が増す。温度は、樹脂が結晶性樹脂の場合には融点温度から融点温度+50℃、樹脂が非晶性樹脂の場合にはガラス転移温度から融点+50℃の範囲が好ましい。圧力は0.01MPaから20MPaの範囲、時間は30秒から1時間程度の範囲が好ましい。
繊維とマトリックス樹脂の組み合わせは、使用する樹脂が結晶性樹脂の場合には、繊維の融点は樹脂の融点より10℃以上高いことが好ましい。また、使用する樹脂が非晶性樹脂の場合には、繊維の融点は樹脂のガラス転移温度より10℃以上高いことが好ましい。
【0071】
[成形性]
熱可塑性樹脂をマトリクスとしたサンドイッチ材は一旦平板状の成形用基材を作成した後、この成形用基材を加熱して、所望の成形型でコールドプレスすることで製品を得ることを想定している。しかし、加熱する際に成形用基材が熱収縮してしまうと、図3に示すように基材にシワが入り、コールドプレス後の製品表面は、シワ跡が残り外観を損なってしまうばかりか、シワによって局所的に重なった部分がスペーサーとなって、周辺部分が十分プレスできないといった問題が起こる。尚、ここで言うコールドプレスとは、加熱して軟化した基材をマトリクス樹脂の融点以下に温調した成形金型に所定の圧力で押し付け、基材−金型間で熱交換を行うことで、熱可塑性マトリクスを固化して、基材を所望の形状に賦形することを指す。
【0072】
従って、成形用基材を所望の条件で加熱した際に、シワの有無を目視にて確認することで、成形性の評価が行える。評価の指標としては、図3のように局所的な重なりが生じるためには、シワの高さが成形用基材の厚み以上である必要があるため、このようなシワの有無で成形性を判定できる。
【0073】
[成形体]
該複合材料、ならびに該複合材料をコア材とするサンドイッチ材とすることで、高強度、高剛性な衝撃吸収材料である成形体を提供することができる。本発明は上記の複合材料から得られる成形体を包含する。本発明は上記のサンドイッチ材から得られる成形体を包含する。
【0074】
[自動車用部品]
該複合材料、ならびに該複合材料をコア材とするサンドイッチ材は、自動車構造材用部品、自動車外装材用部品、自動車内装材用部品に好ましく用いられる。本発明は上記の複合材料、および/またはサンドイッチ材から得られる自動車構造材用部品、自動車外装材用部品、自動車内装材用部品を包含する。自動車構造材用部品としては、例えばクラッシュストラクチャー、フロアパンなどが挙げられる。自動車外装材用部品としては、例えばバンパー、ボンネット、フェンダーなどが挙げられる。自動車内装材用部品としては、例えばインストルメンタルパネル、ドアトリム、センターコンソール、ピラーカバーなどが挙げられる。
【0075】
該複合材料は衝撃吸収に優れるので衝撃吸収部材、例えばバンパー、ボンネット、フェンダー、フロア、座席、ドアトリム、ピラーカバーなどに用いられる。
該複合材料をコア材とするサンドイッチ材は衝撃吸収性に加え剛性にも優れるため、上記の用途に加え、構造部材、例えばクラッシュストラクチャー、フロアパンなどに用いられる。
【実施例】
【0076】
以下、実施例を挙げて、本発明を更に具体的に説明する。本発明はこれにより何等限定を受けるものではない。
【0077】
(有機繊維コンポジット)
1)複合材料の寸法変化
キャビティ寸法350mm×350mmの金型の中央に345mm×345mmに裁断した材料を積載し、市販のホットプレス機(名機製作所製、MHPC)で所定の条件によりプレス成形して得られた複合材料のタテ×ヨコの寸法と材料の元寸法(345mm×345mm)の面積比率を複合材料の寸法変化とした。
2)繊維束間のボイド率測定
試料をマイクロトームで切断し、その断面を顕微鏡観察して繊維束間を2値化処理することによりボイド率を算出した。
3)繊維への樹脂の含浸度評価
高剛性材については、試料の断面を顕微鏡観察し、気泡の割合を算出することにより樹脂の含浸度を評価した。複合材料については、試料から取り出した繊維をピンセットや針などを用いてほぐし、容易に選別できるマルチフィラメント構成単糸の本数から、遊離単糸率を算出する。例えば、250本の単糸から構成される有機繊維の場合、150本の遊離単糸を取り出せるのであれば遊離単糸率は60%となり、樹脂の含浸度は体積分率で残りの40%ということとなる。
4)衝撃吸収エネルギー評価
島津製作所製のハイドロショットHITS−P10型を用い、ISO 6603−2規格に準拠して試験片を打ち抜いた際の最大荷重と吸収エネルギー量、および最大荷重点変位を測定した。試験片サイズは140mm×140mmとし、ストライカー径は10mm、押え治具の開口部径は40mm、試験速度は11m/秒とした。この試験で得られた変位−荷重曲線の面積を試験片の吸収エネルギー量とし、これを試験片の厚みで割り返した値を比吸収エネルギー量として評価した。
【0078】
(サンドイッチ材)
1)衝撃吸収エネルギー評価
衝撃吸収エネルギーの評価は、有機繊維コンポジットと同様で、島津製作所製のハイドロショットHITS−P10型を用い、ISO 6603−2規格に準拠して試験片を打ち抜いた際の最大荷重と吸収エネルギー量、および最大荷重点変位を測定した。試験片サイズは140mm×140mmとし、ストライカー径は10mm、押え治具の開口部径は40mm、試験速度は11m/秒とした。この試験で得られた変位−荷重曲線の面積を試験片の吸収エネルギー量とし、これを試験片の厚みで割り返した値を比吸収エネルギー量として評価した。
2)成形性評価
350mm×350mmの成形用基材を市販の熱風式乾燥機(アズワン製、ONW−450)を用いて、設定温度250℃×10分間の加熱処理し、シワの有無を目視にて確認した。
上述したように、評価の指標としては、図3のように局所的な重なりが生じるためには、シワの高さが成形用基材の厚み以上である必要があるため、このようなシワの有無で成形性を判定した。すなわち、350mm×350mmの範囲において、このようなシワが1個以下を○、2個以上4個以上を△、5個以上を×とした。
【0079】
[実施例1]
繊維Aとしてポリエステル繊維(帝人ファイバー製;P900M、1100dtex、引張強度=8.1cN/dtex、引張破断ひずみ=13.5%、200℃×10分乾熱収縮率=19.2%)を用い、繊維Bとしてアラミド繊維(テクノーラ(登録商標)、帝人テクノプロダクツ製;T240、1100dtex、引張強度=24.5cN/dtex、引張破断ひずみ=4.5%、200℃×10分乾熱収縮率=0%)を用い、これらを撚糸機を用いてそれぞれZ方向に87回/m下撚りを行い、これらを1本ずつ合わせてS方向に61回/m上撚りを行って絡合糸(1)を得た。
次に、ポリプロピレンフィルム(サン・トックス社製;サントックス−CPフィルム、Kグレード、厚み30μm)所定量をアルミ製平板に貼り付けた後、この上に絡合糸(1)を100gのテンション下、1mmのピッチで巻きつけた。次に、この絡合糸の上にポリプロピレンフィルム所定量を貼り付けた後、ホットプレス機を用いて、最高温度200℃、最大圧力0.5MPaで10分間加熱加圧することによりポリプロピレンフィルムを溶融し、絡合糸の繊維束間にポリプロピレンを浸透させた。その後、加圧した状態で冷却し、繊維体積含有率=33%の絡合糸(1)/ポリプロピレン一体シートを得た。得られたシートから絡合糸方向を基準として、345mm×345mmの寸法に切り出し、キャビティ寸法350mm×350mmの金型の中央に0度方向、90度方向、90度方向、0度方向と4プライ重ねた後に再び最高温度200℃、最大圧力0.5MPaで10分間加熱加圧加熱加圧し、その後加圧した状態で冷却することにより絡合糸(1)/ポリプロピレン成形体を得た。
【0080】
[実施例2]
実施例1において、熱可塑性樹脂マトリクスとしてポリアミド6フィルム(ユニチカ製;エンブレムONフィルム、標準グレード、厚み25μm)を用い、ホットプレス条件として、最高温度240℃、最大圧力0.5MPaで10分間加熱加圧したこと以外は、同様の方法で、絡合糸(1)/ポリアミド6成形体を得た。
【0081】
[実施例3]
繊維Aとして、ポリエステル繊維(帝人ファイバー製;P900M、1100dtex)を無撚状態で2本引きそろえた後、Z方向に62回/mの下撚りを施したものを用い、繊維Bとして炭素繊維(東邦テナックス製;HTS40 3K、2000dtex、引張強度=24cN/dtex、引張破断ひずみ=1.9%、200℃×10分乾熱収縮率=0%)をZ方向に62回/mの下撚りを施したものを用い、これらを1本ずつ合わせてS方向に44回/m上撚りを行って絡合糸(2)を得た。その後、実施例2と同様の方法で体積繊維含有率=33%の絡合糸(2)/ポリアミド6一体シートを得て、これを実施例2同様に金型内で成形することで、絡合糸(2)/ポリアミド6成形体を得た。
【0082】
[実施例4]
繊維Aとして、ポリエステル繊維(帝人ファイバー製;P900M、1100dtex)を無撚状態で2本引きそろえた後、Z方向に62回/mの下撚りを施したものを用い、繊維Bとしてアラミド繊維(テクノーラ(登録商標)、帝人テクノプロダクツ製;T240、1100dtex、引張強度=24.5cN/dtex、引張破断ひずみ=4.5%、200℃×10分乾熱収縮率=0%)をZ方向に87回/mの下撚りを施したものを用い、これらを1本ずつ合わせてS方向に50回/m上撚りを行って絡合糸(3)を得た。その後、実施例1と同様の方法で体積繊維含有率=33%の絡合糸(3)/ポリプロピレン一体シートを得て、これを実施例1同様に金型内で成形することで、絡合糸(3)/ポリプロピレン成形体を得た。
【0083】
[実施例5]
実施例4において熱可塑性樹脂マトリクスとしてポリアミド6フィルム(ユニチカ製;エンブレムONフィルム、標準グレード、厚み25μm)を用い、ホットプレス条件として、最高温度240℃、最大圧力0.5MPaで10分間加熱加圧したこと以外は、同様の方法で、絡合糸(3)/ポリアミド6成形体を得た。
【0084】
[実施例6]
繊維Aとして、ポリエステル繊維(帝人ファイバー製;P900M、1100dtex)を無撚状態で2本引きそろえた後、Z方向に64回/mの下撚りを施したものを用い、繊維Bとしてアラミド繊維(テクノーラ(登録商標)、帝人テクノプロダクツ製;T240、440dtex、引張強度=24.5cN/dtex、引張破断ひずみ=4.5%、200℃×10分乾熱収縮率=0%)をZ方向に137回/mの下撚りを施したものを用い、これらを1本ずつ合わせてS方向に56回/m上撚りを行って絡合糸(4)を得た。その後、絡合糸(4)のアルミ製平板への巻付けピッチを1.2mmとしたこと以外は、実施例2と同様の方法で体積繊維含有率=33%の絡合糸(4)/ポリアミド6一体シートを得て、これを実施例2同様に金型内で成形することで、絡合糸(4)/ポリアミド6成形体を得た。
【0085】
[実施例7]
繊維Aとしてポリエステル繊維(帝人ファイバー製;P900M、1100dtex、引張強度=8.1cN/dtex、引張破断ひずみ=13.5%、200℃×10分乾熱収縮率=19.2%)を用い、繊維Bとしてアラミド繊維(テクノーラ(登録商標)、帝人テクノプロダクツ製;T240、1100dtex、引張強度=24.5cN/dtex、引張破断ひずみ=4.5%、200℃×10分乾熱収縮率=0%)を用い、両者を引き揃えて間歇的に圧空を噴射する回転式インターレースノズルを用いて、ノズル回転体周長30.9cm、ノズル口径4.5mm、ノズル孔数4個、ノズル回転体周速度600m/min、圧空圧5kg/cm2、オーバーフィード率5%、糸条速度600m/minでインターレース抱合加工し、絡合糸(5)を得た。その後、実施例1と同様の方法で体積繊維含有率=33%の絡合糸(5)/ポリプロピレン一体シートを得て、これを実施例1同様に金型内で成形することで、絡合糸(5)/ポリプロピレン成形体を得た。
【0086】
[実施例8]
繊維Aとしてポリエステル繊維(帝人ファイバー製;P900M、1100dtex、引張強度=8.1cN/dtex、引張破断ひずみ=13.5%、200℃×10分乾熱収縮率=19.2%)をZ方向に87回/mの下撚りを施したものを2本用意し、これらをS方向に62回/mの上撚りを行ってポリエステル繊維撚糸コード(6)を得た。次に、ポリエステル撚糸コード(6)と絡合糸(1)を並列させた状態でポリアミド6フィルム(ユニチカ製;エンブレムONフィルム、標準グレード、厚み25μm)所定量を貼り付けたアルミ製平板に100gのテンション下、1mmのピッチで巻きつけた。その後、実施例2と同様で体積繊維含有率=33%のポリエステル撚糸コード(6)+絡合糸(1)/ポリアミド6一体シートを得て、これを実施例2同様に金型内で成形することで、ポリエステル撚糸コード(6)+絡合糸(1)/ポリアミド6成形体を得た。
【0087】
[比較例1]
絡合糸(1)に代えてポリエステル撚糸コード(6)を用いた他は実施例1と同様の方法で体積繊維含有率=33%のポリエステル繊維撚糸コード(6)/ポリプロピレン一体シートを得て、これを実施例1同様に金型内で成形することで、ポリエステル繊維撚糸コード(6)/ポリプロピレン成形体を得た。
【0088】
[比較例2]
比較例1において、熱可塑性樹脂マトリクスとしてポリアミド6フィルム(ユニチカ製;エンブレムONフィルム、標準グレード、厚み25μm)を用い、ホットプレス条件として、最高温度240℃、最大圧力0.5MPaで10分間加熱加圧したこと以外は、同様の方法で、ポリエステル撚糸コード(6)/ポリアミド6成形体を得た。
【0089】
[比較例3]
繊維Aを使用せずに、繊維Bとして炭素繊維(東邦テナックス製;HTS40 3K、2000dtex、引張強度=24cN/dtex、引張破断ひずみ=1.9%、200℃×10分乾熱収縮率=0%)をZ方向に62回/mの下撚りを施したものを2本用意し、これらをS方向に45回/mの上撚りを行って炭素繊維撚糸コード(7)を得た。その後、実施例2と同様の方法で体積繊維含有率=33%の炭素繊維撚糸コード(7)/ポリアミド6一体シートを得て、これを実施例1同様に金型内で成形することで、炭素繊維撚糸コード(7)/ポリアミド6成形体を得た。
【0090】
[比較例4]
繊維Aを使用せずに、繊維Bとしてアラミド繊維(テクノーラ(登録商標)、帝人テクノプロダクツ製;T240、1100dtex、引張強度=24.5cN/dtex、引張破断ひずみ=4.5%、200℃×10分乾熱収縮率=0%)をZ方向に87回/mの下撚りを施したものを2本用意し、これらをS方向に62回/m上撚りを行ってアラミド繊維撚糸コード(8)を得た。その後、実施例2と同様の方法で体積繊維含有率=33%のアラミド繊維撚糸コード(8)/ポリアミド6一体シートを得て、これを実施例1同様に金型内で成形することで、アラミド繊維撚糸コード(8)/ポリアミド6成形体を得た。
【0091】
[比較例5]
繊維Aとして、ポリエステル繊維(帝人ファイバー製;P900M、1100dtex)をZ方向に87回/mの下撚りを施したものを用い、繊維Bとしてアラミド繊維(テクノーラ(登録商標)、帝人テクノプロダクツ製;T240、1100dtex、引張強度=24.5cN/dtex、引張破断ひずみ=4.5%、200℃×10分乾熱収縮率=0%)を無撚状態で2本引き揃えた後、Z方向に62回/mの下撚りを施したものを用い、これらを1本ずつ合わせてS方向に50回/m上撚りを行って絡合糸(9)を得た。その後、実施例2と同様の方法で体積繊維含有率=33%の絡合糸(9)/ポリアミド6一体シートを得て、これを実施例1同様に金型内で成形することで、絡合糸(9)/ポリアミド6成形体を得た。
【0092】
[比較例6]
繊維Aとしてポリエステル繊維(帝人ファイバー製;P900M、1100dtex、引張強度=8.1cN/dtex、引張破断ひずみ=13.5%、200℃×10分乾熱収縮率=19.2%)を用い、繊維Bとしてアラミド繊維(テクノーラ(登録商標)、帝人テクノプロダクツ製;T240、1100dtex、引張強度=24.5cN/dtex、引張破断ひずみ=4.5%、200℃×10分乾熱収縮率=0%)を用い、これらをそれぞれZ方向に87回/m撚り加工を施した。次に、ポリアミド6フィルム(ユニチカ製;エンブレムONフィルム、標準グレード、厚み25μm)所定量をアルミ製平板に貼り付けた後、この上に繊維Aの片撚り糸と繊維Bの片撚り糸並列させた状態で100gのテンション下、1mmのピッチで巻きつけた。その後、実施例2と同様で体積繊維含有率=33%の繊維Aと繊維Bの並列糸(10)/ポリアミド6一体シートを得て、これを実施例2同様に金型内で成形することで、繊維Aと繊維Bの並列糸(10)/ポリアミド6成形体を得た。
【0093】
[比較例7]
繊維Aとしてポリエステル繊維(帝人ファイバー製;P900M、1100dtex、引張強度=8.1cN/dtex、引張破断ひずみ=13.5%、200℃×10分乾熱収縮率=19.2%)を用い、繊維Bとしてアラミド繊維(テクノーラ(登録商標)、帝人テクノプロダクツ製;T240、1100dtex、引張強度=24.5cN/dtex、引張破断ひずみ=4.5%、200℃×10分乾熱収縮率=0%)を用い、これらを無撚りで並列させた状態でポリアミド6フィルム(ユニチカ製;エンブレムONフィルム、標準グレード、厚み25μm)所定量を貼り付けたアルミ製平板に100gのテンション下、1mmのピッチで巻きつけた。その後、実施例2と同様で体積繊維含有率=33%の繊維Aと繊維Bの並列糸(11)/ポリアミド6一体シートを得て、これを実施例2同様に金型内で成形することで、繊維Aと繊維Bの並列糸(11)/ポリアミド6成形体を得た。
【0094】
(結果の比較)
表1〜2に示すとおり、比較例1、2のように、複合材料中の補強繊維が繊維Aのみで構成された場合は、比吸収エネルギーは比較的高いが、寸法変化が大きく成形性の面で劣り、逆に、比較例3、4のように、補強繊維が繊維Bのみで構成された場合は、寸法安定性が良好であるため成形性が優れるが、比吸収エネルギーが低く、衝撃吸収材料としては機能しないと思われる。繊維Aと繊維Bの比率については、比較例5のように繊維Bの割合が高いと、比エネルギー吸収が低くエネルギー吸収材としては不十分である。また、比較例6,7のように繊維Aと繊維Bが絡合していない場合は、熱寸法安定性が不十分である。以上から、実施例は比較例に比べ、寸法安定性とエネルギー吸収性のバランスが良く、製造面及び性能面からも優れた材料であるといえる。
【0095】
[実施例9]
炭素繊維ストランド(東邦テナックス製;HTS40、引張弾性率=240Gpa、比弾性13.9)を20mmにカットし、カットしたストランド23.5gを400mm×400mmのアルミ板に均一な厚さになるよう散布した。この上にポリアミド6フィルム(ユニチカ製、エンブレムフィルム)を5枚置き、ホットプレス機(名機製作所製、MHPC)を用いて、最高温度260℃、最大圧力2.0MPaで10分間加熱加圧することによりポリアミド6樹脂が部分含浸した炭素繊維等方材を得た。この部分含浸等方材を3枚重ね、適当なサイズに切出した後、350mm×350mmの金型を用いて最高温度260℃、最大圧力3.0MPaで20分間加熱加圧することにより、樹脂の含浸度を99%まで高めた厚み0.5mm、体積繊維含有率40%の炭素繊維ランダム材を得た。
次に、上述した炭素繊維ランダム材2枚で実施例2の絡合糸(1)/ポリアミド6成形体をサンドし、再び350mm×350mmの金型を用いて最高温度260℃、最大圧力2.0MPaで10分間加熱加圧することにより、炭素繊維ランダム材をスキン材とし、実施例2の成形体をコア材としたサンドイッチ材を得た。
【0096】
[実施例10]
炭素繊維開繊糸クロス(サカイオーベックス製、目付け80g/m2)とポリアミド6フィルム(ユニチカ製、「エンブレムONフィルム」、25μm)を適当なサイズに切り出した後、350mm×350mmの金型内で所定量積層し、最高温度260℃、最大圧力3.0MPaで20分間加熱加圧することにより、樹脂の含浸度を99%まで高めた厚み0.5mm、体積繊維含有率40%の炭素繊維クロス材を得た。
次にこの炭素繊維クロス材をスキン材として実施例9と同様の方法で、炭素繊維クロス材をスキン材とし、実施例2の成形体をコア材としたサンドイッチ材を得た。
【0097】
[比較例8]
実施例10において、スキン材を実施例10の炭素繊維クロス材とし、コア材を比較例2の複合材料としたこと以外は同様の方法で、サンドイッチ材を得た。
【0098】
[比較例9]
実施例2の成形体をそのものを比較例8の試験体とし、成形性の評価のみを実施した。尚、比エネルギー吸収量については実施例2の値を用いた。
【0099】
[比較例10]
炭素繊維開繊糸クロス(サカイオーベックス製、目付け80g/m2)とポリアミド6フィルム(ユニチカ製、「エンブレムONフィルム」、25μm)を適当なサイズに切り出した後、350mm×350mmの金型内で所定量積層し、最高温度260℃、最大圧力3.0MPaで20分間加熱加圧することにより、樹脂の含浸度を99%まで高めた厚み2.5mm、体積繊維含有率40%の炭素繊維クロス材を得た。比較例9は、この炭素繊維クロス材のみを試験体とした。
【0100】
(結果の比較)
評価結果を表3に示すが、比較例8,9はエネルギー吸収性能は高いが、成形性が悪く、このような材料では実際に良好な製品を得ることはできない。また、比較例10は繊維Aの成分を全く含まないため、成形用基材加熱時のシワは少ないが、エネルギー吸収性能が悪く、狙いの機能が発現されていない。一方で、実施例は、比較例に比べて、エネルギー吸収性能と成形性のバランスが良く、実際的な材料といえる。
【0101】
【表1】
【0102】
【表2】
【0103】
【表3】
【特許請求の範囲】
【請求項1】
繊維Aおよび繊維Bと、熱可塑性樹脂とを含む繊維複合材料であって、繊維Aは融点が200℃以上で引張破断ひずみが5%以上の有機繊維であり、繊維Bは200℃×10分乾熱収縮率が1%以下であり、繊維A100体積部に対し、繊維Bは10〜100体積部であり、複合材料中に繊維Aと繊維Bの絡合糸を含んでいる繊維複合材料。
【請求項2】
繊維Aの形態が、撚糸コード、または撚糸コードで構成される織物あるいは編物である請求項1に記載の繊維複合材料。
【請求項3】
請求項1〜2のいずれかに記載の繊維複合材料をコア材とし、下記式(1)で定義される比弾性(E)が2.5以上の強化繊維と樹脂とからなる高剛性材をスキン材とするサンドイッチ材。
E=M/D/9.8 (1)
(Eは比弾性、Mは繊維の弾性率(MPa)、Dは繊維の密度(g/cm3)である。)
【請求項1】
繊維Aおよび繊維Bと、熱可塑性樹脂とを含む繊維複合材料であって、繊維Aは融点が200℃以上で引張破断ひずみが5%以上の有機繊維であり、繊維Bは200℃×10分乾熱収縮率が1%以下であり、繊維A100体積部に対し、繊維Bは10〜100体積部であり、複合材料中に繊維Aと繊維Bの絡合糸を含んでいる繊維複合材料。
【請求項2】
繊維Aの形態が、撚糸コード、または撚糸コードで構成される織物あるいは編物である請求項1に記載の繊維複合材料。
【請求項3】
請求項1〜2のいずれかに記載の繊維複合材料をコア材とし、下記式(1)で定義される比弾性(E)が2.5以上の強化繊維と樹脂とからなる高剛性材をスキン材とするサンドイッチ材。
E=M/D/9.8 (1)
(Eは比弾性、Mは繊維の弾性率(MPa)、Dは繊維の密度(g/cm3)である。)
【図3】

【図1】
【図2】
【図1】
【図2】
【公開番号】特開2012−241183(P2012−241183A)
【公開日】平成24年12月10日(2012.12.10)
【国際特許分類】
【出願番号】特願2011−116179(P2011−116179)
【出願日】平成23年5月24日(2011.5.24)
【出願人】(000003001)帝人株式会社 (1,209)
【Fターム(参考)】
【公開日】平成24年12月10日(2012.12.10)
【国際特許分類】
【出願日】平成23年5月24日(2011.5.24)
【出願人】(000003001)帝人株式会社 (1,209)
【Fターム(参考)】
[ Back to top ]