
繊維複合材料および該繊維複合材料を製造するための方法
繊維複合材料(8)は、複数の繊維と、これらの繊維を結合する樹脂とを有している。減少させられた樹脂消費での材料の高い強度と、追補的な形状変化に対する高いフレキシビリティとを可能にするために、複数の個別フィラメント(2,3)と、少なくとも一種類の物理的な量および/または少なくとも一種類の化学的な物質の作用によって架橋可能な樹脂とを有する糸(1)が使用されており、樹脂が、架橋されていない状態であるものの、ほぼ溶剤を含まずに提供されていて、糸(1)内の個別フィラメント(2,3)を結合しており、これらの個別フィラメント(2,3)が、互いに一方向に配置されており、糸(1)が、それぞれ外側の周面の接触面(12a,12b)においてブリッジ(13a,13b)を介して互いに付着されていることによって、糸(1)が複合材料を形成していることが提案される。さらに、架橋された状態における樹脂を備えた繊維複合材料ならびに前述した繊維複合材料を製造するための方法が提案される。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複数の繊維と、該繊維を結合する樹脂とを有する繊維複合材料に関する。
【0002】
さらに、本発明は、複数の繊維と、該繊維を結合する樹脂とを有する繊維複合材料を製造するための方法に関する。
【0003】
繊維複合材料はファイバコンポジットとも呼ばれ、樹脂から成る支持母材と、強化繊維とを有する多相材料または混合材料を成している。両成分の相互作用によって、繊維複合材料は、繊維ならびに樹脂をそれぞれ個別にそれ自体で考慮するよりも高い価値の特性を有している。特にほんの数マイクロメートルの直径を有する極端に細い繊維の使用時には、いわゆる「比強度の効果」が繊維複合材料にプラスの影響を与える。この効果に対する要因としては、直径が減少するにつれて増加する、提供された減少横断面における繊維の分子鎖の整列が考えられる。また、極端に細い多数の繊維は、材料における、場合により破断に繋がる欠陥箇所を極めて大きな間隔に拡げる。こうして、1つの繊維における材料欠陥は、材料から製造された構成部材全体の故障を招くのではなく、まず初めに、たいていは、複合体におけるただ1つの繊維の破断しか招かない。この理由から、繊維複合材料は、可能な限り最適に調整された両成分の協働によって得られる極めて高価値の特性の点で優れている。特に繊維複合材料は、強度と質量(重量)との極めて良好な比を有している。
【0004】
繊維複合材料では、繊維として、典型的には、ガラス繊維、炭素繊維(カーボンファイバ)、セラミック繊維(酸化アルミニウム、二酸化ケイ素等)、アラミド繊維、金属繊維(特に鋼繊維)および(亜麻、麻、ジュート、サイザルまたはこれに類するものから成る)天然繊維が可能である。公知の繊維複合材料の、樹脂から成る母材は、しばしばデュロマ(同義語:熱硬化性樹脂、人造樹脂)、エラストマまたは熱可塑性樹脂によって形成される。
【0005】
繊維複合材料の典型的な外観は、いわゆる「積層体(ラミネート)」である。この積層体では、個別の繊維配向の利点が使用される。積層体は、しばしば、それぞれ異なる主繊維方向を備えた、上下に重ね合わされた複数の繊維マットを有している。積層体製造のためには、たいてい、ハンドレイ法、真空プレスによるハンドレイアップ、プリプレグテクノロジ、真空インフュージョン、繊維ワインディングならびに繊維スプレーのような方法が使用される。ただし、繊維スプレーは、厳密にいうと、正確な層が不足しているため、積層法ではない。しかし、結果物は、古典的な積層体に匹敵する特性を有している。
【0006】
積層体のほかに、繊維複合材料は、しばしば射出成形部材、トランスファ成形部材または引抜き成形部材の形でも実現される。繊維の一方向の方向設定は、方法に応じて種々異なる形で効果的に実行することができる。
【0007】
さらに、ファイバコンポジットは、いわゆる「シートモールディングコンパウンド」(SMC)としても公知である。この公知のシートモールディングコンパウンドでは、樹脂マットが、(硬化剤、場合による充填剤または添加剤のような付加物を含んだ)樹脂と、ガラス繊維片とから予め製造され、粘度が著しく増加させられる熟成時間後に引き続き処理される。典型的には、加熱された金型内で再流動化後にプレスおよび完全硬化が行われる。
【0008】
繊維複合材料における頻繁な欠点は、樹脂母材内への繊維の不完全な埋込みである。これは、典型的には、繊維から前もって形成された複合構造体(織布、スクリム、経編地、緯編地、フリース等)への追補的な含浸に当てはまり、特に繊維個別フィラメントのねじりもしくは撚りを使用した糸に対する個別フィラメントの予め行われた処理に関係している。これらの個別フィラメントの間の間隙は、特に樹脂の粘度を考慮して、ほとんど十分に到達することができないかもしくは埋め尽くすことができず、これによって、得られる材料の強度が、理論的に可能な程度を著しく下回っている。さらに、公知先行技術では、繊維複合材料全体の質量もしくは体積に対する樹脂の割合が、コストの観点でも、エネルギの観点でも、環境の観点でも過度に高い。
【0009】
本発明の課題は、高い強度と同時に最小限に抑えられた樹脂使用の点で優れた繊維複合材料ならびに繊維複合材料を製造するための方法を提供することである。
【0010】
この課題を解決するために本発明に係る第1の繊維複合材料によれば、該繊維複合材料が、糸を有しており、該糸が、複数の個別フィラメントと、少なくとも一種類の物理的な量および/または少なくとも一種類の化学的な物質の作用によって架橋可能な樹脂とを有しており、該樹脂が、架橋されていない状態であるものの、ほぼ溶剤を含まずに提供されていて、糸内の複数の個別フィラメントを結合しており、該個別フィラメントが、互いに一方向に配置されており、糸が、それぞれ該糸の外側の周面の接触面において、樹脂から成るブリッジを介して互いに付着されていることによって、糸が、複合材料を形成している。
【0011】
本発明に係る第1の繊維複合材料の有利な態様によれば、互いに付着された糸が、互いにプレスされており、有利には、繊維複合材料それ自体が、全体的にまたは部分的にプレスされている。
【0012】
本発明に係る第1の繊維複合材料の有利な態様によれば、繊維複合材料が、経編地、緯編地、スクリム、フリースまたは、有利には平織りの織布であり、該経編地、該緯編地、該スクリム、該フリースまたは該織布が、複数の個別フィラメントと、架橋されていない樹脂とから成るモノフィラメント複合体を成す糸の形の経糸および/または緯糸を有しており、前記糸全ての個別フィラメントが、互いに一方向に配向されている。
【0013】
本発明に係る第1の繊維複合材料の有利な態様によれば、繊維複合材料が、経編地、緯編地、スクリムまたは織布から成る少なくとも1つの層と、フリースから成る少なくとも1つの層とによって形成されたサンドイッチ材料であり、経編地、緯編地、スクリムまたは織布が、複数の個別フィラメントと、架橋されていない樹脂とから成る糸を有していて、有利には、それぞれ専ら該糸から成っており、フリースに、架橋されていない樹脂が設けられていて、特に含浸させられているかまたは吹き付けられており、層が、樹脂から成るブリッジを介して、互いに隣り合った糸の間でまたは互いに隣り合った層の繊維の間で互いに結合されていて、繊維複合材料を形成している。
【0014】
さらに、前述した課題を解決するために本発明に係る第2の繊維複合材料によれば、該繊維複合材料が、糸を有しており、該糸が、複数の個別フィラメントと、該個別フィラメントを互いに結合する、架橋された状態で提供された樹脂とを有しており、個別フィラメントが、糸内に互いに一方向に配置されており、糸が、それぞれ該糸の外側の周面の接触面において、架橋された樹脂のブリッジを介して互いに結合されていることによって、糸が、複合体を形成している。
【0015】
本発明に係る第2の繊維複合材料の有利な態様によれば、接触面の範囲における糸の横断面が、長円形、楕円形または丸み付けられた長方形であり、接触面が、前記横断面において、長円もしくは楕円の扁平にされた辺または長方形の長辺に位置している。
【0016】
本発明に係る第2の繊維複合材料の有利な態様によれば、繊維複合材料が、経編地、緯編地、スクリムまたは織布から成る少なくとも1つの層と、フリースから成る少なくとも1つの層とによって形成されたサンドイッチ材料であり、経編地、緯編地、スクリムまたは織布が、複数の個別フィラメントと、架橋された樹脂とから成る糸を有していて、有利には、それぞれ専ら該糸から成っており、フリースが、架橋された樹脂を有しており、前記層が、架橋された樹脂から成るブリッジを介して、互いに隣り合った糸の間でまたは互いに隣り合った層の繊維の間で互いに結合されていて、繊維複合材料を形成しており、サンドイッチ材料が、有利にはプレスによって変形加工されていて、成形部材または形材を形成しており、樹脂が、サンドイッチ材料のプレスされた状態で架橋されている。
【0017】
さらに、前述した課題を解決するために本発明に係る方法によれば、a)それぞれ少なくとも一種類の物理的な量および/または一種類の化学的な物質の作用によって架橋可能な樹脂により結合される複数の個別フィラメントから成るモノフィラメント複合体を有する糸を使用し、1つの糸の個別フィラメントが、それぞれ互いに一方向に配置されており、b)互いに隣り合った糸が、その外側の周面の接触面において、架橋されていない状態で提供された樹脂から成るブリッジを介して互いに結合される繊維複合材料を糸から形成し、ブリッジを形成する樹脂が、予め糸の成分である。
【0018】
本発明に係る方法の有利な態様によれば、それぞれ樹脂から成るブリッジを介して結合された互いに隣り合った糸をその接触面の範囲で互いにプレスする。
【0019】
本発明に係る方法の有利な態様によれば、前述した特徴b)による、糸からの複合体の形成後に樹脂を架橋し、これによって、繊維複合材料がその最終強度を獲得する。
【0020】
本発明に係る方法の有利な態様によれば、複合体内の糸のプレスと、架橋、特に温度の作用による架橋とを少なくとも部分的に同時に行う。
【0021】
本発明に係る方法の有利な態様によれば、個別フィラメントを埋め込む架橋されていない樹脂を含んだ糸から、円形の横断面、丸み付けられた横断面または角のある横断面を備えた管状の中空形材を製造し、次いで、該中空形材を、その長手方向において連続して行われる、中空形材の長手方向軸線に対して垂直な方向への、有利には、中空形材の長手方向軸線に対して垂直なプレス圧の使用下での横断面の狭搾によって変形加工して、減少させられた横断面を備えた形材を形成し、樹脂を変形加工の間にまたは変形加工に続いて、特に温度の作用によって架橋する。
【0022】
冒頭で述べた繊維複合材料から出発して、前述した課題は、材料が、複数の糸を有しており、これらの糸が、それぞれ複数の個別フィラメントと、少なくとも一種類の物理的な量および/または少なくとも一種類の化学的な物質の作用によって架橋可能な樹脂とを有しており、この樹脂が、架橋されていない状態であるものの、ほぼ溶剤を含まずに提供されていて、糸内の複数の個別フィラメントを結合しており、これらの個別フィラメントが、糸内に互いに一方向に配置されており、糸が、それぞれ外側の周面の接触面において、樹脂から成るブリッジを介して互いに付着されていることによって、糸が、複合材料を形成していることによって解決される。
【0023】
前述した本発明に係る繊維複合材料は半製品である。なぜならば、樹脂が、架橋されていない状態で提供されているからである。この状態では、樹脂がその最終強度もしくは最終硬さの少ない部分しか有しておらず、複合材料のこの中間状態において、糸から形成された複合材料を結合しかつ主に取扱い可能にするためにしか働かない。したがって、本発明に係る繊維複合材料は、極めて良好な変形可能性およびフレキシビリティの点で優れていて、これによって、架橋前にまだ変形加工することができ、すなわち、最終的な形状にもたらすことができ、次いで、樹脂の本来の架橋、すなわち、完全硬化が行われ、これによって、半製品から完成品(この完成品は、当然ながら、まだ後続の加工ステップに供されてよい)が製造される。
【0024】
1つの重要な構成要素は、本発明により複合材料製造時に使用されるモノフィラメント糸によって形成される。このモノフィラメント糸は、複数の個別フィラメントと、これらの個別フィラメントを取り囲む樹脂とから成っている。このように形成された糸内の一方向に配向された個別フィラメントは、有利には完全に樹脂によって埋め込まれている。糸内には、もはや空気封入物が決して存在していないことが望ましい。個別フィラメントは、確かに、樹脂によってまとめられて、モノフィラメントで取扱い可能な糸を形成するものの、その位置において互いに相対的に糸の内部で移動可能である。このことは、特に糸から形成された複合材料の互いに隣り合った糸がその接触箇所において、横断面図で見て、扁平にされていてよく、これによって、ねじられたかもしくは撚られた個別フィラメントから成る糸の態様よりも大きな接触面を形成している場合に重要である。この接触面の量は、樹脂完全硬化後の繊維複合材料ののちの強度を顕著に決定している。
【0025】
本発明に係る材料の更なる顕著な特徴は、複合材料を形成するための糸の接合時に付加的な樹脂を使用する必要がないという事実である。したがって、従来の製造法の態様のような、繊維から形成された支持構造体への含浸、浸漬、吹付け、流込みまたはこれに類する工程が不要となる。したがって、本発明に係る繊維複合材料では、樹脂割合が極めて少なくなる。なぜならば、樹脂が極めて適切に使用される、つまり、糸もしくは糸の個別フィラメントに付着する程度にしか使用されないからである。本発明に係る材料を環境に対して極めて優しく、軽量にかつ廉価に製造可能にする所要の僅かな樹脂使用にもかかわらず、所望の場合には、樹脂割合が、糸に左右されない付加的な樹脂添加によって増加させられてよく、これによって、たとえば糸の間に残された自由室が埋め尽くされる。ここで念のために強調しておくと、本発明に係る材料に対してむしろ典型的でないこのような充填に左右されなくても、糸の極めて良好な結合が保証されている。なぜならば、本発明により使用される糸がその外側の周面でも樹脂層によって完全に取り囲まれているので、糸の全ての接触箇所に、「樹脂ブリッジ」を介した接着の意味での良好な付着が保証されているからである。本発明の範囲内で使用される、個別フィラメントから成る糸と、この糸の製造とは、同出願人の同日の国際特許出願に詳しく記載されている。
【0026】
したがって、本発明によって提供された繊維複合材料の顕著な利点は、中間製品「架橋されていない樹脂を備えた繊維複合材料」の製造後でも(下位複合体「糸」を維持して)まだ変形させられる能力に基づく糸の接触点における大きな接触面積である。典型的には、糸の横断面は円形から平坦に変形させることができ、理論的には、長方形にまで変形させることができる。幾何学的に正確に円形の糸および互いに隣り合った糸の平行な配向における線状の接触範囲の代わりに、本発明に係る材料では、相応により大きい面を備えた長方形の接触筋が形成される。これによって、より良好な結合、すなわち、架橋された状態における最終製品のより高い強度が得られる。互いに隣り合った糸が互いに所定の角度を成して延びていて、特に90゜の角度を成して交差している場合には、幾何学的に正確に円筒状の糸におけるただ1つの接触点の代わりに、長方形に扁平にされた糸の態様において、正方形の構造を備えた接触面が提供される。この態様でも、接触面の著しい増加ひいては強度の向上が得られる。使用される糸に対して付加的な別個の樹脂添加の可能な省略は、糸の処理、すなわち、本発明に係る繊維複合材料の製造を特に簡単にかつ綺麗にする。
【0027】
さらに、本発明に対して、架橋されていない状態での繊維複合材料の提供も重要であり、これによって、製造後、のちの使用に対して、まだ多くの自由度が留保されていて、まず初めに、のちの使用者が、どのような具体的な幾何学的な形状を繊維複合材料がとるべきであるのかを決定することができる。樹脂は、材料が、たとえば曲げ、プレス、圧延、巻付け、深絞り、延伸、積層等によって所望の形状にもたらされた場合に初めて架橋される。
【0028】
中間製品として使用される繊維複合材料の結合を高め、ひいては、取扱い可能性を簡略化すると共に樹脂の完全硬化前の複合体の望ましくない解れの危険を減少させるためには、互いに付着された糸が互いにプレスされていてよく、有利には、繊維複合材料それ自体がプレスされている。消費されるプレス圧は適度であり、糸をその表面において、架橋されていない樹脂のブリッジを介して互いに連結する目的にしか使用されないことが望ましい。その後、硬化させられていない樹脂を備えた繊維複合材料が、後続の加工、特に変形加工によって、その最終的に形状にもたらされた後の時点において、樹脂の本来の完全硬化工程(および必要に応じて更なるプレス工程)が、典型的には、別の場所で続けられる。
【0029】
さらに、本発明は、繊維複合材料が、経編地、緯編地、スクリム、フリースまたは、有利には平織りの織布であり、この経編地、緯編地、スクリム、フリースまたは織布が、複数の個別フィラメントと、架橋されていない樹脂とから成るモノフィラメント複合体を成す糸の形の経糸および/または緯糸を有しており、前述した糸全ての個別フィラメントが、互いに一方向に配向されている態様を備えて提案されている。こうして、糸の間の大きな接触面に基づき、極めて良好な強度特性を備えた材料を達成することができる。
【0030】
さらに、繊維複合材料が、有利には平織りの織布から成る少なくとも1つの層と、フリースから成る少なくとも1つの層とによって形成されたサンドイッチ材料であり、織布が、複数の個別フィラメントと、架橋されていない樹脂とから成るような糸を有していて、有利には、それぞれ専らこの糸から成っており、フリースに、架橋されていない樹脂が設けられていて、特に含浸させられているかまたは吹き付けられており、層が、樹脂から成るブリッジを介して、互いに隣り合った層の互いに隣り合った糸の間で互いに結合されていて、繊維複合材料を形成していることが提案される。
【0031】
さらに、根底にある課題は、繊維複合材料が、複数の糸を有しており、これらの糸が、それぞれ複数の個別フィラメントと、これらの個別フィラメントを互いに結合する、架橋された状態で提供された樹脂とを有しており、個別フィラメントが、互いに一方向に配置されており、糸が、それぞれ外側の周面の接触面において、架橋された樹脂のブリッジを介して互いに結合されていることによって、糸が、複合体を形成している繊維複合材料によっても解決される。
【0032】
この限りにおいて、前述した材料は、詳しく上述した同じく本発明に係る繊維複合材料と比較して、樹脂が架橋された、すなわち、完全硬化させられた状態で提供された「完成品」である。この限りにおいて、複合材料はその最終硬さを達成していて、まだ架橋されていない樹脂をベースとした上述した材料と比較して、ほとんど注意深く取り扱われなくてよい。樹脂の架橋によって、強度が高まり、フレキシビリティは、樹脂の架橋されていない状態に比べて著しく減少させられている。したがって、材料ののちの形状変化が、もはや極めて狭い限界範囲内でしか可能とならない。したがって、架橋された樹脂を備えた本発明に係る繊維複合材料は、特に規格化された寸法で製造されて、スタンダードな半製品のように取り扱われ、貯蔵されるスタンダードな製品、たとえば種々異なる横断面のプレートまたは形材、管等に適している。支持織布または支持スクリムまたは別の種類のテキスタイルファブリックまたはネットとしての使用も可能である。強度ならびに製造法に関する利点は、架橋されていない樹脂を備えた複合材料に対して詳しく上述した利点と同様に有効である。
【0033】
繊維複合材料の特に高い強度は、少なくとも接触面の範囲における糸の横断面が、長円形、楕円形または丸み付けられた長方形であり、接触面が、横断面において、長円または楕円の扁平にされた辺または長方形の長辺に位置している場合に提供される。接触面積増加によって、完全硬化させられた樹脂により生じる接着力による結合の改善が達成される。
【0034】
架橋された樹脂の態様でも、本発明に係る繊維複合材料が、有利には、織布、スクリム、経編地またはこれに類するものから成る少なくとも1つの層と、フリースから成る少なくとも1つの層とによって形成されたサンドイッチ材料であってよい。織布、スクリムまたは経編地は、埋め込む樹脂を備えた、一方向に配向された個別フィラメントを有する本発明における糸を有している。前述したサンドイッチ材料は、プレスによって変形加工されていてよく、成形部材または形材、特に断面I字形材、断面L字形材、断面T字形材、断面U字形材、断面V字形材、断面H字形材または断面Y字形材を形成していてよく、プレスの間に架橋されていてもよし、次いで、特に熱作用によって架橋されていてもよい。
【0035】
さらに、本発明における解決手段は、複数の繊維と、これらの繊維を結合する樹脂とを有する繊維複合材料を製造するための方法において、
a)繊維複合材料に対して、それぞれ少なくとも一種類の物理的な量および/または一種類の化学的な物質の作用によって架橋可能な樹脂により結合される複数の個別フィラメントから成るモノフィラメント複合体を有する糸が使用され、1つの糸の個別フィラメントが、それぞれ互いに一方向に配置されており、
b)互いに隣り合った糸が、その外側の周面の接触面において、架橋されていない状態で提供された樹脂から成るブリッジを介して互いに結合される複合材料が糸から形成され、結合する樹脂が、予め糸の成分であることにある。
【0036】
したがって、本発明に係る方法は、特殊なモノフィラメント糸に依存している。このモノフィラメント糸の個別フィラメントは、まだ架橋されていない樹脂に基づき互いに相対的に移動可能であり、これによって、糸の横断面形状を外的な力の作用下でまだ変化させることができる。
【0037】
十分な量の架橋されていない樹脂が、モノフィラメント糸、特にモノフィラメント糸の外側の周面全体に存在していることに基づき、モノフィラメント糸を種々異なる結合態様もしくは連結態様によって結合して、複合体であるフリース(テキスタイルファブリック=織布、スクリム、経編地、緯編地、フリース等)を形成することができる。なお、その際には、確実な結合を達成するために、付加的な樹脂が使用される必要はない。架橋されていない樹脂は、糸の貯蔵可能性および後続処理可能性の理由から、主として、もはや溶剤を含有していない状態で提供されている。それにもかかわらず、架橋されていない樹脂は「残接着性」を有している。この残接着性によって、樹脂で被覆された糸を相互接触によって連結することが可能となり、こうして形成された複合体が取扱い可能となる、すなわち、貯蔵可能(巻付け可能、積層可能、包装可能等)となる。なお、その際には、樹脂が予めすでに架橋された状態にもたらされる必要はない。
【0038】
最終的に樹脂が架橋されるまで、本発明により製造された繊維複合材料の構造もしくは形状はまだ変化させることができる。このことは、材料の多様な使用可能性を意味している。
【0039】
得られる材料の強度を増大させるためには、それぞれ樹脂から成るブリッジを介して互いに結合された互いに隣り合った糸が、接触面の範囲で互いにプレスされてよい。したがって、所定の圧力を加えることによって、扁平の方向で糸横断面の形状が変化させられ、ひいては、互いに接触させられる面積が増加させられる。
【0040】
したがって、本発明に係る方法によれば、架橋されていない樹脂を備えた糸を有する複合体の形成が、樹脂の架橋ひいては繊維複合材料の最終強度の獲得に依存せずに行われる。
【0041】
有利には、予め形成された複合体内の糸のプレスと、架橋とが、特に温度の作用によって少なくとも部分的に同時に行われる。こうして、製造法が特に合理的となる。
【0042】
最後に、本発明によれば、さらに、個別フィラメントを埋め込む架橋されていない樹脂を含んだ糸から、円形の横断面、長円形の横断面、楕円形の横断面または角のある横断面を備えた管状の中空形材が製造され、次いで、この中空形材が、長手方向において連続した、中空形材の長手方向軸線に対して垂直な方向への、有利には、中空形材の長手方向軸線に対して垂直なプレス圧の使用下での狭搾によって変形加工されて、減少させられた横断面を備えた形材を形成し、樹脂が、変形加工の間にまたは変形加工に続いて、特に熱作用によって架橋されることが提案される。
【0043】
こうして、予め製造された中空体から、種々異なる横断面形状を備えた形材を極めて優美に製造することができる。一種の「折合せ」によって、質的に高価値のコーナ構成もしくはエッジ構成が可能となる。
【図面の簡単な説明】
【0044】
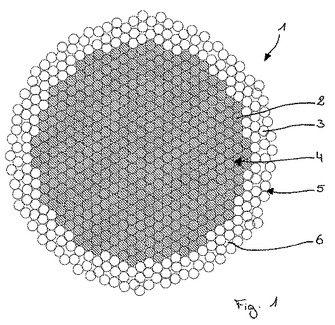
【図1】内側ゾーンと外側ゾーンとを備えた、多数の個別フィラメントを有する1つの糸の横断面図である。
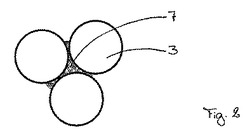
【図2】図1に示した糸横断面図から例として取り出された3つの個別フィラメントを示す図である。
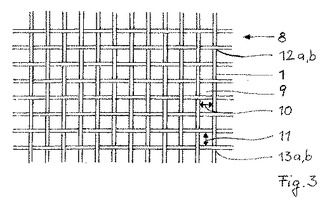
【図3】亜麻布の形の繊維複合材料を示す図である。
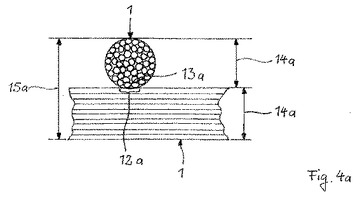
【図4a】接触面の範囲における扁平にされていない2つの糸の拡大図である。
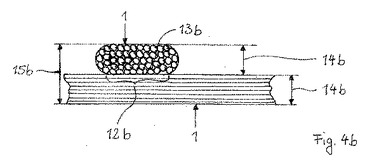
【図4b】接触面の範囲における扁平にされた2つの糸の拡大図である。
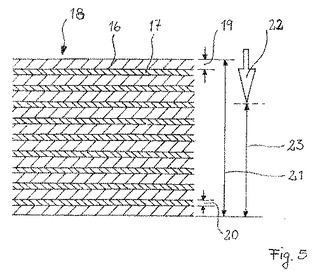
【図5】19個の個別層から成るサンドイッチ材料の形の繊維複合材料の断面図である。
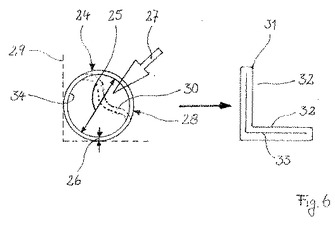
【図6】円形の中空形材から断面L字形材への変形加工工程の概略図である。
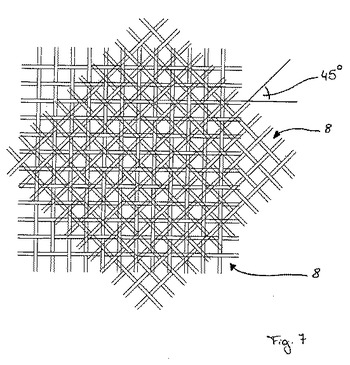
【図7】図5に示した繊維複合材料の平面図である。
【0045】
以下に本発明を、図面に示した繊維複合材料の複数の実施の形態につき詳しく説明する。
【0046】
図1に横断面図で示した1つの糸1は多数の個別フィラメント2,3を有している。これらの個別フィラメント2,3は、それぞれ「無端」のモノフィラメントである。糸1の横断面のほぼ円形の内側ゾーン4に位置する第1のタイプの個別フィラメント2は、たとえばパラアラミドから成っている。これに対して、内側ゾーン4を取り囲む環状の外側ゾーン5に配置されていて、内側ゾーン4によって形成された「コア」を取り囲む一種の「シース」を成す第2のタイプの個別フィラメント3は、ガラス繊維から成っている。個別フィラメントとして、本発明に係る繊維複合材料には、全て公知の繊維、特にすでに本願において上述した繊維が適している。当然ながら、ただ一種類の個別フィラメントだけが1つの糸内に配置されていてもよい。互いに隣り合った個別フィラメントの間の全ての間隙6は、架橋されていない樹脂、本実施の形態では、典型のWacker社のシリコーン樹脂で埋め尽くされている。糸の全横断面には、空気間隙は存在しておらず、全ての個別フィラメント2,3が樹脂の材料内に完全に埋め込まれている。さらに、外側の層を成す外側ゾーン5の個別フィラメント3の外側の周面も、その外方に向けられた側で肉薄の樹脂層によって被覆されている。この樹脂層は、便宜上、図1に示していない。
【0047】
図2には、例として個別フィラメント複合体から取り出された(本実施の形態ではガラス繊維から成る)3つの個別フィラメント3が示してある。互いに隣り合った3つの個別フィラメント3の間の楔状範囲7は樹脂で完全に埋め尽くされていて、3つの個別フィラメントの確実なかつ安定した結合のために働く。前述したように、樹脂による埋尽しは、内側ゾーン4と外側ゾーン5との間の境界範囲における互いに隣り合った個別フィラメント3;2に対する別の全ての楔状範囲にも当てはまる。
【0048】
図3には、平織りの織布の形の繊維複合材料8の第1の実施の形態が平面図で示してある。個々の糸1は、たとえば図1および図2に示した構造を有しているが、異なって形成されていてもよい。この実施の形態では、糸1の個別フィラメント2,3を結合する樹脂が、架橋されていない状態で提供されていることが重要であり、これによって、確かに、モノフィラメントと見なすことができる糸1の結合は保証されているものの、樹脂が完全硬化させられていない、すなわち、架橋されていない限り、個別フィラメント2,3相互の相対的な移動はまだ可能である。
【0049】
糸1の個別フィラメント2,3は、それぞれ全て一方向に配向されている、すなわち、互いに平行にかつ糸1の長手方向軸線に対して平行に延びている。個別フィラメント2,3のこの配向は、製造後の糸1の巻上げ時にも、あとに続く、繊維複合材料8の亜麻布の全製造プロセス(織り工程)の間にも維持されなければならない。この理由から、特に織布製造時に従来慣用である、パッケージからの糸の、いわゆる「オーバヘッド引出し」も禁止されている。したがって、糸1の個別フィラメント2,3が、図3に示した亜麻布内でも全てまだ互いに一方向に配置されていることが重要である。
【0050】
図3に示した繊維複合材料8の織布は、極めて低い経糸・緯糸密度を有しており、これによって、一種の格子構造が形成されている。それぞれ2つの互いに隣り合った経糸と、同じく2つの互い隣り合った緯糸とによって仕切られたメッシュ9は開いている、すなわち、特に樹脂で埋め尽くされていない。このメッシュ9は、典型的には、水平方向で測定した約5mm〜10mmの幅10と、鉛直方向で測定した同じく約5mm〜10mmの幅11とを有しており、これによって、正方形の横断面を備えたメッシュ9が提供されている。
【0051】
架橋されていない樹脂を含んだ糸1から成る繊維複合材料8の織り技術的な製造後、この繊維複合材料がほんの僅かにプレスされる。なお、その際には、より高い温度は使用されない(特に100℃を上回らない)。これによって、複合体が、互いに交差している糸1の接触面の範囲でのみ改善され、(樹脂の架橋されていない状態における)織布を完成させることができる。なお、その際には、取扱い動作が極めて慎重に実施される必要はない。織布によって形成された平面に対して垂直な適度な圧力によって、糸は各横断面形状において僅かしか変化させられず、すなわち、僅かしか扁平にされず、これによって、互いに交差している糸1の範囲における接触面12aは比較的小さい。いずれにせよ、筋状の接触面12aの幅は糸1の直径よりも著しく小さく設定されている。接触面12aの範囲には、架橋されていない樹脂から成るブリッジ13aが形成されている。このブリッジ13aは、互いに交差している糸1、すなわち、特に各外側ゾーン5の、糸1内に存在している個別フィラメント3を互いに結合している。
【0052】
樹脂の架橋されていない状態における繊維複合材料8の織布が、巻き上げられた形で貯蔵され、搬送された後、(たとえば150〜300N/cm2の)圧力および(約140℃を上回る)温度の使用のもと、樹脂が架橋され、ひいては、完全硬化させられることによって、織布を最終状態にもたらすことができる。
【0053】
特に図4bから知ることができるように、糸1は、前述した増加させられた圧力を加えることによって、その横断面形状を著しく変化させ、いまや、著しく扁平にされていて、楕円形を有しており、理論的には、ほんの僅かに丸み付けられた長方形にまでさえ糸1を変形させることができる。この糸1の高さ14bは、図4aに示した高さ14aに比べて著しく減少させられている。予めほんの僅かにプレスされた状態における織布のおおよその厚さ15aは、糸1の変形によって、架橋後に提供された図4bに示した厚さ15bに同じく著しく減少させることができる。実際、織布の減少させられた厚さ15bは、ただ1つの糸1の2倍の直径にほぼ相当する織り工程後の当初の厚さの約20%〜70%である。さらにまだ、図4bから知ることができるように、プレス圧を加えて、これに伴い扁平にした後の接触面12b、すなわち、糸の拡幅後の接触面12bは著しく増加させられている。これによって、この場合に形成される樹脂ブリッジ13bが、図4aに示したほんの僅かなプレス圧の場合よりも著しく大きくなっている。増加させられた接触面12bもしくは増加させられたブリッジ13bは、プレス工程および樹脂の架橋のあと、繊維複合材料8の強い固化を招く。
【0054】
プレス工程および樹脂架橋のあと、織布が、接着剤層と、片面のシリコーンコーティングを備えた支持材料(たとえば紙またはシート)とを有することができ、次いで、このように形成されたサンドイッチ材料がウェブに切断され、接着テープ(片面接着型または両面接着型)として使用される。
【0055】
図5に示した繊維複合材料18はサンドイッチ材料である。このサンドイッチ材料は、それぞれ織布から成る複数の層16と、それぞれフリースから成る複数の層17とによって形成されている。この実施の形態では、繊維複合材料18が、たとえば図3に示した繊維複合材料8に類似して形成されていてよい織布の10個の層16を有している。それぞれ複数の個別フィラメントと、これらの個別フィラメントを埋め込む架橋されていない樹脂とから成る糸1によって形成されている織布が可能であるが、異なる結合形態を有する別の種類の織布も同じく可能である。
【0056】
織布から成る層16とフリースから成る層17とは、それぞれ交互に重なり合って配置(積層)されている。上下の層16は、それぞれ1つの織布によって形成され、これによって、繊維複合材料18の表面における耐摩耗性が高められる。織布から成る層16は、図7に示したように、交互に45゜だけ(織布平面の内部で)互いに回動させられて配置されており、これによって、1つの層16の斜め方向でも、45゜だけ回動させられた隣り合った層16を介して高い引張り強さが得られる。1つのフリース層の介在のもと、互いに回動させられた糸の間の付加的な結合点を介して、材料の強度および寸法安定性が著しく高められ、FEM算出法の使用可能性がさらに助成される。
【0057】
フリースを含んだ層17は、約25g/m2〜40g/m2の面積重量を備えたアラミドフリースを有している。樹脂の架橋されていない状態でも、のちに架橋された状態でも、織布から成る層16との確実な結合を得るためには、フリースから成る層17が、有利には、層16の織布の糸1内に個別フィラメントを埋め込むためにも使用された樹脂を備えている。樹脂の埋込みは、樹脂浴内での層17のフリースへの含浸によって行われてもよいし、フリースへの樹脂の吹付けによって行われてもよい。樹脂の含浸の途中に生じる強い強度損失を補償するために、乾燥したフリースを、たとえば図3に示した織布に乾燥した状態で載置し、サンドイッチ材料製造の後続の過程において、安定化した織布と、含浸させられたフリースとが、対として取り扱われると有利である。このような対のうち、9つの対を重ね合わせて配置することができる。最終的には、たとえば上面に、織布から成る1つの後続の層16が被着される。層17の、樹脂が含浸させられたかもしくは吹き付けられたフリースにおける万が一のある程度の樹脂余剰にもかかわらず、層16の織布に設けられたメッシュ9は完全に埋め尽くされていない。
【0058】
樹脂の含浸または吹付けの途中にフリース複合体から最初に緩められた自由に可動なアラミド繊維片は、糸1の個別フィラメント相互のならびに隣り合ったフリース層との機械的な結合片として働く。
【0059】
特に様々な方向での機械的な強度の向上のためには、織布の層16が、たとえば糸群(経糸)の長手方向軸線に対して45゜だけ回動させられて交互に配置される。
【0060】
織布から成るただ1つの層16の厚さ19が約0.35mm〜1.5mmであるのに対して、フリースから成る層17の厚さ20は、前述した織布厚さよりも著しく少ない約0.15mm〜0.25mmである。図5に示した。繊維複合材料18の19個の個別層は、プレスされていない状態で約0.45mm〜1.7mmの厚さ21を有している。
【0061】
樹脂の架橋の目的の加熱前には、繊維複合材料18が、たとえばプレートプレスによって矢印22の方向で押し合わされる。これによって、プレス・完全硬化工程後に提供される厚さ23の減少が得られる。
【0062】
図6には、横断面図で見てL字形の形材の形の別の択一的な実施の形態に係る繊維複合材料28の製造プロセスがどのように進捗するのかが概略図で示してある。図6の右半分に示したような最終的にL字形の形材に対する出発点は、左半分に実線で示した、横断面図で見て円形の形材24である。この円形の形材24は、形材横断面の内径25に対応する外径を備えたマンドレルの使用のもと、糸1が、たとえば綾巻きの形でマンドレルの外側の周面に被着されることによって製造される。このために使用される糸1は、やはり、多数の個別フィラメント(混合されて配置されたかまたは空間的に分離されて配置された全て同一のタイプの個別フィラメントまたは種々異なるタイプの個別フィラメント)と、糸を取り囲む架橋されていない樹脂とを有している。これによって、糸がモノフィラメント特性を有している。巻付け工程時には、やはり、モノフィラメント特性によって糸にねじれが形成されないことが重要である。すなわち、巻成された形でも、全ての糸の全ての個別フィラメントが一方向の配向を有している。巻成複合体内の個々の糸の相互付着は、適切な巻付け応力の選択によって保証される。これによって、互いに交差している糸がその接触面の範囲において十分に固く当て付けられている(図4に示した互いに交差している糸の図面参照)。しかし、架橋されていない樹脂のブリッジが形成されている接触面はまだ比較的小さく、これによって、管形状で提供された巻成複合体が、確かに、取扱いのためには十分な結合を有しているものの、完成材料としての使用のために必要となる強度をまだ有していない。
【0063】
巻成された管の肉厚26は、約0.45mm〜2.4mmである。使用される糸の直径に関連して、このような肉厚を得るためには、約2〜60個の糸層が必要となる。この形態でも、繊維複合材料製造の古典的な方法と異なり、巻成複合体の製造時に、個々の糸の間に残された空所を閉鎖する付加的な樹脂は使用されない。
【0064】
図5に示したサンドイッチ材料に類似して、巻付け時に、互いに隣り合った糸層の間に、種々異なる繊維から成る樹脂含浸させられたフリースによって形成された層が配置されてもよく、これによって、より大きな表面積を備えたより密な材料が形成され、ひいては、たとえば減衰・絶縁特性が改善される。
【0065】
巻付け工程および場合により介在させられた(フリースから成る中間層の)積層工程の終了後、管状の形材24の形の半製品を支持マンドレルから引き抜くことができる。この瞬間には樹脂は架橋されていないので、形材24は比較的大きなフレキシビリティと変形可能性とを有しており、これによって、形材24を、外的な力の作用のもと、その形状において広い限界範囲内で変化させることができる。たとえば矢印27の方向に適切な工具、たとえば複数のプレスローラによって多段階の形状変化の目的でプレス圧を形材24に加えることができる。さらに、この形材24は、90゜の角度を成して延びる破線29によって純粋に概略的に図示した適切な工具によって、矢印方向に作用する力に抗して支持されるかもしくは支承される。こうして、形材24が中間段階において、図6の左半分に破線30で示した、横断面図で見て窪められた形状を有することができる。
【0066】
場合により多段階の変形加工後、結果的に、図6の右側に示した断面L字形材31が提供される。この断面L字形材31は、この形態では、等脚の断面L字形材である。この断面L字形材の両脚は中間に接触面33を有している。この接触面33では、プレス工程の結果、形材24の以前の内側の周面34の区分が互いに突き合わされている。完成した形材31では、内側の接触面33を見ることができない。また、この接触面33は材料・強度特性に関して重要でない。なぜならば、高いプレス圧に基づき、接触面33の範囲でも、互いに接触させられた糸が扁平にされており、これによって、糸の間の接触面と、樹脂により形成されたブリッジとが相応に大きくなっているからである。これに基づき、結果的に、特性が全形材横断面にわたって極めて均質な構成部材が形成される。このように製造された形材の長さは、最大約10mまたはそれ以上であってさえよい。
【0067】
基本的に、本発明に係る繊維複合材料8,18,28と、この繊維複合材料8,18,28を製造するための方法とに関して、糸複合体の製造後、まだ架橋されていない状態での樹脂の使用下で加えられるプレス圧の高さによって材料特性に著しく影響が与えられることに留意することができる。プレス圧の増加につれて、糸の扁平度ひいては接触面および樹脂ブリッジの量も増加させられる。これによって、材料のより高い強度および密度だけでなく、弾性の減少も得られる。これに対して、比較的少ないプレス圧の場合には、材料を、完全硬化させられた樹脂状態でもより大きな弾性とより大きな多孔性、すなわち、表面積とを備えて製造することができる。このことは、特に防護・吸収特性に対して重要である。本発明に係る繊維複合材料の比重も、比較的大きな限界範囲内の適切なプレス圧の選択によって変化させることができる。
【0068】
本発明の別の形態は、フリースを使用することなく、図3に示した格子構造を備えた織布のメッシュ9の自由室の充填もしくは縮小を達成することができるようにするために、パルプ、たとえばアラミドパルプの使用にある。図3に示したような比較的開いた織布を、たとえば1つの糸列に対して15゜〜45゜の角度を成して、水と、樹脂と、高フィブリル化されたパルプ(繊維1gあたり約13m2の表面積)とを含んだ混合物から成る浴に引き通すことができる。必要に応じて、ガラスから成る微小中空ボール、セラミックスから成る多孔質のボール、セラミックスから成る微小固形のボールまたは溶融されたアルミニウムシリケートまたはカオリンから成るボール状の粒子の形の添加物が添加されてよい。水と、樹脂と、パルプと、場合により、添加物とから成る混合物を通る運動時の織布の向きに関連して、織布もしくは織布の糸が、それぞれ異なる程度で多くのパルプを吸収する。有利には高フィブリル化されたパルプによって、格子状の織布の糸が機械的に係止される。
【0069】
このような繊維複合材料の製造は紙の製造に類似している。完成した繊維複合材料内にあとで残されている構成要素としての格子状の織布は、すでにプロセスの開始時に固形の成分として使用される。織布(たとえば図3参照)の糸内に存在する樹脂は、パルプ浴内への浸漬の時点では架橋されておらず、このパルプ浴内に含まれた溶剤によって再び溶解され、ひいては、高フィブリル化されたパルプに対して極端に敏感となり、これによって、付着効果が極めて良好となる。
【0070】
織布をパルプ浴から取り出した後、こうして提供された複合体の僅かなプレスと、次いで、有利には120℃未満の温度での空気流ドライヤによる乾燥とが行われてよく、これによって、この形態でも、樹脂の架橋が回避される。乾燥後、第2のプレス工程が行われてよい。この第2のプレス工程では、やはり、温度が低いレベルに保たれなければならない(最大30℃)。その後、同一の繊維または異なる繊維から成る織布が載置されてよく、次いで、やはり、パルプ浴を通す運動によって、パルプを形成する繊維による被覆が行われる。
【0071】
所望の場合には、パルプの繊維による被覆時の補助手段として、テフロン(登録商標)コーティングされた格子機構が使用されてよい。この格子機構は、乾燥工程後に再び取り除かれる。このような繊維複合材料の製造のプロセスは、製紙のように実施することができるだけでなく、流れ工程として実施することもできる。抄紙機のワイヤパートに類似して、格子織布がパルプ浴を通して運動させられ、これによって、繊維付着が達成される。形成中の繊維複合材料からのパルプ浴の溶剤の除去は、真空サクションボックスによって行うことができる。次いで、溶剤含分の除去を、抄紙機のプレスパートに類似して、ローラの間でのプレスによって行うことができる。最後に、繊維複合材料のウェブのガイドの途中、蒸気加熱されたシリンダを介して材料の更なる乾燥を行うことができ、これによって、樹脂の架橋されていない状態におけるウェブ状の材料を接着なしに1つのロールに巻き上げることができ、貯蔵することができる。この材料も、サンドイッチ構造の製造のために、45゜だけ回動させられて配置された同じウェブ材料と組み合わせて使用することができる。
【符号の説明】
【0072】
1 糸
2 個別フィラメント
3 個別フィラメント
4 内側ゾーン
5 外側ゾーン
6 間隙
7 楔状範囲
8 繊維複合材料
9 メッシュ
10 幅
11 幅
12a 接触面
12b 接触面
13a ブリッジ
13b ブリッジ
14a 高さ
14b 高さ
15a 厚さ
15b 厚さ
16 層
17 層
18 繊維複合材料
19 厚さ
20 厚さ
21 厚さ
22 矢印
23 厚さ
24 形材
25 内径
26 肉厚
27 矢印
28 繊維複合材料
29 線
30 線
31 形材
32 脚
33 接触面
34 内側の周面
【技術分野】
【0001】
本発明は、複数の繊維と、該繊維を結合する樹脂とを有する繊維複合材料に関する。
【0002】
さらに、本発明は、複数の繊維と、該繊維を結合する樹脂とを有する繊維複合材料を製造するための方法に関する。
【0003】
繊維複合材料はファイバコンポジットとも呼ばれ、樹脂から成る支持母材と、強化繊維とを有する多相材料または混合材料を成している。両成分の相互作用によって、繊維複合材料は、繊維ならびに樹脂をそれぞれ個別にそれ自体で考慮するよりも高い価値の特性を有している。特にほんの数マイクロメートルの直径を有する極端に細い繊維の使用時には、いわゆる「比強度の効果」が繊維複合材料にプラスの影響を与える。この効果に対する要因としては、直径が減少するにつれて増加する、提供された減少横断面における繊維の分子鎖の整列が考えられる。また、極端に細い多数の繊維は、材料における、場合により破断に繋がる欠陥箇所を極めて大きな間隔に拡げる。こうして、1つの繊維における材料欠陥は、材料から製造された構成部材全体の故障を招くのではなく、まず初めに、たいていは、複合体におけるただ1つの繊維の破断しか招かない。この理由から、繊維複合材料は、可能な限り最適に調整された両成分の協働によって得られる極めて高価値の特性の点で優れている。特に繊維複合材料は、強度と質量(重量)との極めて良好な比を有している。
【0004】
繊維複合材料では、繊維として、典型的には、ガラス繊維、炭素繊維(カーボンファイバ)、セラミック繊維(酸化アルミニウム、二酸化ケイ素等)、アラミド繊維、金属繊維(特に鋼繊維)および(亜麻、麻、ジュート、サイザルまたはこれに類するものから成る)天然繊維が可能である。公知の繊維複合材料の、樹脂から成る母材は、しばしばデュロマ(同義語:熱硬化性樹脂、人造樹脂)、エラストマまたは熱可塑性樹脂によって形成される。
【0005】
繊維複合材料の典型的な外観は、いわゆる「積層体(ラミネート)」である。この積層体では、個別の繊維配向の利点が使用される。積層体は、しばしば、それぞれ異なる主繊維方向を備えた、上下に重ね合わされた複数の繊維マットを有している。積層体製造のためには、たいてい、ハンドレイ法、真空プレスによるハンドレイアップ、プリプレグテクノロジ、真空インフュージョン、繊維ワインディングならびに繊維スプレーのような方法が使用される。ただし、繊維スプレーは、厳密にいうと、正確な層が不足しているため、積層法ではない。しかし、結果物は、古典的な積層体に匹敵する特性を有している。
【0006】
積層体のほかに、繊維複合材料は、しばしば射出成形部材、トランスファ成形部材または引抜き成形部材の形でも実現される。繊維の一方向の方向設定は、方法に応じて種々異なる形で効果的に実行することができる。
【0007】
さらに、ファイバコンポジットは、いわゆる「シートモールディングコンパウンド」(SMC)としても公知である。この公知のシートモールディングコンパウンドでは、樹脂マットが、(硬化剤、場合による充填剤または添加剤のような付加物を含んだ)樹脂と、ガラス繊維片とから予め製造され、粘度が著しく増加させられる熟成時間後に引き続き処理される。典型的には、加熱された金型内で再流動化後にプレスおよび完全硬化が行われる。
【0008】
繊維複合材料における頻繁な欠点は、樹脂母材内への繊維の不完全な埋込みである。これは、典型的には、繊維から前もって形成された複合構造体(織布、スクリム、経編地、緯編地、フリース等)への追補的な含浸に当てはまり、特に繊維個別フィラメントのねじりもしくは撚りを使用した糸に対する個別フィラメントの予め行われた処理に関係している。これらの個別フィラメントの間の間隙は、特に樹脂の粘度を考慮して、ほとんど十分に到達することができないかもしくは埋め尽くすことができず、これによって、得られる材料の強度が、理論的に可能な程度を著しく下回っている。さらに、公知先行技術では、繊維複合材料全体の質量もしくは体積に対する樹脂の割合が、コストの観点でも、エネルギの観点でも、環境の観点でも過度に高い。
【0009】
本発明の課題は、高い強度と同時に最小限に抑えられた樹脂使用の点で優れた繊維複合材料ならびに繊維複合材料を製造するための方法を提供することである。
【0010】
この課題を解決するために本発明に係る第1の繊維複合材料によれば、該繊維複合材料が、糸を有しており、該糸が、複数の個別フィラメントと、少なくとも一種類の物理的な量および/または少なくとも一種類の化学的な物質の作用によって架橋可能な樹脂とを有しており、該樹脂が、架橋されていない状態であるものの、ほぼ溶剤を含まずに提供されていて、糸内の複数の個別フィラメントを結合しており、該個別フィラメントが、互いに一方向に配置されており、糸が、それぞれ該糸の外側の周面の接触面において、樹脂から成るブリッジを介して互いに付着されていることによって、糸が、複合材料を形成している。
【0011】
本発明に係る第1の繊維複合材料の有利な態様によれば、互いに付着された糸が、互いにプレスされており、有利には、繊維複合材料それ自体が、全体的にまたは部分的にプレスされている。
【0012】
本発明に係る第1の繊維複合材料の有利な態様によれば、繊維複合材料が、経編地、緯編地、スクリム、フリースまたは、有利には平織りの織布であり、該経編地、該緯編地、該スクリム、該フリースまたは該織布が、複数の個別フィラメントと、架橋されていない樹脂とから成るモノフィラメント複合体を成す糸の形の経糸および/または緯糸を有しており、前記糸全ての個別フィラメントが、互いに一方向に配向されている。
【0013】
本発明に係る第1の繊維複合材料の有利な態様によれば、繊維複合材料が、経編地、緯編地、スクリムまたは織布から成る少なくとも1つの層と、フリースから成る少なくとも1つの層とによって形成されたサンドイッチ材料であり、経編地、緯編地、スクリムまたは織布が、複数の個別フィラメントと、架橋されていない樹脂とから成る糸を有していて、有利には、それぞれ専ら該糸から成っており、フリースに、架橋されていない樹脂が設けられていて、特に含浸させられているかまたは吹き付けられており、層が、樹脂から成るブリッジを介して、互いに隣り合った糸の間でまたは互いに隣り合った層の繊維の間で互いに結合されていて、繊維複合材料を形成している。
【0014】
さらに、前述した課題を解決するために本発明に係る第2の繊維複合材料によれば、該繊維複合材料が、糸を有しており、該糸が、複数の個別フィラメントと、該個別フィラメントを互いに結合する、架橋された状態で提供された樹脂とを有しており、個別フィラメントが、糸内に互いに一方向に配置されており、糸が、それぞれ該糸の外側の周面の接触面において、架橋された樹脂のブリッジを介して互いに結合されていることによって、糸が、複合体を形成している。
【0015】
本発明に係る第2の繊維複合材料の有利な態様によれば、接触面の範囲における糸の横断面が、長円形、楕円形または丸み付けられた長方形であり、接触面が、前記横断面において、長円もしくは楕円の扁平にされた辺または長方形の長辺に位置している。
【0016】
本発明に係る第2の繊維複合材料の有利な態様によれば、繊維複合材料が、経編地、緯編地、スクリムまたは織布から成る少なくとも1つの層と、フリースから成る少なくとも1つの層とによって形成されたサンドイッチ材料であり、経編地、緯編地、スクリムまたは織布が、複数の個別フィラメントと、架橋された樹脂とから成る糸を有していて、有利には、それぞれ専ら該糸から成っており、フリースが、架橋された樹脂を有しており、前記層が、架橋された樹脂から成るブリッジを介して、互いに隣り合った糸の間でまたは互いに隣り合った層の繊維の間で互いに結合されていて、繊維複合材料を形成しており、サンドイッチ材料が、有利にはプレスによって変形加工されていて、成形部材または形材を形成しており、樹脂が、サンドイッチ材料のプレスされた状態で架橋されている。
【0017】
さらに、前述した課題を解決するために本発明に係る方法によれば、a)それぞれ少なくとも一種類の物理的な量および/または一種類の化学的な物質の作用によって架橋可能な樹脂により結合される複数の個別フィラメントから成るモノフィラメント複合体を有する糸を使用し、1つの糸の個別フィラメントが、それぞれ互いに一方向に配置されており、b)互いに隣り合った糸が、その外側の周面の接触面において、架橋されていない状態で提供された樹脂から成るブリッジを介して互いに結合される繊維複合材料を糸から形成し、ブリッジを形成する樹脂が、予め糸の成分である。
【0018】
本発明に係る方法の有利な態様によれば、それぞれ樹脂から成るブリッジを介して結合された互いに隣り合った糸をその接触面の範囲で互いにプレスする。
【0019】
本発明に係る方法の有利な態様によれば、前述した特徴b)による、糸からの複合体の形成後に樹脂を架橋し、これによって、繊維複合材料がその最終強度を獲得する。
【0020】
本発明に係る方法の有利な態様によれば、複合体内の糸のプレスと、架橋、特に温度の作用による架橋とを少なくとも部分的に同時に行う。
【0021】
本発明に係る方法の有利な態様によれば、個別フィラメントを埋め込む架橋されていない樹脂を含んだ糸から、円形の横断面、丸み付けられた横断面または角のある横断面を備えた管状の中空形材を製造し、次いで、該中空形材を、その長手方向において連続して行われる、中空形材の長手方向軸線に対して垂直な方向への、有利には、中空形材の長手方向軸線に対して垂直なプレス圧の使用下での横断面の狭搾によって変形加工して、減少させられた横断面を備えた形材を形成し、樹脂を変形加工の間にまたは変形加工に続いて、特に温度の作用によって架橋する。
【0022】
冒頭で述べた繊維複合材料から出発して、前述した課題は、材料が、複数の糸を有しており、これらの糸が、それぞれ複数の個別フィラメントと、少なくとも一種類の物理的な量および/または少なくとも一種類の化学的な物質の作用によって架橋可能な樹脂とを有しており、この樹脂が、架橋されていない状態であるものの、ほぼ溶剤を含まずに提供されていて、糸内の複数の個別フィラメントを結合しており、これらの個別フィラメントが、糸内に互いに一方向に配置されており、糸が、それぞれ外側の周面の接触面において、樹脂から成るブリッジを介して互いに付着されていることによって、糸が、複合材料を形成していることによって解決される。
【0023】
前述した本発明に係る繊維複合材料は半製品である。なぜならば、樹脂が、架橋されていない状態で提供されているからである。この状態では、樹脂がその最終強度もしくは最終硬さの少ない部分しか有しておらず、複合材料のこの中間状態において、糸から形成された複合材料を結合しかつ主に取扱い可能にするためにしか働かない。したがって、本発明に係る繊維複合材料は、極めて良好な変形可能性およびフレキシビリティの点で優れていて、これによって、架橋前にまだ変形加工することができ、すなわち、最終的な形状にもたらすことができ、次いで、樹脂の本来の架橋、すなわち、完全硬化が行われ、これによって、半製品から完成品(この完成品は、当然ながら、まだ後続の加工ステップに供されてよい)が製造される。
【0024】
1つの重要な構成要素は、本発明により複合材料製造時に使用されるモノフィラメント糸によって形成される。このモノフィラメント糸は、複数の個別フィラメントと、これらの個別フィラメントを取り囲む樹脂とから成っている。このように形成された糸内の一方向に配向された個別フィラメントは、有利には完全に樹脂によって埋め込まれている。糸内には、もはや空気封入物が決して存在していないことが望ましい。個別フィラメントは、確かに、樹脂によってまとめられて、モノフィラメントで取扱い可能な糸を形成するものの、その位置において互いに相対的に糸の内部で移動可能である。このことは、特に糸から形成された複合材料の互いに隣り合った糸がその接触箇所において、横断面図で見て、扁平にされていてよく、これによって、ねじられたかもしくは撚られた個別フィラメントから成る糸の態様よりも大きな接触面を形成している場合に重要である。この接触面の量は、樹脂完全硬化後の繊維複合材料ののちの強度を顕著に決定している。
【0025】
本発明に係る材料の更なる顕著な特徴は、複合材料を形成するための糸の接合時に付加的な樹脂を使用する必要がないという事実である。したがって、従来の製造法の態様のような、繊維から形成された支持構造体への含浸、浸漬、吹付け、流込みまたはこれに類する工程が不要となる。したがって、本発明に係る繊維複合材料では、樹脂割合が極めて少なくなる。なぜならば、樹脂が極めて適切に使用される、つまり、糸もしくは糸の個別フィラメントに付着する程度にしか使用されないからである。本発明に係る材料を環境に対して極めて優しく、軽量にかつ廉価に製造可能にする所要の僅かな樹脂使用にもかかわらず、所望の場合には、樹脂割合が、糸に左右されない付加的な樹脂添加によって増加させられてよく、これによって、たとえば糸の間に残された自由室が埋め尽くされる。ここで念のために強調しておくと、本発明に係る材料に対してむしろ典型的でないこのような充填に左右されなくても、糸の極めて良好な結合が保証されている。なぜならば、本発明により使用される糸がその外側の周面でも樹脂層によって完全に取り囲まれているので、糸の全ての接触箇所に、「樹脂ブリッジ」を介した接着の意味での良好な付着が保証されているからである。本発明の範囲内で使用される、個別フィラメントから成る糸と、この糸の製造とは、同出願人の同日の国際特許出願に詳しく記載されている。
【0026】
したがって、本発明によって提供された繊維複合材料の顕著な利点は、中間製品「架橋されていない樹脂を備えた繊維複合材料」の製造後でも(下位複合体「糸」を維持して)まだ変形させられる能力に基づく糸の接触点における大きな接触面積である。典型的には、糸の横断面は円形から平坦に変形させることができ、理論的には、長方形にまで変形させることができる。幾何学的に正確に円形の糸および互いに隣り合った糸の平行な配向における線状の接触範囲の代わりに、本発明に係る材料では、相応により大きい面を備えた長方形の接触筋が形成される。これによって、より良好な結合、すなわち、架橋された状態における最終製品のより高い強度が得られる。互いに隣り合った糸が互いに所定の角度を成して延びていて、特に90゜の角度を成して交差している場合には、幾何学的に正確に円筒状の糸におけるただ1つの接触点の代わりに、長方形に扁平にされた糸の態様において、正方形の構造を備えた接触面が提供される。この態様でも、接触面の著しい増加ひいては強度の向上が得られる。使用される糸に対して付加的な別個の樹脂添加の可能な省略は、糸の処理、すなわち、本発明に係る繊維複合材料の製造を特に簡単にかつ綺麗にする。
【0027】
さらに、本発明に対して、架橋されていない状態での繊維複合材料の提供も重要であり、これによって、製造後、のちの使用に対して、まだ多くの自由度が留保されていて、まず初めに、のちの使用者が、どのような具体的な幾何学的な形状を繊維複合材料がとるべきであるのかを決定することができる。樹脂は、材料が、たとえば曲げ、プレス、圧延、巻付け、深絞り、延伸、積層等によって所望の形状にもたらされた場合に初めて架橋される。
【0028】
中間製品として使用される繊維複合材料の結合を高め、ひいては、取扱い可能性を簡略化すると共に樹脂の完全硬化前の複合体の望ましくない解れの危険を減少させるためには、互いに付着された糸が互いにプレスされていてよく、有利には、繊維複合材料それ自体がプレスされている。消費されるプレス圧は適度であり、糸をその表面において、架橋されていない樹脂のブリッジを介して互いに連結する目的にしか使用されないことが望ましい。その後、硬化させられていない樹脂を備えた繊維複合材料が、後続の加工、特に変形加工によって、その最終的に形状にもたらされた後の時点において、樹脂の本来の完全硬化工程(および必要に応じて更なるプレス工程)が、典型的には、別の場所で続けられる。
【0029】
さらに、本発明は、繊維複合材料が、経編地、緯編地、スクリム、フリースまたは、有利には平織りの織布であり、この経編地、緯編地、スクリム、フリースまたは織布が、複数の個別フィラメントと、架橋されていない樹脂とから成るモノフィラメント複合体を成す糸の形の経糸および/または緯糸を有しており、前述した糸全ての個別フィラメントが、互いに一方向に配向されている態様を備えて提案されている。こうして、糸の間の大きな接触面に基づき、極めて良好な強度特性を備えた材料を達成することができる。
【0030】
さらに、繊維複合材料が、有利には平織りの織布から成る少なくとも1つの層と、フリースから成る少なくとも1つの層とによって形成されたサンドイッチ材料であり、織布が、複数の個別フィラメントと、架橋されていない樹脂とから成るような糸を有していて、有利には、それぞれ専らこの糸から成っており、フリースに、架橋されていない樹脂が設けられていて、特に含浸させられているかまたは吹き付けられており、層が、樹脂から成るブリッジを介して、互いに隣り合った層の互いに隣り合った糸の間で互いに結合されていて、繊維複合材料を形成していることが提案される。
【0031】
さらに、根底にある課題は、繊維複合材料が、複数の糸を有しており、これらの糸が、それぞれ複数の個別フィラメントと、これらの個別フィラメントを互いに結合する、架橋された状態で提供された樹脂とを有しており、個別フィラメントが、互いに一方向に配置されており、糸が、それぞれ外側の周面の接触面において、架橋された樹脂のブリッジを介して互いに結合されていることによって、糸が、複合体を形成している繊維複合材料によっても解決される。
【0032】
この限りにおいて、前述した材料は、詳しく上述した同じく本発明に係る繊維複合材料と比較して、樹脂が架橋された、すなわち、完全硬化させられた状態で提供された「完成品」である。この限りにおいて、複合材料はその最終硬さを達成していて、まだ架橋されていない樹脂をベースとした上述した材料と比較して、ほとんど注意深く取り扱われなくてよい。樹脂の架橋によって、強度が高まり、フレキシビリティは、樹脂の架橋されていない状態に比べて著しく減少させられている。したがって、材料ののちの形状変化が、もはや極めて狭い限界範囲内でしか可能とならない。したがって、架橋された樹脂を備えた本発明に係る繊維複合材料は、特に規格化された寸法で製造されて、スタンダードな半製品のように取り扱われ、貯蔵されるスタンダードな製品、たとえば種々異なる横断面のプレートまたは形材、管等に適している。支持織布または支持スクリムまたは別の種類のテキスタイルファブリックまたはネットとしての使用も可能である。強度ならびに製造法に関する利点は、架橋されていない樹脂を備えた複合材料に対して詳しく上述した利点と同様に有効である。
【0033】
繊維複合材料の特に高い強度は、少なくとも接触面の範囲における糸の横断面が、長円形、楕円形または丸み付けられた長方形であり、接触面が、横断面において、長円または楕円の扁平にされた辺または長方形の長辺に位置している場合に提供される。接触面積増加によって、完全硬化させられた樹脂により生じる接着力による結合の改善が達成される。
【0034】
架橋された樹脂の態様でも、本発明に係る繊維複合材料が、有利には、織布、スクリム、経編地またはこれに類するものから成る少なくとも1つの層と、フリースから成る少なくとも1つの層とによって形成されたサンドイッチ材料であってよい。織布、スクリムまたは経編地は、埋め込む樹脂を備えた、一方向に配向された個別フィラメントを有する本発明における糸を有している。前述したサンドイッチ材料は、プレスによって変形加工されていてよく、成形部材または形材、特に断面I字形材、断面L字形材、断面T字形材、断面U字形材、断面V字形材、断面H字形材または断面Y字形材を形成していてよく、プレスの間に架橋されていてもよし、次いで、特に熱作用によって架橋されていてもよい。
【0035】
さらに、本発明における解決手段は、複数の繊維と、これらの繊維を結合する樹脂とを有する繊維複合材料を製造するための方法において、
a)繊維複合材料に対して、それぞれ少なくとも一種類の物理的な量および/または一種類の化学的な物質の作用によって架橋可能な樹脂により結合される複数の個別フィラメントから成るモノフィラメント複合体を有する糸が使用され、1つの糸の個別フィラメントが、それぞれ互いに一方向に配置されており、
b)互いに隣り合った糸が、その外側の周面の接触面において、架橋されていない状態で提供された樹脂から成るブリッジを介して互いに結合される複合材料が糸から形成され、結合する樹脂が、予め糸の成分であることにある。
【0036】
したがって、本発明に係る方法は、特殊なモノフィラメント糸に依存している。このモノフィラメント糸の個別フィラメントは、まだ架橋されていない樹脂に基づき互いに相対的に移動可能であり、これによって、糸の横断面形状を外的な力の作用下でまだ変化させることができる。
【0037】
十分な量の架橋されていない樹脂が、モノフィラメント糸、特にモノフィラメント糸の外側の周面全体に存在していることに基づき、モノフィラメント糸を種々異なる結合態様もしくは連結態様によって結合して、複合体であるフリース(テキスタイルファブリック=織布、スクリム、経編地、緯編地、フリース等)を形成することができる。なお、その際には、確実な結合を達成するために、付加的な樹脂が使用される必要はない。架橋されていない樹脂は、糸の貯蔵可能性および後続処理可能性の理由から、主として、もはや溶剤を含有していない状態で提供されている。それにもかかわらず、架橋されていない樹脂は「残接着性」を有している。この残接着性によって、樹脂で被覆された糸を相互接触によって連結することが可能となり、こうして形成された複合体が取扱い可能となる、すなわち、貯蔵可能(巻付け可能、積層可能、包装可能等)となる。なお、その際には、樹脂が予めすでに架橋された状態にもたらされる必要はない。
【0038】
最終的に樹脂が架橋されるまで、本発明により製造された繊維複合材料の構造もしくは形状はまだ変化させることができる。このことは、材料の多様な使用可能性を意味している。
【0039】
得られる材料の強度を増大させるためには、それぞれ樹脂から成るブリッジを介して互いに結合された互いに隣り合った糸が、接触面の範囲で互いにプレスされてよい。したがって、所定の圧力を加えることによって、扁平の方向で糸横断面の形状が変化させられ、ひいては、互いに接触させられる面積が増加させられる。
【0040】
したがって、本発明に係る方法によれば、架橋されていない樹脂を備えた糸を有する複合体の形成が、樹脂の架橋ひいては繊維複合材料の最終強度の獲得に依存せずに行われる。
【0041】
有利には、予め形成された複合体内の糸のプレスと、架橋とが、特に温度の作用によって少なくとも部分的に同時に行われる。こうして、製造法が特に合理的となる。
【0042】
最後に、本発明によれば、さらに、個別フィラメントを埋め込む架橋されていない樹脂を含んだ糸から、円形の横断面、長円形の横断面、楕円形の横断面または角のある横断面を備えた管状の中空形材が製造され、次いで、この中空形材が、長手方向において連続した、中空形材の長手方向軸線に対して垂直な方向への、有利には、中空形材の長手方向軸線に対して垂直なプレス圧の使用下での狭搾によって変形加工されて、減少させられた横断面を備えた形材を形成し、樹脂が、変形加工の間にまたは変形加工に続いて、特に熱作用によって架橋されることが提案される。
【0043】
こうして、予め製造された中空体から、種々異なる横断面形状を備えた形材を極めて優美に製造することができる。一種の「折合せ」によって、質的に高価値のコーナ構成もしくはエッジ構成が可能となる。
【図面の簡単な説明】
【0044】
【図1】内側ゾーンと外側ゾーンとを備えた、多数の個別フィラメントを有する1つの糸の横断面図である。
【図2】図1に示した糸横断面図から例として取り出された3つの個別フィラメントを示す図である。
【図3】亜麻布の形の繊維複合材料を示す図である。
【図4a】接触面の範囲における扁平にされていない2つの糸の拡大図である。
【図4b】接触面の範囲における扁平にされた2つの糸の拡大図である。
【図5】19個の個別層から成るサンドイッチ材料の形の繊維複合材料の断面図である。
【図6】円形の中空形材から断面L字形材への変形加工工程の概略図である。
【図7】図5に示した繊維複合材料の平面図である。
【0045】
以下に本発明を、図面に示した繊維複合材料の複数の実施の形態につき詳しく説明する。
【0046】
図1に横断面図で示した1つの糸1は多数の個別フィラメント2,3を有している。これらの個別フィラメント2,3は、それぞれ「無端」のモノフィラメントである。糸1の横断面のほぼ円形の内側ゾーン4に位置する第1のタイプの個別フィラメント2は、たとえばパラアラミドから成っている。これに対して、内側ゾーン4を取り囲む環状の外側ゾーン5に配置されていて、内側ゾーン4によって形成された「コア」を取り囲む一種の「シース」を成す第2のタイプの個別フィラメント3は、ガラス繊維から成っている。個別フィラメントとして、本発明に係る繊維複合材料には、全て公知の繊維、特にすでに本願において上述した繊維が適している。当然ながら、ただ一種類の個別フィラメントだけが1つの糸内に配置されていてもよい。互いに隣り合った個別フィラメントの間の全ての間隙6は、架橋されていない樹脂、本実施の形態では、典型のWacker社のシリコーン樹脂で埋め尽くされている。糸の全横断面には、空気間隙は存在しておらず、全ての個別フィラメント2,3が樹脂の材料内に完全に埋め込まれている。さらに、外側の層を成す外側ゾーン5の個別フィラメント3の外側の周面も、その外方に向けられた側で肉薄の樹脂層によって被覆されている。この樹脂層は、便宜上、図1に示していない。
【0047】
図2には、例として個別フィラメント複合体から取り出された(本実施の形態ではガラス繊維から成る)3つの個別フィラメント3が示してある。互いに隣り合った3つの個別フィラメント3の間の楔状範囲7は樹脂で完全に埋め尽くされていて、3つの個別フィラメントの確実なかつ安定した結合のために働く。前述したように、樹脂による埋尽しは、内側ゾーン4と外側ゾーン5との間の境界範囲における互いに隣り合った個別フィラメント3;2に対する別の全ての楔状範囲にも当てはまる。
【0048】
図3には、平織りの織布の形の繊維複合材料8の第1の実施の形態が平面図で示してある。個々の糸1は、たとえば図1および図2に示した構造を有しているが、異なって形成されていてもよい。この実施の形態では、糸1の個別フィラメント2,3を結合する樹脂が、架橋されていない状態で提供されていることが重要であり、これによって、確かに、モノフィラメントと見なすことができる糸1の結合は保証されているものの、樹脂が完全硬化させられていない、すなわち、架橋されていない限り、個別フィラメント2,3相互の相対的な移動はまだ可能である。
【0049】
糸1の個別フィラメント2,3は、それぞれ全て一方向に配向されている、すなわち、互いに平行にかつ糸1の長手方向軸線に対して平行に延びている。個別フィラメント2,3のこの配向は、製造後の糸1の巻上げ時にも、あとに続く、繊維複合材料8の亜麻布の全製造プロセス(織り工程)の間にも維持されなければならない。この理由から、特に織布製造時に従来慣用である、パッケージからの糸の、いわゆる「オーバヘッド引出し」も禁止されている。したがって、糸1の個別フィラメント2,3が、図3に示した亜麻布内でも全てまだ互いに一方向に配置されていることが重要である。
【0050】
図3に示した繊維複合材料8の織布は、極めて低い経糸・緯糸密度を有しており、これによって、一種の格子構造が形成されている。それぞれ2つの互いに隣り合った経糸と、同じく2つの互い隣り合った緯糸とによって仕切られたメッシュ9は開いている、すなわち、特に樹脂で埋め尽くされていない。このメッシュ9は、典型的には、水平方向で測定した約5mm〜10mmの幅10と、鉛直方向で測定した同じく約5mm〜10mmの幅11とを有しており、これによって、正方形の横断面を備えたメッシュ9が提供されている。
【0051】
架橋されていない樹脂を含んだ糸1から成る繊維複合材料8の織り技術的な製造後、この繊維複合材料がほんの僅かにプレスされる。なお、その際には、より高い温度は使用されない(特に100℃を上回らない)。これによって、複合体が、互いに交差している糸1の接触面の範囲でのみ改善され、(樹脂の架橋されていない状態における)織布を完成させることができる。なお、その際には、取扱い動作が極めて慎重に実施される必要はない。織布によって形成された平面に対して垂直な適度な圧力によって、糸は各横断面形状において僅かしか変化させられず、すなわち、僅かしか扁平にされず、これによって、互いに交差している糸1の範囲における接触面12aは比較的小さい。いずれにせよ、筋状の接触面12aの幅は糸1の直径よりも著しく小さく設定されている。接触面12aの範囲には、架橋されていない樹脂から成るブリッジ13aが形成されている。このブリッジ13aは、互いに交差している糸1、すなわち、特に各外側ゾーン5の、糸1内に存在している個別フィラメント3を互いに結合している。
【0052】
樹脂の架橋されていない状態における繊維複合材料8の織布が、巻き上げられた形で貯蔵され、搬送された後、(たとえば150〜300N/cm2の)圧力および(約140℃を上回る)温度の使用のもと、樹脂が架橋され、ひいては、完全硬化させられることによって、織布を最終状態にもたらすことができる。
【0053】
特に図4bから知ることができるように、糸1は、前述した増加させられた圧力を加えることによって、その横断面形状を著しく変化させ、いまや、著しく扁平にされていて、楕円形を有しており、理論的には、ほんの僅かに丸み付けられた長方形にまでさえ糸1を変形させることができる。この糸1の高さ14bは、図4aに示した高さ14aに比べて著しく減少させられている。予めほんの僅かにプレスされた状態における織布のおおよその厚さ15aは、糸1の変形によって、架橋後に提供された図4bに示した厚さ15bに同じく著しく減少させることができる。実際、織布の減少させられた厚さ15bは、ただ1つの糸1の2倍の直径にほぼ相当する織り工程後の当初の厚さの約20%〜70%である。さらにまだ、図4bから知ることができるように、プレス圧を加えて、これに伴い扁平にした後の接触面12b、すなわち、糸の拡幅後の接触面12bは著しく増加させられている。これによって、この場合に形成される樹脂ブリッジ13bが、図4aに示したほんの僅かなプレス圧の場合よりも著しく大きくなっている。増加させられた接触面12bもしくは増加させられたブリッジ13bは、プレス工程および樹脂の架橋のあと、繊維複合材料8の強い固化を招く。
【0054】
プレス工程および樹脂架橋のあと、織布が、接着剤層と、片面のシリコーンコーティングを備えた支持材料(たとえば紙またはシート)とを有することができ、次いで、このように形成されたサンドイッチ材料がウェブに切断され、接着テープ(片面接着型または両面接着型)として使用される。
【0055】
図5に示した繊維複合材料18はサンドイッチ材料である。このサンドイッチ材料は、それぞれ織布から成る複数の層16と、それぞれフリースから成る複数の層17とによって形成されている。この実施の形態では、繊維複合材料18が、たとえば図3に示した繊維複合材料8に類似して形成されていてよい織布の10個の層16を有している。それぞれ複数の個別フィラメントと、これらの個別フィラメントを埋め込む架橋されていない樹脂とから成る糸1によって形成されている織布が可能であるが、異なる結合形態を有する別の種類の織布も同じく可能である。
【0056】
織布から成る層16とフリースから成る層17とは、それぞれ交互に重なり合って配置(積層)されている。上下の層16は、それぞれ1つの織布によって形成され、これによって、繊維複合材料18の表面における耐摩耗性が高められる。織布から成る層16は、図7に示したように、交互に45゜だけ(織布平面の内部で)互いに回動させられて配置されており、これによって、1つの層16の斜め方向でも、45゜だけ回動させられた隣り合った層16を介して高い引張り強さが得られる。1つのフリース層の介在のもと、互いに回動させられた糸の間の付加的な結合点を介して、材料の強度および寸法安定性が著しく高められ、FEM算出法の使用可能性がさらに助成される。
【0057】
フリースを含んだ層17は、約25g/m2〜40g/m2の面積重量を備えたアラミドフリースを有している。樹脂の架橋されていない状態でも、のちに架橋された状態でも、織布から成る層16との確実な結合を得るためには、フリースから成る層17が、有利には、層16の織布の糸1内に個別フィラメントを埋め込むためにも使用された樹脂を備えている。樹脂の埋込みは、樹脂浴内での層17のフリースへの含浸によって行われてもよいし、フリースへの樹脂の吹付けによって行われてもよい。樹脂の含浸の途中に生じる強い強度損失を補償するために、乾燥したフリースを、たとえば図3に示した織布に乾燥した状態で載置し、サンドイッチ材料製造の後続の過程において、安定化した織布と、含浸させられたフリースとが、対として取り扱われると有利である。このような対のうち、9つの対を重ね合わせて配置することができる。最終的には、たとえば上面に、織布から成る1つの後続の層16が被着される。層17の、樹脂が含浸させられたかもしくは吹き付けられたフリースにおける万が一のある程度の樹脂余剰にもかかわらず、層16の織布に設けられたメッシュ9は完全に埋め尽くされていない。
【0058】
樹脂の含浸または吹付けの途中にフリース複合体から最初に緩められた自由に可動なアラミド繊維片は、糸1の個別フィラメント相互のならびに隣り合ったフリース層との機械的な結合片として働く。
【0059】
特に様々な方向での機械的な強度の向上のためには、織布の層16が、たとえば糸群(経糸)の長手方向軸線に対して45゜だけ回動させられて交互に配置される。
【0060】
織布から成るただ1つの層16の厚さ19が約0.35mm〜1.5mmであるのに対して、フリースから成る層17の厚さ20は、前述した織布厚さよりも著しく少ない約0.15mm〜0.25mmである。図5に示した。繊維複合材料18の19個の個別層は、プレスされていない状態で約0.45mm〜1.7mmの厚さ21を有している。
【0061】
樹脂の架橋の目的の加熱前には、繊維複合材料18が、たとえばプレートプレスによって矢印22の方向で押し合わされる。これによって、プレス・完全硬化工程後に提供される厚さ23の減少が得られる。
【0062】
図6には、横断面図で見てL字形の形材の形の別の択一的な実施の形態に係る繊維複合材料28の製造プロセスがどのように進捗するのかが概略図で示してある。図6の右半分に示したような最終的にL字形の形材に対する出発点は、左半分に実線で示した、横断面図で見て円形の形材24である。この円形の形材24は、形材横断面の内径25に対応する外径を備えたマンドレルの使用のもと、糸1が、たとえば綾巻きの形でマンドレルの外側の周面に被着されることによって製造される。このために使用される糸1は、やはり、多数の個別フィラメント(混合されて配置されたかまたは空間的に分離されて配置された全て同一のタイプの個別フィラメントまたは種々異なるタイプの個別フィラメント)と、糸を取り囲む架橋されていない樹脂とを有している。これによって、糸がモノフィラメント特性を有している。巻付け工程時には、やはり、モノフィラメント特性によって糸にねじれが形成されないことが重要である。すなわち、巻成された形でも、全ての糸の全ての個別フィラメントが一方向の配向を有している。巻成複合体内の個々の糸の相互付着は、適切な巻付け応力の選択によって保証される。これによって、互いに交差している糸がその接触面の範囲において十分に固く当て付けられている(図4に示した互いに交差している糸の図面参照)。しかし、架橋されていない樹脂のブリッジが形成されている接触面はまだ比較的小さく、これによって、管形状で提供された巻成複合体が、確かに、取扱いのためには十分な結合を有しているものの、完成材料としての使用のために必要となる強度をまだ有していない。
【0063】
巻成された管の肉厚26は、約0.45mm〜2.4mmである。使用される糸の直径に関連して、このような肉厚を得るためには、約2〜60個の糸層が必要となる。この形態でも、繊維複合材料製造の古典的な方法と異なり、巻成複合体の製造時に、個々の糸の間に残された空所を閉鎖する付加的な樹脂は使用されない。
【0064】
図5に示したサンドイッチ材料に類似して、巻付け時に、互いに隣り合った糸層の間に、種々異なる繊維から成る樹脂含浸させられたフリースによって形成された層が配置されてもよく、これによって、より大きな表面積を備えたより密な材料が形成され、ひいては、たとえば減衰・絶縁特性が改善される。
【0065】
巻付け工程および場合により介在させられた(フリースから成る中間層の)積層工程の終了後、管状の形材24の形の半製品を支持マンドレルから引き抜くことができる。この瞬間には樹脂は架橋されていないので、形材24は比較的大きなフレキシビリティと変形可能性とを有しており、これによって、形材24を、外的な力の作用のもと、その形状において広い限界範囲内で変化させることができる。たとえば矢印27の方向に適切な工具、たとえば複数のプレスローラによって多段階の形状変化の目的でプレス圧を形材24に加えることができる。さらに、この形材24は、90゜の角度を成して延びる破線29によって純粋に概略的に図示した適切な工具によって、矢印方向に作用する力に抗して支持されるかもしくは支承される。こうして、形材24が中間段階において、図6の左半分に破線30で示した、横断面図で見て窪められた形状を有することができる。
【0066】
場合により多段階の変形加工後、結果的に、図6の右側に示した断面L字形材31が提供される。この断面L字形材31は、この形態では、等脚の断面L字形材である。この断面L字形材の両脚は中間に接触面33を有している。この接触面33では、プレス工程の結果、形材24の以前の内側の周面34の区分が互いに突き合わされている。完成した形材31では、内側の接触面33を見ることができない。また、この接触面33は材料・強度特性に関して重要でない。なぜならば、高いプレス圧に基づき、接触面33の範囲でも、互いに接触させられた糸が扁平にされており、これによって、糸の間の接触面と、樹脂により形成されたブリッジとが相応に大きくなっているからである。これに基づき、結果的に、特性が全形材横断面にわたって極めて均質な構成部材が形成される。このように製造された形材の長さは、最大約10mまたはそれ以上であってさえよい。
【0067】
基本的に、本発明に係る繊維複合材料8,18,28と、この繊維複合材料8,18,28を製造するための方法とに関して、糸複合体の製造後、まだ架橋されていない状態での樹脂の使用下で加えられるプレス圧の高さによって材料特性に著しく影響が与えられることに留意することができる。プレス圧の増加につれて、糸の扁平度ひいては接触面および樹脂ブリッジの量も増加させられる。これによって、材料のより高い強度および密度だけでなく、弾性の減少も得られる。これに対して、比較的少ないプレス圧の場合には、材料を、完全硬化させられた樹脂状態でもより大きな弾性とより大きな多孔性、すなわち、表面積とを備えて製造することができる。このことは、特に防護・吸収特性に対して重要である。本発明に係る繊維複合材料の比重も、比較的大きな限界範囲内の適切なプレス圧の選択によって変化させることができる。
【0068】
本発明の別の形態は、フリースを使用することなく、図3に示した格子構造を備えた織布のメッシュ9の自由室の充填もしくは縮小を達成することができるようにするために、パルプ、たとえばアラミドパルプの使用にある。図3に示したような比較的開いた織布を、たとえば1つの糸列に対して15゜〜45゜の角度を成して、水と、樹脂と、高フィブリル化されたパルプ(繊維1gあたり約13m2の表面積)とを含んだ混合物から成る浴に引き通すことができる。必要に応じて、ガラスから成る微小中空ボール、セラミックスから成る多孔質のボール、セラミックスから成る微小固形のボールまたは溶融されたアルミニウムシリケートまたはカオリンから成るボール状の粒子の形の添加物が添加されてよい。水と、樹脂と、パルプと、場合により、添加物とから成る混合物を通る運動時の織布の向きに関連して、織布もしくは織布の糸が、それぞれ異なる程度で多くのパルプを吸収する。有利には高フィブリル化されたパルプによって、格子状の織布の糸が機械的に係止される。
【0069】
このような繊維複合材料の製造は紙の製造に類似している。完成した繊維複合材料内にあとで残されている構成要素としての格子状の織布は、すでにプロセスの開始時に固形の成分として使用される。織布(たとえば図3参照)の糸内に存在する樹脂は、パルプ浴内への浸漬の時点では架橋されておらず、このパルプ浴内に含まれた溶剤によって再び溶解され、ひいては、高フィブリル化されたパルプに対して極端に敏感となり、これによって、付着効果が極めて良好となる。
【0070】
織布をパルプ浴から取り出した後、こうして提供された複合体の僅かなプレスと、次いで、有利には120℃未満の温度での空気流ドライヤによる乾燥とが行われてよく、これによって、この形態でも、樹脂の架橋が回避される。乾燥後、第2のプレス工程が行われてよい。この第2のプレス工程では、やはり、温度が低いレベルに保たれなければならない(最大30℃)。その後、同一の繊維または異なる繊維から成る織布が載置されてよく、次いで、やはり、パルプ浴を通す運動によって、パルプを形成する繊維による被覆が行われる。
【0071】
所望の場合には、パルプの繊維による被覆時の補助手段として、テフロン(登録商標)コーティングされた格子機構が使用されてよい。この格子機構は、乾燥工程後に再び取り除かれる。このような繊維複合材料の製造のプロセスは、製紙のように実施することができるだけでなく、流れ工程として実施することもできる。抄紙機のワイヤパートに類似して、格子織布がパルプ浴を通して運動させられ、これによって、繊維付着が達成される。形成中の繊維複合材料からのパルプ浴の溶剤の除去は、真空サクションボックスによって行うことができる。次いで、溶剤含分の除去を、抄紙機のプレスパートに類似して、ローラの間でのプレスによって行うことができる。最後に、繊維複合材料のウェブのガイドの途中、蒸気加熱されたシリンダを介して材料の更なる乾燥を行うことができ、これによって、樹脂の架橋されていない状態におけるウェブ状の材料を接着なしに1つのロールに巻き上げることができ、貯蔵することができる。この材料も、サンドイッチ構造の製造のために、45゜だけ回動させられて配置された同じウェブ材料と組み合わせて使用することができる。
【符号の説明】
【0072】
1 糸
2 個別フィラメント
3 個別フィラメント
4 内側ゾーン
5 外側ゾーン
6 間隙
7 楔状範囲
8 繊維複合材料
9 メッシュ
10 幅
11 幅
12a 接触面
12b 接触面
13a ブリッジ
13b ブリッジ
14a 高さ
14b 高さ
15a 厚さ
15b 厚さ
16 層
17 層
18 繊維複合材料
19 厚さ
20 厚さ
21 厚さ
22 矢印
23 厚さ
24 形材
25 内径
26 肉厚
27 矢印
28 繊維複合材料
29 線
30 線
31 形材
32 脚
33 接触面
34 内側の周面
【特許請求の範囲】
【請求項1】
複数の繊維と、該繊維を結合する樹脂とを有する繊維複合材料(8,18,28)において、該繊維複合材料(8,18,28)が、糸(1)を有しており、該糸(1)が、複数の個別フィラメント(2,3)と、少なくとも一種類の物理的な量および/または少なくとも一種類の化学的な物質の作用によって架橋可能な樹脂とを有しており、該樹脂が、架橋されていない状態であるものの、ほぼ溶剤を含まずに提供されていて、糸(1)内の複数の個別フィラメント(2,3)を結合しており、該個別フィラメント(2,3)が、互いに一方向に配置されており、糸(1)が、それぞれ該糸(1)の外側の周面の接触面(12a,12b)において、樹脂から成るブリッジ(13a,13b)を介して互いに付着されていることによって、糸(1)が、複合材料を形成していることを特徴とする、複数の繊維と、該繊維を結合する樹脂とを有する繊維複合材料。
【請求項2】
互いに付着された糸(1)が、互いにプレスされており、有利には、繊維複合材料それ自体が、全体的にまたは部分的にプレスされている、請求項1記載の繊維複合材料。
【請求項3】
繊維複合材料が、経編地、緯編地、スクリム、フリースまたは、有利には平織りの織布であり、該経編地、該緯編地、該スクリム、該フリースまたは該織布が、複数の個別フィラメント(2,3)と、架橋されていない樹脂とから成るモノフィラメント複合体を成す糸(1)の形の経糸および/または緯糸を有しており、前記糸(1)全ての個別フィラメント(2,3)が、互いに一方向に配向されている、請求項1または2記載の繊維複合材料。
【請求項4】
繊維複合材料が、経編地、緯編地、スクリムまたは織布から成る少なくとも1つの層(16)と、フリースから成る少なくとも1つの層(17)とによって形成されたサンドイッチ材料であり、経編地、緯編地、スクリムまたは織布が、複数の個別フィラメント(2,3)と、架橋されていない樹脂とから成る糸(1)を有していて、有利には、それぞれ専ら該糸(1)から成っており、フリースに、架橋されていない樹脂が設けられていて、特に含浸させられているかまたは吹き付けられており、層(16,17)が、樹脂から成るブリッジ(13a,13b)を介して、互いに隣り合った糸(1)の間でまたは互いに隣り合った層(16,17)の繊維の間で互いに結合されていて、繊維複合材料を形成している、請求項1から3までのいずれか1項記載の繊維複合材料。
【請求項5】
複数の繊維と、該繊維を結合する樹脂とを有する繊維複合材料(8,18,28)において、該繊維複合材料(8,18,28)が、糸(1)を有しており、該糸(1)が、複数の個別フィラメント(2,3)と、該個別フィラメント(2,3)を互いに結合する、架橋された状態で提供された樹脂とを有しており、個別フィラメント(2,3)が、糸(1)内に互いに一方向に配置されており、糸(1)が、それぞれ該糸(1)の外側の周面の接触面(12a,12b)において、架橋された樹脂のブリッジ(13a,13b)を介して互いに結合されていることによって、糸(1)が、複合体を形成していることを特徴とする、複数の繊維と、該繊維を結合する樹脂とを有する繊維複合材料。
【請求項6】
接触面(12a,12b)の範囲における糸(1)の横断面が、長円形、楕円形または丸み付けられた長方形であり、接触面(12a,12b)が、前記横断面において、長円もしくは楕円の扁平にされた辺または長方形の長辺に位置している、請求項5記載の繊維複合材料。
【請求項7】
繊維複合材料が、経編地、緯編地、スクリムまたは織布から成る少なくとも1つの層(16)と、フリースから成る少なくとも1つの層(17)とによって形成されたサンドイッチ材料であり、経編地、緯編地、スクリムまたは織布が、複数の個別フィラメント(2,3)と、架橋された樹脂とから成る糸(1)を有していて、有利には、それぞれ専ら該糸(1)から成っており、フリースが、架橋された樹脂を有しており、前記層(16,17)が、架橋された樹脂から成るブリッジ(13a,13b)を介して、互いに隣り合った糸(1)の間でまたは互いに隣り合った層(16,17)の繊維の間で互いに結合されていて、繊維複合材料(18)を形成しており、サンドイッチ材料が、有利にはプレスによって変形加工されていて、成形部材または形材を形成しており、樹脂が、サンドイッチ材料のプレスされた状態で架橋されている、請求項5または6記載の繊維複合材料。
【請求項8】
複数の繊維と、該繊維を結合する樹脂とを有する繊維複合材料(8,18,28)を製造するための方法において、
a)それぞれ少なくとも一種類の物理的な量および/または一種類の化学的な物質の作用によって架橋可能な樹脂により結合される複数の個別フィラメント(2,3)から成るモノフィラメント複合体を有する糸(1)を使用し、1つの糸(1)の個別フィラメント(2,3)が、それぞれ互いに一方向に配置されており、
b)互いに隣り合った糸(1)が、その外側の周面の接触面(12a,12b)において、架橋されていない状態で提供された樹脂から成るブリッジ(13a,13b)を介して互いに結合される繊維複合材料(8,18,28)を糸(1)から形成し、ブリッジ(13a,13b)を形成する樹脂が、予め糸(1)の成分であることを特徴とする、複数の繊維と、該繊維を結合する樹脂とを有する繊維複合材料を製造するための方法。
【請求項9】
それぞれ樹脂から成るブリッジ(13a,13b)を介して結合された互いに隣り合った糸(1)をその接触面(12a,12b)の範囲で互いにプレスする、請求項8記載の方法。
【請求項10】
請求項8の特徴b)による、糸(1)からの複合体の形成後に樹脂を架橋し、これによって、繊維複合材料(8,18,28)がその最終強度を獲得する、請求項8または9記載の方法。
【請求項11】
複合体内の糸(1)のプレスと、架橋、特に温度の作用による架橋とを少なくとも部分的に同時に行う、請求項9または10記載の方法。
【請求項12】
個別フィラメント(2,3)を埋め込む架橋されていない樹脂を含んだ糸(1)から、円形の横断面、丸み付けられた横断面または角のある横断面を備えた管状の中空形材(24)を製造し、次いで、該中空形材(24)を、その長手方向において連続して行われる、中空形材(24)の長手方向軸線に対して垂直な方向への、有利には、中空形材(24)の長手方向軸線に対して垂直なプレス圧の使用下での横断面の狭搾によって変形加工して、減少させられた横断面を備えた形材を形成し、樹脂を変形加工の間にまたは変形加工に続いて、特に温度の作用によって架橋する、請求項8から11までのいずれか1項記載の方法。
【請求項1】
複数の繊維と、該繊維を結合する樹脂とを有する繊維複合材料(8,18,28)において、該繊維複合材料(8,18,28)が、糸(1)を有しており、該糸(1)が、複数の個別フィラメント(2,3)と、少なくとも一種類の物理的な量および/または少なくとも一種類の化学的な物質の作用によって架橋可能な樹脂とを有しており、該樹脂が、架橋されていない状態であるものの、ほぼ溶剤を含まずに提供されていて、糸(1)内の複数の個別フィラメント(2,3)を結合しており、該個別フィラメント(2,3)が、互いに一方向に配置されており、糸(1)が、それぞれ該糸(1)の外側の周面の接触面(12a,12b)において、樹脂から成るブリッジ(13a,13b)を介して互いに付着されていることによって、糸(1)が、複合材料を形成していることを特徴とする、複数の繊維と、該繊維を結合する樹脂とを有する繊維複合材料。
【請求項2】
互いに付着された糸(1)が、互いにプレスされており、有利には、繊維複合材料それ自体が、全体的にまたは部分的にプレスされている、請求項1記載の繊維複合材料。
【請求項3】
繊維複合材料が、経編地、緯編地、スクリム、フリースまたは、有利には平織りの織布であり、該経編地、該緯編地、該スクリム、該フリースまたは該織布が、複数の個別フィラメント(2,3)と、架橋されていない樹脂とから成るモノフィラメント複合体を成す糸(1)の形の経糸および/または緯糸を有しており、前記糸(1)全ての個別フィラメント(2,3)が、互いに一方向に配向されている、請求項1または2記載の繊維複合材料。
【請求項4】
繊維複合材料が、経編地、緯編地、スクリムまたは織布から成る少なくとも1つの層(16)と、フリースから成る少なくとも1つの層(17)とによって形成されたサンドイッチ材料であり、経編地、緯編地、スクリムまたは織布が、複数の個別フィラメント(2,3)と、架橋されていない樹脂とから成る糸(1)を有していて、有利には、それぞれ専ら該糸(1)から成っており、フリースに、架橋されていない樹脂が設けられていて、特に含浸させられているかまたは吹き付けられており、層(16,17)が、樹脂から成るブリッジ(13a,13b)を介して、互いに隣り合った糸(1)の間でまたは互いに隣り合った層(16,17)の繊維の間で互いに結合されていて、繊維複合材料を形成している、請求項1から3までのいずれか1項記載の繊維複合材料。
【請求項5】
複数の繊維と、該繊維を結合する樹脂とを有する繊維複合材料(8,18,28)において、該繊維複合材料(8,18,28)が、糸(1)を有しており、該糸(1)が、複数の個別フィラメント(2,3)と、該個別フィラメント(2,3)を互いに結合する、架橋された状態で提供された樹脂とを有しており、個別フィラメント(2,3)が、糸(1)内に互いに一方向に配置されており、糸(1)が、それぞれ該糸(1)の外側の周面の接触面(12a,12b)において、架橋された樹脂のブリッジ(13a,13b)を介して互いに結合されていることによって、糸(1)が、複合体を形成していることを特徴とする、複数の繊維と、該繊維を結合する樹脂とを有する繊維複合材料。
【請求項6】
接触面(12a,12b)の範囲における糸(1)の横断面が、長円形、楕円形または丸み付けられた長方形であり、接触面(12a,12b)が、前記横断面において、長円もしくは楕円の扁平にされた辺または長方形の長辺に位置している、請求項5記載の繊維複合材料。
【請求項7】
繊維複合材料が、経編地、緯編地、スクリムまたは織布から成る少なくとも1つの層(16)と、フリースから成る少なくとも1つの層(17)とによって形成されたサンドイッチ材料であり、経編地、緯編地、スクリムまたは織布が、複数の個別フィラメント(2,3)と、架橋された樹脂とから成る糸(1)を有していて、有利には、それぞれ専ら該糸(1)から成っており、フリースが、架橋された樹脂を有しており、前記層(16,17)が、架橋された樹脂から成るブリッジ(13a,13b)を介して、互いに隣り合った糸(1)の間でまたは互いに隣り合った層(16,17)の繊維の間で互いに結合されていて、繊維複合材料(18)を形成しており、サンドイッチ材料が、有利にはプレスによって変形加工されていて、成形部材または形材を形成しており、樹脂が、サンドイッチ材料のプレスされた状態で架橋されている、請求項5または6記載の繊維複合材料。
【請求項8】
複数の繊維と、該繊維を結合する樹脂とを有する繊維複合材料(8,18,28)を製造するための方法において、
a)それぞれ少なくとも一種類の物理的な量および/または一種類の化学的な物質の作用によって架橋可能な樹脂により結合される複数の個別フィラメント(2,3)から成るモノフィラメント複合体を有する糸(1)を使用し、1つの糸(1)の個別フィラメント(2,3)が、それぞれ互いに一方向に配置されており、
b)互いに隣り合った糸(1)が、その外側の周面の接触面(12a,12b)において、架橋されていない状態で提供された樹脂から成るブリッジ(13a,13b)を介して互いに結合される繊維複合材料(8,18,28)を糸(1)から形成し、ブリッジ(13a,13b)を形成する樹脂が、予め糸(1)の成分であることを特徴とする、複数の繊維と、該繊維を結合する樹脂とを有する繊維複合材料を製造するための方法。
【請求項9】
それぞれ樹脂から成るブリッジ(13a,13b)を介して結合された互いに隣り合った糸(1)をその接触面(12a,12b)の範囲で互いにプレスする、請求項8記載の方法。
【請求項10】
請求項8の特徴b)による、糸(1)からの複合体の形成後に樹脂を架橋し、これによって、繊維複合材料(8,18,28)がその最終強度を獲得する、請求項8または9記載の方法。
【請求項11】
複合体内の糸(1)のプレスと、架橋、特に温度の作用による架橋とを少なくとも部分的に同時に行う、請求項9または10記載の方法。
【請求項12】
個別フィラメント(2,3)を埋め込む架橋されていない樹脂を含んだ糸(1)から、円形の横断面、丸み付けられた横断面または角のある横断面を備えた管状の中空形材(24)を製造し、次いで、該中空形材(24)を、その長手方向において連続して行われる、中空形材(24)の長手方向軸線に対して垂直な方向への、有利には、中空形材(24)の長手方向軸線に対して垂直なプレス圧の使用下での横断面の狭搾によって変形加工して、減少させられた横断面を備えた形材を形成し、樹脂を変形加工の間にまたは変形加工に続いて、特に温度の作用によって架橋する、請求項8から11までのいずれか1項記載の方法。
【図1】

【図2】
【図3】
【図4a】
【図4b】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4a】
【図4b】
【図5】
【図6】
【図7】
【公表番号】特表2012−526166(P2012−526166A)
【公表日】平成24年10月25日(2012.10.25)
【国際特許分類】
【出願番号】特願2012−509014(P2012−509014)
【出願日】平成22年5月4日(2010.5.4)
【国際出願番号】PCT/EP2010/056040
【国際公開番号】WO2010/128049
【国際公開日】平成22年11月11日(2010.11.11)
【出願人】(511268476)
【氏名又は名称原語表記】Faisal H.−J. Knappe
【住所又は居所原語表記】Friedhofstr. 10, D−97475 Zeil am Main, Germany
【Fターム(参考)】
【公表日】平成24年10月25日(2012.10.25)
【国際特許分類】
【出願日】平成22年5月4日(2010.5.4)
【国際出願番号】PCT/EP2010/056040
【国際公開番号】WO2010/128049
【国際公開日】平成22年11月11日(2010.11.11)
【出願人】(511268476)
【氏名又は名称原語表記】Faisal H.−J. Knappe
【住所又は居所原語表記】Friedhofstr. 10, D−97475 Zeil am Main, Germany
【Fターム(参考)】
[ Back to top ]