
繊維複合要素の製造装置及び製造方法
本発明は、繊維複合材料要素を製造すべく少なくとも1つのウェブ状材料(6)を型枠工具(10)即ち部分的完成品(2)の表面に位置させる少なくとも1つの搬送装置(4)を有する、繊維複合材料(2)を製造するための装置(1)に関する。装置(1)は搬送装置が設けられる少なくとも1つの搬送具(20)を有し、その上にて搬送装置(4)を移動させるための搬送具が表面(8)に対して移動自在である。本発明は繊維構造体要素の製造方法に更に関する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は繊維複合(FC)要素の製造装置、繊維複合要素の製造方法の他、この方法により製造される繊維複合要素に関する。
【背景技術】
【0002】
特許文献1は巻き軸に対して小さな把持部巻きを備え長手方向の補強材を積層するための巻き突出部を使用して、繊維補強プラスチックから要素を製造するための巻き取り機を開示する。巻き取り機は巻き突出部に平行な巻き軸の付加的な台車案内部を横断する台車の他、ロータに設けられクレードルを備えた巻きほどきユニットを有するスレッド案内部も有する。
【0003】
特許文献2は複合要素を製造すべく積層スレッドを適用し、或いは回転ドラムにウェブを積層するための装置を開示する。積層スレッドはリングを横断する分配装置により適用され、軸受け中心軸を中心として回動するように載置される。
【0004】
特許文献3は適用面に対して積層ウェブを分配及び適用する分配装置を開示する。
自動化技術は繊維構造体要素の現行の製造方法の生産性、可撓性、及び効率の向上の補助に不可欠である。自動繊維堆積装置、即ち自動繊維配置システム(AFPシステム)が手動による処理と比較して次第に重要度を増している。
【0005】
1つ以上の横断可能な適用ヘッドを備えた上記自動繊維配置システムを使用することにより、例えば一方向CFKプレプレグバンド(UD−CFKプレプレグバンド)のような含浸繊維構造体バンドが型枠工具即ち要素の作業面に適用される。製造における作業時間が短縮され、潜在的生産性がより使用され、これにより、複合材料製造に要する製造費用が低減される。手動による操作により生じるアイドル時間が最小限に低減されるが、より高い生産品質を保持できる。
【0006】
例えば上記繊維構造体要素製造装置は特許文献4により公知である。この公知の繊維載置システムは複数の独立して枢動する適用ヘッドを使用し、これにより複合バンドは型枠工具の作業面に適用される。この目的のために、適用ヘッドはそれぞれ搬送システムに位置される。搬送システムは案内レールにてコーティングされる型枠工具の長手方向軸に対して平行に横断する。回転対称型枠工具が適用ヘッド間に取り付けられ、長手方向軸を中心として回転し、これにより型枠工具が回転し、適用ヘッドが案内レールに沿って軸方向に移動する場合にその外周は複合バンドによりコーティングされる。上記繊維載置システムの短所は、複雑な要素を含み、型枠工具の長手方向軸に平行に位置される案内レールのために、湾曲した長手方向軸による型枠工具のコーティングに対して不適であることである。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】独国特許出願公開第4122785号明細書
【特許文献2】国際公開第2005/018917号パンフレット
【特許文献3】国際公開第2006/060270号パンフレット
【特許文献4】国際公開第2005/105641号パンフレット
【発明の概要】
【発明が解決しようとする課題】
【0008】
対称的に、本発明の課題は繊維構造体要素を製造する装置及び方法を提供することにあり、特に、上記方法により製造される繊維構造体要素同様に長手方向において湾曲し、これにより、公知の解決策と比較して複雑な要素が省かれより大量に自動生産することができる装置及び方法を提供することにある。
【課題を解決するための手段】
【0009】
上記課題は独立項に記載の特徴により解決される。付加的な実施例が、独立項に従属する従属項に開示される。
本発明は特に少なくとも1つの材料を載置する少なくとも1つの分配装置を備える、FC要素を製造する装置を提供し、特にFC要素を製造するための型枠工具即ち半製品の表面に適用される少なくとも1つのバンド状材料を提供する。装置は分配装置を搬送する少なくとも1つのボギー台車と、表面の周方向において少なくとも部分的に表面の周囲を延びる案内路とを有し、案内路上をボギー台車は分配装置を横断する表面に対して移動する。分配装置はここで案内路に対して角度をなして延びる枢動軸を中心として枢動又は回動する。特に、装置は型枠工具即ち半製品及び運動の通路が相互に移動するように構成される。
【0010】
半製品が多かれ少なかれ周方向にのみコーティングされる特別な好適な応用において、装置は型枠工具即ち半製品及び運動の通路を相互に対して移動させる案内部を有する。
本発明の実施例において、フィーダ及び/又は案内部は、型枠工具即ち半製品が長手方向のみならず長手方向に直交する方向に沿って移動自在なように構成される。これにより、型枠工具即ち半製品は三次元により示されるが案内路に対して供給されるように案内部によって案内される。
【0011】
実施例において、フィーダ及び/又は案内部は軸方向即ちその長手方向に、且つ/又は長手方向に直交する方向であって、長手方向に延びる軸の周囲ではない方向に移動させることによってのみ型枠即ち半製品を案内するように更に構成される。実施例において、とりわけこれは適用ヘッドから材料を適用する際に、周方向の適用が案内路のボギー台車の運動により、長手方向に直交する要素の方向、即ち型枠工具即ち半製品の周方向に対応する型枠工具即ち半製品の表面の方向に沿って適用することを示す。
【0012】
フィーダ及び/又は案内部は、長手方向に沿って変更可能又は変更不能な湾曲部の径を備えた、型枠工具即ち半製品の所定の湾曲部が長手方向に配向される場合に、バンド材料が分配装置によって型枠工具即ち半製品の面に位置される領域の瞬間的な中間点への湾曲部の径の方向が、運動の通路の関連する区域に位置される径方向平面から最大限30°外れるように、或いは台車の瞬間的位置における案内路の接平面に上下方向に配向されるように構成される。
型枠工具即ち半製品及び運動の通路を相互に対して運動させる案内部は、長手方向に沿って変更可能又は変更不能な湾曲部の径を備えた、型枠工具即ち半製品の所定の湾曲部が長手方向に配向される場合に、バンド材料が分配装置によって型枠工具即ち半製品の面に位置される領域の中間点への湾曲部の径の方向が、運動の通路によって位置される径方向平面から最大限30°外れるように更に構成される。
【0013】
特に、フィーダ及び/又は案内部は、長手方向に沿って変更可能又は変更不能な湾曲部の径を備えた、型枠工具即ち半製品の所定の湾曲部が長手方向に配向される場合に、バンド材料が分配装置によって型枠工具即ち半製品の面に位置される領域の瞬間的な中間点への湾曲部の径の方向が、運動の通路によって関連する区域に位置される径方向平面から最大限30°外れるように、或いは台車の瞬間的位置における案内路の接平面に向かって上下方向に配向されるように構成される。
【0014】
型枠工具即ち半製品及び運動の通路を相互に対して運動させる案内部は、長手方向に沿って変更可能又は変更不能な湾曲部の径を備えた型枠工具即ち半製品の所定の湾曲部が長手方向に配向される場合に、バンド材料が分配装置によって型枠工具即ち半製品の面に位置される領域の中間点への湾曲部の径の方向が、運動の通路によって挟持される径方向平面から最大限30°外れるように更に構成される。
【0015】
案内路は少なくとも部分的に円形の湾曲した通路を形成する。案内路は型枠工具即ち半製品を少なくとも部分的に包囲するかこれを中心として回転する少なくとも部分的に環状の搬送区域に更に収容される。案内路はここで型枠工具即ち半製品の長手方向を部分的に横断して延びる。
【0016】
案内路はボギー台車のローラセットを収容する少なくとも1つのレールを有し、1つ以上のローラが駆動される。付加的に、或いはこれに代えて、案内路は少なくとも1つの鋸歯状の区域を有し、この区域はボギー台車の少なくとも1つの動輪と係合する。
【0017】
製造装置は案内部を駆動する制御部を有し、これにより、手動又は自動的に型枠工具即ち半製品は案内路に対して運動可能である。制御部及び案内部は型枠工具即ち半製品が案内路に対して移動可能なように、或いはその逆となるように、設計される。制御部及び案内部は、ここで分配装置と配置工程時にバンド材料が位置される型枠工具即ち半製品の表面の位置との間のバンド材料の長手方向延伸部と、径方向平面にて視認される径方向平面との間の角度が30°未満となるように型枠工具即ち半製品を案内路に対して移動させることに使用される。
【0018】
制御部及び案内部は、材料を型枠工具の表面即ち半製品の表面に位置させるために案内路に沿ってボギー台車の運動を、及び/又は分配装置の回転運動を制御することに制御部及び案内部を使用できるように構成される。制御部及び案内部は、型枠工具の表面即ち半製品の表面への適用ヘッドからの材料の分配を制御することに制御部及び案内部を使用できるように更に構成される。湾曲した通路の湾曲部の径は、制御部及び案内部を使用して型枠工具即ち半製品の湾曲部の径に少なくとも部分的に対応するように形成される。
【0019】
特に、型枠工具即ち半製品の区域の領域における型枠工具即ち半製品の湾曲部の径に適用される接線は、運動の通路によって挟持される径方向平面に対して約90°(即ち、プラスマイナス15°)の角度を有する。
【0020】
型枠工具即ち半製品を移動させる案内部は少なくとも1つのロボットアームを有する。ロボットアームはここでボギー台車の運動の通路外に位置され、型枠工具即ち半製品と連結するために型枠工具即ち半製品の端部区域を保持又は少なくとも部分的に把持する。
【0021】
型枠工具即ち半製品を移動させる装置や案内部は、フィーダ通路や搬送部、及び搬送部を移動する供給台車であり、型枠工具即ち半製品がその上に保持される。搬送部は供給台車のローラセットを収容するための少なくとも1つのレールを有する。搬送部は更に少なくとも1つの鋸歯状の区域を有し、この区域は供給台車の少なくとも1つの動輪と係合する。
【0022】
制御部はCNC制御部を有し、その一機能は運動の通路に沿ったボギー台車の、枢動軸に沿った分配装置の、及び/又は型枠工具即ち半製品及び運動の通路の相互に対する運動の制御に使用される。
【0023】
案内路に沿ったボギー台車の運動、及び型枠工具即ち半製品及び/又は案内路の供給運動は、連結装置により相互に連結される。
制御部は案内部を駆動するための機能を有し、これによりバンド材料は表面に平坦且つ部分的に適用される。
【0024】
制御部は案内部を駆動するための機能を更に有し、これによりパターンが記憶され、バンド材料を表面に平坦且つ部分的に適用することに使用される。
通常複数の適用ヘッドは1つ以上のボギー台車に設けられ、これらは案内路を移動し、それぞれ少なくとも1つの分配装置を有する。
【0025】
装置は複数の案内路を有し、それぞれ1つ以上のボギー台車を備える。
制御部及び案内部は、バンド材料を平行に並べるべく複数の適用ヘッドを駆動することに使用される。
【0026】
制御部は2つの適用ヘッドが型枠工具即ち半製品の周方向にて視認すると相互に180°の角度をプラスマイナス30°ずれて移動するように設けられる。
案内路及び分配装置の回転位置は、複合材料が型枠工具即ち半製品の長手方向軸に対して0°プラスマイナス15°の角度αにて適用されるように、材料によりコーティングされる型枠工具即ち半製品の表面に対して調整される。
【0027】
制御部が設けられ、これにより案内路及び分配装置の回転位置は、複合材料が型枠工具即ち半製品の長手方向軸に対して0°乃至90°の範囲の角度α、好適にはプラスマイナス45°、プラスマイナス60°、及び/又は90°のそれぞれのプラスマイナス5°にて適用されるように、材料によりコーティングされる型枠工具即ち半製品の表面に対して調整される。
【0028】
本発明により、FC要素を製造するために型枠工具即ち半製品の表面に少なくとも1つのバンド材料を載置する少なくとも1つの分配装置を備えたFC要素を製造する方法が開示される。分配装置はボギー台車に位置され、周方向に少なくとも部分的に表面を中心として回転する案内路に沿って横断し、工程においてバンド材料を分配し、表面に位置させる。ここで運動の通路に隣接して位置される枢動軸に沿った枢動は、手動又は対応する機能を有する制御部により分配装置に操作自在に伝達される他、案内部にも伝達され、複合材料の角度を調整する。ここで型枠工具即ち要素は及び運動の通路は相互に対して運動するものといえる。
【0029】
上記変更により付加的に、案内路及び分配装置の回転位置は、複合材料が型枠工具即ち半製品の長手方向軸に対して0°プラスマイナス15°の角度αにて位置されるように、材料によりコーティングされる型枠工具即ち半製品の表面に対して調整される。
【0030】
別例として、案内路及び分配装置の回転位置は、複合材料が型枠工具即ち半製品の長手方向軸に対して0°乃至90°の範囲の角度α、好適にはプラスマイナス45°、プラスマイナス60°、及び/又は90°のそれぞれのプラスマイナス5°にて位置されるように、材料によりコーティングされる型枠工具即ち半製品の表面に対して調整されるものといえる。
【0031】
制御部が設けられ、材料によりコーティングされる型枠工具即ち半製品の表面の領域における案内路及び分配装置の回転位置が調整され、これにより、バンド材料は型枠工具即ち半製品の長手方向軸に対して45°プラスマイナス5°の範囲の角度αをなして型枠工具即ち半製品の対向する長手方向にて適用される。バンド材料は以下の等式による型枠工具即ち要素の外周Cの関数として幅bを有する。
【0032】
【数1】
上記方法は航空機のFC要素等のフレーム、特にCFK胴体フレームや胴体区域を形成することに使用される。
【0033】
方法における型枠工具は、反対方向に位置される溝を設けた少なくとも一対の凹部を有する型枠工具であり、これらの凹部はそれぞれが型枠工具の長手方向軸に対して平行に延びる。
【0034】
使用される材料、特にバンド材料は、含浸した繊維構造体バンド、特に一方向CFKプレプレグバンド(UD−CFKプレプレグバンド)からなる材料である。これに代えて、含浸した繊維束や含浸した繊維ストランド(粗紡)、特にCFK粗紡からなる材料を使用してもよい。
【0035】
本発明により、繊維複合体要素、特に、列挙した方法の1つを使用して製造される、航空機のCFKフレームや胴体区域が更に設けられる。
【図面の簡単な説明】
【0036】
【図1】本発明の第1の実施例における繊維構造体の製造装置を示す正面図。
【図2】分配装置が90°の作業位置に位置される図1の装置を空間的に示す図。
【図3】分配装置が0°の作業位置に位置される図1の装置を空間的に示す図。
【図4】分配装置が45°の作業位置に位置される本発明の第2の実施例における装置を空間的に示す図。
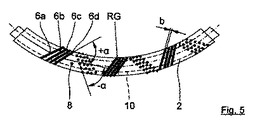
【図5】プラスマイナス約45°の角度をなす配向の繊維を備えた図4の部分的にコーティングされる型枠工具を示す側面図。
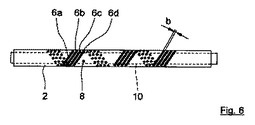
【図6】図4に示す部分的にコーティングされた型枠工具を示す正面図。
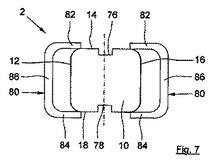
【図7】部分的に型枠から取り出された繊維構造体要素及びその製造に使用される型枠を示す図。
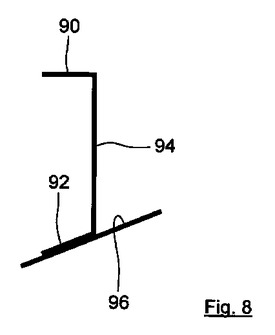
【図8】おおよそC字状の断面を有するCFK胴体フレーム(胴体外板区域を含む)を個別に示す図。
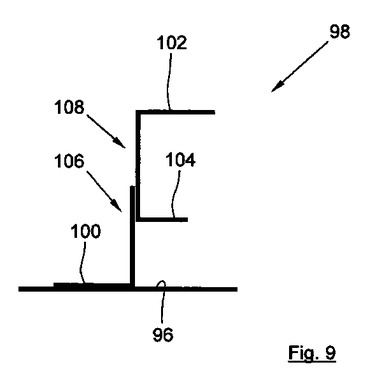
【図9】複数の部分的外形を有するCFK胴体フレームを個別に示す図。
【図10】L字状外形を製造するための型枠を示す図。
【図11】実施例におけるおおよそE字状の断面を有するCFK胴体フレームを示す図。
【図12】型枠工具を備えた図11に示すCFK胴体フレームを示す図。
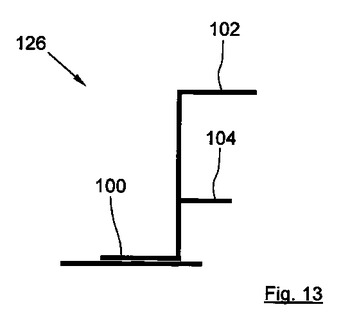
【図13】LCF断面を備えた一体的なCFK胴体フレームを示す図。
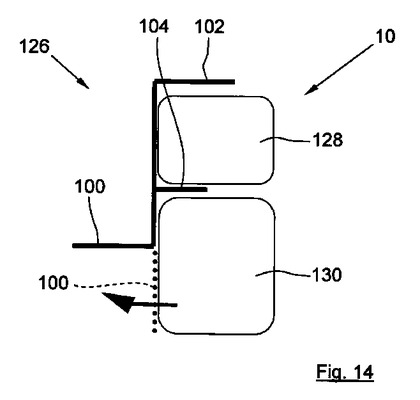
【図14】型枠工具を備えた図13に示すCFK胴体フレームを示す図。
【発明を実施するための形態】
【0037】
本発明の好適な実施例を図面に基づき詳細に後述する。
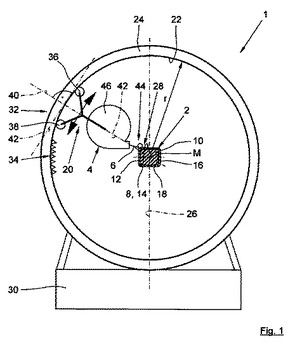
図1は本発明による少なくとも部分的に半製品2からの繊維複合体からなる要素を製造するための装置1を示す正面図であり、半製品2はこの目的のための中間段階や既成製品における形成要素である。特に、製造される要素は航空機の要素である。半製品とは既成の中間産物、即ち製造中の要素である。材料は型枠工具部に位置されるか、例えば、ポジティブモールド(マンドレル)や、既に材料によりコーティングされた型枠モールドのような、より簡潔に型枠や型枠工具に、位置される。図示の実施例において、本発明による装置1や本発明による方法は航空機のフレーム、特にCFK胴体フレームを製造することに使用される。
【0038】
特に航空機産業や自動車産業における応用において、プレプレグとも呼ばれ樹脂混合物からなる予め含浸した繊維複合体は、含浸した強化繊維における画定した繊維含有量を保持して使用される。繊維の強度はここで強化繊維によって基本的に決定される。従って、重量を最適化した要素のために選択される繊維量の割合は比較的高い。
【0039】
予め含浸した繊維束や繊維ストランド(粗紡)、特にCFK粗紡も型枠工具即ち要素をコーティングすることに使用可能である。
装置1は通常1つの分配装置4、即ち適用ヘッド4を有し、これは、要素を製造すべく所定量の材料を収集及び分配するために好適である。例えば、分配装置4は材料を収集及び分配するためのスプールを有するか、スプールからなる。特に、分配装置は材料を含有するハウジングと、例えばスプールを経由して材料がハウジングの内側から外側に通過して移動する開口部とを有する。特に、分配装置はフィーダを有し、これは材料の分配を操作したり制御することに使用される。フィーダはモータを有し、これにより材料はスプールから分配されたり、スプールの巻きからほどかれたりする。
【0040】
スプールを使用する場合に、モータはスプールを駆動し、これによりスプールの材料を収集し、且つ/又はスプールの巻きから材料をほどく。モータは製造装置の制御部に連結される。これに代えて、或いは付加的に、フィーダはバネ構造体を有し、これにより材料は予張力(Vorspannkraft )に応じて分配される。分配装置4は例えば型枠工具10の作業面8に対して複合バンド6を押圧し、或いは巻きつける適用ローラのような少なくとも1つの適用装置44を有する。複合バンド6はここでは分配装置4のハウジング46内に設けられたローラ(図示しない)に巻き付けられ、分配装置4により適用装置44に対して使用可能である。
【0041】
本発明による製造装置や本発明による製造方法を使用するための材料は基本的に、任意の積層材料、特に任意の帯材料を含む。特に、材料は複合バンド6(スリットテープ)、即ち複合材料からなるバンドである。高力構造体を製造するために、特に一方向CFKプレプレグバンド(UD−CFKプレプレグバンド)からなる複合バンド6を使用することが好適である。
【0042】
分配装置4は型枠工具10又は半製品2の作業面8に所定の方法により材料を位置させることに使用される。特に、材料はバンドの所定の進行にて、或いは型枠工具や半製品に対して所定の角度をなして、型枠工具や半製品に位置される。
【0043】
材料6は陽型10(マンドレル)として設計される型枠工具に位置される。図示のように、型枠工具10は、材料6によって完全に、或いは部分的にコーティングされる作業面8を共有して形成する4つの側面12,14,16,18を備えた基本的に矩形の断面を有する。この例において、特に材料6の複数の層は少なくとも部分的に型枠工具10に位置される。製造装置1はボギー台車20を案内するための案内路22を有する。分配装置、即ち適用ヘッド4がボギー台車20に位置されるため、分配装置はボギー台車20が案内路22を横断すると、作業面8に対して移動する。
【0044】
本発明の実施例において、分配装置4は台車20に回動自在に設けられる。分配装置4の回転軸はここでは不変、即ち剛性を備えるか、変更可能である。従って、回転軸は後者の場合において、枢動自在である。ここで回転軸は、手動により、或いは制御部により駆動されるアクチュエータを使用して変更可能である。
【0045】
型枠工具、並びに材料が製造工程時に型枠工具の表面に台車の軌跡に沿って即座に位置される領域に対する案内路22の位置により、材料や材料のバンドが型枠工具に位置される角度に影響を付与し、角度を確立することができる。角度は、運動の通路に隣接して好適には作業面の方向に設けられる枢動軸に沿って枢動自在である。適用ヘッドは所定の作業位置における運動の通路に沿って移動自在であり、要求される場合に例えば螺旋状のコーティングを生成すべく運動の通路に沿った回動時に枢動軸を中心として回動される。
【0046】
運動の通路は、機械加工される型枠工具即ち要素の区域が中央部領域、好適には運動の通路の中間点に位置されるように、円形の湾曲した軌跡として構成されることが非常に効果的であることが判明している。
【0047】
複合材料を型枠工具即ち要素の長手方向軸に対して0°の角度にて適用するために、例えばボギー台車がコーティングされる型枠工具即ち要素の作業面の領域における運動の通路に沿って移動自在であり、適用ヘッドは要素が型枠工具即ち要素の長手方向軸に対して0°の角度を有する作業位置にて枢動軸を中心として枢動する。
【0048】
複合材料を0°から約90°までの範囲の角度にて適用するために、適用ヘッドは複合材料が要素の長手方向軸に対して0°から約90°、好適にはプラスマイナス45°、プラスマイナス60°、及び/又はプラスマイナス90°の角度にて型枠工具即ち要素に適用される作業位置に至るまで枢動軸を中心として枢動する。
【0049】
複数の作業面を有する型枠工具即ち要素において、少なくとも1つの適用ヘッドが、少なくとも1つの複合材料、特に複合バンドを平行に適用すべく各作業面に設けられる。
処理効率は適用ヘッドを使用して改善され、これにより複数の複合バンド即ちストランドが同時に型枠工具即ち要素に適用される。個別の複合バンド即ちストランドの角度は相互に独立して設定され、これにより湾曲した型枠工具即ち要素の場合において湾曲部の大径の方向にばらばらに広がることが防止される。
【0050】
複合バンドの幅は、複数の複合バンドと組み合わせた適用ヘッド、複数の適用ヘッド、及び/又は搬送リングを使用する場合に変更可能であり、これにより更に処理効率を向上させる。
【0051】
案内路22は閉鎖通路として、或いは開放通路として、或いは案内路区域として設計可能である。図1の実施例に示すように、特に案内路22は円形通路として設計されてもよい。案内路22を支持すべく、案内路は搬送部24に位置されるか、搬送部24と一体的に構成されてもよい。搬送部は部分的に環状であるか、閉鎖リングとして設計されてもよく、ここではそれぞれ全体として円形である。通常案内路は湾曲し、案内路の長手方向延伸部に対して形成される可変又は固定径の湾曲部KRを備える。案内路はここでは台車20が案内路の内側を移動するように設計される。案内路は更に湾曲してもよい。
【0052】
ここで湾曲路の湾曲部の径は型枠工具即ち要素の湾曲部に少なくとも部分的に対応する。本発明の実施例において、複数の径の湾曲部を備えた湾曲連続部を有する型枠工具即ち要素も製造可能である。
【0053】
方法の実施において、或いは一実施例における製造装置において、案内路22及び/又は搬送部は、案内路の長手方向延伸部が長円形型枠工具の長手方向延伸部を横断して延びるように、型枠工具に対して好適に位置され、これにより案内路は所定の距離をおいて型枠工具10を少なくとも部分的に包囲する。搬送部24は骨組み30によって指示される。付加的に、複数の搬送リングが型枠工具即ち要素の長手方向軸に沿って連続して他の後部に位置される。特に複合バンド即ちストランドの角度は作業において変化する。
【0054】
図1に示すように案内路22を閉鎖円形通路として構成する場合に、型枠工具10は、型枠工具即ち半製品の側面12,16が搬送リング24の上下方向軸26に対して平行に延びるように案内路及び型枠工具即ち半製品間にて相対運動するように静止して、又は制御されて搬送リング24に対して位置される。付加的に、案内路及び型枠工具即ち半製品間の相対運動は、機械的に設定されるか、材料6が所定の一時点において位置される表面の領域が、搬送リング24の中間点Mの領域に、即ち湾曲部KRの径に対して10%ずれた位置に位置されるように制御される。
【0055】
本発明の実施例において、搬送リングはボギー台車のローラセット32を収容するための少なくとも1つのレールを有する。ボギー台車20はここではローラによって駆動される。これに代えて、或いは付加的に、搬送リングは少なくとも1つの鋸歯状の区域を有し、この区域はボギー台車の少なくとも1つの動輪と係合する。例えば、動輪は搬送部の鋸歯状棒に係合する鋸歯状輪として設計される。ボギー台車を運動の通路に沿って移動させるためにその他の駆動システムも使用可能である。図1に示すように、案内路はボギー台車20のローラセット32を収容するためのレール(図示しない)の他、ボギー台車20の動輪(図示しない)と係合する図示の鋸歯状の区域34を有する。鋸歯状の区域34は運動の全通路22に沿って延びる。例えば、動輪は搬送リング24の鋸歯状の棒内に係合する鋸歯状輪として設計される。ローラセット32は運動の通路22に沿って相互に離間して設けられる2つのローラの組36,38を有する。
【0056】
位置決めした材料6の長手方向の進行を設定すべく分配装置4を回動させる機能により、分配装置4は、材料6を位置させるべく型枠工具10への方向における運動の通路22に対して傾斜した枢動軸40を中心として回動自在である。型枠工具即ち要素は、ここで図示の実施例における装置の枢動軸40が運動の通路22の湾曲部Rの径に適用される接線42に対して約90°の角度にて延び、円形通路の中間点Mを通じて延びるように構成される。
【0057】
繊維複合材料の製造はこの実施により最適化される。作業面8を包囲する運動の通路22に沿って移動するボギー台車20により、分配装置4は枢動し、型枠工具10及び運動の通路22の間に供給動作を生じ、本発明による装置1は設備の観点からCFK胴体フレームを製造するために湾曲した型枠工具10を容易にコーティングすることができる。複合バンド6は作業面8に対して広範囲にわたって、部分的に、或いはその他のプログラム可能なパターンに基づき適用される。適用される複合バンドの層順序及び数は応用に基づき設定される。特に、複合バンド6は型枠工具10の長手方向軸に対して様々なバンド角度をなして適用される。付加的に、中間の角度及び角度の前進が設定可能である。これは分配装置4の作業位置A、B、及びCに基づき詳細にわたって後述する。
【0058】
即ち、本発明による装置は、設備の観点から特に湾曲した型枠工具や湾曲した要素の他、その他の複雑な要素外形も容易にコーティングすることができる。ここで、本発明における用語、要素は要素や半製品の一部でもあるものといえる。可撓性を備えた角度配向及び補強手段を局部に包含することにより、高レベルの強度を保持しつつ要素の重量が低減される。適用される層の層順序及び数は応用に応じて変化する。繊維の前進はここで要素の負荷経路に調整され、これにより、容易に軽量の高強度構造体を製造することができる。例えば、複合材料は型枠工具の長手方向軸や要素の長手方向軸に対して約0°、プラスマイナス45°、プラスマイナス60°、及び/又は90°の角度にて作業面に適用される。更に、中間の角度及び角度の前進は本発明による装置を使用して設定される。
【0059】
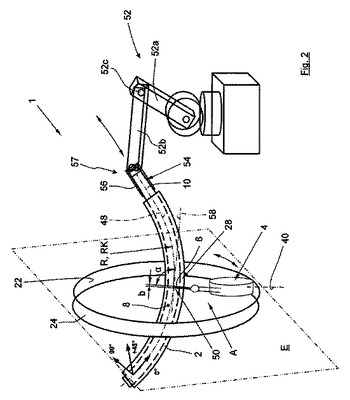
図1の装置1を空間的に図示する図2から特に明らかなように、図示の分配装置4の作業位置Aにおける複合バンド6は長手方向軸48に対して90°のバンド角度αにて作業面8に適用される。この目的のために、分配装置4は作業位置Aに至るまで枢動軸40を中心として枢動し、ここで複合バンド6は長手方向軸48に対して90°の所望のバンド角度にて型枠工具10に適用されるか、既に適用されている。複合バンド6の端部区域50は型枠工具10の作業面8に位置され、分配装置4から離間して設けられた作業面8まで運動の通路22に沿ってボギー台車20(図2には図示しない、図1参照)によって360°横断し、これにより複合バンド6は型枠工具10に巻かれる。続いてバンド6は分離され、型枠工具10は測定されたバンド幅bに応じて運動の通路22に対して横断する。この工程はコーティングされた構造体を備えた型枠工具10の所望の領域が得られるまで繰り返される。複合バンド6はこの工程の後、工程中に、或いは工程に先立ってその他のバンド角度にて適用されてもよい。より効率よくコーティングを施すために、90°のバンド角度は型枠工具10の周囲及びバンド幅bにより画定される角状変位によって低減される。これにより、一度の操作にて型枠工具の連続した螺旋状のコーティングが可能となる。バンド角度αは運動の通路22に沿ったボギー台車20(図1参照)の回転速度及び型枠工具10の供給速度の機能として異なる値に設定される。
【0060】
型枠工具や型枠工具10の搬送リング24に対する運動はフィーダZにより行われ、これは手操作により、或いは制御部により駆動される。フィーダは案内路22に対する型枠工具10や半製品2の供給運動を実施すべく設けられ、型枠工具10や半製品2の区域や端部区域54を保持し固定するための連結装置を有する。フィーダは連結装置や台車60を備えた駆動アーム即ちロボットアーム52を有し、連結装置は供給路62を横断する。駆動アーム即ちロボットアーム52や台車62は機械的アクチュエータや案内部によって移動される。機械的アクチュエータや案内部はフィーダの一部を構成するか、フィーダに割り当てられ、機能的にフィーダに連結される。特に、機械的アクチュエータはフィーダを駆動する駆動力を有する。案内部はフィーダや機械的アクチュエータを制御、調整する機能を含む。特に、機械的アクチュエータや案内部は運動制御部の一部である。運動制御部は駆動アーム即ちロボットアーム52を三次元的に運動させるための、或いは運動の通路22に沿ってボギー台車20を、及び/又は枢動軸40に沿って分配装置4を、及び/又は各型枠工具10や半製品2を、及び/又は運動の通路22を相互に運動させるための制御機能を示す。この目的のために、運動制御部は駆動アーム即ちロボットアーム52を三次元的に運動させるための、或いは運動の通路22に沿ってボギー台車20を、及び/又は枢動軸40に沿って分配装置4を、及び/又は各型枠工具10や半製品2を、及び/又は運動の通路22を相互に運動させるための機械的アクチュエータや案内部を有する。
【0061】
実施例における供給路62及び供給路62を移動する台車60や駆動アーム即ちロボットアーム52の組み合わせを備えたフィーダの連結装置において、これらは連結装置を備え、これにより、型枠工具10や半製品2の端部区域54は台車60や駆動アーム即ちロボットアーム52に固定され、特に台車60やアーム52の端部区域に固定される。従って、型枠工具10や半製品2は台車60や駆動アーム即ちロボットアーム52が移動すると、運動の通路22に対して、且つ/又は分配装置4に対して移動可能である。台車60や駆動アーム即ちロボットアーム52の連結装置は、型枠工具10や半製品を少なくとも部分的に包囲するように、特に半製品の端部区域を包囲するように、型枠工具10や半製品2を固定すべく設計される。その他の固定要素を設けてもよい。例えば、連結装置は特に型枠工具10や半製品2の端部区域を確実に包囲するように設計される。
【0062】
この場合において、フィーダは特に駆動アーム即ちロボットアーム52(図2及び3参照)を有し、これは運動の通路22や搬送リング24の外側に位置され、例えば把持部56を使用して型枠工具10の端部区域54を部分的に包囲するように型枠工具に連結される。特に、駆動アーム52は第1のアーム52a、及びヒンジ52cによって第1のアーム52aに連結される第2のアーム52bからなり、連結装置57を収容する。例えば、型枠工具10や半製品は航空機の胴体の断面に応じてフレームの領域にて湾曲し、これにより、長手方向軸48を弓状となす。型枠工具を使用することなく半製品を使用する場合に、或いは半製品を連結装置に固定する場合に、半製品は例えば縫い付けや予め硬化することにより位置関係的に安定した状態となる。半製品を製造すべく型枠工具をコーティングするために、要素や半製品の製造を実施するために、半製品はアーム52や台車60により湾曲した通路(供給路)に沿って運動の通路22に対して移動する。この湾曲した通路は後述するように3次元として得られる。特に、これは平面に位置される。特に半製品や型枠工具の中心線が平面に位置される場合に、湾曲した通路も平面に位置される。特に、各半製品や型枠工具の長手方向に沿ったもっとも小さい断面の重心を結ぶ線は中心線として使用される。
【0063】
湾曲部RKの通常局所的に左右される径を備えた湾曲部はアーム52によって形成される湾曲した通路を有しする。その端部区域や、運動制御部や運動システムにより台車60は長手方向軸48、即ち中心線に対して型枠工具10の湾曲部Rの湾曲部や半径を反映し、形成する。半製品や型枠工具の長さに対する10%の偏差はここでは許容される。型枠工具10は、機械加工されるその区域58の領域における型枠工具10の湾曲した弓部に適用される接線58が案内路22の区域によって挟持される平面Eに対して90°プラスマイナス15°、特にプラスマイナス5°にて延びるように、搬送リング24に対して更に位置される。装置1は制御部(図示しない)、特にCNC制御ユニットを割り当て、運動の通路22に沿ったボギー台車20の運動、及び/又は分配装置4からの材料の分配、及び/又は分配装置4の回動、及び/又は場合に応じて枢動軸の変化、及び/又は型枠工具10や半製品2の運動の通路22に対する供給運動を制御する。運動の通路22に沿ったボギー台車20の運動及び型枠工具10や半製品2の供給運動は相互依存していることが特に好適である。例えば、型枠工具10や半製品2の供給運動はバンド角度α(半製品2を表面8に位置させた場合の材料の長手方向と、材料が表面8に位置され表面8の接平面において視認される位置における型枠工具10や半製品の中心長手方向軸の接線との間の角度)を設定すべくボギー台車20の運動と同時に、且つ/又は所定の搬送速度や低減速度にて行われる。積層構造体を製造するための別例の数値は、90°プラスマイナス5°のバンド角度αであり、搬送リング24が型枠工具10に対して横断する。
【0064】
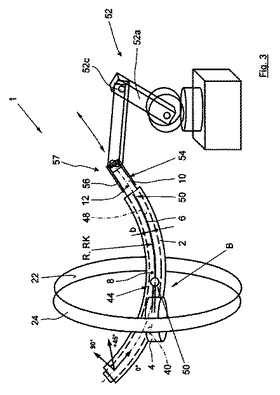
図3は図1の装置を空間的に示し、分配装置4は、複合バンド6が型枠工具10の長手方向軸48に対して0°のバンド角度αにて作業面8に適用される作業位置Bに位置される。型枠工具10の長手方向軸48に対する0°のバンド角度αにて積層構造体を製造するために、分配装置4はコーティングされる型枠工具10の作業面8の領域における搬送リング24に形成される運動の通路22に沿って移動され、0°の作業位置Bまで枢動軸40を中心として枢動する。ここで複合バンド6は型枠工具の長手方向軸48に対して0°のバンド角度αにて型枠工具10に対して適用される。複合バンド6の端部区域50は適用装置44により作業面8に位置される。ロボットアーム52は運動の通路22に対する型枠工具10の湾曲部Rの半径に応じて型枠工具10を湾曲した通路に沿って移動させる。複合バンド6は分配装置4により作業面8に位置される(繊維配置)。分配装置4は搬送リング24にてその位置を保持し、型枠工具10は搬送リング24に対して移動される。
【0065】
図示の基本的に矩形断面を備えた型枠工具10において、型枠工具10の4つの側面12、14、16、18(図1参照)は例えば運動の通路22に沿って各90°にて分配装置4を横断させることによりコーティングされる。分配装置4はここで運動の通路22に沿って図示の9時の位置から6時又は12時の位置に、続いて3時の位置に移動する。更に、少なくとも1つの分配装置4が上記型枠工具10や複数の側面12、14、16、18を有するその他の要素のために設けられる。側面は同時にコーティングされる。少なくとも1つの分配装置4のバンド幅bは側面12、14、16、18が一度の操作にてそれぞれ完全に複合バンド6によりコーティングされるように更に選択される。
別例における図示しない装置において、搬送リング24は型枠工具10に対して横断する。
【0066】
本発明による解決手段により、複合バンドの形態の複合材料は型枠工具や要素の長手方向軸に対して様々なバンド角度にて適用される。型枠工具即ち要素の長手方向軸に対する45°の範囲のバンド角度において、以下の等式による型枠工具即ち要素の外周Cの関数により得られる複合バンドの幅bが好適であるものといえる。
【0067】
【数2】
この複合バンドの幅bにて、型枠工具即ち要素は一度の操作にて完全に覆われる。
【0068】
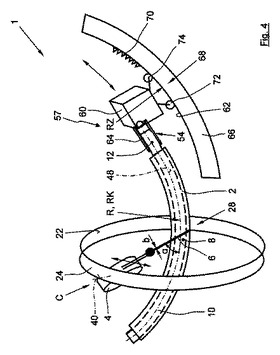
図4は図1の装置を空間的に示し、分配装置4は、複合バンド6が型枠工具の長手方向軸48に対して45°のバンド角度αにて作業面8に適用される作業位置Cに位置される。45°のバンド角度αにより積層構造体を製造するために、分配装置4は45°の位置まで枢動軸40を中心として回動される。型枠工具10は運動の通路22及び分配装置4に対して型枠工具10の湾曲部Rの径に従って運動の通路22に沿って移動する。複合バンド6は分配装置4により型枠工具10の周囲に巻かれる。型枠工具10の長手方向軸48に対する約45°の範囲のバンド角度において、以下の等式による型枠工具10の外周Cの関数により得られる複合バンド6の幅bが好適であるものといえる。
【0069】
【数3】
この複合バンド6の幅b又はより大きい幅にて、型枠工具10は一度の操作にて完全に覆われる。図4に示す所定の径の湾曲部Rを備えた型枠工具10に特に好適な本発明による実施例において、型枠工具10は供給路62を移動可能な供給台車60によって案内される。ここで、型枠工具即ち半製品や、半製品の端部区域は連結装置により供給台車60に固定される。特に、連結装置は把持部64を有し、これにより型枠工具10の区域即ち端部区域54は少なくとも部分的に包囲される。この変形において、供給路62は搬送部66の湾曲した通路として設計される。
【0070】
特に、供給路62の湾曲部RZの径は型枠工具10の湾曲部Rの径に対応する。型枠工具10は、加工される型枠工具10の区域28が搬送リング24の中央部の領域に位置されるように位置される。搬送部66はボギー台車60のローラセット68を収容するレール(図示しない)と、供給台車60の動輪(図示しない)と係合する図示の鋸歯状区域70とを有する。鋸歯状区域70は好適に供給路62の全体に沿って延びる。ローラセット68は供給路62に沿って相互に離間して設けられる2つのローラの組72,74を有する。例えば、動輪は搬送区域66の鋸歯状ロッドと係合する鋸歯状輪として設計されてもよい。
【0071】
本発明において、搬送リングの運動の通路に沿って1つ以上の適用ヘッドを位置させることが可能である。例えば、少なくとも1組の適用ヘッドが約180°の角度にて相互にずらして設けられ、運動の通路を横断する。相互に180°ずらした適用ヘッドの構造体において、型枠工具即ち要素に作用する圧力を補償することが好適である。この変形において、型枠工具即ち要素は装置を軽量化して一度の操作により完全に覆われる。更に、適用ヘッドは相互に独立して移動し、ここで、適用ヘッドは共通の時間ベースにて制御されることが好適である。装置は、フレーム、特にCFK胴体フレームや、航空機の胴体部分を製造することに特に好適であることがわかっている。積層構造体の厚みと共にウェブ及びフランジの高さは要素の長手方向延伸部に沿って変更可能であっても一定であってもよい。
【0072】
図5及び6は、図4の部分的にコーティングされた型枠10の要素を示す側面図及び正面図である。処理効率は複数の適用ヘッド4を使用して向上し、これにより複数の複合バンド6は同時に作業面8に適用される。図示の実施例において、4つの複合バンド6a、6b、6c、及び6dが同時に適用される。個別の複合バンド6a、6b、6c、及び6dのバンド角度は、ここで相互に個別に設定され、これにより、図5に示すように湾曲した型枠工具10に生じる型枠工具の湾曲部RGの大径の方向の拡張が防止される。複数の複合バンドと適用ヘッド4を使用する場合に複合バンド6a、6b、6c、及び6dの幅bは処理効率を更に向上させるべく変更可能である。図5及び6に回転設定角度α=45°にて示すように、特に、材料は半製品が分配装置の所定の回転設定角度にて対応して前進すると、型枠工具即ち半製品に位置される。
【0073】
フレームはC字状の断面を有し、一体的に設計される。付加的に、フレームは例えばL字状外形及びC字状外形のような複数の部分的外形を有してもよい。更に、E字状の断面を有するフレームが形成されてもよい。この目的のために、最初に個別にコーティングされ続いて一体的にコーティングされる2つのコアが好適に使用される。
【0074】
所謂LCF断面を製造するために、最初に個別にコーティングされ続いて一体的にコーティングされる2つのコアが同様に好適に使用される。外形の脚部は例えば外形ウェブに対して90°の角度にて熱成形工程において外方に湾曲される。ウェブ及びフランジ間の角度は、全ての断面変形において、フランジが航空機胴体の湾曲面に確実に同一平面上に隣接するように、90°より大きくても小さくてもよい。長手方向の航空機の補強材(縦通材)の固定脚部のためのフランジの段を設けた凹部がフレームの製造時に既に設けられているか、例えば長手方向の航空機の補強部に貫通孔を設けた後に熱成形工程において形成される。
【0075】
一実施例において、型枠は溝が設けられ相互に反対方向に対向する少なくとも一組の凹部を有し、これらはそれぞれ型枠の長手方向軸に平行に延びる。溝が設けられた凹部は繊維複合体を2つ又は4つの外形に分離することに使用される分離装置の分離シートの出口として機能する。例えば、おおよそ矩形の断面を有する所定の型枠において、生成された繊維複合体はおおよそ2つのC字状外形か4つのL字状外形に分離されるが、これらは複数のフレーム又はフレームの複数の部分として使用される。複合体は硬化工程に先だって、或いは硬化工程後に分離される。硬化に先立って分離される場合に、要素は分離工程後に例えば多数の部分からなる型枠工具の一部のような金型に、任意によりコアと共に好適に位置され、硬化される。硬化の後に分離される場合に、必要に応じて金型に位置される未分離の要素は、型枠と一体的に退出し、オートクレーブにて硬化される。硬化された要素は続いて分離され、型枠から取り出される。
【0076】
本発明による例えば航空機のCFKフレームや胴体区域等の繊維構造体要素の製造方法において、複合材料は少なくとも1つの適用ヘッドにより型枠工具即ち要素の少なくとも1つの作業面に所定の角度をなして適用される。ここで適用ヘッドは作業面を少なくとも部分的に包囲する運動の通路に沿って少なくとも1つのボギー台車により作業面に対して移動する。
【0077】
本発明の特に好適な実施例において、適用ヘッドは作業面における複合材料の角度を設定すべく運動の通路に隣接して位置される枢動軸を中心として枢動し、特に回転する。
型枠工具即ち要素、及び運動の通路は好適に相互に対して移動し、複合材料を作業面に適用する。
【0078】
複合バンドは形成される要素外形に応じて作業面に好適に適用される。
型枠工具即ち要素の長手方向軸に対して0°の角度により積層構造体を製造するために、ボギー台車はコーティングされる型枠工具即ち要素の作業面の領域における運動の通路に沿って好適に移動し、複合材料が型枠工具即ち要素に要素の長手方向軸に対して0°の角度にて適用される作業面まで枢動軸を中心として枢動する。ここで型枠工具即ち要素は運動の通路に対して移動する(繊維配置)。即ち型枠工具即ち要素は運動の通路に対して移動するが、ボギー台車は静止する。
【0079】
型から部分的に外された繊維複合体要素2及び製造時に使用される型枠10を示す図7から明らかなように、型枠10は2つの反対方向に対向するおおよそU字状の凹部76,78を有し、これらは型枠10の側面14,18に含まれ、それぞれ型枠10の長手方向軸48(図2)に平行に延びる。溝を設けた凹部76,78は、繊維構造体2を分離することに使用される分離装置(図示しない)の分離シートの出口として機能する。例えば、おおよそ矩形の断面を有する型枠10において、生成された繊維構造体2は、航空機のCFKフレームに使用される2つのC字状外形80に分離される。C字状フレーム80はそれぞれウェブ86によって連結される2つのフランジ82,84を有する。上方フランジ及びウェブ間並びに下方フランジ及びウェブ間の角度はぞれぞれ90°である。ウェブ及びフランジの高さの他積層構造体の厚みはフレーム80の長手方向延伸部に沿って変更可能であっても一定であってもよい。複合体要素2は硬化に先立って、或いは硬化後に分離される。硬化に先立って分離される場合に、未分離の要素2は分離工程後に任意によりコアと共に金型に好適に位置され、硬化される。硬化の後に分離される場合に、必要に応じて付加的な金型に位置される未分離の要素は、型枠と一体的に退出し、オートクレーブにて硬化される。硬化された要素は続いて分離され、型枠から取り出される。
【0080】
図8は別例においておおよそC字状の断面を有するCFX胴体フレーム88を独立して示す。フレーム88はウェブ94によって連結される2つのフランジ90,92を有する。フランジ92が例えば航空機胴体の湾曲面96と同一平面上にて確実に連結するように、上方フランジ90及びウェブ94の間の角度は約90°であり、下方フランジ92及びウェブ94間の角度は約110°である。
【0081】
図9は、実施例において所謂LCF断面を有するフレーム98を示し、ここで固定フランジ100は、側部に位置され対向するフランジ102及び補強リブ104に位置され、フレーム98は例えばL字状外形106及びC字状外形108のような複数の部分的外形を有する。例えば図7に示すようにC字状外形106は製造される。図10に後述するL字状外形106を製造するための好適な型枠工具を示す。
【0082】
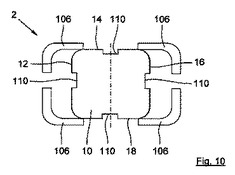
図10に示す型枠工具10は2つの組の反対方向に対向するおおよそU字状の凹部110を有し、これらは側面12、14、16、及び18の領域にて型枠工具10の長手方向軸48(図2参照)に対して平行に延びる。既に上述したように、溝を設けた凹部は繊維構造体要素2を分離することに使用される分離装置(図示しない)の分離シートの出口として機能する。要素2が分離された後に、4つの湾曲したL字状106は型枠工具10から取り払われる。
【0083】
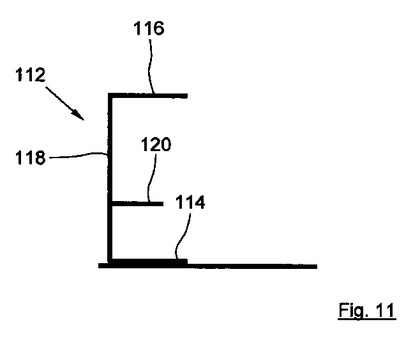
図11は実施例におけるおおよそE字状の断面を有するCFK胴体フレーム112を示す。一体的フレーム112は2つのフランジ114,116を有し、これらはウェブ118により連結され、補強リブ120がフランジ114,116間に位置される。実施例において、図示ののように、補強リブ120はフランジ114,116に平行に延び、上方フランジ114及びウェブ118間並びに下方フランジ116及びウェブ118間の角度の他補強リブ120及びウェブ間の角度も約90°である。
【0084】
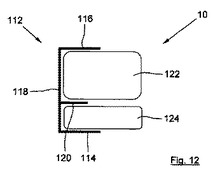
図12に型枠を備えた図11のCFK胴体フレーム112を示す。ここでは1つ半部のみの要素が図示されるが、最初の操作によりそれぞれ個別にコーティングされてから一体的にコーティングされる2つのコア122,124を使用して製造される。図示の本発明の実施例において、上方コア122は下方コア124に対して拡大した断面を有するため、フランジ116及び補強リブ120の間の距離は、フランジ114の補強リブ120に対する距離に対して延長される。
【0085】
図13に示すタイプのLCF断面を有する一体的フレーム126を形成するために、図14に示すように最初の操作により個別にコーティングされてから連結してコーティングされる2つのコア128,130も使用される。図14は型枠工具10を備えたCFK胴体フレーム126を示し、ここでは1つ半部のみが図示される。要素の半部が分離された後に、外形126の脚部100は、熱成形工程において矢印によって示すように例えばフランジ100に対して90°の角度をなして外方に湾曲する。
【0086】
航空機の長手方向補強部の固定脚部、所謂縦通材のための、フランジ92、100、及び114の段を設けた凹部(図示しない)は、フレーム80、88、98、112、及び126の製造時に既に設けられているか、或いは例えば縦通材のための貫通孔(図示しない)を形成した後に熱成型工程において形成される。
【0087】
本発明の実施例は分配装置4を1つのみ備える装置に限定されるものではなく、これに代えて、処理速度を更に最適化すべく搬送リングの運動の通路22を横断するように複数の適用ヘッド4が設けられてもよい。更に、適用ヘッド4は相互に独立して移動し、ここで、適用ヘッドは共通の時間ベースにて制御されることが好適である。例えば、約180°の角度にて相互にずれて運動の通路22を横断する2つの適用ヘッド4が設けられる。相互に180°ずれた適用ヘッド4の場合において、型枠工具10即ち要素2に作用する圧力を補償することが好適である。付加的に、本発明はの実施例は、1つの搬送リング24のみを備えた図示の構造体に限定されるものではなく、複数の搬送リング24が直列に連続して位置されてもよい。例えばこの場合において、特に複合バンド6は様々なバンド角度にて一度の操作により適用される。更に、本発明は湾曲した型枠工具10即ち要素2に限定されるものではない。
【0088】
基本的に矩形の断面を有する型枠工具において、型枠工具の全ての4つの側面は好適にコーティングされ、各適用ヘッドは運動の通路に沿って90°の角度をなして移動される。適用ヘッドは運動の通路に沿って3時、6時、9時、及び12時の位置にて好適に枢動する。更に、複数の作業面を有する上記型枠工具即ち要素には、各作業面において少なくとも1つの適用ヘッドが設けられ、側面が同時にコーティングされる。
【0089】
型枠工具即ち要素の長手方向軸に対する0°以上約90°までの角度、好適にプラスマイナス45°、プラスマイナス60°、及び/又は90°の角度を有する積層構造体において、適用ヘッドは複合材料が所望の角度にて作業面に適用される作業位置まで枢動軸を中心として枢動し、型枠工具即ち要素は運動の通路に対して移動し、ボギー台車は運動の通路に沿って移動する(繊維を巻く)。様々な角度が、運動の通路に沿ったボギー台車の回転速度、及び供給台車の供給速度を調整することにより設定される。例えば、適用ヘッドは複合バンドを90°バンド前進させるように90°の設定に回動され、複合バンドの端部区域は作業面に押圧され、適用ヘッドは運動の通路に沿ってボギー台車によって360°移動する。ここで、複合ストリップが型枠工具に適用される。
【0090】
バンドは続いて分離され、型枠工具即ち要素は所定のバンド幅だけ供給路に沿って横断する。コーティングをより効率よく行うために、型枠工具即ち要素及びバンド幅の状況に応じて90°の角度が1°ずつ増加又は減少される。複合材料の角度及び次の位置は偏向により増加又は低減され、これにより、材料特性の均衡を図る。これにより、型枠工具即ち要素の連続した螺旋状のコーティングが可能となる。
【0091】
積層構造体を形成する別例において、運動の通路を有する搬送リングは型枠工具即ち要素に対して移動される。
【符号の説明】
【0092】
1…装置、2…繊維構造体要素、4…分配装置、6…複合バンド、8…作業面、10…型枠、12…側面、14…側面、16…側面、18…側面、20…ボギー台車、22…運動の通路、24…搬送リング、26…上下方向軸、28…区域、30…骨組み、32…ローラセット、34…鋸歯状区域、36…ローラの組、38…ローラの組、40…枢動軸、42…接線、44…適用装置、46…ハウジング、48…長手方向軸、50…端部区域、52…ロボットアーム、54…端部区域、55a…第1のアーム、55b…第2のアーム、55c…ヒンジ、56…把持部、57…連結装置、58…接線、60…供給台車、62…供給路、64…把持部、66…搬送部、68…ローラセット、70…鋸歯状区域、72…ローラの組、74…ローラの組、76…凹部、78…凹部、80…C字状外形、82…フランジ、84…フランジ、86…ウェブ、88…CFK胴体フレーム、90…フランジ、92…フランジ、94…ウェブ、96…表面、98…フレーム、100…フランジ、102…フランジ、104…補強リブ、106…L字状外形、108…C字状外形、110…凹部、112…フレーム、114…フランジ、116…フランジ、118…ウェブ、120…補強リブ、122…コア、124…コア、126…フレーム、128…コア、130…コア、132…脚部。
【技術分野】
【0001】
本発明は繊維複合(FC)要素の製造装置、繊維複合要素の製造方法の他、この方法により製造される繊維複合要素に関する。
【背景技術】
【0002】
特許文献1は巻き軸に対して小さな把持部巻きを備え長手方向の補強材を積層するための巻き突出部を使用して、繊維補強プラスチックから要素を製造するための巻き取り機を開示する。巻き取り機は巻き突出部に平行な巻き軸の付加的な台車案内部を横断する台車の他、ロータに設けられクレードルを備えた巻きほどきユニットを有するスレッド案内部も有する。
【0003】
特許文献2は複合要素を製造すべく積層スレッドを適用し、或いは回転ドラムにウェブを積層するための装置を開示する。積層スレッドはリングを横断する分配装置により適用され、軸受け中心軸を中心として回動するように載置される。
【0004】
特許文献3は適用面に対して積層ウェブを分配及び適用する分配装置を開示する。
自動化技術は繊維構造体要素の現行の製造方法の生産性、可撓性、及び効率の向上の補助に不可欠である。自動繊維堆積装置、即ち自動繊維配置システム(AFPシステム)が手動による処理と比較して次第に重要度を増している。
【0005】
1つ以上の横断可能な適用ヘッドを備えた上記自動繊維配置システムを使用することにより、例えば一方向CFKプレプレグバンド(UD−CFKプレプレグバンド)のような含浸繊維構造体バンドが型枠工具即ち要素の作業面に適用される。製造における作業時間が短縮され、潜在的生産性がより使用され、これにより、複合材料製造に要する製造費用が低減される。手動による操作により生じるアイドル時間が最小限に低減されるが、より高い生産品質を保持できる。
【0006】
例えば上記繊維構造体要素製造装置は特許文献4により公知である。この公知の繊維載置システムは複数の独立して枢動する適用ヘッドを使用し、これにより複合バンドは型枠工具の作業面に適用される。この目的のために、適用ヘッドはそれぞれ搬送システムに位置される。搬送システムは案内レールにてコーティングされる型枠工具の長手方向軸に対して平行に横断する。回転対称型枠工具が適用ヘッド間に取り付けられ、長手方向軸を中心として回転し、これにより型枠工具が回転し、適用ヘッドが案内レールに沿って軸方向に移動する場合にその外周は複合バンドによりコーティングされる。上記繊維載置システムの短所は、複雑な要素を含み、型枠工具の長手方向軸に平行に位置される案内レールのために、湾曲した長手方向軸による型枠工具のコーティングに対して不適であることである。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】独国特許出願公開第4122785号明細書
【特許文献2】国際公開第2005/018917号パンフレット
【特許文献3】国際公開第2006/060270号パンフレット
【特許文献4】国際公開第2005/105641号パンフレット
【発明の概要】
【発明が解決しようとする課題】
【0008】
対称的に、本発明の課題は繊維構造体要素を製造する装置及び方法を提供することにあり、特に、上記方法により製造される繊維構造体要素同様に長手方向において湾曲し、これにより、公知の解決策と比較して複雑な要素が省かれより大量に自動生産することができる装置及び方法を提供することにある。
【課題を解決するための手段】
【0009】
上記課題は独立項に記載の特徴により解決される。付加的な実施例が、独立項に従属する従属項に開示される。
本発明は特に少なくとも1つの材料を載置する少なくとも1つの分配装置を備える、FC要素を製造する装置を提供し、特にFC要素を製造するための型枠工具即ち半製品の表面に適用される少なくとも1つのバンド状材料を提供する。装置は分配装置を搬送する少なくとも1つのボギー台車と、表面の周方向において少なくとも部分的に表面の周囲を延びる案内路とを有し、案内路上をボギー台車は分配装置を横断する表面に対して移動する。分配装置はここで案内路に対して角度をなして延びる枢動軸を中心として枢動又は回動する。特に、装置は型枠工具即ち半製品及び運動の通路が相互に移動するように構成される。
【0010】
半製品が多かれ少なかれ周方向にのみコーティングされる特別な好適な応用において、装置は型枠工具即ち半製品及び運動の通路を相互に対して移動させる案内部を有する。
本発明の実施例において、フィーダ及び/又は案内部は、型枠工具即ち半製品が長手方向のみならず長手方向に直交する方向に沿って移動自在なように構成される。これにより、型枠工具即ち半製品は三次元により示されるが案内路に対して供給されるように案内部によって案内される。
【0011】
実施例において、フィーダ及び/又は案内部は軸方向即ちその長手方向に、且つ/又は長手方向に直交する方向であって、長手方向に延びる軸の周囲ではない方向に移動させることによってのみ型枠即ち半製品を案内するように更に構成される。実施例において、とりわけこれは適用ヘッドから材料を適用する際に、周方向の適用が案内路のボギー台車の運動により、長手方向に直交する要素の方向、即ち型枠工具即ち半製品の周方向に対応する型枠工具即ち半製品の表面の方向に沿って適用することを示す。
【0012】
フィーダ及び/又は案内部は、長手方向に沿って変更可能又は変更不能な湾曲部の径を備えた、型枠工具即ち半製品の所定の湾曲部が長手方向に配向される場合に、バンド材料が分配装置によって型枠工具即ち半製品の面に位置される領域の瞬間的な中間点への湾曲部の径の方向が、運動の通路の関連する区域に位置される径方向平面から最大限30°外れるように、或いは台車の瞬間的位置における案内路の接平面に上下方向に配向されるように構成される。
型枠工具即ち半製品及び運動の通路を相互に対して運動させる案内部は、長手方向に沿って変更可能又は変更不能な湾曲部の径を備えた、型枠工具即ち半製品の所定の湾曲部が長手方向に配向される場合に、バンド材料が分配装置によって型枠工具即ち半製品の面に位置される領域の中間点への湾曲部の径の方向が、運動の通路によって位置される径方向平面から最大限30°外れるように更に構成される。
【0013】
特に、フィーダ及び/又は案内部は、長手方向に沿って変更可能又は変更不能な湾曲部の径を備えた、型枠工具即ち半製品の所定の湾曲部が長手方向に配向される場合に、バンド材料が分配装置によって型枠工具即ち半製品の面に位置される領域の瞬間的な中間点への湾曲部の径の方向が、運動の通路によって関連する区域に位置される径方向平面から最大限30°外れるように、或いは台車の瞬間的位置における案内路の接平面に向かって上下方向に配向されるように構成される。
【0014】
型枠工具即ち半製品及び運動の通路を相互に対して運動させる案内部は、長手方向に沿って変更可能又は変更不能な湾曲部の径を備えた型枠工具即ち半製品の所定の湾曲部が長手方向に配向される場合に、バンド材料が分配装置によって型枠工具即ち半製品の面に位置される領域の中間点への湾曲部の径の方向が、運動の通路によって挟持される径方向平面から最大限30°外れるように更に構成される。
【0015】
案内路は少なくとも部分的に円形の湾曲した通路を形成する。案内路は型枠工具即ち半製品を少なくとも部分的に包囲するかこれを中心として回転する少なくとも部分的に環状の搬送区域に更に収容される。案内路はここで型枠工具即ち半製品の長手方向を部分的に横断して延びる。
【0016】
案内路はボギー台車のローラセットを収容する少なくとも1つのレールを有し、1つ以上のローラが駆動される。付加的に、或いはこれに代えて、案内路は少なくとも1つの鋸歯状の区域を有し、この区域はボギー台車の少なくとも1つの動輪と係合する。
【0017】
製造装置は案内部を駆動する制御部を有し、これにより、手動又は自動的に型枠工具即ち半製品は案内路に対して運動可能である。制御部及び案内部は型枠工具即ち半製品が案内路に対して移動可能なように、或いはその逆となるように、設計される。制御部及び案内部は、ここで分配装置と配置工程時にバンド材料が位置される型枠工具即ち半製品の表面の位置との間のバンド材料の長手方向延伸部と、径方向平面にて視認される径方向平面との間の角度が30°未満となるように型枠工具即ち半製品を案内路に対して移動させることに使用される。
【0018】
制御部及び案内部は、材料を型枠工具の表面即ち半製品の表面に位置させるために案内路に沿ってボギー台車の運動を、及び/又は分配装置の回転運動を制御することに制御部及び案内部を使用できるように構成される。制御部及び案内部は、型枠工具の表面即ち半製品の表面への適用ヘッドからの材料の分配を制御することに制御部及び案内部を使用できるように更に構成される。湾曲した通路の湾曲部の径は、制御部及び案内部を使用して型枠工具即ち半製品の湾曲部の径に少なくとも部分的に対応するように形成される。
【0019】
特に、型枠工具即ち半製品の区域の領域における型枠工具即ち半製品の湾曲部の径に適用される接線は、運動の通路によって挟持される径方向平面に対して約90°(即ち、プラスマイナス15°)の角度を有する。
【0020】
型枠工具即ち半製品を移動させる案内部は少なくとも1つのロボットアームを有する。ロボットアームはここでボギー台車の運動の通路外に位置され、型枠工具即ち半製品と連結するために型枠工具即ち半製品の端部区域を保持又は少なくとも部分的に把持する。
【0021】
型枠工具即ち半製品を移動させる装置や案内部は、フィーダ通路や搬送部、及び搬送部を移動する供給台車であり、型枠工具即ち半製品がその上に保持される。搬送部は供給台車のローラセットを収容するための少なくとも1つのレールを有する。搬送部は更に少なくとも1つの鋸歯状の区域を有し、この区域は供給台車の少なくとも1つの動輪と係合する。
【0022】
制御部はCNC制御部を有し、その一機能は運動の通路に沿ったボギー台車の、枢動軸に沿った分配装置の、及び/又は型枠工具即ち半製品及び運動の通路の相互に対する運動の制御に使用される。
【0023】
案内路に沿ったボギー台車の運動、及び型枠工具即ち半製品及び/又は案内路の供給運動は、連結装置により相互に連結される。
制御部は案内部を駆動するための機能を有し、これによりバンド材料は表面に平坦且つ部分的に適用される。
【0024】
制御部は案内部を駆動するための機能を更に有し、これによりパターンが記憶され、バンド材料を表面に平坦且つ部分的に適用することに使用される。
通常複数の適用ヘッドは1つ以上のボギー台車に設けられ、これらは案内路を移動し、それぞれ少なくとも1つの分配装置を有する。
【0025】
装置は複数の案内路を有し、それぞれ1つ以上のボギー台車を備える。
制御部及び案内部は、バンド材料を平行に並べるべく複数の適用ヘッドを駆動することに使用される。
【0026】
制御部は2つの適用ヘッドが型枠工具即ち半製品の周方向にて視認すると相互に180°の角度をプラスマイナス30°ずれて移動するように設けられる。
案内路及び分配装置の回転位置は、複合材料が型枠工具即ち半製品の長手方向軸に対して0°プラスマイナス15°の角度αにて適用されるように、材料によりコーティングされる型枠工具即ち半製品の表面に対して調整される。
【0027】
制御部が設けられ、これにより案内路及び分配装置の回転位置は、複合材料が型枠工具即ち半製品の長手方向軸に対して0°乃至90°の範囲の角度α、好適にはプラスマイナス45°、プラスマイナス60°、及び/又は90°のそれぞれのプラスマイナス5°にて適用されるように、材料によりコーティングされる型枠工具即ち半製品の表面に対して調整される。
【0028】
本発明により、FC要素を製造するために型枠工具即ち半製品の表面に少なくとも1つのバンド材料を載置する少なくとも1つの分配装置を備えたFC要素を製造する方法が開示される。分配装置はボギー台車に位置され、周方向に少なくとも部分的に表面を中心として回転する案内路に沿って横断し、工程においてバンド材料を分配し、表面に位置させる。ここで運動の通路に隣接して位置される枢動軸に沿った枢動は、手動又は対応する機能を有する制御部により分配装置に操作自在に伝達される他、案内部にも伝達され、複合材料の角度を調整する。ここで型枠工具即ち要素は及び運動の通路は相互に対して運動するものといえる。
【0029】
上記変更により付加的に、案内路及び分配装置の回転位置は、複合材料が型枠工具即ち半製品の長手方向軸に対して0°プラスマイナス15°の角度αにて位置されるように、材料によりコーティングされる型枠工具即ち半製品の表面に対して調整される。
【0030】
別例として、案内路及び分配装置の回転位置は、複合材料が型枠工具即ち半製品の長手方向軸に対して0°乃至90°の範囲の角度α、好適にはプラスマイナス45°、プラスマイナス60°、及び/又は90°のそれぞれのプラスマイナス5°にて位置されるように、材料によりコーティングされる型枠工具即ち半製品の表面に対して調整されるものといえる。
【0031】
制御部が設けられ、材料によりコーティングされる型枠工具即ち半製品の表面の領域における案内路及び分配装置の回転位置が調整され、これにより、バンド材料は型枠工具即ち半製品の長手方向軸に対して45°プラスマイナス5°の範囲の角度αをなして型枠工具即ち半製品の対向する長手方向にて適用される。バンド材料は以下の等式による型枠工具即ち要素の外周Cの関数として幅bを有する。
【0032】
【数1】
上記方法は航空機のFC要素等のフレーム、特にCFK胴体フレームや胴体区域を形成することに使用される。
【0033】
方法における型枠工具は、反対方向に位置される溝を設けた少なくとも一対の凹部を有する型枠工具であり、これらの凹部はそれぞれが型枠工具の長手方向軸に対して平行に延びる。
【0034】
使用される材料、特にバンド材料は、含浸した繊維構造体バンド、特に一方向CFKプレプレグバンド(UD−CFKプレプレグバンド)からなる材料である。これに代えて、含浸した繊維束や含浸した繊維ストランド(粗紡)、特にCFK粗紡からなる材料を使用してもよい。
【0035】
本発明により、繊維複合体要素、特に、列挙した方法の1つを使用して製造される、航空機のCFKフレームや胴体区域が更に設けられる。
【図面の簡単な説明】
【0036】
【図1】本発明の第1の実施例における繊維構造体の製造装置を示す正面図。
【図2】分配装置が90°の作業位置に位置される図1の装置を空間的に示す図。
【図3】分配装置が0°の作業位置に位置される図1の装置を空間的に示す図。
【図4】分配装置が45°の作業位置に位置される本発明の第2の実施例における装置を空間的に示す図。
【図5】プラスマイナス約45°の角度をなす配向の繊維を備えた図4の部分的にコーティングされる型枠工具を示す側面図。
【図6】図4に示す部分的にコーティングされた型枠工具を示す正面図。
【図7】部分的に型枠から取り出された繊維構造体要素及びその製造に使用される型枠を示す図。
【図8】おおよそC字状の断面を有するCFK胴体フレーム(胴体外板区域を含む)を個別に示す図。
【図9】複数の部分的外形を有するCFK胴体フレームを個別に示す図。
【図10】L字状外形を製造するための型枠を示す図。
【図11】実施例におけるおおよそE字状の断面を有するCFK胴体フレームを示す図。
【図12】型枠工具を備えた図11に示すCFK胴体フレームを示す図。
【図13】LCF断面を備えた一体的なCFK胴体フレームを示す図。
【図14】型枠工具を備えた図13に示すCFK胴体フレームを示す図。
【発明を実施するための形態】
【0037】
本発明の好適な実施例を図面に基づき詳細に後述する。
図1は本発明による少なくとも部分的に半製品2からの繊維複合体からなる要素を製造するための装置1を示す正面図であり、半製品2はこの目的のための中間段階や既成製品における形成要素である。特に、製造される要素は航空機の要素である。半製品とは既成の中間産物、即ち製造中の要素である。材料は型枠工具部に位置されるか、例えば、ポジティブモールド(マンドレル)や、既に材料によりコーティングされた型枠モールドのような、より簡潔に型枠や型枠工具に、位置される。図示の実施例において、本発明による装置1や本発明による方法は航空機のフレーム、特にCFK胴体フレームを製造することに使用される。
【0038】
特に航空機産業や自動車産業における応用において、プレプレグとも呼ばれ樹脂混合物からなる予め含浸した繊維複合体は、含浸した強化繊維における画定した繊維含有量を保持して使用される。繊維の強度はここで強化繊維によって基本的に決定される。従って、重量を最適化した要素のために選択される繊維量の割合は比較的高い。
【0039】
予め含浸した繊維束や繊維ストランド(粗紡)、特にCFK粗紡も型枠工具即ち要素をコーティングすることに使用可能である。
装置1は通常1つの分配装置4、即ち適用ヘッド4を有し、これは、要素を製造すべく所定量の材料を収集及び分配するために好適である。例えば、分配装置4は材料を収集及び分配するためのスプールを有するか、スプールからなる。特に、分配装置は材料を含有するハウジングと、例えばスプールを経由して材料がハウジングの内側から外側に通過して移動する開口部とを有する。特に、分配装置はフィーダを有し、これは材料の分配を操作したり制御することに使用される。フィーダはモータを有し、これにより材料はスプールから分配されたり、スプールの巻きからほどかれたりする。
【0040】
スプールを使用する場合に、モータはスプールを駆動し、これによりスプールの材料を収集し、且つ/又はスプールの巻きから材料をほどく。モータは製造装置の制御部に連結される。これに代えて、或いは付加的に、フィーダはバネ構造体を有し、これにより材料は予張力(Vorspannkraft )に応じて分配される。分配装置4は例えば型枠工具10の作業面8に対して複合バンド6を押圧し、或いは巻きつける適用ローラのような少なくとも1つの適用装置44を有する。複合バンド6はここでは分配装置4のハウジング46内に設けられたローラ(図示しない)に巻き付けられ、分配装置4により適用装置44に対して使用可能である。
【0041】
本発明による製造装置や本発明による製造方法を使用するための材料は基本的に、任意の積層材料、特に任意の帯材料を含む。特に、材料は複合バンド6(スリットテープ)、即ち複合材料からなるバンドである。高力構造体を製造するために、特に一方向CFKプレプレグバンド(UD−CFKプレプレグバンド)からなる複合バンド6を使用することが好適である。
【0042】
分配装置4は型枠工具10又は半製品2の作業面8に所定の方法により材料を位置させることに使用される。特に、材料はバンドの所定の進行にて、或いは型枠工具や半製品に対して所定の角度をなして、型枠工具や半製品に位置される。
【0043】
材料6は陽型10(マンドレル)として設計される型枠工具に位置される。図示のように、型枠工具10は、材料6によって完全に、或いは部分的にコーティングされる作業面8を共有して形成する4つの側面12,14,16,18を備えた基本的に矩形の断面を有する。この例において、特に材料6の複数の層は少なくとも部分的に型枠工具10に位置される。製造装置1はボギー台車20を案内するための案内路22を有する。分配装置、即ち適用ヘッド4がボギー台車20に位置されるため、分配装置はボギー台車20が案内路22を横断すると、作業面8に対して移動する。
【0044】
本発明の実施例において、分配装置4は台車20に回動自在に設けられる。分配装置4の回転軸はここでは不変、即ち剛性を備えるか、変更可能である。従って、回転軸は後者の場合において、枢動自在である。ここで回転軸は、手動により、或いは制御部により駆動されるアクチュエータを使用して変更可能である。
【0045】
型枠工具、並びに材料が製造工程時に型枠工具の表面に台車の軌跡に沿って即座に位置される領域に対する案内路22の位置により、材料や材料のバンドが型枠工具に位置される角度に影響を付与し、角度を確立することができる。角度は、運動の通路に隣接して好適には作業面の方向に設けられる枢動軸に沿って枢動自在である。適用ヘッドは所定の作業位置における運動の通路に沿って移動自在であり、要求される場合に例えば螺旋状のコーティングを生成すべく運動の通路に沿った回動時に枢動軸を中心として回動される。
【0046】
運動の通路は、機械加工される型枠工具即ち要素の区域が中央部領域、好適には運動の通路の中間点に位置されるように、円形の湾曲した軌跡として構成されることが非常に効果的であることが判明している。
【0047】
複合材料を型枠工具即ち要素の長手方向軸に対して0°の角度にて適用するために、例えばボギー台車がコーティングされる型枠工具即ち要素の作業面の領域における運動の通路に沿って移動自在であり、適用ヘッドは要素が型枠工具即ち要素の長手方向軸に対して0°の角度を有する作業位置にて枢動軸を中心として枢動する。
【0048】
複合材料を0°から約90°までの範囲の角度にて適用するために、適用ヘッドは複合材料が要素の長手方向軸に対して0°から約90°、好適にはプラスマイナス45°、プラスマイナス60°、及び/又はプラスマイナス90°の角度にて型枠工具即ち要素に適用される作業位置に至るまで枢動軸を中心として枢動する。
【0049】
複数の作業面を有する型枠工具即ち要素において、少なくとも1つの適用ヘッドが、少なくとも1つの複合材料、特に複合バンドを平行に適用すべく各作業面に設けられる。
処理効率は適用ヘッドを使用して改善され、これにより複数の複合バンド即ちストランドが同時に型枠工具即ち要素に適用される。個別の複合バンド即ちストランドの角度は相互に独立して設定され、これにより湾曲した型枠工具即ち要素の場合において湾曲部の大径の方向にばらばらに広がることが防止される。
【0050】
複合バンドの幅は、複数の複合バンドと組み合わせた適用ヘッド、複数の適用ヘッド、及び/又は搬送リングを使用する場合に変更可能であり、これにより更に処理効率を向上させる。
【0051】
案内路22は閉鎖通路として、或いは開放通路として、或いは案内路区域として設計可能である。図1の実施例に示すように、特に案内路22は円形通路として設計されてもよい。案内路22を支持すべく、案内路は搬送部24に位置されるか、搬送部24と一体的に構成されてもよい。搬送部は部分的に環状であるか、閉鎖リングとして設計されてもよく、ここではそれぞれ全体として円形である。通常案内路は湾曲し、案内路の長手方向延伸部に対して形成される可変又は固定径の湾曲部KRを備える。案内路はここでは台車20が案内路の内側を移動するように設計される。案内路は更に湾曲してもよい。
【0052】
ここで湾曲路の湾曲部の径は型枠工具即ち要素の湾曲部に少なくとも部分的に対応する。本発明の実施例において、複数の径の湾曲部を備えた湾曲連続部を有する型枠工具即ち要素も製造可能である。
【0053】
方法の実施において、或いは一実施例における製造装置において、案内路22及び/又は搬送部は、案内路の長手方向延伸部が長円形型枠工具の長手方向延伸部を横断して延びるように、型枠工具に対して好適に位置され、これにより案内路は所定の距離をおいて型枠工具10を少なくとも部分的に包囲する。搬送部24は骨組み30によって指示される。付加的に、複数の搬送リングが型枠工具即ち要素の長手方向軸に沿って連続して他の後部に位置される。特に複合バンド即ちストランドの角度は作業において変化する。
【0054】
図1に示すように案内路22を閉鎖円形通路として構成する場合に、型枠工具10は、型枠工具即ち半製品の側面12,16が搬送リング24の上下方向軸26に対して平行に延びるように案内路及び型枠工具即ち半製品間にて相対運動するように静止して、又は制御されて搬送リング24に対して位置される。付加的に、案内路及び型枠工具即ち半製品間の相対運動は、機械的に設定されるか、材料6が所定の一時点において位置される表面の領域が、搬送リング24の中間点Mの領域に、即ち湾曲部KRの径に対して10%ずれた位置に位置されるように制御される。
【0055】
本発明の実施例において、搬送リングはボギー台車のローラセット32を収容するための少なくとも1つのレールを有する。ボギー台車20はここではローラによって駆動される。これに代えて、或いは付加的に、搬送リングは少なくとも1つの鋸歯状の区域を有し、この区域はボギー台車の少なくとも1つの動輪と係合する。例えば、動輪は搬送部の鋸歯状棒に係合する鋸歯状輪として設計される。ボギー台車を運動の通路に沿って移動させるためにその他の駆動システムも使用可能である。図1に示すように、案内路はボギー台車20のローラセット32を収容するためのレール(図示しない)の他、ボギー台車20の動輪(図示しない)と係合する図示の鋸歯状の区域34を有する。鋸歯状の区域34は運動の全通路22に沿って延びる。例えば、動輪は搬送リング24の鋸歯状の棒内に係合する鋸歯状輪として設計される。ローラセット32は運動の通路22に沿って相互に離間して設けられる2つのローラの組36,38を有する。
【0056】
位置決めした材料6の長手方向の進行を設定すべく分配装置4を回動させる機能により、分配装置4は、材料6を位置させるべく型枠工具10への方向における運動の通路22に対して傾斜した枢動軸40を中心として回動自在である。型枠工具即ち要素は、ここで図示の実施例における装置の枢動軸40が運動の通路22の湾曲部Rの径に適用される接線42に対して約90°の角度にて延び、円形通路の中間点Mを通じて延びるように構成される。
【0057】
繊維複合材料の製造はこの実施により最適化される。作業面8を包囲する運動の通路22に沿って移動するボギー台車20により、分配装置4は枢動し、型枠工具10及び運動の通路22の間に供給動作を生じ、本発明による装置1は設備の観点からCFK胴体フレームを製造するために湾曲した型枠工具10を容易にコーティングすることができる。複合バンド6は作業面8に対して広範囲にわたって、部分的に、或いはその他のプログラム可能なパターンに基づき適用される。適用される複合バンドの層順序及び数は応用に基づき設定される。特に、複合バンド6は型枠工具10の長手方向軸に対して様々なバンド角度をなして適用される。付加的に、中間の角度及び角度の前進が設定可能である。これは分配装置4の作業位置A、B、及びCに基づき詳細にわたって後述する。
【0058】
即ち、本発明による装置は、設備の観点から特に湾曲した型枠工具や湾曲した要素の他、その他の複雑な要素外形も容易にコーティングすることができる。ここで、本発明における用語、要素は要素や半製品の一部でもあるものといえる。可撓性を備えた角度配向及び補強手段を局部に包含することにより、高レベルの強度を保持しつつ要素の重量が低減される。適用される層の層順序及び数は応用に応じて変化する。繊維の前進はここで要素の負荷経路に調整され、これにより、容易に軽量の高強度構造体を製造することができる。例えば、複合材料は型枠工具の長手方向軸や要素の長手方向軸に対して約0°、プラスマイナス45°、プラスマイナス60°、及び/又は90°の角度にて作業面に適用される。更に、中間の角度及び角度の前進は本発明による装置を使用して設定される。
【0059】
図1の装置1を空間的に図示する図2から特に明らかなように、図示の分配装置4の作業位置Aにおける複合バンド6は長手方向軸48に対して90°のバンド角度αにて作業面8に適用される。この目的のために、分配装置4は作業位置Aに至るまで枢動軸40を中心として枢動し、ここで複合バンド6は長手方向軸48に対して90°の所望のバンド角度にて型枠工具10に適用されるか、既に適用されている。複合バンド6の端部区域50は型枠工具10の作業面8に位置され、分配装置4から離間して設けられた作業面8まで運動の通路22に沿ってボギー台車20(図2には図示しない、図1参照)によって360°横断し、これにより複合バンド6は型枠工具10に巻かれる。続いてバンド6は分離され、型枠工具10は測定されたバンド幅bに応じて運動の通路22に対して横断する。この工程はコーティングされた構造体を備えた型枠工具10の所望の領域が得られるまで繰り返される。複合バンド6はこの工程の後、工程中に、或いは工程に先立ってその他のバンド角度にて適用されてもよい。より効率よくコーティングを施すために、90°のバンド角度は型枠工具10の周囲及びバンド幅bにより画定される角状変位によって低減される。これにより、一度の操作にて型枠工具の連続した螺旋状のコーティングが可能となる。バンド角度αは運動の通路22に沿ったボギー台車20(図1参照)の回転速度及び型枠工具10の供給速度の機能として異なる値に設定される。
【0060】
型枠工具や型枠工具10の搬送リング24に対する運動はフィーダZにより行われ、これは手操作により、或いは制御部により駆動される。フィーダは案内路22に対する型枠工具10や半製品2の供給運動を実施すべく設けられ、型枠工具10や半製品2の区域や端部区域54を保持し固定するための連結装置を有する。フィーダは連結装置や台車60を備えた駆動アーム即ちロボットアーム52を有し、連結装置は供給路62を横断する。駆動アーム即ちロボットアーム52や台車62は機械的アクチュエータや案内部によって移動される。機械的アクチュエータや案内部はフィーダの一部を構成するか、フィーダに割り当てられ、機能的にフィーダに連結される。特に、機械的アクチュエータはフィーダを駆動する駆動力を有する。案内部はフィーダや機械的アクチュエータを制御、調整する機能を含む。特に、機械的アクチュエータや案内部は運動制御部の一部である。運動制御部は駆動アーム即ちロボットアーム52を三次元的に運動させるための、或いは運動の通路22に沿ってボギー台車20を、及び/又は枢動軸40に沿って分配装置4を、及び/又は各型枠工具10や半製品2を、及び/又は運動の通路22を相互に運動させるための制御機能を示す。この目的のために、運動制御部は駆動アーム即ちロボットアーム52を三次元的に運動させるための、或いは運動の通路22に沿ってボギー台車20を、及び/又は枢動軸40に沿って分配装置4を、及び/又は各型枠工具10や半製品2を、及び/又は運動の通路22を相互に運動させるための機械的アクチュエータや案内部を有する。
【0061】
実施例における供給路62及び供給路62を移動する台車60や駆動アーム即ちロボットアーム52の組み合わせを備えたフィーダの連結装置において、これらは連結装置を備え、これにより、型枠工具10や半製品2の端部区域54は台車60や駆動アーム即ちロボットアーム52に固定され、特に台車60やアーム52の端部区域に固定される。従って、型枠工具10や半製品2は台車60や駆動アーム即ちロボットアーム52が移動すると、運動の通路22に対して、且つ/又は分配装置4に対して移動可能である。台車60や駆動アーム即ちロボットアーム52の連結装置は、型枠工具10や半製品を少なくとも部分的に包囲するように、特に半製品の端部区域を包囲するように、型枠工具10や半製品2を固定すべく設計される。その他の固定要素を設けてもよい。例えば、連結装置は特に型枠工具10や半製品2の端部区域を確実に包囲するように設計される。
【0062】
この場合において、フィーダは特に駆動アーム即ちロボットアーム52(図2及び3参照)を有し、これは運動の通路22や搬送リング24の外側に位置され、例えば把持部56を使用して型枠工具10の端部区域54を部分的に包囲するように型枠工具に連結される。特に、駆動アーム52は第1のアーム52a、及びヒンジ52cによって第1のアーム52aに連結される第2のアーム52bからなり、連結装置57を収容する。例えば、型枠工具10や半製品は航空機の胴体の断面に応じてフレームの領域にて湾曲し、これにより、長手方向軸48を弓状となす。型枠工具を使用することなく半製品を使用する場合に、或いは半製品を連結装置に固定する場合に、半製品は例えば縫い付けや予め硬化することにより位置関係的に安定した状態となる。半製品を製造すべく型枠工具をコーティングするために、要素や半製品の製造を実施するために、半製品はアーム52や台車60により湾曲した通路(供給路)に沿って運動の通路22に対して移動する。この湾曲した通路は後述するように3次元として得られる。特に、これは平面に位置される。特に半製品や型枠工具の中心線が平面に位置される場合に、湾曲した通路も平面に位置される。特に、各半製品や型枠工具の長手方向に沿ったもっとも小さい断面の重心を結ぶ線は中心線として使用される。
【0063】
湾曲部RKの通常局所的に左右される径を備えた湾曲部はアーム52によって形成される湾曲した通路を有しする。その端部区域や、運動制御部や運動システムにより台車60は長手方向軸48、即ち中心線に対して型枠工具10の湾曲部Rの湾曲部や半径を反映し、形成する。半製品や型枠工具の長さに対する10%の偏差はここでは許容される。型枠工具10は、機械加工されるその区域58の領域における型枠工具10の湾曲した弓部に適用される接線58が案内路22の区域によって挟持される平面Eに対して90°プラスマイナス15°、特にプラスマイナス5°にて延びるように、搬送リング24に対して更に位置される。装置1は制御部(図示しない)、特にCNC制御ユニットを割り当て、運動の通路22に沿ったボギー台車20の運動、及び/又は分配装置4からの材料の分配、及び/又は分配装置4の回動、及び/又は場合に応じて枢動軸の変化、及び/又は型枠工具10や半製品2の運動の通路22に対する供給運動を制御する。運動の通路22に沿ったボギー台車20の運動及び型枠工具10や半製品2の供給運動は相互依存していることが特に好適である。例えば、型枠工具10や半製品2の供給運動はバンド角度α(半製品2を表面8に位置させた場合の材料の長手方向と、材料が表面8に位置され表面8の接平面において視認される位置における型枠工具10や半製品の中心長手方向軸の接線との間の角度)を設定すべくボギー台車20の運動と同時に、且つ/又は所定の搬送速度や低減速度にて行われる。積層構造体を製造するための別例の数値は、90°プラスマイナス5°のバンド角度αであり、搬送リング24が型枠工具10に対して横断する。
【0064】
図3は図1の装置を空間的に示し、分配装置4は、複合バンド6が型枠工具10の長手方向軸48に対して0°のバンド角度αにて作業面8に適用される作業位置Bに位置される。型枠工具10の長手方向軸48に対する0°のバンド角度αにて積層構造体を製造するために、分配装置4はコーティングされる型枠工具10の作業面8の領域における搬送リング24に形成される運動の通路22に沿って移動され、0°の作業位置Bまで枢動軸40を中心として枢動する。ここで複合バンド6は型枠工具の長手方向軸48に対して0°のバンド角度αにて型枠工具10に対して適用される。複合バンド6の端部区域50は適用装置44により作業面8に位置される。ロボットアーム52は運動の通路22に対する型枠工具10の湾曲部Rの半径に応じて型枠工具10を湾曲した通路に沿って移動させる。複合バンド6は分配装置4により作業面8に位置される(繊維配置)。分配装置4は搬送リング24にてその位置を保持し、型枠工具10は搬送リング24に対して移動される。
【0065】
図示の基本的に矩形断面を備えた型枠工具10において、型枠工具10の4つの側面12、14、16、18(図1参照)は例えば運動の通路22に沿って各90°にて分配装置4を横断させることによりコーティングされる。分配装置4はここで運動の通路22に沿って図示の9時の位置から6時又は12時の位置に、続いて3時の位置に移動する。更に、少なくとも1つの分配装置4が上記型枠工具10や複数の側面12、14、16、18を有するその他の要素のために設けられる。側面は同時にコーティングされる。少なくとも1つの分配装置4のバンド幅bは側面12、14、16、18が一度の操作にてそれぞれ完全に複合バンド6によりコーティングされるように更に選択される。
別例における図示しない装置において、搬送リング24は型枠工具10に対して横断する。
【0066】
本発明による解決手段により、複合バンドの形態の複合材料は型枠工具や要素の長手方向軸に対して様々なバンド角度にて適用される。型枠工具即ち要素の長手方向軸に対する45°の範囲のバンド角度において、以下の等式による型枠工具即ち要素の外周Cの関数により得られる複合バンドの幅bが好適であるものといえる。
【0067】
【数2】
この複合バンドの幅bにて、型枠工具即ち要素は一度の操作にて完全に覆われる。
【0068】
図4は図1の装置を空間的に示し、分配装置4は、複合バンド6が型枠工具の長手方向軸48に対して45°のバンド角度αにて作業面8に適用される作業位置Cに位置される。45°のバンド角度αにより積層構造体を製造するために、分配装置4は45°の位置まで枢動軸40を中心として回動される。型枠工具10は運動の通路22及び分配装置4に対して型枠工具10の湾曲部Rの径に従って運動の通路22に沿って移動する。複合バンド6は分配装置4により型枠工具10の周囲に巻かれる。型枠工具10の長手方向軸48に対する約45°の範囲のバンド角度において、以下の等式による型枠工具10の外周Cの関数により得られる複合バンド6の幅bが好適であるものといえる。
【0069】
【数3】
この複合バンド6の幅b又はより大きい幅にて、型枠工具10は一度の操作にて完全に覆われる。図4に示す所定の径の湾曲部Rを備えた型枠工具10に特に好適な本発明による実施例において、型枠工具10は供給路62を移動可能な供給台車60によって案内される。ここで、型枠工具即ち半製品や、半製品の端部区域は連結装置により供給台車60に固定される。特に、連結装置は把持部64を有し、これにより型枠工具10の区域即ち端部区域54は少なくとも部分的に包囲される。この変形において、供給路62は搬送部66の湾曲した通路として設計される。
【0070】
特に、供給路62の湾曲部RZの径は型枠工具10の湾曲部Rの径に対応する。型枠工具10は、加工される型枠工具10の区域28が搬送リング24の中央部の領域に位置されるように位置される。搬送部66はボギー台車60のローラセット68を収容するレール(図示しない)と、供給台車60の動輪(図示しない)と係合する図示の鋸歯状区域70とを有する。鋸歯状区域70は好適に供給路62の全体に沿って延びる。ローラセット68は供給路62に沿って相互に離間して設けられる2つのローラの組72,74を有する。例えば、動輪は搬送区域66の鋸歯状ロッドと係合する鋸歯状輪として設計されてもよい。
【0071】
本発明において、搬送リングの運動の通路に沿って1つ以上の適用ヘッドを位置させることが可能である。例えば、少なくとも1組の適用ヘッドが約180°の角度にて相互にずらして設けられ、運動の通路を横断する。相互に180°ずらした適用ヘッドの構造体において、型枠工具即ち要素に作用する圧力を補償することが好適である。この変形において、型枠工具即ち要素は装置を軽量化して一度の操作により完全に覆われる。更に、適用ヘッドは相互に独立して移動し、ここで、適用ヘッドは共通の時間ベースにて制御されることが好適である。装置は、フレーム、特にCFK胴体フレームや、航空機の胴体部分を製造することに特に好適であることがわかっている。積層構造体の厚みと共にウェブ及びフランジの高さは要素の長手方向延伸部に沿って変更可能であっても一定であってもよい。
【0072】
図5及び6は、図4の部分的にコーティングされた型枠10の要素を示す側面図及び正面図である。処理効率は複数の適用ヘッド4を使用して向上し、これにより複数の複合バンド6は同時に作業面8に適用される。図示の実施例において、4つの複合バンド6a、6b、6c、及び6dが同時に適用される。個別の複合バンド6a、6b、6c、及び6dのバンド角度は、ここで相互に個別に設定され、これにより、図5に示すように湾曲した型枠工具10に生じる型枠工具の湾曲部RGの大径の方向の拡張が防止される。複数の複合バンドと適用ヘッド4を使用する場合に複合バンド6a、6b、6c、及び6dの幅bは処理効率を更に向上させるべく変更可能である。図5及び6に回転設定角度α=45°にて示すように、特に、材料は半製品が分配装置の所定の回転設定角度にて対応して前進すると、型枠工具即ち半製品に位置される。
【0073】
フレームはC字状の断面を有し、一体的に設計される。付加的に、フレームは例えばL字状外形及びC字状外形のような複数の部分的外形を有してもよい。更に、E字状の断面を有するフレームが形成されてもよい。この目的のために、最初に個別にコーティングされ続いて一体的にコーティングされる2つのコアが好適に使用される。
【0074】
所謂LCF断面を製造するために、最初に個別にコーティングされ続いて一体的にコーティングされる2つのコアが同様に好適に使用される。外形の脚部は例えば外形ウェブに対して90°の角度にて熱成形工程において外方に湾曲される。ウェブ及びフランジ間の角度は、全ての断面変形において、フランジが航空機胴体の湾曲面に確実に同一平面上に隣接するように、90°より大きくても小さくてもよい。長手方向の航空機の補強材(縦通材)の固定脚部のためのフランジの段を設けた凹部がフレームの製造時に既に設けられているか、例えば長手方向の航空機の補強部に貫通孔を設けた後に熱成形工程において形成される。
【0075】
一実施例において、型枠は溝が設けられ相互に反対方向に対向する少なくとも一組の凹部を有し、これらはそれぞれ型枠の長手方向軸に平行に延びる。溝が設けられた凹部は繊維複合体を2つ又は4つの外形に分離することに使用される分離装置の分離シートの出口として機能する。例えば、おおよそ矩形の断面を有する所定の型枠において、生成された繊維複合体はおおよそ2つのC字状外形か4つのL字状外形に分離されるが、これらは複数のフレーム又はフレームの複数の部分として使用される。複合体は硬化工程に先だって、或いは硬化工程後に分離される。硬化に先立って分離される場合に、要素は分離工程後に例えば多数の部分からなる型枠工具の一部のような金型に、任意によりコアと共に好適に位置され、硬化される。硬化の後に分離される場合に、必要に応じて金型に位置される未分離の要素は、型枠と一体的に退出し、オートクレーブにて硬化される。硬化された要素は続いて分離され、型枠から取り出される。
【0076】
本発明による例えば航空機のCFKフレームや胴体区域等の繊維構造体要素の製造方法において、複合材料は少なくとも1つの適用ヘッドにより型枠工具即ち要素の少なくとも1つの作業面に所定の角度をなして適用される。ここで適用ヘッドは作業面を少なくとも部分的に包囲する運動の通路に沿って少なくとも1つのボギー台車により作業面に対して移動する。
【0077】
本発明の特に好適な実施例において、適用ヘッドは作業面における複合材料の角度を設定すべく運動の通路に隣接して位置される枢動軸を中心として枢動し、特に回転する。
型枠工具即ち要素、及び運動の通路は好適に相互に対して移動し、複合材料を作業面に適用する。
【0078】
複合バンドは形成される要素外形に応じて作業面に好適に適用される。
型枠工具即ち要素の長手方向軸に対して0°の角度により積層構造体を製造するために、ボギー台車はコーティングされる型枠工具即ち要素の作業面の領域における運動の通路に沿って好適に移動し、複合材料が型枠工具即ち要素に要素の長手方向軸に対して0°の角度にて適用される作業面まで枢動軸を中心として枢動する。ここで型枠工具即ち要素は運動の通路に対して移動する(繊維配置)。即ち型枠工具即ち要素は運動の通路に対して移動するが、ボギー台車は静止する。
【0079】
型から部分的に外された繊維複合体要素2及び製造時に使用される型枠10を示す図7から明らかなように、型枠10は2つの反対方向に対向するおおよそU字状の凹部76,78を有し、これらは型枠10の側面14,18に含まれ、それぞれ型枠10の長手方向軸48(図2)に平行に延びる。溝を設けた凹部76,78は、繊維構造体2を分離することに使用される分離装置(図示しない)の分離シートの出口として機能する。例えば、おおよそ矩形の断面を有する型枠10において、生成された繊維構造体2は、航空機のCFKフレームに使用される2つのC字状外形80に分離される。C字状フレーム80はそれぞれウェブ86によって連結される2つのフランジ82,84を有する。上方フランジ及びウェブ間並びに下方フランジ及びウェブ間の角度はぞれぞれ90°である。ウェブ及びフランジの高さの他積層構造体の厚みはフレーム80の長手方向延伸部に沿って変更可能であっても一定であってもよい。複合体要素2は硬化に先立って、或いは硬化後に分離される。硬化に先立って分離される場合に、未分離の要素2は分離工程後に任意によりコアと共に金型に好適に位置され、硬化される。硬化の後に分離される場合に、必要に応じて付加的な金型に位置される未分離の要素は、型枠と一体的に退出し、オートクレーブにて硬化される。硬化された要素は続いて分離され、型枠から取り出される。
【0080】
図8は別例においておおよそC字状の断面を有するCFX胴体フレーム88を独立して示す。フレーム88はウェブ94によって連結される2つのフランジ90,92を有する。フランジ92が例えば航空機胴体の湾曲面96と同一平面上にて確実に連結するように、上方フランジ90及びウェブ94の間の角度は約90°であり、下方フランジ92及びウェブ94間の角度は約110°である。
【0081】
図9は、実施例において所謂LCF断面を有するフレーム98を示し、ここで固定フランジ100は、側部に位置され対向するフランジ102及び補強リブ104に位置され、フレーム98は例えばL字状外形106及びC字状外形108のような複数の部分的外形を有する。例えば図7に示すようにC字状外形106は製造される。図10に後述するL字状外形106を製造するための好適な型枠工具を示す。
【0082】
図10に示す型枠工具10は2つの組の反対方向に対向するおおよそU字状の凹部110を有し、これらは側面12、14、16、及び18の領域にて型枠工具10の長手方向軸48(図2参照)に対して平行に延びる。既に上述したように、溝を設けた凹部は繊維構造体要素2を分離することに使用される分離装置(図示しない)の分離シートの出口として機能する。要素2が分離された後に、4つの湾曲したL字状106は型枠工具10から取り払われる。
【0083】
図11は実施例におけるおおよそE字状の断面を有するCFK胴体フレーム112を示す。一体的フレーム112は2つのフランジ114,116を有し、これらはウェブ118により連結され、補強リブ120がフランジ114,116間に位置される。実施例において、図示ののように、補強リブ120はフランジ114,116に平行に延び、上方フランジ114及びウェブ118間並びに下方フランジ116及びウェブ118間の角度の他補強リブ120及びウェブ間の角度も約90°である。
【0084】
図12に型枠を備えた図11のCFK胴体フレーム112を示す。ここでは1つ半部のみの要素が図示されるが、最初の操作によりそれぞれ個別にコーティングされてから一体的にコーティングされる2つのコア122,124を使用して製造される。図示の本発明の実施例において、上方コア122は下方コア124に対して拡大した断面を有するため、フランジ116及び補強リブ120の間の距離は、フランジ114の補強リブ120に対する距離に対して延長される。
【0085】
図13に示すタイプのLCF断面を有する一体的フレーム126を形成するために、図14に示すように最初の操作により個別にコーティングされてから連結してコーティングされる2つのコア128,130も使用される。図14は型枠工具10を備えたCFK胴体フレーム126を示し、ここでは1つ半部のみが図示される。要素の半部が分離された後に、外形126の脚部100は、熱成形工程において矢印によって示すように例えばフランジ100に対して90°の角度をなして外方に湾曲する。
【0086】
航空機の長手方向補強部の固定脚部、所謂縦通材のための、フランジ92、100、及び114の段を設けた凹部(図示しない)は、フレーム80、88、98、112、及び126の製造時に既に設けられているか、或いは例えば縦通材のための貫通孔(図示しない)を形成した後に熱成型工程において形成される。
【0087】
本発明の実施例は分配装置4を1つのみ備える装置に限定されるものではなく、これに代えて、処理速度を更に最適化すべく搬送リングの運動の通路22を横断するように複数の適用ヘッド4が設けられてもよい。更に、適用ヘッド4は相互に独立して移動し、ここで、適用ヘッドは共通の時間ベースにて制御されることが好適である。例えば、約180°の角度にて相互にずれて運動の通路22を横断する2つの適用ヘッド4が設けられる。相互に180°ずれた適用ヘッド4の場合において、型枠工具10即ち要素2に作用する圧力を補償することが好適である。付加的に、本発明はの実施例は、1つの搬送リング24のみを備えた図示の構造体に限定されるものではなく、複数の搬送リング24が直列に連続して位置されてもよい。例えばこの場合において、特に複合バンド6は様々なバンド角度にて一度の操作により適用される。更に、本発明は湾曲した型枠工具10即ち要素2に限定されるものではない。
【0088】
基本的に矩形の断面を有する型枠工具において、型枠工具の全ての4つの側面は好適にコーティングされ、各適用ヘッドは運動の通路に沿って90°の角度をなして移動される。適用ヘッドは運動の通路に沿って3時、6時、9時、及び12時の位置にて好適に枢動する。更に、複数の作業面を有する上記型枠工具即ち要素には、各作業面において少なくとも1つの適用ヘッドが設けられ、側面が同時にコーティングされる。
【0089】
型枠工具即ち要素の長手方向軸に対する0°以上約90°までの角度、好適にプラスマイナス45°、プラスマイナス60°、及び/又は90°の角度を有する積層構造体において、適用ヘッドは複合材料が所望の角度にて作業面に適用される作業位置まで枢動軸を中心として枢動し、型枠工具即ち要素は運動の通路に対して移動し、ボギー台車は運動の通路に沿って移動する(繊維を巻く)。様々な角度が、運動の通路に沿ったボギー台車の回転速度、及び供給台車の供給速度を調整することにより設定される。例えば、適用ヘッドは複合バンドを90°バンド前進させるように90°の設定に回動され、複合バンドの端部区域は作業面に押圧され、適用ヘッドは運動の通路に沿ってボギー台車によって360°移動する。ここで、複合ストリップが型枠工具に適用される。
【0090】
バンドは続いて分離され、型枠工具即ち要素は所定のバンド幅だけ供給路に沿って横断する。コーティングをより効率よく行うために、型枠工具即ち要素及びバンド幅の状況に応じて90°の角度が1°ずつ増加又は減少される。複合材料の角度及び次の位置は偏向により増加又は低減され、これにより、材料特性の均衡を図る。これにより、型枠工具即ち要素の連続した螺旋状のコーティングが可能となる。
【0091】
積層構造体を形成する別例において、運動の通路を有する搬送リングは型枠工具即ち要素に対して移動される。
【符号の説明】
【0092】
1…装置、2…繊維構造体要素、4…分配装置、6…複合バンド、8…作業面、10…型枠、12…側面、14…側面、16…側面、18…側面、20…ボギー台車、22…運動の通路、24…搬送リング、26…上下方向軸、28…区域、30…骨組み、32…ローラセット、34…鋸歯状区域、36…ローラの組、38…ローラの組、40…枢動軸、42…接線、44…適用装置、46…ハウジング、48…長手方向軸、50…端部区域、52…ロボットアーム、54…端部区域、55a…第1のアーム、55b…第2のアーム、55c…ヒンジ、56…把持部、57…連結装置、58…接線、60…供給台車、62…供給路、64…把持部、66…搬送部、68…ローラセット、70…鋸歯状区域、72…ローラの組、74…ローラの組、76…凹部、78…凹部、80…C字状外形、82…フランジ、84…フランジ、86…ウェブ、88…CFK胴体フレーム、90…フランジ、92…フランジ、94…ウェブ、96…表面、98…フレーム、100…フランジ、102…フランジ、104…補強リブ、106…L字状外形、108…C字状外形、110…凹部、112…フレーム、114…フランジ、116…フランジ、118…ウェブ、120…補強リブ、122…コア、124…コア、126…フレーム、128…コア、130…コア、132…脚部。
【特許請求の範囲】
【請求項1】
FC要素を製造すべく少なくとも1つの分配装置(4)を使用して材料(6)を型枠工具(10)即ち半製品(2)の面(8)に位置させる、FC要素(2)の製造方法であって、該装置(1)は、
案内路(22)に対して型枠工具(10)即ち半製品(2)を移動させるためのフィーダを含むことと、
該装置は、
周方向の案内路(22)と、
ローラセットを備えた分配装置(4)を含むボギー台車(20)とを備え、これによりボギー台車(20)はは案内路(22)によって案内され、周方向に延びる案内路(22)に沿って移動自在であることと、分配装置(4)は回動自在にボギー台車(20)にて枢動し、バンド状プレプレグ材料(6)を受容し分配するための受容ローラを含むことと、
フィーダは案内路(22)に対する型枠工具(10)即ち半製品(2)の供給運動を実施すべく型枠工具(10)即ち半製品(2)の端部区域(54)を保持するための連結装置を含むこととを特徴とするFC要素(2)の製造装置(1)。
【請求項2】
前記装置(1)はボギー台車(20)が面(8)又は型枠工具(10)に対して移動自在に、或いは半製品(2)がボギー台車(20)に対して移動自在に構成されることを特徴とする請求項1に記載の装置。
【請求項3】
前記フィーダは連結装置を備えたロボットアーム(52)を備えることを特徴とする請求項1又は2に記載の装置。
【請求項4】
前記ロボットアーム(52)はボギー台車(20)の案内路(22)外に位置され、型枠工具(10)即ち半製品(2)の端部区域(54)を少なくとも部分的に包囲することを特徴とする請求項3に記載の装置。
【請求項5】
前記装置は、供給路(66)と、型枠工具(10)即ち半製品(2)を保持し供給路を横断可能な供給台車(60)とを備えることを特徴とする請求項1又は2に記載の装置。
【請求項6】
前記供給路(66)は供給台車(60)のローラセット(68)を収容するための少なくとも1つのレールを備えることを特徴とする請求項5に記載の装置。
【請求項7】
前記供給路(66)は、供給台車(60)の少なくとも1つの動輪と係合する少なくとも1つの鋸歯状区域(70)を備えることを特徴とする請求項5又は6に記載の装置。
【請求項8】
前記装置は、運動の通路(22)に沿ったボギー台車(20)、及び/又は枢動軸(40)に沿った分配装置(4)、及び/又は型枠工具(10)即ち半製品(2)、及び/又は相互に対する運動の通路(22)のための運動制御部からなることを特徴とする請求項1乃至7のいずれか一項に記載の装置。
【請求項9】
前記案内路(22)に沿ったボギー台車(20)の運動の他型枠工具(10)即ち半製品(2)の供給運動、並びに案内路(22)は連結装置により相互に連結されることを特徴とする請求項1乃至7のいずれか一項に記載の装置。
【請求項10】
前記装置は、長手方向に沿って変更可能又は変更不能な湾曲部(RK)の径を備えた、型枠工具(10)即ち半製品(2)の所定の湾曲部が長手方向に配向される場合に、バンド材料(6)が分配装置によって型枠工具(10)即ち半製品(2)の面に位置される領域の中間点への湾曲部(RK)の径の方向が、案内路(22)によって固定される径方向平面(E)から最大限30°外れるように、或いは台車(20)の瞬間的位置における接平面によって外れるように設計される運動制御部を備えることを特徴とする請求項1乃至9のいずれか一項に記載の装置。
【請求項11】
前記連結装置は、一端において少なくとも部分的に型枠工具(10)即ち半製品(2)を包囲する把持部からなることを特徴とする請求項2乃至9のいずれか一項に記載の装置。
【請求項12】
前記分配装置(4)は案内路(22)を横断して延びる枢動軸(40)を中心として枢動することを特徴とする請求項1乃至11のいずれか一項に記載の装置。
【請求項13】
前記案内路(22)は型枠工具(10)即ち半製品(2)を中心として回転する環状搬送部(24)に設計されることを特徴とする請求項1乃至12のいずれか一項に記載の装置。
【請求項14】
前記案内路(22)はボギー台車(20)のローラセット(32)を収容するための少なくとも1つのレールを有することを特徴とする請求項1乃至13のいずれか一項に記載の装置。
【請求項15】
少なくとも1つの分配装置(4)を使用してバンド状材料(6)を型枠工具(10)即ち半製品(2)の面(8)に位置させる、FC要素(2)の製造方法であって、
分配装置(4)はボギー台車(20)に位置され、表面(8)の周方向において少なくとも部分的に表面(8)の周囲に延びる案内路(22)に沿って横断し、工程においてバンド材料を分配しバンド材料を表面に位置させる工程と、
案内路(22)に対する型枠工具(10)即ち半製品(2)の供給運動が実施される工程とを含み、型枠工具(10)即ち半製品(2)の端部区域(54)は連結装置によって保持されることとを特徴とするFC要素の製造方法。
【請求項1】
FC要素を製造すべく少なくとも1つの分配装置(4)を使用して材料(6)を型枠工具(10)即ち半製品(2)の面(8)に位置させる、FC要素(2)の製造方法であって、該装置(1)は、
案内路(22)に対して型枠工具(10)即ち半製品(2)を移動させるためのフィーダを含むことと、
該装置は、
周方向の案内路(22)と、
ローラセットを備えた分配装置(4)を含むボギー台車(20)とを備え、これによりボギー台車(20)はは案内路(22)によって案内され、周方向に延びる案内路(22)に沿って移動自在であることと、分配装置(4)は回動自在にボギー台車(20)にて枢動し、バンド状プレプレグ材料(6)を受容し分配するための受容ローラを含むことと、
フィーダは案内路(22)に対する型枠工具(10)即ち半製品(2)の供給運動を実施すべく型枠工具(10)即ち半製品(2)の端部区域(54)を保持するための連結装置を含むこととを特徴とするFC要素(2)の製造装置(1)。
【請求項2】
前記装置(1)はボギー台車(20)が面(8)又は型枠工具(10)に対して移動自在に、或いは半製品(2)がボギー台車(20)に対して移動自在に構成されることを特徴とする請求項1に記載の装置。
【請求項3】
前記フィーダは連結装置を備えたロボットアーム(52)を備えることを特徴とする請求項1又は2に記載の装置。
【請求項4】
前記ロボットアーム(52)はボギー台車(20)の案内路(22)外に位置され、型枠工具(10)即ち半製品(2)の端部区域(54)を少なくとも部分的に包囲することを特徴とする請求項3に記載の装置。
【請求項5】
前記装置は、供給路(66)と、型枠工具(10)即ち半製品(2)を保持し供給路を横断可能な供給台車(60)とを備えることを特徴とする請求項1又は2に記載の装置。
【請求項6】
前記供給路(66)は供給台車(60)のローラセット(68)を収容するための少なくとも1つのレールを備えることを特徴とする請求項5に記載の装置。
【請求項7】
前記供給路(66)は、供給台車(60)の少なくとも1つの動輪と係合する少なくとも1つの鋸歯状区域(70)を備えることを特徴とする請求項5又は6に記載の装置。
【請求項8】
前記装置は、運動の通路(22)に沿ったボギー台車(20)、及び/又は枢動軸(40)に沿った分配装置(4)、及び/又は型枠工具(10)即ち半製品(2)、及び/又は相互に対する運動の通路(22)のための運動制御部からなることを特徴とする請求項1乃至7のいずれか一項に記載の装置。
【請求項9】
前記案内路(22)に沿ったボギー台車(20)の運動の他型枠工具(10)即ち半製品(2)の供給運動、並びに案内路(22)は連結装置により相互に連結されることを特徴とする請求項1乃至7のいずれか一項に記載の装置。
【請求項10】
前記装置は、長手方向に沿って変更可能又は変更不能な湾曲部(RK)の径を備えた、型枠工具(10)即ち半製品(2)の所定の湾曲部が長手方向に配向される場合に、バンド材料(6)が分配装置によって型枠工具(10)即ち半製品(2)の面に位置される領域の中間点への湾曲部(RK)の径の方向が、案内路(22)によって固定される径方向平面(E)から最大限30°外れるように、或いは台車(20)の瞬間的位置における接平面によって外れるように設計される運動制御部を備えることを特徴とする請求項1乃至9のいずれか一項に記載の装置。
【請求項11】
前記連結装置は、一端において少なくとも部分的に型枠工具(10)即ち半製品(2)を包囲する把持部からなることを特徴とする請求項2乃至9のいずれか一項に記載の装置。
【請求項12】
前記分配装置(4)は案内路(22)を横断して延びる枢動軸(40)を中心として枢動することを特徴とする請求項1乃至11のいずれか一項に記載の装置。
【請求項13】
前記案内路(22)は型枠工具(10)即ち半製品(2)を中心として回転する環状搬送部(24)に設計されることを特徴とする請求項1乃至12のいずれか一項に記載の装置。
【請求項14】
前記案内路(22)はボギー台車(20)のローラセット(32)を収容するための少なくとも1つのレールを有することを特徴とする請求項1乃至13のいずれか一項に記載の装置。
【請求項15】
少なくとも1つの分配装置(4)を使用してバンド状材料(6)を型枠工具(10)即ち半製品(2)の面(8)に位置させる、FC要素(2)の製造方法であって、
分配装置(4)はボギー台車(20)に位置され、表面(8)の周方向において少なくとも部分的に表面(8)の周囲に延びる案内路(22)に沿って横断し、工程においてバンド材料を分配しバンド材料を表面に位置させる工程と、
案内路(22)に対する型枠工具(10)即ち半製品(2)の供給運動が実施される工程とを含み、型枠工具(10)即ち半製品(2)の端部区域(54)は連結装置によって保持されることとを特徴とするFC要素の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公表番号】特表2011−502831(P2011−502831A)
【公表日】平成23年1月27日(2011.1.27)
【国際特許分類】
【出願番号】特願2010−533508(P2010−533508)
【出願日】平成20年11月17日(2008.11.17)
【国際出願番号】PCT/EP2008/009713
【国際公開番号】WO2009/062749
【国際公開日】平成21年5月22日(2009.5.22)
【出願人】(504467484)エアバス・オペレーションズ・ゲーエムベーハー (268)
【Fターム(参考)】
【公表日】平成23年1月27日(2011.1.27)
【国際特許分類】
【出願日】平成20年11月17日(2008.11.17)
【国際出願番号】PCT/EP2008/009713
【国際公開番号】WO2009/062749
【国際公開日】平成21年5月22日(2009.5.22)
【出願人】(504467484)エアバス・オペレーションズ・ゲーエムベーハー (268)
【Fターム(参考)】
[ Back to top ]