
織物およびそれを用いたロールカーテン
【課題】大きな加重や変形があっても、光学特性や通気性などの特性が変化しにくく、また伸長に対しても強い織物、必要に応じて液体調味料などの異物の拭き取り性に優れた織物、さらに意匠性が要求される場合にははっきりした色彩パターンが観察できる織物を提供する。
【解決手段】合成繊維からなる芯糸1、および芯糸の回りに芯糸を構成する樹脂よりも低い軟化温度を有する樹脂層2からなる糸条を用いた織物を用い、織物を熱処理し樹脂層を熱溶着することによりタテ糸とヨコ糸とが交差部で固着していることを特徴とする織物である。樹脂層としては塩化ポリオレフィンが好ましい。
【解決手段】合成繊維からなる芯糸1、および芯糸の回りに芯糸を構成する樹脂よりも低い軟化温度を有する樹脂層2からなる糸条を用いた織物を用い、織物を熱処理し樹脂層を熱溶着することによりタテ糸とヨコ糸とが交差部で固着していることを特徴とする織物である。樹脂層としては塩化ポリオレフィンが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は椅子の座部やロールカーテン等インテリア用などに有用な織物に関する。織物を構成する繊維としては芯糸とその周囲にある低融点樹脂からなる繊維に関する。
【背景技術】
【0002】
椅子の座部やロールカーテンに代表されるカーテンにはしばしば合成繊維からなる織物が使用されている。カーテンの場合、適度な遮光性や外部から又は内部から風景を見たいという要望から半透明性が要求されることがあり、また通気性が要求される場合もあることから、単なる合成繊維の織物ではなく、織物を構成する糸条間に隙間をあけて、いわゆるメッシュ状の形態とする場合がある。また椅子の座部においても、体重を椅子の脚に伝える構造体の上に織物を張ったものがあるが、座部において通気性が要求される場合、織物そのものが体重を支える構造を有するものも見られる。通気性が要求されるこの場合、大きな加重がかかることから、織物は大きく変形することになる。
【0003】
また椅子やカーテンでは触った感覚への要求や、柔軟性への要求からインテリア用やカーテン用では、特許文献1に示すように合成繊維からなる織物を、ポリ塩化ビニル樹脂などの軟質の樹脂でコーティングしたものが使用されてきた。
【0004】
しかしながら、織物を軟質樹脂でコーティングした従来の織物は、大きな加重または大きい変形をもって使用される場合、織物の織柄や、光学特性や通気性の変化が起きやすいという問題があった。
【0005】
また、織物を軟質樹脂でコーティングした織物を、カーテン、ロールスクリーン、パーテーション、ランチョンマット、椅子の座部等として飲食店で使用することがある。かような織物をこの目的で使用した場合、しょうゆ、ウスターソースなどの液体調味料が、はねたり、こぼれたりして織物に付着したとき、簡単には拭き取りにくいという問題もあった。
【0006】
さらに意匠性が要求される場合には、はっきりした色彩パターンを観察できる織物をこれまで期待されていた。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2004−339719号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
そこで本発明では、大きな加重や変形があっても、光学特性や通気性などの特性が変化しにくく、また伸長に対しても強い織物を提供すること、必要に応じて液体調味料などの異物の拭き取り性に優れた織物を提供すること、さらに意匠性が要求される場合にははっきりした色彩パターンが観察できる織物を提供することを課題とする。
【課題を解決するための手段】
【0009】
課題を解決するために本発明は以下の構成をとる。
1.合成繊維からなる芯糸、および芯糸の回りに芯糸を構成する樹脂よりも低い軟化温度を有する樹脂層、からなる糸条を用いた織物を用い、織物を熱処理し樹脂層を熱溶着することによりタテ糸とヨコ糸とが交差部で固着していることを特徴とする織物、
2.合成繊維からなる芯糸、および芯糸の回りにポリ塩化ビニルまたは塩化ビニル共重合体を含有する樹脂層からなる糸条を用いた織物を用い、織物を熱処理し樹脂層を熱溶着することによりタテ糸とヨコ糸とが交差部で固着していることを特徴とする織物、
3.合成繊維がポリエステルであることを特徴とする前記いずれかの織物、
4.樹脂層を構成する樹脂がポリ塩化ビニルまたは塩化ビニル共重合体である前記いずれかの織物、
5.樹脂層が難燃剤を含有する前記いずれかの織物、
6.インテリア用である前記いずれかの織物、
7.カーテン用である前記いずれかの織物、
8.ロールカーテン用である前記いずれかの織物、およびそれを用いたロールカーテン、
9.前記いずれかの織物を使用した椅子。
【発明の効果】
【0010】
本発明によれば、大きな荷重や変形があっても、織物の形態保持性にすぐれ、伸長力に対しても強い強度を有する織物が得られる。必要に応じて、液体調味料などの異物の拭き取り性に優れた織物が得られる。
【0011】
さらに、意匠性が要求される場合には、はっきりした色彩パターンが観察できる織物が得られる。
【図面の簡単な説明】
【0012】
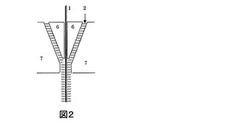
【図1】芯糸に樹脂層を設けるための装置の概念図
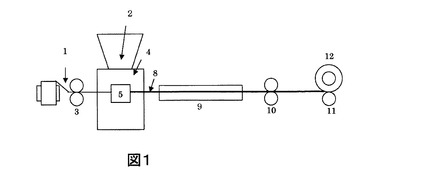
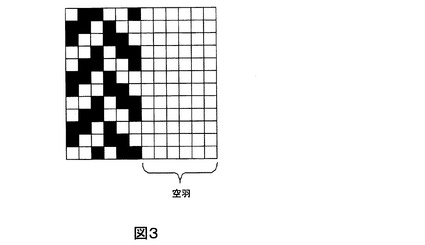
【図2】芯糸に樹脂層を設けるための装置で使用されるクロスヘッドの断面図
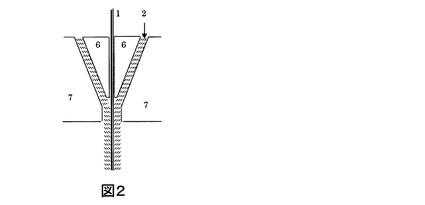
【図3】実施例9および比較例3の織物の構造(組織図)
【発明を実施するための形態】
【0013】
本発明の織物を構成する糸条の材料となる芯糸は合成繊維からなる。合成繊維としては、ポリエステル繊維、ポリアミド繊維、フッ素繊維、アラミド繊維などが例示されるが、本発明では耐候性にすぐれ、破断強度に代表される引張強度が高く、かつ比較的安価であるポリエステル繊維、ナイロン繊維が好ましく使用され、さらに好ましくはポリエステル繊維が好ましく使用される。ポリエステル繊維を構成する樹脂としては、ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリ乳酸、およびこれらの高分子を構成する単量体を含む共重合体が例示される。
【0014】
後述の樹脂層が設けられる前の芯糸の形態としては、マルチフィラメントであることが好ましい。マルチフィラメントにすることで、糸条中に単繊維同士の空隙ができ、軽量化が図られるからである。樹脂層が設けられた糸条の好ましい繊度、強度、ヤング率は後述するが、それを達成するために、芯糸の繊度は33dtex〜1330dtexの範囲、また芯糸の破断強度は織物としてのタテ糸5.0〜7.0cN/dtex、ヨコ糸3.5〜7.0cN/dtexであることが好ましく、また芯糸のヤング率は10000〜20000N/mm2の範囲が好ましい。また芯糸を構成する糸の断面形状としては丸、中空、異型などいずれであってもいい。断面が中空であると、結果として織物での空気を含む量が増えるため、断熱効果を期待するとき好適である。また、異形断面を使用することは、丸型の断面とは異なる光反射性となるため、特別な意匠効果を期待するときに好適である。また芯糸の色は無色であっても、着色されていてもよく、いかなる色も選べる。
【0015】
また芯糸には、織物につや消し効果や隠蔽効果を与えるために酸化チタン、カーボンブラックなどの無機材料、着色のための染料または顔料が含まれていてもよい。また難燃剤が添加されていてもよい。その他の用途のために、種々の添加剤が含まれていてもよい。
【0016】
本発明で使用される糸条は芯糸の回りに芯糸を構成する樹脂よりも低い軟化温度を有する樹脂層を有する。本発明の軟化温度としては、合成繊維および樹脂層に共通して、非晶性樹脂の場合にはガラス転移温度、結晶性樹脂の場合には融解温度と定義することができる。
【0017】
樹脂層は芯糸の回りの一部のみに存在していても構わないが、芯糸の回り全体を被覆したほうが、樹脂として後で例示する塩化ポリオレフィンを使用した場合の織物全体の難燃性が向上することから好ましい。芯糸を構成する樹脂の軟化温度と樹脂層を構成する樹脂の軟化温度の温度差は50℃以上あることが好ましい。また樹脂層を構成する樹脂の軟化温度は100℃以下であることが好ましい。
【0018】
樹脂層を構成する樹脂組成物としては、軟化温度およびインテリア物品でしばしば要求される難燃性の観点から塩化ポリオレフィン、特にポリ塩化ビニルおよび塩化ビニルの共重合体が好ましく使用される。ポリ塩化ビニルおよび塩化ビニルの共重合体は、軟化温度が通常使用される合成繊維よりも低い。またこれらの樹脂は難燃性の付与効果があるので、樹脂の硬度を下げるために燃焼性を上げる傾向のある可塑剤を添加しても、少量の難燃剤の添加で高い難燃性が与えられる。また塩化ビニル以外の樹脂を含んでいてもよい。
樹脂層を構成する樹脂組成物には難燃性を付与するために、難燃剤を含有していることが好ましい。難燃剤としては、塩素原子、臭素原子などを含むハロゲン系難燃剤、リン酸エステルに代表されるリン系難燃剤、三酸化アンチモン、五酸化アンチモンに代表されるアンチモン系難燃剤、水酸化アルミニウムなどの無機系難燃剤などが例示される。樹脂組成物の難燃性を示す酸素指数としてはJIS K7201で30以上であることが好ましい。30以上であれば、通常の防炎基準を満たすことになる。
【0019】
樹脂層を構成する樹脂組成物には硬さ調整のために可塑剤を含むことができる。塩化ポリオレフィンを樹脂層に使用する場合には、フタル酸エステル、リン酸エステルなどが可塑剤として使用でき、特に安価なフタル酸エステルが好適である。
樹脂層を構成する樹脂組成物には顔料を含むことができる。顔料の濃度が濃ければ、透光性が低くなり、糸条の色は樹脂層の色によって支配される傾向になる。また濃度が低ければ、芯糸が透けて見えるようになり、芯糸の色が支配的になる。樹脂層には、種々の目的で安定化剤、滑剤、充填剤など種々の添加剤を添加することができる。
【0020】
樹脂層を構成する樹脂組成物の硬度としては、低い場合には糸条が柔らかくなり、ロールカーテンにした場合、ひだ状のうねり、いわゆるフレアを生じる傾向があり、高い場合には、樹脂層が設けられた糸条が硬くなり、その糸条をパッケージに巻きにくくなることから、JIS-K7215-1986 (試験片6.3mm厚み、タイプA(HAD)、15秒後測定)による硬度が90〜95であることが好ましい。
【0021】
芯糸の回りに樹脂層を形成する方法としては、加圧押出被覆、パイプ押出被覆法など公知の方法を用いてよいが、好ましくは加圧押出被覆法である。以下に、加圧押出被覆法について、図面を用いて説明する。
【0022】
図1は芯糸に樹脂層を設けるための装置の概念図である。芯糸1はローラー3を経て押出成形機4の加圧クロスヘッド5に導入される。ローラー3の速度は芯糸1のクロスヘッド導入直前の張力が0.01cN/dtex以上になるように調整することが好ましい。またローラー3の替わりに、マグネットテンサー、ゲートテンサーなど張力が調整出来る装置を使用しても良い。クロスヘッド5では押出成形機4により溶融された樹脂が、芯糸1を被覆する。クロスヘッドの断面構造を図2に示すが、ニップル6の穴を通じた芯糸1にダイ7の出口付近において加圧された樹脂組成物2が接触し、芯糸を被覆・密着するようになっている。ニップル6とダイ7の隙間の設定、樹脂への加圧または糸の引取速度により、被覆される樹脂層の厚みを調節することができる。
【0023】
押出成形機としては公知のものが使用でき、単軸押出機、2軸押出機(スクリュー同方向回転)、2軸押出機(スクリュー異方向回転)、4軸押出機(スクリュー同方向回転)などが例示される。樹脂の特性に応じて、適宜選択すれば良い。
【0024】
説明を図1に戻し、クロスヘッド5により樹脂層が設けられた糸条8は、冷却水槽9において冷却される。この時クロスヘッド5の出口から冷却水槽9までの距離、すなわちエアギャップは、特に制限がないが、あまり広すぎると樹脂組成物が有していた熱の影響により芯糸1の強度が低下する傾向がある。また、狭すぎると溶融樹脂からしばしば発生するガスが抜けきらない状態で樹脂が冷却されるため、樹脂層にボイドが発生し、表面が荒れ、得られた織物の見栄えに悪影響を与える他、樹脂層の強度が低下する場合がある。
【0025】
冷却水槽9の温度は溶融樹脂の温度より低ければよい。冷却水槽の長さは特に制限はない。引取ローラー10に入るまでに、糸の温度が室温に近づいていれば良い。引取速度は、好ましくは約100m/min〜800m/min程度、より好ましくは約300m/min〜600m/min程度である。引取速度が遅すぎると、芯糸1がクロスヘッド5や樹脂により熱劣化する傾向がある。また、速すぎると樹脂層のボイド発生により樹脂層が設けられた糸条の表面が荒れて、製品品位が損なわれる場合がある。
【0026】
冷却水槽9と引取ローラー10の間に樹脂層が設けられた糸条の表面についている水を除去するために、エアーを吹き付けて水をとばしたり、水を吸引したりする装置を設置しても良い。
引取ローラー10を出た樹脂層が設けられた糸条8は巻取ローラー11でパッケージ12に巻かれる。
【0027】
さらに引取ローラー10と巻取ローラー11の間に樹脂層が設けられた糸条8に糸の摩擦を低下させるためにオイルを付与しても良い。
【0028】
そして樹脂層が設けられた糸条としては以下の特徴を有することが好ましい。
繊度としては、低いと織物が薄くなり、透光性が高くなる傾向があり、高いと織物が厚くなりロールカーテンにして巻き上げたとき、巻径が大きくなる傾向があることから167〜3330dtexの範囲にあることが好ましい。
【0029】
樹脂層が設けられた糸条の強度としては、低いと得られる織物の引裂き強度が下がる傾向にあることから、破断強度がヨコ糸として使用する場合1.0 cN/dtex以上、タテ糸として使用する場合1.55cN/dtx以上あることが好ましい。強度の上の値としては、使用される合成繊維の元来の強度に依存するがヨコ糸、タテ糸共に2.5cN/dtexが通常である。
【0030】
また樹脂層が設けられた糸条のヤング率は、低いとロールカーテンにした場合、自重、外力で生地が変形してフレアが発生する傾向があり、高いと巻き上げた時に巻径が大きくなる傾向があることから3000〜9000N/mm2の範囲が好ましい。タテ糸の場合より好ましくは4000〜9000N/mm2である。
【0031】
樹脂層が設けられた糸条において、芯糸と樹脂層との割合は、樹脂の割合が高いと、糸条において、繊度当たりの強度が低下する傾向があり、また本発明ではなるべく芯糸の回りを樹脂層が被覆しているのが好ましい形態であるが、芯糸の割合が高いと、芯糸がむき出しになりやすい傾向があることから、質量比としては芯糸/樹脂層が、上のほうの値が70/30、さらには60/40であること、一方下のほうの値としては、15/85,さらには20/80の範囲にあることが好ましい。芯糸がマルチフィラメントの場合、フィラメント同士の間に樹脂が多く含浸介在すると、本来なるべく直線であって欲しい芯糸のフィラメントがたわみをもちやすく、結果として得られる織物に伸びの力が加わったときに、織物が伸びやすくなるので、なるべく芯糸のマルチフィラメント同士の間に樹脂が介在していなようにするのが好ましい。
【0032】
樹脂層が設けられた糸条の密度としては、低いと洗濯時、水に沈みにくくなり、高いと織物が重くなるので、下の方としては1.05 g/cm3、さらに1.1 g/cm3、上のほうとしては1.5 g/cm3、さらには1.4g/cm3の範囲が好適である。
【0033】
樹脂層が設けられた糸条の熱収縮性としては、熱収縮性があったほうが、熱処理による熱収縮によりタテ糸とヨコ糸との交点に力が加わりやすく、また高いと、熱溶着処理時の結果、織物に大きな隙間の面積比が要望される場合において、その隙間が所望の寸法から外れる傾向があることから、ポリエステルを芯糸として使用した場合、140℃での乾熱収縮率が3〜25%の範囲にあることが好ましい。
【0034】
次に、樹脂層が設けられた糸条を使用した熱溶着前の織物について説明する。
【0035】
織物の製造には、公知の織機が使用できる。例えばシャットル織機、レピア織機、エアージェット織機、ウオータージェット織機などが例示される。開口装置は織物の組織に応じて、タペット式、ドビー式、ジャガード式など適宜選択すれば良い。
【0036】
織り組織としては、平織、斜文織、朱子織、模紗織、梨地織などどんなものでも良い。インテリア用としては、単一組織でなく、2種類以上の組織を混在させて、意匠性を出すことも好ましい。例えば、平織の中に斜文織を枡状に規則的に配置して、幾何学模様を表現できる。
【0037】
特に樹脂層が設けられた糸条を2本以上引き揃えて織った織物の場合、織物にした後で樹脂加工された織物に比べて、各糸条を明確に区別でき、意匠性にも効果を奏することができる。
カバーファクターとしては織物でタテ糸とヨコ糸との交点を維持するために1500以上が好ましい。さらに好ましくは1800以上である。
カバーファクター=タテ糸密度×(タテ糸繊度)0.5+ヨコ糸密度×(ヨコ糸繊度)0.5
密度の単位:本/インチ(2.54cm)、繊度の単位:デシテックス。
【0038】
テンターを使用して、織物に張力をかけた状態で、樹脂の軟化温度以上の温度、かつ、樹脂層が設けられた糸条の熱収縮がはじまる温度以上で処理することによりタテ糸、ヨコ糸の交差点が固着する。糸条を2本以上引き揃えて製織した織物の場合、並列し隣接する2本の糸条に接点があると、熱により接点でも固着することができる。その結果、織物の固着点がタテ糸とヨコ糸の交差点以外にも増えることになるので、変形しにくくなる。
織物の交差部を熱溶着させるには、ヒートセットテンターが好ましく使用される。ヒートセットテンターはセット巾を変動可能とするものが好ましい。例えば、ピンテンター、クリップテンターなどがある。ローラーで生地をタテ糸方向にオーバーフィードさせながら、ピンに生地をセットする。次にピンを移動させてヨコ糸方向に引っ張りながら目的のセット巾にし、チャンバー室に生地が入る。
【0039】
熱処理温度は、樹脂の軟化温度の温度以上、かつ、樹脂層が設けられた糸条の熱収縮がはじまる温度以上で処理することによりタテ糸、ヨコ糸の交差点が溶着する。樹脂層が設けられた糸条が収縮することで、生機に存在する軽微な糸タルミをなくすことが出来るので、得られた織物の織柄がきれいになる。樹脂層が設けられた糸条が収縮しない場合は不適である。生地の速度は熱処理部の長さ、熱処理後の織物における糸条同士の溶着程度により適宜調整する。
【0040】
その他の溶着方法としては、熱ロールを上に示したような温度に設定し、ロール間に織物を通すことでもできる。溶着の程度は、熱ロールの温度、熱ロールの接触面積、ロール速度で適宜調節することができる。
熱処理により得られる織物の目付は用途に応じて適宜選択すればよく、特に制限はない。例えば、ロールカーテンに使用する場合、200g/m2〜800g/m2が好ましい。特に好ましくは300g/m2〜600g/m2である。椅子張りに使用する場合は200g/m2〜1000g/m2が好ましい。遮光性は使用目的に応じて適宜設定すれば良く、特に制限はない。例えば、ロールカーテンに使用する場合、遮光性と視認性(外部から又は内部から風景が見える)のバランスを考慮して決定すれば良い。遮光性を重視する場合、80%〜90%、視認性を重視する場合60〜80%が好ましい。90%を超えると遮光性は良いが、視認性に乏しくなる。60%に満たないと、視認性は良いが、遮光性が乏しくなる。
通気性に関しては、カバーファクターが3500以下であれば、通常は、熱溶着した織物に隙間が生じるので、通気性があることになる。要求される通気性に応じて、織物の隙間を調整すれば良い。
タテ糸方向の引張強度に関して、{5cm巾の織物の破断強度(N)}≧0.017×{タテ糸の繊度(dtex)}×{5cm巾の織物に含まれるタテ糸の本数(本)}であることが好ましい。この範囲にすることで、織物をカーテンなどの用途で吊したとき、自重による伸びが低く抑えられ、フレアの発生を防ぎことが出来る。ここで織物の破断強度はJIS-L1096-1999で測定したものである。
【0041】
本発明の溶着された織物において高温処理による収縮率は、例えばカーテン、特にロールカーテンにしたときに、設置した場所の温度変化、湿度変化により生地が収縮して、フレアが発生する傾向があることから、60℃、95%RHの収縮率がタテ・ヨコ共に1%以下が好ましい。収縮率を低くするためには、前述の熱処理において、樹脂層が設けられた糸条が収縮する温度以上で処理すると良い。
【0042】
織物に対して後から樹脂加工した従来の織物では、隙間が多い場合、コーティング前にすでに織物の目ずれが生じやすく、使用中、伸びがかかったときに、糸が直線になろうとするため、織物が変形する傾向があった。本発明の織物はタテ糸とヨコ糸とが樹脂層でしっかり固定されているため、目ずれが置きにくく、繰り返しての、高い加重、大きな変形があっても、通気度や光学特性の変化が少ない特徴がある。また従来の後からの樹脂加工による織物は、樹脂層が繊維から離れたところにも広がっていることがあり、使用によって樹脂層自体の形態が変わることもあったが、本発明の織物ではかような形態の変化は少ない。
【0043】
また従来の後からの樹脂加工による織物は、しょうゆ、ウスターソースなどの液体調味料が付着したとき、付着後の時間経過により拭き取りにくい場合があったが、本発明の織物は従来の織物に比べて拭き取り性に優れる傾向にある。従来の織物は、すなわち樹脂層を設ける時に、樹脂組成物の溶液として施すため、乾燥、熱処理の後、溶媒が抜け出した後、樹脂層に微細なボイドまたは凹凸が生じやすく、それが液体調味料とからみやすいが、本発明の織物では、そのようなボイドまたは凹凸が少ない、またはほとんどないからと考えられる。もちろん本発明の織物であっても、付着し時間が経過し、樹脂層が設けられた糸条間に調味料が侵入したり、調味料が乾燥してくると、乾拭きでは拭き取りにくい傾向が出てくるが、水拭きによる除去のしやすさは、従来の後からの樹脂加工による織物に比べて優れている。したがって、本発明の織物は飲食物が供される空間で使用されるのにも好適である。特に椅子での使用には好適である。
【実施例】
【0044】
以下、本発明の効果を示すため実施例を示す。なお実施例で示す略称およびその特性は以下のとおりである。
PET:ポリエチレンテレフタレート糸(融解温度Tm 255℃)(繊維の断面形状、円形)、糸の説明においてTはdtexを意味し、Fは芯糸を構成する単糸フィラメントの数を意味する。
PVC:ポリ塩化ビニル(ガラス転移温度Tg 77℃)
DINP:フタル酸ジイソノニル (樹脂組成物の可塑剤として使用)
SAC:ステアリン酸カルシウム (樹脂組成物の安定化剤として使用)
また本実施例で示す評価方法は以下のとおりである。
<芯糸、樹脂層が設けられた糸条の繊度>
JIS-L1013-1999 正量繊度に基づいて測定した。
<芯糸、樹脂層が設けられた糸条の強度>
JIS-L1013-1999 引張強さに基づいて測定した。
<芯糸、樹脂層が設けられた糸条のヤング率>
JIS-L1013-1999 初期引張抵抗度に基づいて測定した。
<樹脂層が設けられた糸条の乾熱収縮率>
JIS-L1013-1999 かせ収縮率の測定方法に基づいて測定した。温度は140℃
<樹脂組成物の酸素指数>
JIS -K7201に示された方法で測定した。
<織物の高温処理収縮率>
タテ、ヨコ共2000mmの織物のほぼ中央にタテ、ヨコ共1000mmの正方形を描き込む。さらに正方形の各辺の中点と、相対する辺の中点とを線で結ぶ。60℃、95%RHの恒温度恒湿器に織物を吊して24時間放置する。タテ方向については辺および辺の中点同士を繋いだ線、合計3本の線の変化率を求め、これらの平均をとる。ヨコ方向も同様に求める。
<防炎性>
JIS-L1091-1999に基づき下記の方法で評価し、JISで定める燃焼区分の数字で示した。大きい数字のほうが防炎性を有することを示す。
単位面積当たり質量(いわゆる目付)が450g/m2以下のもの:A1法(45℃ミクロバーナー法)
単位面積当たり質量が450g/m2を超えるもの:A2法(45℃メッケルバーナー法)
<ロールカーテンの製造>
織物のタテ方向を鉛直方向とする巾2000mm×高さ2000mmのロールカーテンを作成した。下部にはおもりをつけてある。
<フレア>
前記のロールカーテンを最下部まで降ろし、フレアの発生状況を目視確認した。
フレアなしを優、若干あるものを良、顕著にあるものを不可と認定した。優、良はロールカーテンとして使用出来るレベルである。
<遮光率>
JIS-L1055-1987 A法(照度計を用いる方法)で測定した。
<調味料の拭き取り性>
1.から拭き試験
実施例または比較例で製造されたA4サイズの織物を4枚机上に水平に置き、それぞれに、しょうゆ0.1mlをメスピペットで垂らし、それぞれにつき所定時間経過後、乾いた綿100%のタオルでしょうゆを拭いた。経過時間は1分後、1時間後、24時間後、120時間後とした。またしょうゆに代えてウスターソースを垂らしての試験も行った。
2.水拭き試験
実施例または比較例で製造されたA4サイズの織物を4枚机上に水平に置き、それぞれに、しょうゆ0.1mlをメスピペットで垂らし、それぞれにつき所定時間経過後、綿100%のタオルを水道水で濡らし、軽く絞った後、しょうゆを拭いた。経過時間は1分後、1時間後、24時間後、120時間後とした。またしょうゆに代えてウスターソースを垂らしての試験も行った。
3.評価
から拭き試験、水拭き試験それぞれの結果を以下のとおりに評価した。
○:完全に取り除くことが出来た、
△:完全に取り除くことが出来ず、若干跡が残った、
×:完全に取り除くことが出来ず、跡が残った。
<実施例1における溶着された織物の製造>
図1に示す芯糸に樹脂層を設けるための装置で、以下のとおりの方法で樹脂層が設けられた糸条を製造した。
樹脂層が設けられた糸条(タテ糸用):ポリエステルからなり、表1に示す特性を有する芯糸220T-48Fを、ローラー3を経て押出成形機4のクロスヘッド5に導入した。ローラー3の速度は598m/minとした。表1に示す組成のPVCを含有する樹脂組成物(溶融温度170℃)が、押出成形機4によりクロスヘッド5で溶融されて樹脂層として芯糸を被覆した。クロスヘッド5により被覆成形された糸条8を、20℃の冷却水槽9で冷却した。糸条を引取ローラー10(速度600m/min)で引き取り、糸条に対し糸の摩擦を低下させるためにオイルを付与して、巻取ローラー11(速度598m/min)でパッケージ12に巻いた。得られたタテ糸での樹脂組成物の被覆量は72質量%であり、樹脂組成物に添加した着色料の効果により白色のものが得られた。タテ糸用の糸条の他の特性は表1に示した。
樹脂層が設けられた糸条(ヨコ糸用):ポリエステルからなり、表1に示す特性を有する芯糸167T-30Fを使用した他はタテ糸と同様の方法で製造した。得られたヨコ糸での樹脂組成物の被覆量は77質量%であり、樹脂組成物に添加した着色料の効果により青色のものが得られた。ヨコ糸用の糸条の他の特性は表1に示した。
【0045】
樹脂層が設けられた糸条を使用し、レピア織機でタテ糸、ヨコ糸共に2本引き揃えの平織り(慣用名:ななこ織り)で製造した。得られた織物は巾211cm、タテ密度:59本/インチ(2.54cm)、ヨコ密度:58本/インチ(2.54cm)であった。(カバーファクター3201)。
【0046】
次に織物に対し溶着処理を行った。具体的にはピンテンターを使用して、ローラーで織物をタテ糸方向にオーバーフィード1%で送り出し、織物の両端(いわゆる「織物の耳」)をピンにセットし、ピンを移動させてヨコ糸方向に引っ張り、セット巾215cmとし、140℃のチャンバー室に織物を投入した。チャンバー室での織物の移動速度は20m/min、チャンバー室の長さは20mとした。
【0047】
チャンバー室を出た織物は隣接するタテ糸同士、隣接するヨコ糸同士およびタテ糸、ヨコ糸の交差点が溶着していた。このときの密度はタテ密度:58本/インチ(2.54cm)、ヨコ密度:60本/インチ(2.54cm)であった。その他、被覆糸の特性、織物の特性、溶着された織物の特性を表1に示す。
<実施例2〜9における溶着された織物の製造>
表1または表2に示した材料を使用した他は実施例1と同様に樹脂層が設けられた糸条の製造、織物の製造および溶着処理を行った。なお樹脂組成物に添加した着色料の色は被覆された糸条の欄に示している。また各実施例での樹脂層が設けられた糸条の特性、織物の特性、溶着された織物の特性も表1または表2に示す。
<比較例1および2におけるコーティング織物の製造>
レピア織機で表3に示すタテ糸、ヨコ糸を使用して、タテ糸、ヨコ糸共に2本引き揃えの平織り(慣用名:ななこ織り)を製造した。
【0048】
さらに表3に示す塩化ビニル樹脂を含有する樹脂組成物90質量%および溶媒(メチルエチルケトン:ミネラルターペン=80:20質量比)10質量%を含むペーストの槽に浸漬し、マングルで絞った後150℃で乾燥し、更に180℃で熱処理して、塩化ビニル樹脂を含有する樹脂組成物でコーティングされた織物を得た。その他、糸の特性、コーティングされた織物の特性を表3に示す。
<比較例3>
ポリエステルからなり、表3に示す特性を有する合成繊維をタテ糸およびヨコ糸に使用して、表3に示す形態および特性を有する織物を作成した。織物の目ずれが激しく、織柄がきれいにならなかったので、樹脂加工は実施しなかった。
【0049】
【表1】

【0050】
【表2】
【0051】
【表3】
【0052】
<<実施例、比較例で得られた織物の評価>>
<強度、フレア>
遮光率が約90%、目付が373〜375g/m2とほぼ同じレベルにある実施例1および2と比較例1とを対比すると、実施例1および2の織物の破断強度が大きく、フレアも発生していないことがわかる。
【0053】
遮光率が約90%、目付が614〜615g/m2とほぼ同じレベルにある実施例4と比較例2とを対比すると、実施例4の織物の破断強度が大きく、フレアも発生していないことがわかる。
<意匠性>
各実施例の織物は並行して隣接する糸同士を明確に区別して観察することができるが、比較例1および2の織物は並行して隣接する糸同士を明確に区別して観察することができなかった。
また各実施例ではタテ糸とヨコ糸との色を変えたが、色の差による織柄がはっきりみることができた。比較例1の条件「タテ糸:白、ヨコ糸:白、PVC樹脂組成物:白」を「タテ糸:白、ヨコ糸:青、PVC樹脂組成物:白」に置き換えたものを別途製造したが、色の差による織柄の識別性は、樹脂の被覆の影響により各実施例に比べて劣るものであった。特にタテ糸とヨコ糸の交差点付近は樹脂層が繊維から離れたところにも広がっているため、タテ糸とヨコ糸の色差が判別しにくくなっていた。
<密度の小さい織物への適用>
比較例3は織物における繊維の密度が小さい(カバーファクター945)ため、大きな目ずれが生じ、樹脂加工までできなかったが、実施例9では比較例3同様の芯糸、織り構造、織密度(溶着処理した織物のうちポリエステル繊維部分を計算したカバーファクター941)でありながら目ずれが見られなかった。すなわち本発明では小さいカバーファクターの織物であっても製造できることがわかった。
<調味料の拭き取り性>
実施例1および比較例1の織物に対して調味料の拭き取り性試験を行った。結果を表4に示す。本発明の織物である実施例1の織物が調味料の拭き取り性に優れることがわかる。
【0054】
【表4】
【0055】
<ロールカーテンへの使用>
実施例1〜3および比較例1の織物をロールカーテンとした。実施例の織物を使用したカーテンは織物の隙間の大きさに関してバラツキが小さいため、カーテンの向こう側をカーテン全面で同等に観察することができたが、比較例のカーテンでは、タテ糸とヨコ糸の交差点付近は樹脂層が繊維から離れたところにも広がって、織物の隙間の大きさに関してバラツキが大きいため、カーテン全面において見えやすい部分と見えにくい部分とのむらがあった。
【0056】
これらのロールカーテンの開閉を繰り返したが、実施例のカーテンでは見えやすさに変わりはなかったが、比較例では見えやすい部分と見えにくい部分との差が大きくなった。開閉を繰り返した結果、比較例では当初より鉛直方向に長くなる事象が、実施例よりも大きく見られ、さらに開閉を繰り返すと織柄がくずれる現象が、実施例よりも早く生じた。
<ランチョンマットへの使用>
実施例2の織物を切り出してランチョンマットとして使用した。隙間からマットの下の色が見えるので、マットの下にカラーシートを挟むことで、容易にカラーヴァリエーションを楽しむことができた。また折り畳み、開放を繰り返したが、織柄に大きな変化は見られなかった。
<椅子への使用>
実施例4の織物を、椅子の座部および背もたれ部に適用した。通気性が良く、長時間座っていてもおしり、背中が蒸れにくいものであった。さらに繰り返し使用しても、織り柄がくずれることはなかった。
【産業上の利用可能性】
【0057】
本発明の織物は、大きな荷重や変形があっても、織物の形態保持性にすぐれ、伸長力に対しても強い強度を有する織物が得られ、しょうゆやウスターソースなど調味料が付着した場合には拭き取り性に優れており、さらに、意匠性が要求される場合には、はっきりした色彩パターンが観察できる織物が得られることから、カーテン、椅子の座部などインテリア用素材の分野に好適である。
【符号の説明】
【0058】
1:芯糸
2:樹脂組成物
3:ローラー
4:押出成形機
5:クロスヘッド
6:ニップル
7:ダイ
8:樹脂層が設けられた糸条
9:冷却水槽
10:引取ローラー
11:巻取ローラー
12:パッケージ
【技術分野】
【0001】
本発明は椅子の座部やロールカーテン等インテリア用などに有用な織物に関する。織物を構成する繊維としては芯糸とその周囲にある低融点樹脂からなる繊維に関する。
【背景技術】
【0002】
椅子の座部やロールカーテンに代表されるカーテンにはしばしば合成繊維からなる織物が使用されている。カーテンの場合、適度な遮光性や外部から又は内部から風景を見たいという要望から半透明性が要求されることがあり、また通気性が要求される場合もあることから、単なる合成繊維の織物ではなく、織物を構成する糸条間に隙間をあけて、いわゆるメッシュ状の形態とする場合がある。また椅子の座部においても、体重を椅子の脚に伝える構造体の上に織物を張ったものがあるが、座部において通気性が要求される場合、織物そのものが体重を支える構造を有するものも見られる。通気性が要求されるこの場合、大きな加重がかかることから、織物は大きく変形することになる。
【0003】
また椅子やカーテンでは触った感覚への要求や、柔軟性への要求からインテリア用やカーテン用では、特許文献1に示すように合成繊維からなる織物を、ポリ塩化ビニル樹脂などの軟質の樹脂でコーティングしたものが使用されてきた。
【0004】
しかしながら、織物を軟質樹脂でコーティングした従来の織物は、大きな加重または大きい変形をもって使用される場合、織物の織柄や、光学特性や通気性の変化が起きやすいという問題があった。
【0005】
また、織物を軟質樹脂でコーティングした織物を、カーテン、ロールスクリーン、パーテーション、ランチョンマット、椅子の座部等として飲食店で使用することがある。かような織物をこの目的で使用した場合、しょうゆ、ウスターソースなどの液体調味料が、はねたり、こぼれたりして織物に付着したとき、簡単には拭き取りにくいという問題もあった。
【0006】
さらに意匠性が要求される場合には、はっきりした色彩パターンを観察できる織物をこれまで期待されていた。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2004−339719号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
そこで本発明では、大きな加重や変形があっても、光学特性や通気性などの特性が変化しにくく、また伸長に対しても強い織物を提供すること、必要に応じて液体調味料などの異物の拭き取り性に優れた織物を提供すること、さらに意匠性が要求される場合にははっきりした色彩パターンが観察できる織物を提供することを課題とする。
【課題を解決するための手段】
【0009】
課題を解決するために本発明は以下の構成をとる。
1.合成繊維からなる芯糸、および芯糸の回りに芯糸を構成する樹脂よりも低い軟化温度を有する樹脂層、からなる糸条を用いた織物を用い、織物を熱処理し樹脂層を熱溶着することによりタテ糸とヨコ糸とが交差部で固着していることを特徴とする織物、
2.合成繊維からなる芯糸、および芯糸の回りにポリ塩化ビニルまたは塩化ビニル共重合体を含有する樹脂層からなる糸条を用いた織物を用い、織物を熱処理し樹脂層を熱溶着することによりタテ糸とヨコ糸とが交差部で固着していることを特徴とする織物、
3.合成繊維がポリエステルであることを特徴とする前記いずれかの織物、
4.樹脂層を構成する樹脂がポリ塩化ビニルまたは塩化ビニル共重合体である前記いずれかの織物、
5.樹脂層が難燃剤を含有する前記いずれかの織物、
6.インテリア用である前記いずれかの織物、
7.カーテン用である前記いずれかの織物、
8.ロールカーテン用である前記いずれかの織物、およびそれを用いたロールカーテン、
9.前記いずれかの織物を使用した椅子。
【発明の効果】
【0010】
本発明によれば、大きな荷重や変形があっても、織物の形態保持性にすぐれ、伸長力に対しても強い強度を有する織物が得られる。必要に応じて、液体調味料などの異物の拭き取り性に優れた織物が得られる。
【0011】
さらに、意匠性が要求される場合には、はっきりした色彩パターンが観察できる織物が得られる。
【図面の簡単な説明】
【0012】
【図1】芯糸に樹脂層を設けるための装置の概念図
【図2】芯糸に樹脂層を設けるための装置で使用されるクロスヘッドの断面図
【図3】実施例9および比較例3の織物の構造(組織図)
【発明を実施するための形態】
【0013】
本発明の織物を構成する糸条の材料となる芯糸は合成繊維からなる。合成繊維としては、ポリエステル繊維、ポリアミド繊維、フッ素繊維、アラミド繊維などが例示されるが、本発明では耐候性にすぐれ、破断強度に代表される引張強度が高く、かつ比較的安価であるポリエステル繊維、ナイロン繊維が好ましく使用され、さらに好ましくはポリエステル繊維が好ましく使用される。ポリエステル繊維を構成する樹脂としては、ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリ乳酸、およびこれらの高分子を構成する単量体を含む共重合体が例示される。
【0014】
後述の樹脂層が設けられる前の芯糸の形態としては、マルチフィラメントであることが好ましい。マルチフィラメントにすることで、糸条中に単繊維同士の空隙ができ、軽量化が図られるからである。樹脂層が設けられた糸条の好ましい繊度、強度、ヤング率は後述するが、それを達成するために、芯糸の繊度は33dtex〜1330dtexの範囲、また芯糸の破断強度は織物としてのタテ糸5.0〜7.0cN/dtex、ヨコ糸3.5〜7.0cN/dtexであることが好ましく、また芯糸のヤング率は10000〜20000N/mm2の範囲が好ましい。また芯糸を構成する糸の断面形状としては丸、中空、異型などいずれであってもいい。断面が中空であると、結果として織物での空気を含む量が増えるため、断熱効果を期待するとき好適である。また、異形断面を使用することは、丸型の断面とは異なる光反射性となるため、特別な意匠効果を期待するときに好適である。また芯糸の色は無色であっても、着色されていてもよく、いかなる色も選べる。
【0015】
また芯糸には、織物につや消し効果や隠蔽効果を与えるために酸化チタン、カーボンブラックなどの無機材料、着色のための染料または顔料が含まれていてもよい。また難燃剤が添加されていてもよい。その他の用途のために、種々の添加剤が含まれていてもよい。
【0016】
本発明で使用される糸条は芯糸の回りに芯糸を構成する樹脂よりも低い軟化温度を有する樹脂層を有する。本発明の軟化温度としては、合成繊維および樹脂層に共通して、非晶性樹脂の場合にはガラス転移温度、結晶性樹脂の場合には融解温度と定義することができる。
【0017】
樹脂層は芯糸の回りの一部のみに存在していても構わないが、芯糸の回り全体を被覆したほうが、樹脂として後で例示する塩化ポリオレフィンを使用した場合の織物全体の難燃性が向上することから好ましい。芯糸を構成する樹脂の軟化温度と樹脂層を構成する樹脂の軟化温度の温度差は50℃以上あることが好ましい。また樹脂層を構成する樹脂の軟化温度は100℃以下であることが好ましい。
【0018】
樹脂層を構成する樹脂組成物としては、軟化温度およびインテリア物品でしばしば要求される難燃性の観点から塩化ポリオレフィン、特にポリ塩化ビニルおよび塩化ビニルの共重合体が好ましく使用される。ポリ塩化ビニルおよび塩化ビニルの共重合体は、軟化温度が通常使用される合成繊維よりも低い。またこれらの樹脂は難燃性の付与効果があるので、樹脂の硬度を下げるために燃焼性を上げる傾向のある可塑剤を添加しても、少量の難燃剤の添加で高い難燃性が与えられる。また塩化ビニル以外の樹脂を含んでいてもよい。
樹脂層を構成する樹脂組成物には難燃性を付与するために、難燃剤を含有していることが好ましい。難燃剤としては、塩素原子、臭素原子などを含むハロゲン系難燃剤、リン酸エステルに代表されるリン系難燃剤、三酸化アンチモン、五酸化アンチモンに代表されるアンチモン系難燃剤、水酸化アルミニウムなどの無機系難燃剤などが例示される。樹脂組成物の難燃性を示す酸素指数としてはJIS K7201で30以上であることが好ましい。30以上であれば、通常の防炎基準を満たすことになる。
【0019】
樹脂層を構成する樹脂組成物には硬さ調整のために可塑剤を含むことができる。塩化ポリオレフィンを樹脂層に使用する場合には、フタル酸エステル、リン酸エステルなどが可塑剤として使用でき、特に安価なフタル酸エステルが好適である。
樹脂層を構成する樹脂組成物には顔料を含むことができる。顔料の濃度が濃ければ、透光性が低くなり、糸条の色は樹脂層の色によって支配される傾向になる。また濃度が低ければ、芯糸が透けて見えるようになり、芯糸の色が支配的になる。樹脂層には、種々の目的で安定化剤、滑剤、充填剤など種々の添加剤を添加することができる。
【0020】
樹脂層を構成する樹脂組成物の硬度としては、低い場合には糸条が柔らかくなり、ロールカーテンにした場合、ひだ状のうねり、いわゆるフレアを生じる傾向があり、高い場合には、樹脂層が設けられた糸条が硬くなり、その糸条をパッケージに巻きにくくなることから、JIS-K7215-1986 (試験片6.3mm厚み、タイプA(HAD)、15秒後測定)による硬度が90〜95であることが好ましい。
【0021】
芯糸の回りに樹脂層を形成する方法としては、加圧押出被覆、パイプ押出被覆法など公知の方法を用いてよいが、好ましくは加圧押出被覆法である。以下に、加圧押出被覆法について、図面を用いて説明する。
【0022】
図1は芯糸に樹脂層を設けるための装置の概念図である。芯糸1はローラー3を経て押出成形機4の加圧クロスヘッド5に導入される。ローラー3の速度は芯糸1のクロスヘッド導入直前の張力が0.01cN/dtex以上になるように調整することが好ましい。またローラー3の替わりに、マグネットテンサー、ゲートテンサーなど張力が調整出来る装置を使用しても良い。クロスヘッド5では押出成形機4により溶融された樹脂が、芯糸1を被覆する。クロスヘッドの断面構造を図2に示すが、ニップル6の穴を通じた芯糸1にダイ7の出口付近において加圧された樹脂組成物2が接触し、芯糸を被覆・密着するようになっている。ニップル6とダイ7の隙間の設定、樹脂への加圧または糸の引取速度により、被覆される樹脂層の厚みを調節することができる。
【0023】
押出成形機としては公知のものが使用でき、単軸押出機、2軸押出機(スクリュー同方向回転)、2軸押出機(スクリュー異方向回転)、4軸押出機(スクリュー同方向回転)などが例示される。樹脂の特性に応じて、適宜選択すれば良い。
【0024】
説明を図1に戻し、クロスヘッド5により樹脂層が設けられた糸条8は、冷却水槽9において冷却される。この時クロスヘッド5の出口から冷却水槽9までの距離、すなわちエアギャップは、特に制限がないが、あまり広すぎると樹脂組成物が有していた熱の影響により芯糸1の強度が低下する傾向がある。また、狭すぎると溶融樹脂からしばしば発生するガスが抜けきらない状態で樹脂が冷却されるため、樹脂層にボイドが発生し、表面が荒れ、得られた織物の見栄えに悪影響を与える他、樹脂層の強度が低下する場合がある。
【0025】
冷却水槽9の温度は溶融樹脂の温度より低ければよい。冷却水槽の長さは特に制限はない。引取ローラー10に入るまでに、糸の温度が室温に近づいていれば良い。引取速度は、好ましくは約100m/min〜800m/min程度、より好ましくは約300m/min〜600m/min程度である。引取速度が遅すぎると、芯糸1がクロスヘッド5や樹脂により熱劣化する傾向がある。また、速すぎると樹脂層のボイド発生により樹脂層が設けられた糸条の表面が荒れて、製品品位が損なわれる場合がある。
【0026】
冷却水槽9と引取ローラー10の間に樹脂層が設けられた糸条の表面についている水を除去するために、エアーを吹き付けて水をとばしたり、水を吸引したりする装置を設置しても良い。
引取ローラー10を出た樹脂層が設けられた糸条8は巻取ローラー11でパッケージ12に巻かれる。
【0027】
さらに引取ローラー10と巻取ローラー11の間に樹脂層が設けられた糸条8に糸の摩擦を低下させるためにオイルを付与しても良い。
【0028】
そして樹脂層が設けられた糸条としては以下の特徴を有することが好ましい。
繊度としては、低いと織物が薄くなり、透光性が高くなる傾向があり、高いと織物が厚くなりロールカーテンにして巻き上げたとき、巻径が大きくなる傾向があることから167〜3330dtexの範囲にあることが好ましい。
【0029】
樹脂層が設けられた糸条の強度としては、低いと得られる織物の引裂き強度が下がる傾向にあることから、破断強度がヨコ糸として使用する場合1.0 cN/dtex以上、タテ糸として使用する場合1.55cN/dtx以上あることが好ましい。強度の上の値としては、使用される合成繊維の元来の強度に依存するがヨコ糸、タテ糸共に2.5cN/dtexが通常である。
【0030】
また樹脂層が設けられた糸条のヤング率は、低いとロールカーテンにした場合、自重、外力で生地が変形してフレアが発生する傾向があり、高いと巻き上げた時に巻径が大きくなる傾向があることから3000〜9000N/mm2の範囲が好ましい。タテ糸の場合より好ましくは4000〜9000N/mm2である。
【0031】
樹脂層が設けられた糸条において、芯糸と樹脂層との割合は、樹脂の割合が高いと、糸条において、繊度当たりの強度が低下する傾向があり、また本発明ではなるべく芯糸の回りを樹脂層が被覆しているのが好ましい形態であるが、芯糸の割合が高いと、芯糸がむき出しになりやすい傾向があることから、質量比としては芯糸/樹脂層が、上のほうの値が70/30、さらには60/40であること、一方下のほうの値としては、15/85,さらには20/80の範囲にあることが好ましい。芯糸がマルチフィラメントの場合、フィラメント同士の間に樹脂が多く含浸介在すると、本来なるべく直線であって欲しい芯糸のフィラメントがたわみをもちやすく、結果として得られる織物に伸びの力が加わったときに、織物が伸びやすくなるので、なるべく芯糸のマルチフィラメント同士の間に樹脂が介在していなようにするのが好ましい。
【0032】
樹脂層が設けられた糸条の密度としては、低いと洗濯時、水に沈みにくくなり、高いと織物が重くなるので、下の方としては1.05 g/cm3、さらに1.1 g/cm3、上のほうとしては1.5 g/cm3、さらには1.4g/cm3の範囲が好適である。
【0033】
樹脂層が設けられた糸条の熱収縮性としては、熱収縮性があったほうが、熱処理による熱収縮によりタテ糸とヨコ糸との交点に力が加わりやすく、また高いと、熱溶着処理時の結果、織物に大きな隙間の面積比が要望される場合において、その隙間が所望の寸法から外れる傾向があることから、ポリエステルを芯糸として使用した場合、140℃での乾熱収縮率が3〜25%の範囲にあることが好ましい。
【0034】
次に、樹脂層が設けられた糸条を使用した熱溶着前の織物について説明する。
【0035】
織物の製造には、公知の織機が使用できる。例えばシャットル織機、レピア織機、エアージェット織機、ウオータージェット織機などが例示される。開口装置は織物の組織に応じて、タペット式、ドビー式、ジャガード式など適宜選択すれば良い。
【0036】
織り組織としては、平織、斜文織、朱子織、模紗織、梨地織などどんなものでも良い。インテリア用としては、単一組織でなく、2種類以上の組織を混在させて、意匠性を出すことも好ましい。例えば、平織の中に斜文織を枡状に規則的に配置して、幾何学模様を表現できる。
【0037】
特に樹脂層が設けられた糸条を2本以上引き揃えて織った織物の場合、織物にした後で樹脂加工された織物に比べて、各糸条を明確に区別でき、意匠性にも効果を奏することができる。
カバーファクターとしては織物でタテ糸とヨコ糸との交点を維持するために1500以上が好ましい。さらに好ましくは1800以上である。
カバーファクター=タテ糸密度×(タテ糸繊度)0.5+ヨコ糸密度×(ヨコ糸繊度)0.5
密度の単位:本/インチ(2.54cm)、繊度の単位:デシテックス。
【0038】
テンターを使用して、織物に張力をかけた状態で、樹脂の軟化温度以上の温度、かつ、樹脂層が設けられた糸条の熱収縮がはじまる温度以上で処理することによりタテ糸、ヨコ糸の交差点が固着する。糸条を2本以上引き揃えて製織した織物の場合、並列し隣接する2本の糸条に接点があると、熱により接点でも固着することができる。その結果、織物の固着点がタテ糸とヨコ糸の交差点以外にも増えることになるので、変形しにくくなる。
織物の交差部を熱溶着させるには、ヒートセットテンターが好ましく使用される。ヒートセットテンターはセット巾を変動可能とするものが好ましい。例えば、ピンテンター、クリップテンターなどがある。ローラーで生地をタテ糸方向にオーバーフィードさせながら、ピンに生地をセットする。次にピンを移動させてヨコ糸方向に引っ張りながら目的のセット巾にし、チャンバー室に生地が入る。
【0039】
熱処理温度は、樹脂の軟化温度の温度以上、かつ、樹脂層が設けられた糸条の熱収縮がはじまる温度以上で処理することによりタテ糸、ヨコ糸の交差点が溶着する。樹脂層が設けられた糸条が収縮することで、生機に存在する軽微な糸タルミをなくすことが出来るので、得られた織物の織柄がきれいになる。樹脂層が設けられた糸条が収縮しない場合は不適である。生地の速度は熱処理部の長さ、熱処理後の織物における糸条同士の溶着程度により適宜調整する。
【0040】
その他の溶着方法としては、熱ロールを上に示したような温度に設定し、ロール間に織物を通すことでもできる。溶着の程度は、熱ロールの温度、熱ロールの接触面積、ロール速度で適宜調節することができる。
熱処理により得られる織物の目付は用途に応じて適宜選択すればよく、特に制限はない。例えば、ロールカーテンに使用する場合、200g/m2〜800g/m2が好ましい。特に好ましくは300g/m2〜600g/m2である。椅子張りに使用する場合は200g/m2〜1000g/m2が好ましい。遮光性は使用目的に応じて適宜設定すれば良く、特に制限はない。例えば、ロールカーテンに使用する場合、遮光性と視認性(外部から又は内部から風景が見える)のバランスを考慮して決定すれば良い。遮光性を重視する場合、80%〜90%、視認性を重視する場合60〜80%が好ましい。90%を超えると遮光性は良いが、視認性に乏しくなる。60%に満たないと、視認性は良いが、遮光性が乏しくなる。
通気性に関しては、カバーファクターが3500以下であれば、通常は、熱溶着した織物に隙間が生じるので、通気性があることになる。要求される通気性に応じて、織物の隙間を調整すれば良い。
タテ糸方向の引張強度に関して、{5cm巾の織物の破断強度(N)}≧0.017×{タテ糸の繊度(dtex)}×{5cm巾の織物に含まれるタテ糸の本数(本)}であることが好ましい。この範囲にすることで、織物をカーテンなどの用途で吊したとき、自重による伸びが低く抑えられ、フレアの発生を防ぎことが出来る。ここで織物の破断強度はJIS-L1096-1999で測定したものである。
【0041】
本発明の溶着された織物において高温処理による収縮率は、例えばカーテン、特にロールカーテンにしたときに、設置した場所の温度変化、湿度変化により生地が収縮して、フレアが発生する傾向があることから、60℃、95%RHの収縮率がタテ・ヨコ共に1%以下が好ましい。収縮率を低くするためには、前述の熱処理において、樹脂層が設けられた糸条が収縮する温度以上で処理すると良い。
【0042】
織物に対して後から樹脂加工した従来の織物では、隙間が多い場合、コーティング前にすでに織物の目ずれが生じやすく、使用中、伸びがかかったときに、糸が直線になろうとするため、織物が変形する傾向があった。本発明の織物はタテ糸とヨコ糸とが樹脂層でしっかり固定されているため、目ずれが置きにくく、繰り返しての、高い加重、大きな変形があっても、通気度や光学特性の変化が少ない特徴がある。また従来の後からの樹脂加工による織物は、樹脂層が繊維から離れたところにも広がっていることがあり、使用によって樹脂層自体の形態が変わることもあったが、本発明の織物ではかような形態の変化は少ない。
【0043】
また従来の後からの樹脂加工による織物は、しょうゆ、ウスターソースなどの液体調味料が付着したとき、付着後の時間経過により拭き取りにくい場合があったが、本発明の織物は従来の織物に比べて拭き取り性に優れる傾向にある。従来の織物は、すなわち樹脂層を設ける時に、樹脂組成物の溶液として施すため、乾燥、熱処理の後、溶媒が抜け出した後、樹脂層に微細なボイドまたは凹凸が生じやすく、それが液体調味料とからみやすいが、本発明の織物では、そのようなボイドまたは凹凸が少ない、またはほとんどないからと考えられる。もちろん本発明の織物であっても、付着し時間が経過し、樹脂層が設けられた糸条間に調味料が侵入したり、調味料が乾燥してくると、乾拭きでは拭き取りにくい傾向が出てくるが、水拭きによる除去のしやすさは、従来の後からの樹脂加工による織物に比べて優れている。したがって、本発明の織物は飲食物が供される空間で使用されるのにも好適である。特に椅子での使用には好適である。
【実施例】
【0044】
以下、本発明の効果を示すため実施例を示す。なお実施例で示す略称およびその特性は以下のとおりである。
PET:ポリエチレンテレフタレート糸(融解温度Tm 255℃)(繊維の断面形状、円形)、糸の説明においてTはdtexを意味し、Fは芯糸を構成する単糸フィラメントの数を意味する。
PVC:ポリ塩化ビニル(ガラス転移温度Tg 77℃)
DINP:フタル酸ジイソノニル (樹脂組成物の可塑剤として使用)
SAC:ステアリン酸カルシウム (樹脂組成物の安定化剤として使用)
また本実施例で示す評価方法は以下のとおりである。
<芯糸、樹脂層が設けられた糸条の繊度>
JIS-L1013-1999 正量繊度に基づいて測定した。
<芯糸、樹脂層が設けられた糸条の強度>
JIS-L1013-1999 引張強さに基づいて測定した。
<芯糸、樹脂層が設けられた糸条のヤング率>
JIS-L1013-1999 初期引張抵抗度に基づいて測定した。
<樹脂層が設けられた糸条の乾熱収縮率>
JIS-L1013-1999 かせ収縮率の測定方法に基づいて測定した。温度は140℃
<樹脂組成物の酸素指数>
JIS -K7201に示された方法で測定した。
<織物の高温処理収縮率>
タテ、ヨコ共2000mmの織物のほぼ中央にタテ、ヨコ共1000mmの正方形を描き込む。さらに正方形の各辺の中点と、相対する辺の中点とを線で結ぶ。60℃、95%RHの恒温度恒湿器に織物を吊して24時間放置する。タテ方向については辺および辺の中点同士を繋いだ線、合計3本の線の変化率を求め、これらの平均をとる。ヨコ方向も同様に求める。
<防炎性>
JIS-L1091-1999に基づき下記の方法で評価し、JISで定める燃焼区分の数字で示した。大きい数字のほうが防炎性を有することを示す。
単位面積当たり質量(いわゆる目付)が450g/m2以下のもの:A1法(45℃ミクロバーナー法)
単位面積当たり質量が450g/m2を超えるもの:A2法(45℃メッケルバーナー法)
<ロールカーテンの製造>
織物のタテ方向を鉛直方向とする巾2000mm×高さ2000mmのロールカーテンを作成した。下部にはおもりをつけてある。
<フレア>
前記のロールカーテンを最下部まで降ろし、フレアの発生状況を目視確認した。
フレアなしを優、若干あるものを良、顕著にあるものを不可と認定した。優、良はロールカーテンとして使用出来るレベルである。
<遮光率>
JIS-L1055-1987 A法(照度計を用いる方法)で測定した。
<調味料の拭き取り性>
1.から拭き試験
実施例または比較例で製造されたA4サイズの織物を4枚机上に水平に置き、それぞれに、しょうゆ0.1mlをメスピペットで垂らし、それぞれにつき所定時間経過後、乾いた綿100%のタオルでしょうゆを拭いた。経過時間は1分後、1時間後、24時間後、120時間後とした。またしょうゆに代えてウスターソースを垂らしての試験も行った。
2.水拭き試験
実施例または比較例で製造されたA4サイズの織物を4枚机上に水平に置き、それぞれに、しょうゆ0.1mlをメスピペットで垂らし、それぞれにつき所定時間経過後、綿100%のタオルを水道水で濡らし、軽く絞った後、しょうゆを拭いた。経過時間は1分後、1時間後、24時間後、120時間後とした。またしょうゆに代えてウスターソースを垂らしての試験も行った。
3.評価
から拭き試験、水拭き試験それぞれの結果を以下のとおりに評価した。
○:完全に取り除くことが出来た、
△:完全に取り除くことが出来ず、若干跡が残った、
×:完全に取り除くことが出来ず、跡が残った。
<実施例1における溶着された織物の製造>
図1に示す芯糸に樹脂層を設けるための装置で、以下のとおりの方法で樹脂層が設けられた糸条を製造した。
樹脂層が設けられた糸条(タテ糸用):ポリエステルからなり、表1に示す特性を有する芯糸220T-48Fを、ローラー3を経て押出成形機4のクロスヘッド5に導入した。ローラー3の速度は598m/minとした。表1に示す組成のPVCを含有する樹脂組成物(溶融温度170℃)が、押出成形機4によりクロスヘッド5で溶融されて樹脂層として芯糸を被覆した。クロスヘッド5により被覆成形された糸条8を、20℃の冷却水槽9で冷却した。糸条を引取ローラー10(速度600m/min)で引き取り、糸条に対し糸の摩擦を低下させるためにオイルを付与して、巻取ローラー11(速度598m/min)でパッケージ12に巻いた。得られたタテ糸での樹脂組成物の被覆量は72質量%であり、樹脂組成物に添加した着色料の効果により白色のものが得られた。タテ糸用の糸条の他の特性は表1に示した。
樹脂層が設けられた糸条(ヨコ糸用):ポリエステルからなり、表1に示す特性を有する芯糸167T-30Fを使用した他はタテ糸と同様の方法で製造した。得られたヨコ糸での樹脂組成物の被覆量は77質量%であり、樹脂組成物に添加した着色料の効果により青色のものが得られた。ヨコ糸用の糸条の他の特性は表1に示した。
【0045】
樹脂層が設けられた糸条を使用し、レピア織機でタテ糸、ヨコ糸共に2本引き揃えの平織り(慣用名:ななこ織り)で製造した。得られた織物は巾211cm、タテ密度:59本/インチ(2.54cm)、ヨコ密度:58本/インチ(2.54cm)であった。(カバーファクター3201)。
【0046】
次に織物に対し溶着処理を行った。具体的にはピンテンターを使用して、ローラーで織物をタテ糸方向にオーバーフィード1%で送り出し、織物の両端(いわゆる「織物の耳」)をピンにセットし、ピンを移動させてヨコ糸方向に引っ張り、セット巾215cmとし、140℃のチャンバー室に織物を投入した。チャンバー室での織物の移動速度は20m/min、チャンバー室の長さは20mとした。
【0047】
チャンバー室を出た織物は隣接するタテ糸同士、隣接するヨコ糸同士およびタテ糸、ヨコ糸の交差点が溶着していた。このときの密度はタテ密度:58本/インチ(2.54cm)、ヨコ密度:60本/インチ(2.54cm)であった。その他、被覆糸の特性、織物の特性、溶着された織物の特性を表1に示す。
<実施例2〜9における溶着された織物の製造>
表1または表2に示した材料を使用した他は実施例1と同様に樹脂層が設けられた糸条の製造、織物の製造および溶着処理を行った。なお樹脂組成物に添加した着色料の色は被覆された糸条の欄に示している。また各実施例での樹脂層が設けられた糸条の特性、織物の特性、溶着された織物の特性も表1または表2に示す。
<比較例1および2におけるコーティング織物の製造>
レピア織機で表3に示すタテ糸、ヨコ糸を使用して、タテ糸、ヨコ糸共に2本引き揃えの平織り(慣用名:ななこ織り)を製造した。
【0048】
さらに表3に示す塩化ビニル樹脂を含有する樹脂組成物90質量%および溶媒(メチルエチルケトン:ミネラルターペン=80:20質量比)10質量%を含むペーストの槽に浸漬し、マングルで絞った後150℃で乾燥し、更に180℃で熱処理して、塩化ビニル樹脂を含有する樹脂組成物でコーティングされた織物を得た。その他、糸の特性、コーティングされた織物の特性を表3に示す。
<比較例3>
ポリエステルからなり、表3に示す特性を有する合成繊維をタテ糸およびヨコ糸に使用して、表3に示す形態および特性を有する織物を作成した。織物の目ずれが激しく、織柄がきれいにならなかったので、樹脂加工は実施しなかった。
【0049】
【表1】
【0050】
【表2】
【0051】
【表3】
【0052】
<<実施例、比較例で得られた織物の評価>>
<強度、フレア>
遮光率が約90%、目付が373〜375g/m2とほぼ同じレベルにある実施例1および2と比較例1とを対比すると、実施例1および2の織物の破断強度が大きく、フレアも発生していないことがわかる。
【0053】
遮光率が約90%、目付が614〜615g/m2とほぼ同じレベルにある実施例4と比較例2とを対比すると、実施例4の織物の破断強度が大きく、フレアも発生していないことがわかる。
<意匠性>
各実施例の織物は並行して隣接する糸同士を明確に区別して観察することができるが、比較例1および2の織物は並行して隣接する糸同士を明確に区別して観察することができなかった。
また各実施例ではタテ糸とヨコ糸との色を変えたが、色の差による織柄がはっきりみることができた。比較例1の条件「タテ糸:白、ヨコ糸:白、PVC樹脂組成物:白」を「タテ糸:白、ヨコ糸:青、PVC樹脂組成物:白」に置き換えたものを別途製造したが、色の差による織柄の識別性は、樹脂の被覆の影響により各実施例に比べて劣るものであった。特にタテ糸とヨコ糸の交差点付近は樹脂層が繊維から離れたところにも広がっているため、タテ糸とヨコ糸の色差が判別しにくくなっていた。
<密度の小さい織物への適用>
比較例3は織物における繊維の密度が小さい(カバーファクター945)ため、大きな目ずれが生じ、樹脂加工までできなかったが、実施例9では比較例3同様の芯糸、織り構造、織密度(溶着処理した織物のうちポリエステル繊維部分を計算したカバーファクター941)でありながら目ずれが見られなかった。すなわち本発明では小さいカバーファクターの織物であっても製造できることがわかった。
<調味料の拭き取り性>
実施例1および比較例1の織物に対して調味料の拭き取り性試験を行った。結果を表4に示す。本発明の織物である実施例1の織物が調味料の拭き取り性に優れることがわかる。
【0054】
【表4】
【0055】
<ロールカーテンへの使用>
実施例1〜3および比較例1の織物をロールカーテンとした。実施例の織物を使用したカーテンは織物の隙間の大きさに関してバラツキが小さいため、カーテンの向こう側をカーテン全面で同等に観察することができたが、比較例のカーテンでは、タテ糸とヨコ糸の交差点付近は樹脂層が繊維から離れたところにも広がって、織物の隙間の大きさに関してバラツキが大きいため、カーテン全面において見えやすい部分と見えにくい部分とのむらがあった。
【0056】
これらのロールカーテンの開閉を繰り返したが、実施例のカーテンでは見えやすさに変わりはなかったが、比較例では見えやすい部分と見えにくい部分との差が大きくなった。開閉を繰り返した結果、比較例では当初より鉛直方向に長くなる事象が、実施例よりも大きく見られ、さらに開閉を繰り返すと織柄がくずれる現象が、実施例よりも早く生じた。
<ランチョンマットへの使用>
実施例2の織物を切り出してランチョンマットとして使用した。隙間からマットの下の色が見えるので、マットの下にカラーシートを挟むことで、容易にカラーヴァリエーションを楽しむことができた。また折り畳み、開放を繰り返したが、織柄に大きな変化は見られなかった。
<椅子への使用>
実施例4の織物を、椅子の座部および背もたれ部に適用した。通気性が良く、長時間座っていてもおしり、背中が蒸れにくいものであった。さらに繰り返し使用しても、織り柄がくずれることはなかった。
【産業上の利用可能性】
【0057】
本発明の織物は、大きな荷重や変形があっても、織物の形態保持性にすぐれ、伸長力に対しても強い強度を有する織物が得られ、しょうゆやウスターソースなど調味料が付着した場合には拭き取り性に優れており、さらに、意匠性が要求される場合には、はっきりした色彩パターンが観察できる織物が得られることから、カーテン、椅子の座部などインテリア用素材の分野に好適である。
【符号の説明】
【0058】
1:芯糸
2:樹脂組成物
3:ローラー
4:押出成形機
5:クロスヘッド
6:ニップル
7:ダイ
8:樹脂層が設けられた糸条
9:冷却水槽
10:引取ローラー
11:巻取ローラー
12:パッケージ
【特許請求の範囲】
【請求項1】
合成繊維からなる芯糸、および芯糸の回りに芯糸を構成する樹脂よりも低い軟化温度を有する樹脂層、からなる糸条を用いた織物を用い、織物を熱処理し樹脂層を熱溶着することによりタテ糸とヨコ糸とが交差部で固着していることを特徴とする織物。
【請求項2】
合成繊維からなる芯糸、および芯糸の回りにポリ塩化ビニルまたは塩化ビニル共重合体を含有する樹脂層からなる糸条を用いた織物を用い、織物を熱処理し樹脂層を熱溶着することによりタテ糸とヨコ糸とが交差部で固着していることを特徴とする織物。
【請求項3】
合成繊維がポリエステルであることを特徴とする請求項1または2記載の織物。
【請求項4】
樹脂層を構成する樹脂がポリ塩化ビニルまたは塩化ビニル共重合体である請求項1または3記載の織物。
【請求項5】
樹脂層が難燃剤を含有する請求項1〜4いずれかに記載の織物。
【請求項6】
インテリア用である請求項1〜5いずれかに記載の織物。
【請求項7】
カーテン用である請求項1〜5いずれかに記載の織物。
【請求項8】
ロールカーテン用である請求項1〜5いずれかに記載の織物。
【請求項9】
請求項1〜5いずれかの織物を使用したロールカーテン。
【請求項10】
請求項1〜5いずれかの織物を使用した椅子。
【請求項1】
合成繊維からなる芯糸、および芯糸の回りに芯糸を構成する樹脂よりも低い軟化温度を有する樹脂層、からなる糸条を用いた織物を用い、織物を熱処理し樹脂層を熱溶着することによりタテ糸とヨコ糸とが交差部で固着していることを特徴とする織物。
【請求項2】
合成繊維からなる芯糸、および芯糸の回りにポリ塩化ビニルまたは塩化ビニル共重合体を含有する樹脂層からなる糸条を用いた織物を用い、織物を熱処理し樹脂層を熱溶着することによりタテ糸とヨコ糸とが交差部で固着していることを特徴とする織物。
【請求項3】
合成繊維がポリエステルであることを特徴とする請求項1または2記載の織物。
【請求項4】
樹脂層を構成する樹脂がポリ塩化ビニルまたは塩化ビニル共重合体である請求項1または3記載の織物。
【請求項5】
樹脂層が難燃剤を含有する請求項1〜4いずれかに記載の織物。
【請求項6】
インテリア用である請求項1〜5いずれかに記載の織物。
【請求項7】
カーテン用である請求項1〜5いずれかに記載の織物。
【請求項8】
ロールカーテン用である請求項1〜5いずれかに記載の織物。
【請求項9】
請求項1〜5いずれかの織物を使用したロールカーテン。
【請求項10】
請求項1〜5いずれかの織物を使用した椅子。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2010−209505(P2010−209505A)
【公開日】平成22年9月24日(2010.9.24)
【国際特許分類】
【出願番号】特願2010−26156(P2010−26156)
【出願日】平成22年2月9日(2010.2.9)
【出願人】(000219255)東レ・テキスタイル株式会社 (4)
【Fターム(参考)】
【公開日】平成22年9月24日(2010.9.24)
【国際特許分類】
【出願日】平成22年2月9日(2010.2.9)
【出願人】(000219255)東レ・テキスタイル株式会社 (4)
【Fターム(参考)】
[ Back to top ]