
織物の特性を示すフィルム材料、その製造のための方法および装置
熱可塑性高分子材料から作られたフィルム材料が加工され、直線的に伸びる領域(A)、およびそれと結合される直線的に伸びるウエブ(B)を含み、該ウエブ(B)と該領域(A)はそれぞれ配向され、領域(A)の主配向方向は(A)が伸びる方向と角度(V)を為し、該ウエブ(B)は、一連の直線状の畝溝(C)を含み、該畝溝は(A)が伸びる方向と(V)より大きな角度(U)を形成する。新規なフィルムを成型する方法は、配向されたフィルムを1ペアの互いに噛み合う第一の溝が彫られたローラーを通し、フィルムを主初期配向の方向に冷延伸し、ペア中の溝が彫られたローラーの少なくとも1つは、領域(A)とウエブ(B)との間に明瞭な区分を形成するに十分鋭い端を有し、延伸によりウエブ(B)を形成し、より少なく延伸するかまたは延伸し内で領域(A)を形成する。好ましくは少なくとも1つのローラーは波打った形状表面のクレストを有する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明の目的は発明の名称の通りである。織物の特性により、柔軟で暖かい感触が主として意味される。特には本発明は非常に軽量のフィルム材料に関し、本発明の実施態様は貫通穴の多孔質でありおよび/または、たとえば引裂伝播抵抗、引張強さおよび穴あけ強度について高い強度を有するフィルム材料に関する。
【0002】
40−50年の間に、織物特性を示す熱可塑性の高分子材料から作られたフィルム材料の製造のための多くの提案および少数の工業プロセスがあった。しかし製造工程の複雑さおよび/または比較的高い機械コストのため、これらの技術は一般にスパンフィラメントに基づいた不織布技術とは競争にならなかった。特には面積当たりで小さい重量を備えた材料の開発が困難だった。本発明の目的はさらに、比較的小さい機械コストおよびプロセスを実施する上での簡単さを目的とする。
【0003】
両方とも発明者の実験室で開発された発明に関する、WO06/072604およびWO06/120238は、当初の配向とは直角な方向における一軸延伸を、クレスト(crest)が一般に平坦であり、鋭い端部を有する、互いに噛み合う溝が彫られたローラー(インターメッシンググルーブドローラー:intermeshing grooved roller)間を通すことにより行うことを開示する。細かいパターンのより厚い直線状の「ボス」および介在する薄い「ウエブ」がこれによって形成される。また、溝が彫られたローラーのクレストの鋭い端部により、パターン中の2つの領域間に明瞭な分離があった。
【0004】
両方の発明では、この延伸は直交積層物の製造の1工程である。最初の特許では、生成されたパターンの厚さの相違が直交積層物中の内部のミクロ−チャンネルシステムを形成する役目をする。2つのフィルム中の互いに置き換えられた貫通穴と関連するチャンネルは、有利なタイプの貫通穴の多孔質を形成する。
【0005】
第2の発明での、二軸延伸された「ウエブ」への細かいパターンの導入の目的は、引裂伝播抵抗を改良することである。
【0006】
前述の両方の国際公開特許から理解されるように、鋭い端部を有するクレストを備えたインターメッシンググルーブドローラー間での延伸は、当初の延伸の方向が溝と平行か、または実際上平行である方法で実行される。しかしながら、本発明に先行する試みでは、発明者は上述の2つの発明のために設計された溝が彫られたローラーを異なる方法で使用した。すなわち、20ミクロンの厚さの共押出された一軸に溶融延伸されたHDPEフィルムを、溶融延伸方向とほぼ45度の角度で、および以前に試みられたものより深い溝が彫られたローラーのクレスト間で噛み合わせて延伸する。これは、ユニークな構造、すなわち図1の顕微鏡写真に示される構造のフィルムを生産した。この構造はフィルムに驚くべき柔軟で暖かい感触を与えた。そのようなフィルムはそれ自体、またはいくつかのフィルムのアセンブリーの形式で、いくつかの織物の用途に非常に適していることが明らかになった。以下の記載から明らかになるように、このフィルム構造およびそのようなフィルムのアセンブリーは複雑でないプロセスにより製造でき、比較的安く、安全に働く機械類を使用してできる。鍵となる機械は鋭い端部のクレストを備えた溝が彫られたローラー、およびフィルムウエブの連続的な方向に対して正確な角度で一軸延伸されるように設計された工業的に確立された複雑ではない機械である。
【0007】
本発明の生成物はフィルムまたはフィルムのアセンブリーである。そのフィルムまたはそれぞれのフィルムは、熱可塑性高分子材料から作られ、平行な帯状に形成された、直線的に伸びる領域(A)と、それから区別され以下に特定される直線的に伸び、該領域(A)と一体化されるウエブ(B)の配列(array)を含み、それぞれのウエブ(B)はその直線的に伸びた位置において隣接した部分(A)よりも薄く、フィルムまたはアセンブリーにおいて、(A)と(B)の両者は各位置で配向の主方向を有して配向される。前記のフィルムまたはアセンブリーの各フィルムにおいて、領域(A)の主配向の方向が(A)が伸びる方向と0よりも大きく80度以下の角度(v)を形成し、前記のウエブ(B)は、ネッキング−ダウンゾーン(necking−down zone)またはスプリットである一連の直線状の畝溝(furrow)(C)を含み、該畝溝は(A)が伸びる方向と(v)より大きい角度(u)を形成する点に本発明の生成物は特徴を有する。
【0008】
本発明の方法は延伸によってこの生成物を生産する方法で、フィルムまたは配向の主方向を有する各々フィルムのアセンブリーから作られる。延伸は第一の1ペアの互いに噛み合う溝が彫られたローラーによって実行され、前記の単一のフィルムまたはアセンブリーの各フィルムの主配向方向と異なる方角に、ただし最大80度の角度で延伸が行われる。本発明の方法は、1ペアの溝が彫られたローラーの少なくとも1つは、以下に特定される明瞭な部分を形成するに十分に鋭い端を備えたクレストを有しており、平行な直線状に伸びるフィルム材料のウエブ(B)の間に明瞭な部分を形成し、該フィルム材料は2つの第一の溝が彫られたローラーのクレストの間で冷延伸されており、直線状に伸びる帯状の領域(A)が存在し、該領域は鋭い端部のクレストの上に配置され、該溝を掘られたローラーの間で延伸されないか、または少なく延伸される。
【0009】
本明細書において使用される単語「冷延伸」は、フィルムの融点よりも著しく低い温度で行なわれた全ての延伸を含むことを意味する。しかし、好ましくは、約60℃以下の温度が選ばれる。
【0010】
領域(A)の幅の15%よりも広くないゾーン内で50%よりも大きな厚さの変化が生じた場合、1つまたは複数のペアの領域(A)とウエブ(B)の間の分離が明瞭であると考えられる。しかしながら、好ましくはそれはこの幅の10%よりも広くなく、より好ましくは5%よりも広くない。顕微鏡によりこれを検査できる。
【0011】
厚さの変化は、領域(A)のより大きな値から領域(B)のより小さい値への必ずしも一様の減少ではない。鋭い端に接している材料に力が集中するので、厚さのこの変化は一様な減少とそれに引き続く一様な増加であることがある。
【0012】
用語「ネッキング−ダウン」は、本質的にそれらの溶融温度範囲以下の温度でのポリマーフィルムの延伸に関して通常使用される。それは、延伸プロセスが不意に起こることを示し、フィルムの部分が肩の上の首のように見える。本発明では、「ネッキング−ダウン」ゾーン内の最小肉厚は、好ましくは周囲のウエブ(B)材料の厚さの高々50%であるべきである。
【0013】
フィルム生成物としてはユニークである、生成物に強度特性と織物の感触との組み合わせを与えるのは、3つの構造要素、すなわち記載された帯状の領域(A)、横方向の畝溝(C)、および残りの相互に連結するウエブ(B)である。畝溝(C)は、極めて薄い領域または規則的なスプリットであり、柔軟性のために特別な重要性を有している。
【0014】
本発明に非常にふさわしい原料は、少なくとも50%がHDPEまたはアイソタクチックもしくはシンジオタクチックPPから成るフィルムであり、好ましくはHMWHDPEであるが、さらに、他の熱可塑性高分子材料も使用可能であり、生分解性高分子も使用可能である。
【0015】
個々の第一の溝が彫られたローラー上の溝は円形であることができ、またはローラー軸に対して85度よりも小さくない角度のヘリカルであることができ、領域(A)およびウエブ(B)が機械方向と平行またはそれと小さな角度で伸びるようにする。円形の形の変化は、以下に記載される波打った表面である。
【0016】
各ウエブ(B)の平均ゲージは、好ましくは2つの隣接領域(A)の平均ゲージの最大70%である。これも顕微鏡で検査できる。これに関連して、領域(A)と隣接したウエブ(B)の間の境界は、厚さが前記の領域(A)の最も厚い部分と前記のウエブ(B)の最も薄い部分の間の平均値である位置であると考えられる。
【0017】
請求項1に記載されるように、領域(A)の中の配向の主方向が、(A)が伸びる方向と80度を超えない角度を形成することは必須条件である。高分子材料、出発物質中の配向、フィルムの厚さおよび他のパラメータに依存するので、この角度の一般的な量的最低限界を示すことは可能ではない。通常は、この角度は10度よりも小さくなるべきではなく、通常は20度よりも小さい角度が好ましい。しかしある場合には、好結果が約5度の角度で達成された。しかしながら、その選択は単純な実験作業の後に当業者にとって簡単に決定できる。
【0018】
第一の溝が彫られたローラー上のクレストが一般に水平であるという記載は、先に特定されたような明瞭な分離を生産することができる限り、溝(つまり、凸面である)に垂直な部分中でそれらがわずかに曲げられることがあることを示唆する。あるいは、それらはわずかに突き出す端部分を有していることがある、すなわちWO 06/072604の図6、およびWO 06/120238の図8で示されるようにわずかに凹面であることができる。そのような突出は、(A)と(B)の間の分離を特に明瞭に作る役目をすることができる。
【0019】
領域(A)およびウエブ(B)は機械方向と平行かまたは実際上平行となるようにつくられるとは、インターメッシンググルーブドローラー間で冷延伸される1つまたは複数のオリジナルのフィルムは、配向の主方向が機械方向と角度を為していなければならないことを意味する。これは、本発明の方法で使用される初期フィルムを、主としてその長さ方向に延伸されたチューブラーフィルムのヘリカル切断によって達成できる。それは、溶融または半溶融状態での配向のみによることができ、または初期フィルムはさらに冷延伸によって機械方向に配向されることができる。
【0020】
ヘリカル切断は、例えば米国特許5,248,366に示されるように実行されることができる。この確立された方法は単純で安全で、実際的である。しかしながら、もし初期フィルムにおいて溶融配向のみが望まれるならば、押出型からの取り出しに際し、チューブラーフィルムの取り出し手段に対して押出型を回転させることにより、らせん形の溶融配向が行える。そのようなバイアス配向方法も公知である。
【0021】
導入部で言及されたように、本発明の主な目的は織物のように柔軟で感触の暖かいフィルムを提供することである。この目的のために、フィルムの、またはアセンブリー中の各フィルムの平均ゲージは、好ましくは高々20gm−2であり、そして好ましくは高々15gm−2、さらには高々10gm−2である。これに関連して、実際上、アセンブリー中のフィルムを分離し、それらを個々に量るのは通常難しくないことが述べられるべきである。これはさらに以下に説明される。
【0022】
本発明の上記の言及された主目的、すなわち柔軟で暖かい感触を達成するためには、各領域(A)の幅は高々2mm、好ましくは高々1mm、およびさらにより好ましくは高々0.5mmであり、好適には領域(A)の配列の区分は高々4mm、好ましくは高々2mm、およびさらにより好ましくは高々1mmである。
【0023】
よいオーダーのために、英国特許1,526,722および米国特許5,028,289が直交積層物の製造方法を開示し、そこでは主として長さ方向の溶融配向された熱可塑性の高分子材料のチューブラーフィルムが、螺旋形に切られ、斜めに伸びる溶融配向を形成し、ついで互いに溶融配向が直交するように配置して、溝が彫られたローラー間で一緒に横方向に延伸される。しかしながら、溝が彫られたローラーは、異なる程度または配向方向を示すゾーン間の明瞭な分離を生産するためには適応されない。これに反して、比較的滑らかな直交積層物の製造が目的とされ、好ましくは、溝が彫られたローラー間での横方向の延伸が数工程で行われる。
【0024】
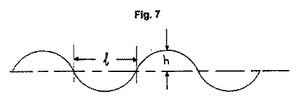
本発明の非常に重要な実施態様は、領域(A)が波打ち、それぞれの波打ちがそのような領域の幅方向に渡って伸び、領域に沿った各部分(A)は一般にサイン波状に伸び、またウエブは領域(A)の隣接した部分より短く、波打ちを安定化させる。図7は、波打ちの望ましい最小の高さ(h)を示す。波打ちは、一種の毛羽立ち(nap)の役割をし、日に当たった熱により暖かい感触を提供する。さらに、それは材料に審美的な織物の外観を与える。例えば鉱物黒鉛または雲母に基づいて作られたミクロフレーク形のピグメントが高分子材料中に分散された場合、材料はダイヤモンドのような光沢を得る。生成物表面の、例えばアルミニウムでの真空蒸着は同様の結果を達成できる。
【0025】
フィルムまたはフィルムのアセンブリーが一般に水平なクレストを有するインターメッシンググルーブドローラーを通過すると、この波打ちが自然に生じる。ウエブの延伸が機械方向に成分を有している張力を導き、張力が解放されたときにウエブは機械方向に沿っても収縮するためである。熱可塑性プラスチックフィルムのどんな一軸延伸も、延伸の方向に垂直な方向での収縮の傾向を導くことが留意される。本発明でのような、予め存在する配向の角度がそのような収縮を向上することが知られた。領域(A)は、実際には延伸力にさらされない。なぜなら、そのような力は鋭い端によって加えられ、したがって、溝が彫られたローラープロセスの後に実際に収縮する傾向を有せず、ウエブが収縮する場合にはプリーツを形成するからである。
【0026】
そのような「毛羽立ち」効果が望ましくないいくつかの用途では、波打ちは、高い温度で機械方向に延伸することにより排除できる。
【0027】
しかしながら、「毛羽立ち」効果は向上させることもできる。この目的のために、互いに噛み合う第一の溝が彫られたローラー間の記載された冷延伸の程度を、ペアの溝が彫られたローラー中の少なくとも1つのローラーのクレストに波形の表面を与えることによりシーケンシャルに変えることができる。これは、図において一層詳細に説明される。
【0028】
「シーケンシャルな配向」または「シーケンシャルな延伸」は、配向度または延伸の程度が繰り返して変わることを示す、公知の用語である。これは、配向または延伸の繰り返しがゼロである可能性を含む。
【0029】
1または両者のインターメッシンググルーブドローラーの表面で比較的深い波打ちを使用することにより、特に顕著にこの「毛羽立ち」効果が作られる場合、波形の溝が彫られたローラーのクレストに接するフィルム材料は、実際には未延伸の領域(A)とより強く延伸され、任意にフィブリル化された領域(B)との横方向で局所的にその個別の分離を失うことがある。したがって、単一のフィルムまたはアセンブリーの形をしている本発明による有利な生成物は、直線状に伸びる領域(A)が中断された線状に伸び、(A)よりも薄いウエブで形成された中断領域(D)は一般にウエブ(B)に類似し、また2つの前記のウエブ領域間の明瞭な境界はなく、それによってより薄い中断(D)を含む中断されたリニア領域(A)は波打ちし、このウエブ(D)がこの波打ちの波頭を形成する点に特徴を有する。
【0030】
既に言及されたように、初期フィルムの配向の主方向の確立は、機械方向で行われるかまたはらせんでの溶融または半溶融状態で行われるように限定され、または機械方向での冷延伸プロセスを含むことができる。ヘリカルな切断に先行し、溝が彫られたローラーでの延伸に先行するそのような冷延伸は、好ましくは軸と平行に伸びる歯を有する第二の溝が彫られたローラー間のシーケンシャルな長さ方向の延伸でありえる。好ましくは、各領域(A)の内の厚さおよび配向度はシーケンスに変化し、10mmより短く、好ましくは5mm以下である。
【0031】
そのようなタイプの溝が彫られたローラー間のシーケンシャルなm.d.延伸を実行することは公知である。歯がフィルムの表面へフィルムに対する圧力を垂直に働かせるので、通常最も高度な配向を受けるのは1または両方のローラーの歯と接触するフィルム部分になる。
【0032】
そのようなシーケンシャルな延伸を使用するいくつかの理由がある。1つの理由は、生成物の引き裂き伝搬強度および穴開け強度に関係する。配向度が小さい場合、これらの特性は通常最良である。しかし他方では、ヘリカル切断の前のある冷延伸は十分に平方メートル当たりの重量を下げるために必要なことがある。約1.5−2.0の範囲の冷延伸比率は多くの場合望ましい。しかしながら、そのような小さい比率で、連続的な方法で冷延伸を実行するどんな試みも、通常非常に不規則な結果を与え、より延伸された領域、あまり延伸されていない領域、および全く延伸されていない領域が互いにランダムで発生した。一方上記比率でのシーケンシャルな延伸は変化に秩序をもたらした。フィルムの違ったように延伸された部分はそのために横方向のバンド、帯を形成する。
【0033】
さらに、シーケンシャルな延伸を使用することにより、驚くべき結果が得られる。すなわち領域(A)の中での波の生成に対する重要な影響が起こる。シーケンシャルに延伸されたチューブラーフィルムがシーケンシャルな延伸の後に解放された時、最も延伸されたバンドは幾分横方向の収縮を行なう。これはより延伸されていなかったバンドに緩みを形成させる。それは、鋭い端部のクレストを有する溝の間で冷延伸する工程の間に領域(A)での波の形成を向上する。更に、領域(A)の波打ちは、フィルムの残りの部分より厚い場所で特に安定となる。
【0034】
エンボス加工によるフィルム中での突き出しボスを作ることは公知である。しかしながら、公知のエンボス加工では、これらのボスは一般に周囲の材料より細くなり、したがって、穏やかな圧力の下で突き出した形状を容易に失う。請求項3の生成物、および特には請求項4、5、20および/または28の生成物はこの点において優れている。なぜなら突き出した「ボス」はフィルム材料のより厚い部分を形成し、「ボス」を囲むほとんどの材料がより薄く、生成物に所望のたわみ性を提供するからである。
【0035】
鋭い刃のクレストを有する溝が彫られたローラーを出てきたフィルムまたはフィルムアセンブリーは、領域(A)およびウエブ(B)と平行に深くひだがつけられ、これらのプリーツを取り除くために通常横に伸ばされなければならない。これは、バナナローラーまたは同様の簡単な手段によって行うことができる。材料はこの延ばした状態で熱安定化されることができる。また若干のテンタリング(tentering)が行われることができる。好ましくは領域(A)およびウエブ(B)の連続する方向である程度の収縮が許容される。通常関連する力が小さいので、テンタリング装置は非常は単純なペアのベルトであることができる。上記の収縮は、例えばテンタリング装置に供給される前に、領域(A)およびウエブ(B)に垂直に伸びるプリーツをフィルムまたはフィルムアセンブリーに与えることにより得られる。
【0036】
本発明の第二の重要な実施態様では、請求項6により正確に述べられるように、生成物は直交積層物である。そのような生成物は、織物の触感に加えて、特に良好な引張特性、引裂伝播抵抗および穴あけ強度を示す。領域(A)の波打ち形状の上記の利点は、通常本発明のこの実施態様に当てはまる。個別のフィルムは、鋭い刃のクレストを有する溝が彫られたローラー間での各フィルムの冷延伸の後に、別のプロセスで一緒にされることができる。好ましくは、積層ローラーの間の小さな距離を維持しつつ、バインダーとして溶融フィラメントを使用した押し出しラミネーション法で一緒にすることにより、それぞれのフィルムのかさは保持される。
【0037】
より大きな引張強さだがより少ないかさを一般に提供するより単純な方法は、鋭い刃のクレスト間の冷延伸で積層を一体化し、フィルムのアセンブリーを延伸ニップ(stretching nip)内に、それらの主配向方が十字交差するような方向で供給することである。このニップをフィルムが通過した後、異なる直交積層フィルム中の領域(A)はその全長にわたり正確に互いにカバーし合い、またウエブ(B)も同様に互いにカバーする。これらの工程を通じて製造された直交積層物では、2.5cm幅のサンプルを毎分長さの500%に対応する速度で引っ張った時の、破断時の伸びは好ましくは100%以上であり、極限引張強さは10MPa以上であり、好ましくは15MPa以上である。
【0038】
共押出によって好適な積層が提供されたフィルムの使用下では、通常、この冷延伸中にフィルム間の結合またはブロッキングが確立され、領域(A)および(D)にまたはウエブ(B)と領域(A)または(D)の間の境界に提供される。フィルムをともに結合するかブロッキングする全てのプロセスは好ましくは、各ウエブ(B)の殆どが結合されておらず、ブロッキングされていないものに限定される。(用語「ブロッキング」は、通常非常に弱く、フィルムをゆがませずに剥がすことによりそれを取り除くことができる結合をいう)。
【0039】
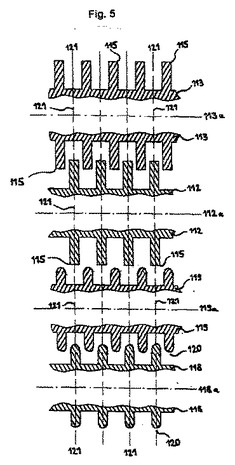
領域(A)とウエブ(B)の間の境界、すなわち鋭い端に対して延伸されたフィルム部分においてブロッキングへの傾向が非常に発現されることは注目される。また、約60℃でわずかに粘着性を示す積層物を使用する場合、鋭い刃のクレスト間の室温での冷延伸は、多くの場合にラミネートの実用的な用途において十分なブロッキングを提供できる。しかしながら、いくつかの用途については、より強い結合の必要がある。しかしウエブ(B)は非結合であり、領域(A)および(D)の波打ちを維持する。これは鋭い刃のクレストを備えた溝が彫られたローラー間の延伸の前に、またはその延伸の後に実行される、領域(A)および(D)内の局所的なゾーンでの加熱により確立される。そのような加熱は溝が彫られたローラーの別の一組で実行されることができる。これは図5においてさらに説明されるように、それは鋭い刃のクレストと位置あわせして調節される。
【0040】
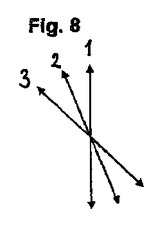
請求項10に述べられるように、特に良好な穴あけ特性を目指す特別な直交積層物が構成される。このアレンジメントは、図8においてさらに記載される。
【0041】
本発明の第3の特に重要な態様では、ウエブ(B)はフィブリル化されるか、または貫通したミクロボイドを有する状態である。このフィブリル化は実質的に局所的な配向の主方向に沿い、領域(A)はより少なくフィブリル化され、好ましくは本質的にフィブリル化されず、そして好ましくはあまり貫通したミクロボイドを有さず、好ましくは殆ど有しない。この構造を達成するためには、最初のフィルム材料の選択、および鋭い刃のクレスト間の冷延伸のパラメータの選択が、ウエブのフィブリル化させるかまたは貫通したミクロボイドを生成し、それらのコヒーレンスおよび(A)とのそれらの一体的な接続を維持し、フィブリル化が局所的な配向の主方向に実質的に平行に起こるように適合される。したがって、出発物質はそのようなフィブリル化または貫通したミクロボイドを生産するのにふさわしい添加剤を含むことができる。
【0042】
この方法の1つの実施態様は請求項32に、別の実施態様は請求項33に述べられる。両方はさらに以下に説明される。しかしながら、本発明の第3の態様の構造は、連続的な構造中にウエブを形成するが、平行な「ネッキング−ダウン」ゾーンの形をしている畝溝(C)を備えたウエブを形成する条件下で、溝が彫られたローラー間で延伸を行うことにより確立できる(図1およびその記述を参照)。延伸の後に、だが好ましくはこれとインラインで、「ネッキング−ダウン」ゾーンが分裂されて実際にスプリットを形成する。そのような分裂は異なる方法で実行できるが、好ましくは熱風の流れの上でテンターしつつ生成物を通過させ、処理条件(空気温度、空気速度、フィルムの速度)を適応させ、分裂を「ネッキング−ダウン」ゾーンに限定する。このスプリットの形成方法の1つの利点は、加熱によって壊されたポリマー部分が配向を失い、そのためにさらなるスプリットを防止することである。
【0043】
請求項32と33による方法の理解については、英国特許第148,382(Rasmussen)が参照される。この特許は、ポリマーブレンドから作られた配向フィルムのフィブリル化による非常に細かい繊維網目の製造に関する。特許から引用すると、そのような繊維網目は、結晶化可能な高分子量高分子材料Aと高分子材料Bを溶融してコロイド的に混合し、ここで高分子材料BはAとは化学的に異なり、Aよりも低い融点を有し、Aよりも大きなメルトインデックスを有している、前記の溶融混合物をシートとして押出し、シートが溶融した状態でシートを押出の方向に強く引張ることによりシートの相を配向させ、延伸されたシートを冷却し、高分子材料Bを流動性の状態に保ったまま高分子材料Aを結晶化し、凝集させ、高分子材料Bを湿潤し、または部分的に浸出させてシート材料を分裂させ、配向の方向の横方向にそれを延伸することにより形成される。
(シンボルAおよびBの使用は、本発明の請求項での同じシンボルの使用とはもちろん異なる。)
【0044】
前記の特許は、そのような条件下でBと呼ばれるポリマーが、Aと呼ばれるポリマーの「針状結晶」のまわりに、隣接した形成された結晶の間に直接の接続が依然としてあるが、薄い膜を形成する傾向があると説明する。特許は、さらに好適な「B」ポリマーとしてポリオキシエチレンに言及する。
【0045】
本発明に関連して、成分を外に浸出させるか、湿潤することは経済的に実現可能ではない。しかし古い特許に記載された構造、すなわち針状に形成された結晶が部分的に薄い膜によって分離される構造は、フィブリル化に非常にふさわしい。これが請求項32と33の背景である。
【0046】
請求項32については、2つの言及されたポリエチレンは化学的にみてほとんど同一であるが、それらの分子量の大きな差によりHMWHDPEが「針状結晶」を形成し、他のHDPEがそれらの針の間により脆弱な膜を形成することは注目される。これは、生成物中の適切に高い強さを維持しつつ、スプリット生成の可能性を維持する。
【0047】
請求項33の方法は、特にはおむつ、すなわち皮膚と直接接触するウエブの製造方法に関する。尿は部分的に水溶性のポリマーを溶かす。それによりスプリットが表面に暴露されるようになる。そのために、それは皮膚上を円滑に動く。この水溶性のポリマーへ殺菌剤を加えることができる。
【0048】
すべての用途ではないが大部分の用途では、本発明の第3の実施態様、すなわちフィブリル化または貫通穴の形成は、第一の実施態様、すなわち領域(A)(および存在する場合には(C))の波打ち、および/または第2の実施態様、すなわち直交積層と共に好ましくは実行される。
【0049】
本発明によって作られたフィルムまたはフィルムアセンブリーは、特別な特性を備えたバッグ、およびいくつかのタイプの衛生用品の製造に非常にふさわしくなりえる。例として、本質的にフィブリル化されていない形式の、および貫通穴のないフィルムまたはフィルムアセンブリーは、ごみ袋に非常にふさわしい。
【0050】
上に記載されるように、1または両方のインターメッシンググルーブドローラーの上の比較的深い波打ちを使用した冷延伸は、連続的なラインの代わりに中断されたラインを有する領域(A)作ることができる。特に大きなかさおよび/またはフィブリル化もしくは貫通穴の多孔性の程度を達成するために、ある程度強さ特性が犠牲にされるが、この効果は領域(A)が直線であるという特性を失い、多くの直線配列で配置された「ドット」である限り得られる。
【0051】
本発明は、さらに記載された本発明の方法の工程を行なうのにふさわしいすべての新しい装置を包含する。本発明は、図に一層詳細に記載されられる。
【図面の簡単な説明】
【0052】
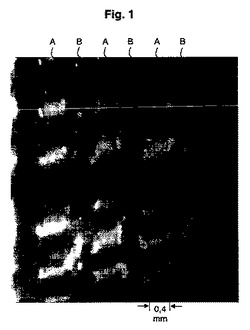
【図1】図1は本発明にかかる単一のフィルムの顕微鏡写真である。これは実施例1に記載されたように生産されたフィルムである。
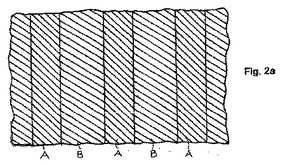
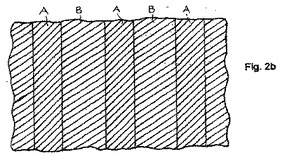
【図2】図2a、bおよびcは、本発明による直交積層物のスケッチだが畝溝(C)を無視している。領域(A)のプリーツ加工は延伸されて無くなったと認識される。図2aは、ラミネートの1プライを示す。2bは他のプライを示し、領域(A)の方向およびウエブ(B)の方向に沿って示されている。図2aおよびbの上の線は、全て配向の主方向を示す。図2cはラミネートの断面を示す。ウエブ(B)は延伸され薄く、結合されていない。一方領域(A)は、互いに少なくとも点または線で、または領域(A)と(B)の境界に沿って結合される。図2cでは、領域(A)およびウエブ(B)の幅の上に、厚さが10倍の寸法で示されていることに注意されたい。
【図3】図3は、鋭い端を備えた円形のクレストを有する、2つの溝が彫られたローラーの表面の部分の横断面を示す。それは互いに噛み合い、フィルムまたはフィルムアセンブリーを延伸する。
【図4】図4は、本発明によって直交積層物を生産する2つのラインを表わすフローシートである。2つの工程の、「積層と直線状のストリップへの結合」、および「ストリップと位置あわせされた鋭い刃の溝が彫られたローラー間でのT.d.方向の延伸」は、図5に示される装置によって実行される。
【図5】図5は、最初に2つ以上のフィルムを一緒にストライプに結合し、次いでアセンブリーの結合されていないストライプを横方向に延伸する、溝が彫られたローラーのスタックの表面の断面図である。すべての溝が彫られたローラーは、それぞれの運転温度において互いに正確に位置あわせされる。
【図6】図6は、すべてインラインでの直交積層物の製造の単純化されたプロセスを示すフローシートである。
【図7】図7は、領域(A)のプリーツ加工の深さに関する記述の根拠として役立つスケッチである。
【図8】図8は、領域(A)の延伸方向(1)と、2つの直交積層フィルムのこれらの領域の配向の主方向(2)および(3)を示すスケッチである。
【図9】図9aおよび9bは、図3に関して記載された、溝が彫られたローラーのクレストの表面の形の変更を表わす断面図である。
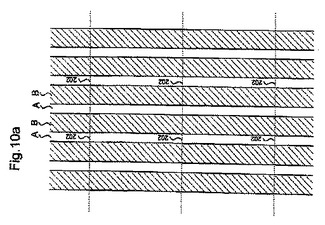
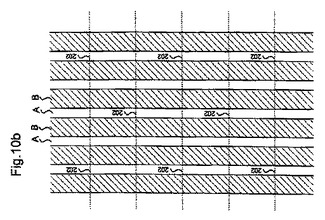
【図10】図10aおよび10bは2つの異なるパターンの波打ちを示すスケッチである。それは図9aおよび9bで示されるローラー形状で得ることができる。
【図11】図11は特に実際的な組合わせの製造工程のフローシートである。
【図12】図12は、図1に類似する顕微鏡写真であり、本発明にかかる単一のフィルムを示す。この場合、図9aに示されるローラーを使用して、実施例3に記載されるようにして、フィルムは生産された。
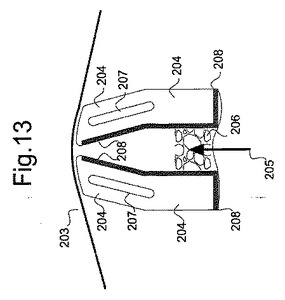
【図13】図13は「ネッキング−ダウンゾーン」から開いたスプリットになる、畝溝(C)の展開の過程を例証するスケッチである。スケッチでは機械方向と平行に延伸される。
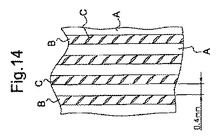
【図14】図14は、本発明のフィルム構造の概要の表現であり、顕微鏡写真の図1の現実的な表現に対応する。
【0053】
参照の文字(A)、(B)および(C)の意味は、図1の記述から理解される。
図2 a、bおよびc、図4および図6は、説明をそれ以上要求しない。図1の顕微鏡写真は実施例1で説明されるように作成された単一のフィルムであり、直線的に伸びる領域(A)を示す。領域(A)は領域の幅全体にわたりそれぞれ波打っている。ウエブ(B)は図3に示されたインターメッシンググルーブドローラーで鋭い刃のクレスト間で薄く引っ張られている。ウエブ(B)はきわめて薄い「ネッキング−ダウン」ゾーン(C)を含む。写真には(A)の(B)の間に個別の分離帯があることを示す。高分子材料は白く着色され背景は黒い。
【0054】
波打ちを強調するために、写真では(A)と(B)が伸びる方向とほとんど平行に試料に光が投射されている。同じフィルム材料からの試料の顕微鏡写真であるが、他の角度での測定によれば、半波長(l)と1つの波の高さ(h)の比率(l/h)は一般に約4:1である。図7のスケッチは半波長(l)および波の高さ(h)の意味の誤解を回避するために描かれた。比較のため、図7の中の比率(l/h)は3:1である。最大で8:1もの高い比率でも、暖かい感触を備えた本発明による薄いフィルムを提供すると考えられる。
【0055】
一方、領域(A)での主配向方向は、これらの領域の伸びる方向と45度の角度を為す。これは実施例1に記載された製造方法から理解される。顕微鏡写真内の黒色の斜めの線は、鋭い刃のクレスト間での延伸がウエブ(B)においてこの角度をどの程度大きくするかを示す。これらの線はスプリットとして存在する。しかし、空気を通す試みは否定的な結果を与え、それらが非常に薄膜部分、言いかえれば「ネッキング−ダウン」ゾーンであることを示した。それらは、特にフィルムの柔軟性に寄与する。また、2つのフィルムが本発明にかかる直交積層物を形成するためにともに延伸された場合にも、それらが生じる。他方では、これらのスプリット様の線は、原料組成物の変更、および/または作業条件のパラメータの変更、および/または引き続く分裂プロセスにより、真のスプリットおよび/または貫通するミクロボイドを形成することは容易であることを示す。これは、例えば実施例1で使用されるHMWHDPEよりも分裂耐性の低いグレードのポリマー組成物に基づくことにより、および/またはスプリットを誘発する粒子状物質の混合により確立できる。この関連では、延伸の際に貫通するミクロボイドを形成する際には通常使用される量よりも、そのような粒子状物質の濃度は少なくすることができ、また少なくすべきである。
【0056】
先の一般的な記述では、隣接する領域(A)の平均ゲージに対する割合として表現される、各ウエブ(B)の平均ゲージのための望ましい範囲が言及された。ウエブ(B)にスプリットが提供されている場合、分裂したミクロの領域は平均の計算に含まれなければならず、ゲージゼロに寄与する。
【0057】
上記のように、顕微鏡写真は実施例1に記載されたように作られた単一のフィルムを示す。この実施例は、さらに同じ出発フィルムに基づく2プライの直交積層物を試作する。この直交積層物の顕微鏡写真は図1と同じに見えるが、ウエブ(B)の写真はスプリットの様に見える十字交差する線を示す。しかし実際には、2つのフィルム中に非常に薄い延伸ラインがある。
【0058】
図2a、bおよびcは、本発明による直交積層物中の2つのフィルムがどのように、互いに完全にカバーする領域(A)と、これも互いに完全にカバーするウエブ(B)を有しているかを示す。既に言及された畝溝(C)は、これらの図では省略されている。図2cで示されたように、ウエブ(B)は互いに結合またはブロックされない。一方領域(A)は、少なくとも互いにブロックされる。これは、ラミネート層(スケッチ中には示されない)によって通常確立される。一般的な記述の中で言及されるように、ブロッキングする傾向は(A)と(B)の間の境界で高い。これは、2つのフィルムが、溝が彫られたローラーのクレストの鋭い端の上で強く引っ張られるからである。しかしながら、好ましくは、領域(A)の主な部分は規則的にともに結合されるべきであり、これは図5に記載される。
【0059】
図2aおよび2bの線が示すように、配向の方向は全体にわたり十字交差する。これらの領域が伸びる方向(それは、通常機械方向であるが、しかし常にそうではない)と領域(A)内の2つのフィルムの配向方向とが作る角度は、ここでは+45度および−45度であるが、実際には約+/−5度から+/−80度であることができる。
【0060】
しかしながら、ここに示されたように対称である必要はない。2つのフィルム中の配向は、領域(A)およびウエブ(B)が伸びる方向に関して見て、1つの側であることさえできる。これは図8に示される。ここで(1)は(A)と(B)が伸びる方向である。(2)は直交積層物中の1つのフィルムの配向の主方向、および(3)は別のプライの配向の主方向である。両方の場合に、これらの配向は領域(A)を示す。請求項10において、配向のアレンジメントはより正確に表現される。この非常に非対称のアレンジメントの目的は、直交積層物に特別のよい穴あけ耐性を与えることであるが、他のいくつかの強度特性が犠牲にされる。
【0061】
図3に関して、ウエブ(B)の部分的な横方向の延伸を達成するインターメッシンググルーブドローラー(112)および(113)は、鋭い端(115)を備えたそれらの円形の歯の上に水平なクレスト(114)を有している。(軸方向では水平であるが、軸に垂直な方向ではそれらは円形である。)。これは、延伸を(111)の番号が付けられたウエブ部分に制限する。平面クレスト(114)上に置かれたフィルム材料部分は、実際には延伸されていない領域(A)を形成する。完全にこれらの領域の延伸を回避するために、フィルムの残りの部分が暖かい空気、たとえば約40℃で処理される一方、溝が彫られたローラーは、低温、例えば15から20℃で好ましくは維持される。ローラー表面の製造精度の要求は高度である。また、短いセグメントからローラーの外側部分を作ることは高度に望ましい。
【0062】
一般的な記述の中で言及されるように、ローラー112または113のうちの1つにおいては、クレストは端を丸くすることができ、また全体を丸くすることができる。その結果、横方向の延伸および薄い「ネッキング−ダウン」ゾーン、または分裂の形成がさらにこれらのクレスト上で起こる。これは、ウエブ(B)が領域(A)より広くなるということを意味する。ある強度は向上されることがあり、これによって織物の外観が幾分発現しなくなる。
【0063】
1のローラー(112)または(113)の上のクレストを丸くした場合、そのローラーは好ましくは加熱されるべきであり、たとえば15から20℃にされる。プロセスは、約40℃の空気温度の環境に好都合におかれる。フィルムは、この環境によって最初にあらかじめ熱せられる。次に、それは比較的冷たいローラーに入り、領域(A)を冷やす。また、最後に、フィルムは、2つのローラー間でニップにより横に延伸される。この延伸は暖かいフィルム部分を含む。
【0064】
図4に示されるフローシートの一つの工程段階は、「直線状ストライプ中のラミネーションおよび結合」と呼ばれ、「ストライプと位置あわせされた鋭い刃の溝が彫られたローラー間でのT.d(横方向)での延伸」が、図5に示される機械で行なわれる。第一の言及された工程は、軸(118a)および(119a)を有しているローラー(118)および(119)で行なわれる。これらのローラーはたとえば約90℃に加熱されて、フィルム上のラミネート間の結合を確立する。積層される異なる直線状ストライプ中で、均一な温度を達成するために、ローラー(118)の上流に第3の溝が彫られた加熱ローラーが存在することができるが、これは図示されない。結合はわずかに噛み合う溝が掘られたローラー(118)および(119)のニップで確立される。これらのローラー上のクレスト(120)は丸くされる。結合を達成するために溝が彫られたローラー間にある程度の噛み合いがなければならない。しかし、好ましくは、互いの噛み合いはこの工程における延伸を最小限にするために最低限にされる。
【0065】
ウエブ(B)を生産する延伸は、軸(112a)および(113a)を備えたローラー(112)および(113)の間で起こる。これらのローラーは鋭い端(115)を備えたクレストを有し、図3の中の(112)および(113)のように構築される。それらは、水を循環させることにより室温に好ましくは維持される。
【0066】
ウエブ(B)内の2つのフィルム間の結合を回避するために、このスタック中の溝が彫られたローラーはすべて、一点破線(121)によって示されるように正確に位置合わせされなければならない。この位置合わせは、ローラーが異なる温度である操作条件に関連する。それらが製造される時、したがって溝のピッチが計算されなければならない。1mの長さのスチールローラーは温度の10℃の増加につれて約0.11mm伸びる。
【0067】
フィルムがローラーのスタックを通るルートを逆にして、鋭い刃のクレスト間での延伸を、熱く丸い溝が彫られたローラー上でのラミネーションの前にすることは可能である。そのようなルートが使用される場合、ローラー(118)および(119)上の丸いクレスト間の噛み合いは深くなければならない。
【0068】
更に、ルートを逆にした時には、ローラー(118)は軟質ゴムでコーティングされた、ニップローラーによって置き換えられ、好ましくは加熱される。この場合、他のすべての領域(A)は、ニップで結合されるようになる。溝が彫られたローラーのうちの1つが図9aまたは9bに示されるような波形の表面形を有し、調和する溝が彫られたローラーが真円の場合、それはゴムローラーと一緒にニップを形成するものでなければならない。さらにこのニップはニップを通過するA−領域に若干のU−字形を生産し、1方向の剛さを改良する。
【0069】
図7は、図1の記述に関連して既に説明された。
図8は、図2aおよびbの記述に関連して既に説明された。
【0070】
図9aは、実施例3で使用される、鋭い刃の溝が彫られたローラーのうちの1つの表面の波打ちを示す。互いに噛み合う鋭い刃の溝が彫られたローラーは、波打ちのない円形の表面を有している。スケッチに示されたように、波打ちの形は一般にシヌソイドであるが、曲率半径はローラー軸からの距離が最大な場所で最も大きく、この距離が最短(0.5mm)のところで、最も小さい。実際、実施例3で使用される曲率半径は68mmで、ローラー半径と等しい。さらに、所望のフィルム構造によって、それは別の方法でありえる。あるいは、2つの言及された半径は等しいことがある。このシステムでは、溝が彫られたローラー間の延伸/エンボシングは、フィルムまたはフィルムアセンブリーの1つの表面から主として突き出る、細長い「ポケット」を形成する。
【0071】
あるいは、両方の溝が彫られたローラーに、シヌソイド表面形状が提供されることができ、1つのローラー上の最も大きな直径の領域(200)が、別のローラーの最も大きな直径の領域とマッチするようにされる。この場合、1つの表面から出る「ポケット」はそれぞれ、反対の表面から出る2人の隣り合った突き出しを有している。フィルムの伸ばし過ぎを防止するために、このシステムでは波打ちローラー表面は、上に記載されたシステムにおいて望ましい波打ちより一般に浅くあるべきである。
【0072】
両方の表面上の「ポケット」の形成も、図9bの中で示されるように各々形作られた1ペアのローラーで達成できる。1つのローラーのローラー軸からの最も大きな距離の位置(200)が、別のローラーの隣接する同様の位置(200)の間の中央部(201)に一致するように、相互に2つのローラーを調節しなければならない。
【0073】
図9bに示されたローラーのタイプは、さらに波打ちのない円形の表面を有するローラーと一緒に働くことができる。このようにフィルム中に比較的短いボスを形成することができる。ローラー上の各波の「先端(tip)」上で、端はフィルムのボスの先端のフィブリル化を促進するために丸くされることがある(以下を参照)。これらの先端はさらに完全に穿孔することができる。
【0074】
図10aおよびbでは、図9aでのように、溝が彫られたローラーのうちの1つは波形の表面を有しており、他の1つは円筒状表面を有している。波形の表面によって形成された線状の領域(A)のピークはマークされる(202)。図10aでは、1つの領域(A)の中のそれぞれのピークは、波形の表面を備えたローラーによって形成された2つの隣接する領域(A)の各々のピークに直接隣接している。これは、生成物をそれが織ってあるようにみせ、かつ柔軟性を向上する。
【0075】
図10bでは、それは反対である。1つの領域(A)の中のピークはそれぞれ、波形の表面を備えたローラーによって形成された、2つの隣接する領域(A)の各々で2つの最も接近しているピークの中間にある。これは、構造に幾分の剛さを提供する役目をし、それはある場合、たとえばバックを作る場合には望ましい。
【0076】
すべての場合に、波形の表面および鋭い端は放電加工によって最も良くつくられるが、ローラー中の溝はターニングによって形成されることもできる。鋭い端を摩耗抵抗性とするために、高炭素含量の鋼が好ましく選ばれる。これは放電加工プロセスによって特に硬くなる。
【0077】
波形のクレスト上の先端が丸くされることが所望の場合、これは電解研摩とその後の放電加工により行うことができる。
【0078】
図11の正確な理解については、米国特許5,248,366(Rasmussen)の図1、2および3、並びに関連する記載が参照される。これらの図は、チューブのヘリカル切断を示す。図のプロセスの前にたたまれたレイ−フラット(lay−flat)の形で、配向の主方向がその長さ方向と平行とされて提供された。米国特許5.248,366の図1の中で、アンワインディングリール(9)、テイクオフローラー(11)およびコンベヤーベルト(17)はフレーム(5)および(6)内に配置され、「タンブリング(tumbling)」動作、つまりリール(9)の軸またはローラー(11)およびコンベヤーベルト(17)を支持し運転するローラーの軸が、軸(23)のまわりで回転する。これは前述のローラー軸に垂直で、一般にたたまれたレイ−フラットフィルム(10)の中間を通り抜ける。後者は、ねじられながら移動して、固定マンドレル(14)の上をインフレーションし運ばれる。インフレーションは空気により補助される。この空気は送風機(13)により導入され、マンドレル(14)を吹く。ねじられながらの移動は、ローラー(11)の周囲速度および「タンブリング」の回転によってコントロールされる。膨張したフィルム(10)はマンドレル(14)の上を通過する。それは気流によって円滑化され、それが固定されたナイフ(18)によって螺旋形に切断されるまで安定した管状の形で維持され、巻取りシステム(20)、(21)および(22)によって巻き取られる。
【0079】
本明細書の図11を参照する。「タンブリング」アレンジメントの新態様では、テイクオフローラー(11)が、ペアまたは一連の機械方向(m.d.)延伸ローラーで置き換えられるか、またはこれらが追加される。これは単に上に記載されたような1セットのギヤーローラーであることができる。マンドレル上のヘリカル切断の後、斜めに配向されたフィルムは、鋭い刃の溝が彫られたローラー間でのt.d.延伸/エンボス加工に直接行くことができる。または同様に同時に作られたバイアス配向されたフィルムと、最初にまたは同時にサンドイッチにされ、2つのフィルムの配向が互いに交差するようにすることができる。
【0080】
米国特許5,248,366に戻ると、図2および3は、その明細書の図1の方法および装置の変更を示す。この変更では、アンワインディングリール(9)の軸は、「タンブリング」がその周囲で起こる軸(23)と一致する。ガイド装置(28)、(29)および(30)(図3を参照)が、ゾーン(31)にあり、「タンブリング」の軸(23)に垂直にスタートするフィルム11の前進が折りたたみにより変えられ、軸(23)と平行になるように配置される。「タンブリング」アンワインディングを実行するこの方法は、明細書の記載の図10の中で示される最初の工程として適用できる。
【0081】
チューブラーフィルムのための「タンブリング」アンワインディング装置内でのm.d.延伸ローラーの追加と、引き続いてチューブがねじられながらマンドレルの上を通りつつヘリカル切断されることは、本発明の主目的である織物様のフィルムのためのその使用と無関係に、それ自体本質的に発明と考えられる。この関連では、m.d.−延伸方法はギヤーローラーの使用に制限されていないが、原則としてはローラーによって実行される任意のm.d.延伸方法でありえる。更に、たたまれたレイ−フラットからチューブへのフィルム形式の変更は、必ずしも空気(13)およびコンベヤーベルト(17)による膨張を要求しない。これらの態様は望ましい。しかし、代替え方法を選ぶことができる。
【0082】
図13のスケッチを参照する。熱処理のためにデバイスに入る際に、フィルム(203)は図1の顕微鏡写真に示される構造を有していることが理解されるべきである。この顕微鏡写真について言及されたように、直線状の領域(A)と鋭角をなし、ウエブ(B)を横切る黒色の線はスプリットのように見えるが、真のスプリットではなく、非常に薄い「ネッキング−ダウン」ゾーンである。図13に示される熱処理の目的は、これらの高度に延伸された、非常に薄い「ライン」を分裂させ、溶融または半溶融によりこれらの「ライン」の少なくとも一部が真のスプリットに変形されるが、ウエブ(B)をひどく分裂させて直線状の領域(A)間の接続が破壊されるようにはしない。
【0083】
フィルム(203)は紙面と垂直に伸びるスロットの上を引っ張られる。スロットは金属壁(204)によって形成され、矢印(205)によって示されるように熱いガス、通常は空気がスロットを通して流される。スロットへの入口には、スロットの長さの方向に熱いガスを均等に分配するチャンネル(図示されない)のシステムがある。また、ガス速度およびガス温度の完全な平等化は、セラミック製の小石(206)の充填によってさらに達成される。
【0084】
フィルム(203)は、テンターされた状態で、壁(204)に接してスロットの上を通る。後者は、チャンネル(207)を通って循環する冷却液によって冷却される。絶縁プレート(208)は、ガス流れの冷却を防ぐ。
【0085】
プロセス中に、フィルム(203)の速度は一定に保たれ、また、ガスの温度および速度は実験作業によって非常に正確に調節され、不適当なそれ以上の分裂のない「ライン」の所望の分裂を達成する。
【0086】
発明者の知識によれば、延伸によりフィルム中に薄い小さな領域を作成し、ついでこれらの小さな領域を、接触時間、ガスの速度および温度を互いに調節しつつ、熱ガスを使用して分裂させることにより、配向されたまたは配向されていないフィルム中に小さな穴または小さなスプリットを形成することは新規である。この方法は、請求項1に定義される構造に関連するその使用と無関係に発明と考えられる。
【0087】
実施例1
平均ゲージ18.6ミクロン(測定値17.9g/m2)の、以下の組成を有するチューブラーフィルムが共押出された:
− 中央の層、合計の65%:
添加剤および白色マスターバッチを除いてはすべてHMWHDPE。
− 外側表面層、合計の15%:
m.f.iが1.0のLLDPE70%と、50−60℃の溶融するメタロセンPE 30%。
− 内側表面層、100%のLLDPE。
ブロー比率は2.7:1である。また、円弧ダイスオリフィスのギャップは1.0mmである。これは、約50の指数までチューブラーフィルムが薄くされ、強い主として長さ方向の溶融配向を得ることを意味する。
【0088】
このチューブラーフィルムは45度配向を備えたウエブを形成するために螺旋形に切断される。そのような2つのウエブが、それらの配向方向が互いに交差するように40℃の暖かいローラー上でアセンブルされる。インラインで、アセンブリーは、図3に示される、溝が彫られたローラー間で横に延伸される。ローラー温度は水を循環させることによって20℃に維持される。それぞれの水平なクレストの幅は0.4mmである。また、各ローラー上の溝のピッチは1.2mmである。これは互いに噛み合うクレストの各一組間で0.2mmのスペースを残す。互いに噛み合う深さは1.00mmである。それは利用可能な溝が彫られたローラーで得ることができる、最も深いものである。自発的な収縮の後の平均のt.d.延伸比率は1.65:1である。
【0089】
フィルムは結合について試験される。また、フィルムの横方向に延伸された部分および延伸されていない部分の間の境界で、2つのフィルム間に強いブロッキングがあることがわかった。
【0090】
螺旋形に切断されたフィルムのうちのいくらかは同様にt.d.方向に延伸された単一のフィルムである。これによって得られた構造、および直交積層物中のフィルムの各々に類似する構造は、図1の顕微鏡写真に関連して記載される。 実施例2の後に記載されるように、生成された直交積層物が試験された。
【0091】
実施例2
同じ押出フィルムを使用し、実施例1のように、45度の同じヘリカル切断、同じ直交積層、および横方向の延伸/積層プロセスが行われた。しかしヘリカル切断の前に、レイ−フラットチューブラーフィルムは、軸と平行に延びる歯を備えた溝が彫られたローラー間で、m.d.方向にシーケンシャルな方法で延伸された。これらの歯のクレストは、直径1.9mmの半円である。また、各ローラー上の溝のピッチは5.0mmである。フィルムへの入口および出口での張力、およびローラー間の互いの噛み合いにより、平均延伸比率は1.4:1とされた。延伸は、溝が彫られたローラーのうちの1つの丸い歯の上で起こる。一方、別のローラーの歯の上のフィルムは延伸されない。
生成された直交積層物の試験は以下に記録される。
【0092】
実施例1および実施例2のフィルムの比較試験
2つの直交積層物および押し出されたチューブラーフィルムの引張試験がされた。また半球状の先端を有する直径10mmの「ホーン」の穴あけに対する穴あけ強度に関してテストされた。
【0093】
引張試験は、毎分500%の伸びに対応する速度を利用して、幅25mmで、45度、またはm.d.またはt.d.で切断した試料について行われた。降伏力、極限引張強さおよび破断時の伸びは応力/歪み図から決定された。目標は、すべての方角において高い破断時の伸びとともに、大きな極限引張強さを有するフィルムを生産することだった。
【0094】
穴あけ耐性検査は、中央に各々35mm直径の円形の開口部を有している2つの環の間に、フィルム材料をしっかりと挟むことにより行なわれる。「ホーン」はこの開口部に関して中心に位置され、フィルム破損までフィルム材料へ毎秒5mmの速度で押し込んだ。深い押し込みと破壊時の大きな力が目標とされる。破壊強さは、ホーンの外周(mm)と厚さ(mm)を乗じたもので割ることにより、ニュートンからMPaに変換される。
相対的な試験の結果が次の表に示される。
【0095】
a) ホーン穴あけ試験
押出フィルム、さらなる処理はない、ゲージ17.9g/m2
【0096】
【表1】
実施例1、ゲージ22g/m2
【0097】
【表2】
実施例2、ゲージ19g/m2
【0098】
【表3】
引張試験
押出フィルム、さらなる処理はない、ゲージ17.9g/m2
【0099】
【表4】
実施例1、ゲージ22g/m2
【0100】
【表5】
実施例2、ゲージ19g/m2
【0101】
【表6】
【0102】
実施例3
実施例1と同じ押出フィルムが使用され、実施例2と同じくシーケンシャルにm.d.方向に延伸された。ヘリカル切断は当初のm.d.に対して30度で行なわれる。30度配向のフィルムは、鋭い刃の溝が彫られたローラー間で一部分は単一のフィルムで一部分は直交ウエブで、横方向に延伸/エンボス加工された。溝が彫られたローラーおよび溝が彫られたローラープロセスは、以下の点でのみ実施例1に記載されたものと異なる:
【0103】
1) 溝は互いにより深く噛み合うことを可能にするために、わずかに深く、1.2mmでセットされる。
2) 図9aの中で示された通りに、鋭い刃のクレストを備えた2つの溝が彫られたローラーのうちの1つは、波形の表面を有している。1.2mmの噛み合いは、波打ちのトップの部分に関する。
3) そのプロセスは外界温度25℃で行なわれる。生成された単一プライはゲージ9.5g/m2を有している。また、生成された直交積層物は19g/m2である。単一プライフィルムの顕微鏡写真は図12に示される。2つの生成物の構造は、顕微鏡で観察された時、図1に示される構造とほぼ同じに見えるが、以下の点で相違する:
【0104】
1) 「リボン状の領域」(A)の波長は図1では約0.6−1.2mmで不規則であるが、ここでは均一であり図9aに示されるローラーの波長と一致する。つまり2.5mmである。
2) 薄い「ウエブ」(B)は図1では(A)より狭いが、ここでは(A)よりわずかに広く、改良されたたわみ性を与える。
3) 波打ちの「振幅」、つまり一方の高い領域と反対側の隣接した高い領域の間の平均の垂直距離は、ここでは約0.5−0.6mmであり、フィルムに特に暖かい感触を与える。溝が彫られた鋭い刃のローラーのうちの1つの波打ちの「振幅」が、高々0.25mmであるので、この大きな「振幅」は注目すべきである。それは、ギヤーローラー延伸によって生産された各領域(A)内の、可変配向角度の結果である。
【技術分野】
【0001】
本発明の目的は発明の名称の通りである。織物の特性により、柔軟で暖かい感触が主として意味される。特には本発明は非常に軽量のフィルム材料に関し、本発明の実施態様は貫通穴の多孔質でありおよび/または、たとえば引裂伝播抵抗、引張強さおよび穴あけ強度について高い強度を有するフィルム材料に関する。
【0002】
40−50年の間に、織物特性を示す熱可塑性の高分子材料から作られたフィルム材料の製造のための多くの提案および少数の工業プロセスがあった。しかし製造工程の複雑さおよび/または比較的高い機械コストのため、これらの技術は一般にスパンフィラメントに基づいた不織布技術とは競争にならなかった。特には面積当たりで小さい重量を備えた材料の開発が困難だった。本発明の目的はさらに、比較的小さい機械コストおよびプロセスを実施する上での簡単さを目的とする。
【0003】
両方とも発明者の実験室で開発された発明に関する、WO06/072604およびWO06/120238は、当初の配向とは直角な方向における一軸延伸を、クレスト(crest)が一般に平坦であり、鋭い端部を有する、互いに噛み合う溝が彫られたローラー(インターメッシンググルーブドローラー:intermeshing grooved roller)間を通すことにより行うことを開示する。細かいパターンのより厚い直線状の「ボス」および介在する薄い「ウエブ」がこれによって形成される。また、溝が彫られたローラーのクレストの鋭い端部により、パターン中の2つの領域間に明瞭な分離があった。
【0004】
両方の発明では、この延伸は直交積層物の製造の1工程である。最初の特許では、生成されたパターンの厚さの相違が直交積層物中の内部のミクロ−チャンネルシステムを形成する役目をする。2つのフィルム中の互いに置き換えられた貫通穴と関連するチャンネルは、有利なタイプの貫通穴の多孔質を形成する。
【0005】
第2の発明での、二軸延伸された「ウエブ」への細かいパターンの導入の目的は、引裂伝播抵抗を改良することである。
【0006】
前述の両方の国際公開特許から理解されるように、鋭い端部を有するクレストを備えたインターメッシンググルーブドローラー間での延伸は、当初の延伸の方向が溝と平行か、または実際上平行である方法で実行される。しかしながら、本発明に先行する試みでは、発明者は上述の2つの発明のために設計された溝が彫られたローラーを異なる方法で使用した。すなわち、20ミクロンの厚さの共押出された一軸に溶融延伸されたHDPEフィルムを、溶融延伸方向とほぼ45度の角度で、および以前に試みられたものより深い溝が彫られたローラーのクレスト間で噛み合わせて延伸する。これは、ユニークな構造、すなわち図1の顕微鏡写真に示される構造のフィルムを生産した。この構造はフィルムに驚くべき柔軟で暖かい感触を与えた。そのようなフィルムはそれ自体、またはいくつかのフィルムのアセンブリーの形式で、いくつかの織物の用途に非常に適していることが明らかになった。以下の記載から明らかになるように、このフィルム構造およびそのようなフィルムのアセンブリーは複雑でないプロセスにより製造でき、比較的安く、安全に働く機械類を使用してできる。鍵となる機械は鋭い端部のクレストを備えた溝が彫られたローラー、およびフィルムウエブの連続的な方向に対して正確な角度で一軸延伸されるように設計された工業的に確立された複雑ではない機械である。
【0007】
本発明の生成物はフィルムまたはフィルムのアセンブリーである。そのフィルムまたはそれぞれのフィルムは、熱可塑性高分子材料から作られ、平行な帯状に形成された、直線的に伸びる領域(A)と、それから区別され以下に特定される直線的に伸び、該領域(A)と一体化されるウエブ(B)の配列(array)を含み、それぞれのウエブ(B)はその直線的に伸びた位置において隣接した部分(A)よりも薄く、フィルムまたはアセンブリーにおいて、(A)と(B)の両者は各位置で配向の主方向を有して配向される。前記のフィルムまたはアセンブリーの各フィルムにおいて、領域(A)の主配向の方向が(A)が伸びる方向と0よりも大きく80度以下の角度(v)を形成し、前記のウエブ(B)は、ネッキング−ダウンゾーン(necking−down zone)またはスプリットである一連の直線状の畝溝(furrow)(C)を含み、該畝溝は(A)が伸びる方向と(v)より大きい角度(u)を形成する点に本発明の生成物は特徴を有する。
【0008】
本発明の方法は延伸によってこの生成物を生産する方法で、フィルムまたは配向の主方向を有する各々フィルムのアセンブリーから作られる。延伸は第一の1ペアの互いに噛み合う溝が彫られたローラーによって実行され、前記の単一のフィルムまたはアセンブリーの各フィルムの主配向方向と異なる方角に、ただし最大80度の角度で延伸が行われる。本発明の方法は、1ペアの溝が彫られたローラーの少なくとも1つは、以下に特定される明瞭な部分を形成するに十分に鋭い端を備えたクレストを有しており、平行な直線状に伸びるフィルム材料のウエブ(B)の間に明瞭な部分を形成し、該フィルム材料は2つの第一の溝が彫られたローラーのクレストの間で冷延伸されており、直線状に伸びる帯状の領域(A)が存在し、該領域は鋭い端部のクレストの上に配置され、該溝を掘られたローラーの間で延伸されないか、または少なく延伸される。
【0009】
本明細書において使用される単語「冷延伸」は、フィルムの融点よりも著しく低い温度で行なわれた全ての延伸を含むことを意味する。しかし、好ましくは、約60℃以下の温度が選ばれる。
【0010】
領域(A)の幅の15%よりも広くないゾーン内で50%よりも大きな厚さの変化が生じた場合、1つまたは複数のペアの領域(A)とウエブ(B)の間の分離が明瞭であると考えられる。しかしながら、好ましくはそれはこの幅の10%よりも広くなく、より好ましくは5%よりも広くない。顕微鏡によりこれを検査できる。
【0011】
厚さの変化は、領域(A)のより大きな値から領域(B)のより小さい値への必ずしも一様の減少ではない。鋭い端に接している材料に力が集中するので、厚さのこの変化は一様な減少とそれに引き続く一様な増加であることがある。
【0012】
用語「ネッキング−ダウン」は、本質的にそれらの溶融温度範囲以下の温度でのポリマーフィルムの延伸に関して通常使用される。それは、延伸プロセスが不意に起こることを示し、フィルムの部分が肩の上の首のように見える。本発明では、「ネッキング−ダウン」ゾーン内の最小肉厚は、好ましくは周囲のウエブ(B)材料の厚さの高々50%であるべきである。
【0013】
フィルム生成物としてはユニークである、生成物に強度特性と織物の感触との組み合わせを与えるのは、3つの構造要素、すなわち記載された帯状の領域(A)、横方向の畝溝(C)、および残りの相互に連結するウエブ(B)である。畝溝(C)は、極めて薄い領域または規則的なスプリットであり、柔軟性のために特別な重要性を有している。
【0014】
本発明に非常にふさわしい原料は、少なくとも50%がHDPEまたはアイソタクチックもしくはシンジオタクチックPPから成るフィルムであり、好ましくはHMWHDPEであるが、さらに、他の熱可塑性高分子材料も使用可能であり、生分解性高分子も使用可能である。
【0015】
個々の第一の溝が彫られたローラー上の溝は円形であることができ、またはローラー軸に対して85度よりも小さくない角度のヘリカルであることができ、領域(A)およびウエブ(B)が機械方向と平行またはそれと小さな角度で伸びるようにする。円形の形の変化は、以下に記載される波打った表面である。
【0016】
各ウエブ(B)の平均ゲージは、好ましくは2つの隣接領域(A)の平均ゲージの最大70%である。これも顕微鏡で検査できる。これに関連して、領域(A)と隣接したウエブ(B)の間の境界は、厚さが前記の領域(A)の最も厚い部分と前記のウエブ(B)の最も薄い部分の間の平均値である位置であると考えられる。
【0017】
請求項1に記載されるように、領域(A)の中の配向の主方向が、(A)が伸びる方向と80度を超えない角度を形成することは必須条件である。高分子材料、出発物質中の配向、フィルムの厚さおよび他のパラメータに依存するので、この角度の一般的な量的最低限界を示すことは可能ではない。通常は、この角度は10度よりも小さくなるべきではなく、通常は20度よりも小さい角度が好ましい。しかしある場合には、好結果が約5度の角度で達成された。しかしながら、その選択は単純な実験作業の後に当業者にとって簡単に決定できる。
【0018】
第一の溝が彫られたローラー上のクレストが一般に水平であるという記載は、先に特定されたような明瞭な分離を生産することができる限り、溝(つまり、凸面である)に垂直な部分中でそれらがわずかに曲げられることがあることを示唆する。あるいは、それらはわずかに突き出す端部分を有していることがある、すなわちWO 06/072604の図6、およびWO 06/120238の図8で示されるようにわずかに凹面であることができる。そのような突出は、(A)と(B)の間の分離を特に明瞭に作る役目をすることができる。
【0019】
領域(A)およびウエブ(B)は機械方向と平行かまたは実際上平行となるようにつくられるとは、インターメッシンググルーブドローラー間で冷延伸される1つまたは複数のオリジナルのフィルムは、配向の主方向が機械方向と角度を為していなければならないことを意味する。これは、本発明の方法で使用される初期フィルムを、主としてその長さ方向に延伸されたチューブラーフィルムのヘリカル切断によって達成できる。それは、溶融または半溶融状態での配向のみによることができ、または初期フィルムはさらに冷延伸によって機械方向に配向されることができる。
【0020】
ヘリカル切断は、例えば米国特許5,248,366に示されるように実行されることができる。この確立された方法は単純で安全で、実際的である。しかしながら、もし初期フィルムにおいて溶融配向のみが望まれるならば、押出型からの取り出しに際し、チューブラーフィルムの取り出し手段に対して押出型を回転させることにより、らせん形の溶融配向が行える。そのようなバイアス配向方法も公知である。
【0021】
導入部で言及されたように、本発明の主な目的は織物のように柔軟で感触の暖かいフィルムを提供することである。この目的のために、フィルムの、またはアセンブリー中の各フィルムの平均ゲージは、好ましくは高々20gm−2であり、そして好ましくは高々15gm−2、さらには高々10gm−2である。これに関連して、実際上、アセンブリー中のフィルムを分離し、それらを個々に量るのは通常難しくないことが述べられるべきである。これはさらに以下に説明される。
【0022】
本発明の上記の言及された主目的、すなわち柔軟で暖かい感触を達成するためには、各領域(A)の幅は高々2mm、好ましくは高々1mm、およびさらにより好ましくは高々0.5mmであり、好適には領域(A)の配列の区分は高々4mm、好ましくは高々2mm、およびさらにより好ましくは高々1mmである。
【0023】
よいオーダーのために、英国特許1,526,722および米国特許5,028,289が直交積層物の製造方法を開示し、そこでは主として長さ方向の溶融配向された熱可塑性の高分子材料のチューブラーフィルムが、螺旋形に切られ、斜めに伸びる溶融配向を形成し、ついで互いに溶融配向が直交するように配置して、溝が彫られたローラー間で一緒に横方向に延伸される。しかしながら、溝が彫られたローラーは、異なる程度または配向方向を示すゾーン間の明瞭な分離を生産するためには適応されない。これに反して、比較的滑らかな直交積層物の製造が目的とされ、好ましくは、溝が彫られたローラー間での横方向の延伸が数工程で行われる。
【0024】
本発明の非常に重要な実施態様は、領域(A)が波打ち、それぞれの波打ちがそのような領域の幅方向に渡って伸び、領域に沿った各部分(A)は一般にサイン波状に伸び、またウエブは領域(A)の隣接した部分より短く、波打ちを安定化させる。図7は、波打ちの望ましい最小の高さ(h)を示す。波打ちは、一種の毛羽立ち(nap)の役割をし、日に当たった熱により暖かい感触を提供する。さらに、それは材料に審美的な織物の外観を与える。例えば鉱物黒鉛または雲母に基づいて作られたミクロフレーク形のピグメントが高分子材料中に分散された場合、材料はダイヤモンドのような光沢を得る。生成物表面の、例えばアルミニウムでの真空蒸着は同様の結果を達成できる。
【0025】
フィルムまたはフィルムのアセンブリーが一般に水平なクレストを有するインターメッシンググルーブドローラーを通過すると、この波打ちが自然に生じる。ウエブの延伸が機械方向に成分を有している張力を導き、張力が解放されたときにウエブは機械方向に沿っても収縮するためである。熱可塑性プラスチックフィルムのどんな一軸延伸も、延伸の方向に垂直な方向での収縮の傾向を導くことが留意される。本発明でのような、予め存在する配向の角度がそのような収縮を向上することが知られた。領域(A)は、実際には延伸力にさらされない。なぜなら、そのような力は鋭い端によって加えられ、したがって、溝が彫られたローラープロセスの後に実際に収縮する傾向を有せず、ウエブが収縮する場合にはプリーツを形成するからである。
【0026】
そのような「毛羽立ち」効果が望ましくないいくつかの用途では、波打ちは、高い温度で機械方向に延伸することにより排除できる。
【0027】
しかしながら、「毛羽立ち」効果は向上させることもできる。この目的のために、互いに噛み合う第一の溝が彫られたローラー間の記載された冷延伸の程度を、ペアの溝が彫られたローラー中の少なくとも1つのローラーのクレストに波形の表面を与えることによりシーケンシャルに変えることができる。これは、図において一層詳細に説明される。
【0028】
「シーケンシャルな配向」または「シーケンシャルな延伸」は、配向度または延伸の程度が繰り返して変わることを示す、公知の用語である。これは、配向または延伸の繰り返しがゼロである可能性を含む。
【0029】
1または両者のインターメッシンググルーブドローラーの表面で比較的深い波打ちを使用することにより、特に顕著にこの「毛羽立ち」効果が作られる場合、波形の溝が彫られたローラーのクレストに接するフィルム材料は、実際には未延伸の領域(A)とより強く延伸され、任意にフィブリル化された領域(B)との横方向で局所的にその個別の分離を失うことがある。したがって、単一のフィルムまたはアセンブリーの形をしている本発明による有利な生成物は、直線状に伸びる領域(A)が中断された線状に伸び、(A)よりも薄いウエブで形成された中断領域(D)は一般にウエブ(B)に類似し、また2つの前記のウエブ領域間の明瞭な境界はなく、それによってより薄い中断(D)を含む中断されたリニア領域(A)は波打ちし、このウエブ(D)がこの波打ちの波頭を形成する点に特徴を有する。
【0030】
既に言及されたように、初期フィルムの配向の主方向の確立は、機械方向で行われるかまたはらせんでの溶融または半溶融状態で行われるように限定され、または機械方向での冷延伸プロセスを含むことができる。ヘリカルな切断に先行し、溝が彫られたローラーでの延伸に先行するそのような冷延伸は、好ましくは軸と平行に伸びる歯を有する第二の溝が彫られたローラー間のシーケンシャルな長さ方向の延伸でありえる。好ましくは、各領域(A)の内の厚さおよび配向度はシーケンスに変化し、10mmより短く、好ましくは5mm以下である。
【0031】
そのようなタイプの溝が彫られたローラー間のシーケンシャルなm.d.延伸を実行することは公知である。歯がフィルムの表面へフィルムに対する圧力を垂直に働かせるので、通常最も高度な配向を受けるのは1または両方のローラーの歯と接触するフィルム部分になる。
【0032】
そのようなシーケンシャルな延伸を使用するいくつかの理由がある。1つの理由は、生成物の引き裂き伝搬強度および穴開け強度に関係する。配向度が小さい場合、これらの特性は通常最良である。しかし他方では、ヘリカル切断の前のある冷延伸は十分に平方メートル当たりの重量を下げるために必要なことがある。約1.5−2.0の範囲の冷延伸比率は多くの場合望ましい。しかしながら、そのような小さい比率で、連続的な方法で冷延伸を実行するどんな試みも、通常非常に不規則な結果を与え、より延伸された領域、あまり延伸されていない領域、および全く延伸されていない領域が互いにランダムで発生した。一方上記比率でのシーケンシャルな延伸は変化に秩序をもたらした。フィルムの違ったように延伸された部分はそのために横方向のバンド、帯を形成する。
【0033】
さらに、シーケンシャルな延伸を使用することにより、驚くべき結果が得られる。すなわち領域(A)の中での波の生成に対する重要な影響が起こる。シーケンシャルに延伸されたチューブラーフィルムがシーケンシャルな延伸の後に解放された時、最も延伸されたバンドは幾分横方向の収縮を行なう。これはより延伸されていなかったバンドに緩みを形成させる。それは、鋭い端部のクレストを有する溝の間で冷延伸する工程の間に領域(A)での波の形成を向上する。更に、領域(A)の波打ちは、フィルムの残りの部分より厚い場所で特に安定となる。
【0034】
エンボス加工によるフィルム中での突き出しボスを作ることは公知である。しかしながら、公知のエンボス加工では、これらのボスは一般に周囲の材料より細くなり、したがって、穏やかな圧力の下で突き出した形状を容易に失う。請求項3の生成物、および特には請求項4、5、20および/または28の生成物はこの点において優れている。なぜなら突き出した「ボス」はフィルム材料のより厚い部分を形成し、「ボス」を囲むほとんどの材料がより薄く、生成物に所望のたわみ性を提供するからである。
【0035】
鋭い刃のクレストを有する溝が彫られたローラーを出てきたフィルムまたはフィルムアセンブリーは、領域(A)およびウエブ(B)と平行に深くひだがつけられ、これらのプリーツを取り除くために通常横に伸ばされなければならない。これは、バナナローラーまたは同様の簡単な手段によって行うことができる。材料はこの延ばした状態で熱安定化されることができる。また若干のテンタリング(tentering)が行われることができる。好ましくは領域(A)およびウエブ(B)の連続する方向である程度の収縮が許容される。通常関連する力が小さいので、テンタリング装置は非常は単純なペアのベルトであることができる。上記の収縮は、例えばテンタリング装置に供給される前に、領域(A)およびウエブ(B)に垂直に伸びるプリーツをフィルムまたはフィルムアセンブリーに与えることにより得られる。
【0036】
本発明の第二の重要な実施態様では、請求項6により正確に述べられるように、生成物は直交積層物である。そのような生成物は、織物の触感に加えて、特に良好な引張特性、引裂伝播抵抗および穴あけ強度を示す。領域(A)の波打ち形状の上記の利点は、通常本発明のこの実施態様に当てはまる。個別のフィルムは、鋭い刃のクレストを有する溝が彫られたローラー間での各フィルムの冷延伸の後に、別のプロセスで一緒にされることができる。好ましくは、積層ローラーの間の小さな距離を維持しつつ、バインダーとして溶融フィラメントを使用した押し出しラミネーション法で一緒にすることにより、それぞれのフィルムのかさは保持される。
【0037】
より大きな引張強さだがより少ないかさを一般に提供するより単純な方法は、鋭い刃のクレスト間の冷延伸で積層を一体化し、フィルムのアセンブリーを延伸ニップ(stretching nip)内に、それらの主配向方が十字交差するような方向で供給することである。このニップをフィルムが通過した後、異なる直交積層フィルム中の領域(A)はその全長にわたり正確に互いにカバーし合い、またウエブ(B)も同様に互いにカバーする。これらの工程を通じて製造された直交積層物では、2.5cm幅のサンプルを毎分長さの500%に対応する速度で引っ張った時の、破断時の伸びは好ましくは100%以上であり、極限引張強さは10MPa以上であり、好ましくは15MPa以上である。
【0038】
共押出によって好適な積層が提供されたフィルムの使用下では、通常、この冷延伸中にフィルム間の結合またはブロッキングが確立され、領域(A)および(D)にまたはウエブ(B)と領域(A)または(D)の間の境界に提供される。フィルムをともに結合するかブロッキングする全てのプロセスは好ましくは、各ウエブ(B)の殆どが結合されておらず、ブロッキングされていないものに限定される。(用語「ブロッキング」は、通常非常に弱く、フィルムをゆがませずに剥がすことによりそれを取り除くことができる結合をいう)。
【0039】
領域(A)とウエブ(B)の間の境界、すなわち鋭い端に対して延伸されたフィルム部分においてブロッキングへの傾向が非常に発現されることは注目される。また、約60℃でわずかに粘着性を示す積層物を使用する場合、鋭い刃のクレスト間の室温での冷延伸は、多くの場合にラミネートの実用的な用途において十分なブロッキングを提供できる。しかしながら、いくつかの用途については、より強い結合の必要がある。しかしウエブ(B)は非結合であり、領域(A)および(D)の波打ちを維持する。これは鋭い刃のクレストを備えた溝が彫られたローラー間の延伸の前に、またはその延伸の後に実行される、領域(A)および(D)内の局所的なゾーンでの加熱により確立される。そのような加熱は溝が彫られたローラーの別の一組で実行されることができる。これは図5においてさらに説明されるように、それは鋭い刃のクレストと位置あわせして調節される。
【0040】
請求項10に述べられるように、特に良好な穴あけ特性を目指す特別な直交積層物が構成される。このアレンジメントは、図8においてさらに記載される。
【0041】
本発明の第3の特に重要な態様では、ウエブ(B)はフィブリル化されるか、または貫通したミクロボイドを有する状態である。このフィブリル化は実質的に局所的な配向の主方向に沿い、領域(A)はより少なくフィブリル化され、好ましくは本質的にフィブリル化されず、そして好ましくはあまり貫通したミクロボイドを有さず、好ましくは殆ど有しない。この構造を達成するためには、最初のフィルム材料の選択、および鋭い刃のクレスト間の冷延伸のパラメータの選択が、ウエブのフィブリル化させるかまたは貫通したミクロボイドを生成し、それらのコヒーレンスおよび(A)とのそれらの一体的な接続を維持し、フィブリル化が局所的な配向の主方向に実質的に平行に起こるように適合される。したがって、出発物質はそのようなフィブリル化または貫通したミクロボイドを生産するのにふさわしい添加剤を含むことができる。
【0042】
この方法の1つの実施態様は請求項32に、別の実施態様は請求項33に述べられる。両方はさらに以下に説明される。しかしながら、本発明の第3の態様の構造は、連続的な構造中にウエブを形成するが、平行な「ネッキング−ダウン」ゾーンの形をしている畝溝(C)を備えたウエブを形成する条件下で、溝が彫られたローラー間で延伸を行うことにより確立できる(図1およびその記述を参照)。延伸の後に、だが好ましくはこれとインラインで、「ネッキング−ダウン」ゾーンが分裂されて実際にスプリットを形成する。そのような分裂は異なる方法で実行できるが、好ましくは熱風の流れの上でテンターしつつ生成物を通過させ、処理条件(空気温度、空気速度、フィルムの速度)を適応させ、分裂を「ネッキング−ダウン」ゾーンに限定する。このスプリットの形成方法の1つの利点は、加熱によって壊されたポリマー部分が配向を失い、そのためにさらなるスプリットを防止することである。
【0043】
請求項32と33による方法の理解については、英国特許第148,382(Rasmussen)が参照される。この特許は、ポリマーブレンドから作られた配向フィルムのフィブリル化による非常に細かい繊維網目の製造に関する。特許から引用すると、そのような繊維網目は、結晶化可能な高分子量高分子材料Aと高分子材料Bを溶融してコロイド的に混合し、ここで高分子材料BはAとは化学的に異なり、Aよりも低い融点を有し、Aよりも大きなメルトインデックスを有している、前記の溶融混合物をシートとして押出し、シートが溶融した状態でシートを押出の方向に強く引張ることによりシートの相を配向させ、延伸されたシートを冷却し、高分子材料Bを流動性の状態に保ったまま高分子材料Aを結晶化し、凝集させ、高分子材料Bを湿潤し、または部分的に浸出させてシート材料を分裂させ、配向の方向の横方向にそれを延伸することにより形成される。
(シンボルAおよびBの使用は、本発明の請求項での同じシンボルの使用とはもちろん異なる。)
【0044】
前記の特許は、そのような条件下でBと呼ばれるポリマーが、Aと呼ばれるポリマーの「針状結晶」のまわりに、隣接した形成された結晶の間に直接の接続が依然としてあるが、薄い膜を形成する傾向があると説明する。特許は、さらに好適な「B」ポリマーとしてポリオキシエチレンに言及する。
【0045】
本発明に関連して、成分を外に浸出させるか、湿潤することは経済的に実現可能ではない。しかし古い特許に記載された構造、すなわち針状に形成された結晶が部分的に薄い膜によって分離される構造は、フィブリル化に非常にふさわしい。これが請求項32と33の背景である。
【0046】
請求項32については、2つの言及されたポリエチレンは化学的にみてほとんど同一であるが、それらの分子量の大きな差によりHMWHDPEが「針状結晶」を形成し、他のHDPEがそれらの針の間により脆弱な膜を形成することは注目される。これは、生成物中の適切に高い強さを維持しつつ、スプリット生成の可能性を維持する。
【0047】
請求項33の方法は、特にはおむつ、すなわち皮膚と直接接触するウエブの製造方法に関する。尿は部分的に水溶性のポリマーを溶かす。それによりスプリットが表面に暴露されるようになる。そのために、それは皮膚上を円滑に動く。この水溶性のポリマーへ殺菌剤を加えることができる。
【0048】
すべての用途ではないが大部分の用途では、本発明の第3の実施態様、すなわちフィブリル化または貫通穴の形成は、第一の実施態様、すなわち領域(A)(および存在する場合には(C))の波打ち、および/または第2の実施態様、すなわち直交積層と共に好ましくは実行される。
【0049】
本発明によって作られたフィルムまたはフィルムアセンブリーは、特別な特性を備えたバッグ、およびいくつかのタイプの衛生用品の製造に非常にふさわしくなりえる。例として、本質的にフィブリル化されていない形式の、および貫通穴のないフィルムまたはフィルムアセンブリーは、ごみ袋に非常にふさわしい。
【0050】
上に記載されるように、1または両方のインターメッシンググルーブドローラーの上の比較的深い波打ちを使用した冷延伸は、連続的なラインの代わりに中断されたラインを有する領域(A)作ることができる。特に大きなかさおよび/またはフィブリル化もしくは貫通穴の多孔性の程度を達成するために、ある程度強さ特性が犠牲にされるが、この効果は領域(A)が直線であるという特性を失い、多くの直線配列で配置された「ドット」である限り得られる。
【0051】
本発明は、さらに記載された本発明の方法の工程を行なうのにふさわしいすべての新しい装置を包含する。本発明は、図に一層詳細に記載されられる。
【図面の簡単な説明】
【0052】
【図1】図1は本発明にかかる単一のフィルムの顕微鏡写真である。これは実施例1に記載されたように生産されたフィルムである。
【図2】図2a、bおよびcは、本発明による直交積層物のスケッチだが畝溝(C)を無視している。領域(A)のプリーツ加工は延伸されて無くなったと認識される。図2aは、ラミネートの1プライを示す。2bは他のプライを示し、領域(A)の方向およびウエブ(B)の方向に沿って示されている。図2aおよびbの上の線は、全て配向の主方向を示す。図2cはラミネートの断面を示す。ウエブ(B)は延伸され薄く、結合されていない。一方領域(A)は、互いに少なくとも点または線で、または領域(A)と(B)の境界に沿って結合される。図2cでは、領域(A)およびウエブ(B)の幅の上に、厚さが10倍の寸法で示されていることに注意されたい。
【図3】図3は、鋭い端を備えた円形のクレストを有する、2つの溝が彫られたローラーの表面の部分の横断面を示す。それは互いに噛み合い、フィルムまたはフィルムアセンブリーを延伸する。
【図4】図4は、本発明によって直交積層物を生産する2つのラインを表わすフローシートである。2つの工程の、「積層と直線状のストリップへの結合」、および「ストリップと位置あわせされた鋭い刃の溝が彫られたローラー間でのT.d.方向の延伸」は、図5に示される装置によって実行される。
【図5】図5は、最初に2つ以上のフィルムを一緒にストライプに結合し、次いでアセンブリーの結合されていないストライプを横方向に延伸する、溝が彫られたローラーのスタックの表面の断面図である。すべての溝が彫られたローラーは、それぞれの運転温度において互いに正確に位置あわせされる。
【図6】図6は、すべてインラインでの直交積層物の製造の単純化されたプロセスを示すフローシートである。
【図7】図7は、領域(A)のプリーツ加工の深さに関する記述の根拠として役立つスケッチである。
【図8】図8は、領域(A)の延伸方向(1)と、2つの直交積層フィルムのこれらの領域の配向の主方向(2)および(3)を示すスケッチである。
【図9】図9aおよび9bは、図3に関して記載された、溝が彫られたローラーのクレストの表面の形の変更を表わす断面図である。
【図10】図10aおよび10bは2つの異なるパターンの波打ちを示すスケッチである。それは図9aおよび9bで示されるローラー形状で得ることができる。
【図11】図11は特に実際的な組合わせの製造工程のフローシートである。
【図12】図12は、図1に類似する顕微鏡写真であり、本発明にかかる単一のフィルムを示す。この場合、図9aに示されるローラーを使用して、実施例3に記載されるようにして、フィルムは生産された。
【図13】図13は「ネッキング−ダウンゾーン」から開いたスプリットになる、畝溝(C)の展開の過程を例証するスケッチである。スケッチでは機械方向と平行に延伸される。
【図14】図14は、本発明のフィルム構造の概要の表現であり、顕微鏡写真の図1の現実的な表現に対応する。
【0053】
参照の文字(A)、(B)および(C)の意味は、図1の記述から理解される。
図2 a、bおよびc、図4および図6は、説明をそれ以上要求しない。図1の顕微鏡写真は実施例1で説明されるように作成された単一のフィルムであり、直線的に伸びる領域(A)を示す。領域(A)は領域の幅全体にわたりそれぞれ波打っている。ウエブ(B)は図3に示されたインターメッシンググルーブドローラーで鋭い刃のクレスト間で薄く引っ張られている。ウエブ(B)はきわめて薄い「ネッキング−ダウン」ゾーン(C)を含む。写真には(A)の(B)の間に個別の分離帯があることを示す。高分子材料は白く着色され背景は黒い。
【0054】
波打ちを強調するために、写真では(A)と(B)が伸びる方向とほとんど平行に試料に光が投射されている。同じフィルム材料からの試料の顕微鏡写真であるが、他の角度での測定によれば、半波長(l)と1つの波の高さ(h)の比率(l/h)は一般に約4:1である。図7のスケッチは半波長(l)および波の高さ(h)の意味の誤解を回避するために描かれた。比較のため、図7の中の比率(l/h)は3:1である。最大で8:1もの高い比率でも、暖かい感触を備えた本発明による薄いフィルムを提供すると考えられる。
【0055】
一方、領域(A)での主配向方向は、これらの領域の伸びる方向と45度の角度を為す。これは実施例1に記載された製造方法から理解される。顕微鏡写真内の黒色の斜めの線は、鋭い刃のクレスト間での延伸がウエブ(B)においてこの角度をどの程度大きくするかを示す。これらの線はスプリットとして存在する。しかし、空気を通す試みは否定的な結果を与え、それらが非常に薄膜部分、言いかえれば「ネッキング−ダウン」ゾーンであることを示した。それらは、特にフィルムの柔軟性に寄与する。また、2つのフィルムが本発明にかかる直交積層物を形成するためにともに延伸された場合にも、それらが生じる。他方では、これらのスプリット様の線は、原料組成物の変更、および/または作業条件のパラメータの変更、および/または引き続く分裂プロセスにより、真のスプリットおよび/または貫通するミクロボイドを形成することは容易であることを示す。これは、例えば実施例1で使用されるHMWHDPEよりも分裂耐性の低いグレードのポリマー組成物に基づくことにより、および/またはスプリットを誘発する粒子状物質の混合により確立できる。この関連では、延伸の際に貫通するミクロボイドを形成する際には通常使用される量よりも、そのような粒子状物質の濃度は少なくすることができ、また少なくすべきである。
【0056】
先の一般的な記述では、隣接する領域(A)の平均ゲージに対する割合として表現される、各ウエブ(B)の平均ゲージのための望ましい範囲が言及された。ウエブ(B)にスプリットが提供されている場合、分裂したミクロの領域は平均の計算に含まれなければならず、ゲージゼロに寄与する。
【0057】
上記のように、顕微鏡写真は実施例1に記載されたように作られた単一のフィルムを示す。この実施例は、さらに同じ出発フィルムに基づく2プライの直交積層物を試作する。この直交積層物の顕微鏡写真は図1と同じに見えるが、ウエブ(B)の写真はスプリットの様に見える十字交差する線を示す。しかし実際には、2つのフィルム中に非常に薄い延伸ラインがある。
【0058】
図2a、bおよびcは、本発明による直交積層物中の2つのフィルムがどのように、互いに完全にカバーする領域(A)と、これも互いに完全にカバーするウエブ(B)を有しているかを示す。既に言及された畝溝(C)は、これらの図では省略されている。図2cで示されたように、ウエブ(B)は互いに結合またはブロックされない。一方領域(A)は、少なくとも互いにブロックされる。これは、ラミネート層(スケッチ中には示されない)によって通常確立される。一般的な記述の中で言及されるように、ブロッキングする傾向は(A)と(B)の間の境界で高い。これは、2つのフィルムが、溝が彫られたローラーのクレストの鋭い端の上で強く引っ張られるからである。しかしながら、好ましくは、領域(A)の主な部分は規則的にともに結合されるべきであり、これは図5に記載される。
【0059】
図2aおよび2bの線が示すように、配向の方向は全体にわたり十字交差する。これらの領域が伸びる方向(それは、通常機械方向であるが、しかし常にそうではない)と領域(A)内の2つのフィルムの配向方向とが作る角度は、ここでは+45度および−45度であるが、実際には約+/−5度から+/−80度であることができる。
【0060】
しかしながら、ここに示されたように対称である必要はない。2つのフィルム中の配向は、領域(A)およびウエブ(B)が伸びる方向に関して見て、1つの側であることさえできる。これは図8に示される。ここで(1)は(A)と(B)が伸びる方向である。(2)は直交積層物中の1つのフィルムの配向の主方向、および(3)は別のプライの配向の主方向である。両方の場合に、これらの配向は領域(A)を示す。請求項10において、配向のアレンジメントはより正確に表現される。この非常に非対称のアレンジメントの目的は、直交積層物に特別のよい穴あけ耐性を与えることであるが、他のいくつかの強度特性が犠牲にされる。
【0061】
図3に関して、ウエブ(B)の部分的な横方向の延伸を達成するインターメッシンググルーブドローラー(112)および(113)は、鋭い端(115)を備えたそれらの円形の歯の上に水平なクレスト(114)を有している。(軸方向では水平であるが、軸に垂直な方向ではそれらは円形である。)。これは、延伸を(111)の番号が付けられたウエブ部分に制限する。平面クレスト(114)上に置かれたフィルム材料部分は、実際には延伸されていない領域(A)を形成する。完全にこれらの領域の延伸を回避するために、フィルムの残りの部分が暖かい空気、たとえば約40℃で処理される一方、溝が彫られたローラーは、低温、例えば15から20℃で好ましくは維持される。ローラー表面の製造精度の要求は高度である。また、短いセグメントからローラーの外側部分を作ることは高度に望ましい。
【0062】
一般的な記述の中で言及されるように、ローラー112または113のうちの1つにおいては、クレストは端を丸くすることができ、また全体を丸くすることができる。その結果、横方向の延伸および薄い「ネッキング−ダウン」ゾーン、または分裂の形成がさらにこれらのクレスト上で起こる。これは、ウエブ(B)が領域(A)より広くなるということを意味する。ある強度は向上されることがあり、これによって織物の外観が幾分発現しなくなる。
【0063】
1のローラー(112)または(113)の上のクレストを丸くした場合、そのローラーは好ましくは加熱されるべきであり、たとえば15から20℃にされる。プロセスは、約40℃の空気温度の環境に好都合におかれる。フィルムは、この環境によって最初にあらかじめ熱せられる。次に、それは比較的冷たいローラーに入り、領域(A)を冷やす。また、最後に、フィルムは、2つのローラー間でニップにより横に延伸される。この延伸は暖かいフィルム部分を含む。
【0064】
図4に示されるフローシートの一つの工程段階は、「直線状ストライプ中のラミネーションおよび結合」と呼ばれ、「ストライプと位置あわせされた鋭い刃の溝が彫られたローラー間でのT.d(横方向)での延伸」が、図5に示される機械で行なわれる。第一の言及された工程は、軸(118a)および(119a)を有しているローラー(118)および(119)で行なわれる。これらのローラーはたとえば約90℃に加熱されて、フィルム上のラミネート間の結合を確立する。積層される異なる直線状ストライプ中で、均一な温度を達成するために、ローラー(118)の上流に第3の溝が彫られた加熱ローラーが存在することができるが、これは図示されない。結合はわずかに噛み合う溝が掘られたローラー(118)および(119)のニップで確立される。これらのローラー上のクレスト(120)は丸くされる。結合を達成するために溝が彫られたローラー間にある程度の噛み合いがなければならない。しかし、好ましくは、互いの噛み合いはこの工程における延伸を最小限にするために最低限にされる。
【0065】
ウエブ(B)を生産する延伸は、軸(112a)および(113a)を備えたローラー(112)および(113)の間で起こる。これらのローラーは鋭い端(115)を備えたクレストを有し、図3の中の(112)および(113)のように構築される。それらは、水を循環させることにより室温に好ましくは維持される。
【0066】
ウエブ(B)内の2つのフィルム間の結合を回避するために、このスタック中の溝が彫られたローラーはすべて、一点破線(121)によって示されるように正確に位置合わせされなければならない。この位置合わせは、ローラーが異なる温度である操作条件に関連する。それらが製造される時、したがって溝のピッチが計算されなければならない。1mの長さのスチールローラーは温度の10℃の増加につれて約0.11mm伸びる。
【0067】
フィルムがローラーのスタックを通るルートを逆にして、鋭い刃のクレスト間での延伸を、熱く丸い溝が彫られたローラー上でのラミネーションの前にすることは可能である。そのようなルートが使用される場合、ローラー(118)および(119)上の丸いクレスト間の噛み合いは深くなければならない。
【0068】
更に、ルートを逆にした時には、ローラー(118)は軟質ゴムでコーティングされた、ニップローラーによって置き換えられ、好ましくは加熱される。この場合、他のすべての領域(A)は、ニップで結合されるようになる。溝が彫られたローラーのうちの1つが図9aまたは9bに示されるような波形の表面形を有し、調和する溝が彫られたローラーが真円の場合、それはゴムローラーと一緒にニップを形成するものでなければならない。さらにこのニップはニップを通過するA−領域に若干のU−字形を生産し、1方向の剛さを改良する。
【0069】
図7は、図1の記述に関連して既に説明された。
図8は、図2aおよびbの記述に関連して既に説明された。
【0070】
図9aは、実施例3で使用される、鋭い刃の溝が彫られたローラーのうちの1つの表面の波打ちを示す。互いに噛み合う鋭い刃の溝が彫られたローラーは、波打ちのない円形の表面を有している。スケッチに示されたように、波打ちの形は一般にシヌソイドであるが、曲率半径はローラー軸からの距離が最大な場所で最も大きく、この距離が最短(0.5mm)のところで、最も小さい。実際、実施例3で使用される曲率半径は68mmで、ローラー半径と等しい。さらに、所望のフィルム構造によって、それは別の方法でありえる。あるいは、2つの言及された半径は等しいことがある。このシステムでは、溝が彫られたローラー間の延伸/エンボシングは、フィルムまたはフィルムアセンブリーの1つの表面から主として突き出る、細長い「ポケット」を形成する。
【0071】
あるいは、両方の溝が彫られたローラーに、シヌソイド表面形状が提供されることができ、1つのローラー上の最も大きな直径の領域(200)が、別のローラーの最も大きな直径の領域とマッチするようにされる。この場合、1つの表面から出る「ポケット」はそれぞれ、反対の表面から出る2人の隣り合った突き出しを有している。フィルムの伸ばし過ぎを防止するために、このシステムでは波打ちローラー表面は、上に記載されたシステムにおいて望ましい波打ちより一般に浅くあるべきである。
【0072】
両方の表面上の「ポケット」の形成も、図9bの中で示されるように各々形作られた1ペアのローラーで達成できる。1つのローラーのローラー軸からの最も大きな距離の位置(200)が、別のローラーの隣接する同様の位置(200)の間の中央部(201)に一致するように、相互に2つのローラーを調節しなければならない。
【0073】
図9bに示されたローラーのタイプは、さらに波打ちのない円形の表面を有するローラーと一緒に働くことができる。このようにフィルム中に比較的短いボスを形成することができる。ローラー上の各波の「先端(tip)」上で、端はフィルムのボスの先端のフィブリル化を促進するために丸くされることがある(以下を参照)。これらの先端はさらに完全に穿孔することができる。
【0074】
図10aおよびbでは、図9aでのように、溝が彫られたローラーのうちの1つは波形の表面を有しており、他の1つは円筒状表面を有している。波形の表面によって形成された線状の領域(A)のピークはマークされる(202)。図10aでは、1つの領域(A)の中のそれぞれのピークは、波形の表面を備えたローラーによって形成された2つの隣接する領域(A)の各々のピークに直接隣接している。これは、生成物をそれが織ってあるようにみせ、かつ柔軟性を向上する。
【0075】
図10bでは、それは反対である。1つの領域(A)の中のピークはそれぞれ、波形の表面を備えたローラーによって形成された、2つの隣接する領域(A)の各々で2つの最も接近しているピークの中間にある。これは、構造に幾分の剛さを提供する役目をし、それはある場合、たとえばバックを作る場合には望ましい。
【0076】
すべての場合に、波形の表面および鋭い端は放電加工によって最も良くつくられるが、ローラー中の溝はターニングによって形成されることもできる。鋭い端を摩耗抵抗性とするために、高炭素含量の鋼が好ましく選ばれる。これは放電加工プロセスによって特に硬くなる。
【0077】
波形のクレスト上の先端が丸くされることが所望の場合、これは電解研摩とその後の放電加工により行うことができる。
【0078】
図11の正確な理解については、米国特許5,248,366(Rasmussen)の図1、2および3、並びに関連する記載が参照される。これらの図は、チューブのヘリカル切断を示す。図のプロセスの前にたたまれたレイ−フラット(lay−flat)の形で、配向の主方向がその長さ方向と平行とされて提供された。米国特許5.248,366の図1の中で、アンワインディングリール(9)、テイクオフローラー(11)およびコンベヤーベルト(17)はフレーム(5)および(6)内に配置され、「タンブリング(tumbling)」動作、つまりリール(9)の軸またはローラー(11)およびコンベヤーベルト(17)を支持し運転するローラーの軸が、軸(23)のまわりで回転する。これは前述のローラー軸に垂直で、一般にたたまれたレイ−フラットフィルム(10)の中間を通り抜ける。後者は、ねじられながら移動して、固定マンドレル(14)の上をインフレーションし運ばれる。インフレーションは空気により補助される。この空気は送風機(13)により導入され、マンドレル(14)を吹く。ねじられながらの移動は、ローラー(11)の周囲速度および「タンブリング」の回転によってコントロールされる。膨張したフィルム(10)はマンドレル(14)の上を通過する。それは気流によって円滑化され、それが固定されたナイフ(18)によって螺旋形に切断されるまで安定した管状の形で維持され、巻取りシステム(20)、(21)および(22)によって巻き取られる。
【0079】
本明細書の図11を参照する。「タンブリング」アレンジメントの新態様では、テイクオフローラー(11)が、ペアまたは一連の機械方向(m.d.)延伸ローラーで置き換えられるか、またはこれらが追加される。これは単に上に記載されたような1セットのギヤーローラーであることができる。マンドレル上のヘリカル切断の後、斜めに配向されたフィルムは、鋭い刃の溝が彫られたローラー間でのt.d.延伸/エンボス加工に直接行くことができる。または同様に同時に作られたバイアス配向されたフィルムと、最初にまたは同時にサンドイッチにされ、2つのフィルムの配向が互いに交差するようにすることができる。
【0080】
米国特許5,248,366に戻ると、図2および3は、その明細書の図1の方法および装置の変更を示す。この変更では、アンワインディングリール(9)の軸は、「タンブリング」がその周囲で起こる軸(23)と一致する。ガイド装置(28)、(29)および(30)(図3を参照)が、ゾーン(31)にあり、「タンブリング」の軸(23)に垂直にスタートするフィルム11の前進が折りたたみにより変えられ、軸(23)と平行になるように配置される。「タンブリング」アンワインディングを実行するこの方法は、明細書の記載の図10の中で示される最初の工程として適用できる。
【0081】
チューブラーフィルムのための「タンブリング」アンワインディング装置内でのm.d.延伸ローラーの追加と、引き続いてチューブがねじられながらマンドレルの上を通りつつヘリカル切断されることは、本発明の主目的である織物様のフィルムのためのその使用と無関係に、それ自体本質的に発明と考えられる。この関連では、m.d.−延伸方法はギヤーローラーの使用に制限されていないが、原則としてはローラーによって実行される任意のm.d.延伸方法でありえる。更に、たたまれたレイ−フラットからチューブへのフィルム形式の変更は、必ずしも空気(13)およびコンベヤーベルト(17)による膨張を要求しない。これらの態様は望ましい。しかし、代替え方法を選ぶことができる。
【0082】
図13のスケッチを参照する。熱処理のためにデバイスに入る際に、フィルム(203)は図1の顕微鏡写真に示される構造を有していることが理解されるべきである。この顕微鏡写真について言及されたように、直線状の領域(A)と鋭角をなし、ウエブ(B)を横切る黒色の線はスプリットのように見えるが、真のスプリットではなく、非常に薄い「ネッキング−ダウン」ゾーンである。図13に示される熱処理の目的は、これらの高度に延伸された、非常に薄い「ライン」を分裂させ、溶融または半溶融によりこれらの「ライン」の少なくとも一部が真のスプリットに変形されるが、ウエブ(B)をひどく分裂させて直線状の領域(A)間の接続が破壊されるようにはしない。
【0083】
フィルム(203)は紙面と垂直に伸びるスロットの上を引っ張られる。スロットは金属壁(204)によって形成され、矢印(205)によって示されるように熱いガス、通常は空気がスロットを通して流される。スロットへの入口には、スロットの長さの方向に熱いガスを均等に分配するチャンネル(図示されない)のシステムがある。また、ガス速度およびガス温度の完全な平等化は、セラミック製の小石(206)の充填によってさらに達成される。
【0084】
フィルム(203)は、テンターされた状態で、壁(204)に接してスロットの上を通る。後者は、チャンネル(207)を通って循環する冷却液によって冷却される。絶縁プレート(208)は、ガス流れの冷却を防ぐ。
【0085】
プロセス中に、フィルム(203)の速度は一定に保たれ、また、ガスの温度および速度は実験作業によって非常に正確に調節され、不適当なそれ以上の分裂のない「ライン」の所望の分裂を達成する。
【0086】
発明者の知識によれば、延伸によりフィルム中に薄い小さな領域を作成し、ついでこれらの小さな領域を、接触時間、ガスの速度および温度を互いに調節しつつ、熱ガスを使用して分裂させることにより、配向されたまたは配向されていないフィルム中に小さな穴または小さなスプリットを形成することは新規である。この方法は、請求項1に定義される構造に関連するその使用と無関係に発明と考えられる。
【0087】
実施例1
平均ゲージ18.6ミクロン(測定値17.9g/m2)の、以下の組成を有するチューブラーフィルムが共押出された:
− 中央の層、合計の65%:
添加剤および白色マスターバッチを除いてはすべてHMWHDPE。
− 外側表面層、合計の15%:
m.f.iが1.0のLLDPE70%と、50−60℃の溶融するメタロセンPE 30%。
− 内側表面層、100%のLLDPE。
ブロー比率は2.7:1である。また、円弧ダイスオリフィスのギャップは1.0mmである。これは、約50の指数までチューブラーフィルムが薄くされ、強い主として長さ方向の溶融配向を得ることを意味する。
【0088】
このチューブラーフィルムは45度配向を備えたウエブを形成するために螺旋形に切断される。そのような2つのウエブが、それらの配向方向が互いに交差するように40℃の暖かいローラー上でアセンブルされる。インラインで、アセンブリーは、図3に示される、溝が彫られたローラー間で横に延伸される。ローラー温度は水を循環させることによって20℃に維持される。それぞれの水平なクレストの幅は0.4mmである。また、各ローラー上の溝のピッチは1.2mmである。これは互いに噛み合うクレストの各一組間で0.2mmのスペースを残す。互いに噛み合う深さは1.00mmである。それは利用可能な溝が彫られたローラーで得ることができる、最も深いものである。自発的な収縮の後の平均のt.d.延伸比率は1.65:1である。
【0089】
フィルムは結合について試験される。また、フィルムの横方向に延伸された部分および延伸されていない部分の間の境界で、2つのフィルム間に強いブロッキングがあることがわかった。
【0090】
螺旋形に切断されたフィルムのうちのいくらかは同様にt.d.方向に延伸された単一のフィルムである。これによって得られた構造、および直交積層物中のフィルムの各々に類似する構造は、図1の顕微鏡写真に関連して記載される。 実施例2の後に記載されるように、生成された直交積層物が試験された。
【0091】
実施例2
同じ押出フィルムを使用し、実施例1のように、45度の同じヘリカル切断、同じ直交積層、および横方向の延伸/積層プロセスが行われた。しかしヘリカル切断の前に、レイ−フラットチューブラーフィルムは、軸と平行に延びる歯を備えた溝が彫られたローラー間で、m.d.方向にシーケンシャルな方法で延伸された。これらの歯のクレストは、直径1.9mmの半円である。また、各ローラー上の溝のピッチは5.0mmである。フィルムへの入口および出口での張力、およびローラー間の互いの噛み合いにより、平均延伸比率は1.4:1とされた。延伸は、溝が彫られたローラーのうちの1つの丸い歯の上で起こる。一方、別のローラーの歯の上のフィルムは延伸されない。
生成された直交積層物の試験は以下に記録される。
【0092】
実施例1および実施例2のフィルムの比較試験
2つの直交積層物および押し出されたチューブラーフィルムの引張試験がされた。また半球状の先端を有する直径10mmの「ホーン」の穴あけに対する穴あけ強度に関してテストされた。
【0093】
引張試験は、毎分500%の伸びに対応する速度を利用して、幅25mmで、45度、またはm.d.またはt.d.で切断した試料について行われた。降伏力、極限引張強さおよび破断時の伸びは応力/歪み図から決定された。目標は、すべての方角において高い破断時の伸びとともに、大きな極限引張強さを有するフィルムを生産することだった。
【0094】
穴あけ耐性検査は、中央に各々35mm直径の円形の開口部を有している2つの環の間に、フィルム材料をしっかりと挟むことにより行なわれる。「ホーン」はこの開口部に関して中心に位置され、フィルム破損までフィルム材料へ毎秒5mmの速度で押し込んだ。深い押し込みと破壊時の大きな力が目標とされる。破壊強さは、ホーンの外周(mm)と厚さ(mm)を乗じたもので割ることにより、ニュートンからMPaに変換される。
相対的な試験の結果が次の表に示される。
【0095】
a) ホーン穴あけ試験
押出フィルム、さらなる処理はない、ゲージ17.9g/m2
【0096】
【表1】
実施例1、ゲージ22g/m2
【0097】
【表2】
実施例2、ゲージ19g/m2
【0098】
【表3】
引張試験
押出フィルム、さらなる処理はない、ゲージ17.9g/m2
【0099】
【表4】
実施例1、ゲージ22g/m2
【0100】
【表5】
実施例2、ゲージ19g/m2
【0101】
【表6】
【0102】
実施例3
実施例1と同じ押出フィルムが使用され、実施例2と同じくシーケンシャルにm.d.方向に延伸された。ヘリカル切断は当初のm.d.に対して30度で行なわれる。30度配向のフィルムは、鋭い刃の溝が彫られたローラー間で一部分は単一のフィルムで一部分は直交ウエブで、横方向に延伸/エンボス加工された。溝が彫られたローラーおよび溝が彫られたローラープロセスは、以下の点でのみ実施例1に記載されたものと異なる:
【0103】
1) 溝は互いにより深く噛み合うことを可能にするために、わずかに深く、1.2mmでセットされる。
2) 図9aの中で示された通りに、鋭い刃のクレストを備えた2つの溝が彫られたローラーのうちの1つは、波形の表面を有している。1.2mmの噛み合いは、波打ちのトップの部分に関する。
3) そのプロセスは外界温度25℃で行なわれる。生成された単一プライはゲージ9.5g/m2を有している。また、生成された直交積層物は19g/m2である。単一プライフィルムの顕微鏡写真は図12に示される。2つの生成物の構造は、顕微鏡で観察された時、図1に示される構造とほぼ同じに見えるが、以下の点で相違する:
【0104】
1) 「リボン状の領域」(A)の波長は図1では約0.6−1.2mmで不規則であるが、ここでは均一であり図9aに示されるローラーの波長と一致する。つまり2.5mmである。
2) 薄い「ウエブ」(B)は図1では(A)より狭いが、ここでは(A)よりわずかに広く、改良されたたわみ性を与える。
3) 波打ちの「振幅」、つまり一方の高い領域と反対側の隣接した高い領域の間の平均の垂直距離は、ここでは約0.5−0.6mmであり、フィルムに特に暖かい感触を与える。溝が彫られた鋭い刃のローラーのうちの1つの波打ちの「振幅」が、高々0.25mmであるので、この大きな「振幅」は注目すべきである。それは、ギヤーローラー延伸によって生産された各領域(A)内の、可変配向角度の結果である。
【特許請求の範囲】
【請求項1】
フィルムまたはフィルムアセンブリーであって、該フィルムまたは該アセンブリー内のそれぞれのフィルムは熱可塑性高分子材料から作られており、一連の平行な帯状の直線的に伸びる領域(A)、およびそれと別個に発現する直線的に伸びるウエブ(B)を含み、該ウエブ(B)は該領域(A)と一体として結合され、それぞれのウエブ(B)はそれぞれ、領域(A)の隣接した部分より薄く直線状に伸びて配置され、該フィルムまたはフィルムアセンブリーにおいて(A)と(B)の両方は配向の主方向を有して配向され、前記フィルムまたはアセンブリーの各フィルムでは、領域(A)の主配向方向が(A)が伸びる方向と、ゼロよりも大きく80度以下である角度(v)を為し、該ウエブ(B)は、一連の直線状の畝溝(C)を含み、該畝溝はネッキング−ダウンゾーンまたはスプリットであり、該畝溝は(A)が伸びる方向と(v)より大きな角度(u)を形成する、フィルムまたはフィルムアセンブリー製品。
【請求項2】
前記フィルムまたはアセンブリーの各フィルムにおいて、それぞれの位置における主配向方向が、(A)が伸びる方向と、10度以上、好ましくは20度以上を為す、請求項1記載の製品。
【請求項3】
領域(A)は波打ち、それぞれの波は該領域の幅全体にわたり、ウエブは領域(A)の隣接した部分より短く、波打ちを安定化させる、請求項1または2記載の製品。
【請求項4】
直線状に伸びる領域(A)は中断された線を形成し、中断の領域(D)は(A)より薄いウエブから作られ、ウエブ(B)に類似し、該2つのウエブ領域間には明瞭な境界がなく、より薄い中断(D)を含むそれぞれの中断された直線状の領域(A)は波打ち、ウエブ(D)はこの波打ちの波頭を形成する、請求項3記載の製品。
【請求項5】
各領域(A)内の配向度は、10mm以下、好ましくは5mm以下のシーケンスで異なる、請求項1から4のいずれか1項記載の製品。
【請求項6】
直交積層物の形態をしているフィルムのアセンブリーであり、ラミネートの各位置での配向の主方向が互いに交差し、アセンブルされたフィルムが結合またはブロッキングまたは両方により、点またはラインまたは両方により連結されている、請求項1から5のいずれか1項記載の製品。
【請求項7】
異なる直交積層フィルム中の領域(A)はその長さ全体にわたり互いにカバーし、ウエブ(B)も同様に互いにカバーする、請求項6記載の製品。
【請求項8】
結合またはブロッキングが、ほとんどのそれぞれのウエブ(B)が接合されないか又はブロッキングされないままで残すように制限される、請求項7記載の製品。
【請求項9】
結合またはブロッキングが積層を援助するために選択された表層によって確立される、請求項6から8のいずれか1項記載の製品。
【請求項10】
領域(A)において、任意の2つの積層フィルムの配向の主方向間の角度が、それぞれの方向が領域(A)が伸びる方向と為す角度の合計よりも小さい、請求項7または8記載の製品。
【請求項11】
ウエブ(B)と、直線状に伸びる線(A)が中断されている場合中断されている領域(D)が、貫通する穴の状態にあり、局所的な主配向方向に沿ってフィブリル化が起こり、領域(A)の残りは殆ど又は全く貫通するミクロボイドを有しない、請求項1から10のいずれか1項記載の製品。
【請求項12】
フィルムまたは、アセンブリーでのフィルムの各々の少なくとも50%が、HDPEまたはアイソタクチックもしくはシンジオタクチックのPPから成り、好ましくはHMWHDPEからなる、請求項1から11のいずれか1項記載の製品。
【請求項13】
前記のフィルムの、またはアセンブリーでのフィルムの各々ゲージが15g/m2以下であり、好ましくは10g/m2以下である、請求項1から12のいずれか1項記載の製品。
【請求項14】
各ウエブ(B)の平均ゲージが、2つの隣接する領域(A)の平均ゲージの最大70%である、請求項1から13のいずれか1項記載の製品。
【請求項15】
毎分500%の伸びに対応する速度で2.5cm幅のリボンについての引張試験で、全ての方向において、破断時の伸びが100%以上であり、極限引張強さが10MPa以上である、請求項7記載の製品。
【請求項16】
各領域(A)の幅は最大2mmであり、好ましくは最大1mmであり、最も好ましくは最大0.5mmである、請求項1から15のいずれか1項記載の製品。
【請求項17】
領域(A)の配列の区分が最大4mmであり、好ましくは最大2mmであり、さらにより好ましくは最大1mmである、請求項16記載の製品。
【請求項18】
生成物は連続物であり、領域(A)の伸びが生成物の連続的な伸びと本質的に平行である、請求項1から17のいずれか1項記載の製品。
【請求項19】
フィルムまたは、それぞれのフィルムが異なる方向の主配向方向を有するフィルムアセンブリーである出発物質を延伸することを含み、該延伸が1ペアの相互に互いに噛み合う第一の溝が彫られたローラーによって、該フィルムまたはフィルムアセンブリーの配向の当初の主方向とは異なるが最大80度の角度で行われる、請求項1記載の生成物の製造方法であって、
ペア中の溝が彫られたローラーの少なくとも1つは、端を備えたクレストを有し、該端は明瞭な区分を形成するに十分鋭く、該区分はフィルム材料の平行な直線状の伸びるウエブ(B)の間に発現され、該フィルム材料は2つの第一の溝が彫られたローラーのクレスト間で冷延伸されており、直線状に伸びる帯状の領域(A)により介在され、該領域は鋭い端を有するクレストの上に配置されて該溝を有するローラーの間で延伸されておらず、または若干しか延伸されていない、請求項1記載の生成物の製造方法。
【請求項20】
前記の冷延伸工程での延伸程度は、ペアの溝が彫られたローラー中の少なくとも1つのローラーに波形の表面のクレストを与えることによりシーケンシャルに変化される、請求項19記載の製造方法。
【請求項21】
フィルム材料が2つ以上のそのようなフィルムのアセンブリーから成り、異なるフィルム中の配向の主方向が各位置で互いに交差する、請求項19または20記載の製造方法。
【請求項22】
前記の冷延伸中に、領域(A)またはウエブ(B)と領域(A)との境界、またはその両者に存在する、2つ以上のフィルム間の結合またはブロッキングが、たとえば適当なラミネート層が提供される共押出を使用して確立される、請求項21記載の製造方法。
【請求項23】
出発物質が、ウエブ(B)の中の畝溝(C)のフィブリル化を発現するか、貫通したマイクロボイドを生成するのに適当であり、ウエブ(B)およびそれらの一体化された接続のコヒーレンスを維持するのに適当な添加剤を含む、請求項19から22のいずれか1項記載の方法。
【請求項24】
溝が彫られたローラーの各々がそのような明瞭な区分を形成するのに十分に鋭い端を備えたクレストを有している、請求項19から23のいずれか1項記載の方法。
【請求項25】
第一の溝が彫られたローラー上のそれぞれの溝が円形、またはローラーの軸と85度以上の角度を為すヘリカルであり、領域(A)が機械方向と平行、または機械方向と小さな角度を為す、請求項19から24のいずれか1項記載の方法。
【請求項26】
1つまたは複数の出発原料フィルム中の配向は、押し出しに関連して溶融または半溶融状態中で起こった配向に制限されている、請求項19から25のいずれか1項記載の方法。
【請求項27】
出発原料フィルム中の配向は、先立つ冷延伸プロセスを含む、請求項19から25のいずれか1項記載の方法。
【請求項28】
前記の先の冷延伸が、好ましくは軸方向に伸びる歯を有している第二の溝が彫られたローラー間のシーケンシャルな延伸である、
【請求項29】
領域(A)の横方向の波打ちを向上し、またウエブ(B)内の収縮によりこの波打ちを安定化するために、フィルムまたはフィルムのアセンブリーは第一の溝が彫られたローラー間で冷延伸され、伸びが生じる方向にわずかにテンターされ、好ましくはフィルムまたはフィルムのアセンブリーの横方向での収縮が許容され、好ましくは昇温下に行われる、請求項19から28のいずれか1項記載の方法。
【請求項30】
前記のペアの第一の溝が彫られたローラー間の冷延伸に先立つかその後に、フィルムのアセンブリーが加熱結合され、該加熱が一般に領域(A)内の領域へ局所化され、第一の溝が彫られたローラーと位置あわせされた1つ以上の第二の溝が彫られたローラーによって実行される、請求項22記載の製造方法。
【請求項31】
2プライの直交積層物の製造のための請求項26記載の方法であって、押し出しおよびチューブラーフィルムの溶融配向がインラインで行われ、押出型は取り出し手段に対して回転し、ヘリカルに伸びる配向の主向を形成し、およびチューブラーフィルムは互いに交差する配向の主方向を有する2つの面でたたまれる、請求項26記載の製造方法。
【請求項32】
高分子材料が、i)HMWHDPEおよびii)HDPEのバイモーダルな組み合わせであり、HDPEよりはるかに高いメルトフローインデックス、たとえば20倍以上を有し、さらにスプリットを促進する微粒子、好ましくはチョークまたはタルクから成る微粒子を含む、請求項23記載の製造方法。
【請求項33】
高分子材料がHDPE、好ましくはHMWHDPE、およびより低い融点を有する押出可能な水溶性のポリマー、例えばポリオキシエチレンのブレンドである、請求項23記載の製造方法。
【請求項34】
冷延伸プロセスの出発物質およびパラメータの選択は、平行に延伸された直線状のウエブ(B)中に薄膜部分のパターンを生産し、これらのフィルム部分の延伸の後に続いて熱風の流れの上の生成物の通過によって分裂するように適合され、この処理の条件は生成物の一般的な分裂を回避するようにコントロールされる、請求項19から22のいずれか1項記載の方法。
【請求項35】
溝が彫られたローラーのうちの1つ、または溝が彫られたローラーのある部分において、丸められたクレストまたは丸められた端を備えたクレストを有し、溝が彫られたローラーの対応する部分はこれと調和し、明瞭な区分を形成するのに十分に鋭い端を備えたクレストを有する、請求項19から23のいずれか1項記載の方法。
【請求項36】
請求項1記載のフィルムまたはフィルムアセンブリーのバッグの製造のための使用。
【請求項37】
フィルムまたはフィルムアセンブリーはフィブリル化されていない形態で、貫通穴を有しないものである、ごみ袋の製造のための請求項36記載の使用。
【請求項38】
おむつまたは類似品などの衛生用品のための、請求項1記載の製品の使用。
【請求項39】
少なくとも1つのローラーの歯が鋭い刃のクレストを有していて、波形の表面を有する、一般に円筒状の溝および歯を有する、1ペアの互いに噛み合う溝が彫られた延伸ローラーを備えた、熱可塑性ポリマーフィルムのトランスダイレクション延伸用装置。
【請求項40】
ペアの溝が彫られた延伸ローラーの別のローラーが、円筒状の歯を有し、本質的に表面の波打ちを有しない、請求項39記載の装置。
【請求項41】
少なくとも2つの熱可塑性のポリマーフィルムのアセンブリーの延伸用であり、1ペアの積層ローラー、その少なくとも1つは一般に円筒状の溝および歯を有しており、該歯は延伸ローラーの歯と位置あわせされており、積層ローラーの少なくとも1つは加熱され、その結果、積層ローラーの間をフィルムのアセンブリーが通過するとフィルムがストリップ状に結合される、請求項39または40記載の装置。
【請求項42】
溝が彫られた積層ローラーの歯のクレストが丸くされている、請求項41記載の装置。
【請求項43】
延伸ローラーの表面の波は、ローラーの軸から最も大きな距離で最大で、この軸からの最も小さな距離で最も小さい曲率半径を有している、請求項39から42のいずれか1項記載の装置。
【請求項1】
フィルムまたはフィルムアセンブリーであって、該フィルムまたは該アセンブリー内のそれぞれのフィルムは熱可塑性高分子材料から作られており、一連の平行な帯状の直線的に伸びる領域(A)、およびそれと別個に発現する直線的に伸びるウエブ(B)を含み、該ウエブ(B)は該領域(A)と一体として結合され、それぞれのウエブ(B)はそれぞれ、領域(A)の隣接した部分より薄く直線状に伸びて配置され、該フィルムまたはフィルムアセンブリーにおいて(A)と(B)の両方は配向の主方向を有して配向され、前記フィルムまたはアセンブリーの各フィルムでは、領域(A)の主配向方向が(A)が伸びる方向と、ゼロよりも大きく80度以下である角度(v)を為し、該ウエブ(B)は、一連の直線状の畝溝(C)を含み、該畝溝はネッキング−ダウンゾーンまたはスプリットであり、該畝溝は(A)が伸びる方向と(v)より大きな角度(u)を形成する、フィルムまたはフィルムアセンブリー製品。
【請求項2】
前記フィルムまたはアセンブリーの各フィルムにおいて、それぞれの位置における主配向方向が、(A)が伸びる方向と、10度以上、好ましくは20度以上を為す、請求項1記載の製品。
【請求項3】
領域(A)は波打ち、それぞれの波は該領域の幅全体にわたり、ウエブは領域(A)の隣接した部分より短く、波打ちを安定化させる、請求項1または2記載の製品。
【請求項4】
直線状に伸びる領域(A)は中断された線を形成し、中断の領域(D)は(A)より薄いウエブから作られ、ウエブ(B)に類似し、該2つのウエブ領域間には明瞭な境界がなく、より薄い中断(D)を含むそれぞれの中断された直線状の領域(A)は波打ち、ウエブ(D)はこの波打ちの波頭を形成する、請求項3記載の製品。
【請求項5】
各領域(A)内の配向度は、10mm以下、好ましくは5mm以下のシーケンスで異なる、請求項1から4のいずれか1項記載の製品。
【請求項6】
直交積層物の形態をしているフィルムのアセンブリーであり、ラミネートの各位置での配向の主方向が互いに交差し、アセンブルされたフィルムが結合またはブロッキングまたは両方により、点またはラインまたは両方により連結されている、請求項1から5のいずれか1項記載の製品。
【請求項7】
異なる直交積層フィルム中の領域(A)はその長さ全体にわたり互いにカバーし、ウエブ(B)も同様に互いにカバーする、請求項6記載の製品。
【請求項8】
結合またはブロッキングが、ほとんどのそれぞれのウエブ(B)が接合されないか又はブロッキングされないままで残すように制限される、請求項7記載の製品。
【請求項9】
結合またはブロッキングが積層を援助するために選択された表層によって確立される、請求項6から8のいずれか1項記載の製品。
【請求項10】
領域(A)において、任意の2つの積層フィルムの配向の主方向間の角度が、それぞれの方向が領域(A)が伸びる方向と為す角度の合計よりも小さい、請求項7または8記載の製品。
【請求項11】
ウエブ(B)と、直線状に伸びる線(A)が中断されている場合中断されている領域(D)が、貫通する穴の状態にあり、局所的な主配向方向に沿ってフィブリル化が起こり、領域(A)の残りは殆ど又は全く貫通するミクロボイドを有しない、請求項1から10のいずれか1項記載の製品。
【請求項12】
フィルムまたは、アセンブリーでのフィルムの各々の少なくとも50%が、HDPEまたはアイソタクチックもしくはシンジオタクチックのPPから成り、好ましくはHMWHDPEからなる、請求項1から11のいずれか1項記載の製品。
【請求項13】
前記のフィルムの、またはアセンブリーでのフィルムの各々ゲージが15g/m2以下であり、好ましくは10g/m2以下である、請求項1から12のいずれか1項記載の製品。
【請求項14】
各ウエブ(B)の平均ゲージが、2つの隣接する領域(A)の平均ゲージの最大70%である、請求項1から13のいずれか1項記載の製品。
【請求項15】
毎分500%の伸びに対応する速度で2.5cm幅のリボンについての引張試験で、全ての方向において、破断時の伸びが100%以上であり、極限引張強さが10MPa以上である、請求項7記載の製品。
【請求項16】
各領域(A)の幅は最大2mmであり、好ましくは最大1mmであり、最も好ましくは最大0.5mmである、請求項1から15のいずれか1項記載の製品。
【請求項17】
領域(A)の配列の区分が最大4mmであり、好ましくは最大2mmであり、さらにより好ましくは最大1mmである、請求項16記載の製品。
【請求項18】
生成物は連続物であり、領域(A)の伸びが生成物の連続的な伸びと本質的に平行である、請求項1から17のいずれか1項記載の製品。
【請求項19】
フィルムまたは、それぞれのフィルムが異なる方向の主配向方向を有するフィルムアセンブリーである出発物質を延伸することを含み、該延伸が1ペアの相互に互いに噛み合う第一の溝が彫られたローラーによって、該フィルムまたはフィルムアセンブリーの配向の当初の主方向とは異なるが最大80度の角度で行われる、請求項1記載の生成物の製造方法であって、
ペア中の溝が彫られたローラーの少なくとも1つは、端を備えたクレストを有し、該端は明瞭な区分を形成するに十分鋭く、該区分はフィルム材料の平行な直線状の伸びるウエブ(B)の間に発現され、該フィルム材料は2つの第一の溝が彫られたローラーのクレスト間で冷延伸されており、直線状に伸びる帯状の領域(A)により介在され、該領域は鋭い端を有するクレストの上に配置されて該溝を有するローラーの間で延伸されておらず、または若干しか延伸されていない、請求項1記載の生成物の製造方法。
【請求項20】
前記の冷延伸工程での延伸程度は、ペアの溝が彫られたローラー中の少なくとも1つのローラーに波形の表面のクレストを与えることによりシーケンシャルに変化される、請求項19記載の製造方法。
【請求項21】
フィルム材料が2つ以上のそのようなフィルムのアセンブリーから成り、異なるフィルム中の配向の主方向が各位置で互いに交差する、請求項19または20記載の製造方法。
【請求項22】
前記の冷延伸中に、領域(A)またはウエブ(B)と領域(A)との境界、またはその両者に存在する、2つ以上のフィルム間の結合またはブロッキングが、たとえば適当なラミネート層が提供される共押出を使用して確立される、請求項21記載の製造方法。
【請求項23】
出発物質が、ウエブ(B)の中の畝溝(C)のフィブリル化を発現するか、貫通したマイクロボイドを生成するのに適当であり、ウエブ(B)およびそれらの一体化された接続のコヒーレンスを維持するのに適当な添加剤を含む、請求項19から22のいずれか1項記載の方法。
【請求項24】
溝が彫られたローラーの各々がそのような明瞭な区分を形成するのに十分に鋭い端を備えたクレストを有している、請求項19から23のいずれか1項記載の方法。
【請求項25】
第一の溝が彫られたローラー上のそれぞれの溝が円形、またはローラーの軸と85度以上の角度を為すヘリカルであり、領域(A)が機械方向と平行、または機械方向と小さな角度を為す、請求項19から24のいずれか1項記載の方法。
【請求項26】
1つまたは複数の出発原料フィルム中の配向は、押し出しに関連して溶融または半溶融状態中で起こった配向に制限されている、請求項19から25のいずれか1項記載の方法。
【請求項27】
出発原料フィルム中の配向は、先立つ冷延伸プロセスを含む、請求項19から25のいずれか1項記載の方法。
【請求項28】
前記の先の冷延伸が、好ましくは軸方向に伸びる歯を有している第二の溝が彫られたローラー間のシーケンシャルな延伸である、
【請求項29】
領域(A)の横方向の波打ちを向上し、またウエブ(B)内の収縮によりこの波打ちを安定化するために、フィルムまたはフィルムのアセンブリーは第一の溝が彫られたローラー間で冷延伸され、伸びが生じる方向にわずかにテンターされ、好ましくはフィルムまたはフィルムのアセンブリーの横方向での収縮が許容され、好ましくは昇温下に行われる、請求項19から28のいずれか1項記載の方法。
【請求項30】
前記のペアの第一の溝が彫られたローラー間の冷延伸に先立つかその後に、フィルムのアセンブリーが加熱結合され、該加熱が一般に領域(A)内の領域へ局所化され、第一の溝が彫られたローラーと位置あわせされた1つ以上の第二の溝が彫られたローラーによって実行される、請求項22記載の製造方法。
【請求項31】
2プライの直交積層物の製造のための請求項26記載の方法であって、押し出しおよびチューブラーフィルムの溶融配向がインラインで行われ、押出型は取り出し手段に対して回転し、ヘリカルに伸びる配向の主向を形成し、およびチューブラーフィルムは互いに交差する配向の主方向を有する2つの面でたたまれる、請求項26記載の製造方法。
【請求項32】
高分子材料が、i)HMWHDPEおよびii)HDPEのバイモーダルな組み合わせであり、HDPEよりはるかに高いメルトフローインデックス、たとえば20倍以上を有し、さらにスプリットを促進する微粒子、好ましくはチョークまたはタルクから成る微粒子を含む、請求項23記載の製造方法。
【請求項33】
高分子材料がHDPE、好ましくはHMWHDPE、およびより低い融点を有する押出可能な水溶性のポリマー、例えばポリオキシエチレンのブレンドである、請求項23記載の製造方法。
【請求項34】
冷延伸プロセスの出発物質およびパラメータの選択は、平行に延伸された直線状のウエブ(B)中に薄膜部分のパターンを生産し、これらのフィルム部分の延伸の後に続いて熱風の流れの上の生成物の通過によって分裂するように適合され、この処理の条件は生成物の一般的な分裂を回避するようにコントロールされる、請求項19から22のいずれか1項記載の方法。
【請求項35】
溝が彫られたローラーのうちの1つ、または溝が彫られたローラーのある部分において、丸められたクレストまたは丸められた端を備えたクレストを有し、溝が彫られたローラーの対応する部分はこれと調和し、明瞭な区分を形成するのに十分に鋭い端を備えたクレストを有する、請求項19から23のいずれか1項記載の方法。
【請求項36】
請求項1記載のフィルムまたはフィルムアセンブリーのバッグの製造のための使用。
【請求項37】
フィルムまたはフィルムアセンブリーはフィブリル化されていない形態で、貫通穴を有しないものである、ごみ袋の製造のための請求項36記載の使用。
【請求項38】
おむつまたは類似品などの衛生用品のための、請求項1記載の製品の使用。
【請求項39】
少なくとも1つのローラーの歯が鋭い刃のクレストを有していて、波形の表面を有する、一般に円筒状の溝および歯を有する、1ペアの互いに噛み合う溝が彫られた延伸ローラーを備えた、熱可塑性ポリマーフィルムのトランスダイレクション延伸用装置。
【請求項40】
ペアの溝が彫られた延伸ローラーの別のローラーが、円筒状の歯を有し、本質的に表面の波打ちを有しない、請求項39記載の装置。
【請求項41】
少なくとも2つの熱可塑性のポリマーフィルムのアセンブリーの延伸用であり、1ペアの積層ローラー、その少なくとも1つは一般に円筒状の溝および歯を有しており、該歯は延伸ローラーの歯と位置あわせされており、積層ローラーの少なくとも1つは加熱され、その結果、積層ローラーの間をフィルムのアセンブリーが通過するとフィルムがストリップ状に結合される、請求項39または40記載の装置。
【請求項42】
溝が彫られた積層ローラーの歯のクレストが丸くされている、請求項41記載の装置。
【請求項43】
延伸ローラーの表面の波は、ローラーの軸から最も大きな距離で最大で、この軸からの最も小さな距離で最も小さい曲率半径を有している、請求項39から42のいずれか1項記載の装置。
【図1】

【図2a】
【図2b】
【図2c】
【図3】

【図4】

【図5】
【図6】

【図7】
【図8】
【図9a】

【図9b】

【図10a】
【図10b】
【図11】

【図12】

【図13】
【図14】
【図2a】
【図2b】
【図2c】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9a】
【図9b】
【図10a】
【図10b】
【図11】
【図12】
【図13】
【図14】
【公表番号】特表2011−510835(P2011−510835A)
【公表日】平成23年4月7日(2011.4.7)
【国際特許分類】
【出願番号】特願2010−542623(P2010−542623)
【出願日】平成21年1月15日(2009.1.15)
【国際出願番号】PCT/EP2009/050412
【国際公開番号】WO2009/090208
【国際公開日】平成21年7月23日(2009.7.23)
【出願人】(507143060)
【Fターム(参考)】
【公表日】平成23年4月7日(2011.4.7)
【国際特許分類】
【出願日】平成21年1月15日(2009.1.15)
【国際出願番号】PCT/EP2009/050412
【国際公開番号】WO2009/090208
【国際公開日】平成21年7月23日(2009.7.23)
【出願人】(507143060)
【Fターム(参考)】
[ Back to top ]