
織物をデジタル的にコーテングするための方法と装置
隣り合った繊維間にメッシュ状の開口部を有する繊維の織物にコーテングをデジタル的に形成するための方法が開示されている。この方法によれば、織物は、通路を横切るように実質的に配設された静止したコーテング用の一列のノズルを有する処理用の通路に沿って連続的に搬送される。このコーテング用のノズルは、約70ミクロンより大きい出口径を有し、コーテング材が供給される。これらノズルを個々に制御することによって、コーテング材の液滴のほぼ連続した流れが、発生され、ピクセルのコーテングをするように織物上に選択的に方向付けられる。各ピクセルは、少なくとも4つのメッシュ状の開口部をカバーし、100ミクロンより大きい径を有する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、2003年9月22日付けのオランダ特許第1024335号と、2003年11月28日付けのPCT出願No.PCT/NL03/00841とから優先権を主張しており、これらの内容は、全体の参照によってこの明細書に組み込まれる。
【0002】
本発明は、織物をデジタル的にコーテングする装置に関する。特に、本発明は、正確なコーテング特性を与えるように、連続したフローインジェクト技術を使用して織物をコーテングするための装置に関する。また、本発明は、上記の技術を使用して織物をコーテングする方法、及びこの方法により生産される織物に関する。
【背景技術】
【0003】
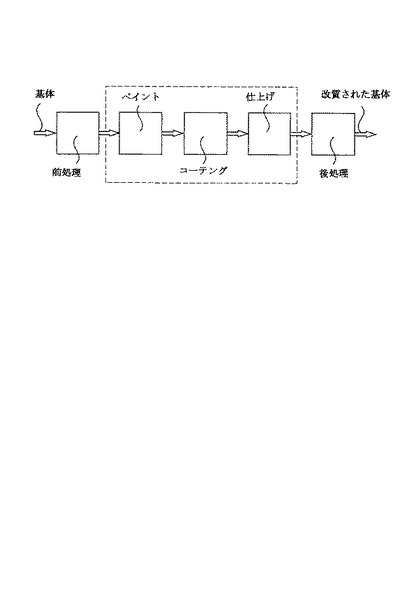
コーテングは、織物の製造の間に度々なされる処置の1つである。このような製造では、以下の5つの工程に大別されることができる。即ち、繊維の製造と、繊維の紡ぎと、布(例えば、織られるか編まれた布)の製造と、布の改質と、最終製品の製造もしくは生産とである。前記布の改質としては、準備、漂白、オプションによるホワイテングと、カラーリング(ペイント並びに/もしくはプリント)、コーテング、並びに仕上げのような複数のプロセスがある。これら処理は、一般的には、使用者が望んでいる外観や物理的な特性を織物に与えるのを目的としている。織物のコーテングは、改質の多くの重要な技術の1つであり、最終製品に種々の特別な特性を付与するために使用されることができる。このコーテングは、基体の耐火性もしくは耐炎性、撥水性並びに/もしくは撥油性、耐しわ性、耐縮性、耐腐食性、非滑り性、折り維持性、並びに/もしくは帯電防止性を果たすために使用されることができる。
【0004】
織物を改質するための一般的なプロセスは、複数の部分プロセス、即ち改質工程、即ち、織物体(基体と称されている)の前処理、基体のペイント、基体のコーテング、基体の仕上げ、並びに基体の後処理からなっている。溶剤もしくは水ベースでコーテングするための有用な技術は、所謂ロール式ナイフ塗布機や反転ロール式浸漬塗付機である。水中でのポリマー物質の分散が、通常は布に与えられ、この後に、過剰のコーテングが、ドクターブレイドにより剥がし取られる。しかし、所定の特性は、このような一般的なコーテング技術を使用して得ることは難しく、他の技術により達成させなければならない。物品にフルカラーを与えるためには、ペイント浴中に織物の物品を浸して、織物の両側に色付け物質を与えることにより色付けが成されることができる。他の処理としてフラール処理(foularding)(含浸並びにプレス)が使用されることができる。
【0005】
図1に示されている改質工程の各々は、複数の処理からなりたっている。化学的に異なる形式の異なる処理が、基体の性質や所望の最終物に対応して要求されている。プリント、ペイント、コーテング、並びに仕上げの改質工程において、これら4つの繰り返し工程が、一般的には区別され、これらは、同じシーケンスで度々生じる。これら処理は、専門的な分野ではユニット操作と称されている。これらは、含浸処理(即ち、化学薬品の適用もしくは導入)と、反応/定着処理(即ち、基体への化学薬品の結合)と、洗浄処理(即ち、過度の化学薬品並びに補助の化学薬品の除去)と、乾燥処理とである。これらユニット操作は、各改質工程に対して複数回繰り替えされなければならない。例えば、洗浄サイクルが繰り替えされる。このためには、多量の化学薬品と水とが、一般的には使用されるので、比較的高い環境影響と、長いスループット時間と、比較的高い製造コストとなる。
【0006】
更に、現在では、別々の装置で織物の異なる改質工程を行うのが一般的である。このことは、例えば、ペイントは、目的に適した夫々異なる複数のペイント浴内でなされ、プリントとコーテングとは、別々のプリント装置とコーテング機構とでなされ、仕上げは、更に異なる装置でなされることを、意味している。異なる操作が、別々の装置により個々に行われるので、織物の処理のために、通常は異なり複数のルーム領域に渡る比較的広いスペースが必要である。
【発明の開示】
【発明が解決しようとする課題】
【0007】
かくして、上記欠点及び従来のプロセスに関連した他の欠点が減じられる、基体の改質、即ち、ペイント、コーテング、並びに仕上げの方法を提供することが望まれている。
【0008】
改質工程を果たすために、インクジェットプリント技術を使用する種々の試みがなされている。特に、インクジェットプリンタが、織物媒体に像をプリントするために提案されている。しかし、紙の媒体にプリントするために知られている一般のインクジェット技術は、織物幅が1mよりも広いのが標準で、プロセスを効率良く行うためには毎分20m以上の生産速度が必要である織物生産のための手段としては不適切であることが判っている。特に、一般のインクジェットプリンタは、媒体を横切って前後に移動するプリントヘッドを備えている。このプリントヘッドは、インク滴の流れが射出され得る多数のノズルを有している。そして、このプリントヘッドは、指令によるドット原理(dot−on−demand principle)に従って動作する。即ち、プリントヘッドは、インク滴を付着させるように電気的に制御されるか、プリントされる像には従わない。媒体は、プリントヘッドの各通過の後に間欠的に前方へと送られる。この間欠的な送りと指令によるドットの制御との両方により、実際の使用においてはプロセスが非常に遅くなる。織物のプリントのためのこのような方法では、毎分2mの送り速度が通常利用されている。一般のプリント装置が白の布シートにプリントするために使用されるプロセスが、米国特許No.4,702,742に開示されている。インクと定着溶液との両者が一般のインクジェットヘッドを使用して織物に供給される更なるプロセスが、ドイツ特許出願No.DE19930866により提案されている。
【0009】
特に、一般のインクジェットプリント装置は、織物のコーテングには適していないということが判っている。これは、特に、隣り合う繊維間にギャップが存在する粗く織られるか編まれる繊維織物に使用されるときの場合である。一般のインクジェット装置で使用されるノズルの代表的な直径は、微細なピクセル解像度を与えるためには、かなり小さい。このようなノズルにより形成される液滴は、ギャップ中へ、さらにギャップを通過してしまって適当な表面仕上げが得られないことが判っている。また、インクジェット技術を使用した織物へのプリントは効果があるのにも係わらず、粗い織物に形成される像のピクセル解像度は、粗い繊維構造のために不充分であり、全ての方向には均一とならない吸上げ(wicking)のような悪影響を与えることも判っている。
【課題を解決するための手段】
【0010】
本発明において、隣り合った繊維間にメッシュ状の開口部を有する繊維の織物にコーテングをデジタル的に形成する方法が提供されている。この方法は、処理用の通路に沿って織物を連続して搬送させることを有している。この処理用の通路は、これをほぼ横切るように配設されたコーテング用の静止した一列のノズルを有しており、コーテング用のノズルは、約70ミクロンより大きい出口径を有している。この方法は、また、ノズルにコーテング材を供給することと、このコーテング材の液滴のほぼ連続した流れを与えるようにノズルを個々に制御することと、織物の表面にピクセルのコーテングを実質的に果たすように織物に当るように個々の液滴を選択的に方向付けることとを有している。各ピクセルは、少なくとも4つのメッシュ状の開口部をカバーし、100ミクロンより大きい径を有する。このように、大きなノズルを使用して、4つのメッシュ状の開口部をカバーするのに十分なサイズの液滴を発生させることによって、液滴は、織物の表面に適切に支持並びに広げられ、即ち平らにされる。この状況において、液滴によって形成されるピクセルは、表面に実質的に位置すると考えられるが、繊維間に適切な接着を形成するように、繊維間のギャップに入ったり、少なくとも一面で繊維を部分的に覆ったりすることができる。この方法は、特に、織物若しくは編物に適用可能である。
【0011】
好ましくは、この方法は、通路を横切るように実質的にまた配設された静止した第2の列のノズルに沿って織物を搬送することと、これら第2の列のノズルに第2の物質を供給することと、第2の物質の液滴のほぼ連続した流れを織物に適用するようにノズルを個々に制御することとをさらに有している。前記第2の列のノズルは、他の独特な改質工程のために使用されることができる。特に、これらノズルは、織物をプリント、ペイント、若しくは染色するために使用されることができる。特に、第2の列は、微細なピクセル解像度を発生させるように、50マイクロ未満の出口径を有するノズルを備えることができる。例示的な一実施形態において、高解像度のインクジェットプリントは、織物が第1の列のノズルを通過した後にコーテングで果たされることができる。代わって、第2の物質は、コーテング物質の前に適用されることができる。この場合、第2の物質は、例えば、繊維構造体内に受けられたり吸収されたりすることができ、コーテングは、その上に保護層を形成することができる。
【0012】
本発明の他の実施形態では、第2の列のノズルは、第1の列のノズルに対して処理用の通路の反対側に設けられることができる。この場合、第2の列は、第1の列にほぼ類似することができ、また、この方法は、織物の両面にコーテングを適用することを有することができる。代わって、第2の列は、織物の第2の面に異なる物質を適用するために使用されることができ、従って、仕上げられた織物は、各面で異なる特性を表わす。必要とされる処理に応じて、更なるノズルの列が与えられることができる。
【0013】
連続的なインクジェットをマルチレベルで偏向可能なタイプのノズルを使用することが、非常に効果的であることは判っている。かくして、この方法は、液滴を荷電若しくは放電することと、電界を与えることと、液滴が織物上の適切な位置に個々に付着されるように液滴を偏向するように電界を変化させることとを有することができる。このようにして、各ピクセルの正確な位置が、例えば、所定の重なり部、若しくはスペースに慎重に制御されることができる。このような技術を使用すると、各ノズルは、毎秒100,000ほどの液滴を発生させることができる。ノズルの複数の列の場合、ある列が、マルチレベルで偏向可能な形式あり、一方、他の列が、バイナリーレベルの形式であり得る。
【0014】
好ましくは、ノズルは、処理用の通路のほぼ全幅を横切るように配設され、また、コーテングは、織物のほぼ全幅に渡ってなされる。この幅は、1mを超えることができるが、2.5m未満の幅を有する織物を生産することが通常である。
【0015】
好ましい一実施形態では、コーテングは、撥水性のあるコーテングであり、コーテング材は、フッ化炭化水素又はシリコンをベースとした乳濁液、消泡性の媒体、電解液、若しくはシックナーを有することができる。隣り合ったピクセル間の孔を有する開口構造体中にこのようなコーテングをすることによって、通気性のある構造体が得られる。
【0016】
好ましくは、コーテング材は、B型粘度計で測定されたとき、4センチポイズよりも大きな粘性を有する。70ミクロン以上の径を有するこのようなノズルが使用されることによって、液滴が、織物との接触で適切な形状の維持を果たすように形成され、従って、ピクセルの所望の形状が得られることは判っている。
【0017】
粘性が低いと、繊維構造体に沿った並びに周りのコーテング材の吸上げは大きくなり得る。
【0018】
本発明の重要な特徴において、処理用の通路はコンベヤを有することができ、織物は、このコンベヤに固定されることができる。このため、コンベヤに対する織物の位置は、維持されることができる。このため、各ピクセルの正確な配置が重要であるとき、織物のずれは防止されることができる。これは、処理が、別の列のノズルによって適用される別のカラーを使用したプリントを含んでいるときに、特に重要である。織物は、接着等によって前記コンベヤに固定されることができる。
【0019】
本発明は、また、織物をデジタル的にコーテングするための装置に関する。この装置は、処理用の通路に沿って織物をほぼ連続的に搬送するためのコンベヤと、織物のほぼ全幅に渡ってコーテング材を適用するように、通路をほぼ横切るように配設されたコーテング用の静止した一列のノズルとを有している。これらコーテング用のノズルは、70ミクロンより大きい出口径を有し、各々が、織物に当るように選択的に方向付けられ得る液滴のほぼ連続的な流れを与えるように制御される。この状況では、“静止した”とは、ノズルが、一側から他側へ処理用の通路を横切るように物質的に移動することを意味するように意図されている。さらに、“連続的”という用語は、液滴の流れが装置の操作中に続き、従って、必要でない液滴が収集装置に発散されることを意味するように意図されている。このような定義は、所謂ドロップ・オン・デマンドシステムと明確に区別されると考えられる。
【0020】
好ましい実施形態において、この装置は、更に、織物に更なる物質を適用するように、通路を横切るように実質的に配設されたノズルの第2の、即ち更なる列を有することができる。染色又はプリントのような別の仕上げ工程を果たすために、第2の列のノズルは、70ミクロン未満、好ましくは約50ミクロンの出口径を有することができる。また、これらノズルは、織物に当るように選択的に方向付けられ得る液滴のほぼ連続した流れを与えるように、個々に制御されることが好ましい。
【0021】
この装置の特定の実施形態おいて、ノズルの列は、織物の両面に物質をコーテング若しくは適用するように、通路の両側に配設されることができる。
【0022】
織物の全幅に渡って動作を正確及び的確に果たすように、ノズルの各列は、処理用の通路に広がったプリントビームに設けられている。好ましくは、各ビームは、複数のヘッドを有し、各ヘッドは、複数のノズルを有している。異なるヘッドを使用することによって、個々のノズル間の圧力分配は、慎重に制御されることができる。特に、各ヘッドに約8個のノズルを用いることによって、各ノズルの正確な圧力制御が、保証される。このような場合、合計10ないし100のヘッドが、各ビームに設けられることができる。
【0023】
好ましい一実施形態において、ノズルは、マルチレベルで偏向可能なインクジェットの形式であり、従って、織物への液滴の位置は、制御されることができる。代わって、ノズルの幾つか、若しくは全ての列は、バイナリーで偏向可能なインクジェットの形式であり、従って、ノズルから出る液滴は、織物に若しくはコレクター中に選択的に方向付けられることができる。どちらの形式のノズルが使用されても、ノズルは、各々が、必要とされる処理速度を果たすように、少なくとも毎秒100,000の液滴を発生させるように制御され得ることが望ましい。
【0024】
好ましくは、前記コンベヤは、幅が1mより広い、より好ましくは約2m未満の織物を収容するのに十分な幅を有している。コンベヤは、また、毎分15mより速い、より好ましくは毎分25mより速い速度で動作するように準備されるべきである。さらに、コンベヤには、織物との相互移動を生じさせないように接着剤等が与えられることができる。
【0025】
本発明は、さらに、40ミクロンより大きい平均的なスペースを有する隣り合った繊維間にメッシュ状の開口部を有し、デジタル的にコーテングされた繊維の織物に関する。この織物には、織物の表面上にコーテング材の複数のピクセルを有するコーテングがなされている。各ピクセルは、少なくとも4つのメッシュ状の開口部をカバーし、100ミクロンより大きい径を有している。好ましくは、この織物は、織布若しくは編物である。
【0026】
本発明の更なる特定の実施形態において、織物は、1.5mより広い幅を有することができる。さらに、コーテングは、重なり合ったピクセルを有する閉口状態のコーテングの形態、若しくは隣り合ったピクセル間に孔を有する開口状態のコーテングの形態であり得る。
【0027】
本発明は、添付図面に従った複数の例示的な実施形態を参照して、より詳細に説明されているであろう。
【発明を実施するための最良の形態】
【0028】
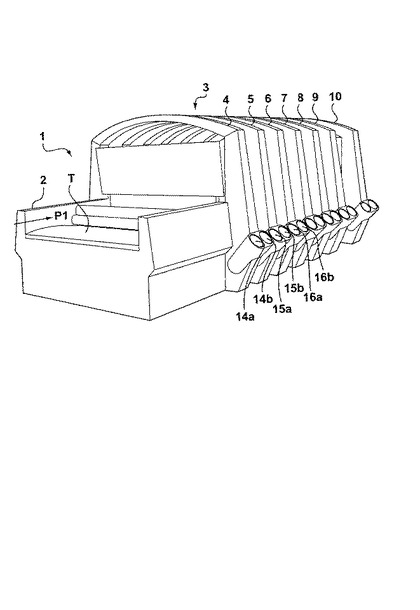
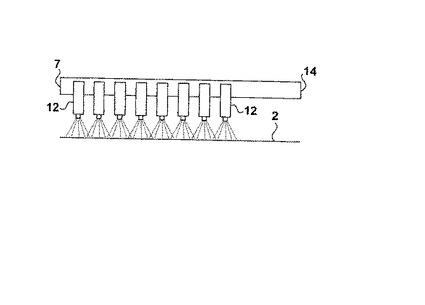
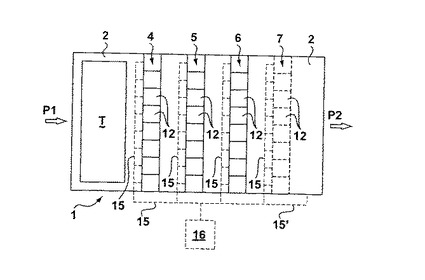
図2ないし5は、本発明の好ましい実施の形態に係わる織物(編物)改質機1を示している。この織物改質機1は、電気モータ(図示せず)を使用して駆動されるエンドレスの搬送ベルト2を有している。この搬送ベルト2の上には、ハウジング3に沿って矢印P1の方向に搬送される織物(編物)物品(textile article)Tが配設されている。前記ハウジング内で織物には幾つかの処理がなされる。この織物は、接着によりコンベヤに物理的に固定されて、処理の間にずれることが防止される。最後に、この織物は、前記接着を解除することにより、矢印P2の方向に排出される。多数のノズル12が、ハウジング3内に配設されている。これらノズルは、連続して配置された複数のビーム14に支持されている。かくして、第1の列4、第2の列5、第3の列6、及び更なる列が形成されている。これら列の数は、変更されることができ(図5では点線で示されている)、例えば、処理の数や性質に依存している。各列当たりのノズルの数もまた、変更されることができ、織物に適用されるデザインの所望の解像度に主に依存している。図示の実施の形態において、前記ビームの有効な幅は、約1mであり、また、これらビームには、約29個のスプレイヘッドが固定して配設されている。そして、各ヘッドには、約8個のノズルが設けられている。これらノズル12の各々は、物質の液滴の流れを発生させる。
【0029】
好ましい連続インクジェット方法では、ポンプが、ノズルの1もしくは複数の非常に小さい孔を通るインクもしくは他の媒体の一定の流れを生じさせる。以下では、インクとインクジェットとに対して説明されているけれども、これには限定されず、他の物質もノズルから射出されるであろうことが理解される。1もしくは複数のインク、即ちインクジェットが、前記孔から射出される。励起(excitation)機構の影響のもとで、インクジェットは、同じサイズの液滴の一定の流れへと分断する。最も良く使用される励起機構は、ピエゾ結晶ではあるが、他の形態の励起もしくはキャビテイションも使用可能である。発生される同じサイズの液滴の一定の流れから、織物の基体に与えられる液滴と与えられてはならない液滴とが選定されなければならない。この目的のために、液滴は、荷電若しくは放電される。液滴を織物上に位置させる2つの変形例がある。1つの方法に係われば、与えられた電界が、荷電された液滴を偏向し、荷電された液滴は、基体上に達する。この方法は、バイナリー偏向(binary deflection)とも称されている。マルチレベル(multi−level)法として知られている他の好ましい方法に係われば、荷電された液滴は、通常は織物へと導かれ、放電された液滴は、偏向される。これでは、液滴は、電界にさらされ、この電界は、異なる液滴が基体上に達する最終位置が調節されることができるように、複数のレベル間で変更される。
【0030】
図5には、異なるノズル12が、ネットワーク15により、中央制御ユニット16に有線もしくは無線で接続されていることが点線で示されている。この制御ユニットは、例えば、マイクロコントローラもしくはコンピュータを有している。前記搬送ベルト2の駆動手段は、ネットワーク15’により、前記制御ユニットに接続されている。この制御ユニットは、前記駆動手段と個々のノズルとを要求に応じて駆動させることができる。
【0031】
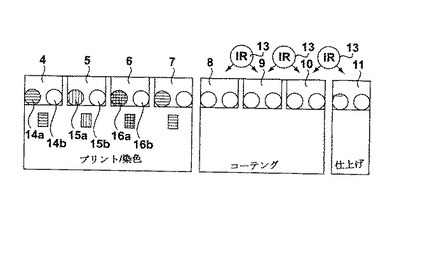
前記ノズル4ないし11の各列には、与えられる物質が中に収容されている2重リザーバが配設されている。ノズルの第1の列4には、リザーバ14a,14bが、第2の列5には、リザーバ15a,15bが、第3の列6には、リザーバ16a,16bが、そして他の列にも夫々リザーバが設けられている。適当な物質が、各列の2つのリザーバのうちの少なくとも一方の中に収容されている。
【0032】
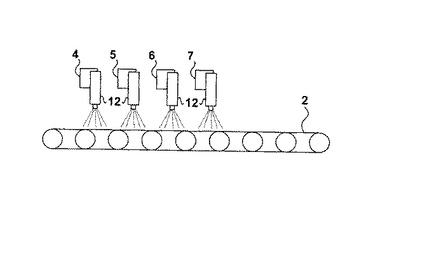
異なるリザーバには、夫々適当な物質が充填されており、また、異なる列に配設されているノズル12は、織物物品が正しく処理されるように、方向付けられている。図6に示されている状態では、第1の列4のリザーバ14aは、シアン色のインクを収容しており、第2の列5のリザーバ15は、マゼンタ色のインクを収容しており、第3の列6のリザーバ16aは、黄色のインクを収容しており、第4の列17のリザーバ17aは、黒色のインクを収容している。織物物品は、ペイント/プリント処理により、パターンが列4ないし7で、与えられる。これら列のノズルは、約50ミクロンの出口径を有している。3つの続く列8ないし10のリザーバは、織物をコーテングするために、3つの通路で処理される織物のコーテングを果たす1もしくは複数の物質を収容している。これら列8ないし10のノズルは、70ミクロンの出口径を有している。第8のリザーバ11は、プリント並びにコーテングされた織物を仕上げることができる物質を収容している。この実施の形態では、織物物品Tは、仕上げのコーテングに影響を与えるように、光源13からの赤外線により第5ないし第8の列の所で好ましくは処理される。
【0033】
図7は、織物が他の処理シーケンスを受ける他の位置を示している。織物物品Tは、最初にノズルの第1の列4と第2の列5とに沿ってガイドされることにより、プリントが形成される。これら列4,5は、70ミクロンのノズルを有し、織物上に比較的円滑に色付けされたコーテングを形成する。このプリントされた織物は、第3の列ないし第5の列6ないし8で、上述されたようにコーテングされ、この後、仕上げ工程が、第6の列9と第7の列10でなされる。
【0034】
図8に示されている実施の形態では、織物物品は、最初に、ノズルの第1の列4に沿ってガイドされる。この列4のノズルは、約70ミクロンであり、織物に、これの全幅に渡って円滑なフル背景色(smooth full background colour)を与える。続いて、この織物は、コンベヤベルトにより第2の列5と第3の列6とに沿ってガイドされ、パターンが周面にプリントされる。良好な規定が、30ないし50ミクロンの細いノズルを使用することにより、列5,6でのプリント工程でなされることができる。そして、織物は、第4の列ないし第6の列7ないし9に沿ってガイドされて、色付け並びにプリントされた織物にこれら3つの通過でコーテングがなされる。この後に、最終の仕上げ処理工程が、第7の列10と第8の列11とでなされる。
【0035】
異なる、連続して搬送される複数の織物物品を異なる方法で処理することが可能であり、これは、幾つかの場合には、織物は搬送が阻止されないでなされる。各場合で異なったデザインの織物物品を連続して供給するために、ノズル12をコンピュータで制御することにより、例えば、可能である。また、リザーバを適宜選択することにより、1つの織物に異なる物質を適用させることも可能である。第1のリザーバ14a,15a,16aは、例えば、第1の形式の織物のための各場合で使用され、そして、第2のリザーバ14b,15b,16bは、他の形式の織物のために使用される。
【0036】
本発明の環境に対する効果を決定するために、代表的な改質プロセスの例が使用されることができる。この例では、基体は、ペイントのためのユニット操作の4つのサイクルを通った後に、コーテングのための4つのサイクルを通り、最後に仕上げのための2つのサイクルを通る。定量化は、1800mの長さと約1.6mの幅とを有し、基体の1平方m当たり100グラムの重量を有し、漂白かつ乾燥されたコットンの基体に基づいている。色付けと、コーテングと、仕上げとは、ここでは各々1つのプロセスユニットでなされ、これらプロセスユニット間に、必要な後処理並びに/もしくは前処理が行われる。もし、これら処理が1つのプロセスユニット内で行われることができれば、環境効果は、より高くなるであろう。
【0037】
一般的な改質プロセスにおいて、特に、全ての処理(ペイント、コーテング、並びに仕上げ)は、高水溶液内で並びに/もしくは高水溶液を用いて行われている。本発明に係わるデジタルプロセスでは、高濃度の溶液が、高精度に制御された量で、基体に直接吹き付けられる。このために、使用される水は少ない。過度の化学物質や補助化学物質をすすぐ/洗う(rinsing/washing)ために、特にユニット操作のどのサイクルもすすぎ工程を含んでいる。これら工程の回数は、既存のプロセス(4度のペイントと、4度のコーテングと、2度の仕上げ)での10回から本発明のデジタルプロセス(即ち、1度のペイントと1度のコーテングと1度の仕上げ)の3回へと減じられることができる。従って、7回のすすぎ工程が減じられる。このことは、水の消費のかなりの減少が、すすぎを少なくすることにより、既に実現されることができることを意味している。この水の消費の全削減は、多くの場合90%よりも多い。
【0038】
また、エネルギの消費も減少できることが考えられる。これは、特に強制的な乾燥が必要でなくなるか、非常に制限された僅かの程度しか必要とされないことと、熱い/暖かいすすぎ(hot/warm rinsing)水を使用するすすぎが必要でなくなるか、非常に制限された程度しか必要とされないことと、基体の機械的な取り扱いが非常に減じられるためです。
【0039】
既知の改質プロセスにおいて、乾燥は、一般には異なるユニット操作間で、また、サイクルが繰り替えされなければならない場合には前記操作内でなされる。基体は、自身の重量の数倍の重量の水を含むことができる。乾燥は、一般的に2つの工程で行われる。即ち、第1の工程で、水分の大部分が基体から機械的に除去される。そして、第2の工程で、熱的に乾燥されて、基体に残っている水分が蒸発される。
【0040】
本発明のデジタル改質プロセスは、ほとんど水を必要としないで実行されるので、異なる改質工程間や最終の改質工程後に、例えば、乾燥によって水分を蒸発させる必要がない。このため、かなりのエネルギの節約が実現される。幾つかの場合に必要とされる限定的な乾燥は、多くの場合に、指向性のあるUVドライヤーによって実現されることができる。一般に、重量でわずか70%の水が、コーテング材に必要とされ得る。
【0041】
このデジタルプロセスでは、必要とされる基体の洗浄がかなり制限されているため、既存の改質プロセスと比較して、異なる改質操作間での基体の搬送を含む機械的な操作の回数をかなり減じることが、また、可能であろう。これによって、電気エネルギの消費も、かなり削減されるであろう。全体で、90%以上のエネルギ消費の削減を実現することができる。
【0042】
現在の生産技術では、1平方m当たり約150グラムの湿質物質(化学物質)が、与えられる。デジタルプリントにおいては、織物への適用をより正確にし、織物への圧力を小さくし、そして、織物への吸収を少なくしているので、適用される化学物質の量は、1平方m当たり約50グラムの湿質物質に減じられることができる。この結果、約66%の化学物質を削減することが可能である。この削減は、主化学物質だけでなく、塩のような添加物にも関係しており、デジタルプロセスにおいて、基体は、主化学物質の作用、定着、並びに/若しくは反応を容易にするように、添加物で前処理される。かくして、これら添加物にも、66%の影響が果たされ得ることが期待される。最後に、排水の生成並びに排水の汚染効果は、90%以上減じられることができる。
【0043】
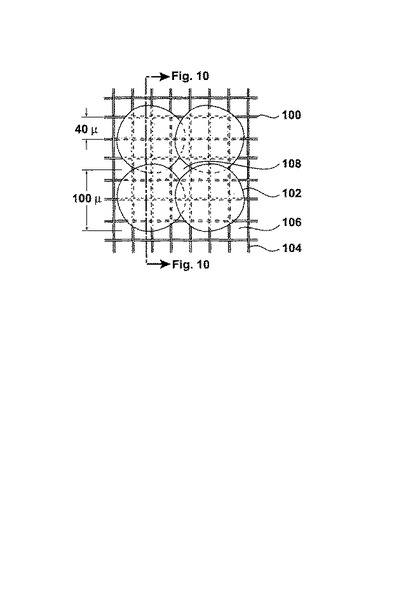
図9は、コーテング材の4つのピクセル102が上に付着された織物100の一部の概略図である。この織物100は、繊維104間にメッシュ状の開口部106を有しメッシュ状に形成された繊維104を有している。この繊維のスペースは、約40ミクロンであり、ピクセル102は、各々が、約100ミクロンの径を有している。図9から判るように、各ピクセル102は、少なくとも4つの完全な開口部106を効果的にカバーしている。さらに、これらピクセル102は、完全に閉じられたコーテングを形成せず、孔108が、隣り合うピクセル102間に形成されていることが判る。
【0044】
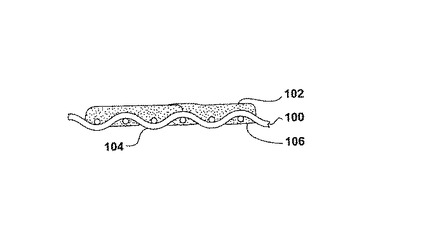
図10は、図9の織物100を10−10線に沿って切断した断面図である。ピクセル102は、織物の表面に実質的に位置され、隣り合う繊維104間の開口部106に広がっていることが判る。コーテング材の粘性のために、各ピクセル102はこの形状を部分的に維持しており、複数のピクセル102は重なり領域では一緒に流れるが、個々のピクセルはまだ識別可能である。さらに、ピクセル102を形成しているコーテング材は、良好な接着をなすように、コーテングされた面の繊維104を部分的に覆っていることが判る。コーテング材の粘性は、正確な程度の材料の付着を保証するように選択されている。
【0045】
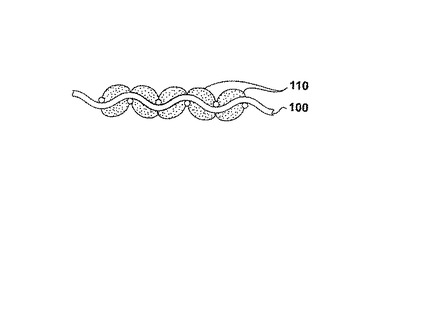
図11は、コーテング材の液滴110の適用がより少ない織物100を切断した、図10に類似した図である。液滴110は、メッシュ状の開口部106とほぼ同じサイズであり、開口部中へ、さらに開口部を通過してしまう。このため、図10の場合ほどの同質の効果は得られず、また、織物の互いに対向した面に異なる特性を与えることはさらに難しい。
【0046】
図9並びに10は、約40ミクロンの織物の場合を示しているが、本発明の範囲内で、さらに粗い織物、若しくは構造体が使用されることができる。かくして、100ミクロンの繊維スペースでは、200ミクロンのノズルサイズが考えられ得る。
【0047】
本発明は上述の好ましい実施形態に限定されない。特に、権利範囲は、請求項によって規定されており、多くの変形例が、請求項の範囲内で考えられることができる。
【図面の簡単な説明】
【0048】
【図1】基体を改質するためのプロセスの概略的なブロック図である。
【図2】本発明に係わるコーテング装置を有する織物改質機構の斜視図である。
【図3】図2に示す織物改質機構の概略的な側面図である。
【図4】図2に示す織物改質機構の概略的な正面図である。
【図5】図2に示す織物改質機構の概略的な断面図である。
【図6】異なるプロセス工程を実施するための、好ましいシーケンスを概略的に示す図である。
【図7】改質工程を実施するための、別の好ましいシーケンスを概略的に示す図である。
【図8】改質工程を実施するための、更に別の好ましいシーケンスを概略的に示す図である。
【図9】本発明に従ってコーテングされた織物の一部を概略的に示す図である。
【図10】図9の10−10線に沿う織物の断面図である。
【図11】小さい液滴が使用されているコーテングされた織物の、図10と同様の断面図である。
【技術分野】
【0001】
本発明は、2003年9月22日付けのオランダ特許第1024335号と、2003年11月28日付けのPCT出願No.PCT/NL03/00841とから優先権を主張しており、これらの内容は、全体の参照によってこの明細書に組み込まれる。
【0002】
本発明は、織物をデジタル的にコーテングする装置に関する。特に、本発明は、正確なコーテング特性を与えるように、連続したフローインジェクト技術を使用して織物をコーテングするための装置に関する。また、本発明は、上記の技術を使用して織物をコーテングする方法、及びこの方法により生産される織物に関する。
【背景技術】
【0003】
コーテングは、織物の製造の間に度々なされる処置の1つである。このような製造では、以下の5つの工程に大別されることができる。即ち、繊維の製造と、繊維の紡ぎと、布(例えば、織られるか編まれた布)の製造と、布の改質と、最終製品の製造もしくは生産とである。前記布の改質としては、準備、漂白、オプションによるホワイテングと、カラーリング(ペイント並びに/もしくはプリント)、コーテング、並びに仕上げのような複数のプロセスがある。これら処理は、一般的には、使用者が望んでいる外観や物理的な特性を織物に与えるのを目的としている。織物のコーテングは、改質の多くの重要な技術の1つであり、最終製品に種々の特別な特性を付与するために使用されることができる。このコーテングは、基体の耐火性もしくは耐炎性、撥水性並びに/もしくは撥油性、耐しわ性、耐縮性、耐腐食性、非滑り性、折り維持性、並びに/もしくは帯電防止性を果たすために使用されることができる。
【0004】
織物を改質するための一般的なプロセスは、複数の部分プロセス、即ち改質工程、即ち、織物体(基体と称されている)の前処理、基体のペイント、基体のコーテング、基体の仕上げ、並びに基体の後処理からなっている。溶剤もしくは水ベースでコーテングするための有用な技術は、所謂ロール式ナイフ塗布機や反転ロール式浸漬塗付機である。水中でのポリマー物質の分散が、通常は布に与えられ、この後に、過剰のコーテングが、ドクターブレイドにより剥がし取られる。しかし、所定の特性は、このような一般的なコーテング技術を使用して得ることは難しく、他の技術により達成させなければならない。物品にフルカラーを与えるためには、ペイント浴中に織物の物品を浸して、織物の両側に色付け物質を与えることにより色付けが成されることができる。他の処理としてフラール処理(foularding)(含浸並びにプレス)が使用されることができる。
【0005】
図1に示されている改質工程の各々は、複数の処理からなりたっている。化学的に異なる形式の異なる処理が、基体の性質や所望の最終物に対応して要求されている。プリント、ペイント、コーテング、並びに仕上げの改質工程において、これら4つの繰り返し工程が、一般的には区別され、これらは、同じシーケンスで度々生じる。これら処理は、専門的な分野ではユニット操作と称されている。これらは、含浸処理(即ち、化学薬品の適用もしくは導入)と、反応/定着処理(即ち、基体への化学薬品の結合)と、洗浄処理(即ち、過度の化学薬品並びに補助の化学薬品の除去)と、乾燥処理とである。これらユニット操作は、各改質工程に対して複数回繰り替えされなければならない。例えば、洗浄サイクルが繰り替えされる。このためには、多量の化学薬品と水とが、一般的には使用されるので、比較的高い環境影響と、長いスループット時間と、比較的高い製造コストとなる。
【0006】
更に、現在では、別々の装置で織物の異なる改質工程を行うのが一般的である。このことは、例えば、ペイントは、目的に適した夫々異なる複数のペイント浴内でなされ、プリントとコーテングとは、別々のプリント装置とコーテング機構とでなされ、仕上げは、更に異なる装置でなされることを、意味している。異なる操作が、別々の装置により個々に行われるので、織物の処理のために、通常は異なり複数のルーム領域に渡る比較的広いスペースが必要である。
【発明の開示】
【発明が解決しようとする課題】
【0007】
かくして、上記欠点及び従来のプロセスに関連した他の欠点が減じられる、基体の改質、即ち、ペイント、コーテング、並びに仕上げの方法を提供することが望まれている。
【0008】
改質工程を果たすために、インクジェットプリント技術を使用する種々の試みがなされている。特に、インクジェットプリンタが、織物媒体に像をプリントするために提案されている。しかし、紙の媒体にプリントするために知られている一般のインクジェット技術は、織物幅が1mよりも広いのが標準で、プロセスを効率良く行うためには毎分20m以上の生産速度が必要である織物生産のための手段としては不適切であることが判っている。特に、一般のインクジェットプリンタは、媒体を横切って前後に移動するプリントヘッドを備えている。このプリントヘッドは、インク滴の流れが射出され得る多数のノズルを有している。そして、このプリントヘッドは、指令によるドット原理(dot−on−demand principle)に従って動作する。即ち、プリントヘッドは、インク滴を付着させるように電気的に制御されるか、プリントされる像には従わない。媒体は、プリントヘッドの各通過の後に間欠的に前方へと送られる。この間欠的な送りと指令によるドットの制御との両方により、実際の使用においてはプロセスが非常に遅くなる。織物のプリントのためのこのような方法では、毎分2mの送り速度が通常利用されている。一般のプリント装置が白の布シートにプリントするために使用されるプロセスが、米国特許No.4,702,742に開示されている。インクと定着溶液との両者が一般のインクジェットヘッドを使用して織物に供給される更なるプロセスが、ドイツ特許出願No.DE19930866により提案されている。
【0009】
特に、一般のインクジェットプリント装置は、織物のコーテングには適していないということが判っている。これは、特に、隣り合う繊維間にギャップが存在する粗く織られるか編まれる繊維織物に使用されるときの場合である。一般のインクジェット装置で使用されるノズルの代表的な直径は、微細なピクセル解像度を与えるためには、かなり小さい。このようなノズルにより形成される液滴は、ギャップ中へ、さらにギャップを通過してしまって適当な表面仕上げが得られないことが判っている。また、インクジェット技術を使用した織物へのプリントは効果があるのにも係わらず、粗い織物に形成される像のピクセル解像度は、粗い繊維構造のために不充分であり、全ての方向には均一とならない吸上げ(wicking)のような悪影響を与えることも判っている。
【課題を解決するための手段】
【0010】
本発明において、隣り合った繊維間にメッシュ状の開口部を有する繊維の織物にコーテングをデジタル的に形成する方法が提供されている。この方法は、処理用の通路に沿って織物を連続して搬送させることを有している。この処理用の通路は、これをほぼ横切るように配設されたコーテング用の静止した一列のノズルを有しており、コーテング用のノズルは、約70ミクロンより大きい出口径を有している。この方法は、また、ノズルにコーテング材を供給することと、このコーテング材の液滴のほぼ連続した流れを与えるようにノズルを個々に制御することと、織物の表面にピクセルのコーテングを実質的に果たすように織物に当るように個々の液滴を選択的に方向付けることとを有している。各ピクセルは、少なくとも4つのメッシュ状の開口部をカバーし、100ミクロンより大きい径を有する。このように、大きなノズルを使用して、4つのメッシュ状の開口部をカバーするのに十分なサイズの液滴を発生させることによって、液滴は、織物の表面に適切に支持並びに広げられ、即ち平らにされる。この状況において、液滴によって形成されるピクセルは、表面に実質的に位置すると考えられるが、繊維間に適切な接着を形成するように、繊維間のギャップに入ったり、少なくとも一面で繊維を部分的に覆ったりすることができる。この方法は、特に、織物若しくは編物に適用可能である。
【0011】
好ましくは、この方法は、通路を横切るように実質的にまた配設された静止した第2の列のノズルに沿って織物を搬送することと、これら第2の列のノズルに第2の物質を供給することと、第2の物質の液滴のほぼ連続した流れを織物に適用するようにノズルを個々に制御することとをさらに有している。前記第2の列のノズルは、他の独特な改質工程のために使用されることができる。特に、これらノズルは、織物をプリント、ペイント、若しくは染色するために使用されることができる。特に、第2の列は、微細なピクセル解像度を発生させるように、50マイクロ未満の出口径を有するノズルを備えることができる。例示的な一実施形態において、高解像度のインクジェットプリントは、織物が第1の列のノズルを通過した後にコーテングで果たされることができる。代わって、第2の物質は、コーテング物質の前に適用されることができる。この場合、第2の物質は、例えば、繊維構造体内に受けられたり吸収されたりすることができ、コーテングは、その上に保護層を形成することができる。
【0012】
本発明の他の実施形態では、第2の列のノズルは、第1の列のノズルに対して処理用の通路の反対側に設けられることができる。この場合、第2の列は、第1の列にほぼ類似することができ、また、この方法は、織物の両面にコーテングを適用することを有することができる。代わって、第2の列は、織物の第2の面に異なる物質を適用するために使用されることができ、従って、仕上げられた織物は、各面で異なる特性を表わす。必要とされる処理に応じて、更なるノズルの列が与えられることができる。
【0013】
連続的なインクジェットをマルチレベルで偏向可能なタイプのノズルを使用することが、非常に効果的であることは判っている。かくして、この方法は、液滴を荷電若しくは放電することと、電界を与えることと、液滴が織物上の適切な位置に個々に付着されるように液滴を偏向するように電界を変化させることとを有することができる。このようにして、各ピクセルの正確な位置が、例えば、所定の重なり部、若しくはスペースに慎重に制御されることができる。このような技術を使用すると、各ノズルは、毎秒100,000ほどの液滴を発生させることができる。ノズルの複数の列の場合、ある列が、マルチレベルで偏向可能な形式あり、一方、他の列が、バイナリーレベルの形式であり得る。
【0014】
好ましくは、ノズルは、処理用の通路のほぼ全幅を横切るように配設され、また、コーテングは、織物のほぼ全幅に渡ってなされる。この幅は、1mを超えることができるが、2.5m未満の幅を有する織物を生産することが通常である。
【0015】
好ましい一実施形態では、コーテングは、撥水性のあるコーテングであり、コーテング材は、フッ化炭化水素又はシリコンをベースとした乳濁液、消泡性の媒体、電解液、若しくはシックナーを有することができる。隣り合ったピクセル間の孔を有する開口構造体中にこのようなコーテングをすることによって、通気性のある構造体が得られる。
【0016】
好ましくは、コーテング材は、B型粘度計で測定されたとき、4センチポイズよりも大きな粘性を有する。70ミクロン以上の径を有するこのようなノズルが使用されることによって、液滴が、織物との接触で適切な形状の維持を果たすように形成され、従って、ピクセルの所望の形状が得られることは判っている。
【0017】
粘性が低いと、繊維構造体に沿った並びに周りのコーテング材の吸上げは大きくなり得る。
【0018】
本発明の重要な特徴において、処理用の通路はコンベヤを有することができ、織物は、このコンベヤに固定されることができる。このため、コンベヤに対する織物の位置は、維持されることができる。このため、各ピクセルの正確な配置が重要であるとき、織物のずれは防止されることができる。これは、処理が、別の列のノズルによって適用される別のカラーを使用したプリントを含んでいるときに、特に重要である。織物は、接着等によって前記コンベヤに固定されることができる。
【0019】
本発明は、また、織物をデジタル的にコーテングするための装置に関する。この装置は、処理用の通路に沿って織物をほぼ連続的に搬送するためのコンベヤと、織物のほぼ全幅に渡ってコーテング材を適用するように、通路をほぼ横切るように配設されたコーテング用の静止した一列のノズルとを有している。これらコーテング用のノズルは、70ミクロンより大きい出口径を有し、各々が、織物に当るように選択的に方向付けられ得る液滴のほぼ連続的な流れを与えるように制御される。この状況では、“静止した”とは、ノズルが、一側から他側へ処理用の通路を横切るように物質的に移動することを意味するように意図されている。さらに、“連続的”という用語は、液滴の流れが装置の操作中に続き、従って、必要でない液滴が収集装置に発散されることを意味するように意図されている。このような定義は、所謂ドロップ・オン・デマンドシステムと明確に区別されると考えられる。
【0020】
好ましい実施形態において、この装置は、更に、織物に更なる物質を適用するように、通路を横切るように実質的に配設されたノズルの第2の、即ち更なる列を有することができる。染色又はプリントのような別の仕上げ工程を果たすために、第2の列のノズルは、70ミクロン未満、好ましくは約50ミクロンの出口径を有することができる。また、これらノズルは、織物に当るように選択的に方向付けられ得る液滴のほぼ連続した流れを与えるように、個々に制御されることが好ましい。
【0021】
この装置の特定の実施形態おいて、ノズルの列は、織物の両面に物質をコーテング若しくは適用するように、通路の両側に配設されることができる。
【0022】
織物の全幅に渡って動作を正確及び的確に果たすように、ノズルの各列は、処理用の通路に広がったプリントビームに設けられている。好ましくは、各ビームは、複数のヘッドを有し、各ヘッドは、複数のノズルを有している。異なるヘッドを使用することによって、個々のノズル間の圧力分配は、慎重に制御されることができる。特に、各ヘッドに約8個のノズルを用いることによって、各ノズルの正確な圧力制御が、保証される。このような場合、合計10ないし100のヘッドが、各ビームに設けられることができる。
【0023】
好ましい一実施形態において、ノズルは、マルチレベルで偏向可能なインクジェットの形式であり、従って、織物への液滴の位置は、制御されることができる。代わって、ノズルの幾つか、若しくは全ての列は、バイナリーで偏向可能なインクジェットの形式であり、従って、ノズルから出る液滴は、織物に若しくはコレクター中に選択的に方向付けられることができる。どちらの形式のノズルが使用されても、ノズルは、各々が、必要とされる処理速度を果たすように、少なくとも毎秒100,000の液滴を発生させるように制御され得ることが望ましい。
【0024】
好ましくは、前記コンベヤは、幅が1mより広い、より好ましくは約2m未満の織物を収容するのに十分な幅を有している。コンベヤは、また、毎分15mより速い、より好ましくは毎分25mより速い速度で動作するように準備されるべきである。さらに、コンベヤには、織物との相互移動を生じさせないように接着剤等が与えられることができる。
【0025】
本発明は、さらに、40ミクロンより大きい平均的なスペースを有する隣り合った繊維間にメッシュ状の開口部を有し、デジタル的にコーテングされた繊維の織物に関する。この織物には、織物の表面上にコーテング材の複数のピクセルを有するコーテングがなされている。各ピクセルは、少なくとも4つのメッシュ状の開口部をカバーし、100ミクロンより大きい径を有している。好ましくは、この織物は、織布若しくは編物である。
【0026】
本発明の更なる特定の実施形態において、織物は、1.5mより広い幅を有することができる。さらに、コーテングは、重なり合ったピクセルを有する閉口状態のコーテングの形態、若しくは隣り合ったピクセル間に孔を有する開口状態のコーテングの形態であり得る。
【0027】
本発明は、添付図面に従った複数の例示的な実施形態を参照して、より詳細に説明されているであろう。
【発明を実施するための最良の形態】
【0028】
図2ないし5は、本発明の好ましい実施の形態に係わる織物(編物)改質機1を示している。この織物改質機1は、電気モータ(図示せず)を使用して駆動されるエンドレスの搬送ベルト2を有している。この搬送ベルト2の上には、ハウジング3に沿って矢印P1の方向に搬送される織物(編物)物品(textile article)Tが配設されている。前記ハウジング内で織物には幾つかの処理がなされる。この織物は、接着によりコンベヤに物理的に固定されて、処理の間にずれることが防止される。最後に、この織物は、前記接着を解除することにより、矢印P2の方向に排出される。多数のノズル12が、ハウジング3内に配設されている。これらノズルは、連続して配置された複数のビーム14に支持されている。かくして、第1の列4、第2の列5、第3の列6、及び更なる列が形成されている。これら列の数は、変更されることができ(図5では点線で示されている)、例えば、処理の数や性質に依存している。各列当たりのノズルの数もまた、変更されることができ、織物に適用されるデザインの所望の解像度に主に依存している。図示の実施の形態において、前記ビームの有効な幅は、約1mであり、また、これらビームには、約29個のスプレイヘッドが固定して配設されている。そして、各ヘッドには、約8個のノズルが設けられている。これらノズル12の各々は、物質の液滴の流れを発生させる。
【0029】
好ましい連続インクジェット方法では、ポンプが、ノズルの1もしくは複数の非常に小さい孔を通るインクもしくは他の媒体の一定の流れを生じさせる。以下では、インクとインクジェットとに対して説明されているけれども、これには限定されず、他の物質もノズルから射出されるであろうことが理解される。1もしくは複数のインク、即ちインクジェットが、前記孔から射出される。励起(excitation)機構の影響のもとで、インクジェットは、同じサイズの液滴の一定の流れへと分断する。最も良く使用される励起機構は、ピエゾ結晶ではあるが、他の形態の励起もしくはキャビテイションも使用可能である。発生される同じサイズの液滴の一定の流れから、織物の基体に与えられる液滴と与えられてはならない液滴とが選定されなければならない。この目的のために、液滴は、荷電若しくは放電される。液滴を織物上に位置させる2つの変形例がある。1つの方法に係われば、与えられた電界が、荷電された液滴を偏向し、荷電された液滴は、基体上に達する。この方法は、バイナリー偏向(binary deflection)とも称されている。マルチレベル(multi−level)法として知られている他の好ましい方法に係われば、荷電された液滴は、通常は織物へと導かれ、放電された液滴は、偏向される。これでは、液滴は、電界にさらされ、この電界は、異なる液滴が基体上に達する最終位置が調節されることができるように、複数のレベル間で変更される。
【0030】
図5には、異なるノズル12が、ネットワーク15により、中央制御ユニット16に有線もしくは無線で接続されていることが点線で示されている。この制御ユニットは、例えば、マイクロコントローラもしくはコンピュータを有している。前記搬送ベルト2の駆動手段は、ネットワーク15’により、前記制御ユニットに接続されている。この制御ユニットは、前記駆動手段と個々のノズルとを要求に応じて駆動させることができる。
【0031】
前記ノズル4ないし11の各列には、与えられる物質が中に収容されている2重リザーバが配設されている。ノズルの第1の列4には、リザーバ14a,14bが、第2の列5には、リザーバ15a,15bが、第3の列6には、リザーバ16a,16bが、そして他の列にも夫々リザーバが設けられている。適当な物質が、各列の2つのリザーバのうちの少なくとも一方の中に収容されている。
【0032】
異なるリザーバには、夫々適当な物質が充填されており、また、異なる列に配設されているノズル12は、織物物品が正しく処理されるように、方向付けられている。図6に示されている状態では、第1の列4のリザーバ14aは、シアン色のインクを収容しており、第2の列5のリザーバ15は、マゼンタ色のインクを収容しており、第3の列6のリザーバ16aは、黄色のインクを収容しており、第4の列17のリザーバ17aは、黒色のインクを収容している。織物物品は、ペイント/プリント処理により、パターンが列4ないし7で、与えられる。これら列のノズルは、約50ミクロンの出口径を有している。3つの続く列8ないし10のリザーバは、織物をコーテングするために、3つの通路で処理される織物のコーテングを果たす1もしくは複数の物質を収容している。これら列8ないし10のノズルは、70ミクロンの出口径を有している。第8のリザーバ11は、プリント並びにコーテングされた織物を仕上げることができる物質を収容している。この実施の形態では、織物物品Tは、仕上げのコーテングに影響を与えるように、光源13からの赤外線により第5ないし第8の列の所で好ましくは処理される。
【0033】
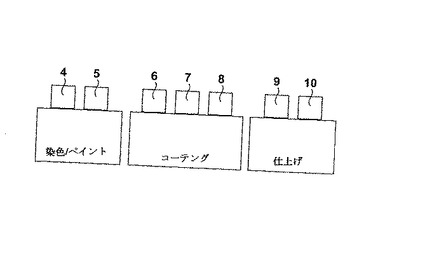
図7は、織物が他の処理シーケンスを受ける他の位置を示している。織物物品Tは、最初にノズルの第1の列4と第2の列5とに沿ってガイドされることにより、プリントが形成される。これら列4,5は、70ミクロンのノズルを有し、織物上に比較的円滑に色付けされたコーテングを形成する。このプリントされた織物は、第3の列ないし第5の列6ないし8で、上述されたようにコーテングされ、この後、仕上げ工程が、第6の列9と第7の列10でなされる。
【0034】
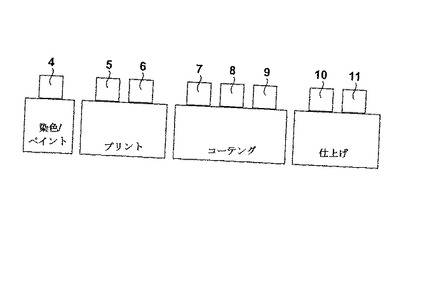
図8に示されている実施の形態では、織物物品は、最初に、ノズルの第1の列4に沿ってガイドされる。この列4のノズルは、約70ミクロンであり、織物に、これの全幅に渡って円滑なフル背景色(smooth full background colour)を与える。続いて、この織物は、コンベヤベルトにより第2の列5と第3の列6とに沿ってガイドされ、パターンが周面にプリントされる。良好な規定が、30ないし50ミクロンの細いノズルを使用することにより、列5,6でのプリント工程でなされることができる。そして、織物は、第4の列ないし第6の列7ないし9に沿ってガイドされて、色付け並びにプリントされた織物にこれら3つの通過でコーテングがなされる。この後に、最終の仕上げ処理工程が、第7の列10と第8の列11とでなされる。
【0035】
異なる、連続して搬送される複数の織物物品を異なる方法で処理することが可能であり、これは、幾つかの場合には、織物は搬送が阻止されないでなされる。各場合で異なったデザインの織物物品を連続して供給するために、ノズル12をコンピュータで制御することにより、例えば、可能である。また、リザーバを適宜選択することにより、1つの織物に異なる物質を適用させることも可能である。第1のリザーバ14a,15a,16aは、例えば、第1の形式の織物のための各場合で使用され、そして、第2のリザーバ14b,15b,16bは、他の形式の織物のために使用される。
【0036】
本発明の環境に対する効果を決定するために、代表的な改質プロセスの例が使用されることができる。この例では、基体は、ペイントのためのユニット操作の4つのサイクルを通った後に、コーテングのための4つのサイクルを通り、最後に仕上げのための2つのサイクルを通る。定量化は、1800mの長さと約1.6mの幅とを有し、基体の1平方m当たり100グラムの重量を有し、漂白かつ乾燥されたコットンの基体に基づいている。色付けと、コーテングと、仕上げとは、ここでは各々1つのプロセスユニットでなされ、これらプロセスユニット間に、必要な後処理並びに/もしくは前処理が行われる。もし、これら処理が1つのプロセスユニット内で行われることができれば、環境効果は、より高くなるであろう。
【0037】
一般的な改質プロセスにおいて、特に、全ての処理(ペイント、コーテング、並びに仕上げ)は、高水溶液内で並びに/もしくは高水溶液を用いて行われている。本発明に係わるデジタルプロセスでは、高濃度の溶液が、高精度に制御された量で、基体に直接吹き付けられる。このために、使用される水は少ない。過度の化学物質や補助化学物質をすすぐ/洗う(rinsing/washing)ために、特にユニット操作のどのサイクルもすすぎ工程を含んでいる。これら工程の回数は、既存のプロセス(4度のペイントと、4度のコーテングと、2度の仕上げ)での10回から本発明のデジタルプロセス(即ち、1度のペイントと1度のコーテングと1度の仕上げ)の3回へと減じられることができる。従って、7回のすすぎ工程が減じられる。このことは、水の消費のかなりの減少が、すすぎを少なくすることにより、既に実現されることができることを意味している。この水の消費の全削減は、多くの場合90%よりも多い。
【0038】
また、エネルギの消費も減少できることが考えられる。これは、特に強制的な乾燥が必要でなくなるか、非常に制限された僅かの程度しか必要とされないことと、熱い/暖かいすすぎ(hot/warm rinsing)水を使用するすすぎが必要でなくなるか、非常に制限された程度しか必要とされないことと、基体の機械的な取り扱いが非常に減じられるためです。
【0039】
既知の改質プロセスにおいて、乾燥は、一般には異なるユニット操作間で、また、サイクルが繰り替えされなければならない場合には前記操作内でなされる。基体は、自身の重量の数倍の重量の水を含むことができる。乾燥は、一般的に2つの工程で行われる。即ち、第1の工程で、水分の大部分が基体から機械的に除去される。そして、第2の工程で、熱的に乾燥されて、基体に残っている水分が蒸発される。
【0040】
本発明のデジタル改質プロセスは、ほとんど水を必要としないで実行されるので、異なる改質工程間や最終の改質工程後に、例えば、乾燥によって水分を蒸発させる必要がない。このため、かなりのエネルギの節約が実現される。幾つかの場合に必要とされる限定的な乾燥は、多くの場合に、指向性のあるUVドライヤーによって実現されることができる。一般に、重量でわずか70%の水が、コーテング材に必要とされ得る。
【0041】
このデジタルプロセスでは、必要とされる基体の洗浄がかなり制限されているため、既存の改質プロセスと比較して、異なる改質操作間での基体の搬送を含む機械的な操作の回数をかなり減じることが、また、可能であろう。これによって、電気エネルギの消費も、かなり削減されるであろう。全体で、90%以上のエネルギ消費の削減を実現することができる。
【0042】
現在の生産技術では、1平方m当たり約150グラムの湿質物質(化学物質)が、与えられる。デジタルプリントにおいては、織物への適用をより正確にし、織物への圧力を小さくし、そして、織物への吸収を少なくしているので、適用される化学物質の量は、1平方m当たり約50グラムの湿質物質に減じられることができる。この結果、約66%の化学物質を削減することが可能である。この削減は、主化学物質だけでなく、塩のような添加物にも関係しており、デジタルプロセスにおいて、基体は、主化学物質の作用、定着、並びに/若しくは反応を容易にするように、添加物で前処理される。かくして、これら添加物にも、66%の影響が果たされ得ることが期待される。最後に、排水の生成並びに排水の汚染効果は、90%以上減じられることができる。
【0043】
図9は、コーテング材の4つのピクセル102が上に付着された織物100の一部の概略図である。この織物100は、繊維104間にメッシュ状の開口部106を有しメッシュ状に形成された繊維104を有している。この繊維のスペースは、約40ミクロンであり、ピクセル102は、各々が、約100ミクロンの径を有している。図9から判るように、各ピクセル102は、少なくとも4つの完全な開口部106を効果的にカバーしている。さらに、これらピクセル102は、完全に閉じられたコーテングを形成せず、孔108が、隣り合うピクセル102間に形成されていることが判る。
【0044】
図10は、図9の織物100を10−10線に沿って切断した断面図である。ピクセル102は、織物の表面に実質的に位置され、隣り合う繊維104間の開口部106に広がっていることが判る。コーテング材の粘性のために、各ピクセル102はこの形状を部分的に維持しており、複数のピクセル102は重なり領域では一緒に流れるが、個々のピクセルはまだ識別可能である。さらに、ピクセル102を形成しているコーテング材は、良好な接着をなすように、コーテングされた面の繊維104を部分的に覆っていることが判る。コーテング材の粘性は、正確な程度の材料の付着を保証するように選択されている。
【0045】
図11は、コーテング材の液滴110の適用がより少ない織物100を切断した、図10に類似した図である。液滴110は、メッシュ状の開口部106とほぼ同じサイズであり、開口部中へ、さらに開口部を通過してしまう。このため、図10の場合ほどの同質の効果は得られず、また、織物の互いに対向した面に異なる特性を与えることはさらに難しい。
【0046】
図9並びに10は、約40ミクロンの織物の場合を示しているが、本発明の範囲内で、さらに粗い織物、若しくは構造体が使用されることができる。かくして、100ミクロンの繊維スペースでは、200ミクロンのノズルサイズが考えられ得る。
【0047】
本発明は上述の好ましい実施形態に限定されない。特に、権利範囲は、請求項によって規定されており、多くの変形例が、請求項の範囲内で考えられることができる。
【図面の簡単な説明】
【0048】
【図1】基体を改質するためのプロセスの概略的なブロック図である。
【図2】本発明に係わるコーテング装置を有する織物改質機構の斜視図である。
【図3】図2に示す織物改質機構の概略的な側面図である。
【図4】図2に示す織物改質機構の概略的な正面図である。
【図5】図2に示す織物改質機構の概略的な断面図である。
【図6】異なるプロセス工程を実施するための、好ましいシーケンスを概略的に示す図である。
【図7】改質工程を実施するための、別の好ましいシーケンスを概略的に示す図である。
【図8】改質工程を実施するための、更に別の好ましいシーケンスを概略的に示す図である。
【図9】本発明に従ってコーテングされた織物の一部を概略的に示す図である。
【図10】図9の10−10線に沿う織物の断面図である。
【図11】小さい液滴が使用されているコーテングされた織物の、図10と同様の断面図である。
【特許請求の範囲】
【請求項1】
隣り合った繊維間にメッシュ状の開口部を有する繊維の織物にコーテングをデジタル的に形成する方法であって、
約70ミクロンより大きい出口径を有し、通路をほぼ横切るように配設されたコーテング用の一列の静止したノズルを有する処理用の前記通路に沿って、織物を連続的に搬送することと、
前記ノズルにコーテング材を供給することと、
前記コーテング材の液滴のほぼ連続した流れを与えるように、前記ノズルを個々に制御することと、
前記織物の表面に当って、この織物のほぼ一面にピクセルのコーテングを形成するように、前記個々の液滴を選択的に偏向することとを具備し、各ピクセルは、少なくとも4つのメッシュ状の開口部をカバーし、100ミクロンより大きい径を有する、方法。
【請求項2】
前記処理用の通路を横切るようにまた配設された静止した第2の列のノズルに沿って前記織物を搬送することと、これら第2の列のノズルに第2の物質を供給することと、前記第2の物質の液滴のほぼ連続した流れを前記織物に与えるように前記ノズルを個々に制御することとをさらに具備する請求項1の方法。
【請求項3】
前記第2の列のノズルは、約50ミクロン以下の出口径を有するノズルを備える請求項2の方法。
【請求項4】
前記第2の物質は、前記コーテング材の前に供給され、繊維状の構造体中に受けられる請求項2又は3の方法。
【請求項5】
前記第2の物質は、前記コーテング材の後に供給され、前記コーテング上に個々のピクセルを形成する請求項2又は3の方法。
【請求項6】
前記ノズルは、連続してインクジェットをマルチレベルで偏向可能な形式であり、また、この方法は、前記液滴を荷電もしくは放電することと、電界を与えることと、液滴が前記織物上の適切な位置に個々に付着されるように前記液滴を偏向するように、前記電界を変化させることとを具備する前記全ての請求項のいずれか1の方法。
【請求項7】
各ノズルは、毎秒少なくとも100,000の液滴を発生させる前記全ての請求項のいずれか1の方法。
【請求項8】
前記ノズルは、前記処理用の通路の実質的に全幅に渡って配設され、また、コーテングは、前記織物の実質的に全幅に渡ってなされる前記全ての請求項のいずれか1の方法。
【請求項9】
前記ノズルは、前記処理用の通路の両側に設けられ、また、この方法は、前記織物の両面に前記コーテングをすることをさらに具備する前記全ての請求項のいずれか1の方法。
【請求項10】
前記コーテングは、隣り合うピクセル間にスペースを有する開口構造体になされる前記全ての請求項のいずれか1の方法。
【請求項11】
前記コーテングは、撥水性のあるコーテングである前記全ての請求項のいずれか1の方法。
【請求項12】
前記コーテング材は、フッ化炭化水素又はシリコンをベースとした乳濁液、消泡性の媒体、電解液、若しくはシックナーを有する前記全ての請求項のいずれか1の方法。
【請求項13】
前記コーテング材は、B型粘度計で測定されたとき、4センチポイズよりも大きな粘性を有する前記全ての請求項のいずれか1の方法。
【請求項14】
前記処理用の通路は、コンベヤを有し、前記織物は、相互移動が実質的に生じないように前記コンベヤに固定される前記全ての請求項のいずれか1の方法。
【請求項15】
処理用の通路に沿って織物をほぼ連続的に搬送するためのコンベヤと、
前記織物の実質的に全幅に渡ってコーテング材を適用するように、前記処理用の通路をほぼ横切るように配置されたコーテング用の一列の静止したノズルとを具備し、これらコーテング用のノズルは、70ミクロンより大きい出口径を有し、前記織物の表面に当るように選択的に方向付けられ得る液滴のほぼ連続した流れを与えるように個々に制御される、織物をデジタル的にコーテングするための装置。
【請求項16】
前記織物に更なる物質を適用するように、前記処理用の通路をほぼ横切るように配置された第2の列のノズルをさらに具備する請求項15の装置。
【請求項17】
前記第2の列のノズルは、70ミクロン未満の出口径を有し、また、前記織物に当るように選択的に方向付けられ得る液滴のほぼ連続した流れを与えるように個々に制御される請求項16の装置。
【請求項18】
前記両列のノズルは、前記織物の両面に物質を適用するように、前記通路の両側に配置されている請求項15ないし17のいずれか1の装置。
【請求項19】
両列の各ノズルは、複数のコーテングヘッドを有するプリントビームに設けられ、各コーテングヘッドは、複数のノズルを有している請求項15ないし18の装置。
【請求項20】
前記ノズルは、マルチレベルで偏向可能なインクジェットの形式であり、従って、前記織物への液滴の位置は、制御可能である請求項15ないし19のいずれか1の装置。
【請求項21】
前記ノズルは、バイナリーで偏向可能なインクジェットの形式であり、従って、前記ノズルから出る液滴は、前記織物に、若しくはコレクター中に選択的に方向付けられることが可能である請求項15ないし19のいずれか1の装置。
【請求項22】
前記ノズルは、各々が、少なくとも毎秒100,000の液滴を発生させるように制御される請求項15ないし21のいずれか1の装置。
【請求項23】
前記コンベヤは、毎分15メートルより速い速度で動作するように準備されている請求項15ないし22のいずれか1の装置。
【請求項24】
40ミクロンより大きい平均的なスペースを有する隣り合った繊維間にメッシュ状の開口部を有する、デジタル的にコーテングされた繊維の織物であって、この織物には、この織物の少なくとも一面にコーテング材の複数のピクセルを有するコーテングがなされている織物。
【請求項25】
織布若しくは編物である請求項24のデジタル的にコーテングされた繊維の織物。
【請求項26】
1.5メートルよりも広い幅を有している請求項24又は25のデジタル的にコーテングされた繊維の織物。
【請求項1】
隣り合った繊維間にメッシュ状の開口部を有する繊維の織物にコーテングをデジタル的に形成する方法であって、
約70ミクロンより大きい出口径を有し、通路をほぼ横切るように配設されたコーテング用の一列の静止したノズルを有する処理用の前記通路に沿って、織物を連続的に搬送することと、
前記ノズルにコーテング材を供給することと、
前記コーテング材の液滴のほぼ連続した流れを与えるように、前記ノズルを個々に制御することと、
前記織物の表面に当って、この織物のほぼ一面にピクセルのコーテングを形成するように、前記個々の液滴を選択的に偏向することとを具備し、各ピクセルは、少なくとも4つのメッシュ状の開口部をカバーし、100ミクロンより大きい径を有する、方法。
【請求項2】
前記処理用の通路を横切るようにまた配設された静止した第2の列のノズルに沿って前記織物を搬送することと、これら第2の列のノズルに第2の物質を供給することと、前記第2の物質の液滴のほぼ連続した流れを前記織物に与えるように前記ノズルを個々に制御することとをさらに具備する請求項1の方法。
【請求項3】
前記第2の列のノズルは、約50ミクロン以下の出口径を有するノズルを備える請求項2の方法。
【請求項4】
前記第2の物質は、前記コーテング材の前に供給され、繊維状の構造体中に受けられる請求項2又は3の方法。
【請求項5】
前記第2の物質は、前記コーテング材の後に供給され、前記コーテング上に個々のピクセルを形成する請求項2又は3の方法。
【請求項6】
前記ノズルは、連続してインクジェットをマルチレベルで偏向可能な形式であり、また、この方法は、前記液滴を荷電もしくは放電することと、電界を与えることと、液滴が前記織物上の適切な位置に個々に付着されるように前記液滴を偏向するように、前記電界を変化させることとを具備する前記全ての請求項のいずれか1の方法。
【請求項7】
各ノズルは、毎秒少なくとも100,000の液滴を発生させる前記全ての請求項のいずれか1の方法。
【請求項8】
前記ノズルは、前記処理用の通路の実質的に全幅に渡って配設され、また、コーテングは、前記織物の実質的に全幅に渡ってなされる前記全ての請求項のいずれか1の方法。
【請求項9】
前記ノズルは、前記処理用の通路の両側に設けられ、また、この方法は、前記織物の両面に前記コーテングをすることをさらに具備する前記全ての請求項のいずれか1の方法。
【請求項10】
前記コーテングは、隣り合うピクセル間にスペースを有する開口構造体になされる前記全ての請求項のいずれか1の方法。
【請求項11】
前記コーテングは、撥水性のあるコーテングである前記全ての請求項のいずれか1の方法。
【請求項12】
前記コーテング材は、フッ化炭化水素又はシリコンをベースとした乳濁液、消泡性の媒体、電解液、若しくはシックナーを有する前記全ての請求項のいずれか1の方法。
【請求項13】
前記コーテング材は、B型粘度計で測定されたとき、4センチポイズよりも大きな粘性を有する前記全ての請求項のいずれか1の方法。
【請求項14】
前記処理用の通路は、コンベヤを有し、前記織物は、相互移動が実質的に生じないように前記コンベヤに固定される前記全ての請求項のいずれか1の方法。
【請求項15】
処理用の通路に沿って織物をほぼ連続的に搬送するためのコンベヤと、
前記織物の実質的に全幅に渡ってコーテング材を適用するように、前記処理用の通路をほぼ横切るように配置されたコーテング用の一列の静止したノズルとを具備し、これらコーテング用のノズルは、70ミクロンより大きい出口径を有し、前記織物の表面に当るように選択的に方向付けられ得る液滴のほぼ連続した流れを与えるように個々に制御される、織物をデジタル的にコーテングするための装置。
【請求項16】
前記織物に更なる物質を適用するように、前記処理用の通路をほぼ横切るように配置された第2の列のノズルをさらに具備する請求項15の装置。
【請求項17】
前記第2の列のノズルは、70ミクロン未満の出口径を有し、また、前記織物に当るように選択的に方向付けられ得る液滴のほぼ連続した流れを与えるように個々に制御される請求項16の装置。
【請求項18】
前記両列のノズルは、前記織物の両面に物質を適用するように、前記通路の両側に配置されている請求項15ないし17のいずれか1の装置。
【請求項19】
両列の各ノズルは、複数のコーテングヘッドを有するプリントビームに設けられ、各コーテングヘッドは、複数のノズルを有している請求項15ないし18の装置。
【請求項20】
前記ノズルは、マルチレベルで偏向可能なインクジェットの形式であり、従って、前記織物への液滴の位置は、制御可能である請求項15ないし19のいずれか1の装置。
【請求項21】
前記ノズルは、バイナリーで偏向可能なインクジェットの形式であり、従って、前記ノズルから出る液滴は、前記織物に、若しくはコレクター中に選択的に方向付けられることが可能である請求項15ないし19のいずれか1の装置。
【請求項22】
前記ノズルは、各々が、少なくとも毎秒100,000の液滴を発生させるように制御される請求項15ないし21のいずれか1の装置。
【請求項23】
前記コンベヤは、毎分15メートルより速い速度で動作するように準備されている請求項15ないし22のいずれか1の装置。
【請求項24】
40ミクロンより大きい平均的なスペースを有する隣り合った繊維間にメッシュ状の開口部を有する、デジタル的にコーテングされた繊維の織物であって、この織物には、この織物の少なくとも一面にコーテング材の複数のピクセルを有するコーテングがなされている織物。
【請求項25】
織布若しくは編物である請求項24のデジタル的にコーテングされた繊維の織物。
【請求項26】
1.5メートルよりも広い幅を有している請求項24又は25のデジタル的にコーテングされた繊維の織物。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公表番号】特表2007−506003(P2007−506003A)
【公表日】平成19年3月15日(2007.3.15)
【国際特許分類】
【出願番号】特願2006−526614(P2006−526614)
【出願日】平成16年9月22日(2004.9.22)
【国際出願番号】PCT/EP2004/010731
【国際公開番号】WO2005/028729
【国際公開日】平成17年3月31日(2005.3.31)
【出願人】(506094529)テン・ケイト・アドバンスト・テクスタイルス・ビー.ブイ. (7)
【Fターム(参考)】
【公表日】平成19年3月15日(2007.3.15)
【国際特許分類】
【出願日】平成16年9月22日(2004.9.22)
【国際出願番号】PCT/EP2004/010731
【国際公開番号】WO2005/028729
【国際公開日】平成17年3月31日(2005.3.31)
【出願人】(506094529)テン・ケイト・アドバンスト・テクスタイルス・ビー.ブイ. (7)
【Fターム(参考)】
[ Back to top ]